М кода: 18 — Фрезерный станок — M-коды
Содержание
Особенности и различия G и M кодов для станков с ЧПУ
Содержание статьи:
Обработка с числовым программным управлением (ЧПУ), будь то фрезерный, токарный или другой станок с ЧПУ, стала основным производственным процессом в современных цехах. Эти чудеса технологии способны превратить прямоугольную заготовку в сложное и изысканное готовое изделие, словно по волшебству.
Однако это не волшебство, потому что эти прекрасные машины бесполезно сидят, пока кто-то (или что-то) не скажет им, что делать. Программисты и машинисты ЧПУ дают машинам инструкции с помощью языка программирования, который оживляет их и направляет на выполнение определенных операций.
Таким образом, все эти сложные процессы не могут происходить без фрезерных и токарных станков с ЧПУ. И эти станки не могут функционировать до тех пор, пока компьютер и программирование ЧПУ не скажут им, что делать на понятном им языке. И мы называем этот язык G-кодом.
Что означает G-код в обработке на станках с ЧПУ?
Буква G в G-коде означает геометрию, давая станку с ЧПУ указания, как и куда двигаться. Хотя система называется G-Code, другие буквы и цифры обозначают различные функции в программе. Однако каждый G-код содержит указания, информирующие станок о том, как создавать вариации его основных функций. Как правило, станки с ЧПУ имеют три основные операции, которые система адаптирует для создания желаемых форм:
Хотя система называется G-Code, другие буквы и цифры обозначают различные функции в программе. Однако каждый G-код содержит указания, информирующие станок о том, как создавать вариации его основных функций. Как правило, станки с ЧПУ имеют три основные операции, которые система адаптирует для создания желаемых форм:
- Быстро перемещаться по прямой линии
- Перемещение по прямой линии с определенной скоростью подачи
- Перемещение по кругу с определенной скоростью подачи
Что такое основные G-коды?
Вот четыре наиболее распространенных G-кода и то, как они выглядят в программе G-кодов:
- G00 – Быстрое позиционирование в определенной плоскости XY
- G01 – Линейное перемещение подачи
- G02 – Круговое интерполяционное перемещение по часовой стрелке
- G03 – перемещение против часовой стрелки (CCW) с круговой интерполяцией
Как вы можете видеть, строки кода организованы в блоки, причем каждый блок управляет одной операцией, например, фрезерованием с определенным режущим инструментом. Каждая строка блока маркируется номером строки, обычно буквой N и четным числом (N2, N4, N6 и т.д.).
Каждая строка блока маркируется номером строки, обычно буквой N и четным числом (N2, N4, N6 и т.д.).
Если вы пишете программу G-кода вручную, вы должны делать это правильно. В противном случае один неправильно написанный G-код может привести к поломке вашей заготовки и оснастки. К счастью, существует программное обеспечение для автоматизированного производства, позволяющее оптимизировать траектории движения оснастки и генерировать G-код, предлагающий инструкции для станка с ЧПУ. Программное обеспечение CAM может создавать тысячи строк кода, поэтому вам не придется делать это вручную.
Сколько существует G-кодов?
Хотя мы имеем доступ к примерно сотне команд G-кода для управления станками с ЧПУ, есть несколько команд, которые мы называем “основной группой”, и они знакомы практически каждому станку.
G00 Быстрое перемещение
Используйте эту команду для быстрого перемещения, когда инструмент не касается детали. Используйте ее только тогда, когда фреза или инструмент не снимает материал, например, при смене инструмента. При использовании быстрого перемещения убедитесь, что на пути инструмента нет зажимов, деталей или тисков. Можно избежать сбоя, если сначала выполнить быстрое перемещение к выбранной плоскости XY, а затем вниз по оси Z.
Используйте ее только тогда, когда фреза или инструмент не снимает материал, например, при смене инструмента. При использовании быстрого перемещения убедитесь, что на пути инструмента нет зажимов, деталей или тисков. Можно избежать сбоя, если сначала выполнить быстрое перемещение к выбранной плоскости XY, а затем вниз по оси Z.
Линейная интерполяция G01
Используйте команду G01 для резки по прямой линии, хотя для ее перемещения требуется команда скорости подачи (F). Например, программист может задать начальную точку и перемещать режущий инструмент по прямой линии вдоль оси X или Y до конечной точки.
Круговая интерполяция G02 и G03
G02 используется для обработки дуги или радиуса по часовой стрелке, а G03 – против часовой стрелки. Помните, что при использовании G02 с G01 и G03 вы можете обрабатывать любую форму, что делает эти три G-кода основой программирования с использованием G-кодов.
G04 – Приостановка
Иногда нам необходимо приостановить работу режущего инструмента, вставив в код G04 на короткое время. Например, можно добавить паузу, когда плоскодонное сверло достигает дна отверстия, кратковременно приостанавливая движение по оси Z при работающем сверле для устранения дребезга.
Например, можно добавить паузу, когда плоскодонное сверло достигает дна отверстия, кратковременно приостанавливая движение по оси Z при работающем сверле для устранения дребезга.
Компенсация фрезы G40, G41 и G42
Компенсация фрезы учитывает диаметр инструмента, когда программист создает траекторию резания, смещая радиус инструмента в зависимости от направления резания. Вот три G-кода, управляющие этим процессом:
- G40 Отменяет компенсацию фрезы
- G41 Компенсация левого резца
- G42 Компенсация правой фрезы
G43 Компенсация длины инструмента
Компенсация длины инструмента позволяет станку с ЧПУ учитывать длину каждого из введенных и сохраненных в станке инструментов. Станок рассчитывает изменения на основе местоположения программы и длины инструмента. Если код G43 неактивен, станок будет перемещать конец шпинделя вместо конца режущего инструмента.
Консервированные циклы
Консервированные циклы позволяют программисту написать G-код для сверления и расточки нескольких отверстий с меньшим количеством строк G-кода. Вся информация находится в одной строке, а следующие строки являются позиционными. Вот эти циклы:
Вся информация находится в одной строке, а следующие строки являются позиционными. Вот эти циклы:
- G80 Цикл
- G81 Цикл сверления
- G82 Цикл встречного бурения
- G83 Цикл сверления по методу Пека
- G84 Цикл жесткого нарезания резьбы
- G85 Цикл растачивания (заход, выход)
- G86 Цикл растачивания (заход, быстрый выход)
Что такое М-коды в фрезерной обработке с ЧПУ?
М-код — это еще один язык управления станком для обработки с ЧПУ, используемый вместе с G-кодом для выключения и включения различных функций станка. Буква “М” в командах М-кода сообщает станку, что за ней следует другая функция. В то время как команды G-кода указывают позиции с помощью декартовой системы координат, M-код направляет действия станка. Хотя М-код представляет различные функции, некоторые говорят, что он означает “машинный” код, поскольку он управляет работой станка.
Коды G и M имеют специфическое применение в программировании. Например, вы можете направить режущий инструмент станка с ЧПУ в определенное место без кодов M. Тем не менее, вы не можете давать ему прямые команды, такие как остановка программы, смена режущего инструмента, включение охлаждающей жидкости или другие действия, выходящие за рамки трех основных движений, которые контролируют G-коды.
Например, вы можете направить режущий инструмент станка с ЧПУ в определенное место без кодов M. Тем не менее, вы не можете давать ему прямые команды, такие как остановка программы, смена режущего инструмента, включение охлаждающей жидкости или другие действия, выходящие за рамки трех основных движений, которые контролируют G-коды.
Какие бывают М-коды?
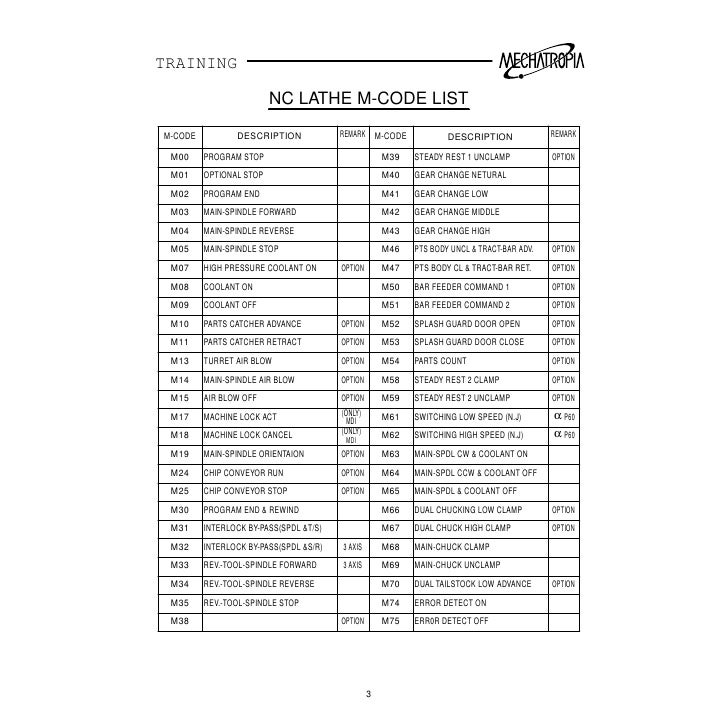
M03 — это команда включения шпинделя, которой обычно предшествует код S для установки скорости вращения шпинделя. Список М-кодов начинается с М00 (остановка программы) и продолжается до М99 (конец подпрограммы), хотя каждому номеру не присвоен.
Ниже приведен неполный список М-кодов:
- M00 Остановка программы
- M01 Остановка программы – опционально
- M02 Конец программы
- M03 Пуск шпинделя вперед, по часовой стрелке
- M04 Запуск шпинделя в обратном направлении или вращение против часовой стрелки
- M05 Остановка шпинделя
- M06 Смена инструмента
В чем разница между G и M кодами?
Три основных способа отличают G- и M-коды друг от друга.
- G-код управляет движением и функционированием станка с ЧПУ, в то время как M-код управляет операциями, не связанными с движением.
- G-код активирует станок с ЧПУ, а M-код активирует программируемый логический контроллер станка.
- Команды G-кода часто отличаются в станках с ЧПУ, в то время как большинство команд M-кода остаются неизменными.
Заключение
Станки с ЧПУ изменили производственную индустрию и упростили процесс производства точных и стабильных деталей. Однако эти станки не знали бы, что делать, если бы не было G-кода и M-кода.
По сути, G-код указывает станку, как выполнять его операции, а M-код выполняет негеометрические действия станка. G-код и M-код должны работать вместе, чтобы станок с ЧПУ функционировал правильно.
Справочный центр Эвотора
Идет поиск…
Ничего не найдено. Попробуйте изменить поиск
123123
- Продать маркированный товар
- Оформить возврат маркированных товаров
- Передать чеки в «Честный знак» в автономном режиме
- Долгая проверка марок на ФФД 1.
 2
2 - Настроить время проверки марки
- На чеке печатается [М-], [М] или [М+] на ФФД 1.2
- Продать блок сигарет
- Контролировать цену сигарет по МРЦ и ЕМЦ
- Продавать маркированные лекарства
- Продажа молочной продукции в нарезку и на розлив
- Получать вес молочной продукции из кода маркировки
- Продать часть маркированного товара
- Ошибка проверки кодов маркировки
- Ошибка «Штрихкод не является кодом марки»
- Нарушения при торговле, выявленные «Честным знаком»
- Контролировать сроки годности молочной продукции
В этой статье:
- Нововведения поверки марки в ФФД 1.
 2
2 - Глоссарий
- Почему на чеке печатается [М-]
- Почему на чеке печатается просто [М]
- Почему на чеке печатается [М+]
- Как исправить ошибки, при проверке марки
Нововведения поверки марки в ФФД 1.2
В соответствии с приказом ФНС в ФФД 1.2 добавлена обязательная функция проверки сведений о товаре при его продаже
Глоссарий
КМ — код маркировки товара, маркированного средством идентификации.
КП — код проверки.
ОИСМ — оператор информационных систем маркировки, который осуществляет мониторинг всех продаваемых товаров, подлежащих обязательной маркировке.
ОФД — Оператор фискальных данных — юридическое лицо, созданное специально для осуществления приёма, обработки, хранения и передачи фискальных данных в Федеральную налоговую службу России.
Почему на чеке печатается [М-]
- Проверка КП КМ выполнена в ФН с отрицательным результатом, статус товара ОИСМ не проверен
- Проверка КП КМ выполнена в ФН с отрицательным результатом, статус товара ОИСМ не проверен (ККТ функционирует в автономном режиме)
- Проверка КП КМ выполнена с отрицательным результатом, статус товара у ОИСМ некорректен
- Проверка КП КМ выполнена с положительным результатом, статус товара у ОИСМ некорректен
Иными словами, статус [М-] в чеке печатается в том случае, если одна или все проверки были выполнены с отрицательным результатом
Почему на чеке печатается просто [М]
- Проверка КП КМ не выполнена в ФН, статус товара ОИСМ не проверен
- Проверка КП КМ выполнена в ФН с положительным результатом , статус товара ОИСМ не проверен
- Проверка КП КМ не выполнена в ФН, статус товара ОИСМ не проверен (ККТ функционирует в автономном режиме)
- Проверка КП КМ выполнена в ФН с положительным результатом, статус товара ОИСМ не проверен (ККТ функционирует в автономном режиме)
Иными словами, статус [М] в чеке печатается в том случае, если одна или все проверки не были выполнены. То есть они были пропущены. Например, запрос на проверку был передан в ОИСМ, но не был получен ответ по причине отсутствия интернет соединения.
То есть они были пропущены. Например, запрос на проверку был передан в ОИСМ, но не был получен ответ по причине отсутствия интернет соединения.
Почему на чеке печатается [М+]
- Проверка КП КМ выполнена с положительным результатом, статус товара у ОИСМ корректен
Иными словами, статус [М+] в чеке печатается в том случае, если код маркировки прошёл все существующие проверки
Как исправить ошибки, при проверке марки
1. Проверяем связь с ОИСМ. Для этого перейдите в раздел
«Настройки» → «Обслуживание кассы» и нажмите «Поверить связь с ОФД», распечатается чек диагностики. На чеке следует обратить внимание на следующие строки:
- Приложение EoU — должно быть «Запущено», если в чеке отображается значение «Не найдено» — следует перезагрузить терминал и повторить проверку. Если ошибка сохраняется, обратиться в поддержку
- Выход в интернет — должно быть значение «Есть», если напечаталось иное значение — воспользуйтесь инструкцией Ошибка «Нет сети»
- Подключение к ОФД — должно быть значение «Есть», если напечаталось иное значение — воспользуйтесь инструкцией Ошибка «(!) ОФД» / «Касса не может связаться с ОФД» / Отсутствует ИНН ОФД
- Подключение к ОИСМ — должно быть значение «Есть», если напечаталось иное значение — проверьте верно ли вы ввели адрес и порт для подключения к ОИСМ: Как настроить связь с ОИСМ.
 В редких случаях может потребоваться повторно ввести данные для подключения. Об этом так же описано в статье Как настроить связь с ОИСМ.
В редких случаях может потребоваться повторно ввести данные для подключения. Об этом так же описано в статье Как настроить связь с ОИСМ. - Если внизу чека написано «ОФД не отвечает» — проверьте, оплатили ли вы подписку в личном кабинете вашего оператора фискальных данных
2. Проверяем переведен ли сканер в режим COM порта и подключен ли через драйвер.
3. Если все пункты выше были выполнены, а на чеке продолжает печататься [М-] — обратитесь в службу технической поддержки.
Общие сведения о функциях Power Query M — PowerQuery M
Твиттер
Фейсбук
Электронная почта
- Статья
В языке формул Power Query M функция представляет собой сопоставление набора входных значений с одним выходным значением. Функция записывается, сначала называя параметры функции, а затем предоставляя выражение для вычисления результата функции. Тело функции следует за символом перехода (=>). При необходимости информация о типе может быть включена в параметры и возвращаемое значение функции. Функция определяется и вызывается в теле пусть выписка. Параметры и/или возвращаемое значение могут быть неявными или явными. Неявные параметры и/или возвращаемое значение имеют тип any . Тип any похож на тип объекта в других языках. Все типы в M происходят от типа any .
Функция записывается, сначала называя параметры функции, а затем предоставляя выражение для вычисления результата функции. Тело функции следует за символом перехода (=>). При необходимости информация о типе может быть включена в параметры и возвращаемое значение функции. Функция определяется и вызывается в теле пусть выписка. Параметры и/или возвращаемое значение могут быть неявными или явными. Неявные параметры и/или возвращаемое значение имеют тип any . Тип any похож на тип объекта в других языках. Все типы в M происходят от типа any .
Функция является значением, таким же, как число или текстовое значение, и может быть включена в строку, как и любое другое выражение. В следующем примере показана функция, являющаяся значением переменной Add, которая затем вызывается или выполняется из нескольких других переменных. При вызове функции задается набор значений, которые логически заменяют требуемый набор входных значений в выражении тела функции.
Пример — Явные параметры и возвращаемое значение
let
AddOne = (x как число) как число => x + 1,
//дополнительные шаги выражения
ВычислитьДобавитьОдин = ДобавитьОдин(5)
в
CalcAddOne
Пример — неявные параметры и возвращаемое значение
let
Добавить = (х, у) => х + у,
ДобавитьРезультаты =
[
OnePlusOne = Add(1, 1), // равно 2
OnePlusTwo = Add(1, 2) // равно 3
]
в
ДобавитьРезультаты
Найти первый элемент списка больше 5 или ноль в противном случае
let
FirstGreaterThan5 = (список) =>
позволять
GreaterThan5 = Список.Выбрать(список, (n) => n> 5),
Первый = Список.Первый(Больше чем5)
в
Первый,
Результаты =
[
Найдено = FirstGreaterThan5({3,7,9}), // равно 7
NotFound = FirstGreaterThan5({1,3,4}) // равно null
]
в
Полученные результаты
Функции можно использовать рекурсивно. Чтобы рекурсивно ссылаться на функцию, добавьте к идентификатору префикс @.
Чтобы рекурсивно ссылаться на функцию, добавьте к идентификатору префикс @.
лет
fact = (num) => если num = 0, то 1, иначе num * @fact (num-1)
в
факт(5) // равно 120
Каждое ключевое слово
Ключевое слово каждое используется для простого создания простых функций. «каждый…» — это синтаксический сахар для сигнатуры функции, принимающей параметр _ «(_) => …»
Каждый полезен в сочетании с оператором поиска, который по умолчанию применяется к _
Например, каждый [CustomerID] совпадает с каждым _[CustomerID], который совпадает с (_) => _[CustomerID]
Пример. Использование фильтра каждой строки таблицы
Table.SelectRows(
Таблица.FromRecords({
[CustomerID = 1, Имя = "Боб", Телефон = "123-4567"],
[CustomerID = 2, Имя = "Джим", Телефон = "987-6543"],
[CustomerID = 3, Имя = "Пол", Телефон = "543-7890"],
[CustomerID = 4, Имя = "Ринго", Телефон = "232-1550"]
}),
каждый [CustomerID] = 2
)[Имя]
// равно "Джим"
Краткий обзор — PowerQuery M
Твиттер
Фейсбук
Электронная почта
- Статья
В этом кратком обзоре описывается создание запросов на языке формул Power Query M.
Примечание
Язык M чувствителен к регистру.
Создание запроса с помощью редактора запросов
Чтобы создать расширенный запрос, используйте Редактор запросов . Смешанный запрос состоит из переменных, выражений и значений, инкапсулированных выражением let . Переменная может содержать пробелы, используя идентификатор # с именем в кавычках, например #"Имя переменной" .
Выражение let имеет следующую структуру:
let Имя переменной = выражение, #"Имя переменной" = выражение2 в Имя переменной
Для создания M-запроса в Редактор запросов , выполните следующий основной процесс:
Создайте серию шагов формулы запроса, которые начинаются с оператора let . Каждый шаг определяется именем переменной шага.
 Переменная M может включать пробелы, используя символ # как
Переменная M может включать пробелы, используя символ # как #"Имя шага". Шаг формулы может быть пользовательской формулой. Обратите внимание, что язык формул Power Query чувствителен к регистру.Каждый шаг формулы запроса основывается на предыдущем шаге, ссылаясь на шаг по имени его переменной.
Выведите шаг формулы запроса, используя оператор в . Как правило, последний шаг запроса используется как окончательный результат набора данных.
Чтобы узнать больше о выражениях и значениях, перейдите к разделу Выражения, значения и выражение let.
Шаги формулы Simple Power Query M
Предположим, вы создали следующее преобразование в редакторе запросов для преобразования имен продуктов в правильный регистр.
У вас есть таблица, которая выглядит так:
| ID заказа | идентификатор клиента | Товар | Цена |
|---|---|---|---|
| 1 | 1 | удочка | 100 |
| 2 | 1 | 1 фунт червяков | 5 |
| 3 | 2 | рыболовная сеть | 25 |
И вы хотите написать каждое слово в столбце Item, чтобы получить следующую таблицу:
| ID заказа | идентификатор клиента | Товар | Цена |
|---|---|---|---|
| 1 | 1 | Удочка | 100 |
| 2 | 1 | 1 фунт. <- Предыдущий пост: Инструмент для разделки кабеля из сшитого полиэтилена: Инструмент для разделки кабелей из сшитого полиэтилена Следующий пост: На чем создать 3д модель: 10 популярных программ для 3D-моделирования | GeekBrains -> <- Предыдущий пост: Инструмент для разделки кабеля из сшитого полиэтилена: Инструмент для разделки кабелей из сшитого полиэтилена Следующий пост: На чем создать 3д модель: 10 популярных программ для 3D-моделирования | GeekBrains -> |
Всего комментариев: 0