Радиусы гиба арматуры таблица: таблица минимальных значений, диаметр оправки для гнутья
Содержание
Радиус изгиба арматуры 12. Как определить радиус загиба арматуры?
При выполнении работ возле дома (строительство, изготовление стальных конструкции и так далее) могут понадобиться станки для гибки арматуры. Приобрести агрегат, изготовленный в заводских условиях, не всегда удается. Причин может быть много: нет возможности доехать до магазина, в торговой точке нет подходящей модели, в связи с нехваткой финансовых средств. Но выход из ситуации есть. Можно изготовить станок для гибки арматуры своими руками. Сделать это несложно. Только перед этим необходимо ознакомиться с конструкцией подобных устройств, выбрать подходящий вариант, найти подходящие чертежи и схемы.
Разнообразие видов позволяет использовать станки не только для деформации металлической арматуры. Некоторые варианты обладают возможностью разрезать арматуру на части. Но в данном случае конструкция станка дополняется установленным на основание ножом или кругом.
Гибка арматуры с механической точки зрения
В результате металлопроката всех видов (холоднотянутого, горячекатанного, термоупрочненного) получают армирующее изделие в форме прута. В разрезе он представляет собой круг. Поверхность у него гладкая или периодического профиля. Диаметр его находится в пределах от 4 до 80 мм. Изделие по длине может составлять до 12 м. Этот прут принято называть арматурой.
В разрезе он представляет собой круг. Поверхность у него гладкая или периодического профиля. Диаметр его находится в пределах от 4 до 80 мм. Изделие по длине может составлять до 12 м. Этот прут принято называть арматурой.
Изделие поддается деформации. Если этот процесс осуществляется под контролем, то говорят о гибке арматуры. Результатом данного процесса является изменение направления вектора центральной оси в месте сгиба.
Анкеровка арматуры. Соединения арматуры. Гнутые стержни
Требования к анкеровке и соединению арматуры, гнутым стержням установлены в:
СП 52-101-2003 Бетонные и железобетонные конструкции без предварительного напряжения арматуры , п. 8.3.18-8.3.30
Пособие к СП 52-101-2003 Пособие по проектированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения арматуры , п. 5.29-5.41 (2.02 MB; 3y ago ; загрузок: 4086)
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры (простейшее — соединение типа С23-Рэ (47.5 kB; 3y ago ; загрузок: 4156))
Типы, конструкции и размеры (простейшее — соединение типа С23-Рэ (47.5 kB; 3y ago ; загрузок: 4156))
Для удобства работы разработана таблица в MS Excel (72.5 kB; 3y ago ; загрузок: 3024) для определения относительной (в диаметрах) и абсолютной (в мм) длины анкеровки и нахлёста для различных случаев
Места стыковки
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84):
п.5.47 (5.37) Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Поделись ссылкой – это лучший мотиватор для нас
Гнутые стержни
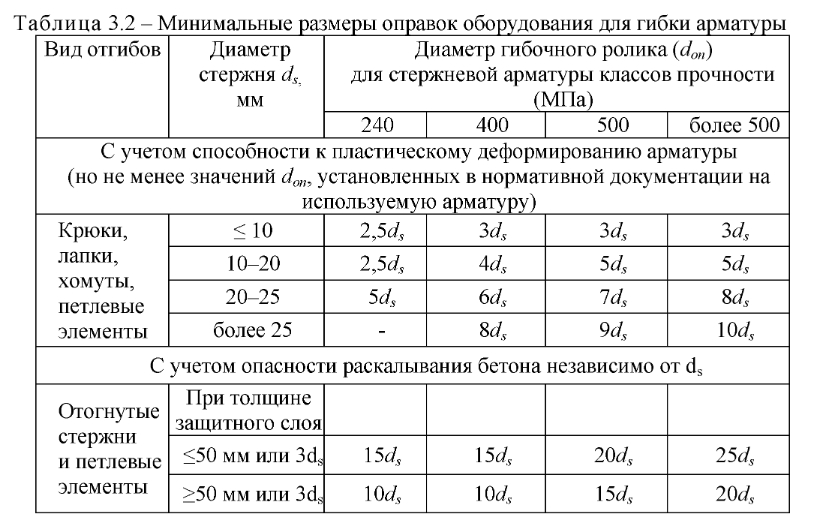
Следует различать минимальные радиусы загиба по условиям прочности арматуры и минимальный радиус загиба по условиям прочности бетона в месте изгиба:
требования к радиусу загиба по условиям прочности арматуры установлены в п.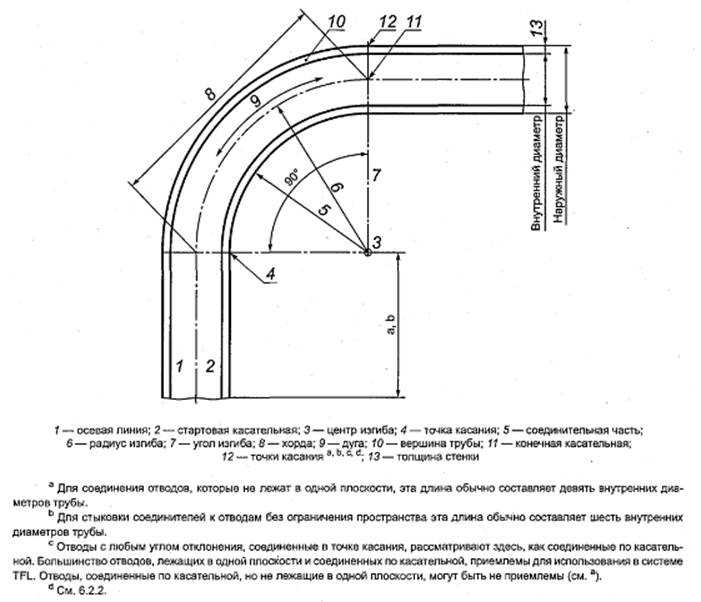 5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
требования к радиусу загиба по условиям прочности бетона в месте изгиба установлены в п.5.36 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
Применение в проекте
Все соединения отдельных стержней арматуры – внахлёстку без сварки. Длина нахлёста арматуры – не менее 46 диаметров арматуры (при количестве стыкуемой в одном расчётном сечении элемента рабочей растянутой арматуры не более 50%) и не менее 76 диаметров арматуры (при стыковке в одном расчётном сечении элемента всей рабочей растянутой арматуры). Стыки арматуры попадают в одно расчётное сечение, если между их центрами менее 60 диаметров стыкуемой арматуры.
Нижнюю арматуру плит перекрытий и покрытия не допускается стыковать в средней трети пролета. Верхнюю арматуру плит перекрытий и покрытия необходимо стыковать в средней трети пролета.
Верхнюю арматуру фундаментных плит не допускается стыковать в средней трети пролета. Нижнюю арматуру фундаментных плит необходимо стыковать в средней трети пролета.
Увеличение расхода арматуры на нахлёсты стержней 2) в размере: 4% для d8, 5% для d12, 6% для d16 учтено в спецификациях для позиций, посчитанных в погонных метрах.
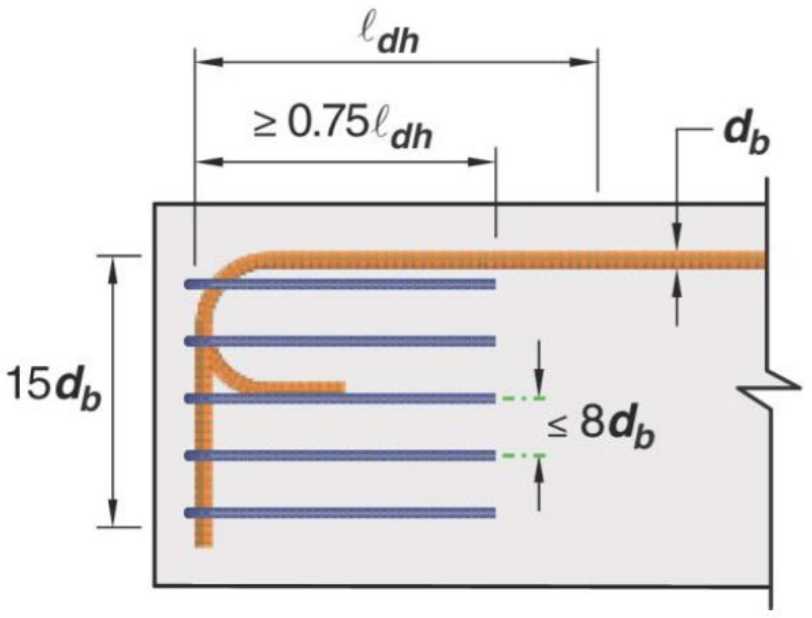
Минимальный диаметр оправки для арматуры принять в зависимости от диаметра стержня:
диаметр оправки не менее 5 диаметров стержня при диаметре стержня меньше 20 мм;
диаметр оправки не менее 8 диаметров стержня при диаметре стержня больше или равном 20 мм.
1) применимо для арматуры класса А500С и бетона класса B30
2) определяется по формуле: Lнахлёста /11700, где Lнахлёста — длина нахлёста в мм
Armin. -02-04 15:04
По поводу соединений стержней внахлестку без сварки. В новой нормативной литературе (СП 52-101-2003, Пособие к СП 52-101-2003 и пр.) особо не оговаривается, тем не менее в старом пособии была рекомендация по поводу мест стыковки.
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2. 03.01-84) п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
03.01-84) п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Соответственно пишу в общих указаниях в дополнение к указанному пишу (для плит перекрытия): Нижнюю арматуру плиты допускается стыковать за исключением зон в средней трети пролетов с перепуском ____. Верхнюю арматуру допускается стыковать в средней трети пролета с перепуском _____.
Для фундаментных плит, соответственно наоборот.
Dmitry Rudenko. -02-04 15:11
Спасибо, ценное замечание
Эксплуатация станка
Весь процесс изгиба арматуры с помощью самодельного станка можно подразделить на несколько этапов.
Во-первых, прут устанавливается рядом с первым валом. После этого он надежно фиксируется.
Во-вторых, арматура пододвигается таким образом, чтобы выбранная для изгиба точка располагалась на опорном валу.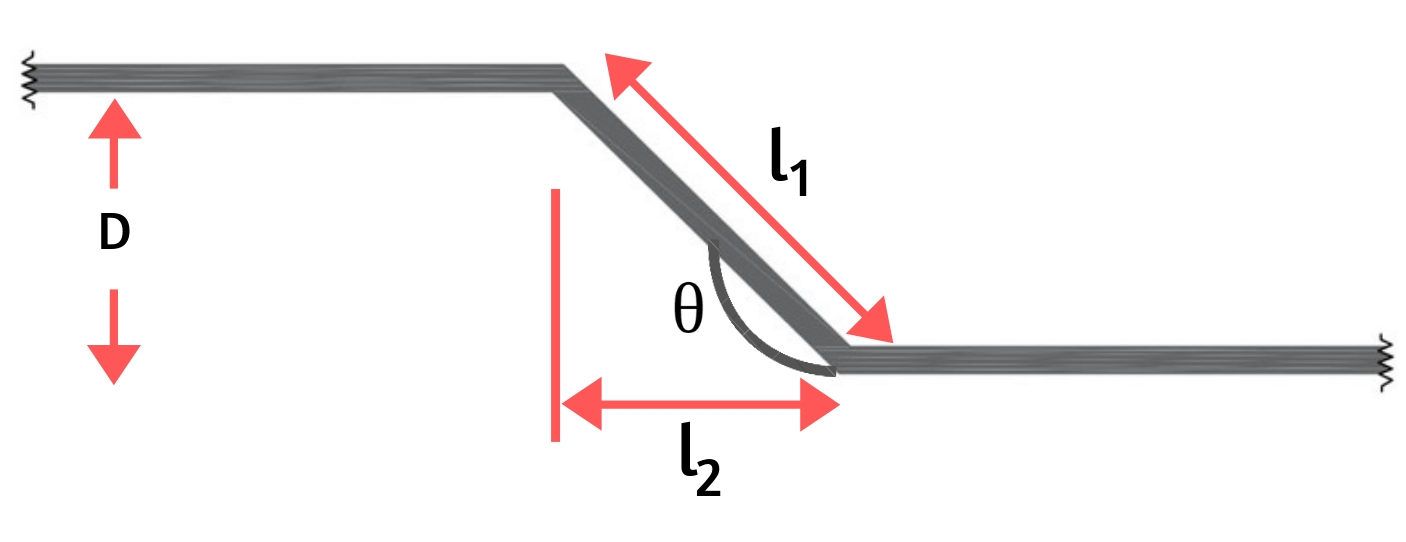
И завершающим, третьим по счету этапом является собственно деформация арматуры.
Такая нехитрая конструкция может быть изготовлена самостоятельно. Единственный момент, который необходимо учесть, заключается в том, что самодельный станок для гибки арматуры способен изогнуть лишь нетолстые прутья. Диаметр их не превышает 16 мм. Если заготовка будет обладать большим диаметром, то на ее деформацию потребуется приложить значительные усилия.
Ошибки при работе с арматурой
В процессе деформации арматура не должна потерять свою прочность. Поэтому все работы должны проводиться по правилам. В процессе гибки иногда встречаются две ошибки:
- Прут в месте изгиба слегка надрезается.
- Участок изгиба прогревается с использованием автогена, сварки и другими способами и инструментами.
Профессионалы уверяют, что эти два способа облегчить процесс гибки не подходят. Дело в том, что эти методы сильно сказываются на прочностных характеристиках. Причем не в лучшую сторону. Поэтому правильно согнуть прут поможет ручной станок для гибки арматуры. Благодаря этому приспособлению можно изогнуть арматуру в холодном состоянии без нарушения ее целостности.
Поэтому правильно согнуть прут поможет ручной станок для гибки арматуры. Благодаря этому приспособлению можно изогнуть арматуру в холодном состоянии без нарушения ее целостности.
Как происходит гибка арматуры. Понятие процесса
Основной вопрос: как гнуть арматуру правильно?
Прокладка арматурных прутков в бетоне, с целью укрепления конструкции, называется армированием. Арматурный каркас в несколько раз повышает прочность фундамента или бетонных стен.
Важными узлами в любой конструкции являются углы – это наиболее труднодоступные места для укладки арматурных прутов. Конечно, можно уложить изделие под прямым углом, в месте соединения прихватив прутья сваркой, но при этом пострадает прочность. Поэтому используют станки для гибки арматуры, которые помогают гнуть изделие под требуемым углом, не повредив его.
Имея под рукой устройство для гибки арматуры, следует знать несколько основным принципов работы с ним, так как неправильное использование инструмента приведёт к нарушению прочности арматурных прутков. Основное правило – не использовать подручные средства для гибки арматуры, а только специальные инструменты, в основе которых лежит механический способ воздействия на изделие.
Основное правило – не использовать подручные средства для гибки арматуры, а только специальные инструменты, в основе которых лежит механический способ воздействия на изделие.
Основные правила процесса гибки арматуры:
- Не совершать надпилы в местах изгиба с помощью болгарки или ножовки в местах сгибания. Это основная ошибка, из-за которой страдает изделие и существенно уменьшаются его механические свойства.
- Не нагревать место сгиба. Процесс гибки при этом упрощается, но, как и в предыдущем пункте, ухудшается прочность изделия.
- Необходимо соблюдать правильный радиус сгиба, который должен быть не менее 10-15 диаметров арматурного прута. Острый угол делать не следует.
- Нельзя использовать подручные средства, такие как кувалда или молоток. Такой грубый процесс гибки приводит только к ослаблению изделия.
Особенности станков
Станки для гибки арматуры обладают следующими характеристиками:
- Простота конструкции.
- Небольшой вес (в пределах от 15 до 25 кг).
- Мобильность. Устройство можно перенести для работы в другое место.
- Ручные станки способны изогнуть прут до угла 90 градусов. Бывают случаи, когда угол увеличивается до 110 градусов.
- Потеря прочности не превышает 10%.
Варианты станков
Наиболее простой вариант, позволяющий сделать станок для гибки арматуры, требует наличия следующих материалов:
- Уголок из металла с размером 40х40 мм.
- Деревянный брус.
- Элементы для крепления.
Металлический уголок разрезается на две части. Первая крепится на брус из дерева. Эта часть конструкции нужна для того, чтобы зафиксировать арматуру до деформации. Вторая часть металлического уголка, которая была отрезана ранее, крепится к деревянному брусу с помощью болтов. Это обеспечивает подвижность элемента. Вторая часть будет являться рычагом. Для изгиба арматуры (особенно большого диаметра), необходимо приложить немало усилий. Это является существенным недостатком данного варианта. Исправить ситуацию можно, если увеличить длину рычага.
Исправить ситуацию можно, если увеличить длину рычага.
С большими объемами работ помогут справиться станки для гибки арматуры по конструкции Замкова. Недостатком данного варианта является более сложная конструкция. Она требует новых деталей, которые необходимо вытачивать. Работа будет проходить по всем правилам, если опорный стол будет устойчиво стоять на ножках.
Станок монтируется к корпусу основания. Между установленными роликами фиксируется изделие. При движении третьего происходит изгиб детали. Как место для установки агрегата используют стальную пластину, толщина которой должна быть более 4 мм.
Анкеровка арматуры. Соединения арматуры. Гнутые стержни
Требования к анкеровке и соединению арматуры, гнутым стержням установлены в:
СП 52-101-2003 Бетонные и железобетонные конструкции без предварительного напряжения арматуры , п. 8.3.18-8.3.30
Пособие к СП 52-101-2003 Пособие по проектированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения арматуры , п. 5.29-5.41 (2.02 MB; 3y ago ; загрузок: 4086)
5.29-5.41 (2.02 MB; 3y ago ; загрузок: 4086)
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры (простейшее – соединение типа С23-Рэ (47.5 kB; 3y ago ; загрузок: 4156))
Для удобства работы разработана таблица в MS Excel (72.5 kB; 3y ago ; загрузок: 3024) для определения относительной (в диаметрах) и абсолютной (в мм) длины анкеровки и нахлёста для различных случаев
Места стыковки
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84):
п.5.47 (5.37) Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Гнутые стержни
Следует различать минимальные радиусы загиба по условиям прочности арматуры и минимальный радиус загиба по условиям прочности бетона в месте изгиба:
требования к радиусу загиба по условиям прочности арматуры установлены в п. 5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
требования к радиусу загиба по условиям прочности бетона в месте изгиба установлены в п.5.36 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
Применение в проекте
Все соединения отдельных стержней арматуры – внахлёстку без сварки. Длина нахлёста арматуры – не менее 46 диаметров арматуры (при количестве стыкуемой в одном расчётном сечении элемента рабочей растянутой арматуры не более 50%) и не менее 76 диаметров арматуры (при стыковке в одном расчётном сечении элемента всей рабочей растянутой арматуры). Стыки арматуры попадают в одно расчётное сечение, если между их центрами менее 60 диаметров стыкуемой арматуры.
Нижнюю арматуру плит перекрытий и покрытия не допускается стыковать в средней трети пролета. Верхнюю арматуру плит перекрытий и покрытия необходимо стыковать в средней трети пролета.
Верхнюю арматуру фундаментных плит не допускается стыковать в средней трети пролета. Нижнюю арматуру фундаментных плит необходимо стыковать в средней трети пролета.
Увеличение расхода арматуры на нахлёсты стержней 2) в размере: 4% для d8, 5% для d12, 6% для d16 учтено в спецификациях для позиций, посчитанных в погонных метрах.
Минимальный диаметр оправки для арматуры принять в зависимости от диаметра стержня:
диаметр оправки не менее 5 диаметров стержня при диаметре стержня меньше 20 мм;
диаметр оправки не менее 8 диаметров стержня при диаметре стержня больше или равном 20 мм.
1) применимо для арматуры класса А500С и бетона класса B30
2) определяется по формуле: Lнахлёста /11700, где Lнахлёста – длина нахлёста в мм
Armin. -02-04 15:04
По поводу соединений стержней внахлестку без сварки. В новой нормативной литературе (СП 52-101-2003, Пособие к СП 52-101-2003 и пр.) особо не оговаривается, тем не менее в старом пособии была рекомендация по поводу мест стыковки.
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2. 03.01-84) п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
03.01-84) п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Соответственно пишу в общих указаниях в дополнение к указанному пишу (для плит перекрытия): Нижнюю арматуру плиты допускается стыковать за исключением зон в средней трети пролетов с перепуском ____. Верхнюю арматуру допускается стыковать в средней трети пролета с перепуском _____.
Для фундаментных плит, соответственно наоборот.
Dmitry Rudenko. -02-04 15:11
Спасибо, ценное замечание
Ручной станок для гибки арматуры своими руками
Подобные устройства обладают простой конструкцией. Благодаря этому изготовление своими руками не является сложной задачей. Перед началом работы рекомендуется ознакомиться с чертежами готовых устройств.
Основой для станка выбирается металлическая станина. К ней с помощью сварки крепят металлический уголок или прут круглого сечения. Если планируется гнуть толстую арматуру (диаметр которой находится в пределах от 6 до 12 мм), ножки станины должны быть прочно закреплены на полу. Но бывают случаи, когда планируется сделать станок переносным. В таком случае все элементы конструкции должны быть зафиксированы на массивной плите. Сама плита перед использованием должна быть надежно зафиксирована. Сделать это можно с помощью болтов или специальных штырей, которые привариются к нижней части устройства.
К ней с помощью сварки крепят металлический уголок или прут круглого сечения. Если планируется гнуть толстую арматуру (диаметр которой находится в пределах от 6 до 12 мм), ножки станины должны быть прочно закреплены на полу. Но бывают случаи, когда планируется сделать станок переносным. В таком случае все элементы конструкции должны быть зафиксированы на массивной плите. Сама плита перед использованием должна быть надежно зафиксирована. Сделать это можно с помощью болтов или специальных штырей, которые привариются к нижней части устройства.
Поворотная платформа является вторым элементом, необходимым для изготовления станка. К ней приваривают еще два штыря и рычаг. Центральный и гибочный валы должны располагаться на некотором расстоянии друг от друга. Этот интервал выбирается в зависимости от максимального диаметра арматуры, которая будет гнуться на данном станке. Кроме того, отступать несколько сантиметров необходимо и от края. Такой прием позволит правильно распределить нагрузку. После того как прутья полностью закреплены, по краям заготовки срезается фаска под углом 45 градусов.
После того как прутья полностью закреплены, по краям заготовки срезается фаска под углом 45 градусов.
Особую осторожность в процессе строительства необходимо уделять процессу сварки. Именно от него будет зависеть качество всей конструкции. Поэтому для качественного выполнения работ устройство надежно закрепляется с помощью тисков. По мере возможности сварочные швы лучше заменить креплением с помощью болтов. Это позволит в случае необходимости перенести устройство.
Как работает станок для обработки арматуры?
В бытовых целях самодельный ручной гибочный станок для арматуры используется, в первую очередь, при возведении фундамента.
Без армирующих деталей сделать надежное основание практически невозможно, поэтому возникает вопрос – как сделать каркас, как изогнуть имеющуюся арматуру?
Конечно, сегодня на рынке можно найти огромный выбор профессионального оборудования, однако цена на него бывает очень высокой.
Видео:
Такие устройства покупают для промышленных целей, обустройства цехов, строительных фирм. Для своих личных целей подойдет конструкция, собранная своими руками.
Для своих личных целей подойдет конструкция, собранная своими руками.
Если говорить о технологических нормах, то станок для гибки арматуры должен иметь три вала.
Один из них является упорным (удерживает прутья под определенным углом и фиксирует их), второй служит для сгиба материала вокруг основного вала — третьего. Он еще называется центральным.
В зависимости от типа конструкции выделяют ручной станок для гибки арматуры и механический.
Последний нашел широкое применение в быту, ведь он отличается компактными размерами и сравнительно небольшой стоимостью, а работать, ввиду простоты, на нем может каждый.
Также есть устройства гидравлические или пневматические. Так, гидравлический станок для гибки арматуры может сгибать материал под углом до 180 градусов, гарантируя отсутствие сломов.
При конструировании своими руками необходимо не только придерживаться своего проекта, но и особое внимание уделять качеству креплений (ведь нагрузка на детали бывает очень высокой), и позаботиться об организации защиты.
Выскользнувший прут может стать причиной серьезных травм.
Видео:
Поэтому часто на простейших гибочных станках для арматуры можно найти плексигласовую защиту, которую легко можно сделать и самостоятельно.
Также если у вас есть опыт в сборке станков, то можно обеспечить свою конструкцию переключением скоростей для регулирования работы.
Некоторые модели снабжаются ножной панелью, которая позволяет без проблем менять направление подачи арматуры.
Станок для арматуры больших диаметров
В том случае, если планируется гнуть арматуру больших диаметров, можно использовать немного измененную конструкцию. Она представляет собой два отрезка стальной трубы. Чем толще арматура, тем длиннее берется труба. Работает подобное устройство очень просто. Один конец прута вставляется в трубу и фиксируется там. На второй конец прута одевается другая часть трубы.
Одна сторона опускается на землю и придавливается ногой. Вторая часть поднимается вверх. При этом поднимается и арматура, находящаяся внутри.
Это наиболее простой вариант мобильного станка. Он обладает незначительными размерами и массой. Благодаря этому они не мешают передвигать или переносить станок в другое место. На другом месте достаточно закрепить устройство к основанию. Для этого используют болтовые соединения.
Преимущества самодельного станка для сгибания арматуры
Преимуществ такого изделия достаточно много, и первым является доступность. Из вышеописанного процесса изготовления станка для сгибания арматурных прутков можно понять, что самым дорогим изделием при этом является домкрат. Также необходимо найти или приобрести сварочный аппарат, но все остальные материалы доступны и обладают низкой стоимостью.
По своим характеристикам, самодельный станок для сгибания прутков не слишком уступает профессиональным устройствам. Конечно, с помощью изделия, изготовленного своими руками, не получится достигнуть требуемого давления на изгиб, но арматурный прут примет требуемую форму и станет надёжной составляющей любой бетонной конструкции.
Самодельный гибочный станок универсален, с его помощью можно производить сгибание арматуры, диаметр которой разнообразен, достаточно только поставить более мощный домкрат. Также, такое устройство мобильно, его без проблем транспортируют непосредственно к месту стройки и переносят с одного места на другое.
| |||||||
Поиск на сайте DPVA Поставщики оборудования Полезные ссылки О проекте Обратная связь Ответы на вопросы. Оглавление
| Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Материалы/ / Строительные материалы. Физические, механические и теплотехнические свойства./ / Строительная арматура. Стальная и прочая. / / Минимальный — максимальный радиус загиба стержней арматуры строительной (минимальный диаметр оправки) Арматура класса А500СП , гладкие стержни, стержни периодического профиля, арматура класса A-I, Bp-I, A-III. Поделиться:
Поиск в инженерном справочнике DPVA. Введите свой запрос: | ||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | |||||||
Коды баннеров проекта DPVA. Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator | ||||||
 03.01-84.
03.01-84. ru
ruBSI Допуски на изгиб стержня
Минимальные радиусы планирования, диаметры профилей и допуски на изгиб
| Номинальный размер прутка, d (мм)* | Минимальный радиус для планирования, r (мм) | Минимальный диаметр гибочного профиля, М (мм) | Минимальный торцевой выступ, P | |
|---|---|---|---|---|
| Общие (минимум 5 d прямых), включая звенья с изгибом >= 150 градусов (мм) | Звенья с изгибом < 150° (минимум 10d прямо) (мм) | |||
| 6 | 12 | 24 | 110 | 110 |
| 8 | 16 | 32 | 115 | 115 |
| 10 | 20 | 40 | 120 | 130 |
| 12 | 24 | 48 | 125 | 160 |
| 16 | 32 | 64 | 130 | 210 |
| 20 | 70 | 140 | 190 | 290 |
| 25 | 87 | 175 | 240 | 365 |
| 32 | 112 | 224 | 305 | 465 |
| 40 | 140 | 280 | 380 | 580 |
| 50 | 175 | 350 | 475 | 725 |
*Минимальные выступы концов стержней меньшего размера зависят от практических особенностей гибки стержней. | ||||
| ПРИМЕЧАНИЕ 1: Из-за «отпружинивания» фактический радиус изгиба будет немного больше половины диаметра каркаса. | ||||
| ПРИМЕЧАНИЕ 2: BS 4449:2005 марка B500A для размеров менее 8 мм не соответствует BS EN 1992-1.1:2004. | ||||
Допуски на размеры резки и гибки
Допуски на размеры резки и/или гибки должны соответствовать таблице ниже и учитываться при заполнении спецификации. Торцевое крепление или размер в скобках в кодах формы, указанных в Типовых формах изгиба, должны использоваться для учета любых допустимых отклонений, возникающих в результате резки и изгиба.
| Процессы резки и гибки | Допуск (мм) |
|---|---|
| Резка/гибка: | |
| Резка прямых отрезков (включая арматуру для последующего изгиба) | +25, -25 |
| Гибка: | |
| ≤ 1000 мм | +5, -5 |
| > 1000 мм до ≤ 2000 мм | +5, -10 |
| > 2000 мм | +5, -25 |
| Длина стержня из ткани: | |
| +25, -25 или 0,5% длины (в зависимости от того, что больше) | |
Допуски для кода формы 01, длин заготовки, должны соответствовать соответствующему стандарту на продукцию, т. е. БС 4449:2005. е. БС 4449:2005. | |
Источник
BSI Британская стандартная документация
Связанная связь: Великобритания Cares
BS8666 Коды формы — KB REAR Limited
СТАВТИКА СТАТРИОНА. планирование, определение размеров, гибка и резка стальной арматуры для бетона».
Этот стандарт заменяет BS4466.
Таблица 1 – Максимальный предел, для которого требуется предварительно отформованный радиус.
Примечание. Стержни, которые должны быть сформированы с радиусом, превышающим вышеуказанные размеры, будут поставляться прямыми.
Стержни, которые должны быть сформированы с радиусом, превышающим вышеуказанные размеры, будут поставляться прямыми.
Таблица 2 – Минимальные радиусы планирования, диаметры и припуски на изгиб
| Номинальный размер прутка, d, мм | Минимальный радиус для планирования, r | Минимальный диаметр гибочного шаблона, M | Общие (минимум 5d прямые), включая звенья с изгибом ≥ 150° мм | Звенья с изгибом ≤ 150° (минимум 10d прямо) мм |
|---|---|---|---|---|
| 6 | 12 | 24 | 110* | 110* |
| 8 | 16 | 32 | 115* | 115* |
| 10 | 20 | 40 | 120* | 130 |
| 12 | 24 | 48 | 125* | 160 |
| 16 | 32 | 64 | 130 | 210 |
| 20 | 70 | 140 | 190 | 290 |
| 25 | 87 | 175 | 240 | 365 |
| 32 | 112 | 224 | 305 | 465 |
| 40 | 140 | 280 | 380 | 580 |
| 50 | 175 | 350 | 475 | 725 |
* Минимальный выступ концов стержней меньшего размера зависит от практических аспектов гибки стержней.
Примечание 1 . Из-за «отпружинивания» фактический радиус изгиба будет чуть больше половины диаметра шпангоута.
Примечание 2. BS 4449:2005 марка B500A для размеров менее 8 мм не соответствует BS EN 1992-1.1:2004.
Таблица 3 – Стандартные формы, метод их измерения и расчет длины
| Метод измерения размеров на изгиб. | Общая длина стержня (L), измеренная по центральной линии. | Метод измерения размеров на изгиб. | Общая длина стержня (L), измеренная по центральной линии. |
|---|---|---|---|
Код формы 00 А
| Ключ 1 Полукруглый | Код формы 33 2A + 1,7B + 2(C) -4dA не менее 12d + 30 мм.  B не должен быть меньше 2(r+d). (C) не должен быть меньше, чем P в таблице 2, или меньше, чем B/2 + 5d. См. Примечание 3. B не должен быть меньше 2(r+d). (C) не должен быть меньше, чем P в таблице 2, или меньше, чем B/2 + 5d. См. Примечание 3. | |
| Код формы 01 A Стандартные длины. См. Примечание 4. | Код формы 34 А +В +С +(Э)-0,5р -д Ни A, ни (E) не должны быть меньше P в таблице 2. См. Примечание 1.
| ||
| Код формы 11 A+(B)- 0,5r-d Ни A, ни B не должны быть меньше P в таблице 2 | Код формы 35 A +B +C +(E) -0,5r -d Ни A, ни (E) не должны быть меньше P в таблице 2.  См. примечание 1. См. примечание 1. | ||
| Код формы 12 A+(B)- 0,43R – 1,2d Ни A, ни B не должны быть меньше P в таблице 2 и не меньше (R + 6d) | Код формы 36 A +B +C +(D)-r -2d Ни A, ни (D) не должны быть меньше P в таблице 2. См. примечание 1. | ||
| Ключ 1 Полукруглый | Код формы 13 A + 0,57B+(C)- 1,6d B должен быть не менее 2(r + d). Ни A, ни C не должны быть меньше P в таблице 2 и меньше (B/2 + 5d). См. Примечание 3. | Код формы 41 A+B+C+D+(E)-2r-4d Ни A, ни (E) не должны быть меньше P в таблице 2.  | |
| Код формы 14 A + (C)- 4d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | Код формы 44 A +B +C +D +(E) -2r -4d Ни A, ни (E) не должны быть меньше P в таблице 2. | ||
| Код формы 15 A+(C) Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | Код формы 46 A +2B +C +(E) Ни A, ни (E) не должны быть меньше P в таблице 2. См. примечание 1. | ||
| Код формы 21 A + B + (C)- r – 2d Ни A, ни (C) не должны быть меньше P в таблице 2.  | Код формы 47 2А +В +2С +1,5р -3d | ||
| Ключ 1 Полукруглый | Код формы 22 А +В +С +(D) -1,5r – 3d C должен быть не менее 2(r + d). Ни A, ни (D) не должны быть меньше P в таблице 2. (D) не менее , чем C/2 + 5d. | Код формы 51 2(A +B +(C)) -2,5r -5d (C) и (D) должны быть равны и не больше A и не меньше P в таблице 2. Где (C) и (D) должны быть минимизированы, можно использовать следующую формулу: L = 2A + 2B + max (16d, 160) | |
| Код формы 23 A + B + (C) – r – 2d Ни A, ни (C) не должны быть меньше P в таблице 2.  | Код формы 56 А +В +С +(D) +2(E) -2.5r -5d (Е) и (F) должны быть равны, но не больше, чем В или С, и не меньше, чем Р в Таблице 2.
| ||
| Код формы 24 A + B + (C) А и (С) расположены под углом 90° друг к другу. | Код формы 63 2A +3B +2(C) -3r -6d (C) и (D) должны быть равны и не более A или B и не менее P в таблице 2. Где (C) и (D) должны быть минимизированы, можно использовать следующую формулу: L = 2A + 3B + max(14d, 150) | ||
| Код формы 25 A + B + (E) Ни A, ни B не должны быть меньше P в таблице 2.  Если E является критическим размером, запишите как 99 и укажите A или B в качестве свободного размера. См. Примечание 1. Если E является критическим размером, запишите как 99 и укажите A или B в качестве свободного размера. См. Примечание 1. | Код формы 64 A +B +C +2D +E +(F) -3r -6d Ни A, ни (F) не должны быть меньше P в таблице 2. См. примечание 2. | ||
| Код формы 26 A + B + (C) Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | Код формы 67 A См. пункт 10. | ||
| Код формы 27 A +B +(C) -0,5r -d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | Код формы 75 π (A – d) + B Где B – нахлест.  | ||
| Код формы 28 A +B +(C) -0,5r -d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | C=число витков | Код формы 77 C π (A-d) Если B больше, чем A/5, это уравнение больше не применяется, и в этом случае можно использовать следующую формулу: L = C((π(A -d)) ² + B²)0,5 | |
| Код формы 29 A + B + (C) -r -2d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | Код формы 98 A +2B +C + (D) -2r -4d Изометрический эскиз Ни C, ни (D) не должны быть меньше P в таблице 2. 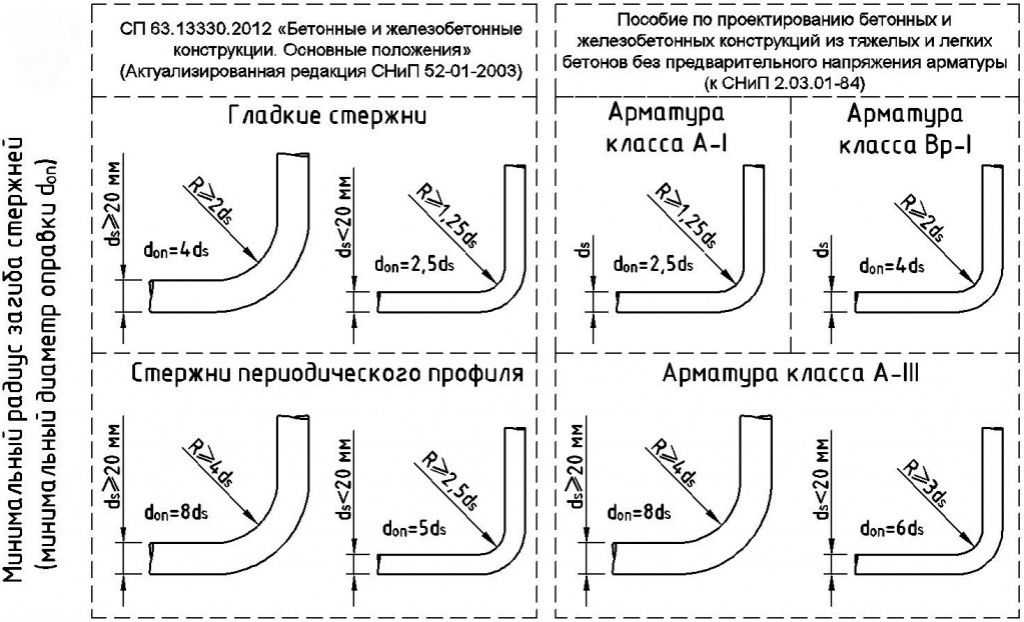 | ||
Код формы 31 А +В +С +(D) -1.5r -3d Ни A, ни (D) не должны быть меньше P в таблице 2.
| Нестандартная форма
| Код формы 99 Все другие формы Подлежит расчету См. примечание 2. Там, где стандартные формы не могут быть использованы. Никакие другие кодовые номера форм, форма обозначения или аббревиатура не должны использоваться при составлении расписания. Эскиз с размерами должен быть нанесен по столбцам размеров от A до E. Каждый размер должен быть указан, а размер, который должен учитывать допустимые отклонения, должен быть указан в скобках, в противном случае изготовитель может свободно выбирать, какой размер должен учитывать допуск.  | |
Код формы 32 А +В +С +(D) -1.5r -3d Ни A, ни (D) не должны быть меньше P в таблице 2.
|
Значения минимального радиуса и конечной проекции, r и P соответственно, указанные в таблице 2, должны применяться ко всем кодам формы (см. 7.6).
Размеры в скобках являются свободными размерами. Если требуется форма, указанная в этой таблице, но другой размер должен учитывать возможные отклонения, форма должна быть вычерчена и иметь код формы 9.9, а свободный размер должен быть указан в скобках. Длина прямой между двумя изгибами должна быть не менее 4d, см. рисунок 6. Рисунок 4, рисунок 5 и рисунок 6 следует использовать при интерпретации конечных размеров.
Примечание 1
Уравнения длины для кодов формы 14, 15, 25, 26, 27, 28, 29, 34, 35, 36 и 46 являются приблизительными, и если угол изгиба больше 45°, длину следует рассчитывать более точно с учетом разницы между указанными габаритными размерами и истинной длиной, измеренной по центральной оси стержня.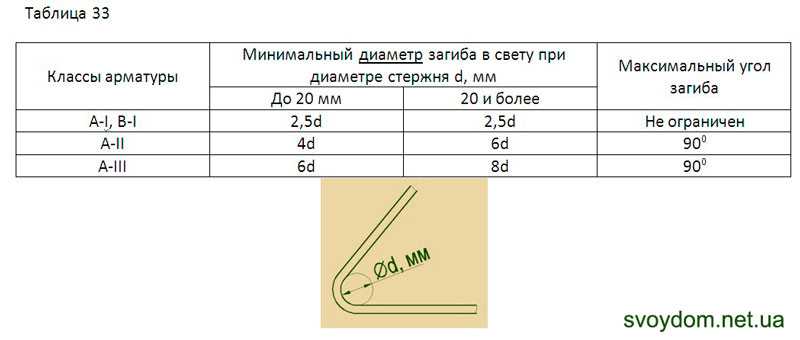 Когда углы изгиба приближаются к 90° предпочтительнее указать код формы 99 с полноразмерным эскизом.
Когда углы изгиба приближаются к 90° предпочтительнее указать код формы 99 с полноразмерным эскизом.
Примечание 2
Пять или более изгибов могут оказаться нецелесообразными в пределах допустимых допусков.
Примечание 3
Для форм с прямой и изогнутой длиной (например, коды форм 12 13, 22, 33 и 47) наибольший практический размер оправки для производства
непрерывной кривой составляет 400 мм. См. также пункт 10.
Примечание 4
Стандартные длины доступны в ограниченном количестве (например, 6 м, 12 м). Размер А для кода формы 01 следует рассматривать как ориентировочный и использовать для расчета общей длины. Фактическая длина поставки должна быть согласована с поставщиком.
Таблица 4
| МАССА БАР на погонный метр (кг/м):- | ||||
|---|---|---|---|---|
| 50 мм: 15,413 кг/м | 40 мм: 9,864 кг/м | 32 мм: 6,313 кг/м | 25 мм: 3,854 кг/м | 20 мм: 2,466 кг/м |
| 16 мм: 1,579 кг/м | 12 мм: 0,888 кг/м | 10 мм: 0,616 кг/м | 8 мм: 0,395 кг/м | 6 мм: 0,222 кг/м |
Выдержки из Раздела 8 – Формы чертежей для планирования и определения размеров
| Рисунок 4 – Размеры острого угла 8. 8.7 – При определении размеров острого угла следует использовать касательные линии, показанные на рисунке 4. | |
Рисунок 5 – Размеры коленчатых стержней
8.8 – Кроме кода формы 98, стержни, согнутые в двух плоскостях, должны изображаться изометрически или изображаться в двух проекциях с использованием проекции первого угла. Слова «изогнутые в двух плоскостях» или «изометрический эскиз» должны быть указаны на графике рядом с эскизом. 8.9 – Общий размер смещения кривошипа должен быть не менее чем в два раза больше размера стержня. Длина под углом (см. рисунок 5) должна быть не менее: а) 10d для стержней, номинальный размер которых не превышает 16 мм b) 13d для номинальных размеров более 16 мм
| |
| Рисунок 6 – Пример стержня с более чем одним изгибом 8. |
 6 – Если угол между двумя частями формы, встречающимися на изгибе, не является прямым, он должен определяться координатами, а не наклоном дуги или радианами.
6 – Если угол между двумя частями формы, встречающимися на изгибе, не является прямым, он должен определяться координатами, а не наклоном дуги или радианами.
Всего комментариев: 0