Стереолитография это: Преимущества и особенности SLA-технологии
Содержание
Полное руководство по стереолитографической (SLA) 3D-печати
Стереолитографическая (SLA) 3D-печать приобретает огромную популярность благодаря способности производить высокоточные, изотропные и водонепроницаемые прототипы и модели с мелкими деталями и гладкой поверхностью из различных современных материалов.
В этом исчерпывающем руководстве объясняется, как работают технологии SLA-печати, почему сегодня их используют тысячи специалистов, и чем данная технология 3D-печати может быть полезна в вашей работе.
Технический доклад
Скачайте наш технический доклад, чтобы узнать, как работают технологии SLA-печати, почему сегодня их используют тысячи специалистов, и чем эта технология 3D-печати может быть полезна в вашей работе.
Скачать технический доклад
Развитие технологии 3D-печати продолжает влиять на подход компаний к созданию прототипов и производству. Эта технология становится более доступной, а оборудование и материалы развиваются в соответствии с возможностями и требованиями рынка. Поэтому сегодня проектировщики, инженеры и другие специалисты интегрируют 3D-печать в рабочие процессы на всех этапах разработки.
Поэтому сегодня проектировщики, инженеры и другие специалисты интегрируют 3D-печать в рабочие процессы на всех этапах разработки.
3D-печать помогает профессионалам из различных отраслей промышленности сократить затраты на привлечение специалистов, ускорить итерацию, оптимизировать производственные процессы и даже открыть для себя совершенно новые бизнес-модели.
Технология стереолитографической 3D-печати претерпела значительные изменения. Раньше 3D-принтеры, печатающие модели из полимерной смолы, были монолитными и затратными, а их эксплуатация требовала привлечения квалифицированных технических специалистов и заключения дорогостоящих договоров на обслуживание. Современные малогабаритные настольные принтеры отличаются высокой гибкостью и производят продукцию промышленного качества с значительно меньшей себестоимостью.
Стереолитография — это один из видов аддитивного производства. Она также известна как фотополимеризация в ванне или 3D-печать с использованием полимерной смолы. Приборы, в которых используются такая технология, имеют общий принцип работы: под воздействием источника света (лазера или проектора) жидкий полимер превращается в твердую пластмассу. Основные различия заключаются в расположении основных компонентов, таких как источник света, рабочая платформа и резервуар для полимеров.
Приборы, в которых используются такая технология, имеют общий принцип работы: под воздействием источника света (лазера или проектора) жидкий полимер превращается в твердую пластмассу. Основные различия заключаются в расположении основных компонентов, таких как источник света, рабочая платформа и резервуар для полимеров.
Посмотрите, как выполняется стереолитографическая 3D-печать.
В стереолитографических 3D-принтерах используются светочувствительные отверждаемые материалы, называемые «полимерами». Когда стереолитографические полимеры подвергаются воздействию световых волн определенной длины, короткие молекулярные цепочки соединяются, в результате чего мономеры и олигомеры полимеризуются, образуя жесткие или гибкие модели.
Графическое представление основных механизмов стереолитографической 3D-печати.
Модели, напечатанные на принтерах SLA, имеют самое высокое разрешение и точность, самую четкую детализацию и самую гладкую поверхность по сравнению с другими технологиями 3D-печати, но главное преимущество этого метода заключается в его универсальности.
Производители материалов разработали инновационные формулы для стереолитографических полимеров с широким спектром оптических, механических и термических свойств, аналогичных свойствам стандартных, инженерных и промышленных термопластических смол.
Сравнение стереолитографической 3D-печати с двумя другими распространенными технологиями производства пластмассовых моделей: моделирование методом наплавления (FDM) и селективное лазерное спекание (SLS).
Образец
Оцените качество стереолитографической 3D-печати на собственном опыте. Мы отправим бесплатный образец напечатанной модели прямо в ваш офис.
Запросить бесплатный образец печати
Узнайте, как перейти от проектирования к 3D-печати на стереолитографическом принтере Form 3. Посмотрите этот 5-минутный видеоролик, чтобы ознакомиться с основными принципами работы с принтером Form 3: от программного обеспечения и материалов до процессов печати и пост-обработки.
Используйте любое программное обеспечение САПР или данные 3D-сканирования, чтобы спроектировать модель, и экспортируйте ее в формат файла 3D-печати (STL или OBJ). Все принтеры на основе технологии SLA работают с программным обеспечением, позволяющим задать параметры печати и разделить цифровую модель на слои. После завершения настроек программное обеспечение для подготовки моделей отправляет инструкции на принтер через беспроводное или кабельное соединение.
Все принтеры на основе технологии SLA работают с программным обеспечением, позволяющим задать параметры печати и разделить цифровую модель на слои. После завершения настроек программное обеспечение для подготовки моделей отправляет инструкции на принтер через беспроводное или кабельное соединение.
Более опытные пользователи могут проектировать непосредственно для технологии SLA или, например, печатать модели с пустотами для экономии материалов.
После быстрой проверки настроек начинается процесс печати. Принтер может работать без присмотра, пока печать не будет завершена. В принтерах с системой картриджей материал пополняется автоматически.
Онлайн-панель Dashboard от компании Formlabs позволяет дистанционно управлять принтерами, полимерами и доступом сотрудников.
После завершения печати, модели необходимо промыть изопропиловым спиртом, чтобы удалить с их поверхности остатки полимера. После того, как промытые модели высохли, для некоторых материалов требуется финальная полимеризация — процесс, который обеспечивает максимально возможную прочность и стабильность деталей. Наконец, снимите с моделей поддерживающие структуры и отшлифуйте оставшиеся следы опор для получения чистой отделки. Модели, произведенные с помощью технологии SLA, можно обрабатывать на станке, грунтовать, окрашивать или собирать в зависимости от цели применения.
Наконец, снимите с моделей поддерживающие структуры и отшлифуйте оставшиеся следы опор для получения чистой отделки. Модели, произведенные с помощью технологии SLA, можно обрабатывать на станке, грунтовать, окрашивать или собирать в зависимости от цели применения.
Финальная полимеризация особенно важна для функциональных полимерных смол, которые используются в инженерных целях и применяются в стоматологии и ювелирном деле.
Инженеры, конструкторы, производители и другие специалисты выбирают стереолитографическую 3D-печать, потому что она обеспечивает отличную детализацию, гладкую поверхность, высочайшую точность моделей, а также такие качества, как изотропность, водонепроницаемость. Кроме того, она позволяет работать с различными материалами.
Поскольку 3D-печать создает модели слой за слоем, прочность готовых деталей может отличаться в зависимости от ориентации детали относительно процесса печати: для осей X, Y и Z будут характерны различные свойства.
Процессы 3D-печати на основе экструзии, например моделирование методом наплавления нити (FDM), анизотропны за счет специального подхода к созданию различных слоев в процессе изготовления. Эта анизотропия ограничивает возможности применения технологии FDM или требует внесения дополнительных изменений в конструкцию модели для ее компенсации.
Эта анизотропия ограничивает возможности применения технологии FDM или требует внесения дополнительных изменений в конструкцию модели для ее компенсации.
Ознакомьтесь с нашим подробным руководством, где сравниваются 3D-принтеры на основе технологий FDM и SLA, чтобы узнать их различия с точки зрения качества печати, материалов, применения, рабочего процесса, скорости, затрат и т. д.
Стереолитографические 3D-принтеры, напротив, позволяют изготавливать высокоизотропные модели. Достижение изотропии деталей основано на ряде факторов, которые можно строго контролировать за счет интеграции химического состава материалов с процессом печати. Во время печати компоненты полимеров образуют ковалентные связи, но при создании последующих слоев модель остается в «незрелом» состоянии частичной реакции.
В незрелом состоянии смола сохраняет полимеризуемые группы, которые могут образовывать связи между слоями, придавая модели изотропические и водонепроницаемые свойства после окончательного отверждения. На молекулярном уровне между плоскостями X, Y и Z нет различий. Это позволяет получить модели с предсказуемыми механическими характеристиками, критически важными для таких целей, как производство кондукторов и крепежных приспособлений и готовых деталей, а также функциональное прототипирование.
На молекулярном уровне между плоскостями X, Y и Z нет различий. Это позволяет получить модели с предсказуемыми механическими характеристиками, критически важными для таких целей, как производство кондукторов и крепежных приспособлений и готовых деталей, а также функциональное прототипирование.
Модели, напечатанные с помощью технологии SLA высокоизотропичны по сравнению с деталями, полученными методом наплавления нити (FDM).
Благодаря своей изотропичности модели, полученные в процессе стереолитографической печати, такие как этот кондуктор для компании Pankl Racing Systems, может выдерживать воздействие направленных нагрузок в процессе производства.
Объекты, напечатанные по технологии SLA, являются непрерывными, независимо от того, цельные они или имеют внутренние каналы. Водонепроницаемость важна в случаях, когда нужно контролировать и прогнозировать воздействие потоков воздуха или жидкости. Инженеры и конструкторы используют водонепроницаемость стереолитографических принтеров для решения задач, связанных с потоками воздуха и жидкости, в автомобильной промышленности, биомедицинских исследованиях и для проверки конструкций деталей потребительских товаров, таких как кухонные приборы.
Компания OXO полагается на водонепроницаемость моделей, полученных с помощью стереолитографической печати, чтобы создавать прочные рабочие прототипы изделий, работающих с потоками воздуха и жидкости, например, кофеварок.
Стереолитографическая 3D-печать используется для изготовления точных воспроизводимых компонентов в различных отраслях, включая стоматологию и производство. Чтобы в процессе печати получались точные модели, необходимо строго контролировать множество факторов.
Качество стереолитграфической 3D-печати находится на уровне между стандартной и точной машинной обработкой. SLA отличается максимальным допуском по сравнению с другими коммерческими технологиями 3D-печати. Узнайте больше о допусках, аккуратности и точности в 3D-печати.
Нагретый резервуар для полимеров в сочетании с закрытой рабочей средой обеспечивают практически одинаковые условия для каждой модели. Более высокая точность также зависит от более низкой температуры печати по сравнению с технологиями на основе термопластика, в которых сырье расплавляется.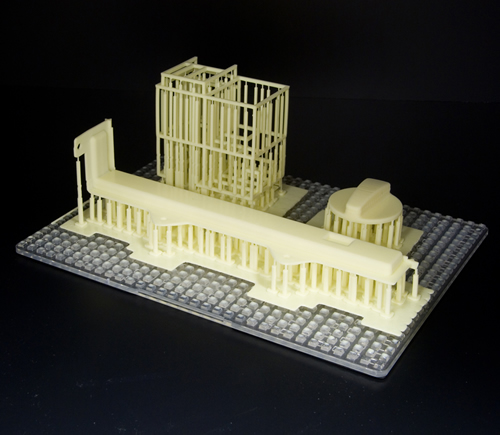 Так как в стереолитографии вместо тепла используется свет, печать выполняется при температуре, близкой к комнатной, а модели не подвергаются деформациям, связанным с тепловым расширением и сжатием.
Так как в стереолитографии вместо тепла используется свет, печать выполняется при температуре, близкой к комнатной, а модели не подвергаются деформациям, связанным с тепловым расширением и сжатием.
Пример из стоматологии (сравнение отсканированного компонента с исходной моделью в САПР), демонстрирующий способность поддерживать жесткие допуски для всей стереолитографической модели.
3D-печать на основе технологии стереолитографии низкой силы отрыва (LFS) предполагает наличие оптики в Light Processing Unit (LPU), который движется по оси X. Один гальванометр позиционирует лазерный луч в направлении оси Y, а затем направляет его вдоль отклоняющего и параболического зеркал, чтобы он был всегда перпендикулярен плоскости платформы, поэтому он всегда перемещается по прямой линии, обеспечивая максимальную точность и аккуратность. Это позволяет добиться единообразия по мере увеличения размеров оборудования, например, при работе с крупногабаритным стереолитографическим принтером Formlabs Form 3L.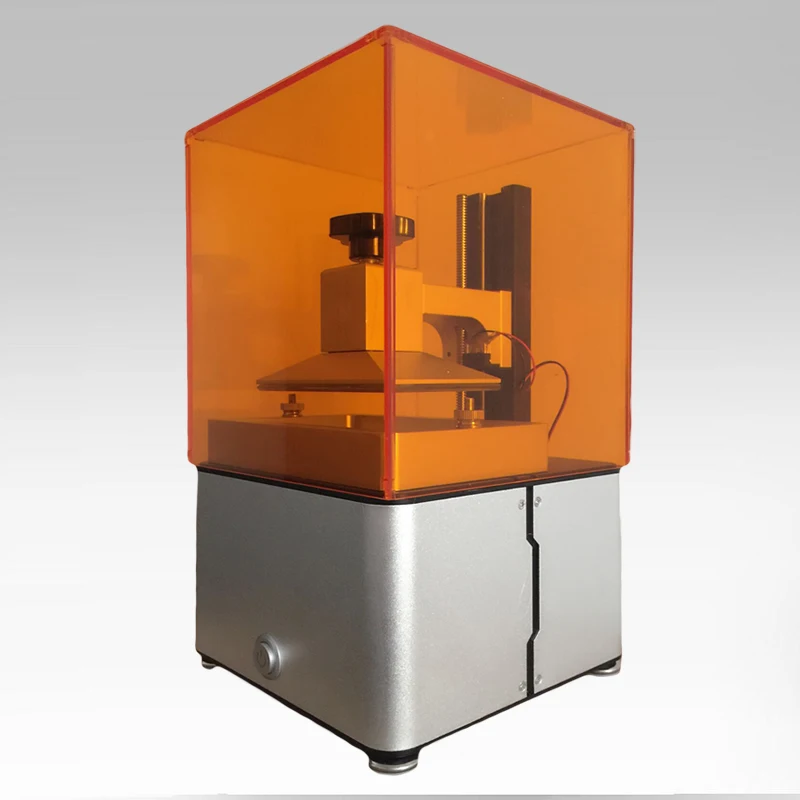 В LPU также используется пространственный фильтр, за счет которого формируется четкое лазерное пятно.
В LPU также используется пространственный фильтр, за счет которого формируется четкое лазерное пятно.
В обеспечении надежности и воспроизводимости результатов печати большую роль играют и характеристики отдельных материалов.
Полимер Rigid Resin от Formlabs характеризуется высоким «зеленым модулем», или модулем упругости перед финальной полимеризацией, что позволяет печатать очень тонкие модели с высокой точностью и надежностью.
Стереолитографические принтеры считаются лучшими 3D-принтерами благодаря гладкой поверхности изготовляемых моделей, внешний вид которых сравним с деталями, произведенными такими традиционными способами, как машинная обработка, литье под давлением с использованием форм и экструзия.
Такое качество поверхности идеально подходит, когда нужна безупречная отделка, а также помогает сократить время пост-обработки, потому что такие модели легко шлифовать, полировать и окрашивать. К примеру, такие крупные компании, как Gillette, используют стереолитографическую 3D-печать для создания готовой продукции, например ручек бритвенных станков в их платформе Razor Maker.
Такие крупные компании, как Gillette, используют стереолитографическую 3D-печать для создания готовой продукции, например ручек бритвенных станков в их платформе Razor Maker.
Высота слоя по оси Z часто используется для определения разрешения 3D-принтера. В стереолитографических 3D-принтерах Formlabs ее можно отрегулировать от 25 до 300 микрон, добиваясь компромисса между скоростью и качеством печати.
Принтеры на основе технологий FDM и SLS обычно печатают слои оси Z шириной от 100 до 300 микрон. При этом деталь, напечатанная 100-микронными слоями на FDM- или SLS-принтере, сильно отличается от детали, напечатанной 100-микронными слоями на SLA-принтере. Напечатанные на стереолитографическом принтере модели имеют более гладкую поверхность сразу после печати, потому что их внешние стенки прямые, а каждый новый напечатанный слой взаимодействует с предыдущим, сглаживая эффект лестницы. При печати на FDM-принтере в моделях часто заметны слои, а поверхность моделей, напечатанных на SLS-принтере, имеет зернистую структуру из-за спекшегося порошка.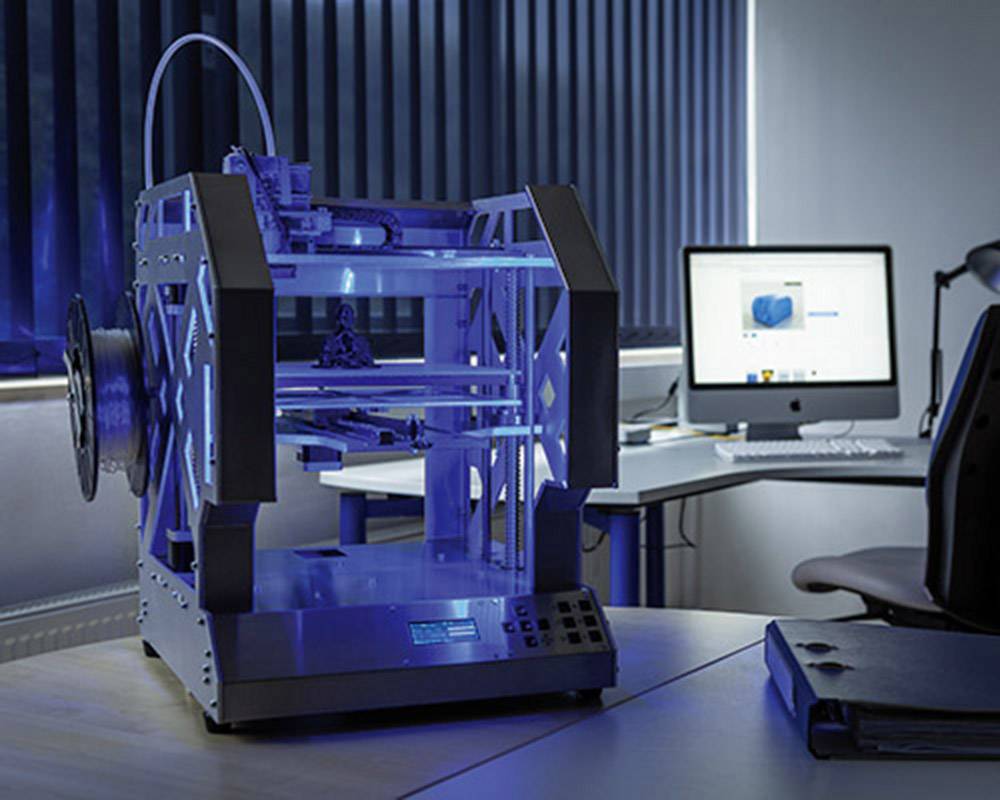
Кроме того, стереолитографический принтер позволяет печатать мелкие детали: размер лазерного пятна в Form 3 составляет 85 микрон, в то время как на промышленных SLS-принтерах он составляет 350 микрон, а в приборах на основе технологии FDM используются сопла диаметром 250–800 микрон.
На моделях, напечатанных на FDM-принтерах часто заметны линии слоев, а вокруг сложных элементов могут иметься неточности. Модели, напечатанные на стереолитографических принтерах, отличаются острыми краями, гладкой поверхностью и практически незаметными линиями слоев.
Преимущество полимеров SLA заключается в широком спектре составов, предлагающих разнообразие характеристик: они могут быть мягкими или твердыми, содержать такие добавки, как стекло и керамика, или иметь специальные механические свойства, такие как высокая температура изгиба под нагрузкой или ударопрочность. Материалы могут быть предназначены для определенной отрасли, например для создания зубных протезов, или иметь свойства, близкие к характеристикам конечных материалов, для создания прототипов, которые могут проходить многочисленные испытания и работать под нагрузкой.
С помощью полимера Ceramic Resin можно печатать 3D-модели с напоминающей камень текстурой, а затем обжигать их, чтобы получить керамическое изделие.
В некоторых случаях именно это сочетание универсальности и функциональности приводит к тому, что предприятия начинают использовать 3D-печать на основе полимеров в собственном производстве. После решения имеющихся задач за счет использования определенного функционального полимера обычно быстро обнаруживаются другие его области применения. В этом случае принтер становится инструментом для открытия разнообразных свойств различных полимеров.
К примеру, сотни инженеров группы проектирования и создания прототипов в Центре перспективной разработки производственного оборудования (AMRC) Шеффилдского университета имеют доступ к 12 стереолитографическим 3D-принтерам и различным конструкционным материалам, которые они используют в многочисленных исследовательских проектах для таких компаний-партнеров, как Boeing, Rolls-Royce, BAE Systems и Airbus.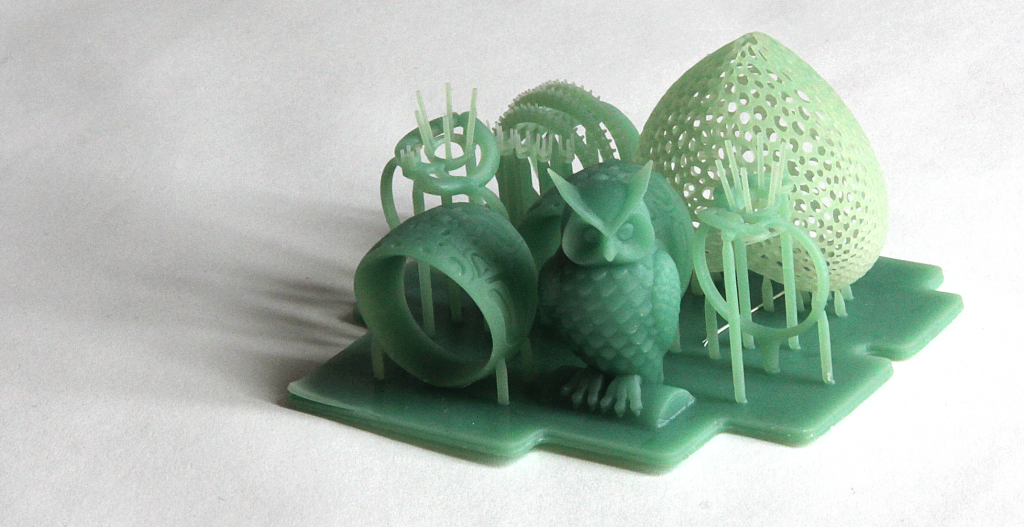 Они напечатали из полимера High Temp Resin шайбы, кронштейны и систему крепления датчика, который должен работать в условиях высокой температуры, и использовали полимер Durable Resin для создания сложных пружинных компонентов для подъемно-транспортного робота в рамках системы автоматизации производства композитных материалов.
Они напечатали из полимера High Temp Resin шайбы, кронштейны и систему крепления датчика, который должен работать в условиях высокой температуры, и использовали полимер Durable Resin для создания сложных пружинных компонентов для подъемно-транспортного робота в рамках системы автоматизации производства композитных материалов.
Инженеры центра AMRC имеют доступ к 12 стереолитографическим 3D-принтерам и различным конструкционным материалам, что позволяет им создавать детали индивидуальной конструкции для разнообразных исследовательских проектов: например, кронштейны для робота-укладчика (вверху) и креплений для датчика, работающего в условиях высокой температуры (внизу).
Выбор материала
Нужна помощь в выборе материала для 3D-печати? Наш новый интерактивный мастер по материалам поможет вам принять правильное решение по материалам, основываясь на том, для чего вы собираетесь его применять, и на свойствах, которых вам наиболее важны, в нашем растущем ассортименте полимеров.
Получить рекомендации по материалам
Стереолитографическая 3D-печать упрощают работу предприятий в различных отраслях, способствуя внедрению инновационных разработок. Среди таких отраслей машиностроение, производство, стоматология, здравоохранение, образование, индустрия развлечений, ювелирное дело и аудиология.
Быстрое создание прототипов с помощью 3D печати позволяет инженерам и разработчикам превращать идеи в рабочие доказательства концепции, трансформировать концепции в высококачественные прототипы, которые выглядят и работают как конечные продукты, и проводить продукты через этапы тестирования для запуска в массовое производство.
Узнать больше
Благодаря созданию необходимых прототипов и 3D-печати специальных инструментов, пресс-форм и вспомогательных средств производства производственные компании могут автоматизировать производственные и оптимизировать рабочие процессы с гораздо меньшими затратами и в значительно более короткие сроки, чем при традиционном производстве. Таким образом снижаются производственные затраты и предотвращаются дефекты, повышается качество, ускоряется сборка и увеличивается производительность труда.
Таким образом снижаются производственные затраты и предотвращаются дефекты, повышается качество, ускоряется сборка и увеличивается производительность труда.
Узнать больше
Цифровая стоматология снижает риски и неопределенности, связанные с человеческим фактором, позволяя добиться постоянства качества и точности на каждом этапе рабочего процесса, а также улучшить качество обслуживания пациентов. 3D-принтеры могут производить целый ряд высококачественных нестандартных изделий с низкой себестоимостью, обеспечивая исключительную степень подгонки и воспроизводимые результаты.
Узнать больше
3D-принтеры — это многофункциональные инструменты для создания иммерсивной среды обучения и проведения научных исследований. Они стимулируют творческий подход и знакомят студентов с технологиями профессионального уровня, позволяя внедрять метод STEAM в областях науки, техники, искусства и дизайна.
Узнать больше
Доступные настольные 3D-принтеры профессионального уровня помогают врачам получать медицинские приспособления, удовлетворяющие потребностям каждого отдельного человека и повышающие эффективность лечения. При этом организация значительно снижает временные и денежные затраты: от лабораторий до операционных.
При этом организация значительно снижает временные и денежные затраты: от лабораторий до операционных.
Узнать больше
Напечатанные с высоким разрешением физические модели широко используются в «цифровой лепке», 3D-моделировании персонажей и изготовлении реквизита. Напечатанные на 3D-принтерах модели снимались в анимационных фильмах, выступали героями видеоигр, использовались для создания театральных костюмов и даже спецэффектов для фильмов-блокбастеров.
Узнать больше
Профессиональные ювелиры используют возможности САПР и 3D-печати для быстрого создания прототипов, подгонки украшений под требования клиентов и производства больших партий заготовок для литья. Цифровые инструменты позволяют создавать плотные, четко детализированные модели без утомительного, связанного с погрешностями изготовления восковок.
Узнать больше
Специалисты по слуховым аппаратам и лаборатории слухопротезирования используют цифровые рабочие процессы и 3D-печать для упрощения производства высококачественных индивидуальных изделий и слуховых приспособлений, а также для массового производства заушных слуховых аппаратов, средств защиты органов слуха, специальных ушных вкладышей и наушников.
Узнать больше
Многие компании начинают использовать технологию 3D-печати, прибегая к услугам сервисных бюро и лабораторий. Привлечение сторонних производителей может быть отличным решением, когда потребность в 3D-печати возникает нечасто или требуется выполнить разовые работы с использованием материалов, обладающих уникальными свойствами, либо изготовить специальные модели. Сервисные бюро также могут предоставить консультации по различным материалам и предложить дополнительные услуги, такие как проектирование или улучшенная отделка.
Главные недостатки привлечения сторонних организаций — высокая стоимость и длительность производства. Часто привлечение сторонних компаний становится этапом на пути к организации собственного производства по мере роста потребностей. Одно из главных преимуществ 3D-печати — ее скорость по сравнению с традиционными методами производства. Но она заметно снижается, когда доставка модели, произведенной привлеченной организацией, занимает несколько дней или даже недель.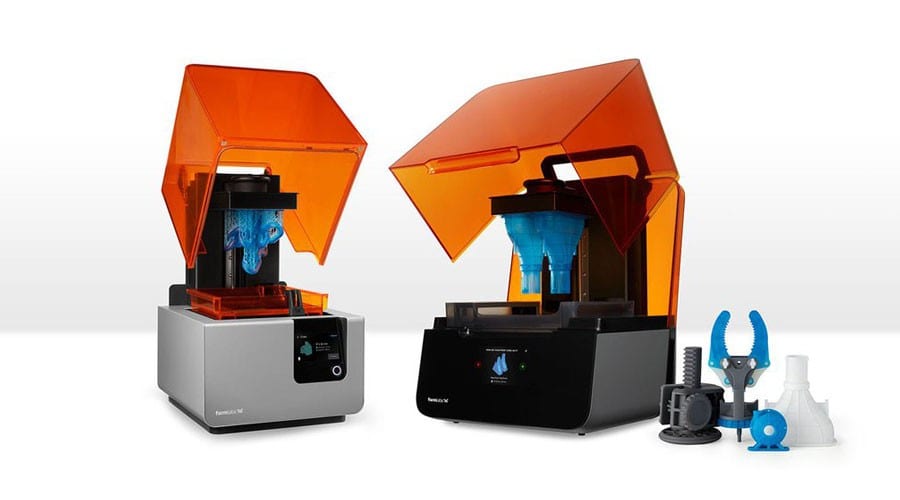 С ростом спроса и производственных мощностей затраты на привлечение сторонних компаний быстро растут.
С ростом спроса и производственных мощностей затраты на привлечение сторонних компаний быстро растут.
В связи с ростом доступности 3D-печати промышленного качества сегодня все больше компаний предпочитают сразу использовать 3D-печать на своем предприятии, вертикально интегрируя ее в существующие цеха или лаборатории или предоставляя принтеры инженерам, проектировщикам и другим специалистам, которые извлекают выгоду из преобразования цифровых проектов в физические модели или заняты в производстве изделий малыми партиями.
Компактные настольные стереолитографические 3D-принтеры — отличное решение для быстрого производства моделей. В зависимости от количества нужных деталей и объема печати вложения в компактный 3D-принтер могут окупиться уже за несколько месяцев. Кроме того, компактные приборы позволяют приобрести ровно столько оборудования, сколько требуется для ведения бизнеса, и масштабировать производство, добавляя новые единицы по мере роста спроса. Использование нескольких 3D-принтеров также позволяет одновременно печатать модели из разных материалов. А при возникновении потребности в производстве крупных деталей или использовании нестандартных материалов на помощь могут прийти сервисные бюро.
А при возникновении потребности в производстве крупных деталей или использовании нестандартных материалов на помощь могут прийти сервисные бюро.
ИНТЕРАКТИВНЫЙ МАТЕРИАЛ
Попробуйте наш интерактивный инструмент расчета рентабельности инвестиций, чтобы узнать, сколько времени и средств вы можете сэкономить с помощью печати на 3D-принтерах компании Formlabs.
Рассчитать экономию
Высокая скорость изготовления — важный аргумент в пользу приобретения настольного 3D-принтера. При работке с печатным бюро возникают задержки, связанные со скоростью изготовления, коммуникацией и поставкой. Настольный 3D-принтер, такой как Form 3, позволяет получить нужные модели уже через несколько часов, благодаря чему проектировщики и инженеры могут печатать несколько деталей в день. Это способствует ускорению итераций и значительной экономии времени на разработку продукции, а также позволяет быстро проводить испытания механизмов и узлов, избегая дорогостоящей замены инструментов.
Приобретение настольного 3D-принтера позволяет экономить значительные средства за счет отказа от услуг бюро и традиционных способов обработки, так как их стоимость резко возрастает с увеличением спроса и объемов производства.
К примеру, для производства изделий в сжатые сроки инженер-технолог и другие сотрудники компании Pankl Racing Systems воспользовались технологией стереолитографической 3D-печати. Это позволило им самостоятельно изготовлять кондукторы индивидуальной конструкции и другие малогабаритные компоненты для производственной линии. Хотя поначалу к стереолитографии относились со скептицизмом, эта технология оказалась идеальным решением для замены механической обработки ряда инструментов. В одном из случаев она позволила сократить время изготовления кондукторов на 90 % — с двух–трех недель до нескольких часов. При этом затраты на производство уменьшились на 80–90 %.
| Стоимость | Срок изготовления | |
|---|---|---|
| Стереолитографический 3D-принтер, установленный на предприятии | 9–28 долл. США США | 5–9 ч |
| Обработка на станке с ЧПУ | 45–340 долл. США | 2–3 недели |
| 3D-печать с привлечением сторонних компаний | 51–137 долл. США |
С помощью 3D-печати кондукторов индивидуальной конструкции, Pankl Racing Systems значительно сократила и время подготовки заказа и затраты на его производство.
Компактные приборы позволяют приобрести ровно столько оборудования, сколько требуется для ведения бизнеса, и масштабировать производство, добавляя новые единицы по мере роста спроса. Использование нескольких 3D-принтеров также позволяет одновременно печатать модели из разных материалов.
В Центре перспективной разработки производственного оборудования (AMRC) Шеффилдского университета есть станция аддитивного производства, которая насчитывает 12 стереолитографических (SLA) 3D-принтеров Form 2, доступ к которой есть у сотен инженеров, работающих над различными проектами.
Компания Formlabs предлагает две высокоточные стереолитографические системы 3D-печати, постоянно расширяющийся ассортимент специальных материалов, интуитивно понятный процесс подготовки печати и программное обеспечение для управления процессами, а также профессиональные услуги — и все это в рамках одного решения.
Чтобы узнать больше о стереолитографической 3D-печати, оцените ее качество на собственном опыте: отправьте запрос на предоставление бесплатного образца напечатанной модели из материала по вашему усмотрению, который доставят прямо к вашей двери.
Запросить образец печати
Стереолитография — HiSoUR История культуры
Стереолитография (SLA или SL, также известная как стереолитографический аппарат, оптическая обработка, фототвердование или полиграфическая печать) представляет собой форму технологии трехмерной печати, используемую для создания моделей, прототипов, узоров и производственных деталей в виде слоев путем использования фотополимеризации , процесс, посредством которого свет заставляет цепи молекул связываться, образуя полимеры. Затем эти полимеры составляют тело трехмерного твердого тела. Исследования в этом районе были проведены в 1970-х годах, но этот термин был придуман Чак Халл в 1984 году, когда он подал заявку на патент на этот процесс, который был предоставлен в 1986 году. Стереолитография может использоваться для создания таких вещей, как прототипы для продуктов в разработки, медицинские модели и компьютерное оборудование, а также во многих других приложениях. В то время как стереолитография быстро и может производить практически любой дизайн, это может быть дорогостоящим.
Затем эти полимеры составляют тело трехмерного твердого тела. Исследования в этом районе были проведены в 1970-х годах, но этот термин был придуман Чак Халл в 1984 году, когда он подал заявку на патент на этот процесс, который был предоставлен в 1986 году. Стереолитография может использоваться для создания таких вещей, как прототипы для продуктов в разработки, медицинские модели и компьютерное оборудование, а также во многих других приложениях. В то время как стереолитография быстро и может производить практически любой дизайн, это может быть дорогостоящим.
история
Стереолитография или печать «SLA» — это ранняя и широко используемая технология 3D-печати. В начале 1980-х годов японский исследователь Хидео Кодама впервые изобрел современный слоистый подход к стереолитографии с использованием ультрафиолетового света для лечения фоточувствительных полимеров. В 1984 году, незадолго до того, как Чак Халл подал свой собственный патент, Ален Ле Мехауте, Оливье де Витте и Жан Клод Андре подали патент на процесс стереолитографии.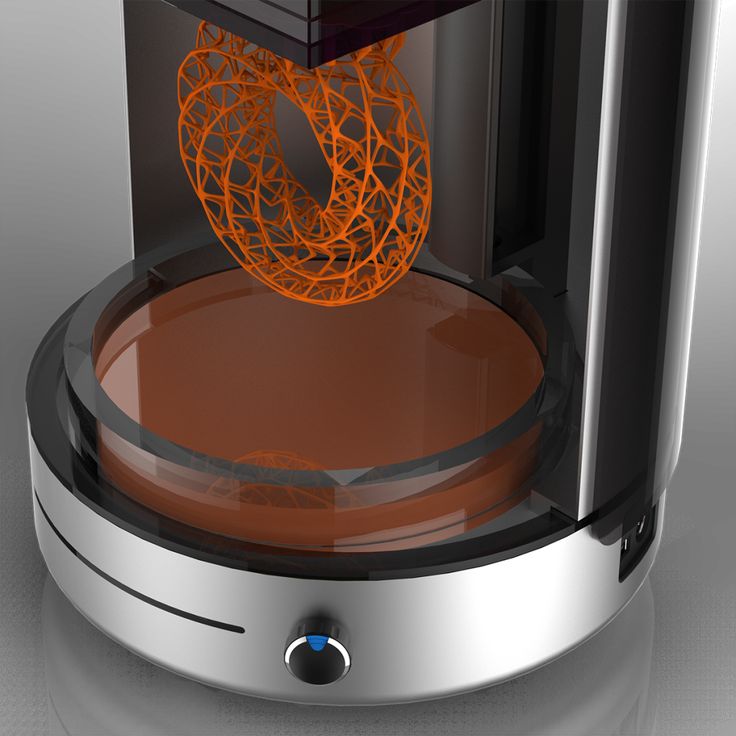 Заявка французских изобретателей была оставлена французской General Electric Company (ныне Alcatel-Alsthom) и CILAS (Лазерный консорциум). Le Mehaute считает, что отказ от решения проблемы с инновациями во Франции.
Заявка французских изобретателей была оставлена французской General Electric Company (ныне Alcatel-Alsthom) и CILAS (Лазерный консорциум). Le Mehaute считает, что отказ от решения проблемы с инновациями во Франции.
Однако термин «стереолитография» был придуман в 1984 году Чак Халл, когда он подал свой патент на этот процесс. Чак Халл запатентовал стереолитографию как метод создания трехмерных объектов путем последовательной «печати» тонких слоев объекта с использованием среды, отверждаемой ультрафиолетовым светом, начиная от нижнего слоя до верхнего слоя. В патенте Халла описан концентрированный пучок ультрафиолетового света, сфокусированный на поверхности чана, заполненного жидким фотополимером. Пучок фокусируется на поверхность жидкого фотополимера, создавая каждый слой желаемого 3D-объекта посредством сшивания (генерации межмолекулярных связей в полимерах). Он был изобретен с целью дать инженерам возможность создавать прототипы своих проектов более эффективно. После того, как патент был предоставлен в 1986 году, Халл учредил первую в мире трехмерную полиграфическую компанию 3D Systems для ее коммерциализации.
Успех Stereolithography в автомобильной промышленности позволил 3D-печати достичь статуса отрасли, и технология продолжает находить инновационные применения во многих областях исследований. Были предприняты попытки построить математические модели процессов стереолитографии и разработать алгоритмы для определения того, может ли предлагаемый объект быть построен с использованием трехмерной печати.
Технологии
Стереолитография — это процесс производства присадок, который работает путем фокусировки ультрафиолетового (УФ) лазера на чане фотополимерной смолы. С помощью программного обеспечения для автоматизированного производства или компьютерного проектирования (CAM / CAD) УФ-лазер используется для наведения запрограммированного дизайна или формы на поверхность фотополимерного чана. Фотополимеры чувствительны к ультрафиолетовому излучению, поэтому смола фотохимически затвердевает и образует единственный слой желаемого трехмерного объекта. Затем платформа сборки опускает один слой, а лезвие перекрывает верхнюю часть резервуара смолой.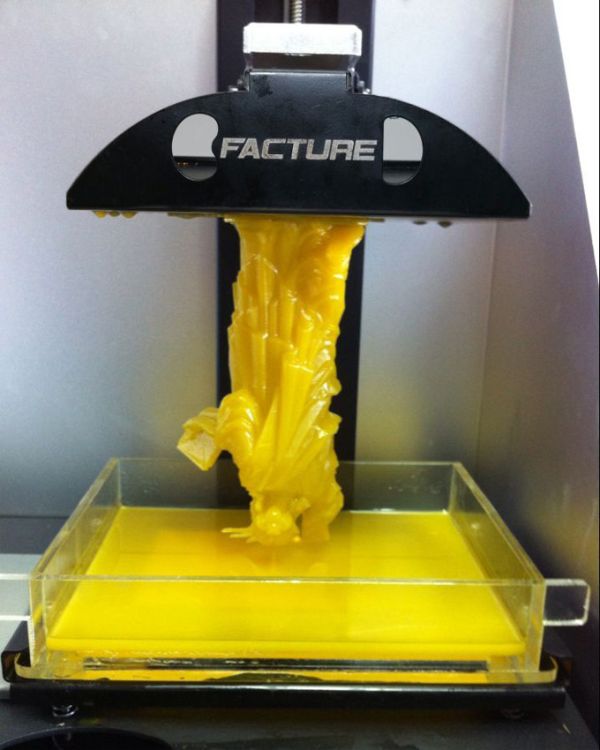 Этот процесс повторяется для каждого слоя проекта до завершения 3D-объекта. Завершенные детали должны быть промыты растворителем для очистки влажной смолы с их поверхностей.
Этот процесс повторяется для каждого слоя проекта до завершения 3D-объекта. Завершенные детали должны быть промыты растворителем для очистки влажной смолы с их поверхностей.
Также можно печатать объекты «снизу вверх» с помощью чана с прозрачным дном и фокусировки ультрафиолетового или темно-синего полимеризационного лазера вверх по дну чана. Перевернутая стереолитографическая машина начинает печать, опуская платформу сборки, чтобы прикоснуться к нижней части заполненного смолой чана, а затем движется вверх по высоте одного слоя. Затем УФ-лазер записывает нижний слой желаемой части через прозрачное основание вата. Затем колпак «качается», сгибает и очищает дно ванны от закаленного фотополимера; отвержденный материал отделяется от нижней части бака и остается прикрепленным к подъемной платформе, и новый жидкий фотополимер поступает из краев частично построенной части. Затем УФ-лазер записывает второй-нижний слой и повторяет процесс. Преимущество этого восходящего режима заключается в том, что объем сборки может быть намного больше, чем сам ват, и достаточно всего лишь фотополимера, чтобы поддерживать дно резервуара сборки, непрерывно заполненного фотополимером. Такой подход типичен для настольных SLA-принтеров, в то время как подход с правой стороны более распространен в промышленных системах.
Такой подход типичен для настольных SLA-принтеров, в то время как подход с правой стороны более распространен в промышленных системах.
Стереолитография требует использования несущих конструкций, которые прикрепляются к платформе лифта, чтобы предотвратить отклонение из-за силы тяжести, сопротивляться боковому давлению из заполненного смолой лезвием или сохранять вновь созданные секции во время «качания вата» печати снизу вверх. Поддержка обычно создается автоматически при подготовке моделей САПР и может также выполняться вручную. В любой ситуации опоры должны быть удалены вручную после печати.
Принцип
Световой вулканизирующий (фотополимерный) пластик, например акриловая, эпоксидная или винилэфирная смола, отверждается лазером в тонких слоях (толщина стандартного слоя в диапазоне 0,05-0,25 мм, в микро стереолитографии также до 1-микронного слоя). Процедуру проводят в бане, заполненной основными мономерами светочувствительной смолы. После каждого шага заготовка опускается на несколько миллиметров в жидкость и возвращается в положение, которое ниже предыдущего, на величину толщины слоя. Жидкий пластик по части затем проходит через ракель, равномерно распределенный. Затем лазер, управляемый компьютером через движущиеся зеркала, перемещается по новому слою поверх поверхностей, подлежащих вулканизации. После отверждения происходит следующий шаг, постепенно создавая трехмерную модель.
Жидкий пластик по части затем проходит через ракель, равномерно распределенный. Затем лазер, управляемый компьютером через движущиеся зеркала, перемещается по новому слою поверх поверхностей, подлежащих вулканизации. После отверждения происходит следующий шаг, постепенно создавая трехмерную модель.
В микростериолитографии не требуются несущие структуры, и во многих случаях также устраняется отталкивание. В стереолитографических процессах для крупных компонентов это отличается, так как отвержденная лазером смола по-прежнему относительно мягкая, а также некоторые элементы формы (например, выступы) должны быть надежно закреплены во время процесса строительства. Для этой цели в производстве также встроены несущие конструкции. После процесса строительства платформа с частью (партиями) перемещается из контейнера. После слива неотвержденной смолы модель удаляется с платформы, лишается опорных конструкций, промывается растворителями и полностью отверждается в шкафу под УФ-светом.
Другим методом, который также использует фотополимеризацию для создания физических объектов, является Solid Ground Curing (SGC). Каждый слой отверждается ультрафиолетовым светом, в соответствии с которым световая маска должна быть напечатана в фотоплоттере для каждого слоя. Однако этот метод, который использовался, в частности, на заводах компании Cubital (Израиль), потерял в последние годы очень важное значение.
Процесс начинается с модели объекта, который должен быть изготовлен. Эта модель достигается с помощью программы CAD или приобретения цифрового существующего объекта, который мы хотим воспроизвести.
Выбранная модель должна быть экспортирована в стандартном формате, формате STL (для STereoLithography). Этот формат был первоначально разработан для связи со стереолитографическими устройствами, но теперь используется в других областях. Это фактический отраслевой стандарт. Этот формат описывает модели в виде примыкающих треугольных поверхностей.
Файл STL передается на устройство стереолитографии, которое объединяет ПЛК или, чаще всего, модуль управления ПК.
Модель (в 3D) делится на кусочки (2D) фиксированной толщины.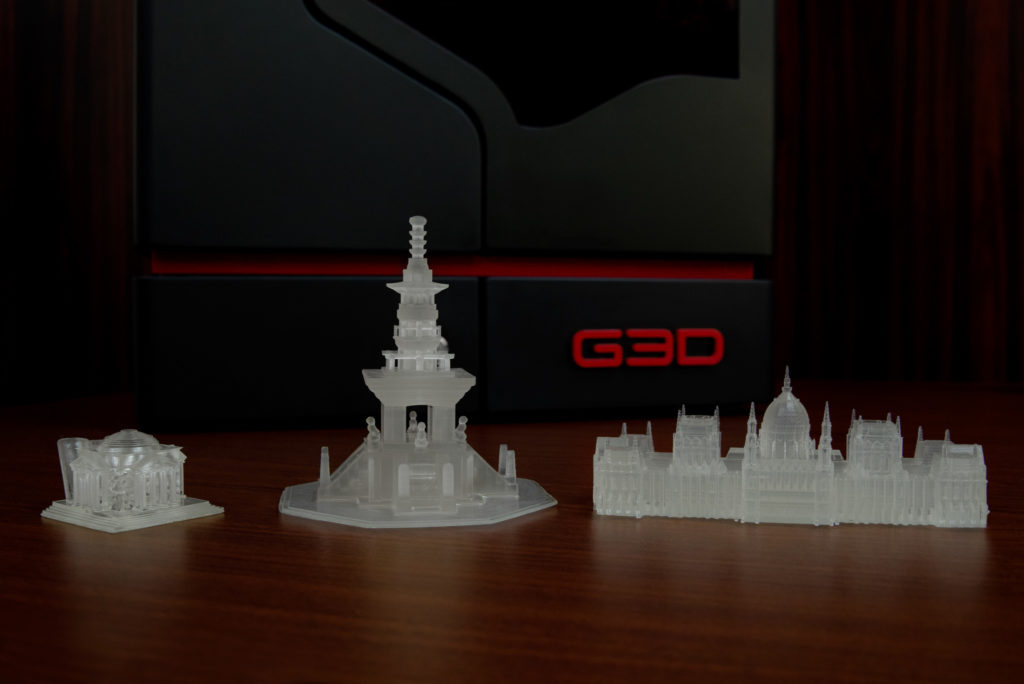 Эта толщина выбирается оператором и определяет разрешение реституции. Поэтому этот параметр определяет точность объекта, который будет создан.
Эта толщина выбирается оператором и определяет разрешение реституции. Поэтому этот параметр определяет точность объекта, который будет создан.
Объект создается.
Особенности
Существующие данные 3D CAD преобразуются в формат STL. Эти данные отправляются поставщикам услуг стереолитографии, которые затем добавляют, возможно, необходимые структуры поддержки.
После того, как строительная площадка была определена, происходит генерация данных геометрического управления, необходимых для установки, так называемая «нарезка».
Эти данные отправляются в производственную систему и составляют основу для управления лазерным лучом на поверхности ванны.
В течение нескольких часов вы получаете реальную модель деталей, которые практически доступны в САПР.
Стереолитография обеспечивает высокую точность (обычно 0,1 мм, намного ниже до 1 мкм на слой для RMPD) с тонкой структурой и толщиной тонких стенок.
Поскольку модель построена в жидкости, несущие конструкции, которые необходимо удалить, необходимы для нависания деталей в случае крупных компонентов. Однако, в отличие от других методов быстрого прототипирования, несущая структура состоит из того же материала, что и компонент, и поэтому должна быть механически удалена (поскольку невозможно избежать соединения с компонентом).
Однако, в отличие от других методов быстрого прототипирования, несущая структура состоит из того же материала, что и компонент, и поэтому должна быть механически удалена (поскольку невозможно избежать соединения с компонентом).
В большинстве случаев модель, созданная стереолитографией, должна быть вылечена после удаления из машины в шкафу УФ-света.
В последние годы были сделаны технические изменения, которые сочетают многоструйное моделирование с основными принципами стереолитографии. В качестве материала носителя используется восковой материал, который сжижается при нагревании. Сам компонент продуцируется аналогично стереолитографии из фотополимера. Оба материала применяются через модифицированную печатающую головку (аналогичную струйным принтерам). Кроме того, источник света обеспечивает экспозицию и, таким образом, отверждение фотополимера. В отличие от систем стереолитографии РР, эти системы также могут использоваться в офисе и значительно дешевле, начиная с цен на около 50 000 евро.
Еще одной новой технической разработкой является Continuous Liquid Interface Production (CLIP).
В двухфотонной литографии ультрафиолетовая фокусировка на 100 нм на 5 метров в секунду направляется трехмерным образом по объему жидкой смолы. Поэтому он не отверждается, начиная с поверхности жидкой смолы. Так что УФ-фокус имеет лишь малую протяженность в направлении распространения излучения, требуется неглубокая глубина резкости и большая апертура. Поскольку двухфотонное поглощение имеет квадратичную зависимость от интенсивности света, площадь затвердевания смолы резко демаркируется.
заявка
По сравнению с моделями, изготовленными другими генерирующими технологиями производства, такими как селективное лазерное плавление, модель стереолитографии является хрупкой, что ограничивает ее применение. Необходимые опорные структуры для поднутрений также ограничивают геометрию компонента. Поэтому стереолитографический процесс используется при разработке продукта в создании прототипов (концепция, геометрия, визуальные, функциональные модели) в машиностроении, в частности в автомобильной промышленности и в медицине.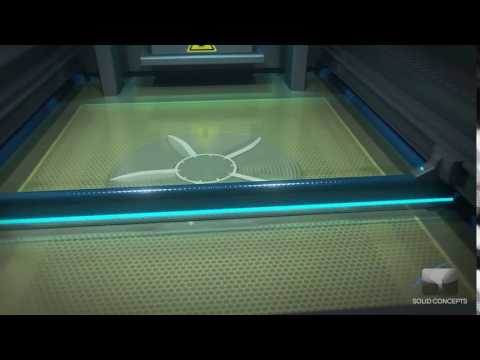 В ближайшие годы ожидается увеличение тенденции к прямому производству конечных продуктов с использованием стереолитографического оборудования (быстрое производство). Примеры применения, которые уже играют определенную роль в повседневной жизни, включают производство отдельных случаев слуховых аппаратов с использованием стереолитографии и лабораторных микросхем, изготовленных microTEC.
В ближайшие годы ожидается увеличение тенденции к прямому производству конечных продуктов с использованием стереолитографического оборудования (быстрое производство). Примеры применения, которые уже играют определенную роль в повседневной жизни, включают производство отдельных случаев слуховых аппаратов с использованием стереолитографии и лабораторных микросхем, изготовленных microTEC.
Другими примерами применения являются модели литья и архитектурные модели.
Медицинское моделирование
С 1990-х годов в медицине используются стереолитографические модели для создания точных 3D-моделей различных анатомических областей пациента на основе данных компьютерного сканирования. Медицинское моделирование предполагает сначала приобретение КТ, МРТ или другого сканирования. Эти данные состоят из серии поперечных изображений анатомии человека. В этих изображениях разные ткани проявляются как разные уровни серого. Выбор диапазона значений серого позволяет выделить отдельные ткани. Затем выбирается интересующая область и выбираются все пиксели, подключенные к целевой точке в пределах этого диапазона значений серого. Это позволяет выбрать конкретный орган. Этот процесс называется сегментацией. Затем сегментированные данные могут быть переведены в формат, подходящий для стереолитографии. Хотя стереолитография обычно является точной, точность медицинской модели зависит от многих факторов, особенно от оператора, выполняющего сегментацию правильно. Возможны возможные ошибки при изготовлении медицинских моделей с использованием стереолитографии, но их можно избежать с помощью практики и хорошо обученных операторов.
Это позволяет выбрать конкретный орган. Этот процесс называется сегментацией. Затем сегментированные данные могут быть переведены в формат, подходящий для стереолитографии. Хотя стереолитография обычно является точной, точность медицинской модели зависит от многих факторов, особенно от оператора, выполняющего сегментацию правильно. Возможны возможные ошибки при изготовлении медицинских моделей с использованием стереолитографии, но их можно избежать с помощью практики и хорошо обученных операторов.
Стереолитографические модели используются для оказания помощи в диагностике, предоперационном планировании и проектировании и изготовлении имплантатов. Например, это может потребовать планирования и репетиции остеотомий. Хирурги используют модели, чтобы помочь планировать операции, но протезисты и технологи также используют модели в качестве помощи при разработке и изготовлении имплантатов под заказ. Например, медицинские модели, созданные с помощью стереолитографии, могут быть использованы, чтобы помочь в построении пластин краниопластики.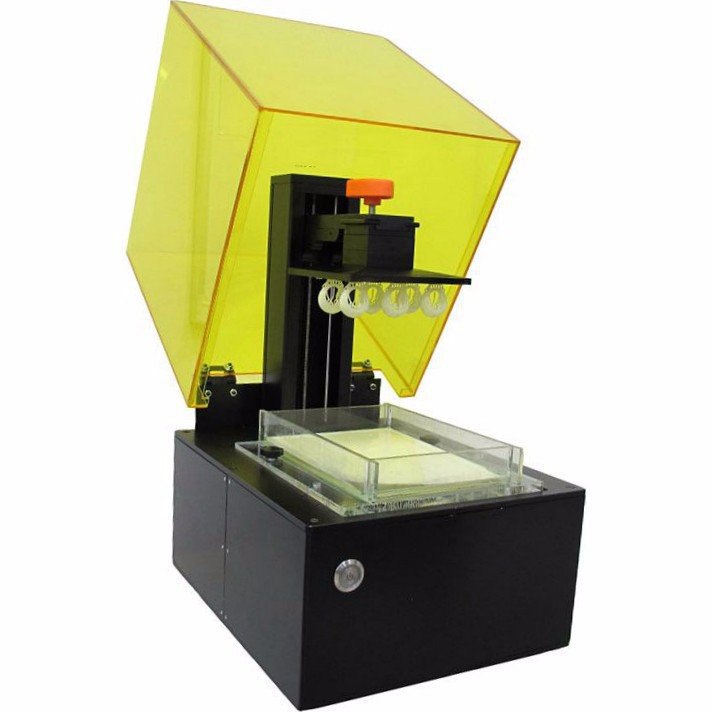
макетирования
Стереолитография часто используется для изготовления прототипов. По сравнительно низкой цене стереолитография может создавать точные прототипы, даже неправильные формы. Компании могут использовать эти прототипы для оценки дизайна своего продукта или рекламы для конечного продукта.
Преимущества и недостатки
преимущества
Одним из преимуществ стереолитографии является ее скорость; функциональные части могут быть изготовлены в течение дня. Время, затрачиваемое на создание отдельной детали, зависит от сложности дизайна и размера. Время печати может длиться от нескольких часов до более суток. Прототипы и конструкции, выполненные со стереолитографией, достаточно прочны для обработки и могут также использоваться для изготовления мастер-моделей для литья под давлением или различных процессов литья металла.
Недостатки
Хотя стереолитография может быть использована для производства практически любой синтетической конструкции, она часто бывает дорогостоящей; общие фотополимеры могут стоить около 800 долларов США за галлон, а машины SLA могут стоить 250 000 долларов США. Однако с 2012 года общественный интерес к 3D-печати вдохновил дизайн нескольких потребительских SLA-машин, которые могут стоить 3,500 долларов США или меньше, например, Form 2 от Formlabs или Nobel 1.0 от XYZPrinting.
Однако с 2012 года общественный интерес к 3D-печати вдохновил дизайн нескольких потребительских SLA-машин, которые могут стоить 3,500 долларов США или меньше, например, Form 2 от Formlabs или Nobel 1.0 от XYZPrinting.
Различные типы стереолитографии
Для быстрого создания прототипов используются несколько методов.
Следует отметить, что граница с 3D-печатью пересекается до такой степени, что две технологии сливаются в очень разнообразный набор.
Легкое отверждение (ALS)
метод
Лечение — это первый процесс быстрого прототипирования, который должен быть разработан в названии SLA 1980 года (для Stereolithography Apparatus). Он основан на свойствах некоторых смол для полимеризации под воздействием света и тепла.
Используемая смола обычно представляет собой смесь акрилатных или эпоксидных мономеров и фотоинициатора. Роль фотоинициатора, как следует из его названия, инициирует полимеризацию материала под действием света.
В этом процессе мобильная платформа погружается в резервуар с жидкой смолой.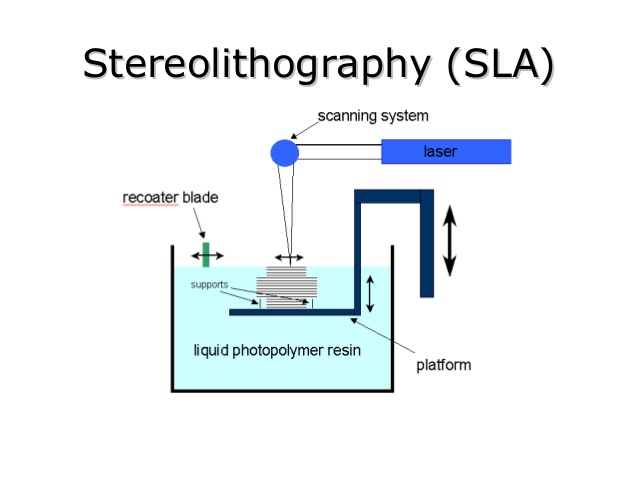 Эта платформа поддерживает выпускаемую модель. Платформа расположена на глубине H ниже уровня смолы. Фиксированный лазер и устройство управления лучом перекрывают платформу. Управление направлением луча осуществляется с помощью дефлекторов, которые представляют собой очень точные зеркала (очень плоские), установленные на гальванометрах. Использование двух из этих устройств управления позволяет направлять луч в любой точке платформы.
Эта платформа поддерживает выпускаемую модель. Платформа расположена на глубине H ниже уровня смолы. Фиксированный лазер и устройство управления лучом перекрывают платформу. Управление направлением луча осуществляется с помощью дефлекторов, которые представляют собой очень точные зеркала (очень плоские), установленные на гальванометрах. Использование двух из этих устройств управления позволяет направлять луч в любой точке платформы.
Затем срезы, составляющие модель, обрабатываются один за другим: лазерный луч пробирает поверхность жидкой смолы в соответствии с формой среза, определяемого компьютером.
Под действием света фотоинициатор образует радикал, и мономеры мгновенно соединяются друг с другом, образуя твердый полимер.
Затем платформа опускается с высоты h (высота h — это разрешение, выбранное для производства объекта), и процесс обновляется для каждого среза. Полученные таким образом двумерные объекты накладываются для создания полной структуры.
После его завершения модель удаляется из бака, а неполимеризованная смесь растворяется в подходящем растворителе.
Последний шаг часто заключается в выпекании объекта, чтобы затвердеть его, в зависимости от используемой смолы.
Ограничения и преимущества
Проблема «захваченных объемов». Принцип заключается в наложении последовательных слоев материи; материал, присутствующий в незатвердевших зонах, не устраняется и, следовательно, остается в модели. Если это герметичный объем, материал называется «захваченным». Пример: моделирование яичной скорлупы.
Преимущество: технологии в настоящее время позволяют работать с высоким разрешением и создавать сложные объекты с очень тонкими частями (0,005 мм) менее чем за 24 часа. 3D-лазерные микропечатные машины, разработанные с начала десятилетия, также позволяют достичь разрешений в 100 раз (
Стереолитография (SLA) Руководство по 3D-печати
Стереолитография (SLA) 3D-печать — это наиболее распространенный процесс 3D-печати смолой, который стал широко популярным благодаря своей способности производить высокоточные, изотропные и водонепроницаемые прототипы и детали конечного использования в ассортимент современных материалов с прекрасными характеристиками и гладкой поверхностью.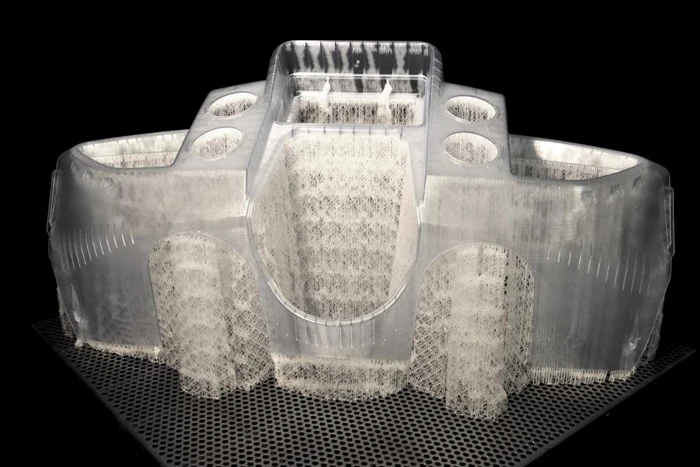
Из этого подробного руководства вы узнаете, как работают 3D-принтеры SLA, почему сегодня тысячи профессионалов используют этот процесс и как SLA-принтеры могут помочь вам в работе.
Технический документ
Ищете 3D-принтер для печати ваших 3D-моделей в высоком разрешении? Загрузите наш технический документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузить информационный документ
Стереолитография относится к семейству технологий аддитивного производства, известных как фотополимеризация в ваннах, широко известная как 3D-печать смолой. Все эти машины построены по одному и тому же принципу, используя источник света — лазер или проектор — для отверждения жидкой смолы в затвердевший пластик. Основное физическое различие заключается в расположении основных компонентов, таких как источник света, платформа для сборки и резервуар для смолы.
Посмотрите, как работает стереолитографическая (SLA) 3D-печать.
В 3D-принтерах SLA используются светореактивные термореактивные материалы, называемые «смола». Когда смолы SLA подвергаются воздействию света определенной длины волны, короткие молекулярные цепи соединяются вместе, полимеризуя мономеры и олигомеры в отвержденные жесткие или гибкие геометрические формы.
Графическое изображение базовой механики стереолитографии (SLA) 3D-печати.
Детали SLA имеют самое высокое разрешение и точность, самые четкие детали и самую гладкую поверхность среди всех технологий 3D-печати, но главное преимущество стереолитографии заключается в ее универсальности.
Производители материалов создали инновационные составы смолы SLA с широким спектром оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
Достижения в области 3D-печати продолжают менять подход компаний к прототипированию и производству. По мере того, как технология становится все более доступной и доступной, а оборудование и материалы совершенствуются, чтобы соответствовать возможностям и требованиям рынка, дизайнеры, инженеры и другие специалисты интегрируют 3D-печать в рабочие процессы на всех циклах разработки. Во всех отраслях 3D-печать помогает профессионалам сократить расходы на аутсорсинг, ускорить итерации, оптимизировать производственные процессы и даже открыть совершенно новые бизнес-модели.
По мере того, как технология становится все более доступной и доступной, а оборудование и материалы совершенствуются, чтобы соответствовать возможностям и требованиям рынка, дизайнеры, инженеры и другие специалисты интегрируют 3D-печать в рабочие процессы на всех циклах разработки. Во всех отраслях 3D-печать помогает профессионалам сократить расходы на аутсорсинг, ускорить итерации, оптимизировать производственные процессы и даже открыть совершенно новые бизнес-модели.
Стереолитография 3D-печать, в частности, претерпела значительные изменения. Традиционно 3D-принтеры SLA были монолитными и непомерно дорогостоящими, требовали квалифицированных технических специалистов и дорогостоящих контрактов на обслуживание. Сегодня малоформатные настольные принтеры производят продукцию промышленного качества по значительно более доступным ценам и с непревзойденной универсальностью.
Сравните стереолитографическую 3D-печать с двумя другими распространенными технологиями изготовления пластиковых деталей: моделирование методом наплавления (FDM) и селективное лазерное спекание (SLS).
Образец детали
Убедитесь сами и почувствуйте качество Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец
Узнайте, как перейти от проектирования к 3D-печати с помощью 3D-принтера Form 3+ SLA. В этом 5-минутном видео рассказывается об основах использования Form 3, от программного обеспечения и материалов до печати и постобработки.
Используйте любое программное обеспечение САПР или данные 3D-сканирования для создания модели и экспортируйте ее в формат файла для 3D-печати (STL или OBJ). Каждый принтер SLA включает в себя программное обеспечение для указания параметров печати и разделения цифровой модели на слои для печати. После завершения настройки программа подготовки к печати отправляет инструкции на принтер по беспроводному или кабельному соединению.
Более продвинутые пользователи могут рассмотреть возможность проектирования специально для SLA или предпринять такие шаги, как полые детали для экономии материала.
После быстрого подтверждения правильности настройки начинается процесс печати, и машина может работать без присмотра до завершения печати. В принтерах с картриджной системой материал автоматически заправляется машиной.
Онлайн-панель от Formlabs позволяет удаленно управлять принтерами, материалами и командами.
После завершения печати детали необходимо промыть изопропиловым спиртом (IPA) для удаления неотвержденной смолы с их поверхности. После высыхания промытых деталей некоторые материалы требуют постотверждения, процесса, который помогает деталям достичь максимально возможной прочности и стабильности. Наконец, удалите опоры с деталей и отшлифуйте оставшиеся следы опор для чистой отделки. Детали SLA можно легко обработать, загрунтовать, покрасить и собрать для конкретного применения или отделки.
Пост-отверждение особенно важно для функциональных полимеров, используемых в технике, и обязательно для некоторых стоматологических и ювелирных материалов и приложений.
Веб-семинар
На этом веб-семинаре Мэтт Льюис и Рики Хоппер расскажут вам об улучшенной линейке SLA и продемонстрируют новые продукты.
Посмотреть веб-семинар сейчас
Инженеры, дизайнеры, производители и многие другие выбирают 3D-печать SLA за ее прекрасные характеристики, гладкую поверхность, высочайшую точность и точность деталей, а также такие механические характеристики, как изотропность, водонепроницаемость и универсальность материалов.
Поскольку 3D-печать создает детали по одному слою за раз, готовые отпечатки могут иметь разную прочность в зависимости от ориентации детали относительно процесса печати с различными свойствами по осям X, Y и Z.
Процессы 3D-печати на основе экструзии, такие как моделирование методом наплавления (FDM), известны своей анизотропией из-за различий между слоями, создаваемых процессом печати. Эта анизотропия ограничивает полезность FDM для определенных приложений или требует дополнительных настроек геометрии детали, чтобы компенсировать ее.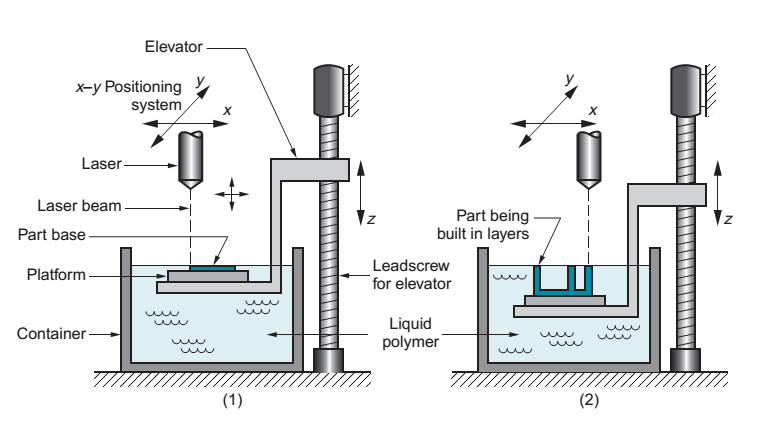
Прочтите наше подробное руководство о 3D-принтерах FDM и SLA, чтобы узнать, как они сравниваются с точки зрения качества печати, материалов, приложений, рабочего процесса, скорости, затрат и многого другого.
Напротив, 3D-принтеры SLA смолы создают очень изотропные детали. Достижение изотропии деталей зависит от ряда факторов, которые можно строго контролировать, интегрируя химию материала в процесс печати. Во время печати компоненты смолы образуют ковалентные связи, но слой за слоем деталь остается в полупрореагировавшем «зеленом состоянии».
В сыром состоянии смола сохраняет полимеризуемые группы, которые могут образовывать связи между слоями, придавая изотропию и водонепроницаемость детали после окончательного отверждения. На молекулярном уровне нет разницы между плоскостями X, Y или Z. Это приводит к деталям с предсказуемыми механическими характеристиками, критически важными для таких приложений, как приспособления и приспособления, детали для конечного использования и функциональное прототипирование.
Печатные детали SLA сильно изотропны по сравнению с деталями, изготовленными с помощью моделирования методом наплавления (FDM).
Поскольку они изотропны, напечатанные SLA детали, такие как этот зажим от Pankl Racing Systems, могут выдерживать различные направленные силы, которым они подвергаются во время производственных операций с высокими нагрузками.
Печатные объекты SLA являются непрерывными, независимо от того, создают ли они геометрию со сплошными элементами или внутренними каналами. Эта водонепроницаемость важна для инженерных и производственных приложений, где поток воздуха или жидкости должен быть контролируемым и предсказуемым. Инженеры и дизайнеры используют водонепроницаемость SLA-принтеров для решения проблем с потоком воздуха и жидкости в автомобильной промышленности, в биомедицинских исследованиях и для проверки конструкций деталей потребительских товаров, таких как кухонная техника.
OXO полагается на водонепроницаемость печати SLA для создания надежных функциональных прототипов продуктов с потоком воздуха или жидкости, таких как эта кофеварка.
Отрасли от стоматологии до производства зависят от 3D-печати SLA для многократного создания точных и точных компонентов. Чтобы процесс печати производил точные и точные детали, необходимо строго контролировать множество факторов.
По сравнению с точностью обработки, 3D-печать SLA находится где-то между стандартной и точной обработкой. SLA имеет самую высокую устойчивость среди коммерчески доступных технологий 3D-печати. Узнайте больше о допуске, точности и прецизионности в 3D-печати.
Сочетание нагреваемого резервуара для смолы и закрытой среды сборки обеспечивает почти идентичные условия для каждого отпечатка. Более высокая точность также является функцией более низкой температуры печати по сравнению с технологиями на основе термопластов, которые плавят сырье. Поскольку в стереолитографии используется свет, а не тепло, процесс печати происходит при температуре, близкой к комнатной, а печатные детали не страдают от артефактов теплового расширения и сжатия.
Пример из стоматологической отрасли, сравнивающий отсканированный компонент с исходной геометрией САПР, демонстрирующий возможность соблюдения жестких допусков для печатной детали SLA.
Стереолитография с низким усилием (LFS) 3D-печать размещает оптику внутри блока обработки света (LPU), который перемещается в направлении X. Один гальванометр позиционирует лазерный луч в направлении Y, затем направляет его вдоль складного зеркала и параболического зеркала, чтобы получить луч, который всегда перпендикулярен плоскости сборки, поэтому он всегда движется по прямой линии, чтобы обеспечить еще большую точность и точность. точность и обеспечивает единообразие по мере масштабирования оборудования до больших размеров, например SLA-принтер Formlabs большего формата Form 3L. LPU также использует пространственный фильтр для создания четкого и чистого лазерного пятна для большей точности.
Характеристики отдельных материалов также важны для обеспечения надежного и воспроизводимого процесса печати.
Formlabs Rigid Resin имеет высокий модуль упругости перед отверждением, что означает возможность печати очень тонких деталей с высокой точностью и меньшей вероятностью отказа.
Принтеры SLA считаются золотым стандартом гладкой поверхности, внешний вид которых сравним с традиционными методами производства, такими как механическая обработка, литье под давлением и экструзия.
Это качество поверхности идеально подходит для областей применения, требующих безупречной отделки, а также помогает сократить время постобработки, поскольку детали можно легко шлифовать, полировать и красить. Например, ведущие компании, такие как Gillette, используют 3D-печать SLA для создания конечных потребительских товаров, таких как 3D-печатные ручки для бритв на своей платформе Razor Maker.
Ведущие компании, такие как Gillette, используют 3D-печать SLA для создания конечных потребительских товаров, таких как 3D-печатные ручки для бритв на своей платформе Razor Maker.
Высота слоя по оси Z обычно используется для определения разрешения 3D-принтера. На 3D-принтерах Formlabs SLA это можно отрегулировать в диапазоне от 25 до 300 микрон с компромиссом между скоростью и качеством.
Для сравнения, принтеры FDM и SLS обычно печатают слои по оси Z толщиной от 100 до 300 микрон. Однако деталь, напечатанная с размером 100 микрон на принтере FDM или SLS, выглядит иначе, чем деталь, напечатанная с размером 100 микрон на принтере SLA. Отпечатки SLA имеют более гладкую поверхность сразу после выхода из принтера, потому что внешние стены по периметру прямые, а новый напечатанный слой взаимодействует с предыдущим слоем, сглаживая эффект лестницы. Отпечатки FDM, как правило, имеют четко видимые слои, тогда как SLS имеет зернистую поверхность из спеченного порошка.
Наименьшая возможная детализация также намного тоньше на SLA, учитывая размер лазерного пятна 85 микрон на Form 3+ по сравнению с 350 микронами на промышленных SLS-принтерах и 250–800 микрон сопла на машинах FDM.
В то время как 3D-печатные детали FDM, как правило, имеют видимые линии слоев и могут показывать неточности вокруг сложных элементов, детали, напечатанные на машинах SLA, имеют острые края, гладкую поверхность и минимальные видимые линии слоев.
Смолы SLA обладают преимуществом широкого спектра конфигураций рецептур: материалы могут быть мягкими или твердыми, сильно заполненными вторичными материалами, такими как стекло и керамика, или наделенными механическими свойствами, такими как высокая температура деформации или ударопрочность. Диапазон материалов варьируется от отраслевых, таких как зубные протезы, до тех, которые точно соответствуют конечным материалам для прототипирования, сформулированным так, чтобы выдерживать обширные испытания и работать в условиях стресса.
Rigid 10K Resin – это материал с высоким содержанием стекла для промышленных деталей, которые должны выдерживать значительные нагрузки без изгиба, включая такие применения, как литье под давлением.
В некоторых случаях именно эта комбинация универсальности и функциональности приводит к тому, что компании изначально внедряют 3D-печать смолой внутри компании. После обнаружения одного приложения, решенного с помощью определенного функционального материала, обычно вскоре открываются новые возможности, и принтер становится инструментом для использования разнообразных возможностей различных материалов.
Например, сотни инженеров из группы проектирования и прототипирования в Центре перспективных производственных исследований Шеффилдского университета (AMRC) полагаются на открытый доступ к парку из 12 3D-принтеров SLA и различным инженерным материалам для поддержки самых разнообразных исследовательских проектов. с промышленными партнерами, такими как Boeing, Rolls-Royce, BAE Systems и Airbus. Команда использовала High Temp Resin для 3D-печати шайб, кронштейнов и системы крепления датчика, которая должна была выдерживать подъем, а также Durable Resin для создания сложных нестандартных упругих компонентов для робота для захвата и размещения, который автоматизирует производство композитов.
Инженеры AMRC используют парк из 12 3D-принтеров SLA и различные инженерные материалы для печати нестандартных деталей для различных исследовательских проектов, таких как кронштейны для робота для подъема и перемещения (вверху) и крепления для датчиков в высоком положении. температура окружающей среды (внизу).
Interactive
Нужна помощь в выборе материала для 3D-печати? Наш новый интерактивный помощник по материалам поможет вам принять правильное решение в отношении материалов, исходя из вашего применения и свойств, которые вам больше всего нужны из нашей постоянно растущей библиотеки смол.
Порекомендуйте мне материал
SLA 3D-печать ускоряет инновации и поддерживает предприятия в самых разных отраслях, включая машиностроение, производство, стоматологию, здравоохранение, образование, развлечения, ювелирные изделия, аудиологию и многое другое.
Быстрое прототипирование с помощью 3D-печати позволяет инженерам и проектировщикам превращать идеи в реалистичные доказательства концепции, доводить эти концепции до высокоточных прототипов, которые выглядят и работают как конечные продукты, и проводить продукты через серию этапов проверки до массового производства .
Узнать больше
Производители автоматизируют производственные процессы и оптимизируют рабочие процессы путем создания прототипов инструментов и прямой 3D-печати нестандартных инструментов, пресс-форм и производственных вспомогательных средств при гораздо меньших затратах и сроках выполнения заказов, чем при традиционном производстве. Это снижает производственные затраты и дефекты, повышает качество, ускоряет сборку и максимизирует производительность труда.
Узнать больше
Цифровая стоматология снижает риски и неопределенности, связанные с человеческим фактором, обеспечивая более высокую согласованность, точность и точность на каждом этапе рабочего процесса для улучшения ухода за пациентами. 3D-принтеры могут производить ряд высококачественных изделий и устройств по индивидуальному заказу с низкими затратами на единицу продукции с превосходным соответствием и воспроизводимыми результатами.
Узнать больше
Недорогая профессиональная настольная 3D-печать помогает врачам разрабатывать процедуры и устройства, адаптированные для каждого уникального человека, открывая дверь для высокоэффективных медицинских приложений, экономя при этом организациям значительное время и затраты от лаборатории до операционной. номер.
номер.
Подробнее
3D-принтеры — это многофункциональные инструменты для иммерсивного обучения и углубленных исследований. Они могут поощрять творчество и знакомить учащихся с технологиями профессионального уровня, одновременно поддерживая учебные программы STEAM в области науки, техники, искусства и дизайна.
Узнать больше
Физические модели высокого разрешения широко используются в скульптуре, моделировании персонажей и создании реквизита. Детали, напечатанные на 3D-принтере, используются в покадровых фильмах, видеоиграх, костюмах на заказ и даже в спецэффектах для блокбастеров.
Узнать больше
Профессионалы-ювелиры используют САПР и 3D-печать для быстрого прототипирования дизайнов, соответствия требованиям клиентов и производства больших партий готовых изделий. Цифровые инструменты позволяют создавать последовательные детализированные детали без утомительной и изменчивой резьбы по воску.
Узнать больше
Специалисты по слухопротезированию и лаборатории ушных вкладышей используют цифровые рабочие процессы и 3D-печать для более последовательного изготовления высококачественных индивидуальных ушных изделий и в больших объемах для таких приложений, как заушные слуховые аппараты, средства защиты органов слуха, индивидуальные беруши и наушники.
Узнать больше
Многие компании начинают использовать 3D-печать, привлекая на аутсорсинг сервисные бюро или лаборатории. Аутсорсинг производства может быть отличным решением, когда командам требуется 3D-печать лишь время от времени или для разовых работ, требующих уникальных свойств материалов или приложений. Сервисные бюро также могут предоставить консультации по различным материалам и предложить дополнительные услуги, такие как дизайн или улучшенная отделка.
Основными недостатками аутсорсинга являются стоимость и время выполнения заказа.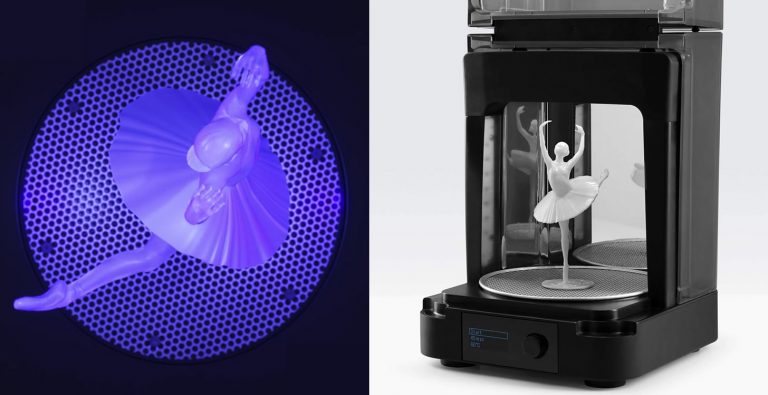 Часто аутсорсинг — это путь к созданию собственного производства по мере роста потребностей. Одним из самых больших преимуществ 3D-печати является ее скорость по сравнению с традиционными методами производства, которая быстро уменьшается, когда для доставки сторонней детали требуется несколько дней или даже недель. С растущим спросом и производством аутсорсинг также быстро становится дорогим.
Часто аутсорсинг — это путь к созданию собственного производства по мере роста потребностей. Одним из самых больших преимуществ 3D-печати является ее скорость по сравнению с традиционными методами производства, которая быстро уменьшается, когда для доставки сторонней детали требуется несколько дней или даже недель. С растущим спросом и производством аутсорсинг также быстро становится дорогим.
Из-за роста доступной 3D-печати промышленного качества сегодня все больше и больше компаний предпочитают сразу же внедрять 3D-печать у себя, вертикально интегрируясь в существующие магазины или лаборатории или в рабочие места инженеров, дизайнеров и других. кто может извлечь выгоду из преобразования цифровых проектов в физические детали или кто занимается мелкосерийным производством.
Малоформатные настольные 3D-принтеры SLA отлично подходят, когда вам нужны детали быстро. В зависимости от количества деталей и объема печати инвестиции в 3D-принтер малого формата могут окупиться даже в течение нескольких месяцев.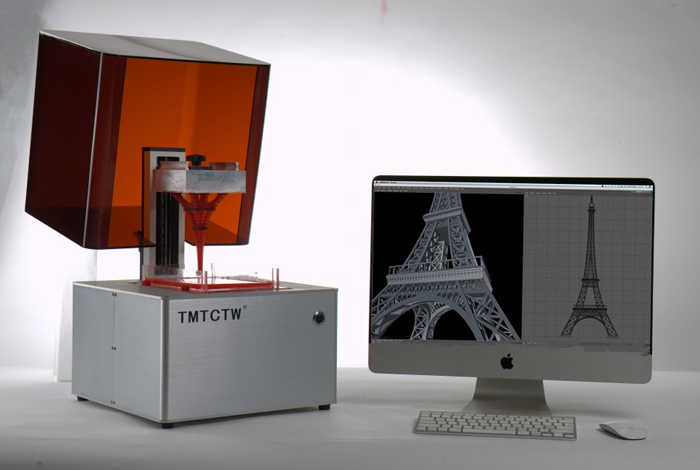 Кроме того, с машинами малого формата можно платить за столько мощности, сколько нужно бизнесу, и масштабировать производство, добавляя дополнительные единицы по мере роста спроса. Использование нескольких 3D-принтеров также позволяет одновременно печатать детали из разных материалов. Сервисные бюро могут по-прежнему дополнять этот гибкий рабочий процесс для крупных деталей или нетрадиционных материалов.
Кроме того, с машинами малого формата можно платить за столько мощности, сколько нужно бизнесу, и масштабировать производство, добавляя дополнительные единицы по мере роста спроса. Использование нескольких 3D-принтеров также позволяет одновременно печатать детали из разных материалов. Сервисные бюро могут по-прежнему дополнять этот гибкий рабочий процесс для крупных деталей или нетрадиционных материалов.
Интерактивный
Попробуйте наш интерактивный инструмент ROI, чтобы увидеть, сколько времени и денег вы можете сэкономить при 3D-печати на 3D-принтерах Formlabs.
Подсчитайте свою экономию
Быстрое время выполнения работ — огромное преимущество владения настольным 3D-принтером. При работе с типографским бюро время выполнения заказов, общение и доставка создают задержки. С помощью настольного 3D-принтера, такого как Form 3+, детали находятся в руках в течение нескольких часов, что позволяет дизайнерам и инженерам печатать несколько деталей за один день, помогает ускорить итерации и значительно сократить время разработки продукта, а также быстро тестировать механизмы и сборки, избегая дорогостоящего инструмента. изменения.
изменения.
Владение настольным 3D-принтером дает значительную экономию по сравнению с услугами бюро 3D-печати и традиционной механической обработкой, поскольку эти альтернативы быстро становятся дорогими с ростом спроса и производства.
Например, чтобы уложиться в сжатые сроки производства, инженер-технолог и команда Pankl Racing Systems внедрили SLA 3D-печать для изготовления нестандартных приспособлений и других мелкосерийных деталей непосредственно для своей производственной линии. В то время как внутреннее SLA изначально было встречено скептически, оно оказалось идеальной заменой механической обработке различных инструментов. В одном случае это сократило время изготовления приспособлений на 90 процентов — с двух-трех недель до менее чем одного дня — и снижение затрат на 80-90 процентов.
| Cost | Lead Time | |
|---|---|---|
| In-House SLA 3D Printing | $9–$28 | 5–9 hours |
| CNC Machining | $45–$340 | 2– 3 недели |
| Внешняя 3D-печать | 51–137 долл. США США | 1–3 недели |
Компания Pankl Racing Systems значительно сократила время выполнения заказа и затраты благодаря 3D-печати нестандартных шаблонов собственными силами.
С помощью машин малого формата можно платить за такую мощность, которая необходима бизнесу, и масштабировать производство, добавляя дополнительные единицы по мере роста спроса. Использование нескольких 3D-принтеров также позволяет одновременно печатать детали из разных материалов.
Группа проектирования и прототипирования в Центре перспективных производственных исследований Шеффилдского университета (AMRC) управляет станцией аддитивного производства открытого доступа с парком из 12 стереолитографических (SLA) 3D-принтеров Form 2 для сотен инженеров, работающих над разнообразными проектами по всему миру. сайт.
Formlabs предлагает две высокоточные системы 3D-печати SLA, растущую библиотеку специализированных материалов, интуитивно понятное программное обеспечение для подготовки и управления печатью, а также профессиональные услуги — все в одном пакете.
Чтобы продолжить знакомство с SLA 3D-печатью, начните с того, чтобы лично убедиться в качестве SLA: запросите бесплатный образец 3D-печатной детали из выбранного вами материала, который будет доставлен по почте прямо к вашей двери.
Запросить бесплатный образец детали
Услуги стереолитографии (SLA) 3D-печати
Спинка
Материалы
Материалы по обслуживанию
Инъекция Moldingcnc Machining3D Пвемец Metal
Материалы от типа
PlasticsMetalselastomers
Связанные ссылки
РЕЗИДЕНТИКА КОЛИНЕНТА
886 СПАЛИЧЕСКИЕ МАТЕРИАЛА. Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Загрузить
Ресурсы
Советы по дизайну
Руководства и отчеты о тенденциях
Истории успеха
Вспомогательные средства дизайна
Вебинары и выставкиБлог
Видео
Часто задаваемые вопросы
Педагоги и студенты
ГлоссарийОтрасли
Медицинский
Аэрокосмическая промышленность
Автомобильный
Бытовая электроника
Промышленное оборудованиеО нас
Кто мы
Почему Протолабс?
Исследования и разработки
Награда за крутую идею
Партнерские отношения
Устойчивое развитие и социальное воздействиеКарьера
Инвесторы
Места
Нажимать
ЗакупкаСвязаться с США
Proto Labs, Inc.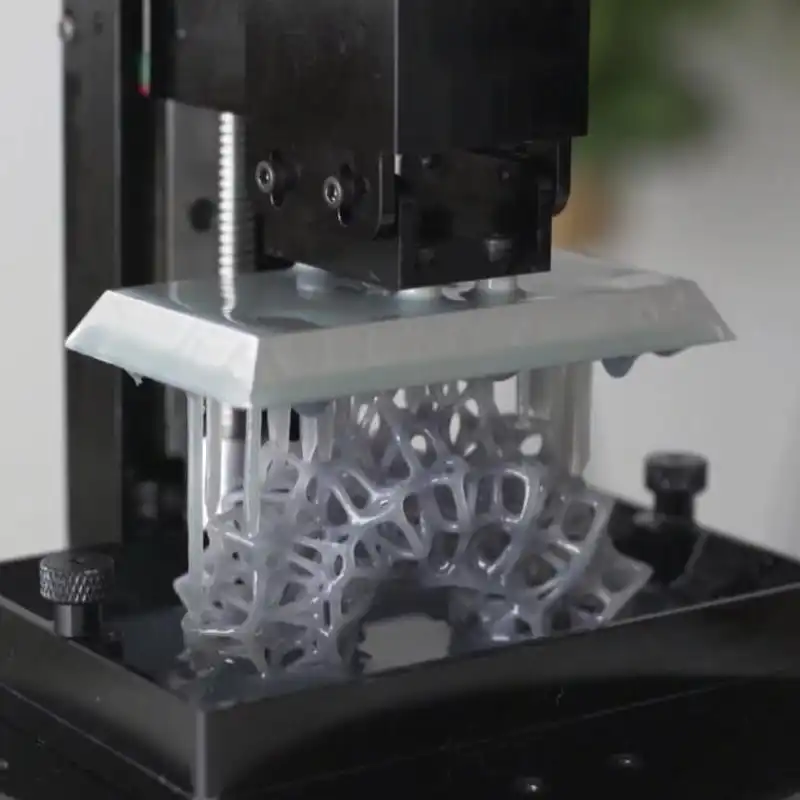
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
Соединенные ШтатыP: 877,479.3680
F: 763.479.26799.479.3680
F: 763.479.26799.479.3680
F: 763.479.26799.479.3680
F: 763.479.26799.479.3680
F: 763,47.26799.479.3680
F:. Лучшее в своем классе онлайн-предложение
После загрузки проекта детали вы получите онлайн-предложение, включающее производственный анализ, который поможет улучшить технологичность детали. В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
Узнать больше
Получить предложениеВойти
SLA Услуги 3D-печати для быстрого прототипирования. Получите мгновенную онлайн-цену.
ПОЛУЧИТЬ SLA PARTS
Перейти к разделу
→ Возможности
→ Материалы SLA
→ Сравнить свойства материалов SLA
→ Отделка поверхности
→ Постобработка
Стереолитография (SLA) — это промышленный процесс 3D-печати, используемый для создания концептуальных моделей, косметических прототипов и сложных деталей со сложной геометрией всего за 1 день. Широкий выбор материалов, чрезвычайно высокое разрешение элементов и качественная обработка поверхности возможны с SLA.
Широкий выбор материалов, чрезвычайно высокое разрешение элементов и качественная обработка поверхности возможны с SLA.
SLA 3D-печать в основном используется для:
- деталей, требующих высокой точности и размеров до 0,002 дюйма.
- хорошее качество поверхности для косметических прототипов
- Проверка формы и прилегания
Если у вас возникли проблемы с получением руководства, нажмите здесь, чтобы загрузить его.
Руководство по финишной обработке поверхности для 3D-печати
Получите это краткое справочное руководство, чтобы изучить варианты финишной обработки поверхности для шести наших технологий 3D-печати.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0003
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.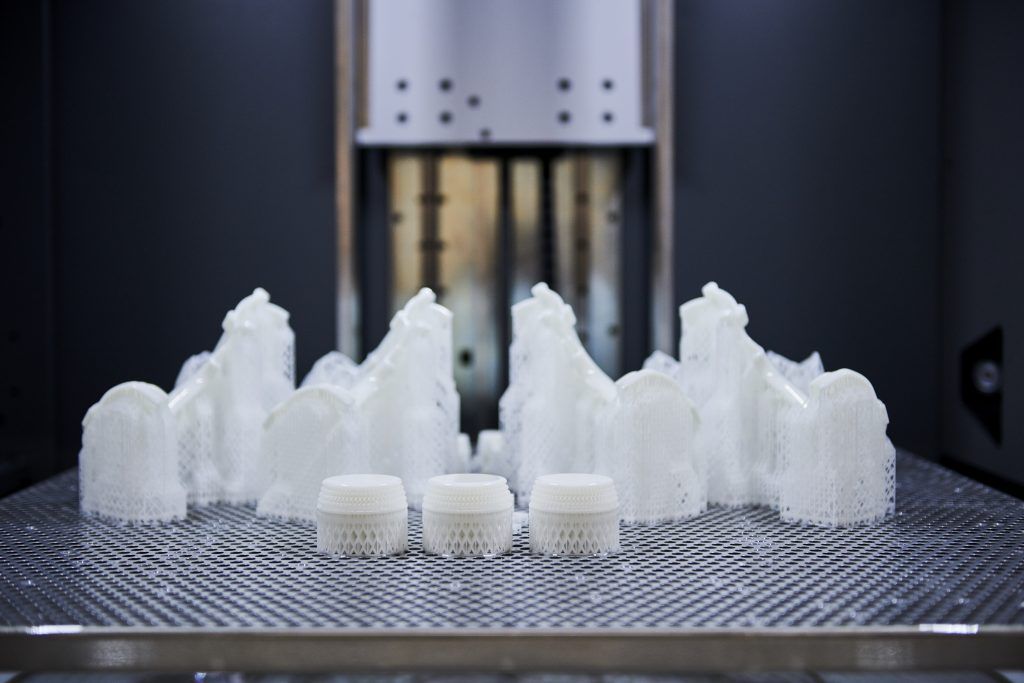
Руководство по проектированию и возможности SLA
Наши основные рекомендации по стереолитографии включают важные аспекты проектирования, которые помогают улучшить технологичность деталей, улучшить внешний вид и сократить общее время производства.
Допуски SLA
Для хорошо спроектированных деталей допуски по осям X/Y составляют ±0,002 дюйма (0,05 мм) на первый дюйм плюс 0,1% от номинальной длины . (0,001 мм/мм), а допуски на размер Z составляют ±0,005 дюйма для первого дюйма плюс 0,1% от номинальной длины . Обратите внимание, что допуски могут меняться в зависимости от геометрии детали.
Максимальный размер детали
Толщина слоя
Минимальный размер элемента
Минимальная толщина стенки
Минимальный размер отверстия
Допуски
*Доступно для следующих материалов: ABS-подобный белый и серый, ABS-подобный полупрозрачный/прозрачный и ПК-подобный полупрозрачный/прозрачный
Варианты материала SLA
ABS-Like White (Accura Xtreme White 200) — широко используемый материал SLA общего назначения.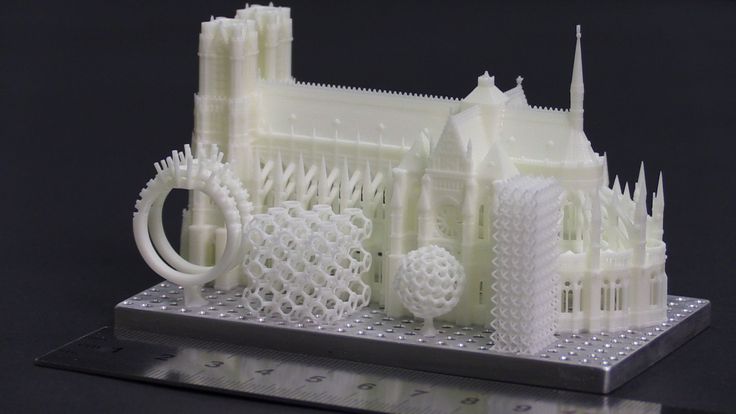 С точки зрения гибкости и прочности этот материал находится между формованным полипропиленом и формованным АБС, что делает его хорошим выбором для функциональных прототипов. Детали размером до 29дюймов x 25 дюймов x 21 дюйм можно построить с помощью ABS-подобного белого цвета, поэтому считайте его основным вариантом, если вам требуется большой размер детали.
С точки зрения гибкости и прочности этот материал находится между формованным полипропиленом и формованным АБС, что делает его хорошим выбором для функциональных прототипов. Детали размером до 29дюймов x 25 дюймов x 21 дюйм можно построить с помощью ABS-подобного белого цвета, поэтому считайте его основным вариантом, если вам требуется большой размер детали.
Основные преимущества
- Долговечная смола общего назначения
- Подходит для очень больших деталей
АБС-подобный серый (Accura Xtreme Grey)
ABS-Like Grey (Accura Xtreme Grey) — широко используемый материал SLA общего назначения. С точки зрения гибкости и прочности этот материал находится между формованным полипропиленом и формованным АБС, что делает его хорошим выбором для функциональных прототипов. ABS-Like Grey предлагает самую высокую HDT из всех АБС-подобных смол SLA.
Основные преимущества
- Долговечная смола общего назначения
- Самый высокий показатель HDT среди АБС-подобных смол SLA
АБС-подобный черный (Accura 7820)
АБС-подобный черный (Accura 7820) — широко используемый материал общего назначения. Его глубокий черный цвет и глянцевые обращенные вверх поверхности в верхнем профиле создают впечатление формованной детали, в то время как линии слоев могут быть видны в боковом профиле. RenShape 7820 также имеет низкое влагопоглощение (0,25% по ASTM D570), поэтому детали более стабильны в размерах. По сравнению с другими материалами SLA, он имеет средние значения всех механических свойств.
Его глубокий черный цвет и глянцевые обращенные вверх поверхности в верхнем профиле создают впечатление формованной детали, в то время как линии слоев могут быть видны в боковом профиле. RenShape 7820 также имеет низкое влагопоглощение (0,25% по ASTM D570), поэтому детали более стабильны в размерах. По сравнению с другими материалами SLA, он имеет средние значения всех механических свойств.
Основные преимущества
- Низкое влагопоглощение
- Глянцевый косметический вид
Прозрачный/прозрачный, подобный АБС (WaterShed XC 11122)
Полупрозрачный/прозрачный, подобный АБС (WaterShed XC 11122) предлагает уникальное сочетание низкого влагопоглощения (0,35% 0,25% по ASTM D570) и почти бесцветной прозрачности. Вторичные операции необходимы для достижения четкости функциональной детали, после чего деталь также сохранит очень светло-голубой оттенок. Хотя WaterShed подходит для приложений общего назначения, он является лучшим выбором для моделей визуализации потока, световодов и линз.
Основные преимущества
- Самое низкое влагопоглощение смол SLA
- Функциональная прозрачность
MicroFine™ (серый и зеленый)
MicroFine™ — это материал с индивидуальной рецептурой, доступный в сером и зеленом цветах, эксклюзивный для Protolabs. Этот ABS-подобный термореактивный материал печатается на специализированном оборудовании Protolabs для достижения характеристик с высоким разрешением размером всего 0,002 дюйма. MicroFine идеально подходит для небольших деталей, как правило, менее 1 дюйма на 1 дюйм на 1 дюйм. С точки зрения механических свойств, MicroFine находится в среднем диапазоне материалов SLA по прочности на растяжение и модуле и на нижнем уровне по ударной вязкости и удлинению.
Основные преимущества
- Изготовление деталей с самым высоким разрешением
- Идеально подходит для очень мелких деталей
Полипропиленовый полупрозрачный белый (Somos 9120)
PP-Like Translucent White (Somos 9120) является наиболее гибким вариантом SLA за исключением Carbon RPU 70 и FPU 50. При прямом сравнении со средними значениями полипропилена, полученного литьем под давлением, 9120 имеет аналогичную прочность на растяжение, модуль упругости, модуль изгиба и ударная вязкость. Единственным отличием от формованного полипропилена является его значение удлинения, которое составляет всего 25% от формованного термопластика.
При прямом сравнении со средними значениями полипропилена, полученного литьем под давлением, 9120 имеет аналогичную прочность на растяжение, модуль упругости, модуль изгиба и ударная вязкость. Единственным отличием от формованного полипропилена является его значение удлинения, которое составляет всего 25% от формованного термопластика.
Основные льготы
- Полугибкие
- Прозрачность
Усовершенствованный высокотемпературный компьютер (Accura 5530)
Усовершенствованная высокотемпературная обработка, аналогичная ПК (Accura 5530), позволяет создавать прочные и жесткие детали, устойчивые к высоким температурам. Опция термического доотверждения может увеличить HDT до 482°F при нагрузке 0,46 МПа. Accura 5530 имеет самый высокий модуль упругости среди всех ненаполненных материалов SLA и известен своей устойчивостью к автомобильным жидкостям. Однако процесс термического отверждения делает Accura 5530 менее прочным, что приводит к снижению удлинения на 50%.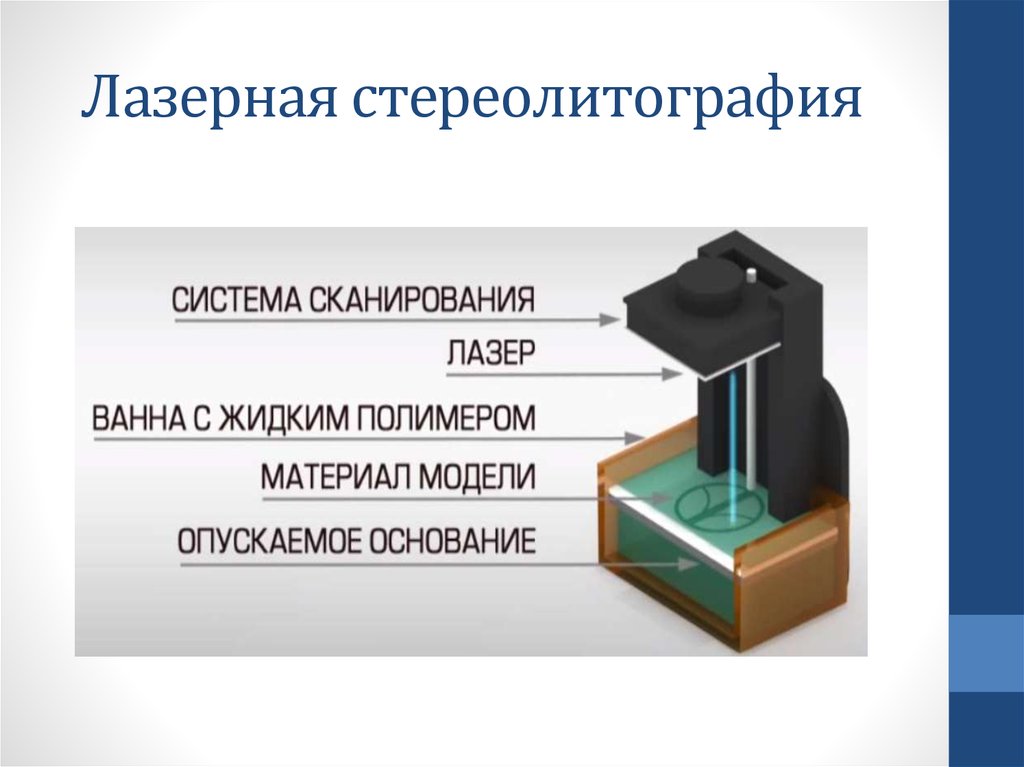
Основные преимущества
- Высокий модуль упругости
- Более высокая стойкость к нагретым жидкостям
Полупрозрачный/прозрачный ПК-подобный (Accura 60)
PC-Like Translucent/Clear (Accura 60) является альтернативой материалам общего назначения типа ABS и WaterShed XC 11122, когда требуется жесткость. Как и WaterShed, этот материал можно обрабатывать по индивидуальному заказу для достижения функциональной прозрачности при вторичной обработке. Accura 60 обладает самой высокой прочностью на растяжение и модулем упругости по сравнению со всеми материалами SLA, за исключением вариантов Advanced High Temp, которые чаще всего подвергаются термическому отверждению.
Основные преимущества
- Высокая жесткость
- Функциональная прозрачность
Керамикоподобный усовершенствованный высокотемпературный (PerFORM)
Керамикоподобный Advanced HighTemp (PerFORM) демонстрирует высочайшую прочность на растяжение и модуль упругости, что делает его самым жестким материалом из материалов SLA.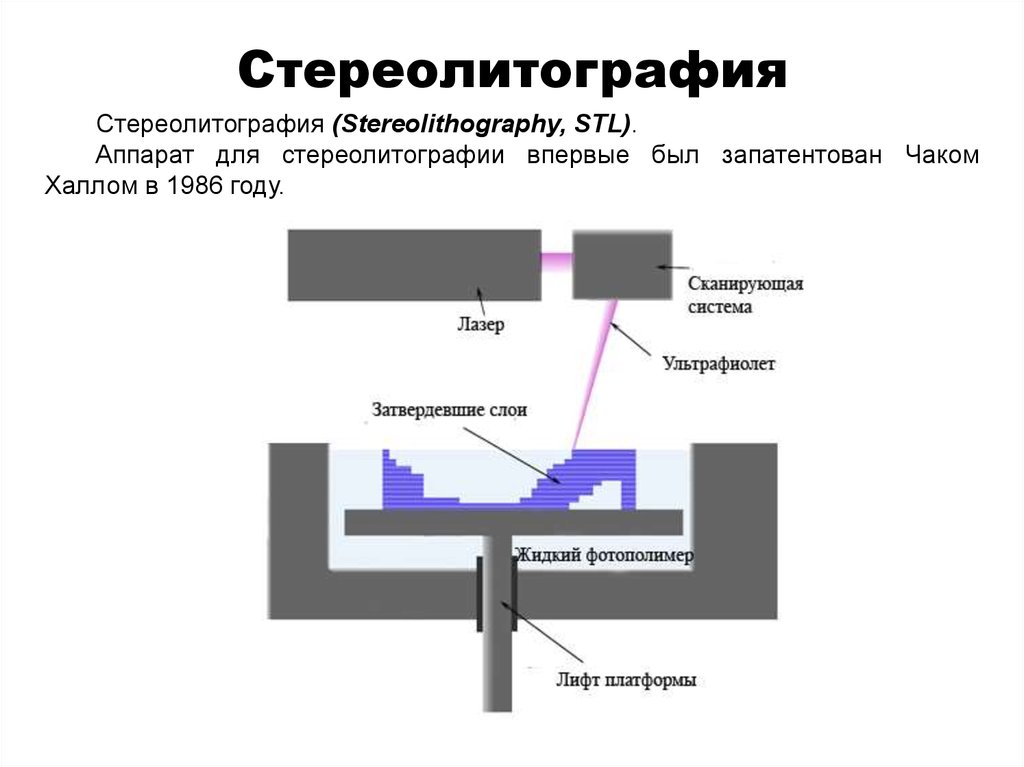 Когда вариант термического отверждения применяется к деталям, изготовленным из PerFORM, он демонстрирует самый высокий HDT (до 514 ° F при нагрузке 0,46 МПа) среди материалов SLA.
Когда вариант термического отверждения применяется к деталям, изготовленным из PerFORM, он демонстрирует самый высокий HDT (до 514 ° F при нагрузке 0,46 МПа) среди материалов SLA.
Основные преимущества
- Самая прочная смола SLA
- Самый высокий показатель HDT из смол SLA
Сравнить свойства материалов SLA
- US
- Метрическая система
| Материал | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|
| ABS-подобный белый (Accura Xtreme White 200) | Белый | 7,9 тысяч фунтов/кв. дюйм | 479 тысяч фунтов на квадратный дюйм | 9% |
| АБС-подобный серый (Accura Xtreme Grey) | серый | 5,8 тыс.фунтов/кв.дюйм | 290 тысяч фунтов на квадратный дюйм | 9% |
| АБС-подобный черный (Accura 7820) | Черный | 7,0 тысяч фунтов на квадратный дюйм | 435 тысяч фунтов на квадратный дюйм | 5% |
| Прозрачный/прозрачный, подобный АБС (WaterShed XC 11122) | Полупрозрачный/Прозрачный | 7,9 тыс.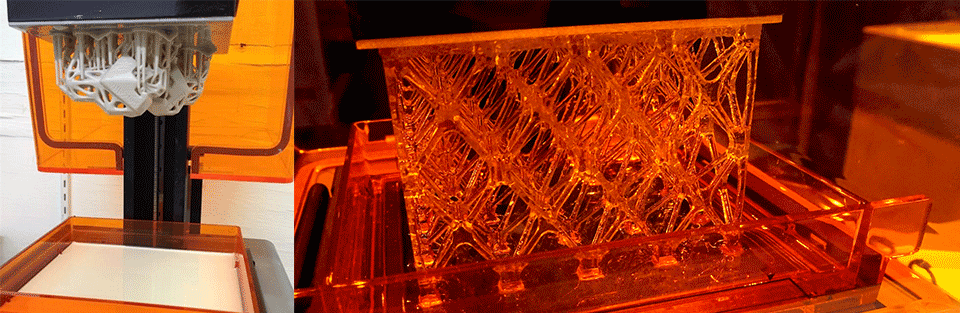 фунтов на кв. дюйм фунтов на кв. дюйм | 421 тысяч фунтов на квадратный дюйм | 6% |
| MicroFine™ (серый и зеленый) | Серый или зеленый | 8,7 тыс.фунтов/кв.дюйм | 377 тысяч фунтов на квадратный дюйм | 8% |
| Полипропиленовый полупрозрачный белый (Somos 9120) | Полупрозрачный/белый | 5,0 тысяч фунтов/кв. дюйм | 232 тыс.фунтов/кв.дюйм | 25% |
| Полупрозрачный/прозрачный ПК-подобный (Accura 60) | Полупрозрачный/Прозрачный | 10,8 тыс.фунтов/кв.дюйм | 508 тысяч фунтов на квадратный дюйм | 7% |
| Усовершенствованный высокотемпературный компьютер в стиле ПК* (Accura 5530) | Полупрозрачный/янтарный | 6,5 тысяч фунтов/кв. дюйм | 566 тысяч фунтов на квадратный дюйм | 1,5% |
| Керамикоподобный усовершенствованный высокотемпературный* (PerFORM) | Белый | 10,9 тыс. фунтов/кв.дюйм фунтов/кв.дюйм | 1523 тысяч фунтов/кв. дюйм | 1% |
*Перечисленные свойства основаны на термическом отверждении
| Материал | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|
| ABS-подобный белый (Accura Xtreme White 200) | Белый | 54,47 МПа | 3300 МПа | 9% |
| АБС-подобный серый (Accura Xtreme Grey) | серый | 39,98 МПа | 2000 МПа | 9% |
| АБС-подобный черный (RenShape SL7820) | Черный | 48,26 МПа | 3000 МПа | 5% |
| Прозрачный/прозрачный, подобный АБС (WaterShed XC 11122) | Полупрозрачный/Прозрачный | 54,47 МПа | 2600 МПа | 6% |
| MicroFine™ (серый и зеленый) | Серый или зеленый | 59,98 МПа | 2600 МПа | 8% |
| Полипропиленовый полупрозрачный белый (Somos 9120) | Полупрозрачный/белый | 34,47 МПа | 1600 МПа | 25% |
| Полупрозрачный/прозрачный ПК-подобный (Accura 60) | Полупрозрачный/Прозрачный | 74,46 МПа | 3503 МПа | 7% |
| Усовершенствованный высокотемпературный компьютер* (Accura 5530) | Полупрозрачный/янтарный | 44,81 МПа | 3902 МПа | 1,5% |
| Керамикоподобный усовершенствованный высокотемпературный* (PerFORM) | Белый | 75,15 МПа | 10 500 МПа | 1% |
*Перечисленные свойства основаны на термическом отверждении
Эти цифры являются приблизительными и зависят от ряда факторов, включая, помимо прочего, параметры машины и процесса. Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Варианты обработки поверхности для деталей SLA
Материал: АБС-подобный полупрозрачный/прозрачный
Отделка: необработанная
Материал: MicroFine Grey™
Отделка: необработанная
Материал: АБС-подобный полупрозрачный/прозрачный
Отделка: стандартная
Материал: MicroFine Grey™
Отделка: стандартная
Материал: АБС-подобный полупрозрачный/прозрачный
Отделка: натуральный
Материал: MicroFine Grey™
Отделка: натуральный
Материал: АБС-подобный полупрозрачный/прозрачный
Отделка: индивидуальная
Материал: MicroFine Grey™
Отделка: индивидуальная
Дополнительные варианты отделки
Отделка по индивидуальному заказу — это сочетание науки, технологии и изобразительного искусства, позволяющее преобразовать деталь в точном соответствии с вашими требованиями.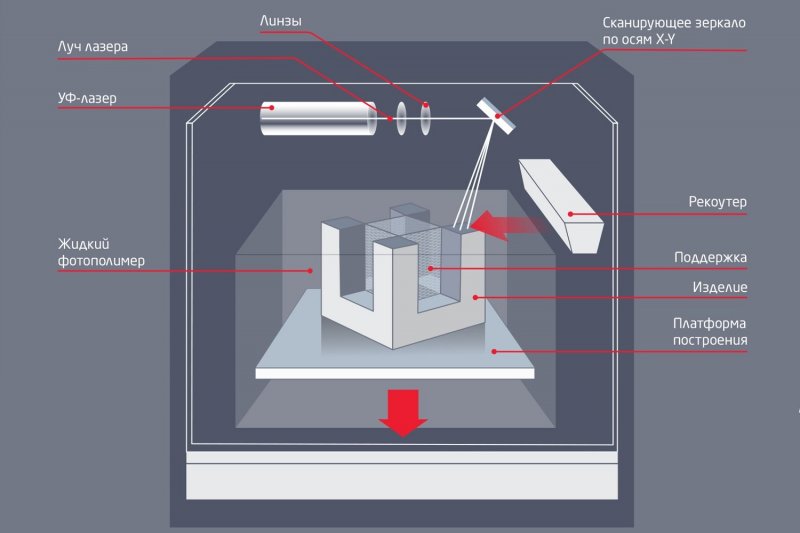 Варианты отделки:
Варианты отделки:
- Мягкая краска
- Отделка прозрачных деталей
- Лакокрасочные покрытия
- Маскировка
- Подбор цвета
- Наклейки/графика
- Текстура
Металлическое покрытие
Наш процесс металлизации для SLA покрывает поликарбонатный материал с керамическим наполнением (Somos PerFORM) никелем, который придает деталям внешний вид, ощущение и прочность металла, но без веса. Сочетание прочности, жесткости и термостойкости материала с никелированием придает прочность, жесткость, ударопрочность и термостойкость до уровня, ранее недостижимого для деталей SLA.
Микрофлюидика
Наш процесс изготовления микрофлюидов представляет собой модифицированную форму SLA с высоким разрешением, в которой используется прозрачный материал, подобный АБС (WaterShed XC 11122). Детали устойчивы к воде и влаге и хорошо подходят для линз и моделей с визуализацией потока.
Наши 3D-принтеры SLA
Наши машины для стереолитографии состоят из Viper, ProJets и iPro. В режиме высокого разрешения Viper и ProJets могут изготавливать детали с чрезвычайно мелкими элементами и четкими деталями, а в режиме нормального разрешения они могут очень быстро создавать экономичные детали.
В режиме высокого разрешения Viper и ProJets могут изготавливать детали с чрезвычайно мелкими элементами и четкими деталями, а в режиме нормального разрешения они могут очень быстро создавать экономичные детали.
iPros имеют чрезвычайно большие объемы сборки: 29 дюймов на 25 дюймов на 21 дюйм (736 мм на 635 мм на 533 мм), но при этом легко отображают детали с высокой детализацией.
Зачем использовать SLA?
Стереолитография (SLA) — это процесс аддитивного производства, позволяющий печатать на 3D-принтере детали с небольшими элементами, жесткими требованиями к допускам и гладкой поверхностью.
Как работает SLA 3D-печать?
Машина SLA начинает прорисовку слоев опорных конструкций, а затем самой детали, с помощью ультрафиолетового лазера, направленного на поверхность жидкой термореактивной смолы. После нанесения слоя на поверхность смолы платформа сборки смещается вниз, и по платформе перемещается планка для повторного покрытия, чтобы нанести следующий слой смолы. Процесс повторяется слой за слоем, пока сборка не будет завершена.
Процесс повторяется слой за слоем, пока сборка не будет завершена.
Вновь построенные детали вынимаются из машины и отправляются в лабораторию, где используются растворители для удаления дополнительных смол. Когда детали полностью очистятся, опорные конструкции удаляются вручную. После этого детали проходят цикл УФ-отверждения для полного затвердевания внешней поверхности детали. Последним шагом в процессе SLA является применение любой индивидуальной или указанной клиентом отделки. Детали, изготовленные из SLA, должны использоваться с минимальным воздействием УФ-излучения и влажности, чтобы они не разлагались.
Ресурсы SLA
Совет по проектированию
Введение в стереолитографию (SLA) 3D-печать
Стереолитография, основной элемент 3D-печати, позволяет быстро и точно создавать сложные прототипы.
Прочтите совет дизайнера
Совет дизайнера
Выбор материала для стереолитографии (SLA) 3D-печати
Сравните материалы для стереолитографии друг с другом и с пластиками, полученными литьем под давлением.
Всего комментариев: 0