Мягкий пластик для 3d принтера: гибкий пластик для 3D печати
Содержание
Виды пластика для 3D принтера
Содержание
- PLA
- ABS
- HIPS
- PVA
- PETG
- SBS
- Нейлон
- Мягкие пластики
- Декоративные пластики
- Инженерные пластики
- Итоги
С каждым годом 3D печать становится более популярна и доступна. Раньше 3D принтер был больше похож на сложный ЧПУ станок, но теперь производители идут на встречу пользователям. Упрощаются и автоматизируются настройки, которые многих новичков вгоняли в ступор. Несмотря на это, начинающему пользователю бывает сложно разобраться в многообразии постоянно появляющихся пластиков для 3D принтера.
Выбрать пластик для 3D принтера очень важно, особенно когда стоит цель напечатать функциональную модель с определенными свойствами. Будет обидно, если напечатанная шестерёнка сломается почти сразу, или декоративная модель быстро потеряет свою красоту.
Важно понимать, сможет ли принтер работать с выбранным пластиком. Некоторые материалы (чаще всего инженерные) требуют определенных условий для удачной печати.
Некоторые материалы (чаще всего инженерные) требуют определенных условий для удачной печати.
Для начала определитесь, какую модель нужно напечатать. Какие свойства у нее должны быть? Модель должна быть прочной? Или это мастер модель для дальнейшего тиражирования, в которой важно качество поверхности?
В 90% 3D принтеров используется пластиковая нить диаметром 1.75. Диаметр 3мм встречается редко, но лучше заранее уточнить, какой размер используется в вашем принтере.
PLA
PLA (полилактид) – это самый популярный и доступный пластик для 3D принтера. PLA изготавливают из сахарного тростника, кукурузы или другого натурального сырья. Поэтому он считается нетоксичным, биоразлагаемым материалом.
Температура экструдера — 190-220 градусов. Подогрев стола не нужен, но если стол у принтера с «грелкой» для лучшего прилипания, можно разогреть его до 50-60 градусов. С PLA очень просто работать. Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Плюсы:
-
Не дает усадки. Благодаря этому можно легко изготавливать сборные или огромные модели без изменения размеров. -
Нет специфических требований к 3D принтеру. Подойдет любой исправный 3D принтер. PLA не нужен подогреваемый стол или закрытый корпус. -
Нетоксичен. Благодаря этому во время печати не пахнет или имеет еле уловимый аромат жженой карамели. -
Разнообразная палитра цветов.
Минусы:
-
PLA плохо шлифуется и механически обрабатывается. -
Начинает деформироваться уже при небольшом нагреве (около 50 градусов).
-
Хрупкость. По сравнению с другими материалами, PLA очень хрупкий и легко ломается. -
Разрушается под воздействием ультрафиолета. В труху он конечно не развалится, но может стать более хрупким и выцвести.
PLA отлично подойдет для изготовления габаритных или составных моделей. Например декоративные предметы интерьера, макетирование, корпуса для электроники и т.д.
Недавно в продаже появился PLA+. Он может отличаться от обычного PLA улучшенными характеристиками. Например более прочный, с улучшенной адгезией слоев.
Макет турбины
Декоративные подставки
ABS
ABS (акрилонитрилбутадиенстирол) – это второй по популярности пластик для 3D печати, благодаря своим свойствам, доступности и небольшой цене.
Температура экструдера — 220-240 градусов. Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Плюсы:
-
Хорошие прочностные характеристики позволяют изготавливать из ABS функциональные прототипы. -
Простая механическая и химическая обработка. ABS легко шкурится и сверлится, а при помощи ацетоновой бани можно добиться идеально гладкой поверхности. -
На сегодняшний момент это самый недорогой вид пластика для 3D печати. -
Большой выбор цветов и оттенков.
Минусы:
-
Высокая усадка. Из-за этого может быть проблематично изготовление габаритных изделий.
Из-за этого может быть проблематично изготовление габаритных изделий.
-
Для печати требуется подогреваемый стол и закрытая камера. Без этого ABS может отклеиваться от стола или трескаться по слоям. -
В процессе печати ABS может неприятно пахнуть. Поэтому рекомендуется печатать в проветриваемых помещениях или использовать принтер с закрытой камерой и фильтром.
ABS – можно считать инженерным пластиком. Он подойдет для изготовления несложных функциональных изделий.
ABS после химической обработки в ацетоновой бане
РУ модель из ABS
ABS+ отличается от обычного ABS улучшенными прочностными характеристиками (упругость, жесткость, твердость), меньшей усадкой и иногда устойчивостью к некоторым маслам и растворителям (например бензин).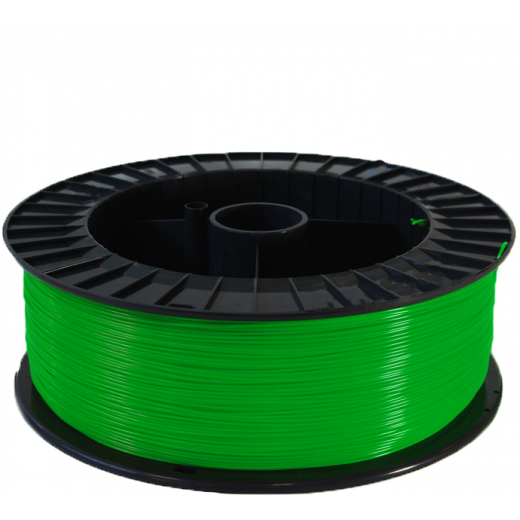
HIPS
HIPS (ударопрочный полистирол) – изначально задумывался как пластик растворимой поддержки для материалов с высокой температурой печати. Например для ABS или Нейлона.
Температура экструдера – 230-260 градусов. Температура стола – 80-100 градусов. Желательно наличие закрытой камеры у 3D принтера.
Плюсы:
-
Меньшая усадка чем у ABS. -
Простота механической обработки. -
Матовая поверхность очень выигрышно смотрится на декоративных изделиях. -
Разрешен контакт с пищевыми продуктами (но стоит обязательно уточнить наличие сертификатов у конкретного производителя)
Минусы:
-
Для печати нужен принтер с подогреваемым столом и закрытой камерой.
-
Более гибкий и менее прочный чем ABS. Из-за этого не получится изготавливать функциональные изделия. -
Маленькая палитра цветов.
Чаще всего HIPS используется по назначению для печати на 2х экструдерных принтерах в качестве поддержки для ABS. Он отлично (хоть и не очень быстро) растворяется в лимонеле.
Иногда HIPS используют в качестве самостоятельного материала. Изделия из него получаются не очень прочные, но этот пластик любят за лёгкую постобработку. HIPS можно использовать для моделей которые впоследствии будут контактировать с пищевыми продуктами (не горячими).
Использование HIPS в качестве растворимой поддержки
Декоративная ваза из HIPS
PVA
PVA (поливиниловый спирт) – это материал который разрабатывался как водорастворимая поддержка для PLA.
Температура экструдера – 190-210. Подогрев стола не требуется. PVA — немного “капризный” материал, его не рекомендуется перегревать и печатать на высоких скоростях.
PVA очень гигроскопичен и растворяется обычной водой. Поэтому он используется только в качестве поддержки для PLA или других пластиков имеющих близкую температуру печати к PVA.
Растворимая поддержка из PVA
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Tiger3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Tiger3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Esun |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Esun |
PETG
PETG (полиэтилентерефталат) собрал в себе лучшие свойства PLA и ABS. С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
Температура экструдера — 220-240 градусов. Температура стола — 80-100 градусов. В процессе печати модель необходимо хорошо обдувать.
Плюсы:
-
Отличная спекаемость слоев. -
PETG очень прочный и износостойкий. Хорошо выдерживает ударные нагрузки. -
Практически отсутствует запах при печати. -
Нетоксичный. -
Маленькая усадка.
Минусы:
PETG отлично подойдет для печати функциональных моделей. Благодаря небольшой усадке его часто используют для изготовления больших или составных моделей. Благодаря низкой токсичности PETG часто используют для изделий которые будут контактировать с пищей.
Формочки для печенья и узорчатая скалка
SBS
Это материал с высокой прозрачностью. При этом он прочный и упругий. SBS это пластик с низкой токсичностью. Его можно использовать для печати моделей контактирующих с пищей.
Температура экструдера – 230 -260 градусов. Температура стола — 60-100 градусов. Печатать можно без закрытого корпуса на принтере.
Плюсы:
-
Небольшая усадка -
Прозрачность. После обработки сольвентом, лимонелом или дихлорметаном может получится красивые прозрачные изделия с практически гладкой поверхностью. -
Легко обрабатывается механически или химически. -
Разрешен контакт с продуктами питания.
Минусы:
SBS отлично подходит для полупрозрачных ваз, детских игрушек и емкостей для пищевых продуктов. Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Вазы отлично печатаются толстым соплом (0,7-0,8) в один проход (печать в 1 стенку или спиральная печать в слайсере).
Макеты бутылок после химической обработки
Нейлон
Нейлон (полиамид) считается самым износостойким материалом из доступных для домашней 3D печати. Помимо хорошей стойкости к истиранию и прочности он имеет большой коэффициент скольжения.
Температура экструдера — 240-260 градусов. Температура стола 80-100 градусов. Нейлон очень капризный и гигроскопичный материал – перед использованием рекомендуется просушить катушку с пластиком. Для печати нужен принтер с подогреваемым столом и закрытой камерой, без этого будет сложно напечатать что то крупнее небольшой шестеренки.
Плюсы:
-
Высокая прочность и износостойкость.
-
Высокий коэффициент скольжения. -
Термостойкость, по сравнению с другими пластиками для 3D печати. -
Высокая стойкость ко многим растворителям. -
Хорошо поддается механической обработки. Отлично шлифуется и сверлится.
Минусы:
Нейлон отлично подойдет для изготовления износостойких деталей — шестеренки, функциональные модели и т.д. Иногда нейлон используют для печати втулок.
Шестеренка из нейлона
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Tiger3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Tiger3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Esun |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Bestfilament |
Мягкие пластики
FLEX (TPU, TPE, TPC) –это материал похожий на силикон или резину. Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
FLEX печатаются на температуре 200-240 (в зависимости от материала). Подогреваемый стол не обязателен. На принтерах с директ подачей материала (механизм подачи на печатной голове) проблем с печатью обычно не бывает. На боуден подаче (механизм подачи расположен на корпусе) печать очень мягкими пластиками может вызывать трудности. Обычно приходится дополнительно настраивать прижим прутка. Главный нюанс – это совсем небольшие скорости печати — 20-40мм.
Плюсы:
Минусы:
В зависимости от вида FLEXa модели могут получится гибкие или резиноподобные. Этот материал, в зависимости от мягкости, можно использоваться для печати уплотнительных прокладок, стелек, ременных передач, гусениц или других моделей которые требуют гибкости или мягкости.
Ремень из FLEXа
Кроссовки с гибкой подошвой
Колесо для РУ модели
Декоративные пластики
Декоративные пластики — это PLA пластики с различными наполнителями (деревянная или металлическая стружка). Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Температура экструдера – 200- 220 градусов (в зависимости от производителя). Подогреваемый стол не обязателен.
Плюсы:
Минусы:
-
Некоторые наполнители (например глина) являются абразивами. Для таких пластиков нельзя использовать стандартное латунное сопло. Придется покупать более твердое стальное сопло. -
Некоторые декоративные пластики могут забить маленькое сопло (0,4 и меньше). Для них нужно использовать более “толстое” сопло.
В зависимости от наполнителя получаются разные свойства материала. Пластики в которых используется только краситель не требуют дополнительной обработки. Материалам с “наполнителями” иногда может потребоваться дополнительная пост обработка.
Пластики с металлическими наполнителями после печати нужно обработать металлической щеткой. Тогда проступит Металлическое содержимое и модель будет напоминать металлическую отливку.
Пластики с металлической пудрой
Эти пластики часто используются для печати брелков, декоративных моделей и деталей интерьера.
Если в пластике большое содержание древесной пыли, то рекомендуется использовать больший диаметр сопла (0,5 и больше), более мелкое сопло может быстро забиться в процессе печати.
Грут из пластика с древесным наполнителем
Брелоки из пластика с медной пылью
Инженерные пластики
Это пластики на основе нейлона с наполнителями которые улучшают прочностные, теплостойкие и другие характеристики, помогают добится меньшей усадки материала. Например – углеволокно, карбоновые нити или стекловолокно.
Например – углеволокно, карбоновые нити или стекловолокно.
Температура экструдера – 240-300 градусов (в зависимости от производителя). Температура стола — 90-110 градусов. Поскольку пластики на основе нейлона то требования для печати схожи. Это подогреваемый стол и закрытый корпус принтера.
Плюсы:
-
Твердость и прочность. -
Низкая воспламеняемость или негорючесть. -
Высокая точность, благодаря низкой усадке.
Минусы:
В 3D принтерах используются латунные сопла, некоторые пластики могут быстро “расточить” его во время печати. Для таких материалов рекомендуется использовать стальные сопла.
Это узкоспециализированные пластики применяемые под конкретную задачу, в зависимости от наполнителя. Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Функциональный прототип из композита с углеродным волокном
Оправа из композита
Пепельница из поликарбоната
Итоги
Это конечно не весь перечень материалов для 3D печати. Появляется много узкоспециализированных инженерных и декоративных пластиков, для конкретных задач.
Производители постоянно стараются пополнять ассортимент материалов для 3D печати. Совершенствуются уже знакомые материалы для более комфортной печати. Появляется много интересных декоративных пластиков имитирующих разные материалы — керамику, глину, дерево, металлы.
И конечно постоянно обновляется ассортимент инженерных пластиков. Сейчас появилось много интересных материалов для узкоспециализированных задач — например выжигаемый пластик с малой зольностью для последующей отливки в металле.
Выжигаемый пластик
Перед покупкой катушки прочитайте информацию на сайте производителя или продавца. Там можно найти некоторые нюансы печати для конкретного пластика. Рекомендуемый диапазон температур производитель указывает на коробке. Иногда для качественной печати рекомендуется напечатать несколько тестов чтобы подобрать настройки температуры, ретракта и т.д.
Старайтесь хранить начатую катушку в пакетах с силикагелем. Высокотемпературные пластики перед печатью рекомендуется дополнительно просушить от лишней влаги.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Tiger3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Esun |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Esun |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | FlashForge |
Гибкий TPU пластик для печати на 3D принтере в Москве: 1,75 мм, вес 1 кг
Подробнее
Только качественная
продукция
Подробнее
Подписаться на рассылку
Узнавайте первым о скидках!
TPU пластик
Описание
Параметры
печати и
постобработки
Физико-
механические
характеристики
Материал: TPU — термопластичный полиуретан
Термопластичный полиуретан (TPU) — это современный материал группы полимеров, выполненный на основе сложных полиэфиров. Эластичность напечатанных изделий является основным свойством, которое обуславливает применение этого пластика.
Эластичность напечатанных изделий является основным свойством, которое обуславливает применение этого пластика.
Параметры печати:
Температура печати: 175-190° С
Температура стола: 50° С
Покрытие стола: чистое стекло, клей БФ-2, клей для 3d печати
Скорость печати: 15-20 мм/с.
Охлаждение: рекомендуется печатать используя эффективный, кольцевой обдув.
Плотность: 1,25 г/см3
Особенности пластика TPU и работы с ним:
- Эластичность — основное свойство, которое обуславливает применение.
- Высокая стойкость к деформации как на сжатие, так и на растяжение.
- Высокая прочность, очень мягкий. Твердость по Шору 75А
- Отсутствие запаха при печати.
- Отличная межслойная адгезия.
- Низкая скорость печати.
- Стойкость к большинству растворителей, жирам, маслам.
 Относительная стойкость к бензину.
Относительная стойкость к бензину. - Механическая обработка сильно затруднена из-за специфических свойств пластика.
- Широкий диапазон эксплуатационных температур.
- Точность прутка составляет ± 0,05 мм (пониженный допуск на геометрию).
- Необходима доработка головки экструдера FDM-принтера с целью устранения зазоров и полостей на пути прутка от подающей шестерни до горячей зоны печатающей головки. Использование экструдеров с боуден трубкой затруднено из-за очень низкой твердости материала.
- Механическая обработка изделий из пластика TPU затруднена.
- Химическая обработка не применяется.
Термопластичный полиуретан (TPU) является уникальным материалом, одним из наиболее востребованных полимерных материалов. Эксплуатационные и химические свойства обеспечили этому материалу широкое распространение во всех отраслях промышленности с высокими требованиями к качеству материалов.
Термопластичный полиуретан (TPU) объединяет в себе износостойкость, легкость и эластичность, способность не изменять свой цвет в процессе его использования. Материал устойчив к воздействию низких температур. разрыву и агрессивным средам, хорошо сцепляется с поверхностью, восстанавливает форму при деформации, способен прекрасно сопротивляться проколам, обладает сопротивлением к скольжению.
Материал устойчив к воздействию низких температур. разрыву и агрессивным средам, хорошо сцепляется с поверхностью, восстанавливает форму при деформации, способен прекрасно сопротивляться проколам, обладает сопротивлением к скольжению.
Пластик TPU является первым гибким, Flex-пластиком в линейке пластиков производства Московского завода FDplast. Обладая прекрасными конструктивными и технологическими свойствами, термопластичный полиуретан используется в различных отраслях, начиная от обмотки силового кабеля, использования в разработке дизайна низа обуви, изготовления защитных аксессуаров для электронных устройств и заканчивая декоративной накладкой в салоне автомобиля.
Информацию о свойствах пластиков и требованиях к печати Вы найдете в буклете «Пластик для 3D печати FDplast».
Хранение пластика
Пластик для 3d печати необходимо хранить в сухом месте. Влага и сырость сильно влияют на филамент, в результате пластик портится, печатать из такого пластика становится невозможно. С хранением пластика не возникает проблем, он практически не подвержен воздействию нормальной влажности воздуха окружающей среды. Однако для получения идеального результата печати филамент целесообразно хранить в сухом месте, с силикагелем.
С хранением пластика не возникает проблем, он практически не подвержен воздействию нормальной влажности воздуха окружающей среды. Однако для получения идеального результата печати филамент целесообразно хранить в сухом месте, с силикагелем.
Советы по 3D печати
Подробнее >>
Скачать
Презентация. Пластик для 3D печати FDplast
Буклет. Пластик для 3D печати FDplast
Нужна труба? Звоните и мы Вам поможем!
Отправляйте заказ на электронную почту Завода и наши менеджеры свяжутся с Вами в ближайшее время!
Обновить форму
Контакты
Московский завод FDplast
Офис в г. Москва
Строительные объекты
Ultimate Materials Guide — Гибкая нить для 3D-печати
Обзор
Гибкие нити изготовлены из термопластичных эластомеров (TPE), представляющих собой смесь жесткого пластика и резины. Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
- Гибкий и мягкий
- Отличное гашение вибрации
- Длительный срок хранения
- Хорошая ударопрочность
- Сложно печатать
- Плохие шунтирующие характеристики
- Возможность появления капель и нитей
- Может плохо работать с экструдерами Боудена
Требования к оборудованию
Перед 3D-печатью с использованием гибких нитей убедитесь, что ваш 3D-принтер соответствует требованиям к оборудованию, перечисленным ниже, чтобы обеспечить наилучшее качество печати.
Bed
Temperature: 45-60 °C
Heated Bed Optional
Enclosure Not Required
Build Surface
PEI
Painter’s Tape
Extruder
Temperature: 225-245 °C
Direct Drive Extruder Recommended
Cooling
Требуется вентилятор охлаждения детали
Best Practices
Гибкие нити сопряжены со многими уникальными проблемами, о которых вы должны знать. Эти советы помогут вам снизить вероятность распространенных проблем с 3D-печатью, таких как засорение, перекручивание и натяжение.
Используйте экструдеры с прямым приводом
В то время как некоторые частично гибкие нити прекрасно работают с экструдерами Боудена, для большинства полностью гибких нитей требуется экструдер с прямым приводом для достижения наилучших результатов. Расстояние между приводной шестерней и зоной плавления на горячем конце должно быть как можно меньше, чтобы нить могла эффективно поступать в сопло. Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Используйте медленную и постоянную скорость подачи
Гибкие нити обычно лучше всего печатаются при медленной и постоянной скорости подачи. Поскольку материал эластичный, может быть очень сложно контролировать резкие изменения скорости печати. Более высокие скорости печати могут привести к сжатию нити и, скорее всего, к застреванию. Медленный и устойчивый — лучший подход. Simplify3D предоставляет все ваши настройки скорости подачи на вкладке «Скорости» настроек вашего процесса, чтобы вы могли легко настроить эти значения. Поиск оптимальной скорости печати для вашего материала может занять несколько попыток, основанных на пробах и ошибках. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Снижение сопротивления катушки с нитью
Несколько настроек катушки с материалом также могут иметь большое значение при работе с гибкими материалами. Как правило, ваш экструдер втягивает нить в сопло, заставляя катушку с нитью, установленную на вашем принтере, разматывать немного пластика в процессе. Однако, поскольку гибкие материалы эластичны, это будет растягивать нить при ее втягивании, что может фактически привести к недостаточной экструзии. Попробуйте установить катушку над принтером, чтобы нить разматывалась вниз, что может уменьшить сопротивление. Также может быть невероятно полезно установить втулку шпули на подшипник, чтобы шпуля могла вращаться как можно более свободно.
Настройте параметры ретракции
Эластичность гибкой нити делает ее чувствительной к быстрым движениям, таким как ретракция. Чтобы успешно напечатать нить, вам нужно будет оптимизировать настройки отвода, чтобы уменьшить эти движения. Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Оптимизируйте свои перемещения
Втягивание может быть особенно проблематичным для гибких материалов, поэтому обычно лучше свести к минимуму количество втягиваний, необходимых для печати. В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения. . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
Наконечники Pro-Tips
- Оптимизируйте скорость подачи за счет печати с меньшей высотой слоя в диапазоне 0,1–0,2 мм. Нижняя высота слоя требует меньше пластика, поэтому ваш экструдер может использовать более низкую скорость подачи, уменьшая нагрузку на нить.

- Старайтесь избегать использования плотов из гибких материалов, так как базовые слои плота имеют более высокие скорости экструзии, что может создать проблемы.
- Если вы проектируете гибкую деталь, которая должна помещаться поверх другого объекта, попробуйте использовать отрицательный допуск между частями, чтобы гибкая деталь должна была растягиваться, чтобы плотно прилегать к другому объекту.
Начните работу с гибкими нитями
Теперь, когда вы готовы приступить к печати гибкими материалами, у нас есть несколько советов, которые помогут вам начать работу. Ознакомьтесь с некоторыми типичными приложениями ниже, попробуйте несколько наших примеров проектов или выберите популярную марку нити для покупки для вашего следующего проекта.
Общие области применения
- Гашение вибрации
- Рукоятки
- Чехлы для телефонов
Примеры проектов
- Радиоуправляемая автомобильная шина
- Чехол для телефона
- Велосипедная ручка
Популярные бренды
- NinjaTek Ninjaflex, Armadillo, Cheetah
- Полимер PolyFlex
- eSun TPE
- Гибкий ТПУ Sainsmart
Можете ли вы 3D-печатать из мягкого пластика? Удивительный ответ — 3D-печать
Когда мы думаем о 3D-печатных объектах, первое, что приходит на ум, — это что-то маленькое и твердое. Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Можно печатать на 3D-принтере из мягкого пластика, если у вас есть подходящие нити, такие как TPU и TPE. Эти гибкие смолы бывают разной твердости и обычно обеспечивают самые прочные, мягкие и эластичные 3D-отпечатки. Хотя большинство принтеров печатают на мягком пластике, вам может понадобиться экструдер для сгибания.
Эта статья расскажет вам о мягких пластиковых нитях и научит их идентифицировать. Я также расскажу вам о проблемах печати мягким пластиком и дам несколько профессиональных советов по получению идеальной, гладкой и гибкой печати.
Можете ли вы 3D-печатать мягкий пластик на любом 3D-принтере?
Печать гибкими нитями — увлекательное занятие. Однако, если вы раньше не работали с мягким пластиком, вы можете обнаружить, что с ним довольно сложно работать.
Печать мягким пластиком требует определенных настроек и утонченности, хотя это возможно практически на любом принтере.
Мягкие пластмассы можно печатать в 3D на любом 3D-принтере, хотя для некоторых моделей экструзии могут возникнуть трудности с печатью гибких нитей. Обязательно ознакомьтесь с инструкциями производителя вашего 3D-принтера, прежде чем пытаться печатать из мягкого пластика.
Например, у 3D-принтеров с трубкой Боудена могут возникнуть дополнительные проблемы при печати мягким пластиком. Это потому, что мягкая, гибкая нить вялая, как мокрая лапша спагетти. В результате у экструдеров могут возникнуть трудности с выталкиванием этой гладкой нити из хотэнда, и если вы используете неправильные настройки печати и натяжение, вы можете получить замятие или полностью провалить печать.
Однако при печати мягких пластиковых нитей на 3D-принтере может помочь использование флекс-экструдера.
Экструдеры для гибких нитей, подобные этому Diabase Flexion-Rep2 (доступен на Amazon.com), прекрасно подходят для получения высококачественных мягких 3D-печатей на любом экструзионном принтере. У них есть более захватывающие части в экструдере, помогающие поддерживать равномерный поток нити.
Итак, если вы хотите регулярно печатать мягким пластиком, приобретение экструдера, способного работать с гладкими гибкими нитями, в конце концов, несомненно, окупится.
Кроме того, единственным серьезным ограничением при использовании экструзионного принтера является температура горячего конца при рассмотрении нити. Попробуйте выбрать нить, которая плавится при температуре, которую может достичь ваш принтер.
Как узнать, мягкая ли нить для 3D-печати?
Определение мягкости нити намного сложнее, чем кажется на первый взгляд.
Большинство нитей оцениваются по шкале твердости Шора, которая измеряет, насколько хорошо материал «отскакивает» после нажатия твердого заостренного датчика на его поверхность.
Таким образом, значение твердости по Шору измеряет как гибкость материала , так и насколько хорошо он выдерживает нагрузку.
В этом измерении используется числовой и буквенный рейтинг, чтобы определить, насколько мягким, гибким и прочным является полимер или пластик. Чем ниже цифра и буквенный рейтинг, тем мягче нить.
Чтобы определить, является ли нить для 3D-печати мягкой, проверьте ее твердость по шкале Шора. Большинство нитей имеют твердость 00, A или D по шкале дюрометра Шора. Материалы 00 являются самыми мягкими, материалы уровня A имеют среднюю мягкость, а материалы уровня D, как правило, более жесткие.
Однако это измерение усложняется добавлением числовых оценок. Например, эта нить Gizmo Dorks Flexible TPU (доступна на Amazon.com) имеет твердость по Шору 9.5А. Это означает, что его гибкость аналогична жесткому колесу скейтборда или колесу продуктовой тележки.
Тем не менее, Dialabs X60, самая мягкая нить на рынке на сегодняшний день, имеет твердость по Шору 60A. Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Поэтому перед покупкой всегда проверяйте твердость нити или смолы по Шору, чтобы определить, достигнет ли она той мягкости, которую вы хотите получить при 3D-печати.
Лучшие мягкие пластиковые нити и смолы для 3D-печати
Давайте посмотрим на некоторые из лучших мягких пластиковых нитей. Я также дам вам примерный диапазон оценок твердости по Шору и температур плавления, но, пожалуйста, помните, что характеристики каждого продукта будут различаться в зависимости от производителя.
- ТПУ — это фантастическая нить для эластичных и гибких изделий. Несмотря на то, что он мягкий, он также невероятно прочный, и мне даже удалось напечатать формы из эпоксидной смолы из этой нити. Его твердость по Шору обычно колеблется от 60A до 75D, а средняя температура плавления составляет от 185º до 220ºC (от 365º до 428ºF).
- TPE — одна из самых мягких нитей со средней твердостью по Шору от 75A до 98A.
 Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF).
Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF). - Гибкие смолы SLA, DLP и LCD. Мягкие пластмассы подходят не только для экструзионных принтеров! Смолы для 3D-печати могут достигать выдающейся мягкости всего 30 А, но они также могут достигать невероятной твердости.
Другие материалы, такие как нейлон и полиэстер, также могут быть гибкими, поэтому в следующий раз, когда будете покупать нить, следите за показателями твердости по Шору.
Советы по печати на мягком пластике
- Уменьшите скорость печати. Экструдеру требуется некоторое время для подачи гибких, скользких нитей в горячий конец. Итак, уменьшите скорость печати примерно наполовину, чтобы поддерживать постоянный поток нити.
- Отключение втягивания принтера. Преломление — это параметр, который приподнимает сопло над отпечатком, уменьшая вероятность образования пузырей или чрезмерно экструдированных артефактных пятен.
 Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться сильнее, оставляя комки на отпечатке.
Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться сильнее, оставляя комки на отпечатке. - Создайте бесшовный дизайн. Сокращение количества перескакиваний сопла с места на место может уменьшить образование натяжек и потенциальных пятен артефактов. Итак, постарайтесь придать отпечатку бесшовный дизайн, который ваш принтер сможет воссоздать, вообще не поднимая сопло.
- Выпекайте отпечатки, чтобы уменьшить их натяжение. Мягкий пластик эластичный и тягучий, что часто означает, что на ваших моделях будут протягиваться и заметные линии слоев. Выпекайте напечатанный объект в духовке при низкой температуре (приблизительно половина температуры плавления нити) в течение часа, чтобы уменьшить эти незначительные ошибки.
Для получения дополнительных советов обязательно ознакомьтесь с этим фантастическим видео от Maker’s Muse на YouTube: