Ручной бур цена: Земляной ручной бур для столбов, садовый бур
Земляной ручной бур для столбов, садовый бур
Буры для земляных работ
Ручной бур для земляных работ — это популярное, и весьма нужное приспособление, применяемое на частных садовых участках, а также при строительных работах небольших архитектурных конфигураций и малом строительстве. Для изготовления глубоких отверстий в почве понадобятся приобрести особенный инструментарий – ручной земляной бур. Он крайне необходим при внесении подкормки для насаждений и при ссаживании рассады. Бур для земляных работ необходим при монтаже лавочек, качелей и прочих сооружений с основанием, врываемых в землю.
Для того чтобы монтировать бревно вам понадобится ручной бур для земляных работ. Изготовив пробоину в земле с его содействием, вы сумеете поставить сваю или путевой знак, прилунить дерево или кустовник. При использовании штыковой лопаты выполнить размер предполагаемого отверстия менее по ширине штыка нет возможности. При всем том больший объем заготовленного отверстия это, как правило перерасходование бетонного раствора при установке столба, или излишняя трата сил на восстановление урванного грунта обратно в впадинку с дальнейшим его уплотнением. И все это не думая о рабочего времени, затраченного проще говоря бесполезно. В случае, если необходимо установить десять опор, перерасходование стройматериалов и вашего времени, а также сил оборачивается в большой ком: чем большее количество лунок необходимо сделать в грунте, тем наименее интересным предполагается начинание.
И все это не думая о рабочего времени, затраченного проще говоря бесполезно. В случае, если необходимо установить десять опор, перерасходование стройматериалов и вашего времени, а также сил оборачивается в большой ком: чем большее количество лунок необходимо сделать в грунте, тем наименее интересным предполагается начинание.
Преимущества
С помощью данного садового бура допускается реализовывать в почве дырки установленного диаметра, притом совершать это скоро и ювелирно. При этом из отверстия не вылезает дополнительная почва, что, конечно же, обеспечивает значительную экономию строительного бетона. Преимущество к экономности стройматериалов, весьма уменьшается время подготовления отверстий, а также старания, необходимые на монтаж отдельного столба.
Конструкция
Основная рабочая частность ручного шнекового бура для земляных работ является — шнек. От конфигурации шнека напрямую зависит величина применяемых напряжений и поспешность бурения, а от надлежащего качества материала, из которого выделан шнек — это его износостойкость. Ручной бур для столбов оборудован шнеком из первоклассной стали, что предоставляет гарантию эксплуатировать его достаточно длительное время.
Ручной бур для столбов оборудован шнеком из первоклассной стали, что предоставляет гарантию эксплуатировать его достаточно длительное время.
Земляной бур характеризуется свойственной Т-образной конструкцией. Производственная часть размещена с одной стороны стержня, с противоположной позиции фиксируется рукоятка. Один или два режущих частей в форме шнеков и заостренный наконечник располагаются на работоспособной части.
Для бурения ходовая сторона располагается на место желаемого отверстия. Требуется поднажать на орудие, для того чтобы жало вошло в землю, в результате чего следует вертеть рукоять. При вращении земляного бура наконечник вворачивается в почву, развертывание лунки совершается при содействия разрезающего сегмента.
Эксплуатация земляного ямобура
Инструмент разрешено эксплуатировать для грунтовых слоев с твердыми включениями (например, камнями) и крепкой структурой. Конструкция изготовлена из крепкой стали, что в свою очередь не позволяет буру деформироваться.
Конструкция изготовлена из крепкой стали, что в свою очередь не позволяет буру деформироваться.
Основные параметры
Размер скважин. В зависимости от параметров режущих частей, приспособление даёт возможность сделать лунки диаметром 100-300 мм. Для посадки рассады довольно модели земляного бура с максимальным диаметром 150 мм. Для выделывания ям для строительно-монтажных процессов и под посадку дерева желательно подбирать устройство на 200-300 мм.
Глубина бурения. На сегодняшний день можно купить садовый бур для скважин глубиной до 1 метра. Длина обусловливает глубину просверливаемого отверстия и может быть до 1100 мм.
Ручной бур в категории «Инструмент»
Ручной бур Spear & Jackson
На складе
Доставка по Украине
1 500 грн
Купить
Бур ручной садовый (2 насадки)
Доставка из г. Харьков
450 грн/ед.
Купить
Харьков
Бур ручной к грунту T-образный Ø= 140 мм FLO 35668 (Польша)
На складе
Доставка по Украине
по 1 019. 15 грн
15 грн
от 2 продавцов
1 019.15 грн
1 199 грн
Купить
Бур ручной к грунту T-образный Ø= 110 мм FLO 35667 (Польша)
На складе
Доставка по Украине
по 963.05 грн
от 2 продавцов
963.05 грн
1 133 грн
Купить
Бур ручной к грунту T-образный Ø= 230 мм FLO 35672 (Польша)
На складе
Доставка по Украине
по 1 309 грн
от 2 продавцов
1 309 грн
1 540 грн
Купить
Бур для пляжного зонта Stenson 43х9.5 см (Серый), бур ручной для пляжного зонта , для парасольки (ST)
Доставка по Украине
77 — 135 грн
от 4 продавцов
92 грн
Купить
Бур шнековый ручной (140 мм, 200 мм)
Доставка по Украине
1 500 грн
Купить
Бур ручний до грунту T-подібний FLO, Ø= 250 мм, робоча h= 250 мм [24]
На складе
Доставка по Украине
1 377 — 1 515.25 грн
от 3 продавцов
1 515. 25 грн
25 грн
1 595 грн
Купить
Бур ручний до грунту T-подібний FLO, Ø= 170 мм, робоча h= 220 мм [50]
На складе
Доставка по Украине
1 149.50 грн
1 210 грн
Купить
Бур ручний до грунту T-подібний FLO, Ø= 110 мм [50]
На складе
Доставка по Украине
978 — 1 076.35 грн
от 2 продавцов
1 076.35 грн
1 133 грн
Купить
Бур ручний до грунту T-подібний FLO, Ø= 140 мм [50]
На складе
Доставка по Украине
1 035 — 1 139.05 грн
от 2 продавцов
1 139.05 грн
1 199 грн
Купить
Бур ручний до грунту T-подібний FLO, Ø= 200 мм [30]
На складе
Доставка по Украине
1 491 грн
Купить
БУР РУЧНОЙ T-ОБРАЗНЫЙ FLO 250/250 ММ
Доставка по Украине
по 1 355.75 грн
от 2 продавцов
1 355.75 грн
1 595 грн
Купить
БУР РУЧНОЙ T-ОБРАЗНЫЙ FLO 220/170 ММ
Доставка по Украине
по 1 028. 5 грн
5 грн
от 2 продавцов
1 028.50 грн
1 210 грн
Купить
Ручной бур-шнек 100мм, 80см professional Sturm EAh200-800P
На складе в г. Ровно
Доставка по Украине
1 185 грн
Купить
Смотрите также
Ручной бур-шнек 150мм, 100см professional Sturm EAh250-1000P
На складе в г. Ровно
Доставка по Украине
1 803 грн
Купить
Ручной бур-шнек 150×1000 мм, Sturm EAh250-1000P
Доставка из г. Днепр
1 803 грн
Купить
Бур ручной к грунту T-образный Ø= 140 мм FLO 35668 (Польша)
Доставка по Украине
1 019.15 — 1 067.11 грн
от 6 продавцов
1 019.15 грн
1 199 грн
Купить
Бур ручной к грунту T-образный Ø= 230 мм FLO 35672 (Польша)
Доставка по Украине
1 309 — 1 370.6 грн
от 6 продавцов
1 309 грн
1 540 грн
Купить
Ручной бур-шнек 150мм, 100см professional Sturm EAh250-1000P
Доставка из г. Кривой Рог
Кривой Рог
1 803 грн
Купить
Кривой Рог
Бур для пляжного зонта Stenson 43х9.5 см (Серый), бур ручной для пляжного зонта , для парасольки «T-s»
На складе в г. Киев
Доставка по Украине
169 грн
189 грн
Купить
Бур ручной для пляжного зонта Stenson Jo-1273 30см Желтый, подставка для пляжного зонта, для парасольки «T-s»
На складе в г. Киев
Доставка по Украине
119 грн
Купить
Бур для пляжного зонта 43х9.5 см (Серый), бур ручной для пляжного зонта, для парасольки (FV)
Доставка из г. Киев
77 грн
96.25 грн
Купить
Бур ручной для пляжного зонта Stenson Jo-1273 30см Желтый, подставка для пляжного зонта, для парасольки (FV)
Доставка из г. Киев
27 грн
33.75 грн
Купить
Бур садовый, ручной (две насадки 150 мм., 200 мм.)
Доставка из г. Киев
549 грн
Купить
Ручной бур Aquatec 50 см для установки Тензиометра
Под заказ
Доставка по Украине
3 533 грн
Купить
Ручной бур Aquatec 80 см для установки Тензиометра
Под заказ
Доставка по Украине
3 695 грн
Купить
Ручной бур Aquatec 110 см для установки Тензиометра
Под заказ
Доставка по Украине
3 857 грн
Купить
Нож ручной работы «Бурый медведь»
Под заказ
Доставка по Украине
по 2 600 грн
от 2 продавцов
2 600 грн
Купить
Ручная дрель Millers Falls № 2
ДОСТУПНЫЙ | ||
Ручная дрель Millers Falls № 2 — ок. 1906 г. 1906 г.Ручки Кокоболо! | ||
Цена: $295.00
Гладкий оператор. | Это очень редкий образец сверла, датированного 19 веком.06. Это сверло № 2, оснащенное Дрель не имеет маркировки на пластине кривошипа и Немедленная доставка! Международные покупатели получат отдельный счет с | |
ПРОДАЛ! | ||
| Ручная дрель Millers Falls № 2 — Стандартная версия 1938 года | ||
Цена: $255.00 Цена продажи: $217.00
Гладкий оператор. | Этот выпуск был запущен в производство в 1938 году и просуществовал до Каталог Millers Falls описывает эту дрель как: Односкоростная ручная дрель с двумя Главная рукоятка из твердых пород дерева с Немедленная доставка! Международные покупатели получат отдельный счет с ссылка | |
ПРОДАЛ! | ||
| Ручная дрель Millers Falls № 2 — 1929 г. Ручка из тигрового дерева! | ||
Цена: $280.00 ЦЕНА ПРОДАЖИ: Пункт: 229-№2-1929-05Т
Гладкий оператор. | Редкий МФ №2, построенный на базе 1929 г. Во-первых, тигровая древесина используется для основной рукоятки и Немедленная доставка! Международные покупатели получат отдельный счет с ссылка | |
ПРОДАЛ! | ||

 Каркас из ковкого железа покрыт черной эмалью. Водить машину
Каркас из ковкого железа покрыт черной эмалью. Водить машину
Доступные сверла | ||
В связи с постоянным спросом я не могу ничего выкладывать. | ||
Ручная дрель Millers Falls № 2 -1921. | ||
Цена: 270 долларов США
Подробное описание с фотографиями Предзаказ | Миллерс Фолс Редкая тропическая древесина; ковкое железо, черная эмалированная оправа; большая шестерня Рукоятка с полым концом, с завинчивающейся крышкой, форма которой позволяет использовать инструмент в качестве Патрон модели «Звезда» с 3 кулачками, открывающимися с пружинами, которые Международные покупатели получат отдельный счет с | |
Ручная дрель Millers Falls № 2 -1929. | ||
Цена: 275 долларов США |
Миллерс Фолс Редкая тропическая древесина; ковкое железо, черная эмалированная оправа; большая шестерня Рукоятка с полым концом, с завинчивающейся крышкой, форма которой позволяет использовать инструмент в качестве Международные покупатели получат отдельный счет с | |
Ручная дрель Millers Falls № 2 — Издание 1938 г. | ||
Цена: $265,00 | Этот выпуск был запущен в производство в 1938 году и просуществовал до В каталоге Millers Falls № 35 эта дрель описывается как: Односкоростная ручная дрель с двумя Международные покупатели получат отдельный счет с | |
Ручная дрель Millers Falls № 2 — Издание 1938 года. Ручка из тигрового дерева. | ||
Цена: $275,00 | Этот выпуск был запущен в производство в 1938 году и просуществовал до В каталоге Millers Falls № 35 эта дрель описывается как: Односкоростная ручная дрель с двумя Международные покупатели получат отдельный счет с | |
Ручная дрель Millers Falls № 2A -1957 | ||
Цена: 255 долларов США
Подробное описание с фото | Этот выпуск был запущен в производство в 1957 году. Миллерс Фолс
Односкоростная ручная дрель с двумя шестернями. Литье под давлением, железный каркас
Шариковый упорный подшипник на шпинделе. Трехчелюстной,
Международные покупатели получат отдельный счет с | |






Ручная дрель Millers Falls № 3 — 1915 г. | ||
Цена: | В каталоге Millers Falls эта дрель описывается следующим образом: Изготовлен из стальной рамы с головкой и ручками из тонированного дерева твердых пород. Вращающийся ствол Ведущая шестерня окрашена в красный цвет. Яркие детали покрыты никелем. Международные покупатели получат отдельный счет с | |
Миллер Фолс Хэнд | ||
Цена: 220,00 долларов США | От Рамка Основной Международные покупатели получат отдельный счет с | |

 Привод
ПриводРучная дрель — Escape from Tarkov Wiki
в:
Инструменты
Английский
Посмотреть источник
Ручная дрель (Ручная дрель) входит в состав Побег из Таркова .
Содержимое
- 1 Описание
- 2 Убежище
- 3 Расположение
- 3.1 Развязка
- 3.2 Береговая линия
- 3.3 Таможня
- 3.4 Заводской
- 3,5 Вудс
- 4 Крафт
Описание
Редкая и старая вещь, почти не использовалась до конфликта. Впрочем, особенно полезно именно сейчас.
Убежище
- 1 необходимо получить для уровня тайника 2
Местоположение
- Спортивная сумка
- Ящик для инструментов
- Мертвый дикий
- Наземный тайник
- Закопанная бочка
- Ящик для технических принадлежностей
Развязка
- На полках склада Goshan
- На складских полках Idea
- На бочке рядом с дырой в заборе.
- На вершине бочки рядом со сломанным мостом спрятан тайник.
- В кузове тяжелого грузовика на железной дороге Exfil с цементным переходом за ним
Береговая линия
- На заправке/продовольственном магазине рядом со светлым тупиком
- В административных кабинетах санатория
- В комнате 301 западного крыла на этаже
- На коробке позади дома в деревне Светлый
- На столе в главном помещении радарных вышек
Таможня
- На стеллажах в контейнерах для хранения
- У электрической опоры, сидя на деревянных катушках
- В ремонтной мастерской, рядом с комнатой с зеленым экраном
- В одной из хижин возле лачуги трейлерного парка
- На складе заправки
Фабрика
- У погрузчика между силосами
Лес
- В первой комнате бункера Диких.

- Рядом с костром в «Месте мертвеца».
- На полу здания на дороге между автовокзалом и блокпостом ООН.
- На полке под землей в бункере Диких.
- На ящике в северо-восточном углу лагеря МЧС.
- In the ritual circle
Crafting
| x1 Hand drill + x1 Fierce Blow sledgehammer + x150 9x21mm P gzh + x2 Gunpowder «Hawk» + x1 Порох «Воздушный змей» + x2 Порох «Орел» + x3 Набор шурупов | → | Верстак, уровень 2 8 ч 45 мин | → | x150 9×21мм БТ гж | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| x1 Pliers Elite + x1 . гвозди | → | Верстак, уровень 2 9 ч 3 мин | → | x180 5,7×28 мм SS190 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| x1 Hand drill + x1 Pliers Elite + x180 4.  Токарное дело с чпу: Токарная обработка с ЧПУ — процессы, операции и оборудование часть 2Токарная обработка с ЧПУ — процессы, операции и оборудование часть 2Токарная обработка с ЧПУ – это современный способ обработки металла, позволяющий изготавливать различные металлоизделия с высокой точностью и в полном соответствии с государственными стандартами, нормативами, а также чертежами заказчика. Это вторая часть статьи про токарную обработку, процессы оборудования и операции с ней связанные, перед прочтением советуем ознакомится с первой Типы токарных станков:Широкий ассортимент токарных станков с ЧПУ предлагает широкий спектр возможностей. Каждый из них имеет уникальный набор функций, при этом некоторые из них более автоматизированы, чем другие. Таким образом, все находят своё применение, будь это небольшая мастерская с парой рабочих мест или серийное производство для больших количеств. Настольный токарный станок Название предполагает, что он достаточно мал, чтобы поставить его на верстак. Отличный выбор, чтобы выполнить общую механическую обработку или специальный инструмент для любителя, он может выполнять большую часть необходимых операций. Настольный токарный станок по металлу требует умелого мастера, так как в нём практически отсутствует автоматизация, что накладывает большую ответственность на оператора. Токарно-винторезный станок (он же токарный станок с механическим приводом) Самый распространенный вид токарного станка. Токарно-винторезный станок предназначен для выполнения разнообразных токарных работ по чёрным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб. Название токарный станок с механическим приводом закрепилось за рубежом с 19 века, когда паровая машина выделила этот образец среди других ручных токарных станков. С начала 20 века начался переход на электродвигатели. Использование редукторов в передней бабке упростило выбор скорости шпинделя, а высокоскоростные станки стали нормой. В результате токарные станки с ЧПУ могут выполнять обработку с ЧПУ на высоких скоростях, что приводит к сокращению сроков производства и снижению затрат. Хотя они все еще распространены в мастерских токарно-винторезные станки заложили основу для повышения производительности и автоматизации обработки. Инструментальный токарный станок Инструментальный токарный станок похож на токарно-винторезный станок, но у него есть несколько отличий. Обычно они меньше по размеру, и могут поместиться в более тесных помещениях. В то же время доступны некоторые дополнительные возможности, что делает его скорее машиной более высокого уровня, чем той которая подойдет новичку. Инструментальные токарные станки для цехов включают в себя патроны и цанги, конические приспособления, среди прочего, чего нет, например, в более простых станках. Токарные станки с револьверной головкой и цапфой Эти типы токарных станков в значительной степени взаимозаменяемы в зависимости от операций, которые они могут выполнять. Как вы узнали ранее, использование револьверной головки открывает широкий спектр возможностей для автоматизации. Кроме того, на одном рабочем месте можно выполнять гораздо больше операций. От точения и растачивания до сверления, нарезания резьбы и изготовления шпоночных пазов — все возможно без смены инструмента. Револьверная головка вмещает в себя всю необходимую оснастку сразу, так что вы можете легко переходить от одного процесса к другому. Сочетание ЧПУ с меньшим количеством ручных операций, производство почти идентичных обрабатываемых деталей партиями — сильная сторона токарных станков этого типа. Многошпиндельный токарный станок Многошпиндельный токарный станок, имеет более одного шпинделя. Дополнительная мощность особенно подходит для крупносерийного производства. Настройка машины требует довольно много времени, поэтому сочетание этого и высокой стоимости самой машины требует больших объемов производства, чтобы окупиться. Учитывая это, они могут создавать аналогичные детали с высокой точностью, малым временем цикла и очень небольшим объемом ручной работы, помимо начальной настройки. Таким образом, крупносерийное производство может значительно снизить стоимость обработки с ЧПУ. Токарный станок с ЧПУ Хотя некоторые из вышеупомянутых типов станков также поддерживают систему ЧПУ, полноценный токарный станок с ЧПУ заслуживает отдельного упоминания. ЧПУ относится к компьютерному числовому контролю, который в некоторой степени заботится об управлении станком. Это зависит от конкретного оборудования, так как они могут быть полностью автоматическими или полуавтоматическими. Полуавтоматические токарные станки с ЧПУ требуют немного больше работы от оператора станка, тогда как полностью автоматические центры могут делать все, от монтажа заготовок до смены инструментов. Высокоточные станки с ЧПУ — лучшее, что может предложить современная промышленность. Возможна оцифровка всего процесса от создания САПР до полностью готовой детали. Кроме того, кожухи значительно снижают риск во время обработки, поскольку рабочие фактически не подвергаются воздействию каких-либо движущихся компонентов, контролируя все необходимое с экрана компьютера. Идентификация оси на токарном станке с ЧПУ:Самый распространенный способ идентификации осей на традиционном токарном станке с ЧПУ выглядит так: Ось Z проходит параллельно оси заготовки. Таким образом, инструмент может перемещаться вдоль боковой поверхности материала, в то время как деталь вращается вокруг оси Z (C). Движение по оси Z определяет длину задания. Как видите, ось X перпендикулярна оси Z. Следовательно, инструмент может перемещаться к детали и от нее по оси X для определения диаметра детали. Различные операции:Токарная обработка с ЧПУ подходит для выполнения широкого круга операций. Точение:Точение — самая распространенная операция. Одноточечный инструмент перемещается вдоль оси заготовки для удаления материала с поверхности детали. Он может создавать различные контуры, такие как ступеньки, конусы и т. Д. Обычно для достижения конечного результата необходимо несколько проходов. Из-за высокой точности, достигаемой при точении, пределы и посадки обычно выбираются для системы отверстий. Достичь жестких допусков с помощью токарного станка с ЧПУ проще, чем делать то же самое при сверлении отверстия. Торцовка:Торцовка — удаляет слой материала с торца заготовки. Обычно цель состоит в том, чтобы достичь желаемой отделки поверхности. Прорезание канавок на токарном станке:Прорезание канавок. Как и при торцевании, инструмент движется перпендикулярно оси вращения. Вместо того, чтобы обрезать конец заготовки, где-то по бокам выполняется прорезание канавки. Инструмент для одноточечной токарной обработки может выполнять резку за один проход, если ширина пропила равна ширине инструмента. В противном случае потребуется несколько разрезов. Отрезка на токарном станке:Отрезка — название описывает эту операцию точения очень точно. Сам процесс выглядит как нарезание канавок, но режущий инструмент будет доходить до оси детали. Это означает, что он отрезает часть детали. Нарезка резьбы на токарном станке:Нарезка резьба. Здесь мы по-прежнему говорим о внешней операции. Таким образом, нарезание резьбы используется для нарезания резьбы на поверхности детали. Специфика потока может быть настроена, и для достижения конечного результата может потребоваться несколько проходов. Сверление на токарном станке:Сверление — первая внутренняя операция в этом списке. Говоря о традиционном точении, сверление может выполняться на конце заготовки, прямо по оси. Поскольку деталь все равно вращается, резец инструмента может оставаться неподвижным. Новые токарные центры с ЧПУ могут использовать подвижную оснастку для изготовления перпендикулярных отверстий по бокам или в других местах. Расточная операция:Расточная операция — противоположность точению. Все те же функции можно выполнять, только на внутренней поверхности. Расточка требует сначала некоторого сверления, чтобы освободить место для вставки инструментов в заготовку. Оттуда можно увеличить отверстие с помощью одноточечных резцов, а также добавить ступени, фаски и т. д. Операция развертка на токарном станке:Развертка — это процесс обработки, при котором инструмент с несколькими зубьями входит в существующее отверстие, чтобы увеличить его. Результат имеет очень гладкую поверхность с жесткими инженерными допусками. Сама операция изначально похожа на сверление. Нарезание резьбы внутри заготовки на токарном станке:Нарезание резьбы внутри заготовки — аналогично развертке, для данной операции требуется предварительно просверленное отверстие. Подходящие материалы для токарной обработки:Помимо типов токарных станков, которые мы описали ранее, есть другие категории, основанные на подходящих материалах для токарного станка. Для дерева, металла и стекла используются разные токарные станки, потому что все они требуют определенных качеств, а также скорости резки. Когда дело доходит до профиля материала, то приветствуются квадратные, круглые, шестиугольные заготовки и т. д. Следует учесть, наличие профиля, отличного от круглого, может пригодиться, если заключительная часть не является круглой на всех участках. Подходящие материалы для токарной обработки включают:
Вывод:Токарная обработка является одним из столпов обрабатывающей промышленности. Сегодня большие обрабатывающие центры с ЧПУ могут включать в себя как фрезерование с ЧПУ, так и токарную обработку. Фрезерование добавляют дополнительный уровень возможностей, делая эти станки действительно мощными для создания сложных деталей. Токарная обработка с ЧПУ — процессы, операции и оборудование часть 1Токарная обработка с ЧПУ является одним из основных методов производства цилиндрических деталей с различными контурами. В машиностроении нельзя обойти валы для передачи энергии от двигателя к движущимся частям. Валы, конечно, требуют точения. Что такое токарная обработка?Токарная обработка — это процесс субтрактивной обработки, который использует режущий инструмент для удаления материала для создания цилиндрических деталей. Термин токарная обработка относится к производству деталей путем резки на внешней поверхности. Противоположностью токарной обработки является растачивание, при котором токарные станки используются, например, для создания полых деталей. Токарный станок по металлу исторически является одним из первых станков для производства деталей полуавтоматическим способом. Сегодня большинство компаний предоставляют услуги токарной обработки с ЧПУ. Это означает, что процесс в значительной степени автоматизирован от начала до конца. ЧПУ означает числовое программное управление, что означает, что компьютеризированные системы берут на себя управление оборудованием. Входной сигнал — цифровой код. Это контролирует все движения инструмента и скорость вращения, а также другие вспомогательные действия, такие как использование охлаждающей жидкости. Токарный процесс с ЧПУ:Из чего на самом деле состоит процесс токарной обработке на станке с ЧПУ? Хотя сама вырезка довольно проста, мы рассмотрим здесь всю последовательность, которая фактически начинается с создания файла САПР. Шаги процесса:
CAD-дизайн и G-код:Первые 2 шага можно рассматривать как отдельные или идущие рука об руку. Один из способов — просто использовать программу САПР для создания файлов и отправки их в производство. Затем инженер-технолог создаст Gкод и Mкод для обработки. cad-cam для токарных операцийДругой способ — просто использовать программное обеспечение CAD-CAM, которое позволяет инженеру-конструктору проверить возможность производства детали. Мощные инструменты моделирования могут визуализировать весь процесс от сырья до конечного продукта, даже используя исходные данные, касающиеся требований к отделке. Наконец, есть также ручной способ создания кода. Даже мощные программы CAM не всегда могут сделать все точно, поэтому рекомендуется проверить закодированные инструкции. Настройка токарного станка:Далее идет настройка машины. Здесь роль оператора станка становится очевидной. Хотя современные токарные станки с ЧПУ выполняют большую часть работы автоматически, оператор по-прежнему играет жизненно важную роль. Шаги по настройке токарного центра с ЧПУ:
Револьверная головка станка ЧПУ. Производство деталей:Самый простой способ понять суть производства — это просто посмотреть видео выше. Сырье, как видно, не является круглым бруском, что является наиболее распространенным вариантом. Скорее всего, шестигранный профиль — это более эффективный способ избежать фрезерования с ЧПУ в дальнейшем. В зависимости от сложности детали может потребоваться один или несколько циклов. Время цикла токарной обработки включает:
Параметры токарной обработки:Параметры токарной обработки с ЧПУ зависят от различных аспектов. К ним относятся материал детали и инструмента, размер инструмента, требования к отделке и т. Основные параметры токарной обработки с ЧПУ:
Основные части токарного станка с ЧПУ:Теперь давайте рассмотрим на основные компоненты токарного центра. Передняя бабка Передняя бабка токарного станка с ЧПУ составляет переднюю часть станка. Именно здесь приводной двигатель находится вдоль механизмов, приводящих в действие шпиндель. Патрон или цанга крепятся к шпинделю. Любой из них, в свою очередь, удерживает заготовку во время токарной операции. Патрон и цанга Патрон захватывает обрабатываемую деталь своими губками. Задняя бабка Другой конец токарного центра с ЧПУ. Задняя бабка крепится непосредственно к станине и предназначена для поддержки более длинных заготовок. Пиноль задней бабки обеспечивает поддержку за счет гидравлической силы. Движущая сила по-прежнему идёт от шпинделя, а задняя бабка просто движется вместе с деталью. Использование задней бабки не подходит при необходимости торцевого точения, так как она будет мешать. Станина токарного станка Станина — это просто опорная плита, которая опирается на стол, поддерживая другие части машины. Каретка движется по станине, которая подвергается термообработке, чтобы выдерживать воздействие механической обработки. Каретка Каретка опирается на пути скольжения вдоль вращающейся заготовки. Она удерживает инструменты, позволяя протекать процессу резки. Башня Новые машины обычно поставляются с башней, которая заменяет каретку. Она может держать больше инструментов одновременно, что делает переключение с одной операции на другую менее трудоемким. Вращающиеся инструменты на станке с ЧПУОбрабатывающие центры с ЧПУ могут поставляться с вращающимися инструментами. В то время как одноточечные режущие инструменты подходят для большинства токарных операций, к вращающимся инструментам относятся фрезы, сверла и другие инструменты, которые имеют собственный привод. Это позволяет создавать шпоночные пазы или отверстия, перпендикулярные оси детали, без использования какого-либо другого оборудования в процессе. Панель управления Здесь вступает в действие числовое программное управление. Мозг токарных станков с ЧПУ находится прямо за панелью. Сама панель позволяет оператору настроить программу и запустить ее. Если вам понравился данная статья, то поделитесь её со своими друзьями, оставляйте комментарии и ставьте лайк! Что такое токарная обработка с ЧПУ? | Пионер Сервис Инкперейти к содержанию Предыдущий Следующий
Токарная обработка с ЧПУ — это производственный процесс, при котором бруски материала удерживаются в патроне и вращаются, в то время как инструмент подается к детали для удаления материала для создания желаемой формы. Револьверная головка (показана в центре) с прикрепленными инструментами запрограммирована на перемещение к полосе сырья и удаление материала для создания запрограммированного результата. Это также называется «вычитающей обработкой», поскольку она включает удаление материала.
Токарные станки с ЧПУ ЧПУ Запросить цену Подходит ли моя деталь для токарной обработки с ЧПУ?Несмотря на то, что для определения того, можно ли изготовить деталь с наибольшей рентабельностью на конкретном токарном станке с ЧПУ, учитывается множество факторов, мы обращаем внимание на следующие моменты:
Когда дело доходит до обработки деталей, существует множество переменных. Pioneer Service может помочь вам определить наилучший способ изготовления деталей. Свяжитесь с нами для помощи с вашими требованиями. Ссылка для загрузки страницы Перейти к началу Что такое токарная обработка с ЧПУ? Его процесс, операции, преимущества Обработка с ЧПУ быстро доминировала в обрабатывающей промышленности в последние годы благодаря своей высокой точности и повторяемости. Включает удаление материалов с вращающейся жесткой заготовки с помощью невращающегося режущего инструмента токарного или токарного станка. Процесс токарной обработки с ЧПУ может производить компоненты разных форм и размеров в зависимости от типа токарной операции. Хотя эта концепция выглядит довольно простой, высококачественная токарная обработка с ЧПУ может быть сложной. Предположим, вам интересно, что влечет за собой этот производственный процесс и что нужно для достижения наилучших результатов. В таком случае эта статья ответит на все ваши вопросы о токарной обработке с ЧПУ. Что такое токарная обработка с ЧПУ ? Токарная обработка с ЧПУ — это высокоточный и эффективный процесс субтрактивной обработки, работающий по принципу токарного станка. Токарный центр или токарный станок остается закрепленным, пока сырье вращается с высокой скоростью. Поскольку заготовка вращается вдоль двух осей токарного станка с ЧПУ, одноточечный режущий инструмент помогает формировать материал. Компьютерные программы помогают управлять токарным станком или токарным станком, обеспечивая производство деталей с высокой точностью. Люди путают токарную и фрезерную обработку с ЧПУ, но это разные процессы. Фрезерование с ЧПУ и большинство других субтрактивных процессов с ЧПУ часто закрепляют заготовку на станине, пока вращающийся инструмент режет материал. Напротив, токарная обработка с ЧПУ использует обратный процесс, при котором заготовка вращается, а режущий инструмент остается неподвижным. Какие формы деталей требуют токарной обработки с ЧПУ? Из-за своего режима работы токарная обработка с ЧПУ обычно используется для изготовления цилиндрических или продолговатых деталей. Преимущества Токарная обработка с ЧПУ Токарная обработка с ЧПУ имеет ряд преимуществ, в том числе следующие: Точность Токарный станок с ЧПУ может выполнять точные измерения и устранять ошибки человека. Эксперты могут обеспечить невероятно высокую точность, используя передовое оборудование, будь то производство прототипов или завершение всего производственного цикла. Каждый разрез точен, так как используемая машина запрограммирована. Другими словами, последняя деталь в производственном цикле идентична первой детали. Гибкость Токарные центры бывают разных размеров, чтобы обеспечить гибкость вашего применения. Безопасность Фирмы-производители придерживаются строгих правил и норм безопасности, чтобы гарантировать полную безопасность. Поскольку токарный станок является автоматическим, требуется меньше рабочей силы, поскольку оператор присутствует только для наблюдения за станком. Точно так же в корпусе токарного станка используются полностью закрытые или полузакрытые защитные устройства, чтобы избежать разлетающихся частиц от обрабатываемого предмета и уменьшить вред для экипажа. Более быстрые результаты Существует меньшая вероятность ошибки, когда задачи, определенные программированием, выполняются на токарных станках с ЧПУ или токарных центрах. Как работает Токарная обработка с ЧПУ ? Процесс токарной обработки с ЧПУ может быть довольно сложным. Тем не менее, мы дадим вам упрощенную пошаговую разбивку процесса от проектирования до производства. Общие этапы токарной обработки с ЧПУ: Шаг № 1: преобразование файла проекта САПР в программу ЧПУ Первый шаг включает подготовку файла САПР для перевода на язык токарных станков с ЧПУ. Это не требует расширенного программирования. У вас уже должно быть несколько 2D-чертежей вашего дизайна. В этом случае вам необходимо зафиксировать эти проекты в электронном виде с помощью таких программ, как AutoCAD или SolidWorks. После создания электронного проекта в формате файла CAD его можно преобразовать в программу CAM. Шаг №2: Подготовка токарного станка с ЧПУ Следующим шагом является настройка станка. Несмотря на то, что большинство процессов автоматизировано, потребность в операторе все же есть. Для эффективной подготовки токарного станка с ЧПУ необходимо выполнить следующие действия:
На этом этапе необходимо помнить о двух переменных. Первый – это скорость вращения (скорость, с которой вращается заготовка). Второй переменной является скорость подачи (скорость режущего инструмента при его движении вдоль вращающейся заготовки). Профессиональный механик должен определить эти значения, потому что неправильные расчеты повлияют на конечные результаты. Кроме того, неправильная оценка некоторых материалов может привести к неравномерной отделке или непоправимому повреждению заготовки. Тем не менее, вы можете придерживаться низкой скорости вращения и высокой подачи для «черновой» обработки формы. Шаг 3. Изготовление токарных деталей с ЧПУ Последним шагом является изготовление нужной детали. В зависимости от результата, который вы хотите получить, вы можете выбрать различные токарные операции. Кроме того, сложность детали будет определять, сколько циклов у вас будет. Расчет времени цикла поможет вам узнать окончательное время, затраченное на компонент, что имеет решающее значение для расчета стоимости. Обычно время токарного цикла включает:
Результат производственного процесса будет зависеть от используемого сырья. Деталь, полученная из пластика, будет отличаться функциональностью и шероховатостью поверхности от металлической детали. Типы Токарная обработка с ЧПУ Операции Существуют различные типы токарных инструментов для ЧПУ токарная обработка . В результате можно выполнять несколько операций над заготовкой. Эти операции подразделяются на внешние и внутренние. Внешние операции помогают изменить внешний диаметр компонента. С другой стороны, внутренние операции изменяют внутренний диаметр. Индивидуальная операция определяется используемым режущим инструментом и траекторией удаления материалов. Давайте проверим их. Специальные операции токарной обработки (внешние) Токарная обработка В этом процессе одноточечный токарный инструмент перемещается вдоль стороны заготовки для удаления материалов и формирования различных элементов. Коническая токарная обработка включает изготовление конических поверхностей путем постепенного уменьшения или увеличения диаметра цилиндрической заготовки. Твердое точение Этот тип токарной обработки выполняется на материалах с твердостью С по Роквеллу выше 45. Термическая обработка материала имеет решающее значение перед выполнением этого процесса. Твердое точение призвано ограничить или заменить традиционные операции шлифования. Он выгодно конкурирует с черновым шлифованием при съеме стружки. Однако он может не подходить для операций, где размер и форма имеют решающее значение. Облицовка Во время этого процесса одноточечный токарный инструмент проходит вдоль края материала. Нарезание канавок Эта операция также включает радиальное перемещение одноточечного токарного инструмента в сторону заготовки. Таким образом, он нарезает канавку, равную ширине режущего инструмента. Также можно сделать несколько надрезов, чтобы сформировать канавки большего размера, чем ширина инструмента. Точно так же некоторые производители используют специальные инструменты для создания канавок различной геометрии. Отрезка Как и при обработке канавок, режущий инструмент движется радиально в сторону заготовки. Одноточечный инструмент продолжается до тех пор, пока не достигнет внутреннего диаметра или центра заготовки. Поэтому он разделяет или отрезает часть сырья. Неспециализированные операции (внутренние) Растачивание Расточные инструменты входят в заготовку, фактически вырезая внутреннюю поверхность и формируя такие элементы, как конусы, фаски, ступеньки и контуры. После сверления отверстия в заготовке может оказаться целесообразным выполнить операции растачивания. Это поможет получить более точные размеры. Сверление Сверление удаляет материалы с внутренних частей заготовки с помощью стандартных сверл. Эти сверла неподвижны в револьверной головке или задней бабке токарного центра. Нарезание резьбы В этой операции используется одноточечный инструмент для нарезания резьбы с заостренным концом на 60 градусов. Этот инструмент перемещается в осевом направлении вдоль стороны детали, чтобы нарезать резьбу на внешней поверхности детали. Машинисты могут нарезать резьбу на заданную длину, в то время как для обработки некоторых резьб может потребоваться несколько проходов. Накатка Этот процесс включает в себя нанесение зубчатого рисунка на поверхность заготовки с помощью специального инструмента для накатки. Расширение Эта операция по размеру удаляет небольшое количество металла из уже просверленного отверстия. Это помогает делать внутренние отверстия с точными диаметрами. Например, когда вы делаете отверстие диаметром 6 мм сверлом диаметром 5,98 мм, вы можете легко определить его точный размер. Нужны точные и прецизионные детали? Надежные услуги токарной обработки с ЧПУ RapidDirect предназначены для вас, включая все специальные и неспецифические токарные операции. Наши передовые технологии и опытные специалисты объединяются, чтобы предоставить вам экономичную и быструю продукцию. Наши услуги по обработке с ЧПУ помогут вам оставаться конкурентоспособными в вашей отрасли. Попробуйте RapidDirect прямо сейчас! Вся информация и загрузки защищены и конфиденциальны. Типы Токарный станок с ЧПУ Вы можете использовать четыре основных типа токарных станков с ЧПУ для своего проекта. Горизонтальные токарные центры Это закрытые станки, объединяющие возможности сверления и фрезерования. Этот токарный центр использует горизонтально ориентированный шпиндель и инструменты, установленные над вращающейся заготовкой. Режущие инструменты режут материал и используют гравитацию для удаления стружки, как и при фрезеровании. Стружка опускается в ложе для более легкого удаления. Вертикальные токарные центры Вертикальный токарный центр объединяет горизонтальный токарный центр с фрезерным станком с ЧПУ. Конструкция такова, что вращающийся патрон устанавливается ровно на землю, обеспечивая обработку крупных деталей при более низких оборотах в минуту (об/мин). В этом случае револьверная головка приближается сбоку. Существуют также перевернутые вертикальные токарные центры со шпинделем и патроном в перевернутом положении. Горизонтальные токарные станки Горизонтальные токарные станки обладают всеми характеристиками обычного токарного станка. Вертикальные токарные станки В отличие от горизонтального токарного станка, вертикальный токарный станок удерживает заготовку снизу перед ее вращением. Это хороший вариант для мастерских с ограниченным пространством. Кроме того, это идеальный вариант при работе с тяжелыми заготовками. Компоненты Токарный станок с ЧПУ Для достижения наилучших результатов токарной обработки требуется хорошее знание станка. Давайте проверим основные компоненты токарного центра с ЧПУ. Передняя бабка Передняя бабка токарного центра составляет переднюю часть станка. Обычно он расположен с левой стороны станка, так как в нем находится главный шпиндель, к которому крепится патрон для удержания заготовки. Поэтому передняя бабка удерживает приводной двигатель и механизмы питания шпинделя. Грузоподъемность шпинделя определяет максимальный диаметр заготовки для установки через переднюю бабку. Задняя бабка Это другой конец токарного станка. Задняя бабка прикрепляется к станине токарного станка, чтобы поддерживать более длинное сырье. Перо задней бабки предлагает эту поддержку с помощью гидравлической силы. В то время как движущая сила исходит от шпинделя, задняя бабка движется вместе с заготовкой. Однако не следует использовать заднюю бабку, когда важно торцевое точение. Задняя бабка будет мешать операции. Шпиндель Многие называют шпиндель сердцем станка. Главный шпиндель токарного станка с ЧПУ состоит из системы привода шпинделя и шпиндельного узла. Это движущиеся части станка, включая двигатели, шестерни и патрон. В некоторых токарных станках с ЧПУ используется противошпиндель или двойной шпиндель. В этих центрах часто используется второй шпиндель вместо задней бабки. Патрон и цанга Патрон удерживает деталь своими кулачками, прикрепляясь непосредственно к шпинделю. Однако он сменный, что позволяет обрабатывать детали разного размера. С другой стороны, цанга представляет собой уменьшенную версию патрона, которая позволяет обрабатывать более мелкие детали. Детали, подходящие для цанги, часто имеют размер около 60 мм, поскольку они обеспечивают лучший захват для более мелких деталей. Станина токарного станка Станина, обычно изготовленная из чугуна, представляет собой опорную плиту, опирающуюся на стол под рабочим местом. Этот компонент обеспечивает поддержку нескольких фиксированных и рабочих частей. Станина соединяется с передней бабкой и проходит через заднюю бабку. Каретка Этот компонент поддерживает револьверную головку, подавая и направляя ее к заготовке. Лафет состоит из башни, седла и поперечных салазок. Токарные центры с ЧПУ с револьверными головками обычно имеют приводные вращающиеся инструменты для фрезерных операций. Эта способность увеличивает функциональность машины, сокращая или исключая второстепенные операции. Инструментальная револьверная головка Вместо каретки новые усовершенствованные машины поставляются с инструментальной револьверной головкой. Эти могут содержать больше инструментов одновременно, что позволяет вам менять режущие инструменты, необходимые для конкретной операции. Это означает, что вы можете переключаться с одной операции на другую, не теряя времени. Панель управления Здесь на помощь приходит числовое программное управление. Различия между токарными станками с ЧПУ и токарными центрами с ЧПУ Токарные станки с ЧПУ и токарные центры с ЧПУ выглядят одинаково и выполняют одни и те же задачи. Однако следует отметить некоторые различия. Хотя токарные станки являются одними из первых инструментов для обработки с ЧПУ, токарные станки представляют собой модернизацию. Они поднимают возможности на более высокий уровень, добавляя автоматическую смену инструмента, эффективное удаление стружки, приводные вращающиеся инструменты и простое завершение нескольких компонентов. Одно из основных отличий заключается в том, что токарные центры часто размещаются в полных кожухах, защищающих оператора от стружки и охлаждающих жидкостей, используемых в процессе резки. Токарные центры используют конфигурации с наклонной станиной, а не с плоской конструкцией. Токарные станки с ЧПУ также имеют более высокую скорость вращения. Их прочная и инновационная конструкция позволяет удалять материал с чрезвычайно высокой скоростью. Кроме того, токарные центры с ЧПУ могут легко сочетаться с «живыми инструментами», включая фрезерование, нарезание резьбы и сверление по настраиваемому профилю. Автоматическая подача материала и смена инструментов в рамках запрограммированного цикла гарантирует, что токарные центры с ЧПУ могут производить токарные детали с ЧПУ более эффективно, чем токарные центры с ЧПУ. Из-за более высокой эффективности и больших производственных возможностей токарные станки с ЧПУ стоят дороже, чем токарные станки. Таким образом, если вам нужен универсальный станок, способный выполнять широкий спектр задач, лучшим выбором будет токарный центр. Однако токарный станок с ЧПУ идеально подходит для мелкосерийного производства простых деталей, таких как втулки и штифты. Подходящий материал для Токарная обработка с ЧПУ Существует несколько материалов для обработки с ЧПУ . Многие из этих материалов также подходят для токарных операций с ЧПУ. К ним относятся:
Для этих материалов требуются различные токарные станки или токарные центры, поскольку они имеют особые требования, такие как скорость вращения и подача. Ищете лучшие Токарные станки с ЧПУ Услуги? Теперь вы знаете, что такое токарная обработка с ЧПУ и ее преимущества. Однако вы можете получить эти преимущества только в том случае, если получаете услуги токарной обработки с ЧПУ от надежного партнера-производителя. В этом случае RapidDirect — ваш лучший вариант для всех услуг по обработке с ЧПУ . Мы гордимся инновационными технологиями и передовыми токарными станками, которые помогут вам повысить качество обработки на заказ. Обратный клапан 118: Клапан обратный STIHL для RE108/118/128 (47655100200) — купить за 1 563 в СПб у официального дилераКлапан обратный Becool BC-CV-118S
Клапан обратный Becool BC-CV-118S 5 593,76 62,04 евро
Выберите город доставки: Москва
Общее описаниеПрямоточные обратные клапаны BC-CV от Becool, устанавливаются в жидкостных линиях, линиях всасывания и в трубопроводах горячего газа холодильных установок и систем кондиционирования воздуха. Технические Характеристика
ЧертежиГабаритный чертеж обратных клапанов BC-CV Дополнительная информацияТехническая информация по обратным клапанам BC-CV (0. Конструкция обратных клапанов BC-CV Тип B Полезные ссылкиСайт производителя Becool Вам также может понадобитьсяПрипой серебряный 15%, по пруткам
Медно-фосфорные твердые припои Felder специально разработаны для пайки меди, латуни, бронзы, стали и комбинаций этих металлов. Формула сплава: 15Ag;80,3Cu;4,7P. Временно не продается Вам также может понадобитьсяМодельный рядКлапан обратный Becool BC-CV-38S
Прямоточные обратные клапаны BC-CV от Becool, устанавливаются в жидкостных линиях, линиях всасывания и в трубопроводах горячего газа холодильных установок и систем кондиционирования воздуха. Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. 1’339,48 14,86 € Клапан обратный Becool BC-CV-12S
Прямоточные обратные клапаны BC-CV от Becool, устанавливаются в жидкостных линиях, линиях всасывания и в трубопроводах горячего газа холодильных установок и систем кондиционирования воздуха. Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении. 1’397,90 15,50 € Клапан обратный Becool BC-CV-58S
Прямоточные обратные клапаны BC-CV от Becool, устанавливаются в жидкостных линиях, линиях всасывания и в трубопроводах горячего газа холодильных установок и систем кондиционирования воздуха. 1’815,67 Клапан обратный Becool BC-CV-34S
Прямоточные обратные клапаны BC-CV от Becool, устанавливаются в жидкостных линиях, линиях всасывания и в трубопроводах горячего газа холодильных установок и систем кондиционирования воздуха. Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении. 2’242,92 24,88 € Клапан обратный Becool BC-CV-78S
Прямоточные обратные клапаны BC-CV от Becool, устанавливаются в жидкостных линиях, линиях всасывания и в трубопроводах горячего газа холодильных установок и систем кондиционирования воздуха. Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении. 2’475,54 27,46 € Клапан обратный Becool BC-CV-118S
Прямоточные обратные клапаны BC-CV от Becool, устанавливаются в жидкостных линиях, линиях всасывания и в трубопроводах горячего газа холодильных установок и систем кондиционирования воздуха. 5’593,76 62,04 € Клапан обратный Becool BC-CV-138S
Прямоточные обратные клапаны BC-CV от Becool, устанавливаются в жидкостных линиях, линиях всасывания и в трубопроводах горячего газа холодильных установок и систем кондиционирования воздуха. Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении. 7’850,74 87,07 € Клапан обратный Becool BC-CV-158S
Прямоточные обратные клапаны BC-CV от Becool, устанавливаются в жидкостных линиях, линиях всасывания и в трубопроводах горячего газа холодильных установок и систем кондиционирования воздуха. Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении. 11’543,48 128,03 € Клапан обратный Becool BC-CV-218S
Прямоточные обратные клапаны BC-CV от Becool, устанавливаются в жидкостных линиях, линиях всасывания и в трубопроводах горячего газа холодильных установок и систем кондиционирования воздуха. 18’390,16 203,96 € Клапан обратный Becool BC-CVD 12S
Прямоточные обратные клапаны BC-CVD от Becool, устанавливаются в жидкостных линиях, линиях всасывания и в трубопроводах горячего газа холодильных установок и систем кондиционирования воздуха. Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Клапаны BC-CVD выпускают исключительно в прямоточном исполнении. 3’276,19 36,34 € Скидки на доставкуРасчитываются от стоимости товара на соответствующем складе:
Клапан обратный STIHL RE 108, 118, 128 / 4765-510-0200
ОписаниеНапишите свой отзыв о «Клапан обратный STIHL RE 108, 118, 128 / 4765-510-0200»Имя / Псевдоним Плюсы Минусы Комментарий Оценка товара Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных Bradley 118-039A Обратный клапан стопорного фильтра, бронза, 1/2 дюйма NptBradley Код продукта: ${ getProductId() } MFG #: ${ product. 3 Подписаться на BRADLEY Получать уведомления о новых и входящих запасах Bradley Код продукта: ${ getProductId() } MFG #: ${ product.model } ${ _applyMoneyFormat(getPrice() / 100, ‘доллары США’, ‘символ’)}Сэкономьте до 15% мгновенно зарегистрировавшись или войдя в систему Прейскурантная цена:
${(getDiscountPercent()*100 + Number(preferred_pricing)).toFixed(2)}% скидка Цена по прейскуранту:
${(Число(preferred_pricing)).toFixed(2)}% скидка ${ _applyMoneyFormat(getOutOfStockPrice() / 100, ‘USD’, ‘символ’)} Нужно ${shippingArrivalDayOfWeek}, ${shippingArrivalDate. * В соответствии с обычным рабочим временем (см. условия доставки) Количество Осталось только ${getQuantityAvailable()} $ { кол-во } 0 Будьте в курсе Нажмите здесь, чтобы получить уведомление, как только Программа оптовых закупок обратных клапанов Мы приобретаем новые и бывшие в употреблении обратные клапаны оптом. ${вариант.имя} -1 ? ‘активный’: », isOptionGreyedOut (вариант, вариант)? ‘v-chip—grey’: »]» @click=»selectOption(вариант, вариант)» > Предметы -1 ? ‘активный’ : »]» @click=»selectItem(item)»> ${ _applyMoneyFormat(getPrice() / 100, ‘доллары США’, ‘символ’)}
Мгновенная экономия до 15% , зарегистрировавшись или войдя в ${ _applyMoneyFormat(getOutOfStockPrice() / 100, ‘USD’, ‘символ’)} Количество Осталось только ${getQuantityAvailable()} ${кол-во}0 Будьте в курсе Нажмите здесь, чтобы получить уведомление, как только Программа оптовых закупок обратных клапанов Мы приобретаем новые и подержанные обратные клапаны оптом. ${вариант.имя} -1 ? ‘активный’: », isOptionGreyedOut (вариант, вариант)? ‘v-chip—grey’: »]» @click=»selectOption(вариант, вариант)» > Предметы -1 ? ‘активный’ : »]» @click=»selectItem(item)»> Сведения о продукте${getProductId()} ${getCondition()} ${product.brand.name} ${product.model} ${getSpecToDisplayByCategoryAttribute ${ _getVar(combination, ‘custom_description’) } ${ _getVar(combination, ‘additional_notes’) } Сведения о доставке
${ getWarehouses().map(s => s.address + ‘, ‘ + s.city + ‘, ‘ + s.state).join(‘ / ‘) } Весь мир Санкционированные регионы ${combination. ${combination.length} x ${combination.width} x ${combination.height} Сначала вам нужно войти в свою учетную записьЭто бесплатно! Логин Зарегистрироваться BRADLEY Запорный фильтр, комплект обратного клапана: Bradley, для использования с промывочными фонтанчиками — 2PA12|S60-003БРЭДЛИ
Страна происхождения Варьируется. Страна происхождения может быть изменена. Картриджи и клапаны промывочных фонтанов используются для замены изношенных, утерянных или поврежденных деталей в промывочных фонтанах для обеспечения подачи воды пользователям. Коснитесь изображения, чтобы увеличить его. Наведите курсор на изображение, чтобы увеличить его. БРЭДЛИ
Страна происхождения Варьируется. Станок заточной вихрь сзм 65: Точильный станок многофункциональный Вихрь СЗМ-65 купить в Москве по низкой цене с доставкой, характеристики, фотоСтанок заточной многофункциональный Вихрь СЗМ-65Описание∧∨Станок заточной многофункциональный СЗМ-65 предназначен для заточки различного инструмента: сверл, стамесок, лезвий, ножниц и ножей. Прибор является универсальным, может затачивать разные типы лезвий благодаря точильному кругу диаметром 49,3 мм, который приводит в движение электромотор мощностью 65 Вт. Диаметр затачиваемых сверл: 3 – 10 мм. Ширина затачиваемых стамесок / лезвий: 6 – 51 мм. Характеристики∧∨
Отзывы∧∨Отзывов на этот товар пока нет. Документация∧∨Хиты продаж∧∨
Видео обзоры Вихрь СЗМ-65 (72/10/3) Оранжевый на CMP24
Где купитьКупить в кредит {{message}} {{message}} Рейтинг: (5/5) Отзывы (1) Оставить отзыв Описание Видео обзоры (3) Характеристики (28) Сравнить цены (5) Яндекс.Маркет Отзывы (1) Видео Обзоры (5)Российский бренд заточной многофункциональный станок Вихрь СЗМ-65 72/10/3 бытовой с гарантией 1годНИКОГДА НЕ ПОКУПАЙТЕ универсальный станок для заточки ножей, сверл, стамесок!Универсальный заточной станок.ТОП—7. Лучшие станки для заточки (точила) универсальные. Рейтинг 2020 года!Станок заточной ВИХРЬ СЗМ 65Сравнить цены (5)Последняя известная цена от 75 р. до 106 р. в 5 магазинах В данный момент у нас нет информации о наличии данного товара в магазинах.
Яндекс.Маркет Купить в кредит (0)
ОписаниеСмотри характеристики. Характеристики (28)
Отзывы (1)Зарегистрируйтесь и получайте бонусы за покупки! Пожалуйста подождите. {{message}} Ошибка! Повторите попытку позднее. Подписаться на новинки, скидки и интересные предложения Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности. Похожие товарыКатегория 60 р. — 90 р. Все Точильный станок Вихрь » ЭлектроинструментКатегория 60 р. — 90 р.
Вихревая мельница – тонкий и сверхтонкий помолНадежный партнер с самого началаМы предлагаем вам профессиональную поддержку от планирования до ввода в эксплуатацию. Будь то строительство целой помольной установки или интеграция вихревой мельницы в существующее производство, вы получите необходимое решение. Мы готовы ответить на все ваши вопросы и рады поддержать вас на основе нашего многолетнего опыта. Преимущества вихревой мельницыНАПРАВЛЕННЫЕ НА ВАШ УСПЕХ Регулируемые финальные тонкостиЭкономия пространства в вашей операционной средеНизкое обслуживаниеМаксимальный срок службыМельница Whirlwind-All All-Rounder.
Вихревая мельница может использоваться для измельчения мягких и среднетвердых сыпучих материалов для широкого спектра применений. Он может измельчать различные породы, минералы и материалы с твердостью до 5 по шкале Мооса. Он может даже расщеплять бумагу. Некоторые примеры дадут вам представление. Если вы не видите свой сыпучий материал в этом списке, пожалуйста, свяжитесь с нами! Помимо упомянутых сыпучих материалов, вихревая мельница является идеальным технологическим решением для широкого спектра материалов. Криогенное измельчение и мельничная сушка с помощью вихревой мельницыСпециальное приложение Вихревая мельница Grenzebach также идеально подходит для специальных применений, таких как измельчение чувствительных к температуре материалов. Когда необходим холодный помол, также называемый криогенным помолом, вихревая мельница обеспечивает особенно благоприятные для аромата условия процесса. Индивидуальная регулировка вихревой мельницы для специального применения также позволяет производить сушку продуктов в мельнице. Таким образом, материал можно измельчить и высушить за один рабочий этап. Видео YouTube запускается при нажатии кнопки воспроизведения. Здесь вы можете узнать больше о том, что это означает для защиты ваших личных данных. Видео: Вихревая мельница: тонкое и сверхтонкое измельчение при минимальной занимаемой площади Как работает вихревая мельница Взаимодействие различных принципов измельчения в вихревой мельнице обеспечивает высокую конечную тонкость при максимальной производительности. Это означает, что вы получаете выгоду от отличного верхнего предела размера частиц с узким распределением размера частиц. Соответствующее предварительное дробление и основное дробление между ротором и статором гарантируют, что способ измельчения вашего материала будет щадящим для продукта. Краткий обзор параметров вихревой мельницы:Анализ материала и испытания помола в Техническом центре Гренцебаха Сыпучий материал, который необходимо перерабатывать, и желаемая конечная крупность являются основой для нашего технического развития. Мы ничего не оставляем на волю случая: сыпучие материалы обладают очень разными природными свойствами – основное внимание уделяется оптимальному процессу измельчения ваших материалов. Таким образом, при комплексном подходе наша команда Grenzebach исследует ваши сыпучие материалы в нашей собственной лаборатории строительных материалов в Бад-Херсфельде. Покупка расходных материалов: Расходные материалы купить — от 12₽ на официальном сайтеПокупка оборудования и расходных материалов
Как составить заявку?
Как отправить заявку?
Какую важную информацию необходимо указать в заявке?
А что потом?
Если получателей несколько
Как забрать товар со склада?
Что такое желаемая дата востребования (ЖДВ)? Наша продукция имеет нормативные сроки поставки, но нас также интересует, когда именно вам необходимо, чтобы товар был готов к сборке на нашем складе. Мы приложим все усилия, чтобы ваши пожелания были осуществлены, даже если требуемый срок короче нормативного срока поставки. Наши специалисты должны знать эту дату, чтобы сроки поставки максимально соответствовали вашим ожиданиям. Если что-то пошло не так?
Что такое продукция групп A,B,C,D,X?
Что такое Citrix?
Как узнать срок поставки продукции? Нормативные сроки поставки можно посмотреть в карточке товара в разделе «Каталог» . Актуальные на момент обработки заявки сроки поставки указываются в информационном листе. Представленная справочная информация актуальна только в данный конкретный момент. Не нашли ответа? Задайте нам свой вопросесли вы хотите получить уведомление об ответе на Ваш вопрос Я соглашаюсь с политикой конфиденциальности сайта www.omb.ru
Медицинские изделия и расходные материалы для оснащения больниц
Товаров в группе: 487
Полимерные медицинские изделия Гели медицинские Дезсредства Емкости для отходов Насадки на дарсонваль Одежда медицинская, белье Перевязочные средства Расходные материалы для стерилизаторов DGM Бумага диаграммная Кабели для аппаратов Рентгеновские пленки и экраны Крафт-пакеты Многоразовые электроды ЭКГ Стоматологические наконечники Одноразовые электроды ЭКГ Электроды для физиотерапии Электроды для ЭЭГ Если вы не нашли интересующий товар – сделайте заявку Если вы не нашли интересующий товар – сделайте заявку Расходные медицинские материалыМедицинская техника и оборудование сегодня являются незаменимым оснащением любого медицинского учреждения. Расходные материалы в медицине применяются во всех областях:
Такие медицинские изделия и инструментарий могут быть как одноразового, так и многократного применения. Многоразовый инструмент и изделия подвергаются тщательной дезинфекции, одноразовые подлежат утилизации с учетом всех требований. Как правило, данный изделия и материалы отличаются высоким качеством и отвечают всем требованиям безопасности как для медицинского персонала, так и для пациентов. Одноразовые расходные материалы имеют доступную стоимость и пользуются особой популярностью в клиниках и лечебных учреждениях. Требования, предъявляемые к расходным материалам для медицины
Расходные материалы представляют собой достаточно широкую группу изделий различного назначения, которые используются для работы клиник и кабинетов дантистов. Расходные материалы для стоматологии представляют собой достаточно широкую группу изделий и материалов:
Для того, чтобы приобрести все необходимое для работы дантиста, теперь не стоит посещать интернет-магазин расходных материалов. Для этого всего лишь необходимо зайти на сайт медицинского оборудования. Продажа расходных материалов для медицины является одним из приоритетных направлений компании «Медремкомплект». Сегодня мы предлагаем медицинские расходные материалы, в том силе и стоматологические, купить которые у нас можно оптом на самых выгодных условиях. Специальные условия сотрудничества Физические лица Ремонтные организации Учебные и дошкольные учреждения Профильные клиники и медцентры Торговые организации Больницы и поликлиники Госучреждения с медкабинетом Организации с медкабинетом Казахстан, Киргизия, Белоруссия, Армения Закупка расходных материалов Примеры статей
Расходные материалы: определение, типы и примерыК Адам Хейс Полная биография Адам Хейс, доктор философии, CFA, финансовый писатель с более чем 15-летним опытом работы на Уолл-стрит в качестве трейдера деривативов. Помимо своего обширного опыта торговли деривативами, Адам является экспертом в области экономики и поведенческих финансов. Адам получил степень магистра экономики в Новой школе социальных исследований и докторскую степень. Узнайте о нашем Обновлено 31 декабря 2022 г. Что такое расходные материалы?Расходные материалы — это товары, используемые отдельными лицами и предприятиями, которые необходимо регулярно заменять, поскольку они изнашиваются или израсходованы. Их также можно определить как компоненты конечного продукта, которые израсходованы или постоянно изменены в процессе производства, например, полупроводниковые пластины и основные химические вещества. Ключевые выводы
Нажмите «Играть», чтобы узнать, что такое расходные материалыОбщие сведения о расходных материалахРасходные материалы можно сравнить с товарами длительного пользования (товарами длительного пользования) и иногда их подразделяют на:
Акции компаний, производящих расходные материалы, считаются безопасными гаванями для инвесторов в акционерный капитал, когда экономика показывает признаки слабости. Многие из товаров, измеряемых в корзине товаров, используемых для расчета индекса потребительских цен (ИПЦ), являются расходными материалами. За инфляцией в этих статьях внимательно следят, потому что она может снизить дискреционный доход, который люди должны тратить на такие товары, как автомобили, отдых и развлечения. Поскольку основные товары потребляются постоянно, они считаются нециклическими, в то время как более дискреционные товары цикличны и могут меняться в зависимости от спроса в экономике. Расходные материалы ПримерыВ то время как некоторые расходные материалы, такие как продукты питания, бензин, одежда и средства личной гигиены, распространены повсеместно, в мире расходных материалов также есть несколько интересных нишевых областей и секторов. Вот лишь небольшой набор примеров.
Источники статей Investopedia требует, чтобы авторы использовали первоисточники для поддержки своей работы. К ним относятся официальные документы, правительственные данные, оригинальные отчеты и интервью с отраслевыми экспертами. Точность шероховатости: Шероховатость и точность поверхностей в зависимости от условийШероховатость и точность поверхностей в зависимости от условийШероховатость поверхности, обработанной на токарном станке, и причины ее образования. Наповерхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок (рис. 67, а), подобные резьбе, вполне отчетливо заметные при крупной подаче s и обнаруживаемые лишь при помощи специальных приборов, если подача невелика. Такие неровности расположены в направлении подачи и образуют поперечную шероховатость в отличие от продольной шероховатости (рис. 67, б), образуемой неровностями в направлении скорости резания v. О происхождении последних неровностей будет сказано ниже. При токарной обработке наибольшее значение имеет поперечная шероховатость, характеризуемая формой и размерами винтовых выступов, образующих неровности. Высота таких неровностей зависит от очень многих факторов, участвующих в процессе резания и действующих в разных случаях различно, и поэтому не может, быть определена расчетом, а находится лишь опытным путем. Шероховатость поверхности уменьшается, если материал (сталь) подвергнут термической обработке, что повышает однородность его структуры шероховатости, получающиеся при токарной обработке. Высота неровностей зависит в наибольшей степени от величины подачи. При крупных подачах эта высота значительно отличается от расчетной и превышает ее в несколько раз. Влияние глубины резания на шероховатость поверхности незначительно и не имеет практического значения. Скорость резания существенно влияет на образование шероховатости поверхности. При скорости резания до 3—5 м/мин размеры неровностей незначительны; с увеличением скорости резания неровности возрастают; при повышении скорости резания до 60— 70 м/мин высота неровностей уменьшается, и при скорости около 70 м/мин шероховатость поверхности получается наименьшей. Значительное влияние на шероховатость поверхности оказывает применяемый при обработке состав смазочно-охлаждающей жидкости. Наилучшие результаты получаются, если жидкость содержит минеральные масла, мыльные растворы и другие вещества, повышающие ее смазочные свойства. Опыты ряда исследователей показали, что неровности режущей кромки резца, получившиеся вследствие некачественности доводки его, переносятся на обработанную поверхность в увеличенных размерах. Степень затупления резца также влияет на шероховатость поверхности. При небольшом затуплении резца обработанная поверхность часто получается даже несколько чище, чем при остром резце. При дальнейшем затуплении резца шероховатость поверхности увеличивается. Материал режущего инструмента в рассматриваемом случае также имеет значение. На шероховатость обработанной поверхности влияют и вибрации, возникающие в процессе резания. Особое значение в этом случае приобретают чрезмерные зазоры в направляющих суппорта и в подшипниках, неточности зубчатых передач станка, плохая балансировка вращающихся частей станка, недостаточная жесткость обрабатываемой детали, углы резца, его вылет и многие причины, отмеченные в разных главах книги. Все эти вредные явления при токарной обработке вызывают продольную шероховатость поверхности. Классификация и обозначения шероховатости поверхностей. ГОСТ 2789—59 устанавливает 14 классов чистоты (шероховатости) поверхности. При необходимости в особо мелкой градации степеней шероховатости ГОСТ 2789—59 допускает разделение классов 6—14 на разряды. В каждом из классов введены три разряда, обозначаемые буквами а, б и в. Соответствующая буква проставляется после цифры, указывающей класс чистоты данной поверхности. Например, обозначение \/8а указывает, что данная поверхность должна иметь шероховатость, соответствующую разряду а 8-го класса чистоты по ГОСТ 2789—59. Шероховатость поверхностей деталей машин определяется путем сопоставления данной поверхности с эталонами шероховатости (рис. 68), или более точно — посредством специальных приборов. Оценка шероховатости обработанной поверхности по эталонам (образцам) производится на рабочих местах методом сравнения. Образцы выпускаются для разных видов обработки (точения, фрезерования и т. п.) и для различных металлов (стали, чугуна и т. п.), для классов чистоты от V4 до V13. Приборы оптические (профилометры, двойной микроскоп Линника, микроинтерферометры), а также щуповые (профилографы, профилометры и др. Δ7………………… 3,2—6,3 Шероховатости поверхностей грубее 1-го класса обозначаются в чертежах знаком \J , над которым указывается высота неровностейRzв микрометрах, например, Яz500У . Поверхности, не подвергаемые обработке, обозначаются в чертежах знаком ∞. С 1 января 1975 г. ГОСТ 2789—59 заменяется новым ГОСТ 2789—73, который вводит дополнительные параметры шероховатости поверхности (шесть вместо двух), новые обозначения классов шероховатости и др. Условия, от которых зависит точность обработки деталей на токарных станках. Несмотря на высокие качества современных токарных станков, совершенство методов обработки, точность применяемых измерительных инструментов и наличие других благоприятных условий, влияющих на точность обработки детали, достигнуть совершенства точных размеров и правильной формы ее невозможно. Основные причины образования погрешностей, возникающих при токарной обработке, рассматриваются ниже. Погрешности, вызываемые неточностью станка и зажимного приспособления. Допускаемые отклонения от заданной точности при сборке станка, а также в результате износа его частей отражаются на правильности формы обрабатываемых деталей. Так, например, при обтачивании детали на станке, шейки шпинделя которого овальны, поверхность детали получается также овальной, (эллиптичной), а не цилиндрической, так что при измерении двух взаимно перпендикулярных диаметров детали в одном и том же поперечном сечении получаются разные результаты. Другим видом отклонения от правильной формы цилиндрических деталей, обрабатываемых на токарных станках, является их конусность, получающаяся вследствие неправильно установленной передней (если обрабатываемая деталь закреплена в патроне) или задней бабки (при установке детали в центрах). Погрешности при обработке детали во многих случаях вызываются недостаточной точностью или неисправностью зажимных приспособлений. Очевидно, например, что при обработке наружной поверхности втулки, насаженной на оправку с сильно изношенными центровыми отверстиями, требуемой концентричности наружной поверхности с поверхностью отверстия не получится. Неточность формы детали обусловливает и неточность ее размеров. Погрешности, вызываемые неточностью формы, размеров и установки режущего инструмента, а также в результате его износа. Во многих случаях точность размеров и формы обрабатываемой детали или отдельных участков ее зависит прежде всего от точности размеров и формы применяемого режущего инструмента. Если точный по ширине прорезной резец при обработке канавки, о которой говорилось выше, установлен так, что главная режущая кромка его не параллельна оси детали, то ширина канавки получится больше ширины резца и форма ее будет неправильна. Очевидна также и зависимость точности размера детали от точности установки резца в рабочее положение, например на требуемый диаметр детали по лимбу. Существенное значение имеет износ режущего инструмента в процессе работы, который иногда настолько велик, что диаметр детали у конца, расположенного у передней бабки, получается несколько больше диаметра конца детали, с которого начато обтачивание (у задней бабки). Погрешности, вызываемые неточностью измерительного инструмента и неправильным пользованием им. Естественный износ измерительных инструментов не должен являться причиной неточности измерений, если в данной мастерской хорошо организован и действует периодический контроль инструментов, осуществляемый специальными лицами. Величина погрешностей измерений может быть весьма существенной, если для данного измерения применяется инструмент несоответствующей точности. Например, наибольшая точность измерения, которая может быть достигнута (опытным рабочим) при помощи кронциркуля и линейки с делениями, составляет около 0,3 мм. при механической, токарной, черновой, чистовой обработкеТаблица шероховатости при различной обработке
Качество отделки поверхности — Ra, Rz, Rt Измерение шероховатости поверхности и отделкаАвтор: A.W. Stahli Ресурсы Соблюдение, кладящие процессы втирания, о притирке для притирания кольца с одним пластингом и функциональной принципиальной пластинговой пластинговой пластинкой. Измерительный инструментПроверка рабочей пластиныКакие типы заготовок притираются?Алмазная притирка Загрузить PDF Качество обработки поверхности При заданном размере зерна и вязкости жидкости изменение давления притирки приводит к более высокой или более низкой скорости съема материала, более толстой или тонкой пленке и более грубой или более тонкой обработке поверхности. Зернистость и шероховатость поверхностиНапример, на стальной детали, закаленной до 60 HRc, притертой с использованием карбида кремния с зернистостью 500, при давлении 250 г/см² будет получена шероховатость поверхности Ra = 0,2 мкм (N4). ) или Rz 0,6-0,8, тогда как при снижении давления до 50 г/см² можно получить чистоту поверхности Ra=0,05 мкм (N2) или Rz 0,2-0,3. Корреляция между размером зерна и чистотой поверхности тесно связана друг с другом. Чтобы подчеркнуть, шероховатость поверхности определяется незначительными изменениями высоты поверхности данного материала или заготовки. Международные стандарты обработки поверхности (DIN 4762, 4768, ISO 4287/1-2. 4288) применяются аналогичным образом, поскольку качество обработки поверхности указывается в значениях Ra или даже в более точных значениях Rt. На практике также указывается более реалистичное значение Rz, которое определяется путем усреднения 5 отдельно измеренных значений Rt. Подходящее измерительное оборудование для получения этих значений теперь имеется в продаже (Рисунок 54). Плоские поверхности и показания Ra — целочисленное среднее всех абсолютных отклонений профиля шероховатости от центральной линии в пределах длины измерения. Рис. 46: Среднее арифметическое значение шероховатости Ra Среднее значение шероховатости Ra (DIN 4768) представляет собой среднее арифметическое всех значений профиля шероховатости R в пределах измерительного расстояния lm. Таким образом, он определяет среднее отклонение этого профиля поверхности от средней линии. Рис. 47: Максимальная высота от пика до впадины Rt Максимальная высота от пика до впадины Rt (DIN 4748) представляет собой расстояние по вертикали между самым высоким пиком и самым низким пиком профиля шероховатости R в пределах общего расстояния измерения lm. Другими словами, это разница высот между самой высокой горой и самой низкой долиной в пределах измеряемого диапазона. Рисунок 48: Средняя глубина шероховатости Rz Средняя глубина шероховатости Rz (DIN 4768) представляет собой среднее значение индивидуальных значений глубины шероховатости пяти человек, измеряющих расстояния последовательно. Рисунок 49: Таблица стандартов шероховатости (стандарт N), составленная для сравнительного чтения в соответствии с A.W. Stahli и DIN 4768/1 Системы обозначения шероховатости поверхности 50: Сравнительная таблица производителей станков Рисунок 51: Профиль поверхности токарной заготовки из стали. Ra 7,51, Rt 31,1– Рис. 52: Та же поверхность, что и на Рис. 51, после притирки с зерном Si-C 500, Шероховатость поверхности и плоскостность поверхности — это два совершенно разных понятия, и их важно помнить. Многие электронные измерительные приборы, используемые сегодня для определения качества отделки поверхности, имеют микропроцессорные системы управления и принтеры (рис. Также очень важно учитывать материал заготовки, ее микроструктуру, твердость и тип обработки, а также направление измеряемого расстояния относительно следов обработки. Даже при приложении давления всего 1 мН алмазный зонд радиусом 5 микрон сожмет поверхность детали из цветного металла примерно до 50% глубины шероховатости. В случае Рис. 57: Алюминиевая деталь с матовым покрытием при увеличении в 1600 раз и с соответствующей диаграммой измерений. Рис. 58: Та же заготовка, что и на Рис. 57, но отполированная на полировальном столе тонкой бумагой 4/0, снятие материала ок. 2-5 мкм, радиус зонда 5 мкм, измерительное давление 1 мН. Измерение шероховатости с помощью высокоточных и бесконтактных измеренийВысокоточные бесконтактные измерения шероховатостиNOVACAM TM Трехмерные метрологические системы обеспечивают быстрые и надежные бесконтактные трехмерные измерения параметров шероховатости поверхности. Они предлагают:
Литая металлическая полоса с плазменным покрытием: трехмерная карта поверхности Параметры измерения шероховатости образца пластины топливного элемента (изображение в высоту справа) представлены ниже. Поверхности могут быть отражающими или неотражающими, гладкими или шероховатыми, стационарными или движущимися. Узнайте больше о том, что мы можем измерить. Пластина топливного элемента (образец 1 мм²), глубина поверхности выражается цветом Преимущества модульной конструкции системы на основе волокнаСистемы NOVACAM являются модульными и основаны на системный интерферометр с оптическим волокном длиной несколько метров. Благодаря уникальному сочетанию технологии низкокогерентной интерферометрии и волоконно-оптической конструкции эти системы предлагают нашим клиентам значительные преимущества. К этим преимуществам относятся:
Датчики NOVACAM бывают разных конструкций и моделей, включая стандартные датчики или датчики малого диаметра, а также ротационные сканеры и гальванические сканеры — для удовлетворения большинства задач высокоточного контроля. Волоконно-оптические датчики Novacam бывают разных конструкций и моделей — стандартные, малого диаметра, ротационные или гальво-сканирующие — для удовлетворения потребностей приложений высокоточного контроля. Измерение шероховатости в труднодоступных местах Три наши системы – система OPTICAL 3D PROFILOMETER, система TUBEINSPECT и система BOREINSPECT – измеряют шероховатость даже внутри отверстий, труб и других ограниченных пространств. Программы лазерной гравировки: Обзор программ для лазерных станковОбзор программ для лазерных станковЛазерное оборудование предназначено для операций, связанных с резкой и гравировкой материалов. В качестве поверхностей, доступных для работы, может выступать любое плотное сырье. Оптоволоконные лазеры используют для обработки металлов и ABS-пластиков, углекислотные станки подходят для тканей, дерева, поролона, резины, бумаги, оргстекла и много другого. Лазерное оборудование пользуется большим спросом и приобретается не только для промышленного производства, но и для домашнего использования. Это объясняется очень высокими характеристиками качества, скорости и еще целым рядом достоинств, в числе которых простота в использовании. Дело в том, что в управлении станком человек практически не участвует. Ему не надо вручную настраивать лазерный луч и перемещать его. Все это станок делает самостоятельно, следуя действиям управляющей программы, в задачи оператора входит только ее запуск, раскладывание материала на рабочем столе и сбор вырезанных элементов. Программы лазерного станка ЧПУ (числовое программное управление) можно разделить на две большие группы: редакторы для построения модели резки/гравировки и программы, управляющие функционалом оборудования. Графические редакторыДля того, чтобы станок смог понять, что ему делать, необходимо создать план раскроя материала или изображение для гравировки, после чего сохранить в одном из форматов, которые воспринимает оборудование. Для построения чертежа подходят многие графические редакторы по работе с плоскими объектами и программы для трехмерного моделирования. Наиболее часто используются следующие:
Как упоминалось выше, программы для трехмерного моделирования (3ds Max, AutoCAD, SolidWorks и им подобные) тоже вполне подходят для создания файлов к лазерным станкам, поэтому тем, кто профессионально разбирается в них, нет необходимости изучать тот же Adobe Illustrator. Программное обеспечение, управляющее лазерным оборудованиемДля того, чтобы макет, созданный в графическом редакторе, был прочитан и воспроизведен на материале, требуются специальные программы лазерного станка, отвечающие непосредственно за функционирование оборудования.
Свежее:
Популярное:
Популярные категории товаров Лазерные станки по фанере Индивидуальный запрос Имя Телефон Отправляя контактные данные — вы даете согласие на их обработку в целях Оцените информацию на страницеСредняя оценка: 2,4 Программа для лазерного гравера | Софт для лазерного станка{{{title}}} {{{text}}} Скачать обновление ПО Даю согласие на обработку персональных данных (Политика конфиденциальности) Скачать обновление ПО Основные возможности
Параметры маркировки
Остались вопросы? Оставьте заявку и наши специалисты проконсультируют вас {{{title}}} {{{text}}} Заказать бесплатную Оставьте свой телефон, и мы свяжемся с вами Даю согласие на обработку персональных данных (Политика конфиденциальности) Получить консультацию Лучшее программное обеспечение для лазерной гравировки Один из верных способов повысить интерес к продуктам, изготовленным с помощью станка для резки и гравировки Thunder Laser, — это персонализация. От рекламных изделий, таких как брелки и визитные карточки, до бокалов с гравировкой для особых мероприятий и украшений, наши машины предлагают безграничные возможности для раскрытия вашего творчества и расширения вашего бизнеса. Однако вам также необходимо надежное программное обеспечение, которое поможет вам легко проектировать и гравировать ваши продукты. Имея это в виду, мы собрали четыре первоклассных приложения для нашего программного обеспечения для лазерной резки и гравировки, чтобы помочь вам максимально эффективно использовать свои инвестиции. Лучшее программное обеспечение для лазерной гравировкиЕсли у вас есть фрезерный станок с ЧПУ, 3D-принтер или лазерный гравировальный станок, управляющее программное обеспечение необходимо для настройки продуктов в соответствии с вашими предпочтениями. Эти программы с открытым исходным кодом заполняют счет множеством функций DIY, подходящих практически для любого стиля дизайна. LightBurn Разработанное для использования с операционными системами Windows, iOS и Linux, программное обеспечение для лазерной гравировки LightBurn предлагает удобный интерфейс, который позволяет легко создавать макеты, редактировать графику и управлять лазерным резаком. Это программное обеспечение имеет бесплатный пробный период в 30 дней, что дает вам неограниченный доступ к его функциям, прежде чем вы приобретете лицензию. Он позволяет импортировать множество распространенных форматов изображений и векторной графики, включая AI, PDF, SVG, PNG и JPG, что упрощает использование элементов, созданных с помощью программного обеспечения для дизайна, такого как Adobe Illustrator и Photoshop, Inkscape и CorelDRAW. Мощные функции, такие как логические операции, сварка, редактирование узлов и смещение, облегчают создание, расположение и редактирование векторных фигур, а настраиваемые параметры, такие как мощность, порядок резки, яркость и контрастность, сглаживание и множественные проходы, открывают дополнительные возможности для персонализации проекта. После того, как вы закончите свой дизайн, LightBurn отправляет готовую графику прямо на ваш лазерный гравер для бесшовного создания. Покупка LightBurn стоит от 40 до 80 долларов, в зависимости от типа требуемой лицензии. Каждая покупка Thunder Laser включает копию LightBurn. Программное обеспечение для лазерной гравировки рисунковInkscape Создавайте уникальные индивидуальные гравюры с помощью программного обеспечения Inkscape. Этот мощный инструмент проектирования является бесплатным и простым в использовании, что делает его отличным выбором для начинающих. Он совместим с различными форматами файлов, такими как SVG, PNG и DXF, помогая вам легко экспортировать файлы, которые работают с вашим лазерным резаком Thunder и гравер. CorelDRAW CorelDRAW позволяет создавать профессиональные макеты, векторные иллюстрации и текстовые проекты на планшете или компьютере. Этот инструмент для лазерной гравировки предлагает три варианта использования — Essentials для студентов и новичков, Standard для любителей и малого бизнеса и Graphics Suite для профессионалов в области дизайна — и каждый из них совместим с форматами файлов лазерной гравировки, такими как SVG и PNG. Adobe Illustrator Золотой стандарт программного обеспечения для графического дизайна, Adobe Illustrator поставляется с бесплатной 7-дневной пробной версией; после этого вы платите 20,99 долларов США в месяц по подписке, чтобы использовать его. Вы можете объединить его с другими продуктами Adobe для пакетных сделок, хотя Illustrator одинаково хорошо работает как отдельная программа для создания гравюр Thunder Laser. Предустановленные формы и возможность импортировать собственные шрифты упрощают создание уникальных логотипов и графики, а это программное обеспечение включает в себя многочисленные учебные пособия на веб-сайте Adobe, чтобы вы могли быстро освоить необходимые навыки. Использование лазерного гравера Thunder Laser USA для бизнеса или для удовольствия становится намного интереснее и продуктивнее, если в вашем наборе инструментов для проектирования есть правильное программное обеспечение. Бесплатные и недорогие опции помогут вам максимально эффективно использовать вашу машину, не снижая прибыли. 5 Лучшее программное обеспечение для лазерной гравировки в 2023 году Лазерная гравировка — это сложный процесс, который требует использования лучшего программного обеспечения для лазерной гравировки для достижения желаемого результата. В общем, есть лазерный луч, который перемещается по поверхности для создания различных рисунков. Для изготовления уникальной лазерной гравировки вам необходимо использовать специальный гравировальный станок, управляемый программным обеспечением лазерного гравера. Таких программ, доступных бесплатно, очень мало, но нам удалось подобрать несколько достойных вариантов.
В этом обзоре мы описали лучшие программы для лазерной резки, на которые вы также можете положиться при создании векторных файлов. Очень немногие инструменты изначально предназначены для лазерной резки, но они безупречны, когда речь идет о создании точной векторной графики, которую можно в дальнейшем использовать в проектах лазерной резки. 1.
Управление лазерным резаком в соответствии с вашим дизайном
ЛазерВеб4 СКАЧАТЬ Вердикт: LaserWeb4 — это ведущее программное обеспечение для услуг цифровой лазерной гравировки. Этот тип программного обеспечения использует ту же технологию, что и промышленный лазерный гравировальный станок; разница в том, что это программное обеспечение предназначено для использования на настольном ПК, а не на лазерном принтере. Основные плюсы и минусы программного обеспечения можно свести к трем основным факторам, включая цену, удобство для пользователя и функциональность. 2. InkscapeМасштабируемый вектор — это собственный формат
Инкскейп СКАЧАТЬ Вердикт: Inkscape — отличный инструмент для создания изображений с помощью лазерного гравера FABOLIFT и имеет прекрасное программное обеспечение для редактирования. Плюсы в том, что он очень быстрый, позволяет выполнять высококачественное преобразование практически в любой формат, а также в том, что его можно использовать в качестве приложения для графического дизайна. Недостатком является то, что он не совместим с некоторыми форматами, такими как psd, поскольку он использует растровые изображения, которые принимаются только библиотекой форматов Adobe. 3. LightBurnИмпорт всей распространенной векторной графики
Лайтберн СКАЧАТЬ Вердикт: LightBurn — это программное обеспечение для проектирования, модификации и интерактивного лазерного резака. С LightBurn вы можете: импортировать изображения в различных популярных форматах изображений и графики (таких как AI, EPS, PDF, JPEG, DXF, PNG, JPG, GIF, BMP) в программное обеспечение для лазерной гравировки для более точного результата. Вы также можете изменять настройки различными способами. Эти функции LightBurn делают его обязательным для каждого предприятия, занимающегося лазерной гравировкой. 4. ТурбокадС функциями для упрощения лазерной резки
Турбокад СКАЧАТЬ Вердикт: TurboCAD — отмеченная наградами программа САПР для полномасштабного проектирования и создания чертежей, работающая в операционных системах Microsoft Windows и Macintosh. Продукт используется архитектурными и инженерными фирмами по всему миру для проектирования и визуализации сложных конструкций и изделий, таких как здания, мосты, автомобили и даже мосты и памятники. Кратон жар пушка: Тепловая пушка Кратон Жар-пушка D 30-750 — купить в Москве, ценаТепловая электрическая пушка Кратон Жар-пушка Е 5-400-380В / 3 09 04 032
ОписаниеТепловая электрическая пушка Кратон Жар-пушка Е 5-400-380В 3 09 04 032 — это прибор для нагрева воздуха в помещениях различного назначения. Характеристики
Напишите свой отзыв о «Тепловая электрическая пушка Кратон Жар-пушка Е 5-400-380В / 3 09 04 032»Имя / Псевдоним Плюсы Минусы Комментарий Оценка товара Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных Тактические ножи с рукояткой из кратонаЕсть вопросы? Мы здесь для васМихал Задайте вопрос
Очистить все фильтры
Тактические ножи Нож Cold Steel Safe Maker II Тактические ножи Нож тигра холодной стали (AUS8A) Тактические ножи Нож счетчик холодного оружия TAC II (AUS8A) Тактические ножи Нож Cold Steel SRK (SK-5) Тактические ножи Нож Cold Steel OSS (AUS8A) Тактические ножи Нож Cold Steel SR1 Lite Эксперты по пневматическому оружию, стрельбе из лука, охоте и снаряжению для активного отдыха | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Выросшая мощь станков подтолкнула отрасль к изобретению новых способов увеличения срока службы инструмента. Сменные твердосплавные пластины как раз позволили это сделать.
Выросшая мощь станков подтолкнула отрасль к изобретению новых способов увеличения срока службы инструмента. Сменные твердосплавные пластины как раз позволили это сделать.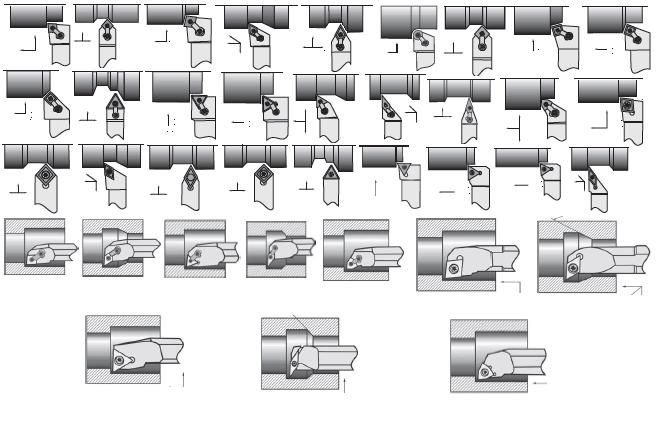

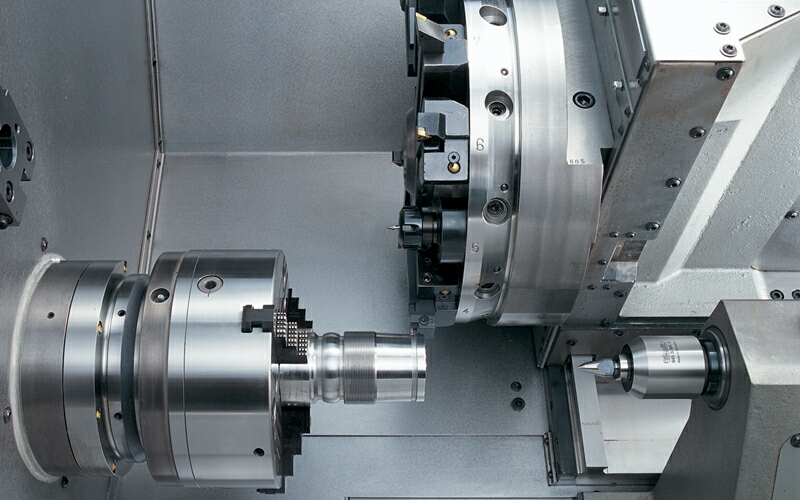
 Некоторые из них мы уже назвали, но давайте рассмотрим их подробнее, чтобы внести ясность в возможности токарных станков.
Некоторые из них мы уже назвали, но давайте рассмотрим их подробнее, чтобы внести ясность в возможности токарных станков. Поскольку глубина резания не должна быть очень большой, это можно сделать за один проход. Движение режущего инструмента перпендикулярно оси вращения.
Поскольку глубина резания не должна быть очень большой, это можно сделать за один проход. Движение режущего инструмента перпендикулярно оси вращения.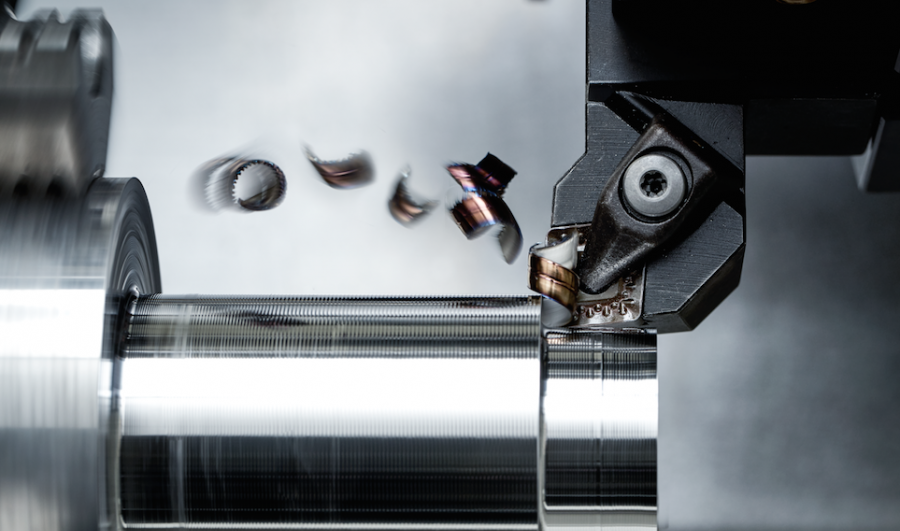
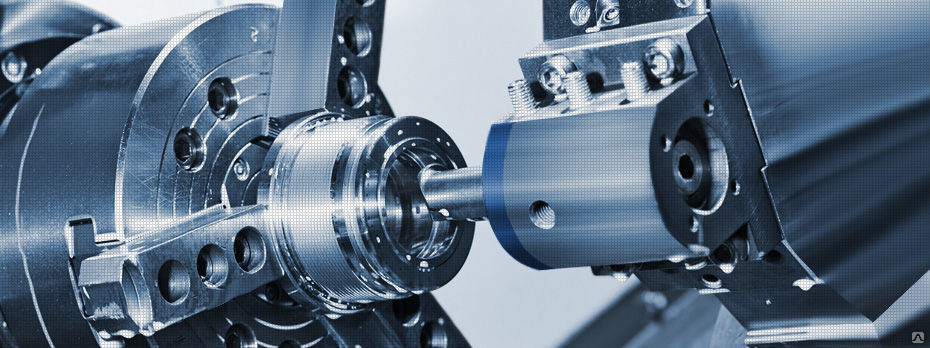 Метчик входит в имеющееся отверстие, чтобы нарезать внутреннюю резьбу. Требования к имеющемуся отверстию связаны с размером резьбы – она должна быть близка к кончику зубьев резьбы.
Метчик входит в имеющееся отверстие, чтобы нарезать внутреннюю резьбу. Требования к имеющемуся отверстию связаны с размером резьбы – она должна быть близка к кончику зубьев резьбы. Получение точных результатов для осесимметричных деталей лучше всего делать с помощью этого метода изготовления. Гибкость и производственные мощности позволяют производить крупносерийное производство практически с одинаковыми результатами.
Получение точных результатов для осесимметричных деталей лучше всего делать с помощью этого метода изготовления. Гибкость и производственные мощности позволяют производить крупносерийное производство практически с одинаковыми результатами. Сам инструмент перемещается вдоль оси обрабатываемой детали во время ее вращения, создавая спиральную траекторию движения инструмента.
Сам инструмент перемещается вдоль оси обрабатываемой детали во время ее вращения, создавая спиральную траекторию движения инструмента.
 Например, вы не можете автоматически сгенерировать код из 2D-чертежа, у вас есть 2 варианта: либо написать код вручную, либо сначала создать 3D-модель.
Например, вы не можете автоматически сгенерировать код из 2D-чертежа, у вас есть 2 варианта: либо написать код вручную, либо сначала создать 3D-модель. Токарная обработка состоит из множества этапов, поэтому убедитесь, что вы выбрали правильный инструмент для определенной отделки. Револьверная головка может одновременно удерживать множество инструментов для бесперебойной работы от начала до конца;
Токарная обработка состоит из множества этапов, поэтому убедитесь, что вы выбрали правильный инструмент для определенной отделки. Револьверная головка может одновременно удерживать множество инструментов для бесперебойной работы от начала до конца;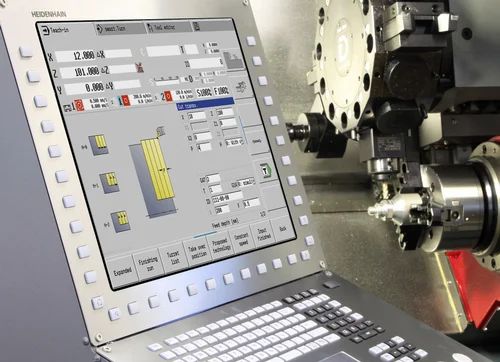 Расчеты времени цикла определяют конечное затраченное время, необходимое для расчета затрат.
Расчеты времени цикла определяют конечное затраченное время, необходимое для расчета затрат. д.
д.
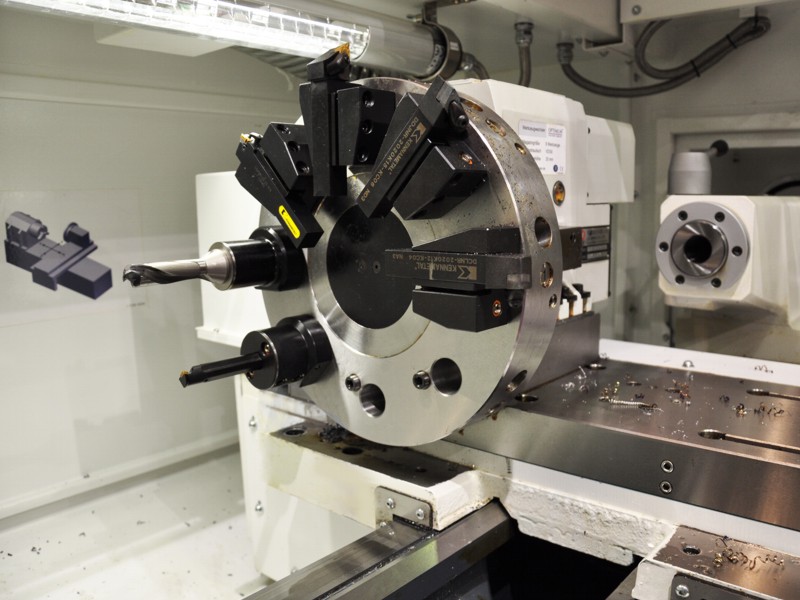 Он крепится непосредственно к шпинделю, но является сменным, поэтому можно обрабатывать детали разного размера. Цанга — это в основном уменьшенная версия патрона. Размер детали, подходящей для цанг, составляет до 60 мм. Они обеспечивают лучшее сцепление с мелкими деталями.
Он крепится непосредственно к шпинделю, но является сменным, поэтому можно обрабатывать детали разного размера. Цанга — это в основном уменьшенная версия патрона. Размер детали, подходящей для цанг, составляет до 60 мм. Они обеспечивают лучшее сцепление с мелкими деталями.

 Если центр имеет возможности как настройки, так и фрезерования, как показано выше, вращение можно остановить, чтобы можно было фрезеровать другие формы.
Если центр имеет возможности как настройки, так и фрезерования, как показано выше, вращение можно остановить, чтобы можно было фрезеровать другие формы.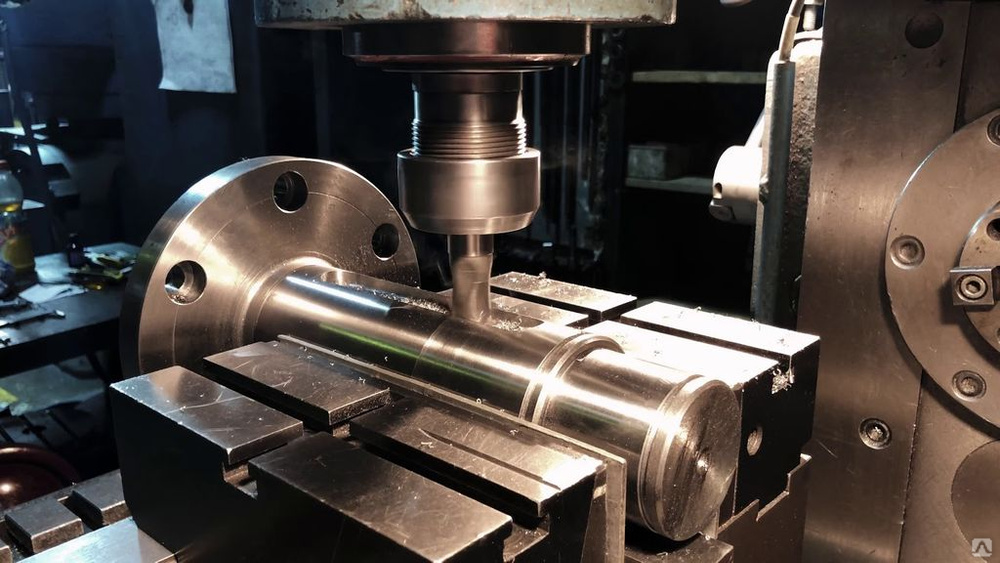 Деталь может быть частично обработана на главном шпинделе, перемещена на вспомогательный шпиндель и выполнена дополнительная работа с другой стороны этой конфигурации.
Деталь может быть частично обработана на главном шпинделе, перемещена на вспомогательный шпиндель и выполнена дополнительная работа с другой стороны этой конфигурации.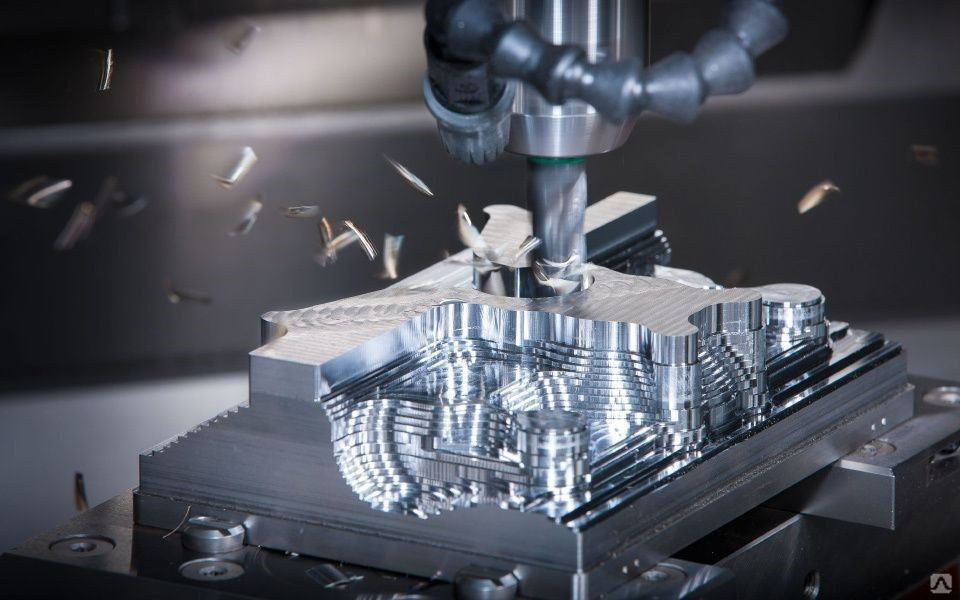
 Сегодня доступно несколько технологий ЧПУ, поэтому понимание основ обработки с ЧПУ поможет вам отличить их особенности. Одной из таких инновационных технологий является токарная обработка с ЧПУ.
Сегодня доступно несколько технологий ЧПУ, поэтому понимание основ обработки с ЧПУ поможет вам отличить их особенности. Одной из таких инновационных технологий является токарная обработка с ЧПУ.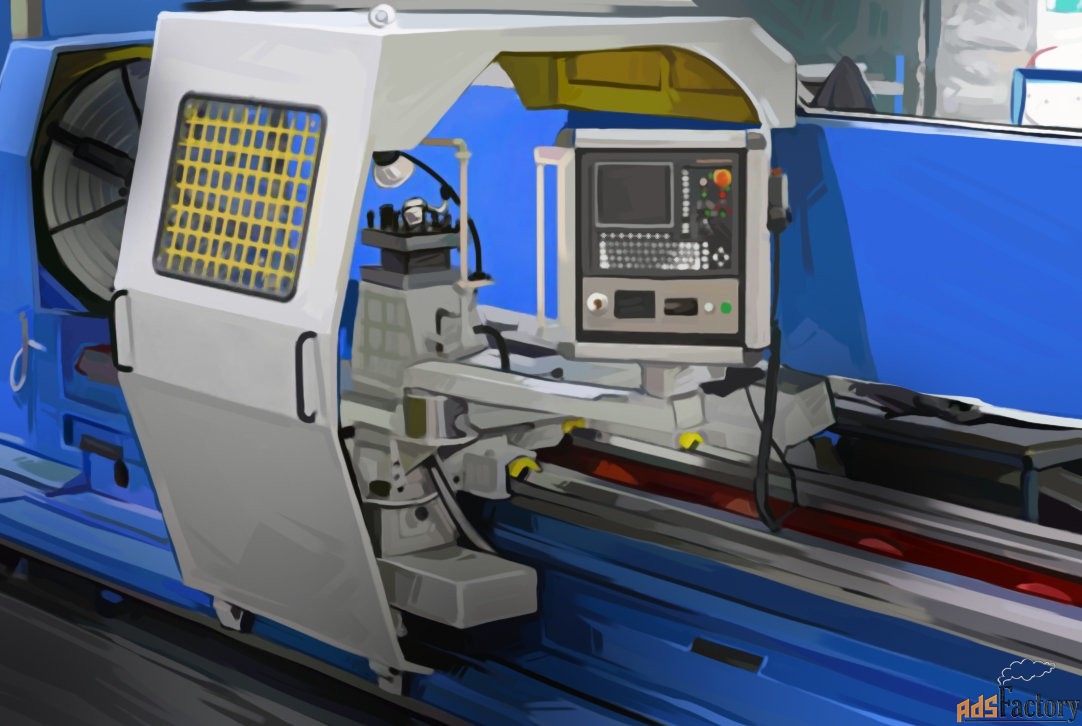 Он включает в себя размещение режущего инструмента на токарной заготовке для удаления материалов и придания желаемой формы.
Он включает в себя размещение режущего инструмента на токарной заготовке для удаления материалов и придания желаемой формы. Однако он также может создавать несколько форм с осевой симметрией. Эти формы включают конусы, диски или комбинацию форм. Некоторые токарные центры могут даже выполнять многоугольные токарные операции с помощью специальных вращающихся инструментов. Таким образом, вы можете создавать компоненты шестиугольной или квадратной формы.
Однако он также может создавать несколько форм с осевой симметрией. Эти формы включают конусы, диски или комбинацию форм. Некоторые токарные центры могут даже выполнять многоугольные токарные операции с помощью специальных вращающихся инструментов. Таким образом, вы можете создавать компоненты шестиугольной или квадратной формы. В результате эта машина может закончить производство быстрее, не жертвуя качеством конечной продукции. Наконец, вы сможете получить необходимые компоненты быстрее, чем при других вариантах.
В результате эта машина может закончить производство быстрее, не жертвуя качеством конечной продукции. Наконец, вы сможете получить необходимые компоненты быстрее, чем при других вариантах. Вы также можете использовать те же программные инструменты, упомянутые выше, для экспорта чертежа в формат CAM. Затем инженер-технолог может использовать программное обеспечение для проверки технологичности компонента.
Вы также можете использовать те же программные инструменты, упомянутые выше, для экспорта чертежа в формат CAM. Затем инженер-технолог может использовать программное обеспечение для проверки технологичности компонента. Турель поможет удерживать как можно больше инструментов одновременно, чтобы обеспечить бесперебойную работу.
Турель поможет удерживать как можно больше инструментов одновременно, чтобы обеспечить бесперебойную работу.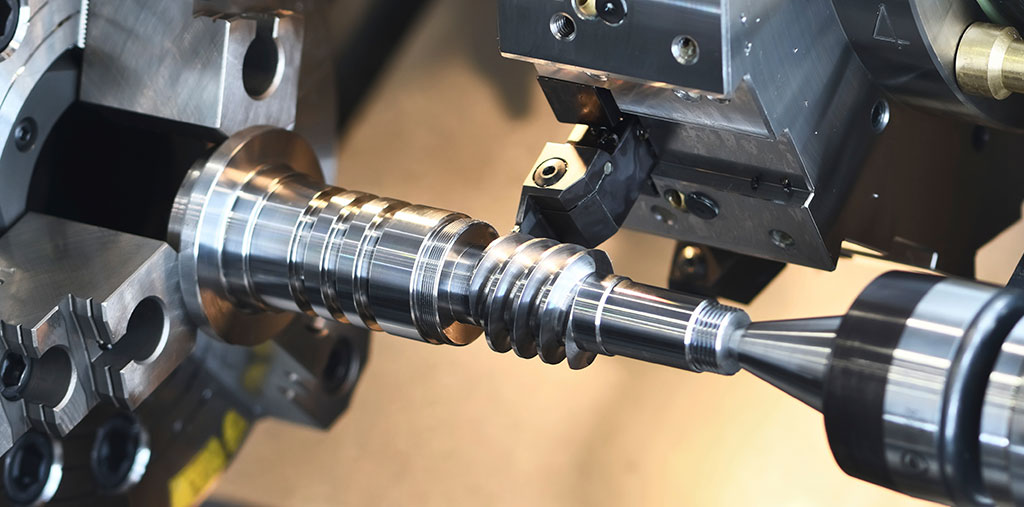 С другой стороны, высокая скорость токарной обработки и более низкая подача идеально подходят для обработки гладких поверхностей и деталей с точными требованиями к допускам.
С другой стороны, высокая скорость токарной обработки и более низкая подача идеально подходят для обработки гладких поверхностей и деталей с точными требованиями к допускам.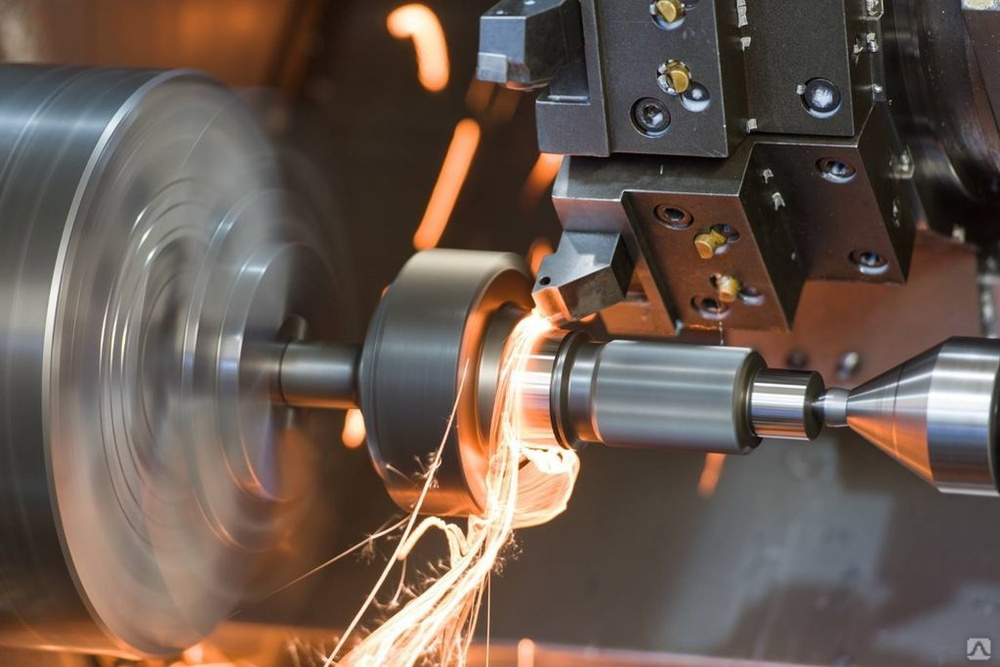 Любая операция, не связанная с резкой, считается бездействующей операцией. Например, изменение настроек токарного центра, движения инструмента и т. д.
Любая операция, не связанная с резкой, считается бездействующей операцией. Например, изменение настроек токарного центра, движения инструмента и т. д.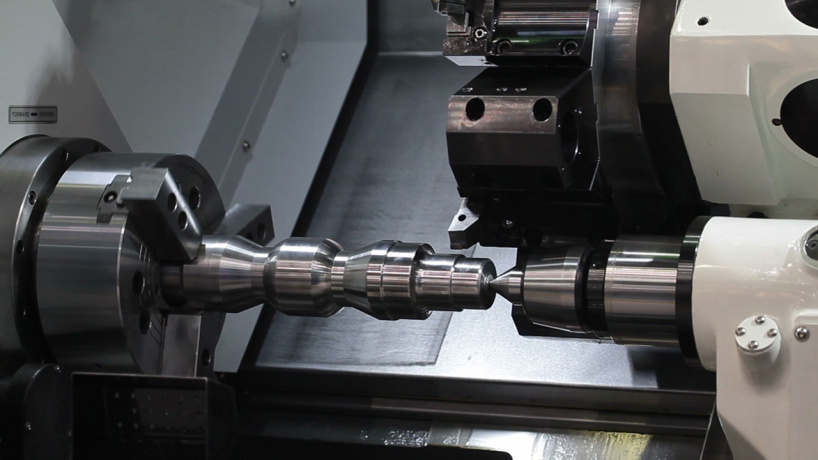 Элементы, которые он может создавать, включают конусы, фаски, ступеньки и контуры. Механическая обработка этих элементов обычно происходит при небольшой радиальной глубине резания, при этом для достижения конечного диаметра выполняется несколько проходов.
Элементы, которые он может создавать, включают конусы, фаски, ступеньки и контуры. Механическая обработка этих элементов обычно происходит при небольшой радиальной глубине резания, при этом для достижения конечного диаметра выполняется несколько проходов. Таким образом, он удаляет тонкие слои материала, обеспечивая гладкие плоские поверхности. Глубина поверхности обычно очень мала, и обработка может выполняться за один проход.
Таким образом, он удаляет тонкие слои материала, обеспечивая гладкие плоские поверхности. Глубина поверхности обычно очень мала, и обработка может выполняться за один проход.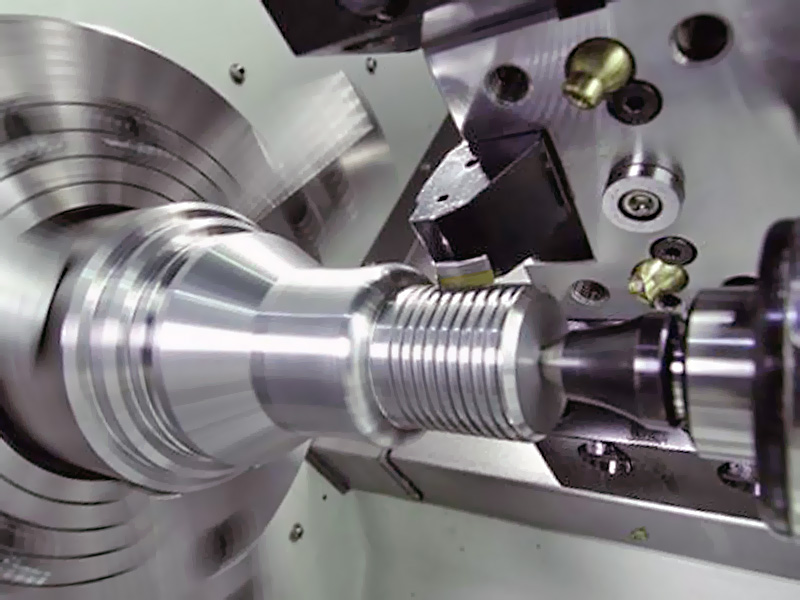 С помощью регулируемой расточной головки можно настроить расточный инструмент на резку нужного диаметра.
С помощью регулируемой расточной головки можно настроить расточный инструмент на резку нужного диаметра.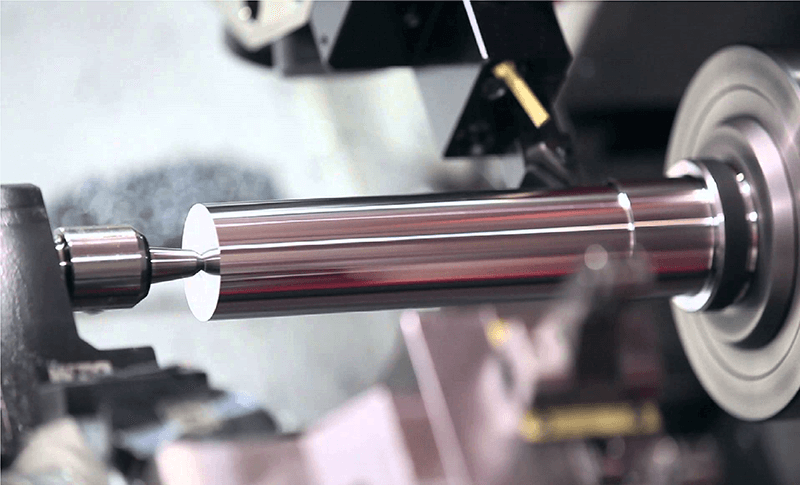 Этот узор служит визуальным украшением или рукояткой.
Этот узор служит визуальным украшением или рукояткой. К ним относятся:
К ним относятся: Разница лишь в том, что ими управляют компьютерные программы. Кроме того, их основные операции токарные и расточные.
Разница лишь в том, что ими управляют компьютерные программы. Кроме того, их основные операции токарные и расточные.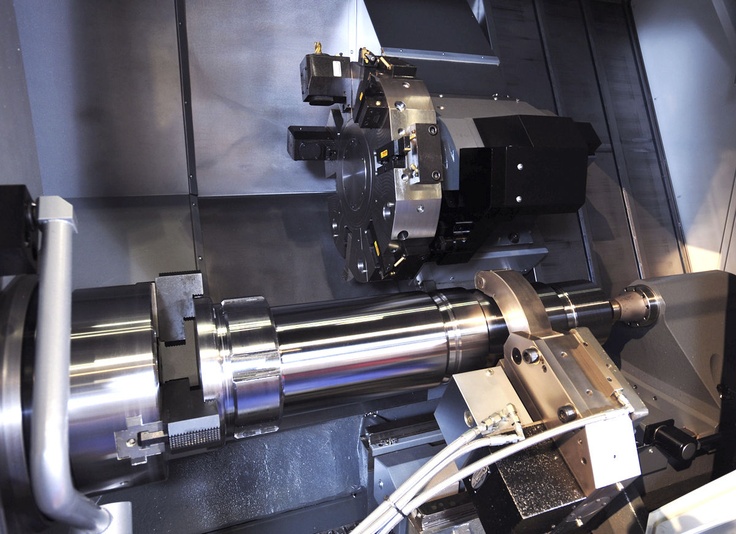
 Вспомогательный шпиндель перемещается в продольном направлении к основному шпинделю под управлением компьютерной инструкции. Таким образом, можно обрабатывать обратную сторону заготовок без дополнительной загрузки/выгрузки в процессе.
Вспомогательный шпиндель перемещается в продольном направлении к основному шпинделю под управлением компьютерной инструкции. Таким образом, можно обрабатывать обратную сторону заготовок без дополнительной загрузки/выгрузки в процессе. Револьверная головка и другие приспособления проходят по всей длине станины.
Револьверная головка и другие приспособления проходят по всей длине станины.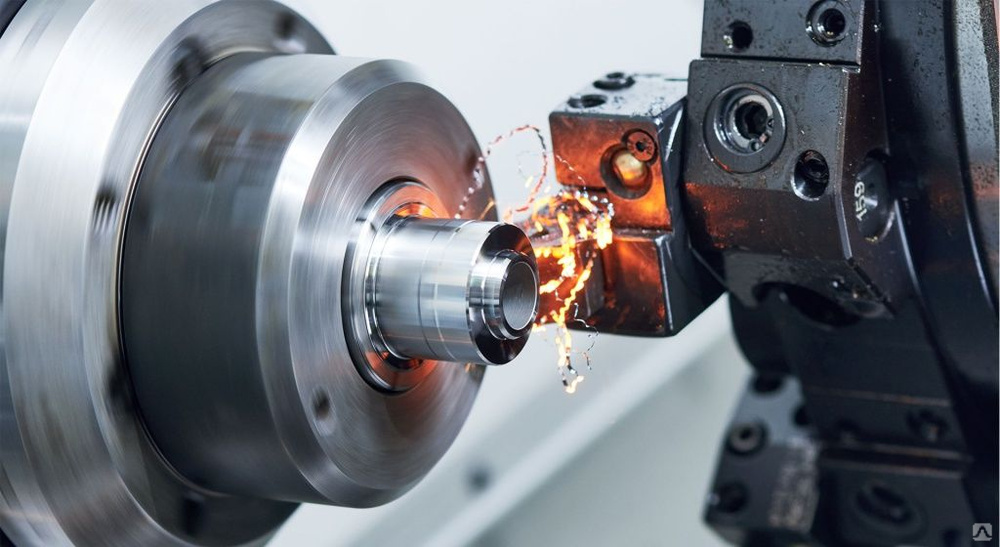 Это мозг, лежащий в основе токарных операций с ЧПУ , позволяющий оператору корректировать программы перед началом процесса.
Это мозг, лежащий в основе токарных операций с ЧПУ , позволяющий оператору корректировать программы перед началом процесса. Таким образом, эта уникальная конструкция может лучше контролировать поток стружки, чтобы гарантировать, что она падает прямо под деталь.
Таким образом, эта уникальная конструкция может лучше контролировать поток стружки, чтобы гарантировать, что она падает прямо под деталь.

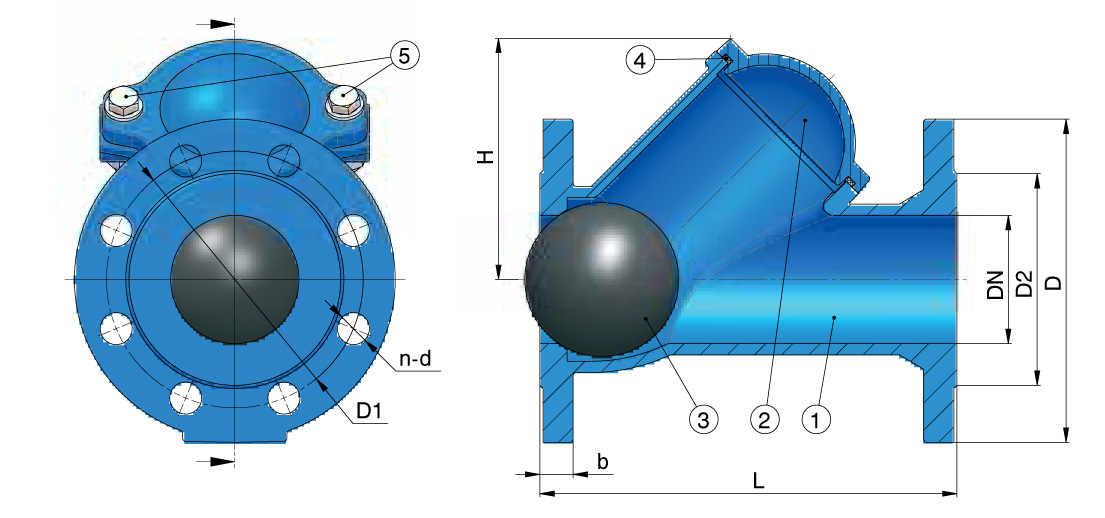 33Mb)
33Mb) Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении.
Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении. Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении.
Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении.
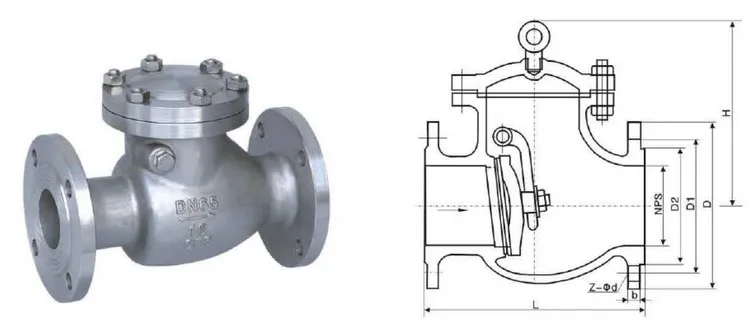 Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении.
Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении.
 Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении.
Клапаны гарантируют движение потока хладагента только в одном — заданном направлении. Существует два типа обратных клапанов Becool BC-CV, тип A- для трубопроводов диаметром до 7/8″ включительно, тип B- для трубопроводов диаметром от 1 1/8″ до 2 1/8″ включительно. Клапаны BC-CV выпускают исключительно в прямоточном исполнении.
 org/ListItem»>Электроинструмент
org/ListItem»>Электроинструмент
 3
3 .
. org/ListItem»>Для дома, дачи и ремонта »
org/ListItem»>Для дома, дачи и ремонта »
 Например, аромат и вкус специй оптимально сохраняются при помоле. Чувствительные продукты можно тонко измельчить без ущерба для их свойств.
Например, аромат и вкус специй оптимально сохраняются при помоле. Чувствительные продукты можно тонко измельчить без ущерба для их свойств. Это позволяет, например, оптимизировать непрозрачность осажденного карбоната кальция. Дополнительное подключение вторичного воздуха и дополнительные возможности регулировки скорости вращения ротора и зазора помола позволяют нашим клиентам точно контролировать конечную тонкость помола. Подробнее о работе вихревой мельницы смотрите в нашем видео здесь.
Это позволяет, например, оптимизировать непрозрачность осажденного карбоната кальция. Дополнительное подключение вторичного воздуха и дополнительные возможности регулировки скорости вращения ротора и зазора помола позволяют нашим клиентам точно контролировать конечную тонкость помола. Подробнее о работе вихревой мельницы смотрите в нашем видео здесь.
 По условиям нашего договора такой гарантией является использование для отправки заявок адреса электронной почты в домене компании покупателя или иного адреса, оговоренного в договоре. Если вы делаете разовый заказ, указанный адрес будет использоваться для обмена информацией только по этому заказу.
По условиям нашего договора такой гарантией является использование для отправки заявок адреса электронной почты в домене компании покупателя или иного адреса, оговоренного в договоре. Если вы делаете разовый заказ, указанный адрес будет использоваться для обмена информацией только по этому заказу.

 При отсутствии ЖДВ в заявке мы вынуждены будем самостоятельно установить его следующим образом: дата формируется путем прибавления нормативного срока поставки соответствующей продукции к дате заявки покупателя. При этом сформированная таким образом ЖДВ считается согласованной сторонами.
При отсутствии ЖДВ в заявке мы вынуждены будем самостоятельно установить его следующим образом: дата формируется путем прибавления нормативного срока поставки соответствующей продукции к дате заявки покупателя. При этом сформированная таким образом ЖДВ считается согласованной сторонами.
 Вам необходимо будет подтвердить заказ путем его оплаты в установленные счетом сроки. Если оплата по счету будет получена позже, то мы пересчитаем стоимость продукции согласно ценам, действующим на день получения платежа. Чем быстрее будет получено подтверждение заказа с вашей стороны, тем больше времени будет у нас на то, чтобы удовлетворить ваши ожидания относительно желаемой даты отгрузки (ЖДО). Когда товар поступит на склад, и наступит дата ЖДО, специалист сформирует отгрузочные документы и направит вам уведомление о формировании груза по заказу. Если вы выбрали условия доставки, отличные от самовывоза, то ожидайте доставку продукции по вашему заказу. Не забудьте выслать подписанные с вашей стороны отгрузочные документы после получения продукции на адрес склада: 127273, г. Москва, Сигнальный пр-д, д. 19.
Вам необходимо будет подтвердить заказ путем его оплаты в установленные счетом сроки. Если оплата по счету будет получена позже, то мы пересчитаем стоимость продукции согласно ценам, действующим на день получения платежа. Чем быстрее будет получено подтверждение заказа с вашей стороны, тем больше времени будет у нас на то, чтобы удовлетворить ваши ожидания относительно желаемой даты отгрузки (ЖДО). Когда товар поступит на склад, и наступит дата ЖДО, специалист сформирует отгрузочные документы и направит вам уведомление о формировании груза по заказу. Если вы выбрали условия доставки, отличные от самовывоза, то ожидайте доставку продукции по вашему заказу. Не забудьте выслать подписанные с вашей стороны отгрузочные документы после получения продукции на адрес склада: 127273, г. Москва, Сигнальный пр-д, д. 19.
 Наш менеджер свяжется с вами для уточнения ситуации.
Наш менеджер свяжется с вами для уточнения ситуации.

 При отсутствии ЖДВ в заявке мы вынуждены будем самостоятельно установить его следующим образом: дата формируется путем прибавления нормативного срока поставки соответствующей продукции к дате заявки покупателя. При этом сформированная таким образом ЖДВ считается согласованной сторонами.
При отсутствии ЖДВ в заявке мы вынуждены будем самостоятельно установить его следующим образом: дата формируется путем прибавления нормативного срока поставки соответствующей продукции к дате заявки покупателя. При этом сформированная таким образом ЖДВ считается согласованной сторонами.  Между собой B,C,D,X различаются нормативными сроками поставки. Является позиция ходовой или поставляется под заказ – можно уточнить у специалистов клиентского отдела по телефону: +7(495)925-81-50 или посмотреть соответствующую информацию в каталоге продукции.
Между собой B,C,D,X различаются нормативными сроками поставки. Является позиция ходовой или поставляется под заказ – можно уточнить у специалистов клиентского отдела по телефону: +7(495)925-81-50 или посмотреть соответствующую информацию в каталоге продукции.
 Будьте внимательны, в любую минуту информация может обновиться!
Будьте внимательны, в любую минуту информация может обновиться! Для того, чтобы такое оборудование работало без сбоев и проблем, для их обслуживания используется расходный материал медицинского назначения.
Для того, чтобы такое оборудование работало без сбоев и проблем, для их обслуживания используется расходный материал медицинского назначения. У нас можно купить расходные материалы и комплектующие для оборудования, произведенного российскими и иностранными производителями. Вся продукция имеет сертификаты качества и поставляется по максимально низкой цене.
У нас можно купить расходные материалы и комплектующие для оборудования, произведенного российскими и иностранными производителями. Вся продукция имеет сертификаты качества и поставляется по максимально низкой цене. Оборудование определяется как личное имущество длительного пользования со сроком полезного использования более одного года. Такое оборудование остается у Грантополучателя, если иное не указано во время утверждения.
Оборудование определяется как личное имущество длительного пользования со сроком полезного использования более одного года. Такое оборудование остается у Грантополучателя, если иное не указано во время утверждения. ), а также право собственности и интересы в отношении ATI на Дату закрытия (как определено в Разделе 5.1 настоящего Соглашения).
), а также право собственности и интересы в отношении ATI на Дату закрытия (как определено в Разделе 5.1 настоящего Соглашения). После обнаружения Неаффилированным продавцом, Обслуживающим лицом, Запасным обслуживающим лицом, любым Субобслуживающим лицом или Доверительным управляющим нарушения любого из таких заявлений и гарантий, которое существенно и неблагоприятно влияет на стоимость Ипотечных кредитов или интересы Доверительного управляющего или Владельцы сертификатов, или которые существенно и неблагоприятно затрагивают интересы Доверительного управляющего или Держателей сертификатов в соответствующем Ипотечном кредите в случае заверения и гарантии в отношении конкретного Ипотечного кредита (несмотря на то, что такое заверение и гарантия были сделаны, насколько известно Неаффилированному продавцу ), сторона, обнаружившая такое нарушение, должна незамедлительно (и в любом случае в течение пяти (5) рабочих дней с момента обнаружения) направить письменное уведомление другим сторонам. В соответствии с последним абзацем настоящего Раздела 3.03, в течение шестидесяти (60) дней с момента обнаружения или получения им уведомления о любом нарушении заявления или гарантии в соответствии с Соглашением с Неаффилированным продавцом, Сервисная служба должна или должна вызвать Неаффилированному продавцу или Инициатору (а) незамедлительно устранить такое нарушение во всех существенных отношениях или (б) приобрести такую Ипотечную ссуду в следующую последующую Дату денежного перевода Обслуживающего лица путем внесения суммы, равной Цене выкупа ссуды, на Счет для инкассации, или (c) удалить такую Ипотечную ссуду из Доверительного фонда (в этом случае она станет Исключенной Ипотечной ссудой) и заменить ее одной или несколькими Квалифицированными Замещающими Ипотечными ссудами; при условии, что такая замена осуществляется не позднее даты, которая наступает через два года после Дня запуска или в такую более позднюю дату, если Доверительный управляющий получает заключение юрисконсульта от Сервисера и за его счет в отношении изложенного ниже в этой секции.
После обнаружения Неаффилированным продавцом, Обслуживающим лицом, Запасным обслуживающим лицом, любым Субобслуживающим лицом или Доверительным управляющим нарушения любого из таких заявлений и гарантий, которое существенно и неблагоприятно влияет на стоимость Ипотечных кредитов или интересы Доверительного управляющего или Владельцы сертификатов, или которые существенно и неблагоприятно затрагивают интересы Доверительного управляющего или Держателей сертификатов в соответствующем Ипотечном кредите в случае заверения и гарантии в отношении конкретного Ипотечного кредита (несмотря на то, что такое заверение и гарантия были сделаны, насколько известно Неаффилированному продавцу ), сторона, обнаружившая такое нарушение, должна незамедлительно (и в любом случае в течение пяти (5) рабочих дней с момента обнаружения) направить письменное уведомление другим сторонам. В соответствии с последним абзацем настоящего Раздела 3.03, в течение шестидесяти (60) дней с момента обнаружения или получения им уведомления о любом нарушении заявления или гарантии в соответствии с Соглашением с Неаффилированным продавцом, Сервисная служба должна или должна вызвать Неаффилированному продавцу или Инициатору (а) незамедлительно устранить такое нарушение во всех существенных отношениях или (б) приобрести такую Ипотечную ссуду в следующую последующую Дату денежного перевода Обслуживающего лица путем внесения суммы, равной Цене выкупа ссуды, на Счет для инкассации, или (c) удалить такую Ипотечную ссуду из Доверительного фонда (в этом случае она станет Исключенной Ипотечной ссудой) и заменить ее одной или несколькими Квалифицированными Замещающими Ипотечными ссудами; при условии, что такая замена осуществляется не позднее даты, которая наступает через два года после Дня запуска или в такую более позднюю дату, если Доверительный управляющий получает заключение юрисконсульта от Сервисера и за его счет в отношении изложенного ниже в этой секции. Кроме того, в соответствии с Соглашением Неаффилированного продавца, Неаффилированный продавец и связанный с ним Инициатор обязаны возместить Доверительному управляющему и Держателям сертификатов любые претензии третьих лиц, возникающие в результате нарушения Неаффилированным продавцом заявлений или гарантий в отношении Ипотечных кредитов. В соответствии с Соглашением с Неаффилированным продавцом любая такая замена должна сопровождаться выплатой Неаффилированным продавцом Корректировки замещения, если таковая имеется, которая должна быть зачислена на Счет для сбора.
Кроме того, в соответствии с Соглашением Неаффилированного продавца, Неаффилированный продавец и связанный с ним Инициатор обязаны возместить Доверительному управляющему и Держателям сертификатов любые претензии третьих лиц, возникающие в результате нарушения Неаффилированным продавцом заявлений или гарантий в отношении Ипотечных кредитов. В соответствии с Соглашением с Неаффилированным продавцом любая такая замена должна сопровождаться выплатой Неаффилированным продавцом Корректировки замещения, если таковая имеется, которая должна быть зачислена на Счет для сбора.
 Любое такое уведомление должно быть направлено не менее чем за два рабочих дня до даты и времени доставки, указанных в нем.
Любое такое уведомление должно быть направлено не менее чем за два рабочих дня до даты и времени доставки, указанных в нем.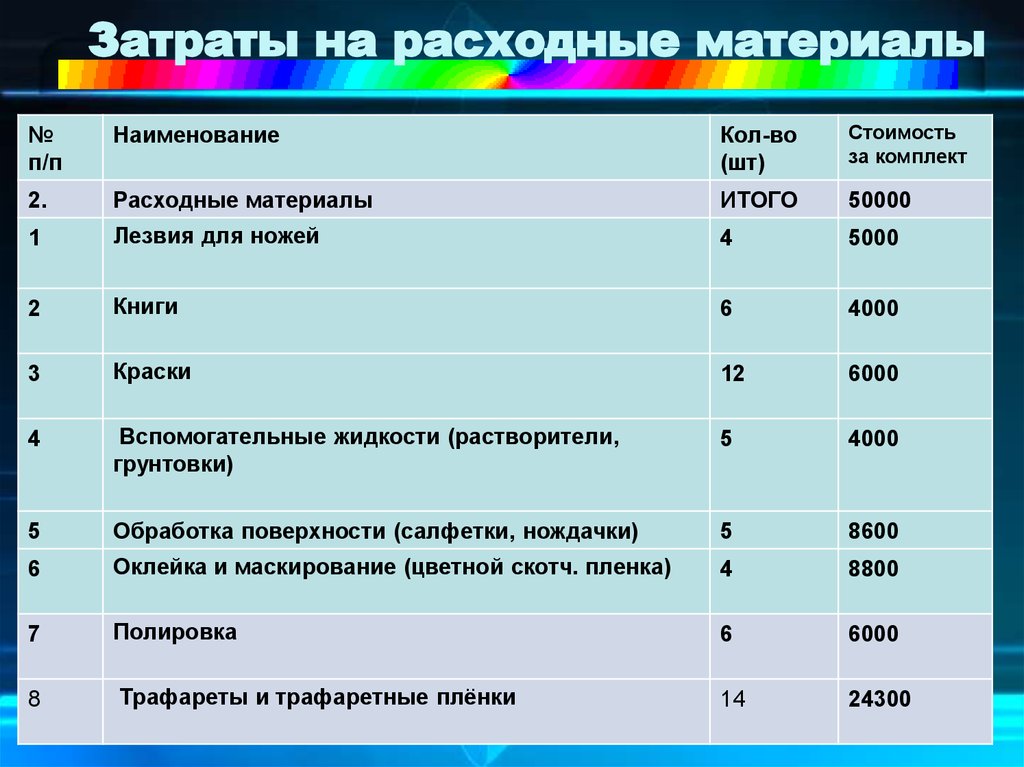 из Университета Висконсин-Мэдисон по социологии. Он является обладателем сертификата CFA, а также лицензий FINRA Series 7, 55 и 63. В настоящее время он занимается исследованиями и преподает экономическую социологию и социальные исследования финансов в Еврейском университете в Иерусалиме.
из Университета Висконсин-Мэдисон по социологии. Он является обладателем сертификата CFA, а также лицензий FINRA Series 7, 55 и 63. В настоящее время он занимается исследованиями и преподает экономическую социологию и социальные исследования финансов в Еврейском университете в Иерусалиме.
 Например, Wal-Mart Stores Inc. (WMT) и Whole Foods Markets, дочерняя компания Amazon.com Inc. (AMZN), объявили, что снизят цены на такие расходные материалы, как свежие продукты, стиральный порошок и излишки. безрецептурные препараты. Откаты снизили размер прибыли, но также привлекли трафик в эти магазины и увеличили долю рынка розничных продавцов перед лицом конкуренции со стороны других дисконтных продуктовых магазинов.
Например, Wal-Mart Stores Inc. (WMT) и Whole Foods Markets, дочерняя компания Amazon.com Inc. (AMZN), объявили, что снизят цены на такие расходные материалы, как свежие продукты, стиральный порошок и излишки. безрецептурные препараты. Откаты снизили размер прибыли, но также привлекли трафик в эти магазины и увеличили долю рынка розничных продавцов перед лицом конкуренции со стороны других дисконтных продуктовых магазинов.

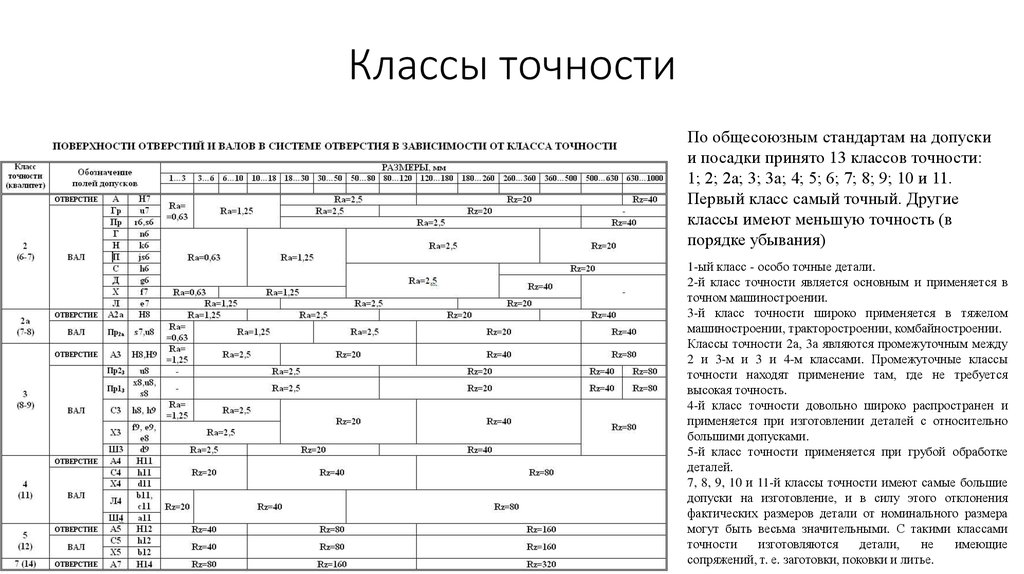 Дальнейшее повышение скорости резания незначительно влияет на шероховатость обработанной поверхности. Наличие нароста на резце увеличивает шероховатость поверхности, обработанной данным резцом.
Дальнейшее повышение скорости резания незначительно влияет на шероховатость обработанной поверхности. Наличие нароста на резце увеличивает шероховатость поверхности, обработанной данным резцом. Так, например, резцами из твердых сплавов В Кб, ВК8 очень трудно получить хорошую поверхность при обработке вязких материалов, что объясняется склонностью этих сплавов к выкрашиванию при указанных условиях работы. Применение при этих же условиях твердых сплавов, например марок Т5К6, Т15К6 и др., а также быстрорежущих резцов позволяет уменьшить шероховатость поверхности.
Так, например, резцами из твердых сплавов В Кб, ВК8 очень трудно получить хорошую поверхность при обработке вязких материалов, что объясняется склонностью этих сплавов к выкрашиванию при указанных условиях работы. Применение при этих же условиях твердых сплавов, например марок Т5К6, Т15К6 и др., а также быстрорежущих резцов позволяет уменьшить шероховатость поверхности.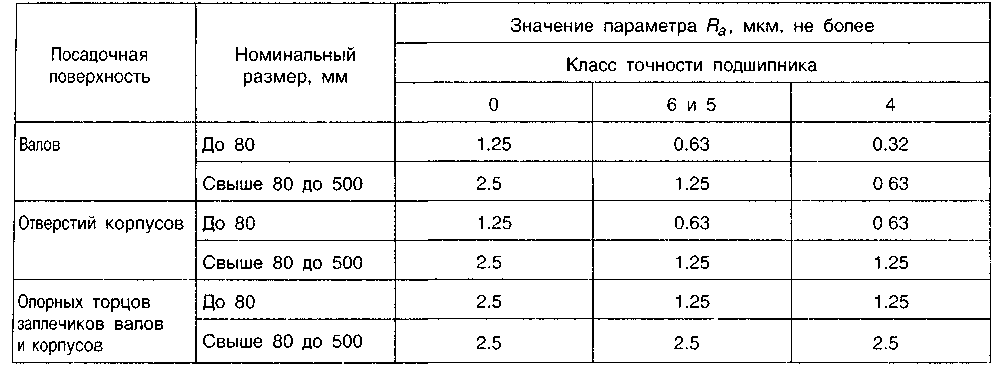 Обозначения этих классов, указываемые на чертеже детали, приведены в табл. 5.
Обозначения этих классов, указываемые на чертеже детали, приведены в табл. 5.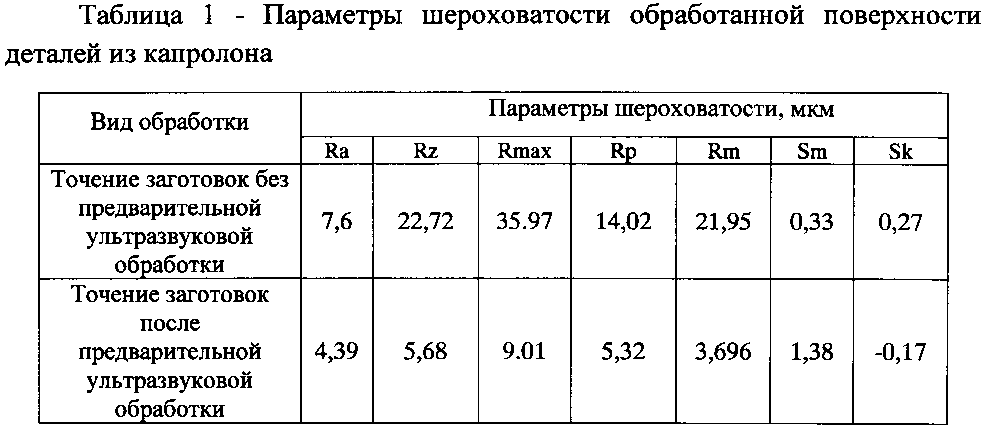 ) используются главным образом в измерительных лабораториях. С помощью таких приборов измеряется величина высоты неровностей Rzили другой параметр определения шероховатости — среднее арифметическое отклонение профиля Ra. Среднее значение высоты неровностей для некоторых классов чистоты, обеспечиваемых токарной обработкой, составляет в мкм:
) используются главным образом в измерительных лабораториях. С помощью таких приборов измеряется величина высоты неровностей Rzили другой параметр определения шероховатости — среднее арифметическое отклонение профиля Ra. Среднее значение высоты неровностей для некоторых классов чистоты, обеспечиваемых токарной обработкой, составляет в мкм: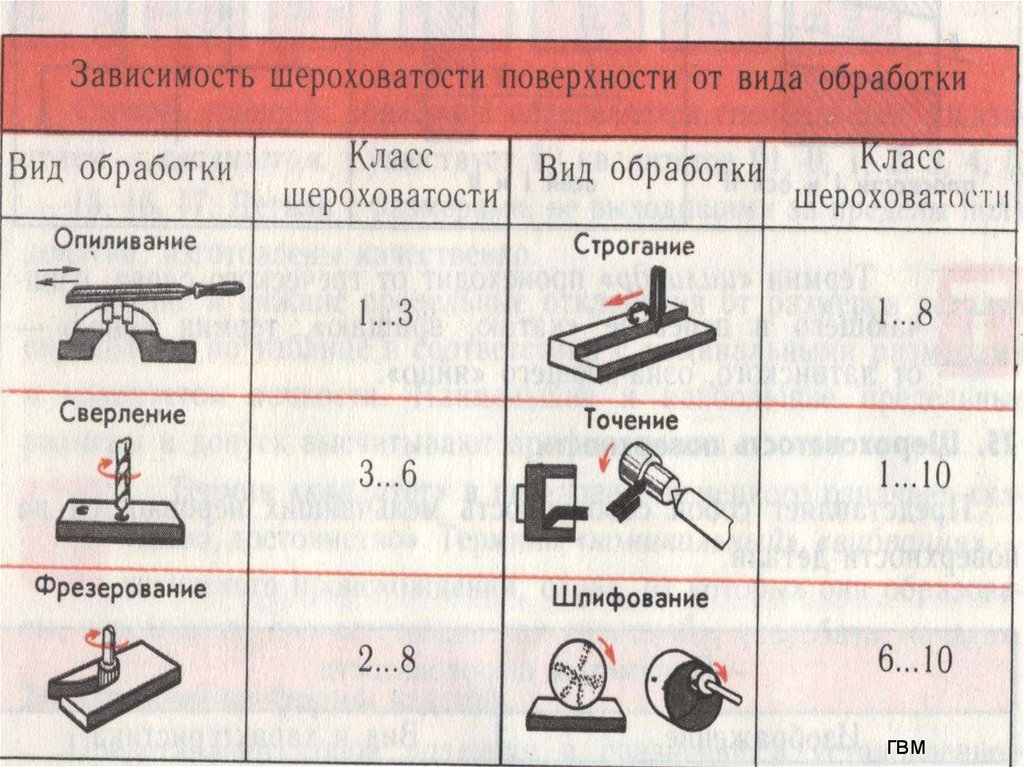
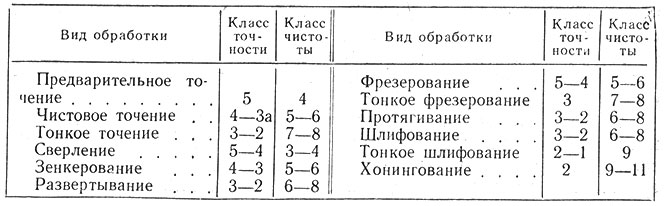
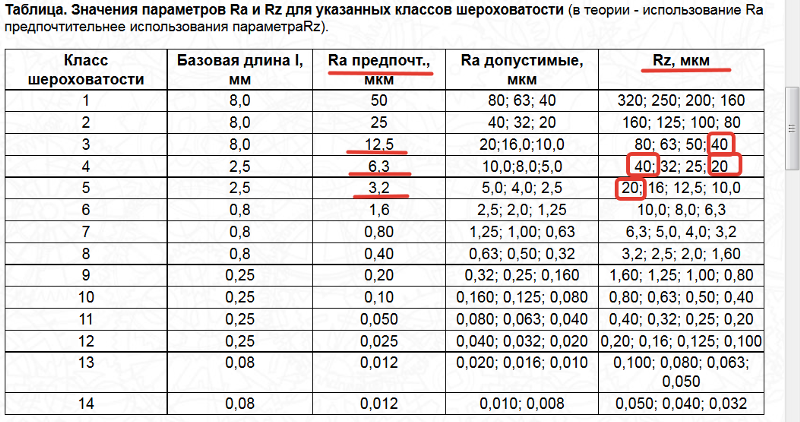 Ширина канавки, обрабатываемой мерным резцом, получится равной требуемой лишь при условии, что длина режущей кромки резца соответствует ширине канавки. Точность формы фасонной поверхности зависит, очевидно, от точности формы фасонного резца, использованного для обработки этой поверхности .
Ширина канавки, обрабатываемой мерным резцом, получится равной требуемой лишь при условии, что длина режущей кромки резца соответствует ширине канавки. Точность формы фасонной поверхности зависит, очевидно, от точности формы фасонного резца, использованного для обработки этой поверхности .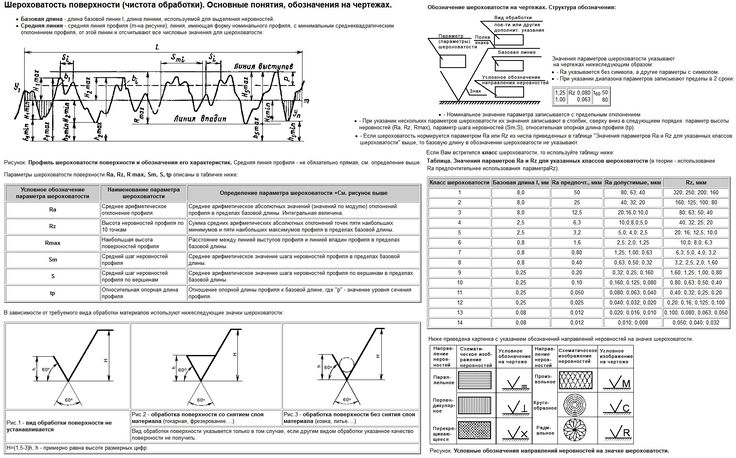 Такие погрешности могут быть результатом некачественного изготовления измерительного инструмента или неудовлетворительного состояния вследствие естественного износа или небрежного обращения. Погрешности, вызванные первой из указанных причин, редко встречаются при надлежащей организации производства, так как все измерительные инструменты тщательно контролируются перед выпуском в продажу и выдачей на рабочее место. Более точные измерительные инструменты (штангенциркули, микрометры и т. д.) снабжаются специальными паспортами, в которых указываются погрешности данного инструмента.
Такие погрешности могут быть результатом некачественного изготовления измерительного инструмента или неудовлетворительного состояния вследствие естественного износа или небрежного обращения. Погрешности, вызванные первой из указанных причин, редко встречаются при надлежащей организации производства, так как все измерительные инструменты тщательно контролируются перед выпуском в продажу и выдачей на рабочее место. Более точные измерительные инструменты (штангенциркули, микрометры и т. д.) снабжаются специальными паспортами, в которых указываются погрешности данного инструмента.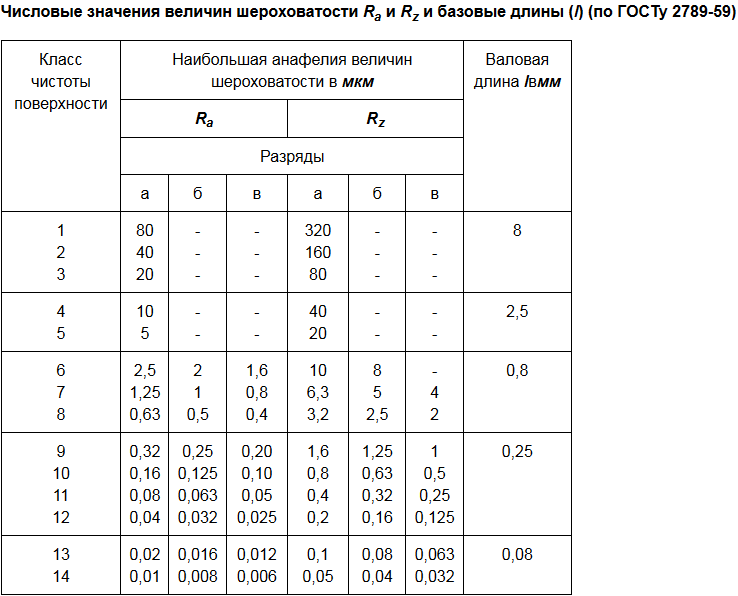 Использование этих инструментов для более точных размеров является источником погрешностей измерений. Неправильная установка инструмента относительно измеряемой поверхности может привести к значительной ошибке измерения. Например, при измерении диаметра отверстия не в плоскости, перпендикулярной к оси детали, а в плоскости, расположенной наклонно по отношению к этой оси, погрешность в измерении неизбежна. При надвигании измерительного инструмента или калибра на проверяемую деталь неопытный рабочий может допустить неточность измерения в несколько сотых долей миллиметра, если применит значительное усилие (нажим). Погрешность измерений получается и в том случае, когда во время измерения не учитывается температура детали. Очевидно, что если измерять нагревающуюся в процессе резания и еще не остывшую деталь, то размер ее будет больше соответственного размера охлажденной детали.
Использование этих инструментов для более точных размеров является источником погрешностей измерений. Неправильная установка инструмента относительно измеряемой поверхности может привести к значительной ошибке измерения. Например, при измерении диаметра отверстия не в плоскости, перпендикулярной к оси детали, а в плоскости, расположенной наклонно по отношению к этой оси, погрешность в измерении неизбежна. При надвигании измерительного инструмента или калибра на проверяемую деталь неопытный рабочий может допустить неточность измерения в несколько сотых долей миллиметра, если применит значительное усилие (нажим). Погрешность измерений получается и в том случае, когда во время измерения не учитывается температура детали. Очевидно, что если измерять нагревающуюся в процессе резания и еще не остывшую деталь, то размер ее будет больше соответственного размера охлажденной детали.
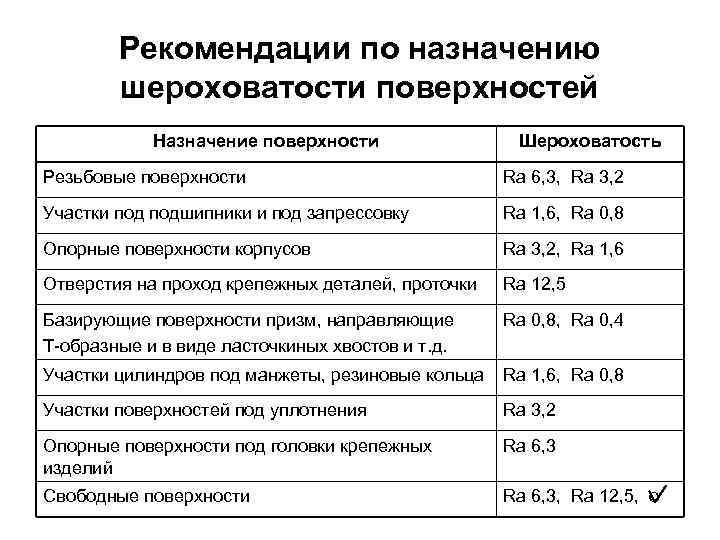
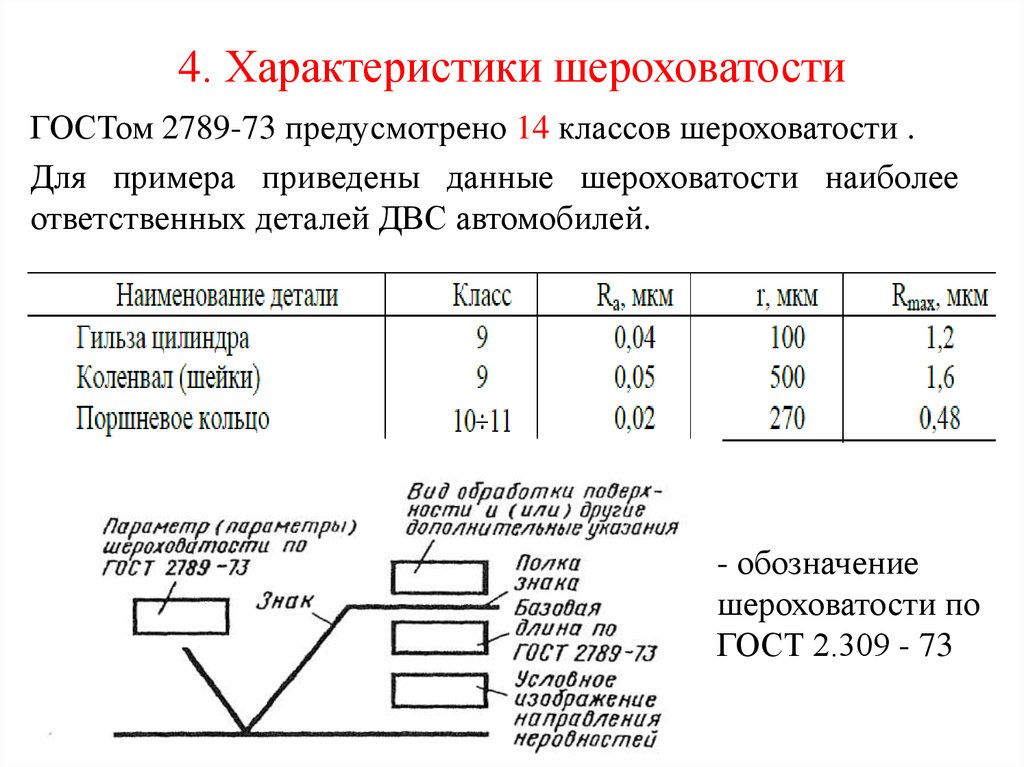 2
2
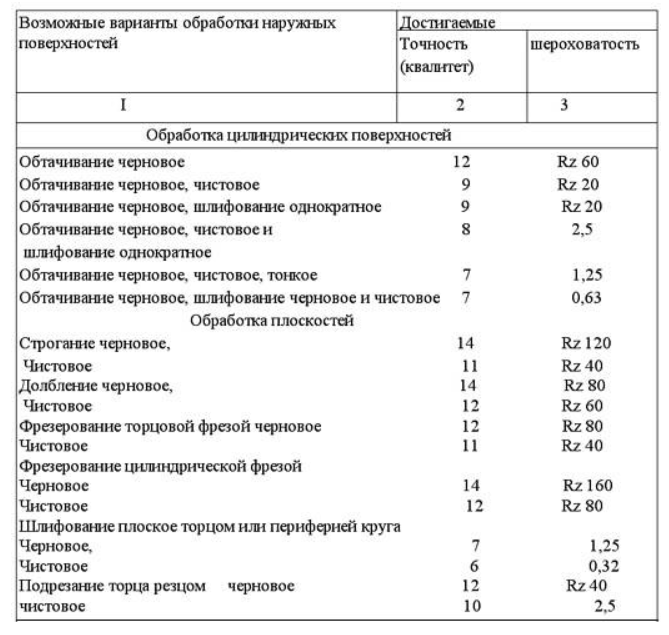 2
2
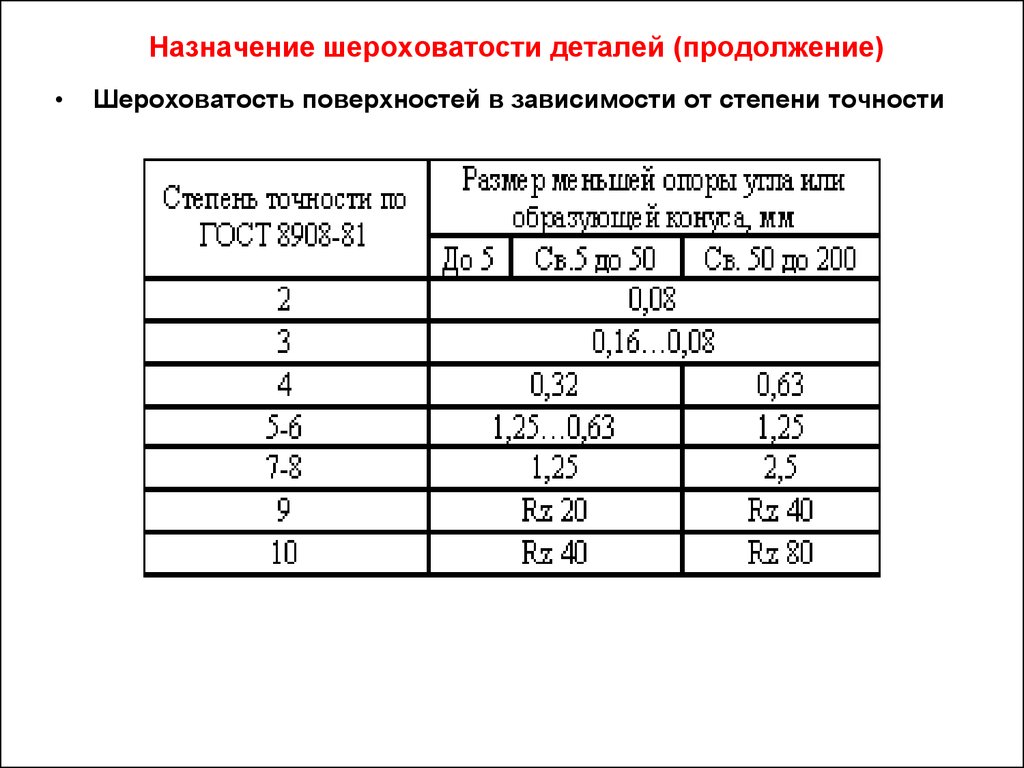 6
6
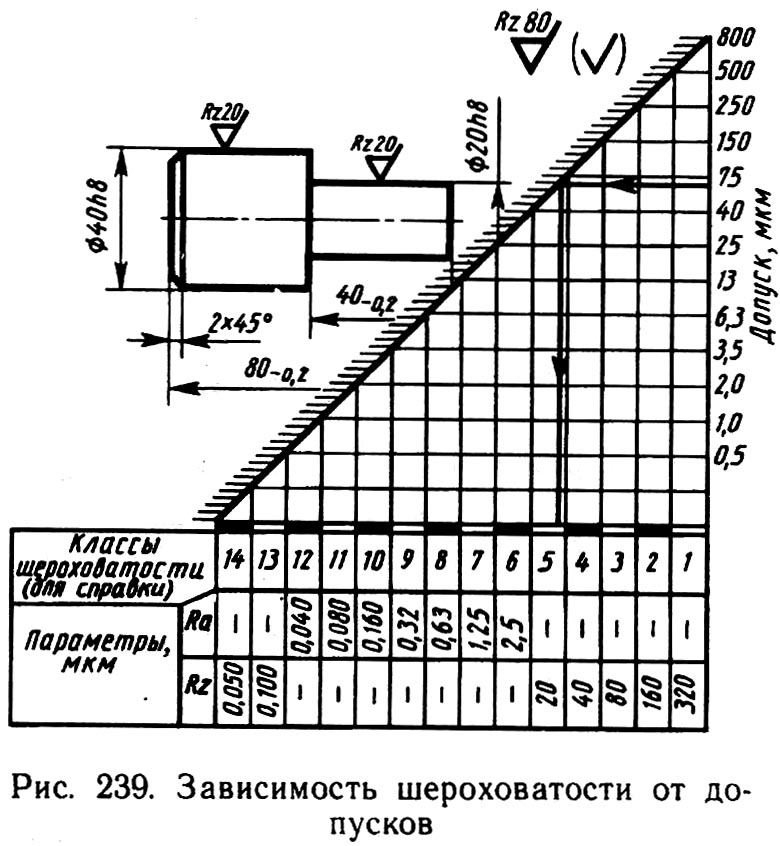 2
2
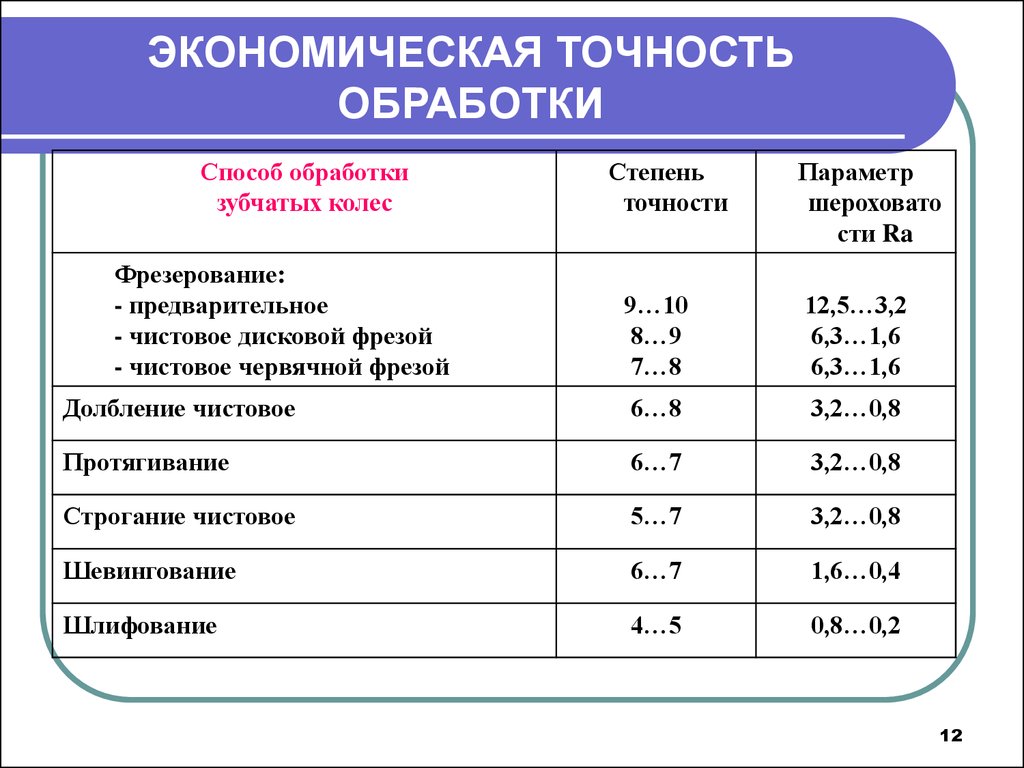 2
2
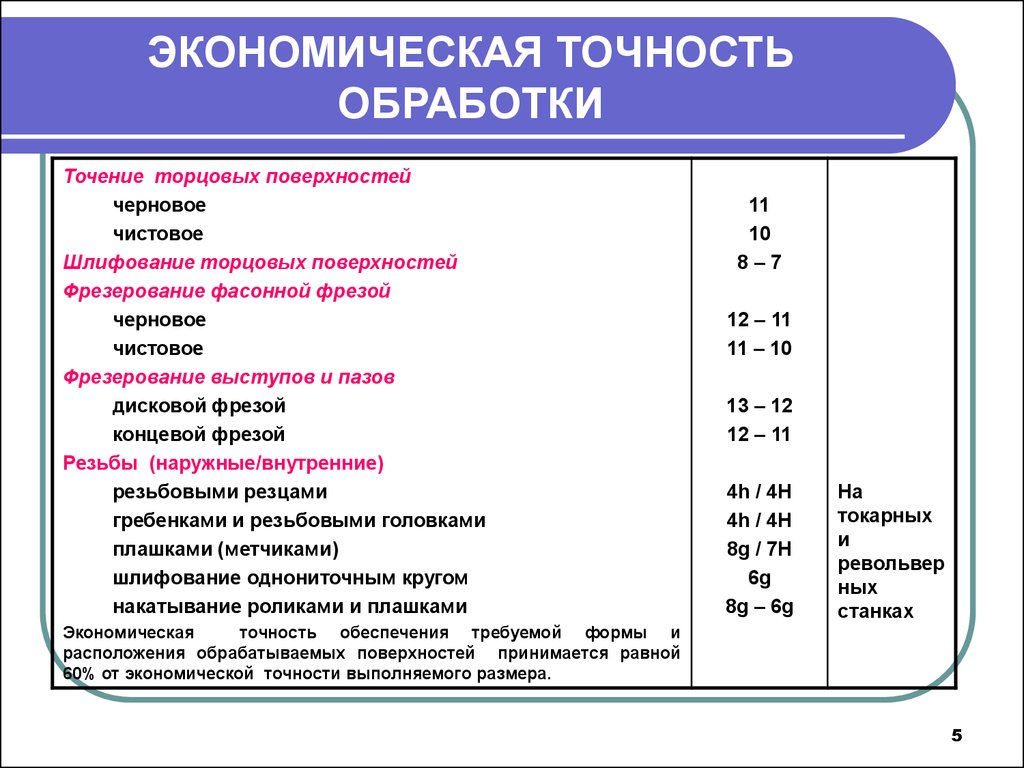 2
2
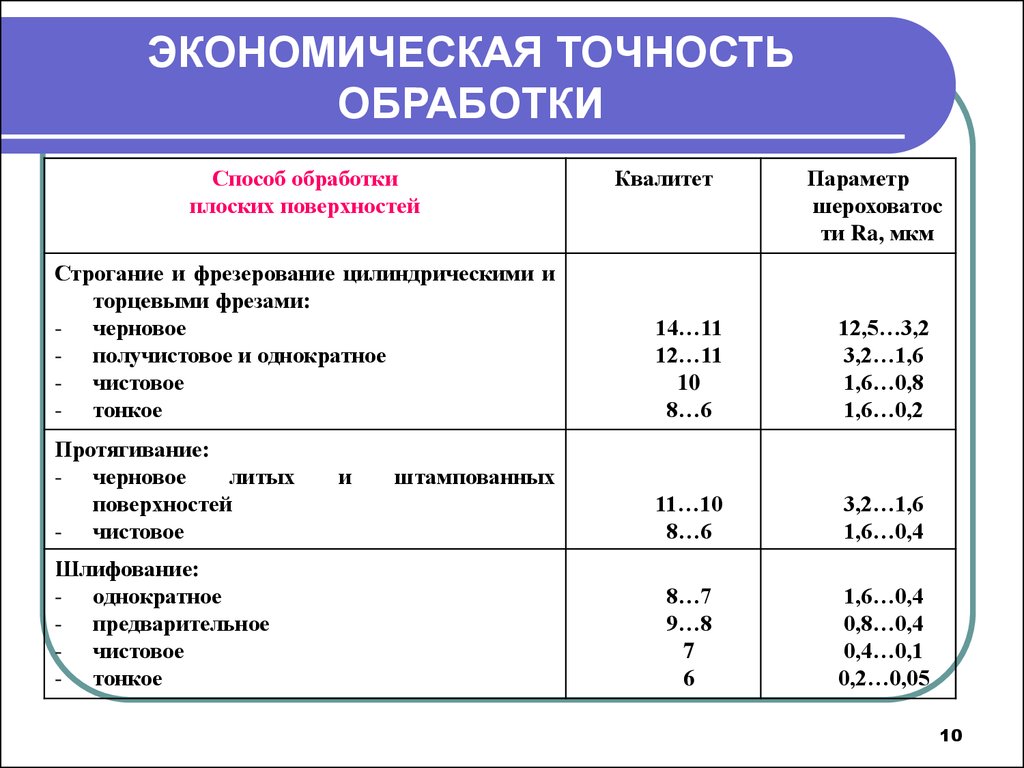 2
2
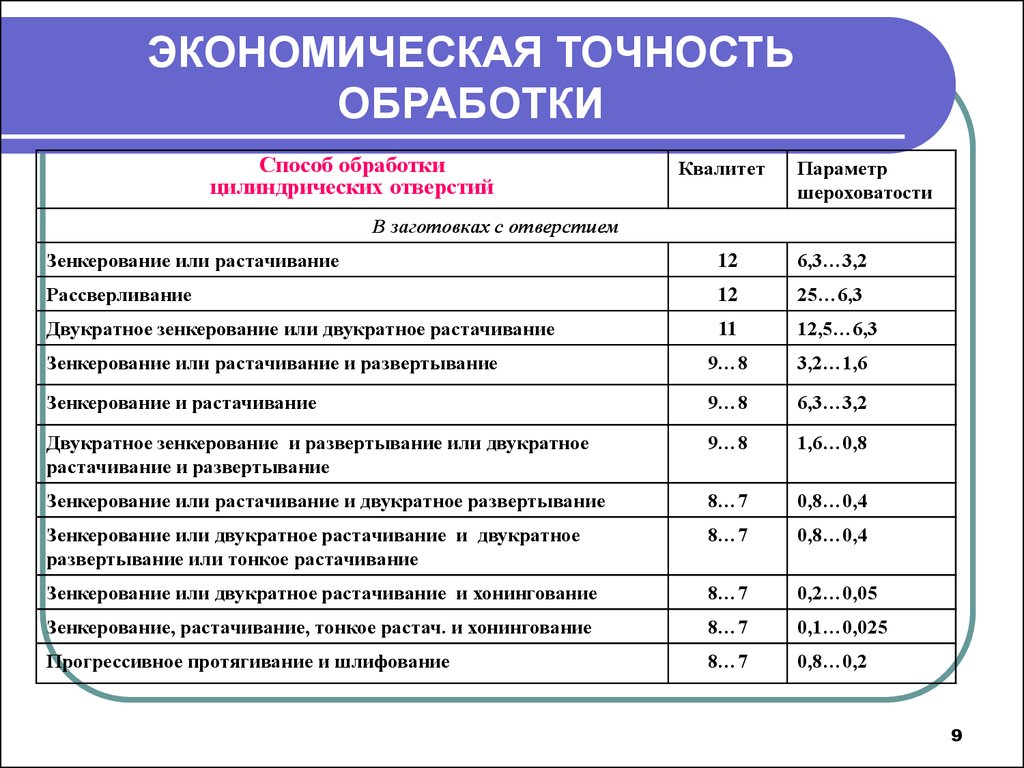 2
2
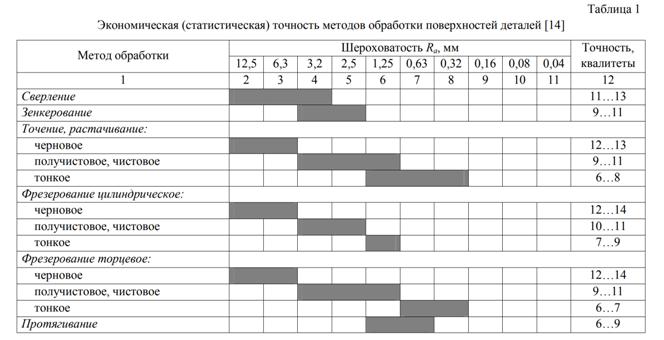 4
4
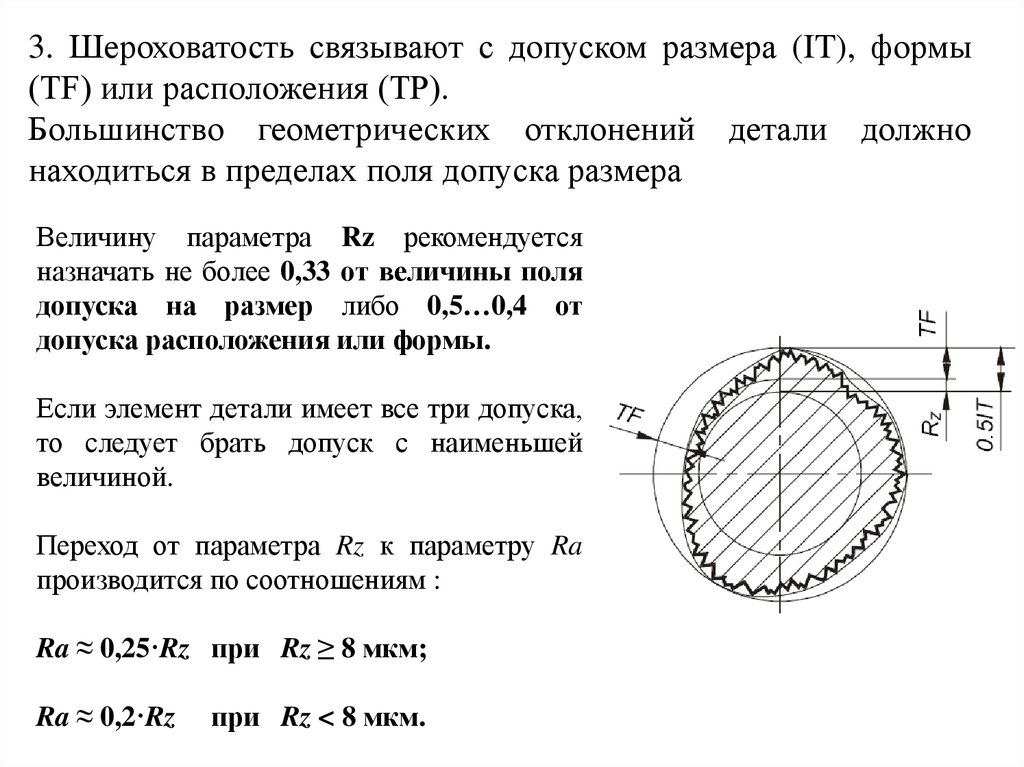 8
8
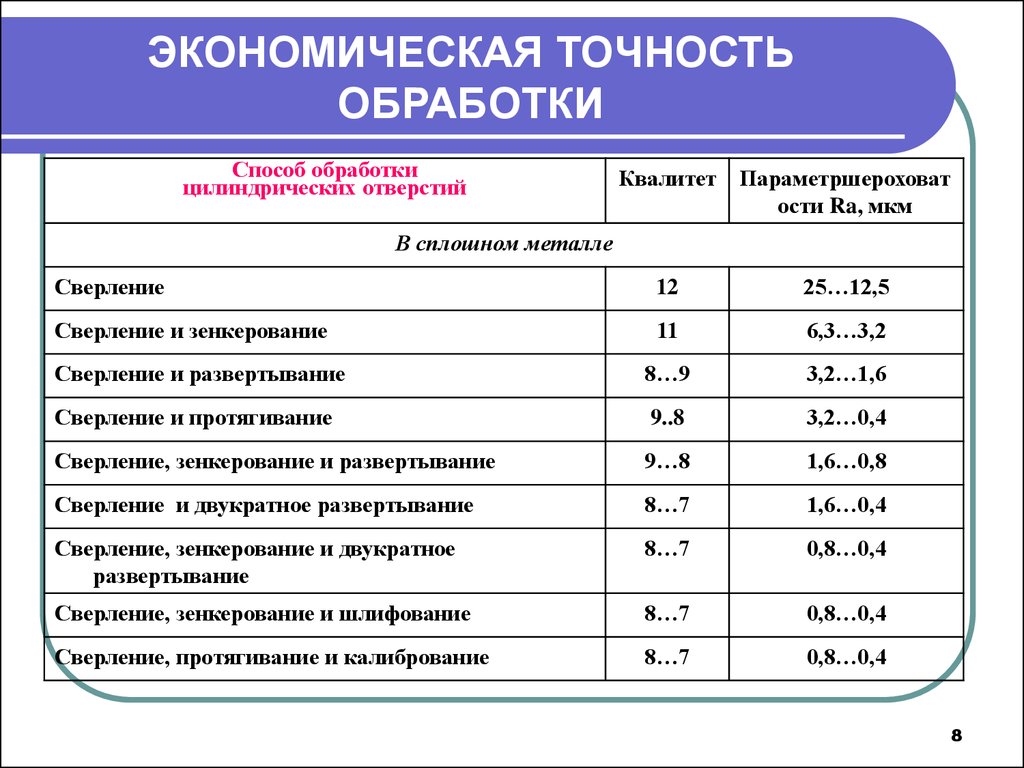 1
1
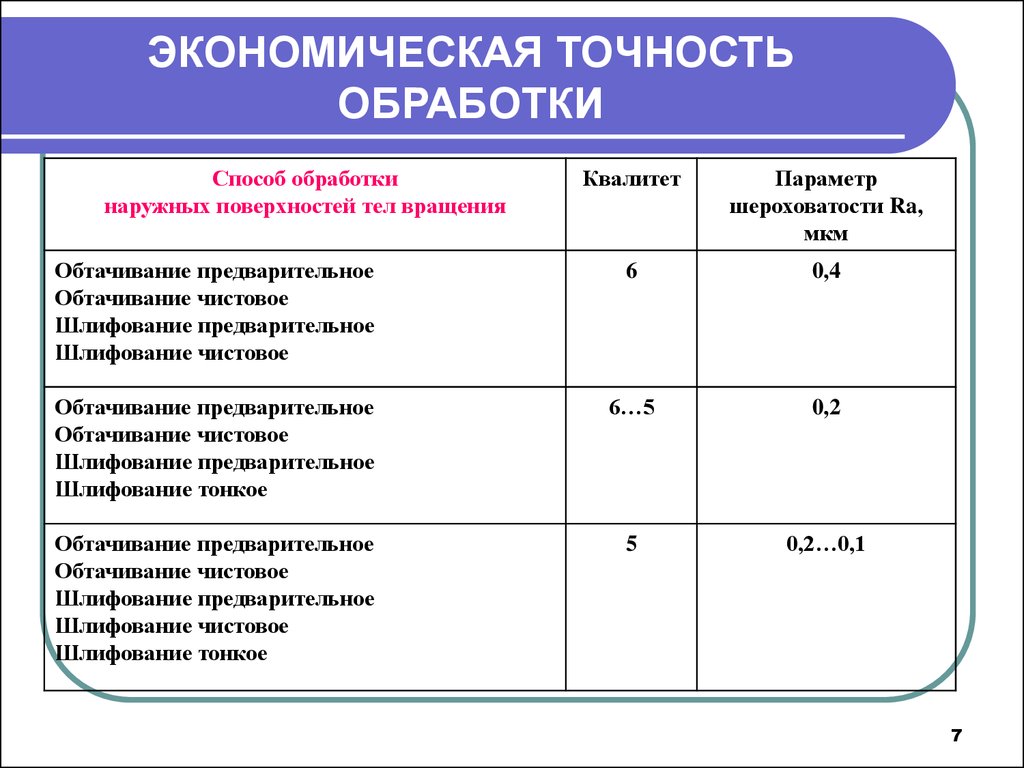 4
4
 8
8
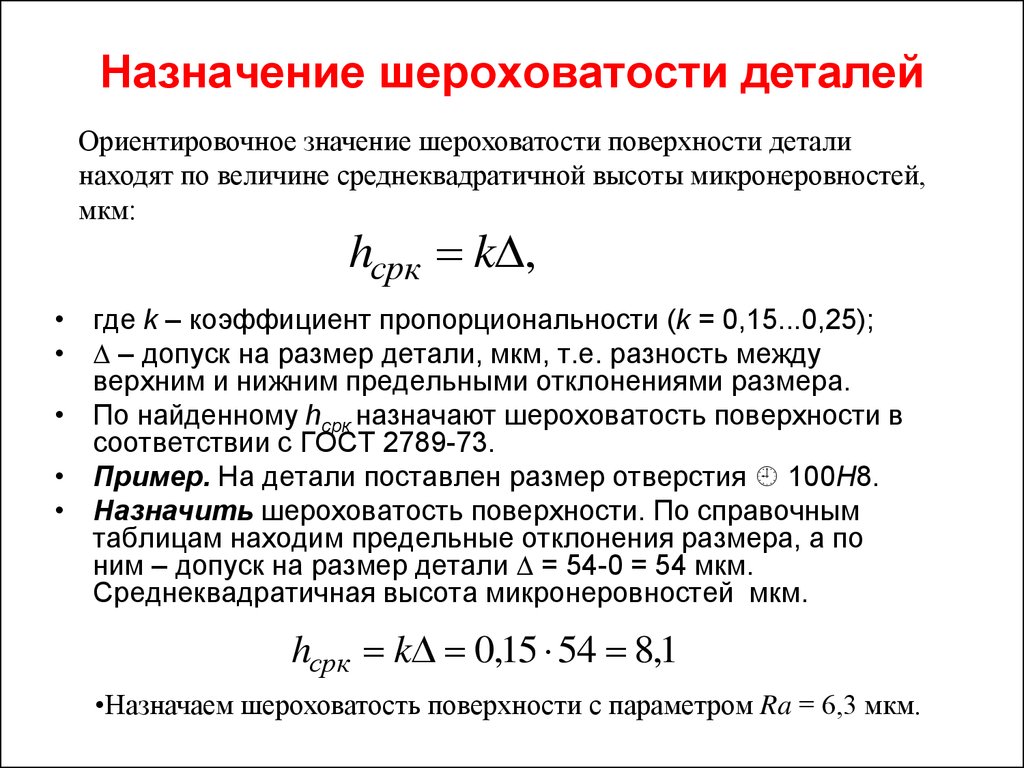 2
2
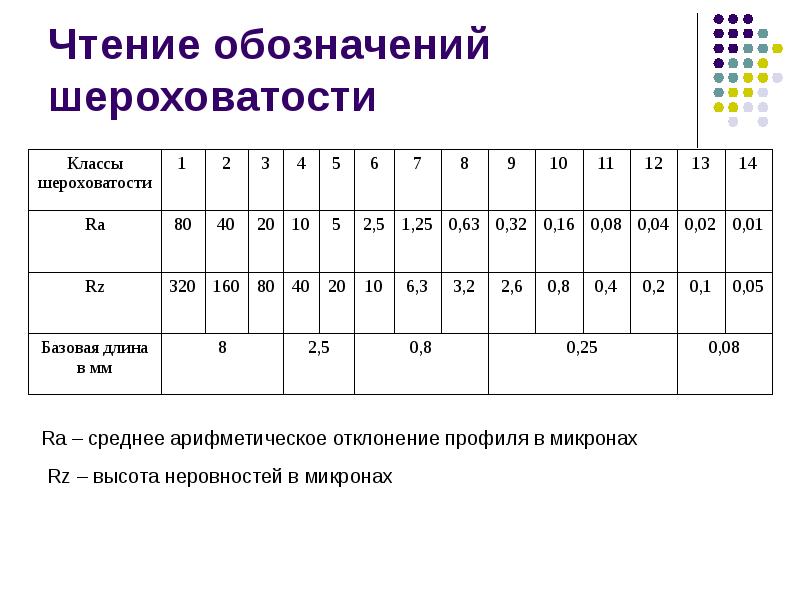 2
2
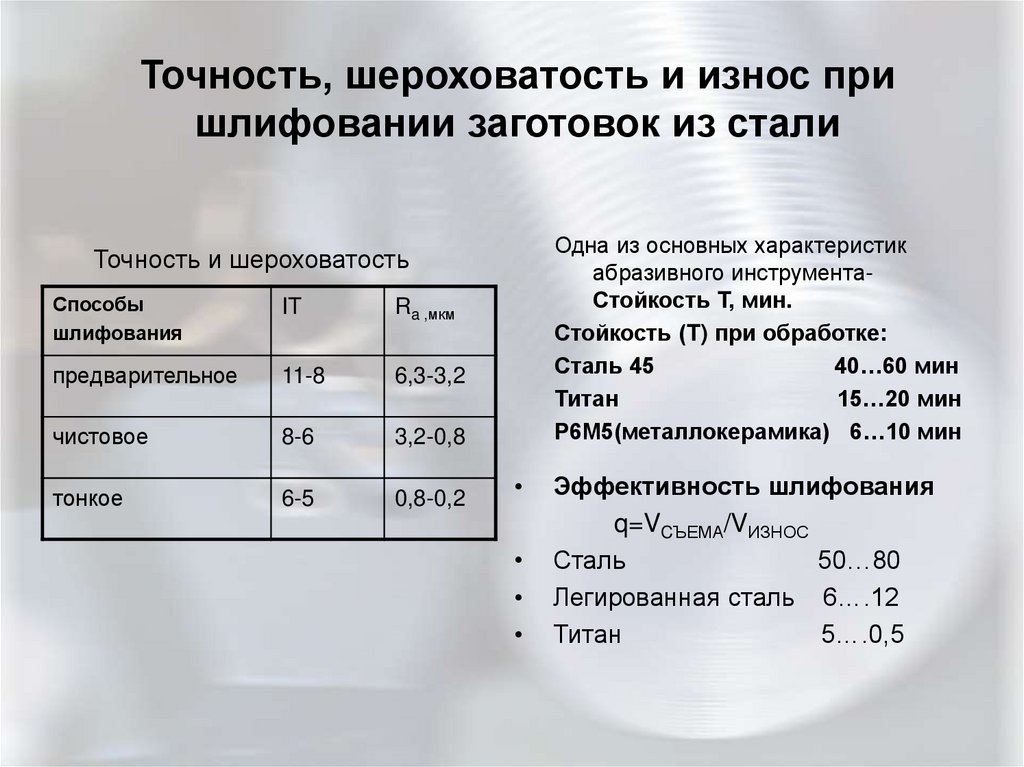 Поэтому на практике давление обычно невелико в начале процесса, увеличивается по ходу работы и ослабевает к концу. Это приводит к оптимальной скорости съема материала, шероховатости поверхности и плоскостности, достигая общего качества шероховатости поверхности до совершенства. Волнистость (также известная как пики и впадины) представляет собой расчет неровностей поверхности с интервалом, превышающим шероховатость поверхности. Обычно это происходит из-за коробления, вибрации или отклонения в процессе обработки.
Поэтому на практике давление обычно невелико в начале процесса, увеличивается по ходу работы и ослабевает к концу. Это приводит к оптимальной скорости съема материала, шероховатости поверхности и плоскостности, достигая общего качества шероховатости поверхности до совершенства. Волнистость (также известная как пики и впадины) представляет собой расчет неровностей поверхности с интервалом, превышающим шероховатость поверхности. Обычно это происходит из-за коробления, вибрации или отклонения в процессе обработки.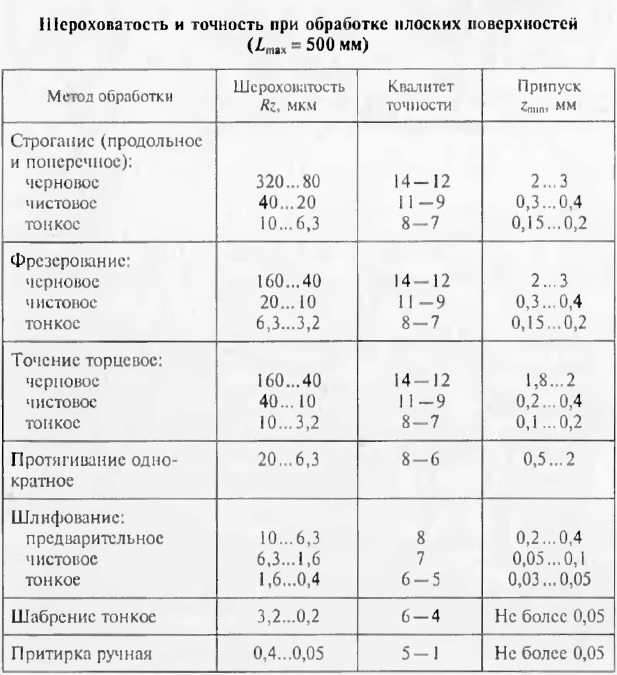 Индивидуальные отклонения пиков и впадин усредняются (значение Ra) или количественно определяются по наибольшей разнице между пиками и впадинами (Rz). Шероховатость обычно выражается в микронах. Поверхность с Ra, равным 8, состоит из самого высокого пика и впадин, которые в среднем не превышают 8 мкм на заданном расстоянии. Шероховатость можно также измерить путем сравнения поверхности заготовки с известным образцом.
Индивидуальные отклонения пиков и впадин усредняются (значение Ra) или количественно определяются по наибольшей разнице между пиками и впадинами (Rz). Шероховатость обычно выражается в микронах. Поверхность с Ra, равным 8, состоит из самого высокого пика и впадин, которые в среднем не превышают 8 мкм на заданном расстоянии. Шероховатость можно также измерить путем сравнения поверхности заготовки с известным образцом.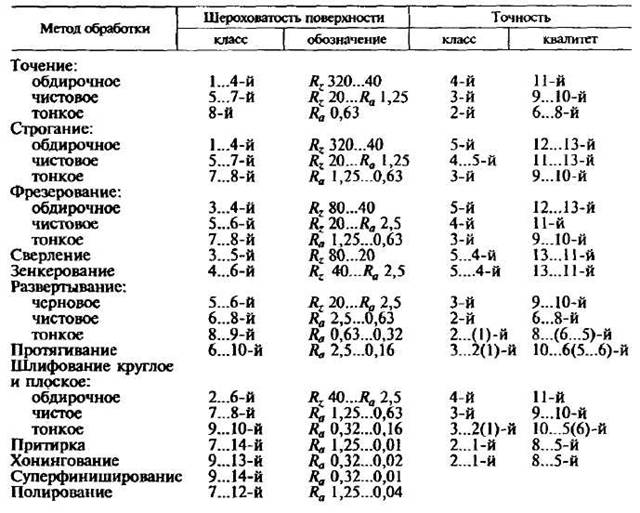 Rz — это абсолютное среднее значение от пика до минимума для пяти последовательных длин выборок в пределах длины измерения. Ra сравнивает все размеры и не имеет отличительной ценности, когда речь идет об отделении брака от подходящих цилиндров.
Rz — это абсолютное среднее значение от пика до минимума для пяти последовательных длин выборок в пределах длины измерения. Ra сравнивает все размеры и не имеет отличительной ценности, когда речь идет об отделении брака от подходящих цилиндров.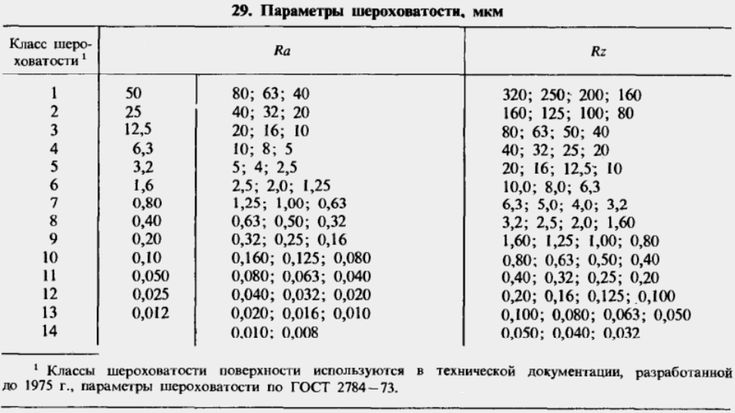 Другими словами, расчет производится по пяти значениям Rt. Отклонение от средней линии, особое внимание уделяется самой высокой вершине и самой высокой долине.
Другими словами, расчет производится по пяти значениям Rt. Отклонение от средней линии, особое внимание уделяется самой высокой вершине и самой высокой долине.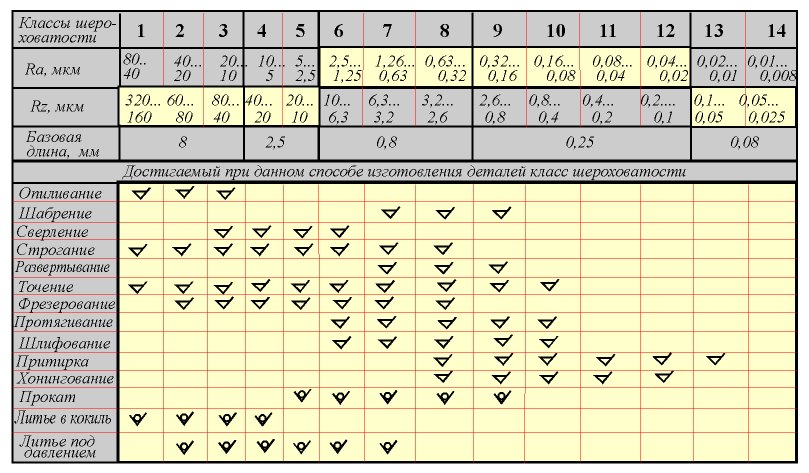 54). Однако истинная ценность полученных результатов оспаривается; поскольку большинство из них являются приблизительными и варьируются в зависимости от соответствующего устройства. Чтобы подчеркнуть, важно сравнить тип зонда (радиус), давление иглы, расстояние измерения и фильтрацию (отсечку), см. стандарт DIN 4768.
54). Однако истинная ценность полученных результатов оспаривается; поскольку большинство из них являются приблизительными и варьируются в зависимости от соответствующего устройства. Чтобы подчеркнуть, важно сравнить тип зонда (радиус), давление иглы, расстояние измерения и фильтрацию (отсечку), см. стандарт DIN 4768.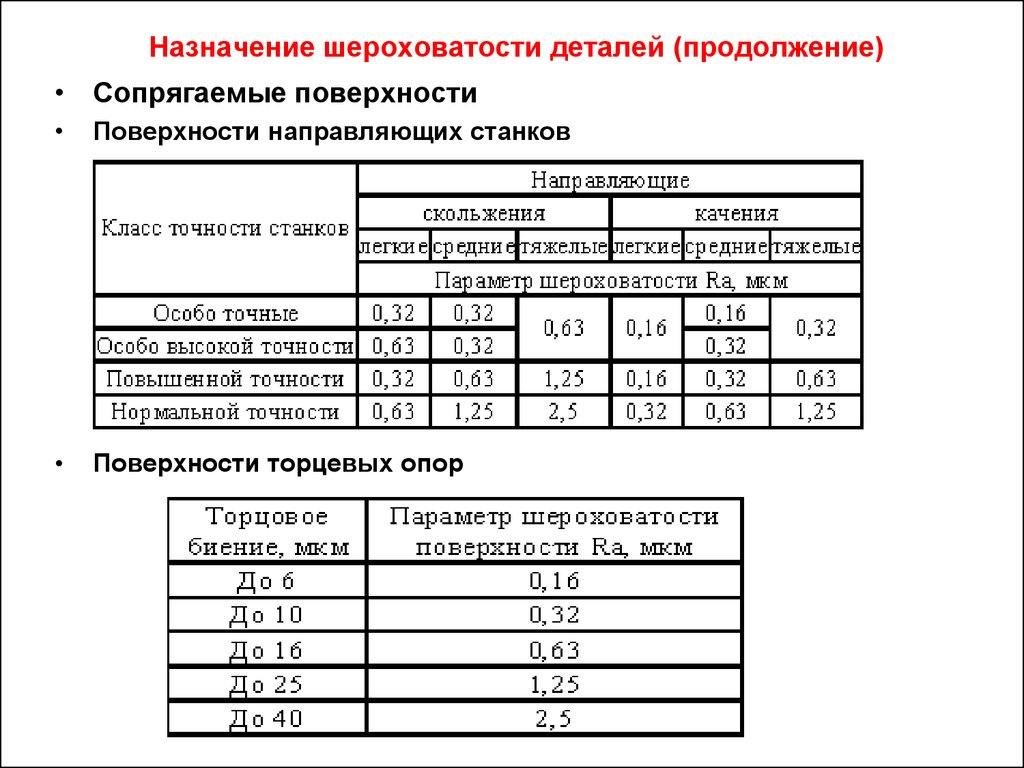
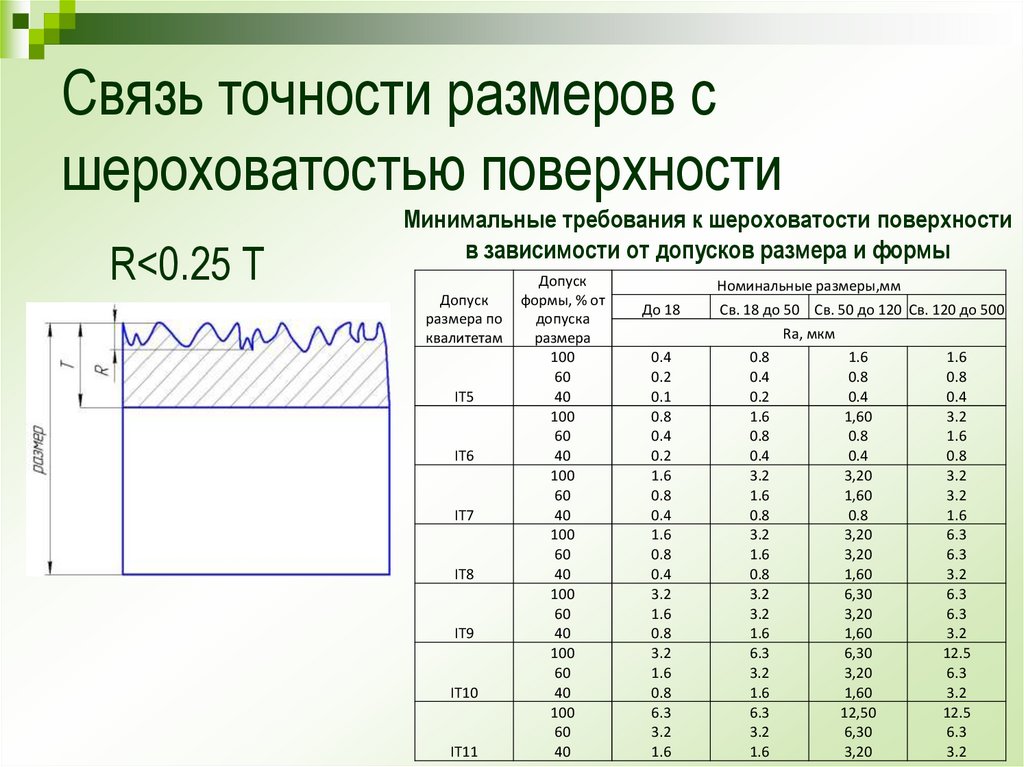 д.
д. д. См. проверку в труднодоступных местах
д. См. проверку в труднодоступных местах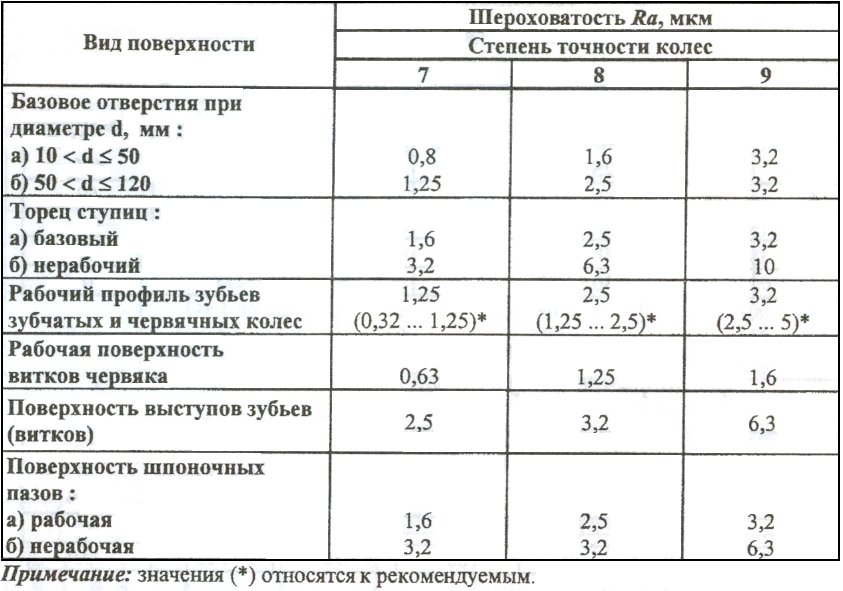
 д.;
д.; Просто при экспорте 3D модели в двухмерный формат следует внимательно проверить все линии на предмет дублирования, наслоения или разомкнутости контуров.
Просто при экспорте 3D модели в двухмерный формат следует внимательно проверить все линии на предмет дублирования, наслоения или разомкнутости контуров.
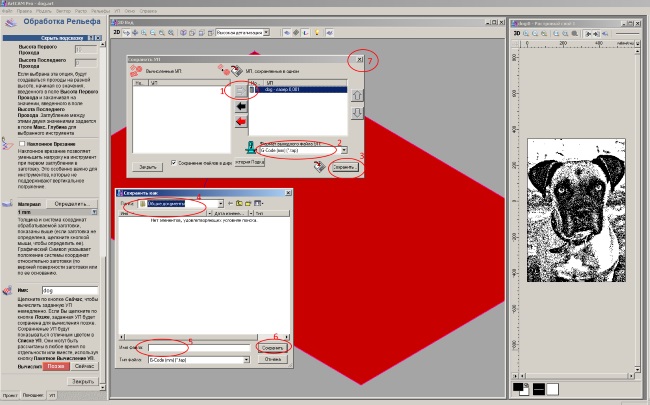 BMP, *.JPG, *.DFX, *.STL
BMP, *.JPG, *.DFX, *.STL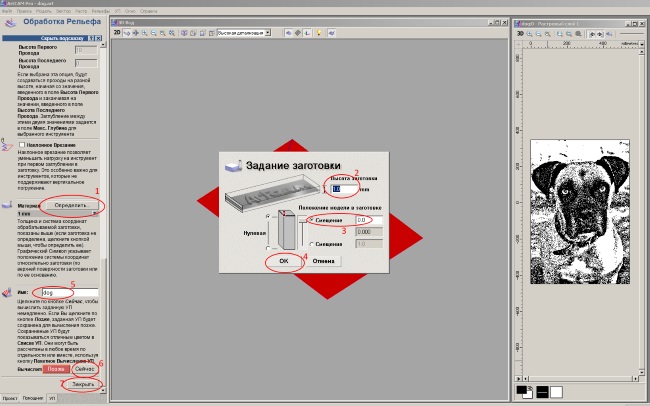
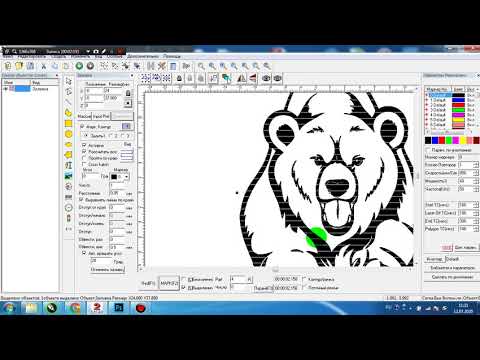
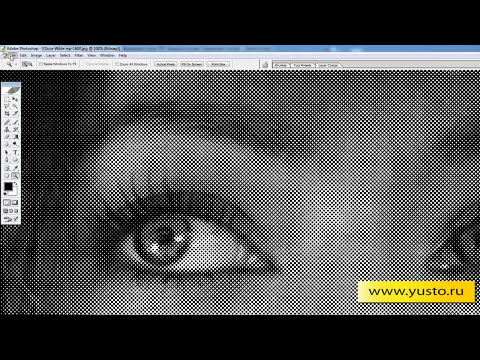
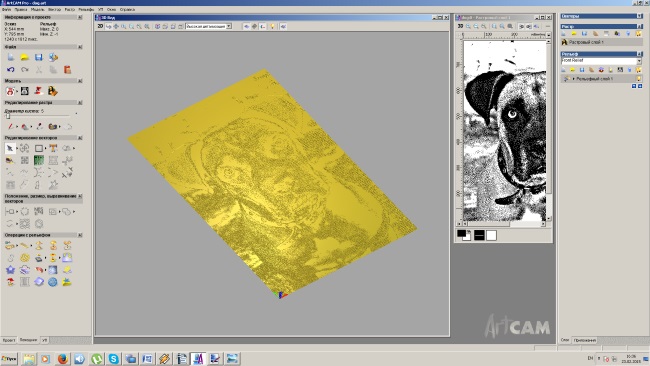 Вы можете рисовать свои собственные рисунки с помощью карандаша, пера или инструментов для каллиграфии, а предустановленные инструменты формы упрощают создание идеальных прямоугольников, звезд, эллипсов и спиралей. Инструменты многострочного текста хорошо подходят для добавления имен на таблички и бланки. Для дополнительной универсальности Inkscape работает на устройствах Mac iOS, Windows и Linux. Если вам нужна помощь в преодолении кривой обучения, на веб-сайте Inkscape есть множество учебных пособий, а также форум сообщества, где вы можете обмениваться хитростями и советами с другими пользователями.
Вы можете рисовать свои собственные рисунки с помощью карандаша, пера или инструментов для каллиграфии, а предустановленные инструменты формы упрощают создание идеальных прямоугольников, звезд, эллипсов и спиралей. Инструменты многострочного текста хорошо подходят для добавления имен на таблички и бланки. Для дополнительной универсальности Inkscape работает на устройствах Mac iOS, Windows и Linux. Если вам нужна помощь в преодолении кривой обучения, на веб-сайте Inkscape есть множество учебных пособий, а также форум сообщества, где вы можете обмениваться хитростями и советами с другими пользователями.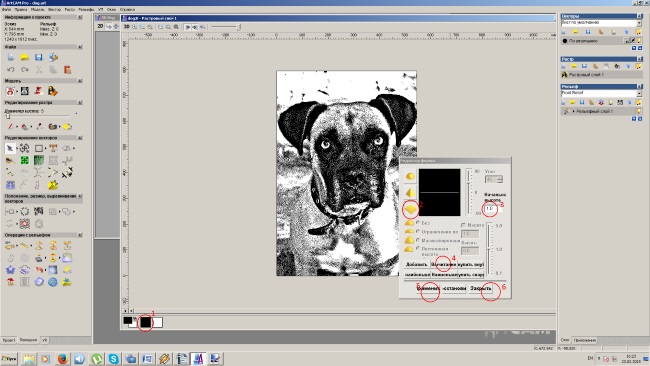 Это разнообразие продуктов позволяет вам соответствовать вашему уровню навыков с программным обеспечением, которое вы выбираете для дополнительного удобства. По состоянию на 2020 год пакеты стоят от 129 долларов.до 399 долларов, и вы можете бесплатно попробовать Graphics Suite в течение 30 дней, чтобы проверить его функциональность. Помимо затрат, основным недостатком CorelDRAW является то, что он совместим только с операционными системами Windows.
Это разнообразие продуктов позволяет вам соответствовать вашему уровню навыков с программным обеспечением, которое вы выбираете для дополнительного удобства. По состоянию на 2020 год пакеты стоят от 129 долларов.до 399 долларов, и вы можете бесплатно попробовать Graphics Suite в течение 30 дней, чтобы проверить его функциональность. Помимо затрат, основным недостатком CorelDRAW является то, что он совместим только с операционными системами Windows.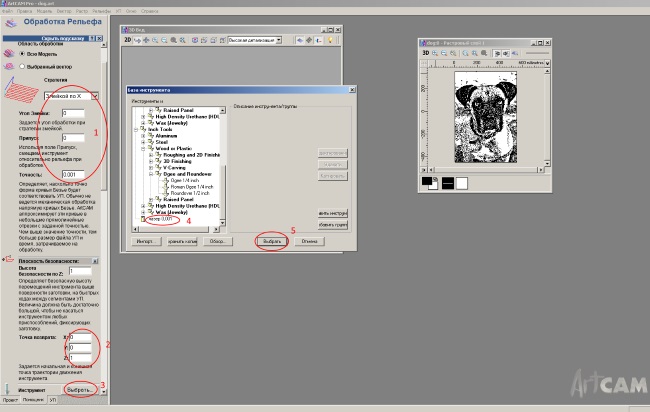 Помимо возможности создавать потрясающие векторные иллюстрации, Adobe Illustrator включает 100 ГБ облачного хранилища для удобного резервного копирования файлов. Это программное обеспечение работает как с операционными системами Windows, так и с Mac iOS, и у него есть специальная версия для iPad, если вы хотите создавать на своем планшете.
Помимо возможности создавать потрясающие векторные иллюстрации, Adobe Illustrator включает 100 ГБ облачного хранилища для удобного резервного копирования файлов. Это программное обеспечение работает как с операционными системами Windows, так и с Mac iOS, и у него есть специальная версия для iPad, если вы хотите создавать на своем планшете.
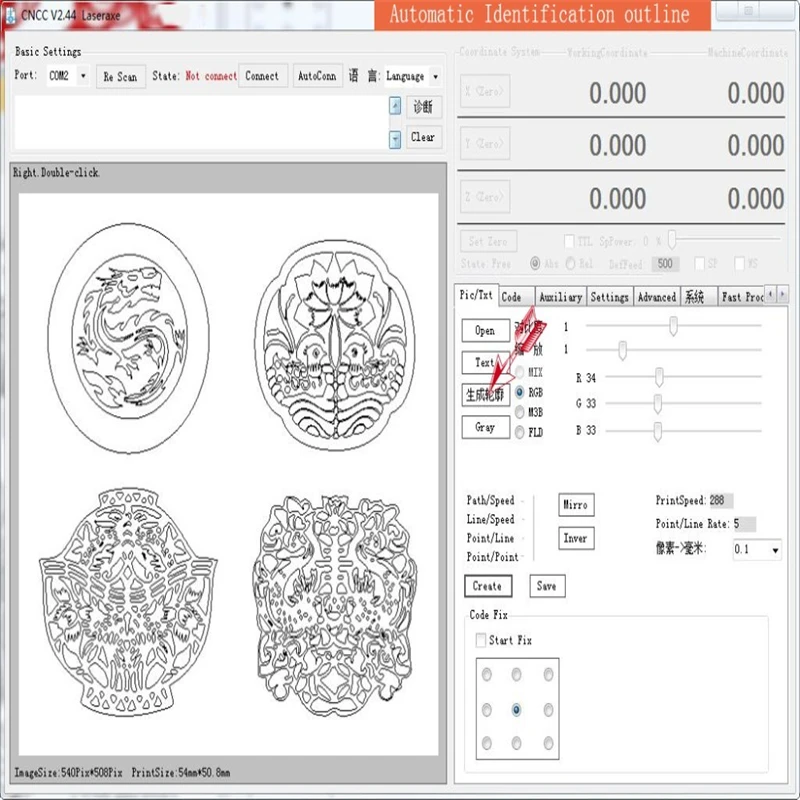 LaserWeb4 — наш выбор
LaserWeb4 — наш выбор
 Поэтому, если вы ищете недорогой вариант для создания профессионально выглядящих изображений с лазерной гравировкой, Inkscape — не лучший вариант.
Поэтому, если вы ищете недорогой вариант для создания профессионально выглядящих изображений с лазерной гравировкой, Inkscape — не лучший вариант.
 org/PropertyValue»>
org/PropertyValue»>
 org/PropertyValue»>
org/PropertyValue»>
 f-sort»>
f-sort»> Кроме того, мы делимся информацией об использовании вами веб-сайта с нашими партнерами по социальным сетям, рекламе и веб-аналитике, которые могут объединять ее с другой информацией, которую вы им предоставили или которую они собрали в результате использования вами их услуг.
Кроме того, мы делимся информацией об использовании вами веб-сайта с нашими партнерами по социальным сетям, рекламе и веб-аналитике, которые могут объединять ее с другой информацией, которую вы им предоставили или которую они собрали в результате использования вами их услуг.

 «У вас может быть действительно недорогое ружье, и большой прицел был бы великолепен».
«У вас может быть действительно недорогое ружье, и большой прицел был бы великолепен».

 Принцип, заложенный в работу всех этих 3Д принтеров, один – лазер спекает или сплавляет материал. Разница заключается лишь в мощности используемого лазера, а также в том, что металлы при нагреве окисляются под действием кислорода, поэтому требуется создание особой среды (инертный газ, вакуум), предотвращающей это окисление и, соответственно, снижение прочностных характеристик.
Принцип, заложенный в работу всех этих 3Д принтеров, один – лазер спекает или сплавляет материал. Разница заключается лишь в мощности используемого лазера, а также в том, что металлы при нагреве окисляются под действием кислорода, поэтому требуется создание особой среды (инертный газ, вакуум), предотвращающей это окисление и, соответственно, снижение прочностных характеристик. Процесс 3Д печати осуществляется следующим образом:
Процесс 3Д печати осуществляется следующим образом:
 Таким образом, достигается экономия материала. Однако важно знать, что под действием высокой температуры часть порошка может частично разлагаться, поэтому его обязательно нужно смешать для повторного использования с новым. Но даже в этом случае в плане материалов SLS-технология является наименее затратной.
Таким образом, достигается экономия материала. Однако важно знать, что под действием высокой температуры часть порошка может частично разлагаться, поэтому его обязательно нужно смешать для повторного использования с новым. Но даже в этом случае в плане материалов SLS-технология является наименее затратной.
 И любой промышленный принтер отличается большими габаритами. Даже самая небольшая система требует помещение, площадью не менее 10 кв.м.
И любой промышленный принтер отличается большими габаритами. Даже самая небольшая система требует помещение, площадью не менее 10 кв.м. А это влечет за собой отсутствие необходимости в оборудовании обрабатывающем воздух. В результате всего этого система будет потреблять и меньше энергии, благодаря чему 3Д принтер может спокойно подключаться к обычной электросети.
А это влечет за собой отсутствие необходимости в оборудовании обрабатывающем воздух. В результате всего этого система будет потреблять и меньше энергии, благодаря чему 3Д принтер может спокойно подключаться к обычной электросети.| Настольная модель | Промышленная система | |
| Стоимость | от 10 тыс.долларов | от 200 тыс до 1 млн.+ долларов |
| Объем | 16,5х16,5х32см | 55х55х75см |
| Достоинства | Сравнительно доступная цена, простой рабочий процесс, минимальные эксплуатационные расходы, минимальные габариты | Большая сборка, высокопроизводительность, широкий ассортиментный ряд расходным материалов |
| Недостатки | Средняя величина сборки | Дорогая цена, большие габариты, необходимость в промышленном питании и инфраструктуре, необходимо обучение и квалифицированный оператор |
Нейлон
Для технологии SLS наиболее востребованным и популярным материалом является нейлон. Этот термопласт инженерного назначения любим многими за высокие прочностные характеристики, гибкость и легкость. Нейлону свойственна стойкость к химическому воздействию, ударам, Ф-излучению, грязи и воде, а также нагреву.
Этот термопласт инженерного назначения любим многими за высокие прочностные характеристики, гибкость и легкость. Нейлону свойственна стойкость к химическому воздействию, ударам, Ф-излучению, грязи и воде, а также нагреву.
Благодаря физико-химическим свойствам материал может использоваться практически повсеместно, начиная функциональными прототипами, потребительскими товарами и изделиями медицинского назначения.
Нейлон представляет собой термопласт синтетического происхождения, относящийся к семейству полиамидов. Существует две разновидности данного материала: PA11 и PA12, которые используются в SLS-печати. Данное обозначение означает полиамид, а цифровое значение соответствует числу атомов углерода в молекуле. Нейлон 11 является более гибким и ударопрочным. Нейлон 12 более прочный, износостойкий и биосовместимый. А по сути, материалы практически идентичны.
Сравнительная характеристика PA11 и PA12
| Показатель | Нейлон 11 | Нейлон 12 |
| Предел прочности, МПа | 48 | 50 |
| Модуль упругости, МПа | 1560 | 1850 |
| Величина относительного удлинения при разрыве, % | 35 | 12 |
Величина температуры плавления, в град при 0,45 МПа. | 130 | 154 |
PA11 и PA12 – это однокомпонентные порошки. Однако в SLS-принтерах могут использоваться и двухкомпонентные материалы: с покрытием, смеси и т.д. С целью увеличения прочности и других свойств изделий разработаны композиты нейлона и других материалов (алюминий, стекло, углерод). Если используется двухкомпонентный материал, то спекаться будет тот компонент, который обладает меньшей точкой стеклования, он же будет связывать между собой компоненты.
Технология SLS: основные достоинства
Пользователи и инженеры по всему миру отдают предпочтение технологии селективного лазерного спекания благодаря целому ряду достоинств:
- высокая производительность;
- высокая пропускная способность;
- низкие затраты на деталь;
- свобода проектирования и дизайна.
В силу того что большинство известных технологий 3Д печати, таких как стереолитография, послойное наплавление, требуют использования поддерживающих структур при печать сложных объектов, то это серьезно ограничивает их применение или делает по крайней мере более сложным.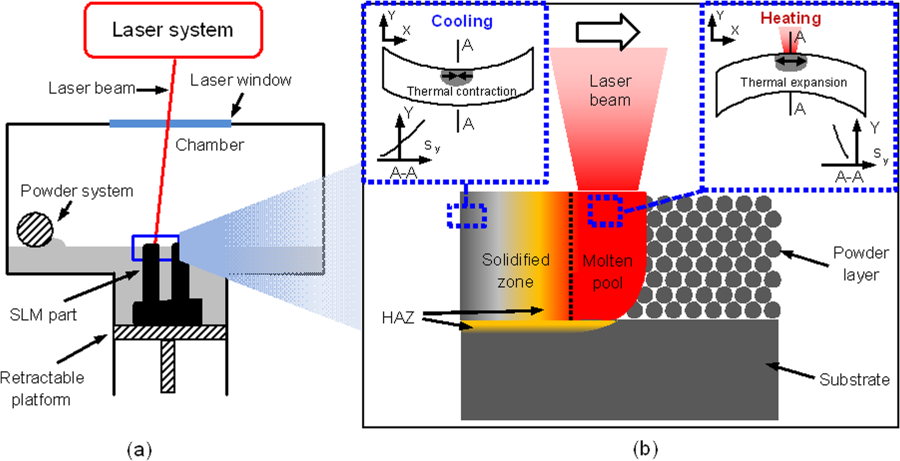
Для SLS-печати опорные конструкции не нужны, так как в качестве опор выступает просто неиспользованный материал. Это позволяет создавать объекты любой степени сложности, даже те, которые ранее считались невозможными. Это могут быть детали, в которых внутри имеются каналы, компоненты и т.д. Конструкция может быть даже очень сложной.
Как правило, инженеры проектируют детали в соответствии с возможностями имеющегося производственного процесса. А так как SLS-печать таких ограничений как стандартные методы не имеет, то это открывает новые возможности для инженерных разработок. SLS-принтер может напечатать в одном изделии даже самую сложную геометрию. То есть за один раз можно напечатать изделие, которое могло быть создано другими аддитивными технологиями только из составных частей. Таким образом, можно избежать слабых мест, свойственных традиционной сборке.
Посредством лазерного спекания можно в полной мере использовать потенциал генеративного дизайна. К примеру, можно печатать легкие и сложные решетчатые конструкции, изготовление которых иными путями невозможно.
SLS славится высокой скоростью печати. Она используется для создания функциональных прототипов, характеризующихся долговечностью. Лазер, используемый для плавления порошка намного быстрее и точнее тех, что используются для засветки слоев в технологиях стереолитографии. Тем более они более точные и надежные, чем технология FDM.
За один процесс можно создать много деталей в полной мере используя рабочее пространство. Для этого нужно лишь равномерно и с оптимальной плотностью расположить детали в пространстве сборки. Для этого используются специальные программные средства, которые позволяют максимизировать пространство для конкретной машины. При минимальных зазорах производительность каждой машины увеличивается в разы.
Операторы в сборочной камере добиваются максимально возможной упаковки деталей. То есть в одну камеру упаковывают максимально возможное количество деталей. И это возможно еще и потому, что нет необходимости в опорных конструкциях, а соответственно, не требуется и сложная обработка в дальнейшем.
При этом детали можно добавить в сборку уже в процессе печати, благодаря чему любые изменения могут быть внесены в ходе работы, буквально в последнюю минуту.
Качественные и надежные расходники
Одно из достоинств SLS-технологии – это ее универсальность и функциональность. В этом свою немаловажную роль играет материал. В данной технологии в основном используется нейлон и его композиты. Эти материалы являются долговечными, практичными, универсальными и проверенными временем.
Изделий из спеченного лазером нейлона обладают практически 100% плотностью. А по своим свойствам они приближены к тем, которые созданы методом литья и другими традиционными способами производства.
На изображении приведена сборка для шуруповерта. Изделие напечатано из нейлона 12.
Чтобы поверхность была более гладкой, детали из нейлона могут подвергаться последующей обработке и даже отделке.
Нейлон, используемый в SLS-принтерах, может выступать в качестве превосходной альтернативы литьевым пластмассам. Его можно использовать в тех областях, где требуются детали из пластика, а также там, где стандартные пластики могут стать ветхими и разрушиться.
Его можно использовать в тех областях, где требуются детали из пластика, а также там, где стандартные пластики могут стать ветхими и разрушиться.
SLS 3D-принтеры в медицине. Аддитивное производство стерильных и кастомизированных хирургических инструментов
Отрасль медицинской промышленности находится в состоянии развития и поиска решений для модернизации текущих производственных процессов. Профильные специалисты заинтересованы во внедрении на предприятия наиболее эффективных и инновационных средств производства.
Французский холдинг Prodways предлагает практикующим медицинским работникам (хирургам, протезистам) современные технологии 3D-печати, позволяющие создавать:
- Уникальные ортопедические изделия с учетом особенностей строения организма конкретного пациента;
- Демонстрационные модели различных частей скелета
- Керамические замещающие компоненты для реконструкции костей
Биосовместимые материалы 3D-печати и высокоточные трехмерные принтеры Prodways являются решением, соответствующим современным запросам и потребностям медицинской отрасли.
Промышленные SLS 3D-принтеры Prodways
Сотрудники Prodways Technologies являются экспертами в области производства промышленных 3D-принтеров и материалов для медицинского сектора.
Предложение компании включает в себя оборудование, использующее в работе следующие технологии 3D- печати:
- SLS – селективное лазерное спекание пластикового порошка
- DLP MOVINGLight® -цифровое отверждение фотополимерной смолы
Принтеры Prodways могут быть задействованы как в прототипировании для проведения испытаний медицинского оборудования, так и в производстве кастомизированных изделий и инструментов конечного пользования.
3D-печать керамических костных заменителей
С технологией DLP MOVINGLight® Вы сможете осуществлять 3D-печать керамических изделий высокого разрешения с керамической плотностью в 99%.
Промышленный керамический 3D-принтер Prodways ProMaker V10 предоставляет возможность прямой трехмерной печати уникальных замещающих компонентов кости из биосовместимой керамики – гидроксилапатита или ортофосфата кальция.
DLP MOVINGLight® позволяет исключить этап механической обработки, являющийся частью традиционной технологии керамического литья.
Производство демонстрационных моделей для хирургии
SLS и DLP 3D-принтеры Prodways открывают широкие возможности для визуализации, которая необходима как для обучения медицинских сотрудников, так и для проведения презентаций пациентам. Трехмерные технологии позволяют:
- Проектировать и выращивать изделия, иллюстрирующие самые разные клинические заболевания и патологии
- Создавать 3D-модель кости пациента с помощью трехмерного сканирования и в последующем направлять 3D-файл на печать принтеру
Решения, предлагаемые Prodways, дадут возможность выращивать:
Крупные модели со сложной геометрической формой в высоком разрешении на SLS 3D-принтерах. Использованный в процессе работы принтера пластиковый порошок может быть переработан и задействован в ходе последующего производственного цикла, что позволяет существенно оптимизировать затраты на создание изделий.
Небольшие детали, требующие высокой детализации и точности печати для корректного определения имеющихся патологий, с помощью DLP MOVINGLight® 3D-принтеров.
Аддитивное производство стерильных и кастомизированных хирургических инструментов
Промышленные SLS принтеры поддерживают печать медицинским полиамидом (PA 11-SX 1450), имеющим сертификацию USP Class VI. С помощью этого материала возможно производство мелких и средних партий продукции, предназначенной для одноразового использования в имплантационной хирургии. При этом изделия будут кастомизированными, ударопрочными и могут быть стерилизованы посредством гамма-излучения.
Быстрая 3D-печать ортопедической продукции
Технология селективного лазерного спекания Prodways позволяет создавать ортопедические корректирующие стельки, соответствующие индивидуальным особенностям стопы человека.
Благодаря высокоточному 3D-сканированию стопы возможно получение 3D-модели стельки необходимой формы, с решетчатой или сотовой структурой. Таким образом, можно регулировать плотность прилегания стельки к различным частям стопы.
Таким образом, можно регулировать плотность прилегания стельки к различным частям стопы.
В зависимости от своего типа ортопедические стельки могут быть распечатаны либо из порошка PA12, либо PA11, оба пластика являются материалами медицинского класса и прошли сертификацию USP Class VI.
Высокоточная трехмерная печать хирургических направляющих
С помощью 3D-принтеров Prodways возможно производство медицинских инструментов высокого качества и точности (с уровнем допуска в несколько микрон). Например, индивидуальных хирургических направляющих, использующихся для фиксации кости пациента во время операции.
Широкий выбор медицинских, биосовместимых материалов Prodways значительно расширяет границы применения аддитивных технологий и делает возможным их использование для решения наиболее сложных и требовательных задач.
Компания Офисная Техника Джетком является официальным дистрибьютором 3D принтеров Prodways на территории Российской Федерации.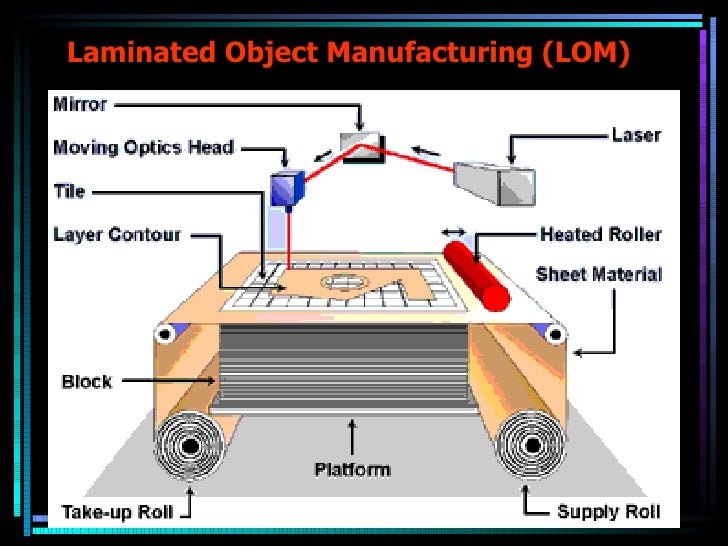
Мы оказываем комплексное сопровождение наших клиентов на каждом из этапов сотрудничества – от правильного подбора оборудования до технического обслуживания установленной техники.
Ознакомиться с SLS 3D-принтерами Prodways Вы можете в нашем демонстрационном зале в Москве, также мы с радостью выполним для Вас тестовую печать и наглядно продемонстрируем возможности аппаратов.
Для получения подробных консультаций, пожалуйста, обращайтесь к нам любым удобным для Вас способом:
Тел.: + 7 (495) 739-09-09
E-mail – [email protected]
Обзор селективного лазерного спекания (SLS)
SLS-приложения
SLS использует нейлоновые материалы промышленного класса, в результате чего получаются прочные, функциональные детали, которые служат долго, конкурируя с деталями, изготовленными с использованием традиционных методов производства. Надежность SLS делает эту технологию идеальной для:
Свойства и использование материала SLS
Наши материалы SLS включают в себя широкий спектр передовых нейлоновых и композитных материалов, состоящих из сверхтонких частиц диаметром
<100 нм.
Материалы, доступные для SLS, позволяют использовать самые разные материалы: от ударопрочного пластика до вариантов на основе стирола, которые отлично подходят для гипсовых и металлических отливок. SLS часто выбирают для деталей малого и среднего объема конечного использования, таких как корпуса, защелкивающиеся детали, автомобильные молдинги и тонкостенные воздуховоды. Некоторые из наших инженерных пластиков SLS изготавливаются из огнестойких материалов, что позволяет им соответствовать требованиям самолетов и потребительских товаров. Также доступны стеклонаполненные материалы, обеспечивающие большую жесткость и термостойкость, а также пластик, армированный волокном, для максимальной жесткости. SLS также включает в себя варианты материалов на другом конце спектра, для резиноподобных гибких деталей, что позволяет использовать такие приложения, как шланги, прокладки, прокладки для рукояток и многое другое.
Посмотреть видеоматериалы SLS
✕
SLS-принтеры
Мы предлагаем интегрированное решение для SLS, включающее аппаратное и программное обеспечение, а также точно настроенные нейлоновые и композитные материалы, которые обеспечивают получение надежных деталей с высоким разрешением при высокой производительности.
 Чистота поверхности, разрешение, воспроизводимость и точность SLS обеспечивают повышенную гибкость производства при низкой общей стоимости операций.
Чистота поверхности, разрешение, воспроизводимость и точность SLS обеспечивают повышенную гибкость производства при низкой общей стоимости операций.
В наших принтерах SLS используется программное обеспечение 3D Sprint®, универсальное программное обеспечение для печати пластиком, которое повышает производительность и качество производства SLS без необходимости использования дополнительного программного обеспечения сторонних производителей. 3D Sprint предоставляет инструменты для подготовки и оптимизации данных САПР, а также управления процессом печати, включая автоматическое трехмерное размещение высокой плотности, проверку качества для проверки перед сборкой, варианты ремонта, инструменты очереди печати для эффективного планирования сборки, генератор каркасной структуры для мелких деталей. корпус и многое другое. Наши принтеры SLS варьируются от средних до больших размеров, с различными объемами сборки, уровнями автоматизации и большим разнообразием материалов.
Наши 3D-принтеры SLS предлагают различные объемы печати и ценовые категории.

Сравните объемы сборки
SLS 380
381 x 330x 460 мм (15 x 13x 18 дюймов). Объем
SPRO 140
550 x 550 x 460 мм (22 x 22 x 180 дюйма).
sPro 230
550 x 550 x 750 мм (22 x 22 x 30 дюймов), рабочий объем
✕
СЛС 380
Промышленное решение для селективного лазерного спекания с контролируемым технологическим процессом
сПро 140
Высокая повторяемость и производительность изготовления деталей SLS
сПро 230
SLS-принтер большой емкости для высокопроизводительной печати прочных и долговечных термопластичных деталей
Зачем использовать селективное лазерное спекание?
Изучите другие технологии
Хотите поговорить с экспертом о SLS для вашего бизнеса?
Для использования этой формы у вас должен быть включен JavaScript.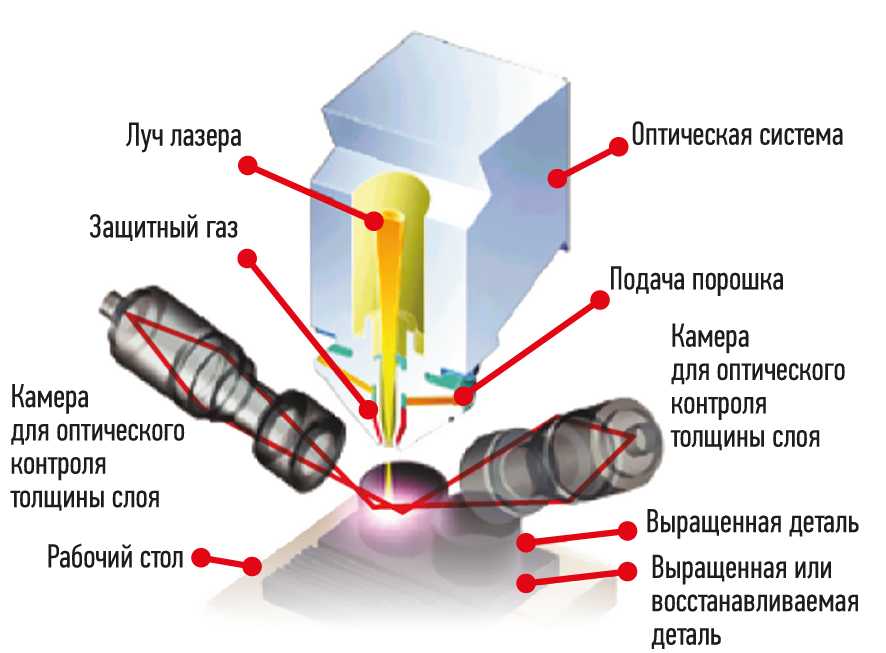
Имя
Фамилия
Деловая электронная почта
Компания
Страна
— Select Country —AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicCeuta & MelillaChadChileChinaChristmas IslandClipperton IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDiego GarciaDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГу ineaGuinea-BissauGuyanaHaitiHeard & McDonald IslandsHondurasHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SAR ChinaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth MacedoniaNorwayOmanOutlying OceaniaPakistanPalauPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaRéunionSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpai nШри-ЛанкаРеспублика Судан (Северный Судан)St.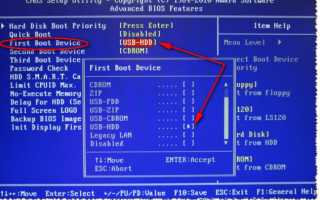 Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Государство
— Select State —Buenos AiresCatamarcaChacoChubutCiudad Autónoma de Buenos AiresCórdobaCorrientesEntre RíosFormosaJujuyLa PampaLa RiojaMendozaMisionesNeuquénRío NegroSaltaSan JuanSan LuisSanta CruzSanta FeSantiago del EsteroTierra del FuegoTucumánAustralian Capital TerritoryNew South WalesNorthern TerritoryQueenslandSouth AustraliaTasmaniaVictoriaWestern AustraliaBurgenlandKärntenNiederösterreichOberösterreichSalzburgSteiermarkTirolVorarlbergWienAcreAlagoasAmapáAmazonasBahiaCearáDistrito FederalEspírito SantoGoiásMaranhãoMato GrossoMato Grosso do SulMinas GeraisParáParaíbaParanáPernambucoPiauíRio de JaneiroRio Grande do NorteRio Grande do SulRondôniaRoraimaSanta CatarinaSão PauloSergipeTocantinsAlbertaBritish ColumbiaManitobaNew BrunswickNewfoundland и ЛабрадорСеверо-Западные территорииНовая ШотландияНунавутОнтариоОстров Принца ЭдуардаКвебекСаскачеванЮконские территорииАйсен-дель-Хенерал Карлос Ибаньес дель КампоАнтофагастаАрауканияАрика-и-ПаринакотаАтакамаБио-БиоКокимбоЛибертадор-Генерал Берна rdo O’HigginsLos LagosLos RíosMagallanesMauleRegión Metropolitana de SantiagoTarapacáValparaísoAnhuiBeijingChinese TaipeiChongqingFujianGansuGuangdongGuangxiGuizhouHainanHebeiHeilongjiangHenanHong KongHubeiHunanJiangsuJiangxiJilinLiaoningMacaoNei MongolNingxiaQinghaiShaanxiShandongShanghaiShanxiSichuanTianjinXinjiangXizangYunnanZhejiangÎle-de-FranceOccitanieAuvergne-Rhône-AlpesBourgogne-Franche-ComtéBretagneCentre-Val de LoireCorseGrand EstHauts-de-FranceJuraNormandieNouvelle-AquitainePays de la LoireProvence-Alpes-Côte d’AzurBaden-WürttembergBayernBerlinBrandenburgBremenHamburgHessenMecklenburg-VorpommernNiedersachsenNordrhein- WestfalenRheinland-PfalzSaarlandSachsenSachsen-AnhaltSchleswig-HolsteinThüringenAndaman and Nicobar IslandsAndhra PradeshArunachal PradeshAssamBiharChandigarhChhattisgarhDadra and Nagar HaveliDaman and DiuDelhiGoaGujaratHaryanaHimachal PradeshJammu and KashmirJharkhandKarnatakaKeralaLakshadweepMadhya PradeshMaharashtraManipurMeghalayaMizoramNagalandOdishaPuduche rryPunjabRajasthanSikkimTamil NaduTripuraUttar PradeshUttarakhandWest BengalCarlowCavanClareCorkDonegalDublinGalwayKerryKildareKilkennyLaoisLeitrimLimerickLongfordLouthMayoMeathMonaghanOffalyRoscommonSligoTipperaryWaterfordWestmeathWexfordWicklowAgrigentoAlessandriaAnconaAostaArezzoAscoli PicenoAstiAvellinoBariBarletta-Andria-TraniBellunoBeneventoBergamoBiellaBolognaBolzanoBresciaBrindisiCagliariCaltanissettaCampobassoCarbonia-IglesiasCasertaCataniaCatanzaroChietiComoCosenzaCremonaCrotoneCuneoEnnaFermoFerraraFirenzeFoggiaForlì-CesenaFrosinoneGenovaGoriziaGrossetoImperiaIserniaLa SpeziaL’AquilaLatinaLecceLeccoLivornoLodiLuccaMacerataMantovaMassa — CarraraMateraMedio CampidanoMessinaMilanoModenaMonza e BrianzaNapoliNovaraNuoroOgliastraOlbia-TempioOristanoPadovaPalermoParmaPaviaPerugiaPesaro e UrbinoPescaraPiacenzaPisaPistoiaPordenonePotenzaPratoRagusaRavennaReggio CalabriaReggio EmiliaRietiRiminiRomaRovigoSalernoSassariSavonaSienaSondrioSiracusaTarantoTeramoTerniTrapaniTrentoTrevisoTries teTorinoUdineVareseVeneziaVerbano-Cusio-OssolaVercelliVeronaVibo ValentiaVicenzaViterboAichiAkitaAomoriChibaEhimeFukuiFukuokaFukushimaGifuGunmaHiroshimaHokkaidoHyogoIbarakiIshikawaIwateKagawaKagoshimaKanagawaKochiKumamotoKyotoMieMiyagiMiyazakiNaganoNagasakiNaraNiigataOitaOkayamaOkinawaOsakaSagaSaitamaShigaShimaneShizuokaTochigiTokushimaTokyoTottoriToyamaWakayamaYamagataYamaguchiYamanashiBusanDaeguDaejeonGangwonGwangjuGyeonggiIncheonJejuNorth ChungcheongNorth GyeongsangNorth JeollaSeoulSouth ChungcheongSouth GyeongsangSouth JeollaUlsanJohorKedahKelantanMelakaNegeri SembilanPahangPerakPerlisPulau PinangSabahSarawakSelangorTerengganuWilayah Persekutuan Kuala LumpurWilayah Persekutuan LabuanWilayah Persekutuan PutrajayaAguascalientesBaja CaliforniaBaja California SurCampecheChiapasChihuahuaCoahuilaColimaDurangoFederal DistrictGuanajuatoGuerreroHidalgoJaliscoMexico StateMichoacánMorelosNayaritNuevo LeónOaxacaPueblaQuerétaroQuintana RooSan Luis PotosíSinaloaSonoraTabascoTamaulipasTlaxcalaVer acruzYucatánZacatecasŚląskieŁódzkieŚwiętokrzyskieDolnośląskieKujawsko-pomorskieLubelskieLubuskieMałopolskieMazowieckieOpolskiePodkarpackiePodlaskiePomorskieWarmińsko-mazurskieWielkopolskieZachodniopomorskieAdygeya, RespublikaAltay, RespublikaAltayskiy krayAmurskaya oblast’Arkhangel’skaya oblast’Astrakhanskaya oblast’Bashkortostan, RespublikaBelgorodskaya oblast’Bryanskaya oblast’Buryatiya, RespublikaChechenskaya RespublikaChelyabinskaya oblast’Chukotskiy avtonomnyy okrugChuvashskaya RespublikaDagestan, RespublikaIngushetiya, RespublikaIrkutskaya oblast’Ivanovskaya oblast’Kabardino-Balkarskaya RespublikaKaliningradskaya oblast’Kalmykiya, RespublikaKaluzhskaya oblast’Kamchatskiy krayKarachayevo-Cherkesskaya RespublikaKareliya, RespublikaKemerovskaya oblast’Khabarovskiy krayKhakasiya, RespublikaKhanty-Mansiyskiy avtonomnyy okrug-YugraKirovskaya oblast’Komi, RespublikaKostromskaya oblast’Krasnodarskiy krayKrasnoyarskiy krayKurganskaya oblast’Kurskaya oblast’Leningradskaya oblast’Lipetskaya oblast’Magadanskaya oblast’Mariy El, RespublikaMordoviya, RespublikaMoskovskaya oblast’MoskvaMurmanskaya oblast’Nenetskiy avtonomnyy okrugNizhegorodskaya oblast’Novgorodskaya oblast’Novosibirskaya oblast’Omskaya oblast’Orenburgskaya oblast’Orlovskaya oblast’Penzenskaya oblast’Permskiy krayPrimorskiy krayPskovskaya oblast’Rostovskaya oblast’Ryazanskaya oblast’ Саха, РеспубликаСахалинская область’Самарская область’Санкт-ПетербургСаратовская область’Северная Осетия-Алания, РеспубликаСмоленская область’Ставропольский крайСвердловская область’Тамбовская область’Татарстан, РеспубликаТомская область’Тульская область’Тверская областьУниверситетская РеспубликаТюменская область,Тюменская область ‘Яновская область’Владимирская область’Волгоградская область’Вологодская область’Воронежская область’Ямало-Ненецкий автономный округЯрославская область’Еврейская автономная область’Забайкальский крайЦентральный СингапурСеверо-ВостокСеверо-ЗападЮг ВостокЮг-ЗападКоруньяАлава / АрабаАльбасетеАликанте / AlacantAlmeríaAsturiasÁvilaBadajozBalearsBarcelonaBurgosCáceresCádizCantabriaCastellón / CastellóCiudad RealCórdobaCuencaGironaGranadaGuadalajaraGuipúzcoa / GipuzkoaHuelvaHuescaJaénLa RiojaLas PalmasLeónLleidaLugoMadridMálagaMurciaNavarra / NafarroaOurensePalenciaPontevedraSalamancaSanta Cruz de TenerifeSegoviaSevillaSoriaTarragonaTeruelToledoValencia / ValènciaValladolidVizcaya / BizkaiaZamoraZaragozaAargauAppenzell AusserrhodenAppenzell InnerrhodenBasel-LandschaftBasel-StadtBernFribourgGenèveGlarusGraubündenJuraLuzernNeuchâtelNidwaldenObwaldenSankt GallenSchaffhausenSchwyzSolothurnThurgauTicinoUriValaisVaudZugZürichChanghua CountyChiayi CityChiayi CountyHsinchu CityHsinchu CountyHualien CountyKaohsiung CityKaohsiung CountyKeelung CityMiaoli CountyNantou CountyPenghu CountyPingtung CountyTaichung CityTaichung CountyTainan CityTainan CountyTaipei CityTaipei CountyTaitung CountyTaoyuan CountyYilan CountyYunlin CountyŞırnakŞanlıurfaİstanbulİzmirAğrıAd?yamanAdanaAfyonkarahisarAksarayAmas yaAnkaraAntalyaArdahanArtvinAydınBalıkesirBartınBatmanBayburtBilecikBingölBitlisBoluBurdurBursaÇanakkaleÇankırıÇorumDenizliDiyarbakırDüzceEdirneElazığErzincanErzurumEskişehirGaziantepGiresunGümüşhaneHakkâriHatayIğdırIspartaKırşehirKırıkkaleKırklareliKahramanmaraşKarabükKaramanKarsKastamonuKayseriKilisKocaeliKonyaKütahyaMalatyaManisaMardinMersinMuşMuğlaNevşehirNiğdeOrduOsmaniyeRizeSakaryaSamsunSiirtSinopSivasTekirdağTokatTrabzonTunceliUşakVanYalovaYozgatZonguldakCrimeaCherkasyChernihivChernivtsiDnipropetrovskDonetskIvano-FrankivskKharkivKhersonKhmelnytskyiKirovohradKyivLuhanskLvivMykolaivOdesaPoltavaRivneSumyTernopilVinnytsiaVolynZakarpattiaZaporzhzhiaZhytomyrAberdeen CityAberdeenshireAngusAntrimArgyll and ButeArmaghAvonBanffshireBedfordshireBerkshireBlaenau GwentBordersBridgendBristolBuckinghamshireCaerphillyCambridgeshireCardiffCarmarthenshireCeredigionChannel IslandsCheshireClackmannanshireClevelandConwyCornwallCumbriaDenbighshireDerbyshireDevonDorsetDownDumfries and GallowayDurhamEa st AyrshireEast DunbartonshireEast LothianEast RenfrewshireEast Riding of YorkshireEast SussexEdinburghEssexFalkirkFermanaghFifeFlintshireGlasgowGloucestershireGreater ManchesterGwyneddHampshireHerefordshireHertfordshireHighlandHumbersideInverclydeIsle of AngleseyIsle of ManIsle of WightIsles of ScillyKentLancashireLeicestershireLincolnshireLondonLondonderryMerseysideMerthyr TydfilMiddlesexMidlothianMonmouthshireMorayNeath Port TalbotNewportNorfolkNorth AyrshireNorth East LincolnshireNorth LanarkshireNorth YorkshireNorthamptonshireNorthumberlandNottinghamshireOrkneyOuter HebridesOxfordshirePembrokeshirePerthshire and KinrossPowysRenfrewshireRhondda, Cynon, TaffRoxburghshireRutlandShetlandShropshireSomersetSouth AyrshireSouth LanarkshireSouth YorkshireStaffordshireStirlingSuffolkSurreySwanseaTorfaenTyne and WearTyroneVale of GlamorganWarwickshireWest DunbartonshireWest LothianWest MidlandsWest SussexWest YorkshireWiltshireWorcestershireWrexhamAlabamaAlaskaAmerican SamoaArizonaArkansasCa liforniaColoradoConnecticutDelawareDistrict of ColumbiaFederated MicronesiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarshall IslandsMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Minor Outlying IslandsUS Virgin IslandsUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyoming
Промышленность
— Нет — Академические и научные исследованияАэрокосмическая и оборонная промышленностьСтоматологияЗдравоохранениеПроизводство и прототипированиеТранспорт и автоспорт
Подотрасль
— Select -Medical Device ManufacturersMedical Contract ManufacturersHospital or Medical ClinicMedical SchoolsOther HealthcareDental ClinicsDental Equipment ManufacturersDental LabsDental SchoolsOther DentalMilitary AviationCommercial AviationDefenseSpace & UAVOther Aerospace & DefenseAutomotiveTruck, Bus & RailMotorsportsAftermarket & ServiceRecreation & MarineOther Transportation3D Printing Service BureausFoundriesElectronics & ConnectorsSemiconductorTurbomachineryJewelryConsumer & Durable GoodsOther Manufacturing
Адрес
Почтовый индекс
Должностной уровень
— Выберите уровень работы —C-LevelPresident или VPDirectorManagerProfessional StaffConsultant or ContractorIntern or StudentHobbyist
Должностная функция
— Выберите должность —Инженерия — Разработка программного обеспечения — Производство оборудования Финансы IT Юридические услуги Маркетинг Закупки Продажи Техник по обслуживанию — Техник по обслуживанию оборудования — Другое
Уровень интереса
— Выберите интересующий вас уровень —Начало исследованияОценка решений и конкурентовЗаинтересованы в покупке через 1-3 месяцаЗаинтересованы в покупке в течение 3-6 месяцевЗаинтересованы в покупке в течение 6-12 месяцевЯ хотел бы поговорить со специалистом по решениямУ меня проблема или вопрос
Область интереса
— Выберите -Принтеры• Профессиональный принтер (ColorJet, MultiJet)• Производственный принтер (SLA, SLS, Metal/DMP)• Рисунок 4• Titan Additive• Другое программное обеспечениеHaptics• HapticsHealthcare• Виртуальное хирургическое планирование• Анатомическое моделирование• Kumovis Additive
3D-принтер
— Выберите -MJP• ProJet 2500• ProJet 2500 Plus• ProJet 2500W• ProJet 2500 IC• ProJet 3600• ProJet 5600CJP• ProJet 260 Plus• Projet 360• ProJet 460 Plus• ProJet 660Pro• ProJet 860ProDMP• DMP Flex 100• DMP 200• ProX 200 Flex 200• DMP Flex 350• DMP Factory 350• DMP Factory 500• ProX 100• ProX 300SLS• SLS 6100• SLS 380• sPro 140• sPro 230SLA• SLA 750• ProJet 6000• ProJet 7000• ProX 800• ProX 950Рисунок 4• Рисунок 4 Автономный• Рисунок 4 Модульный• Рисунок 4 Производство• Рисунок 4 Ювелирные изделияNextDent• NextDent 5100Kumovis• Kumovis R1Atlas• Atlas H• Atlas HSMaterialsBioprinter
Программный продукт
— Выберите -3D Connect Manage3D Connect ServiceУслуги 3D-моделирования3D Sprint3D Sprint Pro для SLA3DXpertGeomagic Control XGeomagic Design XGeomagic для SOLIDWORKSGeomagic FreeformGeomagic SculptGeomagic TouchGeomagic Touch XGeomagic WrapOpenHapticsPhantom Premium
Область интереса
— Select -Проектирование и производство медицинских устройствМедицинские симуляторыАнатомические моделиПрограммное обеспечение D2PСтоматологические услуги по производству и дизайну
Я согласен получать сообщения 3D Systems Communications
Хотите получать специальные предложения, обновления продуктов и новости о событиях от 3D Systems? Нажимая «Да», вы соглашаетесь получать последующие сообщения от 3D Systems или наших партнеров. Вы также можете отказаться от общения в любое время. Нажмите здесь, чтобы ознакомиться с нашей Политикой конфиденциальности, или нажмите здесь, чтобы управлять своими настройками.
Вы также можете отказаться от общения в любое время. Нажмите здесь, чтобы ознакомиться с нашей Политикой конфиденциальности, или нажмите здесь, чтобы управлять своими настройками.
Область интереса
— Нет -Модели внешнего видаЛитье из уретанаCJPCNCCNC МеталлЧПУ пластикЛитье под давлениемЦифровая обработка/сканированиеDMPИнженерные проектыFDMЛитье под давлениемИнструментальная оснасткаЛитье по выплавляемым моделямВыкройка для литья по выплавляемым моделямМеталлическое литьеMJPMJP-ElastomersQuick Cast PatternsRIMЛистовой металлSLASLSИнструментыВакуумное литьеВакуумная формовка
Пользовательская область интереса
PPP
PST
Программное обеспечение
Здравоохранение
ODM
Область интереса Требуется
Этот сайт защищен reCAPTCHA. Применяются Политика конфиденциальности и Условия использования Google.
Селективное лазерное спекание (SLS) | 3D-печать
Спинка
Материалы
Материалы по услугам
Литье под давлениемОбработка с ЧПУ3D-печатьЛистовой металл
Материалы по типу
Пластмассы, Металлы, Эластомеры
Ссылки по теме
Смола, поставляемая заказчиком, Цвета
Руководство по альтернативам материалам для литья под давлением
Борьба с нехваткой термопластичных материалов? Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Скачать
Ресурсы
Советы по дизайну
Руководства и отчеты о тенденциях
Тематические исследования
Вспомогательные средства дизайна
Вебинары и выставкиБлог
Ролики
Часто задаваемые вопросы
Педагоги и студенты
ГлоссарийОтрасли
Медицинский
Аэрокосмическая промышленность
Автомобильный
Бытовая электроника
Промышленное оборудованиеО нас
Кто мы
Почему Протолабс?
Исследования и разработки
Награда за крутую идею
Партнерские отношения
Устойчивое развитие и социальное воздействиеКарьера
Инвесторы
Места
Нажимать
ЗакупкиСвяжитесь с нами
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
СШАТелефон: 877.479.3680
Факс: 763.479.2679
E: [email protected]Лучшее в своем классе онлайн-предложение
включает производственный анализ, помогающий повысить технологичность изготовления деталей.
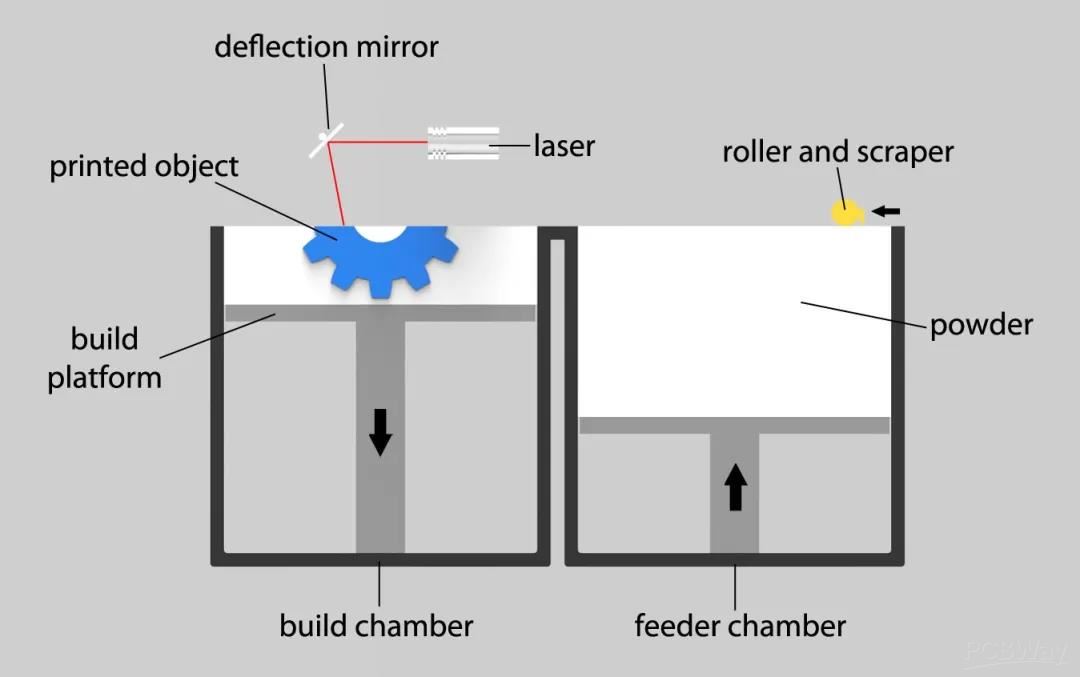 В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.Узнать больше
Получить предложениеВойти
ЗАГРУЗИТЬ ЧАСТЬ
Сертификаты
ISO 9001:2015 | AS9100D | Зарегистрировано в ITAR
Перейти к разделу
→ Возможности
→ Материалы
→ Отделка поверхности
→ 3D-принтеры SLS
→ О селективном лазерном спекании прототипы и функциональные производственные детали всего за 1 день. Доступны различные материалы на основе нейлона и термопластичный полиуретан (ТПУ), которые позволяют создавать высокопрочные конечные детали, требующие термостойкости, химической стойкости, гибкости или стабильности размеров. При 3D-печати SLS не требуются опорные конструкции, что упрощает объединение нескольких деталей в одну сборку и является экономичным решением, когда требуются большие объемы 3D-печатных деталей.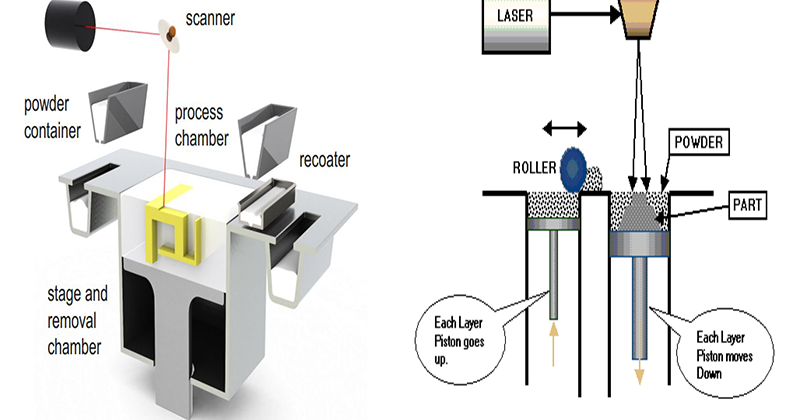
Обычно селективное лазерное спекание используется:
- приспособления и приспособления
- корпуса
- защелки и живые петли
Если у вас возникли проблемы с получением руководства, нажмите здесь, чтобы загрузить его.
Подробное руководство по 3D-печати
Наше подробное руководство описывает весь процесс аддитивного производства — от прототипирования до производства.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0011
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Зачем использовать SLS?
Узнайте, как SLS использует настоящие термопластические и эластомерные материалы для производства деталей с хорошими механическими свойствами. Готовые детали можно использовать для тестирования будущих конструкций литья под давлением или в качестве функциональных компонентов для конечного использования.
Руководство по проектированию для селективного лазерного спекания (SLS)
Наши основные рекомендации по селективному лазерному спеканию включают важные аспекты проектирования, помогающие повысить технологичность деталей, улучшить внешний вид и сократить общее время производства.
| США | Метрическая | |
|---|---|---|
| Все материалы SLS | 10,6 дюйма x 12,6 дюйма x 16 дюймов | 269 мм х 304 мм х 406 мм |
| PA12 | 19 дюймов x 19 дюймов x 17 дюймов | 482 мм х 482 мм х 431 мм |
| США | Метрическая | |
|---|---|---|
| Толщина слоя | 0,004 дюйма | 0,1016 мм |
| США | Метрическая система | |
| Минимальная толщина стенки | 0,030 дюйма | 0,762 мм |
| США | Метрическая система | |
| Нейлон | 0,03 дюйма | 0,762 мм |
| ПП и ТПУ | 0,04 дюйма | 1,01 мм |
Допуски SLS
Для хорошо спроектированных деталей обычно можно достичь допусков ±0,010 дюйма (0,25 мм) плюс 0,1% от номинальной длины .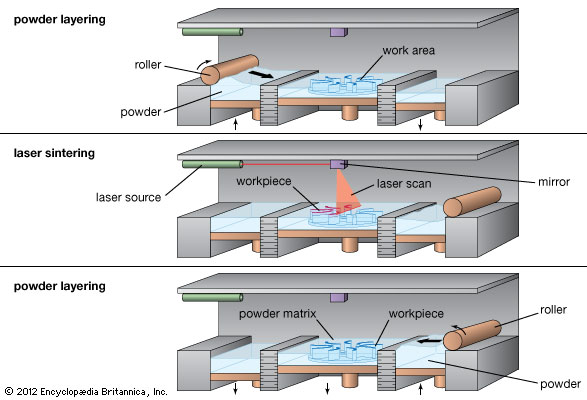 Обратите внимание, что допуски могут меняться в зависимости от геометрии детали.
Обратите внимание, что допуски могут меняться в зависимости от геометрии детали.
Деформация деталей SLS
Детали больших размеров (>7 дюймов) и детали с тонкими элементами наиболее подвержены деформации. Мы рекомендуем поддерживать одинаковую толщину 0,125 дюйма (3,175 мм) для обеспечения стабильности.
| Стандарт | Дробеструйная обработка для удаления всего порошка, что оставляет однородную общую текстуру. |
| Пользовательский | Дополнительные варианты включают грунтовку или краску, которые можно наносить, а также метчики и вставки. |
Максимальные размеры
Толщина слоя/разрешение
Толщина стенки
Минимальный размер элемента
Допуски
Деформация
Варианты отделки поверхности
Материалы для селективного лазерного спекания (SLS)
PA 11 Черный (PA 850)
PA 11 Черный (PA 850) обеспечивает пластичность и гибкость без ущерба для прочности на растяжение и термостойкости. Эти характеристики делают PA 850 широко используемым материалом общего назначения для функциональных и движущихся частей.
Эти характеристики делают PA 850 широко используемым материалом общего назначения для функциональных и движущихся частей.
Основные преимущества
ПА 12 Белый (ПА 650)
PA 12 Белый (PA 650) — это материал, который можно использовать для изготовления изделий общего назначения, таких как функциональные детали и детали конечного назначения. PA 650 является самым прочным из ненаполненных нейлоновых материалов и немного жестче, чем PA 11 Black.
Основные преимущества
- Экономичный выбор материалов
- Прочность и жесткость
PA12 с минеральным наполнителем (PA620-MF)
PA12 Mineral-Filled (PA620-MF) представляет собой полиамидный порошок с 25% наполнителем из минерального волокна. Содержание волокна значительно увеличивает жесткость и HDT (до 363 °F). Это хороший вариант материала, когда важными требованиями являются жесткость и устойчивость к высоким температурам.
Основные преимущества
- Самая высокая жесткость среди всех нейлонов, произведенных методом аддитивного производства
- Термостойкость
PA12 40% стеклонаполненный (PA614-GS)
PA12 40% Glass-Filled (PA614-GS) представляет собой порошок PA, наполненный стеклянными шариками, которые придают ему жесткость и стабильность размеров. Этот материал является идеальным кандидатом для деталей, требующих долговременной износостойкости. Из-за добавки стекла он имеет меньшую ударную прочность и прочность на растяжение по сравнению с другими нейлонами.
Основные преимущества
- Долговременная износостойкость
- Повышенная жесткость
Полипропилен Натуральный
Полипропилен Натуральный обладает свойствами химической стойкости, которые являются лучшими среди предлагаемых материалов SLS и MJF. Этот прочный и долговечный, но в то же время гибкий материал обеспечивает устойчивость к большинству кислот и является вариантом материала с малым весом.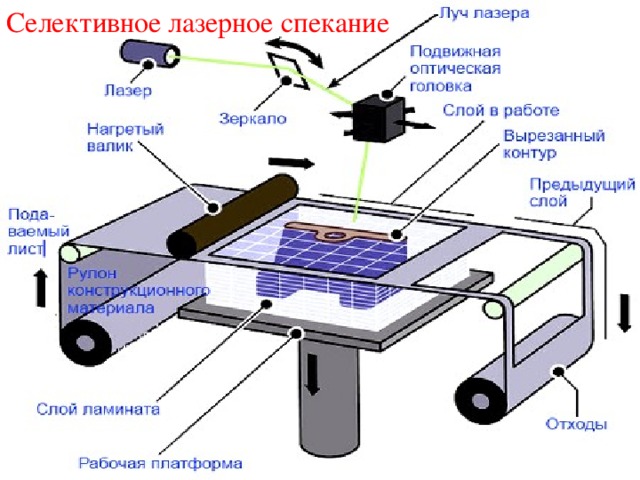
Основные преимущества
- Химическая стойкость
- Прочный, легкий материал
ТПУ 70-А
TPU 70-A — это белый термопластичный полиуретан, который сочетает в себе резиноподобную эластичность и удлинение с хорошей устойчивостью к истиранию и ударопрочности. Подобное резине качество этого материала делает его идеальным для уплотнений, прокладок, захватов, шлангов и любых других изделий, где требуется превосходная устойчивость к динамическим нагрузкам.
Основные преимущества
- Высокое удлинение при разрыве
- Гибкость
Сравнить свойства материалов
- US
- Метрическая
| Материал | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|
| ПА 11 Черный (ПА 850) | Черный | 7,54 тыс.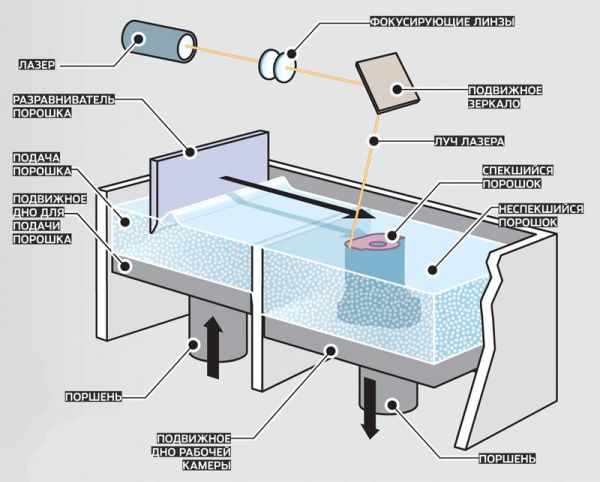 фунтов/кв.дюйм фунтов/кв.дюйм | 261 тыс.фунтов/кв.дюйм | 30% |
| ПА 12 Белый (ПА 650) | Белый | 7,25 тыс.фунтов/кв.дюйм | 290 тысяч фунтов на квадратный дюйм | 11% |
| PA 12 с минеральным наполнителем (Duraform HST) | Светло-серый | 5,51 тыс.фунтов/кв.дюйм | 450 тысяч фунтов/кв. дюйм | 3% |
| PA 12 40% стеклонаполненный (PA 614-GS) | Белый | 7,25 тыс.фунтов/кв.дюйм | 522 тыс.фунтов/кв.дюйм | 5% |
| Полипропилен Натуральный | натуральный | 2,61 тыс.фунтов/кв.дюйм | 123 тыс.фунтов/кв.дюйм | 15% |
| ТПУ 70-А | Белый | 580 фунтов на кв. дюйм | 210% |
| Материал | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|
| ПА 12 Белый (ПА 650) | Белый | 50,0 МПа | 2000 МПа | 11% |
| ПА 11 Черный (ПА 850) | Черный | 52 МПа | 1800 МПа | 30% |
| PA 12 с минеральным наполнителем (Duraform HST) | Светло-серый | 38 МПа | 3100 МПа | 3% |
| PA 12 40% стеклонаполненный (PA 614-GS) | Белый | 50 МПа | 3600 МПа | 5% |
| Полипропилен Натуральный | натуральный | 18 МПа | 848 МПа | 15% |
| ТПУ 70-А | Белый | 4,0 МПа | 210% |
Эти цифры являются приблизительными и зависят от ряда факторов, включая, помимо прочего, параметры машины и процесса. Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Поверхностная обработка деталей SLS
Поверхностная обработка деталей SLS обычно более грубая, чем при использовании других технологий 3D-печати — она может варьироваться от 100 до 250 RMS . Мы также подвергаем дробеструйной очистке большинство деталей клиентов, чтобы удалить рассыпчатую пудру и создать гладкую матовую поверхность.
Материал: PA12, 40 % стеклонаполненный (PA614-GS)
Разрешение: Нормальное (толщина слоя 0,004 дюйма)
Отделка: Стандартная
7 Материал 9002 PA11 Черный (PA850)
Разрешение: Нормальное (толщина слоя 0,004 дюйма)
Финишное покрытие: Стандартное
Наши 3D-принтеры SLS
Наше оборудование SLS включает машины sPro140, которые имеют самый большой в мире объем печати и спекание. оснащены полностью цифровыми высокоскоростными системами сканирования, непревзойденной согласованностью процесса и закрытыми системами смешивания и доставки порошка для надежного качества деталей. Мы также используем станки sPro60, которые позволяют работать с несколькими материалами и обеспечивают высокую производительность.
оснащены полностью цифровыми высокоскоростными системами сканирования, непревзойденной согласованностью процесса и закрытыми системами смешивания и доставки порошка для надежного качества деталей. Мы также используем станки sPro60, которые позволяют работать с несколькими материалами и обеспечивают высокую производительность.
Как работает 3D-печать SLS?
Машина SLS начинает спекать каждый слой геометрии детали в нагретом слое порошка на основе нейлона. После расплавления каждого слоя валик перемещается по основанию, чтобы распределить следующий слой порошка. Процесс повторяется слой за слоем, пока сборка не будет завершена.
Когда сборка закончена, весь порошковый слой с герметизированными частями перемещается в станцию разбивки, где он поднимается и детали выламываются из слоя. Первоначальная чистка проводится вручную, чтобы удалить большую часть рыхлого порошка. Затем детали подвергаются дробеструйной очистке, чтобы удалить любой оставшийся остаток порошка, прежде чем они попадут в отдел отделки.
Экскурсия по нашему цеху 3D-печати
Совершите небольшую экскурсию по нашему аддитивному производству в Северной Каролине, одному из крупнейших в мире предприятий по 3D-печати, чтобы увидеть, как мы создаем высококачественные прототипы и полнофункциональные конечные изделия. использовать узлы и агрегаты.
Основы дизайна для 3D-печати
Справочное руководство по Основам 3D-печати содержит рекомендации и основные рекомендации по проектированию процессов промышленной 3D-печати.
ЗАГРУЗИТЬ >
Руководство по финишной обработке поверхности для 3D-печати
Загрузите это краткое справочное руководство, в котором рассматриваются все варианты финишной отделки поверхности в наших шести технологиях аддитивного производства.
СКАЧАТЬ >
Ресурсы
Как проектировать для нейлоновой 3D-печати
Примите во внимание эти рекомендации при проектировании для Multi Jet Fusion и селективного лазерного спекания.
Покупка расходных материалов: Расходные материалы купить — от 46₽ на официальном сайте
Медицинские изделия и расходные материалы для оснащения больниц
- Медремкомплект
- Каталог
- Медицинские расходные материалы
Товаров в группе: 421
- Оборудование при COVID 19
- Комплекты и наборы оборудования
- Медоборудование
- Расходные материалы
- Рентгенозащита
- Гинекология
- Физиотерапия
- Бактерицидные облучатели и рециркуляторы
- Диагностическое оборудование
- Дистилляторы и стерилизаторы
- Запчасти и комплектующие
- Инструмент медицинский
- Лабораторное оборудование
- Лампы медицинские
- Мебель медицинская
- Медицинские манекены и тренажеры
- Медицинские светильники
- Реанимация, анестезия, ИВЛ
- Стоматологическое и зуботехническое оборудование
- Прочее
- Уцененные товары
- Медицинские карты
Полимерные медицинские изделия
Гели медицинские
Дезсредства
Емкости для отходов
Насадки на дарсонваль
Перевязочные средства
Бумага диаграммная
Кабели для аппаратов
Рентгеновские пленки и экраны
Крафт-пакеты
Многоразовые электроды ЭКГ
Стоматологические наконечники
Одноразовые электроды ЭКГ
Электроды для физиотерапии
Электроды для ЭЭГ
Если вы не нашли интересующий товар – сделайте заявку
Если вы не нашли интересующий товар – сделайте заявку
Расходные медицинские материалы
Медицинская техника и оборудование сегодня являются незаменимым оснащением любого медицинского учреждения. Для того, чтобы такое оборудование работало без сбоев и проблем, для их обслуживания используется расходный материал медицинского назначения.
Расходные материалы в медицине применяются во всех областях:
- хирургии;
- диагностике;
- терапии;
- клинической практике;
- стоматологии;
- гинекологии и др.
Такие медицинские изделия и инструментарий могут быть как одноразового, так и многократного применения. Многоразовый инструмент и изделия подвергаются тщательной дезинфекции, одноразовые подлежат утилизации с учетом всех требований. Как правило, данный изделия и материалы отличаются высоким качеством и отвечают всем требованиям безопасности как для медицинского персонала, так и для пациентов. Одноразовые расходные материалы имеют доступную стоимость и пользуются особой популярностью в клиниках и лечебных учреждениях.
Требования, предъявляемые к расходным материалам для медицины
- безопасность и простота в использовании;
- стерильность;
- высокое качество;
- практичность и надежность;
- функциональность;
- соответствие всем требованиям, предъявляемым Минздравом РФ.

Расходные материалы представляют собой достаточно широкую группу изделий различного назначения, которые используются для работы клиник и кабинетов дантистов. Расходные материалы для стоматологии представляют собой достаточно широкую группу изделий и материалов:
- профессиональные составов для пломбирования;
- материалы для протезирования и ортодонтии;
- препараты для инъекций;
- шовный материал;
- специальный инструментарий для лечебной и хирургической практики.
Для того, чтобы приобрести все необходимое для работы дантиста, теперь не стоит посещать интернет-магазин расходных материалов. Для этого всего лишь необходимо зайти на сайт медицинского оборудования. Продажа расходных материалов для медицины является одним из приоритетных направлений компании «Медремкомплект». Сегодня мы предлагаем медицинские расходные материалы, в том силе и стоматологические, купить которые у нас можно оптом на самых выгодных условиях. У нас можно купить расходные материалы и комплектующие для оборудования, произведенного российскими и иностранными производителями. Вся продукция имеет сертификаты качества и поставляется по максимально низкой цене.
У нас можно купить расходные материалы и комплектующие для оборудования, произведенного российскими и иностранными производителями. Вся продукция имеет сертификаты качества и поставляется по максимально низкой цене.
Специальные условия сотрудничества
Физические лица
Ремонтные организации
Медтехники, обслуживающие организации
Учебные и дошкольные учреждения
Школы, вузы, детские сады
Профильные клиники и медцентры
Онкоцентры, диагностические центры, косметология
Торговые организации
Магазины, оптовые базы
Больницы и поликлиники
МБУЗ, ГБУЗ, МУБ
Госучреждения с медкабинетом
НИИ, военные части
Организации с медкабинетом
Производство, фабрики, заводы
Казахстан, Киргизия, Белоруссия, Армения
Юридические и физические лица
0348300232315000009 Покупка расходных материалов для оргтехники (картриджи)
Преимущества
Субъектам малого предпринимательства и социально ориентированным некоммерческим организациям (в соответствии со Статьей 30 Федерального закона № 44-ФЗ)
Требования к участникам
-
Единые требования к участникам (в соответствии с пунктом 1 части 1 Статьи 31 Федерального закона № 44-ФЗ)
-
Требование об отсутствии в предусмотренном Федеральным законом № 44-ФЗ реестре недобросовестных поставщиков (подрядчиков, исполнителей) информации об участнике закупки, в том числе информации об учредителях, о членах коллегиального исполнительного органа, лице, исполняющем функции единоличного исполнительного органа участника закупки — юридического лица (в соответствии с частью 1. 1 Статьи 31 Федерального закона № 44-ФЗ)
1 Статьи 31 Федерального закона № 44-ФЗ)
Ограничения
- Условия и ограничения допуска товаров из иностранного государства
-
Не предъявляется
Более подробная информация доступна, если войти или зарегистрироваться
| Участник | Цена, ₽ | Первые части заявок | Результаты отбора |
|---|---|---|---|
|
Победитель
|
|
░░░░░ |
░░░░░ |
|
|
|
░░░░░ |
░░░░░ |
|
|
|
░░░░░ |
░░░░░ |
|
|
|
░░░░░ |
░░░░░ |
|
|
|
░░░░░ |
░░░░░ |
Закупка расходных материалов Примеры статей
Средства Лесной службы США могут быть использованы для закупки оборудования, необходимого для выполнения работ, описанных в этом Дополнительном соглашении по проекту.
 Доступное финансирование отображается в финансовом плане. Право собственности на оборудование принадлежит Лесной службе США, но при необходимости может быть передано ей по завершении проекта.
Доступное финансирование отображается в финансовом плане. Право собственности на оборудование принадлежит Лесной службе США, но при необходимости может быть передано ей по завершении проекта.В течение срока действия настоящего Соглашения Дистрибьютор должен приобретать Продукцию у ТМР в соответствии с индивидуальными заказами на поставку по средней оптовой цене, которая может время от времени устанавливаться ТМР, плюс любые применимые налоги и стоимость доставки (вместе, «АВП»). Права Дистрибьютора на покупку Продукции у TMP в соответствии с настоящим Соглашением не являются исключительными, и TMP имеет право продавать Продукцию непосредственно Врачам или другим дистрибьюторам. Все Продукты продаются как есть, и все продажи должны быть окончательными, и никакие Продукты не подлежат возврату Дистрибьютором TMP. TMP выставляет счет-фактуру в отношении каждого Продукта, проданного Дистрибьютору. Дистрибьютор должен оплачивать Продукцию, приобретенную у TMP по «Счету-фактуре 360 нетто», на который по счету-фактуре 360 нетто распространяется скидка за своевременную/досрочную оплату.
 Дистрибьютор несет ответственность за уплату AWP за вычетом любой применимой своевременной/досрочной оплаты и/или скидки дистрибьютора по таким счетам (как более подробно указано в прайс-листах, прилагаемых к настоящему документу в качестве Приложения 1) непосредственно TMP в течение более раннего из (i) трех сто шестьдесят дней (360) дней с даты выставления такого счета, представленного TMP Дистрибьютору, или (ii) если было заключено Соглашение о выставлении счетов и предоставлении услуг, в течение пяти (5) дней после того, как Дистрибьютор получил требование об оплате от TMP. в отношении Продуктов, которые ранее были проданы Дистрибьютору и перепроданы Дистрибьютором Врачу, что на момент запроса привело к получению Врачом Выплаты Врачу, такие требования должны предъявляться TMP Дистрибьютору каждые две (2) недели.
Дистрибьютор несет ответственность за уплату AWP за вычетом любой применимой своевременной/досрочной оплаты и/или скидки дистрибьютора по таким счетам (как более подробно указано в прайс-листах, прилагаемых к настоящему документу в качестве Приложения 1) непосредственно TMP в течение более раннего из (i) трех сто шестьдесят дней (360) дней с даты выставления такого счета, представленного TMP Дистрибьютору, или (ii) если было заключено Соглашение о выставлении счетов и предоставлении услуг, в течение пяти (5) дней после того, как Дистрибьютор получил требование об оплате от TMP. в отношении Продуктов, которые ранее были проданы Дистрибьютору и перепроданы Дистрибьютором Врачу, что на момент запроса привело к получению Врачом Выплаты Врачу, такие требования должны предъявляться TMP Дистрибьютору каждые две (2) недели.(a) Компания соглашается выпустить и продать Подписанные Паи нескольким Андеррайтерам, как это предусмотрено в настоящем соглашении об андеррайтинге («Соглашение»), и каждому Андеррайтеру на основании заявлений, гарантий и соглашений, изложенных в настоящем документе и в соответствии с условиями, изложенными в настоящем документе, соглашается, по отдельности, а не совместно, приобрести у Компании по цене за Единицу 9,80 долларов США («Цена покупки») соответствующее количество Подписанных Единиц, указанное напротив имени такого Андеррайтера в Приложении.
 1 к настоящему.
1 к настоящему.Принимая во внимание Цену покупки (как определено в Разделе 1.2 настоящего Соглашения) и другие обязательства Компании по настоящему Соглашению, Зингер настоящим соглашается передать Компании весь свой основной капитал («Акции ATI»). ), а также право собственности и интересы в отношении ATI на Дату закрытия (как определено в Разделе 5.1 настоящего Соглашения).
На основании заверений, гарантий и соглашений, содержащихся в настоящем Соглашении, и в соответствии с его положениями и условиями:
На условиях, содержащихся в настоящем документе, в Дату закрытия Продавец должен продать, переуступить, передать, передать и доставить Покупателю, а Покупатель должен приобрести у Продавца все Акции.
(a) Понятно и согласовано, что заверения и гарантии, изложенные в Разделах 3.01, 3.02 и 3.03 Соглашения о покупке, остаются в силе после доставки Сертификатов Держателям Сертификатов. В соответствии с Соглашением о покупке, в отношении любых заявлений или гарантий, содержащихся в разделах 3.
 01, 3.02 или 3.03 Соглашения о покупке, которые сделаны, насколько известно Продавцу, если они обнаружены Обслуживающим лицом, любым Субобслуживающим лицом, Доверительным управляющим, страховщику сертификата или любому держателю сертификата о том, что содержание такого заверения и гарантии было неточным на Дату закрытия, и такая неточность существенно и неблагоприятно влияет на стоимость соответствующего Ипотечного кредита, тогда, несмотря на неосведомленность Продавца в отношении неточности на Дату закрытия когда заявление или гарантия были сделаны, такая неточность будет считаться нарушением применимого заявления или гарантии. После обнаружения Продавцом, Обслуживающим лицом, Субобслуживающим лицом, Доверительным управляющим или Страховщиком сертификатов нарушения любого из таких заявлений и гарантий, которое существенно и неблагоприятно влияет на стоимость Ипотечных кредитов или интересы Держателей сертификатов или Страховщика сертификатов, или которые существенно и неблагоприятно затрагивают интересы Страховщика сертификатов или Держателей сертификатов в соответствующем Ипотечном кредите в случае заверения и гарантии, относящейся к конкретному Ипотечному кредиту (несмотря на то, что такое заверение и гарантия были сделаны, насколько известно Продавцу), сторона, обнаружившая такое нарушение, незамедлительно уведомляет об этом другие стороны в письменной форме.
01, 3.02 или 3.03 Соглашения о покупке, которые сделаны, насколько известно Продавцу, если они обнаружены Обслуживающим лицом, любым Субобслуживающим лицом, Доверительным управляющим, страховщику сертификата или любому держателю сертификата о том, что содержание такого заверения и гарантии было неточным на Дату закрытия, и такая неточность существенно и неблагоприятно влияет на стоимость соответствующего Ипотечного кредита, тогда, несмотря на неосведомленность Продавца в отношении неточности на Дату закрытия когда заявление или гарантия были сделаны, такая неточность будет считаться нарушением применимого заявления или гарантии. После обнаружения Продавцом, Обслуживающим лицом, Субобслуживающим лицом, Доверительным управляющим или Страховщиком сертификатов нарушения любого из таких заявлений и гарантий, которое существенно и неблагоприятно влияет на стоимость Ипотечных кредитов или интересы Держателей сертификатов или Страховщика сертификатов, или которые существенно и неблагоприятно затрагивают интересы Страховщика сертификатов или Держателей сертификатов в соответствующем Ипотечном кредите в случае заверения и гарантии, относящейся к конкретному Ипотечному кредиту (несмотря на то, что такое заверение и гарантия были сделаны, насколько известно Продавцу), сторона, обнаружившая такое нарушение, незамедлительно уведомляет об этом другие стороны в письменной форме. В соответствии с последним абзацем настоящего Раздела 3.03, в течение 60 дней после обнаружения или получения им уведомления о любом нарушении заявления или гарантии в соответствии с Соглашением о покупке Поставщик услуг должен или должен заставить Продавца или Инициатору (а) незамедлительно устранить такое нарушение во всех существенных отношениях, или (б) приобрести такую Ипотечную ссуду в следующую последующую Дату распределения Обслуживающего лица в порядке и по цене, указанным в Разделе 2.06 (б), или (в) удалить такая Ипотечная ссуда из Трастового фонда (в этом случае она становится Исключенной ипотечной ссудой) и заменяет одну или несколько Квалифицированных замещающих ипотечных ссуд; при условии, что такая замена осуществляется не позднее даты, которая наступает через два года после Дня запуска или в такую более позднюю дату, если Доверительный управляющий и Страховщик сертификатов получают заключение юрисконсульта в отношении изложенного ниже в этом Разделе. Кроме того, в соответствии с Соглашением о покупке Продавец и соответствующий Инициатор обязаны возместить Доверительному управляющему, Держателям сертификатов и Страховщику сертификатов любые претензии третьих лиц, возникающие в результате нарушения Продавцом заявлений или гарантий в отношении Ипотечных кредитов.
В соответствии с последним абзацем настоящего Раздела 3.03, в течение 60 дней после обнаружения или получения им уведомления о любом нарушении заявления или гарантии в соответствии с Соглашением о покупке Поставщик услуг должен или должен заставить Продавца или Инициатору (а) незамедлительно устранить такое нарушение во всех существенных отношениях, или (б) приобрести такую Ипотечную ссуду в следующую последующую Дату распределения Обслуживающего лица в порядке и по цене, указанным в Разделе 2.06 (б), или (в) удалить такая Ипотечная ссуда из Трастового фонда (в этом случае она становится Исключенной ипотечной ссудой) и заменяет одну или несколько Квалифицированных замещающих ипотечных ссуд; при условии, что такая замена осуществляется не позднее даты, которая наступает через два года после Дня запуска или в такую более позднюю дату, если Доверительный управляющий и Страховщик сертификатов получают заключение юрисконсульта в отношении изложенного ниже в этом Разделе. Кроме того, в соответствии с Соглашением о покупке Продавец и соответствующий Инициатор обязаны возместить Доверительному управляющему, Держателям сертификатов и Страховщику сертификатов любые претензии третьих лиц, возникающие в результате нарушения Продавцом заявлений или гарантий в отношении Ипотечных кредитов. . В соответствии с Соглашением о покупке любая такая замена должна сопровождаться оплатой Продавцом Корректировки замещения, если таковая имеется, которая должна быть зачислена на Счет для инкассации.
. В соответствии с Соглашением о покупке любая такая замена должна сопровождаться оплатой Продавцом Корректировки замещения, если таковая имеется, которая должна быть зачислена на Счет для инкассации.На сумму 25 000 долларов США («Цена покупки»), которую Компания подтверждает получение наличными, Компания настоящим выпускает Акции Подписчику, а Подписчик настоящим покупает Акции у Компании с возможностью конфискации, на условиях и в соответствии с условиями, изложенными в настоящем Соглашении. Одновременно с исполнением Подписчиком настоящего Соглашения Компания, по своему усмотрению, вручает Подписчику сертификат, зарегистрированный на имя Подписчика, представляющий акции («Первоначальный сертификат»), или осуществляет такую доставку в бездокументарной форме.
(a) Компания соглашается выпустить и продать Подписанные акции нескольким Андеррайтерам, как это предусмотрено в настоящем соглашении об андеррайтинге (настоящее «Соглашение»), и каждому Андеррайтеру на основании заявлений, гарантий и соглашений, изложенных настоящего документа и в соответствии с условиями, изложенными в настоящем документе, соглашается, по отдельности, а не совместно, приобрести у Компании по цене [●] за акцию («Цена покупки») соответствующее количество Подписанных Акций, указанное напротив такого Андеррайтерского имя в Приложении 1 к настоящему документу.
 Кроме того, Компания соглашается выпустить и продать Опционные акции нескольким Андеррайтерам, как это предусмотрено в настоящем Соглашении, и Андеррайтеры на основании заявлений, гарантий и соглашений, изложенных в настоящем документе, и в соответствии с условиями, изложенными в настоящем документе, должны иметь возможность приобрести отдельно, а не совместно, у Компании опционные акции по цене покупки за вычетом суммы на акцию, равной любым дивидендам или выплатам, объявленным Компанией и подлежащим выплате по подписанным акциям, но не подлежащим выплате по опционным акциям. Если какие-либо Опционные акции должны быть приобретены, количество Опционных акций, которое должно быть приобретено каждым Андеррайтером, должно равняться количеству Опционных акций, которое имеет то же соотношение к совокупному количеству приобретаемых Опционных акций, что и количество Подписанных акций, указанное напротив. имя такого Андеррайтера в Приложении 1 к настоящему Соглашению (или такое число, увеличенное, как указано в Разделе 10 настоящего Соглашения) относится к общему количеству Гарантированных Акций, приобретаемых у Компании несколькими Андеррайтерами, однако с учетом таких корректировок для устранения любых дробные Акции, которые могут производить Представители по своему усмотрению.
Кроме того, Компания соглашается выпустить и продать Опционные акции нескольким Андеррайтерам, как это предусмотрено в настоящем Соглашении, и Андеррайтеры на основании заявлений, гарантий и соглашений, изложенных в настоящем документе, и в соответствии с условиями, изложенными в настоящем документе, должны иметь возможность приобрести отдельно, а не совместно, у Компании опционные акции по цене покупки за вычетом суммы на акцию, равной любым дивидендам или выплатам, объявленным Компанией и подлежащим выплате по подписанным акциям, но не подлежащим выплате по опционным акциям. Если какие-либо Опционные акции должны быть приобретены, количество Опционных акций, которое должно быть приобретено каждым Андеррайтером, должно равняться количеству Опционных акций, которое имеет то же соотношение к совокупному количеству приобретаемых Опционных акций, что и количество Подписанных акций, указанное напротив. имя такого Андеррайтера в Приложении 1 к настоящему Соглашению (или такое число, увеличенное, как указано в Разделе 10 настоящего Соглашения) относится к общему количеству Гарантированных Акций, приобретаемых у Компании несколькими Андеррайтерами, однако с учетом таких корректировок для устранения любых дробные Акции, которые могут производить Представители по своему усмотрению. Андеррайтеры могут воспользоваться опционом на покупку Опционных акций в любое время полностью или время от времени частично, на или до тридцатого дня после даты Проспекта, путем письменного уведомления Представителей Компании. В таком уведомлении должно быть указано общее количество Опционных Акций, в отношении которых опцион исполняется, а также дата и время, когда Опционные Акции должны быть доставлены и оплачены, которые могут совпадать с Датой закрытия (как здесь и далее), но не ранее Даты закрытия и не позднее десятого полного рабочего дня (как определено ниже) после даты такого уведомления (если только такие время и дата не перенесены в соответствии с положениями Раздела 10 настоящего Соглашения). Любое такое уведомление должно быть направлено не менее чем за два рабочих дня до даты и времени доставки, указанных в нем.
Андеррайтеры могут воспользоваться опционом на покупку Опционных акций в любое время полностью или время от времени частично, на или до тридцатого дня после даты Проспекта, путем письменного уведомления Представителей Компании. В таком уведомлении должно быть указано общее количество Опционных Акций, в отношении которых опцион исполняется, а также дата и время, когда Опционные Акции должны быть доставлены и оплачены, которые могут совпадать с Датой закрытия (как здесь и далее), но не ранее Даты закрытия и не позднее десятого полного рабочего дня (как определено ниже) после даты такого уведомления (если только такие время и дата не перенесены в соответствии с положениями Раздела 10 настоящего Соглашения). Любое такое уведомление должно быть направлено не менее чем за два рабочих дня до даты и времени доставки, указанных в нем.КРЕДИТЫ ПОДЛЕЖАТ УСЛОВИЯМ, ПОЛОЖЕНИЯМ И ОБЯЗАТЕЛЬНЫМ ОБЯЗАТЕЛЬСТВАМ, ВКЛЮЧАЯ НАСТОЯЩЕЕ ОБЩЕЕ ПОДТВЕРЖДЕНИЕ, КАК ИЗЛОЖЕНО В ПЕРВОНАЧАЛЬНОМ СОГЛАШЕНИИ О ПОКУПКЕ.
 ВЫПОЛНЯЯ ЭТО, VL FUNDING ПРИЗНАЕТ, ЧТО VL FUNDING ПРОЧИТАЛ, ПОНИМАЕТ И СОГЛАШАЕТСЯ СОБЛЮДАТЬ ВСЕ ПОЛОЖЕНИЯ, УСЛОВИЯ И ОБЯЗАТЕЛЬСТВА ПЕРВОНАЧАЛЬНОГО СОГЛАШЕНИЯ О ПОКУПКЕ. ПРОДАЖА И ПОКУПКА ЗАВЕРШАЕТСЯ ПОСЛЕ ОПЛАТЫ КОМПАНИЕЙ VL ФИНАНСИРОВАНИЯ ПЕРВОНАЧАЛЬНОГО ПЛАТЕЖА (КАК ОПРЕДЕЛЕНО В ОСНОВНЫХ УСЛОВИЯХ) И, ЕСЛИ ИНОЕ НЕ СОГЛАСОВАНО С VL FUNDING AND FUNDING, Вступает в силу НА ДАТУ ПЕРВОНАЧАЛЬНОГО ОТНОШЕНИЯ XXXX ПРОДАЖИ .
ВЫПОЛНЯЯ ЭТО, VL FUNDING ПРИЗНАЕТ, ЧТО VL FUNDING ПРОЧИТАЛ, ПОНИМАЕТ И СОГЛАШАЕТСЯ СОБЛЮДАТЬ ВСЕ ПОЛОЖЕНИЯ, УСЛОВИЯ И ОБЯЗАТЕЛЬСТВА ПЕРВОНАЧАЛЬНОГО СОГЛАШЕНИЯ О ПОКУПКЕ. ПРОДАЖА И ПОКУПКА ЗАВЕРШАЕТСЯ ПОСЛЕ ОПЛАТЫ КОМПАНИЕЙ VL ФИНАНСИРОВАНИЯ ПЕРВОНАЧАЛЬНОГО ПЛАТЕЖА (КАК ОПРЕДЕЛЕНО В ОСНОВНЫХ УСЛОВИЯХ) И, ЕСЛИ ИНОЕ НЕ СОГЛАСОВАНО С VL FUNDING AND FUNDING, Вступает в силу НА ДАТУ ПЕРВОНАЧАЛЬНОГО ОТНОШЕНИЯ XXXX ПРОДАЖИ .
Расходные материалы: определение, типы и примеры
По
Адам Хейс
Полная биография
Адам Хейс, доктор философии, CFA, финансовый писатель с более чем 15-летним опытом работы на Уолл-стрит в качестве трейдера деривативов. Помимо своего обширного опыта торговли деривативами, Адам является экспертом в области экономики и поведенческих финансов. Адам получил степень магистра экономики в Новой школе социальных исследований и докторскую степень. из Университета Висконсин-Мэдисон по социологии. Он является обладателем сертификата CFA, а также лицензий FINRA Series 7, 55 и 63. В настоящее время он занимается исследованиями и преподает экономическую социологию и социальные исследования финансов в Еврейском университете в Иерусалиме.
из Университета Висконсин-Мэдисон по социологии. Он является обладателем сертификата CFA, а также лицензий FINRA Series 7, 55 и 63. В настоящее время он занимается исследованиями и преподает экономическую социологию и социальные исследования финансов в Еврейском университете в Иерусалиме.
Узнайте о нашем
редакционная политика
Обновлено 26 августа 2021 г.
Что такое расходные материалы?
Расходные материалы — это товары, используемые отдельными лицами и предприятиями, которые необходимо регулярно заменять, поскольку они изнашиваются или израсходованы. Их также можно определить как компоненты конечного продукта, которые израсходованы или постоянно изменены в процессе производства, например, полупроводниковые пластины и основные химические вещества.
Ключевые выводы
- Расходные материалы относятся к продуктам, используемым в повседневной жизни (например, продукты питания и одежда), которые израсходованы или истощены в процессе их потребления,
- Производители расходных материалов обычно считаются безопасными инвестициями в любых экономических условиях, поскольку эти товары необходимо постоянно выкупать.

- Розничные торговцы часто получают огромные прибыли, продавая расходные материалы, которые могут варьироваться от нециклических основных товаров до дискреционных товаров, спрос на которые меняется вместе с экономикой в целом.
- Расходные материалы могут быть классифицированы либо как товары краткосрочного пользования (мягкие товары), либо как товары длительного пользования, которые потребляются один раз и сохраняются.
Нажмите «Играть», чтобы узнать, что такое расходные материалы
Общие сведения о расходных материалах
Расходные материалы можно сравнить с товарами длительного пользования (товарами длительного пользования) и иногда их подразделяют на:
- товары первой необходимости, которые используются многими домохозяйствами независимо от состояния экономики
- потребительские дискреционные, которые приобретаются по нужде и не по надобности.
Акции компаний, производящих расходные материалы, считаются безопасными гаванями для инвесторов в акционерный капитал, когда экономика показывает признаки слабости. Причина проста: людям всегда нужно покупать продукты, одежду и бензин, независимо от состояния экономики в целом.
Причина проста: людям всегда нужно покупать продукты, одежду и бензин, независимо от состояния экономики в целом.
Многие из товаров, измеряемых в корзине товаров, используемых для расчета индекса потребительских цен (ИПЦ), являются расходными материалами. За инфляцией в этих статьях внимательно следят, потому что она может снизить дискреционный доход, который люди должны тратить на такие товары, как автомобили, отдых и развлечения.
Поскольку основные товары потребляются постоянно, они считаются нециклическими, в то время как более дискреционные товары цикличны и могут меняться в зависимости от спроса в экономике.
Расходные материалы Примеры
В то время как некоторые расходные материалы, такие как продукты питания, бензин, одежда и средства личной гигиены, распространены повсеместно, в мире расходных материалов также есть несколько интересных нишевых областей и секторов. Вот лишь небольшой набор примеров.
- Расходные материалы для бакалейных товаров со скидкой : Крупные розничные продавцы бакалейных товаров могут снизить цены на расходные материалы в рамках долгосрочной стратегии по увеличению трафика и отражению конкуренции.
 Например, Wal-Mart Stores Inc. (WMT) и Whole Foods Markets, дочерняя компания Amazon.com Inc. (AMZN), объявили, что снизят цены на такие расходные материалы, как свежие продукты, стиральный порошок и излишки. безрецептурные препараты. Откаты снизили размер прибыли, но также привлекли трафик в эти магазины и увеличили долю рынка розничных продавцов перед лицом конкуренции со стороны других дисконтных продуктовых магазинов.
Например, Wal-Mart Stores Inc. (WMT) и Whole Foods Markets, дочерняя компания Amazon.com Inc. (AMZN), объявили, что снизят цены на такие расходные материалы, как свежие продукты, стиральный порошок и излишки. безрецептурные препараты. Откаты снизили размер прибыли, но также привлекли трафик в эти магазины и увеличили долю рынка розничных продавцов перед лицом конкуренции со стороны других дисконтных продуктовых магазинов. - Расходные материалы для стоматологии : Расходные материалы для стоматологии включают зубные коронки, имплантаты и мосты, а также ортодонтические дуги и другие биоматериалы. Факторы, способствующие росту этого рынка, включают повышение осведомленности о здоровье зубов в странах с развивающейся экономикой, таких как Венгрия, Турция и Индия. Dentsply Sirona, Inc. (XRAY) и Align Technology Inc. (ALGN) будут ведущими поставщиками на рынке стоматологических расходных материалов до 2026 года. Мировой рынок стоматологических расходных материалов оценивается примерно в 30 миллиардов долларов США в 2021 году и, по прогнозам, достигнет 38,7 млрд долларов США к 2024 году, согласно отраслевым отчетам.

- Расходные материалы для нанотехнологий : Нанотехнологические компоненты все чаще включаются в электронные продукты, такие как дисплеи для камер и аккумуляторные системы. В результате рост отрасли нанотехнологий стимулирует рынок расходных материалов для чистых помещений, которые являются необходимой частью этапов производства и тестирования этих крошечных продуктов. Расходные материалы для чистых помещений, используемые в нанотехнологиях, включают одноразовую одежду, перчатки и салфетки для предотвращения загрязнения пылью и другими нежелательными элементами. Ведущими производителями расходных материалов для чистых помещений являются Berkshire Corporation и DuPont de Nemours, Inc. (DD), но ожидается, что более мелкие конкуренты будут бороться за долю рынка на региональных рынках.
Источники статей
Investopedia требует, чтобы авторы использовали первоисточники для поддержки своей работы. К ним относятся официальные документы, правительственные данные, оригинальные отчеты и интервью с отраслевыми экспертами.