Циклы сверления fanuc 0i фрезерные: Цикл сверления G81 Fanuc и Haas
Содержание
Цикл сверления G81 Fanuc и Haas
Цикл сверления G81 используется для простых операций сверления / точечного сверления.
Элементы управления фрезерными станками с ЧПУ, такие как Fanuc, Haas и т. д., имеют множество стандартных постоянных циклов, встроенных в систему управления с ЧПУ, эти постоянные циклы облегчают жизнь программиста / установщика / оператора станка с ЧПУ, поскольку постоянные циклы легко программировать и отлаживать.
Синтаксис
G81 X... Y... Z... R... K... F...
| Параметр | Описание |
|---|---|
| X | Положение отверстия по оси X. |
| Y | Положение отверстия по оси Y. |
| Z | Глубина, инструмент будет перемещаться с подачей на глубину Z, начиная с плоскости R. |
| R | Положение плоскости R. |
| K | Количество повторений цикла (при необходимости) |
| F | Скорость подачи. |
После определения цикла сверления G81 постоянный цикл повторяется в каждой позиции XY в последовательных кадрах. Таким образом, он должен быть отменен с помощью G80.
Использование
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 X30 N60 Y30 N70 X90 N80 Y10 N90 G80
В приведенном выше примере сверление начнется с цикла сверления G81 в X10 Y30, поэтому первое сверление будет в X10 Y30, затем второе в Y10, третье в X30, четвертое в Y30, пятое в X90 и последнее в Y10, потому что следующий блок имеет код G80, поэтому цикл сверления больше не будет повторяться.
Работающий
Здесь кратко описано, как работает цикл сверления G81,
1- Ускоренный переход к заданному положению оси x, y (положение сверления).
2- Ускоренный переход в положение плоскости R.
3- Сверление с заданной подачей из положения R-плоскости в положение Z-глубины.
4- Ускоренный переход на начальный уровень или R-плоскость зависит от режимов G98, G99.
Рабочий цикл сверления G81
G98 G99 Режимы
После завершения глубины сверления возврат осуществляется с помощью быстрой подачи, высоту возврата можно регулировать с помощью G98 или G99.
G98 Drill вернется на начальный уровень
G99 Drill вернется в R-плоскость.
G98, G99 можно использовать несколько раз во время цикла сверления.
Пример
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Повторное сверление
С помощью цикла сверления G81 операцию сверления можно повторять несколько раз. Сверление повторяется K раз, если этот параметр задан с циклом сверления G81.
Повторное сверление обычно используется в инкрементальном режиме G91, и хорошим примером повторного сверления является сверление по решетчатой пластине. ниже приведен пример повторного сверления.
Рабочие примеры
Пример цикла сверления G81
Н10 Т1 М06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 Н01 Z5 M08 N50 G81 Z-10 R2 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
G98 G99 Пример
Использование цикла сверления G81 с G98 G99
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G81 X12.5 Y10 Z-17 R2 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
Пример повторного сверления G81
Повторное сверление с циклом сверления G81
T1 M6 G00 G90 G40 G21 G17 G94 G54 X0 Y0 S1000 M03 G43 h2 Z100 Z3 G81 G99 G91 X20 Y20 R3 Z-20 K3 F100 M08 G80 G00 G90 Z100 M30
ИЛИ
T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y20 S1000 M03 G43 h2 Z100 Z3 G81 G99 R3 Z-20 F100 M08 G91 X20 Y20 K2 G80 G00 G90 Z100 M30
Сверление двухступенчатого блока с циклом сверления G81
Пример программы цикла сверления G81, который показывает, как можно экономично сверлить ступенчатый блок.
Программный код ЧПУ не требует пояснений, никаких сложных методов не используется.
Двухступенчатый блок для сверления G81
Пример кода программы фрезерования с ЧПУ с постоянным циклом сверления
N10 T4 M6 (СВЕРЛО 8 ”) N15 G90 G54 G00 X15 Y15 N20 S1000 M3 F100 N25 G43 H01 Z2 M8 N30 G81 R2 Z-42 N35 X65 N40 Y85 R-13 N45 X15 N50 G80 Z50 M5 N55 M30
Сверлильная сетка с циклом сверления G81 — Пример программы ЧПУ
Мастерские станков с ЧПУ имеют дело с разнообразными компонентами, конечно, машинисты с ЧПУ программируют и обрабатывают их.
Но специалисты по ЧПУ также должны понимать и применять на практике новые и экономичные способы обработки детали.
Следующий пример программирования с ЧПУ может быть запрограммирован различными способами. Метод программирования, используемый в этом примере программы, использует цикл сверления G81 с режимом инкрементального программирования G91, что упрощает программирование.
Система ЧПУ Fanuc использует K с циклом сверления G81 для повторения цикла сверления.
В системе ЧПУ Haas используется L для повторения цикла сверления G81.
Следующая программа с ЧПУ написана для станка с ЧПУ HAAS, но может быть легко преобразована для ЧПУ Fanuc.
Вы также можете прочитать другой пример программирования с ЧПУ, который показывает ту же технику для ЧПУ Siemens.
Программа для сверления решетчатой пластины с помощью G81
Сверлильная сетка с циклом сверления
03400 (сетка для сверления) T1 M06 G00 G90 G54 X1.0 Y-1.0 S2500 M03 G43 H01 Z.1 M08 G81 Z-1.5 F15. R.1 G91 X1.0 L9 G90 Y-2.0 (Или оставайтесь в G91 и повторите Y-1.0) G91 X-1.0 L9 G90 Y-3.0 G91 X1.0 L9 G90 Y-4.0 G91 X-1.0 L9 G90 Y-5.0 G91 X1.0 L9 G90 Y-6.0 G91 X-1.0 L9 G90 Y-7.0 G91 X1.0 L9 G90 Y-8.0 G91 X1.0 L9 G90 Y-9,0 G91 X1.0 L9 G90 Y-10,0 G91 X1.0 L9 G00 G90 G80 Z1.0 M09 G28 G91 Y0 Z0 M30
В приведенной выше программе с ЧПУ G90 Абсолютный режим программирования используется при запуске нового ряда для сверления. Хотя можно использовать программирование G91 Incremen0tal, но использование G90 делает эту программу легкой для чтения, понимания и отладки (если что-то пойдет не так).
Повторите сверление с циклом сверления G81 и программой примера G91
Вот еще один пример программирования цикла сверления G81, который иллюстрирует использование повторного сверления в режиме инкрементального программирования G91.
Повторное сверление с циклом сверления G81
Повторное сверление с циклом сверления G81 и G91
O1000 T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y10 S1000 M03 G43 h2 Z100 Z3 G81 G99 R3 Z-20 F350 M08 G91 X10 Y10 K4 G80 G00 G90 Z100 M30
Пример программы фрезерования с ЧПУ с постоянным циклом сверления
Пример кода программы фрезерования с ЧПУ с постоянным циклом сверления
O10075 N1 T16 M06 N2 G90 G54 G00 X0,5 Y-0,5 N3 S1450 M03 N4 G43 h26 Z1. M08 N5 G81 G99 Z- 0.375 R0.1 F9. N6 X1,5 N7 Y-1,5 N8 X0,5 N9 G80 G00 Z1. M09 N10 G53 G49 Z0. M05 N11 M30
Пояснение
O10075 Номер программы (в памяти ЧПУ много программ, поэтому они различаются по номеру).
N1- Замена инструмента (M06) на инструмент № 16
N2- Инструмент быстро перемещается (G00) в первую позицию сверления X0,5 Y-0,5 с учетом нулевого смещения-№. 1 (G54)
1 (G54)
N3- Шпиндель начинает вращаться по часовой стрелке (M03) со скоростью 1450 об / мин (S1450).
N4- Сверло проходит глубину Z1. с учетом коррекции на длину инструмента (G43 h26) включается подача СОЖ (M08).
N5- Параметры цикла сверления (G81), глубина сверления (Z) и подача резания (F) задаются, с помощью этой команды выполняется первое сверление в текущей позиции (X0,5 Y-0,5).
N6- По мере продолжения цикла сверления он работает с каждым перемещением оси, поэтому следующее сверление выполняется на X1,5
N7- Третье отверстие на Y-1.5
N8- Четвертое отверстие на X0,5
N9- Цикл сверления отменен (G80), охлаждающая жидкость отключена (M09).
N10- Принимая во внимание систему координат станка (G53), сверло переводится в положение Z0. Коррекция на длину инструмента отменяется (G49), вращение фрезы останавливается (M05).
N11- Программа обработки ЧПУ завершена.
Коды G и M
| Код | Описание |
|---|---|
| Т | Инструмент № использовал. |
| M06 | Команда смены инструмента. |
| G90 | Абсолютное программирование |
| G54 | Смещение нуля № 1 |
| G00 | Быстрый ход |
| S | Скорость вращения фрезы |
| M03 | Вращение фрезы по часовой стрелке |
| G43 | Компенсация длины инструмента. |
| M08 | Охлаждающая жидкость включена. |
| G81 | Цикл сверления Fanuc. |
| F | Скорость подачи. |
| G80 | Отмена стандартного цикла. |
| M09 | Охлаждающая жидкость отключена. |
| G53 | Выбор системы координат станка. |
| G49 | Отмена коррекции на длину инструмента. |
| M05 | Остановка вращения фрезы. |
| M30 | Конец программы обработки ЧПУ. |
Пример программы для изготовления детали на токарном обрабатывающем центре с приводным инструментом.
 Санкт Петербург
Санкт Петербург
* для изготовления детали с использованием приводного инструмента
Пример программы для изготовления «детали» на токарном станке с наклонной станиной и приводным инструментом ТС1720Ф4 с ЧПУ FANUC 0i-TD. Материал изделия – пруток Сталь 40Х Ø27мм, для производства использованы следующие инструменты:
1. Проходной резец (T1111)
2. Центровочное сверло (T0404)
3. Сверло Ø14 в осевом приводном блоке (T0303)
4. Сверло Ø9 в осевом приводном блоке (T0909)
5. Сверло Ø6 в радиальном приводном блоке (T0606)
6. Сверло Ø2,5 в радиальном приводном блоке (T1212)
7. Резьбовой резец (T1010)
8. Отрезной резец (T0101)
Рабочее время исполнения УП ≈ 15мин.
Кадры УП:
G18G21G40G54G80G97G99 шапка программы
Плоскость XZ(G18), ввод значений в миллиметрах(G21), отмена коррекции на инструмент(G40), выбор системы координат заготовки(G54), отмена постоянного цикла сверления(G80), отмена контроля постоянства скорости резания(G97), подача мм/об(G99) M3S600 запуск вращения шпинделя по часовой стрелке со скоростью 600 об/мин G30P3U0W0 выход в позицию смены инструмента
(PROTOCHKA)
T1111
G0X35Z0M8 выход в начальную точку, включение СОЖ
G1X-2F0.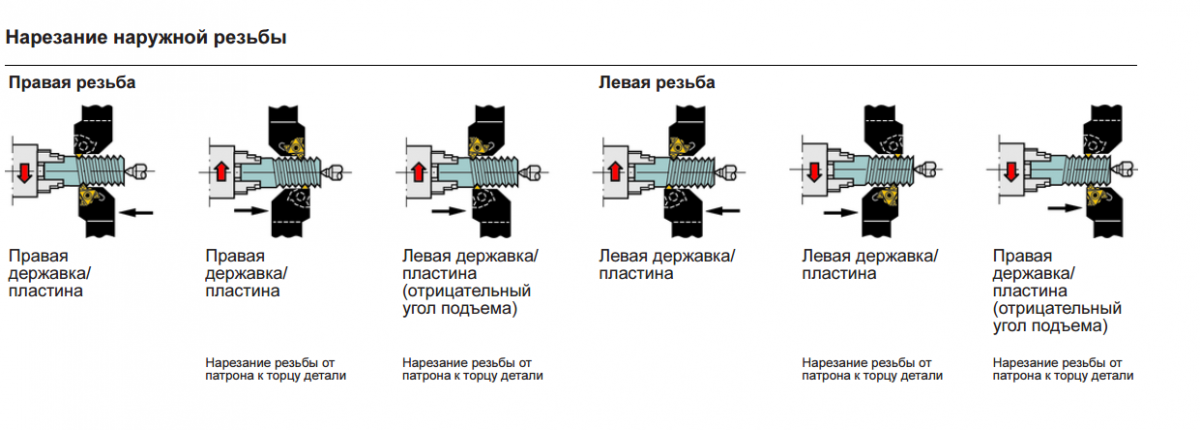 2
2
G0Z1
X28
G71U1R1
G71P1Q2U0.5F0.2 цикл съема припуска при точении
Съем по 2мм на диаметр (U1), величина отвода 2мм на диаметр (R1), обрабатывать кадры с N1(P1) по N2(Q2) со скоростью подачи 0.2 мм/об (F0.2), припуск на чистовую обработку по оси X 0.5мм на диаметр (U0.5)
N1G0X18
G1X19Z-17F0.15
Z-58.5
N2X28
S800 смена оборотов для чистовой обработки
G4X2 выдержка времени для завершения разгона шпинделя
G70P1Q2 цикл чистовой обработки, обрабатывать кадры с N1(P1) по N2(Q2)
M9 выключение СОЖ
G30P3U0W0
(CENTROVKA TORCA)
T0404
S1200
G0X0Z5
M8
G1Z-6F0.05
Z5F0.25
M5 останов шпинделя
M9
G30P3U0W0
(SVERLENIE D9)
T0909
M13S300 запуск вращения приводного инструмента по часовой стрелке
G0X0Z10
M8
M23 включение гидравлического тормоза шпинделя
G98 подача мм/мин
G83X0Z-60R-5Q3000F20 цикл сверления торцевой поверхности
Расположение отверстия по центру шпинделя(X0), сверлить до глубины -60мм(Z-60), подвод на быстром ходу на 5мм от начально точки(R-5), сверлить за один проход 3мм(Q3000), со скоростью подачи 20мм/мин
G80
M9
M15 останов приводного инструмента
G30P3U0W0
(SVERLENIE D14)
T0303
G98
M13S250
G0X0Z5
M8
G1Z-21. 5F45
5F45
Z5F300
M15
M9
G30P3U0W0
M24 отключение гидравлического тормоза шпинделя
(REZBA)
T1010
M3S1000
M8
G99
G0X-12Z5
G76P041060Q25R0.05
G76X-15Z-15P541Q50F1 многократный цикл нарезания резьбы
4 повторения на чистовой проход, сбег резьбы 1*45, угол вершины инструмента 60 (P041060), минимальная глубина реза 0,05мм на диаметр(Q25), допуск на чистовую обработку 0,1мм на диаметр(R0.05), внутренний диаметр резьбы (для внутренней резьбы) 15мм(X-15), длина резьбы 15мм(Z-15), высота резьбы на диаметр 1,082мм(P541), глубина первого прохода 0,1мм на диаметр(Q50), шаг резьбы 1мм(F1)
M9
M5
G30P3U0W0
N1(CENTROVKA POD D2.5)
T0606
M13S700
M25 перевод шпинделя в режим оси C
G98
G28C0 вывод оси C в ноль
G0X25
M8
Z-19.5
G87Z-19. 5C0X18.2R-2F70 цикл сверления боковой поверхности
5C0X18.2R-2F70 цикл сверления боковой поверхности
Расположение отверстия по оси Z -19.5мм(Z-19.5), ось C в нуле на первом отверстии(C0), сверлить до диаметра 18,2мм(X18.2), подвод на быстром ходу на 4мм(на диаметр) от начально точки(R-2), со скоростью подачи 70мм/мин (F70)
C30 поворот оси C на 30° после отработки цикла на одно отверстие, и далее выполнения цикла сверления
C60
C90
C120
C150
C180
C210
C240
C270
C300
C330
G80
M9
(SVERLENIE D6)
G0Z-27C0
G98
M8
G87Z-27C0X0R-2F40
C90
C180
C270
G80
G0Z-32C45
G87Z-32C45X0R-2F40
C135
C225
C315
G80
G0Z-36C0
G87Z-36C0X0R-2F40
C90
C180
C270
G80
G0Z-41C45
G87Z-41C45X0R-2F40
C135
C225
C315
G80
G0Z-45C0
G87Z-45C0X0R-2F40
C90
C180
C270
G80
G0Z-50C45
G87Z-50C45X0R-2F40
C135
C225
C315
G80
M15
M9
G30P3U0W0
(SVERLENIE D2. 5)
5)
T1212
G98
M13S1500
G28C0
G0X25
M8
Z-19.5
G87Z-19.5C0X5R-2F40
C30
C60
C90
C120
C150
C180
C210
C240
C270
C300
C330
G80
M26 выключение режима индексации по оси C
M15
M9
G30P3U0W0
(OTREZKA)
T0101
M3S600
G99
G0X25
Z-58
M8
M17 подвод ловителя детали к шпинделю
X22
G1X6F0.05
M18 отвод ловителя детали
G0X25
M9
G0Z0.654
X-37
G30P3U0W0
M5
M30 конец программы
Готовая деталь
Для обработки таких малых деталей на данном станке целесообразно также использовать податчик прутка.
Видео обработки детали по другому чертежу на токарном обрабатывающем центре ТС1720Ф4
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Циклы сверления Peck G73 и G83
Циклы сверления G73 и G83
способны к бурению с просверливанием. Основное отличие состоит в том, что шипы G73 не возвращаются выше поверхности материала.
во время каждого прохода, но вместо этого отступает от режущей поверхности, чтобы сломать стружку, а затем повторно нажимает, чтобы продолжить
срез. Ниже мы рассмотрим, как можно запрограммировать оба цикла, и ситуации, в которых нам потребуется использовать каждый из них.
Мы можем иметь еще больший контроль над некоторыми машинами, используя сверление с переменным шагом. Это функция, которую мы можем использовать для определения размера каждого шага резания, который удаляет меньше материала при каждом резе, чтобы увеличить срок службы инструмента, разбить стружку и помочь подавать охлаждающую жидкость на дно отверстия. Если мы не используем охлаждающую жидкость через шпиндель, это очень полезный метод. Я также рассказываю об этом в этой статье.
G83 X Y Z R P Q F
Цикл сверления с насечками G83 отводится над поверхностью компонента после каждого сверления. Высота в сложенном состоянии
контролируется значением R в строке кода.
Этот метод используется, когда во время резки присутствует скопление стружки, которую необходимо очистить. С использованием
С использованием
СОЖ под высоким давлением, направленная на кончик инструмента, помогает смывать стружку, скопившуюся на инструменте во время работы.
клещей, а также позволяет охлаждающей жидкости достигать дна отверстия, способствуя как смазке, так и охлаждению.
G73 X Y Z R Q F
Цикл сверления с насечкой G73 работает так же, как и G83. Основное отличие состоит в том, что каждый удар не возвращается в исходное положение.
положение зазора над отверстием, вместо этого сверло втягивается на заданное расстояние внутри отверстия. Это действует как чип
стружколома и часто упоминается как цикл ломки стружки.
Этот цикл часто используется при сверлении длинными сверлами, которые могут быть подвержены вибрации. Сохраняя дрель
внутри отверстия во время сверления время обработки сокращается, особенно при сверлении большого количества отверстий.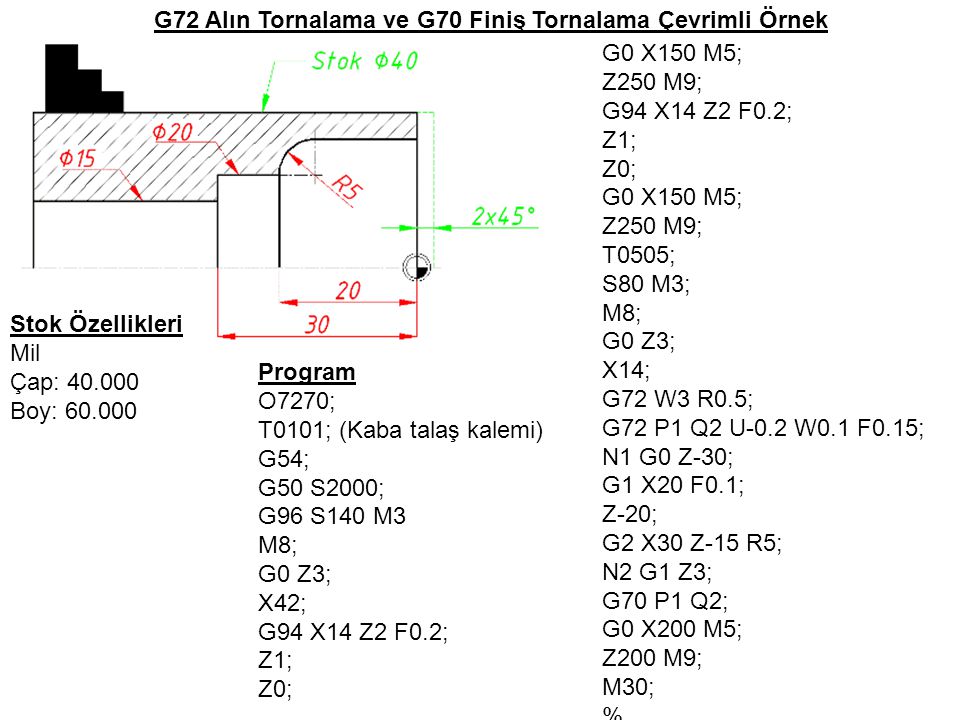
Значение Q в этом цикле относится к расстоянию, которое проходит сверло между каждым шагом. Расстояние отвода устанавливается в пределах параметров станка и обычно составляет 1,0 мм.
G83 X Y Z I J K R P F
В некоторых элементах управления можно лучше контролировать цикл клевания. Используя значения I, J и K, мы можем
уменьшайте количество материала, удаляемого на каждом клеве. Это используется для сверления глубоких отверстий и при сверлении твердых
материалы.
Первая глубина сверления перед его втягиванием определяется буквой «I», каждая глубина сверления после этого будет уменьшаться на величину «J». Размер будет уменьшаться до тех пор, пока не будет достигнута минимальная глубина, которую мы указываем буквой «K».
Размер будет уменьшаться до тех пор, пока не будет достигнута минимальная глубина, которую мы указываем буквой «K».
Давайте посмотрим, как это выглядит в программе.
Z15.0 М08;
G83 X10.0 Y10.0 Z-15.0 I5.0 J1.0 K1.0 R5.0 P500 F50.0;
Х40,0;
Г98 Х60.0;
Г99 Х40.0;
Г80;
Взгляните на строку G83, где происходит все действие.
Позиции X и Y сообщают машине, где находится первое отверстие относительно базы. Это не обязательно. Если
эти размеры не добавляются в этой строке, система управления будет считать, что сверло уже находится в нужном положении. «Я»
значение определяет количество материала, которое удалит первый шаг, в этом случае мы сверлим 5 мм перед нашим первым шагом.
втягивать. Следующий удар удалит 4 мм. Мы знаем это, так как значение «J» установлено на 1 мм, поэтому оно уменьшит количество
просверлены на 1 мм на каждом клюве. Как только размер шага достигнет 1,0 мм (K), количество материала перестанет уменьшаться.
удаляется и будет продолжать сверление с шагом 1 мм между каждым шагом до тех пор, пока не будет заархивирована окончательная глубина отверстия.
Кнопка «P» добавляет полсекунды задержки, когда сверло достигает глубины, это помогает очистить дно отверстия, если мы
сверление глухого отверстия, это можно не делать, если не требуется. Значение «P» указано в миллисекундах, следовательно, P500, а не P0,5.
Следует отметить, что разные элементы управления могут обрабатывать это по-разному, и этот пример является общим обзором. Это
Всегда рекомендуется читать руководство по эксплуатации станка, чтобы точно знать, как ваша система управления справляется со сверлением с переменным шагом.
G81, G73, G83: стандартные циклы сверления с глухим сверлением
Руководство по G-коду CNCCookbook
Что такое стандартные циклы?
До этого момента все движения выполнялись с помощью G00/G01 для линий и G02/03 для дуг. В этой главе мы вводим понятие «Постоянные циклы», которые допускают более сложные типы движения, направленные на упрощение программирования некоторых общих операций, таких как сверление отверстий.
Постоянные циклы часто являются модальными, как и другие движения. Например, как только мы выбираем цикл высокоскоростного сверления с насечкой с помощью G73, последующие координаты в более поздних строках указывают новые местоположения отверстий, где будет выполняться больше сверления с насечкой.
Постоянные циклы помогут вам сэкономить время на обычных операциях. Они сделают ваши программы ЧПУ короче и читабельнее. Это действительно то, для чего они нужны.
Но некоторые операции настолько уникальны для конкретных требований, что постоянный цикл не имеет смысла. Хорошим примером является бурение огнестрельным оружием.
Что такое «Цикл сверления с просверливанием»?
Термин, который вы часто слышите, это «засверливание». Это практика бурения на небольшом расстоянии (расстояние проклевки), отступления на некоторое расстояние, а затем опускания на дно, чтобы сделать еще один прокол. Думайте о движении, как о дятле.
Повторная нарезка стружки всегда отрицательно сказывается на сроке службы инструмента. Целью сверления с насечками является улучшенная эвакуация стружки. В отверстии достаточно места только для стружки, которая входит в канавки спирального сверла, и чем глубже отверстие, тем труднее удалить эту стружку из отверстия. Сверление с засверливанием способствует эвакуации стружки двумя способами.
Целью сверления с насечками является улучшенная эвакуация стружки. В отверстии достаточно места только для стружки, которая входит в канавки спирального сверла, и чем глубже отверстие, тем труднее удалить эту стружку из отверстия. Сверление с засверливанием способствует эвакуации стружки двумя способами.
Во-первых, даже очень короткий шаг с минимальным отводом помогает отколоть стружку, в результате чего стружка становится короче. Более короткую стружку удалить намного легче — она легче и с меньшей вероятностью спутывается, чем длинная стружка.
Во-вторых, если спиральное сверло отводится на значительное расстояние, это помогает уменьшить расстояние, на которое спираль спирального сверла должна переносить стружку.
Одна вещь, которую важно избегать при сверлении с насечками, это не позволять охлаждающей жидкости или воздуху/туману смывать стружку обратно в отверстие. По этой причине лучшие циклы сверления с просверливанием сверла не будут полностью вытягивать спиральное сверло из отверстия.
Еще одна вещь, которую следует иметь в виду, это то, что большинство производителей не рекомендуют сверла с насечкой для твердосплавных сверл. Это увеличивает тенденцию к выкрашиванию хрупкого карбида.
Есть несколько эмпирических правил о том, когда вам нужно начать использовать цикл сверления Peck, а не просто погружаться прямо вниз. Большинство производителей инструмента рекомендуют начинать, когда глубина отверстия составляет 4 диаметра. Калькулятор G-Wizard напомнит вам, если вы забудете.
Различные типы стандартных циклов сверления и их применение
Поскольку существует довольно много различных типов постоянных циклов сверления, проще всего классифицировать их в виде таблицы:
| Код G | Назначение | Пек | Втянуть | Дно отверстия |
|---|---|---|---|---|
Г73 | Высокоскоростное сверление с центральным сверлением на небольшой глубине | Да | Рапид | |
Г74 | Цикл нарезания резьбы левой рукой | Корм | Задержка -> Шпиндель по часовой стрелке | |
Г76 | Цикл чистового растачивания | Рапид | Ориентированная остановка | |
Г81 | Цикл сверления без приращения, Глубина сверления <= 3 диаметра | Рапид | ||
Г82 | Цикл точечного сверления | Рапид | Жилье | |
Г83 | Сверление с центральным сверлением для более глубоких отверстий | Да | Рапид | |
Г84 | Цикл нарезания резьбы метчиком | Корм | Задержка -> шпиндель против часовой стрелки | |
Г85 | Цикл сверления | Корм | ||
Г86 | Цикл сверления | Рапид | Останов шпинделя | |
Г87 | Цикл обратного растачивания | Рапид | Шпиндель по часовой стрелке | |
Г88 | Цикл сверления | Руководство | Задержка -> Остановка шпинделя | |
Г89 | Цикл сверления | Подача | Жилье |
Как видите, циклы можно разделить в зависимости от их назначения — сверление, растачивание или нарезание резьбы, являются ли они циклами сверления с просверливанием, как они втягиваются и что-либо особенное, что происходит на дне отверстия . Например, гашение помогает обеспечить гладкую поверхность дна отверстия и удаляет всю стружку со дна отверстия. Попадание стружки между вершиной сверла и дном отверстия, когда сверло опускается для следующего сверления, значительно увеличивает износ инструмента, особенно при работе с деформационно-упрочняемыми материалами, такими как нержавеющая сталь.
Например, гашение помогает обеспечить гладкую поверхность дна отверстия и удаляет всю стружку со дна отверстия. Попадание стружки между вершиной сверла и дном отверстия, когда сверло опускается для следующего сверления, значительно увеличивает износ инструмента, особенно при работе с деформационно-упрочняемыми материалами, такими как нержавеющая сталь.
Попробуйте наш симулятор и редактор G-кода бесплатно
Структура базового цикла: G81
Существует множество параметров и опций, связанных с циклами сверления, поэтому давайте начнем с относительно простого один: G81. G81 не выполняет проклевывания и не имеет специальной операции на дне отверстия. Он просто опускается со скоростью подачи, а затем втягивается.
Давайте использовать этот пример блока G81:
Z1.0 (начальный Z)
x10y12 (xy для первого отверстия)
G99 G81 R0. 2 Z-0,7
2 Z-0,7
x10y14 (xy для второй отверстия)
x10y16 (xy для третьей отверстия)
G80 (Cancel Consed Cycle)
313
G80 (Cancel Consed)
121 здесь. Здесь SHEMATIS HE SHEMATIS HE SHEMATIS HRESE ЗДЕСЬ. как это работает:
Следуя схеме:
– Сначала станок переходит к координатам X и Y отверстия или соответствующей паре координат, если выбрана плоскость, отличная от G17. В нашем примере это координаты X10Y12.
– Во-вторых, инструмент быстро опускается прямо в положение R, установленное словом «R» цикла. Мы вошли на Z 1,0″. R составляет 0,2 дюйма, поэтому мы быстро уменьшаем его с 1,0 дюйма до 0,2 дюйма.
— Затем мы вводим количество равное Z. Другими словами, Z определяет глубину сверления , а не конкретную координату. Эта глубина сверления измеряется от R. Таким образом, при R 0,2″ и глубине (Z) 0,7″ мы опускаемся до Z = -0,5″. Не забудьте внимательно подсчитать, так как R всегда будет немного выше верха материала, и вам придется добавить его к фактической глубине сверления, чтобы получить Z.
Таким образом, при R 0,2″ и глубине (Z) 0,7″ мы опускаемся до Z = -0,5″. Не забудьте внимательно подсчитать, так как R всегда будет немного выше верха материала, и вам придется добавить его к фактической глубине сверления, чтобы получить Z.
– Наконец, мы отступаем на пороговой скорости. Теперь отвод может работать одним из двух способов и модифицируется с помощью G98 и G99.
Изменение отвода с помощью G-кодов G98 и G99
G-коды G98 и G99 используются для изменения поведения отвода стандартных циклов сверления. Если действует G98 (указано перед циклом, например G99, показанное выше), отвод возвращается к исходной высоте Z. Если действует G99, отвод осуществляется на высоту R. Возможность вернуться к исходной высоте Z с помощью G9.8 на случай наличия препятствий между отверстиями, таких как зажимы или другие элементы детали.
Несколько отверстий, пока G80 не отменит цикл
Как уже упоминалось, эти циклы сверления являются модальными.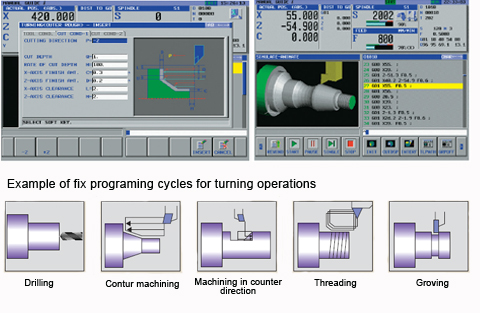 Это означает, что вы можете просто получить набор координат XY после запуска цикла, и машина с радостью выполнит цикл в каждом месте. Чтобы отменить цикл, используйте G80. После выполнения G80 машина возвращается в режим G00.
Это означает, что вы можете просто получить набор координат XY после запуска цикла, и машина с радостью выполнит цикл в каждом месте. Чтобы отменить цикл, используйте G80. После выполнения G80 машина возвращается в режим G00.
В приведенном выше примере мы получаем 3 отверстия до того, как G80 отменит постоянный цикл.
Моделирование для упрощения, понимания и проверки
Сейчас вы, вероятно, думаете, что вода глубокая, холодная и движется довольно быстро — циклы бурения, особенно циклы клевания, сложны!
Пока не привыкнешь. Сложность заключается в том, чтобы дать вам все варианты, необходимые для решения множества ситуаций. Однако есть и хорошие новости, независимо от того, пытаетесь ли вы просто учиться или активно разрабатываете и тестируете циклы сверления в своем g-коде. Вы можете использовать симулятор G-кода, чтобы упростить их понимание и работу с ними. Если вы еще этого не сделали, зайдите в наш редактор/симулятор G-Wizard G-Code и зарегистрируйтесь. Это даст вам в руки первоклассный симулятор G-кода, который значительно облегчит понимание и работу с циклами сверления.
Это даст вам в руки первоклассный симулятор G-кода, который значительно облегчит понимание и работу с циклами сверления.
Вот снимок части экрана GWE, на которой показан фон того, что делает машина, а также то, что мы называем «подсказкой», объясняющей постоянный цикл простым языком:
Красные линии — это пороги. а зеленые линии показывают скорость подачи…
На заднем плане четко видны три просверливаемых отверстия. Подсказка (область синего цвета внизу) сообщает нам исходную строку кода, а также 4 разных подсказки:
— напоминает нам, что G99 означает возврат к исходной плоскости R после каждого отверстия.
— Это говорит нам, что G81 — это простой цикл сверления.
— Мы знаем, что отвод будет до Z = 0,2″
— Наконец, мы знаем, что дно отверстия находится на Z = -0,5″, именно там, где мы хотели.
Очень полезно иметь такие инструменты под рукой, когда вы пытаетесь работать с постоянными циклами.
Относительное против абсолютного и повторения
В приведенном выше примере G81 мы видели, что постоянный цикл является модальным, поэтому мы можем просто продолжать задавать значения XY и сверлить кучу отверстий. Существует еще один подход, который можно использовать для нескольких отверстий, предполагая, что они имеют одинаковые интервалы, и заключается в использовании относительных координат и повторений.
G82 — Цикл сверления
G82 — это цикл сверления, который не выполняет рассверливание, а остается на дне отверстия. Это повышает точность определения глубины отверстия.
Типичный G82 выглядит так:
G82 XYZ Р П Ф Л
XY: Координаты отверстия
Z: Дно отверстия
R: Позиция отвода по Z. Движения от начальной Z до R выполняются на высоких скоростях.
От R до дна отверстия выполняется на скорости подачи.
P: Время пребывания на дне отверстия.
F: скорость рабочей подачи
L: Количество повторов
После того, как сверло достигнет дна отверстия и закончит остановку, втягивание происходит с максимальной скоростью.
G-код G83 — цикл глубокого сверления
G-код — это цикл сверления, который полностью отводится из отверстия при каждом шаге сверления. Таким образом, он лучше подходит для глубокого сверления, чем цикл G73. G83 также допускает задержку на дне отверстия. Это повышает точность определения глубины отверстия.
Типичный G83 выглядит так:
G83 XYZ R P Q F L
XY: Координаты отверстия
Z: Дно отверстия
R: Позиция отвода по Z. Движения от начальной Z до R выполняются на высоких скоростях.
От R до дна отверстия выполняется на скорости подачи.
P: Время выдержки на дне отверстия.
В: Глубина увеличивается с каждым шагом.
F: скорость рабочей подачи
L: Количество повторов
После того, как сверло достигнет дна отверстия и закончит остановку, втягивание происходит с максимальной скоростью.
G73 G-Code-Высокоскоростное бурение на мелководье
G84 G-Code -Цикл постукивания
G74 G-Code-реверс (слева) Tpape) Tapp G85 G-код-Священный цикл G86 G-код-Скучный цикл G87 G-код-Back Borgy Cycl G88 G-Code-Boring Cycle G88 G-Code-Boring Cycle G88 G-Code-Boring G88 G-Code-Boring г. G-код G76 — цикл прецизионного растачивания Как насчет еще более глубоких отверстий? Мы думаем о глубоком сверлении с точки зрения диаметра сверла. Глубоким отверстием считается любое отверстие глубиной более 5 диаметров. Чем глубже вы идете, тем сложнее становится. Необходимы различные методы, и циклы сверления с просверливанием — только один из них. Вот удобная таблица, которая поможет вам быть в курсе различных методов: Чтобы узнать больше обо всех других методах, ознакомьтесь с нашей статьей «Сверление глубоких отверстий». Упражнения 1. Найдите книгу по программированию для вашего контроллера и прочитайте главу о постоянных циклах, чтобы увидеть, как они работают. 2. Правильно настройте G-Wizard Editor для постоянных циклов вашего контроллера. — Скучный Цикл
— Скучный Цикл 
Всего комментариев: 0