Pla печать: Как печатать пластиком PLA [2020]
Содержание
Настройки печати PLA пластиком | Как подобрать режимы для ПЛА пластика
Пластиковая нить PLA используется в 3Д-принтерах, печатающих по технологии FDM. Это действительно удивительный материал, который отличается экологичностью и нетоксичностью. В ходе печати он не «воняет», а издает лёгкий аромат попкорна. Всё дело в том, что он изготавливается на базе природного растительного сырья – кукурузы, картофеля, тростника и т.п.
Если сравнивать PLA-пластик с ABS, то окажется, что первый более твёрдый, а поэтому процесс нанесения очередного слоя будет более медленным. Но это положительно сказывается на итоге печати, ведь изделия получаются более гладкими. Однако это накладывает свои особенности на настройки печати, в выборе которых следует ориентироваться на характеристики материала.
Технические характеристики PLA-пластика
PLA-пластик для 3Д-принтера обладает рядом ключевых характеристик. В зависимости от бренда, свойства могут в незначительной мере отличаться. Тем не менее, для данного материала характерны:
- прочность и жёсткость;
- полупрозрачность и даже прозрачность;
- широкая цветовая палитра;
- гладкость, детализированность готовых моделей и блестящая поверхность.


ПЛА-пластик оказывается более простым в работе, идеальный вариант для новичков в 3Д-печати, так как он не подвергается таким деформациям, усадке, как АБС. Но он менее термостоек и уже при 70-ти градусов может начать деформироваться.
Материал обладает следующими техническими характеристиками:
Показатель | Величина | |
| Температура стеклования | 60-65 градусов по Цельсию | |
| Плотность | 123-1,25 г/см3 | |
| Упругость на растяжение | 3,3 гПа | |
| Удлинение (относ.) | 3,8% | |
| Прочность на разрыв | 57,8 мПа | |
| Прочность на изгиб | 55,3 мПа | |
| Теплостойкость | 50 градусов по Цельсию | |
| Температура плавления | 170-180 градусов по Цельсию | |
| Минимальная толщина стенки | 1мм |
В силу того, что материал по сути натуральный, он не отличается большой долговечностью. В целом изделие из такого пластика может прослужить от 2 до 5 лет, зато оно полностью биоразлагаемое.
В целом изделие из такого пластика может прослужить от 2 до 5 лет, зато оно полностью биоразлагаемое.
Настройки печати PLA пластиком
Важнейшим при 3Д-печати по технологии FDM всегда будет первый слой. Он должен закрепиться на рабочем столе, чтобы избежать дальнейшей деформации. В данном вопросе PLA-пластик менее требователен в сравнении с ABS. Но многие используют специальные подложки, синий скотч или клей-карандаш. Печатать можно и просто на стекле, особенно если 3Д-принтер оснащён подогревом стола. Оптимальной температурой будет в данном случае 70 градусов, хотя в ряде случаев, опытным путём установлено, что наилучших результатов добиваются на холодном столе.
Второй момент – важно правильно выставить высоту экструдера. Сопло должна быть на такой высоте, чтобы между ним и рабочим столом проходил спокойно стандартный лист.
Далее необходимо определиться со стандартным набором настроек:
- температура;
- толщина слоя;
- температура стола (если имеет место подогрев).

Ещё один важный момент чтобы результат печати из PLA был наилучшим необходимо использовать обдув на полной мощности. Так пластик будет вовремя охлаждаться и не деформироваться.
Как и в случае с ABS, показатели печати будут выводиться опытным путём. Например, температура будет устанавливаться на 200 градусов, а затем повышаться или понижаться на 5 градусов, пока не будет найден оптимальный вариант, при котором слои будут идеально скрепляться, успевать застывать и не плыть.
А усредненные настройки печати ПЛА-пластиком следующие:
Показатель | Величина | |
| Температура плавления | 200-220 градусов | |
| Толщина слоя | На 20% меньше диаметра сопла | |
| Температура подогрева стола | 60-80 градусов | |
| Коэффициент подачи пластика | 0,97 | |
| Скорость печати | 30-80 мм/с | |
| Обдув | да |
Тем не менее, всё равно руководствоваться необходимо рекомендациями производителя пластика и 3Д-принтера. Добавить к этому опытные наработки и наилучший результат печати не заставит себя ждать.
Добавить к этому опытные наработки и наилучший результат печати не заставит себя ждать.
Сравнение материалов:
Плохо +
Удовлетворительно + +
Нормально + + +
Хорошо + + + +
Отлично + + + + +
СВОЙСТВО | ABS | PLA | HIPS | FLEX | RUBBER | WAX | PVA |
Легкость печати | + + + | + + + + + | + + | + + | + + | + + + | + + + |
Жесткость | + + + + | + + + + + | + + | + + | + + + | + + | + + + + |
Легкость мех. | + + + + + | + + | + + + + | + | + + | + + + + + | + + + + + |
Долговечность дома | + + + + | + + + + + | + + + + + | + + + + + | + + + + + | + + + + + | + |
Межслойная адгезия | + + + | + + + + + | + + + | + + + + + | + + + + + | + + + + + | + + + + |
Отсутствие запаха при печати | + + | + + + + | + + + + + | + + + + | + + + + | + + + | + + + + |
Долговечность на улице | + + + + | + + | + + + + | + + + + | + + + + | + + + | + |
Термостойкость | + + + + + | + + | + + + + | + + + + + | + + + | + | + |
Стойкость к УФ | + | + + + + + | + + + + + | + | + + + | + + + + | + |
Ударопрочность | + + + + | + + + | + + | + + + + + | + + + + + | + | + + |
Маслостойкость | + + + + + | + + + + | + + + + | + + + | + | ||
Бензостойкость | + + + + | + + + + | + + + | + + | + | ||
Температура эксплуатации | от -40°С до +80°С | от -20°С до +40°С | от -40°С до +70°С | от -40°С до +100С | от -35°С до +85°С | температура выплавления ~130°С | от -10°С до +30°С |
 обработки
обработкиПараметры печати для PLA пластика в ПО Simplify3D
Ниже приведены рекомендованные параметры для печати PLA пластиком и подготовка задания в слайсере Simplify3D.
Основные параметры: область печати принтера – 200х200х210 мм., диаметр сопла – 0,3 мм. *Данные значения необходимо изменить под Ваш принтер.
Перевод вкладок и параметров слайсера Simplify3D представлен по ссылке – ПЕРЕЙТИ
Как правильно печатать филаментом PLA
Давайте рассмотрим в деталях процесс 3D-печати филаментом PLA. Мы обсудим, что такое PLA и как его подружить с вашим принтером, как подобрать правильную температуру и на каких поверхностях печатать.
PLA — это удивительный материал для 3D-моделирования. Но не токсичен и в процессе работы приятно пахнет. PLA бывает самых разных цветов, а по причине его температурных характеристик из него исключительно просто получаются великолепные объекты.
Если вы работали с ABS, вы обнаружите, что PLA тверже, наносится медленнее и с помощью него легче получаются замечательно гладкие детали. PLA меньше искажается под воздействием температуры, и им проще печатать крупные объекты. Следует учитывать, что, поскольку этот материал более жесткий, он, следовательно, более хрупкий. Если вы собираетесь использовать распечатанный вами объект в условиях, где ему придется испытывать много ударов и резких столкновений, PLA может оказаться не лучшим выбором.
Следует учитывать, что, поскольку этот материал более жесткий, он, следовательно, более хрупкий. Если вы собираетесь использовать распечатанный вами объект в условиях, где ему придется испытывать много ударов и резких столкновений, PLA может оказаться не лучшим выбором.
Другой важный момент при печати PLA — это температуры, которым будет подвергаться распечатка. PLA становится мягким при 70-80 °C, и изготовленные из этого пластика объекты деформируются, если в течение продолжительного времени находятся под воздействием температур, которые выше указанных. Вот почему около экструдера следует использовать ABS или какой-либо другой материал. Все остальные детали принтера мы обычно распечатываем из PLA — кроме тех, которые находятся рядом с экструдером, они из ABS.
Проверьте качество пластика
Проблема пластиковая нить хрупкая и ломается в руках. При печати слои ложатся неравномерно, шероховато, частые пропуски и подтеки, слышны щелчки и хлопки. (Случается с ABS и PLA)
PLA и ABS гигроскопичны, то есть впитывают влагу из окружающей среды. Влажный пруток становится более ломким и хрупким. Может ломаться руками при сгибе. Такой филамент, если не сломался в механизме подачи экструдера, поступая в горячий хотэнд за доли секунды нагревается до температуры кипения воды, в следствие чего даже малое содержание влаги мгновенно закипает и вырывается наружу, создавая при этом характерный взрыв. Внешне такой пластик не будет отличаться от здорового, но он будет более хрупким и ломким. Качественный PLA и ABS не должен ломаться руками без усилия.
Влажный пруток становится более ломким и хрупким. Может ломаться руками при сгибе. Такой филамент, если не сломался в механизме подачи экструдера, поступая в горячий хотэнд за доли секунды нагревается до температуры кипения воды, в следствие чего даже малое содержание влаги мгновенно закипает и вырывается наружу, создавая при этом характерный взрыв. Внешне такой пластик не будет отличаться от здорового, но он будет более хрупким и ломким. Качественный PLA и ABS не должен ломаться руками без усилия.
Решение просушите катушку с пластиком
- Поместите филамент в электрическую духовку на 2-3 часа и температуре 70 °C. Можно для этих целей использовать закрытую камеру принтера с подогревом стола.
- Храните не используемый пластик в герметичной коробке или пакетах с влагопоглотителем. Правильная фабричная упаковка для PLA и ABS — герметичный вакуумный пакет с пакетиком силикагеля.
- Влагопоглотитель не высушит пластик, но отлично защитит от излишней влаги.

- Используйте не гигроскопичные марки пластика SBS и HIPS — они не впитывают влагу, могут сколько угодно храниться без риска испортиться
Проблема пластик вытекает из сопла экструдера.
Для марок некоторых производителей очень сложно подобрать походящую температуру экструдера. Капризная печать, слои ложатся не равномерно, качество печати оставляет желать лучшего. Это не идеальный пластик, все что остается делать — при каждой загрузке пластика подбирать температуру экструдера.
Решение приобретайте качественные материалы проверенных производителей.
Как правильно напечатать первый слой
Первый слой — самая важная часть любой распечатки. Есть несколько вещей, который нужно сделать, чтобы первый слой прилип хорошо.
- Монтажная пластина (или подложка для печати) должна быть установлена на правильном уровне.
- Экструдер должен находиться на правильной высоте над ней.
- Материал основы должен быть достаточно хорош, чтобы PLA за него зацепился.

Печать на подложке
Используйте материалы для адгезии: подложки — один из самых простых и быстрых способов добиться отличных распечаток из PLA, как впрочем ABS, SBS или HIPS.
Раньше повсеместно использовался синий скотч 3M — не верх совершенства, но его было очень просто использовать, пока не перестал производиться. Но иногда во время печати ваша деталь могла отодрать скотч от стола, и в таких случаях объект будет иметь искажения.
Печать на подогретом столе
Если у вас стол с регулируемой температурой, можно вполне успешно печатать прямо на стекле. Рекомендуемая температура стола при печати PLA — 70 °C.
При печати на стекле исключительно важно выставить уровень стола и экструдера на правильную высоту. Если экструдер будет находиться слишком далеко от стола, PLA не прилипнет ВООБЩЕ; если слишком близко – стекло полностью заблокирует экструдирование материала, и он опять-таки не прилипнет ВООБЩЕ.
Если ваш первый слой не прилипает
- Проверьте уровень стола.
- Убедитесь, что печатающая головка находится достаточно близко, чтобы она качественно выдавливала первый слой. Зазор между соплом и поверхностью стола проверяется обычным листом бумаги. Лист толжен пролезать через это расстояние, но не застревать.
- Убедитесь, что вы достаточно прогнали экструдер перед началом печати, так что филамент поступает на стол в течение всего процесса печати первого слоя. В программе slic3r вы можете выставить количество обходов до 4 или 5, в зависимости от детали.
- Протрите стекло денатуратом.
Когда все настроено правильно, стекло – это самый лучший вариант для работы с PLA. На нем получается замечательный блестящий нижний слой, а подогрев стола обеспечивает то, что все выйдет гладко и ровно.
Прочие поверхности для печати
Печать на прозрачной самоклеющейся пленке для стола 3д принтера
Прозрачная полиэстеровая самоклеящаяся пленка с перманентным термоустойчивым клеевым слоем. Наклейте пленку на печатный стол. Эта плёнка намного плотнее и прочнее каптонового скотча, поэтому печатать можно намного дольше, выдерживает высокие температуры. Brim (Кайма) не нужен — шестерни без Brim это здорово. Держится дольше каптона.
Эта плёнка намного плотнее и прочнее каптонового скотча, поэтому печатать можно намного дольше, выдерживает высокие температуры. Brim (Кайма) не нужен — шестерни без Brim это здорово. Держится дольше каптона.
Печать на каптоновой ленте
Многим удалось добиться хороших результатов, печатая на каптоновой ленте. Чтобы печатать на ней с помощью PLA, требуется монтажный стол с подогревом. Раньше мы именно так и печатали, но когда научились делать всё правильно на стекле, перестали считать этот вариант самым лучшим. Процесс печати на каптоновую ленту практически идентичен печати на стекле, однако требует больше подготовительных работ и очистки. Если вы знаете о каких-то других преимуществах каптоновой ленты, пожалуйста, поделитесь. Мы постоянно работаем над усовершенствованием процесса.
Печать на поликарбонат
Мы немного поэкспериментировали с поликарбонатом, слегка смазывая его растительным маслом. Поликарбонат работает, все распечатывается хорошо. Вот только деталь трудно снимается, так что преимущества как-то неочевидны. Нам кажется, что этот метод заслуживает более глубокого изучения, и мы расскажем о своих исследованиях, как только они будут проведены. А пока мы рекомендуем работать с синем скотчем.
Вот только деталь трудно снимается, так что преимущества как-то неочевидны. Нам кажется, что этот метод заслуживает более глубокого изучения, и мы расскажем о своих исследованиях, как только они будут проведены. А пока мы рекомендуем работать с синем скотчем.
За чем надо следить
Если температура слишком высока
Между разными частями распечатки вы заметите большое количество своего рода струн (соплей), а экструдер будет «протекать», выпуская большое количество пластика при перемещении между различными печатаемыми областями. Если такое происходит, вы должны попытаться снизить температуру, делая это с шагом в 5 градусов до тех пор, пока из экструдера не перестанет выходить чрезмерно много материала.
Иногда приходится работать с материалом, который просто менее вязок, чем это обычно бывает у PLA, и поэтому он легче протекает даже при более низких температурах. Мы рекомендуем увеличить на несколько миллиметров обратную подачу (ректракт, retract)
Если температура слишком мала
Вы заметите, что филамент или не прилипает к предыдущему слою и у вас получается неровная поверхность, или же деталь получится недостаточно прочной и ее легко разделить. Так или иначе, вам следует увеличить температуру на 5 градусов и продолжать ее наращивать до тех пор, пока у вас не станут получаться качественные отрезки на каждом слое, а после печати деталь окажется достаточно прочной.
Так или иначе, вам следует увеличить температуру на 5 градусов и продолжать ее наращивать до тех пор, пока у вас не станут получаться качественные отрезки на каждом слое, а после печати деталь окажется достаточно прочной.
Смена филамента
При смене цвета PLA:
- Выставьте на холодном экструдере температуру в 80 °C и дождитесь нагрева.
- Когда температура достигнет 80 °C, удалите из экструдера находящийся в нем филамент. Вы можете вытянуть его руками, или же может потребоваться реверсивная подача.
- Если у вас возникли проблемы с удалением филамента, увеличьте температуру до 100 °C и повторите попытку.
- Увеличьте температуру еще и обычным способом заправьте новый филамент.
- Прогоняйте его через экструдер до тех пор, пока он не начнет выходить чистым, т.е. только нового цвета. Если вы переходите с более темного цвета (например, черного) на более светлый (например, белый или натуральный), прогоняйте подольше, чтобы убедиться в отсутствии темных загрязнений:
- Прочистите шестерню экструдера и выдуйте все частицы из входа в него.
- Распечатайте что-нибудь, по поводу чего вам не жалко, если там будет немного предыдущего цвета, или прогоните экструдер в течение нескольких минут. Этот процесс может занять от 10 до 15 минут, прежде чем вы с уверенностью сможете отметить, что темный материал больше не подмешивается к светлому.
Примечание. Мы рекомендуем извлекать филамент, когда он находится в мягком, а не в полностью расплавленном состоянии — тогда будет меньше шансов, что расплавленный материал отложится с внутренней стороны экструдера или еще до камеры плавления. В обоих случаях такого рода остатки могут привести к трудноустранимому забиванию печатающего механизма. Можно также пропихнуть гибкий кусочек филамента, чтобы убедиться, что из конечной части экструдера удалены все загрязнения.
Что делать, если что-то не так
Есть несколько ключевых моментов, которые следует проверить, если распечатки не получаются. Но перед тем как мы рассмотрим решения, мы должны дать краткую характеристику симптомам.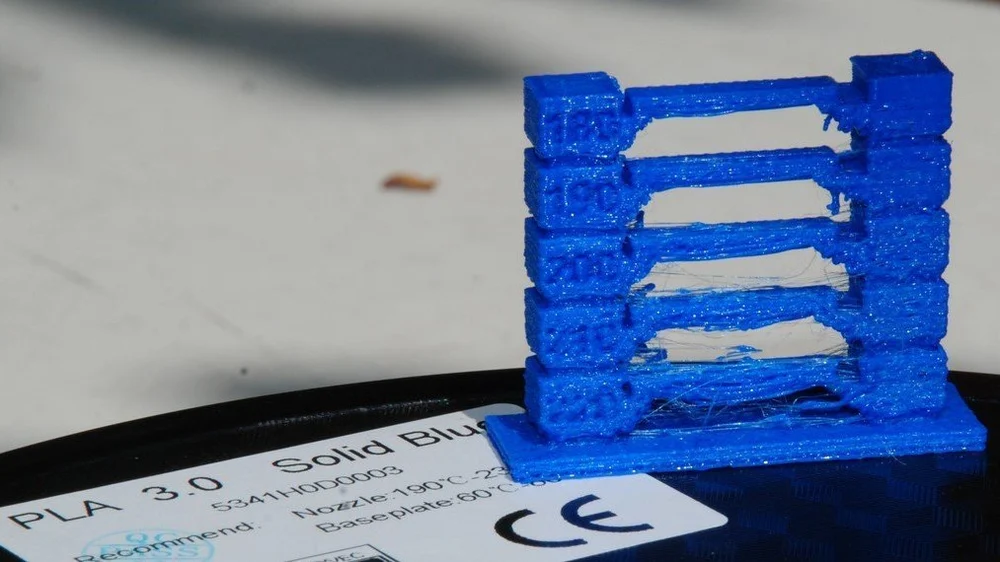
«Первый слой никак не прилипает».
- Убедитесь, что экструдер находится на правильной высоте. Установите ограничитель или сам экструдер на высоту 0.
- Убедитесь, что стол выровнен. Зазоры во всех точках калибровки между соплом и столом должны быть приблизительно в толщину листа бумаги.
«У детали некачественные внутренние слои и верхняя поверхность».
- Проверьте температуру экструдирования (вам может понадобиться увеличивать ее с шагом в 5 градусов)
- Проверьте натяжение филамента.
- Прочистите шестерню подачи филамента
«На гранях моей детали много мелких бугорков».
- Убедитесь, что на принтер поступает достаточный поток данных. При печати с компьютера, убедитесь, что он не перегружен и нормально отправляет команды на принтер. Если тормозит принтер, обычно это означает, что перегружен он.
- Печатайте с SD-карты. На некоторых принтерах вы можете попробовать печатать с SD-карты.
 Часто это помогает принтеру получать достаточно данных и работать более плавно.
Часто это помогает принтеру получать достаточно данных и работать более плавно. - Приобретите более качественный PLA. Мы обнаружили, что качество исходного материала может оказывать существенно влияние на качество печати. Покупка более качественного PLA может помочь в достижении лучших результатов. Тем не менее, не спешите все сваливать на PLA. При правильных установках и достаточном терпении любителям трехмерной печати удавалось успешно работать с самыми разнообразными материалами, многие из которых обладали очень низкой вязкостью и имели очень большие неоднородности. Вы должны уметь добиваться от детали по крайней мере функциональности – пусть даже и с филаментом немного более низкого качества.
«Вертикальные элементы моей распечатки выглядят расплавленными или слипшимися».
- Включите «охлаждение». Если у вашего принтера имеется кулер, вы должны включить «охлаждение» в установках печати.
- Приобретите маленький вентилятор.
 Если у вашего принтера встроенного кулера нет, вы должны озаботиться поисками небольшого настольного вентилятора. Это значительно улучшит ситуацию с вертикальными элементами ваших распечаток и поможет при «наведении мостов» (когда верхний слой перекрывает промежутки на нижнем).
Если у вашего принтера встроенного кулера нет, вы должны озаботиться поисками небольшого настольного вентилятора. Это значительно улучшит ситуацию с вертикальными элементами ваших распечаток и поможет при «наведении мостов» (когда верхний слой перекрывает промежутки на нижнем).
«Мой принтер не выдает никакого материала».
- Убедитесь, что hotend вообще нагревается. Если нет, нужно провести техобслуживание принтера. Скорее всего, у вас порвалось соединение или «поджарилась» электроника (это если принтер вообще подключен и реагирует на команды программы 🙂
- Почистите шестерню подачи и отрегулируйте натяжение. Самое первое, что нужно сделать, — это почистить шестерню подачи, которая касается филамента, и убедиться в правильном натяжении нити. Неправильное натяжение или забитая шестерня подачи обычно дают почти такую же картину, как при низкой температуре филамента, но иногда это вообще блокирует экструдирование. Почистите прижимной ролик металлической щеткой и убедитесь, что натяжение филамента хорошее и плотное (слишком большое тоже может мешать экструдированию, обычно это свойственно принтерам с прямой подачей, — когда мотор напрямую крутит шестерню подачи; при наличии промежуточных шестерней такое случается реже).

- Удалите заправленный филамент. Возможно, мелкие частицы пластика застряли в самом кончике экструдера и забивают его. Используйте описанную выше технику смены филамента, чтобы извлечь все частицы из конца экструдера.
- Проверьте на наличие засора между экструдером и хотэндом и устраните проблему. Эта проблема является наиболее экстремальной, потому что устранить ее можно, только разобрав экструдер. Иногда филамент из хотэнда может затекать обратно в экструдер, в результате чего образуются пузыри, которые потом застывают и блокируют дальнейшую работу. Обычно это случается в месте соединения экструдера и хотэнда. Извлеките экструдер и удалите весь PLA, который можете (для этого вам может понадобиться подогреть хотэнд до 80-100 °C). Если вы не можете удалить весь филамент, вытягивая его, вы можете попробовать протолкнуть его сквозь хотэнд. Для этого мы обычно используем маленький шестигранный (инбусовый) ключ. Если не получается и так, вы можете попробовать высверлить экструдер или хотэнд, но тогда может потребоваться их замена.
 Обязательно принимайте меры предосторожности против ударов током и ожогов. Если у вас нет достаточного опыта, найдите кого-нибудь, у кого такой опыт есть, — это лучше, чем рисковать получить травму.
Обязательно принимайте меры предосторожности против ударов током и ожогов. Если у вас нет достаточного опыта, найдите кого-нибудь, у кого такой опыт есть, — это лучше, чем рисковать получить травму.
Ultimate Materials Guide — Советы по 3D-печати с использованием PLA
Обзор
Полимолочная кислота, широко известная как PLA, является одним из самых популярных материалов, используемых в настольной 3D-печати. Это нить по умолчанию для большинства экструзионных 3D-принтеров, потому что ее можно печатать при низкой температуре и не требуется подогреваемый стол. PLA — отличный материал для первого использования, когда вы изучаете 3D-печать, потому что его легко печатать, он очень недорогой и позволяет создавать детали, которые можно использовать для самых разных приложений. Это также одна из самых экологически чистых нитей на современном рынке. Полученный из таких культур, как кукуруза и сахарный тростник, PLA является возобновляемым и, что наиболее важно, биоразлагаемым. В качестве бонуса это также позволяет пластику издавать сладкий аромат во время печати.
В качестве бонуса это также позволяет пластику издавать сладкий аромат во время печати.
- Низкая стоимость
- Жесткая и хорошая прочность
- Хорошая точность размеров
- Хороший срок годности
- Низкая термостойкость
- Может сочиться, и могут потребоваться охлаждающие вентиляторы
- Нить может стать хрупкой и сломаться
- Не подходит для использования вне помещений (воздействие солнечных лучей)
Требования к оборудованию
Перед 3D-печатью с использованием PLA убедитесь, что ваш 3D-принтер соответствует перечисленным ниже требованиям к оборудованию, чтобы обеспечить наилучшее качество печати.
Кровать
Температура: 45-60 °C
Кровать с подогревом Опционально
Корпус не требуется
Рабочая поверхность
Малярная лента
PEI
Стеклянная пластина
Клей-карандаш
0904
Экструдер -220 °C
Нет требуется специальный горячий конец
Охлаждение
Часть Охлаждающий вентилятор Требуется
Скорость вентилятора: 100%
Best Practices
Эти советы помогут вам снизить вероятность распространенных проблем 3D-печати, связанных с PLA, таких как натяжение, просачивание или недостаточная экструзия.
Точная настройка втягивания для предотвращения просачивания
Одной из самых распространенных проблем с PLA является просачивание. Поскольку нить течет относительно легко по сравнению с другими материалами, она имеет тенденцию продолжать течь во время перемещения в конце сегмента. Это создает с вашей стороны завязки или волоски, и настройка параметров отвода — лучший способ борьбы с таким поведением! Для разных марок PLA и разных принтеров могут потребоваться немного разные настройки отвода, поэтому вам, возможно, придется поэкспериментировать, чтобы найти наилучшее значение для вашего принтера. В версии 4.0 Simplify3D добавлена очень полезная функция, которая может помочь в этом, позволяя вам быстро попробовать десятки различных настроек, а затем просмотреть последнюю часть, чтобы определить, какая из них лучше всего подходит для вашей конкретной настройки. Например, вы можете настроить две вертикальные стойки, которые печатаются рядом, чтобы оценить натяжение при перемещении вперед и назад между каждой стойкой. Затем перейдите в «Инструменты» > «Мастер настройки переменных» и выберите, как вы хотите настроить параметры во время печати. Например, вы можете попробовать установить разное расстояние отвода для каждой 20-миллиметровой секции отпечатка, а затем выбрать значение, которое в конечном итоге будет работать лучше всего. Чтобы получить дополнительные советы о том, как уменьшить натяжение и просачивание, обязательно ознакомьтесь с нашим Руководством по качеству печати, в котором есть целый раздел, посвященный этой проблеме: Как уменьшить расслоение и просачивание.
Затем перейдите в «Инструменты» > «Мастер настройки переменных» и выберите, как вы хотите настроить параметры во время печати. Например, вы можете попробовать установить разное расстояние отвода для каждой 20-миллиметровой секции отпечатка, а затем выбрать значение, которое в конечном итоге будет работать лучше всего. Чтобы получить дополнительные советы о том, как уменьшить натяжение и просачивание, обязательно ознакомьтесь с нашим Руководством по качеству печати, в котором есть целый раздел, посвященный этой проблеме: Как уменьшить расслоение и просачивание.
Оптимизируйте настройки охлаждения
Охлаждение — один из самых важных аспектов печати из PLA. Наличие специального вентилятора для охлаждения деталей имеет огромное значение для качества печатных деталей. Свежеэкструдированный пластик должен как можно быстрее остыть ниже температуры стеклования. Это предотвратит натяжение пластика и образование других артефактов. Мы рекомендуем установить вентилятор на 100% на протяжении всей печати, за исключением первых 1-2 слоев, где вы хотите создать прочную связь с платформой. Simplify3D также включает полезную опцию на вкладке «Охлаждение» в настройках вашего процесса, которая может автоматически снижать скорость печати для мелких деталей, обеспечивая достаточное время для охлаждения слоев. Это может значительно улучшить качество печати, позволяя слою затвердеть перед печатью следующего слоя поверх него. Этот параметр можно найти на вкладке «Скорости» в настройках вашего процесса.
Simplify3D также включает полезную опцию на вкладке «Охлаждение» в настройках вашего процесса, которая может автоматически снижать скорость печати для мелких деталей, обеспечивая достаточное время для охлаждения слоев. Это может значительно улучшить качество печати, позволяя слою затвердеть перед печатью следующего слоя поверх него. Этот параметр можно найти на вкладке «Скорости» в настройках вашего процесса.
Выберите правильную температуру экструдера
Это отличный наконечник для любого филамента, но особенно полезен для PLA, который часто содержит различные комбинации добавок в зависимости от производителя. Эти различные добавки могут привести к колебаниям температуры печати в пределах 190-230 градусов Цельсия. Если вы печатаете при неправильной температуре, это может привести к ряду проблем с качеством печати, включая просачивание, натяжение и недостаточную экструзию. PLA также можно комбинировать с различными наполнителями, такими как металл, дерево и волокно, которые придают ему характеристики, отличные от стандартных гомогенных PLA. Для этого могут потребоваться другие настройки или даже другое оборудование. Обязательно проконсультируйтесь с производителем вашей нити, чтобы узнать оптимальную температуру для использования с вашей конкретной нитью. Если у вас проблемы с нанизыванием, попробуйте снизить температуру на 5-10 градусов, что поможет предотвратить чрезмерное просачивание. Если вы боретесь с недостаточной экструзией, попробуйте увеличить температуру на 10 градусов, чтобы материал легче проходил через сопло.
Для этого могут потребоваться другие настройки или даже другое оборудование. Обязательно проконсультируйтесь с производителем вашей нити, чтобы узнать оптимальную температуру для использования с вашей конкретной нитью. Если у вас проблемы с нанизыванием, попробуйте снизить температуру на 5-10 градусов, что поможет предотвратить чрезмерное просачивание. Если вы боретесь с недостаточной экструзией, попробуйте увеличить температуру на 10 градусов, чтобы материал легче проходил через сопло.
Pro-Tips
- Настоятельно рекомендуется использовать вентилятор, который охлаждает 3D-печатную деталь со всех сторон. Многие популярные 3D-принтеры имеют насадки, разработанные сообществом, которые можно распечатать и установить на вашу машину для улучшения потока охлаждающего воздуха.
- Увеличение количества контуров периметра для ваших отпечатков PLA создаст прочную связь между каждым слоем, создавая более прочные детали, которые менее подвержены поломке.
Начните работу с PLA
Теперь, когда вы готовы начать печатать из PLA, вот еще немного информации, которая поможет вам начать работу. Начните думать об идеях проектов, ознакомившись с нашими общими приложениями, попробуйте один из предоставленных образцов проектов или найдите новую нить для пробы из нашего списка популярных марок материалов.
Начните думать об идеях проектов, ознакомившись с нашими общими приложениями, попробуйте один из предоставленных образцов проектов или найдите новую нить для пробы из нашего списка популярных марок материалов.
Стандартные приложения
- Элементы для испытаний и калибровки
- Сборки с точными размерами
- Декоративные детали
- Реквизит для косплея
Примеры проектов
- Пружинный двигатель LA, роликовое шасси
- Г — Зажим
- Шлем штурмовика
Популярные бренды
- Polymaker PLA, PolyMax, PolyPlus
- ColorFabb PLA/PHA
- Люк PLA
- eSun PLA
- Филаментум PLA
PLA для 3D-печати: все, что вам нужно знать. Изобретен в 1930 химика Уоллеса Карозерса, также разработчика нейлона и неопрена, этот материал можно использовать в форме нитей или гранул для настольных 3D-принтеров или других промышленных решений. В отличие от многих других вариантов материалов, доступных на рынке, PLA часто считается более устойчивым термопластиком, поскольку он производится не из ограниченных ресурсов, как в случае с нефтью, а из природных и возобновляемых ресурсов.
 Благодаря своему несколько более экологичному происхождению этот материал был популярен с момента его появления в области 3D-печати. Фактически, его использование распространилось на самые разные отрасли и приложения. В этом руководстве мы узнаем все об этом материале, включая его характеристики, простоту печати, некоторые области применения, а также основных производителей на рынке.
Благодаря своему несколько более экологичному происхождению этот материал был популярен с момента его появления в области 3D-печати. Фактически, его использование распространилось на самые разные отрасли и приложения. В этом руководстве мы узнаем все об этом материале, включая его характеристики, простоту печати, некоторые области применения, а также основных производителей на рынке.
Производство и характеристики PLA
Как уже упоминалось, PLA производится из органических и возобновляемых ресурсов, таких как кукурузный крахмал, корни тапиоки или сахарный тростник. Действительно, производство полимера возможно благодаря ферментации одного из этих источников углеводов. Более конкретно, натуральный продукт измельчают для отделения крахмала от кукурузы, смешивая его с кислыми или молочными мономерами. В этой смеси крахмал расщепляется на декстрозу (D-глюкозу) или кукурузный сахар. Наконец, при ферментации глюкозы образуется L-молочная кислота, основной компонент PLA. В результате получается экологически чистый и возобновляемый материал, который в зависимости от условий температуры и влажности может стать биоразлагаемым.
PLA изготавливается из возобновляемых материалов, таких как кукурузный крахмал.
Вопрос о том, действительно ли он может считаться биоразлагаемым, в последние годы был в центре серьезных споров. При этом устойчивость материала и его воздействие на окружающую среду ставятся под сомнение. Правда в том, что ответить на вопрос о биоразлагаемости PLA не так просто, как кажется. Хотя пластик получают из возобновляемых ресурсов, его способность разлагаться живыми организмами зависит от разложения в определенных аэробных условиях. Таким образом, PLA может быстро разлагаться при использовании в промышленных процессах компостирования. В противном случае может потребоваться до 80 лет, чтобы разложиться на открытом воздухе, превратившись в очередной пластиковый загрязнитель.
Дополнительным свойством этого материала является то, что он считается неньютоновской псевдопластичной жидкостью. Это означает, что его вязкость (сопротивление течению) будет изменяться в зависимости от нагрузки, которой он подвергается. Следовательно, он не имеет определенного и постоянного значения вязкости, а варьируется в зависимости от условий производства. В частности, PLA представляет собой материал с тонким сдвигом, что означает, что вязкость уменьшается с приложенным напряжением. Чтобы узнать о нем больше, давайте рассмотрим ниже его простоту использования и его поведение при использовании в качестве материала для 3D-печати.
Следовательно, он не имеет определенного и постоянного значения вязкости, а варьируется в зависимости от условий производства. В частности, PLA представляет собой материал с тонким сдвигом, что означает, что вязкость уменьшается с приложенным напряжением. Чтобы узнать о нем больше, давайте рассмотрим ниже его простоту использования и его поведение при использовании в качестве материала для 3D-печати.
PLA в 3D-печати
PLA — один из наиболее широко используемых материалов в 3D-печати FFF, особенно теми, кто только начинает работать в 3D-индустрии, поскольку с ним очень легко печатать. Обычно его можно найти в форме нити, а также в форме пеллет или гранул. И хотя источник подачи материала и система плавления будут меняться в зависимости от формата PLA (через экструдер для нитей или бункер для гранул), характеристики материала и конечных деталей не будут отличаться от одного типа к другому. Тем не менее, в этой статье мы больше сосредоточимся на PLA в форме нитей, так как это наиболее распространенная форма, в которой обычно встречается этот термопластик.
PLA является одним из наиболее широко используемых термопластов в 3D-печати (фото предоставлено BMI Lab)
PLA считается полукристаллическим полимером с температурой плавления в пределах к нити ABS, которая плавится при температуре от 200 до 260°C. Это позволяет избежать необходимости использования подогреваемого лотка и закрытой печатной камеры. В то же время нить обеспечивает хорошие характеристики, сочетая высокую скорость печати с довольно острыми краями при условии надлежащего охлаждения материала. Кроме того, полученные детали, как правило, имеют очень низкую деформируемость. При этом следует отметить, что PLA имеет более высокую вязкость, чем другие стандартные термопласты, что может привести к засорению, если не соблюдать осторожность. Кроме того, нити имеют срок годности не менее 1 года при хранении при температуре от 15 до 25°C. Если мы сравним PLA с ABS, еще одним из наиболее часто используемых термопластов в 3D-печати FDM, мы увидим, что в целом первый не обладает такой же прочностью и гибкостью, как последний, хотя он также менее подвержен деформации. Тем не менее, всегда рекомендуется использовать PLA в деталях, не имеющих высокой механической сложности, так как работать с ним намного проще.
Тем не менее, всегда рекомендуется использовать PLA в деталях, не имеющих высокой механической сложности, так как работать с ним намного проще.
Что касается постобработки, PLA обычно не требует сложных шагов. При снятии деталей могут возникнуть проблемы с прилипанием первого печатного слоя. Поэтому рекомендуется использовать специальные клеи на печатной форме, чтобы облегчить удаление деталей. Для улучшения состояния поверхности деталей пользователь может отшлифовать их и при необходимости обработать ацетоном. Поддержки, если они используются, можно легко удалить пинцетом или растворить, если использовались растворимые поддерживающие структуры.
Применение PLA в 3D-печати
Как указано выше, PLA — относительно доступный пластик, который легко использовать в 3D-печати, особенно среди производителей. Но это не значит, что у него есть только преимущества. Его свойства приводят к хрупким печатным деталям, которые не очень прочны, а также чувствительны к солнечному свету и высоким температурам. Именно поэтому его используют в основном новички, особенно для создания декоративных элементов, гаджетов и игрушек.
Именно поэтому его используют в основном новички, особенно для создания декоративных элементов, гаджетов и игрушек.
Однако PLA не ограничивается миром производителей. Многие отрасли также используют этот термопластик, например, для прототипирования. Это экономит компаниям много денег, вместо того, чтобы проходить процесс создания пресс-форм. Кроме того, хотя это не первый вариант, к которому обращаются люди, такие отрасли, как автомобилестроение, также могут извлечь выгоду из нити PLA. В этом случае он может пригодиться для создания аксессуаров для автомобилей или даже отдельных элементов приборной панели.
PLA популярен среди производителей, а также для быстрого прототипирования (фото предоставлено Markforged). Такие отрасли, как пищевая промышленность, не должны использовать этот термопластик, например, для изготовления чашек с горячими жидкостями. Тем не менее, он безопасен для контакта с пищевыми продуктами, поэтому он широко используется в упаковке.
Основные производители и цена
Поскольку это один из наиболее широко используемых термопластов в печати FDM/FFF, почти все производители материалов предлагают в своем ассортименте нити или гранулы PLA.
Всего комментариев: 0