Внутренняя канавка гост: ГОСТ 8820-69 Канавки для выхода шлифовального круга. Форма и размеры
Содержание
ГОСТ 8820-69 Канавки для выхода шлифовального круга. Форма и размеры
ГОСТ 8820-69*
Группа Г02
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАНАВКИ ДЛЯ ВЫХОДА ШЛИФОВАЛЬНОГО КРУГА
Форма и размеры
Grinding stone exit grooves. Shape and sizes
Дата введения 1971-07-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 8 декабря 1969 г. N 1327 срок введения установлен с 01.07.71
ВЗАМЕН ГОСТ 8820-58
* ПЕРЕИЗДАНИЕ (июль 1989 г.) с Изменением N 1, утвержденным в июне 1980 г. (ИУС 9-80).
1a. Настоящий стандарт распространяется на детали со шлифованными поверхностями, в конструкции которых предусмотрены канавки для выхода шлифовального круга.
(Введен дополнительно, Изм. N 1).
1. Форма и размеры канавок при шлифовании по цилиндру и торцу должны соответствовать указанным на черт.1-6 и в табл.1 и 1а (для исполнения 4).
А. Шлифование по цилиндру
а) Наружное шлифование
Исполнение 1 | Исполнение 2 |
Черт.1
б) Внутреннее шлифование
Черт.2
Б. Шлифование по торцу
а) Наружное шлифование
Черт.3
б) Внутреннее шлифование
Черт.4
В. Шлифование по цилиндру и торцу
а) Наружное шлифование
Исполнение 1 | Исполнение 2 | |||
Исполнение 3 | Исполнение 4 | |||
Черт.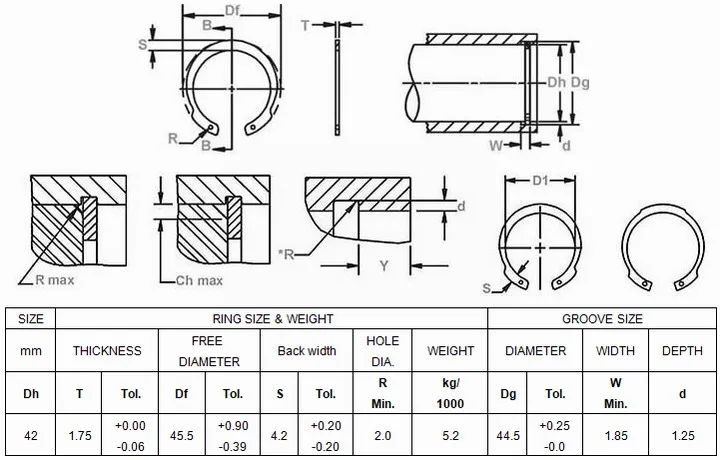 5
5
б) Внутреннее шлифование
Черт.6
Таблица 1
мм
для исполнения | Наружное шлифование | Внутреннее шлифование | |||||
1; 2 | 3 | ||||||
1 | — | -0,3 | +0,3 | 0,2 | 0,3 | 0,2 | 10 |
1,6 | — | 0,5 | 0,3 | ||||
2 | — | -0,5 | +0,5 | 0,3 | |||
3 | 1,5 | 1 | 0,5 | >10-50 | |||
5 | 2,25 | -1 | +1 | 0,5 | 1,6 | >50-100 | |
8 | 2,8 | 2 | 1 | >100 | |||
10 | 5,0 | 3 | |||||
Примечания:
1. При шлифовке на одной детали нескольких различных диаметров рекомендуется применять канавки одного размера.
При шлифовке на одной детали нескольких различных диаметров рекомендуется применять канавки одного размера.
2. При ширине канавки 2 мм допускается применять закругления с обеих сторон, равные .
3. Допускается применять другие размеры канавок, исходя из прочностных или конструктивных особенностей изделия.
Таблица 1а
мм
1,1 | -0,2 | 0,1 | 0,5 | 0,8 | 0,2 |
2,2 | -0,4 | 0,2 | 1,0 | 1,5 | 0,4 |
4,3 | -0,6 | 0,3 | 1,5 | 3,3 | 0,6 |
6,4 | -0,8 | 0,4 | 2,3 | 5,0 | 1,0 |
(Измененная редакция, Изм. N 1).
N 1).
2. Форма и размеры канавок при плоском шлифовании должны соответствовать черт.7 и табл.2.
Исполнение 1 | Исполнение 2 |
Черт.7
Таблица 2
мм
2 | 1,6 | 0,5 |
3 | 2,0 | 1,0 |
5 | 3,0 | 1,6 |
3. Предельные отклонения размеров и шероховатость поверхности канавок назначаются, исходя из конструктивных требований к изготавливаемым деталям.
4. (Исключен, Изм. N 1).
Текст документа сверен по:
М.: Издательство стандартов, 1990
8.4. Канавки для выхода шлифовального круга
43
Шлифование позволяет получить точные поверхности деталей. Кромки шлифовального круга всегда немного скруглены, поэтому канавку для выхода шлифовального круга делают в том месте детали, в котором нежелательно наличие уступа, оставшегося от кромки шлифовального круга (рис. 8.18).
По наружному цилиндру | По наружному торцу |
| Шлифовальный круг |
Скругление кромки | Скругление кромки |
шлифовального круга | шлифовального круга |
Рис. 8.18
Канавку на чертеже изображают упрощенно, а чертеж дополняют выносным элементом, показывающим профиль канавки (рис. 8.19). Виды и форму канавок устанавливает ГОСТ 8820-69. Определяющим размером для канавок на поверхностях вращения является диаметр поверхности d. Размеры канавки в размерные цепи деталей не включают (рис. 8.19).
Определяющим размером для канавок на поверхностях вращения является диаметр поверхности d. Размеры канавки в размерные цепи деталей не включают (рис. 8.19).
Форма и размеры канавок для выхода шлифовального круга для круглого наружного (рис. 8.19) и внутреннего (рис. 8.20) шлифования по цилиндру, наружного (рис. 8.21) и внутреннего (рис. 8.22) шлифования по торцу, а также смешанного шлифования по наружному цилиндру и торцу (рис. 8.23) приведены на указанных рисунках и в табл. 8.12. Знаком “ “ на рис. 8.19-8.23 отмечены поверхности, подлежащие шлифованию.
| Исполнение 1 |
| Исполнение 2 |
À | À(увеличениямасштаб ) |
| À(увеличениямасштаб ) |
| R1 | 45 | R |
|
|
|
R
Рис. 8.19
8.19
|
| 44 |
|
b |
| R1 | h |
|
|
| |
R | 45 |
|
|
| R |
| |
|
|
| |
|
|
| R1 |
| R1 | h | R |
|
| ||
Рис. 8.20 | Рис. 8.21 | Рис. 8.22 | |
| Исполнение 1 |
| Исполнение 2 |
h h
R
R1 45
b | b |
| |
| Рис. |
 8.23
8.23Таблица 8.12
Размеры канавок для выхода шлифовального круга при круглом шлифовании по ГОСТ 8820-69, мм
|
| Наружное | Внутреннее |
|
|
|
|
| d | шлифование шлифование | h | R | R1 | b | |
|
| d1 | d2 |
|
|
|
|
|
| d — 0,3 | d + 0,3 | 0,2 | 0,3 | 0,2 | 1 |
d | 10 |
|
| 0,5 | 0,3 | 1,6 | |
|
|
|
|
| 2 | ||
|
| d — 0,5 | d + 0,5 | 0,3 |
|
| |
|
|
|
|
| |||
10 | d | 50 |
|
| 1,0 | 0,5 | 3 |
50 | d | 100 |
| 0,5 | 1,6 |
| 5 |
d |
| d — 1,0 | d + 1,0 | 2,0 | 1,0 | 8 | |
100 |
|
| 3,0 | 10 | |||
|
|
|
|
|
| ||
Рис.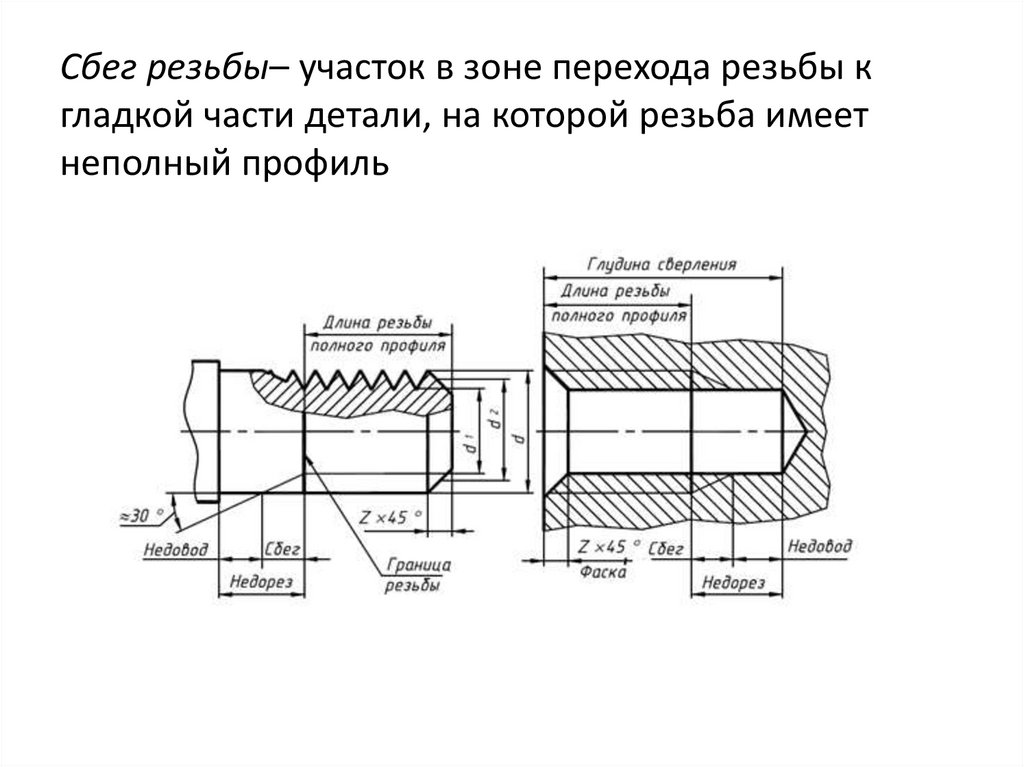 8.25
8.25
45
При плоском шлифовании (рис. 8.24) сечение канавки определяется размерами b1 , h2 и радиусами скругления R2 , значения которых в мм приведены в табл. 8.13.
R2 |
|
| Таблица 8.13 | |
Размеры канавок при плоском | ||||
| ||||
|
| шлифовании, мм | ||
b1 | b1 | h2 | R2 | |
| ||||
R2 | 2,0 | 1,6 | 0,5 | |
| 3,0 | 2,0 | 1,0 | |
b1 | 5,0 | 2,0 | 1,6 | |
| ||||
Рис. |
|
|
| |
 8.24
8.24Для обеспечения герметичности в подвижных и неподвижных соединениях деталей, предотвращения утечки рабочей среды (жидкости или газа), защиты перемещающихся друг относительно друга поверхностей от пыли и грязи служат уплотнения различных видов.
Уплотнение зазоров между сопряженными цилиндрическими поверхностями выполняют при помощи радиальных уплотнений. Простейший вариант радиального уплотнения — кольца, закладываемые в кольцевые проточки, выполненные в одной из сопрягаемых
деталей (рис. 8.25). При этом заложенные
в проточки кольца должны несколько выступать из проточек, чтобы деформируемое в процессе сборки кольцо за счет сил упругости прижималось к охватываю-
щей цилиндрической поверхности. Кольца могут изготавливаться из различных материалов (тех-
нический войлок, фетр, техническая резина, полимеры и др.) и иметь различную форму поперечного сечения (круглую, прямоугольную, квадратную и т. д.).
д.).
Широкое распространение получили так называемые сальниковые уплотнительные кольца прямоугольного сечения, изготавли-
46
ваемые из технического войлока или фетра, устанавливаемые в трапецеидальные проточки корпусов, крышек или втулок и используемые для уплотнения места выхода из них вращающегося вала (рис. 8.26).
Проточка Кольцо уплотнительное
Рис. 8.26
Форма и размеры канавок сальниковых
уплотнений с кольцами из фетра и войлока, а также форма и размеры этих колец приведены на рис. 8.27 и в табл. 8.14. Определяющим
размером при выборе диаметра d отверстия под вал, наружного диаметра D канавки и её ширины b, а также внутреннего d1 и наружного D1 диаметров кольца и его ширины b2 служит диаметр dâ вала. При этом параметры d, d1 и D1 определяются по зависимос-
тям (мм): d=dâ+1,0; dâ= d1 -1,0; D1 =D-1,0, а параметры D, b и b2 — по табл. 8.14. l
À(…)
15
b2 | À | b |
b1
Размер для справок
Рис. 8.27
8.27
ГОСТ 26250-84 / Ауремо
ГОСТ ИСО 13680-2016
ГОСТ 34004-2016
ГОСТ Р 57385-2017
ГОСТ 19277-2016
ГОСТ Р 54864-2016
ГОСТ Р ИСО 13679-2016
ГОСТ Р 56594-2015
ГОСТ 32931-2015
ГОСТ Р 51906-2015
ГОСТ 32678-2014
ГОСТ 33228-2015
ГОСТ 32528-2013
ГОСТ Р 56349-2015
ГОСТ Р 56329-2014
ГОСТ Р 56175-2014
ГОСТ Р 56030-2014
ГОСТ Р 55942-2014
ГОСТ Р 54918-2012
ГОСТ Р ИСО 21809-2-2013
ГОСТ 31448-2012
ГОСТ Р 55436-2013
ГОСТ Р 54929-2012
ГОСТ Р 54864-2011
ГОСТ Р 54159-2010
ГОСТ Р 54157-2010
ГОСТ Р ИСО 2531-2008
ГОСТ Р 53365-2009ГОСТ Р 53384-2009
ГОСТ Р 53383-2009
ГОСТ Р ИСО 3183-1-2007
ГОСТ Р ИСО 3183-3-2007
ГОСТ Р ИСО 3183-2-2007
ГОСТ 6238-77
ГОСТ 11017-80
ГОСТ 12132-66
ГОСТ 8646-68
ГОСТ 8645-68
ГОСТ 8733-74
ГОСТ 8965-75
ГОСТ 10707-80
ГОСТ 632-80
ГОСТ 8644-68
ГОСТ 8966-75
ГОСТ 9567-75
ГОСТ 8967-75
ГОСТ 8968-75
ГОСТ 8969-75
ГОСТ 21945-76
ГОСТ 10706-76
ГОСТ 24950-81
ГОСТ 9941-81
ГОСТ 631-75
ГОСТ 550-75
ГОСТ 21729-76
ГОСТ 800-78
ГОСТ 14162-79
ГОСТ 8696-74
ГОСТ 11249-80
ГОСТ 10498-82
ГОСТ 26250-84
ГОСТ 20295-85
ГОСТ 13663-86
ГОСТ 7909-56
ГОСТ 8638-57
ГОСТ 8642-68
ГОСТ 8731-74
ГОСТ 5654-76
ГОСТ 633-80
ГОСТ 24030-80
ГОСТ 5005-82
ГОСТ 8467-83
ГОСТ 1060-83
ГОСТ 22897-86
ГОСТ Р 50278-92
ГОСТ 30564-98
ГОСТ 22786-77
ГОСТ 11068-81
ГОСТ 10705-80
ГОСТ Р 52568-2006
ГОСТ 8639-82
ГОСТ 30563-98
ГОСТ 3262-75
ГОСТ 8732-78
ГОСТ 8734-75
ГОСТ 9940-81
ГОСТ 10704-91
гост-26250-84.
 pdf
pdf
(349,82 КиБ)ГОСТ 26250-84
ГОСТ 26250-84
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ БУРИЛОВЫЕ ДЛЯ ОБОЛОЧЕК СО СЪЕМНЫМ КОЛОННОПРИЕМНИКОМ
Технические условия
Трубы бурильные для скважинного инструмента со съемными керноподъемниками. Технические условия
ИСС 23.040.10
ОКП 13 4400
Дата введения 1986−07−01
Постановление Госстандарта СССР от 03.08.84 N 2748 Дата введения установлена 3 01.07.090 Действ. принято Протоколом № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ИЗДАНИЕ (апрель 2010 г.) с изменением № 1, утвержденным в августе 1988 г. (ИУС 12-88)
Настоящий стандарт распространяется на трубы стальные бесшовные бурильные гладкие, предназначенные для бурения разведочных скважин на твердые полезные ископаемые оболочки со съемным керном ресивер и резьба труб.
(Измененная редакция, Ред. № 1).
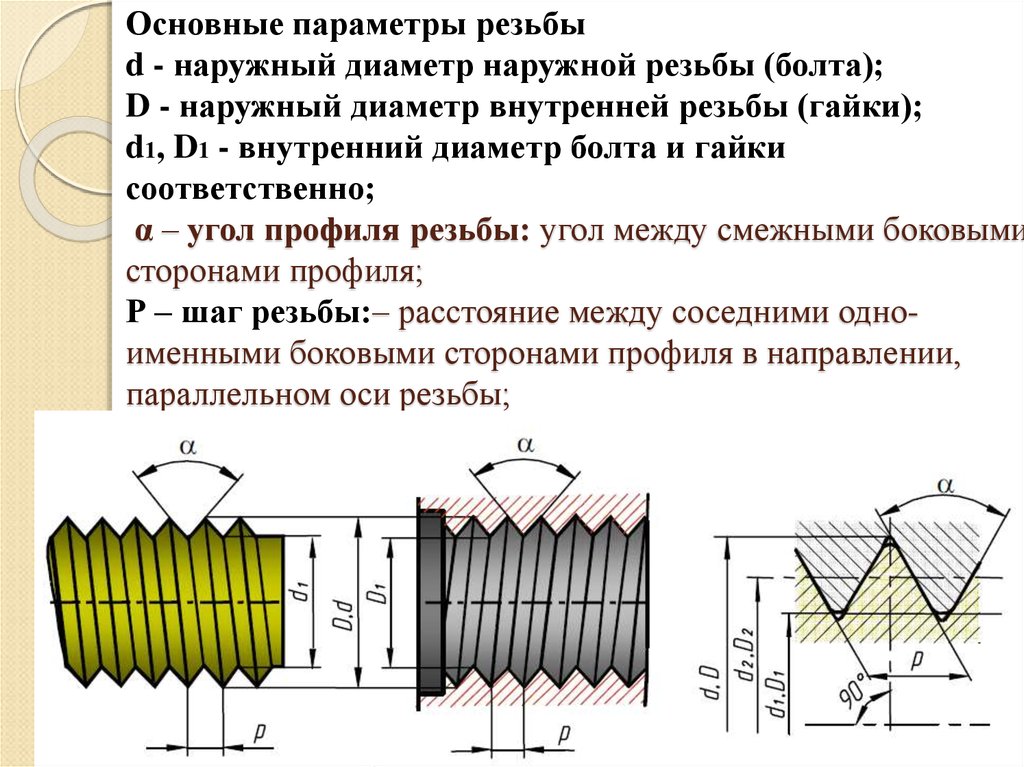
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Труба изготавливается по размерам и массе, указанным на черт.1 и в табл.1.
Черт.1
________________
* Размеры для справки.
Damn.1
Таблица 1
| Размеры, мм | ||||||||||||||
Состояние. — диаметр | Внутренний диаметр трубы | Толщина стенки | Длина трубы | Длина общая (расток — ки) под резьбу | Диаметр конических канавок в плоскости торца | Диаметр конического отверстия в плоскости торца | Длина паза | Теоретическая раз — масса Кай 1 м трубы, кг | ||||||
| Номин. | Пред. выключенный. | Номин. | Пред.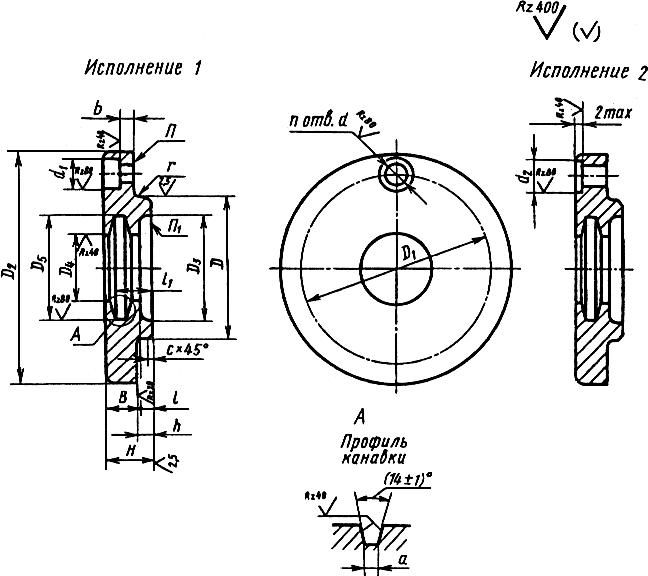 выключенный. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| 43 | 33,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 | +50 -100 | 32 | 36,60 | -0,10 | По 39.15 | +0,10 | 4,5 | ±0,5 | Из 4,52 |
| 55 | 45,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 4500 | +50 -100 | 42 | 48,20 | -0,10 | 51,35 | +0,12 | 4,5 | ±0,6 | 5,94 |
| 70 | 60,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 4500 | +50 -100 | 42 | 63,20 | -0,12 | 66,35 | +0,12 | 4,5 | ±0,6 | Из 7,72 |
Примечания:
1. По требованию заказчика трубы диаметром 70 мм изготавливаются длиной 6000 и 9000 мм.
По требованию заказчика трубы диаметром 70 мм изготавливаются длиной 6000 и 9000 мм.
2. Допускается партия до 3% труб длиной 2250 и 4000 мм с предельными отклонениями мм.
3. Допускается коническая расточка (расточка) взамен цилиндрической — диаметр ().
1.2. Для овальных и разношовных труб следует принимать размеры труб по предельным отклонениям по внутреннему диаметру и толщине стенки.
1.3. Допуск прямой трубы на любом отрезке длиной 1 м составляет 0,3 мм.
(Измененная редакция, Ред. № 1).
Для труб диаметром 55 или 70 мм в партии допускается не более 10% труб с допуском прямолинейности 0,5 мм на 1 м длины.
1.4. Размеры резьбы (внешней и внутренней) приведены в черт.2 и 3 и в табл.2.
Прокл.2
________________
* Размеры для справки.
Черт.2
Черт.3
________________
* Размеры для справки.
Черт.3
Таблица 2
| Размеры, мм | ||||||
| Наименование размер | Норма для труб наружного диаметра | |||||
| 43 | 55 | 70 | ||||
Номин. | Пред. офф. | Номин. | Пред. офф. | Номин. | Пред. офф. | |
Наружный диаметр наружной резьбы в основной плоскости | 38 862 | — | Пятьдесят одна тысяча сорок три | — | 66 043 | — |
Внутренний диаметр наружной резьбы в основной плоскости | 37 362 | — | 49 243 | — | 64 243 | — |
Наружный диаметр внутренней резьбы в основной плоскости | 38 862 | — | 51 043 | — | 66 043 | — |
Внутренний диаметр внутренней резьбы в основной плоскости | 37 462 | — | 49 343 | — | 64 343 | — |
Наружный диаметр наружной резьбы в плоскости конца | 38,1 | — | 50,0 | — | 65,0 | — |
Внутренний диаметр внутренней резьбы в плоскости торца | 37 637 | — | 49 550 | — | 64 550 | — |
Диаметр делительной окружности внутреннего выступа | 34 | — | 46,0 | — | 61,0 | — |
Расстояние между упорными поверхностями конической резьбы (наружная и внутренняя) | 31 233 | ±0,05 | 40 972 | ±0,05 | 40 972 | ±0,05 |
Длина резьбы с полным профилем, не менее | 28,0 | — | 38,0 | — | 38,0 | — |
Расстояние от внутреннего угла наружного жесткого выступа до основной плоскости наружной резьбы | Семь тысяч шестьсот четыре | — | 8 626 | — | 8 626 | — |
Расстояние от торца трубы до основной плоскости внутренней резьбы | 5 604 | — | 6 626 | — | 6 626 | — |
| Шаг резьбы R | 6,0 | ±0,03 | 8,0 | ±0,03 | 8,0 | ±0,03 |
Высота спирали наружной резьбы | 0,75 | ±0,03 | 0,90 | ±0,03 | 0,90 | ±0,03 |
Высота круглой внутренней резьбы | 0,70 | ±0,03 | 0,85 | ±0,03 | 0,85 | ±0,03 |
Ширина верхнего профиля, наружная резьба | 2 698 | — | 3 618 | — | 3 618 | — |
Ширина канавки наружной резьбы | 2,9 | +0,10 | 3,9 | +0,12 | 3,9 | +0,12 |
Расстояние от вершины угла профиля наружной резьбы в сторону большего диаметра конуса резьбы до биссектрисы уголка профиля | 1 344 | — | 1 802 | — | 1 802 | — |
Ширина верхнего профиля внутренней резьбы | 2 725 | — | 3 645 | — | 3 645 | — |
Ширина траншеи внутренней резьбы | 2,9 | +0,10 | 3,9 | +0,12 | 3,9 | +0,12 |
Расстояние от вершины угла профиля внутренней резьбы в сторону большего диаметра конуса резьбы до биссектрисы уголка профиля | 1 368 | — | 1 830 | — | 1 830 | — |
Примечание.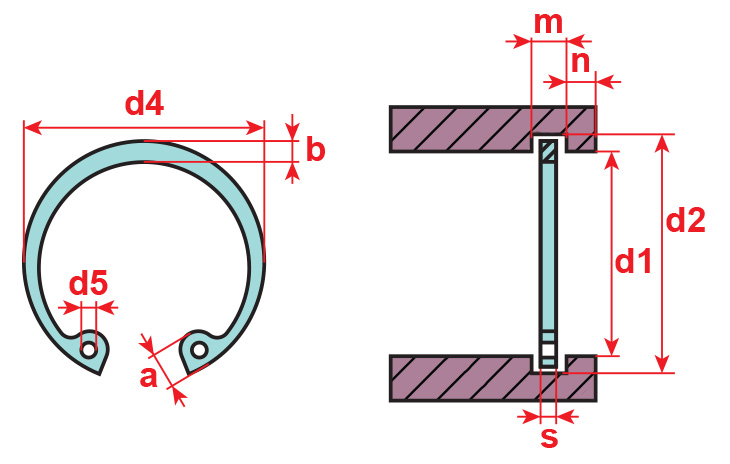 Углы упорного торцевого и квадратного фрезерования уступов, углы наклона боковых сторон профиля резьбы, угол делительной окружности и диаметр упорного выступа, ширина внутренней резьбы тазов наружной и внутренней резьбы и радиусы закругления вершины и впадины резьбы даны для конструкции режущего инструмента и трубы не контролируются.
Углы упорного торцевого и квадратного фрезерования уступов, углы наклона боковых сторон профиля резьбы, угол делительной окружности и диаметр упорного выступа, ширина внутренней резьбы тазов наружной и внутренней резьбы и радиусы закругления вершины и впадины резьбы даны для конструкции режущего инструмента и трубы не контролируются.
(Измененная редакция, Ред. № 1).
1.5. Допуск совмещения поверхности резьбы по наружному диаметру и наружной поверхности трубы в плоскости упорного выступа (для наружной резьбы) или в плоскости упорного конца (для внутренней резьбы) в выражении:
0,4 мм — для труб диаметром 43 и 55 мм;
0,6 мм — для труб диаметром 70 мм.
1.6. Допуск на биение поверхности упорного конца в направлении, перпендикулярном поверхности боковой стенки, относительно наружной поверхности резьбы — 0,03 мм.
1.7. Допуски угла конусности АТД (СТ СЭВ 178-75) на наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы должны соответствовать указанным в табл.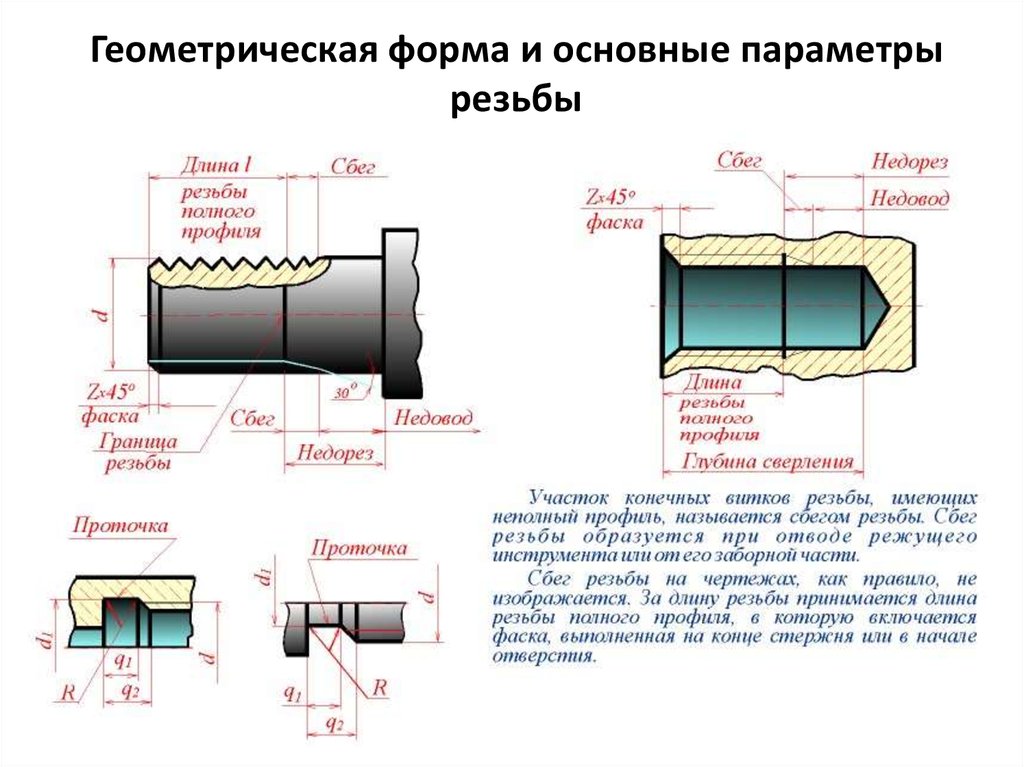 3.
3.
Таблица 3
| мм | ||
| Наружный диаметр трубы | ATD | |
| для внешней резьбы | для внутренней резьбы | |
| 43 | +0,08 | -0,08 |
| 55 и 70 | +0,12 | -0,12 |
1.8. Трубы производятся с правой резьбой.
Пример обозначения трубы бурильной номинальным наружным диаметром 55 мм длиной 4500 мм
Труба бурильная 55х4500 ГОСТ 26250-84
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Труба изготовлена в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Трубы из стали группы прочности Е в нормативной документации. Массовая доля серы и фосфора в стали не должна превышать 0,045% каждого.
2.3. Трубы должны быть термически обработаны. Механические свойства стали должны соответствовать указанным в табл.4.
Механические свойства стали должны соответствовать указанным в табл.4.
Таблица 4
| Наименование параметра | Норма, не менее |
Временное сопротивление, МПа (кгс/мм) | 735 (75) |
Предел текучести, МПа (кгс/мм) | 539 (55) |
Удлинение, % | 12 |
2.4. На поверхности трубы не допускаются трещины, заусенцы, ракушечники, расслоения и закаты.
Допускаются отдельные вмятины, риски и другие дефекты, обусловленные способом изготовления, следы дефектов зачистки, если они не принимают толщину стенки за минимальный размер, и слой окислов, не затрудняющий осмотр.
2.5. Поверхность резьбы, упорного буртика и торца должны быть гладкими, без вмятин, царапин и других дефектов. На поверхности отверстия внутренней канавки и наружной резьбы допускаются следы резьбонарезного инструмента.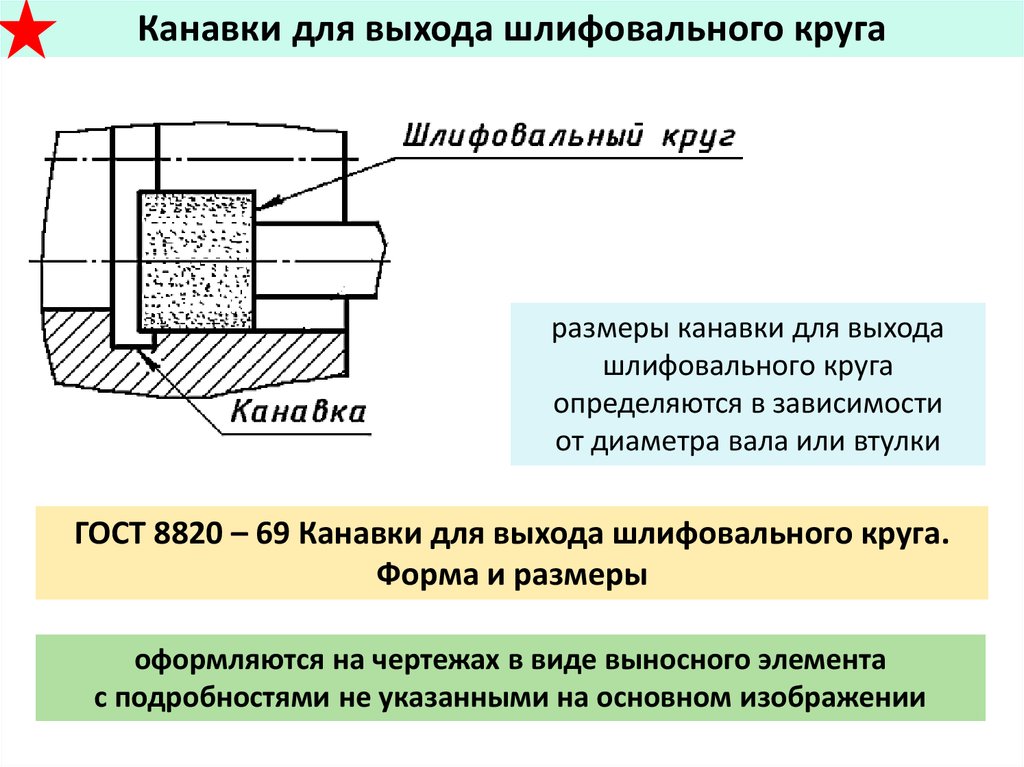
2.6. Параметр шероховатости по ГОСТ 2789-73 не должен превышать:
20 мкм для поверхности упорной и торцов уступов,
40 мкм — для поверхности резьбы и остальных механически обработанных поверхностей.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы берут по сторонам. Партия должна состоять из труб одинакового диаметра и сопровождаться одним документом о качестве по ГОСТ 10692-80 с добавлением: содержание серы и фосфора в стали документ принимают на себя как изготовитель металла.
Количество трубок в партии — не более 300.
3.2. Контрольная поверхность, геометрические размеры труб и правильность выполнения резьбы подчинены каждой трубе.
3.3. Для контроля качества из партии взяты:
одна труба — для контроля механических свойств металла;
5% — для контроля биения поверхности резьбы относительно наружной поверхности трубы;
2% — для контроля биений стойкости и параметра конусности торцов и шероховатости поверхностей;
две трубы — для контроля шага и высоты резьбы.
При разногласиях в оценке содержания серы и фосфора в стали на пробу берется одна труба.
3.4. При неудовлетворительных результатах испытаний хотя бы по одному из показателей (кроме биения поверхности резьбы относительно наружного диаметра трубы) проводятся повторные испытания на удвоенном количестве труб, отобранных из одной партии. Результаты повторных тестов распространяются на всю партию.
При неудовлетворительных результатах контроля биения поверхности резьбы относительно наружного диаметра трубы контролю подлежит каждая труба партии.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Из каждой выбранной трубы вырезают по одному образцу для каждого испытания.
4.2. Содержание серы и фосфора в стали определяют по ГОСТ и ГОСТ 12347-77 12345-2001 или другими методами, обеспечивающими требуемую точность.
Пробы отбирают по ГОСТ 7565-81.
4.3. Испытание на растяжение проводят на продольных коротких образцах по ГОСТ 10006-80. Скорость подвижного захвата:
вверх до предела текучести не более 10 мм/мин,
до предела текучести не более 40 мм/мин.
Допускается контроль механических свойств неразрушающими и статистическими методами в нормативной документации.
Различия в оценке результатов испытаний, проводимых по ГОСТ 10006-80.
4.4. Осмотр поверхности осуществляется визуально. Проверка глубины допустимых дефектов осуществляется допуском или другими способами.
4.5. Отклонение от прямолинейности труб длиной 1 м испытательной линейкой длиной 1 м по ГОСТ 8026-92 и комплектом щупов для НД.
4.6. Контролируют внутренний диаметр расходомеров-пробок 14810-69 по ГОСТ, ГОСТ и ГОСТ 14812-69 21401-75.
Контроль толщины стенки трубы проводят микрометром по ГОСТ 6507-90.
Контроль длины провести рулеткой длиной 10 м по ГОСТ 7502-98.
4.7. Шаг и высота контрольной резьбы в универсальном микроскопе в нормативной документации.
4.8. Контроль диаметров резьбы и расстояния между упорными поверхностями производится калибрами НД.
При свинчивании резьбовых рабочих калибров с резьбовой трубой, а также при их надевании или введении в рабочую резьбу калибров гладкий конец трубы должен располагаться между измерительными поверхностями калибра или совпадать с одной из них.
4.9. Контроль биения поверхности резьбы относительно наружной поверхности трубы должен производиться следующим образом: труба свинчивается специальной оправкой, резьба которой выполнена соосной с цилиндрическим хвостовиком. На цилиндрический хвостовик оправки следует насадить втулку с кронштейном для крепления индикатора часового типа по ГОСТ 577-68.
Вращая трубу и удерживая втулку индикатором, измерить радиальное биение наружной поверхности трубы относительно поверхности резьбы в плоскости упорного выступа или упорного наружного конца внутренней резьбы (черт.4 и 5 ).
Черт.4
1 — труба; 2 — оправка
Черт.4
Черт.5
1 — труба; 2 — оправка
Дамн.5
Допускается применение других методов контроля, обеспечивающих выполнение требований настоящего стандарта.
4.10. Биение упорного торца контрольной поверхности осуществляется стрелочным индикатором по ГОСТ 577-68 на снятие трубы со станка или вращением трубы в специальном приспособлении (станке), центрирование трубы осуществляется относительно внешний диаметр резьбы.
Допускается использование других методов контроля, обеспечивающих выполнение требований настоящего стандарта.
4.11. Отклонение конусности по наружному диаметру наружной резьбы и внутреннему диаметру внутренней резьбы измеряют гладкими калибрами (кольцами и пробками) для НД и набором щупов для НД.
4.12. Проверка шероховатости поверхности согласно нормативной документации.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение должны соответствовать ГОСТ 1069.2−80 с дополнениями.
5.1.1. На каждую трубу на расстоянии 50-100 мм от конца наносят клеймо с указанием: товарного знака изготовителя, размера, условного наружного диаметра и клейма ОТК.
5.1.2. Консервации подлежит резьба и обработанные поверхности труб. Вариант защиты ВВ 4 по ГОСТ 9.014-78.
5.1.3. Упаковка труб осуществляется в пакеты с использованием шестигранных колпачков, защищающих концы пакетов, и специальных штифтов, пропущенных через центральную трубку пакета (рис. 6). Между донышками заглушек и концами труб размещены защитные прокладки. Пакеты дополнительно герметично связываются в одном или двух местах проволокой по ГОСТ 3282-74. Количество труб в одной упаковке и ориентировочные размеры приведены в табл.5.
6). Между донышками заглушек и концами труб размещены защитные прокладки. Пакеты дополнительно герметично связываются в одном или двух местах проволокой по ГОСТ 3282-74. Количество труб в одной упаковке и ориентировочные размеры приведены в табл.5.
Damn.6
— диаметр упаковки; — ширина пакета; — длина трубы в упаковке
1 — труба бурильная; 2 — крышка; 3 — муфта; 4 — полоса лиственных пород
Дамн.6
Таблица 5
| Условный наружный диаметр труб, мм | Количество труб в упаковке. | Размер упаковки, мм | |
диаметр | ширина | ||
| 43 | 37 | 318 | 276 |
| 55 | 19 | 294 | 256 |
| 70 | 19 | 376 | 326 |
5. 1.4. Допускается связывание труб в жгуты проволокой по ГОСТ 3282-74 или стальной лентой по ГОСТ 3560-73. Пакет должен состоять из труб одинакового диаметра. Концы труб с одной стороны пакета должны находиться в одной вертикальной плоскости. Количество труб в пакете должно быть не более 100 шт. по длине пакетов, соединенных в двух местах на расстоянии 300-500 мм от торца при длине трубы 3000 мм и в трех местах (концы и середина ) при длине трубы 4500 мм и более.
1.4. Допускается связывание труб в жгуты проволокой по ГОСТ 3282-74 или стальной лентой по ГОСТ 3560-73. Пакет должен состоять из труб одинакового диаметра. Концы труб с одной стороны пакета должны находиться в одной вертикальной плоскости. Количество труб в пакете должно быть не более 100 шт. по длине пакетов, соединенных в двух местах на расстоянии 300-500 мм от торца при длине трубы 3000 мм и в трех местах (концы и середина ) при длине трубы 4500 мм и более.
Резьбовые трубки должны быть защищены предохранительными заглушками и колпачками (кольцами).
5.1.5. Пакеты, набитые шестигранными крышками, и пакеты, набитые проволокой (лентой), выровнены в поперечном направлении не менее чем на два оборота.
Ghost – Impera (2022, Vinyl)
More images
| A1 | Imperium | |
| A2 | Kaisarion | |
| A3 | Spillways | |
| A4 | Call Me Little Sunshine | |
| A5 | Hunter’s Moon | |
| A6 | Watcher In The Sky | |
| B1 | Dominion | |
| B2 | Twenties | |
| B3 | Тьма в сердце моей любви | |
| B4 | Griftwood | |
| B6 | Respite On The Spitalfields |
- Record Company – Universal International Music B.
 V.
V. - Distributed By – Concord
- Phonographic Copyright ℗ – Loma Vista Recordings
- Copyright © – Loma Vista Recordings
- Прессовано – GZ Media – 236316E
- Записано – Capitol Studios
- Записано – Atlantis Metronome
- Записано – Apmamman Studios
- Mixed At — Soundmine Recording Studio
- Mastered At — Sterling Sound
- Lacquer Cut At — Sterling Sound
- A&R [Scandinavia] — Nicholas Johansson, Universal Music Sweden
- A&R — Vista Recordings, Roma [Worldwides] Уолли, Том Уолли
- Работа – Збигнев Белак
- Бронирование [Северная Америка] – A.G.I.*, Ник Сторч
- Бронирование [по всему миру] – Джон Джексон (18), K2 Agency*
- Хор – Альва Окессон (треки: B2) , Анна Мостен (треки: B3, B6), Эльвира Неттермальм (треки: B2), Эстерливия (треки: B3, B6), Ида Гратте (треки: B3, B6), Ида Йоханссон (5) (треки: B3, B6) , Инес Йоханссон (треки: B2), Джейд Элл (треки: B3, B6), Йоханна Эрикссон Санмарк (треки: B3, B6), Лита Олунд (треки: B2), Мину Форге (треки: B2), Оливия Боман (треки) : В2)
- Дизайн [дизайн костюмов] – Беа Окерлунд
- Инженер [инженеры] – Мартин Эрикссон Сандмарк, Стефан Боман
- Инженер [микшер] – Дэн Мальш Сисси Хагалд
- Менеджмент – Кристен Малдериг, Рик Сейлз, The R.
 S.E. Группа*
S.E. Группа* - Менеджмент [Бухгалтерский учет] – Колин Янг (2), Оса Сандберг
- Мастеринг [Мастер] – Тед Дженсен
- Сведение [Микшер] – Энди Уоллес
- Музыкант [Дополнительные музыканты], ударные – Хакс Неттермальм*
- Музыкант [Дополнительные музыканты], Гитара [Гитары] – Фредрик Окессон
- Музыкант [Дополнительные музыканты], Фортепиано – Мартин Хедерос Фото, дизайн – Микаэль Эрикссон*
- Продюсер – Клас Олунд
- Продюсер [Дополнительное производство] – Фэт Макс Гсус (дорожки: A4, A5), Варгас и Лагола (дорожки: A3, A6, B1–B3)
- Продвижение [Товары] – глобальные услуги по мерчендайзингу*
Обложка на одном конверте, включая 28-страничную книгу с иллюстрациями, текстами песен и титрами.
Каталожный номер LVR02408 напечатан на рекламной наклейке, этикетках, задней обложке и корешке обложки.
Каталожный номер 00888072407237 напечатан на этикетках и задней обложке.
[Информация о выходе:]
Вариант 2, сторона B, две вертикальные линии перечеркнуты крестом.
[Буклет внутри:]
Записано по телефону
[…]
Стокгольм, Швеция
Апрель 2020 г. — июль 2021 г.
[…]
Mixed at
[…]
East Stroudsburg, Pennsylvania
June — August 2021.
[…]
Mastered at
[…]
Nashville, Tennessee
August 2021.
[На задней обложке:]
℗ & © 2022 Loma Vista Recordings
[…]
Сделано в ЕС.
В Великобритании было доступно несколько экземпляров ограниченного тиража с эксклюзивным принтом, подписанным вручную.
- Штрих-код (текст): 8 88072 40723 7
- Штрих-код (отсканированный): 888072407237
- Штрих-код (полноразмерная рукописная печать): 0 602445 616367
- Код этикетки: LC 15025
- Общество прав: BIEM/SDRM
- Отработано, вариант 1): 236316E1 1107804 00602438813254-A 006024388813254-A (2) JN-H STERLING
- MATRIX / RUNOUT (ATCHET B, Штамп, 0060243881325444-b JN-HN, ETCHED, VARIANT 1) 1).
 B, 00602438813254-B JN-H STERLING
B, 00602438813254-B JN-H STERLING - Матрица/биение (сторона биения A, штампованная, 00602438813254-A (2) JN-H, травление, вариант 2): 236316E1 1107804 00602438813254-24 JN-A-24 80810 00810 Н СТЕРЛИНГ
- Matrix / Bunout (Сторона раздача B, штампованная, 006024388132544-b l⃫l⃫ (2) JN-H, Etched, вариант 2): 236316E2 1112410 006024388132544-b, 006024388132544-bl⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫l⃫132544-h, 006024388132544-b-lgu
Новая отправка
Impera (12 × файл, mp3, альбом, VBR) Loma Vista NOT US 2022 9 2022 9, 66666666666666666666666666666666666666666666666666666666666666666666666666666666666666666. 2022 . Лимитированная серия, золото [Золотой металлик])
Loma Vista, Loma Vista LVR02480, LVR02408 UK, Europe & US 2022 New Submission
Impera (LP, Album, Limited Edition, Blue Smoke) Loma Vista, Loma Vista LVR02483, LVR02408 US 2022 Impera (CD, Album) Loma Vista, Spinefarm Records LVR02403, 00888072406551 Europe 2022 Recently Edited
Impera (LP, Album, Limited Edition, Cyan [Transparent]) Loma Vista, Loma Vista, Spinefarm Records LVR02523, LVR02519, 00888072420731 Worldwide 2022 Приклель
Призрак (32)
Meliora
Призрак (32)
Infestissamam
Призрака B.
 C.0003
C.0003The Book Of Souls
Iron Maiden
Untitled
Rammstein
Senjutsu
Iron Maiden
Popestar
Ghost (32)
Seventh Son Of A Seventh Son
Iron Maiden
Zeit
Rammstein
Powerslave
Iron Maiden
554
After reading all the comments, I had really low expectations for этот релиз/прессование… сейчас я его прослушал и не могу подтвердить ни одну из упомянутых проблем. Винил чистый и имеет очень низкий уровень шума, никаких щелчков/хлопков (я его еще даже не чистил). Звук хороший… ничего особенного, но все равно хороший.
Другое сведение, чем в цифровом релизе… немного больше в вашем лице, что мне нравится. Он также поставляется с хорошим толстым буклетом, а внутренняя обложка для LP — хорошая, с бумажным и пластиковым вкладышем.. В двух словах: стоит 25 евро, которые я потратил.Очень плохое качество звука в этом издании. Я думал, что мой усилитель испортился. Без преувеличения.
Несмотря на то, что его дважды мыли, это по-прежнему одна из самых шумных пластинок, которые у меня есть. Позор, потому что в остальном это звучит великолепно, но треск действительно убивает более тихие части.
мой экземпляр немного покороблен и первые песни каждой стороны играют с «стуком» в музыке… в одном месте небольшая волна, очень плохо видно… пришлось требовать.
В любом случае, мастеринг потрясающий, а винил звучит просто прелесть! Стерлинг!!! Это проблема прессинговой компании.Никаких проблем с моим прессованием. Отличное производство и отличный звук записи.
При первом прослушивании я заметил некоторые трещины и небольшое искажение внутренней канавки. После очистки его чистящей жидкостью все трещины и искажения исчезли, а звук открылся. Микс отличается от цифрового релиза, вокал гораздо слышнее и впереди. В целом звук мягче и теплее, чем цифровой. Упаковка — качественная работа. Насчет поверхностного шума не знаю, я его не слышал. Слушал на Ортофон ОМ10.
К сожалению, обычное количество шума от прессования шпиндельной фермы. Полностью портит LP. В последнее время у меня было много проблем с их печатью
Отредактировано 9 месяцев назад
Я вернул свой первый экземпляр, как другие говорили, что он довольно шумный, а также у меня были некоторые пропуски сначала на «Позови меня маленьким солнышком», которые исчезли после стирки. Сторона 2 была еще более шумной, поэтому я отправил ее обратно, но почти уверен, что у второй копии тоже будут проблемы. GZ снова облажался.
Очень шумно в тихих частях.
Всего комментариев: 0