Cure для 3d принтера: Программное обеспечение CURA
Содержание
Программное обеспечение CURA
CURA – это наиболее понятное ПО, предназначенное для послойного нарезания моделей в рамках их подготовки к последующей 3D-печати, или генерации G-кода для трехмерных принтеров. Главными преимуществами данной платформы считается полная открытость и простота в работе, что удобно даже для новичков. Программа обладает открытым кодом, что гарантирует ее доступность для использования и потенциального дальнейшего развития. Немаловажным является также то, что существует сертифицированная команда официальной поддержки.
ПО CURA по праву считается универсальным, что позволяет использовать его для оснащения практически всех современных моделей 3D-принтеров – предустановленные протоколы содержат Hephestos, Hephestos XL, Mendel, Ord, Prusa Mendel i3, BFB, DeltaBot, Kupido, Makerbot replicator, ROBO 3D R1, Rigid3D, Rigid3d Zero, Rigibot, Rigibotbig, Witbox, Zone3d printer, Julia, Punchtech connect XL, Rigi3d3rdGen, Ultimaker. Если вы пользуетесь принтером, не включенным в данный перечень, добавить его можно вручную, воспользовавшись режимом «Другой (Custom)».
Особенности:
- ПО не реагирует на ряд ошибок в моделировании, что существенно упрощает работу.
- Высокая скорость слайсера.
- Обработка не ретопложенных объектов с большим количеством полигонов.
- Наличие режима «Новичок».
- Возможность сохранения G-кода на SD-карте для непосредственной передачи информации на принтер.
Возможности:
ПО работает в двух базовых режимах – «Быстрая печать (FastPrint)» и «Обычная печать (NormalPrint)», выбор первого их которых считается режимом «Новичок» и гарантирует высокое качество печати с использованием предустановленных протоколов. Режим обычной печати рассчитан на более искушенных пользователей и позволяет использовать полный набор настроек.
Обширные настройки печати позволяют контролировать и корректировать скорость и температуру печати, задавать высоту печатного слоя, толщину стенок объекта и параметры плотности заполнения, а также расход используемого филамента.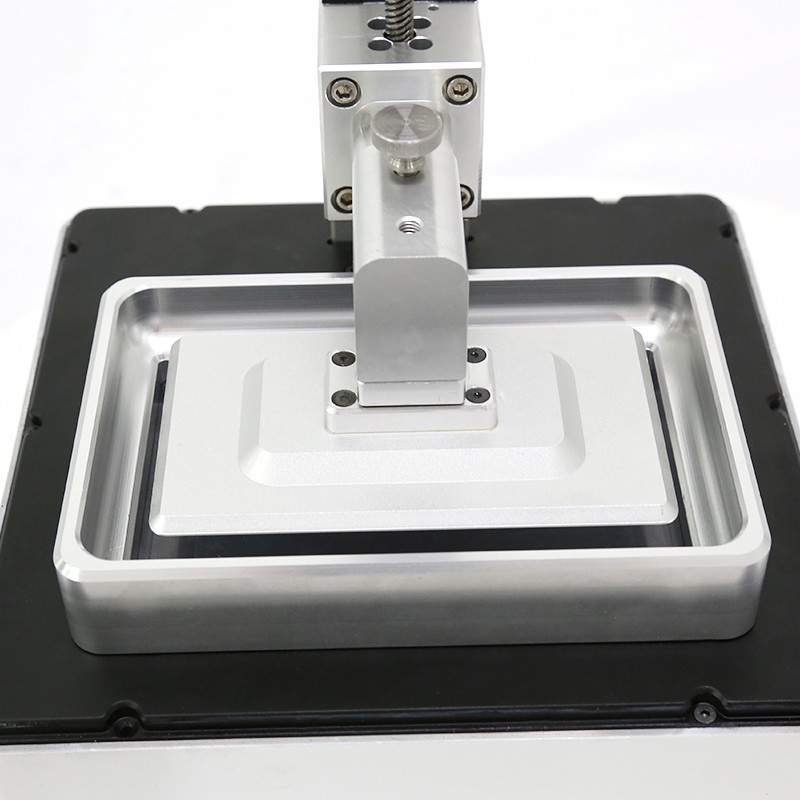
Еще большие возможности открывает пункт меню «Открыть подробные настройки» – окно позволяет корректировать параметры скорости ретракта, тип используемого материала поддержки и регулировать угол его нависания.
CURA обладает также широким спектром расширенных возможностей – например, вы можете контролировать параметры перемещения сопла еще до старта печати, просматривать каждый выстроенный слой в виртуальном режиме.
Применение:
Благодаря универсальности, простоте и совместимости с большинством моделей 3D-принтеров ПО CURA может использоваться в различных областях персонального и даже профессионального прототипирования.
Образование – расширенные возможности ПО и система виртуального отслеживания параметров печати позволяют использовать программу для обучения молодых специалистов навыкам 3D-моделирования.
Печать большого количества деталей – вы можете добавить любое количество моделей для печати в рамках области построения принтера, а CURA самостоятельно разместит их на платформе с максимальной эффективностью и экономичностью расхода.
Anycubic Wash & Cure 2.0. Мойка и засветка для SLA 3d принтеров.
Наконец то доходят руки до обзоров товаров накупленных на 11.11 и 25.11.
Одна из вещей которую я давно хотел попробовать, это была Мойка-Засветка деталей (в народе Вошкура) после печати на фотополимерниках. Но всегда отталкивал ценник на нее, около 8-12т отдать за такую вещицу меня душила жаба.
Я мою в уз ванне и свечу в ногтевых лампах. Работает то отлично, но иногда неудобно, особенно когда печатаешь потом много деталей.
И тут попался лот — Принтер Кубик Моно + мойка вышли за 215 дол. Я решил, что всегда найду куда пристроить принтер, а заодно и сделать обзор можно и на него.
И вот спустя какое то время ожидания и они приехали. Кстати, по очень странной логике Эникубиков, принтер отправили КСЭ, мойку отправили ДПД.
Мойка упакована достаточно хорошо. Коробка была с вмятинами, но внутренности не повредились.
Первое впечатление — криво эмблемку на колпак наклеили. С обратной стороны снизу есть наклейка которую удалять нельзя. С обратной стороны стоит датчик, который не запускает засветку пока не одет колпак. Забота о глазках.
С обратной стороны снизу есть наклейка которую удалять нельзя. С обратной стороны стоит датчик, который не запускает засветку пока не одет колпак. Забота о глазках.
Но я не понимаю этой «моды» делать прозрачные колпаки на принтер и мойку. Как по мне на принтер черный (непрозрачный) колпак практично, а на мойку можно вообще фольгой внутри заклеить\покрыть чем то блестящим. Чтоб отраженными лучами лучше засвечивалось со всех сторон. Тут и 100% гарантия что весь УФ задержится внутри.
Вот так выглядит то, что было в «колпаке». Банка с крышкой, отражатель для столика, инструкция, блок питания, сетка для размещения деталей во время мойки.
На отражателе установлена защитная пленка (вдруг кто не знал), ее надо будет удалить.
Инструкция краткая, емкая, цветная. Хоть и на английском, но очень подробная. Думаю практически все что надо — они описали.
А вот и внешний блок питания.
Эргономика слово сложное. А применение его видимо еще сложнее. Эникубику было до одного места ваши проблемы, что один блок питания перекроет 3 розетки одновременно. Как пример на фото блок питания от Voxelab\FlashForge, где стоит блок питания на проводе и не занимает лишнего места в удлинителе.
Эникубику было до одного места ваши проблемы, что один блок питания перекроет 3 розетки одновременно. Как пример на фото блок питания от Voxelab\FlashForge, где стоит блок питания на проводе и не занимает лишнего места в удлинителе.
Перейдем к «волшебной банке»
Внутри нее устанавливается сетка в которую можно накидать деталей, а можно закрепить столик сверху. И сам контейнер конечно герметичный.
Снизу стоят лопасти. Устроено это так — впаяна резьба в банку, сверху накручены алюминиевые лопасти с магнитными бобышками. Такие же магнитные бобышки стоят внутри мойки. Ставим банку, они магнитятся друг с другом, и когда моторчик вращается, внутри банки «вращается жидкость». И таким перемешиванием моются детали.
Под основанием принтера в упаковке еще была такая картонная коробка. В ней несколько ключей, гарантийный талон, железное крепление для платформы внутри контейнера, прозрачный поворотный столик и запасной подшипник.
Кстати о подшипнике. Так как он стоит внутри контейнера, то думаю он проживет не очень долго. Будет он работать в среде спирт\грязная смола или вода\грязная смола, в зависимости от предпочтения пользователей. Думаю его не надолго хватит в таких условиях.
Так как он стоит внутри контейнера, то думаю он проживет не очень долго. Будет он работать в среде спирт\грязная смола или вода\грязная смола, в зависимости от предпочтения пользователей. Думаю его не надолго хватит в таких условиях.
Так выглядит сама платформа. Видимая «шестеренка», это для размещения поворотного столика. И столб с УФ диодами, которые и будут засвечивать деталь.
Управление довольно простое, ничего лишнего. Кнопка переключения режима мойка\засветка, два индикатора выбранного режима, экранчик отображающий время работы и крутилка для выбора нужного времени.
Сзади на панели есть разьем для подключения блока питания, тумблер для включения и датчик «закрытого колпака».
Снаружи больше интересного ничего нет, надо заглянуть вовнутрь.
Все основание сделано из тонкого пластика с ребрами жесткости, днище из стали. Для данного устройства более чем достаточно, но в руках ощущается все это весьма «жиденько», еще и за такие то деньжища.
Внутри две маленькие платы, обычный шаговый мотор как стоят на 3д принтерах, и все это закреплено на не менее тончайшем пластиковом кронштейне. Который лопнул еще на заводе при затягивании. Отлично, надежно, лайк, сарказм.
А еще внутри ОЧЕНЬ много пустого места. В которое отлично поместился бы блок питания. Но… это не про эникубик.
А так выглядит собственно весь «рабочий набор».
Еще один камень в ту же «эргономику». Я хотел поставить столик, сверху контейнер и закрыть крышкой. Логично когда все аксессуары внутри помещаются и не валяются по столу. Но нет, это не про Эникубик. Сделать колпак на пару сантиметров выше и все было бы прекрасно. Но увы.
Поэтому мойка на столе будет занимать места вот так.
А теперь вернемся к реалиям. Вроде как мы раскошелились, купили мойку. Но мыть в одном контейнере это не очень правильно. Спирт очень быстро приходит в негодность. Спирт смешивается со смолой и начисто уже не отмоет ее. Только выливать и снова наливать 3 литра спирта. Это весьма расточительно. Поэтому нужен второй контейнер.
Только выливать и снова наливать 3 литра спирта. Это весьма расточительно. Поэтому нужен второй контейнер.
В первом первично моется, назовем это грязным спиртом. Затем относительно чистую деталь нужно поместить в второй контейнер, там будет чистый спирт. Я так мою и просто в тазиках и в УЗ ванне. Это практично. На то насколько грязный спирт в первом контейнере неважно. А вот как в первом становится достаточно грязным, чтоб деталь не отмылась, тогда он становится грязным спиртом, а в первый контейнер заливаем чистый. И так по кругу. Расход становится намного меньше.
Поэтому заказал еще один контейнер, у того же продавца. С русского склада приехал довольно быстро. И главное целый.
Теперь берем ведерко спирта. Обычно я мыл этиловым спиртом. Он приятнее пахнет, но он дороже. Поэтому для мойки закупил изопропила (~150р литр) и налил в тазики.
наю что на мойку от Elegoo печатают кронштейны, чтоб столик от принтера НеЭлеги одеть. Тут оказалось приятным сюрпризом что столик от Voxelab Proxima поместился отлично.
Забегу вперед, со временем я выкинул верхний металлический кронштейн и столик заходит полностью вовнутрь и становится на «ребра» контейнера. И не нужно откручивать барашек верхний.
А теперь самое главное — работа всего этого. Напечатал детали, снял столик, засунул в мойку и поставил на 10 минут помыться.
Что сказать — деталь отмылась, тут особо никаких претензий. Если взять деталь сложнее, а еще и пустотелую то конечно УЗ ванна отмоет гораздо лучше и быстрее. Но тут в первую очередь — удобство. Это очень удобно. Снял столик, засунул, помыл, достал чистым.
А вот еще приятный бонус — помылся столик. Я его никогда не мыл. И тоже самое касается и барашка и той части, где винты регулировки уровня. Обычно у меня все это было в смоле. Я на это забил и в перчатках (как правило в грязных от смолы) просто всегда брался. Но раз такое дело, то почему бы и не засунуть весь кронштейн помыться.
Затем вытащил столик и на сушку. И следом допечатал второй принтер. В этот раз я решил сразу все засунуть в мойку, чтоб так же отмыть и деталь и кронштейн и столик.
В этот раз я решил сразу все засунуть в мойку, чтоб так же отмыть и деталь и кронштейн и столик.
Это конечно был приятный бонус. Все отмылось отлично и как новое теперь.
И затем убираем контейнер, устанавливаем поворотный столик, напечатанные детали раскладываем на нем, переключаем режим и включаем засветку.
Теоретически деталь должна со всех сторон отлично засветиться. Так как и снизу отраженными лучами светит. Но я разбиваю процесс на 2 захода, просто переворачивая детали.
Что могу сказать по итогу.
Это очень, очень удобно. Плюсом это очень чисто. Чисто везде, вокруг) У меня конечно застелена «грязная зона» силиконовым ковриком, там я отделял детали, оттирал столик, детали закидывал в тазики. Плюс это все нужно делать в перчатках. И как следствие их лишний раз лень снимать и пачкается все что относится к этому процессу.
Тут же напечатал, снял столик, засунул в мойку, достал чистейший столик, чистыми руками берешь за барашек и на сушку от остатков спирта. И потом уже в чистом месте отделяешь детали от столика и ковыряешь поддержки (если нужно).
И потом уже в чистом месте отделяешь детали от столика и ковыряешь поддержки (если нужно).
Так же конечно гораздо удобнее светить средние и крупные детали, катая их на карусели. Чем светить в ногтевых лампах и вращать по всем осям, чтоб везде засветилось.
Но. Весьма дорого. За эти деньги (или чуть добавив) можно купить хорошую уз ванну, которая будет отмывать лучше. Взять ленты светодиодной и из кастрюли собрать тазик для дозасветки. Думаю получится и большая мощность засветки и гораздо лучшая отмывка.
Это устройство больше для удобства работы. Либо для минимизации грязной работы, допустим если кто-то печатает в квартире.
Понравилось — да. Купил бы по фулл прайсу — нет. По той цене что я купил в распродажу — очень крутая штука, которая мастхев)
Как пост-отверждение ваших полимерных 3D-отпечатков
Если вы используете стереолитографический (SLA) 3D-принтер, важно знать, как пост-отверждение полимерных 3D-отпечатков. Пост-отверждение позволяет деталям достичь максимально возможной прочности и стать более стабильными. Однако каждая смола ведет себя немного по-разному при пост-отверждении и требует разного количества времени и температуры для достижения оптимальных свойств материала.
Однако каждая смола ведет себя немного по-разному при пост-отверждении и требует разного количества времени и температуры для достижения оптимальных свойств материала.
Загрузите наше руководство по пост-отверждению отпечатков из смолы, чтобы узнать основы пост-отверждения и как пост-отверждение влияет на каждую смолу Formlabs
Загрузить руководство по пост-отверждению
Состав каждой смолы Formlabs Resin состоит из передовых светочувствительных полимеров. Стереолитографические (SLA) 3D-принтеры Formlabs, такие как Form 3+, Form 3B+, Form 3L и Form 3BL, используют лазеры с длиной волны 405 нм для отверждения жидкой смолы, создавая высокоточные твердые детали.
Когда деталь, напечатанная на 3D-принтере из смолы, завершает печать, она остается на платформе сборки в «зеленом состоянии». Это означает, что в то время как детали достигли своей окончательной формы, полимеризация еще не завершена полностью, и деталь еще не достигла максимальных механических свойств.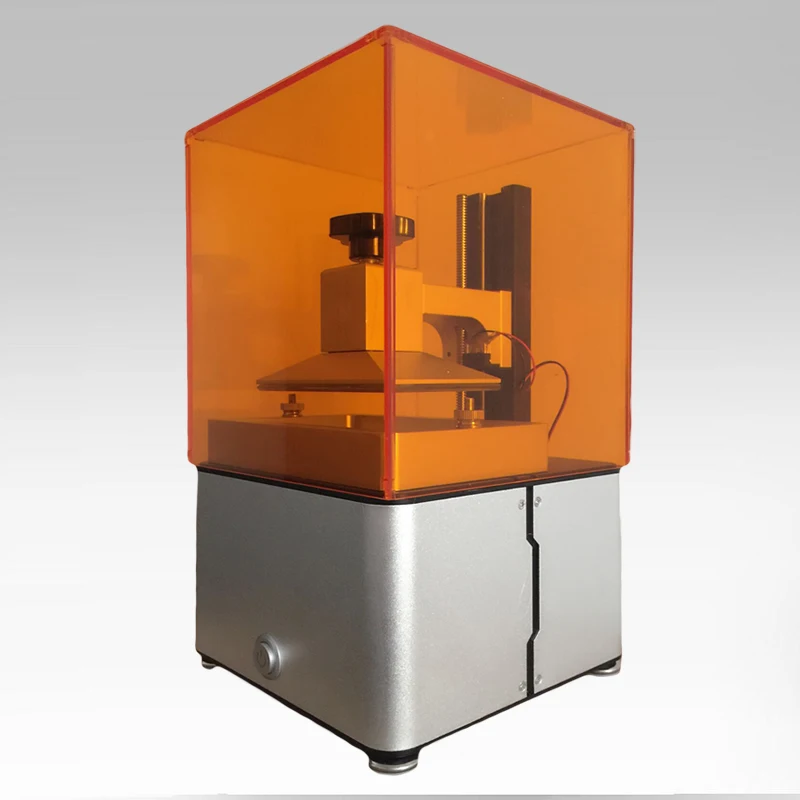 Пост-отверждение светом и теплом является ключом к раскрытию этой последней мили свойств материала для 3D-печати SLA.
Пост-отверждение светом и теплом является ключом к раскрытию этой последней мили свойств материала для 3D-печати SLA.
Достижение оптимальных свойств особенно важно при использовании функциональных или специальных смол. Для биосовместимых материалов постотверждение необходимо для достижения стандартов безопасности, установленных регулирующими органами.
Идеальная установка после отверждения обеспечивает достижение необходимых свойств за максимально оптимальное время. Для стандартных смол Formlabs (белых, серых, черных и прозрачных) это количество может вообще отсутствовать или может пройти короткое 15-минутное пост-отверждение. В тех случаях, когда требуются прочность, жесткость и термостойкость, инженерные смолы Formlabs улучшаются с постотверждением до 120 минут.
Компания Formlabs провела внутреннее исследование после отверждения для определения оптимальных настроек для каждой отдельной смолы Formlabs. Используя метод ASTM, наши материаловеды проверили различные механические свойства при различных температурах для каждого материала.
Свойства материала, такие как модуль, улучшаются за счет последующего отверждения напечатанных деталей. Каждый тип смолы Formlabs требует уникальных настроек пост-отверждения. Дополнительную информацию см. в официальных таблицах данных Formlabs с тестами ASTM.
Найдите на нашем веб-сайте все актуальные рекомендуемые параметры постотверждения для Form Cure или Form Cure L. Листы технических данных материалов с указанием конкретных механических свойств после рекомендуемого пост-отверждения доступны для загрузки на нашем веб-сайте.
Существует множество методов пост-отверждения, от простого отверждения светом (естественный солнечный свет, маникюрные салоны с УФ-излучением, станции УФ-отверждения, самодельные коробки для УФ-отверждения и т. д.) до использования как света, так и тепла. Тепло ускоряет процесс и обеспечивает еще более полное образование связи, что приводит к улучшению свойств материала, которого невозможно достичь с помощью одного только света.
Form Cure и Form Cure L, два решения для постотверждения от Formlabs для настольных и широкоформатных 3D-принтеров SLA, предназначены для постотверждения деталей, напечатанных с помощью Formlabs Resins, быстро и стабильно. С помощью Form Cure и Form Cure L 3D-печатные детали SLA можно подвергать пост-отверждению точно с правильной длиной волны, при разных температурах и в течение разного времени.
С помощью Form Cure и Form Cure L 3D-печатные детали SLA можно подвергать пост-отверждению точно с правильной длиной волны, при разных температурах и в течение разного времени.
Используйте Руководство по пост-отверждению Formlabs , чтобы понять, как пост-отверждение влияет на ключевые свойства каждой смолы Formlabs, и определить оптимальный план пост-отверждения для вашего приложения.
Загрузите руководство для изучения:
- Как пост-отверждение влияет на ключевые свойства каждого материала Formlabs
- Рекомендации по оптимальному последующему отверждению для конкретных материалов
- Стратегии предотвращения распространенных проблем после отверждения
Доступ к полному руководству по пост-отверждению
Как чистить и сушить полимерные отпечатки
Модели Wekster
(Изображение предоставлено Tom’s Hardware)
3D-принтеры
Resin используют ультрафиолетовый свет для построения моделей слой за слоем из емкости со светочувствительной жидкостью. Когда печать закончена, у вас остается мягкая модель, все еще покрытая смолой, которую необходимо очистить и полностью вылечить с помощью дополнительного УФ-излучения.
Когда печать закончена, у вас остается мягкая модель, все еще покрытая смолой, которую необходимо очистить и полностью вылечить с помощью дополнительного УФ-излучения.
Как безопасно обращаться со смолой
Смола токсична , но не более опасна, чем многие бытовые чистящие средства. Все смолы классифицируются как раздражители кожи, поэтому при работе с неотвержденной смолой следует надевать нитриловые перчатки и защитные очки. При попадании жидкой смолы на кожу необходимо немедленно смыть ее водой с мылом.
(Изображение предоставлено Tom’s Hardware)
После полного отверждения смоляных отпечатков с помощью УФ-излучения с ними можно безопасно обращаться.
Надлежащая вентиляция также важна при работе с полимерными принтерами. Их следует хранить в помещении с наружной вентиляцией или в хорошем очистителе воздуха с угольным фильтром . В крайнем случае можно проветрить комнату, открыв окно.
Как очистить полимерную 3D-печать вручную
Вам не понадобится оборудование или инструменты, созданные специально для 3D-печати для обработки ваших полимерных моделей. Большинство предметов можно найти в долларовом магазине или в отделе выпечки большого магазина.
Большинство предметов можно найти в долларовом магазине или в отделе выпечки большого магазина.
Что потребуется для очистки и отверждения смоляных оттисков
- Изопропиловый спирт (открывается в новой вкладке) (91% или выше)
- Нитриловые перчатки (открывается в новой вкладке)
- Силиконовый шпатель
- 2 больших водонепроницаемых контейнера
- Щипцы (дополнительно) )
- Металлический скребок (открывается в новой вкладке)
- Пластиковый лоток (открывается в новой вкладке)
- Бокорезы (открывается в новой вкладке)
- Зубная щетка мягкая
- Бумажные полотенца
1 Силиконовый коврик (с кромкой)
смолы по возможности. Смола не прилипает к силикону, что упрощает очистку. Если вы не можете найти недорогой силиконовый коврик, вы также можете накрыть рабочую поверхность пластиковым мешком для мусора. В настоящее время я использую пластиковый вкладыш для полок от IKEA.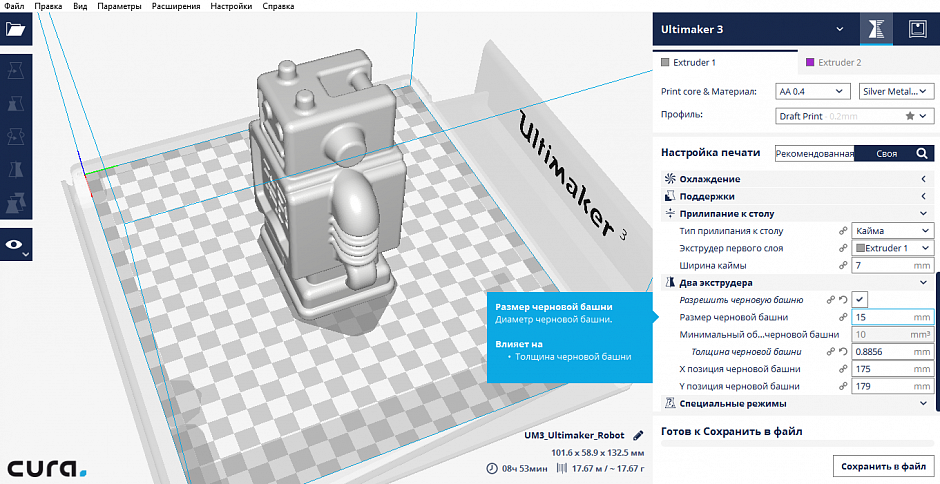 Кувшины с изопропиловым спиртом взяты из долларового магазина, а скребок и бокорезы поставлялись с 3D-принтером.
Кувшины с изопропиловым спиртом взяты из долларового магазина, а скребок и бокорезы поставлялись с 3D-принтером.
(Изображение предоставлено Tom’s Hardware)
Не забывайте убирать свои инструменты и рабочее место по ходу работы. Смола затвердевает в ультрафиолетовом свете (он же солнечный свет), поэтому любые незамеченные разливы в конечном итоге затвердеют.
1. Накройте рабочую поверхность силиконовым ковриком или пластиковым листом. В идеале под принтер следует подложить коврик или пластиковую пленку, чтобы собирать капли смолы.
2. Наденьте защитное снаряжение – перчатки и очки.
3. Наполните две емкости изопропиловым спиртом . Они не должны быть полными, просто достаточно глубокими, чтобы покрыть большую часть вашей модели.
4. Снимите рабочий стол с принтера, стараясь не капать за пределы ванны. Используйте шпатель , чтобы соскребать излишки смолы обратно в чан.
(Изображение предоставлено Tom’s Hardware)
5. Поместите рабочий стол на пластиковый лоток.
6. С помощью металлического скребка r снимите модель .
(Изображение предоставлено Tom’s Hardware)
7. Поместите модели в контейнер с изопропиловым спиртом, закройте плотно крышкой и аккуратно перемешивайте жидкость в течение примерно 30 секунд.
(Изображение предоставлено Tom’s Hardware)
8. Снимите модель рукой в перчатке или щипцами.
9. Снимите опоры . При необходимости используйте боковые резаки.
(Изображение предоставлено Tom’s Hardware)
10. Окуните старую зубную щетку в чистый изопропиловый спирт и аккуратно почистите детализированные области отпечатка, где смола может прилипнуть.
(Изображение предоставлено Tom’s Hardware)
11. Поместите модель во второй контейнер с изопропиловым спиртом, закройте крышку и осторожно встряхните .
12. Поместите модель вдали от солнечных лучей для сушки. Если вы спешите, вы можете воспользоваться феном. Всегда следите за тем, чтобы ваша модель была полностью сухой, иначе изопропиловый спирт превратится в пепельный осадок, который будет трудно удалить.
(Изображение предоставлено Tom’s Hardware)
Чтобы максимально использовать изопропиловый спирт, я использую метод двух полосканий. Один контейнер предназначен для первого полоскания и быстро загрязняется. Благодаря этому второй контейнер остается чистым гораздо дольше. Когда раствор для первого полоскания станет мутным, утилизируйте его должным образом (подробнее об этом позже) и замените его свежим. Теперь слегка грязное второе полоскание становится первым полосканием.
Как высушить смоляной отпечаток на солнце
После того, как смоляной отпечаток станет чистым и сухим, вы можете подвергнуть его воздействию УФ-излучения для завершения отверждения. Самый дешевый метод отверждения смолы — использование солнца в качестве источника ультрафиолетового излучения.
1. Выберите солнечное место , например окно, выходящее на южную сторону (если вы находитесь в Северном полушарии), или на улице, если температура выше 70°F.
2. Оставить на солнце на 2-8 часов , пока отпечаток не перестанет быть липким.
Солнечный свет менее надежен, чем электрический ультрафиолетовый свет. В пасмурные дни трудно вылечить смолу, а ночью невозможно. Но это бесплатно.
Вы можете сделать свою собственную коробку с УФ-светом для отверждения смоляных отпечатков из ведра или картонной коробки, обернутой фольгой. На YouTube есть несколько инструкций, например, этот из 9.0047 ModBot использует банку с краской.
Что вам нужно
- Bucket (Opens in New Tab)
- Алюминиевая фольга (Opens In New Tab)
- Светодиодный светодиод . (открывается в новой вкладке)
- Поворотный стол с отражающей поверхностью (открывается в новой вкладке)
- Дрель
(Изображение предоставлено Tom’s Hardware)
1. Просверлите отверстие рядом с отверстием ковша , чтобы вышел световой шнур.
Просверлите отверстие рядом с отверстием ковша , чтобы вышел световой шнур.
2. Выстелите ведро фольгой, закрепив его клеевым стержнем.
3. Снимите защитную пленку со светодиодной ленты и наклейте ее на внутреннюю часть ведра. Покройте все стороны и верх огнями.
4. Поместите перевернутое ведро над поворотным столом, чтобы полимеризовать отпечатки.
Для отверждения среднего отпечатка с использованием электрического источника УФ-излучения требуется примерно 15 минут. Проверьте технические характеристики вашей смолы, чтобы узнать рекомендуемое время отверждения.
После того, как вы вручную отпечатаете несколько смоляных отпечатков, вы можете быть готовы ускорить процесс с помощью купленной в магазине станции для стирки и отверждения.
(Изображение предоставлено Tom’s Hardware)
Дизайны «все в одном» очень популярны и имеют размеры, соответствующие вашему полимерному принтеру. Эти машины работают в основном одинаково, имея одно моторизованное основание, которое вращает мешалку для процесса стирки и поворотный стол для этапа отверждения. В этой статье я использую Anycubic Wash & Cure Plus .0048 (откроется в новой вкладке).
Эти машины работают в основном одинаково, имея одно моторизованное основание, которое вращает мешалку для процесса стирки и поворотный стол для этапа отверждения. В этой статье я использую Anycubic Wash & Cure Plus .0048 (откроется в новой вкладке).
Для таких больших устройств, как этот, требуется много изопропилового спирта – этот может вместить до 2 галлонов чистящего средства. Я до сих пор использую отдельную емкость с изопропиловым спиртом для первой стирки, чтобы бак машины оставался чистым как можно дольше.
Благодаря процессу перемешивания вам не нужно чистить модели вручную, и они выходят чистыми с первого раза. Таймер также более удобен, позволяя вам заняться чем-то другим, пока машина выполняет работу.
1. Накройте рабочую поверхность силиконовым ковриком или пластиковым листом.
2. Наденьте защитное снаряжение – перчатки и очки.
3. Заполните водонепроницаемый контейнер и бак для промывки и отверждения изопропиловым спиртом . Они не должны быть полными, просто достаточно глубокими, чтобы покрыть большую часть вашей модели.
Они не должны быть полными, просто достаточно глубокими, чтобы покрыть большую часть вашей модели.
4. Снимите рабочий стол и модель с принтера, стараясь не капать за пределы ванны. Используйте шпатель, чтобы соскребать излишки смолы обратно в чан.
5. Поместите рабочий стол на покрытую рабочую поверхность или пластиковый поднос.
6. Установите край металлического скребка на опоры модели и аккуратно соскребите их с пластины.
7. Поместите модели в контейнер с изопропиловым спиртом, закройте плотно крышкой и аккуратно перемешайте жидкость в течение примерно 30 секунд.
8. Снимите модель рукой в перчатке или щипцами.
9. Снимите опоры . При необходимости используйте боковые резаки.
10. Поместите модель в бак для промывки и отверждения . Установите таймер на 2 минуты.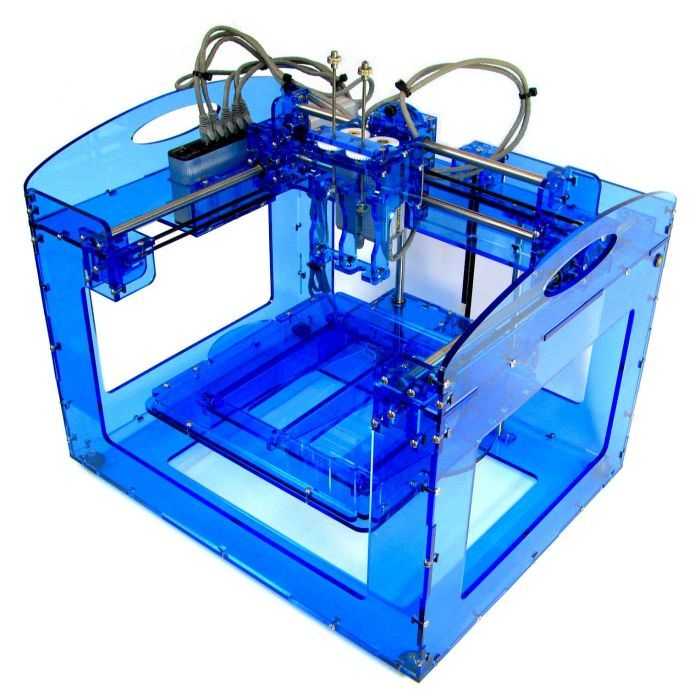
(Изображение предоставлено Tom’s Hardware)
11. Высушите модели . Используйте фен, если вы спешите.
12. Извлеките бак из системы промывки и отверждения. Установите поворотный стол на основание.
13. Поместите модель в режим стирки и полимеризации . Замените крышку.
(Изображение предоставлено Tom’s Hardware)
14. Установите таймер на 15 минут . Всегда проверяйте рекомендуемое время отверждения на веб-сайте производителя смолы, некоторые смолы требуют большего или меньшего отверждения.
Что делать, если оттиск смолы все еще липкий?
Если отпечаток после полимеризации все еще липкий, не беспокойтесь — его можно спасти! Все, что вам нужно сделать, это снова очистить его изопропиловым спиртом и зубной щеткой, а затем вернуться к ультрафиолетовому излучению для еще одного вращения.
Альтернативы изопропиловому спирту
91% изопропиловый спирт может быть дорогим и иногда его трудно найти, но есть альтернатив .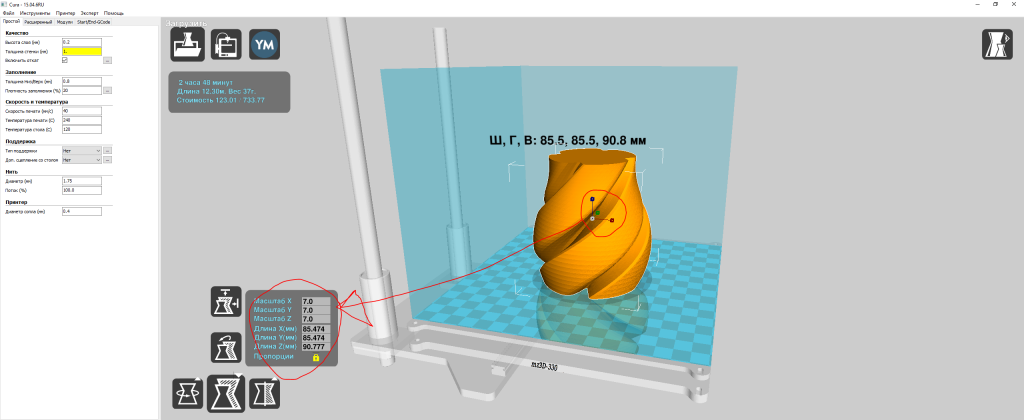 Вы также можете использовать чистящее средство Mean Green, денатурированный спирт и ацетон.
Вы также можете использовать чистящее средство Mean Green, денатурированный спирт и ацетон.
Mean Green в настоящее время является самой дешевой альтернативой и очищает почти так же хорошо, как изопропиловый спирт.
Как насчет ультразвуковых очистителей?
Некоторые производители используют ультразвуковой очиститель вместо машины для промывки и отверждения. Они очень эффективны, но их следует использовать с осторожностью. Никогда не заполняйте ультразвуковой очиститель легковоспламеняющимися жидкостями, такими как изопропиловый спирт, которые могут распыляться машиной и вызывать пожар. Используйте их только с негорючим чистящим средством, таким как Mean Green.
Что делать со смоляным мусором?
Чтобы правильно утилизировать мусор из смолы, вы должны просушить все с помощью УФ-излучения, прежде чем выбрасывать его в обычный мусор. Мусор можно пропустить через станцию отверждения или положить в прозрачный пакет и выставить на солнечный свет.
Всего комментариев: 0