Технологическая схема с оборудованием: Технологическая схема производства: полная и принципиальная
Содержание
Технологическая схема механизмов и установок
Процесс производства невозможно представить без регламентации технических действий и этапов. Для этого разрабатывается специальный документ- технологическая схема.
Технологическая схема — это графический технологический документ, который отдельно или совместно с другими технологическими документами описывает технологический процесс или составную часть процесса.
Технологическая схема производства отображает взаимосвязь между отдельными операциями технологического процесса, оборудованием и прочими устройствами, участвующими в производственных процессах.
На технологической схеме предприятия изображают весь технологический цикл производства — от исходного сырья до готовой продукции.
Схема представляет собой графическую или текстовую интерпретацию необходимого набора операций, соблюдение которых приводит к получению готового продукта. При ее составлении учитывается количество производственных линий, набор используемого оборудования, этапы ручного и механизированного труда. Учет всех факторов и строгая регламентация производственных процессов, позволяет добиться высокой эффективности и качества производства.
Учет всех факторов и строгая регламентация производственных процессов, позволяет добиться высокой эффективности и качества производства.
Взаимное расположение оборудования и его размеры на технологической схеме должны быть по возможности близки к реальности, то есть отображаться так, как они расположены на предприятии.
На технологической схеме должны быть показаны все технологические связи, отображена система управления технологического процесса (места установки отдельных датчиков, показывающие, записывающие и управляющие приборы, места установки исполнительных механизмов, места отбора проб для лабораторного анализа и т.п.). Если при составлении схем расстановка приборов, датчиков сильно усложняют схему, то их можно не отображать, а отобразить в технологической схеме самое главное понимание именно технологии.
Для технологической схемы должна быть выполнена спецификация, на схеме должны быть необходимые обозначения, оборудование должно быть пронумеровано и описано в спецификации и легко читаема, сделана как можно более простой, понимал любой работник.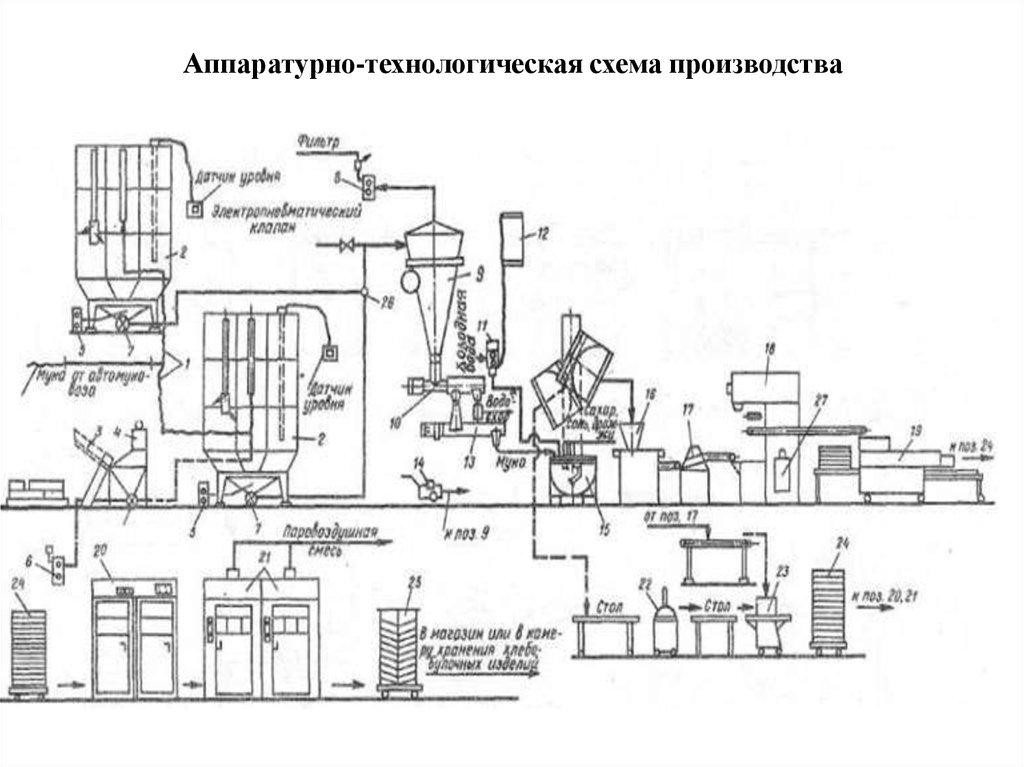
Технологическая схема — это один из видов документов в составе проектной документации. Этот документ должен иметь соответствующее обозначение. Обозначение присваивают согласно Единой Системе Конструкторской Документации (ЕСКД), по ГОСТ 2.102-2013 или ГОСТ 2.701-2008.
Рисунок 1. Вид технологической схемы
Учитывая огромное разнообразие производственных предприятий, производимой продукции, особенности различных технологий, существуют различные виды технологических схем. Общая классификация выглядит примерно следующим образом:
- Промышленная технологическая схема — наиболее распространенный тип, который широко распространен при производстве габаритных товаров, больших объемов или крупногабаритной продукции. Они рассчитаны на длительное использование при производстве однотипной продукции долгое время. Главное преимущество в том, что можно значительно снизить уровень первоначальных капиталовложений и производственных расходов в процессе эксплуатации оборудования рисунок 1.
- Опытно-промышленные технологические схемы — данный тип является предвестником промышленных схем. Они разрабатываются в тех случаях, когда необходимо наладить производство принципиально нового типа продукции. Она может быть немного упрощенной и дополняться в процессе работы производственной линии. На ее основе технологи собирают информацию для составления основных промышленных технологических схем.
- Стендовые установки или их еще называют модульными, они представляют собой небольшие монтажные фермы, на которых смонтированы различные типы аппаратуры. Подобная конструкция значительно упрощает производственные эксперименты, так как можно легко и быстро сделать переоборудование установки. Они применяются на небольших производствах, с незначительным объемом и габаритами производимой продукции.
- Лабораторные установки-являются аналогом стендовых и позволяют разработать схему производства абсолютно новой продукции в лабораторных условиях, под надзором инженеров и разработчиков.
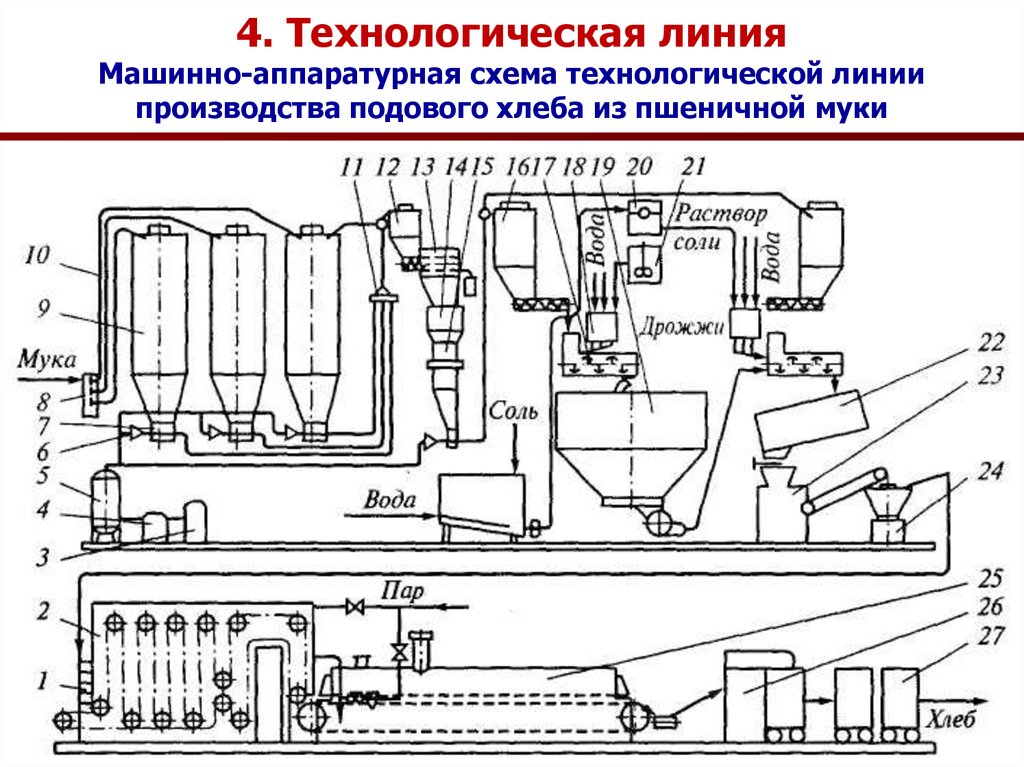
Рисунок 2. Пневматическая технологическая схема: 1 — воздушный фильтр, 2 — цилиндр, 3 — цилиндрическая, 4 — направляющий клапан, 5 -смазывающее устройство, 6 — манометр, 7-отсечной клапан, 8 — отсечной клапан, 9 – сбросной клапан, 10 -манометр, 11 – воздухосборник.
Они применяются в тех случаях, когда процесс перехода от лабораторных испытаний к непосредственному производству без потери эффективности и качества рисунок 2.
Существует классификация технологических схем, исходя из типа производственной организации:
- Схемы периодического действия — промышленное производство на их основе предусматривает периодические паузы, остановки производственного процесса и нет необходимости соблюдения беспрерывного процесса. Процесс производства обычно выполняется в одну или две смены.
- Схемы непрерывного действия — технологический процесс, регламентируемый, предусматривает определенную очередность операций, которые позволяют производить продукцию без прерывания.
 Практически все предприятия, производящий продукцию большими объемами, работает в непрерывном режиме.
Практически все предприятия, производящий продукцию большими объемами, работает в непрерывном режиме. - Схемы комбинированного типа — смешанные схемы предусматривают технологический процесс, сочетающий беспрерывные и прерывающиеся этапы. Подобные модели достаточно распространены, так как они более универсальны рисунок 3. На их основе можно производить продукцию различных типов, а также на производствах, которые зависит от уровня заказах и сезонности. Когда в определенное время необходимо беспрерывное производство, а в остальное ограничение объемов.
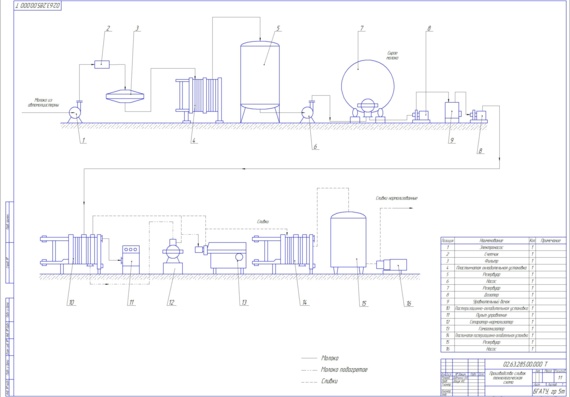
Рисунок 3. Схема цепи аппаратов насосной, оборотного водоснабжения с контрольными точками
Выбор технологической схемы важнейший этап подготовки к запуску производства или выпуску нового товара. От качества подготовки и расчетов при разработке схемы, напрямую зависит эффективность будущего производственного процесса.
В зависимости от объема учетной информации, схемы делятся на два типа:
- полная;
- принципиальная.
Полная включает графическое изображение производственного процесса, описание процессов, оборудования и приборов, автоматических процессов, устройств безопасности и защиты, энергетического питания, поставки и хранения сырья, а также готовой продукции.
Рисунок 4. Аппаратурная схема завода
Она идеально подходит для изучения полного технологического процесса и наладки производственного процесса рисунок 4. Но она не подходит для первичного ознакомления, так как содержит огромный объем информации, быстро изучить который невозможно.
С принципиальной разновидностью работать намного легче, она отлично подходит для первичного ознакомления и содержит следующую информацию:
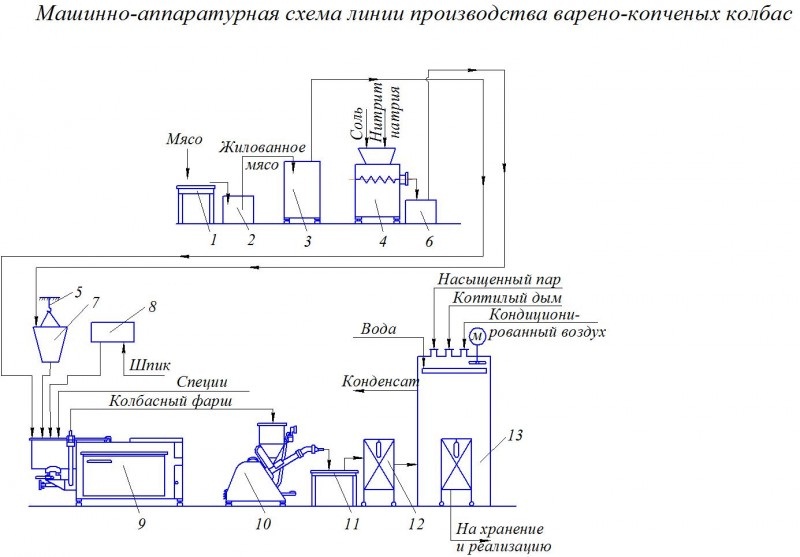
- Очередность производственных операций — четко регламентирует последовательность выполняемых действий рисунок 5 (примером может быть покраска, сушка, нагревание, охлаждение, химические процессы и другие).
- Необходимое оборудование для производства таблица 1 (бункера, конвейеры, шахтная печь, конвертера, барабансепаратор, деаэраторы, вагон-весы, питатели и другие).

Таблица 1. Спецификация цепи аппаратов плавильного цеха
| № п\п | Наименование | № п\п | Наименование |
| 1 | Бункера агломерата, айза-щлака | 17 | Питатель |
| 2 | Бункера агломерата, айза-щлака | 18 | 64-метровый транспортер |
| 3 | Вагон – весы | 19 | 103-метровый транспортер |
| 4 | Бункера оборотов и кокса | 20 | Бункер сырового угля |
| 5 | Шахтная печь | 21 | Промежуточный бункер |
| 6 | Тара под свинец | 22 | Среднеходовая мельница |
| 7 | Электроотстойники | 23 | Бункер холодных присадок |
| 8 | Монорельсовая тележка | 24 | Бункер крупнокускового угля |
| 9 | Мостовые краны | 25 | 9-метровый транспортер |
| 10 | Кантовальные машины | 26 | Барабан – сепаратор |
| 11 | Конвертер | 27 | Деаэратор (бак накопитель) |
| 12 | Шлаковозгоночная печь | 28 | Газоход вентгазов |
| 13 | Котел утилизатор | 29 | Барабан – сепаратор ШВП |
| 14 | Скреперная тележка | 30 | Барабан – сепаратор КУ |
| 15 | Отсеки | 31 | Приемные бункера |
| 16 | Бункера в складе угля |
- Нормы технологического режима производственных участков (электрическое напряжение, давление, температура и другие).

- Способы эксплуатации сырья, заготовок и других дополнительных компонентов, получение готовой продукции, вторичное использование отходов и побочной продукции.
Рисунок 5. Технологическая схема цепи аппаратов плавильного цеха
Принципиальная схема технологического процесса должна основываться на следующих принципах:
- несколько однотипных производственных линий можно описать на примере одной;
- также однотипные операции не нужно расписывать отдельно;
- резервное оборудование не нужно добавлять;
- не нужно добавлять описание контрольно-измерительного оборудования;
- устройства защиты объекта не описываются, так как разрабатываются на основе технологической схемы.
Для примера ниже приведены два рисунка 6 и 7 с технологическими схемами маслозавода.
Рисунок 6. Технологическая схема линии масла
Первая схема более-менее соответствует ГОСТам. Однако технологам она понятна и никаких улучшений они не требуют.
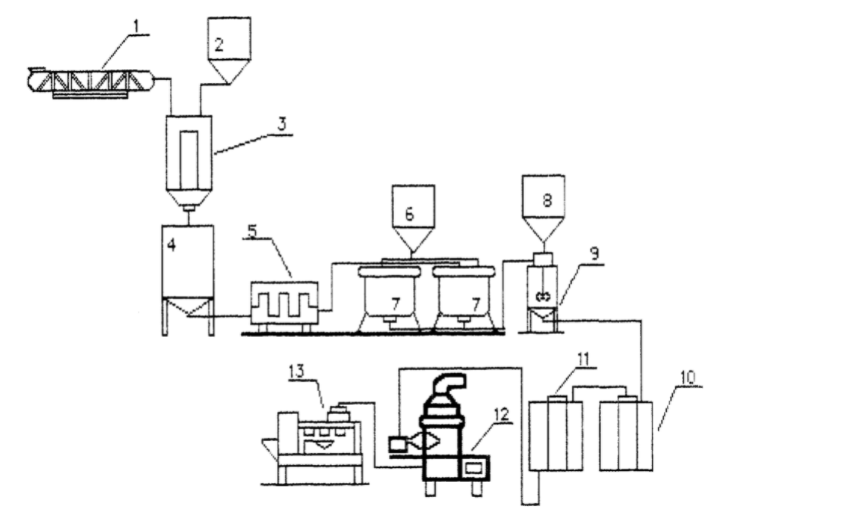
Вторая схема уже не по ГОСТу, но уже упрощённая технологическая схема (хотя кто-то скажет, что больше похоже на структурную) завода по производству растительного масла. На этой схеме даже далёкому от темы человеку будет в общих чертах понятно, в какой последовательности выполняются технологические процессы и как между собой связаны отдельные участки производства (линии).
Рисунок 7. Технологическая схема завода по производству масла
Общая технологическая схема производства позволяет иметь представления о будущем предприятии, системе пожарной и трудовой безопасности, определить недостатки и пути оптимизации.
Если технологическая схема разработана с соблюдением необходимых требований, производственное помещение ей отвечает, а сотрудники четко понимают свои обязанности, эффективность изготовления товара будет на высоком уровне.
Просмотров: 465
Технологические схемы производства кирпича и пустотелых блоков
Технологические схемы производства кирпича и пустотелых блоков
Изделия из керамических масс принадлежат к весьма распространенным строительным материалам. Изделия строительной керамики в зависимости от их назначения, свойств, применяемого сырья и технологических методов производства подразделяют на две группы: изделия грубой керамики (глиняный кирпич, пустотелые блоки, черепица, канализационные и дренажные трубы, плиты для наружной облицовки стен) и изделия тонкой керамики (плитки для внутренней облицовки стен и для полов, санитарно-строитель-ные изделия).
Изделия строительной керамики в зависимости от их назначения, свойств, применяемого сырья и технологических методов производства подразделяют на две группы: изделия грубой керамики (глиняный кирпич, пустотелые блоки, черепица, канализационные и дренажные трубы, плиты для наружной облицовки стен) и изделия тонкой керамики (плитки для внутренней облицовки стен и для полов, санитарно-строитель-ные изделия).
При изготовлении перечисленных выше изделий применяют пластический и полусухой способы производства.
1. На кирпичных и черепичных заводах и на заводах канализационных труб -применяют пластический способ производства, при котором изделия формуют из глиняной массы влажностью от 16—18 до 23—25%. В данном случае процесс подготовки сводится к перемешиванию в мешалках предварительно измельченной глины (в валковых дробилках и бегунах) с отощающими материалами. Затем подготовленную массу направляют в прессы. В ряде случаев для более тщательного перемешивания глин и отощающих материалов, например при производстве канализационных труб и фасадных облицовочных плит, все исходные материалы (глина и отощающие) предварительно высушивают и перемешивают в полусухом состоянии в смесителях. После этого подготовленную массу увлажняют, а затем из нее формуют изделия.
После этого подготовленную массу увлажняют, а затем из нее формуют изделия.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
2. При полусухом способе производства изделия прессуют из массы влажностью 8—12%. В этом случае все компоненты (глину и отощающие) измельчают, высушивают и тщательно перемешивают. Затем из подготовленной порошкообразной массы прессуют различные изделия (кирпич стеновой или огнеупорный, блоки и т. п.).
При изготовлении изделий тонкой керамики с целью особо тщательного перемешивания компонентов используют мокрый способ подготовки сырьевой смеси с последующим высушиванием и измельчением массы.
Рис. VII-1. Технологическая схема производства грубой керамики
а — схема производства кирпича и блоков с мокрым помолом глины; б — схема производства керамических канализационных труб
Для предварительной подготовки сырьевой массы применяют в различных сочетаниях рассмотренные выше машины (питатели, дробилки, бегуны, мельницы, смесители и т. д.). Машины для прессования подбирают исходя из способа производства (пластический или полусухой) и вида изготовляемых изделий.
д.). Машины для прессования подбирают исходя из способа производства (пластический или полусухой) и вида изготовляемых изделий.
На рис. VIII-1, а показана технологическая схема производства кирпича и пустотелых камней (блоков) с мокрым помолом глины на бегунах.
Глину и отощающие добавки подвозят со склада или из карьера вагонетками и загружают в ящичный питатель. Из ящичного питателя глиняная масса поступает на камневыделительные вальцы. Глиняная масса, освобожденная от камней, подается транспортером на бегуны мокрого помола, откуда она после переработки и, если необходимо, дополнительного увлажнения последовательно проходит через гладкие вальцы и мешалку комбинированного вакуум-пресса. Перемешанная и вакуумированная масса выходит из мундштука пресса в виде бруса заданного сечения. Глиняный брус поступает на резательный аппарат, на котором разрезается на куски, соответствующие по длине формуемому изделию. Автомат-ук-ладчик укладывает кирпич-сырец на сушильные вагонетки.
Сушильные вагонетки устанавливаются на передаточные электротележки, транспортирующие их к толкателям туннельных сушилок. Толкатели передвигают груженые сушильные вагонетки вдоль туннельных сушилок, где сырец высушивается. Вагонетки с высушенным сырцом поступают на гидравлическую подъемную площадку, где установлена обжиговая вагонетка. Обжиговую вагонетку с находящимся на ней высушенным сырцом с помощью передаточной электротележки и гидравлического толкателя 17 проталкивают в туннельную печь.
Массу для формования керамических канализационных труб приготовляют путем предварительного сухого смешения размолотых глин и отощающих материалов. Глина подается вагонеткой в ящичный питатель (рис. VI1-1, б), откуда она поступает в камневыделительные вальцы, где одновременно отделяются камни. Дробленая и освобожденная от камней глина направляется в сушильный барабан и после сушки подается ковшовым элеватором в один из бункеров. При использовании двух сортов глины ее дробят и сушат поочередно. Выходящая из бункеров глина дозируется тарельчатыми питателями и подается в дезинтегратор для размола, тонкость которого контролируется вращающимся ситом. Не прошедшие через сито крупные кусочки глины возвращаются в дезинтегратор на домол. Размолотое и просеянное сырье поступает в бункер и через тарельчатый питатель в шнековой смеситель.
Выходящая из бункеров глина дозируется тарельчатыми питателями и подается в дезинтегратор для размола, тонкость которого контролируется вращающимся ситом. Не прошедшие через сито крупные кусочки глины возвращаются в дезинтегратор на домол. Размолотое и просеянное сырье поступает в бункер и через тарельчатый питатель в шнековой смеситель.
Отощающие материалы (бой труб, обожженную на шамот глину) измельчают в щековой дробилке и шаровой мельнице и просеивают через вращающееся сито. Прошедшие через сито материалы поступают в бункер, а из него отощающие материалы поступают вместе с глиной в установленной пропорции через тарельчатый питатель в смеситель.
Перемешанная в сухом виде шихта подается во второй смеситель-увлажнитель, а затем в ленточный пресс, из которого выходит пластичная масса — заготовка в виде валюшек.
Валюшки выдерживают на складе во влажной атмосфере, а потом направляют в трубный вакуум-пресс. Заформованные трубы подвергают оправке (отделке) на станке.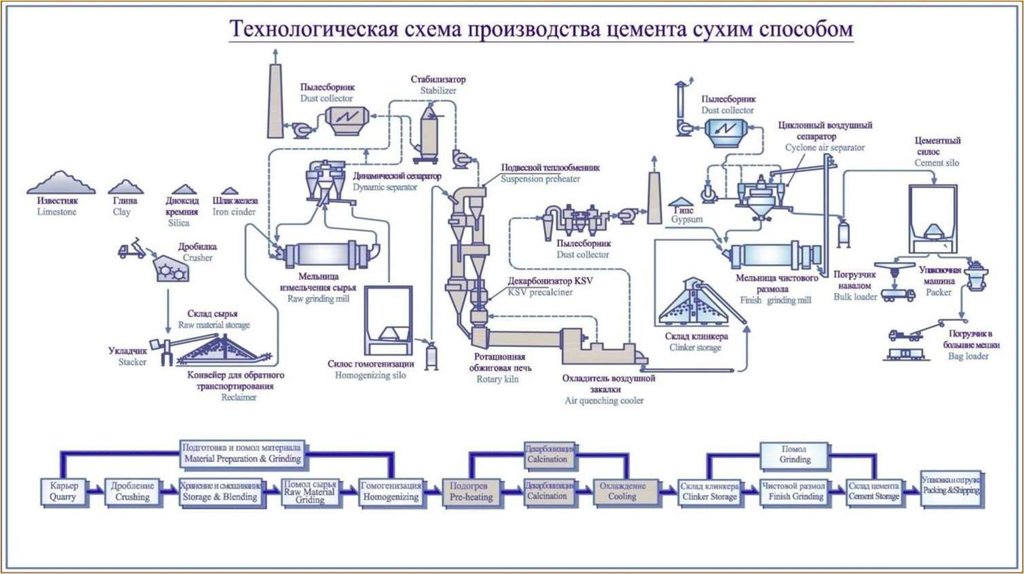 Трубы сушат в туннельных или конвейерных сушилках непрерывного действия. Высушенные трубы обдувают и покрывают глазурью, а затем с помощью перегружателя укладывают на вагонетки туннельной печи.
Трубы сушат в туннельных или конвейерных сушилках непрерывного действия. Высушенные трубы обдувают и покрывают глазурью, а затем с помощью перегружателя укладывают на вагонетки туннельной печи.
15.03.02 Технологические машины и оборудование (гидравлические машины, гидроприводы и гидропневматические системы управления)
- Образование
- Программы бакалавриата и специалиста
- 15.03.02 Технологические машины и оборудование (гидравлические машины, гидроприводы и гидропневматические системы управления)
Специальность: Гидравлические машины, гидроприводы и гидравлические и пневматические системы управления
Уровень: Степень бакалавра
Продолжительность обучения: 4 года
Аттестат: Степень бакалавра
Форма обучения: Очная форма
Язык обучения: Русский
Программа менеджер: Евгений Спиридонов , тел +7(351)267-92-52, спиридоновек[ат]сусу[точка]ру
Описание образовательной программы
Область профессиональных знаний: наука и техника, содержащая совокупность средства, приемы, методы, направленные на создание конкурентоспособной продукции машиностроения и основанные на применении современных методов и средств проектирования, расчета, математического, физического и компьютерного моделирования; организация и производство, монтаж, пуско-наладка, техническое обслуживание, эксплуатация, диагностика и ремонт гидромашин, гидропневмосистем.
Объекты профессиональной деятельности:
- Машины гидравлические и гидропневматические комплексы;
- производственных процессов, их разработка новых технологий;
- средства информационного, метрологического, диагностического и управленческого обеспечения технологических систем достижения качества продукции;
- нормативно-техническая документация,
- системы стандартизации и сертификации;
- технологическое оборудование и средства механизации и автоматизации технологических процессов,
- Вакуумно-компрессорные машины, гидромашины, гидроприводы и гидропневматические системы управления;
- Средства испытаний и контроля качества машин и оборудования.
Виды профессиональной деятельности:
- Производственно-технологическая;
- проектирование и инжиниринг;
- организационно-управленческая;
- Исследования и разработки;
Профессиональная деятельность
Исследования:
- изучение научно-технической информации, отечественного и зарубежного опыта по направлению исследований в области производства гидромашин и гидропневматических систем управления;
- математическое моделирование процессов, оборудования и производств с использованием стандартных и автоматизированных средств проектирования и исследований;
- проведение опытов заданными методами, обработка и анализ результатов;
- выполнение технических измерений, написание описаний проведенных исследований, подготовка данных для научных обзоров и публикаций;
- написание научных отчетов о проведенных исследованиях и внедрении результатов исследований и разработок в области машиностроения;
- организация охраны интеллектуальной собственности, отнесение результатов исследований и разработок к коммерческой тайне предприятия;
- Дизайн и разработка:
- сбор и анализ исходных данных для проектирования изделий машиностроения и технологий их изготовления;
- расчет и проектирование деталей и узлов машиностроительных сооружений в соответствии с техническими условиями и применением типовых средств автоматизации проектирования;
- разработка конструкторской и технической документации, написание документации по готовым проектам;
- контроль проекта и технической документации в соответствии со стандартами, техническими условиями и другими нормативными документами;
- предварительное ТЭО проектных решений;
Производственно-технологическая деятельность:
- контроль за соблюдением технологической дисциплины в процессе изготовления продукции;
- организация рабочих мест, размещение технологического оборудования;
- организация метрологического обеспечения технологических процессов, применение типовых методов контроля качества продукции;
- техническое обслуживание технологического оборудования;
- участие в работах по отладке и отработке технологических процессов, которые в дальнейшем будут использоваться при получении новой продукции;
- подготовка технической документации по управлению качеством технологических процессов на производственных участках;
- контроль за соблюдением экологической безопасности при производстве продукции;
- наладка, калибровка и опытно-промышленные испытания технологического оборудования и программного обеспечения;
- установка, калибровка, испытания и ввод в эксплуатацию новых образцов продукции, узлов и частей продукции;
- проверка технического состояния и остаточного ресурса технологического оборудования, организация профилактических осмотров и ремонтов;
- приемка и разработка вводной аппаратуры;
- подготовка инструкций по эксплуатации оборудования и программ испытаний;
- подготовка заявок на оборудование и запасные части, подготовка технической документации на его ремонт;
Организационно-управленческая деятельность:
- управление небольшой группой работников;
- написание технической документации (графиков, инструкций, смет, планов, заявок на материалы и оборудование) и отчетов по установленным формам;
- анализ и оценка производственных и внепроизводственных затрат в целях обеспечения требуемого качества продукции, анализ результатов деятельности производственных подразделений;
- подготовка исходных данных для выбора и обоснования научно-технических и организационных решений на основе экономических решений;
- выполнение работ по стандартизации, технической подготовке к сертификации технических средств, систем, процессов, оборудования и материалов;
- разработка оперативных планов основных производственных единиц;
- планирование работы и планирование фонда заработной платы;
- подготовка документации в целях создания системы менеджмента качества на предприятии;
- организационно-плановые расчеты в целях создания или реорганизации промышленных площадок.

- ‹ 15.03.02 Машины и оборудование технологическое (Технологическое оборудование)
- до
- 15.03.03 Прикладная механика (Прикладная механика, динамика и долговечность машин) ›
Вспомогательные технологии в паллиативной помощи: программа оснащения штата
Текст статьи
Меню статьи
- Статья
Текст - Артикул
инфо - Цитата
Инструменты - Поделиться
- Быстрое реагирование
- Статья
метрика - Оповещения
Краткий отчет
Вспомогательные технологии в паллиативной помощи: программа оснащения штата
- http://orcid.org/0000-0003-3904-1099Бриджит Мэннинг1,
- http://orcid.
 org/0000-0001-8612-7106Рене Келли1,2 и
org/0000-0001-8612-7106Рене Келли1,2 и - http://orci д. org/0000-0001-9717-4792Kieran Broome1,3
- 1 Программа субсидирования медицинской помощи, Южная больница и служба здравоохранения Метро, Кэннон Хилл, Квинсленд, Австралия
- 2 Школа медицинских и реабилитационных наук Университета Квинсленда, Сент-Люсия, Квинсленд, Австралия шайдор, округ Колумбия, Квинсленд, Австралия
- Корреспонденция г-же Бриджит Мэннинг, Программа субсидирования медицинской помощи, Южная больница и служба здравоохранения Метро, Кэннон Хилл, QLD 4178, Австралия; bridget.manning{at}health.qld.gov.au
Резюме
Цели В этом документе рассматривается влияние Программы субсидирования медицинской помощи (MASS) по оборудованию для паллиативной помощи (PCEP), новой инициативы в Квинсленде, Австралия, и исследуется трансляционный потенциал этой крупномасштабной, всеобъемлющей , программа, финансируемая государством, для других юрисдикций.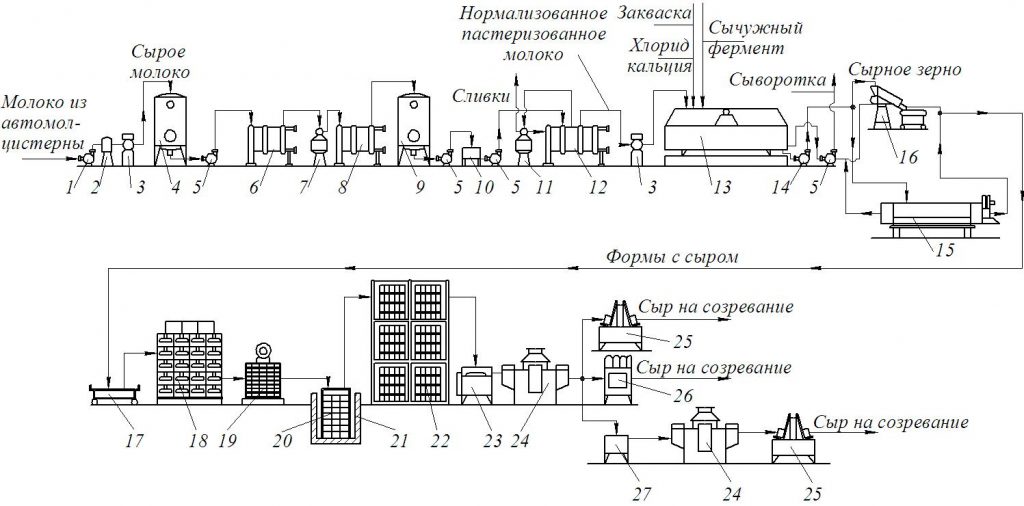
Методы Пять аспектов структуры Охват, Эффективность, Принятие, Внедрение и Обслуживание были ретроспективно применены к MASS PCEP, при этом первичные данные программы сравнивались с данными из вторичных источников.
Результаты Был продемонстрирован широкий охват и принятие программы: 3695 уникальных клиентов получили доступ к программе из 17 больниц и служб здравоохранения Квинсленда. У семидесяти четырех процентов клиентов был диагностирован рак. Операционная эффективность, реализация и техническое обслуживание выявили множество положительных аспектов программы на индивидуальном и организационном уровнях, а также текущие проблемы, включая транспортировку оборудования в сельские и отдаленные регионы и влияние на рабочую силу, чтобы реагировать на направления и прописывать вспомогательные устройства. У участников программы было более короткое пребывание в государственной больнице (4,5 дня) по сравнению со средним показателем паллиативной помощи в Квинсленде (7,1 дня).
Выводы Программа имеет большой потенциал перевода в другие юрисдикции. Вспомогательное оборудование на последних этапах жизни может улучшить самочувствие за счет увеличения времени, проводимого дома, повышения независимости и снижения нагрузки на лиц, осуществляющих уход.
- Реабилитация
- Уход на дому
- Рак
http://dx.doi.org/10.1136/spcare-2022-004048
Статистика Altmetric.com 902 39
Запрос разрешений
Если вы хотите повторно использовать или всю эту статью, пожалуйста, используйте приведенную ниже ссылку, которая приведет вас к службе RightsLink Центра защиты авторских прав. Вы сможете получить быструю цену и мгновенное разрешение на повторное использование контента различными способами.
Сноски
Участники RK и BM инициировали исследовательский проект и завершили этическую заявку. BM отвечал за завершение анализа и составление рукописи при участии KB и RK. Все авторы внесли свой вклад в рукопись, прочитали и одобрили окончательную рукопись.

Всего комментариев: 0