Пресс для алюминия: Оборудование для алюминиевого профиля | Алюсит
Содержание
Выбор оборудования для производства алюминиевых профилей
Экструзионный пресс является самым важным – и дорогим – из всего оборудования для производства алюминиевых профилей.
7 этапов при выборе экструзионного пресса
Новый экструзионный пресс для алюминия может прослужить 50 и более лет. Поэтому его выбор – это очень ответственное решение. В своей статье в материалах Aluminium Extrusion Seminar 2008 известный американский специалист Al Kennedy подробно расписал процесс принятия такого решения и разбил его на семь последовательных шагов.
Выбор типа пресса – шаг №1
Это первый шаг в выборе пресса. Решение по нему принимают на основе рыночной ситуации и намерениях занять на рынке определенную нишу. Большинство новых прессов имеют прямое прессование без прошивки и без оправки.
Пресс с обратным прессованием
При обратном прессовании матрица размещается на переднем конце полого пресс-штемпеля, который перемещается относительно контейнера, но относительное перемещение между заготовкой и контейнером отсутствует. Поскольку в этом случае нет трения между поверхностью заготовки и контейнером, то усилие прессования на 20-30 % ниже. Это пониженное усилие дает возможность прессовать более мелкие профили, а также снизить температуру заготовки и, следовательно, повысить скорость прессования. Температура профиля более однородная на протяжении цикла прессования. Загрязнения с поверхности заготовки не идут внутрь профиля, однако необходимо «скальпировать» заготовки – механически обрабатывать их поверхность, чтобы поверхностные дефекты заготовки не создавали поверхностные дефекты профиля. Существенным недостатком обратных прессов является ограничение размеров профиля размерами полости пресс-штемпеля.
Поскольку в этом случае нет трения между поверхностью заготовки и контейнером, то усилие прессования на 20-30 % ниже. Это пониженное усилие дает возможность прессовать более мелкие профили, а также снизить температуру заготовки и, следовательно, повысить скорость прессования. Температура профиля более однородная на протяжении цикла прессования. Загрязнения с поверхности заготовки не идут внутрь профиля, однако необходимо «скальпировать» заготовки – механически обрабатывать их поверхность, чтобы поверхностные дефекты заготовки не создавали поверхностные дефекты профиля. Существенным недостатком обратных прессов является ограничение размеров профиля размерами полости пресс-штемпеля.
Пресс с прошивкой и оправкой
Изготовление действительно бесшовных труб требует или прошивной оправки для выполнения отверстия в сплошной заготовке, или полой заготовки и оправки. В обоих вариантах бесшовный полый профиль будет иметь более качественную микроструктуру структуру и более однородные механические свойства, чем аналогичный профиль, которые получен на обычном прессе. Инвестиции в такой пресс являются очень высокими, а производительность его ниже, чем у обычных прессов. Более высокое качество продукции могут оценить и, что важно, заплатить за него, только весьма ограниченное количество заказчиков, производящих очень ответственные изделия.
Инвестиции в такой пресс являются очень высокими, а производительность его ниже, чем у обычных прессов. Более высокое качество продукции могут оценить и, что важно, заплатить за него, только весьма ограниченное количество заказчиков, производящих очень ответственные изделия.
Пресс с прямым прессованием
Поэтому для большинства производителей прессованного алюминия однозначным выбором является обычный пресс с прямым течением металла.
Диаметр контейнера и усилие пресса – шаг №2
Выбор диаметра контейнера
Первый и самый трудный вопрос. Какова максимальная описанная окружность и погонная масса профилей, которые будут прессоваться на этом прессе? Можно бы учесть историю заказов профилей, но надо понимать, что в будущем рынок может пойти совсем по-другому. Вообще, прессы, которые ставят в последние годы, имеют тенденцию к увеличению диаметра контейнера.
Диаметр заготовки обычно выбирают, по крайней мере, на 25 мм больше, чем диаметр самого большого профиля или группы профилей. Конечно, всегда есть возможность прессовать профили даже большие чем диаметр заготовки с применением специальных матриц с расширителем. Однако эта технология более сложная, требует более дорогих матриц и есть ограничения для ее применения.
Конечно, всегда есть возможность прессовать профили даже большие чем диаметр заготовки с применением специальных матриц с расширителем. Однако эта технология более сложная, требует более дорогих матриц и есть ограничения для ее применения.
Выбор усилия пресса
После того, как определились с диаметром заготовки, надо выбрать удельное давление в интервале от 60 до 80 кГ/мм2. Удельное давление вычисляется путем деления усилия пресса на площадь полости контейнера (обычно больше диаметра заготовки на 3 %). Много прессов в США работают при удельных давлениях от 50 до 60 кГ/мм2, в основном с более простыми сечениями профилей. Однако в этом случае есть риск потери в производительности из-за более медленной осадки заготовки и начального заполнения матрицы металлом.
Выбор максимальной длины заготовки
Максимальная длина заготовки диаметром 152 мм для пресса с усилием от 1200 до 1600 тонн составляет от 750 до 850 мм, а заготовки диаметром 178 мм для прессов с усилиями от 1600 до 2000 тонн – от 850 до 1000 мм.
Размеры матричного комплекта – шаг №3
От длины (толщины) матричного комплекта зависит прогиб матрицы под нагрузкой и, следовательно, возможность контролировать размеры профиля и отклонения от них. Прогибы матрицы снижаются пропорционально третьей степени длины матричного комплекта. С другой стороны, чем больше матричный комплект, тем больше он стоит. Надо плотно обсудить этот вопрос со специалистами по прессовому инструменту и поставщиками прессов, чтобы определить комплект прессового инструмента, который бы совмещал достаточную жесткость с приемлемой ценой.
По мнению экспертов для пресса усилием 1600 тонн типичная толщина матричного комплекта составляет 400 мм, а для пресса 2000 тонн – 450 мм.
См. Выбор экструзионного пресса – продолжение
Источник: Al Kennedy – Seven Steps for Selecting An Extrusion Press, ET 2008
Архивы Оборудование прессового производства — aluminium-guide.com
К этой рубрике относятся статьи по оборудованию для производства алюминиевых профилей. Это сам экструзионный пресс, а также оборудование до пресса и после пресса.
Это сам экструзионный пресс, а также оборудование до пресса и после пресса.
Алюминий Оборудование прессового производства
admin
Ниже кратко, упрощенно и схематично – для первоначального ознакомления – изложены основы производственного процесса изготовления прессованных алюминиевых профилей. И прессование,
Оборудование прессового производства Экструзия алюминия
admin
Пресс-шайба Пресс-шайба является самым критическим элементом прессового оборудования, которое применяют в процессе экструзии алюминия (рисунок 1). От нее зависит как
Оборудование прессового производства
admin
Вспомогательное оборудование экструзионного пресса В дополнение к собственно экструзионному прессу любая линия для прессования алюминиевых профилей включает около десятка
Оборудование прессового производства
admin
Важная часть прессового оборудования Экструзионные матрицы и вспомогательный прессовый инструмент (подкладки, больстеры, подбольстеры) должны подогреваться до подходящей температуры перед тем,
Оборудование прессового производства
admin
Известно, что приблизительно 60-70 % прессованных алюминиевых профилей во всем мире производятся из сплавов серии 6ххх, в основном, из сплавов
Оборудование прессового производства
admin
Прессовая линия для экструзии алюминия кроме самого экструзионного пресса включает немалое число единиц оборудования по всей технологической цепочке производства алюминиевых
Оборудование прессового производства
admin
Экструзия алюминия Экструзия алюминия – это процесс пластической деформации, в котором материал нагретой алюминиевой заготовки, обычно в виде круглого цилиндра,
Оборудование прессового производства
admin
Современные экструзионные прессы для алюминия и его сплавов применяют матрицы со специальными карманами и питателями, которые обеспечивают производство непрерывной плети
Оборудование прессового производства Обучение персонала
admin
Ниже представлен обзор технического обслуживания гидравлической системы экструзионного пресса линии прессования алюминия из известного американского «Руководства по техническому обслуживанию пресса
Оборудование прессового производства
admin
О шагах №1, №2 и №3 см. часть 1, а шагах №4, №5 и №7 – часть 2. Литое или
часть 1, а шагах №4, №5 и №7 – часть 2. Литое или
- ← Назад
Language
EnglishDeutschРусский
ПОИСК НА САЙТЕ
Рубрики
РубрикиВыберите рубрикуAluminum ET Seminars (7)INFO (3)Information resources (8)REFERENCE BOOKS (52) Aluminium and Aluminium Alloys (10) Aluminium Casting (8) Aluminium Design (7) Aluminium Extrusion (3) Aluminium Fabrication (4) Aluminium Industry Equipment (2) Aluminium Metallurgy (5) Aluminium Properties (8) Aluminium Recycling (3) Other Lightweight Metals (7)Алюминиевый лом (11)Алюминий (20)АРХИВЫ (7)Вопросы-ответы (5)Качество (26) Дефекты анодирования (15) Дефекты литья (1) Дефекты прессованных профилей (2) Металлография алюминия (7)Корректировка матриц (5)Магний (1)Металлургия (72) Вторичный алюминий (10) Литье (10) Нагартовка (7) Плавление алюминия и обработка расплава (12) Прокатка (4) Термическая обработка (10) Экструзия алюминия (19)Оборудование (30) Литейное оборудование (12) Оборудование порошковой окраски (1) Оборудование прессового производства (12) Печное оборудование (5)Обработка (54) Анодирование алюминия (14) Защита алюминия от коррозии (9) Механическая обработка (5) Пайка алюминия (7) Порошковое окрашивание (10) Сварка алюминия (11)Обучение персонала (15)Особое применение (2)Платный контент (1)Порошковая металлургия (1)Применение (65) Алюминиевая упаковка (4) Алюминиевые колесные диски (5) Алюминиевый прокат (5) Алюминий в автомобиле (13) Алюминий в строительстве (10) Алюминий в судостроении (2) Инновации (7) Профили (17)Рынок алюминия (4)Самые популярные (23)Свойства алюминия и его сплавов (18)Служебное (2)События (19)Сплавы (50) Деформируемые сплавы (26) Классификация сплавов (5) Литейные сплавы (13) Состояния сплавов (4)Стандарты (40) ASTM и ANSI (2) ISO, EN и DIN (7) QUALANOD (3) QUALICOAT (1) ГОСТ (18) Еврокод 9 (7)Футеровка печей (1)Экономика алюминия (4)Электротехнический алюминий (2)
Подписаться на новые статьи
Leave This Blank:Leave This Blank Too:Do Not Change This:
Ваш email:
САМЫЕ ПОЛЕЗНЫЕ КНИГИ
Самый полный справочник по алюминию и алюминиевым сплавам
Лучшее введение в технологию экструзии алюминия
Лучшее руководство по переработке алюминиевого лома: сортировка, переработка, плавление, рекомендации по выбору оборудования (2 изд.
 , 2014)
, 2014)
Все подробности по литью металлов, в том числе алюминия: плавление, обработка расплава, литье, плавильное и литейное оборудование и многое другое
Подробное руководство по фасонному литью алюминия: литейные сплавы, методы литья, литейное оборудование, свойства и применение алюминиевых отливок
Все для полного понимания преимуществ и недостатков комбинаций алюминиевых сплавов и их состояний. Связь состояний алюминиевых сплавов с технологическими операциями
БОЛЬШЕ КНИГ ПО АЛЮМИНИЮ
ALUMINIUM BOOKS
Алюминиевый пресс для экструзии Алюминиевый пресс
2500T алюминиевый экструзионный пресс
Наша компания может производить полную линию алюминиевого экструзионного пресса из алюминиевого экструзионного пресса, нагревательной печи для алюминиевых заготовок, алюминиевой экструзионной печи, одиночного съемника, двойного съемника, системы обработки алюминиевого профиля, а также включая алюминий плавильная печь и машины для литья заготовок. Грузоподъемность машин может составлять от 630 т до 10000 т. Таким образом, удовлетворяя требования наших клиентов эффективно и с высокими стандартами качества, наша компания является одним из лидеров Китая в качестве поставщиков для экструзионной промышленности.
Грузоподъемность машин может составлять от 630 т до 10000 т. Таким образом, удовлетворяя требования наших клиентов эффективно и с высокими стандартами качества, наша компания является одним из лидеров Китая в качестве поставщиков для экструзионной промышленности.
Характеристики продукта:
1. Для пресса для экструзии алюминия после того, как будет разработана желаемая форма готового профиля и выбран соответствующий алюминиевый сплав, будет изготовлена матрица для экструзии алюминия и соответствующий инструмент.
2. Фактический процесс экструзии алюминия начинается, когда плунжер пресса начинает оказывать давление на заготовку внутри контейнера. мощность давления конкретного пресса определяет, насколько большую экструзию он может производить.
3. При приложении давления алюминиевая заготовка пресса для экструзии сначала прижимается к матрице, становясь все короче и шире, пока ее расширение не будет ограничено стенками контейнера.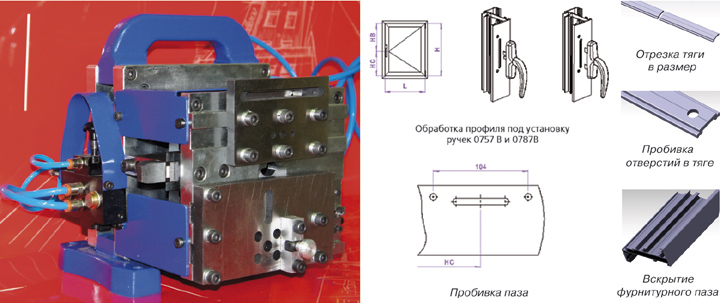 Затем, когда давление увеличивается, мягкому (но все еще твердому) алюминию больше некуда деваться, и он начинает выдавливаться через формованную матрицу, чтобы выйти с другой стороны в виде полностью сформированного профиля.
Затем, когда давление увеличивается, мягкому (но все еще твердому) алюминию больше некуда деваться, и он начинает выдавливаться через формованную матрицу, чтобы выйти с другой стороны в виде полностью сформированного профиля.
4. Сформированный профиль отрезается на пресс-форме для экструзии алюминия, а остаток металла отправляется на переработку. После выхода из алюминиевой экструзионной головки все еще горячий профиль может быть подвергнут закалке, механической обработке и старению для придания желаемых металлургических свойств и физических характеристик.
5. После достаточного старения, будь то в печи для старения или при комнатной температуре, профили перемещаются в другие зоны завода и могут быть обработаны (окрашены или анодированы), изготовлены (вырезаны, обработаны, согнуты, сварены, собраны). ), или упакованы для отправки
.
Всего энергия для алюмовой причина.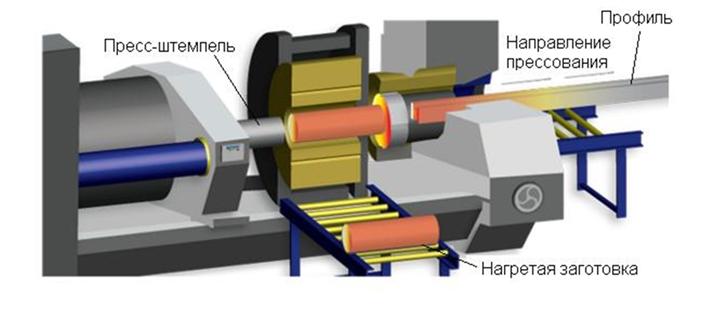 0052 0052 | 540кВт |
| Рабочее давление (МПа) | 21 МПа |
| Размер алюминиевой заготовки | φ230 мм x 1000 мм |
| Диаметр поршня | φ1180 мм |
| Цилиндр главного помощника размер | Ø250 мм x Ø180 мм |
| Экструзионный контейнер, размер цилиндра | Ø250 мм x Ø140 мм x 4 |
| Спецификация ножевого цилиндра | Ø220 мм x Ø140 мм |
| Размер выпускного отверстия | φ310 мм x 380 мм |
| Внешнее измерение | 16000x4800x6000 мм |
| Высота центра | 1895 мм |
| Спецификация направляющих матрицы | φ460 мм x 450 |
| Размер масляного бака | 11,5㎡ |
| Пластинчатый теплообменник | 50㎡ |
| Мертвая задержка | 26 с |
| общий вес | 205 тонн |
 details.pronpeci14.i0.108e75daYXqdry»> Список оборудования полной алюминиевой экструзии.
details.pronpeci14.i0.108e75daYXqdry»> Список оборудования полной алюминиевой экструзии.
5. Съемник для экструзионного прессования алюминия
6. Печь для старения экструзионного прессования алюминия
Список оборудования для полного завода по производству прессов для экструзии алюминия под ключ
1. Особенности алюминиевого пресса для экструзии
1). Высокая скорость готовой продукции
2). Высокая производственная мощность
3). низкая скорость поломки и быстрое обслуживание
4). Простота в эксплуатации
2. Алюминиевый нагреватель экструзионной головки
Печь для штамповки с использованием инфракрасной нагревательной структуры, энергосбережение, высокая эффективность, низкое потребление
Перед экструзией штамп профиля должен быть предварительно нагрет, после нагрев и поддержание температуры, отправить на экструзионный пресс.
Выдвижной ящик, боковая дверца, одна рабочая камера. Используйте кран для переноса формы, прежде чем поставить форму, вручную откройте дверцу печи с помощью пневматического цилиндра, затем поместите форму внутрь камеры, закройте дверь, запустите систему электрического нагрева, затем начните нагрев (при первом нагреве формы необходимо предварительно прогреть камеру). Достигнув заданного значения температуры (обычно это 480ºC), продолжайте нагрев, затем откройте дверцу печи, вытащите форму для отправки на экструзионный пресс.
Достигнув заданного значения температуры (обычно это 480ºC), продолжайте нагрев, затем откройте дверцу печи, вытащите форму для отправки на экструзионный пресс.
Инфракрасная печь для штамповки использует несколько углеродных электрических стержней для нагрева, играет роль в высокой эффективности и энергосберегающих функциях. В задней части угольных стержней имеется пластина инфракрасного излучения, которая может излучать в камеру печи. Нагревательный корпус изготовлен из радиационной пластины и углеродных стержней, посредством излучения для передачи энергии в камеру печи, энергии всасывания стали, затем передачи магнитной энергии другому методу нагрева, во время нагревания, снижения теплового давления стали, теплового истощения при изменении температуры, а также снижения толстая посылка и удаление углерода из-за окисления стали.
3. Печь для нагрева алюминиевых заготовок с вертикальными горячими ножницами/горизонтальными горячими ножницами/горячей пилой
Характеристики:
a, энергосберегающие ножницы с обратным стержнем
b, энергосберегающее устройство рекуперации тепла
c. энергосбережение промышленная машина для сжигания
энергосбережение промышленная машина для сжигания
d. Автоматическая машина для термической резки
2. Печь для штамповки/нагреватель и печь для азотирования
4. Экструзионные штампы и оснастка
найти информацию о штампах и оснастке, пожалуйста.
5. Съемник (одиночный/двойной)
Особенности:
для обеспечения непрерывной экструзии пресс-машины, не нужно учитывать время без экструзии, не нужно останавливать машину для резки профиля, что позволяет значительно повысить эффективность производства и скорость готовой продукции.
Для обработки разного тоннажа экструзионной линии мы разработали 2 типа «двойной направляющей вверх-вниз» и «горизонтальной двойной направляющей», которые подходят для небольшой экструзионной линии.
6. Носилки
Гидравлические клещи, Ручные поворотные, Электрические поворотные Электрические или гидравлические поворотные
7. Манипуляционный стол/холодильный стол
Характеристики:
1). Манипуляторный стол, используемый для вывода профиля, охлаждения, хранения и измерения длины профиля.
Включая исходный стол, рабочий стол, стол для извлечения профиля, охлаждающий стол, стол для передачи профиля, носилки, стол для хранения, стол для пилы, готовую пилу, стол для измерения длины, электрическую систему управления и т. д. Четырехуровневая передача.
2). Подъемный стол и роликовый стол для распиловки сварены из высокопрочной пластины
3). Подъемник для погрузочно-разгрузочного и распиловочного стола использует наклонный скользящий подъем, разумную конструкцию, высокую эффективность, красивую поверхность 9таблица runout 0011 4).Profile, охлаждая таблица, таблица передачи, таблица хранения ringlike передача, конструкция вала пользы ролика передачи двойная, позвольте каждому ringlike поясу может изменить индивидуально, легко для обслуживания. Алюминиевая балка закреплена на стойке на конце алюминиевой балки, не используйте большую фанеру, меньше изнашиваемых деталей, более разумный дизайн, простота обслуживания.
5).Длина тележки использует специальное линейное скользящее сиденье, ходьбу по круглому стальному рельсу, скользящее сиденье под углом 260 ° к фиксирующему рельсу, избегая повреждения тележки из-за столкновения профиля.
8. Система закалки
1). Онлайн-оборудование для закалки воздухом/водой
2). Система закалки швов с воздушным охлаждением
3). Система охлаждения с водяным охлаждением
9. Печь для старения.
Характеристики:
1). Вся система управления состоит из системы управления печью старения и системы управления тележкой, чтобы завершить профиль загрузки, нагрева, профиля выгрузки и т. д. Реализовать точное управление печью старения, на интеллектуальной панели управления, чтобы установить и изменить параметры, эта система управления имеет непрерывную защиту, функцию управления сигнализацией.
2). Печь старения использует тепло сжиженного нефтяного газа, нагревательные детали — газовая горелка и другие соответствующие детали, система отопления безопасна, надежна и стабильна. Температурные испытания используют три термопары в основном управлении, три термопары внутри печи для тестирования профиля, контроль температуры и монитор используют интеллектуальный измеритель SR93.
3). Каждая зона имеет один циркуляционный вентилятор, использование релейного управления гарантирует, что циркуляция горячего воздуха удовлетворяет требованиям.
4). Безопасность и непрерывный контроль, защита безопасности, включая перегрузку двигателя по току, перегрузку, перегрев, перегрузку дверцы печи, защиту от высокого и низкого давления газа
5). Аварийная информация включает в себя перегрев, чрезмерное положение дверцы печи
6). Система тележки, управляемая реле, может завершить работу входа в профиль, возврата профиля и т. д.
7). Подъем дверцы печи динамический — это один комплект редуктора, через цепь или стальной трос для привода дверцы печи, гарантирующий точное движение дверцы.
VI. Введение компании:
Мы ROYAL сосредоточены на поставке полного оборудования для экструзии меди и алюминия и соответствующих запасных частей, таких как пресс для экструзии алюминия, линия по производству экструзии алюминиевого профиля, одиночный съемник, двойной съемник, охлаждающий стол, заготовка нагревательная печь, горячие ножницы, машина для горячей резки, нагреватель штампов, печь для старения, печь для плавления алюминия, линия литья алюминиевых заготовок, машина для переработки алюминиевого шлака и машина для полировки алюминиевых профилей, линия порошкового покрытия алюминиевых профилей, линия анодирования алюминиевых профилей, передача алюминия по дереву машина, также мы поставляем алюминиевые детали и оснастку для экструзии, алюминиевую экструзионную матрицу, экструзионный контейнер, стопорное кольцо контейнера, экструзионный стержень, свободный фиктивный блок, фиксированный фиктивный блок, стыковые ножницы, высокотемпературную роликовую втулку, бесконечный ремень и т. д.
д.
Мы ROYAL сосредоточены на исследованиях, проектировании, производстве, разработке и экспорте оборудования для производства экструзии алюминиевых профилей и поставке соответствующих запасных частей. послепродажное обслуживание.
Кроме того, у нас есть опытные инженеры с более чем 30-летним опытом работы, мы можем предложить профессиональные предложения по технологии экструзии и консультации по выбору оборудования, планировке завода и производству продукции. В то же время у нас есть собственная специальная зарубежная команда по установке для линии установка, ввод в эксплуатацию и обучение и т. д.
ДОПОЛНИТЕЛЬНЫЕ ПРОДУКТЫ
Различия между прессами для прямой и непрямой экструзии алюминия?
Линейные алюминиевые профили, изготовленные как прямым, так и непрямым алюминиевым прессованием, в общих чертах называются алюминиевыми профилями. Понимание различий между этими двумя типами прессов для экструзии алюминия может помочь вам в вашем приложении. Howard Precision Metals поставляет клиентам широкий спектр вариантов алюминиевой продукции, включая алюминиевые профили, которые отлично подходят для широкого спектра применений, обслуживающих большое количество отраслей промышленности.
Howard Precision Metals поставляет клиентам широкий спектр вариантов алюминиевой продукции, включая алюминиевые профили, которые отлично подходят для широкого спектра применений, обслуживающих большое количество отраслей промышленности.
Как и в этой классической детской игрушке, нагретые алюминиевые заготовки проталкиваются через матрицы в процессе, называемом экструзией.
Что такое алюминиевые профили?
Лучший способ объяснить алюминиевые профили и процесс производства этих изделий – просто сравнить их с классической игрушкой PlayDoh®. Хотите верьте, хотите нет, но эта детская игрушка отлично демонстрирует изготовление изделий из прессованного алюминиевого бруса. Вместо PlayDoh® предварительно нагретые алюминиевые заготовки проталкиваются через матрицу с помощью поршня. Форма матрицы определяет профиль (форму) экструдированного алюминиевого изделия. Формы профилей могут сильно различаться. Наши заводы могут производить экструзии, как простые, как сплошные алюминиевые квадраты, прямоугольники и круглые прутки, так и сложные, как многопустотные нестандартные формы со сложной геометрией и такими элементами, как отверстия для винтов и Т-образные пазы.
Факторы, влияющие на результаты экструзии алюминия
При любом типе процесса экструзии необходимо учитывать различные факторы и управлять ими, чтобы получить желаемый конечный продукт. Изменение используемого процесса и/или материалов может повлиять на физические характеристики конечного продукта. Гибкость, доступная с точки зрения результатов, достижимых для разнообразных приложений конечного использования, является причиной того, что процесс экструзии так широко рассматривается.
Некоторые управляемые факторы, которые могут определять конечные результаты алюминиевых профилей, включают:
Пресс для прямой экструзии алюминия
Прессы для прямой экструзии алюминия являются наиболее распространенным методом экструзии. В этом методе нагретый алюминий (заготовка) помещается в нагретый контейнер со стенками. Затем металл продавливается через матрицу (форму) с помощью пуансона. На этом этапе процесса возникает огромное давление. Прессы для экструзии алюминия могут иметь усилие от 100 до 15 000 тонн и более! Способность алюминиевого пресса выдерживать давление определяет, насколько большую форму он может производить.
На этом этапе процесса возникает огромное давление. Прессы для экструзии алюминия могут иметь усилие от 100 до 15 000 тонн и более! Способность алюминиевого пресса выдерживать давление определяет, насколько большую форму он может производить.
Кроме того, на этом этапе между пуансоном и нагретой заготовкой помещается фиктивный блок материала. Это делается для предотвращения контакта двух элементов, нагретой алюминиевой заготовки и ползуна. Поскольку пуансон и алюминиевая заготовка движутся вперед в одном направлении, этот метод также обычно называют процессом прямой экструзии алюминия. Под давлением пуансона мягкая алюминиевая заготовка выдавливается через отверстие матрицы. При производстве алюминиевых профилей 6061-T6511 алюминиевые профили, полученные методом горячего прессования, затем закаляются в воде, растягиваются и распиливаются по длине. Этот прямой метод является наиболее распространенным методом, используемым для производства алюминиевых профилей.
Пресс для непрямой экструзии алюминия
Прессы для непрямой экструзии, также называемые методом обратной экструзии, работают немного иначе, чем прямые прессы. В этом методе контейнер и заготовка перемещаются вместе, а матрица и плунжер остаются на месте. Этот процесс осуществляется за счет использования стержня, который должен быть длиннее контейнера. В результате заготовка проталкивается через матрицу, которая остается неподвижной. Этот метод приводит к меньшему трению, что позволяет лучше контролировать тепло, чем в прямом процессе. Косвенные методы обычно обеспечивают более стабильное качество продукта, поскольку сила, прилагаемая в процессе, остается относительно постоянной. Из-за большей постоянства температуры от передней части к задней части проталкивания при непрямом методе структура зерна и механические свойства, как правило, имеют более высокое качество. Существуют ограничения по размеру для непрямого процесса, и лишь немногие экструдеры в Северной Америке обладают такими возможностями. Hydro Aluminium имеет 2 непрямых пресса на своем предприятии в Крессоне, штат Пенсильвания, которые они используют для производства ряда своей линейки продуктов Acc-U-Rod® или круглых заготовок.
В этом методе контейнер и заготовка перемещаются вместе, а матрица и плунжер остаются на месте. Этот процесс осуществляется за счет использования стержня, который должен быть длиннее контейнера. В результате заготовка проталкивается через матрицу, которая остается неподвижной. Этот метод приводит к меньшему трению, что позволяет лучше контролировать тепло, чем в прямом процессе. Косвенные методы обычно обеспечивают более стабильное качество продукта, поскольку сила, прилагаемая в процессе, остается относительно постоянной. Из-за большей постоянства температуры от передней части к задней части проталкивания при непрямом методе структура зерна и механические свойства, как правило, имеют более высокое качество. Существуют ограничения по размеру для непрямого процесса, и лишь немногие экструдеры в Северной Америке обладают такими возможностями. Hydro Aluminium имеет 2 непрямых пресса на своем предприятии в Крессоне, штат Пенсильвания, которые они используют для производства ряда своей линейки продуктов Acc-U-Rod® или круглых заготовок. Ниже приведена ссылка на статью, написанную о непрямом процессе за 2012 год в журнале Production Machining Magazine. Howard Precision Metals гордится тем, что является дистрибьютором продукции Hydro. Если вы специально ищете продукт, произведенный непрямым методом, обязательно запросите продукт Hydro по названию, чтобы убедиться, что вы получите экструзию, созданную с помощью метода непрямой экструзии.
Ниже приведена ссылка на статью, написанную о непрямом процессе за 2012 год в журнале Production Machining Magazine. Howard Precision Metals гордится тем, что является дистрибьютором продукции Hydro. Если вы специально ищете продукт, произведенный непрямым методом, обязательно запросите продукт Hydro по названию, чтобы убедиться, что вы получите экструзию, созданную с помощью метода непрямой экструзии.
Типы профилей, используемых в процессах экструзии алюминия
Можно создавать широкий спектр сложных профилей экструзии алюминия различной толщины. Созданные профили могут включать в себя многочисленные замысловато расположенные пустые пространства в соответствии с требуемым дизайном приложения. Эти пустоты в экструдированной форме предусмотрены для обеспечения различных требований к автоматизации конструкции, а также для соответствия определенным требованиям к весу и производительности.
В компании Howard Precision мы предлагаем экструдированные алюминиевые профили различных размеров: от маленьких до больших.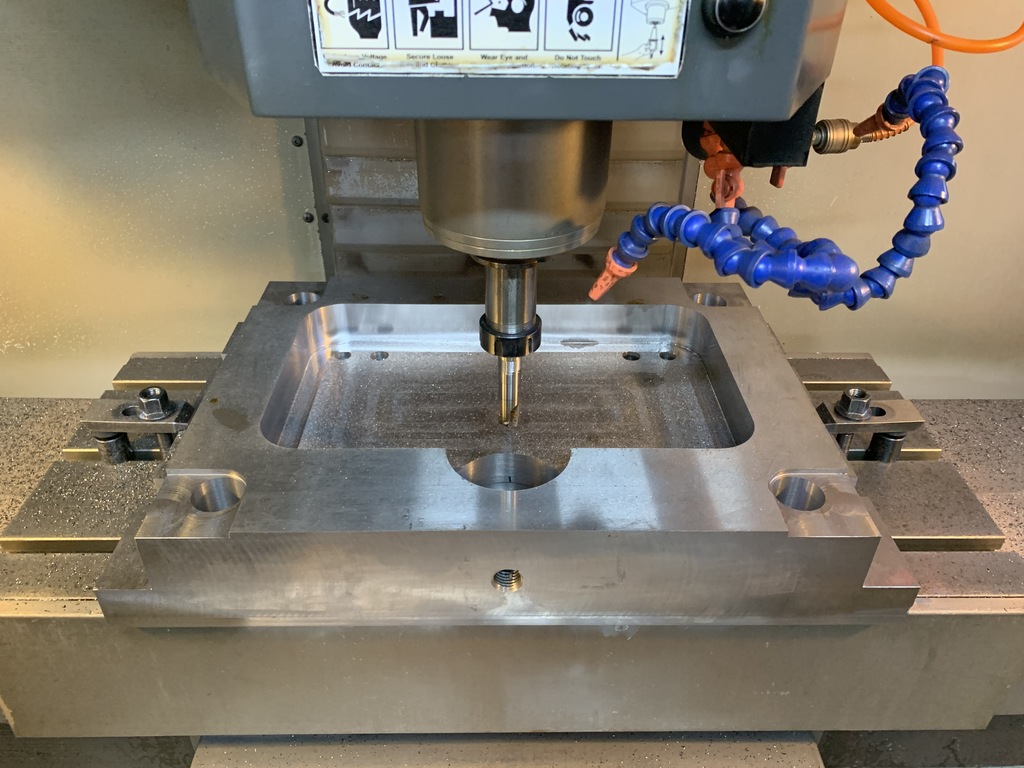 Размеры поперечного сечения используются для измерения размеров алюминиевых профилей. Типы форм, которые могут быть получены путем экструзии, бесчисленны. Распространенным экструдированным алюминиевым профилем является профиль полой балки, полученный из квадратного профиля. Другие часто создаваемые типы профилей включают L-образные, одинарные радиусы и треугольные.
Размеры поперечного сечения используются для измерения размеров алюминиевых профилей. Типы форм, которые могут быть получены путем экструзии, бесчисленны. Распространенным экструдированным алюминиевым профилем является профиль полой балки, полученный из квадратного профиля. Другие часто создаваемые типы профилей включают L-образные, одинарные радиусы и треугольные.
Является ли процесс непрямой экструзии лучше, чем процесс прямой экструзии?
Хотя процесс непрямой экструзии более эффективен, он не обходится без проблем. Этот процесс позволяет экструдировать заготовки большего размера в более быстром темпе. Этот метод экструзии также подвергает контейнеры меньшему износу. Со временем этот метод приводит к меньшему растрескиванию штампа из-за уменьшения сил трения и тепловыделения. При таком уровне постоянства и контроля процесса меньше дефектов экструзии.
На готовые штампованные изделия, изготовленные непрямым способом, также в значительной степени влияют дефекты поверхности заготовки. Поскольку заготовки отливаются без трения, любая мелкая частица на поверхности заготовки сильно влияет на чистоту поверхности алюминиевого профиля. По этой причине необходима химическая очистка или удаление дефектов заготовки перед процессом экструзии для удаления грязи и масла. Дополнительный шаг помогает избежать этих проблем.
Поскольку заготовки отливаются без трения, любая мелкая частица на поверхности заготовки сильно влияет на чистоту поверхности алюминиевого профиля. По этой причине необходима химическая очистка или удаление дефектов заготовки перед процессом экструзии для удаления грязи и масла. Дополнительный шаг помогает избежать этих проблем.
Однако прессы непрямой экструзии не так универсальны, как прессы прямой экструзии. Как было сказано ранее, прямой метод является наиболее распространенным. Из-за упрощения прямого процесса можно производить более сложные формы. Несмотря на то, что для изготовления профиля в этом методе требуется больше усилий, диапазон сложности конечного продукта является причиной того, что прямой метод по-прежнему используется в производственном процессе.
Применение для прямой и непрямой экструзии алюминия
Экструзия алюминия — это технология, широко используемая для создания эффективных, прочных и высокопроизводительных форм в ряде отраслей промышленности.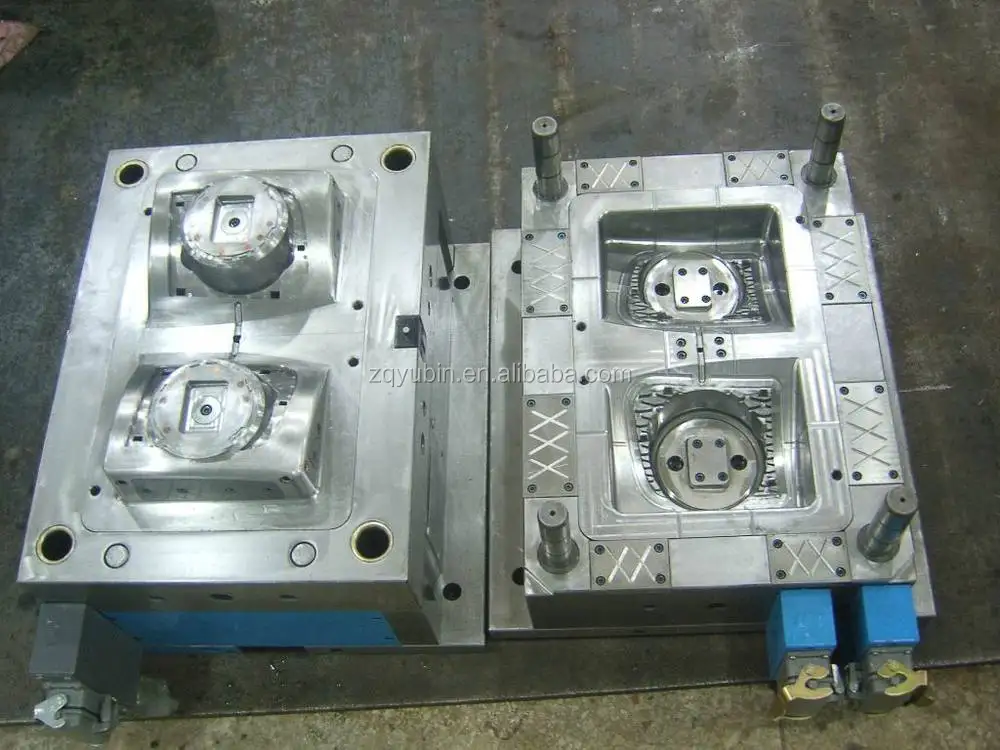 Характеристики алюминия и алюминиевых сплавов совершенно уникальны и обеспечивают явные преимущества по сравнению с другими материалами для многих применений.
Характеристики алюминия и алюминиевых сплавов совершенно уникальны и обеспечивают явные преимущества по сравнению с другими материалами для многих применений.
Существует несколько других материалов, обладающих сочетанием таких характеристик, как коррозионная стойкость, жесткость, прочность, малый вес, и обеспечивающих простоту изготовления и производства. Таким образом, алюминиевые профили, полученные с помощью процессов прямой и непрямой экструзии, используются в различных коммерческих и промышленных целях.
Популярность алюминиевых профилей в ближайшее время не угаснет. Возможности многочисленны, когда речь идет о способах применения экструдированных алюминиевых сплавов в самых разных отраслях промышленности.
Различные отрасли промышленности, в которых используется прямое и непрямое прессование алюминия, включают:
Строительство (окна, двери, навесные стены, тепличные конструкции, домашний декор
Машины и станки (лабораторные столы, рабочие столы) , производственные линии,
Промышленность (тележки, смотровые столы, верстаки, ограждения машин)
Транспорт (детали для автомобилей, автобусов, прицепов, поездов)
Электрика (тепловые решения, электронные корпуса)
1 9 (0) нефть и газ, ветер, солнечная энергия)
Доверьте свои потребности в алюминии команде Howard Precision Metals.

Всего комментариев: 0