Селективное лазерное спекание 3d принтер: Руководство по 3D-печати методом селективного лазерного спекания (SLS)
Содержание
селективное лазерное спекание порошка. Заказать печать SLS
Технология 3Д печати SLS – это метод селективного лазерного спекания пластикового порошка, в результате чего формируется изделие в соответствии с заданной 3Д моделью. Данная технология стала особо популярной в инженерной отрасли. Готовые отпечатки характеризуются низкой себестоимостью, а сами 3Д принтеры имеют высокую производительность. Расходные материалы качественные, что позволяет получать прочные изделия, приближенные по своим свойствам к литым. Все это делает технологию SLS весьма популярной технологией для различных отраслей и задач, начиная функциональным прототипированием и заканчивая мелкосерийным производством.
Еще не так давно технология SLS не была доступна для широкого круга потребителей. Однако совершенствование оборудования и материалов в последние годы привели к революционным изменениям: селективное лазерное спекание стало доступным даже для домашнего использования, а не то что для целого круга предприятий. Таким образом, еще больше людей стали использовать высокотехнологичные продукты в своей деятельности и жизни.
Таким образом, еще больше людей стали использовать высокотехнологичные продукты в своей деятельности и жизни.
Данный материал посвящен технологии селективного лазерного спекания, используемым в данной технологии печати материалам, системам. Кроме того мы рассмотрим особенности технологии, в сравнении с другими методами 3Д печати.
Немного истории…
Доктора наук Джо Биман и Карл Деккард в середине 80-х годов 20 века изобрели технологию лазерного спекания пластикового порошка. Можно сказать, что данная технология была одной из первых 3Д-печатных методов, увидевших свет. До настоящего времени произошло много новаций, и данная методика аддитивного производства была адаптирована под различные материалы. Речь идет о стекле, пластмассах, металлах, керамике и различных композитах.
Сейчас технология спекания лазером порошка доступна в двух вариациях. В первом случае лазер спекает пластиковый порошок – это технология SLS. Во втором случае спекается металлический порошок – это технологии DMLS и SLM. Принцип, заложенный в работу всех этих 3Д принтеров, один – лазер спекает или сплавляет материал. Разница заключается лишь в мощности используемого лазера, а также в том, что металлы при нагреве окисляются под действием кислорода, поэтому требуется создание особой среды (инертный газ, вакуум), предотвращающей это окисление и, соответственно, снижение прочностных характеристик.
Принцип, заложенный в работу всех этих 3Д принтеров, один – лазер спекает или сплавляет материал. Разница заключается лишь в мощности используемого лазера, а также в том, что металлы при нагреве окисляются под действием кислорода, поэтому требуется создание особой среды (инертный газ, вакуум), предотвращающей это окисление и, соответственно, снижение прочностных характеристик.
Все вышеназванные технологии еще не так давно были весьма дорогостоящими, что сильно ограничивало их использование печатью дорогостоящих и нестандартных изделий. В большей степени они применялись в медицинской отрасли и аэрокосмической сфере. Сейчас все кардинально изменилось.
Технология SLS стала популярна, доступна и востребована наряду с прочими технологиями печати пластиком (SLA, DLP, FDM). Кроме того появились компактные настольные системы печати, которые также сделали SLS более востребованным.
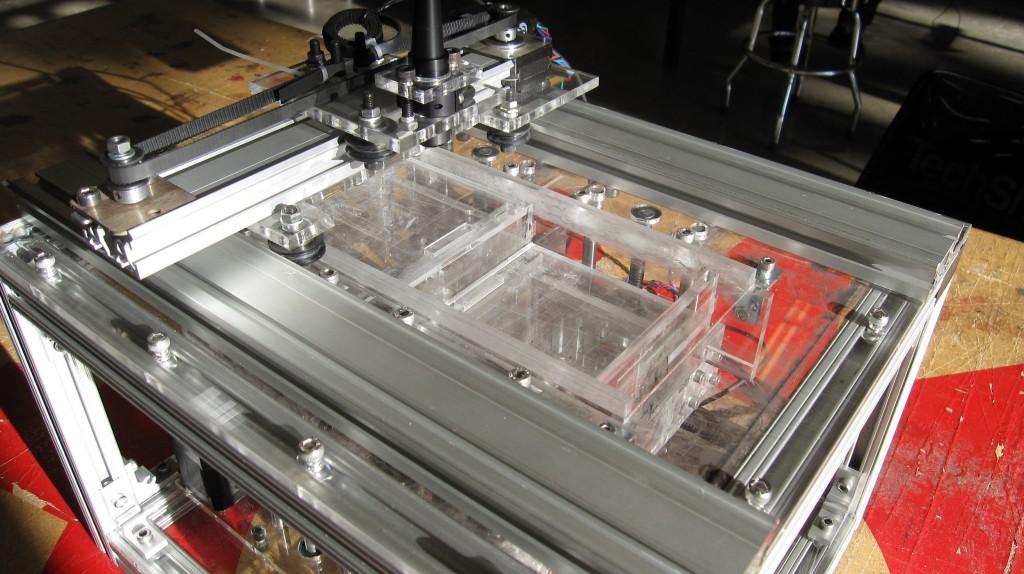
Принцип работы SLS-принтера
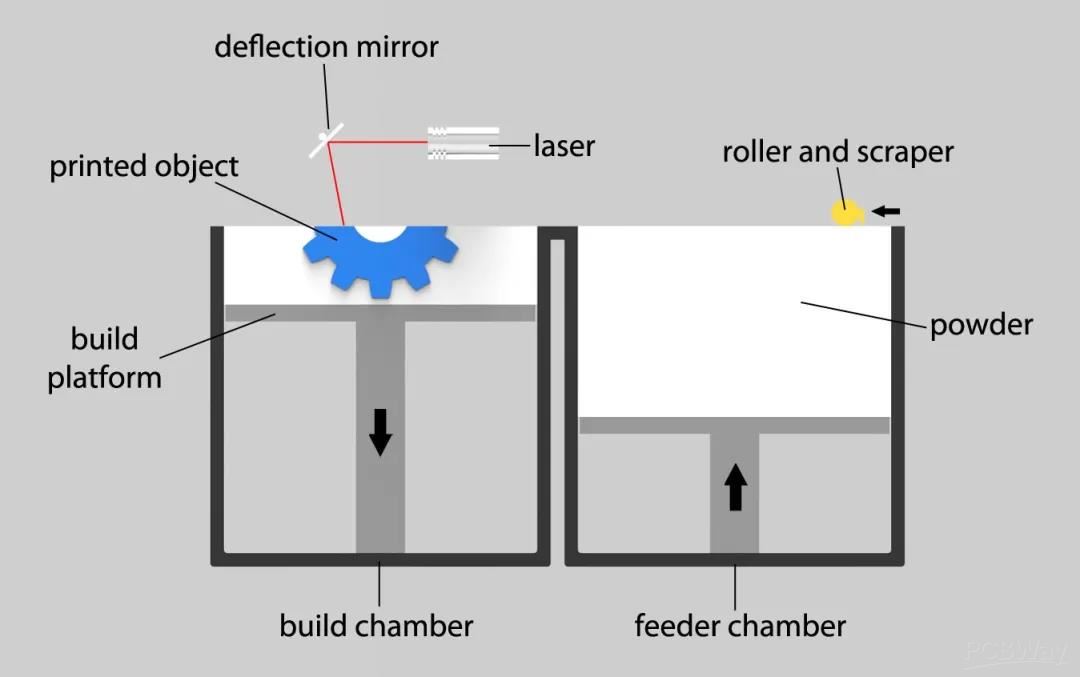
В основе работы SLS принтера лежит плавление полимерного порошка при помощи мощного лазера. Процесс 3Д печати осуществляется следующим образом:
Процесс 3Д печати осуществляется следующим образом:
- В камере полимерный порошок нагревается до состояния близкого к плавлению.
- В верхней части рабочей камеры на печатную платформу порошок наносится тончайшим слоем.
- Лазером засвечивается поперечный слой модели в соответствии с программой. Частички прочно между собой слипаются, и образуется твердый слой.
- Далее платформа опускается, и наносится новый слой материала. Величина слоя и, соответственно, толщина напыления материала, опускания платформы колеблется между 50-200микронами. И снова лазер засвечивает поперечный слой.
- Порошок, который не затвердел, в данном случае выступает в качестве поддержки, поэтому формирование опорных конструкций совершенно не требуется.
- Процесс опускания платформы, нанесения порошка и засвечивания слоя продолжается до тех пор, пока модель не будет завершена.
- Готовая модель сразу не извлекается, а постепенно остывает в сборочной камере.
- После охлаждения сборочная камера извлекается, модель вынимается, и в станции очистки удаляются излишки материала.
Процесс постобработки
Модели, которые были напечатаны методом селективного лазерного спекания, нуждаются в самой простой постобработке. Она заключается в удалении остатков порошка, что не требует серьезных и больших трудовых и материальных затрат.
Когда модели будут готовы и остынут, их извлекают из сборочной камеры, отделяют от порошка и очищают. Удаление порошка производится в камере при помощи сжатого воздуха, а порошок собирает пылесос. Это так называемая станция очистки. Порошок при этом может использоваться повторно.
Для изделий, напечатанных по технологии SLS характерна зернистая и шероховатая поверхность. Она не имеет глянца и напоминает мелкозернистую наждачную бумагу.
Нейлон – это материал, который позволяет обрабатывать готовые отпечатки по своему усмотрению: шлифование, окрашивание, эмалировка в печати, склеивание, флокирование, порошковая окраска, покрытие металлом.
Экономичность
Оставшийся после извлечения детали порошок просеивается для удаления крупных частиц и может использоваться заново. Таким образом, достигается экономия материала. Однако важно знать, что под действием высокой температуры часть порошка может частично разлагаться, поэтому его обязательно нужно смешать для повторного использования с новым. Но даже в этом случае в плане материалов SLS-технология является наименее затратной.
Таким образом, достигается экономия материала. Однако важно знать, что под действием высокой температуры часть порошка может частично разлагаться, поэтому его обязательно нужно смешать для повторного использования с новым. Но даже в этом случае в плане материалов SLS-технология является наименее затратной.
SLS-принтеры: основные виды
Все SLS-принтеры работают на основе одного и того же принципа, который был подробно расписан выше. Различия моделей заключаются в мощности лазера, его типе и объеме принтера. Системы также могут отличаться методом распределения порошка, контролем температуры, а также способом формирования слоя.
Технология весьма требовательна к точности и контролю. Они должны быть максимально жесткими. К примеру, температура порошка должна четко контролироваться и варьироваться в пределах 2 градусов от требуемой на данной этапе (предварительный нагрев порошка, непосредственно спекание в соответствии с моделью, постепенное остывание). Дело в том, что при несоблюдении температурного режима модель может деформироваться, покоробиться, могут возникнуть внутреннее напряжение.
Промышленные 3Д принтеры SLS
SLS-принтеры промышленного назначения получили широчайшее распространение. Они востребованы во многих сферах, начиная машиностроением, автомобилестроением, космической отраслью и заканчивая медициной и мелкосерийным производством. Есть габаритные системы, которые способны печатать модели, длина которых превышает 1м.
Промышленные принтеры в основном работают на одном или сразу нескольких углекислотных лазерах. Вполне логично, что чем больший будет объем сборки, тем более сложная система будет задействована.
Промышленные системы, в частности 3Д принтеры SLM, требуют использования инертной среды. Речь идет о наполнении камеры газом. Чаще всего это азот или иной инертный газ. Делается это для предотвращения окисления и последующего разложения используемого порошкового материала. По этой причине системы промышленного назначения включают в себя оборудование для обработки воздуха. Так как системы мощные, то им требуется и питание промышленного уровня.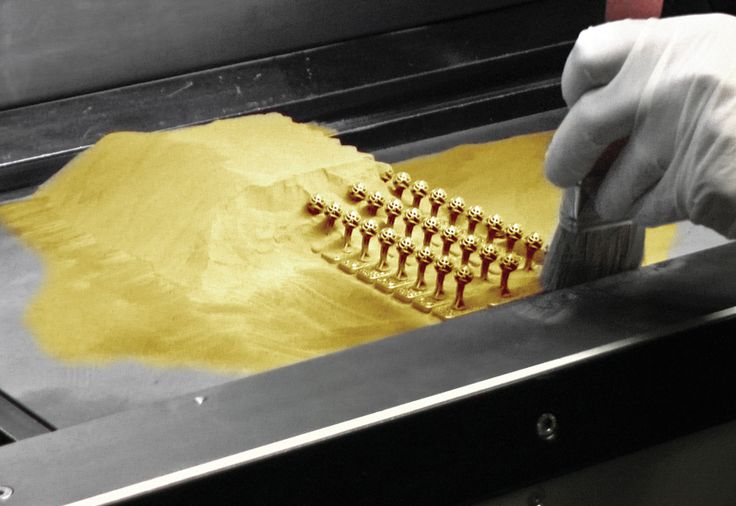 И любой промышленный принтер отличается большими габаритами. Даже самая небольшая система требует помещение, площадью не менее 10 кв.м.
И любой промышленный принтер отличается большими габаритами. Даже самая небольшая система требует помещение, площадью не менее 10 кв.м.
Настольные устройства
Разработчики позаботились о том, чтобы технология получила и настольное исполнение, чтобы ею сумели воспользоваться все желающие. Так появились модели Benchtop SLS и Formlabs Fuse 1. Это SLS-принтеры, которые обладают высокой производительностью, сравнимой с промышленной, но при этом отличаются компактностью, небольшими габаритными размерами. Кроме того такие модели не требуют создания особой инфраструктуры и поэтому могут легко вписаться в любое рабочее пространство.
Настольные модели SLS-принтеров вместо углекислотных лазеров комплектуются диодными или оптоволоконными. Таким образом, получается стабильный луч при минимуме затрат.
Из-за того что объем сборки небольшой, то и нагрев требуется минимальный. А так как порошок находится в режиме нагрева недолго, то отсутствует необходимость в создании инертной среды. А это влечет за собой отсутствие необходимости в оборудовании обрабатывающем воздух. В результате всего этого система будет потреблять и меньше энергии, благодаря чему 3Д принтер может спокойно подключаться к обычной электросети.
А это влечет за собой отсутствие необходимости в оборудовании обрабатывающем воздух. В результате всего этого система будет потреблять и меньше энергии, благодаря чему 3Д принтер может спокойно подключаться к обычной электросети.
Но настольный SLS-принтер – это не только меньший объем сборки, но и меньшая скорость печати. Из достоинств – мало занимаемого места и более дешевая цена.
SLS-системы: сравнительная характеристика.
Для удобства приведем сравнительную характеристику промышленных и настольных систем в виде таблицы:
| Настольная модель | Промышленная система | |
| Стоимость | от 10 тыс.долларов | от 200 тыс до 1 млн.+ долларов |
| Объем | 16,5х16,5х32см | 55х55х75см |
| Достоинства | Сравнительно доступная цена, простой рабочий процесс, минимальные эксплуатационные расходы, минимальные габариты | Большая сборка, высокопроизводительность, широкий ассортиментный ряд расходным материалов |
| Недостатки | Средняя величина сборки | Дорогая цена, большие габариты, необходимость в промышленном питании и инфраструктуре, необходимо обучение и квалифицированный оператор |
Нейлон
Для технологии SLS наиболее востребованным и популярным материалом является нейлон. Этот термопласт инженерного назначения любим многими за высокие прочностные характеристики, гибкость и легкость. Нейлону свойственна стойкость к химическому воздействию, ударам, Ф-излучению, грязи и воде, а также нагреву.
Этот термопласт инженерного назначения любим многими за высокие прочностные характеристики, гибкость и легкость. Нейлону свойственна стойкость к химическому воздействию, ударам, Ф-излучению, грязи и воде, а также нагреву.
Благодаря физико-химическим свойствам материал может использоваться практически повсеместно, начиная функциональными прототипами, потребительскими товарами и изделиями медицинского назначения.
Нейлон представляет собой термопласт синтетического происхождения, относящийся к семейству полиамидов. Существует две разновидности данного материала: PA11 и PA12, которые используются в SLS-печати. Данное обозначение означает полиамид, а цифровое значение соответствует числу атомов углерода в молекуле. Нейлон 11 является более гибким и ударопрочным. Нейлон 12 более прочный, износостойкий и биосовместимый. А по сути, материалы практически идентичны.
Сравнительная характеристика PA11 и PA12
| Показатель | Нейлон 11 | Нейлон 12 |
| Предел прочности, МПа | 48 | 50 |
| Модуль упругости, МПа | 1560 | 1850 |
| Величина относительного удлинения при разрыве, % | 35 | 12 |
Величина температуры плавления, в град при 0,45 МПа. | 130 | 154 |
PA11 и PA12 – это однокомпонентные порошки. Однако в SLS-принтерах могут использоваться и двухкомпонентные материалы: с покрытием, смеси и т.д. С целью увеличения прочности и других свойств изделий разработаны композиты нейлона и других материалов (алюминий, стекло, углерод). Если используется двухкомпонентный материал, то спекаться будет тот компонент, который обладает меньшей точкой стеклования, он же будет связывать между собой компоненты.
Технология SLS: основные достоинства
Пользователи и инженеры по всему миру отдают предпочтение технологии селективного лазерного спекания благодаря целому ряду достоинств:
- высокая производительность;
- высокая пропускная способность;
- низкие затраты на деталь;
- свобода проектирования и дизайна.
В силу того что большинство известных технологий 3Д печати, таких как стереолитография, послойное наплавление, требуют использования поддерживающих структур при печать сложных объектов, то это серьезно ограничивает их применение или делает по крайней мере более сложным.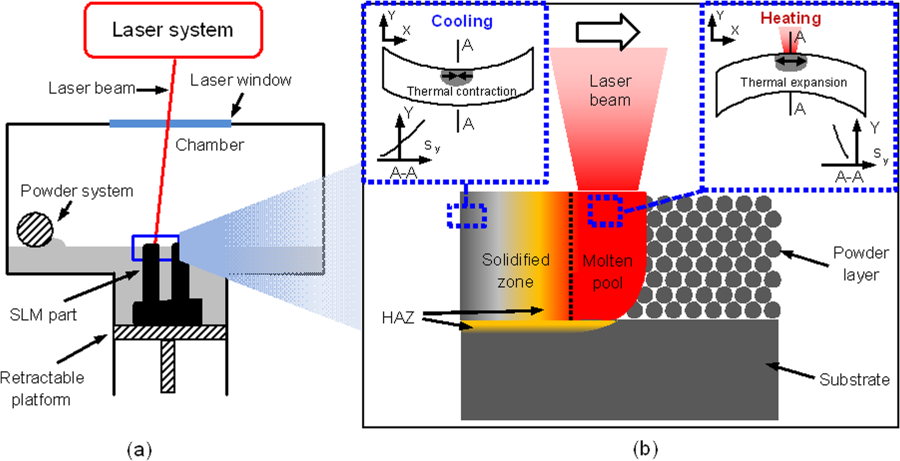
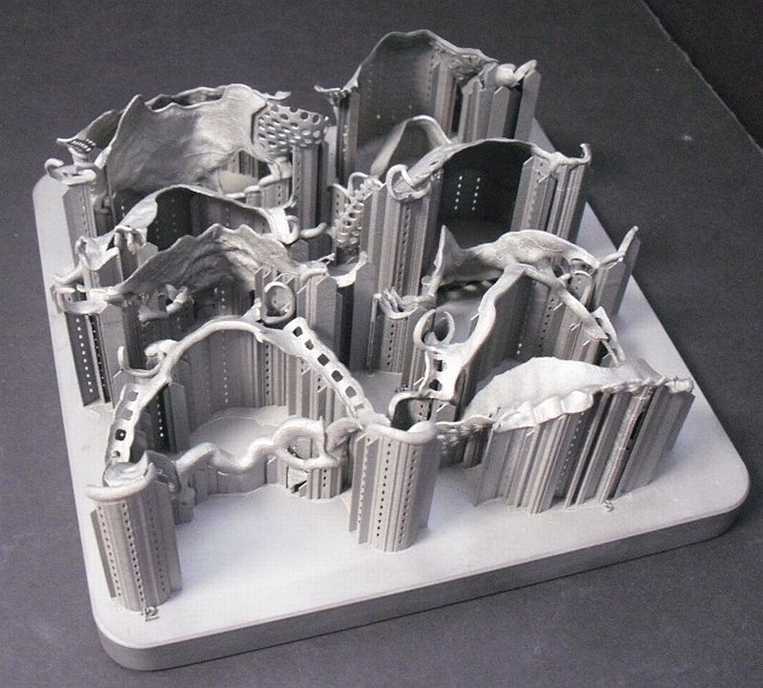
Для SLS-печати опорные конструкции не нужны, так как в качестве опор выступает просто неиспользованный материал. Это позволяет создавать объекты любой степени сложности, даже те, которые ранее считались невозможными. Это могут быть детали, в которых внутри имеются каналы, компоненты и т.д. Конструкция может быть даже очень сложной.
Как правило, инженеры проектируют детали в соответствии с возможностями имеющегося производственного процесса. А так как SLS-печать таких ограничений как стандартные методы не имеет, то это открывает новые возможности для инженерных разработок. SLS-принтер может напечатать в одном изделии даже самую сложную геометрию. То есть за один раз можно напечатать изделие, которое могло быть создано другими аддитивными технологиями только из составных частей. Таким образом, можно избежать слабых мест, свойственных традиционной сборке.
Посредством лазерного спекания можно в полной мере использовать потенциал генеративного дизайна. К примеру, можно печатать легкие и сложные решетчатые конструкции, изготовление которых иными путями невозможно.
SLS славится высокой скоростью печати. Она используется для создания функциональных прототипов, характеризующихся долговечностью. Лазер, используемый для плавления порошка намного быстрее и точнее тех, что используются для засветки слоев в технологиях стереолитографии. Тем более они более точные и надежные, чем технология FDM.
За один процесс можно создать много деталей в полной мере используя рабочее пространство. Для этого нужно лишь равномерно и с оптимальной плотностью расположить детали в пространстве сборки. Для этого используются специальные программные средства, которые позволяют максимизировать пространство для конкретной машины. При минимальных зазорах производительность каждой машины увеличивается в разы.
Операторы в сборочной камере добиваются максимально возможной упаковки деталей. То есть в одну камеру упаковывают максимально возможное количество деталей. И это возможно еще и потому, что нет необходимости в опорных конструкциях, а соответственно, не требуется и сложная обработка в дальнейшем.
При этом детали можно добавить в сборку уже в процессе печати, благодаря чему любые изменения могут быть внесены в ходе работы, буквально в последнюю минуту.
Качественные и надежные расходники
Одно из достоинств SLS-технологии – это ее универсальность и функциональность. В этом свою немаловажную роль играет материал. В данной технологии в основном используется нейлон и его композиты. Эти материалы являются долговечными, практичными, универсальными и проверенными временем.
Изделий из спеченного лазером нейлона обладают практически 100% плотностью. А по своим свойствам они приближены к тем, которые созданы методом литья и другими традиционными способами производства.
На изображении приведена сборка для шуруповерта. Изделие напечатано из нейлона 12.
Чтобы поверхность была более гладкой, детали из нейлона могут подвергаться последующей обработке и даже отделке.
Нейлон, используемый в SLS-принтерах, может выступать в качестве превосходной альтернативы литьевым пластмассам. Его можно использовать в тех областях, где требуются детали из пластика, а также там, где стандартные пластики могут стать ветхими и разрушиться.
Его можно использовать в тех областях, где требуются детали из пластика, а также там, где стандартные пластики могут стать ветхими и разрушиться.
SLS 3D-принтеры в медицине. Аддитивное производство стерильных и кастомизированных хирургических инструментов
Отрасль медицинской промышленности находится в состоянии развития и поиска решений для модернизации текущих производственных процессов. Профильные специалисты заинтересованы во внедрении на предприятия наиболее эффективных и инновационных средств производства.
Французский холдинг Prodways предлагает практикующим медицинским работникам (хирургам, протезистам) современные технологии 3D-печати, позволяющие создавать:
- Уникальные ортопедические изделия с учетом особенностей строения организма конкретного пациента;
- Демонстрационные модели различных частей скелета
- Керамические замещающие компоненты для реконструкции костей
Биосовместимые материалы 3D-печати и высокоточные трехмерные принтеры Prodways являются решением, соответствующим современным запросам и потребностям медицинской отрасли.
Промышленные SLS 3D-принтеры Prodways
Сотрудники Prodways Technologies являются экспертами в области производства промышленных 3D-принтеров и материалов для медицинского сектора.
Предложение компании включает в себя оборудование, использующее в работе следующие технологии 3D- печати:
- SLS – селективное лазерное спекание пластикового порошка
- DLP MOVINGLight® -цифровое отверждение фотополимерной смолы
Принтеры Prodways могут быть задействованы как в прототипировании для проведения испытаний медицинского оборудования, так и в производстве кастомизированных изделий и инструментов конечного пользования.
3D-печать керамических костных заменителей
С технологией DLP MOVINGLight® Вы сможете осуществлять 3D-печать керамических изделий высокого разрешения с керамической плотностью в 99%.
Промышленный керамический 3D-принтер Prodways ProMaker V10 предоставляет возможность прямой трехмерной печати уникальных замещающих компонентов кости из биосовместимой керамики – гидроксилапатита или ортофосфата кальция.
DLP MOVINGLight® позволяет исключить этап механической обработки, являющийся частью традиционной технологии керамического литья.
Производство демонстрационных моделей для хирургии
SLS и DLP 3D-принтеры Prodways открывают широкие возможности для визуализации, которая необходима как для обучения медицинских сотрудников, так и для проведения презентаций пациентам. Трехмерные технологии позволяют:
- Проектировать и выращивать изделия, иллюстрирующие самые разные клинические заболевания и патологии
- Создавать 3D-модель кости пациента с помощью трехмерного сканирования и в последующем направлять 3D-файл на печать принтеру
Решения, предлагаемые Prodways, дадут возможность выращивать:
Крупные модели со сложной геометрической формой в высоком разрешении на SLS 3D-принтерах. Использованный в процессе работы принтера пластиковый порошок может быть переработан и задействован в ходе последующего производственного цикла, что позволяет существенно оптимизировать затраты на создание изделий.
Небольшие детали, требующие высокой детализации и точности печати для корректного определения имеющихся патологий, с помощью DLP MOVINGLight® 3D-принтеров.
Аддитивное производство стерильных и кастомизированных хирургических инструментов
Промышленные SLS принтеры поддерживают печать медицинским полиамидом (PA 11-SX 1450), имеющим сертификацию USP Class VI. С помощью этого материала возможно производство мелких и средних партий продукции, предназначенной для одноразового использования в имплантационной хирургии. При этом изделия будут кастомизированными, ударопрочными и могут быть стерилизованы посредством гамма-излучения.
Быстрая 3D-печать ортопедической продукции
Технология селективного лазерного спекания Prodways позволяет создавать ортопедические корректирующие стельки, соответствующие индивидуальным особенностям стопы человека.
Благодаря высокоточному 3D-сканированию стопы возможно получение 3D-модели стельки необходимой формы, с решетчатой или сотовой структурой. Таким образом, можно регулировать плотность прилегания стельки к различным частям стопы.
Таким образом, можно регулировать плотность прилегания стельки к различным частям стопы.
В зависимости от своего типа ортопедические стельки могут быть распечатаны либо из порошка PA12, либо PA11, оба пластика являются материалами медицинского класса и прошли сертификацию USP Class VI.
Высокоточная трехмерная печать хирургических направляющих
С помощью 3D-принтеров Prodways возможно производство медицинских инструментов высокого качества и точности (с уровнем допуска в несколько микрон). Например, индивидуальных хирургических направляющих, использующихся для фиксации кости пациента во время операции.
Широкий выбор медицинских, биосовместимых материалов Prodways значительно расширяет границы применения аддитивных технологий и делает возможным их использование для решения наиболее сложных и требовательных задач.
Компания Офисная Техника Джетком является официальным дистрибьютором 3D принтеров Prodways на территории Российской Федерации.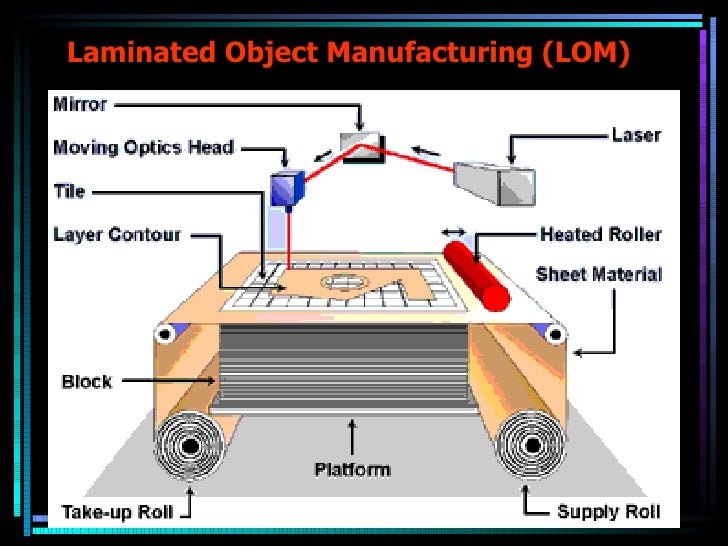
Мы оказываем комплексное сопровождение наших клиентов на каждом из этапов сотрудничества – от правильного подбора оборудования до технического обслуживания установленной техники.
Ознакомиться с SLS 3D-принтерами Prodways Вы можете в нашем демонстрационном зале в Москве, также мы с радостью выполним для Вас тестовую печать и наглядно продемонстрируем возможности аппаратов.
Для получения подробных консультаций, пожалуйста, обращайтесь к нам любым удобным для Вас способом:
Тел.: + 7 (495) 739-09-09
E-mail – [email protected]
Обзор селективного лазерного спекания (SLS)
SLS-приложения
SLS использует нейлоновые материалы промышленного класса, в результате чего получаются прочные, функциональные детали, которые служат долго, конкурируя с деталями, изготовленными с использованием традиционных методов производства. Надежность SLS делает эту технологию идеальной для:
Свойства и использование материала SLS
Наши материалы SLS включают в себя широкий спектр передовых нейлоновых и композитных материалов, состоящих из сверхтонких частиц диаметром
<100 нм.
Материалы, доступные для SLS, позволяют использовать самые разные материалы: от ударопрочного пластика до вариантов на основе стирола, которые отлично подходят для гипсовых и металлических отливок. SLS часто выбирают для деталей малого и среднего объема конечного использования, таких как корпуса, защелкивающиеся детали, автомобильные молдинги и тонкостенные воздуховоды. Некоторые из наших инженерных пластиков SLS изготавливаются из огнестойких материалов, что позволяет им соответствовать требованиям самолетов и потребительских товаров. Также доступны стеклонаполненные материалы, обеспечивающие большую жесткость и термостойкость, а также пластик, армированный волокном, для максимальной жесткости. SLS также включает в себя варианты материалов на другом конце спектра, для резиноподобных гибких деталей, что позволяет использовать такие приложения, как шланги, прокладки, прокладки для рукояток и многое другое.
Посмотреть видеоматериалы SLS
✕
SLS-принтеры
Мы предлагаем интегрированное решение для SLS, включающее аппаратное и программное обеспечение, а также точно настроенные нейлоновые и композитные материалы, которые обеспечивают получение надежных деталей с высоким разрешением при высокой производительности.
 Чистота поверхности, разрешение, воспроизводимость и точность SLS обеспечивают повышенную гибкость производства при низкой общей стоимости операций.
Чистота поверхности, разрешение, воспроизводимость и точность SLS обеспечивают повышенную гибкость производства при низкой общей стоимости операций.
В наших принтерах SLS используется программное обеспечение 3D Sprint®, универсальное программное обеспечение для печати пластиком, которое повышает производительность и качество производства SLS без необходимости использования дополнительного программного обеспечения сторонних производителей. 3D Sprint предоставляет инструменты для подготовки и оптимизации данных САПР, а также управления процессом печати, включая автоматическое трехмерное размещение высокой плотности, проверку качества для проверки перед сборкой, варианты ремонта, инструменты очереди печати для эффективного планирования сборки, генератор каркасной структуры для мелких деталей. корпус и многое другое. Наши принтеры SLS варьируются от средних до больших размеров, с различными объемами сборки, уровнями автоматизации и большим разнообразием материалов.
Наши 3D-принтеры SLS предлагают различные объемы печати и ценовые категории.

Сравните объемы сборки
SLS 380
381 x 330x 460 мм (15 x 13x 18 дюймов). Объем
SPRO 140
550 x 550 x 460 мм (22 x 22 x 180 дюйма).
sPro 230
550 x 550 x 750 мм (22 x 22 x 30 дюймов), рабочий объем
✕
СЛС 380
Промышленное решение для селективного лазерного спекания с контролируемым технологическим процессом
сПро 140
Высокая повторяемость и производительность изготовления деталей SLS
сПро 230
SLS-принтер большой емкости для высокопроизводительной печати прочных и долговечных термопластичных деталей
Зачем использовать селективное лазерное спекание?
Изучите другие технологии
Хотите поговорить с экспертом о SLS для вашего бизнеса?
Для использования этой формы у вас должен быть включен JavaScript.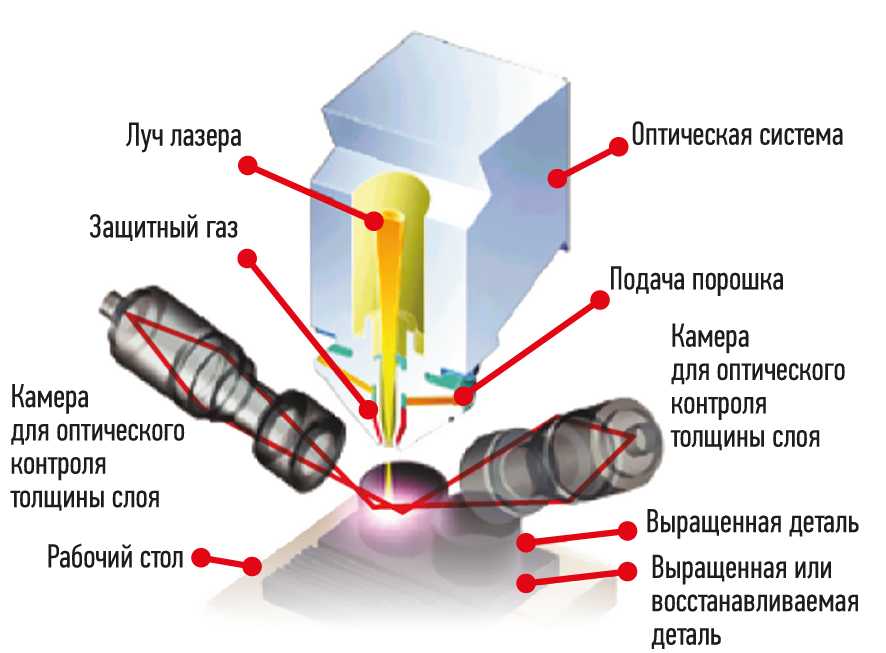
Имя
Фамилия
Деловая электронная почта
Компания
Страна
— Select Country —AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicCeuta & MelillaChadChileChinaChristmas IslandClipperton IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDiego GarciaDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГу ineaGuinea-BissauGuyanaHaitiHeard & McDonald IslandsHondurasHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SAR ChinaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth MacedoniaNorwayOmanOutlying OceaniaPakistanPalauPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaRéunionSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpai nШри-ЛанкаРеспублика Судан (Северный Судан)St. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Государство
— Select State —Buenos AiresCatamarcaChacoChubutCiudad Autónoma de Buenos AiresCórdobaCorrientesEntre RíosFormosaJujuyLa PampaLa RiojaMendozaMisionesNeuquénRío NegroSaltaSan JuanSan LuisSanta CruzSanta FeSantiago del EsteroTierra del FuegoTucumánAustralian Capital TerritoryNew South WalesNorthern TerritoryQueenslandSouth AustraliaTasmaniaVictoriaWestern AustraliaBurgenlandKärntenNiederösterreichOberösterreichSalzburgSteiermarkTirolVorarlbergWienAcreAlagoasAmapáAmazonasBahiaCearáDistrito FederalEspírito SantoGoiásMaranhãoMato GrossoMato Grosso do SulMinas GeraisParáParaíbaParanáPernambucoPiauíRio de JaneiroRio Grande do NorteRio Grande do SulRondôniaRoraimaSanta CatarinaSão PauloSergipeTocantinsAlbertaBritish ColumbiaManitobaNew BrunswickNewfoundland и ЛабрадорСеверо-Западные территорииНовая ШотландияНунавутОнтариоОстров Принца ЭдуардаКвебекСаскачеванЮконские территорииАйсен-дель-Хенерал Карлос Ибаньес дель КампоАнтофагастаАрауканияАрика-и-ПаринакотаАтакамаБио-БиоКокимбоЛибертадор-Генерал Берна rdo O’HigginsLos LagosLos RíosMagallanesMauleRegión Metropolitana de SantiagoTarapacáValparaísoAnhuiBeijingChinese TaipeiChongqingFujianGansuGuangdongGuangxiGuizhouHainanHebeiHeilongjiangHenanHong KongHubeiHunanJiangsuJiangxiJilinLiaoningMacaoNei MongolNingxiaQinghaiShaanxiShandongShanghaiShanxiSichuanTianjinXinjiangXizangYunnanZhejiangÎle-de-FranceOccitanieAuvergne-Rhône-AlpesBourgogne-Franche-ComtéBretagneCentre-Val de LoireCorseGrand EstHauts-de-FranceJuraNormandieNouvelle-AquitainePays de la LoireProvence-Alpes-Côte d’AzurBaden-WürttembergBayernBerlinBrandenburgBremenHamburgHessenMecklenburg-VorpommernNiedersachsenNordrhein- WestfalenRheinland-PfalzSaarlandSachsenSachsen-AnhaltSchleswig-HolsteinThüringenAndaman and Nicobar IslandsAndhra PradeshArunachal PradeshAssamBiharChandigarhChhattisgarhDadra and Nagar HaveliDaman and DiuDelhiGoaGujaratHaryanaHimachal PradeshJammu and KashmirJharkhandKarnatakaKeralaLakshadweepMadhya PradeshMaharashtraManipurMeghalayaMizoramNagalandOdishaPuduche rryPunjabRajasthanSikkimTamil NaduTripuraUttar PradeshUttarakhandWest BengalCarlowCavanClareCorkDonegalDublinGalwayKerryKildareKilkennyLaoisLeitrimLimerickLongfordLouthMayoMeathMonaghanOffalyRoscommonSligoTipperaryWaterfordWestmeathWexfordWicklowAgrigentoAlessandriaAnconaAostaArezzoAscoli PicenoAstiAvellinoBariBarletta-Andria-TraniBellunoBeneventoBergamoBiellaBolognaBolzanoBresciaBrindisiCagliariCaltanissettaCampobassoCarbonia-IglesiasCasertaCataniaCatanzaroChietiComoCosenzaCremonaCrotoneCuneoEnnaFermoFerraraFirenzeFoggiaForlì-CesenaFrosinoneGenovaGoriziaGrossetoImperiaIserniaLa SpeziaL’AquilaLatinaLecceLeccoLivornoLodiLuccaMacerataMantovaMassa — CarraraMateraMedio CampidanoMessinaMilanoModenaMonza e BrianzaNapoliNovaraNuoroOgliastraOlbia-TempioOristanoPadovaPalermoParmaPaviaPerugiaPesaro e UrbinoPescaraPiacenzaPisaPistoiaPordenonePotenzaPratoRagusaRavennaReggio CalabriaReggio EmiliaRietiRiminiRomaRovigoSalernoSassariSavonaSienaSondrioSiracusaTarantoTeramoTerniTrapaniTrentoTrevisoTries teTorinoUdineVareseVeneziaVerbano-Cusio-OssolaVercelliVeronaVibo ValentiaVicenzaViterboAichiAkitaAomoriChibaEhimeFukuiFukuokaFukushimaGifuGunmaHiroshimaHokkaidoHyogoIbarakiIshikawaIwateKagawaKagoshimaKanagawaKochiKumamotoKyotoMieMiyagiMiyazakiNaganoNagasakiNaraNiigataOitaOkayamaOkinawaOsakaSagaSaitamaShigaShimaneShizuokaTochigiTokushimaTokyoTottoriToyamaWakayamaYamagataYamaguchiYamanashiBusanDaeguDaejeonGangwonGwangjuGyeonggiIncheonJejuNorth ChungcheongNorth GyeongsangNorth JeollaSeoulSouth ChungcheongSouth GyeongsangSouth JeollaUlsanJohorKedahKelantanMelakaNegeri SembilanPahangPerakPerlisPulau PinangSabahSarawakSelangorTerengganuWilayah Persekutuan Kuala LumpurWilayah Persekutuan LabuanWilayah Persekutuan PutrajayaAguascalientesBaja CaliforniaBaja California SurCampecheChiapasChihuahuaCoahuilaColimaDurangoFederal DistrictGuanajuatoGuerreroHidalgoJaliscoMexico StateMichoacánMorelosNayaritNuevo LeónOaxacaPueblaQuerétaroQuintana RooSan Luis PotosíSinaloaSonoraTabascoTamaulipasTlaxcalaVer acruzYucatánZacatecasŚląskieŁódzkieŚwiętokrzyskieDolnośląskieKujawsko-pomorskieLubelskieLubuskieMałopolskieMazowieckieOpolskiePodkarpackiePodlaskiePomorskieWarmińsko-mazurskieWielkopolskieZachodniopomorskieAdygeya, RespublikaAltay, RespublikaAltayskiy krayAmurskaya oblast’Arkhangel’skaya oblast’Astrakhanskaya oblast’Bashkortostan, RespublikaBelgorodskaya oblast’Bryanskaya oblast’Buryatiya, RespublikaChechenskaya RespublikaChelyabinskaya oblast’Chukotskiy avtonomnyy okrugChuvashskaya RespublikaDagestan, RespublikaIngushetiya, RespublikaIrkutskaya oblast’Ivanovskaya oblast’Kabardino-Balkarskaya RespublikaKaliningradskaya oblast’Kalmykiya, RespublikaKaluzhskaya oblast’Kamchatskiy krayKarachayevo-Cherkesskaya RespublikaKareliya, RespublikaKemerovskaya oblast’Khabarovskiy krayKhakasiya, RespublikaKhanty-Mansiyskiy avtonomnyy okrug-YugraKirovskaya oblast’Komi, RespublikaKostromskaya oblast’Krasnodarskiy krayKrasnoyarskiy krayKurganskaya oblast’Kurskaya oblast’Leningradskaya oblast’Lipetskaya oblast’Magadanskaya oblast’Mariy El, RespublikaMordoviya, RespublikaMoskovskaya oblast’MoskvaMurmanskaya oblast’Nenetskiy avtonomnyy okrugNizhegorodskaya oblast’Novgorodskaya oblast’Novosibirskaya oblast’Omskaya oblast’Orenburgskaya oblast’Orlovskaya oblast’Penzenskaya oblast’Permskiy krayPrimorskiy krayPskovskaya oblast’Rostovskaya oblast’Ryazanskaya oblast’ Саха, РеспубликаСахалинская область’Самарская область’Санкт-ПетербургСаратовская область’Северная Осетия-Алания, РеспубликаСмоленская область’Ставропольский крайСвердловская область’Тамбовская область’Татарстан, РеспубликаТомская область’Тульская область’Тверская областьУниверситетская РеспубликаТюменская область,Тюменская область ‘Яновская область’Владимирская область’Волгоградская область’Вологодская область’Воронежская область’Ямало-Ненецкий автономный округЯрославская область’Еврейская автономная область’Забайкальский крайЦентральный СингапурСеверо-ВостокСеверо-ЗападЮг ВостокЮг-ЗападКоруньяАлава / АрабаАльбасетеАликанте / AlacantAlmeríaAsturiasÁvilaBadajozBalearsBarcelonaBurgosCáceresCádizCantabriaCastellón / CastellóCiudad RealCórdobaCuencaGironaGranadaGuadalajaraGuipúzcoa / GipuzkoaHuelvaHuescaJaénLa RiojaLas PalmasLeónLleidaLugoMadridMálagaMurciaNavarra / NafarroaOurensePalenciaPontevedraSalamancaSanta Cruz de TenerifeSegoviaSevillaSoriaTarragonaTeruelToledoValencia / ValènciaValladolidVizcaya / BizkaiaZamoraZaragozaAargauAppenzell AusserrhodenAppenzell InnerrhodenBasel-LandschaftBasel-StadtBernFribourgGenèveGlarusGraubündenJuraLuzernNeuchâtelNidwaldenObwaldenSankt GallenSchaffhausenSchwyzSolothurnThurgauTicinoUriValaisVaudZugZürichChanghua CountyChiayi CityChiayi CountyHsinchu CityHsinchu CountyHualien CountyKaohsiung CityKaohsiung CountyKeelung CityMiaoli CountyNantou CountyPenghu CountyPingtung CountyTaichung CityTaichung CountyTainan CityTainan CountyTaipei CityTaipei CountyTaitung CountyTaoyuan CountyYilan CountyYunlin CountyŞırnakŞanlıurfaİstanbulİzmirAğrıAd?yamanAdanaAfyonkarahisarAksarayAmas yaAnkaraAntalyaArdahanArtvinAydınBalıkesirBartınBatmanBayburtBilecikBingölBitlisBoluBurdurBursaÇanakkaleÇankırıÇorumDenizliDiyarbakırDüzceEdirneElazığErzincanErzurumEskişehirGaziantepGiresunGümüşhaneHakkâriHatayIğdırIspartaKırşehirKırıkkaleKırklareliKahramanmaraşKarabükKaramanKarsKastamonuKayseriKilisKocaeliKonyaKütahyaMalatyaManisaMardinMersinMuşMuğlaNevşehirNiğdeOrduOsmaniyeRizeSakaryaSamsunSiirtSinopSivasTekirdağTokatTrabzonTunceliUşakVanYalovaYozgatZonguldakCrimeaCherkasyChernihivChernivtsiDnipropetrovskDonetskIvano-FrankivskKharkivKhersonKhmelnytskyiKirovohradKyivLuhanskLvivMykolaivOdesaPoltavaRivneSumyTernopilVinnytsiaVolynZakarpattiaZaporzhzhiaZhytomyrAberdeen CityAberdeenshireAngusAntrimArgyll and ButeArmaghAvonBanffshireBedfordshireBerkshireBlaenau GwentBordersBridgendBristolBuckinghamshireCaerphillyCambridgeshireCardiffCarmarthenshireCeredigionChannel IslandsCheshireClackmannanshireClevelandConwyCornwallCumbriaDenbighshireDerbyshireDevonDorsetDownDumfries and GallowayDurhamEa st AyrshireEast DunbartonshireEast LothianEast RenfrewshireEast Riding of YorkshireEast SussexEdinburghEssexFalkirkFermanaghFifeFlintshireGlasgowGloucestershireGreater ManchesterGwyneddHampshireHerefordshireHertfordshireHighlandHumbersideInverclydeIsle of AngleseyIsle of ManIsle of WightIsles of ScillyKentLancashireLeicestershireLincolnshireLondonLondonderryMerseysideMerthyr TydfilMiddlesexMidlothianMonmouthshireMorayNeath Port TalbotNewportNorfolkNorth AyrshireNorth East LincolnshireNorth LanarkshireNorth YorkshireNorthamptonshireNorthumberlandNottinghamshireOrkneyOuter HebridesOxfordshirePembrokeshirePerthshire and KinrossPowysRenfrewshireRhondda, Cynon, TaffRoxburghshireRutlandShetlandShropshireSomersetSouth AyrshireSouth LanarkshireSouth YorkshireStaffordshireStirlingSuffolkSurreySwanseaTorfaenTyne and WearTyroneVale of GlamorganWarwickshireWest DunbartonshireWest LothianWest MidlandsWest SussexWest YorkshireWiltshireWorcestershireWrexhamAlabamaAlaskaAmerican SamoaArizonaArkansasCa liforniaColoradoConnecticutDelawareDistrict of ColumbiaFederated MicronesiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarshall IslandsMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Minor Outlying IslandsUS Virgin IslandsUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyoming
Промышленность
— Нет — Академические и научные исследованияАэрокосмическая и оборонная промышленностьСтоматологияЗдравоохранениеПроизводство и прототипированиеТранспорт и автоспорт
Подотрасль
— Select -Medical Device ManufacturersMedical Contract ManufacturersHospital or Medical ClinicMedical SchoolsOther HealthcareDental ClinicsDental Equipment ManufacturersDental LabsDental SchoolsOther DentalMilitary AviationCommercial AviationDefenseSpace & UAVOther Aerospace & DefenseAutomotiveTruck, Bus & RailMotorsportsAftermarket & ServiceRecreation & MarineOther Transportation3D Printing Service BureausFoundriesElectronics & ConnectorsSemiconductorTurbomachineryJewelryConsumer & Durable GoodsOther Manufacturing
Адрес
Почтовый индекс
Должностной уровень
— Выберите уровень работы —C-LevelPresident или VPDirectorManagerProfessional StaffConsultant or ContractorIntern or StudentHobbyist
Должностная функция
— Выберите должность —Инженерия — Разработка программного обеспечения — Производство оборудования Финансы IT Юридические услуги Маркетинг Закупки Продажи Техник по обслуживанию — Техник по обслуживанию оборудования — Другое
Уровень интереса
— Выберите интересующий вас уровень —Начало исследованияОценка решений и конкурентовЗаинтересованы в покупке через 1-3 месяцаЗаинтересованы в покупке в течение 3-6 месяцевЗаинтересованы в покупке в течение 6-12 месяцевЯ хотел бы поговорить со специалистом по решениямУ меня проблема или вопрос
Область интереса
— Выберите -Принтеры• Профессиональный принтер (ColorJet, MultiJet)• Производственный принтер (SLA, SLS, Metal/DMP)• Рисунок 4• Titan Additive• Другое программное обеспечениеHaptics• HapticsHealthcare• Виртуальное хирургическое планирование• Анатомическое моделирование• Kumovis Additive
3D-принтер
— Выберите -MJP• ProJet 2500• ProJet 2500 Plus• ProJet 2500W• ProJet 2500 IC• ProJet 3600• ProJet 5600CJP• ProJet 260 Plus• Projet 360• ProJet 460 Plus• ProJet 660Pro• ProJet 860ProDMP• DMP Flex 100• DMP 200• ProX 200 Flex 200• DMP Flex 350• DMP Factory 350• DMP Factory 500• ProX 100• ProX 300SLS• SLS 6100• SLS 380• sPro 140• sPro 230SLA• SLA 750• ProJet 6000• ProJet 7000• ProX 800• ProX 950Рисунок 4• Рисунок 4 Автономный• Рисунок 4 Модульный• Рисунок 4 Производство• Рисунок 4 Ювелирные изделияNextDent• NextDent 5100Kumovis• Kumovis R1Atlas• Atlas H• Atlas HSMaterialsBioprinter
Программный продукт
— Выберите -3D Connect Manage3D Connect ServiceУслуги 3D-моделирования3D Sprint3D Sprint Pro для SLA3DXpertGeomagic Control XGeomagic Design XGeomagic для SOLIDWORKSGeomagic FreeformGeomagic SculptGeomagic TouchGeomagic Touch XGeomagic WrapOpenHapticsPhantom Premium
Область интереса
— Select -Проектирование и производство медицинских устройствМедицинские симуляторыАнатомические моделиПрограммное обеспечение D2PСтоматологические услуги по производству и дизайну
Я согласен получать сообщения 3D Systems Communications
Хотите получать специальные предложения, обновления продуктов и новости о событиях от 3D Systems? Нажимая «Да», вы соглашаетесь получать последующие сообщения от 3D Systems или наших партнеров. Вы также можете отказаться от общения в любое время. Нажмите здесь, чтобы ознакомиться с нашей Политикой конфиденциальности, или нажмите здесь, чтобы управлять своими настройками.
Вы также можете отказаться от общения в любое время. Нажмите здесь, чтобы ознакомиться с нашей Политикой конфиденциальности, или нажмите здесь, чтобы управлять своими настройками.
Область интереса
— Нет -Модели внешнего видаЛитье из уретанаCJPCNCCNC МеталлЧПУ пластикЛитье под давлениемЦифровая обработка/сканированиеDMPИнженерные проектыFDMЛитье под давлениемИнструментальная оснасткаЛитье по выплавляемым моделямВыкройка для литья по выплавляемым моделямМеталлическое литьеMJPMJP-ElastomersQuick Cast PatternsRIMЛистовой металлSLASLSИнструментыВакуумное литьеВакуумная формовка
Пользовательская область интереса
PPP
PST
Программное обеспечение
Здравоохранение
ODM
Область интереса Требуется
Этот сайт защищен reCAPTCHA. Применяются Политика конфиденциальности и Условия использования Google.
Селективное лазерное спекание (SLS) | 3D-печать
Спинка
Материалы
Материалы по услугам
Литье под давлениемОбработка с ЧПУ3D-печатьЛистовой металл
Материалы по типу
Пластмассы, Металлы, Эластомеры
Ссылки по теме
Смола, поставляемая заказчиком, Цвета
Руководство по альтернативам материалам для литья под давлением
Борьба с нехваткой термопластичных материалов? Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Скачать
Ресурсы
Советы по дизайну
Руководства и отчеты о тенденциях
Тематические исследования
Вспомогательные средства дизайна
Вебинары и выставкиБлог
Ролики
Часто задаваемые вопросы
Педагоги и студенты
ГлоссарийОтрасли
Медицинский
Аэрокосмическая промышленность
Автомобильный
Бытовая электроника
Промышленное оборудованиеО нас
Кто мы
Почему Протолабс?
Исследования и разработки
Награда за крутую идею
Партнерские отношения
Устойчивое развитие и социальное воздействиеКарьера
Инвесторы
Места
Нажимать
ЗакупкиСвяжитесь с нами
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
СШАТелефон: 877.479.3680
Факс: 763.479.2679
E: [email protected]Лучшее в своем классе онлайн-предложение
включает производственный анализ, помогающий повысить технологичность изготовления деталей.
 В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.Узнать больше
Получить предложениеВойти
ЗАГРУЗИТЬ ЧАСТЬ
Сертификаты
ISO 9001:2015 | AS9100D | Зарегистрировано в ITAR
Перейти к разделу
→ Возможности
→ Материалы
→ Отделка поверхности
→ 3D-принтеры SLS
→ О селективном лазерном спекании прототипы и функциональные производственные детали всего за 1 день. Доступны различные материалы на основе нейлона и термопластичный полиуретан (ТПУ), которые позволяют создавать высокопрочные конечные детали, требующие термостойкости, химической стойкости, гибкости или стабильности размеров. При 3D-печати SLS не требуются опорные конструкции, что упрощает объединение нескольких деталей в одну сборку и является экономичным решением, когда требуются большие объемы 3D-печатных деталей.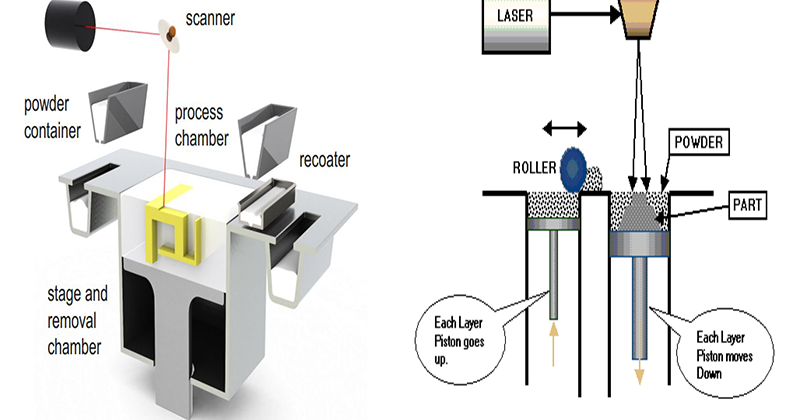
Обычно селективное лазерное спекание используется:
- приспособления и приспособления
- корпуса
- защелки и живые петли
Если у вас возникли проблемы с получением руководства, нажмите здесь, чтобы загрузить его.
Подробное руководство по 3D-печати
Наше подробное руководство описывает весь процесс аддитивного производства — от прототипирования до производства.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0011
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Зачем использовать SLS?
Узнайте, как SLS использует настоящие термопластические и эластомерные материалы для производства деталей с хорошими механическими свойствами. Готовые детали можно использовать для тестирования будущих конструкций литья под давлением или в качестве функциональных компонентов для конечного использования.
Руководство по проектированию для селективного лазерного спекания (SLS)
Наши основные рекомендации по селективному лазерному спеканию включают важные аспекты проектирования, помогающие повысить технологичность деталей, улучшить внешний вид и сократить общее время производства.
| США | Метрическая | |
|---|---|---|
| Все материалы SLS | 10,6 дюйма x 12,6 дюйма x 16 дюймов | 269 мм х 304 мм х 406 мм |
| PA12 | 19 дюймов x 19 дюймов x 17 дюймов | 482 мм х 482 мм х 431 мм |
| США | Метрическая | |
|---|---|---|
| Толщина слоя | 0,004 дюйма | 0,1016 мм |
| США | Метрическая система | |
| Минимальная толщина стенки | 0,030 дюйма | 0,762 мм |
| США | Метрическая система | |
| Нейлон | 0,03 дюйма | 0,762 мм |
| ПП и ТПУ | 0,04 дюйма | 1,01 мм |
Допуски SLS
Для хорошо спроектированных деталей обычно можно достичь допусков ±0,010 дюйма (0,25 мм) плюс 0,1% от номинальной длины .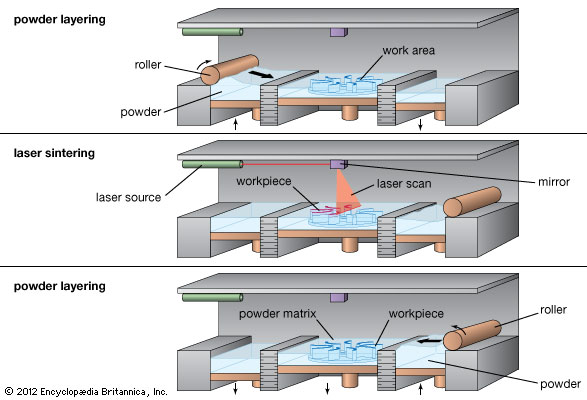 Обратите внимание, что допуски могут меняться в зависимости от геометрии детали.
Обратите внимание, что допуски могут меняться в зависимости от геометрии детали.
Деформация деталей SLS
Детали больших размеров (>7 дюймов) и детали с тонкими элементами наиболее подвержены деформации. Мы рекомендуем поддерживать одинаковую толщину 0,125 дюйма (3,175 мм) для обеспечения стабильности.
| Стандарт | Дробеструйная обработка для удаления всего порошка, что оставляет однородную общую текстуру. |
| Пользовательский | Дополнительные варианты включают грунтовку или краску, которые можно наносить, а также метчики и вставки. |
Максимальные размеры
Толщина слоя/разрешение
Толщина стенки
Минимальный размер элемента
Допуски
Деформация
Варианты отделки поверхности
Материалы для селективного лазерного спекания (SLS)
PA 11 Черный (PA 850)
PA 11 Черный (PA 850) обеспечивает пластичность и гибкость без ущерба для прочности на растяжение и термостойкости. Эти характеристики делают PA 850 широко используемым материалом общего назначения для функциональных и движущихся частей.
Эти характеристики делают PA 850 широко используемым материалом общего назначения для функциональных и движущихся частей.
Основные преимущества
ПА 12 Белый (ПА 650)
PA 12 Белый (PA 650) — это материал, который можно использовать для изготовления изделий общего назначения, таких как функциональные детали и детали конечного назначения. PA 650 является самым прочным из ненаполненных нейлоновых материалов и немного жестче, чем PA 11 Black.
Основные преимущества
- Экономичный выбор материалов
- Прочность и жесткость
PA12 с минеральным наполнителем (PA620-MF)
PA12 Mineral-Filled (PA620-MF) представляет собой полиамидный порошок с 25% наполнителем из минерального волокна. Содержание волокна значительно увеличивает жесткость и HDT (до 363 °F). Это хороший вариант материала, когда важными требованиями являются жесткость и устойчивость к высоким температурам.
Основные преимущества
- Самая высокая жесткость среди всех нейлонов, произведенных методом аддитивного производства
- Термостойкость
PA12 40% стеклонаполненный (PA614-GS)
PA12 40% Glass-Filled (PA614-GS) представляет собой порошок PA, наполненный стеклянными шариками, которые придают ему жесткость и стабильность размеров. Этот материал является идеальным кандидатом для деталей, требующих долговременной износостойкости. Из-за добавки стекла он имеет меньшую ударную прочность и прочность на растяжение по сравнению с другими нейлонами.
Основные преимущества
- Долговременная износостойкость
- Повышенная жесткость
Полипропилен Натуральный
Полипропилен Натуральный обладает свойствами химической стойкости, которые являются лучшими среди предлагаемых материалов SLS и MJF. Этот прочный и долговечный, но в то же время гибкий материал обеспечивает устойчивость к большинству кислот и является вариантом материала с малым весом.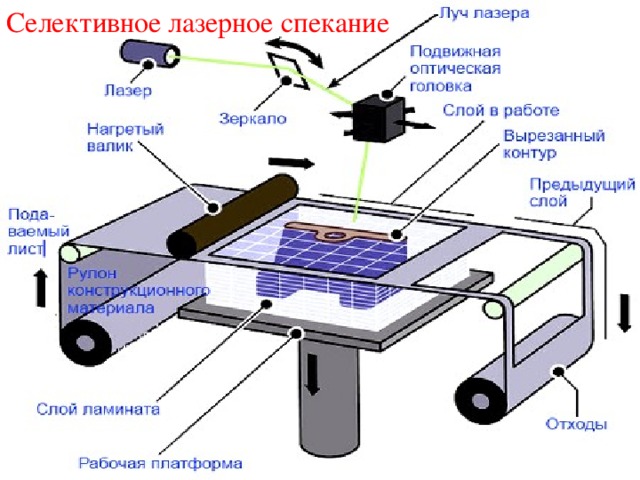
Основные преимущества
- Химическая стойкость
- Прочный, легкий материал
ТПУ 70-А
TPU 70-A — это белый термопластичный полиуретан, который сочетает в себе резиноподобную эластичность и удлинение с хорошей устойчивостью к истиранию и ударопрочности. Подобное резине качество этого материала делает его идеальным для уплотнений, прокладок, захватов, шлангов и любых других изделий, где требуется превосходная устойчивость к динамическим нагрузкам.
Основные преимущества
- Высокое удлинение при разрыве
- Гибкость
Сравнить свойства материалов
- US
- Метрическая
| Материал | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|
| ПА 11 Черный (ПА 850) | Черный | 7,54 тыс.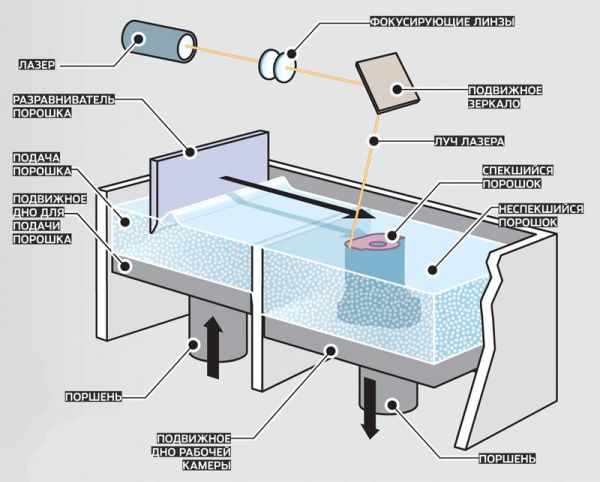 фунтов/кв.дюйм фунтов/кв.дюйм | 261 тыс.фунтов/кв.дюйм | 30% |
| ПА 12 Белый (ПА 650) | Белый | 7,25 тыс.фунтов/кв.дюйм | 290 тысяч фунтов на квадратный дюйм | 11% |
| PA 12 с минеральным наполнителем (Duraform HST) | Светло-серый | 5,51 тыс.фунтов/кв.дюйм | 450 тысяч фунтов/кв. дюйм | 3% |
| PA 12 40% стеклонаполненный (PA 614-GS) | Белый | 7,25 тыс.фунтов/кв.дюйм | 522 тыс.фунтов/кв.дюйм | 5% |
| Полипропилен Натуральный | натуральный | 2,61 тыс.фунтов/кв.дюйм | 123 тыс.фунтов/кв.дюйм | 15% |
| ТПУ 70-А | Белый | 580 фунтов на кв. дюйм | 210% |
| Материал | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|
| ПА 12 Белый (ПА 650) | Белый | 50,0 МПа | 2000 МПа | 11% |
| ПА 11 Черный (ПА 850) | Черный | 52 МПа | 1800 МПа | 30% |
| PA 12 с минеральным наполнителем (Duraform HST) | Светло-серый | 38 МПа | 3100 МПа | 3% |
| PA 12 40% стеклонаполненный (PA 614-GS) | Белый | 50 МПа | 3600 МПа | 5% |
| Полипропилен Натуральный | натуральный | 18 МПа | 848 МПа | 15% |
| ТПУ 70-А | Белый | 4,0 МПа | 210% |
Эти цифры являются приблизительными и зависят от ряда факторов, включая, помимо прочего, параметры машины и процесса. Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Поверхностная обработка деталей SLS
Поверхностная обработка деталей SLS обычно более грубая, чем при использовании других технологий 3D-печати — она может варьироваться от 100 до 250 RMS . Мы также подвергаем дробеструйной очистке большинство деталей клиентов, чтобы удалить рассыпчатую пудру и создать гладкую матовую поверхность.
Материал: PA12, 40 % стеклонаполненный (PA614-GS)
Разрешение: Нормальное (толщина слоя 0,004 дюйма)
Отделка: Стандартная
7 Материал 9002 PA11 Черный (PA850)
Разрешение: Нормальное (толщина слоя 0,004 дюйма)
Финишное покрытие: Стандартное
Наши 3D-принтеры SLS
Наше оборудование SLS включает машины sPro140, которые имеют самый большой в мире объем печати и спекание. оснащены полностью цифровыми высокоскоростными системами сканирования, непревзойденной согласованностью процесса и закрытыми системами смешивания и доставки порошка для надежного качества деталей. Мы также используем станки sPro60, которые позволяют работать с несколькими материалами и обеспечивают высокую производительность.
оснащены полностью цифровыми высокоскоростными системами сканирования, непревзойденной согласованностью процесса и закрытыми системами смешивания и доставки порошка для надежного качества деталей. Мы также используем станки sPro60, которые позволяют работать с несколькими материалами и обеспечивают высокую производительность.
Как работает 3D-печать SLS?
Машина SLS начинает спекать каждый слой геометрии детали в нагретом слое порошка на основе нейлона. После расплавления каждого слоя валик перемещается по основанию, чтобы распределить следующий слой порошка. Процесс повторяется слой за слоем, пока сборка не будет завершена.
Когда сборка закончена, весь порошковый слой с герметизированными частями перемещается в станцию разбивки, где он поднимается и детали выламываются из слоя. Первоначальная чистка проводится вручную, чтобы удалить большую часть рыхлого порошка. Затем детали подвергаются дробеструйной очистке, чтобы удалить любой оставшийся остаток порошка, прежде чем они попадут в отдел отделки.
Экскурсия по нашему цеху 3D-печати
Совершите небольшую экскурсию по нашему аддитивному производству в Северной Каролине, одному из крупнейших в мире предприятий по 3D-печати, чтобы увидеть, как мы создаем высококачественные прототипы и полнофункциональные конечные изделия. использовать узлы и агрегаты.
Основы дизайна для 3D-печати
Справочное руководство по Основам 3D-печати содержит рекомендации и основные рекомендации по проектированию процессов промышленной 3D-печати.
ЗАГРУЗИТЬ >
Руководство по финишной обработке поверхности для 3D-печати
Загрузите это краткое справочное руководство, в котором рассматриваются все варианты финишной отделки поверхности в наших шести технологиях аддитивного производства.
СКАЧАТЬ >
Ресурсы
Как проектировать для нейлоновой 3D-печати
Примите во внимание эти рекомендации при проектировании для Multi Jet Fusion и селективного лазерного спекания.
Всего комментариев: 0