Как установить фокусное расстояние на лазерном станке: Фокусное расстояние на лазерном станке: как ПРАВИЛЬНО настроить?
Содержание
Фокусное расстояние на лазерном станке: как ПРАВИЛЬНО настроить?
От фокусного расстояния линзы зависит диаметр пятна и глубина фокуса.
У каждой линзы – свой рабочий фокус, который указывается на маркировке (например, f=60 мм).
Для чего это важно знать?
Фокусное расстояние – это расстояние, на котором можно достичь отличного качества гравировки. При резке глубина фокуса – это максимальная толщина материала для выполнения качественного реза.
Поэтому подбирайте линзы в зависимости от производственной задачи: длиннофокусные линзы оптимально использовать для резки материалов толщиной от 8 мм или заготовок криволинейной формы, среднефокусные – для гравировки, а также резки материалов толщиной менее 8 мм, короткофокусные линзы – только для гравировки.
Следовательно, при меньшем фокусном расстоянии линзы гравировка будет четче, с прорисовкой мельчайших деталей, а при большем – будут расплывчатые контуры.
Если резать тонкий материал длиннофокусной линзой, то толщина реза будет широкой и часть электроэнергии будет расходоваться впустую. А избыточный нагрев может привести к обугливанию кромок у неметаллических материалов.
А избыточный нагрев может привести к обугливанию кромок у неметаллических материалов.
Зато более толстый материал длиннофокусной линзой можно резать идеально.
От чего зависит фокусное расстояние в лазерном станке?
Зависит от самой линзы: от толщины, преломления луча, радиуса кривизны и диаметра фокусного пятна.
С уменьшением диаметра фокусируемого лазерного луча уменьшается фокусное расстояние.
Какой оптимальный диаметр фокусного пятна (то есть ширина реза)?
Диаметр фокусного пятна в идеале равен длине волны лазера (0.01 мм), но на практике из-за особенностей самой линзы он составляет в лучшем случае 0,5 мм. В точке фокусировки идет очень высокий разогрев и происходит выгорание материала на прилегающей к линии реза поверхности материала. Это также зависит от плотности материала: у фанеры толщина реза будет больше, чем у металла.
Рассчитывается он по формуле: d = 1.27 * f * W * (1 / D)
Как рассчитать, какой будет максимальная толщина материала (глубина фокуса)
По формуле 2z= 2.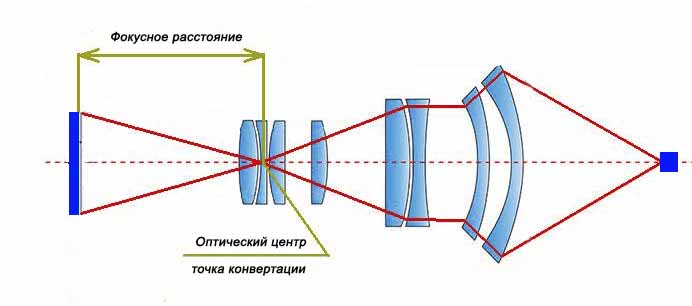 5 * W * (f/D)²
5 * W * (f/D)²
Например, фокусное расстояние линзы – 2,36 дюйма или примерно 60 мм
W — длина волны лазера, примерно 0.01 мм, D — диаметр лазерного луча, обычно 6 мм.
2z= 2,5 * 0,01 * ( 60/6)²= 2,5 мм
Как отрегулировать расстояние между лазерным фокусом и материалом для резки
До начала резки любого материала необходимо отрегулировать расстояние от фокальной точки до его поверхности.
Разные фокусные положения приводят к разному результату.
Положение фокальной точки над заготовкой называется положительным фокусом, а положение фокальной точки под заготовкой – отрицательным.
При увеличении фокусного расстояния пятно на поверхности и внутри заготовки становится толще, и ширина реза увеличивается. При этом также увеличивается площадь нагрева и емкость разгрузки шлака.
Практические примеры по технике Wattsan:
Рис. 1:
D — диаметр лазерного луча.
f — фокусное расстояние.
d — диаметр фокусного пятна (ширина реза).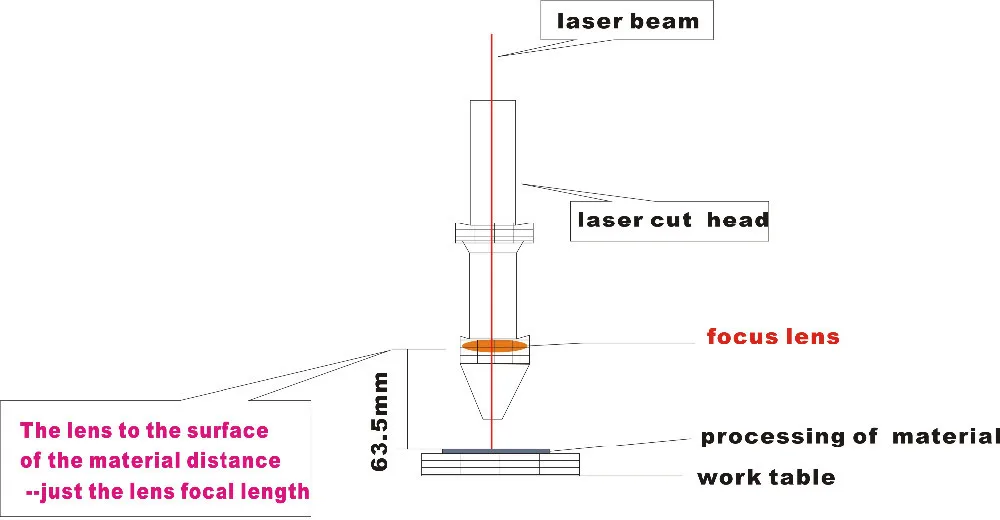
2z — оптимальная глубина фокуса (максимальная толщина материала).
W – длина волны лазера.
Как правильно настроить фокус на лазерном станке
Перед тем как начать резать металл необходимо установить оптимальное фокусное расстояние между лазерной головкой и разрезаемым материалом.
От правильности настройки фокуса зависит ширина и качество реза, образование грата, скорость резки.
Фокусное расстояние
Если двумя словами, то фокусное расстояние это расстояние от линзы до фокусной плоскости. В нашем случае за фокусную плоскость принимаем заготовку — металлический лист.
Положение сфокусированного пятна (фокальной точки) над фокусной плоскостью называется положительной, а положение под заготовкой называется отрицательной.
Значение положения фокуса
Значение фокусного расстояния влияет на размер размера пятна на поверхности или внутри металической заготовки:
так при увеличении фокусного расстояния увеличивается диаметр пятна, а ширина реза увеличивается.
Положительный фокус
Это фокусное расстояние при котором луч лазера фокусируется выше поверхности заготовки.
Как правило такая фокусировка используется для кислородной резки заготовок из углеродистой стали.
Такой способ резки реализует удаление шлака и помогает кислороду достигать нижней поверхности заготовки для участия в полной реакции окисления.
Чем больше значение положительного фокуса, тем больше диаметр пятна лазера на поверхности заготовки,
тем больше нагрев и добавление тепла вокруг щели, и тем более гладкой и яркой режущей поверхности из углеродистой стали.
Отрицательный фокус
То есть фокус резания находится в заготовке. В этом режиме, поскольку фокус находится далеко от режущей поверхности, ширина резания является относительно большей, чем точка резания на поверхности заготовки. В то же время поток режущего воздуха велик, и температура является достаточной.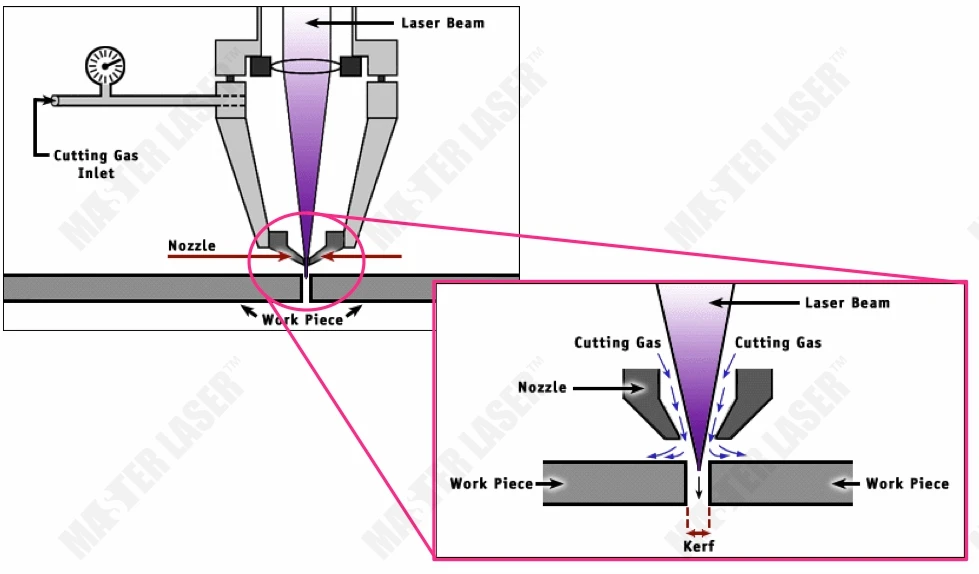
При резке нержавеющей стали целесообразно использовать резку с отрицательным фокусом, поверхность реза имеет однородную текстуру и хорошее поперечное сечение.
Перфорация пластины перед резкой. Поскольку перфорация имеет определенную высоту, перфорация использует отрицательный фокус, который может гарантировать, что размер пятна в позиции перфорации является наименьшим, а плотность энергии — наибольшей.
Нулевой фокус
То есть фокус резания находится на поверхности заготовки. Как правило, режущая поверхность, близкая к фокусу, является относительно гладкой, в то время как нижняя поверхность вдали от режущего фокуса является шероховатой. Этот случай в основном используется для непрерывной лазерной резки тонких пластин и импульсного лазерного испарения с высокой пиковой мощностью для резки слоев металлической фольги.
Выбор фокусировки для лазерной резки определяется не материалом режущей пластины (нержавеющая сталь, углеродистая сталь), а методом резки (окислительная резка, расплавленная резка).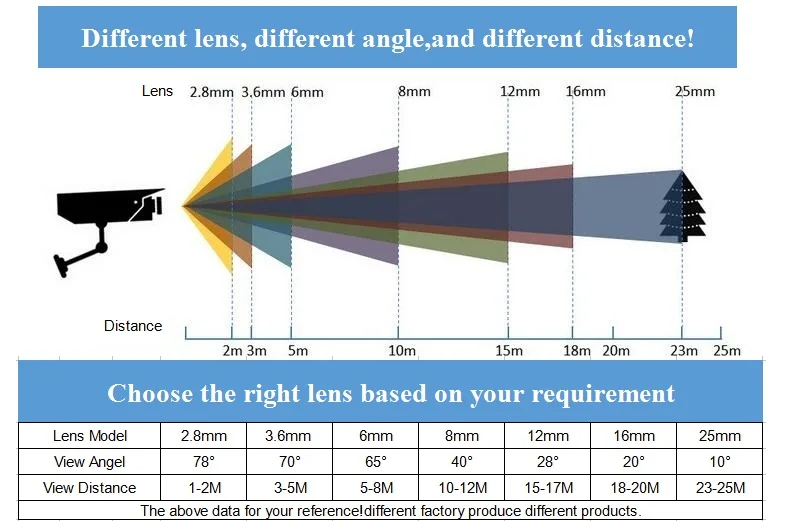
Итоги
В станке лазерной резки металла необходимо использовать разные режимы фокусировки для обработки разных заготовок. Благодаря разным позициям фокусировки и способам регулировки разных типов режущих головок пользователи могут комбинировать различные эффекты положительной и отрицательной фокусировки при резке нержавеющей и углеродистой стали, комбинируя свои собственные потребности в обработке. Чтобы выбрать подходящий метод фокусировки, мы можем в полной мере оценить преимущества станков для лазерной резки!
…
смотреть
все ->
Как правильно настроить фокусное расстояние лазерной маркировочной машины? — Блог
При использовании лазерного маркировочного станка возникает проблема правильной настройки фокальной плоскости. Производитель оборудования будет подчеркивать важность фокусного расстояния во время обучения установке оборудования и настройке образца. Лазерная гравировка в правильной фокальной плоскости является ключевым фактором для правильной работы оборудования.
Лазерная гравировка в правильной фокальной плоскости является ключевым фактором для правильной работы оборудования.
Прежде всего, прежде чем узнать правильный метод отладки, мы сначала поймем правильное определение фокусного расстояния.
Какое фокусное расстояние у лазера?
Фокусное расстояние — это мера концентрации или расхождения света в оптической системе. Это относится к расстоянию от центра линзы до фокуса света.
После изменения формы лазера он будет облучаться параллельным лучом на линзу поля фокусировки. Обычное оборудование для лазерной маркировки в основном использует выпуклую линзу. Выпуклая линза оптически преломляется, чтобы сфокусировать параллельный луч света в фокусе. Сформируйте фокальную плоскость.
Вертикальное расстояние от оптического центра выпуклой линзы до фокальной плоскости называется фокусным расстоянием. Обычно мы используем F= для представления его фокусного расстояния. На большей части лазерного оборудования, соответствующего линзе поля фокусировки, будет маркировка. Например: F=163; F=254 и т. д. Линза поля фокусировки является очень важным оптическим аксессуаром в оборудовании для лазерной маркировки.
Например: F=163; F=254 и т. д. Линза поля фокусировки является очень важным оптическим аксессуаром в оборудовании для лазерной маркировки.
Распространенные методы фокусировки машин для лазерной маркировки на рынке можно разделить на передний и задний фокус.
Динамический фронт-фокус, то есть шаг фокусировки ставится перед отклонением гальво, что может формировать большую площадь разметки. Фокусируемся на последнем, то есть бэкфокусе.
Лазер генерирует лазерный свет и падает на линзу гальванического отклонения, а также взаимодействует с управляющим программным обеспечением для формирования заданного пути маркировки. Гальволинза преломляет лазер на фокусирующую линзу, фокусируя энергию в фокальной плоскости для завершения лазерной гравировки.
Сфокусированный луч лазера похож на конусообразную иглу. Поэтому, чтобы сделать лазерную энергию более резкой, единственное, что нужно сделать, это встряхнуть ось Z лазерной маркировочной машины вверх и вниз, чтобы отрегулировать ее в фокальной плоскости.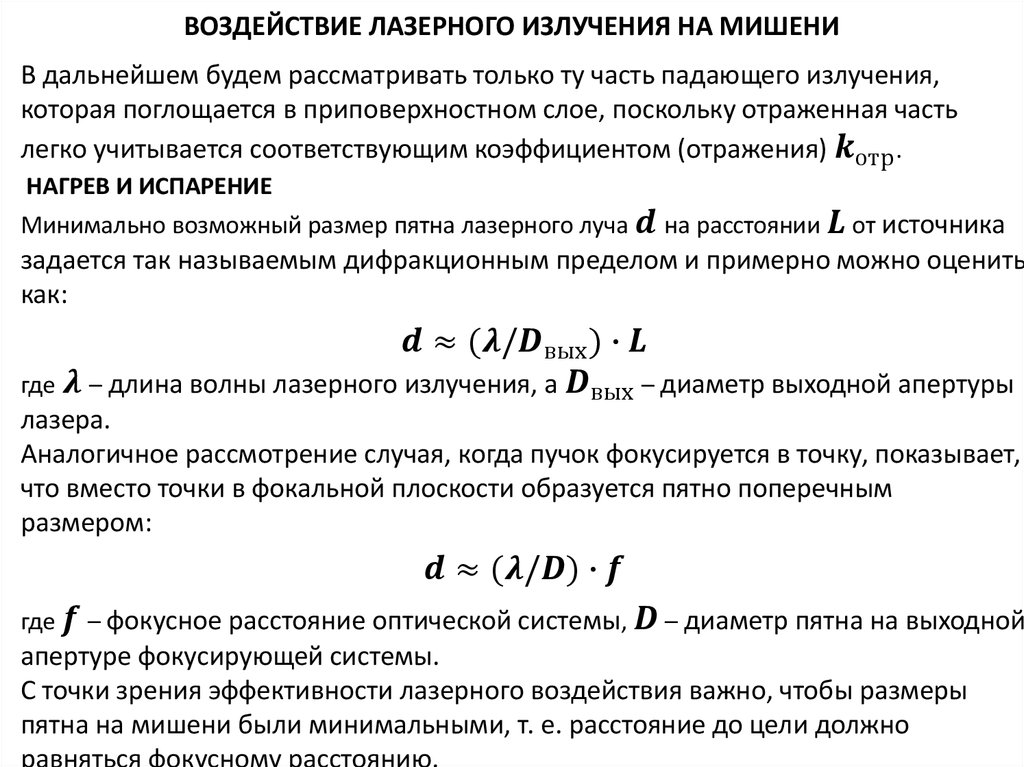
Однако, когда сфокусированный центростремительный луч проходит через фокальную точку, из-за характеристик лазера (хорошая монохроматичность, хорошая когерентность, хорошая направленность и высокая яркость) луч не прекратится и не изменит фазу. Они будут продолжать рассеиваться после пересечения. Следовательно, если фокальная плоскость лазера слишком высока или слишком низка, правильная фокальная плоскость будет упущена. Только в плоскости с правильным фокусным расстоянием лазерное пятно наименьшее, энергия самая сильная, а звук и цвет самые яркие после того, как лазер достигает объекта.
Некоторые традиционные методы отладки для настройки фокусного расстояния лазерных маркеров
После полного понимания теоретических знаний, связанных с фокусным расстоянием лазера, давайте перечислим несколько традиционных методов определения фокусного расстояния.
1. Непрерывный световой тест
Начертите квадрат или круг диаметром около одного сантиметра в программе для маркировки.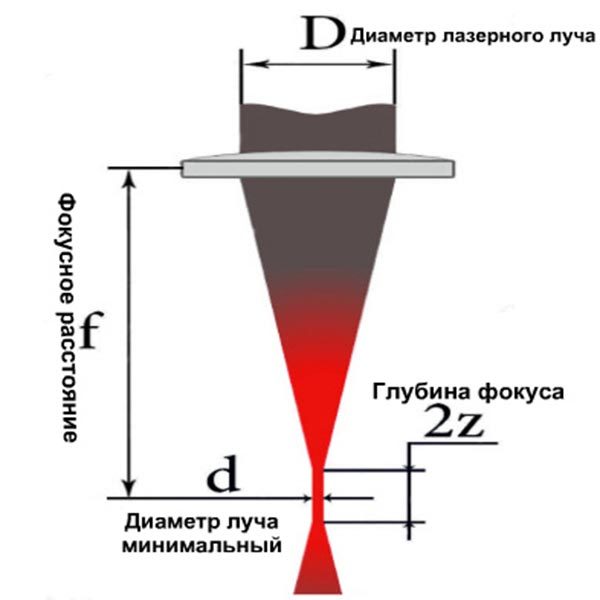 После регулярного заполнения отрегулируйте энергию лазера до большего значения в столбце параметров настройки лазера, постарайтесь максимально использовать низкую частоту, а затем проверьте непрерывную маркировку. Поместите металлическую визитную карточку или что-то подобное на поверхность продукта, куда проецируется лазер, продолжайте отмечать свет, покачивайте ось Z вверх и вниз, пока лазер не ударит металлическую визитную карточку с самой сильной энергией, самым четким звуком. , и самый яркий цвет, который в основном является фокусным расстоянием. Слишком высокое или слишком низкое, чтобы несколько раз проверить, чтобы найти подходящее фокусное расстояние.
После регулярного заполнения отрегулируйте энергию лазера до большего значения в столбце параметров настройки лазера, постарайтесь максимально использовать низкую частоту, а затем проверьте непрерывную маркировку. Поместите металлическую визитную карточку или что-то подобное на поверхность продукта, куда проецируется лазер, продолжайте отмечать свет, покачивайте ось Z вверх и вниз, пока лазер не ударит металлическую визитную карточку с самой сильной энергией, самым четким звуком. , и самый яркий цвет, который в основном является фокусным расстоянием. Слишком высокое или слишком низкое, чтобы несколько раз проверить, чтобы найти подходящее фокусное расстояние.
Этот метод больше подходит для машины для маркировки волоконным лазером с длиной волны 1064 нм, машины для маркировки полупроводниковым лазером, машины для лазерной маркировки с концевым насосом, машины для маркировки ультрафиолетовым лазером с длиной волны 355 нм, машины для маркировки зеленым лазером с длиной волны 532 нм и т.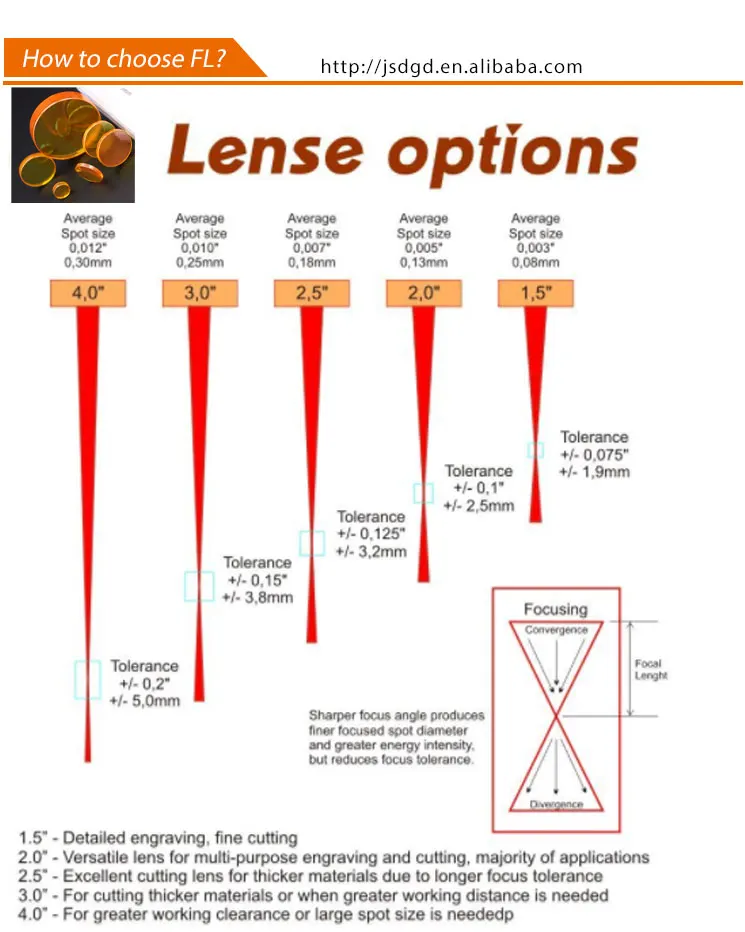 д. Для машины для маркировки лазером CO2 нарисуйте коробку в программном обеспечении для маркировки и непрерывно излучайте свет на лист белой бумаги, покачивая ось Z. Когда линия на бумаге самая тонкая, это фокальная плоскость.
д. Для машины для маркировки лазером CO2 нарисуйте коробку в программном обеспечении для маркировки и непрерывно излучайте свет на лист белой бумаги, покачивая ось Z. Когда линия на бумаге самая тонкая, это фокальная плоскость.
2. Измерение фокусного расстояния
После того, как производитель станков для лазерной гравировки сообщил данные о фокусном расстоянии, вы можете записать их. Затем каждый раз, когда вы переключаете продукт, вы можете напрямую прислонять один конец стальной линейки к поверхности продукта. Значение масштаба относится к определенной опорной поверхности на полевой линзе, и просто встряхните его вверх и вниз до данных масштаба.
Этот метод применим ко всем лазерным маркерам, но один недостаток заключается в том, что если положение изделия, требующего лазерной гравировки, вогнуто или не помещается в стальную линейку, этот метод не очень практичен.
3. Двойной красный свет на точке для получения значения
Этот метод требует самого оборудования, когда на заводе имеется соответствующая аппаратная конфигурация.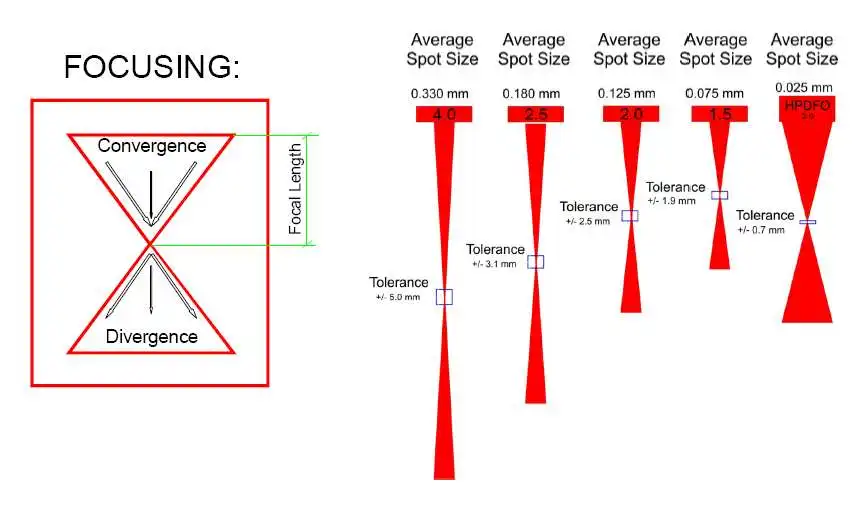 Установите один или два косых красных огня рядом с гальво, из некоторых принципов прямоугольных треугольников, используйте фиксированную прямоугольную сторону и две перекрывающиеся гипотенузы, чтобы найти другую прямоугольную сторону на плоскости, где находится фокусное расстояние. Вам нужно только встряхнуть вверх и вниз, пока две точки красного светового индикатора не совпадут, чтобы быстро найти фокусное расстояние.
Установите один или два косых красных огня рядом с гальво, из некоторых принципов прямоугольных треугольников, используйте фиксированную прямоугольную сторону и две перекрывающиеся гипотенузы, чтобы найти другую прямоугольную сторону на плоскости, где находится фокусное расстояние. Вам нужно только встряхнуть вверх и вниз, пока две точки красного светового индикатора не совпадут, чтобы быстро найти фокусное расстояние.
Несмотря на то, что этот метод удобен и быстр, он требует, чтобы производитель оборудования для лазерной маркировки сотрудничал с этим устройством. Кроме того, если он неправильно отрегулирован или смещен посередине, его легко ввести в заблуждение и сформировать неправильное фокусное расстояние.
Настройка фокусировки лазерного резака — создавайте вещи прямо сейчас!
Фокусировка не так критична, как выравнивание зеркала, но внимание к правильной теории фокусировки может иметь решающее значение для получения полной производительности от вашего резака.

Немного теории
Для работы над фокусировкой важно понимать несколько вещей, касающихся финальной фокусировки объектива. Ничто здесь не потребует какого-либо причудливого физического образования, чтобы понять, это все базовая геометрия.
Первое, что нужно понять, это то, что в реальной системе лазер не фокусируется в одной точке, а формирует очень узкую талию, похожую на песочные часы, как на верхних рисунках справа. При прочих равных объектив с более коротким фокусным расстоянием будет иметь более плотную фокусировку (высокая плотность мощности) с короткой длиной (не может обрезать слишком глубоко), объектив с более длинным фокусным расстоянием будет противоположным — фокусная точка будет больше и длиннее. длина. Выбор объектива — это компромисс между двумя функциями, а 2-дюймовый объектив (обычно стандартный) — это хороший объектив общего назначения. На размер фокуса могут влиять и другие факторы, например расширение луча перед попаданием в объектив. сделает фокус более плотным, но обычно ни один из этих факторов не находится в нашей власти.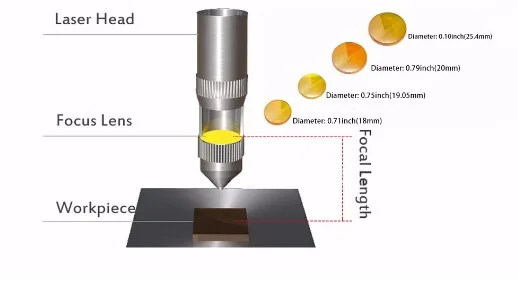 0003
0003
Второе, что нужно понять, это то, как положение и выравнивание луча влияют на точку фокусировки. На среднем изображении справа показаны 3 разных луча, все они идут в правильном направлении, но входят в объектив в разных положениях. Теперь, поскольку все 3 луча идут в правильном направлении, они попадают в один и тот же фокус. Но поскольку они попадают в объектив с разных позиций, они попадают в фокус под разными углами. Если бы вы делали гравировку только на поверхности вашего материала, вы, вероятно, не заметили бы, но при резке материала вы начнете ограничивать глубину реза, когда луч падает под углом. Вот почему при юстировке последнего зеркала центрирование луча становится важным.
Нижняя картинка показывает, что произойдет с очень плохо выровненным зеркалом. Если луч попадает в объектив под разными углами, то фокус будет находиться в разных местах. Если вы обнаружите, что мощность резки меняется по мере того, как вы перемещаетесь в разные части лазерного стола, то, скорее всего, это происходит, и выравнивание зеркала отключено.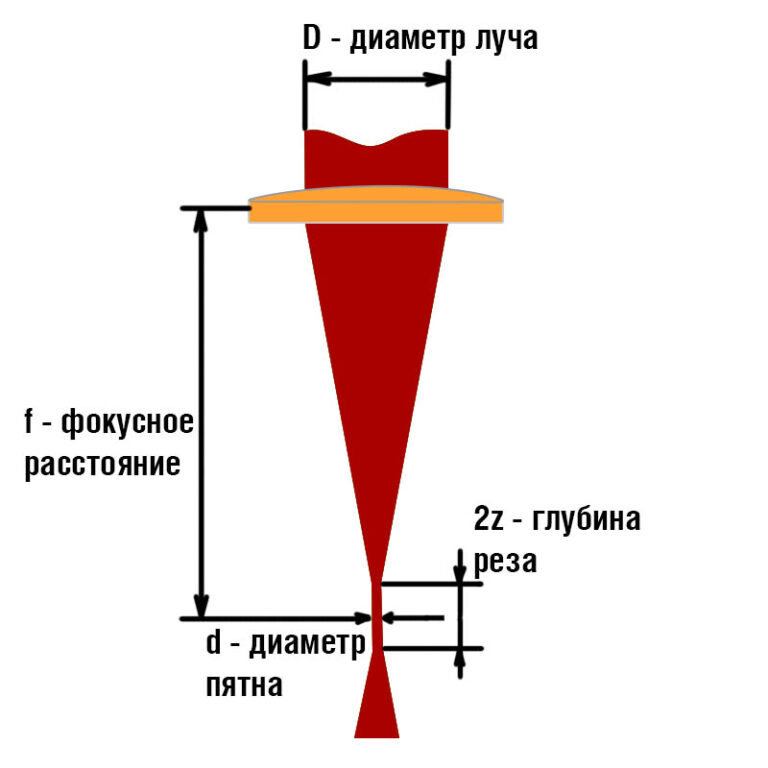
Если необходимо отрегулировать выравнивание лазерного зеркала, см. мое руководство здесь.
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Проверка высоты фокусировки лазера
Таким образом, ваш лазерный резак, вероятно, поставлялся с небольшим кусочком акрила для установки лазерной фокусировки. Это будет близко, но проверить это самостоятельно — хорошая идея.
У меня установлен стандартный объектив 50 мм (2 дюйма). Он устанавливается примерно в 25 мм от нижней части воздушного сопла лазерной головки, поэтому рекомендуемая высота составляет еще 25 мм от сопла до материала.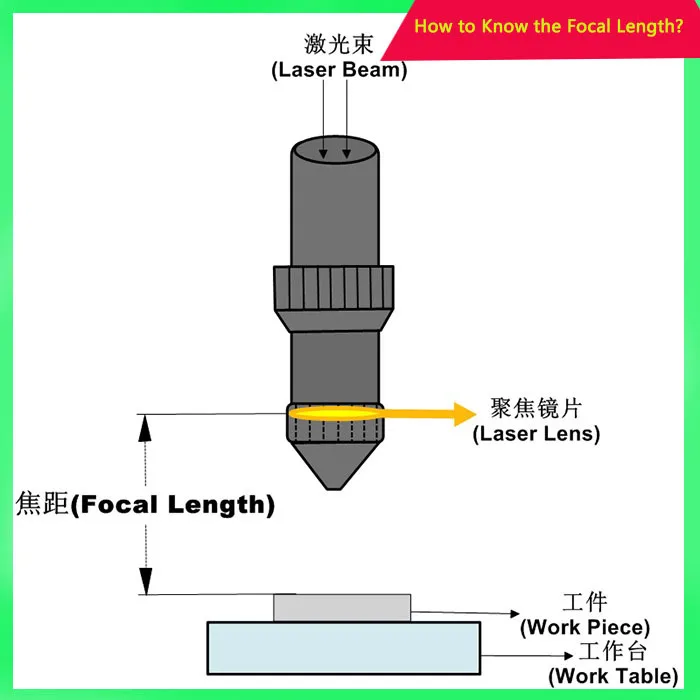 Что я собираюсь сделать, так это провести серию тестов фокусировки на разных высотах вокруг этой точки, чтобы увидеть, какая на самом деле оптимальная точка фокусировки. Используя кусок дерева в качестве цели, я программирую лазерный резак на рисование линии (200 мм/с, мощность 50%). Это будет отметка, которую я делаю для последовательной проверки каждой высоты фокусировки. Затем, используя калибровочные блоки, я установил нижнюю часть воздушного сопла на мою первую испытательную высоту 30 мм, снял блок и выгравировал линию.
Что я собираюсь сделать, так это провести серию тестов фокусировки на разных высотах вокруг этой точки, чтобы увидеть, какая на самом деле оптимальная точка фокусировки. Используя кусок дерева в качестве цели, я программирую лазерный резак на рисование линии (200 мм/с, мощность 50%). Это будет отметка, которую я делаю для последовательной проверки каждой высоты фокусировки. Затем, используя калибровочные блоки, я установил нижнюю часть воздушного сопла на мою первую испытательную высоту 30 мм, снял блок и выгравировал линию.
Затем я немного сдвигаю положение лазера вниз по дереву, беру следующий набор мерных блоков (25 мм), устанавливаю новую глубину и отмечаю другую линию, повторяя этот процесс для всего диапазона высот, который я хочу проверить. В конце эксперимента у меня есть серия выгравированных линий, которые можно проанализировать, чтобы исследовать профиль фокуса.
Таким образом, если смотреть на дерево, самые четкие линии 22 и 21 мм, поэтому центр фокуса находится на глубине около 21,5 мм, поэтому, округляя, я вырезал новый кусок пластика до 22 мм, который я буду использовать для установки мой лазерный фокус в будущем.
Еще одно интересное наблюдение из измерений заключается в том, что линия выглядит в основном одинаково на высоте от 24 мм до 19 мм, и линия начинает расширяться в обе стороны от этих значений. Это дает мне представление о том, что глубина около 5-6 мм — это глубина, при которой я могу сделать хороший чистый пропил в любом материале.
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Сравните различные фокусные расстояния объективов
Я приобрел объективы 76 мм (3 дюйма) и 38 мм (1 1/2 дюйма), которые я также хочу протестировать. Единственные линзы, которые я смог найти, имели диаметр 20 мм, а моя лазерная головка вмещает 18 мм.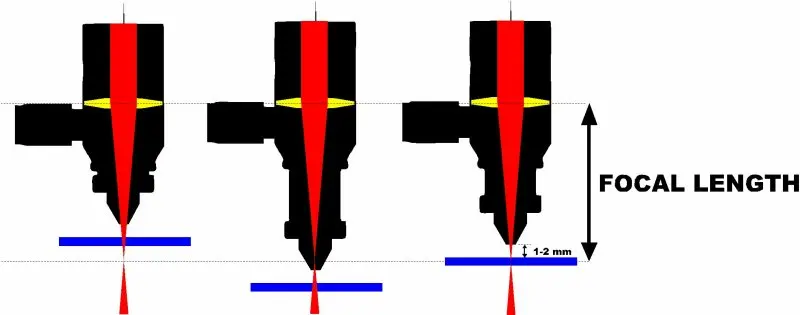 Поэтому мне пришлось изготовить новый адаптер, поэтому на следующих фотографиях крепление сопла может выглядеть странно.
Поэтому мне пришлось изготовить новый адаптер, поэтому на следующих фотографиях крепление сопла может выглядеть странно.
Следуя той же процедуре, что и раньше, я просканировал диапазон высот, чтобы построить профиль фокусировки. С объектива с фокусным расстоянием 3 дюйма кажется, что ширина фокуса самая узкая, примерно от 50 мм до 38 мм. Однако обратите внимание, что фокусная точка намного толще, чем у объектива с фокусным расстоянием 50 мм. материал), будет гораздо меньшая энергоемкость (поэтому можно будет резать только более мягкие материалы).
Объектив 38 мм имеет гораздо более плотную фокусировку, от 17 мм до 15 мм, при этом 16 мм выглядит как оптимальное фокусное расстояние. Как и ожидалось, этот объектив имеет гораздо более короткий, но более плотный фокус.
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Сравнение трех фокусных расстояний
Итак, ниже приведен полный набор результатов для сравнения.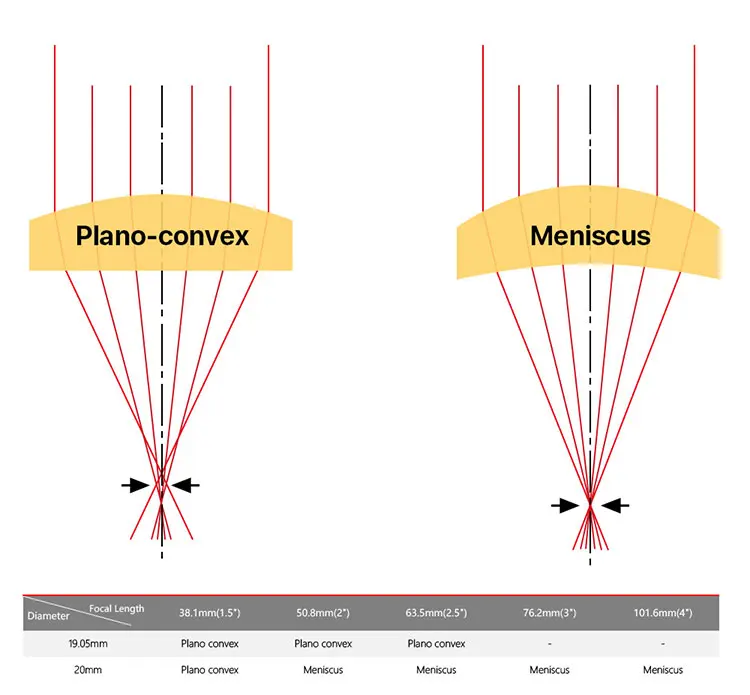 Объектив с фокусным расстоянием 50 мм — это лучший компромисс с хорошим точным фокусом и разумной потенциальной глубиной резания около 6 мм.
Объектив с фокусным расстоянием 50 мм — это лучший компромисс с хорошим точным фокусом и разумной потенциальной глубиной резания около 6 мм.
Для более толстого материала толщиной до 10 мм в некоторых случаях будет полезен объектив с фокусным расстоянием 76 мм. Из-за более широкой и, следовательно, меньшей энергоемкости он может быть ограничен материалами, которые режут довольно легко (такими как пенопласт, акрил или более мягкая древесина), возможно, с необходимостью нескольких проходов. Этот объектив должен найти применение в некоторых специальных приложениях.
Линза 38 мм имеет очень малую глубину, поэтому она малопригодна для резки материала. Фокусная точка только кажется немного более узкой, чем у объектива 50 мм, поэтому я не думаю, что для таких вещей, как гравировка дерева или пластика, будет заметное улучшение. Хотя, когда мне действительно нужно гравировать с действительно четкими линиями (например, на анодированном алюминии) и в сочетании с высокой интенсивностью (например, с помощью CerMark для гравировки металлов), я мог бы попробовать этот объектив.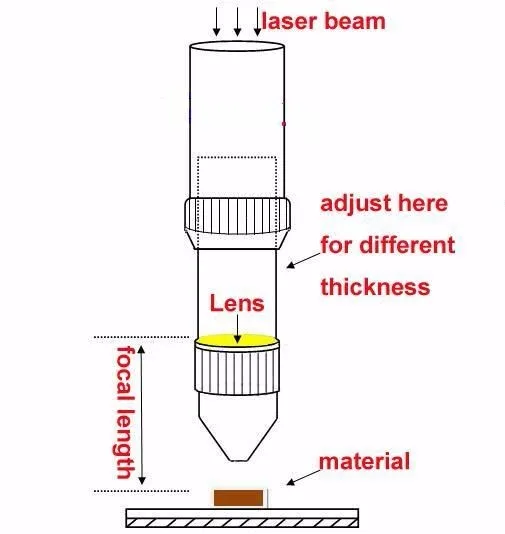
Всего комментариев: 0