3D printer nylon: Нейлон для 3d принтера купить в Москве
Содержание
Печать нейлоном
Статья относится к принтерам:
Felix 3.0 1X MakerBot Replicator 2X WANHAO Duplicator 4X
Советы из этой статьи научат Вас печатать нейлоном (Nylon) как профи. Нейлон (Nylon) -это более прочная и долговечная альтернатива таким материалам, как PLA и ABS пластики.
Все, кто когда либо печатал на 3D принтере, знакомы с такими материалами как PLA и ABS пластики. Если вы печатали PLA пластиком, вы, наверное, знаете, что, это довольно сильный, он еще и очень хрупкий материал. Вы не можете оставить детали на солнце или в любом другом месте, где температура поднимается выше 54*С.
Если вы печатали ABS пластиком, вы знаете, что это гораздо более прочный, чем PLA материал, но 3D печатные ABS-детали не имеют силы отлитых формованных деталей, и часто не являются достаточно сильными для функциональных частей.
Пробуем Нейлон (Nylon).
Нейлон (Nylon) — это невероятно прочный, долговечный и универсальный материал для 3D-печати. Гибкий когда тонкий, но с очень высокой межслойной адгезией, Нейлон (Nylon) хорошо применим при изготовлении таких моделей, как подвижные шарниры или другие функциональные части и механизмы. Низкий коэффициент трения и высокая температура плавления Нейлона (Nylon) — отличный выбор при печати таких вещей, как шестерёнки.
Гибкий когда тонкий, но с очень высокой межслойной адгезией, Нейлон (Nylon) хорошо применим при изготовлении таких моделей, как подвижные шарниры или другие функциональные части и механизмы. Низкий коэффициент трения и высокая температура плавления Нейлона (Nylon) — отличный выбор при печати таких вещей, как шестерёнки.
Вот что нужно знать, чтобы начать печать нейлоном (Nylon).
1) Температура плавления нейлона — 240С и выше, убедитесь в том, что экструдер вашего принтера можно нагреть хотя бы до 260С.
2) Нейлон (Nylon) должен быть высушен.
Нейлон (Nylon) очень гигроскопичен. Это означает, что он легко поглощает воду из воздуха. Нейлон (Nylon) может поглотить более чем на 10% от своего веса воды, менее чем за 24 часа. Для достижения успешной печати нейлоновыми нитями требуется сухая нить. При печати Нейлоном (Nylon), который не сухой, вода взрывает нить, вызывая пузырьки воздуха во время печати, что препятствует хорошей адгезии слоя и значительно ослабляет модель.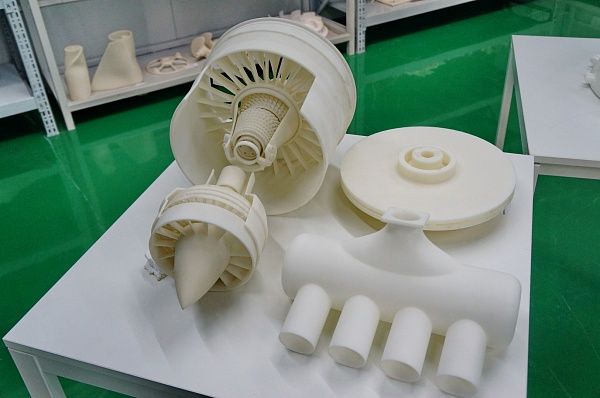 Оно становится хрупкой.
Оно становится хрупкой.
Сухой Нейлон (Nylon) печатается с маслянисто-гладкой или глянцевой поверхностью. Для того чтобы просушить Нейлон (Nylon), его надо поместить в духовку с температурой 80-95С на 6-8 часов. После сушки храните в герметичном контейнере, предпочтительно с осушителем (силикагелем).
Модель напечатанная сухим нейлоном слева, мокрым нейлоном справа.
3) Нейлон (Nylon) может покоробиться.
Мы обнаружили, что Нейлон (Nylon) деформируется примерно также, как и ABS.
При печати Нейлоном (Nylon) обязательно требуется принтер с подогреваемым столом. А клей-карандаш на основе ПВА нанесенный на подогреваемый стол — это лучший способ адгезии. Клей или скотч-лента достаточна недорогой расходный материал и его достаточно просто найти. Мы обнаружили, что разогретый до 75С подогреваемый стол, совместно с тонким слоем клея отлично работает при печати Нейлоном (Nylon).
Не используйте вентиляторы охлаждения слоев.
Для лучшего результата 3D печати избегайте сквозняков или прохладных мест.
Рекомендуемые параметры печати:
Температура экструзии — 240-260C (каждый тип Нейлон (Nylon) нити немного отличается. Следуйте рекомендациям производителя).
Температура подогреваемого стола — 70-80C (используем клей ПВА)
Скорость печати: 30-60мм/с
Высота слоя: 0,2 – 0,4 мм
Для печати мы используем нейлон производства Taulman3D, американской компании которая посвятила себя разработке инновационных материалов для 3D печати. На сегодняшний день доступно 3 вида нейлона под марком Taulman3D.
Taulman3D 618 Nylon специально разработан для 3D печати, его отличительными особенностями является: хорошее соединение с поверхностью, высокая водонепроницаемость, хорошее сопротивлению разрыва и возможность впитывать краску. Модели напечатанные этим материалом имеют натурально белый цвет с прозрачной поверхностью. Пластик также легко можно окрасить, как до печати, так и после.
Taulman3D 645 Nylon обладает неповторимыми характеристиками. Ожидаемый предел прочности равен 16,533 фунта на квадратный дюйм (114 мПа), устойчивость на разрыв – 120%. Taulman3D 645 Nylon обладает всеми теми же качествами, что и Taulman3D 618 Nylon, но с улучшенными характеристиками. Рекомендованная температура печати от ~230°C до 265°C.
Ожидаемый предел прочности равен 16,533 фунта на квадратный дюйм (114 мПа), устойчивость на разрыв – 120%. Taulman3D 645 Nylon обладает всеми теми же качествами, что и Taulman3D 618 Nylon, но с улучшенными характеристиками. Рекомендованная температура печати от ~230°C до 265°C.
Taulman3D 645 Nylon — последняя разработка компания с улучшенными свойствами адгезии между слоями и повышенной прочностью.
Приобрести продукцию Taulman3D можно в нашем интернет магазине.
Печать нейлоном (Nylon) на 3D принтере особенности технологии
Нейлон известен как прочный, универсальный материал. Это синтетический состав, образованный из полиамидов, представляющих собой полимеры, связанные амидными связями. Когда дело доходит до 3D-печати, Nylon часто считается «продвинутым» ресурсом, поскольку для работы с ним требуются определенные навыки и оборудование. Для распечатки на 3D-принтере материал берут в форме порошка или нити.
Физические свойства нейлона
Нейлон – популярный выбор в промышленной 3D-печати, поскольку он долговечен и устойчив к истиранию. Если поверхность, напечатанная из Nylon, достаточно тонкая, то она может продемонстрировать хорошую гибкость при сохранении прочности.
Если поверхность, напечатанная из Nylon, достаточно тонкая, то она может продемонстрировать хорошую гибкость при сохранении прочности.
Низкий коэффициент трения состава означает, что он хорошо подходит для изготовления подвижных запчастей. Нейлон часто используется для создания функциональных прототипов, шарниров, шестерен и аналогичных деталей.
Химические свойства нейлона
Чтобы полностью понять нейлоновую 3D-печать важно учитывать и другие характеристики. Филамент имеет высокую температуру плавления и гигроскопичен, то есть хорошо впитывает влагу. Последнее свойство может быть как преимуществом, так и недостатком. Плюс в том, что поверхность напечатанной детали хорошо поддается окрашиванию. Минус – нить поглощает влагу из воздуха, что влияет на процесс печати и характеристики готовой детали.
Выбор технологии
Трехмерная печать нейлоном на 3D-принтере имеет особенности — она может быть реализована методом послойного наплавления (FDM) с использованием нейлоновой нити, посредством селективного лазерного спекания (SLS) либо способом многоструйного сплавления (MJF) с применением порошка.
FDM
Использование Nylon для 3D-печати было дорогой процедурой, потому что MJF- и SLS-принтеры дорогие, а FDM принтеры стали дешевой альтернативой. Сегодня можно задействовать FDM-принтер и специальную нейлоновую нить, которая расплавляется, а затем экструдируется через сопло на платформу построения слоями, пока деталь не будет готова. Хотя 3D-печать нейлоном на FDM оборудовании намного доступнее, чем SLS или MJF, качество распечатанного объекта не так впечатляет.
Кроме того, не все FDM-аппараты могут работать с нейлоновым филаментом. Важно иметь качественный (цельнометаллический) хотэнд, выдерживающий температуру выше 250°C. Nylon также склонен к короблению, поэтому сцепление с поверхностью становится отдельной проблемой.
Нейлоновая нить выпускается различных видов, наиболее распространенными из которых являются PA 6 и PA 66. Оба варианта обладают стандартными показателями прочности, устойчивости к истиранию и низким коэффициентом трения, но имеют один существенный недостаток – высокое влагопоглощение.
Формула волокна из анида (нейлон-66) и капрона (нейлон-6).
Фото: ru.wikipedia.org
Хранение и нейлоновая печать
Гигроскопичность материала может отрицательно сказаться на филаменте. Нить начинает терять свои свойства, разлагаться в течение нескольких часов. Чтобы предупредить такой сценарий, принципиальное значение имеет правильное хранение.
Простой пластиковый герметичный контейнер – хорошее решение, когда нить не используется, но что делать при печати? Идеальный выход – блок для хранения с контролем влажности, который также подает нить в экструдер. Если материал на катушке впитала много влаги, то ее можно высушить в специальной камере или духовом шкафу.
SLS
Метод селективного лазерного спекания подразумевает использование лазера для послойного спекания порошка. Большинство таких 3D-принтеров ориентированы на полимеры.
Одним из основных материалов, используемых в данном оборудовании, является Nylon, в частности, нейлоновые порошки PA 11 и PA 12. Первые применяются для деталей, требующих стойкости к ультрафиолету и ударам, вторые выбирают для получения повышенной прочности и жесткости элементов. Существуют также порошковые варианты армированного полиамида, известные как составы из нейлоновых композиционных материалов, которые, помимо Nylon, обычно содержат частицы стекла, алюминия или углеродного волокна.
Первые применяются для деталей, требующих стойкости к ультрафиолету и ударам, вторые выбирают для получения повышенной прочности и жесткости элементов. Существуют также порошковые варианты армированного полиамида, известные как составы из нейлоновых композиционных материалов, которые, помимо Nylon, обычно содержат частицы стекла, алюминия или углеродного волокна.
SINTERIT
Фото: Sinterit
Характеристики:
| Категория | Порошок для SLS-печати |
| Тип материала | Нейлон 11 |
| Упаковка | Пластиковая бутылка |
| Цвет | Серый |
| Относительное удлинение при разрыве | 27% |
| Предел прочности | 46 МПа / 50 МПа (первичный порошок) |
| Твердость по Шору по шкале D | 76 |
| Коэффициент освежения материала | 60 [%] — для повторного использования оставшегося порошка PA11 добавьте 60% СВЕЖЕГО порошка |
| Предназначен для | Lisa Pro |
Фото: Sinterit
Характеристики:
| Категория | Порошок для SLS-печати |
| Тип материала | Polyamide 12 порошок |
| Упаковка | Пластиковая бутылка |
| Гранулирование | 18 — 90 [мкм] |
| Цвет | Темно-серый / антрацит |
| Относительное удлинение при разрыве | 10% |
| Предел прочности | 32 [МПа] |
| Температура размягчения (метод Вика, тип A50 / B50) | 172/155 [° C] | 342/311 [° F] |
| Температура теплового прогиба B 0,45 [МПа] | 143 [° C] | 289 [° F] |
| Харднес по Шору в масштабе D | 74 |
| Модуль упругости / Юнга E | 1029 [МПа] | 148 [тысяч фунтов / кв. Дюйм] Дюйм] |
| Коэффициент освежения материала | 26 [%] — для повторного использования оставшегося порошка PA12 добавьте 26% СВЕЖЕГО порошка. |
| Предназначен для | Lisa Pro |
Профессиональный 3D принтер Sinterit LISA PRO
Фото: Sinterit
SINTRATEC
PA12 порошок полиамида (нейлона)
Фото: Sintratec
Характеристики:
| Плотность | 0,95 г / см 3 * |
| Ударная вязкость по Изоду (с надрезом) | 43 Дж / М * |
| Удлинение при разрыве | 8% * |
| Температура отклонения тепла | 177 ° С |
| Гибкая сила | 47 МПа * |
| Поддерживаемая толщина стенки | мин. 0,5 мм |
| Предназначен для | Sintratec S2 Sintratec KIT |
3D принтер SINTRATEC S2 нейлон
Фото: Sintratec
Характеристики:
| Страна | Швейцария |
| Источник питания | 230 В | 11 А макс. | 50-60 Гц | 50-60 Гц |
| Материал печати | нейлон |
| Технология печати | SLS |
3D принтер Sintratec KIT
Фото: Sintratec
Характеристики:
| Страна | Швейцария |
| Максимум Printvolume | 110 х 110 х 110 мм |
| Рекомендуемый объем печати | 90 х 90 х 90 мм |
| Скорость лазера | 5-20 мм / с * |
| Высота слоя | 100 — 150 микрометр * |
| Температура | 80 — 150 ° С * |
После завершения построения объекты полностью окружены неизрасходованным порошком, который служит опорой для распечатанных моделей. В SLS-аппаратах можно повторно использовать до 50-70% оставшегося материала для будущих циклов печати. С точки зрения рациональности, это преимущество перед FDM, поскольку любой ресурс, используемый в качестве поддержек, обычно не преобразуется обратно в нить для повторного применения. Нейлон отлично подходит для изготовления функциональных деталей, а технология селективного лазерного спекания помогает создавать сложные конфигурации.
С точки зрения рациональности, это преимущество перед FDM, поскольку любой ресурс, используемый в качестве поддержек, обычно не преобразуется обратно в нить для повторного применения. Нейлон отлично подходит для изготовления функциональных деталей, а технология селективного лазерного спекания помогает создавать сложные конфигурации.
Обратной стороной этого метода является стоимость. Промышленные SLS-принтеры продаются по цене выше 200 тысяч долларов. Однако в последнее время на рынке появляются более доступные решения, такие как настольный SLS-аппарат Fuse 1 от Formlabs по цене около 10 тысяч $. За порошок придется заплатить не менее 60 долларов за кг.
MJF
Multi Jet Fusion – уникальная методика спекания порошка, разработанная Hewlett Packard. Технология похожа на предыдущую, но также имеет кое-что общее со способом струйного нанесения связующего.
MJF и SLS запускают процесс печати Nylon одинаково. Перед началом спекания на платформу для сборки распределяется слой порошка. Однако в то время как при SLS лазер начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде добавления химических агентов.
Однако в то время как при SLS лазер начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде добавления химических агентов.
Поверх каждого свежего порошкового слоя в местах, где будут спекаться будущие слои, распыляется химический состав, который помогает веществу поглощать энергию от источника тепла принтера. Когда SLS использует лазер, MJF полагается на мощный инфракрасный свет, который в сочетании с термозакрепителем ускоряет процесс спекания, из-за чего печать продвигается быстрее.
Хотя обе технологии позволяют создавать феноменальные детали, MJF опережает SLS, когда дело касается детализации. Частично это связано с используемым агентом, который помогает сделать грани максимально острыми, немного уменьшая интерсивность сплавления на границах объекта.
После завершения печати неспеченный порошок можно утилизировать. Однако MJF позволяет повторно использовать до 80% материала, хотя это во многом зависит от конкретных машин. Техника MJF по цене сопоставима с промышленными машинами SLS, но имеет более высокую скорость печати с потенциально лучшей детализацией.
Источник
Теги:
Нейлон, 3D-печать, Nylon, 3D-принтер, MJF- и SLS-принтеры, FDM-принтер, Профессиональный 3D принтер Sinterit LISA PRO, PA12 порошок полиамида (нейлона), 3D принтер SINTRATEC S2 нейлон, 3D принтер Sintratec KIT
Все, что вам нужно знать о нейлоновой 3D-печати
Прежде чем вы начнете с нейлоновой 3D-печатью, мы собрали некоторую основную информацию, которую вам необходимо знать. Читайте дальше, чтобы узнать о преимуществах, недостатках, истории и применении нейлоновой 3D-печати.
Нейлоновая нить и напечатанное на 3D-принтере зубчатое колесо
Говоря о материалах для 3D-печати, следует упомянуть нейлон как один из самых популярных материалов для профессиональных пользователей. Во многом это можно объяснить его популярностью за пределами 3D-печати. Нейлон имеет широкий спектр применения благодаря своим уникальным свойствам, а преимущества 3D-печати означают, что детали можно легко и недорого изготавливать на лету.
Тем не менее, настольная технология 3D-печати методом наплавления (FDM), которая является одним из наиболее широко используемых типов 3D-печати, иногда может включать в себя множество проб и ошибок. Некоторые материалы легко печатать, в то время как другие требуют сравнительно большей кривой обучения.
В этой статье мы поделимся всем, что вам нужно знать о нейлоновой 3D-печати. Нейлон можно напечатать в 3D с использованием трех различных технологий, а именно FDM, селективного лазерного спекания (SLS) и MultiJet Fusion (MJF). Тем не менее, объем этой статьи сосредоточен на 3D-печати FDM.
ПОНИМАНИЕ НЕЙЛОНА КАК МАТЕРИАЛ
Химический состав
Нейлон был впервые синтезирован американской химической компанией DuPont в 1935 году. Она разработала материал для коммерческого использования, и с тех пор нейлон стал обычным явлением во многих отраслях промышленности.
Нейлон относится к группе пластмасс, известных как полиамиды. В основном это полукристаллические и, как правило, очень прочные материалы. Он встречается во многих вариантах, но наиболее распространенными из них являются нейлон 6, нейлон 6-6 и нейлон 12. Это термопластичный материал, т. Е. Он становится мягким при нагревании или жидким при нагревании выше точки плавления и твердеет при охлаждении. Этот процесс нагревания и охлаждения можно проводить несколько раз без существенного влияния на присущие ему химические или механические свойства.
Он встречается во многих вариантах, но наиболее распространенными из них являются нейлон 6, нейлон 6-6 и нейлон 12. Это термопластичный материал, т. Е. Он становится мягким при нагревании или жидким при нагревании выше точки плавления и твердеет при охлаждении. Этот процесс нагревания и охлаждения можно проводить несколько раз без существенного влияния на присущие ему химические или механические свойства.
Нейлон можно легко смешивать со многими другими пластиками для формирования композитов, улучшая их эксплуатационные характеристики. Это широко используется в автомобильной промышленности, и некоторые распространенные композиты в 3D-печати представляют собой нейлон, наполненный стекловолокном, и нейлон, наполненный углеродным волокном. Нейлон является универсальным материалом и подходит практически для всех типов производственных операций, таких как литье под давлением, экструзия и аддитивное производство (в FDM, SLS и MJF).
Некоторые из наиболее популярных областей применения нейлонового материала:
➜ В текстильной промышленности нейлон используется для изготовления рыболовных лесок и упаковки для пищевых продуктов.
➜ В индустрии моды нейлон используется в качестве ткани для производства таких изделий, как чулочно-носочные изделия, нижнее белье, плащи, ветровки и спортивная одежда, используемая в спорте.
➜ В электронной промышленности нейлон используется в качестве изоляторов и корпусов переключателей.
➜ В автомобильной промышленности нейлон используется для производства таких деталей, как впускные коллекторы, дверные ручки и решетки радиатора.
В потребительских товарах нейлон используется в спортивных товарах, таких как крепления для лыж и колеса для скейтборда.
➜ В производстве машин для движущихся частей, таких как зубчатые колеса и ролики.
НЕЙЛОН в 3D ПЕЧАТИ
Точно так же, как нейлон стал популярным материалом в традиционном производстве, нейлон стал популярным материалом для использования в 3D-принтерах. 3D-печать обеспечивает дополнительные преимущества неограниченной геометрии, итерации и настройки, а также доступность при небольших объемах.
Гибкость и долговечность нейлона помогают в 3D-печати деталей с тонкими стенками. Низкий коэффициент трения и высокая температура плавления делают его особенно устойчивым к истиранию и позволяют использовать его для печати таких деталей, как функциональные блокирующие шестерни.
Нейлон обладает механическими свойствами, сравнимыми с ABS (еще одним широко используемым материалом в традиционном и аддитивном производстве). ABS определяется его прочностью, но устойчивость нейлона к износу и усталости делает его превосходным для приложений, требующих таких свойств.
Помимо преимуществ, нейлон имеет один существенный недостаток, который часто может ухудшить его печатные характеристики – гигроскопичность, т.е. способность поглощать влагу. Это свойство вредно для обеспечения предсказуемой производительности. Но это же свойство помогает нейлону легко обрабатываться красителями для ткани и аэрозольными красками, что делает его пригодным для использования в печати эстетических (демонстрационных) моделей.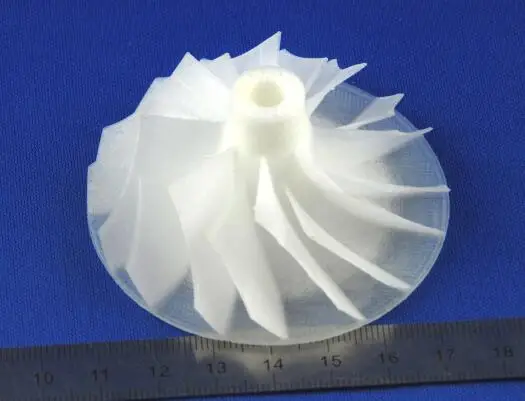
Были успешные случаи, когда один пациент получал титановый имплантат таза, другой получал новую титановую нижнюю челюсть. Пациенту-мотоциклисту, чье лицо было серьезно повреждено в дорожно-транспортном происшествии, восстановили его с помощью напечатанных на 3D-принтере деталей.
Биопечать позволяет печатать искусственные органы на 3D-принтере, помогая быстрее решать проблемы с органной недостаточностью у пациентов, что важно как для пациента и его/ее семьи, так и для системы здравоохранения.
Распечатанные на 3D-принтере салфетки были разработаны для фармацевтических испытаний в качестве экономичного и этичного средства выявления побочных эффектов лекарств и проверки безопасных дозировок.
Таблетки могут быть изготовлены с использованием процесса 3D-печати Binder Jetting. Этот процесс позволяет изготавливать таблетки очень пористыми, что позволяет получать высокие дозы в одной таблетке, которая быстро растворяется и легко усваивается, что полезно для лечения таких состояний, как эпилепсия.
МОДЕЛИРОВАНИЕ ПЛАВЛЕНИЕМ (FDM) НЕЙЛОНА 3D ПЕЧАТЬ
Как упоминалось ранее, 3D-печать нейлоном в FDM немного сложна, но с помощью правильных инструментов ее можно использовать для получения стабильных результатов. Мы начнем с некоторых общих проблем с нейлоновой 3D-печатью.
Общие проблемы с нейлоновой 3D-печатью
Одной из проблем 3D-печати из нейлона является то, что нейлон очень гигроскопичен. Даже кратковременное воздействие высокой влажности может привести к намоканию нити, что при печати может привести к несоответствию точности размеров и прочности детали. Благодаря этому свойству очень важно хранить нейлоновую нить в сухом месте. Профессиональные 3D-принтеры FDM закрыты, поэтому влаги можно безопасно избежать, но для новых пользователей, работающих с самодельными или более дешевыми настольными принтерами, материал подвергается воздействию воздуха во время печати. Это делает его восприимчивым к влаге. Влага, поглощенная нейлоном, нагревается при прохождении через утеплитель и образует пузырьки, которые в процессе нагрева лопаются. Этот разрыв оставляет видимые зазоры в 3D-печатных деталях, что приводит к ухудшению качества печати.
Этот разрыв оставляет видимые зазоры в 3D-печатных деталях, что приводит к ухудшению качества печати.
Кроме того, нейлон подвержен деформации. Деформация возникает, когда происходит неравномерное охлаждение отпечатка, и оттиск скручивается от рабочей пластины, деформируя печатную часть. Этого можно избежать путем эффективного склеивания платформы для печати и использования платформы с подогревом, чтобы нижний слой печати оставался слегка нагретым, чтобы он прилипал к платформе на время печати. В качестве дополнительной меры предосторожности охлаждающие вентиляторы можно отключить (у всех слайсеров есть возможность отключать вентиляторы во время печати) при печати нейлоном.
Также рекомендуется, чтобы печать нейлоном производилась в хорошо проветриваемом помещении из-за его химического состава.
Решения для нейлоновой 3D-печати
К счастью, существуют профессиональные 3D-принтеры, такие как MakerBot METHOD, которые доступны по цене для предприятий и имеют функции, позволяющие легко и последовательно выполнять 3D-печать из нейлона. Одним из примеров этих передовых профессиональных функций является закрытая камера с подогревом, которая сводит к минимуму деформацию и непостоянное охлаждение во время печати, а также может использоваться перед печатью для сушки нити на катушке. Еще одной такой особенностью являются герметичные отсеки для материалов, которые предотвращают контакт материала с окружающей средой. Эти два дополнения почти полностью решают проблемы, связанные с нейлоновой 3D-печатью, и их, возможно, стоит рассмотреть при покупке, если нейлон является предпочтительным материалом для 3D-печати.
Одним из примеров этих передовых профессиональных функций является закрытая камера с подогревом, которая сводит к минимуму деформацию и непостоянное охлаждение во время печати, а также может использоваться перед печатью для сушки нити на катушке. Еще одной такой особенностью являются герметичные отсеки для материалов, которые предотвращают контакт материала с окружающей средой. Эти два дополнения почти полностью решают проблемы, связанные с нейлоновой 3D-печатью, и их, возможно, стоит рассмотреть при покупке, если нейлон является предпочтительным материалом для 3D-печати.
СВОЙСТВА МАТЕРИАЛА FDM НЕЙЛОНА
| ПАРАМЕТР | Имперский | Метрическая система |
|---|---|---|
| Термическая деформация (ASTM 648, 66 psi) | 196°F | 91°С |
| Модуль упругости при изгибе (ASTM D790, 15 мм/мин) | 250 000 фунтов на кв. дюйм | 1700 МПа |
| Прочность на изгиб (ASTM D790, 15 мм/мин) | 14 000 фунтов на кв. дюйм дюйм | 97 МПа |
| Прочность на растяжение при пределе текучести (ASTM D638, 50 мм/мин) | 9500 фунтов на кв. дюйм | 66 МПа |
| Модуль упругости при растяжении (ASTM D638, 50 мм/мин) | >320 000 фунтов на кв. дюйм | >2200 МПа |
| Деформация при текучести – удлинение (%) | >10% | >10% |
| Ударная вязкость с надрезом (ASTM D256) | >3,5 фут-фунт/дюйм | >187 Дж/м |
(Технические характеристики нейлона MakerBot)
ПРЕИМУЩЕСТВА
➜ Механические свойства
➀ Высокая ударопрочность — Долговечность в ситуациях, когда детали постоянно ударяются друг о друга или падают.
➁ Устойчивость к истиранию – Низкий коэффициент трения нейлона позволяет использовать нейлон в устройствах с движущимися частями, которые в противном случае изнашивались бы друг с другом
➂ Гибкость – В более тонких геометриях нейлон можно многократно сгибать без разрушения
➜ Постобработка: Нейлон гигроскопичен, и это свойство облегчает его последующую обработку, впитывающую красители для ткани и аэрозольные краски.
НЕДОСТАТКИ
➜ Гигроскопичен: нейлон гигроскопичен, т. е. поглощает влагу из воздуха, что может повлиять на качество печати и, в конечном итоге, на характеристики детали.
➜ Предварительная сушка: Нейлон должен быть предварительно высушен для удаления впитавшейся влаги. Это требует дополнительных усилий, дополнительного оборудования и дополнительного времени. А если сушки недостаточно, то на отпечатке будет
➜ Деформация: Нейлон склонен к деформации, что может привести к деформации детали.
ГДЕ КУПИТЬ?
Нейлоновый материал можно приобрести у производителей нити или у производителей 3D-принтеров. Для 3D-МЕТОДА MakerBot мы рекомендуем использовать MakerBot Nylon, поскольку он оптимизирован для получения отличных результатов.
Ищете профессиональную платформу для 3D-печати, которая работает с различными промышленными материалами? Узнайте больше на makerbot. com/method.
com/method.
Похожие сообщения
Полное руководство по материалам — 3D-печать с использованием нейлона
Обзор
Нейлон (он же полиамид) — популярный материал в индустрии пластмасс, известный своей прочностью и гибкостью. Для нейлоновых нитей обычно требуется температура экструдера около 250 ºC, однако некоторые бренды позволяют печатать при температурах до 220 ºC из-за их химического состава. Многие принтеры не оснащены хотэндом, который может безопасно достигать температуры 250 ºC, поэтому эти более низкотемпературные версии могут быть полезны и потенциально избавят вас от необходимости обновлять хотэнд. Одна большая проблема с нейлоновыми нитями заключается в том, что они гигроскопичны, что означает, что они легко поглощают влагу из окружающей среды. Печать нейлоном после того, как он впитает влагу, приведет к нескольким проблемам с качеством печати, поэтому хранение нити становится очень важным и требует особого внимания.
- Жесткий и частично гибкий
- Высокая ударопрочность
- Отсутствие неприятного запаха при печати
- Хорошая стойкость к истиранию
- Склонен к деформации
- Требуется герметичное хранение для предотвращения впитывания воды
- Неправильно высушенные нити могут вызвать дефекты печати
- Не подходит для влажной и влажной среды
Требования к оборудованию
Перед 3D-печатью из нейлона убедитесь, что ваш 3D-принтер соответствует перечисленным ниже требованиям к оборудованию, чтобы обеспечить наилучшее качество печати.
Кровать
Температура: 70-90 °C 225–265 °C
Может потребоваться цельнометаллический хотэнд
Охлаждение
Деталь Охлаждающий вентилятор Не требуется
Best Practices
Эти советы помогут вам снизить вероятность возникновения распространенных проблем 3D-печати, связанных с нейлоном, таких как деформация и поглощение влаги.
Хранение нитей
Одним из сложных аспектов использования нейлона является необходимость в специальной системе хранения. В отличие от других нитей, вы не можете держать катушку с нитью на воздухе в течение длительного периода времени. Нейлон легко впитывает влагу из окружающей среды. Печать влажной нитью приведет к проблемам с качеством печати, таким как запотевание шероховатых поверхностей или даже крошечные отверстия или пузырьки на внешней стороне. Эти проблемы с печатью также могут значительно снизить прочность и производительность печатных деталей. Типичным решением этой проблемы является извлечение нейлоновых катушек из принтера после завершения работы и хранение катушек в герметичном контейнере вместе с некоторыми влагопоглотителями для удаления влаги изнутри.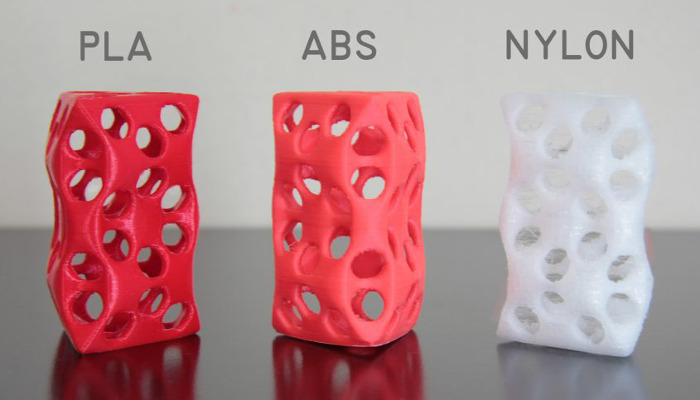 Если вы не хотите постоянно монтировать и снимать катушку с нитью, в продаже также имеются контейнеры для хранения, в которых нить будет оставаться сухой, но при этом она будет вытягиваться из отверстия в контейнере.
Если вы не хотите постоянно монтировать и снимать катушку с нитью, в продаже также имеются контейнеры для хранения, в которых нить будет оставаться сухой, но при этом она будет вытягиваться из отверстия в контейнере.
Используйте корпус для предотвращения деформации
Некоторые высокотемпературные нейлоны склонны к деформации из-за большой разницы температур между экструдированным пластиком и окружающей средой. Подогреваемые столы могут в некоторой степени уменьшить коробление, но идеальным решением было бы использование принтера с обогреваемой камерой или корпусом. Поддержание температуры воздуха вокруг детали около 45 ºC поможет устранить деформацию за счет уменьшения колебаний температуры. Если в вашем принтере нет камеры с подогревом и вы не можете добавить корпус, есть другие советы, которые вы можете использовать, чтобы предотвратить деформацию. В нашем Руководстве по качеству печати есть целый раздел, посвященный этой проблеме, в котором обобщаются другие распространенные методы: Как предотвратить деформацию.
Использование краев и плотов
В ситуациях, когда добавление вторичного корпуса может быть не идеальным вариантом, рассмотрите возможность использования края или плота, чтобы помочь с адгезией первого слоя. Добавление поля добавит несколько петель вокруг нижнего слоя вашей модели, создав большую площадь поверхности для удержания краев вашего отпечатка. Версия 4.0 Simplify3D представила совершенно новый дизайн плота, который также может быть очень полезен, если у вас по-прежнему возникают проблемы с печатью. Для получения дополнительной информации о различиях между плотами, юбками и полями, пожалуйста, обратитесь к нашей подробной статье на эту тему.
Наконечники Pro-Tip
- Если у вас нет герметичных контейнеров для хранения филамента, вы можете высушить катушки непосредственно перед использованием, пропустив их через пищевой дегидратор. Несколько часов в этом устройстве значительно высушивают нить.
- Нейлон — хорошая нить для очистки сопла.

Всего комментариев: 0