Припуски на вал: Припуски на шлифование валов. Справочник
Содержание
Припуски на шлифование валов. Справочник
- Главная /
- Справочник /
- Припуски на шлифование валов
| Диаметр вала d в мм | Характер шлифования | Характер вала | Длина вала L в мм | ||||||||
| до 100 | св, 100 до 250 | св, 250 до 500 | св, 500 до 800 | св, 800 до 1200 | св, 1200 до 2000 | ||||||
| Припуск 2a на диаметр в мм | |||||||||||
| До 10 | Центровое | Сырой | 0,2 | 0,2 | 0,3 | — | — | — | |||
| Закаливаемый | 0,3 | 0,3 | 0,4 | — | — | — | |||||
| Бесцентровое | Сырой | 0,2 | 0,2 | 0,2 | — | — | — | ||||
| Закаливаемый | 0,3 | 0,3 | 0,4 | — | — | — | |||||
Св. 10 до 18 10 до 18 | Центровое | Сырой | 0,2 | 0,3 | 0,3 | 0,3 | — | — | |||
| Закаливаемый | 0,3 | 0,3 | 0,4 | 0,5 | — | — | |||||
| Бесцентровое | Сырой | 0,2 | 0,2 | 0,2 | 0,3 | — | — | ||||
| Закаливаемый | 0,3 | 0,3 | 0,4 | 0,5 | — | — | |||||
Св. 18 до 30 18 до 30 | Центровое | Сырой | 0,3 | 0,3 | 0,3 | 0,4 | 0,4 | — | |||
| Закаливаемый | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | — | |||||
| Бесцентровое | Сырой | 0,3 | 0,3 | 0,3 | 0,3 | — | — | ||||
| Закаливаемый | 0,3 | 0,4 | 0,4 | 0,5 | — | — | |||||
Св. 30 до 50 30 до 50 | Центровое | Сырой | 0,3 | 0,3 | 0,4 | 0,5 | 0,6 | 0,6 | |||
| Закаливаемый | 0,4 | 0,4 | 0,5 | 0,6 | 0,7 | 0,7 | |||||
| Бесцентровое | Сырой | 0,3 | 0,3 | 0,3 | 0,4 | — | — | ||||
| Закаливаемый | 0,4 | 0,4 | 0,5 | 0,5 | |||||||
Св. 50 до 80 50 до 80 | Центровое | Сырой | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | 0,7 | |||
| Закаливаемый | 0,4 | 0,5 | 0,5 | 0,6 | 0,8 | 0,9 | |||||
| Бесцентровое | Сырой | 0,3 | 0,3 | 0,3 | 0,4 | — | — | ||||
| Закаливаемый | 0,4 | 0,5 | 0,5 | 0,6 | — | — | |||||
Св. 80 до 120 80 до 120 | Центровое | Сырой | 0,4 | 0,4 | 0,5 | 0,5 | 0,6 | 0,7 | |||
| Закаливаемый | 0,5 | 0,5 | 0,6 | 0,6 | 0,8 | 0,9 | |||||
| Бесцентровое | Сырой | 0,4 | 0,4 | 0,4 | 0,5 | — | — | ||||
| Закаливаемый | 0,5 | 0,5 | 0,6 | 0,7 | — | — | |||||
Св. 120 до 180 120 до 180 | Центровое | Сырой | 0,5 | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | |||
| Закаливаемый | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | |||||
| Бесцентровое | Сырой | 0,5 | 0,5 | 0,5 | 0,5 | — | — | ||||
| Закаливаемый | 0,5 | 0,6 | 0,7 | 0,8 | — | — | |||||
Св. 180 до 260 180 до 260 | Центровое | Сырой | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 0,9 | |||
| Закаливаемый | 0,6 | 0,7 | 0,7 | 0,8 | 0,9 | 1,1 | |||||
| Св.260 до 360 | Центровое | Сырой | 0,6 | 0,6 | 0,7 | 0,7 | 0,8 | 0,9 | |||
| Закаливаемый | 0,7 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | |||||
Св. 360 до 500 360 до 500 | Центровое | Сырой | 0,7 | 0,7 | 0,8 | 0,8 | 0,9 | 1,0 | |||
| Закаливаемый | 0,8 | 0,8 | 0,9 | 0,9 | 1,0 | 1,2 | |||||
Примечание:
Для условий мелкосерийного или индивидуального производства величина припуска определяется умножением табличной величины на
коэффициент К=1,2 с округлением до десятых в сторону увеличения.
Например: 0,4 х 1,2 = 0,48 . Принимаем 0,5. При этом допуск на предварительную обработку устанавливается по 4-му классу точности С4.
Припуски на обработку проката — Основы технологии судового машиностроения
Главная страница > 3. Выбор типа заготовки и его экономическое обоснование > 3.8 Припуски на обработку >
Выбор типа заготовки и его экономическое обоснование > 3.8 Припуски на обработку >
Припуски на получистовое | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Диаметр | Длина | |||||
До 100 | Св. 100 | Св. 250 | Св. 500 | Св. 800 до 1200 | Св. 1200 | |
Припуск 2а на | ||||||
До 10 | 0,8 | 0,9 | 1,0 | 1,1 | — | — |
Св. | 0,9 | |||||
Св. 18 до 30 | 1,0 | 1,1 | 1,3 | 1,4 | ||
» 30 » 50 | 1,0 | 1,5 | 1,7 | |||
» 50 » 80 | 1,1 | 1,1 | 1,2 | 1,4 | 1,6 | 1,8 |
» 80 » 120 | 1,2 | 1,9 | ||||
» 120 » 180 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | |
» 180 » 260 | 1,3 | 1,3 | 1,4 | 1,6 | 1,8 | |
» 260 » 360 | 1,4 | 1,5 | 1,7 | 1,9 | 2,1 | |
» 360 » 500 | 1,4 | 1,5 | 2,2 | |||
 10 до 18
10 до 18* Для условий мелкосерийного или
индивидуального производства припуск на черновое обтачивание определяется
умножением табличной величины на коэффициент k = 1,3 с
округлением до десятых в сторону увеличения, например: 1,1 × 1,3 =
1,43 – принимаем 1,5.
Припуски на чистовое обтачивание валов **. Размеры, мм
Обрабатываемый | Диаметр | Припуск 2а на |
Легкие сплавы | До 100 | 0,3 |
Бронза и чугун | До 100 | 0,3 |
Сталь | До 100 | 0,2 |
** В случае применения двух резцов,
чернового и чистового, на чистовой резец оставляется припуск 0,1 мм.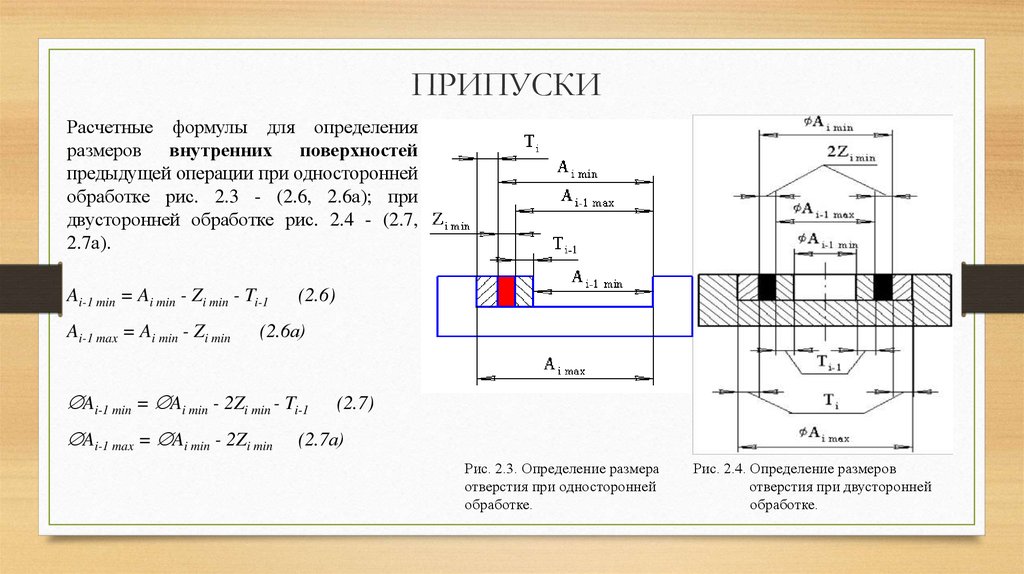
Припуски на чистовое подрезание и шлифование торцов. Размеры,
мм
Диаметр d | Общая длина | |||||
До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 260 | Св. 260 до 500 | Св. 600 | |
Припуск а × 2 | ||||||
До 30 | 0,5/0,2 | 0,6/0,3 | 0,7/0,3 | 0,8/0,4 | 1,0/0,5 | 1,2/0,6 |
Св. | 0,5/0,3 | 0,6/0,3 | 0,7/0,4 | 0,8/0,4 | 1,0/0,5 | 1,2/0,6 |
» 60 » 120 | 0,7/0,3 | 0,7/0,3 | 0,8/0,4 | 1,0/0,5 | 1,2/0,6 | 1,2/0,6 |
» 120 » 260 | 0,8/0,4 | 0,8/0,4 | 1,0/0,5 | 1,0/0,5 | 1,2/0,6 | 1,4/0,7 |
» 260 » 500 | 1,0/0,5 | 1,0/0,5 | 1,2/0,5 | 1,2/0,6 | 1,4/0,7 | 1,5/0,7 |
» 600 | 1,2/0,6 | 1,2/0,6 | 1,4/0,6 | 1,4/0,7 | 1,5/0,3 | 1,7/0,8 |
Допуск в мм на | 0,2/0,12 | 0,3/0,17 | 0,4/0,23 | 0,5/0,3 | 0,6/0,4 | 0,8/0,5 |
 30 до 50
30 до 50
- При обработке валов с уступами
припуск брать на каждый уступ отдельно, исходя из его диаметра d и
общей длины вала L; - Числитель – подрезание, знаменатель
– шлифование.
Припуски
на разрезку (отрезку) пруткового материала
Сечение А, мм заготовки | Припуски | Припуск на в мм | ||||||
на | на торцов | |||||||
Дисковая пила | Ножовочная пила | Станки токарные | Отрезка автогеном | Длина до 1 м | Длина от 1 м до 5 м | |||
Диаметр диска | В | В | 2а | l1 | ||||
До | — | — | 2,0 | 2 | — | 2 | 4 | 30 |
11 | 275 | 4 | 2,5 | 2,5 | — | 4 | 5 | 40 |
21 | 275 | 4 | 2,5 | 3 | — | 6 | 7 | 40 |
31 | 275 | 5,5 | 2,5 | 5 | 5 | 7 | 8 | 60 |
81 | 510 | 6,5 | 3 | 6 | 6 | 8 | 10 | 70 |
151 | 660 | 7 | 3 | 8 | 7 | 9 | 10 | 80 |
201 | 810 | 7,5 | — | 10 | 8 | 10 | 12 | 80 |
261 | 910 | 9 | — | 12 | 10 | 10 | 12 | 90 |
301 | 1200 | 10 | — | 14 | — | 10 | 12 | 90 |
401 | 1500 | 11 | — | 16 | — | 10 | 12 | 100 |
Стандартные пределы допусков Соответствует ANSI B4.
 1
1
Стандартные предпочтительные пределы допусков Соответствуют ANSI B4.1
Проектирование, производство Пределы допусков Соответствует таблицам
Стандартные пределы допусков и подходят к этому стандарту 7 0
0
0
определяет предпочтительные допуски для пределов и посадок для цилиндрических элементов без резьбы и определяет конкретные размеры, посадки, допуски и допуски для использования там, где они применимы.
Таблицы допусков ANSI B4.1 представлены в тысячных долях (0,001) дюйма.
Обозначения стандартной посадки ANSI B4.1
Стандартная посадка ANSI B4.1 распределяет классы по трем основным группам в соответствии с областью применения и типом использования. Стандартные посадки обозначаются с помощью некоторых символов, которые облегчают обращение к классам посадок для лучшего понимания. Символы не предназначены для отображения на чертежах производственных деталей, на чертежах деталей должны быть указаны только размеры.
1) Подвижная или скользящая посадка [RC]
2) Посадка по месту [LC, LT, LN]. Этот стандарт можно разделить на три группы.
a) Посадки с зазором [LC]
b) Посадки с переходом [LT]
c) Посадки с натягом [LN]
3) Посадки с усилием или термоусадкой [FN]
Эти буквенные обозначения RC, LC, LT, LN, и FN используются с числами, представляющими класс соответствия. например, RC4 соответствует классу 4.
Описание посадок. — Классы посадок разбиты на три основные группы: бегущие и скользящие посадки, локальные посадки и силовые посадки.
Стандарт НЕ включает допуски на размещение.
Эти посадки определяются следующим образом:
Ходовые и скользящие посадки (RC) : Ходовые и скользящие посадки предназначены для обеспечения одинаковых рабочих характеристик при соответствующем запасе смазки во всем диапазоне размеров. Зазоры для первых двух классов, используемых главным образом в качестве скользящих посадок, увеличиваются с диаметром медленнее, чем для других классов, так что точное положение сохраняется даже за счет свободного относительного движения.
РЦ 1 Плотная скользящая посадка предназначена для точного расположения деталей, которые должны собираться без заметного люфта.
RC 2 Скользящие посадки предназначены для точной установки, но с большим максимальным зазором, чем класс RC 1. Детали, изготовленные для этой посадки, легко перемещаются и поворачиваются, но не предназначены для свободного хода, а большие размеры могут заедать при небольших изменения температуры.
RC 3 Прецизионные рабочие посадки являются наиболее плотными посадками, от которых можно ожидать свободного хода, и предназначены для точных работ на малых скоростях и при небольшом давлении на цапфу, но не подходят там, где вероятны значительные перепады температур.
RC 4 Тесные посадки предназначены главным образом для посадок на точные механизмы с умеренными поверхностными скоростями и давлением на цапфу, где требуется точное расположение и минимальный зазор.
RC 5 и RC 6 Средние рабочие посадки предназначены для более высоких рабочих скоростей или больших давлений на цапфу, или для того и другого.
RC 7 Посадки со свободным ходом предназначены для использования там, где точность не важна, или где вероятны большие колебания температуры, или при обоих этих условиях.
RC 8 и RC 9 Свободная посадка предназначена для использования там, где могут потребоваться широкие коммерческие допуски вместе с припуском на внешний элемент.
Посадки по месту (LC, LT и LN) : Посадки по месту предназначены только для определения положения сопрягаемых деталей; они могут обеспечивать жесткое или точное расположение, как при посадке с натягом, или обеспечивать некоторую свободу расположения, как при посадке с зазором. Соответственно их делят на три группы: посадки с зазором (LC), переходные посадки (LT) и посадки с натягом (LN).
Они описываются следующим образом:
LC Посадки с зазором предназначены для деталей, которые обычно неподвижны, но могут свободно собираться или разбираться. Они варьируются от плотной посадки для деталей, требующих точного расположения, через посадку со средним зазором для таких деталей, как втулки, до более свободной посадки крепежных деталей, где свобода сборки имеет первостепенное значение.
LT Фиксирующие переходные посадки представляют собой компромисс между посадками с зазором и с натягом для применений, где важна точность положения, но допускается небольшой зазор или натяг.
LN Посадки с натягом используются там, где точность положения имеет первостепенное значение, а также для деталей, требующих жесткости и соосности без особых требований к внутреннему давлению. Такие посадки не предназначены для деталей, предназначенных для передачи фрикционных нагрузок от одной детали к другой в силу плотности посадки. Эти состояния покрываются силовыми припадками.
Силовая посадка: (FN) : Силовая или термоусадочная посадка представляет собой особый тип посадки с натягом, обычно характеризующийся поддержанием постоянного давления в отверстии во всем диапазоне размеров. Таким образом, интерференция изменяется почти прямо в зависимости от диаметра, а разница между ее минимальным и максимальным значением невелика, чтобы поддерживать результирующие давления в разумных пределах.
Открыть Таблица предпочтительных термоусадочных посадок ANSI B4.1 Калькулятор
Эти посадки описываются следующим образом:
FN 1 Посадки с легким приводом требуют небольшого давления при сборке и обеспечивают более или менее прочные сборки. Они подходят для тонких секций или длинных посадок, или в чугунных внешних элементах.
FN 2 Посадки со средним приводом подходят для обычных стальных деталей или для горячей посадки на легких профилях. Они обеспечивают самую плотную посадку, которую можно использовать с внешними элементами из высококачественного чугуна.
FN 3 Тяжелые приводные посадки подходят для более тяжелых стальных деталей или для горячей посадки в средних сечениях.
FN 4 и FN 5 Посадки с усилием подходят для деталей, которые могут подвергаться высоким нагрузкам, или для термоусадочных посадок, когда требуемое большое усилие прессования нецелесообразно.
Использование таблиц стандартной посадки. — Пример 1: Посадка класса RC 5 должна использоваться при сборке сопряженного отверстия и вала с номинальным диаметром 2 дюйма. Этот класс посадки был выбран потому, что применение требовало более высоких скоростей вращения или большого давления на цапфу (см. 9).0042 Описание подходит для , RC 5 ).
— Пример 1: Посадка класса RC 5 должна использоваться при сборке сопряженного отверстия и вала с номинальным диаметром 2 дюйма. Этот класс посадки был выбран потому, что применение требовало более высоких скоростей вращения или большого давления на цапфу (см. 9).0042 Описание подходит для , RC 5 ).
Максимальное отверстие = 2 + 0,0018 = 2,0018; минимальное отверстие = 2 дюйма
Максимальный вал = 2 − 0,0025 = 1,9975; минимальный вал = 2 − 0,0037 = 1,9963 дюйма
Минимальный зазор = 0,0025; максимальный зазор = 0,0055 дюйма
Связанные ресурсы:
- Предпочтительные допуски Пределы Калькулятор посадок RC — LT
- Предпочтительная сила усадки подходит для калькулятора ANSI B4.1
- Калькулятор расчета напряжения с прессовой посадкой
- Обучение основам GD&T
- Среднее обучение GD&T
- Обучение применению GD&T
- G&T ISO 1101 Обучение
- Основы GD&T онлайн
- Цилиндрические посадки и таблица допусков для IP и метрических единиц В стандарте ANSI B4.
 1 классы посадок разделены на три основные группы в соответствии с областью применения и типом использования.
1 классы посадок разделены на три основные группы в соответствии с областью применения и типом использования.
Допуски на вал/отверстие для посадок с зазором и натягом
Engineering Fits
Кажется, что даже самые простые инженерные решения могут быть чрезвычайно сложными и сложными. Почти каждая механическая система включает в себя какое-либо соединение отверстия с валом, и в зависимости от конкретного применения машины может быть указано бесчисленное количество различных посадок. К счастью, имея надлежащие инструменты и знания о стандартизированных допусках на валы и отверстия, конструктор может построить что угодно: от посадок с натягом для установки центровочных штифтов до посадок с рабочим зазором для подшипников скольжения.
Зазор до посадок с натягом
Первый принцип, который следует усвоить, — это обозначение посадки соединения вал/отверстие. Обозначение посадки варьируется от посадки с зазором до посадки с натягом. Это интуитивно понятная концепция: посадка с зазором определяет посадку, при которой всегда будет зазор в соединении между сопрягаемым валом и отверстием. Даже при максимальном допуске вала и минимальном допуске отверстия вал сможет свободно проходить через сопрягаемое отверстие. И наоборот, посадка с натягом — это посадка, при которой всегда будет перекрытие в соединении между указанным сопрягаемым валом/отверстием, даже при минимальных значениях состояния материала, допускаемых валом, и максимальных значениях, допускаемых значениями допуска отверстия (т. отверстие и наименьший вал). Эта концепция проиллюстрирована на рисунке ниже как для посадки с зазором, так и для посадки с натягом.
Это интуитивно понятная концепция: посадка с зазором определяет посадку, при которой всегда будет зазор в соединении между сопрягаемым валом и отверстием. Даже при максимальном допуске вала и минимальном допуске отверстия вал сможет свободно проходить через сопрягаемое отверстие. И наоборот, посадка с натягом — это посадка, при которой всегда будет перекрытие в соединении между указанным сопрягаемым валом/отверстием, даже при минимальных значениях состояния материала, допускаемых валом, и максимальных значениях, допускаемых значениями допуска отверстия (т. отверстие и наименьший вал). Эта концепция проиллюстрирована на рисунке ниже как для посадки с зазором, так и для посадки с натягом.
Рис. 1. Иллюстрация посадок с зазором и с натягом (Источник изображения: Обсерватория MMT) посадка с натягом или с зазором в зависимости от фактических размеров изготовленных деталей. Существуют и другие обозначения соединений, которые существуют как дополнительные подразделения трех основных классификаций: посадки с зазором, переходная посадка и посадка с натягом.
Как определить соответствие
После того, как основные определения будут поняты, проектировщик должен ознакомиться с общими руководящими принципами, доступными для определения классификации соответствия для желаемого применения. Очевидно, что если соединение должно иметь возможность скользить или перемещаться, для таких применений, как механизм с опорным подшипником, следует указать какой-либо тип посадки с зазором. И наоборот, посадка с натягом, вероятно, потребуется, если относительное перемещение вала в отверстии недопустимо, положение вала должно точно контролироваться, посадка должна быть способна передавать вес и/или деталь не нужно разбирать для цели технического обслуживания. Переходную посадку можно использовать где-то посередине этих двух крайностей, когда в соединении допускается небольшое движение, чтобы облегчить сборку и разборку деталей.
Указание посадки
Стандартизированная номенклатура фитингов для вала/отверстия различает посадки на основе отверстия и на основе вала. Посадки представляют собой двухзначные буквенно-цифровые обозначения, где посадки основания отверстия отмечены заглавной буквой (H7), а посадки основания вала отмечены строчной буквой (h7). Это самая важная концепция, которую следует помнить при сортировке спецификаций посадки на вал/отверстие. Второй важной концепцией, на которую следует обратить внимание, является то, что посадки могут быть указаны с использованием либо отверстия, либо вала в качестве основной опорной базы. Это означает, что посадки можно задавать по существующим отверстиям или валам, что важно знать для целей проектирования, но в большинстве случаев решение о том, как построить соединение, исходя из контрольной точки вала или отверстия, остается за конструктором.
Посадки представляют собой двухзначные буквенно-цифровые обозначения, где посадки основания отверстия отмечены заглавной буквой (H7), а посадки основания вала отмечены строчной буквой (h7). Это самая важная концепция, которую следует помнить при сортировке спецификаций посадки на вал/отверстие. Второй важной концепцией, на которую следует обратить внимание, является то, что посадки могут быть указаны с использованием либо отверстия, либо вала в качестве основной опорной базы. Это означает, что посадки можно задавать по существующим отверстиям или валам, что важно знать для целей проектирования, но в большинстве случаев решение о том, как построить соединение, исходя из контрольной точки вала или отверстия, остается за конструктором.
Отсюда идет процесс определения подгонки; в зависимости от посадки существуют различные возможные пары отверстий/валов. Например, при использовании базы отверстия H7 в качестве эталона для сильной посадки с натягом будет использоваться спецификация вала t6. Следовательно, спецификацию соединения можно просто описать как соответствие H7t6. Две сводные таблицы для эталонных посадок отверстий и валов показаны ниже, чтобы лучше проиллюстрировать концепцию.
Следовательно, спецификацию соединения можно просто описать как соответствие H7t6. Две сводные таблицы для эталонных посадок отверстий и валов показаны ниже, чтобы лучше проиллюстрировать концепцию.
Рис. 2. Таблица часто используемых фитингов (подробные таблицы допусков на посадки, а также многие другие ресурсы доступны в каталоге продукции MISUMI для валов. Эти ресурсы предоставляют конструктору все необходимое для проектирования высокотехнологичной посадки для любого приложения.)
Эти классификации числовых посадок являются ключом, открывающим допуски конструкции посадки. Каждое обозначение отверстия и вала имеет требуемый диапазон допусков в зависимости от номинального размера отверстия и/или вала. Эти два диапазона допусков, взятые вместе, полностью характеризуют посадку и контролируют размеры как отверстия, так и вала.
Заключение
Хотя можно сказать гораздо больше обо всех различных обозначениях посадок и идеальном времени для использования каждого из них в различных механических приложениях, это краткое изложение тем должно дать инженеру-конструктору достаточно понимания, чтобы начать работа с таблицами посадок, указание посадок и получение значений допусков посадок для использования в расчетных допусках и исследованиях выравнивания.
Всего комментариев: 0