3Dq: Производитель 3D принтеров и оборудования 3Dquality
Содержание
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Обзор многофункционального принтера 3DQ Mini
Главная » Другое » Обзор принтера 3DQ Mini
На чтение: 3 минОпубликовано: Рубрика: ДругоеАвтор: EvilSin225
Сегодня легко и просто найти фирмы, которые делают 3d печать на заказ. Но, когда появляется необходимость в регулярном создании моделей, стоит задуматься о покупке собственного принтера. На рынке представлено большое количество надежных бюджетных моделей. Особое внимание заслуживает принтер 3DQ Mini.
3dq mini – это более простая версия профессионального принтера 3d printer 3dq pro. Основное достоинство модели – габариты. Высота – 630 мм, ширина – 350 мм. Это значительно уменьшает размеры печатной фигуры – всего 255 мм в высоту и 200мм в диаметре. Однако это абсолютно не влияет на скорость 3d печати. Она составляет примерно 15 см/c.
Если сравнивать версию мини с профессиональной, то толщина слоя у них одинаковая и равняется 30 микронам при минимальной настройке и 50 – при максимальной. Диаметр сопла варьируется от 0,6 мм до 0,8. Для данного принтера используют abs пластик. Подходят также нити других типов: PLA, PVA, HIPS либо Watson. При этом толщина должна соответствовать размеру 1,75 мм.
При этом толщина должна соответствовать размеру 1,75 мм.
Особенности конструкции и работы устройства
3DQ Mini снабжен защитным корпусом. Наблюдать за процессом печати можно через прозрачную дверцу. Это главное конструктивное отличие от всей серии PRO. Ко всему прочему, принтер снабжен универсальным держателем катушки, который дает возможность использовать катушки разного веса и размера, а металлический механизм подачи нити делает подачу значительно надежнее. Сама же печать стала еще более точной за счет использования более универсальных линейных направляющих, которые позволили уменьшить величины зазоров.
К компьютеру данное устройство подключается через интерфейс USB. Есть функция передачи данных через беспроводную сеть Wi-Fi. Так как дисплей у модели отсутствует, то для управления используется компьютер. Возможно также использование специального контроллера, который передает информацию с внешних носителей. Удобство в работе добавляет специальный датчик, который следит за наличием прутка в катушке и в случае ее окончания поставит печать на паузу. После загрузки новой катушки процесс можно запустить без потери результата работы и появления брака. Данная функция позволяет печатать разными цветами. После выбора в меню паузы нить можно заменить.
После загрузки новой катушки процесс можно запустить без потери результата работы и появления брака. Данная функция позволяет печатать разными цветами. После выбора в меню паузы нить можно заменить.
Комплектация
Распаковка упаковки показала, что производитель (https://www.3dquality.ru/) позаботился о пользователе и вложил все необходимое для печати на 3D моделей. Итак, в составе:
- 3DQ Mini;
- Инструкция сборки; – флеш-карта;
- CD карта;
- Ключ для смены сопла;
- Лак;
- Набор шестигранных ключей;
- USB провод;
- Шпатель;
- Катушка пластика;
- Сменные сопла;
- Гарантийный талон;
- Руководство по эксплуатации;
- Сетевой шнур.
В целом 3DQ Mini объединил в себе передовые технологии, компактность и простоту использования. Для работы с ним не требуется специальных знаний, опыта и профессиональных навыков в настройке. Хорошо подойдет тем, кто только начал процесс освоения 3д печати. После сбора и автокалибровки принтер полностью готов к работе. Вся информация по функциям, настройкам и возможным ошибкам при печати находятся в руководстве по эксплуатации. Установка на ровную поверхность – обязательно!
После сбора и автокалибровки принтер полностью готов к работе. Вся информация по функциям, настройкам и возможным ошибкам при печати находятся в руководстве по эксплуатации. Установка на ровную поверхность – обязательно!
Несмотря на компактность и развитость технологий, принтер подобного плана все еще находиться в сегменте недешёвого товара. Далеко не каждому по карману это полезное устройство. Для простых объектов и других задач (например, творчества) выгодней купить 3д ручку myriwell либо заказать 3d печать. В других случаях, когда необходимо регулярно создавать 3d модели небольших размеров, 3DQ Mini станет незаменимым помощником. Он занимает минимум места, по энергозатратам он экономнее, чем 3dq pro. Отличное решение для домашнего использования или незначительных заданий в промышленности.
Похожие статьи:
- Принудительная очистка очереди печати
- Что такое картриджи и как заправить картридж
Рейтинг
( Пока оценок нет )
1 1 512 просмотров 3d печать 3D принтер 3DQ Mini
EvilSin225/ автор статьи
Понравилась статья? Поделиться с друзьями:
проектов | Студия 3DQ | 3D-визуализация для дизайна интерьера и архитектуры
Литтл Палм Айленд Резорт & Спа
Литл-Торч-Ки, Флорида
посмотреть
далее
Little Palm Island Resort & Spa
Литтл-Факел-Ки, Флорида
посмотреть проект
Курортный спа-отель Little Palm Island Resort & Spa, расположенный на частном острове на побережье Флорида-Кис, в окружении тропической зелени и экзотических животных, вновь открыл свои двери для публики после реконструкции.
Дизайн интерьера: Avroko
Визуализация: 3DQ.studio
Дизайн интерьера был выполнен Avroko, и мы сотрудничали с ними для создания этих прекрасных маркетинговых визуализаций.
Финальный проект можно посмотреть на их официальном сайте: Little Palm Island
следующий проект
71 Вентворт
Чарлстон, Южная Каролина
просмотр
следующий
71 Вентворт
Чарльстон, Южная Каролина
посмотреть проект
Вентворт, 71, корона Кинг-стрит в Южном Чарлстоне, представляет собой эксклюзивный анклав из двенадцати роскошных резиденций в одном из самых необычных зданий города.
Дизайн интерьера: Cortney Bishop Design
Визуализация: 3DQ.studio
Мы сотрудничали с East West Partners и ее командой, создавая полный пакет маркетинговых визуальных материалов и анимированных клипов для их веб-сайта.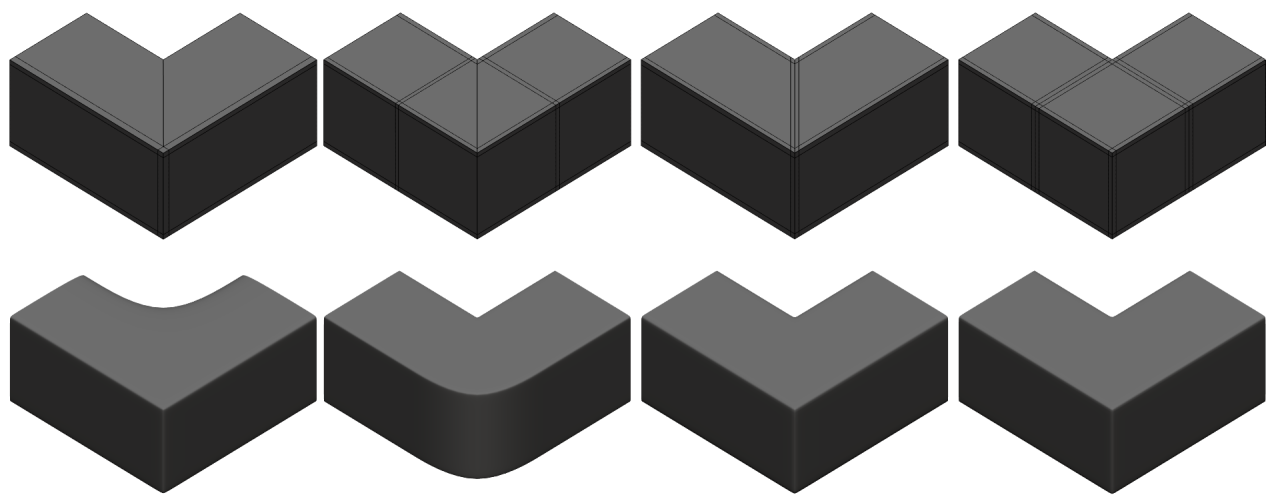
Весь проект можно посмотреть на сайте: 71wentworht.com
следующий проект
1Отель Саннивейл
Силиконовая долина, Калифорния
просмотреть
далее
1Отель Sunnyvale
Силиконовая долина, Калифорния
просмотреть проект
Отель 1Hotel Sunnyvale, расположенный в самом сердце Силиконовой долины и всего в нескольких шагах от кампуса Google в Маунтин-Вью, станет дебютом бренда на Западном побережье.
Дизайн интерьера: Nicolehollis
Renderings by: 3DQ .studio
Нам очень понравилось сотрудничество с Nicolehollis и его талантливой командой над созданием этих полностью адаптированных 3D-визуализаций общественных зон, амбаров и королевских комнат.
следующий проект
Ритц-Карлтон Мехико
Мехико
посмотреть
далее
The Ritz-Carlton Mexico City
Мехико
посмотреть проект
Этот роскошный отель расположен в самом сердце финансового центра Мехико. Ресторан находится на вершине 58-этажной башни и имеет один из самых дорогих видов в городе.
Ресторан находится на вершине 58-этажной башни и имеет один из самых дорогих видов в городе.
Дизайн интерьера: Мейер Дэвис
Визуализация: 3DQ.studio
Мы сотрудничали с Мейером Дэвисом над этими 3D-визуализациями, чтобы помочь им объяснить видение этого великолепного пространства.
следующий проект
Auberge Commodore Perry Estate
Остин, Техас
просмотр
следующий
Auberge Commodore Perry Estate
Остин, Техас
посмотреть проект
Визуализация полностью произведена 3dq.studio в сотрудничестве с Ken Fulk и Auberge Resorts в Остине, штат Техас. Компания Auberge Resorts Collection properties превратила этот исторический особняк в Остине в роскошный отель.
Дизайн интерьера: Кен Фулк
Визуализация: 3DQ.studio
Проект является видением девелопера и режиссера из Остина Кларка Лиды, который много лет работал над приобретением поместья.
следующий проект
Лесопильный рынок
Альбукерке, Нью-Мексико
просмотр
следующий
Sawmill Market
Альбукерке, Нью-Мексико
просмотреть проект
Расположенный в историческом районе Лесопилки Альбукерке, Sawmill Market является первым магазином ремесленной еды в Нью-Мексико.
Дизайн интерьера: Islyn Studio
Визуализация: 3DQ.studio
Дизайн выполнен многообещающим бруклинским агентством Islyn Studio и его талантливой командой. Мы тесно сотрудничали, чтобы создать эти полностью настраиваемые элементы рендеринга.
Проект уже завершен, и вы можете ознакомиться с настоящими фотографиями и другими удивительными работами на islynstudio.com
следующий проект
Роузвуд Сэнд Хилл Менло Парк
Силиконовая долина, Калифорния
просмотреть
далее
Rosewood Sand Hill Menlo Park
Силиконовая долина, Калифорния
просмотреть проект
Расположенный в самом сердце Силиконовой долины, этот городской курорт очаровывает как отдыхающих, так и деловых путешественников идеальным сочетанием роскоши и природы.
Дизайн интерьера: Nicolehollis
Визуализация: 3DQ.studio
Мы сотрудничали с Nicolehollis в визуализации люксов и некоторых общественных мест.
Rosewood Sand Hill Menlo Park уже открыт для публики, и вы можете увидеть реальные фотографии на их веб-сайте.
следующий проект
Розвуд Литтл Дикс Бэй
Британские Виргинские острова
просмотреть
далее
Rosewood Little Dix Bay
Британские Виргинские острова
просмотреть проект
Мы сотрудничали с Мейером Дэвисом в визуализации люксов на этом роскошном карибском курорте.
Rosewood Little Dix Bay уже открыт для публики
, и вы можете проверить реальные фотографии на их веб-сайте.
Дизайн интерьера: Мейер Дэвис
Визуализация: 3DQ.studio
следующий проект
Штаб-квартира Dropbox
Сан-Фрасиско, Калифорния
просмотреть
далее
Штаб-квартира Dropbox
Сан-Фрасиско, Калифорния
посмотреть проект
Штаб-квартира Dropbox спроектирована как радиальная деревня, районы которой пропитаны особым характером, причем не только интеллектуальным, но и физическим.
Дизайн интерьера: Raptstudio
Визуализация: 3DQ .studio
следующий проект
Резиденция Тысячи Дубов
Таузенд-Оукс, Калифорния
просмотр
следующий
Резиденция Таузенд-Оукс
Таузенд-Оукс, Калифорния
посмотреть проект
Полностью индивидуальная визуализация этого роскошного частного фермерского дома в Таузенд-Оукс, Калифорния.
Дизайн интерьера: Nicolehollis
Визуализация: 3DQ.studio
Вернуться к началу
Литтл Палм Айленд Резорт & Спа
Литтл-Факел-Ки, Флорида
следующий
Little Palm Island Resort & Spa
Литтл-Факел-Ки, Флорида
view
Курортный спа-отель Little Palm Island Resort & Spa, расположенный на частном острове на побережье Флорида-Кис, в окружении тропической зелени и экзотических животных, вновь открыл свои двери для публики после реконструкции.
Дизайн интерьера: Avroko
Визуализация: 3DQ .studio
Дизайн интерьера был выполнен Avroko, и мы сотрудничали с ними в этих прекрасных маркетинговых визуализациях.
Финальный проект можно посмотреть на их официальном сайте: Little Palm Island
следующий проект
71 Вентворт
Чарльстон, Южная Каролина
следующий
посмотреть
71 Вентворт
Чарлстон, Южная Каролина
просмотр
Вентворт, 71, корона Кинг-стрит в южном Чарльстоне, представляет собой эксклюзивный анклав из двенадцати роскошных резиденций в одном из самых необычных зданий города.
Дизайн интерьера: Cortney Bishop Design
Визуализация: 3DQ.studio
Мы сотрудничали с East West Partners и ее командой, создавая полный пакет маркетинговых визуальных материалов и анимированных клипов для их веб-сайта.
Весь проект можно посмотреть на сайте: 71wentworht.com
следующий проект
1Отель Саннивейл
Силиконовая долина, Калифорния
следующий
Посмотреть
1Отель Sunnyvale
Кремниевая долина, Калифорния
view
Отель 1Hotel Sunnyvale, расположенный в самом сердце Силиконовой долины и всего в нескольких шагах от кампуса Google в Маунтин-Вью, станет дебютом бренда на Западном побережье.
Дизайн интерьера: Николехоллис
Renderings by: 3DQ .studio
Нам очень понравилось сотрудничество с Nicolehollis и его талантливой командой над созданием этих полностью адаптированных 3D-визуализаций для общественных мест, амбаров и королевских комнат.
следующий проект
Ритц-Карлтон Мехико
Мехико
следующий
Посмотреть
Ритц-Карлтон Мехико
Мехико
view
Этот роскошный отель расположен в самом сердце финансового центра Мехико. Ресторан находится на вершине 58-этажной башни и имеет один из самых дорогих видов в городе.
Ресторан находится на вершине 58-этажной башни и имеет один из самых дорогих видов в городе.
Дизайн интерьера: Мейер Дэвис
Визуализация: 3DQ.studio
Мы сотрудничали с Мейером Дэвисом над этими 3D-визуализациями, чтобы помочь им объяснить видение этого великолепного пространства.
следующий проект
Auberge Commodore Perry Estate
Остин, Техас
следующий
Посмотреть
Auberge Commodore Perry Estate
Остин, Техас
вид
Визуализация полностью произведена 3dq.studio в сотрудничестве с Ken Fulk и Auberge Resorts в Остине, штат Техас. Компания Auberge Resorts Collection properties превратила этот исторический особняк в Остине в роскошный отель.
Дизайн интерьера: Кен Фулк
Визуализация: 3DQ.studio
Проект является видением застройщика и режиссера из Остина Кларка Лиды, который много лет работал над приобретением поместья.
следующий проект
Лесопильный рынок
Альбукерке, Нью-Мексико
следующий
Посмотреть
Sawmill Market
Альбукерке, Нью-Мексико
view
Расположенный в историческом районе Лесопилки в Альбукерке, Sawmill Market является первым магазином ремесленной еды в Нью-Мексико.
Дизайн интерьера: Islyn Studio
Визуализация: 3DQ.studio
Дизайн выполнен многообещающим бруклинским агентством Islyn Studio и его талантливой командой. Мы тесно сотрудничали, чтобы создать эти полностью настраиваемые элементы рендеринга.
Проект уже завершен, и вы можете ознакомиться с настоящими фотографиями и другими удивительными работами на islynstudio.com
следующий проект
Роузвуд Сэнд Хилл Менло Парк
Силиконовая долина, Калифорния
следующий
вид
Rosewood Sand Hill Menlo Park
Силиконовая долина, Калифорния
view
Расположенный в самом сердце Силиконовой долины, этот городской курорт очаровывает как отдыхающих, так и деловых путешественников идеальным сочетанием роскоши и природы.
Дизайн интерьера: Nicolehollis
Визуализация: 3DQ.studio
Мы сотрудничали с Nicolehollis при визуализации люксов и некоторых общественных мест.
Rosewood Sand Hill Menlo Park уже открыт для публики, и вы можете увидеть реальные фотографии на их веб-сайте.
следующий проект
Розвуд Литтл Дикс Бэй
Британские Виргинские острова
следующий
вид
Rosewood Little Dix Bay
Британские Виргинские острова
view
Мы сотрудничали с Мейером Дэвисом при визуализации люксов на этом роскошном карибском курорте.
Rosewood Little Dix Bay уже открыт для публики
, и вы можете проверить реальные фотографии на их веб-сайте.
Дизайн интерьера: Мейер Дэвис
Визуализация: 3DQ.studio
следующий проект
Штаб-квартира Dropbox
Сан-Фрасиско, Калифорния
следующий
посмотреть
Штаб-квартира Dropbox
Сан-Фрасиско, Калифорния
view
Штаб-квартира Dropbox спроектирована как радиальная деревня, районы которой пропитаны особым характером, причем не только интеллектуальным, но и физическим.
Дизайн интерьера: Raptstudio
Визуализация: 3DQ .studio
следующий проект
Резиденция Тысячи Дубов
Таузенд-Оукс, Калифорния
следующий
Посмотреть
Резиденция Таузенд-Оукс
Таузенд-Оукс, Калифорния
view
Полностью индивидуальная визуализация этого роскошного частного фермерского дома в Таузенд-Оукс, Калифорния.
Дизайн интерьера: Nicolehollis
Визуализация: 3DQ.studio
Вернуться к началу
Архивы 3DQ — Руководство AHSS
Стали, закаленные под давлением
- Прямой процесс
- Косвенный процесс
- Гибридный процесс
- Прямой процесс с предварительным охлаждением
- Многоэтапный процесс
- Рулонная форма PHS
- Закалка фасонного приспособления
- Упрочнение выдувным формованием / формовка металла горячим газом
- 3DQ (трехмерная горячая гибка и закалка)
- Стальная труба, формируемая воздухом (STAF)
В самом простом объяснении горячая штамповка состоит из пяти операций: (1) вырубка (или резка по длине), (2) формовка, (3) нагрев, (4) охлаждение (закалка) и (5) обрезка/прошивка . Каждый маршрут процесса, указанный ниже, имеет свой порядок или тип этих операций.
Каждый маршрут процесса, указанный ниже, имеет свой порядок или тип этих операций.
В большинстве источников горячая штамповка объясняется только двумя процессами: прямой горячей штамповкой (также известной как закалка под давлением) и непрямой горячей штамповкой (также известной как закалка формы). Хотя раньше это было точно, в настоящее время существует не менее 10 процессов изготовления деталей:
- Прямой процесс (вырубка > нагрев > формовка > закалка > обрезка)
- Косвенный процесс (вырубка > формовка и обрезка > нагрев > закалка > обрезка)
- Гибридный процесс (вырубка > 1-е формование > нагрев > 2-е формование > закалка > обрезка)
- Прямой процесс с предварительным охлаждением (Вырубка > Нагрев > Предварительное охлаждение > Формование > Закалка > Обрезка)
- Многоэтапный процесс (Вырубка > Нагрев > Предварительное охлаждение > Формовка и обрезка > Закалка на воздухе)
- Упрочнение фасонного приспособления (профилирование > резка по длине > нагрев > гибка > закалка > обрезка/прошивка)
- Роликовая форма PHS (Профилирование > Нагрев > Закалка > Резка по размеру > Обрезка и прошивка)
- Упрочнение выдувным формованием / формование металлов горячим газом (труба, отрезанная по длине, или гнутый профиль / сварной профиль > Нагрев > Формование давлением > Закалка > Прошивка)
- 3DQ (Разрезание трубы по заданной длине > Локальный индукционный нагрев > Трехмерная гибка > Прямая закалка водой > Прокалывание)
- STAF (Разрезание трубы по заданной длине > Предварительное холодное формование > Нагрев > Формование давлением > Закалка > Прокалывание)
Видео ниже объясняет некоторые из этих процессов и то, как они используются в Gestamp Automoción. Здесь Пол Белангер, директор Североамериканского центра исследований и разработок Gestamp, дал интервью Кейт Бахман, редактору журнала STAMPING®. Благодарим Пола и Кейт, а также FMA, Fabricators & Manufacturers Association® за разрешение воспроизвести это видео.
Здесь Пол Белангер, директор Североамериканского центра исследований и разработок Gestamp, дал интервью Кейт Бахман, редактору журнала STAMPING®. Благодарим Пола и Кейт, а также FMA, Fabricators & Manufacturers Association® за разрешение воспроизвести это видео.
Прямой процесс
Наиболее распространенным методом горячей штамповки по-прежнему является прямой процесс (также известный как закалка в прессе). D-20 Здесь предварительно вырезанные заготовки обычно нагревают в роликовом поде или многокамерной печи до температуры выше 900 °C для создания полностью аустенитной микроструктуры. В зависимости от системы обработки материала передача из печи в пресс может занять от 6 до 10 секунд. B-14 За это время заготовка может остыть до 700 °C. G-24 Формование выполняется сразу после переноса заготовок на штамп и должно быть завершено до того, как заготовка остынет ниже 420 °C. G-24 , K-18 Заготовки формируются в горячем состоянии (состояние ❷ на рис. 1) и закаливаются в той же пресс-форме для достижения требуемых свойств. Для стали 22ГнБ5 при скорости закалки более 27 °С/с деталь почти полностью превращается в мартенсит. В целях повышения производительности часто реализуются более высокие скорости охлаждения. K-18 Типичное время цикла для прямого процесса с химическим составом 22MnB5 может составлять от 10 до 20 секунд, в зависимости от толщины. B-14 Глобальные исследования и разработки направлены на сокращение времени цикла.
G-24 , K-18 Заготовки формируются в горячем состоянии (состояние ❷ на рис. 1) и закаливаются в той же пресс-форме для достижения требуемых свойств. Для стали 22ГнБ5 при скорости закалки более 27 °С/с деталь почти полностью превращается в мартенсит. В целях повышения производительности часто реализуются более высокие скорости охлаждения. K-18 Типичное время цикла для прямого процесса с химическим составом 22MnB5 может составлять от 10 до 20 секунд, в зависимости от толщины. B-14 Глобальные исследования и разработки направлены на сокращение времени цикла.
Этот процесс обычно используется для сталей без покрытия/без покрытия или сталей с покрытием AlSi. Заготовки с цинковым покрытием не подходят для прямого процесса, так как чистый цинк плавится при температуре около 420 °C, а покрытия GA (Zn-Fe) — при температуре около 530–780 °C. (см. рис. 3) G-25 Если формование выполняется с жидким цинком поверх заготовки, микротрещины могут заполниться цинком и значительно снизить усталостную прочность готовой детали.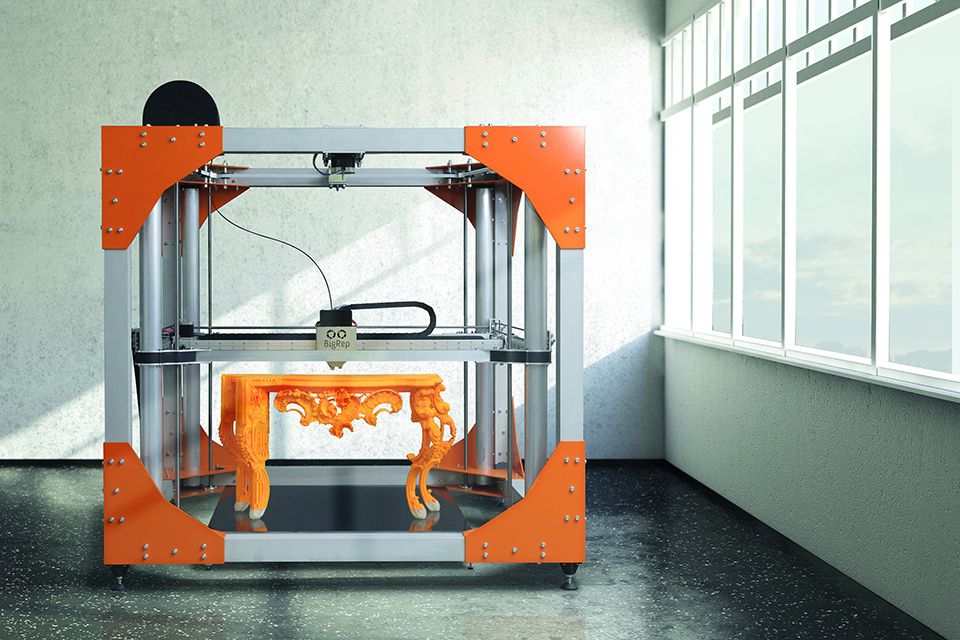 K-20 Недавно разработанный сплав сводит эти проблемы к минимуму, как поясняется ниже в разделе «Прямой процесс с предварительным охлаждением».
K-20 Недавно разработанный сплав сводит эти проблемы к минимуму, как поясняется ниже в разделе «Прямой процесс с предварительным охлаждением».
Рис. 1: Краткое описание процессов горячей штамповки. В прямом процессе формовка осуществляется в состоянии ❶ , в косвенном процессе в ❷ B-14
Типичные покрытия Al-Si предотвращают образование накипи и обезуглероживание при повышенных температурах. Богатое алюминием покрытие содержит от 7% до 11 мас.% Si и действует как барьер, обеспечивающий коррозионную стойкость во время эксплуатации. F-14 В автомобильной промышленности типичная масса покрытия составляет AS150 (75 г/м 2 покрытия с каждой стороны) или AS80 (40 г/м 2 покрытия с каждой стороны). A-51 Подробнее см. на нашей странице о покрытиях Al-Si.
При использовании заготовок без покрытия контролируемая атмосфера в печи помогает избежать чрезмерного обезуглероживания и образования накипи. Поверхностная окалина локально изменяет критическую скорость охлаждения, изменяет течение и трение металла и приводит к преждевременному износу инструмента. Без контролируемой атмосферы может потребоваться этап подготовки поверхности, такой как дробеструйная обработка, после формования для удаления окалины. A-52 Лаковые покрытия также можно использовать при прямом горячем тиснении.
Формованные детали должны быть обрезаны и просверлены до окончательной геометрии. В прямом процессе наиболее распространенным методом обрезки является лазерная резка. Капитальные затраты и время цикла, связанные с лазерной обрезкой, учитываются при расчете общей стоимости детали. На большинстве заводов на каждую линию горячего тиснения приходится от 3 до 5 станков лазерной обрезки. Б-14
Марки, используемые в прямом процессе, могут обозначаться как PHS950Y1500T-DS (сталь, упрочняемая прессованием, с пределом текучести не менее 950 МПа, пределом прочности при растяжении не менее 1500 МПа, для прямой [горячей] штамповки).
Косвенный процесс
(Вырубка > Формовка и обрезка > Нагрев > Закалка > Подготовка поверхности)
Обычно используется для оцинкованных заготовок, непрямая горячая штамповка, также известная как формообразование, начинается с холодной штамповки детали (в ❶ на рис. 1) на трансферном прессе или на тандемной транспортной линии. Прямой процесс ограничен тем, что можно использовать только одну формовочную матрицу. Однако в непрямом процессе можно использовать несколько штампов, что позволяет производить изделия более сложной геометрии, даже с поднутрениями. Деталь имеет почти окончательную форму на выходе из пресса холодной штамповки, где также могут быть выполнены пробивка и обрезка. Сформированные детали затем нагревают в специальной печи и закаливают во втором наборе штампов. Б-14 , К-21 , Ф-15
BMW 7-й серии (2008-2015, кодовое название F01) был первым автомобилем, кузов которого был изготовлен из стали с непрямым горячим штампованием с цинковым покрытием. P-20 Покрытия на основе цинка предпочтительнее из-за их катодной защиты. На заготовках с цинковым покрытием при нагреве может образовываться тонкий оксидный слой, даже если в печи используется защитная атмосфера. Этот слой помогает предотвратить испарение Zn (чистый Zn испаряется при 907 °C при давлении 1 атм.), но его необходимо удалить перед сваркой и покраской. Для этого применяют пескоструйную и дробеструйную очистку или обработку сухим льдом (CO 2 ) обычно используются взрывные работы. F-14, F-15 Марки для непрямого процесса могут обозначаться как PHS950Y1500T-IS (сталь, упрочняемая прессованием, с пределом текучести не менее 950 МПа, пределом прочности при растяжении не менее 1500 МПа, для непрямой [горячей] штамповки).
P-20 Покрытия на основе цинка предпочтительнее из-за их катодной защиты. На заготовках с цинковым покрытием при нагреве может образовываться тонкий оксидный слой, даже если в печи используется защитная атмосфера. Этот слой помогает предотвратить испарение Zn (чистый Zn испаряется при 907 °C при давлении 1 атм.), но его необходимо удалить перед сваркой и покраской. Для этого применяют пескоструйную и дробеструйную очистку или обработку сухим льдом (CO 2 ) обычно используются взрывные работы. F-14, F-15 Марки для непрямого процесса могут обозначаться как PHS950Y1500T-IS (сталь, упрочняемая прессованием, с пределом текучести не менее 950 МПа, пределом прочности при растяжении не менее 1500 МПа, для непрямой [горячей] штамповки).
Непрямой процесс нельзя применять к заготовкам с покрытием Al-Si, так как они имеют твердый, но хрупкий интерметаллический слой, который может растрескиваться при холодной деформации. Ф-14
Ф-14
Гибридный (двухэтапный) процесс
(Вырубка > 1-е формование > Нагрев > 2-е формование > Закалка > Обрезка > Подготовка поверхности)
В этом процессе, как показано на рис. 2, часть формовки происходит на стадии охлаждения [❶ на рис. 1]. Затем полуформованная деталь нагревается в печи, значительно деформируется до окончательной формы [❷ на рисунке 1] и затем закаливается в той же матрице. Этот процесс нашел более широкое применение в Европе, особенно для деталей глубокой вытяжки, таких как трансмиссионные туннели. Во избежание образования накипи в печи и при горячей штамповке обычно применяют специальное лаковое покрытие. Перед сваркой поверхность конечной детали должна быть очищена с помощью дробеструйной обработки, чтобы удалить лаковое покрытие. S-63 С начала 2010-х годов этот процесс был заменен прямым процессом изготовления заготовок с покрытием Al-Si. Н-15
Рисунок 2: Краткий обзор «гибридного процесса», при котором деформация выполняется как в холодном, так и в горячем состоянии. Б-14
Б-14
Прямой процесс с предварительным охлаждением
(Вырубка > Нагрев > Предварительное охлаждение > Формование > Закалка > Обрезка > Подготовка поверхности)
Гальванически отожженное (GA) покрытие в основном содержит цинк и железо и затвердевает при температуре от 530 °C до 782 °C, в зависимости от содержания цинка, как показано на рис. 3. Охрупчивание жидким металлом (LME) не вызывает беспокойства при формировании делается в отсутствие жидкого цинка. G-25 Хенсен и др. провели несколько исследований по нагреву заготовок из оцинкованного отожженного сплава 22MnB5 до 900 °C, но после стадии предварительного охлаждения. Как видно на рис. 4, глубина микротрещин значительно уменьшается, когда формование начинается при более низких температурах. Н-26
Рис. 3. Температурный предел, гарантирующий отсутствие жидкости, богатой цинком (восстановлен после цитат G-25 и G-26)
Рис. 4. Глубина трещин значительно уменьшается, если формование выполняется при более низкой температуре (воссоздано после Citation H-26)
4. Глубина трещин значительно уменьшается, если формование выполняется при более низкой температуре (воссоздано после Citation H-26)
В прямом процессе с предварительным охлаждением заготовку нагревают выше температуры аустенитизации (примерно 870-900 °C) и выдерживают в печи в течение минимального времени выдержки 45 секунд. После того, как заготовка выходит из печи, ее сначала предварительно охлаждают примерно до 500 °C, а затем формуют. Типичный 22MnB5 не может быть сформирован при этой температуре по двум причинам: (1) его формуемость будет снижена и (2) формование не может быть завершено до начала образования мартенсита примерно при 420 °C). К-22, В-8
Разработка марки для горячей штамповки с «задержкой конверсии» (см. Марки PHS с TS приблизительно 1500 МПа), широко известной как 20MnB8, направлена на решение этих проблем. Эта сталь имеет более низкое содержание углерода (0,20%, как следует из числа 20 в 20MnB8), но более высокое содержание Mn (8/4 = 2%). . Эта химическая модификация замедляет кинетику фазового превращения по сравнению с 22MnB5 — критическая скорость охлаждения 20MnB8 составляет примерно 10 °C/с. Это позволяет перенести деталь со стадии предварительного охлаждения на формовочную матрицу.
. Эта химическая модификация замедляет кинетику фазового превращения по сравнению с 22MnB5 — критическая скорость охлаждения 20MnB8 составляет примерно 10 °C/с. Это позволяет перенести деталь со стадии предварительного охлаждения на формовочную матрицу.
В прямом процессе с предварительным охлаждением сначала заготовка нагревается до температуры выше 870-900 °C и выдерживается не менее 45 секунд. Затем заготовка переводится на «стадию предварительного охлаждения» менее чем за 10 секунд. Предварительное охлаждение необходимо проводить со скоростью более 20 °C/с до тех пор, пока заготовка не охладится примерно до 500 °C. Затем деталь переносится из устройства предварительного охлаждения в пресс менее чем за 7 секунд. Формовка производится одним ударом в гидравлическом или сервомеханическом прессе, который может находиться внизу. Скорость охлаждения после предварительного охлаждения рекомендуется составлять более 40 °C/с. Окончательная часть может иметь оксиды цинка, поэтому требуется очистка поверхности. K-22, V-8 Марка может обозначаться как PHS950Y1500T-PS (сталь, упрочняемая прессованием, с пределом текучести не менее 950 МПа, пределом прочности при растяжении не менее 1500 МПа, предварительно охлажденная и штампованная).
K-22, V-8 Марка может обозначаться как PHS950Y1500T-PS (сталь, упрочняемая прессованием, с пределом текучести не менее 950 МПа, пределом прочности при растяжении не менее 1500 МПа, предварительно охлажденная и штампованная).
Недавно несколько исследователей показали, что предварительное охлаждение можно использовать для волочения более глубоких деталей O-6 или для достижения лучшего распределения толщины конечной детали. G-24 Поскольку формованные детали обычно извлекаются из пресса при температуре приблизительно 200 °C, для закалки предварительно охлажденной детали может потребоваться меньше времени, что увеличивает количество деталей в минуту. Г-24
Многоэтапный процесс
(Вырубка > Нагрев > Предварительное охлаждение > Формовка и обрезка > Закалка на воздухе)
22MnSiB9-5 (см. Марки PHS с приблизительно 1500 МПа TS) — это новая марка стали, разработанная Kobe Steel H-27 для процесса трансферного прессования, называемого «многоступенчатым».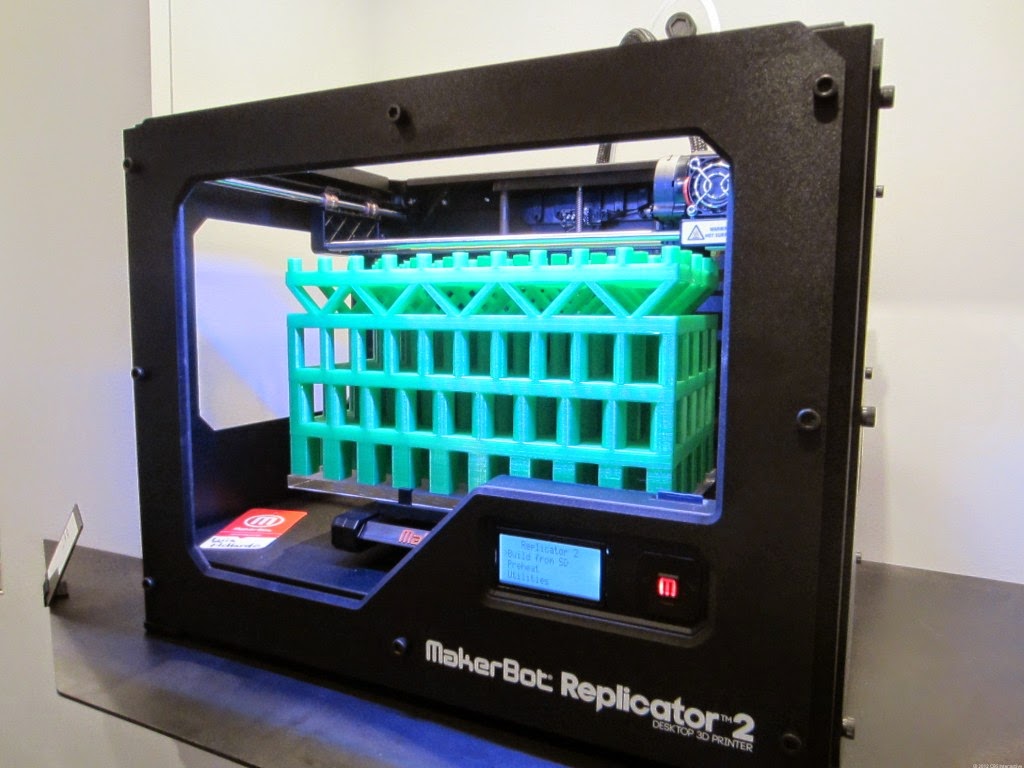 Эта сталь имеет более высокое содержание Mn и Si по сравнению с обычной сталью 22MnB5. После закалки материал имеет механические свойства, аналогичные 22MnB5. По состоянию на 2020 год по этой технологии производится по крайней мере одна автомобильная деталь, которая применяется к компактным автомобилям в Германии. G-27 Хотя критическая скорость охлаждения указана как 2,5 °C/с, даже при скорости охлаждения 1 °C/с может быть достигнута твердость свыше 450HV. H-27 Эта критическая скорость охлаждения позволяет материалу «затвердевать на воздухе» и, таким образом, выдерживать операцию трансферного пресса (отсюда и название «многоступенчатый») в сервопрессе. Этот материал доступен только с цинковым покрытием и требует этапа предварительного охлаждения перед работой трансферного пресса. B-15 Марка может обозначаться как PHS950Y1500T-MS (Сталь, упрочняемая прессованием, с пределом текучести не менее 950 МПа, пределом прочности при растяжении не менее 1500 МПа, для многостадийного процесса).
Эта сталь имеет более высокое содержание Mn и Si по сравнению с обычной сталью 22MnB5. После закалки материал имеет механические свойства, аналогичные 22MnB5. По состоянию на 2020 год по этой технологии производится по крайней мере одна автомобильная деталь, которая применяется к компактным автомобилям в Германии. G-27 Хотя критическая скорость охлаждения указана как 2,5 °C/с, даже при скорости охлаждения 1 °C/с может быть достигнута твердость свыше 450HV. H-27 Эта критическая скорость охлаждения позволяет материалу «затвердевать на воздухе» и, таким образом, выдерживать операцию трансферного пресса (отсюда и название «многоступенчатый») в сервопрессе. Этот материал доступен только с цинковым покрытием и требует этапа предварительного охлаждения перед работой трансферного пресса. B-15 Марка может обозначаться как PHS950Y1500T-MS (Сталь, упрочняемая прессованием, с пределом текучести не менее 950 МПа, пределом прочности при растяжении не менее 1500 МПа, для многостадийного процесса).
Рулонная форма PHS
(Профилирование > Нагрев > Закалка > Резка по размеру > Обрезка и прошивка)
Этот процесс, также известный как встроенная закалка, используется для изготовления профилей с постоянным поперечным сечением и линейной формой. С помощью этой технологии также можно получить закрытые профили (трубы и т.п.), добавив в линию лазерную сварку (см. рис. 5а). Этот процесс успешно используется во многих кузовах автомобилей. Типичные области применения: поперечины, дуги крыши, дверные балки при боковом ударе, бамперы (без стреловидности), передние элементы защиты от ударов и тому подобное. Г-28, Н-28, Ф-16
Рисунок 5: Рулонная форма PHS: (а) ступени линии H-28 , (б) фотография зоны индукционного нагрева. Г-28
Нагрев обычно осуществляется с помощью индукционного нагрева, см. рис. 5b. В одной из установок первая индукционная катушка работает на частоте 25 кГц, а вторая на 200 кГц. Общая мощность нагрева составляла около 700 кВт, а скорость линии могла достигать 6 м/с. Было обнаружено, что если смазку, скорость и радиус изгиба можно оптимизировать, заготовки с покрытием AlSi можно также подвергать холодной прокатке. Однако они не подходят для индукционного нагрева и могут потребовать другого процесса, например, закалки формы. К-23
Общая мощность нагрева составляла около 700 кВт, а скорость линии могла достигать 6 м/с. Было обнаружено, что если смазку, скорость и радиус изгиба можно оптимизировать, заготовки с покрытием AlSi можно также подвергать холодной прокатке. Однако они не подходят для индукционного нагрева и могут потребовать другого процесса, например, закалки формы. К-23
Недавно компания voestalpine разработала сталь с цинковым покрытием для профилирования. В этом процессе также используется индукционный нагрев и водяное охлаждение. Поскольку деформация производится в холодном состоянии, детали не подвержены охрупчиванию жидким металлом (ЖМЭ). К-22
Закалка фасонного приспособления
(Профилирование (или трубчатая заготовка) > Резка по длине > Нагрев > Гибка и формовка > Закалка > Обрезка/прошивка)
Основное различие между валковой формой PHS и закалкой фасонного приспособления заключается во вторичной «горячей гибке и формовке» в прессе. Здесь холоднокатаные профили разрезаются на нужные длины и нагреваются в печи. Затем нагретые профили передаются на пресс-форму, где завершаются операции гибки и/или дальнейшей формовки. Затем детали закаливаются в той же пресс-форме, как и в прямом процессе. Типичное расположение линий можно увидеть на рисунке 6а. Вторичная формовка делает возможными переменные сечения, как показано на рисунке 6b. Поскольку детали формуются в холодном состоянии и нагреваются в печи, в этом процессе могут использоваться заготовки без покрытия, с покрытием из цинка и алюминия (с мерами предосторожности, чтобы не растрескаться из алюминия). Н-28, К-2 3
Здесь холоднокатаные профили разрезаются на нужные длины и нагреваются в печи. Затем нагретые профили передаются на пресс-форму, где завершаются операции гибки и/или дальнейшей формовки. Затем детали закаливаются в той же пресс-форме, как и в прямом процессе. Типичное расположение линий можно увидеть на рисунке 6а. Вторичная формовка делает возможными переменные сечения, как показано на рисунке 6b. Поскольку детали формуются в холодном состоянии и нагреваются в печи, в этом процессе могут использоваться заготовки без покрытия, с покрытием из цинка и алюминия (с мерами предосторожности, чтобы не растрескаться из алюминия). Н-28, К-2 3
Рисунок 6: Упрочнение фасонного крепления: (a) схема линии K -23 , (b) балка бампера Ford Mustang (2004-2014 гг.), изготовленная этим способом. Л-26
Детали для упрочнения формы
использовались в малосерийных автомобилях, таких как Porsche 911 или Bentley Mulsanne. В некоторых автомобилях упрочнение формы использовалось для изготовления передней стойки кабриолета (кабриолета) серийных автомобилей, особенно в Европе. В большинстве этих применений использовались трубы из сплава бора без покрытия (подобные 22MnB5). H-28 Ford Mustang 5-го поколения (2004–2014 гг.) имел упрочненные передние и задние балки бампера, как показано на рис. 6b. L-26 Процесс закалки опалубки позволяет использовать покрытия AlSi, поскольку сталь проходит через печь, а не через стадию индукционной закалки. В процессе холодной прокатки необходимо соблюдать особую осторожность, чтобы не повредить покрытие AlSi. К-23
В некоторых автомобилях упрочнение формы использовалось для изготовления передней стойки кабриолета (кабриолета) серийных автомобилей, особенно в Европе. В большинстве этих применений использовались трубы из сплава бора без покрытия (подобные 22MnB5). H-28 Ford Mustang 5-го поколения (2004–2014 гг.) имел упрочненные передние и задние балки бампера, как показано на рис. 6b. L-26 Процесс закалки опалубки позволяет использовать покрытия AlSi, поскольку сталь проходит через печь, а не через стадию индукционной закалки. В процессе холодной прокатки необходимо соблюдать особую осторожность, чтобы не повредить покрытие AlSi. К-23
Упрочнение выдувным формованием / формовка металла горячим газом
(Разрезанная по длине труба или гнутый и сварной профиль > Нагрев > Формование давлением > Закалка > Прошивка)
При обработке металлов давлением в горячем газе закрытый профиль из трубы или валка сначала нагревается и помещается на набор штампов. Концы трубы герметизируют и внутрь трубчатой заготовки нагнетают сжатый газ или гранулированную среду. Силы формования создаются высоким давлением внутри трубы. C-16 Также возможна торцевая подача материала, как в случае (холодного) гидроформования труб. После деформации деталь закаливают либо водой (деформация), либо воздухом внутри и поверхностью полости инструмента (горячая газовая штамповка). В последнем случае, как и в прямом процессе, обычно требуется система каналов водяного охлаждения внутри вкладышей матрицы. К-23
Концы трубы герметизируют и внутрь трубчатой заготовки нагнетают сжатый газ или гранулированную среду. Силы формования создаются высоким давлением внутри трубы. C-16 Также возможна торцевая подача материала, как в случае (холодного) гидроформования труб. После деформации деталь закаливают либо водой (деформация), либо воздухом внутри и поверхностью полости инструмента (горячая газовая штамповка). В последнем случае, как и в прямом процессе, обычно требуется система каналов водяного охлаждения внутри вкладышей матрицы. К-23
Компания Fraunhofer IWU разработала установку для формовки металла в горячем газе, в которой и формовка, и закалка выполняются сжатым воздухом. Как показано на рис. 7а, внутреннее давление можно увеличить до 70 МПа (700 бар) всего за 6 секунд. Инструменты охлаждаются внутренними охлаждающими каналами, рис. 7б. Детали, изготовленные с помощью этой технологии, имеют значения твердости от 460 до 530 HV. Коробка и распределительные валы входят в число производимых деталей. Л-27, Н-16
Коробка и распределительные валы входят в число производимых деталей. Л-27, Н-16
Рисунок 7: Продувка и закалка воздухом: (а) изменение давления в трубе и температуры трубы, (б) моделирование теплопередачи к штампам и каналам охлаждения (воссоздано по Citation N-16)
В 2011 году испанский производитель автомобилей SEAT опубликовал исследование процесса формообразования с раздувом. В этом исследовании они заменили переднюю стойку и кантр в сборе SEAT León (Mk2, SOP 2005) одной деталью, упрочненной формованием ударом. Результаты были подведены как О-7 :
- Уменьшение веса автомобиля на 7,9 кг,
- Использование листового материала увеличено с 40 до 95%,
- Количество компонентов в сборке с одной стороны автомобиля уменьшено с 5 до 2, а рейлинг на крыше убран.
Одним из преимуществ этой технологии является возможность использования одного и того же комплекта штампов для труб с разной толщиной стенок.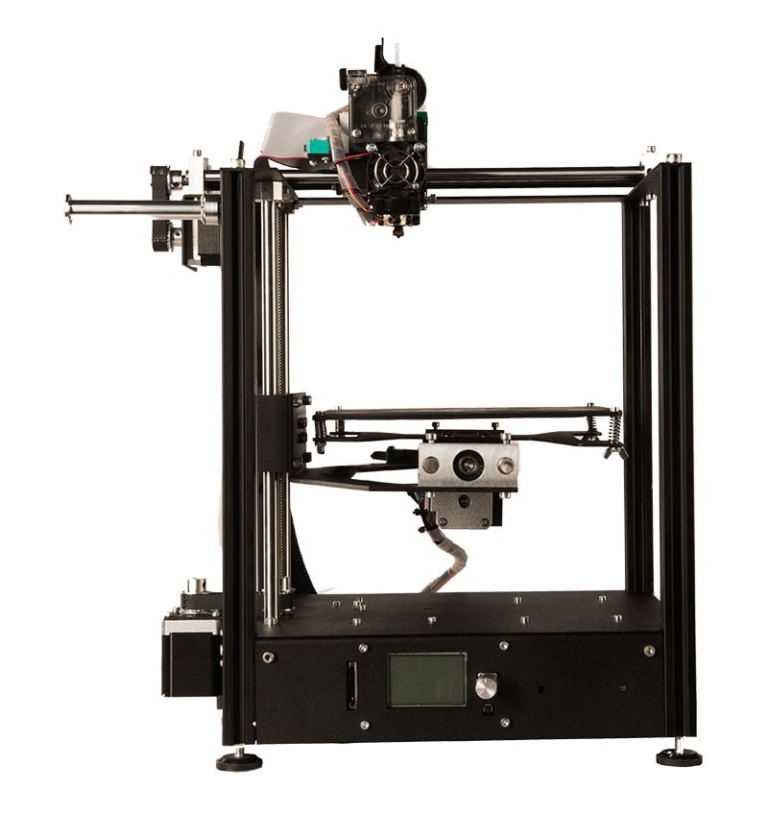 Таким образом, детали могут производиться для различных вариантов автомобиля (например, купе и кабриолет или спецификации для Северной Америки и спецификации для развивающихся рынков). Эта информация применима как к монолитным (т. е. одинаковой толщины по всей длине трубы), так и к сварным/катаным трубам, изготовленным по индивидуальному заказу. F-16 В 2017 году трубчатые детали изготавливаются из горячего газа с использованием трубок PHS с давлением 1900 МПа для испытаний у клиентов. Ф-17
Таким образом, детали могут производиться для различных вариантов автомобиля (например, купе и кабриолет или спецификации для Северной Америки и спецификации для развивающихся рынков). Эта информация применима как к монолитным (т. е. одинаковой толщины по всей длине трубы), так и к сварным/катаным трубам, изготовленным по индивидуальному заказу. F-16 В 2017 году трубчатые детали изготавливаются из горячего газа с использованием трубок PHS с давлением 1900 МПа для испытаний у клиентов. Ф-17
С 2018 года формовочное упрочнение применяется в Ford Focus B-16 и Jeep Wrangler. B-17 В Ford Focus в Европе используется специально катаная труба толщиной от 1,0 до 1,8 мм, тогда как в Китае это монолитная (везде одинаковая толщина) труба толщиной 1,6 мм. Ф-16
Трехмерная горячая гибка и закалка (3DQ)
(Разрезание труб по заданной длине > Локальный индукционный нагрев > Трехмерная гибка > Прямая закалка водой > Прокалывание)
В процессе 3DQ трубчатый профиль с постоянным поперечным сечением быстро нагревается индукционными нагревателями. С помощью подвижных роликовых штампов деталь изгибается. Когда материал подается, вода распыляется на индукционно нагретую часть трубы, чтобы охладить и затвердеть. Схема процесса и прочность материала в процессе показаны на рисунке 8. Также можно заменить подвижные роликовые матрицы промышленным роботом для изгиба и скручивания трубчатой детали. Т-25
С помощью подвижных роликовых штампов деталь изгибается. Когда материал подается, вода распыляется на индукционно нагретую часть трубы, чтобы охладить и затвердеть. Схема процесса и прочность материала в процессе показаны на рисунке 8. Также можно заменить подвижные роликовые матрицы промышленным роботом для изгиба и скручивания трубчатой детали. Т-25
Рис. 8: Схема системы 3DQ (воссозданная после Citation T-25)
В январе 2013 года Mazda объявила, что крепление ISOFIX на задних сиденьях модели Premacy MPV (известной на некоторых рынках как Mazda 5) было изготовлено с помощью этого метода, как показано на рис. 9a. M-24 В 2016 году Honda начала производство спортивного автомобиля NSX (известного на некоторых рынках как Acura NSX). Передние стойки этого автомобиля были изготовлены методом 3DQ, как показано на рис. 9.б. Н-29
Рисунок 9: Применение 3DQ: (a) усиление сиденья Mazda 5/Premacy M-24 , (b) передняя стойка Acura NSX.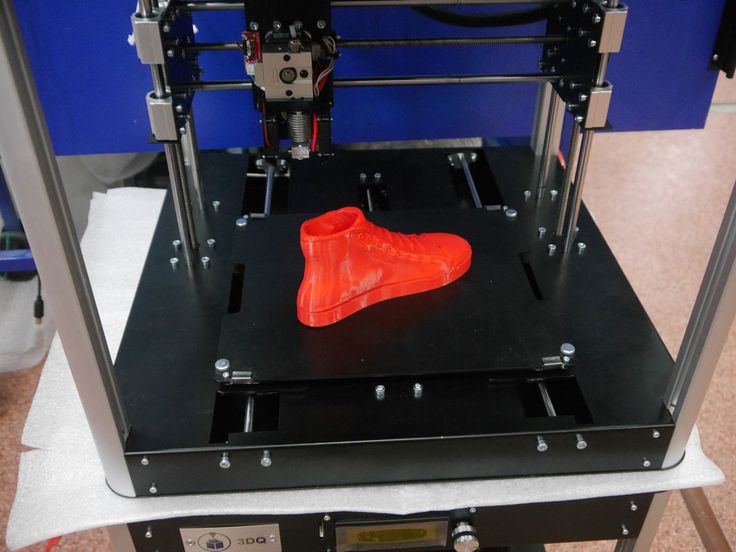 Н-29
Н-29
Технология применялась на немелованных заготовках. В 2019 году академическое исследование показало возможность использования заготовок с цинковым покрытием в процессе 3DQ. Р-10
Процесс формования стальных труб воздухом (STAF)
(Разрезание труб по заданной длине > Холодная гибка > Нагрев > Прессование > Формование давлением > Закалка > Прошивка)
Процесс воздушной штамповки стальных труб
(STAF) представляет собой модифицированную и усовершенствованную версию формовки металла горячим газом. В процессе STAF металлическая трубка сгибается в небольшом прессе при комнатной температуре. Предварительно отформованная труба передается на главный пресс, где нагревается до критической температуры за счет электропроводности (Джоулев нагрев) путем пропускания тока через трубу. На первом этапе создаются фланцы, где пресс закрывает трубу, частично формованную с раздувом. На втором этапе давление воздуха завершает процесс, формируя желаемое поперечное сечение и общую форму.
На втором этапе давление воздуха завершает процесс, формируя желаемое поперечное сечение и общую форму.
Как видно на рис. 10, детали, изготовленные по технологии STAF, могут иметь фланцевую зону для дальнейшей сварки/соединения с другими компонентами кузова автомобиля. Некоторые периферийные детали могут быть интегрированы в одну деталь STAF, что повышает производительность и стоимость производства. Непрерывное замкнутое поперечное сечение создается без необходимости точечной сварки, что повышает жесткость и дополнительно снижает производственные затраты. Сочетание этих факторов приводит к экономии массы по сравнению с обычными компонентами горячего формования, как показано на рис. 11. Ф-18 , Ф-41 , Ф-42
Рис. 10. Процесс формования стальных труб воздухом по сравнению с другими производственными подходами. STAF объединяет формирование фланца без необходимости дополнительной точечной сварки.
Всего комментариев: 0