G40 код чпу: Описание G и M кодов для программирования ЧПУ (CNC) станков
Содержание
G коды для ЧПУ Mach4
G-код — наименование языка программирования систем с числовым программным управлением (ЧПУ).
Управляющая программа представляет собой обычный текстовый файл и состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от УЧПУ) может начинаться с номера кадра (N1…N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
G — подготовительная функция.
M — вспомогательная функция.
S — функция главного движения.
F — функция подачи.
T, D, H — функции инструмента.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G00 — быстрое позиционирование.
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
G01 — линейная интерполяция.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
G02 — круговая интерполяция по часовой стрелке.
Функция GO2 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
G03 — круговая интерполяция против часовой стрелки.
Функция GO3 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G03 отменяется кодами: G00, G01, G02.
G04 — пауза.
Функция G04 — команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 — пауза 2.5 секунды, G04 Р1000 — пауза 1 секунда.
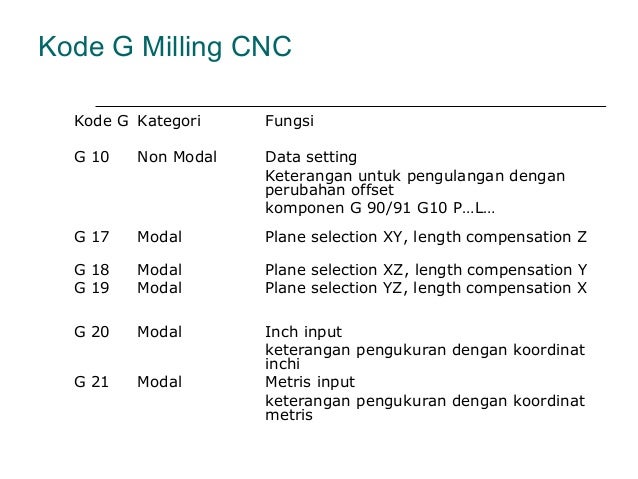
G17 — выбор плоскости XY.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G18 — выбор плоскости XZ.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G19 — выбор плоскости YZ.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G20 — ввод дюймовых данных.
Функция G20 активизирует режим работы с дюймовыми данными.
G21 — ввод метрических данных.
Функция G21 активизирует режим работы с метрическими данными.
G40 — отмена коррекции на радиус инструмента.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
G41 — левая коррекция на радиус инструмента.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G42 — правая коррекция на радиус инструмента.
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
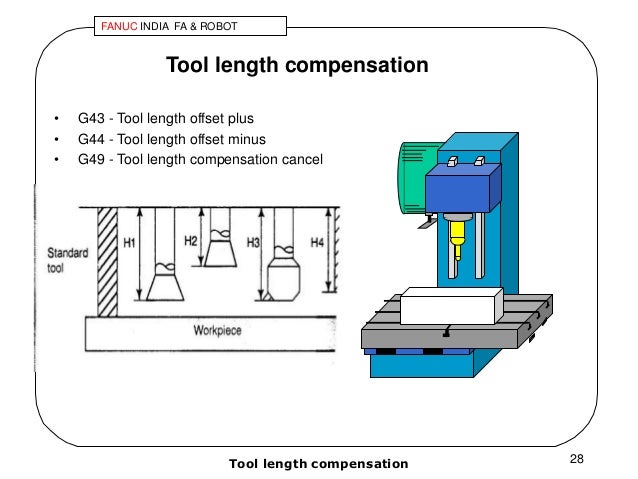
G43 — коррекция на положение инструмента.
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
G52 — локальная система координат.
СЧПУ позволяет устанавливать кроме стандартных рабочих систем координат (G54-G59) еще и локальные. Когда СЧПУ станка выполняет команду G52, то начало действующей рабочей системы координат смещается на значение указанное при помощи слов данных X, Y и Z. Код G52 автоматически отменяется с помощью команды G52 ХО YO Z0.
G54 — G59 — заданное смещение.
Смещение рабочей системы координат детали относительно системы координат станка.
G68 — вращение координат.
Код G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17, G18 и G19. Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 — G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120.
Плоскость вращения устанавливается при помощи кодов G17, G18 и G19. Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 — G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120.
G69 — отмена вращения координат.
Код G69 отменяет режим вращения координат G68.
G73 — высокоскоростной цикл прерывистого сверления.
Цикл G73 предназначен для сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента. Движение в исходное положение после обработки идет на ускоренной подаче.
G74 — цикл нарезания левой резьбы.
Цикл G74 предназначен для нарезания левой резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G80 — отмена постоянного цикла.
Функция, которая отменяет любой постоянный цикл.
G81 — стандартный цикл сверления.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
G82 — сверление с выдержкой.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче.
G83 — цикл прерывистого сверления.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
G84 — цикл нарезания резьбы.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G85 — стандартный цикл растачивания.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на рабочей подаче.
G86 — цикл растачивания с остановкой вращения шпинделя.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
G87 — цикл растачивания с отводом вручную.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
G90 — режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
G91 — режим относительного позиционирования.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
G94 — скорость подачи в дюймах/миллиметрах в минуту.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах за 1 минуту (если действует функция G20) или в миллиметрах за 1 минуту (если действует функция G21). Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95.
G95 — скорость подачи в дюймах/миллиметрах на оборот.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах на 1 оборот шпинделя (если действует функция G20) или в миллиметрах на 1 оборот шпинделя (если действует функция G21). Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
G98 — возврат к исходной плоскости в цикле.
Если постоянный цикл станка работает совместно с функцией G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Функция G98 отменяется при помощи G99.
Функция G98 отменяется при помощи G99.
G99 — возврат к плоскости отвода в цикле.
Если постоянный цикл станка работает совместно с функцией G99, то инструмент возвращается к плоскости отвода между всеми обрабатываемыми отверстиями. Функция G99 отменяется при помощи G98
|
Навигация:
Топ: Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования… Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре. Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства…
Интересное: Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья… Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными… Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей…
Дисциплины:
|
⇐ ПредыдущаяСтр 2 из 8Следующая ⇒ Строка безопасности это кадр, содержащий G коды, которые переводят СЧПУ в определенный стандартный режим, отменяют ненужные функции и обеспечивают безопасную работу с управляющей программой. N05 G71 G40 G49 G54 G80 G90*
Как говорилось раньше, многие коды являются модальными и остаются активными в памяти СЧПУ до тех пор, пока их не отменят Возможны ситуации, когда ненужный модальный G-код не был отменен. Код G 71 говорит станку о том, что все перемещения и подачи рассчитываются и осуществляются в миллиметрах, а не в дюймах (G 70). Так как станки производятся и работают в разных странах, то существует возможность переключения между дюймовым и метрическим режимами. Поэтому включение этого кода в состав строки безопасности гарантирует работу в правильном режиме. Код G 40 отменяет автоматическую коррекцию на радиус инструмента. Коррекция на радиус инструмента предназначена для автоматического смешения инструмента от запрограммированной траектории. Коррекция может быть активна, если вы в конце предыдущей программы забыли се отменить. Результатом этого может стать неправильная траектория перемещения инструмента и, как следствие, испорченная деталь. Код G 49 отменяет компенсацию длины инструмента. Коды G 54 — G 59 на большинстве современных станков позволяет активировать одну из нескольких рабочих систем координат. Предыдущая управляющая программа могла работать в другой системе координат, например в G 55. Как и большинство G —кодов, G-код рабочей системы координат является модальным и сохраняется активным в памяти СЧПУ до тех пор, пока его не отменят. Для того чтобы избежать ошибки, в строку безопасности включают код требуемой рабочей системы координат. Код G 80 отменяет все постоянные циклы (например, циклы сверления) и их параметры. Отмена постоянных циклов необходима, так как все координаты после G-кода постоянного цикла относятся непосредственно к нему и для выполнения других операций нужно ‘»сказать» системе ЧПУ, что цикл закончен. Код G 90 активизирует работу с абсолютными координатами. 1 Программирование смены инструмента и задание коррекции на его размер Ø Назначение коррекции При программировании смены инструмента необходимо задать его номер под адресом Т и номер корректора, в котором записана информация о размерах инструмента, под адресом D. Обычно для удобства номер инструмента и номер корректора совпадают. Технолог-программист может не знать точного значения размеров инструмента, которым будет производиться обработка. Он указывает только номер корректора. Конкретные значения размеров инструментов вводятся в соответствующие корректоры при наладке станка. Задавать коррекцию на размер инструмента необходимо для связи систем координат станки, инструмента и детали. При выполнении УП базовая позиция шпинделя (точка пересечения торца и оси вращения) определяется запрограммированными координатами. В силу различия используемых инструментов, их размеры должны быть учтены и введены в систему управления перед началом воспроизведения программы. Только в этом случае траектория может быть рассчитана безотносительно к параметрам используемых инструментов. Коррекция вводится на длину инструмента и его радиус (рис.2). Рисунок 2 — Коррекция радиуса и длины инструмента После того, как инструмент установлен в шпиндель и активизирована соответствующая коррекция на его размеры, система ЧПУ автоматически принимает в расчет эту коррекцию. Перед заданием коррекции на размеры инструмента обязательно должна быть оговорена плоскость обработки, так как, исходя из этого, СЧПУ определяет плоскость и осевые направления, в которых осуществляется коррекция. Смена рабочей плоскости при заданных коррекциях невозможна. Введение коррекции на радиус и длину инструмента преследует несколько целей: 1 При создании программы нет необходимости учитывать диаметр фрезы, положение кромок токарного резца (левый/правый токарный резец) и длины инструмента. Программирование размеров детали осуществляется непосредственно по рабочему чертежу детали. 2 Функция автоматической коррекции позволяет работать по одной программе инструментами с различным диаметром. Например, вы рассчитывали работать фрезой Æ10 мм и соответствующим образом составили программу обработки. Вы смело можете изменить значение радиуса в корректоре с 5 мм до 4.5 мм и работать фрезой диаметром 9 мм. Размеры обработанной детали при этом не изменятся. (Но это только если фреза подходит под дуги= радиус фрезы меньше радиуса закругления. Иначе будет брак – на рис красным).
3 Главное назначение этой функции заключается в управлении размерами детали при обработке. Предположим, вы обработали контур фрезой диаметром 9 мм по программе с коррекцией на радиус. Естественно, что в корректоре находится значение радиуса фрезы, равное 4,5 мм. При измерении размеров детали вы обнаружили, что размер 25 мм (стороны прямоугольного контура) выполнен «в плюсе», например 25.02 мм. Может быть, диаметр фрезы оказался чуть меньшим (последствия износа или погрешность измерения), а может, ее немного отжимало при обработке. В любом случае инструмента с идеальными размерами не существует. Однако чертеж требует, чтобы этот размер был выполнен «в номинале» или «в минусе», например 25-0.02 мм. Что же делать? Нужно просто уменьшить значение радиуса в корректоре с 4.5 мм до 4.49 мм и запустить программу на выполнение еще раз. В этом случае, система ЧПУ будет считать, что мы используем инструмент с меньшим радиусом и сместит (приблизит) траекторию центра инструмента на 4. Так как на самом деле используется фреза с радиусом 4.5 мм. то контур после обработки окажется меньше на 0,02 мм (при обработке уменьшится по 0.01 мм с каждой стороны), то есть мы получим требуемый размер 25 мм. Если увеличить числовое значение в корректоре, например до 5 мм, то фреза не дойдет 0.5 мм до обрабатываемого контура. Таким образом, «играя» значениями радиусов в корректорах можно получать размеры детали в пределах допусков, указанных на чертеже, без пересчета программы. Ø Программирование смены инструмента При программировании смены инструмента для станков, оснащенных инструментальным магазином, необходимо дополнительно задать функцию автоматической смены инструмента М06. Перед заданием команды на смену инструмента обязательно необходимо отвести инструмент в исходную точку для исключения его столкновения с заготовкой в процессе смены. Выход в позицию смены всегда происходит на ускоренном ходу, поэтому указывать в этом кадре функцию G 00 не нужно. Пример: N5 G00 X100 Y80 Z120 (Выход инструмента в исходную точку на ускоренном ходу) N6 Т1 D1 LF (Смена инструмента на токарном станке. В рабочую позицию будет приведено гнездо револьверной головки с номером 1) N10 Т5 М06 D5 LF (Автоматическая смена инструмента на фрезерном станке. В шпиндель будет поставлен инструмент, находящийся в гнезде инструментального магазина с номером 5). В УЧПУ класса CNC параметры коррекций обычно вводятся в память ЭВМ с пульта УЧПУ при наладке станка ручным набором, через устройство ввода УП с дискеты (перфоленты) или по кабельной связи от автоматической инструментально-измерительной машины. Эти данные о загруженных в магазин станка инструментах хранятся весь период их использования. Ø Функции задания коррекции на размеры инструмента (G40- G44) При обработке контура детали расчетная точка инструмента перемещается по эвидистантному контуру, который отстоит от контура детали на величину радиуса инструмента (рис. Функция D0 является стандартной предварительной установкой после пуска СЧПУ. Если адрес D не указан, то работа осуществляется без коррекции. Рисунок 3 — Положение эквидистантного контура Компенсация длины инструмента на большинстве современных станков активируется командами G43 – коррекция на длину положительная, G44 – коррекция на длину отрицательная. Компенсация радиуса активируется функциями G41 — коррекция на радиус, инструмент работает в направлении обработки слева от контура, G42 — коррекция на радиус, инструмент работает в направлении обработки справа от контура. При задании коррекции на длину инструмента происходит смещение координатной системы инструмента из точки F (базовая точка суппорта) в точку Р — вершину инструмента (рис.2). При включенной коррекции радиуса СЧПУ автоматически вычисляет для различных инструментов соответствующие эквидистантные пути перемещения инструмента. Например, на рис.18 показаны эквидистантные контуры при различных значениях коррекции на радиус фрезы. Рисунок 4 — Коррекция на радиус инструмента 2 Программирование режимов обработки ⇐ Предыдущая12345678Следующая ⇒ Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни… Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой. Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства… Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций… |
 ..
.. Пример строки безопасности:
Пример строки безопасности: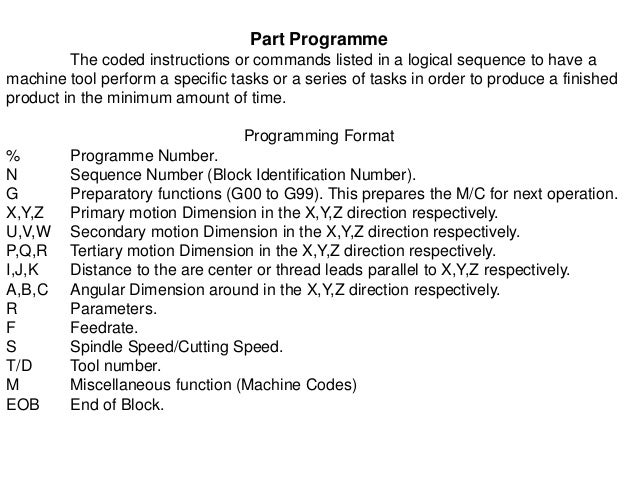 Например, если программа обработки была прервана по каким-либо причинам в середине. Строка безопасности позволяет восстановить «забытые» G-коды и выйти в нормальный режим работы.
Например, если программа обработки была прервана по каким-либо причинам в середине. Строка безопасности позволяет восстановить «забытые» G-коды и выйти в нормальный режим работы.
 Хотя большинство программ обработки создается в абсолютных координатах, возможны случаи, когда требуется выполнять перемещения инструмента в относительных координатах (G 9 I).
Хотя большинство программ обработки создается в абсолютных координатах, возможны случаи, когда требуется выполнять перемещения инструмента в относительных координатах (G 9 I).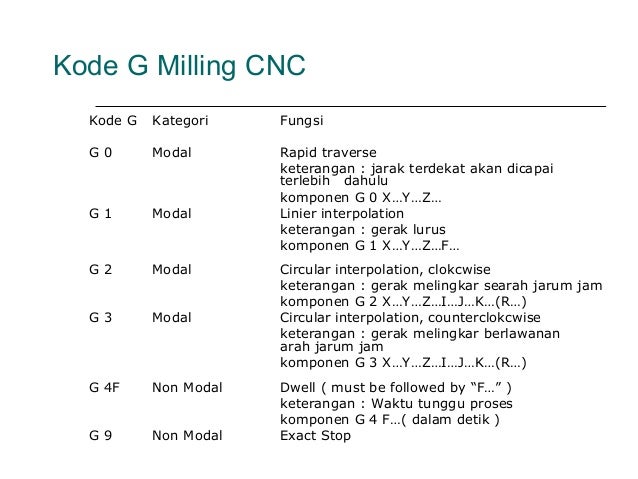 Проблема заключается в том, что в базовой позиции шпинделя обработка резанием не осуществляется. Обработка производится кромкой режущего инструмента, которая находится на некотором расстоянии от базовой точки шпинделя. Для того чтобы, в запрограммированную координату приходила именно режущая кромка, а не шпиндель, необходимо «объяснить» СЧПУ на какую величину нужно сместить эту базовую точку.
Проблема заключается в том, что в базовой позиции шпинделя обработка резанием не осуществляется. Обработка производится кромкой режущего инструмента, которая находится на некотором расстоянии от базовой точки шпинделя. Для того чтобы, в запрограммированную координату приходила именно режущая кромка, а не шпиндель, необходимо «объяснить» СЧПУ на какую величину нужно сместить эту базовую точку.
 49 мм относительно исходного контура.
49 мм относительно исходного контура.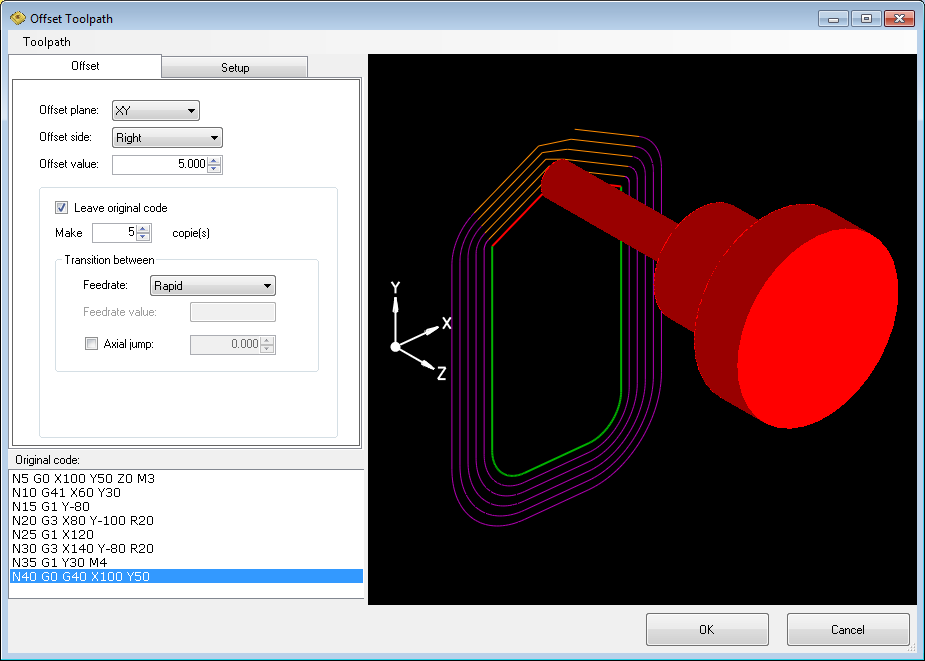
 3). Расстояние между контуром детали и траекторией движения инструмента определяется системой ЧПУ в соответствии с размерами инструмента, введенными в соответствующую ячейку памяти ЭВМ, и указанным номером корректора.
3). Расстояние между контуром детали и траекторией движения инструмента определяется системой ЧПУ в соответствии с размерами инструмента, введенными в соответствующую ячейку памяти ЭВМ, и указанным номером корректора. Отменяется действие коррекций при помощи функции G 40.
Отменяется действие коррекций при помощи функции G 40. ..
..G40 G41 и G42 Компенсация режущего инструмента
G-код G40, G41 и G42 (компенсация режущего инструмента):
Понимание компенсации на режущий инструмент может быть очень простым, если у вас есть базовые знания.
понимание ручной обработки. Существует два распространенных типа резки
условия, связанные с фрезерными станками. Они ПОДЪЕМНЫЕ и ОБЫЧНЫЕ
резка. Два общих правила для этих типов разрезов:
Если запрограммированная траектория фрезы должна выполнять резку CLIMB, и это
стандартный правосторонний инструмент, тогда он будет запрограммирован с помощью фрезы G41 СЛЕВА от
запрограммированный путь. Если запрограммированная траектория фрезы должна выполняться с
Если запрограммированная траектория фрезы должна выполняться с
ОБЫЧНАЯ резка, и это стандартный инструмент для правой руки, тогда он будет
запрограммировано фрезой G42 СПРАВА от запрограммированной траектории.
Ниже перечислены три G-кода, используемые только
для компенсации резца,
G41 Компенсация резца слева
G42 Компенсация резца справа
G40 Отмена компенсатора режущего инструмента G41 и G42
Компенсация режущего инструмента G41 слева:
G41 выбирает левую компенсацию на режущий инструмент;
то есть инструмент перемещается влево от запрограммированной траектории для компенсации
радиус инструмента. Dnn также должен быть запрограммирован для выбора правильного
размер инструмента из регистра отображения смещения ДИАМЕТР/РАДИУС.
G42 Компенсация на режущий инструмент справа:
G42 выберет коррекцию на режущий инструмент справа; это
инструмент перемещается вправо от запрограммированной траектории, чтобы компенсировать размер
инструмент. Также необходимо запрограммировать Dnn для выбора правильного размера инструмента из
Также необходимо запрограммировать Dnn для выбора правильного размера инструмента из
регистр отображения смещения DIAMETER/RADIUS.
Отмена компенсации резца G40:
G40 отменит резак G41 или G42.
Компенсационные команды. Инструмент, использующий компенсацию на режущий инструмент, изменится с
компенсированное положение в некомпенсированное положение. Программирование в D00 будет
также отменить компенсацию на режущий инструмент. Обязательно отмените компенсацию на режущий инструмент, когда
вы закончили с каждой серией фрезерных проходов, использующих компенсацию.
Компенсация Active Cutter должна удовлетворять следующим требованиям:
1) Код G41 или G42 должен содержаться с перемещением G01 X, Y или X и Y.
указывается в этом же блоке.
2) Расстояние линейного перемещения должно быть больше радиуса инструмента.
3) Значение радиуса инструмента «R», введенное в коррекции инструмента.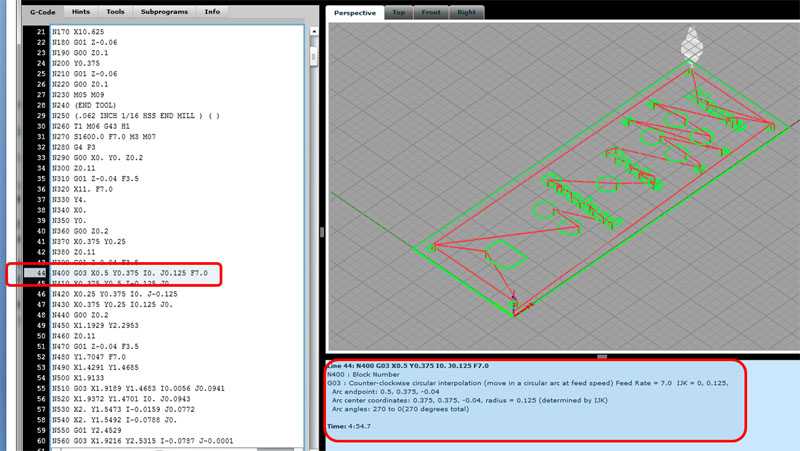
таблица не должна быть 00.
4) Команда круговой интерполяции G02 или G03 не может быть указана в
пусковой блок.
ПРИМЕЧАНИЕ: Коды G4Ø, G41
и G42 являются модальными, принадлежащими к одному модальному семейству. они несовместимы
друг с другом в одном блоке.
ПРИМЕЧАНИЕ: Машина
контроллер автоматически переходит в режим отмены компенсации, когда:
1) Сначала включается питание машины.
2) Нажата кнопка сброса на панели контроллера CRT/MDI.
3) Программа принудительно завершается выполнением команды M02 или M30.
Пример программирования коррекции на режущий инструмент:
О 1234
N171 G00 X-15 Y-15 Z50;
N172 G01 Z0;
N172 G41 Х0 Y0 F100; (Запуск)
N173 Y40;
N174 X30 Y80;
Н175 Х60;
N176 G02 X100 Y40 R40;
N177 G01 Y30;
N178 G03 X70 Y0 R30;
N179 G01X0;
N180 G40 Х-15 Y-15; (Отмена переноса)
N190 G00 Z50
ПРЕИМУЩЕСТВА КОМПЕНСАЦИИ РЕЗЦА:
1. Математические расчеты для определения траектории движения инструмента значительно усложняются.
Математические расчеты для определения траектории движения инструмента значительно усложняются.
упрощенный.
2. Поскольку программируется геометрия, а не центр инструмента, то же самое
Программа может использоваться для различных диаметров фрез.
3. При использовании коррекции на режущий инструмент вы можете контролировать и
отрегулируйте размеры детали, используя регистр смещения диаметра/радиуса фрезы.
4. Один и тот же путь программы можно использовать как для черновых проходов, так и для
чистовые пропилы с использованием разных номеров смещения фрезы.
ПРЕИМУЩЕСТВА DIS С КОМПЕНСАЦИЕЙ РЕЗЦА
1.
Резак
команда компенсации (G41, G42 или G40) должна быть в том же кадре, что и X
и/или линейная команда Y при перемещении на деталь или от нее с использованием компл.
2.
Вы
нельзя включить или выключить компенсацию на режущий инструмент при перемещении по оси Z.
3. Вы можете использовать режущий комп. в
плоскости G18 (X, Z) или G19 (Y, Z) с помощью G141.
4. Вы не можете включить или выключить
компенсация на режущий инструмент в круговом движении G02 или G03, она должна быть в линейном G00
или G01 перемещение по прямой.
ПРИ АКТИВАЦИИ КОМПЕНСАЦИИ РЕЗЦА НЕОБХОДИМО СОБЛЮДАТЬ:
1. Выберите точку зазора без коррекции на режущий инструмент, чтобы начать
точка по осям X и Y на расстоянии не менее половины диаметра фрезы от детали до
вы начинаете инициировать компенсацию на режущий инструмент.
2. Опустите ось Z без использования компенсации на режущий инструмент.
3. Переместите ось X и/или Y с помощью вызова G41 или G42 на том же
линия с командой смещения диаметра Dnn, которая имеет значение диаметра фрезы
в используемом регистре отображения смещения.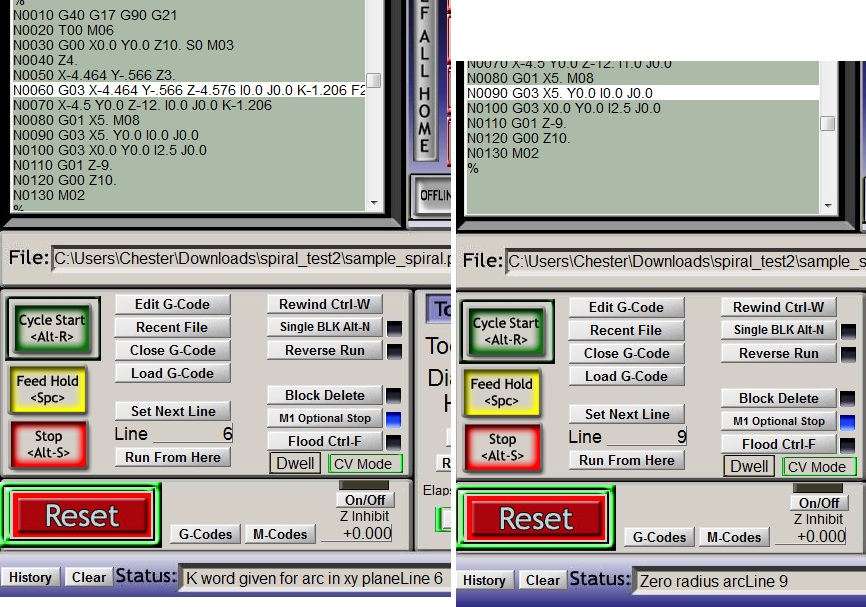
ПРИ ОТКЛЮЧЕНИИ КОМПЕНСАЦИИ РЕЗКИ НЕОБХОДИМО СОБЛЮДАТЬ:
1. Выберите точку зазора по оси X и/или Y, по крайней мере, на половине фрезы.
диаметр детали.
2. НЕ отменяйте компенсацию на режущий инструмент на линии, которая все еще обрабатывается.
часть.
3. Отмена коррекции на режущий инструмент (G40) может быть перемещением по одной или двум осям,
но вам могут понадобиться значения, введенные как для оси X, так и для оси Y.
Очень важное примечание:
На практике Cutcom должен начинаться перед линейным движением с помощью G01 и
должен заканчиваться до линейного перемещения G01.
G40 G41 G42 Примеры программ ЧПУ
Программа фрезерной обработки с ЧПУ для описания того, как два или более радиуса могут быть соединены вместе в программе фрезерной обработки с ЧПУ. Пример подпрограммы фрезерного станка ЧПУ N10 T1 h2 M6…
В примерах программ фрезерного станка ЧПУ показано использование G-кодов G91 G41 G43. Фрезерная программа ЧПУ G91 G41 G43 Программа обработки деталей ЧПУ N05 G54 N10 M6 T1 G43 h2 M3 N15…
Фрезерная программа ЧПУ G91 G41 G43 Программа обработки деталей ЧПУ N05 G54 N10 M6 T1 G43 h2 M3 N15…
Пример программы компенсации радиуса фрезы показывает, как G41, G40 можно использовать в программе фрезерного станка с ЧПУ. Код компенсации режущего инструмента, используемый в этой программе: G41 Компенсация радиуса режущего инструмента слева…
Код примера программирования фрезерного станка с ЧПУ с рисунком, показывающим, как G41 Компенсация радиуса режущего инструмента слева используется в программе фрезерного станка с ЧПУ. Фрезерная программа с ЧПУ (компенсация радиуса фрезы G41 слева)…
Очень простой пример программы для фрезерной обработки с ЧПУ, который покажет операторам с ЧПУ использование концепций программирования фрезерной обработки Siemens Sinumerik. Эта программа написана для 4-х осевого фрезерного станка с ЧПУ, где C…
Пример программирования токарного станка Fanuc, в котором используется постоянный цикл Fanuc G71 Цикл токарной обработки G70 Финишный цикл G74 Цикл сверления с выводом внахлест Этот пример программирования токарного станка Fanuc показывает, кто может использовать G71 Токарная обработка… аналогичное ЧПУ). В этом упражнении по программированию станков с ЧПУ используется токарный цикл Fanuc G71 Fanuc G74 Peck Drilling…
В этом упражнении по программированию станков с ЧПУ используется токарный цикл Fanuc G71 Fanuc G74 Peck Drilling…
Пример программы базового стандартного цикла ЧПУ для начинающих станков с ЧПУ Базовое упражнение по программированию с ЧПУ для начинающих станков с ЧПУ / начинающих программистов с ЧПУ, которые только начинают свой профессиональный…
Пример программирования ЧПУ для повторяющегося цикла шаблона Fanuc G73. Цикл повторения шаблона Fanuc G73 уже был описан здесь Цикл повторения шаблона Fanuc G73 Вам могут понравиться другие Fanuc…
Цикл повторения шаблона Fanuc G73 помогает операторам станков с ЧПУ легко программировать/поддерживать/отлаживать программы удаления грубого материала. Другие постоянные циклы Fanuc, такие как цикл продольной резки G71 или цикл торцовки G72, удаляют…
Это пример программирования обрабатывающего центра с ЧПУ или упражнение по программированию вертикальных обрабатывающих центров (VMC). Базовый и простой для понимания для станков с ЧПУ / программистов с ЧПУ начального уровня. Также иллюстрирует…
Также иллюстрирует…
В этой статье объясняется использование кода G02 G03. G-код G02, G03 используется для круговой интерполяции в программировании ЧПУ. G02 G03 Круговая интерполяция G-кода G02…
Этот учебник по круговой интерполяции с ЧПУ поможет вам легко научиться использовать G-код G02 G03. Программирование ЧПУ компонента упрощается, если вы разделите компонент на чертеже…
Fanuc G21 Измерение в миллиметрах или программирование в миллиметрах. ЧПУ дает нам возможность программировать в метрической или дюймовой системе. G-код Fanuc G21 изменяет ЧПУ на метрическую систему. Итак, вот еще один пример программирования ЧПУ, для начального уровня ЧПУ…
Программирование ЧПУ не сложная задача, как многие думают. Для начинающих будет полезно, если они разобьют чертеж на несколько более мелких частей и начнут их программировать. На самом деле…
Вот пример программы ЧПУ для ЧПУ Fanuc. В этом очень простом и легком примере программы ЧПУ также показано использование дуги/радиуса G02 в программе ЧПУ Fanuc…
Простой пример программирования токарного станка с ЧПУ.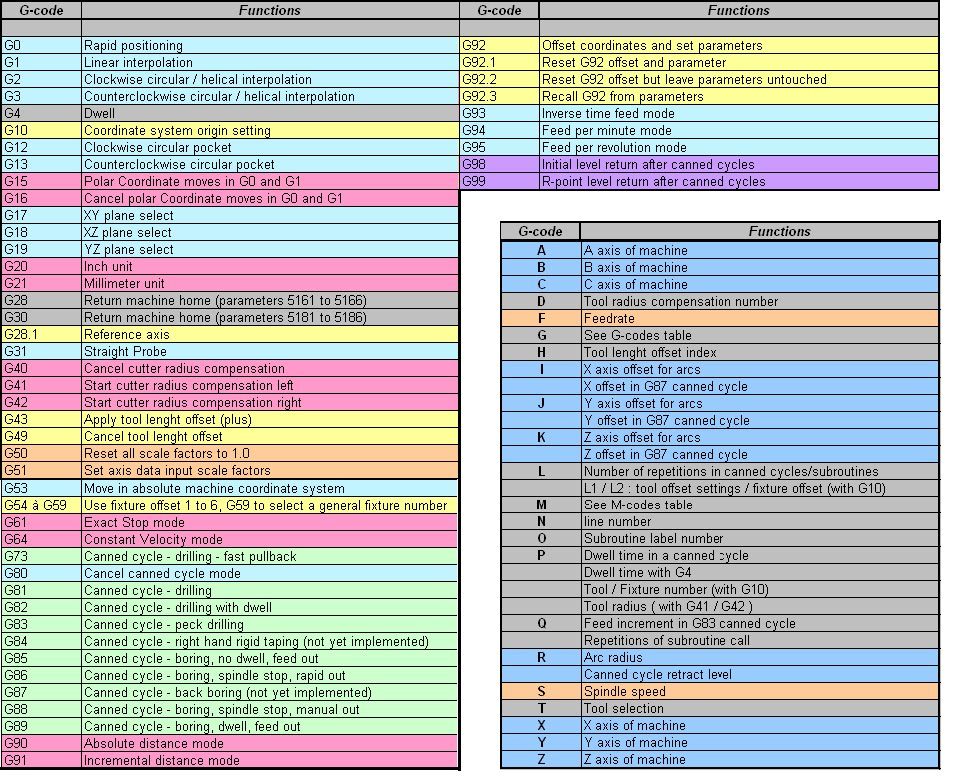
Всего комментариев: 0