Охлаждение при печати petg: 3D-печать: как печатать пластиком PETG
Содержание
5 простых советов по 3D-печати PETG и настройкам 3D-принтера
Как преуспеть в 3D-печати PETG? Вот наши пять простых советов и лучшие настройки для PETG.
Обзор
PETG, то есть полиэтилентерефталат-гликоль, – это жесткий, термостойкий, хорошо держащий удар пластик, широко использующийся в 3D-печати по технологии FDM.
В этой статье мы расскажем о том, как успешно печатать PETG и поможем в решении наиболее распространенных проблем. Печать PETG – это, определенно, не так мучительно, как печать ABS, но и здесь есть свои нюансы.
Важно учитывать:
- Температуру сопла
- Температуру рабочей платформы
- Прилипание к платформе – адгезию
- Настройки втягивания
- Скорость вентилятора
- Настройки подпорок
- Абсорбцию влаги
Тонкая настройка параметров печати
Выставьте настройки на оптимальную производительность (Youtube Thomas Sanladerer)
Чтобы добраться до параметров печати, запустите программу-слайсер. Вы должны настроить ее на оптимальный режим для работы с PETG.
Вы должны настроить ее на оптимальный режим для работы с PETG.
Начальные установки
Если в вашем слайсере уже есть профили для PETG, то вам повезло. Если нет, можно взять за исходные настройки для PLA и кое-что в них изменить:
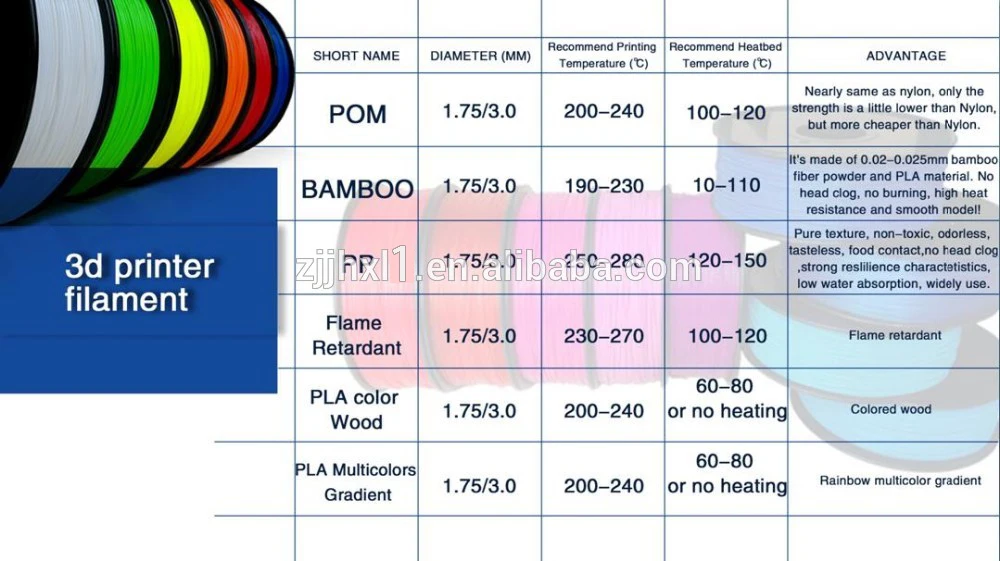
- Увеличим температуру сопла до рекомендуемой производителем (обычно от 220 до 260 ºC).
- Увеличим температуру подогрева платформы печати до рекомендуемой производителем (обычно от 50 до 85 ºC).
- Уменьшим скорость вентиляторов до 20…50%.
Тонкая настройка
Настроив все так, как описано, можно приступать к тестовой распечатке. Вы заметите, что PETG склонен создавать нити, а чрезмерное охлаждение может привести к расщеплению слоев.
Посмотрите на тестовую распечатку и исправьте настройки. Если слои не слипаются, уменьшите скорость вентиляторов или повысьте температуру печати. Если нити выглядят угрожающе, увеличьте скорость или дистанцию втягивания. Если объект деформируется, скручивается, сделайте ниже температуру печати.
Продолжайте настраивать до тех пор, пока вы не будете довольны результатом. Если проблемы не хотят решаться, то мы сейчас дадим несколько советов, которые могут пригодиться.
Совет № 1. Воспользуйтесь клеящим карандашом или лаком для волос
PETG прилипает к стеклу слишком хорошо. (Youtube Thomas Sanladerer)
Обычно клеящий карандаш используют тогда, когда деталь плохо прилипает к платформе печати, – чтобы она прилипала лучше.
В случае с PETG всё наоборот. Он сам так хорошо прилипает, что деталь иногда удается отделить от рабочей платформы только по частям.
Поэтому всегда рекомендуется иметь под рукой клеящий карандаш или лак для волос, которые будут работать как промежуточные агенты, облегчающие отделение. Не печатайте PETG напрямую на платформах Fixpad, из PEI или из стекла. Если использовать указанные агенты, то деталь отделится вместе с ними и ни она, ни прецизионная платформа печати не пострадают.
Совет № 2. Отрегулируйте втягивание
PETG очень любит образовывать нити (Youtube Thomas Sanladerer)
Как уже говорилось, PETG очень любит образовывать нити и потеки. А прочность материала делает прочными и эти нити, в результате чего на распечатке может образовываться паутина и заросли, от которых трудно избавиться.
А прочность материала делает прочными и эти нити, в результате чего на распечатке может образовываться паутина и заросли, от которых трудно избавиться.
Но их можно пресечь на корню, если правильно выставить параметры печати, как было указано выше. В частности, попробуйте увеличить расстояние втягивания, скорость втягивания, скорость перемещения – в разумных пределах, конечно.
Наконец, если ничего больше не спасает, определенную помощь в борьбе с волосатостью может оказать термофен.
Совет № 3. Избегайте растрескивания
Слои в распечатках PETG могут расщепляться (Youtube Thomas Sanladerer)
Если вы перешли на PETG с PLA, вы обнаружите, что PETG гораздо легче растрескивается. PLA от обильного охлаждения становится только лучше, а вот PETG от этого может пострадать.
Если слои печати начинают разделяться или растрескиваться, уменьшите скорость вентилятора. PETG сохраняет форму при гораздо более высоких температурах, чем PLA, поэтому свесы и сложные фигуры останутся четкими. При уменьшении охлаждения у только что экструдированного пластика оказывается больше времени, чтобы полностью схватиться с остальной моделью.
При уменьшении охлаждения у только что экструдированного пластика оказывается больше времени, чтобы полностью схватиться с остальной моделью.
Совет № 4. Дайте место опорным структурам
Для подпорок в PETG должно быть больше пространства (3DHubs)
Как это нередко бывает при FDM, некоторые модели из PETG требуют опорных структур. Однако, если мы правильно настроим сцепление слоев, PETG будет прилипать слишком хорошо и не будет отпускать подпорки.
Тут нам помогут расширенные настройки слайсера, в которых нужно увеличить промежутки между опорными структурами и собственно моделью («Support Z Gap» или что-то в этом роде).
Совет № 5. Держите PETG сухим
Храните PETG в сухом месте (Youtube Thomas Sanladerer)
После того как вы какое-то время поработаете с катушкой PETG, вы можете заметить, что качество печати и прочность распечатки стали ухудшаться.
Это потому, что PETG гигроскопичен, т.е. легко впитывает влагу из воздуха. Влага разрушает материал на катушке, которой можно было бы еще долго пользоваться.
Влага разрушает материал на катушке, которой можно было бы еще долго пользоваться.
Поэтому держите своей филамент в сухом месте, можно поместить его в герметичный пакет или коробку с десикантом. Это должно его спасти, не позволяя впитывать слишком много влаги.
Если же филамент уже влажный, его можно посушить в духовке при +60 °C. Просто положите в нее катушку и забудьте на пару часов.
В печать!
Benchy из PETG (Youtube Thomas Sanladerer)
Приложив совсем немного усилий, вы получите из PETG невероятно прочные, качественно исполненные распечатки. Надеемся, эта статья помогла вам в том, чтобы начать работать с этим удивительно разноликим материалом.
обзор материала, настройки 3D-печати и советы по устранению проблем
Полиэтилентерефталатгликоль (PETG, ПЭТГ) — износостойкий термопласт из класса полиэфиров, характеризуемый очень высокой прочностью и широким температурном диапазоном применения (от -40°С до +70°С). Буква G в названии означает, что материал был модифицирован гликолем для предотвращения кристаллизации и сохранения прозрачности при охлаждении. 2
2
Основные преимущества PETG (REC Relax):
- Высокая жесткость и твердость;
- Стойкость к разбавленным кислотам и щелочам, растворам солей, мылу, маслам, спиртам, алифатическим углеводородам;
- Хорошо стерилизуется спиртами;
- Легко перерабатывается;
- Стойкость к внешним неблагоприятным климатическим факторам;
- Отсутствие запахов при 3D-печати;
- Высокая межслойная адгезия, низкая усадка, высокая адгезия к платформе, облегчающие 3D-печать
Проще говоря, преимуществ материала больше, чем недостатков, и изготовление изделий из PETG при правильно подобранных настройках 3D-печати не доставит трудностей. Поэтому наш материал получил название Relax.
Поэтому наш материал получил название Relax.
Обладая лучшей ударной вязкостью, чем акрил, и более низкой стоимостью, чем поликарбонат, PETG пользуется популярностью в различных отраслях и зачастую служит выбором для производства сложных изделий.
Сферы применения включают производство как прототипов, так и конечных изделий: корпусов приборов, защитных кожухов, емкостей различного назначения, деталей механизмов, детских игрушек, функциональных изделий для размещения на улице и многого другого.
Температура размягчения PETG составляет 80°С градусов — ниже, чем у ABS-пластика (105°С), но выше, чем у PLA-пластика (55°С). В большинстве климатических зон это позволяет использовать изделия из PETG вне помещений без деформаций от солнечного нагрева.
Настройки 3D-печати PETG (REC Relax)
- Температура экструзии. Стандартная температура для 3D-печати PETG от разных производителей варьируется в диапазоне 215-245°C.
 Не превышайте температуру печати 250°C, так как это может привести к повреждению PTFE-трубки. Также стоит избегать превышения допустимой температуры по причине возможного подтекания пластика из сопла и образованию паутины или нитей (так называемых «соплей») на изделии.
Не превышайте температуру печати 250°C, так как это может привести к повреждению PTFE-трубки. Также стоит избегать превышения допустимой температуры по причине возможного подтекания пластика из сопла и образованию паутины или нитей (так называемых «соплей») на изделии. - Температура стола. Стандартная температура стола составляет 60-80°C. Мнения как производителей, так и пользователей разнятся: некоторые рекомендуют ставить 20°C, другие — 90°C. Наша рекомендация: для хорошей адгезии достаточно стандартной температуры стола 60-80°C.
- Ретракт. PETG не любит высокие скорости по причине его мягкости, поэтому на большинстве 3D-принтеров с боуденовской системой подачи филамента (с отдельной установкой хотэнда и проталкивающего механизма, соединенных длинной трубкой) скорость ретракта желательно выставлять на уровне 25 мм/с, а длину ретракта — в диапазоне 6-7 мм. При использовании экструдеров с директ-подачей филамента (с хотэндом и проталкивающим механизмом в одной сборке) допускается ретракт в диапазоне 3-4 мм.

- Охлаждение. В большинстве случаев охлаждение печатаемых изделий не требуется, но если на вашей модели большое количество нависающих элементов, желательно включить обдув.
- Скорость. PETG достаточно чувствителен к настройкам скорости. При слишком быстрой укладке материал не будет успевать плавиться, что может привести к пропуску шагов экструдера и даже пропуску слоев. Повышение температуры экструзии в этом случае мало чем поможет. Слишком медленный режим наоборот может привести к возникновению «соплей» и деформации деталей. Для сопла 0,4 мм. мы рекомендуем выставлять скорость 3D-печати PETG на уровне 50-55 мм/с, а при построении первого слоя и внешних контуров не превышать 25 мм/с.
- Адгезия к столу. PETG очень прочно держится на стекле и иных материалах без дополнительных средств адгезии. Более того, ввиду избыточной адгезии при отделении напечатанных моделей возможен отрыв кусочков стекла.

Во избежание сколов рекомендуется наносить на стекло клей или скотч, а также выставлять правильный зазор между стеклом и соплом. Если для ABS и PLA зазор между стеклом и соплом требуется минимальный, то по многим рекомендациям для PETG необходимо немного увеличить зазор.
Постобработка PETG
Материал неплохо поддается механической обработке, например шлифованию или сверлению. Для сглаживания поверхностей, придания глянца или склеивания отдельных частей можно использовать дихлорэтан или дихлорметан. Не забывайте, что эти растворители весьма токсичны и летучи, а потому требуют соблюдения техники безопасности. Покраске PETG поддается с трудом, но при желании материал можно обработать грунтовкой, а затем покрасить.
Хранение PETG (REC Relax)
PETG достаточно гигроскопичен, и его хранение зависит от климатических условий вашего региона.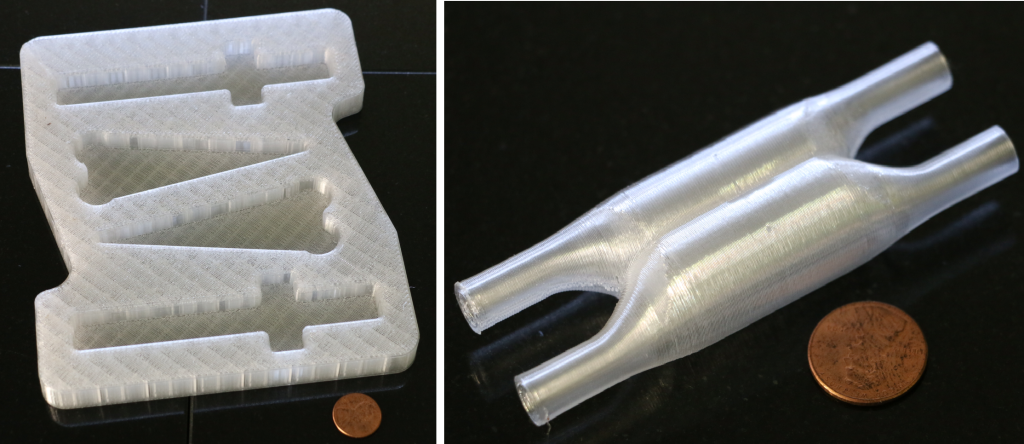 Если вы используете пластик в условиях влажного климата, то при неправильном хранении материал может впитывать влагу из воздуха. Чтобы избежать чрезмерного набора влаги, материал следует хранить в прохладном сухом месте. Точка росы для безопасного хранения PETG пластика должна быть ниже нуля. Самый простой и при этом весьма эффективный способ — это хранение филамента в герметичных пакетах с силикагелем. Наши катушки поставляются в вакуумной упаковке, но после вскрытия катушку можно поместить в обычный или вакуумный Zip-пакет подходящего размера с пакетиком влагопоглотителя внутри, предварительно выжав или откачав из пакета побольше воздуха. Также для хранения можно использовать жесткие герметичные боксы или просто плотно закрывающиеся контейнеры с силикагелем. Статью про хранение пластика можно прочитать здесь.
Если вы используете пластик в условиях влажного климата, то при неправильном хранении материал может впитывать влагу из воздуха. Чтобы избежать чрезмерного набора влаги, материал следует хранить в прохладном сухом месте. Точка росы для безопасного хранения PETG пластика должна быть ниже нуля. Самый простой и при этом весьма эффективный способ — это хранение филамента в герметичных пакетах с силикагелем. Наши катушки поставляются в вакуумной упаковке, но после вскрытия катушку можно поместить в обычный или вакуумный Zip-пакет подходящего размера с пакетиком влагопоглотителя внутри, предварительно выжав или откачав из пакета побольше воздуха. Также для хранения можно использовать жесткие герметичные боксы или просто плотно закрывающиеся контейнеры с силикагелем. Статью про хранение пластика можно прочитать здесь.
Сушка PETG (REC Relax)
Лучший вариант — не давать филаменту набирать влагу вообще, но на практике это почти нереализуемо.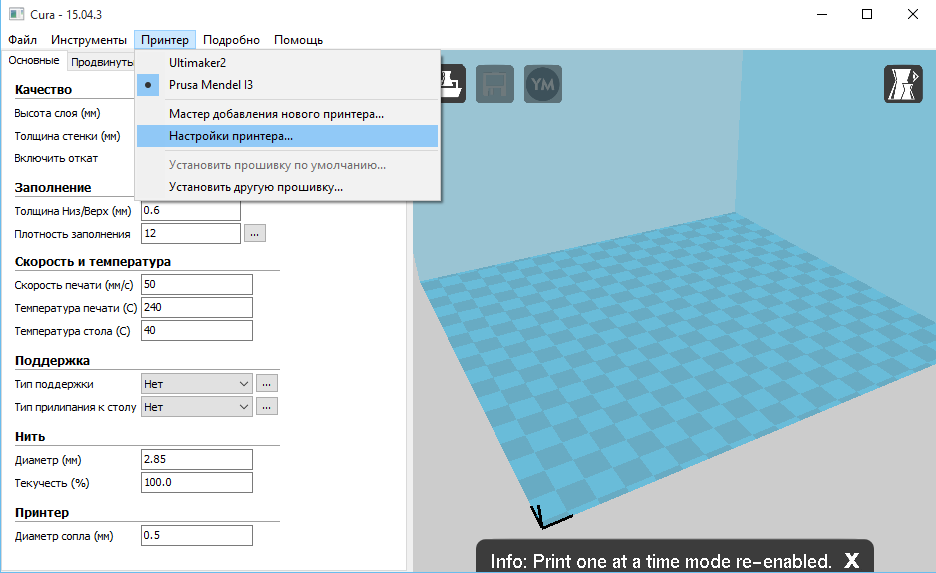 Значит, перед 3D-печатью желательно подстраховаться и просушить пластик.
Значит, перед 3D-печатью желательно подстраховаться и просушить пластик.
Как понять, что пластик отсырел? 3D-печать может сопровождаться характерными щелчками лопающихся пузырьков, укладка может быть неравномерной, на поверхностях изделий могут появляться всевозможные дефекты. Все это, как правило, сопровождается снижением межслойной адгезии, а нередко и изменением механических свойств самого материала, например прочности. Чем больше в пластике влаги, тем больше он теряет прочность при 3D-печати, а если влаги очень много, то это становится уже видно невооруженным глазом (пропуски, пузырьки и так далее), при этом прочность падает уже разительно.
PETG можно высушить несколькими способами. Самые популярные — это сушка в электрическом духовом шкафу, фруктосушилке, специализированной сушилке для филамента, в закрытой камере 3D-принтера. Многие пользователи даже сушат пластики на батареях отопления. Профессиональные студии 3D-печати и крупные производства обычно используют специализированные cушильные шкафы.
Мы рекомендуем использовать для просушки филамента специализированные сушилки пластика для 3D-печати или же фруктосушилки, как более дешевый вариант. Сами катушки под брендом REC сделаны из ударопрочного поликарбоната, выдерживающего продолжительное нагревание до 130°C.
Наши испытания PETG (REC Relax)
Мы очень ответственно относимся к производству филаментов и проводим множество испытаний для проверки качества производимых материалов. Результаты испытаний доступны по ссылкам ниже.
Испытание:
На ударную вязкость по Шарпи
На изгиб
На разрыв вдоль слоев
На разрыв поперек слоев
На сжатие
СанЭпидем
*Все испытания проводились на 3D-печатных образцах с толщиной слоя 0,2 мм.
Безопасность PETG
Все материалы для 3D-печати, производимые нашей компанией, имеют сертификаты безопасности. С сертификатом безопасности на REC Relax (PETG) можно ознакомиться по этой ссылке.
С сертификатом безопасности на REC Relax (PETG) можно ознакомиться по этой ссылке.
Как добиться успеха при 3D-печати с использованием нити PETG
Это подробное руководство содержит все необходимое для успешной печати с использованием нити PETG. Оцените фантастические свойства прочной и удобной для печати нити PETG!
Обновлено 2 ноября 2022 г.
автор:
MatterHackers
PETG стал очень популярным материалом для 3D-печати благодаря простоте печати, механической прочности, термостойкости и невероятным цветовым возможностям благодаря прозрачности натурального PETG. Есть несколько вещей, которые нужно знать перед тем, как начать, например, потребность в цельнометаллическом хотэнде и необходимость хорошо настроенного втягивания, поэтому мы вложили в эту статью весь наш опыт в области PETG, чтобы вы могли выйти из ворот сильными. и начните делать потрясающие 3D-принты из PETG уже сегодня. Давайте погрузимся в это!
Что такое пластик PETG?
ПЭТГ — это чрезвычайно распространенный сегодня полимер, с которым вы, вероятно, сталкиваетесь, даже не подозревая об этом. По сути, любая прозрачная пластиковая бутылка будет сделана из ПЭТ (полиэтилентерефталата) или ПЭТГ (полиэтилентерефталата с модификатором гликоля), и на самом деле многие потребительские 3D-принтеры используют PETG или его производные для изготовления своих 3D-печатных структурных компонентов. При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.
По сути, любая прозрачная пластиковая бутылка будет сделана из ПЭТ (полиэтилентерефталата) или ПЭТГ (полиэтилентерефталата с модификатором гликоля), и на самом деле многие потребительские 3D-принтеры используют PETG или его производные для изготовления своих 3D-печатных структурных компонентов. При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.
Вы часто будете видеть ссылки на PETG в одной из следующих форм: PET, PETG, PETT и многие другие. Из-за этого может показаться, что это множество разных нитей, хотя на самом деле это всего лишь небольшие вариации формулы для создания более прозрачного, прочного или гибкого материала. Что касается настроек печати, во всех этих вариантах они будут примерно одинаковыми, с небольшими изменениями здесь и там, чтобы уменьшить натяжение или улучшить сцепление слоев.
Если вы привыкли печатать из PLA, то, возможно, вы не рассматривали уникальное свойство PETG: его пластичность. Там, где PLA может выдержать большую силу без разрушения, когда он достигает порога, при котором он сломается, это происходит очень внезапно и без предупреждения. Напротив, PETG немного сгибается, прежде чем сломается, поэтому вы можете увидеть неисправность до того, как она произойдет. Это отличается от печати полочного кронштейна из PETG, который начинает провисать, и полочного кронштейна из PLA, который сбрасывает ваши книги на стол и мониторы.
Используя PETG, вы также можете взять эту пластичность и использовать ее для создания целенаправленно гибкой геометрии. Корпуса с защелкой, в которых маленькие выступы отгибаются и защелкиваются в канале, как только крышка полностью нажимается на место, представляют собой прекрасную возможность использовать PETG. Или вы можете спроектировать деталь, которая должна жестко удерживать что-то еще, не будучи слишком сложной для вставки, например, держатель подшипника на детали 3D-принтера.
Нить
PETG для 3D-печати — отличный материал для функциональных прототипов и деталей конечного использования.
Требования к оборудованию
Hotends
Существует множество вариантов формулы PETG, что затрудняет указание одной температуры для печати при заявлении. Некоторые из них имеют добавки, которые значительно снижают температуру печати, в то время как другие значительно повышают температуру. По сути, начинается с 245°C и поэкспериментирует с 5°C выше или ниже, чтобы найти идеальное качество печати для вас.
В некоторых 3D-принтерах используется горячая часть с покрытием из ПТФЭ (тефлона), поскольку ее проще изготовить, чем цельнометаллическую горячую часть от радиатора до сопла. Температура печати PETG находится на пороге температуры, при которой PTFE начинает разлагаться, поэтому некоторые 3D-принтеры могут обойтись низкотемпературными нитями PETG, идеальная температура которых составляет 240°C или ниже. По большей части PETG требует цельнометаллического хотэнда , чтобы иметь возможность настроить нить накаливания в полной мере, так как, хотя у вас могут быть успешные отпечатки при 240 ° C, вы не достигаете полной прочности до 255 ° C.
В общем, PETG неабразивный , но как только вы начинаете играть с добавками, это становится основой для каждого конкретного случая. Блестящая нить не является абразивной, несмотря на то, что в ней содержится материал, отличный от PETG, но обычно добавляют углеродное волокно для повышения жесткости и прочности готовых 3D-отпечатков, которые чрезвычайно абразивны. Простой способ избежать этих проблем — перейти на сопло Olsson Ruby или Nozzle X, когда вы хотите использовать эти материалы.
Охлаждение слоя требуется лишь изредка. Это действительно зависит от печатаемых 3D-моделей, так как модели среднего размера можно печатать без охлаждения и получать прекрасные результаты, но высокие и тонкие модели с коротким временем нанесения слоя могут нуждаться в небольшом охлаждении, чтобы сохранить свою форму. 50% — это максимум, который вам понадобится для экстремальных нависаний или коротких слоев, в противном случае вы можете оставить вентилятор выключенным для наилучшей возможной адгезии слоев.
E3D v6 Цельнометаллический Hotend
Требования к кровати
Чтобы получить наилучшие шансы на успех, убедитесь, что у вас есть кровать с подогревом , настроенная на 65°C. Некоторые PETG более склонны к деформации, чем другие, поэтому могут потребоваться более высокие температуры, чтобы обеспечить достаточную адгезию к основанию. Если у вас возникли трудности, повышайте температуру на 5°C за раз, пока не улучшится адгезия.
Что касается самой поверхности кровати, у вас есть довольно много вариантов для работы, имейте в виду, что это не исчерпывающий список, а только крупные игроки. Рассмотрим каждую поверхность по отдельности:
- LayerLock PEI с порошковым покрытием — текстурированная гибкая поверхность, которая может придать вашим 3D-отпечаткам уникальный вид. Убедитесь, что у вас уже есть магнитная система, чтобы она работала должным образом, и держите ее в чистоте с помощью самого высокого процентного содержания изопропилового спирта, который вы можете найти.
 Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его.
Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его. - LayerLock Garolite. Несмотря на то, что это идеальная поверхность для 3D-печати нейлоном, LayerLock Garolite по-прежнему достаточно универсален и может использоваться для поддержки 3D-печати PETG. Вы можете использовать любой из клеев, перечисленных ниже, чтобы получить дополнительную адгезию к слою и зафиксировать ваши 3D-отпечатки PETG. Небольшая шероховатость наждачной бумагой с высокой зернистостью также может освежить ваш гаролит и придать ему больше прочности, чтобы ваши 3D-отпечатки держались.
- . Если вы хотите, чтобы ваши 3D-отпечатки имели глянцевое гладкое дно, это то, что вам нужно. Тем не менее, вы можете использовать какой-либо клей (см. список ниже) в качестве разделительного агента, поскольку некоторые пользователи отрывают куски стекла от своей кровати, когда оно прилипает к первому слою их чистой печати PETG.

- BuildTak — клейкий лист, который можно наклеить непосредственно на платформу вашего 3D-принтера или поверх гибкой пластины. Нет необходимости в клейком растворе, просто подождите, пока ваша кровать остынет, и используйте шпатель BuildTak или поверните Flexplate, чтобы удалить отпечаток. Тем не менее, следует предостеречь, так как печать слишком близко к BuildTak может навсегда связать их вместе и оторвать куски от платформы вашего принтера.
- BuildTak PEI — клейкий лист, который можно наклеить непосредственно на платформу вашего 3D-принтера или поверх гибкой пластины. В основном магия. В горячем виде крепко держится, а в остывшем легко снимается легким постукиванием. Возможно, вам придется немного поднять температуру, чтобы получить достаточную адгезию (около 70 ° C должно быть достаточно). Настоятельно рекомендуется нанести тонкий слой клея, чтобы предотвратить постоянное прикрепление PETG к PEI.
- GeckoTek — клейкий лист, который можно наклеить непосредственно на платформу 3D-принтера или поверх гибкой пластины.
 Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера.
Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера. - Wham Bam PEX — целая гибкая система станины, прикрепленная к станине 3D-принтера. Сильный магнит удерживает пружинную сталь с нанесенным на нее клейким листом PEX, прикрепленным к платформе принтера во время печати, но его можно легко снять и согнуть, чтобы снять отпечаток.
Стекло
Постоянно разрабатываются новые интересные методы прилипания к кровати, поэтому важно хорошо понимать, для чего лучше всего использовать каждый метод. Вы можете ознакомиться с нашей статьей «Основы 3D-печати» о поверхностях кровати, чтобы полностью понять плюсы и минусы каждой поверхности кровати, с которой вы можете столкнуться во время 3D-печати.
В дополнение к модернизации поверхности сборки, существует также широкий спектр клеев для 3D-принтеров, которые вы можете нанести на платформу вашего 3D-принтера, чтобы получить отличный первый слой. Эти клеи специально разработаны для индустрии 3D-печати, поэтому вы можете быть уверены, что они проверены и являются настоящими клеями для 3D-принтеров. Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG:
Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG:
- Stick Stick Клей для 3D-принтеров
- Клей для 3D-принтеров Magigoo
- 3DГлуп! Клей для 3D-принтера
Большинство клеев для платформ 3D-принтеров имеют одинаковые инструкции по применению: нанесите тонкий слой на поверхность сборки, где вы активно 3D-печатаете. Затем подождите, пока ваша деталь остынет, прежде чем снимать ее — ожидание остывания напечатанной на 3D-принтере детали значительно упрощает ее удаление, а некоторые клеи иногда даже «выталкивают» деталь из станины после остывания.
Высококачественная нить для 3D-печати PETG серии PRO — лучший выбор, когда вам нужна надежная печать для каждого проекта.
Замена нити PETG для 3D-печати
При переключении между двумя катушками PETG и цветами:
- Пока экструдер холодный, установите температуру на 245°C и подождите, пока он нагреется.

- Когда вы достигнете температуры 245 °C, ослабьте натяжение экструдера (нажав на фиксатор, щелкнув защелку или полностью открутив регулируемый натяжитель), и быстро, но последовательно потяните за нить, чтобы снять ее с хотэнда, не ломая ее. .
- Продолжайте ослаблять натяжение экструдера и вставляйте новую нить, пока она не достигнет сопла.
- Пропускайте новый цвет через экструдер до тех пор, пока он не станет чистым и новый цвет не будет единственным, что выходит из экструдера. Если вы переключаетесь с темного цвета (например, черного) на светлый (например, белый или натуральный), поработайте еще немного, чтобы убедиться, что у вас нет темного загрязнения. Без этого шага можно сделать пару слоев и окончательно удалить последний кусочек нити.
Получение первого слоя вашей детали, напечатанной на 3D-принтере PETG, правильно
Первый слой — самая важная часть любой печати — он закладывает основу, на которой строится вся печать. Вы можете ознакомиться с подробной статьей о том, как получить идеальный первый слой здесь, или для краткого изложения того, что следует учитывать ниже, — это несколько вещей, которые вам нужно сделать, чтобы первый слой хорошо держался.
- Платформа печати должна быть ровной.
- В начале 3D-печати сопло должно находиться на правильном расстоянии от платформы.
- Вам нужен хороший базовый материал, к которому будет прилипать PETG.
Ниже представлено видео из серии «Основы 3D-печати» MatterHackers, которое поможет вам выбрать правильное направление для получения звездного первого слоя. В этом видео мы подробно расскажем вам о шагах, упомянутых выше, чтобы вы могли добиться успеха при 3D-печати с нитью PETG.
Сложно во влажном состоянии
Существуют материалы для 3D-печати, которые являются гигроскопичными, что означает, что они будут активно поглощать влагу из воздуха. Это фактор, который вы не можете изменить в материале, поэтому гигроскопичный материал, оставленный на достаточно долгое время, достигнет насыщения до тех пор, пока он больше не сможет поглощать воду. К счастью, это полностью обратимый процесс без какой-либо деградации материала.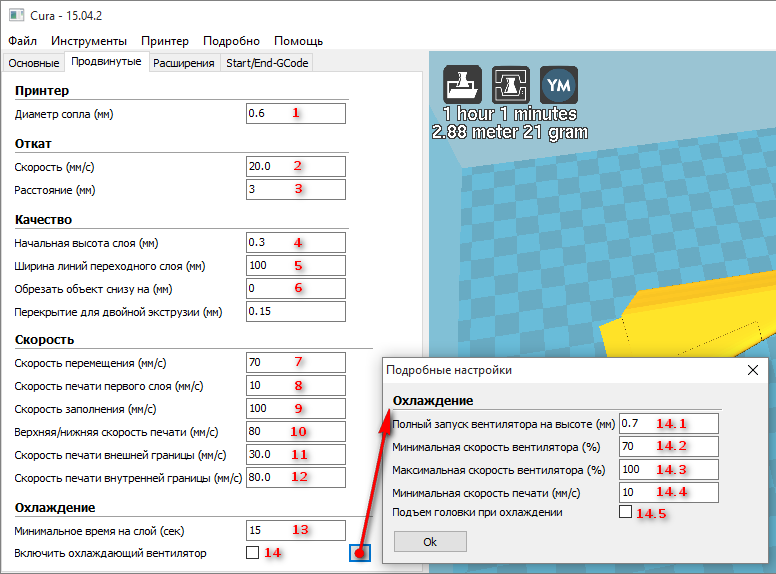 Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить.
Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить.
Влажная нить для 3D-печати не только влияет на внешний вид вашей 3D-печати, но и разрушает молекулярные цепи и создает значительно более слабую 3D-печать, поэтому так важно убедиться, что ваша нить сухая. Ознакомьтесь с нашей подробной статьей о том, как влажность влияет на вашу нить и как вы можете успешно высушить свою 3D-нить здесь.
Нить
PETG для 3D-печати — это прочный и простой в печати материал, который отлично подходит для изготовления функциональных деталей конечного назначения.
Что делать, если что-то пойдет не так при использовании нити PETG для 3D-печати.
 Устранение неполадок нити PETG
Устранение неполадок нити PETG
Есть несколько ключевых моментов, которые следует проверить, если ваши отпечатки не работают. Но прежде чем мы рассмотрим решения, нам нужно кратко описать ваши симптомы.
«Я не могу определить, правильная ли у меня температура печати» На что обратить внимание, если у вас возникли проблемы с определением правильной температуры нити PETG:
- Если температура слишком высокая
PETG становится более вязким, чем выше температура. Маленькая паутина, похожая на нити, будет переплетаться между различными частями 3D-печати, пока она в конечном итоге не свернется и не прилипнет к соплу, нагревательному блоку или стенке вашей прогрессирующей 3D-печати. Пока вы уверены, что ваша нить сухая, и вы все еще сталкиваетесь с натяжением, уменьшите температуру на 5 ° C и посмотрите, улучшит ли это ситуацию. Если нет, возможно, вам просто нужно настроить параметры ретракции для этого немного более плавного PETG. - Если температура слишком низкая
Вы увидите, что нить не прилипает к предыдущему слою или выдавливается меньше нити, чем необходимо. Вы получите деталь, которая не является прочной и легко разбирается или визуально имеет много мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.
Вы получите деталь, которая не является прочной и легко разбирается или визуально имеет много мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.
«Я не могу приклеить первый слой.»
- Убедитесь, что сопло находится на нужной высоте.
Ознакомьтесь с Основами 3D-печати: выравнивание кровати, чтобы узнать, что нужно искать в идеальном первом слое. PETG, в отличие почти от любого другого материала, на самом деле предпочитает «ложиться» на поверхность, а не вмазываться в нее. Немного приподнимите насадку над кроватью, чтобы она не была такой сплющенной, как обычно. - Убедитесь, что платформа для печати выровнена.
Ознакомьтесь с рекомендациями по выравниванию кровати в разделе Основы 3D-печати: выравнивание кровати.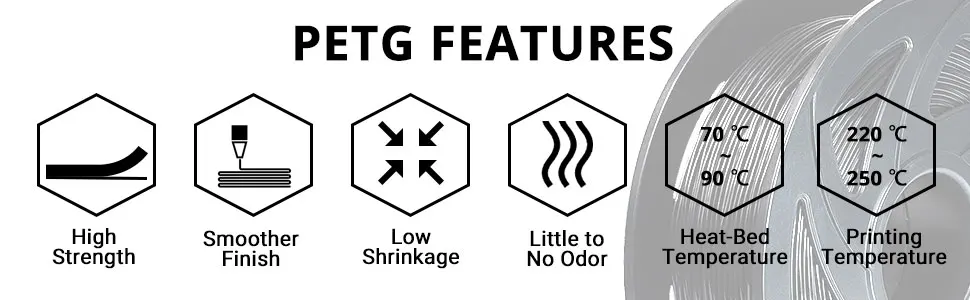 Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
«Деталь имеет плохие внутренние слои и верхние поверхности».
- Проверьте температуру.
Убедитесь, что вы печатаете при правильной температуре и что ваша кровать имеет правильную температуру. Слишком холодно на любой из них, и между двумя поверхностями не будет достаточной адгезии. - Проверить натяжение нити .
Слишком слабое, и шестерни экструдера не будут иметь прикуса, необходимого для проталкивания нити, слишком сильное, и нить может деформироваться и не будет надежно выдавливаться. - Очистите шестерню привода нити (если она выглядит забитой).
Если произошел сбой печати, когда задание продолжалось, но нить не экструдировалась, то ведущая шестерня, вероятно, прожевала участок нити и заполнила свои зубья нитью, что уменьшило ее общее сцепление.
«На внешних краях моих частей много маленьких выпуклостей.»
- Убедитесь, что ваш принтер получает достаточно данных.
При печати с компьютера убедитесь, что компьютер не слишком занят для передачи команд принтеру. Если принтер делает паузу, это обычно происходит из-за того, что принтер слишком занят. - Печать с SD-карты .
Это можно обойти, распечатав с SD-карты. Иногда это означает, что вы теряете возможность управлять принтером со своего ПК, но это гарантированный способ исключить аппаратные возможности вашего ПК из уравнения. - Источник лучше PETG .
Мы обнаружили, что качество вашего материала для печати может иметь большое влияние на качество вашей детали. Улучшение PETG может помочь вам получать более качественные детали. Однако не спешите предполагать, что проблема в вашем PETG. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство.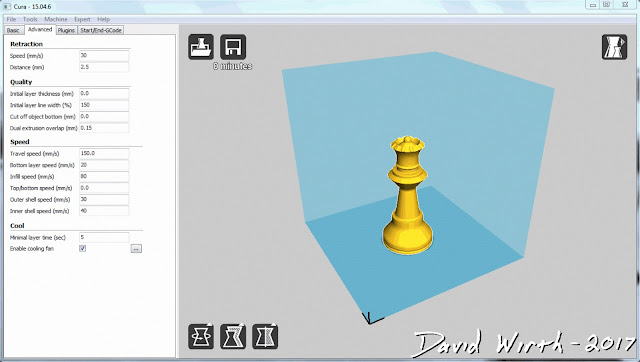 Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества. - Параметры отвода требуют настройки.
Если ваши настройки отвода не установлены правильно, ваш принтер может чрезмерно экструдировать после каждого отвода, оставляя небольшие выпуклости в том месте, где он снова начал экструзию. Поиграйте с «дополнительной дистанцией перезапуска» и посмотрите, поможет ли это. - Ваша нить мокрая.
Многие нити могут поглощать воду из воздуха, и PETG является одним из самых печально известных. Поскольку PETG гигроскопичен, вам необходимо высушить катушку перед ее использованием, что можно легко сделать с помощью PrintDry PRO , чтобы удалить влагу из нити. Когда вы не используете катушку, вы также можете использовать пакеты с силикагелем, чтобы предотвратить повторное впитывание воды катушкой, но эти пакеты не будут втягивать влагу, которая уже присутствует в нити.
«Высокие части моих отпечатков выглядят расплавленными или сплющенными.»
- Печать нескольких частей за раз.
Добавляя больше деталей на рабочий стол, вы увеличиваете общую площадь поперечного сечения каждого слоя, давая больше времени для охлаждения отдельных объектов, чем если бы они были напечатаны сами по себе. Поскольку вы не можете использовать слишком сильное охлаждение слоев без потери адгезии слоев, подходящим решением является добавление дополнительных деталей на рабочую пластину.
«Мой принтер не печатает никаких материалов.»
- Убедитесь, что ваш хот-энд сильно нагревается.
Убедитесь, что горячий конец вообще нагревается. Если это не так, вам нужно отдать принтер в сервисное обслуживание. Вполне вероятно, что у вас плохое соединение или ваша электроника сгорела (при условии, что принтер все еще подключен и отвечает на ваше хост-программное обеспечение :). - Очистите ведущую шестерню и отрегулируйте натяжение.
Первое, что мы собираемся сделать, это очистить приводную шестерню, касающуюся нити, и убедиться, что у нас есть надлежащее натяжение нити. Обычно неправильное натяжение или засорение ведущей шестерни делает отпечаток более похожим на изображение, которое мы имеем для низкотемпературной нити, но иногда это все вместе препятствует экструзии. Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с приводной шестерней], но реже с редукторными приводами). . - Удалите текущую нить.
Возможно, у вас есть небольшая частица в наконечнике экструдера, застрявшая в пластике. Используйте технику замены нити, описанную выше, чтобы вытащить любые частицы, которые находятся в наконечнике экструдера. - Проверьте и устраните застревание между экструдером и хотэндом.
Это самый экстремальный тип проблемы, потому что пришло время разобрать вещи.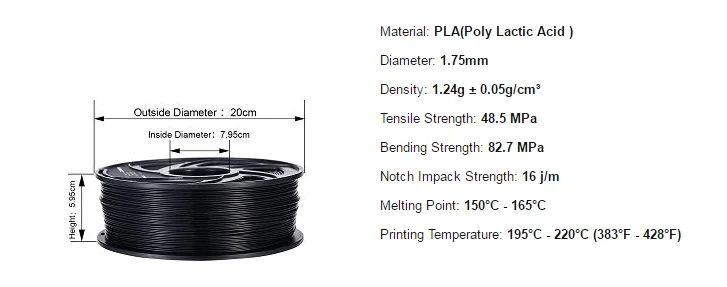 Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0063
Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0063
Спасибо, что прочитали Как добиться успеха при печати из PETG .
Удачной печати! — MatterHackers
P. S. Ознакомьтесь с нашим Руководством по сравнению нитей, чтобы узнать обо всех новейших и лучших нитях! Или просмотрите в магазине MatterHackers все, что вам нужно.
S. Ознакомьтесь с нашим Руководством по сравнению нитей, чтобы узнать обо всех новейших и лучших нитях! Или просмотрите в магазине MatterHackers все, что вам нужно.
Метки статей
- 3D-печать
- Прошивка
- 3D-дизайн
- MatterControl
- Пресс-релизы
- Малый бизнес
- Автомобилестроение
- Э3Д
- Изготовление ювелирных изделий
- Машиностроение
- Индустрия развлечений
- MatterControl Touch
- Антистатические материалы
- НейлонX
- БКН3Д
- Открытый исходный код
- Мастерская ручка
- Анатомия цифрового изготовления
- Как
- Оборудование и обновления
- Советы и рекомендации
- Сборки выходного дня
- Первая десятка
- Образование
- Технический сбой
- Женщины в 3D-печати
- Идеи проекта
- Передовые материалы
- Артикул
- Импульсная двойная экструзия
- Обзор продукта
- Аэрокосмическая отрасль
- Вакансии
- Военные и правительственные
- Многофункциональные станки
- Начало работы
- Здравоохранение
- Как добиться успеха с любым материалом для 3D-печати
- Creality3D
- Архитектура
- Обзоры 3D-принтеров
- Хакер месяца
Сопутствующие товары
Посмотреть все сопутствующие товары
Как правильно выполнять 3D-печать при работе с нитью PETG
PETG — это прочный, термостойкий и ударопрочный пластик, обычно используемый в 3D-печати в стиле FDM. Этот контент содержит много информации; подробнее см. в нашем руководстве по оптимальным настройкам PETG.
Этот контент содержит много информации; подробнее см. в нашем руководстве по оптимальным настройкам PETG.
Здесь мы расскажем вам, как печатать с использованием PETG и как устранять типичные проблемы. Хотя печать из PETG менее сложна, чем печать из ABS, у нее есть свои проблемы, о которых мы поговорим ниже. Тем не менее, приложив немного усилий, нить PETG может давать исключительно прочные и высококачественные отпечатки. Вот наши главные советы о том, как правильно выполнять 3D-печать при работе с нитью PETF.
Знайте соответствующую температуру печати и слоя для PETG
Нити PETG обычно печатаются при температуре от 235 до 250°C. Натяжение, засорение сопел, чрезмерное выдавливание и другие проблемы могут возникнуть, если температура слишком высокая или слишком низкая. Хотя для небольших отпечатков PETG не требуется подогреваемая платформа, для более крупных плоских отпечатков подходит подогрев платформы до 70-100°C.
Для различных типов нитей температура печати может варьироваться в указанных выше пределах. Для достижения наилучших результатов используйте значения температуры, предоставленные производителями нити, и при необходимости измените настройки. Вы также можете использовать старомодный метод проб и ошибок, чтобы выяснить, какая температура лучше всего подходит для вашей нити. Башня температуры и другие калибровочные отпечатки могут помочь в определении оптимальных параметров нити.
Для достижения наилучших результатов используйте значения температуры, предоставленные производителями нити, и при необходимости измените настройки. Вы также можете использовать старомодный метод проб и ошибок, чтобы выяснить, какая температура лучше всего подходит для вашей нити. Башня температуры и другие калибровочные отпечатки могут помочь в определении оптимальных параметров нити.
Узнайте, как скорость печати влияет на качество
Скорость печати оказывает значительное влияние на конечное качество модели PETG. Для достижения наилучших результатов большинство пользователей и производителей рекомендуют печатать со скоростью от 30 до 60 мм/с. Печать со скоростью, превышающей рекомендуемую, может привести к получению некачественных отпечатков с многочисленными дефектами. Для получения качественных распечаток рекомендуется установить ограничение на максимальную скорость печати. С другой стороны, печать на низкой скорости выгодна для адгезии первого слоя и качества печати.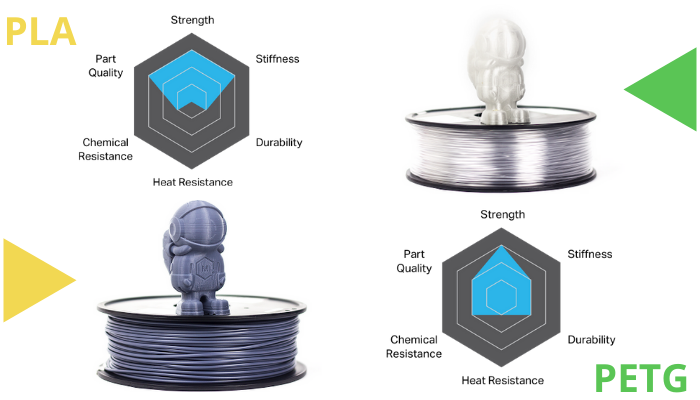 Однако низкая скорость печати может привести к таким дефектам печати, как натяжение и утечка ниже определенного порога. Наконец, имейте в виду, что наилучшая скорость печати зависит от принтера и марки нити. Вероятно, вам следует поэкспериментировать с параметрами, чтобы найти оптимальное решение для достижения наилучших результатов. Тип печатаемой модели также должен влиять на скорость печати. Более низкая скорость печати, вероятно, будет полезна для моделей с изогнутой или сложной геометрией.
Однако низкая скорость печати может привести к таким дефектам печати, как натяжение и утечка ниже определенного порога. Наконец, имейте в виду, что наилучшая скорость печати зависит от принтера и марки нити. Вероятно, вам следует поэкспериментировать с параметрами, чтобы найти оптимальное решение для достижения наилучших результатов. Тип печатаемой модели также должен влиять на скорость печати. Более низкая скорость печати, вероятно, будет полезна для моделей с изогнутой или сложной геометрией.
Нужно ли охлаждать PETG?
Охлаждение деталей не требуется при использовании филамента PETG для принтера, хотя это значительно улучшает качество конечного продукта. Высокие скорости охлаждения уменьшают дефекты печати и образование складок, в то время как низкое охлаждение (30-50 процентов) повышает прочность за счет улучшения адгезии предыдущих слоев, плавящихся друг с другом. Вы должны установить скорость охлаждения в зависимости от назначения конечной детали. Качество и красота конечной модели определяются скоростью охлаждения. При высокой скорости охлаждения (70-100 процентов) детали модели отображаются очень подробно, а дефекты печати и натяжение уменьшаются. В результате при выборе скорости охлаждения необходимо соблюдать баланс между эстетической и функциональной ценностью.
При высокой скорости охлаждения (70-100 процентов) детали модели отображаются очень подробно, а дефекты печати и натяжение уменьшаются. В результате при выборе скорости охлаждения необходимо соблюдать баланс между эстетической и функциональной ценностью.
Уменьшите параметры ретракции
Параметры ретракции PETG значительно отличались от параметров для других нитей. Это связано с тем, что PETG печатает при относительно высокой температуре, что затрудняет остановку и контроль потока материала. Для экструдеров Bowden и Direct Drive идеальная скорость втягивания для PETG составляет примерно 35-40 мм/с. Для экструдеров Боудена идеальное расстояние втягивания составляет 5–7 мм, а для экструдеров с прямым приводом — 2–4 мм. Натяжения, засорения сопла и замятий можно избежать, если правильно настроить втягивание.
Знайте температурные характеристики нити PETG
PETG обладает приемлемой термостойкостью, особенно по сравнению с большинством других нитей. Он может выдерживать температуры вплоть до температуры стеклования, которая составляет от 80 до 85 градусов Цельсия. В этом отношении он легко превосходит нити PLA, но менее термостойкий, чем ABS. Однако он более устойчив к ультрафиолетовому излучению, чем оба, что делает его отличным выбором для наружного использования.
В этом отношении он легко превосходит нити PLA, но менее термостойкий, чем ABS. Однако он более устойчив к ультрафиолетовому излучению, чем оба, что делает его отличным выбором для наружного использования.
Знайте, что делать, чтобы решить проблемы с адгезией
При печати PETG ряд трудностей может привести к плохой адгезии первого слоя. Это может быть вызвано проблемами с настройкой принтера, такими как грязная и неравномерно сбалансированная платформа для печати, неправильные параметры печати или плохое качество нити. Давайте рассмотрим несколько вариантов, которые быстро восстановят работоспособность вашего принтера.
- Убедитесь, что на рабочей платформе нет мусора и остатков материалов для печати.
- Приобретите высококачественную нить и храните ее в сухом, не впитывающем влагу месте. Влага может разрушить нить PETG, поскольку она гигроскопична.
- Убедитесь, что платформа для печати выровнена надлежащим образом, а расстояние между станиной и соплом по оси Z составляет 0,2–0,3 мм.
 Чтобы правильно определить расстояние, используйте три листа бумаги или толстую карточку.
Чтобы правильно определить расстояние, используйте три листа бумаги или толстую карточку. - Вы можете использовать клей-карандаш, лак для волос или липкую ленту для принтера, чтобы начальный слой хорошо прилипал к кровати. Некоторые люди смешивают несколько из них, чтобы улучшить свои результаты.
- Выключите вентилятор, замедлите работу принтера и осторожно напечатайте первый слой на нагретой платформе.
- Убедитесь, что температура сопла и печатного стола находится в пределах рекомендованного производителем диапазона. Горячая часть обычно имеет температуру от 210 до 260 градусов по Цельсию, а кровать — от 70 до 9.0 градусов Цельсия.
Знайте, как закрепить PETG, прилипший к стеклянному слою
Чтобы высвободить нить PETG, прилипшую к стеклянному слою, подумайте о чередовании горячих и холодных условий путем нагревания или замораживания стеклянного ложа. Вместо того, чтобы печатать PETG непосредственно на стеклянной платформе, покройте ее клеем, лаком для волос или синей малярной лентой. Эти покрытия создают слой, облегчающий удаление отпечатков. Правильно выровненная кровать с насадкой, не давящей на кровать, должна решить проблему. По этой причине PETG следует укладывать с большей высоты, чем PLA. Если первый слой вашего сопла уходит глубоко в платформу для печати, ваш отпечаток PETG, скорее всего, прилипнет к платформе для печати. Вы также можете попробовать нагреть платформу для печати или использовать плоский инструмент, например шпатель, чтобы снять отпечаток. Чтобы не повредить стеклянную поверхность, не используйте шпатель слишком сильно.
Эти покрытия создают слой, облегчающий удаление отпечатков. Правильно выровненная кровать с насадкой, не давящей на кровать, должна решить проблему. По этой причине PETG следует укладывать с большей высоты, чем PLA. Если первый слой вашего сопла уходит глубоко в платформу для печати, ваш отпечаток PETG, скорее всего, прилипнет к платформе для печати. Вы также можете попробовать нагреть платформу для печати или использовать плоский инструмент, например шпатель, чтобы снять отпечаток. Чтобы не повредить стеклянную поверхность, не используйте шпатель слишком сильно.
Мы надеемся, что вам понравился наш обзор основных моментов, которые вам необходимо знать для правильной 3D-печати при работе с нитью PETG! Свяжитесь с Filamatrix сегодня, чтобы получить доступ к обширному ассортименту всех типов специальных нитей.
5 отраслей, которые сильно зависят от 3D-печати
28 ноября 2022 г.
Комментариев нет
3D-печать — это технология, которую многие профессионалы отрасли могут использовать для улучшения своего производственного процесса.
Всего комментариев: 0