G code программа: Лучшие программы для станков с ЧПУ
Содержание
G — код (УП)
Управляющая программа для ЧПУ станка состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от ЧПУ) может начинаться с номера кадра (N1…N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
G — подготовительная функция.
M — вспомогательная функция.
S — функция главного движения.
F — функция подачи.
T, D, H — функции инструмента.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G00 — быстрое позиционирование.
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
G01 — линейная интерполяция.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
G02 — круговая интерполяция по часовой стрелке.
Функция GO2 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
G03 — круговая интерполяция против часовой стрелки.
Функция GO3 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G03 отменяется кодами: G00, G01, G02.
G04 — пауза.
Функция G04 — команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 — пауза 2.5 секунды, G04 Р1000 — пауза 1 секунда.
G17 — выбор плоскости XY.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G18 — выбор плоскости XZ.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G19 — выбор плоскости YZ.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G20 — ввод дюймовых данных.
Функция G20 активизирует режим работы с дюймовыми данными.
G21 — ввод метрических данных.
Функция G21 активизирует режим работы с метрическими данными.
G40 — отмена коррекции на радиус инструмента.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
G41 — левая коррекция на радиус инструмента.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G42 — правая коррекция на радиус инструмента.
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
Программируется вместе с функцией инструмента (D).
G43 — коррекция на положение инструмента.
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
G52 — локальная система координат.
СЧПУ позволяет устанавливать кроме стандартных рабочих систем координат (G54-G59) еще и локальные. Когда СЧПУ станка выполняет команду G52, то начало действующей рабочей системы координат смещается на значение указанное при помощи слов данных X, Y и Z. Код G52 автоматически отменяется с помощью команды G52 ХО YO Z0.
G54 — G59 — заданное смещение.
Смещение рабочей системы координат детали относительно системы координат станка.
G68 — вращение координат.
Код G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17, G18 и G19. Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 — G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120.
Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 — G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120.
G69 — отмена вращения координат.
Код G69 отменяет режим вращения координат G68.
G73 — высокоскоростной цикл прерывистого сверления.
Цикл G73 предназначен для сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента. Движение в исходное положение после обработки идет на ускоренной подаче.
G74 — цикл нарезания левой резьбы.
Цикл G74 предназначен для нарезания левой резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G80 — отмена постоянного цикла.
Функция, которая отменяет любой постоянный цикл.
G81 — стандартный цикл сверления.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
G82 — сверление с выдержкой.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче.
G83 — цикл прерывистого сверления.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
G84 — цикл нарезания резьбы.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении.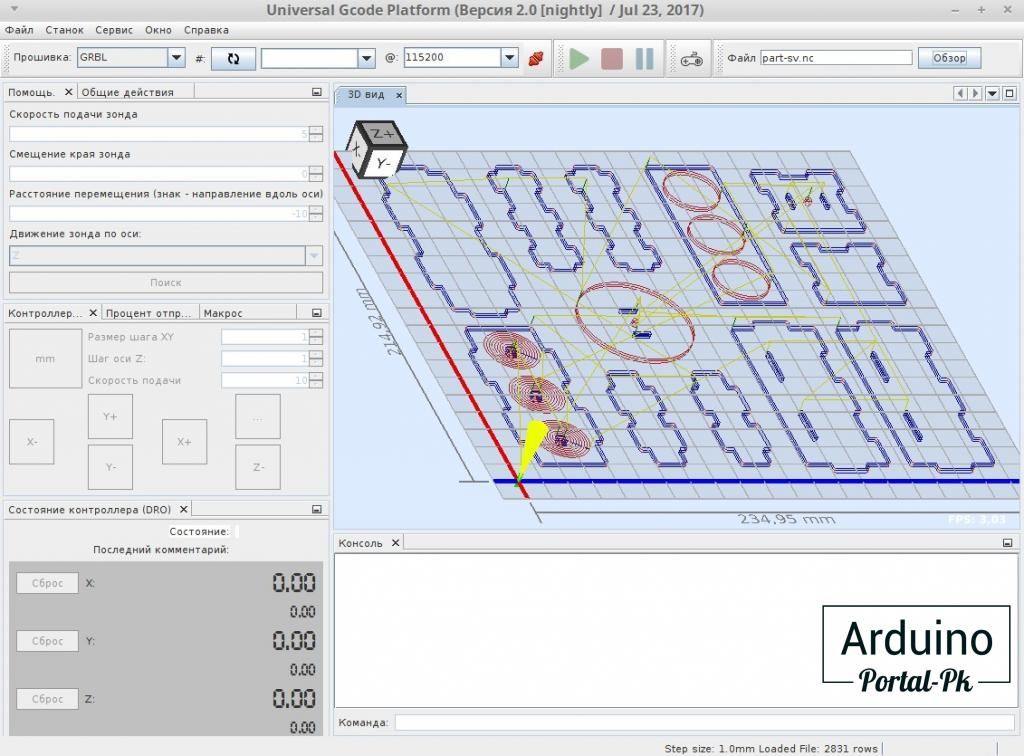 Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G85 — стандартный цикл растачивания.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на рабочей подаче.
G86 — цикл растачивания с остановкой вращения шпинделя.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
G87 — цикл растачивания с отводом вручную.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
G90 — режим абсолютного позиционирования.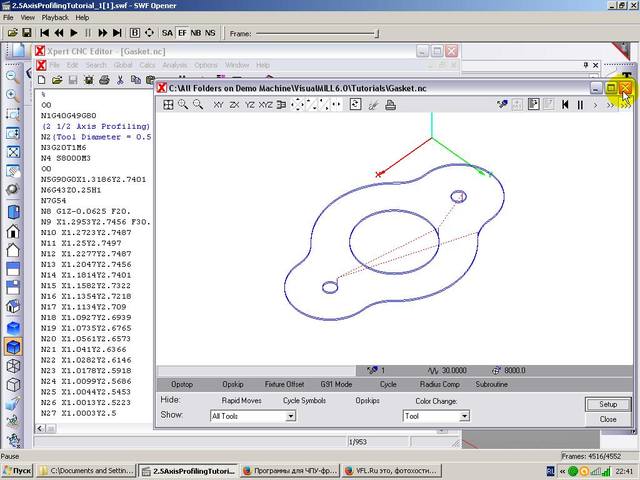
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
G91 — режим относительного позиционирования.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
G94 — скорость подачи в дюймах/миллиметрах в минуту.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах за 1 минуту (если действует функция G20) или в миллиметрах за 1 минуту (если действует функция G21). Программируется вместе с функцией подачи (F).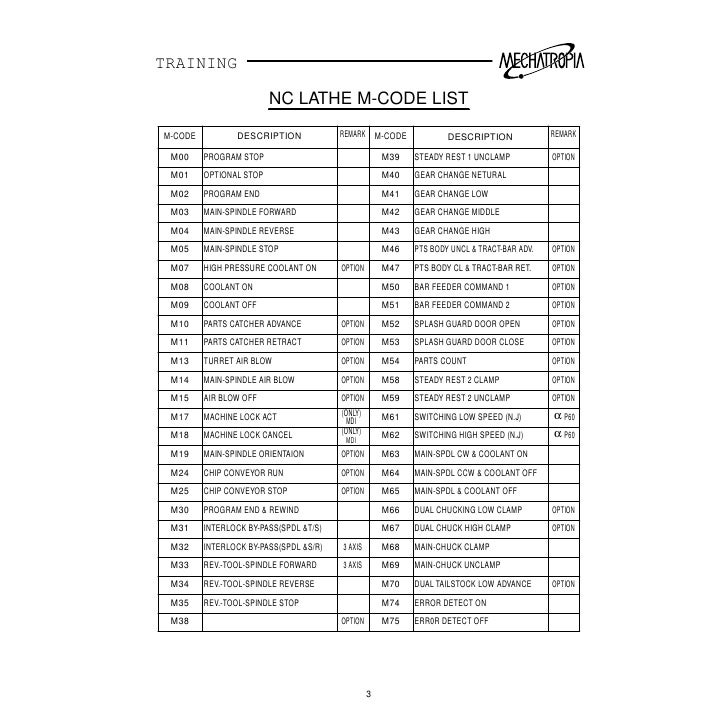 Код G94 отменяется кодом G95.
Код G94 отменяется кодом G95.
G95 — скорость подачи в дюймах/миллиметрах на оборот.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах на 1 оборот шпинделя (если действует функция G20) или в миллиметрах на 1 оборот шпинделя (если действует функция G21). Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
G98 — возврат к исходной плоскости в цикле.
Если постоянный цикл станка работает совместно с функцией G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Функция G98 отменяется при помощи G99.
G99 — возврат к плоскости отвода в цикле.
Если постоянный цикл станка работает совместно с функцией G99, то инструмент возвращается к плоскости отвода между всеми обрабатываемыми отверстиями. Функция G99 отменяется при помощи G98.
G-код (УП) можно создать вручную или автоматизировано в таких программах, например, как ArtCam.
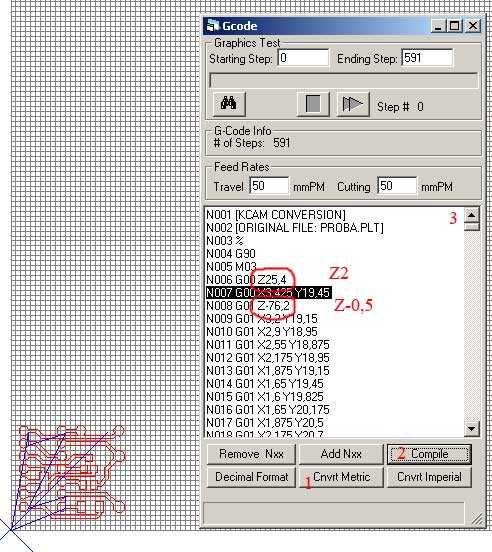
На исполнение G-код запускается в программах управления станком Mach4 и KCam.
Сохранение и печать > Сохранение в G-code
Лента: вкладка Вывод > CAD в G-code
В программе реализована возможность создания управляющей программы (УП) в формате G-сode для станков с ЧПУ. Файлы с G-сode генерируются непосредственно из чертежей DXF/DWG форматов. При сохранении файла в G-сode поддерживаются следующие примитивы для преобразования: линия, полилиния, окружность, дуга, эллипс, сплайн, текст, многострочный текст, штриховка.
Для генерации УП в формате G-code необходимо:
1.Открыть DWG/DXF файл, при необходимости внести изменения.
2.На вкладке «Вывод» выполнить команду CAD в G-code.
3.По умолчанию конвертируются все контуры, присутствующие в чертеже. Чтобы определенный контур не конвертировался в G-code, необходимо открыть окно Очередь обработки и снять галочку напротив имени контура.
4.По умолчанию ABViewer генерирует УП для фрезерного станка.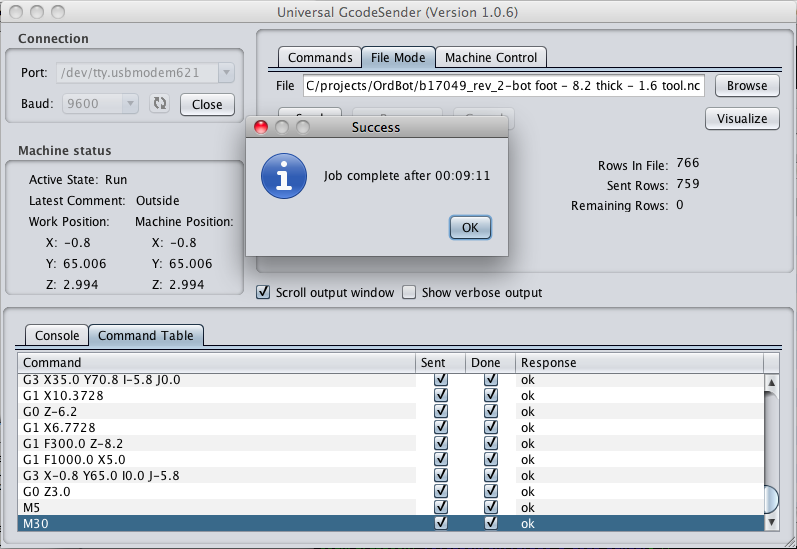 Чтобы сгенерировать УП для лазерного станка, необходимо выбрать данный тип станка в окне Настройки G-code — Вкладка «Общие».
Чтобы сгенерировать УП для лазерного станка, необходимо выбрать данный тип станка в окне Настройки G-code — Вкладка «Общие».
5.Нажать кнопку Конвертировать . Автоматически будет сгенерирован G-code.
6.Нажать кнопку Сохранить G-code. В открывшемся окне указать имя файла и нажать кнопку Сохранить. Файл будет сохранен с расширением NC.
На вкладке G-code располагаются инструменты:
| Настройки. Открывает окно Настройки G-code.
|
| Сохранить G-code. Открывает окно сохранения файла *.nc.
|
| Задать начальную точку. Устанавливает новую начальную точку движения на выбранном контуре. Для указания точки необходимо предварительно выбрать контур в области предпросмотра. Доступно только для замкнутых контуров.
|
| Очередь обработки. Позволяет настраивать очередность обработки контуров.
|
| Конвертировать в G-code. Генерирует УП в формате G-code из чертежа.
|
| Выход. Осуществляет выход из режима G-code.
|
Очередь обработки
В окне Очередь обработки настраивается последовательность обработки контуров. Для перемещения контура на другую позицию используйте пункты контекстного меню или перемещайте контр на нужную позицию с помощью мыши. Конвертироваться в G-сode будут контуры, напротив которых проставлены галочки.
Область предпросмотра
В области предпросмотра отображается открытый чертеж, нулевая точка заготовки, начальная точка движения инструмента, направление движения, способ подвода/отвода инструмента, инструмент. Представление элементов области предпросмотра настраивается на вкладке «Цветовая легенда» в окне «Настройки G-code».
В области предпросмотра пользователь может выбирать нужный контур с помощью мыши. При нажатии правой кнопки мыши вызывается контекстное меню.
При нажатии правой кнопки мыши вызывается контекстное меню.
Панель «Свойства»
На панели задаются дополнительные настройки инструмента: направление движения инструмента, способ подвода/отвода инструмента, компенсация на радиус инструмента. Указанные настройки отображаются в области предпросмотра.
Включить
| Установленная опция, включает или исключает контуры из списка генерации g-code.
|
Реверсировать контур
| Изменяет направление движения инструмента от начальной точки по выбранному контуру.
|
Тип фигуры
| Определяет тип контура.
|
Компенсация радиуса
| Компенсация радиуса инструмента. Выкл(G40) — отмена компенсации радиуса инструмента, Слева(G41) — компенсировать радиус инструмента слева от траектории, Справа(G42) — компенсировать радиус инструмента справа от траектории.
|
Подвод
| Устанавливает способ подвода инструмента. Может быть выбран один из способов подвода: Касательная, Нормаль, Дуга. Изменение способа подвода инструмента отображается в области предпросмотра.
Для изменения направления подвода инструмента установить галочку напротив параметра «Реверсировать подвод».
|
Реверсировать подвод
| |
Отвод
| Устанавливает способ отвода инструмента. Может быть выбран один из способов отвода инструмента: Касательная, Нормаль, Дуга.
Для изменения направления отвода инструмента установить галочку напротив параметра «Реверсировать отвод». Изменение способа подвода инструмента отображается в области предпросмотра.
|
Реверсировать отвод
| |
Параметры инструмента
| В выпадающем списке показывается инструмент и его параметры.
|
 Список заполняется данными из вкладки «Инструменты» окна «Настройки».
Список заполняется данными из вкладки «Инструменты» окна «Настройки».Окно Настройки G-code
Опции настроек представлены на вкладках: «Общие», «Инструменты», «Нулевая точка заготовки», «Лазерный (Отрезной) станок», «Фрезерный станок», «Цветовая легенда», «Дополнительно», «Заливочный(Skyglass)», «GRBL» .
Вкладка «Цветовая легенда»
Указание вспомогательных элементов, которые будут отображаться в области предпросмотра, производится проставлением галочки напротив соответствующего элемента. Изменение цвета элемента производится щелчком левой кнопкой мыши по цветному квадрату. Откроется стандартное окно «Цвет», в котором необходимо выбрать нужный цвет.
Настройки
| Описание настройки
| Пример кода УП
|
Вкладка «Общие»
| ||
Прямое направление
| Движение инструмента происходит в направлении, указанном стрелкой в области предпросмотра.
| —
|
Оба направления поочередно
| Инструмент перемещается сначала в указанном направлении, а затем в обратном.
| —
|
Тип станка
| Указывается тип станка: Фрезерный/Лазерный (Отрезной)/Haco Kompakt/Заливочный(Skyglass)/GRBL.
| —
|
Точность
| Устанавливает количество знаков после запятой.
| —
|
Единицы измерения чертежа
| Указываются единицы измерения чертежа.
| —
|
Единицы измерения станка
| Указываются единицы измерения станка. Если единицы измерения не совпадают, происходит преобразование.
| —
|
Подача по XY
| Скорость подачи по XY.
| F450
|
Добавить нумерацию кадров
| Добавление нумерации кадров в коде управляющей программы.
| N5
|
Стартовый номер
| Начальный номер нумерации кадров (по умолчанию 5).
| |
Шаг нумерации
| Шаг нумерации.
| |
Добавить имя программы
| Добавляет в код УП имя программы.
| O001
|
Показать знак процента(%)
| В коде управляющей программы добавляется знак %.
| %
|
Оптимизировать код
| При включенной опции выполняется оптимизация кода при генерации: не дублируются повторяющиеся команды и координаты.
| —
|
Вкладка «Лазерный (Отрезной) станок»
| ||
Команда ВКЛ.:
| Команда включение лазера. По умолчанию М3.
| M3
|
Команда ВЫКЛ.:
| Команда выключения лазера. По умолчанию М5.
| М5
|
Задержка
| Задержка выполнения программы.
| G04 P100
|
Добавить команды мощности
| Включение/Выключение команд мощности.
| M10 Q128/M11
|
Количество проходов
| Количество проходов инструмента по контуру.
| —
|
Выключение лазера перед G0
| Выключение лазера перед быстрым перемещением
|
|
Вкладка «Фрезерный станок»
| ||
Подача по Z
| Скорость рабочей подачи по оси Z.
| F150
|
Скорость шпинделя
| Частота вращения шпинделя.
| S3000
|
Глубина подачи по Z
| Глубина врезания в заготовку.
| G1 Z-2
|
Глубина прохода
| Глубина врезания за один проход. (Число проходов определяется автоматически.
|
|
Высота отвода
| Перемещение инструмента от заготовки по оси Z.
| G0 Z5
|
Проход на всю глубину
| Глубина прохода на всю глубину врезания
|
|
Количество проходов
| Количество проходов, рассчитанных из соотношения подача/проход
|
|
Вкладка «Нулевая точка заготовки»
| ||
Нулевая точка чертежа
| Определение нулевой точки заготовки.
| —
|
Верхняя левая точка
| —
| |
Верхняя правая точка
| —
| |
Нижняя левая точка
| —
| |
Нижняя правая точка
| —
| |
Дополнительное смещение
| Дополнительное смещение по осям X, Y.
| —
|
Вкладка «Инструменты»
| ||
№
| Номер инструмента.
| T1 M6
|
Диаметр, мм
| Диаметр инструмента.
| |
Длина, мм
| Длина инструмента.
| |
 Если 0, то значение подачи в УП не учитывается.
Если 0, то значение подачи в УП не учитывается.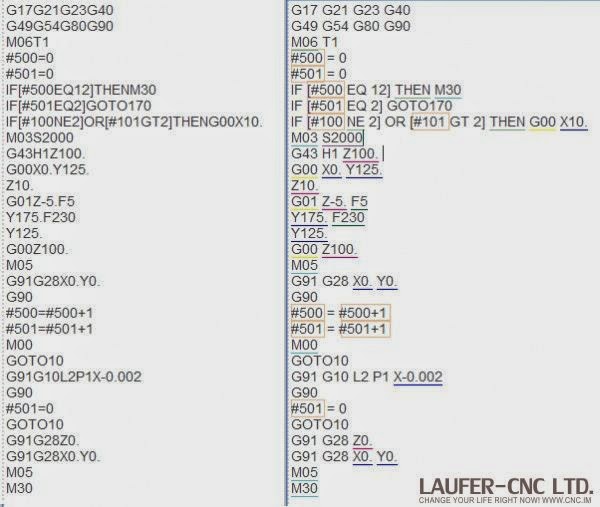
Вкладка «Дополнительно»
Добавить имя программы
| Добавляет имя программы в заголовок.
| О
|
Показать знак процента
| Добавляет спецсимвол % в начале и конце файла.
| —
|
Конечные нули
| Заполнить координату нулями с учетом количества знаков после запятой.
| —
|
Показать имя контура
| Добавляет имя контура.
| (Contour 0)
|
Показать имя слоя
| Добавляет имя слоя.
| —
|
Преобразовать арку в линию
| Использует команды G1 вместо
G2/G3.
| —
|
Стартовать с позиции X0 Y0
| Старт с позиции 0, 0
| —
|
Вкладка «GRBL»
Тип ЧПУ
| Выбор типа станка
| —
|
Вкладка «Заливочный»
Команда ВКЛ
| Команда включение заливочного станка.
| М7
|
Команда ВЫКЛ
| Команда выключения заливочного станка. По умолчанию М9.
| М9
|
Выключать насос за
| Выключать насос за Nmm до окончания контура
| —
|
Спрямлять контур
| При построении контуров использовать максимально прямую траекторию
| —
|
Объединять точки
| Объединять соседние точки контура в указанном радиусе
| —
|
Включения насоса
| Включает насос
| М10
|
Выключения насоса
| Выключает насос
| М11
|
 По умолчанию М7.
По умолчанию М7.Объяснение G-кода | Список наиболее важных команд G-кода
Если ваша работа или хобби связаны со станками с ЧПУ или 3D-принтерами, то понимание того, что такое G-код и как он работает, имеет для вас важное значение. Итак, в этом уроке мы изучим основы языка G-кода, какие самые важные или распространенные команды G-кода и объясним, как они работают.
Итак, в этом уроке мы изучим основы языка G-кода, какие самые важные или распространенные команды G-кода и объясним, как они работают.
Что такое G-код?
G-код — это язык программирования для станков с числовым программным управлением (ЧПУ). G-код означает «геометрический код». Мы используем этот язык, чтобы сказать машине, что делать или как что-то делать. Команды G-кода указывают машине, куда двигаться, как быстро двигаться и по какому пути следовать.
В случае станка, такого как токарный станок или фрезерный станок, режущий инструмент приводится в действие этими командами, чтобы следовать определенной траектории инструмента, вырезая материал для получения желаемой формы.
Аналогично, в случае аддитивного производства или 3D-принтеров команды G-кода предписывают машине наносить материал слой за слоем, формируя точную геометрическую форму.
Как читать команды G-кода?
На первый взгляд, когда вы видите файл G-кода, он может показаться довольно сложным, но на самом деле его не так уж сложно понять.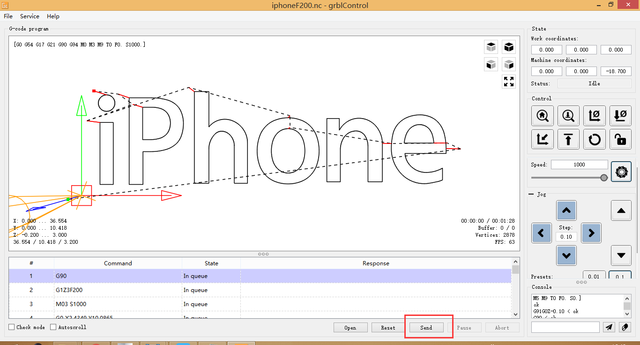
Если внимательно посмотреть на код, то можно заметить, что большинство строк имеют одинаковую структуру. Кажется, что «сложная» часть G-кода — это все те числа, которые мы видим, которые являются просто декартовыми координатами.
Давайте рассмотрим одну строку и объясним, как она работает.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Эта строка имеет следующую структуру:0008, а в данном случае это G01 , что означает «движение по прямой линии в определенное положение».
В завершение строка G01 X247.951560 Y11.817060 Z-1.000000 F400 указывает станку с ЧПУ двигаться по прямой линии от текущего положения к координатам X247.9.51560, Y11. 817060 и Z-1.000000 со скоростью 400 мм/мин. Единицей является мм/мин, потому что, если мы вернемся к примеру изображения G-кода, мы увидим, что мы использовали команду G21, которая устанавливает единицы измерения в миллиметры. Если нам нужны единицы измерения в дюймах, вместо этого мы используем команду G20.
817060 и Z-1.000000 со скоростью 400 мм/мин. Единицей является мм/мин, потому что, если мы вернемся к примеру изображения G-кода, мы увидим, что мы использовали команду G21, которая устанавливает единицы измерения в миллиметры. Если нам нужны единицы измерения в дюймах, вместо этого мы используем команду G20.
Наиболее важные/общие команды G-кода
Итак, теперь, когда мы знаем, как читать строку G-кода, мы можем взглянуть на наиболее важные или часто используемые команды G-кода. Мы узнаем, как каждый из них работает на нескольких примерах, и к концу этого урока мы сможем полностью понять, как работает G-код, как его читать, как модифицировать и даже как написать собственный G-код.
G00 – Быстрое позиционирование
Команда G00 перемещает машину с максимальной скоростью перемещения из текущего положения в указанную точку или координаты, указанные командой. Станок будет перемещать все оси одновременно, поэтому они совершают перемещение одновременно. Это приводит к прямолинейному движению к новой точке положения.
Это приводит к прямолинейному движению к новой точке положения.
Движение G00 не является режущим, и его цель — просто быстро переместить машину в нужное положение, чтобы начать какую-либо работу, например резку или печать.
G01 – Линейная интерполяция
Команда G-кода G01 дает указание станку двигаться по прямой линии с заданной подачей или скоростью. Мы указываем конечное положение со значениями X , Y и Z , а скорость со значением F . Контроллер машины вычисляет (интерполирует) промежуточные точки, через которые нужно пройти, чтобы получить эту прямую линию. Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер станка выполняет тысячи вычислений в секунду, чтобы выполнять эти движения.
В отличие от команды G00, которая используется только для позиционирования, команда G01 используется, когда станок выполняет свою основную работу. В случае токарного станка или фрезерного станка резка материала по прямой линии, а в случае 3D-принтера — экструдирование материала по прямой линии.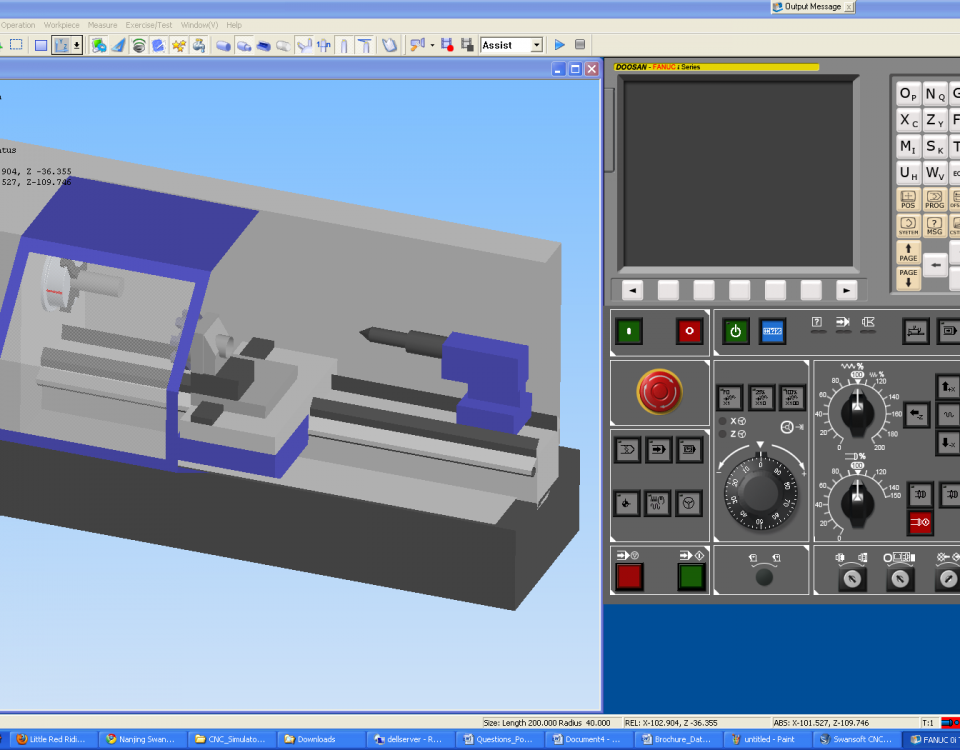
G02 – Круговая интерполяция по часовой стрелке
Команда G02 указывает машине двигаться по часовой стрелке по круговой схеме. Это та же концепция, что и у команды G01, и она используется при выполнении соответствующего процесса обработки. В дополнение к параметрам конечной точки здесь также необходимо определить центр вращения или расстояние начальной точки дуги от центральной точки дуги. Начальная точка на самом деле является конечной точкой предыдущей команды или текущей точкой.
Для лучшего понимания мы добавим команду G02 после команды G01 из предыдущего примера.
Итак, в примере сначала у нас есть команда G01, которая перемещает станок в точку X5, Y12. Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J.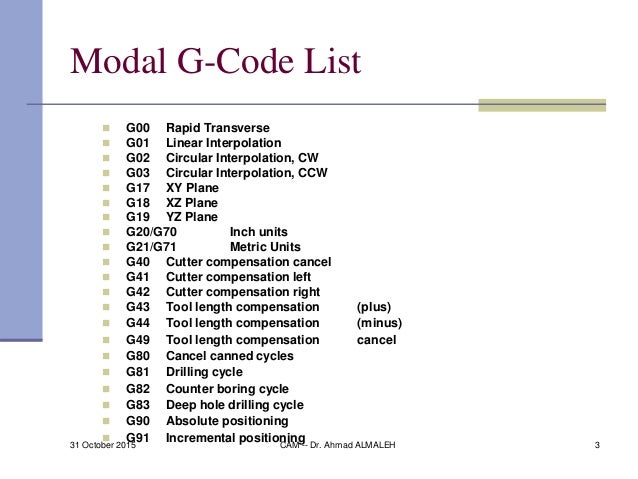 Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.
Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.
Конечно, мы можем установить центральную точку в любом другом месте, таким образом, мы получим другую дугу, которая заканчивается в той же конечной точке. Вот пример этого:
Итак, здесь у нас по-прежнему та же конечная точка, что и в предыдущем примере (X10, Y7), но центральная точка теперь находится в другом положении (X0, Y2). Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.
См. также: Как настроить GRBL и управлять станком с ЧПУ с помощью Arduino
G00, G01, G02 Пример – Программирование G-кода вручную
Давайте рассмотрим простой пример фрезерной обработки с ЧПУ, используя эти три основные команды G-кода, G00, G01 и G02.
Чтобы получить траекторию для фигуры, показанной на изображении выше, нам нужно выполнить следующие команды G-кода:
Кодовый язык: Arduino (arduino)
G00 X5 Y5 ; точка Б G01 X0 Y20 F200 ; точка С G01 X20 Y0 ; точка Д G02 X10 Y-10 I0 J-10 ; точка Е G02 X-4 Y-8 I-10 J0 ; точка F G01 X-26 Y-2 ; точка Б
Первой командой G00 мы быстро переводим машину из исходного или исходного положения в точку B(5,5). Отсюда мы начинаем с «резки» со скоростью подачи 200, используя команду G01 . Здесь мы можем отметить, что для перехода из точки B(5,5) в точку C(5,25) мы используем значения для X и Y относительно начальной точки B. Таким образом, +20 единиц в направлении Y приведут нас к точке C(5,25). На самом деле это зависит от того, выбрали ли мы машину для интерпретации координат как абсолютных или относительных. Мы объясним это в следующем разделе.
Отсюда мы начинаем с «резки» со скоростью подачи 200, используя команду G01 . Здесь мы можем отметить, что для перехода из точки B(5,5) в точку C(5,25) мы используем значения для X и Y относительно начальной точки B. Таким образом, +20 единиц в направлении Y приведут нас к точке C(5,25). На самом деле это зависит от того, выбрали ли мы машину для интерпретации координат как абсолютных или относительных. Мы объясним это в следующем разделе.
Как только мы достигнем точки C(5,25), у нас есть еще одна команда G01 для достижения точки D(25,25). Затем мы используем команду G02, круговое движение, чтобы добраться до точки E(35,15) с центральной точкой (25,15). На самом деле у нас есть та же самая центральная точка (25,15) для следующей команды G02, чтобы добраться до точки F(31,7). Тем не менее, мы должны отметить, что параметры I и J отличаются от предыдущей команды, потому что мы смещаем центр от последней конечной точки или точки E. Мы завершаем траекторию с помощью другой команды G01, которая доставит нас из точки F (31, 7) вернуться к точке B(5,5).
Итак, вот как мы можем вручную запрограммировать G-код для создания этой формы. Однако мы должны отметить, что это не полный G-код, потому что нам не хватает еще нескольких основных команд. Мы создадим полный G-код в следующем примере, так как сначала нам нужно объяснить эти команды G-кода.
G03 – круговая интерполяция против часовой стрелки
Так же, как и G02, команда G-кода G03 определяет движение машины по круговой схеме. Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02.
Таким образом, с помощью этих трех основных команд G-кода, G01 , G02 и G03 , мы можем создать траекторию буквально для любой формы, которую захотим. Вам может быть интересно, как это возможно, но на самом деле это простая задача для компьютера и программного обеспечения CAM. Да, иногда мы можем вручную создать программу G-кода, но в большинстве случаев мы делаем это с помощью соответствующего программного обеспечения, которое намного проще и безопаснее.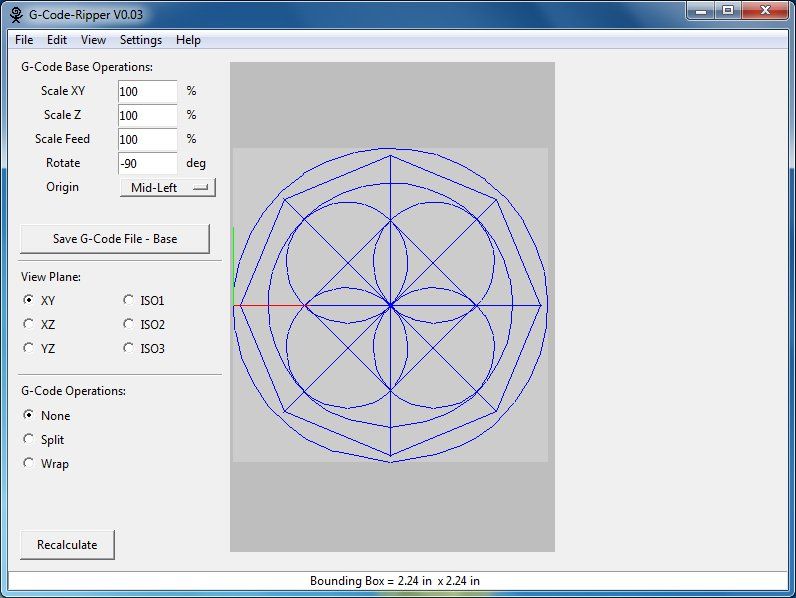
Тем не менее, теперь объясните еще несколько важных и часто используемых команд и в конце приведите реальный пример G-кода.
G20/G21 – выбор единиц измерения
Команды G20 и G21 определяют единицы G-кода, дюймы или миллиметры.
- G20 = дюймы
- G21 = миллиметры
Необходимо отметить, что единицы измерения должны быть установлены в начале программы. Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой.
G17/ G18/ G18 – Выбор плоскости G-кода
С помощью этих команд G-кода мы выбираем рабочую плоскость станка.
- G17 — плоскость XY
- G18 — плоскость XZ
- G19 — плоскость YZ
G17 используется по умолчанию для большинства станков с ЧПУ, но два других также можно использовать для выполнения определенных перемещений.
G28 – Возврат домой
Команда G28 указывает станку переместить инструмент в исходную точку или исходное положение. Чтобы избежать столкновения, мы можем включить промежуточную точку с параметрами X, Y и Z. Инструмент пройдет через эту точку, прежде чем перейти к контрольной точке.
Чтобы избежать столкновения, мы можем включить промежуточную точку с параметрами X, Y и Z. Инструмент пройдет через эту точку, прежде чем перейти к контрольной точке. G28 X## Y## Z##
Исходное положение можно определить с помощью команды G28.1 X## Y## Z## .
G90/G91 – Команды G-кода позиционирования
С помощью команд G90 и G91 мы сообщаем машине, как интерпретировать координаты. G90 для абсолютного режима и G91 для относительного режима .
В абсолютном режиме позиционирование инструмента всегда происходит от абсолютной точки или нуля. Итак, команда G01 X10 Y5 приведет инструмент точно в эту точку (10,5), независимо от предыдущей позиции.
С другой стороны, в относительном режиме инструмент позиционируется относительно последней точки. Таким образом, если станок в данный момент находится в точке (10,10), команда G01 X10 Y5 переместит инструмент в точку (20,15).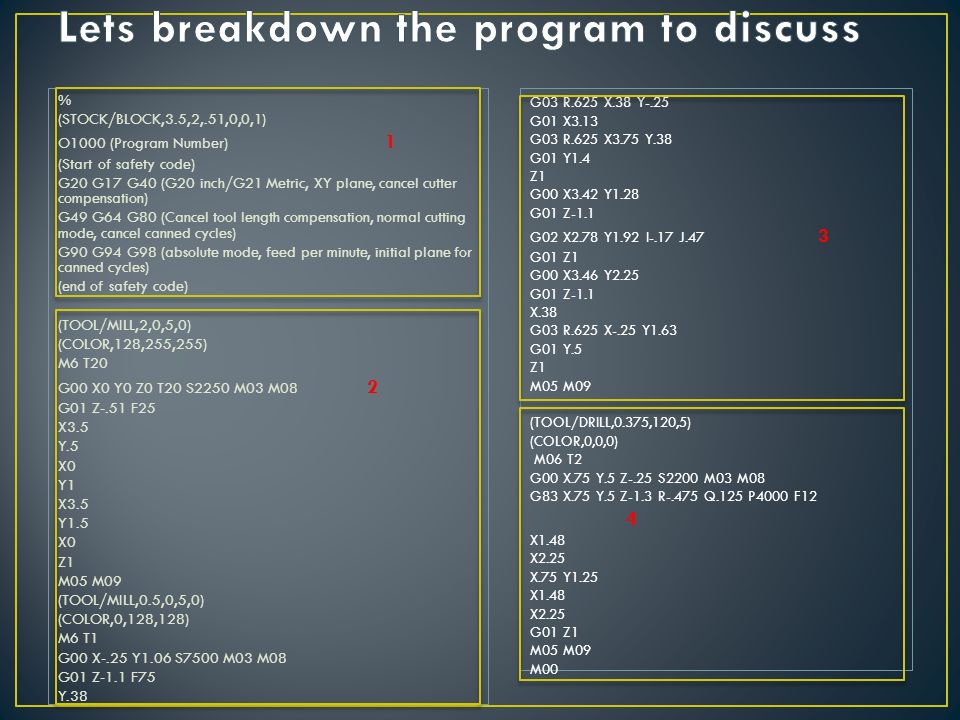 Этот режим также называют «инкрементным режимом».
Этот режим также называют «инкрементным режимом».
Другие команды и правила
Таким образом, команды G-кода, которые мы объяснили выше, являются наиболее распространенными, но их гораздо больше. Имеются такие команды, как компенсация на режущий инструмент, масштабирование, рабочие системы координат, выдержка и т. д.
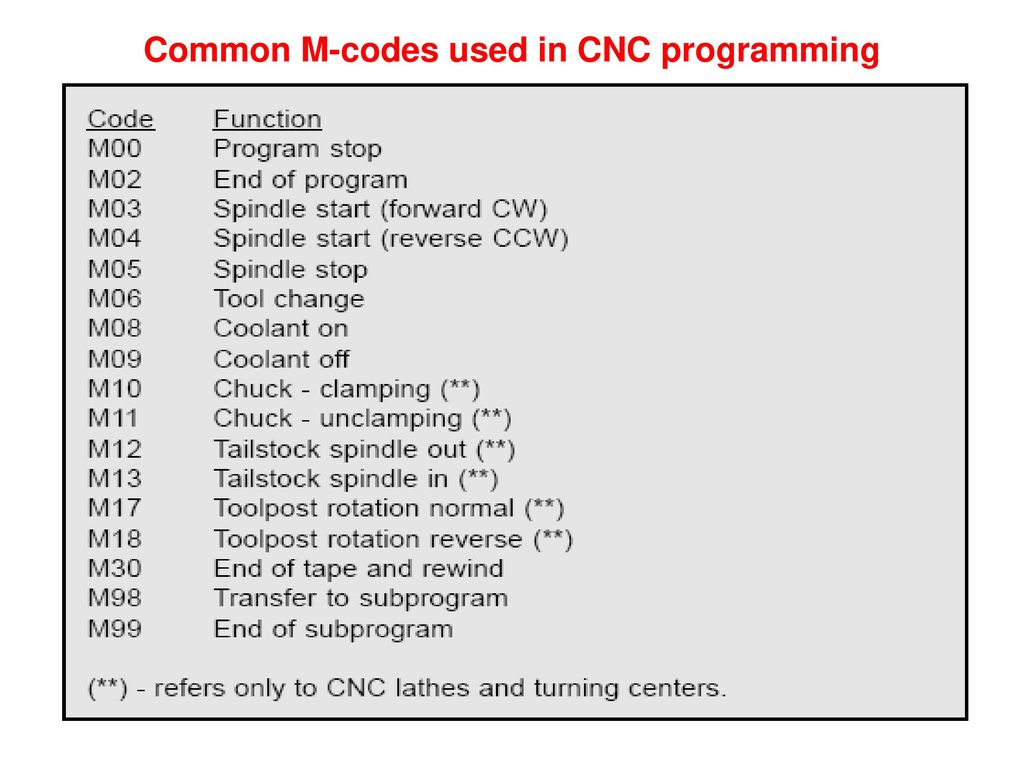
В дополнение к G-коду существуют также команды М-кода, которые используются при создании реальной полноценной программы G-кода. Вот несколько распространенных команд M-кода:
- M00 – Останов программы
- M02 – Конец программы
- M03 – Включение шпинделя – по часовой стрелке
- M04 – Включение шпинделя – против часовой стрелки
- M05 – Остановка шпинделя
- M08 – Подача охлаждающей жидкости ВКЛ.
- M09 – Подача охлаждающей жидкости ВЫКЛ.
- M30 – Конец программы
M06 – Инструмент изменить
В случае 3D-принтера:
- M104 — Запустить нагрев экструдера
- M109 — Подождать, пока экструдер достигнет T0
- M140 — Запустить нагрев платформы
- M190 — Подождать, пока платформа достигнет T4 9003 9003
Некоторым из этих команд требуются соответствующие параметры.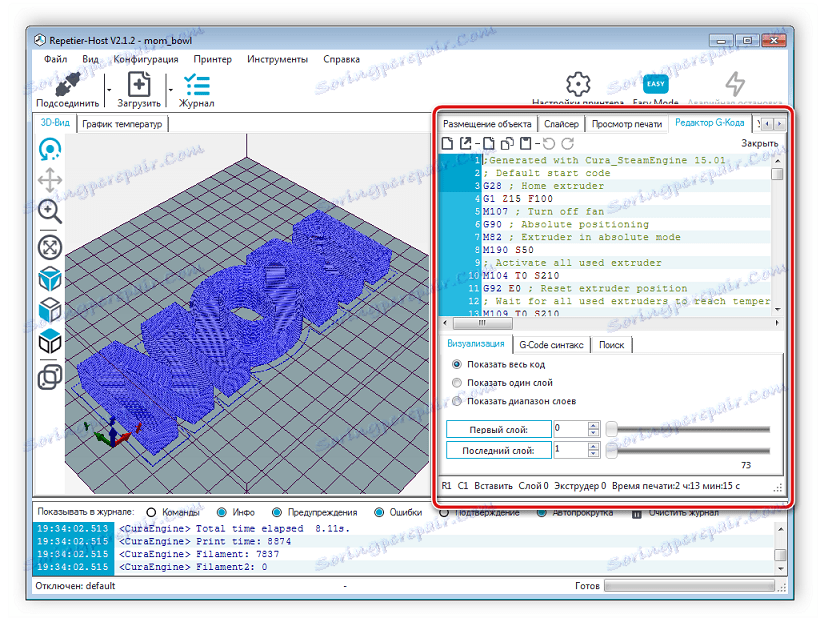 Например, при включении шпинделя с помощью M03 мы можем установить скорость шпинделя с помощью параметра S. Итак, строка
Например, при включении шпинделя с помощью M03 мы можем установить скорость шпинделя с помощью параметра S. Итак, строка M30 S1000 включит шпиндель на скорость 1000 об/мин.
Мы также можем отметить, что многие коды являются модальными , что означает, что они остаются в силе до тех пор, пока не будут отменены или заменены другим кодом. Например, скажем, у нас есть код линейного резания G01 X5 Y7 F200 . Если следующим движением снова будет линейная резка, мы можем просто ввести координаты X и Y без надписи G01 впереди.
Язык кода: Arduino (arduino)
G01 X5 Y7 F200 Х10 У15 Х12 У20 G02 X5 Y5 I0 J-5 X3 Y6 I-2 J0
То же самое относится к параметру скорости подачи F. Нам не нужно включать его в каждую строку, если только мы не хотим изменить его значение.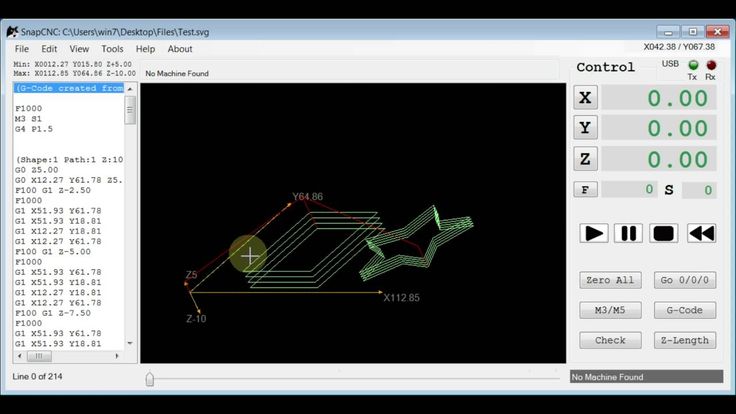
В некоторых файлах G-кода вы также можете увидеть « N## » перед командами. Слово N просто для нумерации строки или блока кода. Это может быть полезно для определения конкретной строки в случае ошибки в огромной программе.
Пример программы простого G-кода
Тем не менее, после прочтения всего этого, теперь мы можем вручную сделать настоящий, актуальный код. Вот пример:
Язык кода: Arduino (arduino)
% G21 G17 G90 F100 М03 С1000 G00 X5 Y5 ; точка Б G01 X5 Y5 Z-1 ; точка Б G01 X5 Y15 Z-1 ; точка С G02 X9 Y19 Z-1 I4 J0 ; точка Д G01 X23 Y19 Z-1 ; точка Е G01 X32 Y5 Z-1 ; точка F G01 X21 Y5 Z-1 ; точка G G01 X21 Y8 Z-1 ; точка Н G03 X19 Y10 Z-1 I-2 J0 ; пункт я G01 X13 Y10 Z-1 ; точка J G03 X11 Y8 Z-1 I0 J-2 ; точка К G01 X11 Y5 Z-1 ; точка L G01 X5 Y5 Z-1 ; точка Б G01 X5 Y5 Z0 G28 X0 Y0 М05 М30 %
Описание программы G-code:
- Инициализация кода.
 Этот символ (%) всегда присутствует в начале и в конце программы.
Этот символ (%) всегда присутствует в начале и в конце программы. - Линия безопасности: Задайте программирование в метрической системе (все размеры в мм), плоскость XY, абсолютное позиционирование и скорость подачи 100 дюймов/мин.
- Шпиндель по часовой стрелке со скоростью 1000 об/мин.
- Быстрое позиционирование на B(5,5).
- Управляемое движение в том же положении, но с опусканием инструмента на -1.
- Линейное режущее движение в положение C(5,15).
- Круговое движение по часовой стрелке к точке D(9,19) с центром в точке (9,15).
- Линейная резка до точки E(23,19).
- Линейная резка до точки F(32,5).
- Тот же прямой рез до точки G(21,5).
- Еще один прямой рез до точки H(21,8).
- Круговая интерполяция против часовой стрелки в позицию I(19,10) с центром в точке (19,8).
- Линейная резка до точки J(13,10).
- Круговая резка против часовой стрелки до позиции K(11,8) с центром в (13,8).
- Линейная резка в положение L(11,5).
- Окончательное линейное движение резки в положение B(5,5).
- Поднимите инструмент.
- Перейти в исходное положение.
- Шпиндель выключен.
- Конец основной программы.
Вот как выглядит этот код, готовый к отправке на наш станок с ЧПУ через программное обеспечение Universal G-code Sender:
Итак, используя эти основные команды G-кода, описанные выше, нам удалось написать собственный полноценный G-код. код. Конечно, этот пример довольно прост, и для более сложных форм нам определенно нужно использовать программное обеспечение CAM. Вот пример сложного G-кода формы Лошади:
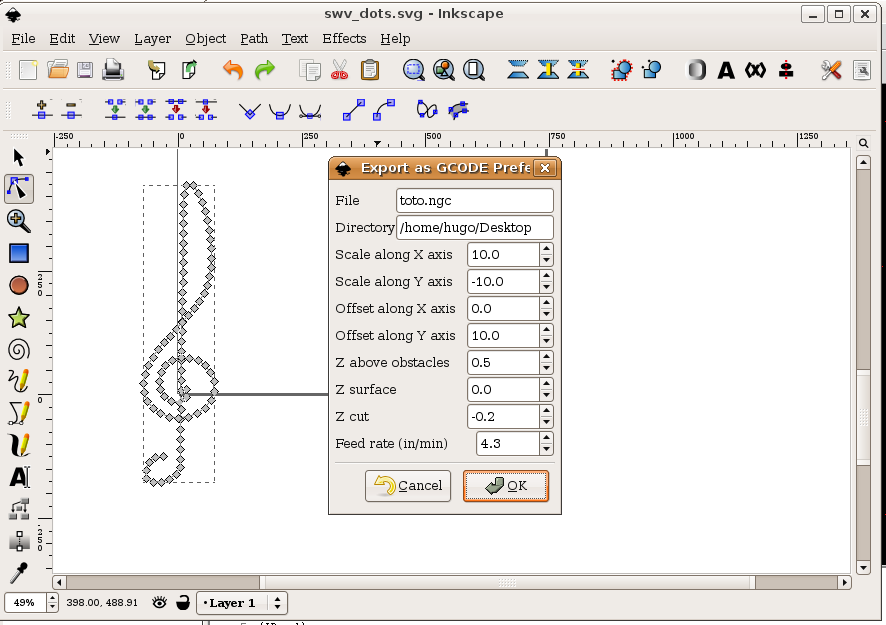
Для сравнения, в этом коде около 700 строк, но все они сгенерированы автоматически. G-код был создан с использованием Inkscape в качестве примера для моего самодельного станка для резки пенопласта Arduino с ЧПУ. Вот как получилась форма:
Более подробную информацию об этой машине вы можете найти в моем конкретном руководстве.
Заключение
Итак, мы рассмотрели основы G-кода, объяснили наиболее важные и распространенные команды G-кода и вручную создали собственный настоящий G-код. В конце концов, я думаю, что понять G-код не так уж сложно. Конечно, существует так много других команд и функций, используемых в обработке с ЧПУ или 3D-печати, о которых мы должны знать, но подробнее об этом в некоторых других руководствах.
Если эта статья оказалась вам полезной, поделитесь ею с другими любителями ЧПУ и 3D-печати. Также не стесняйтесь задавать любые вопросы в разделе комментариев ниже.
Учебное пособие по GCode. Освойте программирование G-кода с помощью GCodeTutor
Научитесь программировать и редактировать G-код без каких-либо предварительных знаний.
Базовый курс — это первый курс из серии профессиональных программ программирования G-Code. Во время этих онлайн-видеоуроков мы подробно расскажем, как работает каждая команда GCode и MCode. Затем мы пишем короткую программу, используя G-коды, чтобы вы могли узнать, как это работает в программе.
Предназначен для новичков в мире программирования ЧПУ, которым не требуются предварительные знания G-кода.
Зарегистрируйтесь сейчас всего за
$110,00
Каждый раз, когда этот базовый курс обновляется, цена будет увеличиваться. Купите сейчас, чтобы получать бесплатные обновления на всю жизнь!
Зарегистрируйтесь сегодня
грамм
Код — это язык программирования станков с ЧПУ. Он состоит из команд GCode и команд MCode, которые выглядят как «G00, M01» с позиционными командами, которые сообщают машине, куда двигаться. Это намного проще, чем изучение языка программирования, такого как JavaScript или даже HTML!
Это намного проще, чем изучение языка программирования, такого как JavaScript или даже HTML!
С помощью этого учебного курса GCode я проведу вас через этот увлекательный язык программирования, чтобы вы чувствовали себя уверенно при обработке деталей с помощью фрезерного станка с ЧПУ или фрезерного станка с ЧПУ.
Каждая команда G-CODE и M-Code обсуждается в простых уроках с примерами программ, чтобы упростить обучение программированию GCODE.
Т
его руководство по GCode охватывает ряд различных тем, предоставляя вам полную основу для программирования вашего станка с ЧПУ.
Курс включает в себя 4 полные программы!
Отлично, очень рекомендую.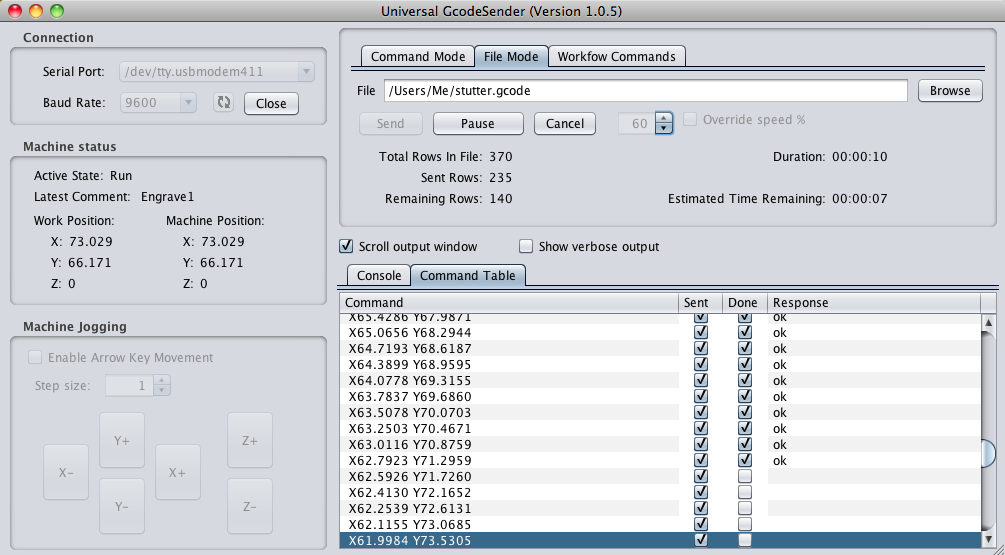 Отлично, чтобы получить базовое представление о G-коде.
Отлично, чтобы получить базовое представление о G-коде.
Брайан
Этот курс действительно нарисовал картину таким образом, что мой мозг усвоил информацию, представленную Марком. Не имея практически никакого опыта в мире машиностроения, он шаг за шагом разбирал основы, и теперь я понимаю, как работает программа Gcode. Я чувствую себя более уверенно, глядя на дугу и переводя числа в формат Gcode. Спасибо, Марк, я с нетерпением жду создания моего первого проекта.
Джеффри
Этот курс дает краткое представление о программировании G-кода с
полная точка зрения новичка, пошаговые руководства хорошо объяснены и просты в использовании.
Роберт
Отличное введение в обработку на станках с ЧПУ с использованием G-кода
Павел
Я перехожу на новую работу, которая требует обслуживания ЧПУ и
ремонт и понимание стороны программирования на самом деле
помогает укрепить мои небольшие знания о том, как работает ЧПУ. Действительно хороший курс для начинающих, таких как я и
Действительно хороший курс для начинающих, таких как я и
понравилось практиковать
на симуляторе G-кода и доступ к справочнику машиниста также фантастический! Настоятельно рекомендуется.
Стиви
Курсы Марка в G-Code Tutor полностью меняют правила игры для всех, кто, как и я, вступает в захватывающий мир промышленных операций с ЧПУ. В то время как типичные инструкции из учебника могут сбивать с толку и разочаровывать, четкие, понятные и пошаговые курсы Марка помогут любому целеустремленному студенту понять и использовать программирование машинного кода на своем рабочем месте настолько, насколько он того пожелает. Курсы доставляют удовольствие и сохраняют интерес и мотивацию на протяжении всего обучения. Я очень благодарна за эти курсы и очень рекомендую их всем.
Эндрю
Отличный курс. Я многому научился. воспользуюсь информацией и
будет записываться на продвинутые классы.
Спасибо, Марк!
Энтони
Учебная программа
-
Важная информация - Декартова система (7:23)
- G00 и G01 (3:20)
- Программа обработки деталей Hello World 1 (6:02)
- Компенсация режущего инструмента (6:27)
- М-коды (6:28)
- Единиц (2:40)
- Номера инструментов и скорости шпинделя (7:24)
- Программа обработки деталей Hello World 2 (4:43)
- Программа обработки деталей Hello World 3 (10:01)
- Викторина первая
- Программирование профиля
- Попутное фрезерование (2:54)
- Программирование радиуса (9:41)
- Программирование профиля (15:17)
- Абсолютное и инкрементальное программирование (4:35)
- Пример программы в инкрементах (9:03)
- Макет заголовка (5:03)
- Викторина вторая
- Виджет полная программа
- Торцевое фрезерование (11:01)
- Фрезерование пазов (6:10)
- Фрезерование профиля (10:12)
- Оценка
- Запрограммируйте деталь, следуя инструкциям, и отправьте на отзыв
30-дневная гарантия возврата денег.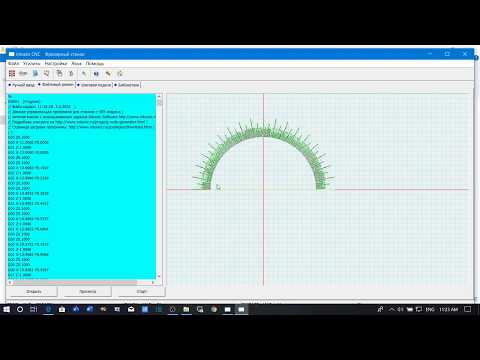 Бесплатные пожизненные обновления
Бесплатные пожизненные обновления
Зарегистрироваться
сейчас
Запишитесь на отдельные курсы ЧПУ или получите значительную экономию, записавшись на полный пакет обучения G-Code.
- Более 14 часов предварительно записанных уроков
- ПОЖИЗНЕННЫЙ ДОСТУП ко всем 4 курсам G-Code
- Завершить обучение G-коду
- Легко понять
- Написать программы ЧПУ, чтобы сделать любую деталь возможной с помощью G-кода
447 долл. США
-
(578 долл. США на пользователя)447 долл. США на пользователя - Базовый курс G-кода
- Программирование фрезерных станков с ЧПУ с помощью курса G-кода
- Курс программирования токарных станков с ЧПУ с G-кодом
- Усовершенствованный курс программирования макросов ЧПУ
- Сертификация GCodeTutor
- Загружаемые раздаточные материалы
- Бесплатные обновления на всю жизнь
- Пожизненный доступ
- Безрисковая 30-дневная гарантия возврата денег
- Более 42 часов обучения работе с ЧПУ
- Все 4 курса G-Code Professional
- 2 курса Fusion 360 CAD/CAM
- 2 хобби-курса (маршрутизатор + 3D-принтер) БЕСПЛАТНО
- 1 Курс математики в механических мастерских БЕСПЛАТНО
- 1 курс GD&T БЕСПЛАТНО
749 $
-
(1200 долларов США за пользователя)749 долларов США за пользователя - Базовый курс G-кода
- Программирование фрезерных станков с ЧПУ с помощью курса G-кода
- Курс программирования токарных станков с ЧПУ с G-кодом
- Усовершенствованный курс программирования макросов ЧПУ
- Fusion 360 CAD/CAM для фрезерных станков
- Fusion 360 CAD/CAM для токарных станков
- Измерительное оборудование — (GD&T)
- Курс фрезерного станка с ЧПУ (БЕСПЛАТНО)
- 3D-печать G-кода (БЕСПЛАТНО)
- Математика в механических мастерских (БЕСПЛАТНО)
- Сертификация GCodeTutor
- Загружаемые раздаточные материалы
- Бесплатные обновления на всю жизнь
- Пожизненный доступ
- Безрисковая 30-дневная гарантия возврата денег
- На базе 10 мест
- Более 14 часов предварительно записанных уроков
- ПОЖИЗНЕННЫЙ ДОСТУП ко всем 4 курсам G-Code
- Завершить обучение G-коду
- Индивидуальный пакет опций
- С легкостью тренируйте свою команду
2235 $
- Доступ ко ВСЕМ 4 курсам G-Code для 10 пользователей
(578 долл.223 долл. США на пользователя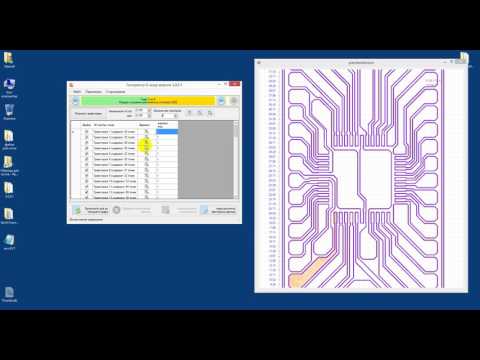 США на пользователя)
США на пользователя) - Базовый курс G-кода
- Программирование фрезерных станков с ЧПУ с помощью курса G-кода
- Курс программирования токарных станков с ЧПУ с G-кодом
- Усовершенствованный курс программирования макросов ЧПУ
- Сертификация GCodeTutor
- Загружаемые раздаточные материалы
- Бесплатные обновления на всю жизнь
- Пожизненный доступ
- Безрисковая 30-дневная гарантия возврата денег
Если на ваш вопрос нет ответа в этом разделе часто задаваемых вопросов, напишите мне на моей странице контактов.
Кто такой GCodeTutor?
GCodeTutor — инженер по программированию станков с ЧПУ по имени Марк, который более 28 лет программирует станки с ЧПУ для аэрокосмической промышленности.
Сколько длится этот курс?
Этот курс длится около 130 минут и разбит на небольшие видео продолжительностью от 4 до 12 минут каждое.
Всего комментариев: 0