Станок для доска: Деревообрабатывающие станки
Содержание
Деревообрабатывающие станки
Оцилиндровочный станок «RW-3»
«RW» — более простая конструкция, не требует квалифицированного обслуживания, отсутствуют дефицитные комплектующие, намного надежнее в эксплуатации.Существенно меньше масса: 5 т (RW-3) — 8 т (Термит). Станки фрезерного типа обеспечивают качество поверхности на уровне строганной древесины. С помощью роторного принципа обработки аналогичное качество получить очень сложно.
| ||
Оцилиндровочный станок «RW-2»
Существенно меньше масса в сравнении с другими станками роторного типа: 3,3 т (RW) — 8 т (Термит).
|
Ленточная пилорама (ленточная пила) «RWL-2000»
Предназначена для распиловки любого вида древесины на пиломатериал (доска обрезная, необрезная, брус, полубрус).
|
Ленточная пилорама (ленточная пила) «RWL-1000М»
Ленточная горизонтальная пилорама RW-1000м профессиональная ленточная пилорама для быстрой и высококачественной распиловки любых пород древесины на доску, брус и рейку. Пилорама позволяет распиливать бревна диаметром 800 мм вразвал, и 900 мм с разбрусовкой, с минимальным количеством отходов. Она мобильна, надежна и современна.
|
Ленточная пилорама (ленточная пила) «RWL-1000Б»
Предназначена для распиловки любого вида древесины на пиломатериал (доска обрезная, необрезная, брус, полубрус) в условиях отсутствия электричества
|
Ленточная пилорама (ленточная пила) «RWL 500»
Ленточная горизонтальная пилорама RW-500m профессиональная ленточная пилорама для быстрой и высококачественной распиловки любых пород древесины на доску, брус и полубрус. Пилорама позволяет распиливать бревна диаметром 800 мм вразвал, и 900 мм с разбрусовкой, с минимальным количеством отходов. Она мобильна, надежна и современна
|

Ленточная пилорама (ленточная пила) «RWL-500 Б»
Предназначена для распиловки любого вида древесины на пиломатериал (доска обрезная, необрезная, брус, полубрус) в условиях отсутствия электроснабжения.
|
Двухдисковая пилорама углового пиления RW-УД 610
Угловая дисковая пилорама (углопил) предназначена для распиловки бревен диаметромдо 800 мм различных пород и влажности на обрезной пиломатериал различных размеровпредставляет собой лесопильные, бревнопильные станки повышенной точности
|
Станок кромкообрезной «RW-KO1»
Предназначен для раскроя необразной доски с целью получения обрезного пиломатериала.
|

Станок кромко обрезной RW-КО2
Предназначен для раскроя необрезной доски с целью получения обрезного пиломатериала
|
Станок кромко обрезной RW-КО 2М
Предназначен для раскроя необрезной доски с целью получения обрезного пиломатериала
|
Станок кромко обрезной RW-КО2-100
Предназначен для раскроя не обрезной доски с целью получения обрезного пиломатериала
|
Станок многопильный «RW-МПС 50»
Предназначен для раскроя необрезной доски с целью получения обрезного пиломатериала
|
Минипилорама шинная,(цепная) «RWS-500Б»
Предназначена для распиловки любого вида древесины на пиломатериал максимального диаметра 500 мм.
|
 материал ( доска обрезная, необрезная, брус, полубрус).
материал ( доска обрезная, необрезная, брус, полубрус).
Дисковая пилорама « RW ДГ 15»
Применяется на деревообрабатывающих, строительных предприятиях при производстве пиломатериала (бруса, шпалы, обрезной, необрезной доски)
|
Станок RW-СП
Станок пазовальный предназначен для нарезания пазов в доске заданных размеров, под углом 90 град. Область применения: лесопильные и деревообрабатывающие
|
Станок RW-СТМ
Предназначен для поперечной распиловки оцилиндрованого бревна под углом 90 граусов.
|

Станок RW-СТМ 200
Предназначен для поперечной распиловки бруса под углом 90 граусов.
|
Станок для профилирования бруса «RW ПБ»
Предназначены для профилирования бруса, как из массива, так и клееных заготовок. помимо профилированного бруса, возможно изготовление любого погонажа и использование станков для производства профильных изделий,пиломатериала (половая доска, блок хаус, вагонка и др.)
|
Станок венцерезный RW-СВБ2
Предназначен для фрезирования поперечных профильных пазов в стеновом брусе с двух сторон за одну установку заготовки.
|
 Станок применяется в производственных комплексах по изготовлению комплектов деревянных домов.
Станок применяется в производственных комплексах по изготовлению комплектов деревянных домов.
Станок венцерезный «RW-СВБ4»
Предназначен для получения венцерезных чаш в брусе под углом 90 град с четырех сторон за один проход. Область применения: лесопильные и деревообрабатывающие предприятия
|
Мобильный чашкорезный станок СЧМ-300
Данная модель чашкорезного станка предназначена для выборки чашки под прямым углом к оси бревна диаметром до 300 мм. Этот чашкорезные станок может работать непосредственно на строительной площадке. Преимуществами являются простота конструкции, мобильность и выгодная цена.
| |
Дровокол-шуруп электрический RW
Станок предназначен для колки чурок на поленья. Рабочий инструмент устройства — конусный шуруп, который всверливается в заготовку (в чурку) со стороны коры, раскалывая ее на поленья
|

Станок «RW УЗ»
Обеспечивает автоматизированную заточку ленточных пил для горизонтальных ленточных пилорам. Заточка производится по всей поверхности зуба, с разделённой регулировкой величины снимаемого припуска по передней и задней поверхности с использованием СОЖ.
|
Станок RW СЧУ
Для нарезания венцовой чашки предназначена для изготовления чашек под углом 45-90 градусов на оцилиндрованых брёвнах, не требует дополнительной обработки чаш.
|
Станок «RW-СЧТ»
Поворотный чашкорез + торцевание Стационарная установка для выборки венцевой чашки под углом 45-150 градусов и торцовки бревен под углом 90 градусов представляет собой сварную раму с установленной на ней поворотной платформой, на которой расположена подвижная каретка, перемещаемая по направляющим с помощью электропривода подвижной качалки.
|

Станок торцовочный RW-СТ170
Предназначен для поперечной распиловки бруса, досок.
|
Станок для разводки пил RW-УР
Станок предназначе для развоки пил, незаменим при работе на ленточной пилораме
|
Фрезерный станок RW SF
Предназначен для изготовления паза на оцилиндрованых бревнах.
|
Станок торцовочно-карусельный RW-ТК
Данный станок предназначен для производства шашек для европоддонов.
|
 Собственная разработка нашей компании по конкретному заказу.
Собственная разработка нашей компании по конкретному заказу.Установка для пропитки RW-РПС
Предназначена для обработки оцилиндрованного бревна, бруса,доски жидкими антисептиками с целью пропитки и защиты древесины на время транспортировки и хранения, а также деталей деревянных домов на период строительства
|
Рольганги
Предназначены для перемещения не сыпучего груза. Цена за 1 погонный метр.
|
Механизм подъёма-установки брёвен RW-МПУ
для перемещения брёвен в горизонтальной плоскости.
|
Щепорез электрический RW — 350
Станок предназначен для переработки отходов древеситы в щепу для дальнейшей использования.
|

Щепорез электрический RW — 550
Станок предназначен для переработки отходов древеситы в щепу для дальнейшей использования.
|
Дровокол Вертикальный
Колет чурки на поленья. Колун гидравлический на базе электрического двигателя (5,5л.с.). Ручная подача поленьев. Гидравлические колуны могут работать совместно с гидросистемами тракторов и машин посредством соединения гидравлических рукавов от гидронасоса машины к гидрораспределителю станка.
|
Дровокол Горизонтальнонаправленный (гидравлический)
Колет чурки на поленья. Колун гидравлический на базе бензинового двигателя (15л. Простой конструктив, мобильный
|
 с.). Ручная подача поленьев.
с.). Ручная подача поленьев.
Производитель Richter-Wilms, выпускает станки высокой надёжности для респектабельных деревообрабатывающих малых, средних и крупных предприятий. Станки выполнены из высокопрочного материала. Надежная и массивная установка станочной конструкции, простота в эксплуатации обеспечивают рабочему персоналу полную безопасность во время непосредственной работы с деревообрабатывающим оборудованием.
Мы предлагаем своим потенциальным покупателям следующий ассортимент товара:
- Станок оцилиндровачный
- Ленточную пилораму
- Станок кромкообрезной
- Станок многопильный
- Станок пазовальный
- Станок венцерезный
- Минипилорама шинная (цепная)
- Дисковая пилорама
- Станок профилирующий
- Станок торцовочный
- Мобильный чашкорезный станок
- Станок заточной
- Станок для разводки пил
- Фрезерный станок по дереву
- Станок торцовочно-карусельный
- Установка для пропитки древесины
- Рольганги
- Механизм для подъема и установки бревен
- Щепорезы
- Дровоколы
Станки Richter-Wilms, относятся к многофункциональному оборудованию.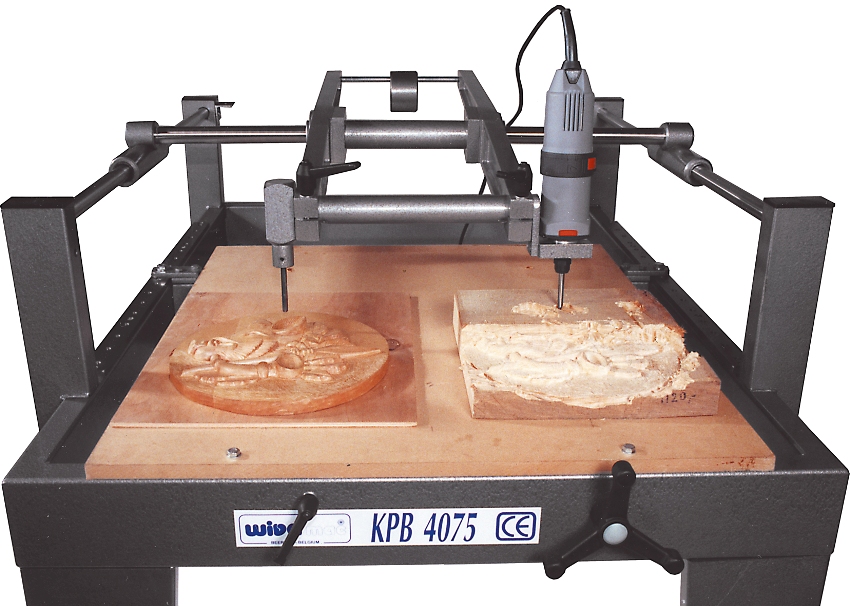 Их прямое назначение – производство высококачественных древесных изделий. Приемлемая стоимость деревообрабатывающих станков, является главным преимуществом нашей фирмы.
Их прямое назначение – производство высококачественных древесных изделий. Приемлемая стоимость деревообрабатывающих станков, является главным преимуществом нашей фирмы.
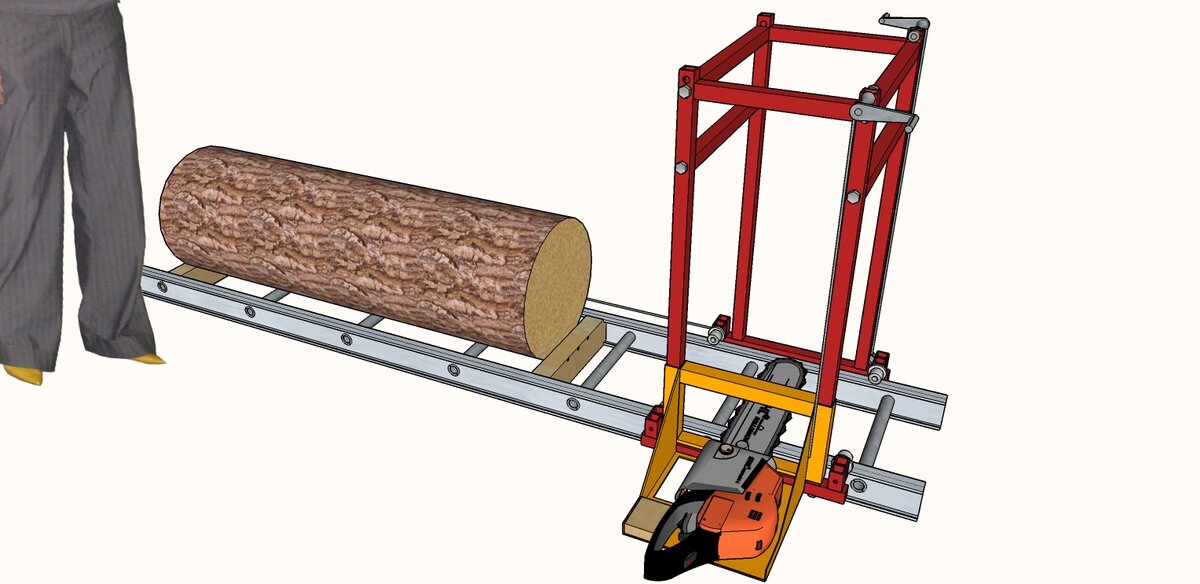
Как строгать и крепить большие доски на станке с ЧПУ
Если у вас есть доступ к
фрезерному станку с ЧПУ, то у вас открывается возможность использовать его для соединения и строгания больших досок. У меня был большой кусок вишни, который был сильно скручен и деформирован. Он был слишком велик для моего фуганка
и рубанка, и хотя его можно было бы зачистить ручными инструментами, это было бы очень трудоемко. Поэтому вместо этого я решила использовать станок с ЧПУ, который предлагает несколько преимуществ, которые вы не получите при использовании традиционных инструментов.
Поэтому вместо этого я решила использовать станок с ЧПУ, который предлагает несколько преимуществ, которые вы не получите при использовании традиционных инструментов.
Если вы предпочитаете смотреть, а не читать, вы можете посмотреть видеоролик, в котором рассказывается о каждом из этих шагов.
Шаг 1: Закрепите доску
Первым шагом является закрепление доски на защитном столе. При обработке поверхности вы будете взаимодействовать со всей столешницей, поэтому нельзя устанавливать зажимы на верхней части детали. Если доска не плоская, а деформированная и качается, то первым шагом будет придание ей плоской формы с помощью клиньев.
Для фиксации детали я предпочитаю использовать горячий клей. Небольшое количество клея дает хороший эффект! Я люблю наносить немного клея по краям, по одной капле на каждый край, и не забудьте добавить немного на клинья, чтобы не было слабых мест. Если вы положите слишком много горячего клея, вы потратите много времени на его удаление в будущем, и он также испортит часть вашего защитного стола.
Шаг 2: Фрезерное сверло
Хотя некоторые люди предпочитают использовать большое наплавочное сверло, как на 2-м рисунке, я обнаружила, что такое сверло производит много мелкой пыли, а я предпочитаю создавать стружку. Поэтому я использую 1/2-дюймовое спиральное нарезное сверло (для сравнения рядом с ним находится 1/4-дюймовое нарезное сверло). Если ваш станок может работать с таким размером сверла, то это отличный выбор, вы можете работать быстрее, при этом получается меньше пыли и отличное качество поверхности.
Шаг 3: Поиск высшей точки
Следующий шаг — определение высшей точки. Поскольку доска очень неровная, вам придется вручную найти высшую точку, и это может быть полезно, чтобы увидеть, насколько велика разница между высшей и низшей точкой, и получить представление о том, сколько вам нужно будет удалить, чтобы получить ровную поверхность, которую можно перевернуть и обработать другую сторону.
Мне нравится измерять, насколько велика область высокой точки, а затем начинать с отрезания этого участка. Если вы обработаете станком всю заготовку, то потратите много времени на резку в воздухе.
Если вы обработаете станком всю заготовку, то потратите много времени на резку в воздухе.
Шаг 4: Режьте по частям
Настройте программное обеспечение и начните вырезать небольшие участки за один раз. Я делал разрезы на 1/4 дюйма в каждой точке и постепенно увеличивал площадь, чтобы охватить большую часть всего куска дерева. Когда большая часть доски стала плоской, я решила перевернуть ее.
Шаг 5: Перевернуть и закрепить
Чтобы удалить горячий клей, просто подденьте его ножом, и он легко отойдет. Не забудьте очистить участок от мусора, прежде чем положить дерево на плоскую сторону. Снова закрепите его горячим клеем и подготовьте к дальнейшей резке.
Шаг 6: Обработайте вторую сторону
Используйте ту же технику, что и в прошлый раз — найдите верхнюю точку и разрежьте кусок на части, медленно расширяясь по мере выравнивания куска. Если ваша доска намного толще с одной стороны и тоньше с другой, вы можете разделить ее на две или три разные толщины — если вам не нужна вся доска для одного проекта. Я решила разделить ее на две части разной толщины, так как для некоторых деталей мне требовался более толстый срез.
Я решила разделить ее на две части разной толщины, так как для некоторых деталей мне требовался более толстый срез.
Шаг 7: Посмотрите видео!
Станок для резки печатных платHeavy Duty — Специалисты по цепям
Станок для резки печатных плат для тяжелых условий эксплуатации — Специалисты по цепям
перейти к содержанию
by Circuit Specialists
SKU РЕЗАК ДЛЯ ПХД
Исходная цена
$583,47
—
Изначальная цена
583,47 $
Исходная цена
583,47 $
583,47 $
—
$583,47
Текущая цена
$583,47
| /
Количество
1 год ограниченной гарантии
Узнать больше
Отправка в тот же день!
Все заказы на товары в наличии, размещенные до 12:00 по московскому времени с понедельника по пятницу, отправляются в тот же день!
Индивидуальная форма запроса коммерческого предложения для оптового или специального ценообразования
Имя
Электронная почта
Количество
Сообщение
Поделись этим:
Надежный и точный резак для печатных плат, предназначенный для специалистов по цепям
Этот резак для печатных плат является потрясающим инструментом для резки многих типов печатных плат, от тонкого алюминия и меди до печатных плат из стекловолокна или бумаги с фенольным покрытием толщиной до 2 мм. Мощная рукоятка с высоким рычагом обеспечивает острые и чистые разрезы благодаря уникальному дизайну. Пластиковый защитный кожух прикреплен, чтобы избежать возможности несчастных случаев. Верхний и нижний ножевые блоки изготовлены из закаленной инструментальной стали, поставляемой из Германии, и каждый раз обеспечивают точный и чистый срез. Для точной резки к режущей платформе прикреплена линейка. В отличие от более дешевых моделей, это не прославленный резак для бумаги с тонкими режущими лезвиями. Режущие блоки для печатных плат изготовлены из закаленного сплава, что означает, что они долговечны и заменяемы. Каждый блок можно перевернуть для дальнейшего использования в случае повреждения кромки, также легко доступны сменные блоки для резки. Это сверхмощный, прочный резак для печатных плат заводского класса, который прослужит вам всю жизнь.
Мощная рукоятка с высоким рычагом обеспечивает острые и чистые разрезы благодаря уникальному дизайну. Пластиковый защитный кожух прикреплен, чтобы избежать возможности несчастных случаев. Верхний и нижний ножевые блоки изготовлены из закаленной инструментальной стали, поставляемой из Германии, и каждый раз обеспечивают точный и чистый срез. Для точной резки к режущей платформе прикреплена линейка. В отличие от более дешевых моделей, это не прославленный резак для бумаги с тонкими режущими лезвиями. Режущие блоки для печатных плат изготовлены из закаленного сплава, что означает, что они долговечны и заменяемы. Каждый блок можно перевернуть для дальнейшего использования в случае повреждения кромки, также легко доступны сменные блоки для резки. Это сверхмощный, прочный резак для печатных плат заводского класса, который прослужит вам всю жизнь.
Технические характеристики резака для печатных плат Circuit Specialists
- Максимальный размер печатной платы: 320 мм (около 12 дюймов) (не рекомендуется для резки печатных плат)
- Максимальная толщина резки: до 2 мм
- Глубина стола: 510 мм
- Размеры (мм): 533 x 330 x 300
- Вес: 21 кг, 46,3 фунта.

- Размеры лезвий: толщина каждого 0,32 дюйма и длина около 14 дюймов.
ОТЗЫВЫ
Выберите первый элемент для сравнения
Выберите второй элемент для сравнения
Выберите третий элемент для сравнения
Сравнивать
Картонная машина
Технология и конечный продукт Машинное оборудование
Многослойный картон и картон
Многослойный картон и картон обычно изготавливают не менее чем из трех слоев на картоноделательной машине (БМ). Верхний слой картона и картона обычно покрывается белой краской (два или три слоя) обмазочной смесью, содержащей наполнитель (фарфоровая глина или кальцит), природный наполнитель (обычно крахмал) и синтетический наполнитель (обычно акрилатный компаунд), нижний слой может быть покрыт либо краской. одинаковая (обычно только с одним покрытием) или белая, коричневая, манильская, замшевая или серая (без покрытия), в зависимости от используемого сорта волокна.
Верхний слой картона и картона обычно покрывается белой краской (два или три слоя) обмазочной смесью, содержащей наполнитель (фарфоровая глина или кальцит), природный наполнитель (обычно крахмал) и синтетический наполнитель (обычно акрилатный компаунд), нижний слой может быть покрыт либо краской. одинаковая (обычно только с одним покрытием) или белая, коричневая, манильская, замшевая или серая (без покрытия), в зависимости от используемого сорта волокна.
Диапазон плотности картона от 250 до 800 г/м².
Основные характеристики многослойного картона и картона
Отличные механические свойства являются основной характеристикой многослойного картона и картона. Их прочность, жесткость и жесткость при внешнем давлении придают многослойным картонам необходимую способность защищать продукты, содержащиеся в коробках. Белая и гладкая поверхность обеспечивает качественную печать, повышающую привлекательность продаваемого товара.
Чистота поверхности может быть получена с использованием глазурных (MG) цилиндров в сушильной части, в более современных машинах, с использованием сложного каландрирования.
Проволочные детали тихоходных картоноделательных машин (рабочая скорость примерно до 250 м/мин), состоящие из нескольких цилиндрических форм или вакуумных форм (количество которых определяется максимальным базовым весом) или из нескольких цилиндрических форм и одной проволока фурдринье. Проволочные части более быстрых машин состоят из нескольких четырнадцати проволок. Их количество зависит от количества слоев конечного продукта. Обычно их три-четыре, иногда даже пять проводов. Длина отдельных проволок влияет на общую производительность машины и качество выпускаемой продукции в зависимости от конкретных межслойных связей.
Аналогично футеровочным и рифленым БД, для БД используются два основных типа напорных ящиков, закрытые напорные и гидравлические. Решение о выборе первого или второго зависит от диапазона пропускной способности напорного ящика и скорости БМ. Диапазон пропускной способности напорных ящиков составляет 1:3, гидравлических же обычно сокращается до 1:2.
Гидравлические напорные ящики имеют магистраль от демпфера пульсаций или от круглого распределителя к напорному ящику через рукава одинаковой длины и сечения. Диффузор в напорном ящике будет равномерно распределять сырье и создавать генератор турбулентности. Отсюда сырье поступает к срезу с оптическими ламелями для улучшения распределения материала на сетке. Верхняя кромка среза регулируется как в перпендикулярном, так и в горизонтальном направлениях. Поперечный профиль управляется с помощью приводов верхней кромки (вручную для базовой регулировки) и с помощью разбавляющей воды, регулируемой системой управления BM. Изготовление материала и процессы обработки такие же, как и в напорных ящиках.
Диффузор в напорном ящике будет равномерно распределять сырье и создавать генератор турбулентности. Отсюда сырье поступает к срезу с оптическими ламелями для улучшения распределения материала на сетке. Верхняя кромка среза регулируется как в перпендикулярном, так и в горизонтальном направлениях. Поперечный профиль управляется с помощью приводов верхней кромки (вручную для базовой регулировки) и с помощью разбавляющей воды, регулируемой системой управления BM. Изготовление материала и процессы обработки такие же, как и в напорных ящиках.
Рис. Гидравлический напорный ящик PAPCEL с распределителем звука — демпфером пульсаций
Химические реагенты в системе подачи и проточной части
Химические реагенты выбираются вместе с поставщиками конкретных химикатов, которые также указывают точки дозирования. Химикаты выбираются с учетом вида используемого материала (предмета) и общей химизации процесса. Удерживающий агент может состоять из большего количества компонентов (например, бентонита и ПАА-полиакриламида) и, таким образом, может потребовать подготовительной установки. Большинство агентов дозируются непосредственно из контейнеров, поставляемых их производителями.
Большинство агентов дозируются непосредственно из контейнеров, поставляемых их производителями.
| Агент | Цель | Точка дозирования |
| Удерживающий агент | Увеличение коэффициента использования (скорость обезвоживания), лучшее формирование | Трубопровод после узловязателя/напорного экрана |
| Пеногаситель | Пеногашение, деаэрация | Контур оборотной воды |
| Биоцид | BM обработка водяного контура | Отдельно на каждый контур |
| Чистка/стирка | Чистящая проволока и войлок | Прямое опрыскивание очищаемого объекта |
Прессованные детали
Одним из преследуемых свойств многослойных плит является объемность или толщина. Поэтому прессование не должно быть слишком интенсивным. Другим важным фактом, который следует учитывать при проектировании прессовой детали, является тот факт, что многослойные изделия нельзя перемещать через многозажимные прессы для защиты определенных межслойных связей (связка Скотта). По указанным выше причинам детали прессов обычно состоят из различных типов прямых прессов с соответствующими линейными давлениями. Оптимальные детали пресса должны учитывать производительность и скорость BM (способы заправки бумаги), сорта картона и, что не менее важно, процедуры замены сукна и прессовальных валов.
Поэтому прессование не должно быть слишком интенсивным. Другим важным фактом, который следует учитывать при проектировании прессовой детали, является тот факт, что многослойные изделия нельзя перемещать через многозажимные прессы для защиты определенных межслойных связей (связка Скотта). По указанным выше причинам детали прессов обычно состоят из различных типов прямых прессов с соответствующими линейными давлениями. Оптимальные детали пресса должны учитывать производительность и скорость BM (способы заправки бумаги), сорта картона и, что не менее важно, процедуры замены сукна и прессовальных валов.
Рис. Пресс PAPCEL Jumbo (Ø валка 1 350 мм, линейное давление 280 кН/м)
Рис. Башмаковый пресс с подборщиком (сечение валка и модуль токарной обработки)
Сушка части
¨
Таблица значений сухого вещества костей, рекомендованных для отдельных частей БМ
| Точка измерения | Диапазон рекомендуемой сухости (% в. м.) м.) |
| Послепрессовая часть | 44 — 50 |
| Перед цилиндром MG | 65 — 68 |
| После цилиндра MG | 72 — 75 |
| Перед клеильным/пленочным прессом | 94 — 95 |
| После клеильного/пленочного пресса | 74 — 83 |
| Перед нанесением покрытия | 94 |
| На катушке | 93 — 94 |
Сушильные колпаки
| Точка росы °C | Тип и конструкция кожуха |
| 30 | Без капюшона |
| 40 | Открытый капот, без изоляции |
| 45 | Утепленный открытый колпак |
| 50 — 55 | Закрытый утепленный колпак, закрытая сушильная часть, подвал |
| 55 — 62 | Современная сушильная часть с закрытым тщательно герметичным и утепленным колпаком, с закрытым подвалом |
Рис. Эскиз высокоэффективного обогрева и вентиляции колпака, система DUO
Эскиз высокоэффективного обогрева и вентиляции колпака, система DUO
Пароконденсатная система, рекуперация тепла
Пароконденсатная система вместе с рекуперацией тепла и качественными закрытыми вытяжными колпаками значительно влияют на общие производственные затраты на энергию. Поэтому PAPCEL стремится использовать современные и эффективные системы пара и конденсата в сушильных частях. Давление пара в сушильных цилиндрах обычно составляет 5 бар.
Проклейка
Массовая проклейка
Для массовой проклейки используются катионоактивный крахмал и АСК (алкенилянтарный ангидрид). Положительный заряд катионного крахмала укрепляет межволоконные связи целлюлозы, увеличивает волокнопоглощающую способность крахмала и, таким образом, снижает содержание крахмала в оборотной воде, благоприятно влияя на биологическую потребность воды в кислороде и бихроматное число.
В комплект поставки установки для массовой калибровки входят следующие функциональные блоки:
- Варочный котел непрерывного действия для катионного крахмала
- Резервуар для хранения приготовленного катионного крахмала
- Станция ASA для эмульгирования проклеивающего агента ASA с распределителем для определенных слоев
- Дозировочная станция с распределителем катионного крахмала для повышения прочности дозирования крахмала в густую массу
- Система управления для всех отдельных узлов
Проклейка поверхности
Для проклейки поверхности используется окисленный или нативный крахмал. Капитальные затраты ниже для окисленного крахмала, но операционные затраты (покупка окисленного крахмала) выше, в то время как для нативного крахмала все наоборот.
Капитальные затраты ниже для окисленного крахмала, но операционные затраты (покупка окисленного крахмала) выше, в то время как для нативного крахмала все наоборот.
Оксидированный крахмал
- Бункер для хранения ок. 6 м3 со станцией наполнения биг-бэгов или силосом большой емкости ок. 85 м3 заправлено из автоцистерн
- Крахмаловарка непрерывного действия
- Резервуар для хранения вареного крахмала
- Рабочая станция
- Система управления
Натуральный крахмал
- Бункер для хранения ок. 6 м3 со станцией наполнения биг-бэгов или силосом большой емкости ок. 85 м3 заправлено из автоцистерн
- Преобразователь непрерывного действия для ферментативной конверсии нативного крахмала
- Резервуар для хранения вареного крахмала
- Рабочая станция
- Система управления
Клеильный пресс
Клеильный пресс устанавливается в сушильной части (разделяя ее на пред- и послесушивающую части) в месте, где сухость изготавливаемого картона выше 92 %. Клеильный пресс может выполнять следующие операции:
Клеильный пресс может выполнять следующие операции:
- Проклейка поверхности (повышение качества картона, улучшение механических свойств)
- Окрашивание поверхности (достижение цветовых эффектов, снижение загрязнения сточных вод, экономия красителей по сравнению с массовым окрашиванием)
- Обработка поверхности (специальные гидрофобные, жиронепроницаемые и т.п. средства)
- Легкое покрытие (тонкие слои покрытия, в настоящее время в основном в пленочных прессах)
Пленочный пресс (SpeedSizer)
Что касается клеильных валов, то устройство аналогично клеильному прессу, но вместо уровня клеильного агента в зазоре между валками для каждого прессующего вала используются наносящие головки. Проклеивающий агент наносится на бумажное полотно с помощью калибровочных систем, основными частями которых являются профилированные стержни. Их обмен влияет на величину величины. Этот процесс позволяет наносить на бумажное полотно контролируемое количество одинаковой толщины. Таким образом, проклейка 4,5 г/м2 на каждой стороне бумаги может быть достигнута при концентрации проклейки от 12 до 16 % в.в.м.
Таким образом, проклейка 4,5 г/м2 на каждой стороне бумаги может быть достигнута при концентрации проклейки от 12 до 16 % в.в.м.
Каландрирование
Каландрирование — важная операция производства многослойных плит. Операция применяется до нанесения покрытия (предварительное каландрирование) и после нанесения покрытия (посткаландрирование). Предварительное каландрирование означает, что каландр используется перед линией нанесения покрытия. Если в БМ используется пленочный пресс для нанесения пигментного покрытия (не только крахмала), то каландр устанавливается перед пленочным прессом. В этом положении используется жесткий каландр с гладким валком (большего диаметра) на верхней стороне плиты и плавающим валком на нижней стороне. Целью каландра является стабилизация, калибровка и разглаживание бумажного полотна перед последующим нанесением покрытий.
Линии для нанесения покрытий
Линии для нанесения покрытий являются неотъемлемой частью заводов по производству многослойных картонов с покрытием. Они либо встроены в картоноделательные машины (поточное покрытие), либо размещены вне БМ (автономное покрытие). Они покрывают верхнюю и нижнюю сторону доски в необходимой степени и качестве.
Стандартные линии нанесения покрытия включают:
- Станции нанесения покрытия (их количество зависит от степени покрытия)
- Сушка (сочетание бесконтактной инфракрасной сушки, сушки горячим воздухом и контактной сушки на цилиндрах) и охлаждение (на охлаждающих цилиндрах)
- Кухни для изготовления средства покрытия
Покрасочные станции
Покрасочные станции позволяют наносить от 3 до 12 г/м² покрытия на каждую сторону плиты при концентрации пасты от 60 до 67 %. Покрытие наносится либо с помощью шпателей (рекомендуется, прежде всего, для нанесения покрытия на верхнюю и нижнюю стороны полотна плиты), либо с помощью лезвий (для последующих слоев покрытия).
Сушка в линиях для нанесения покрытий
Сушка сочетает в себе бесконтактную инфракрасную (ИК) сушку, сушку горячим воздухом и контактную сушку на цилиндрах. Для первых двух типов сушки используется пар (например, для сушильных цилиндров), электроэнергия (значительно увеличивает эксплуатационные расходы) или природный газ (прежде всего для ИК и сушки горячим воздухом, где температура может достигать 250°C).
Для первых двух типов сушки используется пар (например, для сушильных цилиндров), электроэнергия (значительно увеличивает эксплуатационные расходы) или природный газ (прежде всего для ИК и сушки горячим воздухом, где температура может достигать 250°C).
Покрытие средних кухонь
Стандартное покрытие кухонь включает:
- Приготовление пигментов (фарфоровая глина и кальцит — GCC — суспензии)
- Отдельное хранение и дозировка отдельных шламов
- Приготовление растворов вспомогательных носителей — окисленного крахмала и карбоксиметилцеллюлозы (КМЦ) — общих для всего сырья
- Решения для хранения транспортных средств — отдельно для каждого сырья
- Хранение и дозировка основного носителя — латекс
- Приготовление смеси для покрытия в смесителе
- Хранение и транспортировка смеси для покрытия
- Дозирование других химикатов
- Система управления автоматизированной кухней
- Рабочие места для каждого этапа нанесения покрытия
Бобина
Бобина является неотъемлемой частью любой бумагоделательной или картоноделательной машины.
Всего комментариев: 0