Пресс гибочный: Листогиб гидравлический, листогибочный пресс купить
Содержание
Пресс гидравлический гибочный HPB-K 100/2500 IronMac (Китай)
Прессы разработаны для выполнения операций гибки металлических листов.
Листогибочные гидравлические прессы применяется в различных отраслях народного хозяйства: машиностроении, авто-, авиа-, приборостроении и строительстве для производства различных замкнутых и незамкнутых профилей, коробов, коробок а также цилиндров, конусов и т. д.
Основное предназначение листогибочных гидравлических прессов — изготовление различных изделий из листовых материалов.
Конструктивные особенности
Прочная сварная конструкция рамы, прошедшая термический отпуск для снятия сварочных напряжений в конструкции и надежная гидравлика позволяют добиться хороших результатов обработки листа. Синхронизация работы двух гидроцилиндров обеспечивается механической траверсой между ними. Привод перемещения задних упоров электромеханический, управляется с пульта на передней панели. Простота управления данными прессами и их универсальность позволяют найти данному оборудованию широкое применение во всех отраслях промышленности.
Пресс наиболее эффективен при несложных гибах на длину всего рабочего стола, и в случаях, когда не требуется частой смены рабочего инструмента.
Преимущества
- надёжная прочная стальная конструкция из качественной стали Q235;
- точная «геометрия» составных частей станины за счёт раскроя заготовок на станках лазерной и плазменной резки с ЧПУ;
- термообработка станины после сварки для снятия остаточных напряжений со швов;
- окончательная механообработка станины на обрабатывающем центре с ЧПУ;
- станок имеет две скорости работы: холостой (быстрый) и рабочий (медленный) ход;
- синхронизация движения правого и левого гидроцилиндра через торсионный вал;
- после ввода программы управление осуществляется в автоматическом режиме;
- программирование хода заднего упора с точностью до 0,1 мм;
- программирование времени задержки в нижней точке;
- сохранение 40 программ по 25 шагов в каждой;
- конструкция заднего упора с ШВП;
- цилиндры и поршни изготовлены из стали 45 с закалкой и отпуском, чистовой расточкой, экструзией;
- регулируемая по высоте передняя поддержка листа;
- многоручьевая 4-х сторонняя матрица и пуансон 90 град.
 — в стандартной комплектации к листогибу.
— в стандартной комплектации к листогибу.
Схема работы станка
Стандартная комплектация
Контроллер ESTUN E22
• Программирование угла гиба в градусах;
• Управление осями с точностью 0,1 мм;
• Библиотека инструментальной оснастки;
• Память 30 программ в каждой программе до 15 рабочих шагов
• Возможность корректировки угла гибки;
• Работа в метрической и дюймовой системах
Библиотека инструментальной оснастки позволяет задавать угол гиба в градусах. Что позволяет оператору изменить угол без дополнительных вычислений вручную, снижая риск ошибки.
Быстросменная система крепления инструмента типа AMADA-PROMECAM
Прессы комплектуются креплениями для быстрой смены пуансона.
Электромеханический задний упор
Имеет два упорных пальца с ручной регулировкой.
Передние поддерживающие суппорты
С перемещением по линейным направляющим.
Пуансон
Набран из сегментов по 500 мм.
Эргономичная панель управления и выносная педаль
С кнопкой аварийной остановки
Прессы оснащены инвертором
Это позволяет позиционировать задний упор с точностью 0,1 мм без ручной подстройки.
Защитное ограждение тыльной зоны пресса
Матрица
4-х сторонняя многоручьевая на всю рабочую длину.
Дополнительная комплектация
Гибочный инструмент
Под различные задачи.
Таблица определения усилий листогибочного пресса
Производитель: IronMac
Родина бренда: Китай
| Усилие, кН | 1000 |
| Длина рабочего стола, мм | 2500 |
| Расстояние между колоннами, мм | 1900 |
| Зев, мм | 320 |
| Ход пуансона, мм | 120 |
| Мощность двигателя, кВт | 7,5 |
| Габариты (ДхВхШ), мм | 2900х1570х2550 |
| Вес нетто, кг | 6500 |
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Как выбрать гибочный пресс и метод гибки. Советы практика
I. Какой метод гибки выбрать?
- 1. Свободная гибка
- 2. Калибровка
II. Какой гибочный пресс выбрать?
- 1. гидравлический гибочный пресс с механическим остановом
- 2.
 гидравлический гибочный пресс с ЧПУ и серво-гидравликой
гидравлический гибочный пресс с ЧПУ и серво-гидравликой
Введение
Согнул — отложил, согнул — отложил. 25 лет назад этот процесс был ежедневной обязанностью обслуживающего пресс оператора. На этом сложности не заканчивались. Оператор должен был постоянно перенастраивать машину, чтобы получить различные углы гиба, организовывать промежуточное складирование заготовок и выполнять многие другие действия, не связанные напрямую с изготовлением конечной детали. Потом цикл повторялся. Положить заготовку. Согнуть. Перенастроить пресс. Не забывать про промежуточное хранение. Положить заготовку. Согнуть. И так снова и снова.
Рабочие, которые имеют дело с листовым металлом сегодня, посчитают такой процесс технологией доисторического периода. Сегодня деталь изготавливают на дружественном оператору эргономичном гибочном прессе с ЧПУ и автоматической настройкой всех параметров гибки. Разные углы, разные профили на одном и том же инструменте — и нет проблем!
Станки с 4-мя управляемыми осями сейчас скорее стандарт, чем исключение.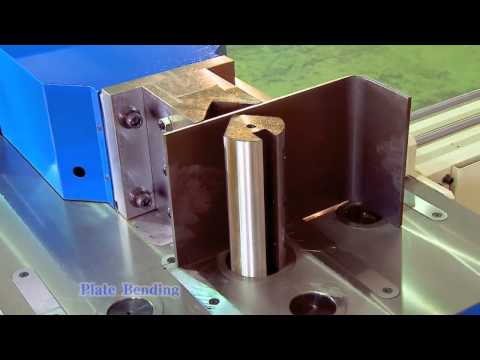 Прессы с 8-ю или более осями — уже не редкость, к тому же они наиболее перспективны при совместном использовании роботов с гибочными прессами.
Прессы с 8-ю или более осями — уже не редкость, к тому же они наиболее перспективны при совместном использовании роботов с гибочными прессами.
И все это для того, чтобы произвести трехмерную деталь из плоского металлического листа, будь то сталь, нержавеющая сталь, алюминий, магний, медь, латунь или даже золото. Куда ни посмотри, везде конструкции из листового металла. Это бум листового металла! Даже производители гибочных прессов удивляются, насколько сложные детали производят их заказчики. Взаимодействие производителей станков и их заказчиков открывает новые перспективы: инженеры вместе думают, как эффективно произвести деталь на гибком оборудовании. Замена сварки гибкой может быть очень выгодна при обеспечении прочности изделия. «Близко к конечной форме» — вот что можно сказать о сходящей с гибочного пресса детали, которая имеет большое сходство с конечным изделием.
«Лист» и «гибка» не ассоциируются с высокой технологией. Но для того чтобы гнуть «непослушный» лист нужны специальные знания и большой опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Без изменения программы угол будет меняться. Например, если лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина — 500 мм, 1000 мм или 2000 мм, если гибка производится вдоль или поперек волокон, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию, если поверхностное упрочнение, вызванное пластической деформацией, сильнее или слабее. Если, если, если…
«Гибка» звучит просто, но на самом деле в этом процессе хватает нюансов. Поэтому компания «Robur International» подготовила руководство, которое поможет выявить сложности и найти способы их решения. Не путем сложных формул, а обзором, ориентированным на практическое применением. Здесь намеренно не будет упоминаний производителей гибочных прессов. Лист не волнуют ценовые аргументы, даже если каталог пестрит яркими цветами и многообещающими перспективами.
Лист не волнуют ценовые аргументы, даже если каталог пестрит яркими цветами и многообещающими перспективами.
Тем не менее в последние годы производители прессов приложили много усилий, чтобы сделать процесс формообразования более гибким и производительным. Следует отдать должное тем, кто этого заслуживает, ведь мы говорим о действительно высоких технологиях. Но будем реалистичны: традиционные старые гибочные прессы с механическим стопором в цилиндрах и синхронизирующим валом все еще пользуются спросом во всем мире.
Задача «Robur International» — дать объективный совет заказчикам. Отправная точка — не тип станка, а конкретная задача гибки. Простой традиционный станок или высокая технология гибки? Ответ должен быть найден вместе. Инвестиции в гибочный пресс эффективны только тогда, когда и технический, и экономический аспекты убедительны. Принимая все вышесказанное во внимание, перейдем к главному.
I. Какой метод гибки выбрать?
Различают 2 основных метода гибки.
Мы говорим о «воздушной гибке» или «свободной гибке», если между листом и стенками V-образной матрицы существует воздушный зазор. В настоящее время это наиболее распространенный метод.
Если лист прижат полностью к стенкам V-образной матрицы, мы называем этот метод «калибровкой». Несмотря на то что метод это достаточно старый, он используется и даже должен использоваться в определенных случаях, которые мы рассмотрим далее.
1. Свободная гибка
Обеспечивает гибкость, но имеет некоторые ограничения по точности.
Основные черты
Траверса с помощью пуансона вдавливает лист на выбранную глубину по оси Y в канавку матрицы. Лист остается «в воздухе» и не соприкасается со стенками матрицы. Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
Точность настройки оси Y на современных прессах — 0,01 мм. Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, состоянием гибочного инструмента и свойствами материала: толщина, предел прочности, деформационное упрочнение.
Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, состоянием гибочного инструмента и свойствами материала: толщина, предел прочности, деформационное упрочнение.
Приведенная ниже таблица показывает отклонение угла гибки от 90° при различных отклонениях оси Y.
Преимущества свободной гибки
- Высокая гибкость: без смены гибочных инструментов можно получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы и 180°. Например, 86° или 28°.
- Меньшие затраты на инструмент.
- Меньшее усилие гибки по сравнению с калибровкой.
- Можно «играть» усилием: большее раскрытие матрицы означает меньшее усилие гибки. Если вы удваиваете ширину канавки, вам необходимо только половинное усилие. Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.
- Меньшие инвестиции, так как нужен пресс с меньшим усилием.
Но это только теория. На практике вы можете сэкономить деньги на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, и потратить их на дополнительное оснащение. Например, на дополнительные оси заднего упора или манипуляторы.
На практике вы можете сэкономить деньги на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, и потратить их на дополнительное оснащение. Например, на дополнительные оси заднего упора или манипуляторы.
Недостатки воздушной гибки
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций.
Наш совет
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее лучше использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа, лучше использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком, легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора.
 Если большой радиус должен быть высокого качества, рекомендуется применять только метод калибровки специальным инструментом.
Если большой радиус должен быть высокого качества, рекомендуется применять только метод калибровки специальным инструментом.
Kакое усилие гибки
Из-за различных свойств материала и последствий пластической деформации в зоне гибки определить требуемое усилие можно только примерно.
Предлагаем вам 3 практических способа:
(1) таблица
В каждом каталоге и на каждом прессе вы найдете таблицу с требуемым усилием (P) в кН на 1000 мм длины гиба (L) в зависимости от:
- толщины листа (S) в мм
- предела прочности (Rm) в Н/мм2
- V — ширины раскрытия матрицы (V) в мм
- внутреннего радиуса согнутого листа (Ri) в мм
- минимальной высоты отогнутой полки (B) в мм
(2) формула
1,42 – это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
Другая формула дает похожие результаты:
(3) «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S). Тогда P = 8 x S, где P выражается в тоннах. Например, для толщины 2 мм раскрытие матрицы V = 2 x 8 = 16 мм означает, что вам необходимо 16 тонн/м.
Тогда P = 8 x S, где P выражается в тоннах. Например, для толщины 2 мм раскрытие матрицы V = 2 x 8 = 16 мм означает, что вам необходимо 16 тонн/м.
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.e. усилие достигает 100% только при длине гиба 100%. Например:
| Усилие | Длина гиба |
| 100% | 3.000 мм |
| 75% | 2.250 мм |
| 50% | 1.500 мм |
| 25% | 750 мм |
Наш совет
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN позволяет значительное отклонение от номинальной толщины листа. Так, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм. Следовательно, нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение (Rm)
Здесь допуски также являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например:
St 37-2: 340 — 510 Н/мм2
St 52-3: 510 — 680 Н/мм2
Наш совет
Не экономьте на усилии гиба. Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно.
Реальные значения толщины и предела прочности являются важными факторами при выборе нужного станка с нужным номинальным усилием.
V – раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S:
V = 8 x S
Но это только при условии, что S меньше или равно 6 мм. Для большей толщины листа необходимо использовать:
V = 10 x S или V = 12 x S
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- Большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- Меньшее раскрытие означает большее усилие, но меньший внутренний радиус.

Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации.
После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»).
В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки.
Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше, чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу:
В случае с V = 8 x S, мы можем сказать, что Ri = S x 1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус.
Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.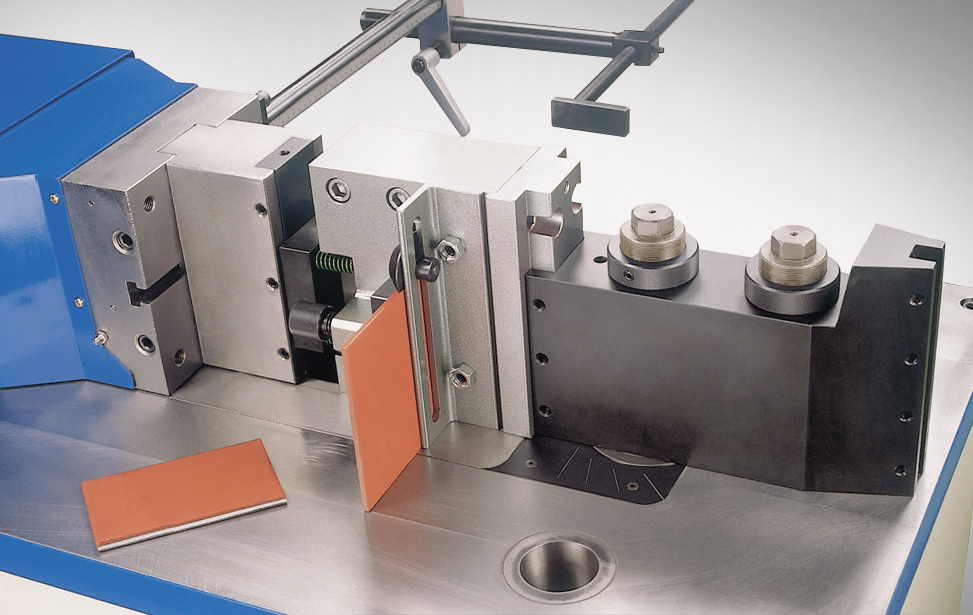
Наш совет
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (B)
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
| Угол гиба | В |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем больше упругая деформация;
- направление волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемого при условии V = 8 x S:
| Предел прочности в Н/мм2 | Упругая деформация в ° |
| 200 | 0,5 – 1,5 |
| 250 | 1 – 2 |
| 450 | 1,5 – 2,5 |
| 600 | 3 – 4 |
| 800 | 5 – 6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки. Например, угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°.
Например, угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°.
2. Калибровка
Точный, но негибкий способ
При этом методе угол гиба определен усилием гиба и гибочным инструментом: материал зажат полностью между пуансоном и стенками V-образной матрицы. Упругая деформация равняется нулю и различные свойства материала практически не влияют на угол гиба.
Рассчитать требуемое усилие гиба трудно. Самый надежный способ — выяснить необходимое усилие путем пробной гибки короткого образца на испытательном гидравлическом прессе.
Грубо говоря, усилие калибровки в 3-10 раз выше усилия свободной гибки.
Преимущества калибровки
- точность углов гиба, несмотря на разницу в толщине и свойствах материала;
- маленький внутренний радиус;
- большой внешний радиус;
- Z-образные профили;
- глубокие U-образные каналы;
- возможность выполнения всех специальных форм для толщины до 2 мм с помощью стальных пуансонов и матриц из полиуретана;
- превосходные результаты на гибочных прессах, не имеющих достаточной для свободной гибки точности.

Недостатки калибровки
- требуемое усилие гиба в 3 – 10 раз больше, чем при свободной гибке;
- нет гибкости: специальный инструмент для каждой формы;
- частая смена инструмента (кроме больших серий).
II. Какой гибочный пресс выбрать?
Традиционные механические прессы используются все реже и только для специальных штамповочных работ на длинных заготовках.
В последние годы некоторые производители предлагают также отличные электромеханические гибочные прессы с несколькими осями заднего упора, управляемыми от ЧПУ.
Среди гидравлических прессов можно найти большое разнообразие моделей с одним, двумя или даже четырьмя цилиндрами, с двигающейся вниз траверсой («ход вниз») или двигающимся вверх столом («ход вверх»). Мы остановим внимание на 2 группах гидравлических гибочных прессов, наиболее широко применяемых во всем мире.
Контраст между ними очевиден: с одной стороны — прессы, основанные на старой, но все еще хорошей технологии, с другой стороны — прессы, использующие последние достижения техники.
Власть рынка велика. Поэтому многие производители предлагают обе группы прессов, чтобы отвечать потребностям покупателей.
Рассмотрим обе группы:
1. Гибочный пресс с механическим остановом
Гидравлические гибочные прессы с двумя цилиндрами сверху («ход вниз»). Выравнивание траверсы осуществляется либо гидравлически, либо механически при помощи торсиона соответствующего размера на задней стороне пресса. Два механических стопора в цилиндрах настраиваются вручную или с помощью привода на требуемое положение оси Y. Это технология, по крайней мере, 30-ти летней давности.
Простое числовое управление помогло этому типу прессов пользоваться спросом во всем мире независимо от уровня индустриального развития рассматриваемой страны. Положение оси Y для определенного угла хранится в памяти и комбинируется с положением заднего упора (ось X) с помощью простой программы. Один-два угла гибки на деталь. Зачем вкладывать деньги в сложные станки, если есть уверенность, что этого типа достаточно для выполнения гибки в настоящем и будущем?
Не забывайте
Большое количество профилей может быть получено только с помощью специального инструмента путем калибровки.
Как мы видели, в таких случаях важны усилие и форма инструмента, а не высокая точность выставления и повторения оси Y (Y1-Y2) — положения траверсы.
2. Гибочный пресс с ЧПУ и серво-гидравликой
Несомненна тенденция движения к гибочным прессам с ЧПУ и серво-гидравликой, выполненных по схеме «ход вниз».
Положение траверсы управляется по замкнутой цепи. Цилиндры работают синхронно с высокой степенью точности. Положение осей Y1 и Y2 измеряется под каждым цилиндром с точностью 5 мкм и передается в ЧПУ.
Управляемая ЧПУ система заднего упора предлагается для следующих осей:
- X-R
- X1-X2-R
- X-R Z1-Z2
- X1-X2-R-Z1-Z2
- X1-X2-R1-R2-Z1-Z2
ЧПУ
Delem и Cybelec — поставщики графических управляющих устройств, которые используют многие производители гибочных прессов. Некоторые производители прессов разработали свои собственные ЧПУ.
Все из них высокотехнологичны и доступны в двумерной или трехмерной версиях. Они предлагают оптимальную последовательность гибки, и вы можете имитировать весь процесс гибки, проверить, не задевает ли деталь части пресса или инструмента, рассчитать длину развертки профиля.
Они предлагают оптимальную последовательность гибки, и вы можете имитировать весь процесс гибки, проверить, не задевает ли деталь части пресса или инструмента, рассчитать длину развертки профиля.
Программирование можно выполнить на станке в цеху или на ПК с программным обеспечением CAM, которое предлагают все производители прессов.
Специальные возможности
Большинство производителей принимают во внимание специальные требования заказчиков. Например, увеличенный ход траверсы, увеличенное расстояние между столом и траверсой, увеличенная глубина зева, боковые удлинения стола и траверсы и пр.
Главное о выборе гибочного пресса
Выбор гибочного пресса и метода гибки всегда опирается на задачу.
Метод воздушной или свободной гибки подойдет тем, кто хочет выполнять широкий спектр операций с материалом толщиной 1,25 мм и более. Он требует меньшее усилие и сокращает затраты на инструмент, но может не справиться со специфическими гибочными операциями.
Метод калибровки отличается высокой точностью, особенно при работе с материалом толщиной 1 мм и менее. Он подойдет, если внутренний радиус должен быть равен толщине листа или большой радиус должен быть высокого качества. Но усилие гиба при методе калибровке в 3-10 раз больше, чем при свободной гибке, а для каждой формы нужно подбирать специальный инструмент.
Он подойдет, если внутренний радиус должен быть равен толщине листа или большой радиус должен быть высокого качества. Но усилие гиба при методе калибровке в 3-10 раз больше, чем при свободной гибке, а для каждой формы нужно подбирать специальный инструмент.
Гидравлические гибочные прессы с механическим остановом — простое и проверенное решение. Оно будет актуальным, если производство использует один-два угла гибки на деталь и не планирует выполнять более сложные операции.
Гидравлические гибочные прессы с ЧПУ — гибкое и высокотехнологичное решение. Такие прессы могут выполнять больший спектр задач и позволяют выработать оптимальную последовательность гибки. Программирование можно провести на станке в цеху или на компьютере при помощи CAM-программы.
Основы гибки листового металла (Руководство по гибке листового металла)
В этом посте мы обсудим каждую деталь основы гибки листогибочного пресса , включая принцип гибки, анализ пружинения, наиболее часто используемый метод гибки, выбор пуансона и штампа , расчет силы изгиба и т. д.
д.
Информация, приведенная ниже, также может быть использована для обучения операторов листогибочного пресса.
Давайте углубимся.
Что такое листогибочный пресс?
Гибка листогибочного пресса относится к упругой деформации металлического листа под давлением верхнего или нижнего штампа листогибочного пресса, а затем к пластической деформации.
В начале пластического изгиба лист может свободно изгибаться.
При давлении верхней или нижней матрицы на пластину пластина постепенно приближается к внутренней поверхности V-образной канавки нижней матрицы.
В то же время радиус кривизны и сила изгиба также постепенно уменьшаются и продолжают прессование до тех пор, пока верхняя и нижняя матрицы не будут иметь три точки, близкие к полному контакту в конце хода.
В это время завершается V-образная форма, известная как изгиб.
Вообще говоря, это технология обработки изменения пластины или угла пластины путем оказания давления на пластину.
Принцип работы листогибочного пресса
Верхний и нижний штампы закреплены на верхнем и нижнем рабочих столах листогибочного пресса соответственно, а относительное движение рабочего стола приводится в действие гидравлической трансмиссией в сочетании с формой верхняя и нижняя матрицы, чтобы реализовать гибку пластины.
Общие методы гибки
Свободная гибка, трехточечная гибка, корректирующая гибка и т. д. Различие между тремя методами можно увидеть на диаграмме ниже.
Свободная гибка
Свободная гибка, также известная как воздушная гибка, проще других методов. Угол изгиба контролируется глубиной верхней матрицы в V-образной канавке нижней матрицы.
Точность гибочных деталей зависит от многих факторов, таких как оси Y1, Y2 и V, верхние и нижние пресс-формы и плиты.
Тем не менее, он широко используется из-за хорошей универсальности и широкого диапазона процессов. Он используется для конструкций с простой структурой, большим объемом или не слишком большой производительностью.
Трехточечная гибка
Трехточечная гибка, также известная как штамповая гибка (дно).
Полученный угол изгиба определяется высотой клина в нижней матрице.
Верхняя матрица обеспечивает только достаточное изгибающее усилие и позволяет избежать непараллельности между матрицами благодаря гидравлической прокладке на ползунке.
Этот метод позволяет получить детали с высокой точностью, т. е. малую погрешность угла и погрешность прямолинейности.
Применяется для конструкций сложной конструкции, небольшого объема и массовой обработки.
Корректирующий изгиб
Корректирующий изгиб формируется в полости, состоящей из верхнего и нижнего штампов, и может быть получена идеальная форма сечения
Недостатком является то, что требуется большое усилие изгиба, а форма многократно ремонтируется, и универсальность формы не годится.
Этот метод гибки часто используется, когда существуют особые требования или специальные формы сечения, которые не могут быть достигнуты путем свободного изгиба.
Как выбрать ось листогибочного пресса
- Ось Y1 и Y2: управление перемещением ползуна вверх и вниз
- Ось V: управление компенсацией отклонения листогибочного пресса
- X
, R
, Z1, Z2 и оси X: они являются осью управления задней системы позиционирования, которые управляют положением позиционирования заднего упора (см. определение каждой оси на рисунке)
- Оси T1 и T2: следящая материальная опора с сервоприводом (листовой толкатель). Во время гибки обрабатываемая пластина следует за опорой, а направляющие листа поддерживают материал.
Среди вышеуказанных осей Y1, Y2 и V необходимы для каждого листогибочного пресса;
Для каждой оси заднего упора и материальной поддержки сервопривода пользователи могут выбирать в соответствии с потребностями обрабатываемых деталей.
Для заднего упора следует отметить, что ось X не может быть выбрана отдельно, и она должна использоваться вместе с осями Z1 и Z2, чтобы иметь практическое значение.
Ось V — это ось компенсации отклонения. В настоящее время существует два метода реализации:
Один из них — контроль положения , то есть по кривой деформации прогиба рабочего стола при изгибе в соответствующих точках задается равная величина обратной деформации, что как раз и составляет на упругую деформацию прогиба машины при изгибе;
Другим является контроль давления , то есть регулировка давления нескольких цилиндров компенсации отклонения в соответствии с силой изгиба, чтобы создать силу реакции против силы изгиба в нескольких точках вертикальной пластины верстака, чтобы предотвратить деформация прогиба.
Можно видеть, что первый метод лучше и может обеспечить более высокую точность изгиба, когда он согласуется с фактической кривой деформации прогиба.
Первый метод всегда использовался на листогибочном прессе 500T+.
Схематическое изображение принципа выпуклости рабочего стола см. на следующем рисунке:
Точность осей Y1, Y2 и V играет важную роль в определении угла и прямолинейности изогнутых деталей. Следует отметить, что для тонких листов (< 3 мм) качество самого листа, такое как размер погрешности толщины, однородность материала и направление текстуры прокатки, напрямую определяет точность гнутых деталей!
Следует отметить, что для тонких листов (< 3 мм) качество самого листа, такое как размер погрешности толщины, однородность материала и направление текстуры прокатки, напрямую определяет точность гнутых деталей!
После V-образного изгиба на внутренней поверхности изгибаемой части заготовки возникла деформация сжатия, а на внешней поверхности — деформация растяжения.
Деформация этих сжатий и растяжений максимальна на поверхности материала.
С увеличением толщины листа деформация постепенно уменьшается.
Можно также сказать, что есть срединная поверхность (нейтральная линия), которая не сжимается и не растягивается. Здесь мы называем это линией X—X.
Как определить положение этого нейтрального слоя?
— Если IR заготовки в 5 раз больше толщины листа, то его положение находится в центре толщины листа.
— Если ИР заготовки в 5 раз меньше толщины листа, толщина положения изгиба превращается в t’, положение нейтрального слоя постепенно смещается внутрь по мере уменьшения ИР заготовка.
— Если радиус нейтрального слоя представлен как P, то P и IR связаны следующим соотношением:
- R≥5t, P-IR=0,5t
- R<5t, P-IR=(0,25-0,4)t
Нейтральный слой не обладает свойствами ни растяжения, ни сжатия, поэтому длина нейтрального слоя используется как длина расширения изгибаемой детали.
Так называемый изгиб представляет собой деформацию растягивающего напряжения и сжимающего напряжения на передней и задней части одной и той же пластины.
После того, как пластина будет согнута под заданным углом, материал вернется к своей первоначальной форме, как только будет снято давление из-за напряжения растяжения и напряжения сжатия.
Мы называем такой отскок пружинным изгибом.
Величина изгибной пружины обычно выражается в виде угла. На угол изгиба влияет материал, толщина листа, давление, радиус изгиба и т. д.
Очень сложно точно рассчитать изгибную пружину.
Сила давления на листовой металл при изгибе различна, и противодействующая сила тоже различна.
После устранения усилия прижима угол также отскочит в сторону уменьшения. Мы называем это «восстановление отскока».
1) При использовании одного и того же пуансона с материалом одинаковой толщины значение упругости SPCC<AL < SUS
2) При использовании того же пуансона с одним и тем же материалом более тонкая пластина обладает большей упругостью.
3) При использовании одних и тех же материалов тот, у которого больше IR, обладает большей устойчивостью.
4) Чем больше сила нажатия, тем меньше упругость.
Три наиболее часто используемых метода гибки
| Bending Method | V-width | IR | Angle Accuracy | Features |
|---|---|---|---|---|
| Air Bending | 12T—15T | 2t~2.5t | > ±45′ | Может достигать более широкого диапазона угла изгиба. |
| Нижний | 6T—12T | 1t~2t | ±15’—30’ | Более высокая точность гибки достигается при меньшем усилии прессования. |
| Чеканка чеканки | 5T (4T—6T) | 0t~0,5t | ±10’ | Может достигать высокой точности изгиба, но усилие изгиба очень велико. |
Гибка на воздухе
Гибка на воздухе означает, что только часть материала находится в контакте с инструментами для гибки.
На изображении выше видно, что инструменты касаются только точек A, B и C металла в процессе гибки (наконечник пуансона и выступы матрицы). Положение покоя — нет.
По указанной выше причине фактический угол наклона инструментов становится неважным.
Фактором, определяющим угол изгиба, является то, насколько далеко пуансон входит в матрицу.
Чем дальше опускается пуансон, тем острее угол изгиба.
Таким образом, производитель может получить широкий диапазон углов изгиба с помощью всего одного набора инструментов, поскольку глубина хода (а не инструмент) определяет угол изгиба.
Кроме того, при изгибе в воздухе будет иметь место некоторая пружинистость, поэтому вам нужно согнуть чуть более острый угол, чтобы получить желаемый угол изгиба.
Особенности воздушной гибки:
- Широкий угол гибки с одним набором инструментов. Угол не может быть меньше угла наклона кончика пуансона. При использовании пуансона 30° можно получить угол изгиба 180°-30°.
- Для гибки требуется меньшее усилие пресса.
- Угол изгиба не соответствует высокой точности.
- Материал имеет большую упругость.
См. также:
- Таблица силы изгиба в воздухе: наиболее достоверные данные от Amada
Нижняя часть
Нижняя часть означает, что пуансон опустится на дно матрицы, так что материал соприкоснется с наконечником пуансона и боковыми стенками V-образного отверстия.
Дно – это метод получения хорошей точности гибки при меньшем давлении, а также широко используемый метод гибки.
Ширина V-образного отверстия
Ширина V-образного отверстия матрицы может быть указана в таблице ниже:
| T | 0.5-2.6 | 3-8 | 9-10 | ≥12 |
|---|---|---|---|---|
| V | 6T | 8T | 10T | 12T |
IR of workpiece
Внутренний радиус заготовки обычно представлен IR.
В процессе нижней гибки IR составляет примерно 1/6 V-образного отверстия матрицы (IR=v/6).
Однако для разных материалов ИК тоже разный, например, SUS и алюминий имеют разный ИК.
Точность обработки нижнего изгиба
На угол после нижнего изгиба будет влиять возврат пружины, поэтому при выборе нижнего изгиба будет учитываться возврат пружины изгиба.
Обычное решение для получения целевого угла — перегибание.
- Материал, форма и толщина с малой пружиной – инструмент 90°
- Материал, форма и толщина с большой пружиной – инструмент 88°
- Материал, форма и толщина с большой пружиной – инструмент 84°
При использовании нижней гибки следует соблюдать принцип использования одинакового угла для пуансонов и матриц.
Чеканка
Термин «чеканка» происходит от метода чеканки монеты, что также означает получение очень высокой точности.
В процессе чеканки листогибочного пресса будет достаточно мощности, чтобы подогнать листовой металл под точным углом пуансона и штампа.
При чеканке листовой металл не просто сгибается, он фактически лужится сжатием между пуансоном и матрицей.
Чеканка отличалась не только высокой точностью, но и очень малым IR заготовки.
Тоннаж, необходимый для чеканки, в 5-8 раз выше, чем для донного изгиба.
Ширина V-образного отверстия
Ширина V-образного отверстия, необходимая для чеканки, меньше, чем нижний изгиб, обычно в 5 раз больше толщины листового металла.
В основном это делается с целью уменьшения ИК-излучения заготовки, чтобы уменьшить штамповку ИК-позиции заготовки наконечником пуансона.
Уменьшение площади V-образного отверстия может привести к более высокому поверхностному давлению.
Предел давления
Поскольку давление изгиба очень велико, толщина SPCC не должна превышать 2 мм, а толщина SUS не должна превышать 1,5 мм.
Причина в том, что материал SPCC толщиной 2 мм требует давления 1100 кН для изгиба, что превышает допустимое давление оснастки 1000 кН.
Примечание: разные инструменты имеют разное допустимое давление, поэтому не все инструменты можно использовать для гибки материала SPCC толщиной 2 мм.
Проблема с чеканкой
Из-за большой силы изгиба необходимо увеличить грузоподъемность листогибочного пресса, а истирание инструмента также станет серьезным.
Поэтому можно использовать только инструменты с высоким допустимым давлением.
Выбор верхнего пуансона
1. Выбор верхнего пуансона определяется формой заготовки.
Другими словами, при изгибе заготовки между пуансоном и заготовкой не должно быть помех по форме.
Для обеспечения невмешательства между пуансоном и заготовкой важную роль будет играть определение последовательности гибки.
При выборе формы верхнего пуансона можно использовать изображение 1:1 или поперечное сечение верхнего пуансона.
2. Выбор наконечника пуансона R
IR заготовки определяется V-образным отверстием нижнего штампа (IR=V/6), а выбор наконечника пуансона R также определяется множество различных факторов.
IR заготовки можно получить по формуле IR=V/6, R наконечника пуансона может быть немного меньше IR.
Однако в последние годы рекомендуется наконечник пуансона 0,6R для гибки тонколистового металла по следующим причинам:
- Возможность правильного центрирования пуансона и штампа
- Истирание наконечника пуансона
3. Выбор угла вершины пуансона
Для чеканки будет использоваться пуансон 90°.
Однако при гибке листа из мягкой стали менее 2 мм 9Пробойник 0° также можно использовать, если заготовка имеет небольшую пружинистость.
Для материала с большим коэффициентом упругости (например, нержавеющая сталь, алюминий или пластина среднего размера) можно выбрать пуансон 88°→ пуансон 84°→ пуансон 82° в соответствии с различной упругостью материалов.
Кроме того, угол штампа должен быть таким же, как угол кончика пуансона.
Наиболее часто используемый угол R наконечника пуансона:
(1)0.2R
(2)0.6R
(3)0.8R
1.54)
(4)3.0R
Стандартные углы наконечника пуансона включают: 90°, 88°, 86°, 60°, 45°, 30° и т. д. .
4. Сегментация пуансона и матрицы
- Сегментация А-типа: 100(левый рожок),10,15,20,40,50,200,300,100(правый рожок) = 835 мм 3
- B
тип сегментации: 100(левый рупор),10,15,20,40,50,165,300,100(правый рупор) = 800мм
Принцип выбора матрицы 88° и 90 ° Die
Прочность на растяжение материала
- Высокая прочность на растяжение — выберите 88 ° Die
- Низкая прочность на растяжение — выберите 90 ° Die
степень пружинения – выберите матрицу 88°
- Малую степень пружинения – выберите матрицу 90°
Метод чеканки
- выберите матрицу 90°
Выбор ширины V-образного отверстия
- If using coining, please refer to the following table:
| T | 0. 5-2.6 5-2.6 | 3-8 | 9-10 | ≥12 |
|---|---|---|---|---|
| V | 6T | 8T | 10T | 12T |
Подтвердите минимальную ширину изгиба (b) изделия. Проверьте, соответствует ли выбранное V-образное отверстие минимальной ширине изгиба (b) заготовки. (b=0,7 В)
Примечание:
Чем меньше V-образное отверстие, тем большее усилие необходимо для изгиба.
Если на чертежах ir не указан, используйте стандартную R (R=толщина).
Если указано ir, V-проем должен быть выбран строго в соответствии с указанным ir (ir=V/6) .
Выбранный V-образный проем должен быть больше или меньше требуемой ширины V-образного проема в зависимости от различных условий.
*После определения ширины V-образного проема необходимо выполнить расчет силы изгиба.
Для расчетного усилия изгиба, пожалуйста, подтвердите:
- Соответствует ли оно требованиям к грузоподъемности листогибочного пресса для гибочного производства?
- Соблюдается ли допустимый тоннаж оснастки?
Удлинение материала
В процессе изгиба, поскольку внутренняя часть производит сжатие, а внешняя — растяжение, происходит частичное растяжение материала, мы называем это коэффициентом удлинения.
A+B-длина расширения = степень удлинения
Степень удлинения материала не является фиксированной. Основные факторы, влияющие на степень удлинения, следующие:
- Свойства материалов (текстура, толщина листа)
- Свойства инструментов (ширина V-образного отверстия, наконечник пуансона R)
- Технологические свойства (угол изгиба)
Сейчас скорость растяжения материала рассчитывается компьютером. Метод расчета каждого производителя является запатентованной технологией и не подлежит разглашению.
Однако в процессе фактической обработки будут некоторые отклонения в расчете скорости удлинения, поэтому наиболее точную скорость удлинения необходимо измерить с помощью фактического теста.
5 свойств влияют на изготовление гибки
- Механические свойства: какие станки используются
- Свойства материалов: какие материалы используются
- Свойства инструментов: какие инструменты используются
- Свойства изготовления: какие размеры и углы
- Свойства окружающей среды: при каких обстоятельствах
Расчет изгибающей силы V-образной формы
- P: изгибающая сила (кН/м)
- V: длина V-образного отверстия нижней матрицы (мм)
- V
- P (мм)
- t: Толщина пластины (мм)
- σb: прочность на растяжение материала (N/мм 2 )
- c: Коэффициент коррекции
c 4.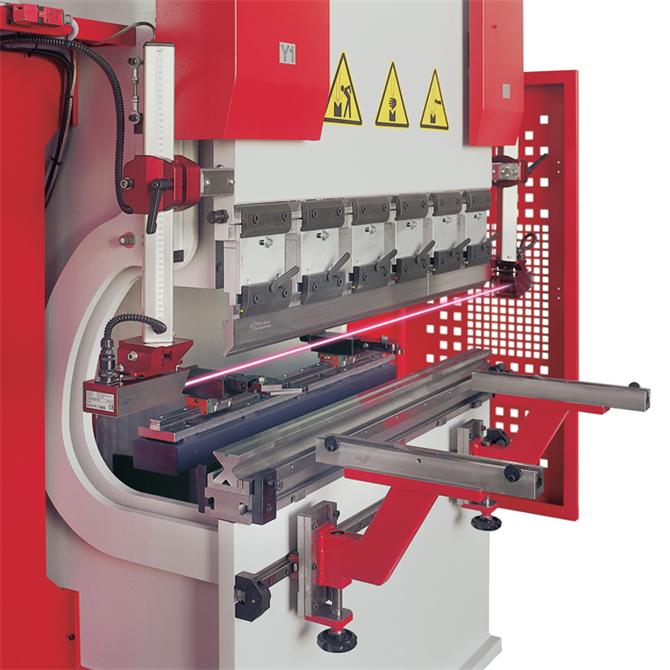
﹡Приведенная выше формула расчета изгибающей силы получена экспериментальным путем.
Вы также можете прочитать эту статью, чтобы узнать обо всех трех способах расчета требуемой силы изгиба.
Допускаемый тоннаж оснастки
Каждый инструмент имеет соответствующее максимально допустимое значение тоннажа.
Если давление, используемое во время обработки, превышает допустимое значение инструмента, инструмент деформируется, изгибается или лопается.
Допустимая нагрузка на оснастку измеряется в метрах. Он рассчитывается по длине изгибаемых частей.
Например:
длина изделия – 200мм, маркировка на оснастке: 1000КН/М
1000КН/М×0.2М=200КН/М (20тонн)
Максимальное усилие изгиба не может превышать 20 тонн.
Расчет допустимого тоннажа штампа
Возьмем для примера материал HRC47:
Гарантированный допустимый тоннаж (кН/м) = 9,42×H 2 /L×10
Если H=15, допустимый тоннаж =9,42 ×(225/30) ×10=9,42 × 7,5×10=706,5 кН/м= 70 тонн/м
Допустимый тоннаж штампа уменьшится при следующих условиях
① Предотвращение открытия прорезь, дырокол или другие дополнительные работы
Открытое отверстие и паз на роге
② При нагреве и снижении твердости
При использовании шлифовального станка для изготовления рожка твердость пуансона снижается из-за нагрева.
③ Имеются небольшие трещины
Продолжать использовать даже при наличии мелких трещин
Выбор высоты пуансона
0 высота основания матрицы – (высота матрицы – 0,5В+t)
Например:
высота проема: 370 мм
Макс. ход: 100 мм
ход: 100 мм
Ход (на рис. выше) = 370-120-70-75-(26-0,5*8+t) = (83-t) мм
Внимание при выборе высоты оснастки:
0,5 В < ход < макс. ход
Теоретический расчет расширения при изгибе (90°) подвергается сжимающим нагрузкам при изгибе.
Переходный слой, не подвергающийся ни растягивающему, ни сжимающему напряжению, называется нейтральным слоем.
Нейтральный слой имеет одинаковую длину до и после гибки, поэтому нейтральный слой является эталоном для расчета длины изгибаемой детали.
Общие факторы, влияющие на коэффициент изгиба:
- толщина
- материал
- ширина матрицы
- наконечник матрицы R
- наконечник пуансона R
- прокатка материала
- прочие
Свойства материала
1. Влияние толщины листа на ход
- При увеличении толщины листа ход угла изгиба будет уменьшаться. (Чем толще лист, тем меньше V/t)
- Влияние изменения толщины листа на изменение хода, SUS
- Влияние толщины листа на ход увеличилось:
(средняя разница толщины листа) < (номинальная толщина) < (изменение толщины листа)
2. Влияние изменения коэффициента материала на ход
Влияние изменения коэффициента материала на ход
- Чем больше ширина V-образного отверстия и толщина пластины, тем больше влияние коэффициента материала на изменение хода.
(Чем больше угол изгиба, тем больше подвержено изменению коэффициента)
- Влияние изменения коэффициента материала на изменение хода, вообще говоря.
AL < SPCC < SUS постепенно увеличивается.
- Причины изменения коэффициента материала следующие:
Неодинаковая катушка < Различия в материалах одного производителя < Разные производители < Обработка материалов отличается, постепенно увеличивается в зависимости от состояния.
Как отрегулировать параллельность гибочной заготовки
Независимо от того, являетесь ли вы оператором листогибочного пресса или руководителем производственного отдела, я думаю, вы знаете о важности параллельности гибочной заготовки.
Здесь я покажу вам 4 шага для регулировки параллельности гибочной заготовки .
1) Ползунок гибочного станка возвращается в исходное положение и уменьшает значение давления манометра до минимального значения, которое только приводит в движение ползунок.
2) Поместите на стол два блока одинаковой высоты, предпочтительно под левый и правый цилиндры.
3) Настройте режим работы гидравлического листогибочного станка на «регулировку толчковой подачи», снимите верхнюю и нижнюю формы и другие принадлежности, установите механический блок в самое верхнее положение и снимите муфту на приводном валу механического блока. механизм.
4) Аккуратно наденьте ползунок на два блока (нижняя поверхность формы ползуна соприкасается с блоками).
Соответствующая стратегия безопасности
Листогибочный пресс является одним из прессов.
При производстве только одного вида продукции легко контролировать безопасность.
Однако, если есть много видов продуктов даже в небольшом количестве, безопасность не будет легко контролироваться.
Также предусмотрены меры безопасности в процессе гибки и установки штампа.
Проблемы с безопасностью, которые часто возникают в других назначениях, также присутствуют в процессе гибки.
В процессе гибки пальцы часто застревают в пуансоне и матрице, которые также зажаты между пуансоном и заготовкой.
Для обеспечения безопасности при несчастных случаях недостаточно полагаться на некоторые устройства легкой безопасности и устройства безопасности типа ограждения, и необходимо установить правильные методы работы и осведомленность операторов о безопасности.
Безопасная работа
Убедитесь, что инструменты «Допустимый тоннаж
Убедитесь, что Центр инструментов согласуется перед замыканием Punch and Die
95
. Правильное использование 2V Die
9
. правильный пуансон
При разборке инструментов постарайтесь вставить пуансон в нижнюю матрицу, чтобы пуансон не упал и не повредил палец.
Не вешайте предметы на кнопку аварийной остановки
Неправильная установка инструмента
Производитель листогибочного пресса, уделяя особое внимание оборудованию для листового металла
KRRASS является одним из ведущих производителей листогибочных прессов в Китае. Мы предлагаем широкий выбор листогибочных прессов, включая листогибочные прессы с ЧПУ, листогибочные прессы с ЧПУ, гидравлические листогибочные прессы, гибридные листогибочные прессы и электрические листогибочные прессы. Более производительные гибочные станки, новые индивидуальные решения и простые в использовании наборы опций предназначены для удовлетворения потребностей клиентов. Узнайте, как технология листогибочного пресса с ЧПУ KRRASS может помочь вам оптимизировать ваше производство.
Что такое листогибочный пресс?
Листогибочный пресс предназначен для использования оборудованной формы (общей или специальной формы) для гибки холодного металлического листа в различные геометрические формы поперечного сечения.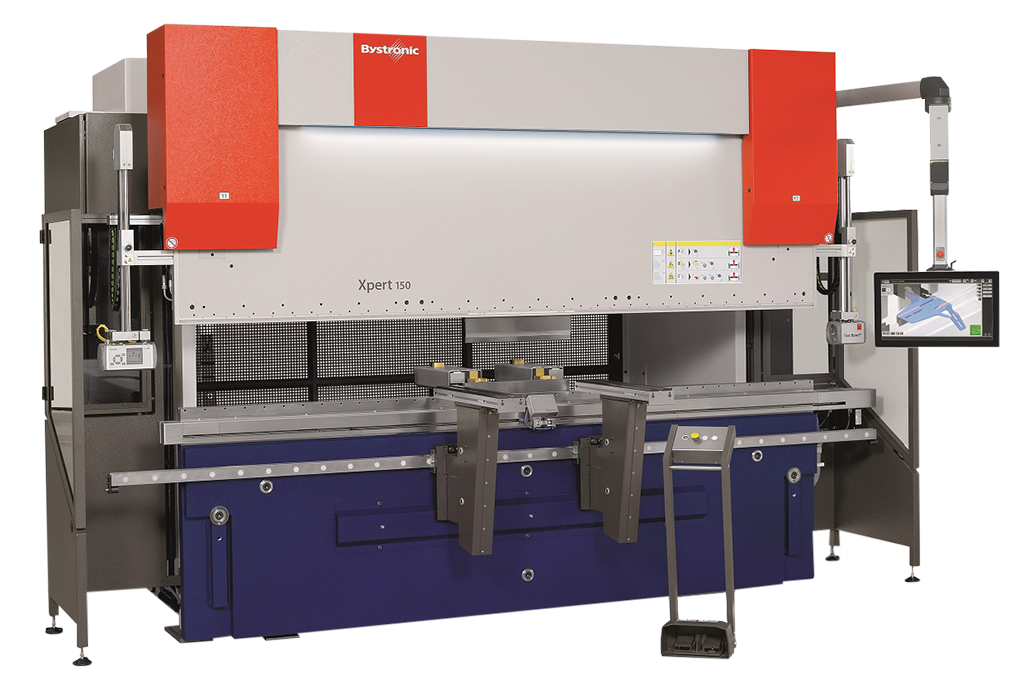 Пресс-тормоз может быстро выполнять действия со скольжением вниз, толчком, непрерывным движением, удержанием давления, обратным ходом и остановкой на полпути, а также сгибать несколько локтей под одним и тем же углом или под разными углами за одну подачу.
Пресс-тормоз может быстро выполнять действия со скольжением вниз, толчком, непрерывным движением, удержанием давления, обратным ходом и остановкой на полпути, а также сгибать несколько локтей под одним и тем же углом или под разными углами за одну подачу.
Листогибочный пресс обычно использует специальную систему ЧПУ для гибочного станка. Координатная ось гибочного станка была изменена с одной оси на 12 осей, а система числового управления может автоматически осуществлять контроль глубины скольжения, регулировку левого и правильного наклона скользящего блока, переднюю и заднюю регулировку задний стопор, левая и правая регулировка, регулировка тоннажа давления и ползунковая регулировка скорости приближения и т. д.
KRRASS Листогибочный пресс, изготовленный по индивидуальному заказу
KRRASS® Каждый листогибочный пресс предназначен для удовлетворения ваших производственных потребностей. Если вы ищете листогибочный пресс с ЧПУ или листогибочный пресс с ЧПУ, мы можем удовлетворить все ваши требования.
Дополнительные, тандемные или тройные листогибочные прессы, автоматические устройства смены инструмента и автоматизированные роботизированные модули гибочных станков — это лишь некоторые решения, которые мы предлагаем, чтобы помочь вам достичь ваших целей.
Листогибочный пресс KRRASS Advanced (контроллер DA-53T)
Гибочные станки серии MB8, разработанные с использованием высоких технологий для повышения эффективности точной гибки деталей. Благодаря простому в использовании блоку управления, устойчивой конструкции корпуса, совершенной конструкции, низким эксплуатационным расходам, различным возможностям использования инструмента, максимальным стандартам безопасности, гибочный станок KRRASS является лучшим в мире в своем сегменте.
Производительность гибки повышается за счет использования высококачественной европейской зажимной системы и простоты использования. KRRASS — ваш партнер по решениям с различными инструментами.
Усовершенствованный листогибочный пресс с ЧПУ KRRASS (контроллер DA-58T)
Гибочные станки серии MB8, разработанные с использованием высоких технологий для повышения эффективности точной гибки деталей. Благодаря простому в использовании блоку управления, устойчивой конструкции корпуса, совершенной конструкции, низким эксплуатационным расходам, различным возможностям использования инструмента, максимальным стандартам безопасности, гибочный станок KRRASS является лучшим в мире в своем сегменте.
Благодаря простому в использовании блоку управления, устойчивой конструкции корпуса, совершенной конструкции, низким эксплуатационным расходам, различным возможностям использования инструмента, максимальным стандартам безопасности, гибочный станок KRRASS является лучшим в мире в своем сегменте.
Производительность гибки повышается за счет использования высококачественной европейской зажимной системы и простоты использования. KRRASS — ваш партнер по решениям с различными инструментами.
Листогибочный пресс с ЧПУ высокого стандарта KRRASS (DA-66T, DA-69T )
Гибочные станки серии MB8, разработанные с использованием высоких технологий для повышения эффективности точной гибки деталей. Благодаря простому в использовании блоку управления, устойчивой конструкции корпуса, совершенной конструкции, низким эксплуатационным расходам, различным возможностям использования инструмента, максимальным стандартам безопасности, гибочный станок KRRASS является лучшим в мире в своем сегменте.
Производительность гибки повышается за счет использования высококачественной европейской зажимной системы и простоты использования. KRRASS — ваш партнер по решениям с различными инструментами.
Главный двигатель KRRASS PBS Листогибочный пресс с ЧПУ
Благодаря нашим гибридным или инверторным гибочным станкам вы получаете различные преимущества: l потребление энергии, меньше масла и нагрузка на насос , снижение шума и большая скорость и гибкость.
Листогибочные станки KRRASS позволяют выполнять гибку лучше, быстрее и с меньшими затратами.
Гибридный листогибочный пресс KRRASS PBE с ЧПУ
KRRASS® Наша специализация на разработке гибридных технологий позволяет достичь экономии энергии от 55% до 78% по сравнению с обычным листогибочным станком.
Наш гибридный листогибочный пресс снижает потребность в гидравлическом масле и энергопотреблении, не влияя на характеристики гибки.
Листогибочные прессы серии
NC, идеально оснащенные для точной гибки, энергосберегающие решения.
Гибочный пресс NC является мировым лидером в своей категории благодаря простым в использовании блокам управления, жесткой раме, идеальному дизайну, высокой эффективности, множеству решений по использованию инструмента, высочайшим стандартам безопасности CE и приемлемой цене. Идеально подходит для чувствительной гибки, энергосберегающие решения.
Листогибочные прессы серии
NC, идеально оснащенные для точной гибки, энергосберегающие решения.
Гибочный пресс NC является мировым лидером в своей категории благодаря простым в использовании блокам управления, жесткой раме, идеальному дизайну, высокой эффективности, множеству решений по использованию инструмента, высочайшим стандартам безопасности CE и приемлемой цене. Идеально подходит для чувствительной гибки, энергосберегающие решения.
Листогибочные прессы серии
NC, идеально оснащенные для точной гибки, энергосберегающие решения.
Благодаря простым в использовании блокам управления, жесткой раме, идеальному дизайну, высокой эффективности, разнообразным решениям по использованию инструмента, высочайшим стандартам безопасности CE и приемлемой цене листогибочный пресс NC является мировым лидером в своей категории. Идеально подходит для чувствительной гибки, энергосберегающие решения.
Новые решения, такие как модернизированная панель управления, сочетаются с хорошо известными эргономическими характеристиками для достижения высокой производительности при очень компактной компоновке и наилучшей себестоимости детали.
Что такое листогибочный пресс с ЧПУ?
Техническая область листогибочного пресса с ЧПУ конкретно относится к устройству синхронизации торсионного вала гибочной машины. Устройство синхронизации торсионного вала включает в себя синхронный торсионный вал, поворотный рычаг, соединенный с обоими концами синхронного торсионного вала, и шатун, соединенный с поворотным рычагом. Один конец поворотного рычага подвижно соединен с синхронным торсионным валом, другой конец поворотного рычага подвижно соединен с шатуном, нижний конец шатуна снабжен опорой поворотного рычага, а усиление ползуна предусмотрено под опорой поворотного рычага.
Один конец поворотного рычага подвижно соединен с синхронным торсионным валом, другой конец поворотного рычага подвижно соединен с шатуном, нижний конец шатуна снабжен опорой поворотного рычага, а усиление ползуна предусмотрено под опорой поворотного рычага.
Ребра, усиливающие ребра ползуна расположены внутри ползуна и поддерживают его. Два конца синхронного торсионного вала могут двигаться синхронно, так что два конца ползуна могут синхронно двигаться вверх и вниз, чтобы соответствовать требованиям его баланса. Сервогибочный станок с осью кручения отличается разумной конструкцией, простой регулировкой сборки, легкой обработкой деталей и улучшенным качеством продукции.
Что такое листогибочный пресс с ЧПУ?
Листогибочный пресс с ЧПУ не требует специальных мер во время возврата (вверх). В ускоренной фазе нисходящего хода на основе параллельной синхронизации используются два односторонних дроссельных клапана для устранения отклонения, вызванного такими факторами, как качество изготовления, утечка и т. д., и для обеспечения движения вниз с определенная точность синхронизации.
д., и для обеспечения движения вниз с определенная точность синхронизации.
Когда он входит в рабочую стадию, но не коснулся заготовки, для дальнейшей коррекции синхронизации используются два цилиндра корректирующего плунжера, установленные на верстаке. Представьте, что одна сторона сначала входит в контакт с плунжером корректирующего поста, и большая корректирующая сила замедляет или останавливает движение этой стороны до тех пор, пока другая сторона не догонит и не войдет в контакт с гидравлической и пневматической заглушками корректирующего поста одновременно.
Корректирующее усилие может быть установлено перепускным клапаном и считано с помощью манометра. Практика показала, что эффект синхронизации очень очевиден, это связано с тем, что различные факторы асинхронности можно не учитывать по сравнению с корректирующей силой. Чтобы полностью использовать мощность машины, перепускной клапан 3 должен быть разгружен через определенный промежуток времени.
Самая большая разница между листогибочным прессом с ЧПУ и листогибочным прессом с ЧПУ:
1.
 Различные структурные принципы
Различные структурные принципы
Принципы конструкции двух моделей различны, что приводит к разным конструкциям для обеспечения синхронизации с обеих сторон ползуна гибки. Листогибочный пресс NC использует торсионный вал для соединения левого и правого поворотных стержней, образуя торсионный вал, заставляющий синхронизирующий механизм перемещать цилиндры вверх и вниз с обеих сторон. Таким образом, станок для синхронной гибки торсионных валов представляет собой метод механической принудительной синхронизации, и параллельность ползуна не может быть автоматически проверена и автоматически отрегулирована.
Гибочный станок с ЧПУ предназначен для установки магнитной (оптической) шкалы на ползунок и настенную пластину. Система ЧПУ может анализировать синхронизацию двух сторон ползуна с помощью информации обратной связи от магнитной (оптической) шкалы в любое время. Если есть ошибка, система ЧПУ пройдет. Пропорциональный электрогидравлический сервоклапан отрегулирован для синхронизации ходов с обеих сторон ползуна. Система числового управления, группа гидравлических регулирующих клапанов и магнитная шкала представляют собой систему управления с обратной связью листогибочного пресса с ЧПУ.
Система числового управления, группа гидравлических регулирующих клапанов и магнитная шкала представляют собой систему управления с обратной связью листогибочного пресса с ЧПУ.
2. Точность
Параллельность ползуна определяет угол заготовки. Листогибочный пресс с ЧПУ — это механизм, обеспечивающий синхронизацию ползуна. Отсутствует обратная связь об ошибках в реальном времени, и сама машина не может выполнять автоматические корректировки. Кроме того, его способность к частичной нагрузке плохая (гибочный станок с ЧПУ использует торсионный вал, чтобы заставить механизм синхронизации перемещать цилиндры вверх и вниз с обеих сторон, если длительная частичная нагрузка вызовет деформацию торсионного вала)
Гибочный станок с ЧПУ представляет собой систему с помощью пропорциональной группы электрогидравлических клапанов для управления синхронизацией ползунка, магнитной (оптической) шкалой обратной связи в режиме реального времени, если есть ошибка, система будет регулироваться через пропорциональный клапан после магнитная (оптическая) шкала обратной связи для поддержания синхронизации ползунка.
3. Скорость
В работе станка есть два момента, которые определяют его рабочую скорость: (1) Скорость ползуна, (2) Скорость заднего упора, (3) Шаг гибки
Цилиндр гибочного станка с ЧПУ имеет соотношение 6:1 или 8:1, что является медленным, в то время как цилиндр листогибочного пресса с ЧПУ имеет соотношение 13:1 или 15:1, что является быстрым. Таким образом, высокая скорость опускания и скорость возврата гибочного станка с ЧПУ намного выше, чем у листогибочного пресса с ЧПУ.
4. Эксплуатация
Поскольку листогибочный пресс с ЧПУ не оснащен системой управления и компенсацией по оси V, он может полагаться только на опыт старых рабочих при выполнении пробной гибки при обработке в соответствии с чертежами. Если вы не соответствуете стандарту, вы должны продолжать попытки. Этот процесс не только производит отходы, но и имеет небольшой диапазон выбора и высокую заработную плату при наборе операторов.
Листогибочный пресс с ЧПУ управляется профессиональной системой числового управления, с компенсацией по оси V, простым управлением и низкими требованиями к опыту рабочего.
Всего комментариев: 0