G40 код чпу: Описание G и M кодов для программирования ЧПУ (CNC) станков
Содержание
G-коды для ЧПУ: программируем станок своими силами
Для станков с программным числовым управлением существует специальный язык. Этот язык называют ISO 7 bit. Система G кодов для ЧПУ представляет собой специальные команды для работы фрезерных и токарных станков с ПУ, в командах задаются специальные параметры. Обучение ЧПУ программированию производится в технических колледжах или на курсах дополнительного образования.
Что такое G-код
Кодовая система для токарно – фрезерных станков с ЧПУ представляет собой особую группу команд, которые распознаются станками с функциями программного управления. Кодовая система была разработана компанией Electronic Industries Allience в 1960 году и доработана в 1980 году. С 1982 года она начала действовать в России. Кодовый язык входит в структуру основ программирования, он непрерывно совершенствуется и изменяется.
Какие бывают G-коды
Программы с G-кодом пишутся в виде текстового формата, каждую строчку называют кадром. Кадр состоит из буквенного символа – это адрес и цифра, в которой выражено числовое значение. Коды бывают основными и вспомогательными. На основе такой программы работает токарный и фрезерный станок с ЧПУ.
Кадр состоит из буквенного символа – это адрес и цифра, в которой выражено числовое значение. Коды бывают основными и вспомогательными. На основе такой программы работает токарный и фрезерный станок с ЧПУ.
Команды группы G называют подготовительными. Они задают движение рабочих элементов на станке с определенной скоростью. Скорость может быть круговой или линейной. Также G-код используется для обработки отверстий и резьбы. Еще одной функцией является управление параметрами и координатными системами аппаратуры.
Основные команды программы направлены на выполнение следующих функций:
- G00 – G04 функция позиционирования;
- G17 – G19 осуществляют переключение рабочих параметров;
- G40 – G44 компенсация длины и диаметра разных элементов аппарата;
- G54 – G59 переключение координатных систем;
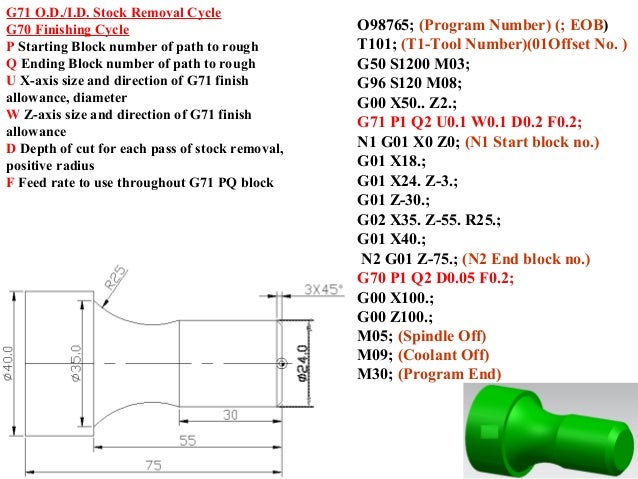
- G71 – функция обработки отверстий;
- G80 – G84 функция нарезания резьбы и сверления;
- G90 – G92 переключение абсолютной и относительной систем координат.

Символы бывают разными: М выполняет вспомогательные функции, такая команда необходима для смены инструмента, вызова подпрограммы и ее завершения, S – это функция основного движения, F – подача, Т, D, Н являются выражением функций инструмента.
Значение символа зависит от вида станка с ЧПУ. Программирование осуществляется на основе этих кодов.
Подготовительные функции
Подготовительные функции в кодовой системе выражены символом G. Каждому коду соответствует особенное значение. Все подготовительные команды, к примеру, выбор рабочей плоскости или выбор скорости перемещения, задаются первыми в программе. В коде зашифрована определенная функция. Числовыми значениями задаются параметры.
Расшифровка основных G кодов для ЧПУ
Перейдем к рассмотрению того, как расшифровываются основные G коды для станков с ПУ.
G00
Задает скоростное позиционирование. Ее используют, когда нужно быстро переместить режущий инструмент в готовое состояние для начала работы или поместить его в безопасную позицию. Ускоренный вариант не применяют в процессе обработки деталей, поскольку скорость, которая развивается в данном случае, очень высока. Данную команду можно отменить с помощью команды G01, G02, G03.
Ее используют, когда нужно быстро переместить режущий инструмент в готовое состояние для начала работы или поместить его в безопасную позицию. Ускоренный вариант не применяют в процессе обработки деталей, поскольку скорость, которая развивается в данном случае, очень высока. Данную команду можно отменить с помощью команды G01, G02, G03.
G01
Представляет собой линейную интерполяцию. Такая команда необходима для движения инструмента по прямой, скорость задается символом F. Отмена функции осуществляется кодами G00, G02, G03. Пример записи команды: G01 X20 Y150 F60.
G02
Задает движение по часовой стрелке, режущий инструмент начинает двигаться по дугообразной траектории, скорость задается символом F. Также задаются параметры в координатной плоскости. Символы I, J, K – определяющие координаты дуги в плоскости. Отмена осуществляется кодами G00, G01, G03.
G03
Это движение против часовой стрелки по дуге с заданной скоростью.
G04
Задают перерыв в работе.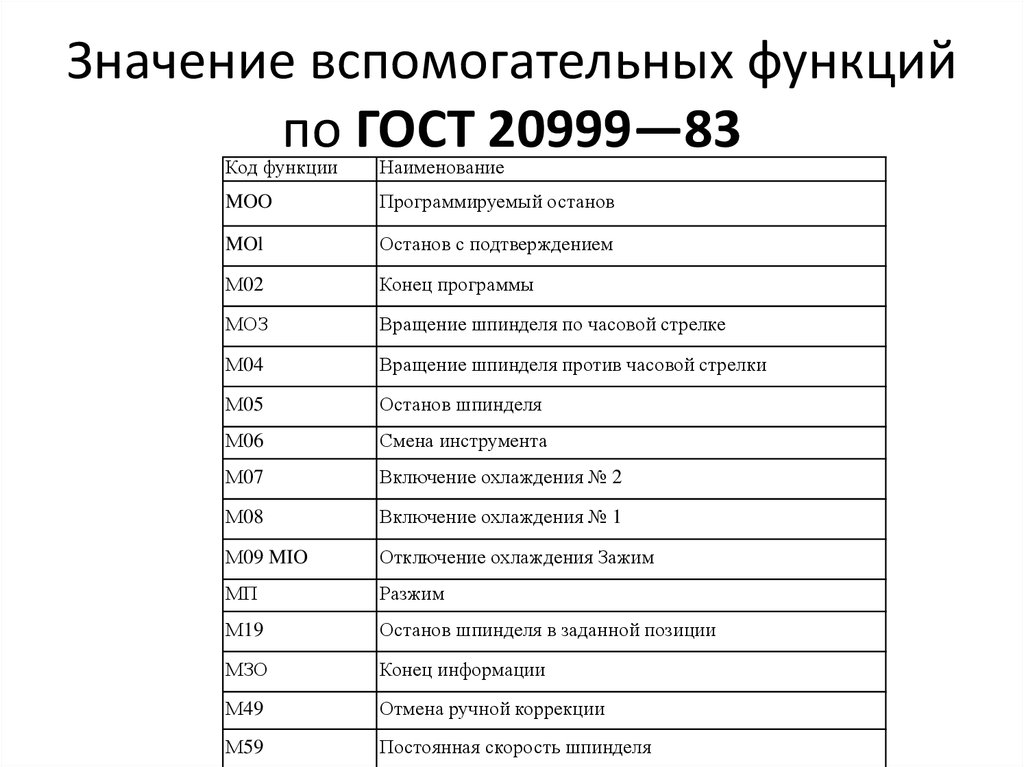 продолжительность паузы задается Х или Р символом. Обычно пауза длится около одной секунды.
продолжительность паузы задается Х или Р символом. Обычно пауза длится около одной секунды.
G17
Задает плоскость. С помощью кода G17 выбирают координаты XY. Такая функция необходима для вращающихся движений и процесса сверления.
G18
Задает плоскость в координатах XZ, эта плоскость становится рабочей в процессе круговой интерполяции, вращательных движениях и процессе сверления.
G19
Позволяет выбрать рабочую площадь в координатах YZ. Такая функция необходима для движения инструмента в круговой интерполяции и постоянном цикле сверления.
G20
Позволяет вводить данные в дюймовых измерениях. Функция предназначена для работы с дюймовыми показателями.
G21
Позволяет работать с метрическими показателями. Он необходим при работе с данными, выраженными в метрах.
G40
Отменяет функцию автоматической коррекции на заданный радиус инструмента, задаваемого G41 и G42.
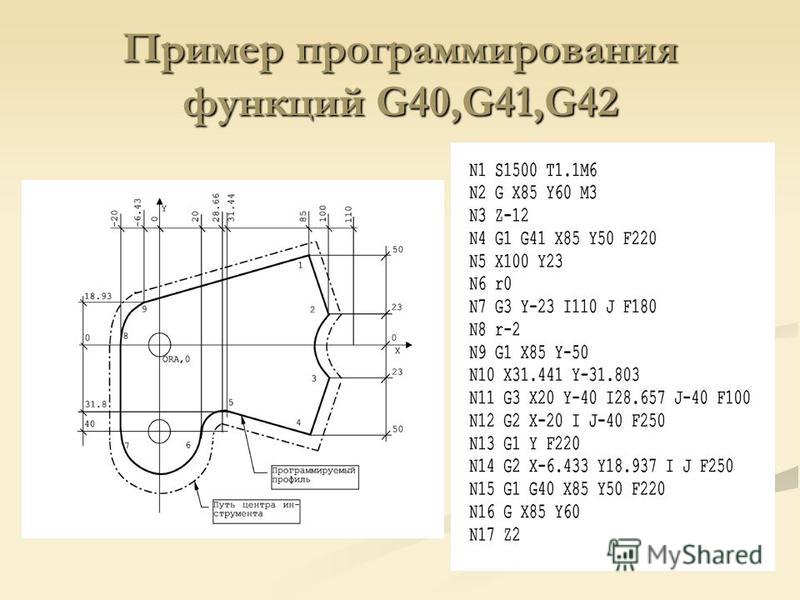
G41
Включает автокоррекцию на радиус инструмента, который располагается слева от обрабатываемой детали относительно хода его движения.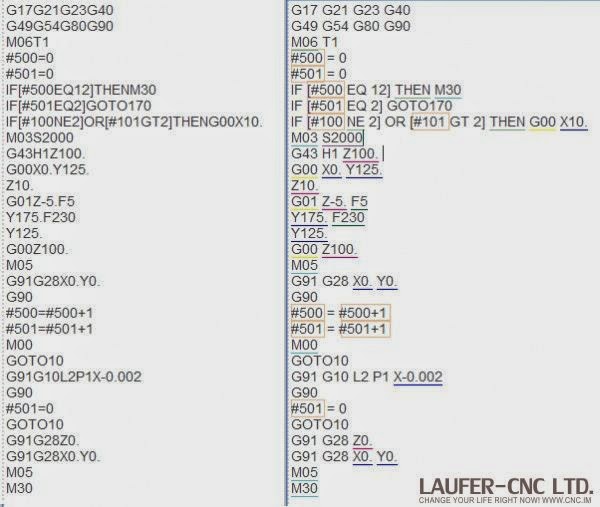 В программу также входит функция D.
В программу также входит функция D.
G42
Аналогичен коду G41, он предназначен для автокоррекции на радиус, расположенный справа от обрабатываемой детали. Программу также задают с функцией D.
G43
Необходим для компенсации длины инструмента, корректирует его положение и задается вместе с функцией инструмента Н.
G52
Задает локальные координатные параметры помимо стандартных параметров.
G53
Позволяет переключаться на координатную систему рабочего станка.
G54 – G59
Осуществляют заданное смещение рабочего элемента относительно координатных параметров станка. Используя коды G54, G55, G56, G57, G58, G59 можно определить, в какой именно системе координат будет совершаться работа. Меняя коды, программист получает возможность обрабатывать разнообразные детали.
Если кодами G54 – G59 была задана какая-либо координатная система, то она будет действовать до тех пор, пока не будет отменена, и введутся другие параметры.
G64
Представляет собой режим резки, при этом автоматически отменяются другие функции.
G68
Задается вращение координат, команда позволяет смещать координатную систему под определенным углом. Плоскость вращения, центр и угол поворота задается командами G17, G18, G19, R. Команда G69 отменяет эту функцию.
G71
Позволяет делать отверстия в изделиях.
G73
Это функция высокоскоростного сверления отверстий.
G74
Используется для нарезания левой резьбы.
G81, G82, G83
Используются для цикла сверления: стандартного, с выдержкой и прерывистого.
G85 – G87
Позволяют осуществлять разные циклы растачивания.
G92
Позволяет установить абсолютные накопители положения.
G97
Задает параметры оборотов, производимых за одну минуту.
Все коды взаимодействуют между собой и образовывают отдельную группу. В системе программы одна функция сменяется другой. Пример кодовой программы можно найти в интернете. Кодовая таблица должна быть в поле зрения во время программирования.
В системе программы одна функция сменяется другой. Пример кодовой программы можно найти в интернете. Кодовая таблица должна быть в поле зрения во время программирования.
Требования к написанию программы
Программы, которые пишут для станка с ЧПУ на основе использования джи кодов, имеют определенную совершенно четкую структуру, которая состоит из нескольких команд. Все команды для работы со станком объединяются по группам – кадрам. Завершение одного кадра отмечается символом CR/LF, программу заканчивает вспомогательный код М02 или М30.
Если к программе необходимо сделать комментарий, то его размещают в круглых скобках. К примеру, (перемещение к точке начала фрезерования). Комментарий может находиться сразу после кода, но можно также и вынести его в отдельную строку.
Одна и та же команда может повторяться неоднократно, заданное количество раз в определенной последовательности.
Программа пишется с помощью основных и вспомогательных функций. Ее считывают токарные и фрезерные станки.
Генерированием кодов для работы за станком на производстве занимаются специальные программы. На каждом предприятии такая система действует отлажено и ее контролирует оператор. При необходимости любую программу можно сгенерировать самостоятельно с помощью специального программного обеспечения, которое можно скачать в интернете.
Никаких специальных знаний для этого не потребуется, достаточно иметь представление о декартовой системе координат, знать физические величины и определения из курса геометрии. В качестве примера можно воспользоваться уже готовой программой. Для работы потребуются таблицы с расшифровкой кодов.
Для создания кода необходимо иметь следующие знания:
- введение геометрических параметров и размеров обрабатываемой детали;
- знать параметры инструментов и устройств, с помощью которых осуществляется работа;
- толщина слоя, которую потребуется снять;
- глубина введения инструмента для проделывания прорезей.
На практике такие действия произвести несложно. Для того чтобы понять как устроена система, можно посмотреть пример записи команд, потребуется также вспомогательная таблица с кодами.
Существуют специальные сервисы, позволяющие создавать программы для станков онлайн, их можно генерировать на готовом примере. Никакое дополнительное программное обеспечение устанавливать на компьютер не потребуется. Все, что нужно, это выход в интернет. При программировании требуется особая внимательность, если ошибиться в ведении числового показания, можно повредить деталь или сломать станки. Программы, созданные таким образом, можно использовать на токарных, фрезерных, плазменных станках и обрабатывать самые разные материалы.
G коды для ЧПУ Mach4
G-код — наименование языка программирования систем с числовым программным управлением (ЧПУ).
Управляющая программа представляет собой обычный текстовый файл и состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от УЧПУ) может начинаться с номера кадра (N1…N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
G — подготовительная функция.
M — вспомогательная функция.
S — функция главного движения.
F — функция подачи.
T, D, H — функции инструмента.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G00 — быстрое позиционирование.
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
G01 — линейная интерполяция.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
G02 — круговая интерполяция по часовой стрелке.
Функция GO2 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F).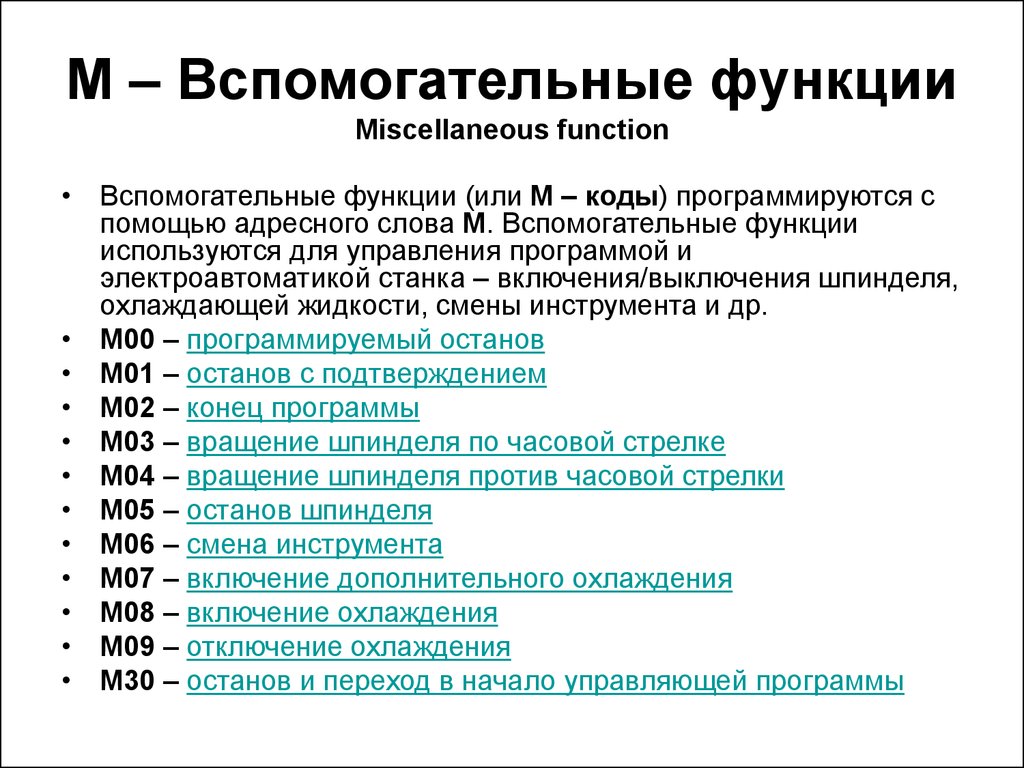 При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
G03 — круговая интерполяция против часовой стрелки.
Функция GO3 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.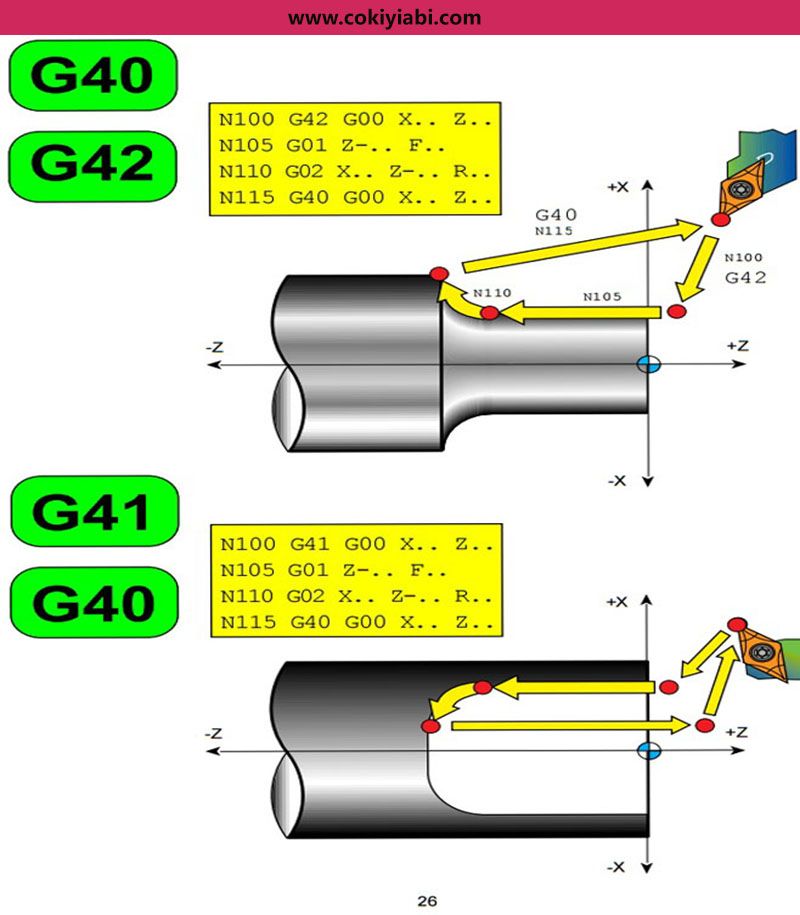
Код G03 отменяется кодами: G00, G01, G02.
G04 — пауза.
Функция G04 — команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 — пауза 2.5 секунды, G04 Р1000 — пауза 1 секунда.
G17 — выбор плоскости XY.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G18 — выбор плоскости XZ.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G19 — выбор плоскости YZ.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G20 — ввод дюймовых данных.
Функция G20 активизирует режим работы с дюймовыми данными.
G21 — ввод метрических данных.
Функция G21 активизирует режим работы с метрическими данными.
G40 — отмена коррекции на радиус инструмента.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
G41 — левая коррекция на радиус инструмента.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки).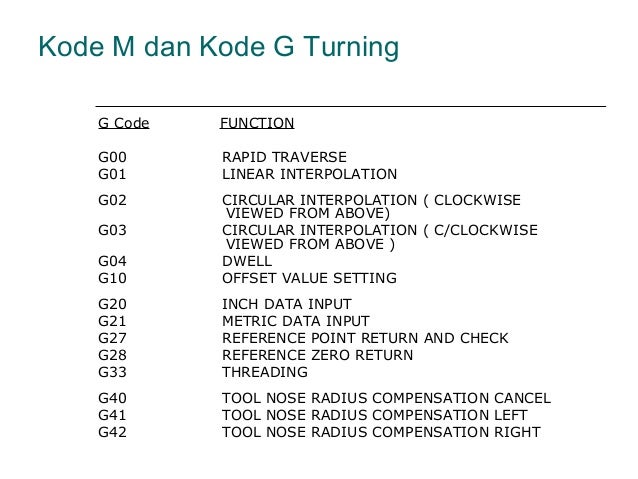 Программируется вместе с функцией инструмента (D).
Программируется вместе с функцией инструмента (D).
G42 — правая коррекция на радиус инструмента.
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G43 — коррекция на положение инструмента.
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
G52 — локальная система координат.
СЧПУ позволяет устанавливать кроме стандартных рабочих систем координат (G54-G59) еще и локальные. Когда СЧПУ станка выполняет команду G52, то начало действующей рабочей системы координат смещается на значение указанное при помощи слов данных X, Y и Z. Код G52 автоматически отменяется с помощью команды G52 ХО YO Z0.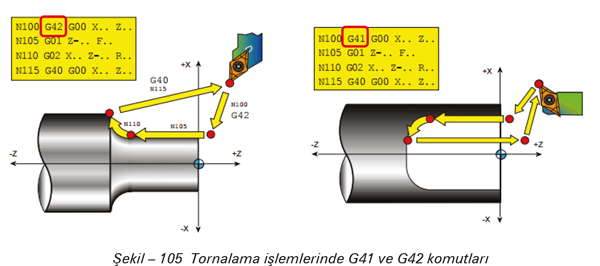
G54 — G59 — заданное смещение.
Смещение рабочей системы координат детали относительно системы координат станка.
G68 — вращение координат.
Код G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17, G18 и G19. Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 — G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120.
G69 — отмена вращения координат.
Код G69 отменяет режим вращения координат G68.
G73 — высокоскоростной цикл прерывистого сверления.
Цикл G73 предназначен для сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента. Движение в исходное положение после обработки идет на ускоренной подаче.
Движение в исходное положение после обработки идет на ускоренной подаче.
G74 — цикл нарезания левой резьбы.
Цикл G74 предназначен для нарезания левой резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G80 — отмена постоянного цикла.
Функция, которая отменяет любой постоянный цикл.
G81 — стандартный цикл сверления.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
G82 — сверление с выдержкой.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце.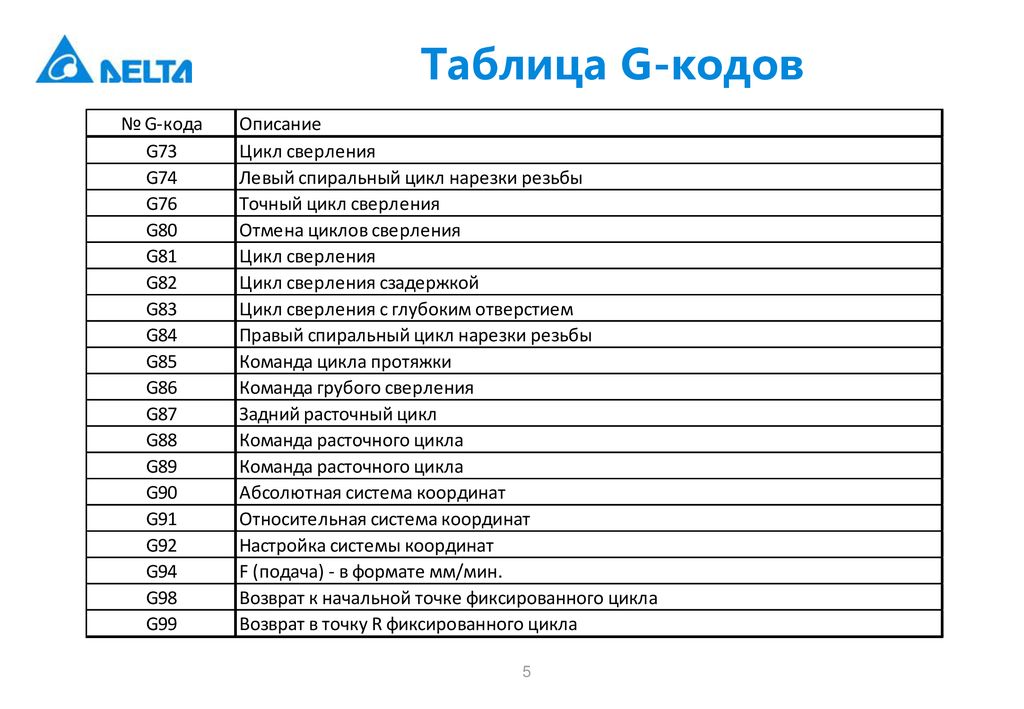 Движение в исходное положение после обработки идет на ускоренной подаче.
Движение в исходное положение после обработки идет на ускоренной подаче.
G83 — цикл прерывистого сверления.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
G84 — цикл нарезания резьбы.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G85 — стандартный цикл растачивания.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на рабочей подаче.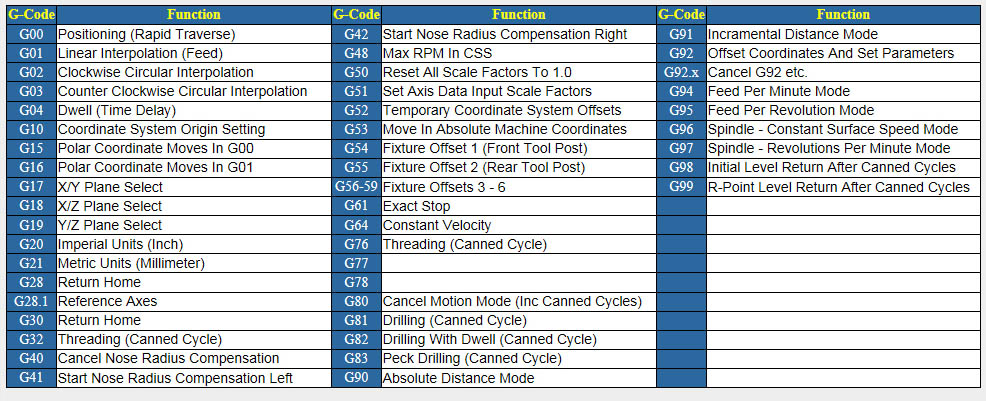
G86 — цикл растачивания с остановкой вращения шпинделя.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
G87 — цикл растачивания с отводом вручную.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
G90 — режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
G91 — режим относительного позиционирования.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
G94 — скорость подачи в дюймах/миллиметрах в минуту.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах за 1 минуту (если действует функция G20) или в миллиметрах за 1 минуту (если действует функция G21). Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95.
G95 — скорость подачи в дюймах/миллиметрах на оборот.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах на 1 оборот шпинделя (если действует функция G20) или в миллиметрах на 1 оборот шпинделя (если действует функция G21). Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
G98 — возврат к исходной плоскости в цикле.
Если постоянный цикл станка работает совместно с функцией G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Функция G98 отменяется при помощи G99.
G99 — возврат к плоскости отвода в цикле.
Если постоянный цикл станка работает совместно с функцией G99, то инструмент возвращается к плоскости отвода между всеми обрабатываемыми отверстиями. Функция G99 отменяется при помощи G98
Краткое руководство по G-коду ЧПУ G40 [Отмена компенсации резца]
by Brandon Fowler
Содержание
Что делает код G40?
G40 — это G-код ЧПУ для отключения коррекции на режущий инструмент.
Компенсация на режущий инструмент включается либо с помощью G41 для компенсации режущего инструмента слева, либо с помощью G42 для компенсации режущего инструмента справа.
Хотите узнать больше о CNC G Code?
Что такое компенсация на режущий инструмент?
Компенсация режущего инструмента — это режим ЧПУ, который позволяет контроллеру ЧПУ регулировать размер режущего инструмента.
Установка размера режущего инструмента позволяет использовать одну и ту же программу с несколькими различными режущими инструментами.
Включение компенсации на режущий инструмент указывает станку смещать режущий инструмент либо влево с помощью G41, либо вправо с помощью G42. Смещение составляет половину диаметра режущего инструмента, иначе называемого радиусом.
Визуализировать, в какую сторону будет переключаться машина, может быть немного сложно. Сдвиг происходит так, как если бы вы смотрели в направлении движения фрезы.
На двух изображениях ниже показано, как будет двигаться ЧПУ, когда активны другие режимы компенсации режущего инструмента.
Где в программе появляется G40?
Команду G40 можно найти в любом месте программы, но чаще всего ее можно найти в строках безопасности программы.
Линии безопасности — это набор кодов, используемых для перевода станка с ЧПУ в правильный режим (режимы) перед запуском программы. Иногда это означает включение режимов, иногда их отключение.
G40 — одна из команд выключения.
Линии безопасности часто используются в начале нового раздела кода, чтобы убедиться, что ЧПУ настроено на правильные режимы перед запуском раздела кода.
Что нужно знать при использовании кода G40
При использовании G40 для отмены коррекции на режущий инструмент следует обратить внимание на два основных момента:
- Отменить компенсацию на режущий инструмент, если расстояние от детали превышает половину диаметра фрезы
- Сделать ход при отмене компенсации на режущий инструмент
Отмена компенсации на режущий инструмент при достаточном удалении от детали предотвращает откат станка в часть. Хорошей практикой является перемещение станка по оси Z так, чтобы он находился вдали от детали перед отменой коррекции на режущий инструмент.
Хорошей практикой является перемещение станка по оси Z так, чтобы он находился вдали от детали перед отменой коррекции на режущий инструмент.
Движение заставляет машину двигаться согласованным образом. Некоторые станки могут реагировать неожиданно, если при отмене коррекции на режущий инструмент не выполняется никаких движений. Машина в основном думает, что она телепортировалась.
Не телепортируйте ЧПУ. Сделайте ход при отмене коррекции на режущий инструмент.
Другие команды отмены
Имеется несколько команд отмены G-кода. The table below shows the most common codes for turning modes off:
Description | |
Cancel cutter compensation | |
Cancel tool length compensation | |
Cancel scaling | |
Cancel custom macro call | |
Cancel rotation | |
Cancel canned cycles |
Хотите узнать больше о CNC G Code?
G40 G41 G42 Примеры программ ЧПУ
Программа фрезерной обработки с ЧПУ для описания того, как два или более радиуса могут быть соединены вместе в программе фрезерной обработки с ЧПУ. Пример подпрограммы фрезерного станка с ЧПУ N10 T1 h2 M6…
Пример подпрограммы фрезерного станка с ЧПУ N10 T1 h2 M6…
В примерах программ фрезерной обработки с ЧПУ показано использование G91 G41 G43 G-кодов. Программа фрезерного станка ЧПУ G91 G41 G43 Программа обработки деталей ЧПУ N05 G54 N10 M6 T1 G43 h2 M3 N15…
Компенсация радиуса фрезы Пример программы показывает, как G41, G40 можно использовать в программе фрезерного станка с ЧПУ. Код компенсации режущего инструмента, используемый в этой программе: G41 Компенсация радиуса режущего инструмента слева…
Код примера программирования фрезерного станка с ЧПУ с рисунком, показывающим, как G41 Компенсация радиуса режущего инструмента слева используется в программе фрезерного станка с ЧПУ. Фрезерная программа с ЧПУ (G41 Компенсация радиуса фрезы слева)…
Очень простой пример программы для фрезерной обработки с ЧПУ, который покажет операторам с ЧПУ использование концепций программирования фрезерной обработки Siemens Sinumerik. Эта программа написана для 4-осевого фрезерного станка с ЧПУ, где C…
Пример программирования токарного станка Fanuc, в котором используется постоянный цикл Fanuc G71 Цикл токарной обработки G70 Цикл чистовой обработки G74 Цикл сверления с центральным сверлением Этот пример программирования токарного станка Fanuc иллюстрирует использование G71 Токарная обработка…
ЧПУ Упражнение по программированию для машинистов токарных станков с ЧПУ, которые работают с системой управления ЧПУ Fanuc (или аналогичной системой управления ЧПУ). В этом упражнении по программированию с ЧПУ используется токарный цикл Fanuc G71 Fanuc G74 Peck Drilling…
В этом упражнении по программированию с ЧПУ используется токарный цикл Fanuc G71 Fanuc G74 Peck Drilling…
Пример программы базового стандартного цикла ЧПУ для начинающих станков с ЧПУ Базовое упражнение по программированию ЧПУ для начинающих станков с ЧПУ / начинающих программистов ЧПУ, которые только начинают свою профессиональную деятельность…
Пример программирования ЧПУ для повторяющегося цикла Fanuc G73. Цикл повторения шаблона Fanuc G73 уже был описан здесь Цикл повторения шаблона Fanuc G73 Вам могут понравиться другие Fanuc…
Цикл повторения шаблона Fanuc G73 помогает операторам станков с ЧПУ легко программировать/обслуживать/отлаживать программы удаления грубого материала. Другие постоянные циклы Fanuc, такие как цикл продольной резки G71 или цикл торцовки G72, удаляют…
Это пример программирования обрабатывающего центра с ЧПУ или упражнение по программированию вертикальных обрабатывающих центров (VMC). Базовый и простой для понимания для станков с ЧПУ / программистов с ЧПУ начального уровня.
Всего комментариев: 0