G code программа: Лучшие программы для станков с ЧПУ
Содержание
G — код (УП)
Управляющая программа для ЧПУ станка состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от ЧПУ) может начинаться с номера кадра (N1…N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
G — подготовительная функция.
M — вспомогательная функция.
S — функция главного движения.
F — функция подачи.
T, D, H — функции инструмента.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G00 — быстрое позиционирование.
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
G01 — линейная интерполяция.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
G02 — круговая интерполяция по часовой стрелке.
Функция GO2 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
G03 — круговая интерполяция против часовой стрелки.
Функция GO3 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.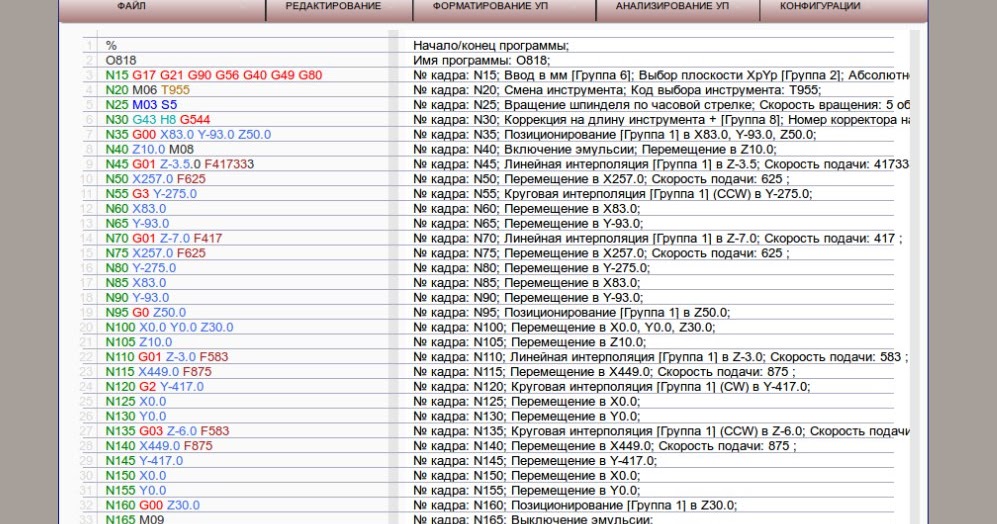
Код G03 отменяется кодами: G00, G01, G02.
G04 — пауза.
Функция G04 — команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 — пауза 2.5 секунды, G04 Р1000 — пауза 1 секунда.
G17 — выбор плоскости XY.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G18 — выбор плоскости XZ.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G19 — выбор плоскости YZ.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G20 — ввод дюймовых данных.
Функция G20 активизирует режим работы с дюймовыми данными.
G21 — ввод метрических данных.
Функция G21 активизирует режим работы с метрическими данными.
G40 — отмена коррекции на радиус инструмента.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
G41 — левая коррекция на радиус инструмента.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G42 — правая коррекция на радиус инструмента.
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
Программируется вместе с функцией инструмента (D).
G43 — коррекция на положение инструмента.
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
G52 — локальная система координат.
СЧПУ позволяет устанавливать кроме стандартных рабочих систем координат (G54-G59) еще и локальные. Когда СЧПУ станка выполняет команду G52, то начало действующей рабочей системы координат смещается на значение указанное при помощи слов данных X, Y и Z. Код G52 автоматически отменяется с помощью команды G52 ХО YO Z0.
G54 — G59 — заданное смещение.
Смещение рабочей системы координат детали относительно системы координат станка.
G68 — вращение координат.
Код G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17, G18 и G19. Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 — G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120.
Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 — G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120.
G69 — отмена вращения координат.
Код G69 отменяет режим вращения координат G68.
G73 — высокоскоростной цикл прерывистого сверления.
Цикл G73 предназначен для сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента. Движение в исходное положение после обработки идет на ускоренной подаче.
G74 — цикл нарезания левой резьбы.
Цикл G74 предназначен для нарезания левой резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G80 — отмена постоянного цикла.
Функция, которая отменяет любой постоянный цикл.
G81 — стандартный цикл сверления.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
G82 — сверление с выдержкой.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче.
G83 — цикл прерывистого сверления.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
G84 — цикл нарезания резьбы.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G85 — стандартный цикл растачивания.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на рабочей подаче.
G86 — цикл растачивания с остановкой вращения шпинделя.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
G87 — цикл растачивания с отводом вручную.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
G90 — режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
G91 — режим относительного позиционирования.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
G94 — скорость подачи в дюймах/миллиметрах в минуту.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах за 1 минуту (если действует функция G20) или в миллиметрах за 1 минуту (если действует функция G21). Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95.
Код G94 отменяется кодом G95.
G95 — скорость подачи в дюймах/миллиметрах на оборот.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах на 1 оборот шпинделя (если действует функция G20) или в миллиметрах на 1 оборот шпинделя (если действует функция G21). Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
G98 — возврат к исходной плоскости в цикле.
Если постоянный цикл станка работает совместно с функцией G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Функция G98 отменяется при помощи G99.
G99 — возврат к плоскости отвода в цикле.
Если постоянный цикл станка работает совместно с функцией G99, то инструмент возвращается к плоскости отвода между всеми обрабатываемыми отверстиями. Функция G99 отменяется при помощи G98.
G-код (УП) можно создать вручную или автоматизировано в таких программах, например, как ArtCam.
На исполнение G-код запускается в программах управления станком Mach4 и KCam.
G-code — ТХАБ.РФ
G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. Окончательная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ISO утвердил G-код как стандарт ISO 6983-1:2009, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-код обозначается как код ИСО 7-бит (ISO 7-bit).
G-код кодировали на 8-дорожечную перфоленту в коде ISO 7-bit (разработан для представления информации УЧПУ в виде машинного кода так же, как и коды AEG и PC8C), восьмая дорожка использовалась для контроля чётности.
Производители систем УЧПУ (CNC), как правило, используют ПО управления станком, для которого написана (оператором) программа обработки в качестве осмысленных команд управления, используется G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению. [1]
[1]
Содержание
- 1 Структура программы
- 1.1 Основные требования к структуре
- 1.2 Описание и вызов подпрограмм
- 2 Сводная таблица кодов
- 3 Таблица основных команд
- 4 Таблица технологических кодов
- 5 Параметры команд
- 6 Пример
- 7 См. также
- 8 Примечания
- 9 Ссылки
Структура программы
Основные требования к структуре
Программа, написанная с использованием G-кода, имеет жёсткую структуру. Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (CR/LF) и может иметь явно указанный номер, начинающийся с буквы N, за исключением первого кадра программы и комментариев. Первый (а в некоторых случаях ещё и последний) кадр содержит только один необязательный знак «%». Завершается программа командами M02 или M30.
Комментарии к программе размещаются в круглых скобках. Комментарий может располагаться как в отдельной строке, так и после программных кодов. Недопустимо оформлять в качестве комментария несколько строк, охваченных парой круглых скобок.
Комментарий может располагаться как в отдельной строке, так и после программных кодов. Недопустимо оформлять в качестве комментария несколько строк, охваченных парой круглых скобок.
Команды в каждом кадре выполняются одновременно, поэтому порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды (например, выбор рабочей плоскости, скоростей перемещений по осям и др.), затем задание координат
перемещения, затем выбора режимов обработки и технологические команды.
Максимальное число элементарных команд и заданий координат в одном кадре зависит от конкретного интерпретатора языка управления станками, но для большинства популярных интерпретаторов не превышает 6.
Координаты задаются указанием оси с последующим числовым значением координаты. Целая и дробная части числа координаты разделяются десятичной точкой. Допустимо опускание незначащих нулей, либо их добавление. Также в подавляющем количестве интерпретаторов допустимо не добавлять десятичную точку к целым числам.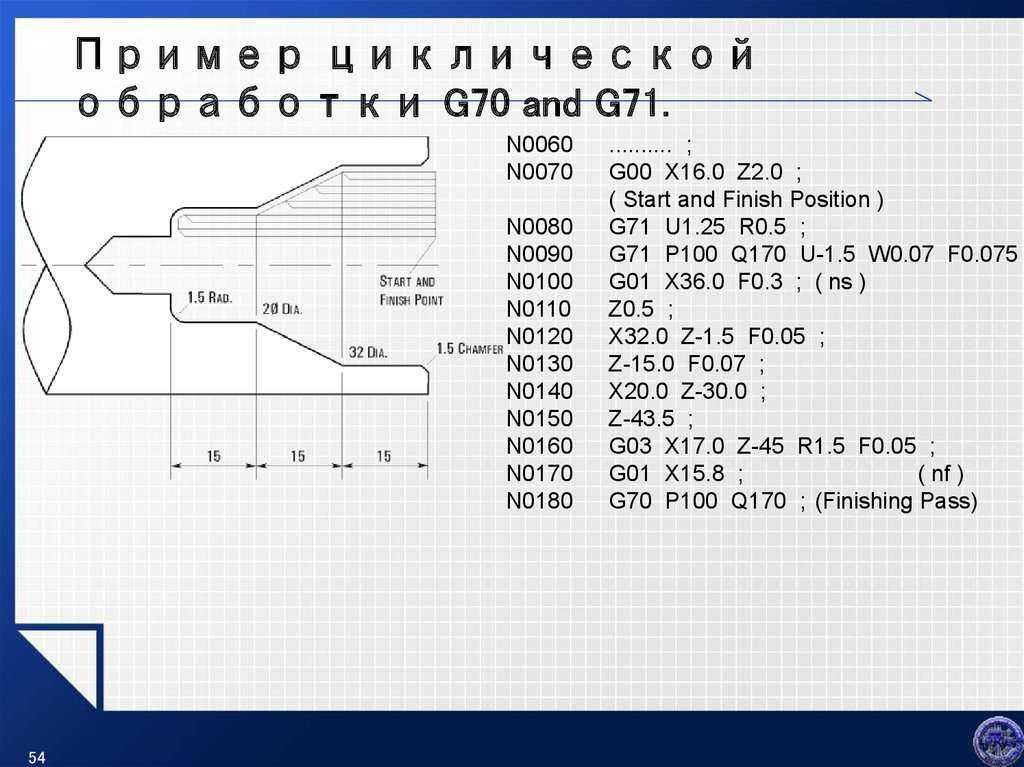 Например: Y0.5 и Y.5, Y77, Y77. и Y077.0.
Например: Y0.5 и Y.5, Y77, Y77. и Y077.0.
Интерпретатор кода запоминает значение введённых параметров и настроек до их смены очередной командой, поэтому необязательно указание в каждом кадре, например, скорости перемещения инструмента.
Описание и вызов подпрограмм
Язык допускает многократное исполнение однократно записанной последовательности команд и перемещений инструмента, вызываемую из разных частей программы, например, вырезания в листовой заготовке многих отверстий с одинаковым сложным контуром, расположенных в разных местах будущей детали. При этом в теле подпрограммы описывается траектория движения инструмента для вырезания одного отверстия, а в программе производится многократный вызов подпрограммы. В теле подпрограммы перемещения инструмента задаются в относительных координатах — координатах связанных с формой отверстия, переход к относительной системе координат (иногда такую систему координат называют «инкрементной») производится командой G91 в начале тела подпрограммы, а возврат к абсолютной системе координат командой G90 — в конце тела подпрограммы.
Тело подпрограммы обязательно должно быть описано до команды конца программы — М30, но допустимо расположение подпрограммы после команды М02 — конца программы и иметь имя, начинающееся с буквы О с цифрами номера подпрограммы, например, О112. В конце тела подпрограммы помещается команда возврата в основную программу — М99.
В программе вызов подпрограммы производится командой М98 с указанием обязательного параметра имени подпрограммы P. Недопустимо совпадение имён подпрограмм в пределах одной программы. Пример вызова подпрограммы O112: M98 P112. Допустимо при вызове подпрограммы указание числа вызовов подпрограммы добавлением необязательного параметра L, например, двукратный вызов подпрограммы 112: M98 P112 L2, что, например, может быть полезно при описании выполнения второго прохода чистовой обработки после первого прохода черновой обработки. При опущенном параметре L подпрограмма вызывается однократно.
Допустимо вложение подпрограмм, то есть из подпрограммы возможен вызов другой подпрограммы. Максимально допустимое число уровней вложения зависит от реализации конкретного интерпретатора G-кода.
Максимально допустимое число уровней вложения зависит от реализации конкретного интерпретатора G-кода.
- Пример программы вырезания 2 прямоугольных отверстий 10×20 мм с координатами левого нижнего угла отверстий x=57, y=62 и x=104, y=76 в листовой заготовке толщиной 5 мм с вызовом подпрограммы описывающей вырезание 1 отверстия
... (Фрагмент программы) G00 X57 Y62 (позиционирование по X, Y на 1-е отверстие) M98 P112 (вырезание 1-го отверстия) G00 X104 Y76 (позиционирование по X, Y на 2-е отверстие) M98 P112 (вырезание 2-го отверстия) ... М02 (Конец программы) ... (Тело подпрограммы) O112 (Метка подпрограммы, номер 112) G00 F300 Z1 (Подвод инструмента на высоту 1 мм над поверхностью заготовки со скоростью 300 мм/мин) В G00 функция подачи F не задается!! G01 F40 Z-5.5 (Врезание инструмента на глубину -5,5 мм в заготовку со скоростью 40 мм/мин) G91 (Переход в относительную систему координат, в этой системе вначале X=0, Y=0) G01 F20 X10 (Вырезание 1-й стороны прямоугольника со скоростью 20 мм/мин) Y20 (Вырезание 2-й стороны прямоугольника со скоростью 20 мм/мин) X0 (Вырезание 3-й стороны прямоугольника со скоростью 20 мм/мин) Y0 (Вырезание 4-й стороны прямоугольника со скоростью 20 мм/мин) G90 (Переход в абсолютную систему координат, восстановление текущих координат до перехода в относительную систему) G00 F300 Z5 (Подъём инструмента на высоту 5 мм над поверхностью заготовки со скоростью 300 мм/мин) M99 (Возврат в вызывавшую программу или подпрограмму) ... М30 (Конец интерпретируемого кода программы. После исполнения этой команды указатель номера кадра устанавливается на 1-ю строку программы)
Сводная таблица кодов
Основные (называемые в стандарте подготовительными) команды языка начинаются с буквы G:
- Перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое)
- Выполнение типовых последовательностей (таких, как обработка отверстий и резьба)
- Управление параметрами инструмента, системами координат, и рабочих плоскостей
| Коды | Описание |
|---|---|
| G00-G03 | Позиционирование инструмента |
| G17-G19 | Переключение рабочих плоскостей (XY, ZX, YZ) |
| G20-G21 | Не стандартизовано |
| G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
| G53-G59 | Переключение систем координат |
| G80-G85 | Циклы сверления, растачивания, нарезания резьбы |
| G90-G91 | Переключение систем координат (абсолютная, относительная) |
Таблица основных команд
| Команда | Описание | Пример |
|---|---|---|
| G00 | Ускоренное перемещение инструмента (холостой ход) | G0 X0 Y0 Z100. |
| G01 | Линейная интерполяция | G01 X0. Y0. Z100. F200. |
| G02 | Круговая интерполяция по часовой стрелке | G02 X15. Y15. R5. F200. |
| G03 | Круговая интерполяция против часовой стрелки | G03 X15. Y15. R5. F200. |
| G04 | Задержка выполнения программы, способ задания величины задержки зависит от реализации системы управления | G04 P500; |
| G10 | Задать новые координаты для начала координат | G10 X10. Y10. Z10. |
| G15 | Полярная система координат (X радиус Y угол) | G15 X15. Y22.5 |
| G16 | Отмена полярной системы координат | G16 X15. Y22.5 |
| G17 | Выбор рабочей плоскости X-Y | G17 |
| G18 | Выбор рабочей плоскости Z-X | G18 |
| G19 | Выбор рабочей плоскости Y-Z | G19 |
| G20 | Режим работы в дюймовой системе | G90 G20 |
| G21 | Режим работы в метрической системе | G90 G21 |
| G22 | Активировать установленный предел перемещений (Станок не выйдет за их предел) | G22 G01 X15. Y25. Y25. |
| G28 | Вернуться на референтную точку | G28 G91 Z0 Y0 |
| G30 | Поднятие по оси Z на точку смены инструмента | G30 G91 Z0 |
| G40 | Отмена компенсации радиуса инструмента | G1 G40 X0. Y0. F200. |
| G41 | Компенсировать радиус инструмента слева от траектории | G41 X15. Y15. D1 F100. |
| G42 | Компенсировать радиус инструмента справа от траектории | G42 X15. Y15. D1 F100. |
| G43 | Компенсировать длину инструмента положительно | G43 X15. Y15. Z100. h2 S1000 M3 |
| G44 | Компенсировать длину инструмента отрицательно | G44 X15. Y15. Z4. h2 S1000 M3 |
| G49 | Отмена компенсации длины инструмента | G49 Z100. |
| G53 | Отключить смещение начала системы координат станка | G53 G0 X0. Y0. Z0. |
| G54—G59 | Переключиться на заданную оператором систему координат | G54 G0 X0. Y0. Z100. Y0. Z100. |
| G61—G64 | Переключение режимов Точный Стоп/Постоянная скорость | |
| G68 | Поворот координат на нужный угол | G68 X0 Y0 R45. |
| G70 | Цикл продольного чистового точения | G70 P10 Q15. |
| G71 | Цикл многопроходного продольного чернового точения | G71 P10 Q15. D0.5 UO.2 W0.5 |
| G80 | Отмена циклов сверления, растачивания, нарезания резьбы метчиком и т. д. | G80 |
| G81 | Цикл сверления | G81 X0 Y0. Z-10. R3. F100. |
| G82 | Цикл сверления с задержкой | G82 X0. Y0. Z-10. R3. P100 F100. |
| G83 | Цикл прерывистого сверления (с полным выводом сверла) | G83 X0. Y0. Z-10. R3. Q8. F100. |
| G84 | Цикл нарезания резьбы | G95 G84 M29 X0. Y0. Z-10. R3 F1.411 |
| G90 | Задание абсолютных координат опорных точек траектории | G90 G1 X0. 5. Y0.5. F10. 5. Y0.5. F10. |
| G91 | Задание координат инкрементально последней введённой опорной точки | G91 G1 X4. Y5. F100. |
| G94 | F (подача) — в формате мм/мин. | G94 G80 Z100. F75. |
| G95 | F (подача) — в формате мм/об. | G95 G84 X0. Y0. Z-10. R3 F1.411 |
| G99 | После каждого цикла не отходить на «проходную точку» | G99 G91 X10. K4. |
максимум 4 команды в кадре
Таблица технологических кодов
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
- Работа с подпрограммами
| Код | Описание | Пример |
|---|---|---|
| M00 | Приостановить работу станка до нажатия кнопки «старт» на пульте управления, так называемая «безусловная технологическая остановка» | G0 X0 Y0 Z100 M0 |
| M01 | Приостановить работу станка до нажатия кнопки «старт», если включён режим подтверждения остановки | G0 X0 Y0 Z100 M1 |
| M02 | Конец программы, без сброса модальных функций | M02 |
| M03 | Начать вращение шпинделя по часовой стрелке | M3 S2000 |
| M04 | Начать вращение шпинделя против часовой стрелки | M4 S2000 |
| M05 | Остановить вращение шпинделя | M5 |
| M06 | Сменить инструмент | T15 M6 |
| M07 | Включить дополнительное охлаждение | M3 S2000 M7 |
| M08 | Включить основное охлаждение. Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14 Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14 | M3 S2000 M8 |
| M09 | Выключить охлаждение | G0 X0 Y0 Z100 M5 M9 |
| M13 | Включить охлаждение и вращение шпинделя по часовой стрелке | S2000 M13 |
| M14 | Включить охлаждение и вращение шпинделя против часовой стрелки | S2000 M14 |
| M17 | Конец подпрограммы | M17 |
| M25 | Замена инструмента вручную | M25 |
| M97 | Запуск подпрограммы, находящейся в той же программе (где P — номер кадра, в случае примера переход осуществится к строке N25), действует не везде, предположительно — только на станках HAAS | M97 P25 |
| M98 | Запуск подпрограммы, находящейся отдельно от основной программы (где P — номер подпрограммы, в случае примера переход осуществится к программе O1015) | M98 P1015 |
| M99 | Конец подпрограммы | M99 |
| M30 | Конец программы, со сбросом модальных функций | M30 |
Параметры команд
Параметры команд задаются буквами латинского алфавита
| Код | Описание | Пример |
|---|---|---|
| X | Координата точки траектории по оси X | G0 X100 Y0 Z0 |
| Y | Координата точки траектории по оси Y | G0 X0 Y100 Z0 |
| Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
| P | Параметр команды | G04 P101 |
| F | Скорость рабочей подачи. Для фрезерных станков это дюймы в минуту (IPM) или миллиметры в минуту (mm/min), Для токарных станков это дюймы за оборот (IPR) или миллиметры за оборот (mm/rev). | G1 G91 X10 F100 |
| S | Частота вращения шпинделя | S3000 M3 |
| R | Параметр стандартного цикла или радиус дуги (расширение стандарта) | G81 R1 0 R2 −10 F50 или G2 G91 X12.5 R12.5 |
| D | Параметр коррекции выбранного инструмента | G1 G41 D1 X10. F150. |
| L | Число вызовов подпрограммы | M98 L82 P10 или G65 L82 P10 X_Y_R_ |
| I | Параметр дуги при круговой интерполяции. Инкрементальное расстояние от начальной точки до центра дуги по оси X. | G03 X10 Y10 I0 J0 F10 |
| J | Параметр дуги при круговой интерполяции. Инкрементальное расстояние от начальной точки до центра дуги по оси Y. | G03 X10 Y10 I0 J0 F10 |
| K | Параметр дуги при круговой интерполяции. Инкрементальное расстояние дуги по оси Z. Инкрементальное расстояние дуги по оси Z. | G03 X10 Y10 I0 K0 F10 |
Пример
Обработка буквы W (вписанной в прямоугольник 34х27 мм, см. рис.) на условном вертикально-фрезерном станке с ЧПУ, фрезой диаметром 4 мм, в заготовке из органического стекла[2]:
Красным цветом выделен результат обработки.
Файл:Letter W, example for G-code.png
| Кадр | Содержание | Комментарий |
|---|---|---|
| % | Начало программы | |
| N1 | G90 G40 G17 | Система координат абсолютная, компенсация на радиус инструмента выключена, плоскость интерполяции XoY |
| N2 | S500 M3 | Задать скорость вращения шпинделя 500 об/мин и включить вращение шпинделя |
| N3 | G0 X2.54 Y26.15 | Переход в координаты по x и y начала обработки на холостом ходу |
| N4 | Z1.0 | Подвод инструмента к заготовке по Z, не доходя до поверхности 1 мм, на холостом ходу |
| N5 | G1 Z-1. 0 F100 0 F100 | Врезание в заготовку на глубину 1 мм на подаче 100 мм/мин |
| N6 | X5.19 Y 2.0 | Первый штрих буквы W |
| N7 | X7.76 | Продолжение движения |
| N8 | X16.93 Y26.15 | Второй штрих буквы W |
| N9 | X18.06 | Продолжение движения |
| N10 | X25.4 Y2.0 | Третий штрих буквы W |
| N11 | X25.96 | Продолжение движения |
| N12 | X32.17 Y 26.15 | Четвертый штрих буквы W |
| N13 | G0 Z12 | Отвод инструмента от заготовки на высоту 12 мм на холостом ходу |
| N14 | M5 | Выключить вращение шпинделя |
| N15 | M30 | Конец программы |
См. также
- Металлорежущий станок
- Параметрическое программирование
Примечания
Ошибка цитирования Ошибочный тег <references>;
можно использовать только параметр group.
Используйте <references /> или <references group="…" />
{{#invoke: Check for unknown parameters | check
| unknown =
| preview = Страница использует Шаблон:Примечания с неизвестным параметром «_VALUE_»
| ignoreblank = y
| 1 | colwidth | group | liststyle | refs
}}
Ссылки
- Создание и подготовка управляющих программ (G-кода) в режиме on-line.
- CAM расширение Inkscape для экспорта в G-code
- Симуляция работы программ на G-коде в реальном времени
- Real-Time 3D Graphics Simulation for G-code (англ.)
- Overview of canonical machining functions (англ.)
- SIMUL CNC (англ.)
- Подборка ссылок на сайты редакторов визуализаторов G-кода
Понимание кодов G и M для обработки на станках с ЧПУ
Обработка на станках с ЧПУ является одним из основных процессов в производстве сложных и сложных изделий, которые применяются в различных отраслях промышленности.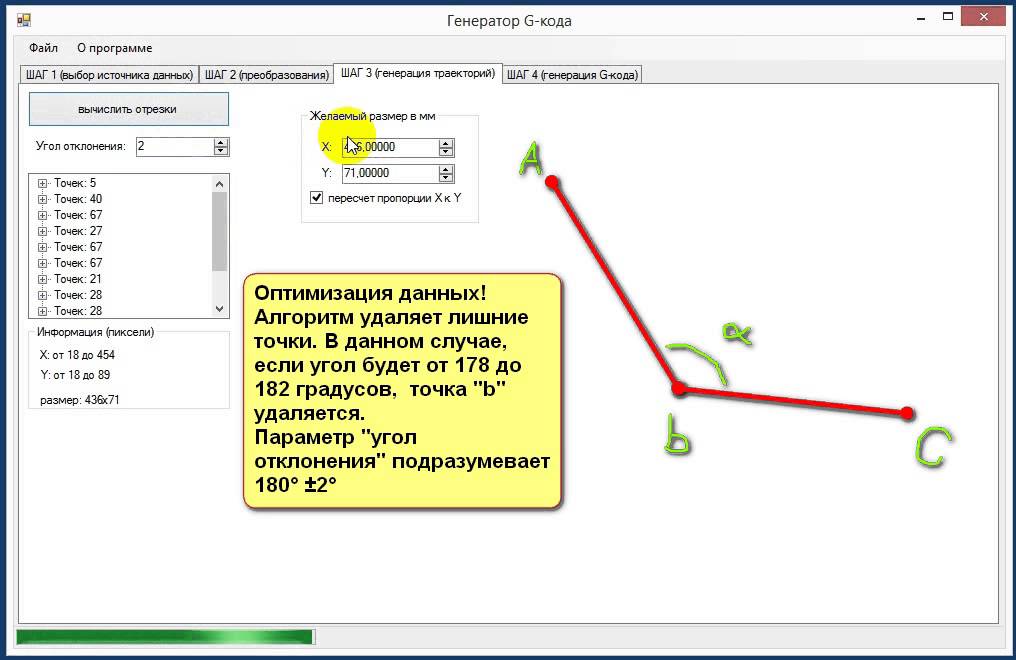 Однако эти процессы было бы трудно выполнить без управляющих ими машин. Без кодов G и M эти машины не могут работать.
Однако эти процессы было бы трудно выполнить без управляющих ими машин. Без кодов G и M эти машины не могут работать.
Хотя коды ЧПУ используются вместе в большинстве механических мастерских, они сильно отличаются друг от друга. Каковы различия? Как эти коды управляют функциями станков с ЧПУ? Чтобы узнать ответы на эти и другие вопросы, дочитайте эту статью до конца.
Что такое код G и код M?
Как упоминалось ранее, коды G и M необходимы для обработки с ЧПУ. Однако какова точная функция программы двух букв ЧПУ? Как они управляют станками с ЧПУ? Этот раздел ответит на эти вопросы, а также выделит различия между обоими кодами.
Что такое G-код?
Код G (также RS-274D) — самый популярный язык программирования ЧПУ. Большинство команд G-кода представлены в буквенно-цифровом формате 9.0018 и начните с G, что означает геометрию. G-код отвечает за движения станков с ЧПУ, сообщая машине, с чего начать, как двигаться и когда остановиться при изготовлении детали.
Однако программирование G-кода может быть довольно сложным для машинистов, поскольку разные машины считывают G-коды в разных форматах. Отличие большинства машин заключается в наличии или отсутствии пробелов между командами и в количестве нулей между буквой и цифрой в командах. Например, одна машина может использовать G3, а другая — G03. Машинисты всегда должны быть знакомы с типом машины, которую они используют. В противном случае ошибки в команде могут привести к серьезным проблемам в производстве деталей.
Хотя буква G является наиболее распространенной буквой в G-кодах при программировании ЧПУ, это не единственная используемая буква. Другие буквы также имеют тенденцию представлять разные команды. Примеры некоторых букв в G-коде:
A: Он направляет инструмент вокруг оси x.
R: Указывает радиус дуг, которые делает машина.
X, Y, Z: Эти три значения указывают положение инструментов в трех измерениях: X и Y представляют собой горизонтальный и вертикальный размеры соответственно, а Z представляет глубину.
I и J: Оба значения обозначают инкрементный центр любой дуги, которую делает машина.
N: N указывает номер строки.
В коде также используются другие буквы, которые зависят от возможностей машины.
Что такое М-код?
Как и код G, код М также начинается с буквы «М». Код М представляет собой набор вспомогательных команд, управляющих всеми негеометрическими действиями станка. Машинисты называют этот код разными кодами, поскольку он управляет действиями, не связанными с резанием, такими как остановка программ, заливка станка охлаждающей жидкостью и его отключение после падения температуры.
При настройке программы букв ЧПУ с использованием кодов G и M код M должен иметь только одну команду на блок информации. Это потому, что они в основном включают и выключают машину. Следовательно, их многократное использование в одном блоке может вызвать проблемы с программой.
Как и G-коды, M-коды различаются для разных машин. Некоторые машины позволяют опускать ноль между буквой и цифрой, а некоторые нет.
Некоторые машины позволяют опускать ноль между буквой и цифрой, а некоторые нет.
Различия
Хотя операторы одновременно используют коды G и M в любом процессе обработки с ЧПУ, они различаются. Вот несколько примеров того, чем отличаются оба кода ЧПУ:
- Команды G-кода различаются на большинстве станков с ЧПУ, в то время как M-коды на большинстве станков с ЧПУ одинаковы.
- G-коды управляют движением и функциями машины, а M-коды управляют операциями вне движений.
- Код G активирует станок с ЧПУ, а код М активирует программируемый логический контроллер станка.
Как программирование ЧПУ управляет станками с ЧПУ?
До появления компьютеров машинисты использовали карты или ленты для управления движениями машин.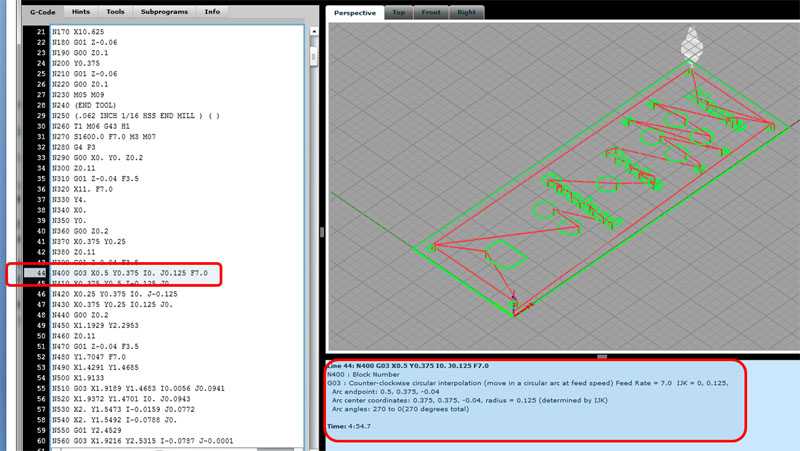 Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.
Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.
Когда машинисты начали использовать компьютеры для станков с числовым программным управлением, они все еще сталкивались с некоторыми проблемами. Это было связано с тем, что им приходилось вводить коды вручную. Это, конечно, было бы очень утомительно, когда они делали довольно сложные детали, требующие большого количества инструкций.
Однако с гораздо более продвинутыми компьютерами и программным обеспечением машинисты могут просто указывать программе, что делать. Затем программное обеспечение будет генерировать G-коды и M-коды, которые понимает машина. Благодаря программному обеспечению CAD и CAM генерация кода для функций машины стала очень простой.
Для запуска процесса программисту необходимо компьютерное программное обеспечение высокого уровня.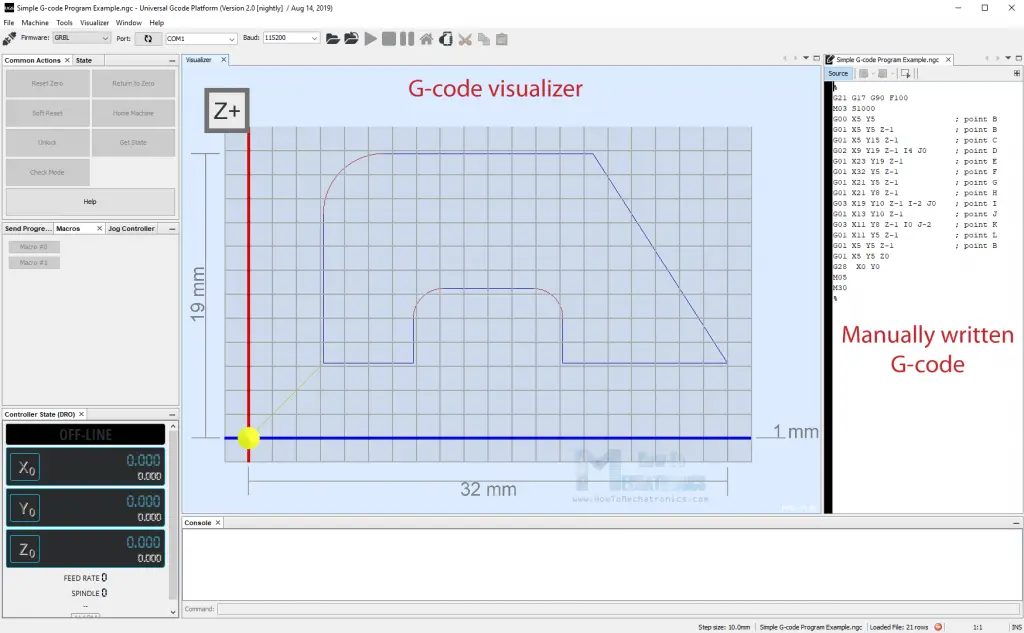 Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.
Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.
Это краткое изложение процесса, посредством которого программирование ЧПУ управляет работой станков с ЧПУ. Хотя описанный выше процесс кажется упрощенным, на создание кодов для сложной детали могут уйти недели.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Список команд кодов G и M
В этом разделе приведены различные примеры основных кодов G и M и их значение. Часть этих кодов означает одно и то же в кодах G и M, хотя другие единицы могут различаться. Примеры этих кодов включают:
Список G-кодов – G-коды для токарных станков с ЧПУ
G00: Движение с быстрым позиционированием
G01: Движение с линейной интерполяцией или линейное движение, фаска и скругление углов – Модальный режим
G02: Циркуляционная интерполяция по часовой стрелке – модальная
G03: Циркуляционная интерполяция против часовой стрелки – модальная
G04: Задержка (P) P=секунды. Миллисекунды
Миллисекунды
G05: точное управление шпинделем (приводной инструмент) – опционально
G09: точный останов
G10: программируемая настройка смещения
M-коды для токарных станков с ЧПУ
M0 0: Останов программы – Модальный
M01: Опционально Останов программы – модальный
M02: Конец программы – модальный
M03: Вращение шпинделя вперед (S) – модальное
M04: Вращение шпинделя назад (S) – модальное
M05: Остановка шпинделя – модальное
M08: СОЖ вкл. – Модальное
M09: СОЖ выключено – Модальное
90 002 М10 : Зажим патрона – Модальный
Список кодов G для фрезерной обработки с ЧПУ
G00: Быстрое перемещение
G01: Движение с линейной интерполяцией
G02: Движение с интерполяцией по часовой стрелке
G03: Интерполяция движения против часовой стрелки
G04: Задержка
G09 : Точная остановка
G10: Настройка программируемого смещения
G12: Фрезерование кругового кармана по часовой стрелке (Yasnac)
G13: Фрезерование кругового кармана против часовой стрелки (Yasnac)
G17: Выбор плоскости XY
M-коды для фрезерной обработки с ЧПУ
M00: Программа Стоп
M01: Дополнительная остановка программы
M02: Конец программы (настройка 39)
M03: Шпиндель включен, по часовой стрелке (S) (настройка 144)
M04: Шпиндель включен, против часовой стрелки (S) (настройка 144)
9000 2 M05: Остановка шпинделя
M06: Смена инструмента (T) (настройка 42, 87, 155)
M08: подача СОЖ включена (настройка 32)
M09: подача СОЖ отключена
M10: тормоз 4-й оси включен
900 07 Заключение
Использование ЧПУ Станки являются одним из наиболее важных процессов обработки с ЧПУ. Однако эти машины не могут функционировать без кодов G и M, которые указывают им, что делать. Понимание того, как генерировать эти коды, жизненно важно для процесса обработки с ЧПУ и успешного производства деталей. Освоение этих кодов даст вам преимущество в карьере программиста ЧПУ.
Однако эти машины не могут функционировать без кодов G и M, которые указывают им, что делать. Понимание того, как генерировать эти коды, жизненно важно для процесса обработки с ЧПУ и успешного производства деталей. Освоение этих кодов даст вам преимущество в карьере программиста ЧПУ.
Услуги по обработке с ЧПУ RapidDirect
Нужна компания для выполнения вашего проекта по обработке с ЧПУ? Не смотрите дальше, потому что RapidDirect обладает всеми техническими знаниями, которые вам когда-либо понадобятся. Обладая более чем двадцатилетним производственным опытом, мы располагаем опытным персоналом во всех областях производственного процесса.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
RapidDirect понимает, что вам нужен отличный сервис по обработке с ЧПУ, и вы не хотите тратить много на его получение; поэтому мы предлагаем именно это. С нами вы получите исключительный сервис, который вы жаждете по очень конкурентоспособной цене. Наши услуги доступны по цене, и мы не снижаем качество ни на одном этапе.
Наши услуги доступны по цене, и мы не снижаем качество ни на одном этапе.
После того, как вы поручите нам свой проект, вам не нужно беспокоиться о кодировании или каких-либо потребностях в обработке с ЧПУ. Мы берем на себя полную ответственность за проект и всегда держим наши линии связи открытыми. Мы также даем опытные рекомендации, которые могут сделать проект успешным.
Часто задаваемые вопросы
Все ли станки с ЧПУ используют команды кода G?
Да! Все станки с ЧПУ используют программирование ЧПУ с G-кодом. Это инструктирует машину о том, когда, куда и как двигаться.
Сколько существует G-кодов?
Существует около сотни G-кодов. Токарные и фрезерные станки имеют отдельные коды, хотя оба станка имеют некоторые из этих кодов.
Научитесь программировать станок с ЧПУ!
Программирование ЧПУ | цикл сверления
Базовые программы ЧПУ не так уж сложны. У оператора ЧПУ-любителя не должно возникнуть никаких трудностей в обучении написанию простых программ в G-коде.
У оператора ЧПУ-любителя не должно возникнуть никаких трудностей в обучении написанию простых программ в G-коде.
Я говорю «базовый», потому что вам нужно будет решить, когда будет проще или быстрее создать проект ЧПУ в программе CAD/CAM, чем написать собственный G-код для ЧПУ. Это будет зависеть от того, сколько у вас было практики и нравится ли вам их писать.
Знание того, как читать и писать G-код, безусловно, является преимуществом, так как это значительно ускорит и упростит совершенствование ваших программ ЧПУ.
Это также позволит вам анализировать и редактировать программы, созданные программным обеспечением CAM.
При программировании G-кода используются наборы кодов с буквенными префиксами перед цифрами. Каждый код говорит машине выполнить другой процесс.
Некоторые из этих команд используются в сочетании с координатами, чтобы указать машине двигаться к заданным точкам.
Есть много кодов G и M, но для запуска хобби-машины вам нужно будет выучить лишь несколько из них. Ниже я перечислил коды, которые вам, скорее всего, понадобятся.
Ниже я перечислил коды, которые вам, скорее всего, понадобятся.
G-коды, отмеченные *, используются вместе с координатами.
G-коды
- G00 = быстрое перемещение
- G01 = перемещение с указанной скоростью подачи*
- G02 = движение по дуге или кругу по часовой стрелке*
- G03 = движение по дуге или кругу против часовой стрелки*
- G17 = выбор плоскости X Y
- G20 = координаты в дюймах
- G21 = координаты в мм
- G28 = возврат в исходное положение*
- G40 = отмена компенсации на режущий инструмент
- G41 = коррекция на режущий инструмент влево 9 0064
- G42 = фреза компенсация справа
- G43 = коррекция длины инструмента на
- G53 = отмена рабочих смещений
- G54,G55,G56,G57,G58 и G59 = рабочие смещения
- G80 = отмена постоянного цикла
- G81 = базовый постоянный цикл сверления *
- G83 = постоянный цикл сверления с периодическим сверлением*
- G90 = абсолютное программирование
- G91 = инкрементное программирование
M-коды
- M00 = остановка программы
- M01 = дополнительная остановка
- M03 = шпиндель на
- M05 = шпиндель off
- M06 = смена инструмента
- M30 = конец программы, перемотка назад и сброс
- M97 = вызов подпрограммы
- M98 = вызов подпрограммы
- M99 = конец подпрограммы
В моей статье «Г-код G28 демистифицирован», — объясняю я. верхние и нижние колонтитулы программы. Вы можете использовать их для каждой программы, которую вы пишете, просто скопируйте и вставьте, когда вам нужно написать новую программу.
верхние и нижние колонтитулы программы. Вы можете использовать их для каждой программы, которую вы пишете, просто скопируйте и вставьте, когда вам нужно написать новую программу.
У меня есть набор основных программ, которые я могу копировать и редактировать, это делает процесс написания новой программы очень быстрым.
Заголовок программы ЧПУ
% (обозначает начало программы)
ODRILL (имя программы)
G17 G20 G40 G49 G80 G90 (линия безопасности, устанавливающая важные G-коды)
T1 M06 (вызов инструмента и команды смены инструмента)
G00 G54 Х0. Y0. S2000 M03 (линия препозиции X и Y)
G43 h2 Z1. (Команда смещения длины инструмента и строка препозиции Z)
Нижний колонтитул программы ЧПУ
G00 Z1. (перемещение вверх по оси Z на 1 дюйм выше точки отсчета Z)
M05 (останов шпинделя)
G91 G28 X0. Y0. Z0. (быстрое перемещение в исходное положение)
G90 (восстановление режима абсолютного программирования)
M30 (завершение программы и перемотка к началу и остановке)
% (обозначает конец программы)
Здесь верхний и нижний колонтитулы вместе без пояснения в скобках. Вы можете скопировать и вставить их в текстовый редактор для основы шаблона программы.
Вы можете скопировать и вставить их в текстовый редактор для основы шаблона программы.
%
ODRILL
G17 G20 G40 G49 G80 G90
T1 M06
G00 G54 X0. Y0. S2000 M03
G43 h2 Z1.
(вставьте сюда основную программу)
G00 Z1. M09
M05
G91 G28 X0. Y0. Z0.
G90
M30
%
Теперь мы можем двигаться дальше и выполнить простую программу сверления, используя верхний и нижний колонтитулы.
На рисунке выше видно, что нужно просверлить 3 отверстия. Все, что нам нужно сделать, это добавить цикл сверления с 3 точками между верхним и нижним колонтитулами.
Сначала я собираюсь запрограммировать цикл точечного сверления, а затем цикл сверления с просверливанием сверла сверлом.
Для этого можно использовать цикл сверления G81:-
Напр. G81 Z-.02 R.1 F2.
Значение Z указывает глубину, на которую необходимо перейти, значение R указывает, на какой высоте Z следует начать перемещение со скоростью подачи. Значение F — это скорость подачи в дюймах в минуту.
Значение F — это скорость подачи в дюймах в минуту.
Постоянный цикл G81 является модальной командой, это означает, что он останется активным до отмены.
Таким образом, в следующих строках вам нужно только указать, где еще вам нужно применить этот цикл сверления, и машина продолжит сверление в перечисленных позициях.
G81 Z-.02 R.1 F2.
Х1. Y.75
X1.5 Y1.25
G80 (отмена постоянного цикла)
Таким образом, полная программа будет выглядеть так:-
%
ODRILL
G17 G20 G40 G49 G80 G90
T1 M06
G00 G54 Х.5 Y1. S2000 M03
G43 h2 Z1.
G81 Z-.02 R.1 F2.
Х1. Y.75
X1.5 Y1.25
G80
G00 Z1.
M05
G91 G28 X0. Y0. Z0.
G90
M30
%
Вы могли заметить, что после команды G81 есть только 2 позиции, хотя нам нужно просверлить 3 отверстия. Это связано с тем, что машина просверлит свое первое отверстие в том положении, в котором она уже находится.
Если вы посмотрите на строку G-кода «G00 G54 X.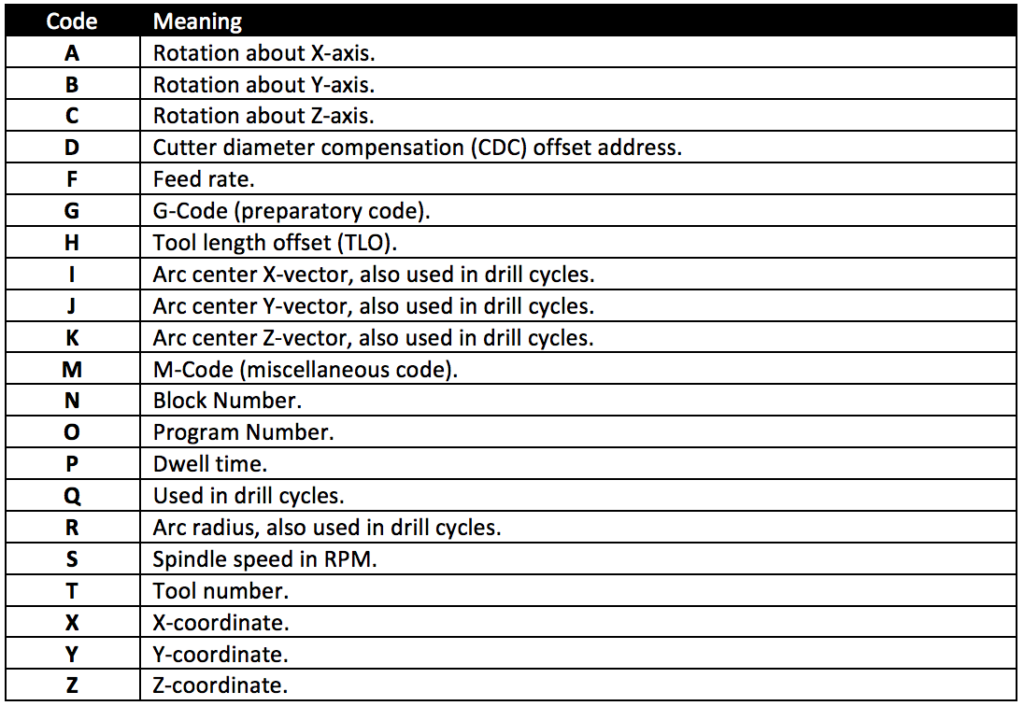 5 Y1. S2000 M03» видно, что станок изначально был расположен на первом отверстии. Сначала он просверлит там, а затем продолжит работу с оставшимися двумя позициями.
5 Y1. S2000 M03» видно, что станок изначально был расположен на первом отверстии. Сначала он просверлит там, а затем продолжит работу с оставшимися двумя позициями.
Теперь мы применили цикл точечного сверления, все, что нам нужно сделать, это скопировать и вставить программу и изменить постоянный цикл G81 на цикл сверления с выводом сверла G83, изменив глубину Z в зависимости от того, насколько глубоко нужно сверлить.
Строка G83 будет выглядеть так:-
G83 Z-.5 R.1 Q.05 F2.
Значение Z было изменено на глубину, на которую необходимо пройти сверление, и к строке было добавлено значение Q.
Значение Q задает глубину продавливания.
Это означает, что сверло втянется для удаления стружки после того, как будет достигнуто заданное значение Q. Он будет повторять этот процесс клевания до тех пор, пока не будет достигнута окончательная глубина.
Полная программа сверления теперь будет выглядеть следующим образом:-
%
ODRILL
G17 G20 G40 G49 G80 G90
T1 M06
G00 G54 Х. 5 Y1. S2000 M03
5 Y1. S2000 M03
G43 h2 Z1.
G83 Z-.5 R.1 Q.05 F2.
Х1. Y.75
X1.5 Y1.25
G80
G00 Z1.
M05
G91 G28 X0. Y0. Z0.
G90
M30
%
Сейчас я пройдусь по программе построчно, чтобы убедиться, что в программе нет ничего, что не объяснялось бы полностью.
%
Знаки % обозначают начало и конец программы и необходимы только для некоторых программ управления ЧПУ.
Буква O всегда предшествует имени программы, что позволяет программному обеспечению ЧПУ идентифицировать программу. Не обязательно включать имя программы, вы можете просто поместить его в скобки для собственной идентификации.
Говоря о скобках, все, что вы введете в них, будет проигнорировано, что означает, что вы можете заполнить свою программу заметками и напоминаниями.
G17 G20 G40 G49 G80 G90
Следующая строка является линией безопасности, она обеспечивает сброс всех важных G-кодов перед запуском программы.
Некоторое программное обеспечение ограничивает количество G-кодов, разрешенных для одной строки, поэтому, если программа останавливается и показывает ошибку, эта строка может быть разделена на две.
T1 M06
Эта строка сообщает программному обеспечению, какой инструмент следует вызвать и перейти на этот инструмент. Большинство хобби-фрезерных станков не имеют устройства смены инструмента, поэтому команда M06 не нужна, но программа просто проигнорирует ее и продолжит работу.
G00 G54 X.5 Y1. S2000 M03
G00 дает указание станку двигаться быстро, выбрать смещения, сохраненные для G54, переместиться в позицию первого отверстия и включить шпиндель.
Указание скорости шпинделя 2000 об/мин не требуется, если ваш станок не оснащен регулируемым шпинделем с регулируемой скоростью. Я оставляю это, чтобы напомнить мне, на какую скорость установить машину.
G43 h2 Z1.
Эта строка устанавливает компенсацию длины инструмента, хранящуюся в h2, и перемещает инструмент на 1 дюйм выше нулевой высоты оси Z G54.
G83 Z-.5 R.1 Q.05 F2.
G83 вызывает постоянный цикл сверления с периодическим сверлением, значение Z — это конечная глубина, значение R — это высота Z, с которой начинается сверление, значение Q — это глубина сверления, а F — скорость подачи в дюймах в минуту.
X1. Y.75
X1.5 Y1.25
Следующие две строки являются двумя оставшимися позициями отверстий, станок будет продолжать использовать цикл сверления G83, пока он не будет отменен с помощью G80.
G80
Отменяет цикл сверления с периодическим выводом G83.
G00 Z1.
Теперь инструмент будет перемещаться на 1 дюйм выше точки отсчета Z на высокой скорости.
M05
Выключает шпиндель.
G91 G28 X0. Y0. Z0.
Отправляет инструмент обратно в исходное положение станка.
G90
Сбрасывает G91 с предыдущей строки обратно на абсолютное программирование.
M30
конец программы, перемотка в начало и сброс.
Если вы заинтересованы в развитии своих навыков программирования, я могу порекомендовать пройти онлайн-курс.
Всего комментариев: 0