В наше время в российской мебельной отрасли уже почти не осталось тех, кто не знает, что из себя представляет агрегат предварительного фрезерования кромок деталей (прифуговки) и где он находится в кромкооблицовочном станке. Однако что дает потребителю его применение понимают по-прежнему немногие. Возможно поэтому мы снова и снова слышим пожелания дать предложение на станок без прифуговки. А среди тех, кто уже купил станок с этим устройством есть такие, кто просто отключают предварительные фрезы. Поэтому считаю необходимым еще раз поговорить о том, что такое прифуговка и что она дает.
Что такое прифуговка ?
Агрегат предварительного фрезерования кромок деталей перед их облицовыванием часто коротко называют агрегатом прифуговки или просто «прифуговкой». Происхождение слова немецкое — Fügeaggregat. Задача данной операции заключается в удалении слоя материала с кромки детали для формирования прямолинейной и ровной поверхности, на которую приклеивается кромочный материал.
Для исключения повреждений уже облицованных перпендикулярных кромок (рис.1) агрегат прифуговки оснащается двумя фрезами, вращающимися в противоположных направлениях. Начинает обработку фреза со встречным вращением, «поджимая» материал в начале заготовки. На выходе работает попутная фреза, предотвращающая отрыв кромочного материала в конце детали.
Конструкция прифуговочных фрез учитывает то, что обрабатываемые плиты имеют облицованные пласти. Для того, чтобы избежать сколов, усилия резания должны быть направлены внутрь детали. Это обеспечивается расположением резцов под небольшим углом к вертикали. Причем наклон верхних и нижних резцов имеет разное направление — рисунок режущих элементов напоминает букву V.
Для обеспечения максимальной стойкости инструмента применяются, как правило, алмазные фрезы. Хотя следует помнить, что при обработке натуральной древесины ( столярного щита, дверных полотен и т.п.) должны применяться головки с резцами из специальной стали — алмаз в этом случае не подходит.
Прифуговка и/или качественный раскрой?
Многие мебельщики считают, что прифуговка выполняет только одну функцию – исправление дефектов раскроя плитных материалов. Из этого некоторые делают вывод, что достаточно улучшить качество раскроя и потребность в прифуговке отпадет. Но это далеко не так.
С одной стороны, предварительное фрезерование способно устранить не все проблемы, связанные с раскроем, и улучшать качество пиления необходимо в любом случае. А с другой стороны, прифуговка позволяет решать гораздо более широкий спектр задач. Но обо все по порядку.
К дефектам, возникающим при пилении, относятся: сколы на пластях, так называемая «ступенька» от подрезной пилы, неперпендикулярность сторон заготовки, неперпендикулярность кромки от отношению к пласти, непрямолинейность кромок ( вследствие «бананового реза» или внутренних напряжений в материале).
Предварительное фрезерование справляется со «ступенькой» от подрезной пилы, сколами, с небольшим наклоном кромки к пласти. Но с остальными проблемами сложнее. Отсутствие прямого угла между смежными кромками прифуговка исправить не может. Деталь с выпуклыми дугообразными кромками не возможно правильно сбазировать по направляющей линейке, а значит и качественно обработать. При вогнутых кромках корректное базирование возможно только, если их длина меньше длины направляющей линейки.
Кстати, даже при самом качественном раскрое «ступенька» от подрезной пилы все равно остается. Она может быть минимальной, едва различимой, но полностью исключить ее не удастся. В этом, собственно, суть применения подрезной пилы – ширина ее пропила должна быть обязательно больше, чем пропил главной пилы. А это значит, что после облицовывания кромок клеевой шов на нижней пласти ( где оставила след подрезка) – будет более заметен. И устранить эту разницу может только прифуговка.
Проблемы возникают не только после раскроя
Сколы и небольшие повреждения плит могут возникнуть не только при раскрое, но и во время хранения, перемещения деталей между операциями, штабелирования и загрузки в станок. Особенно легко повреждаются «рыхлые» плиты с тонкой непрочной облицовкой. А именно с таким материалом работают 90 % российских мебельных фабрик. Гарантировать, что линия стыка пласти и кромочного материала будет идеальной может только предварительное фрезерование.
Даже во время незначительной паузы между операциями раскроя и облицовывания кромок на заготовки оседает пыль, что приводит к ухудшению качества приклеивания кромочного материала. Кроме того, пыль с деталей попадает на клеевой валец и способствует образованию нагара. Предварительное фрезерование деталей позволяет «зачистить» кромки за пару секунд до нанесения на них клея, что решает эту проблему.
Каждый, кто имел дело с кромкооблицовочными станками, сталкивался с ситуацией, когда тщательно настроенный станок через некоторое время начинает вести себя странно: пилы, фрезы и цикли то «зарезают», то оставляют припуск. Подстройка улучшает ситуацию на короткое время, но потом картина повторяется.
Начальство обвиняет наладчиков и операторов в неспособности настроить станок, рабочие ругают сам станок за то, что он «не держит» настройки. Не будем вступаться за все модели станков – среди них есть действительно те, которые работают нестабильно, но вполне возможно загадочное поведение оборудования объясняется другими причинами.
Если говорить о продольных гранях деталей, то нестабильный результат их обработки фрезами и циклями может быть связан с тем, что после раскроя пилами возникает еле заметное утолщение края плиты на X= 0,05…0,07 мм (на рис.2 – показано утрировано). В кромкооблицовочных станках предусмотрено средство борьбы с разнотолщинностью плит – это вертикальное копирование. Но в данном случае оно бессильно, так как копировальный диск катится по детали на некотором удалении от ее кромки и поэтому не способен «засечь» указанный дефект. В результате идеально настроенные фрезы и цикли частично «зарезают» пласти детали.
Если бы величина утолщения кромки была бы стабильна, то ее легко можно было бы компенсировать настройкой станка. Но проблема в том, что это значение варьируется от детали к детали в зависимости от свойств исходного материала. Именно это и приводит к тому, что результаты обработки «плавают».
Избавиться от этого явления позволяет как раз предварительное фрезерование кромок деталей. Дефектный слой, возникший после пиления, удаляется, в результате чего работа фрезерных и циклевальных агрегатов стабилизируется.
Похожие проблемы встречаются и при операции торцевания свесов по длине. Но причины здесь несколько иные. В кромкооблицовочных станках прижим кромочного материала к плите осуществляется роликами, усилие прижима которых для надежного приклеивания должно быть достаточно высоким. При заходе ролика на деталь (рис.3 а) передний край кромки деформируется ( вдавливается внутрь детали – показано утрированно на рис.3 б). Аналогичная деформация происходит и при сходе ролика с задней части заготовки. Особенно это заметно при облицовывании относительно мягкой плиты тонким кромочным материалом.
Этот дефект сказывается после разворота детали на 90 градусов для обработки третьей и четвертой стороны (рис. 4). Правильно отрегулированная пила срезает кромочный материал строго по линии перпендикулярной кромки, к которой прижимается копир. Но из-за того, что край этой кромки вдавлен внутрь детали остается небольшой свес. Создается впечатление, что пила настроена неправильно, и рабочий подстраивает пилу, чтобы она срезала больше. Но на более плотном материале заготовки деформация от прижимных роликов может оказаться меньше и тогда пила будет срезать слишком много. И снова делается ложный вывод, что станок не держит настройки.
Радикально устраняет такие проблемы только прифуговка. Она удаляет деформированный слой детали и правильная геометрия обработки восстанавливается.
Важна правильная эксплуатация
Некоторые мебельщики отвергают прифуговку уже после приобретения станка, оснащенного соответствующим агрегатом. Часто причиной этого являются ошибки в эксплуатации.
Первый вопрос, касающийся предварительного фрезерования : «Какой припуск снимать?». Самое распространенное заблуждение – приравнять припуск толщине кромочного материала. Кромка 0,4 мм – прифуговка 0,4 мм. Так, мол, технологам считать легче: если на производстве несколько станков и только часть из них с прифуговкой, то связываться с раздельным учетом припусков мало кому хочется. Самое удивительное, что такую рекомендацию дают иногда продавцы станков.
Однако, во-первых, при малой величине съема материала нет гарантии, что длинные слегка выгнутые детали будут обработаны полностью по всей длине. А, следовательно, могут остаться участки со сколами или ступенькой от подрезки. Во-вторых, для нормальной работы алмазных фрез требуется больший припуск, обеспечивающий нормальный процесс резания.
Производители станков рекомендуют снимать фрезой слой не менее 1 мм. Если же припуск слишком мал, вместо резания возникает процесс скобления с повышенным трением и как следствие — ускоренное затупление фрез. А алмазные фрезы и их заточка достаточно дороги.
На простых кромкооблицовочных станках фреза со встречным вращением обрабатывает только небольшой участок кромки фиксированной длины, а остаток дистанции – фреза с попутным вращением, в результате чего происходит их неравномерный износ и потребность в заточке или замене происходит в разное время. В более продвинутых станках, таких, например как ОТТ, с помощью программного управления реализовано два рабочих режима, отличающихся длиной пути фрезерования первым и вторым инструментом. Чередование режимов позволяет потребителю обеспечить равномерный износ фрез и в результате экономить на стоимости инструмента.
Кроме того, износ лезвий прифуговочных фрез происходит не одинаково по толщине заготовки. Он выше в зоне резания облицовочного слоя плит. Поэтому прежде, чем отдать инструмент в заточку, можно в небольшом диапазоне сместить фрезы по вертикали и еще поработать. Узнав о таком способе экономии, некоторые мебельщики смещают фрезы до такой степени, что верхняя наклонная режущая кромка начинает работать по всей высоте детали, что приводит к повреждениям нижней пласти.
Некоторые «умельцы» иногда пытаются продлить жизнь инструменту, меняя местами левые и правые фрезы, при этом переворачивая их. Таким образом установленные фрезы работать будут, но только короткий резец, оказавшись сверху уже не может обеспечить правильную работу во всем диапазоне толщин плит.
Таким образом, если применять агрегат прифуговки в строгом соответствии с рекомендациями производителей станков и инструментов, то можно не только компенсировать дефекты раскроя, хранения и перемещения деталей, но и стабилизировать работу других агрегатов, что помогает улучшить работу кромкооблицовочных станков в целом.
Поурочные разработки: «Технология обработки древесины» | План-конспект урока по технологии (5 класс) по теме:
Ю.С.Раужин, учитель технологии
Саранская СОШ №11
Технология обработки древесины в 5 классе
Обработка древесины
Цель: Научить учащихся приемам разметки деталей из древесины. Изучить с учащимися инструменты для строгания; научить приемам строгания.
Основная задача дать школьникам необходимые знания и сформировать умения и навыки по изготовлению деталей (изделий) призматической формы с отверстиями, выступами и фасками. Требуется подробно ознакомить школьников со строеним древесины, видами пиломатериалов, технологией изготовления древесностружечных плит, с такими ручными инструментами, как рейсмус, рубанок, шерхебель и др. , станками для механической обработки древесины на промышленных предприятиях. Очень важный элемент теоретической части программы — формирование первоначальных знаний о чертежах, эскизах, способах получения проекций (видов) деталей призматической формы, разметки заготовок по чертежам.
На изложение теоретических сведений должно отводиться не более 20-25 % учебного времени, а остальное — на практические работы, в процессе которых школьники приобретают навыки пиления, осваивают новые операции — строгание, сверление, контроль обрабатываемой поверхности линейкой и угольником, крепление деталей шурупами, отделку изделий.
Последовательность излагаемых ниже некоторых поурочных разработок по данному разделу в основном соответствует примерному тематическому планированию.
Пиление древесины
Цель: Ознакомить учащихся с приемами пиления древесины ножовкой и правилами безопасности труда. Сформировать первоначальные умения и навыки пиления древесины по разметке ножовкой с применением простейших приспособлений.
Оборудование: ножовки разных видов, таблицы «Приемы пиления» и «Техника безопасности при пилении древесины», заготовки для пиления.
Содержание этого занятия посвящено практической работе. Необходимые технические сведения сообщаются непосредственно перед выполнением той или иной операции во время вводного инструктажа.
Первый урок начинаем с демонстрации образца изделия — ящичка. По заранее подготовленному чертежу повторяем материал предыдущего урока. Объясняем, что припуск при пилении не должен быть больше 3-5 мм, в противном случае потребуется либо дополнительное время на доводку заготовки, либо она пойдет в брак. Подчеркиваем необходимость экономного расходования древесины, бережного отношения к лесным запасам страны.
Опираясь на таблицу «Приемы пиления», напоминаем, что это разрезание древесины вдоль и поперек волокон. Поэтому используются ножовки для поперечного, продольного и смешанного пиления. Их отличия в наклоне (форме) зубьев. Показываем эти инструменты. Для того чтобы ножовка не застревала в заготовке во время пиления, зубья пилыимеют развод. Независимо от формы зубьев фанеру и тонкие заготовки пилят мелкозубной ножовкой, а толстые — крупнозубой. При пилении заготовка должна крепиться в зажиме верстака как можно ниже, запил производится с помощью приспособления или брусочка. По мере образования пропила заготовку поднимают. Окончательное распиливание делаетсяс противоположной стороны, для чего заготовку надо перевернуть.
Заканчивается вводная часть урока повторением правил техники безопасности.
В ходе практической работы следим за правильностью выполнения учениками приемов, проводим индивидуальные и фронтальные консультации. Типичные ошибки учеников: высоко закрепленная в зажиме заготовка, работа в излишне быстром темпе, пиление лишь серединой ножовки, отсутствие контроля за линией пропила с противоположной стороны.
Во время одной из фронтальной пауз, которые мы проводим для того, чтобы школьник смогли немного отдохнуть от непривычной для многих работы, сообщаем что за изготовление ящичка будет выставлено три оценки за качество пиления, сборки стенок ящичка и изделия в целом. Будет учитываться также порядок на рабочем месте, соблюдение правил безопасности труда. Необходимо подробно объяснить критерии каждой оценки, объяснить за что она снижена.
Если класс справился с заданием задолго до звонка, то на этом же занятии после небольшой вводной беседы можно провести пробное строгание.
Разметка и строгание древесины
Цель: научить учащихся приемам разметки деталей из дерева и приемам строгания.
Оборудование: таблицы «Рубанок и его наладка», «Техника безопасности при строгании древесины», термины для планшета «Говори и пиши правильно»: рубанок, щерхебель, рейсмус.
Основная задача раздела «Обработка древесины» в 5 классе — сформировать у школьников приемы и навыки обработки заготовок строганием.
После записи учащимися темы занятия, кратко повторяем материал предыдущего, а также названия элементов заготовки, приемы контроля поверхности линейкой и угольником.
В начале объяснения новой темы сообщаем, что на этом занятии учащимся предстоит освоить новую операцию обработки древесины — строгание. Разъясняем, что производится она с целью придать заготовке необходимую форму, чистоту поверхности при заданных размерах. Показываем используемые для этого инструменты, называем их основные части.
Затем мы даем учащимся некоторое время рассмотреть имеющиеся на рабочих местах рубанок и шерхебель с деревянной и металлическими колодками, обращаем внимание на их сходство и отличительные особенности, назначение. Разъясняем и показываем приемы работы каждым из них: вначале шерхебелем — для чернового строгания и снятия толстого слоя древесины, потом рубанком — для чистовой обработки до заданного размера. Используя таблицу и сами инструменты, показываем последовательность их сборки, разборки и наладки, установки вылета резца в зависимости от поверхности заготовки. Правильность наладки проверяется пробным (легким) строганием.
Для прочного формирования порядка обработки заготовки (из древесины или металла) правильнее пользоваться инструкционными (технологическими) картами. Пользуясь инструкционной картой, учащиеся приступают к самостоятельной работе, а учитель проводит фронтальный и индивидуальный инструктаж. Очень важно как можно раньше увидеть ошибки школьников, устранить их с тем, чтобы они не перешли в привычку, неправильный навык. Типичные ошибки первого урока по строганию неправильная хватка реймуса, рубанка, несоблюдение заданной последовательности обработки, попытки строгать без разметки (измеряя линейкой зажатую в зажиме, а следовательно, слегка приподнятую в середине заготовку), нарушения порядка на рабочем месте (появилось много инструментов), слабый самоконтроль.
После изготовления первой заготовки выставляют отличившимся оценки.
Сверление отверстий и сборка деталей на шурупах
Цель: Изучить с учащимися инструменты для сверления; научить приемам сверления.
Оборудование: набор с различными по форме шурупами, образцы соединений на шурупах, коловороты и дрели.
Во вводной беседе выясняем у учащихся, как и чем можно просверлить отверстия в древесине. Обобщаем их разрозненные знания, рассказываем, что круглые отверстия сверлят в древесине сверлами. Демонстрируем их образцы и приемы закрепления в патроне коловорота, дрели, сверлильного станка. Объясняем, что центры сверления отверстий накалываются шилом. Во избежание раскалывания заготовки, получения рваных краев и порчи верстака (при ручно сверлении) деталь распологается на деревянной подкладке. В конце сверления подача инструмента ослабляется. Тонкие детали сверлятся в пакетах по несколько штук в каждом. Глубина сверления несквозных отверстий отмечается на сверле мелом или полоской изоляционной ленты. Особенно подробно (в медленном рабочем ритме) показываем приемы сверления коловоротом и дрелью.
Обучение начинаем со сверлильного станка: вертикальность сверла строго зафиксирована значительно выше качество работы, поскольку вращается оно с большей скоростью, проще формируются навыки ослабления нажима сверления в конце операции.
Ознакомление с видами шурупов и приемами закрепления ими деталей, достоинствами и недостатками такой сборки изделия проводим по стенду и образцам (наборы различного вида шурупов имеются на каждом рабочем месте). Объясняем что шурупами соединяются, как правило, детали из твердых пород дерева. После разметки мест ввинчивания шурупов шилом (для мягких пород) или сверлом накалывают (просверливают) предварительно отверстия. При этом диаметр сверла должен составлять не более 0,75 диаметра шурупа, а длина последнего — в 2,5 — 3 раза превышать толщину детали. Для шурупов с потайной и полупотайной головками делают зенкование. Для облегчения ввинчивания шурупа его полезную часть смазывают мылом или техническим вазелином. В ходе последующей практической работы школьники фронтально проверяют разметку деталей и пропил к большому отверстию в хвостовике. По мере завершения этих операций они сверлят под контролем учителя на станке вначале отверстие малого, а затем большого диаметра. Соблюдая требования технологии, учащиеся дважды в течение занятия работают на станке. Затем коловоротом делают зенкование под шурупы с потайной головкой и собирают изделие.
Припуски на швы в шитье: Руководство для начинающих по припускам ткани
Что такое припуски на швы?
Припуск на шов – это расстояние от необработанного края ткани до линии шва (или линии шва). Припуск на шов позволяет сформировать все швы, предоставляя лишнюю ткань для эффективного сшивания шва. Хотя вы не можете видеть это на лицевой стороне одежды, припуски на швы присутствуют вдоль большинства краев частей ткани, из которых состоит предмет одежды. Начинающему шитью крайне важно научиться распознавать припуски на швы на выкройке, как переносить отметки припусков на швы на ткань (при необходимости) и как правильно использовать припуски на швы.
Как определяется длина припуска на шов?
Длина припуска на шов в основном зависит от двух вещей: Тип ткани и техника отделки шва, используемая для данного проекта. Прежде чем мы углубимся в то, какие ткани работают с какими припусками на швы, важно отметить, что наиболее распространенные припуски на швы (используемые для большинства обычных швов) составляют либо 5/8 дюйма, либо 1/2 дюйма. Если вы используете коммерческие выкройки, купленные в магазине, вы обнаружите, что большинство швов имеют припуск на шов 5/8 дюйма. Если вы делаете свои собственные выкройки, рекомендуется работать с припуском на шов 1/2 дюйма из-за тот факт, что с ним легче работать и измерять.
В то время как 5/8″ и 1/2″ являются наиболее часто используемыми длинами, припуски на швы могут варьироваться в зависимости от веса и структуры переплетения ткани. Для тонких и легких тканей лучше всего подходят более короткие припуски на швы, не превышающие 1/2 дюйма. Ткани с более толстым и рыхлым переплетением должны иметь больший припуск на швы, чтобы обеспечить более прочную отделку, которую легче шить. Вы обнаружите, что шитье толстых, громоздких тканей с коротким припуском на шов обеспечивает меньшую устойчивость во время машинной строчки.Кроме того, излишек короткой ткани не дает достаточно места для надлежащей чистовой отделки шва, не позволяя шву лежать ровно после завершения.
При этом, если предмет одежды, который вы шьете, требует толстой, тяжелой ткани, убедитесь, что вы добавили больший припуск вдоль основных структурных швов (от 3/4 дюйма до 1 дюйма). Если припуск на шов слишком длинный, вы всегда можете обрезать лишнее после того, как шов будет сшит. И наоборот, вы не можете добавить дополнительные припуски на швы после того, как кусочки ткани вырезаны, а шов прошит окончательно.
В случае тканей средней плотности традиционные припуски на швы 5/8″ и 1/2″ должны работать лучше всего для большинства основных швов.
Длина припуска на шов также определяется методом чистовой отделки, используемым для конкретного шва. Из-за того, что большинство краев ткани осыпаются после раскроя, края припусков на швы должны быть чистыми, чтобы предотвратить дальнейшее изнашивание, тем самым сохраняя длительный срок службы и качество одежды. Несмотря на то, что припуски на швы обычно находятся внутри изделия, всегда следует выполнять чистовую отделку его необработанных краев, чтобы максимизировать долговечность при длительном ношении и уходе.
Когда проектируется предмет одежды и составляются выкройки, все методы отделки припусков на швы должны быть определены до добавления припусков вдоль каждого края деталей выкройки. Если требуется особая отделка шва, то к каждой соответствующей детали выкройки следует добавить правильный припуск на шов, чтобы сохранить эту особую отделку шва.
Хотя методы отделки швов часто выбираются в зависимости от стиля и веса ткани, они также могут относиться к эстетике дизайна или стандартам долговечности. Оба аспекта следует учитывать при выборе правильной длины припуска на шов. Например, для французского шва или шва внахлест может потребоваться больший припуск на шов, чем для основного шва, обработанного обметочной или зигзагообразной строчкой.
Пошаговое руководство по выполнению основных методов чистовой отделки швов см. в этом руководстве: Как обработать необработанные края швов: 4 способа.
Определение припуска на шов на выкройке:
Возможность мгновенного определения положения и длины припуска на шов на выкройке является важным этапом в процессе шитья/кроя. Обозначения припусков на швы сильно различаются в разных стилях. Некоторые коммерческие выкройки не включают предварительно отмеченные линии шва, в то время как другие делают это. Для начинающих шитьей очень полезно иметь физические линии шва, отмеченные вдоль края каждой детали выкройки.
Взгляните на изображение ниже: Самый внешний край выкройки представляет собой край ткани, а внутренняя линия, отмеченная на определенном расстоянии в, изображает линию шва или ( линия строчки). Это расстояние определяет припуск на шов.
Сама линия шва может быть сплошной или точечной в зависимости от выкройки. Как упоминалось выше, некоторые коммерческие выкройки на самом деле не изображают линию шва непосредственно на бумажных выкройках. Для этих выкроек длина припуска на шов для каждого края предоставляется в виде заданного размера, а физическая линия шва (линия стежка) подразумевается.
Обычный способ отметить припуск на шов на выкройке без использования физической линии — это добавить насечки вдоль каждого угла частей выкройки. Эти насечки обозначают расположение каждой линии шва (линии стежка) и переносятся на ткань после того, как детали выкройки будут вырезаны.
Когда куски ткани соединяются вместе для сшивания, расположение насечек припуска на шов внахлест совмещено с иглой швейной машины. Естественно, тогда край ткани выравнивается с соответствующей направляющей припуска на шов на швейной машине , и вам не нужно запоминать точный размер припуска на шов.
Этот метод используют более опытные портнихи. Мы настоятельно рекомендуем, если вы работаете с выкройкой как таковой, используйте линейку, чтобы физически провести линию шва (линию стежка) вдоль каждого края. Это будет невероятно полезно в процессе согласования каждого шва и шитья частей ткани соответствующим образом. Вы обнаружите, что после того, как ваши детали выкройки будут вырезаны, вы часто будете обращаться к выкройкам для получения информации о шитье. По этой причине настоятельно рекомендуется иметь подробные маркировки на выкройках, даже если вам придется добавлять их самостоятельно.
Хотя большинство кромок рисунков включают припуски на швы, существуют некоторые распространенные исключения. Существует два типа краев, для которых не требуются припуски на швы: обрезанные края сгибов и края ткани, которые либо оставлены необработанными, либо не требуют припусков на швы для чистой отделки (например, связанные края). Со временем вы сможете распознать эти края на выкройке по тому факту, что линия шва (линия стежка) отсутствует. Кроме того, вдоль этих конкретных краев может быть отмечена дополнительная информация. В случае разреза по краю сгиба, когда край выравнивается со складкой ткани во время раскроя, вы часто можете встретить обозначение «Разрезать по сгибу» или символы, обозначающие разрез по краю сгиба (показаны ниже).
Маркировка/перенос припусков на швы на ткани:
После того, как вы определили припуски на швы на своих выкройках, важно научиться переносить метки припусков на швы с выкройки на ткань. Это чрезвычайно важно для новичков в шитье из-за того, что кусочки ткани могут немного запутаться, чтобы выровнять их друг с другом, когда обозначения выкройки отсутствуют.
После того, как выкройки будут вырезаны, полезно начертить фактические линии шва на кусках ткани, особенно если у вас очень мало опыта в шитье. Вы можете сделать это, используя кальку и кальку, или начертить линии шва, отмерив от края ткани до соответствующей длины припуска на шов, используя портновский мел или карандаш для разметки ткани.
Как только вы привыкнете к процессу шитья и к идее припусков на швы, вам больше не придется переносить линии швов. Однако в самом начале наличие физической линии стежка на ткани, которой вы можете следовать, облегчит шитье шва, обеспечивая гладкую прямую линию.
Другим вариантом разметки припусков на швы на деталях ткани является использование метода надсечки углов, кратко описанного выше. Обрежьте припуски на швы вдоль каждого угла выкройки и совместите эти надрезы с иглой швейной машины. Это естественным образом выровняет продольный край ткани с соответствующей направляющей припусков на швы на вашей швейной машине. Следуйте этой инструкции по припускам на швы, чтобы сшить остальную часть шва. Надрезы также помогут правильно совместить края ткани, гарантируя, что каждый кусок ткани, образующий шов, будет иметь одинаковый припуск на шов.
В конце концов, когда вы привыкнете к концепции припусков на швы и почувствуете себя комфортно при шитье на швейной машине, вам не обязательно будет переносить метки припусков на швы на куски ткани. Вы можете просто свериться со своими выкройками (или просто запомнить припуски на швы по каждому краю) и использовать направляющие линии припусков на швы, чтобы сшить все швы.
Использование припуска на шов для выполнения шва:
Как упоминалось выше, шов не может существовать без припуска в той или иной форме . Каждая деталь ткани, из которой состоит предмет одежды, имеет припуски на швы по краям (если они не обрезаны по сгибу или не оставлены необработанными). При выполнении шва в качестве ориентира используется припуск на шов, гарантирующий, что одежда будет правильно сидеть и иметь правильные размеры на всем протяжении.
Выполнение шва с припуском 1/4 дюйма. Край ткани выровнен по направляющей линии 1/4.0002 Выполнение шва с припуском 3/4 дюйма. Край ткани выровнен по направляющей линии 3/4. Припуск на шов всех частей ткани, образующих шов, должен иметь одинаковую длину припуска на шов. Например, при шитье бокового шва с припуском на шов 5/8″, каждый отдельный кусок ткани, образующий шов, должен иметь припуск на шов 5/8″. вдоль края. Вы не можете пришить припуск 5/8 дюйма к краю, который имеет припуск 1 дюйм, например. Если по какой-либо причине вы окажетесь в ситуации, когда припуски на шов на двух соответствующих краях не совпадают , обрежьте больший припуск на шов, чтобы он соответствовал более короткому, прежде чем приступить к закреплению булавками и, наконец, сшиванию шва.
Для успешного выполнения шва равномерно следите за припусками на всем протяжении, совмещая края ткани с соответствующей направляющей припусков на швейной машине. Во время шитья следите за краем ткани, чтобы он всегда оставался на одной линии с направляющей машины.
Если вы на самом деле перенесли линию шва на ткань (используя портновский мел или кальку), прошейте прямо по отмеченной линии, но обязательно следите за машинной направляющей припуска на шов. Это гарантирует, что шов будет выполнен ровно, а также даст некоторую практику в использовании направляющей припусков на шов на вашей швейной машине.
Разметка припусков на швы.
Помимо обеспечения средств для выполнения шва, припуски на швы также используются для различных методов маркировки, которые помогают в процессе шитья. Начнем с того, что припуски на швы почти всегда приложены к изнанке одежды, что означает, что они могут служить платформой для обозначения шитья, которые не должны быть видны на лицевой стороне одежды.
Выемки – одно из таких важных обозначений, значительно облегчающих процесс шитья. Надрезы помечаются с помощью обрезанных зажимов или клиньев, которые применяются в пределах края припуска на шов для облегчения совмещения швов. Они не видны на лицевой стороне изделия и используются только в процессе совмещения правильных краев ткани друг с другом. Выемки также используются для различения передней и задней частей.
Вы можете узнать больше о насечках для выравнивания швов в этом уроке: Что такое насечки и как они используются в шитье: все, что вам нужно знать начинающему шитью.
Другой тип насечки представлен в виде зажимов и клиньев, используемых для снятия натяжения. Припуски на швы в основном обрезаются группами треугольных клиньев вдоль криволинейных или угловых швов, которые требуют снятия натяжения и гибкости. Снятие натяжения в шве возможно благодаря универсальности припусков на швы. Это позволяет применять зажимы для снятия натяжения, которые скрыты на изнаночной стороне одежды, без ущерба для ее эстетики или функциональности.
Очистите края припусков необработанного шва.
Чистый припуск на отделочный шов Необработанные края являются необходимой частью для завершения изделия. Необработанные края большинства тканей, особенно тканых материалов, будут изнашиваться, если их не обработать. Если вы не совсем уверены в том, что означает осыпание, это происходит, когда нити, образующие переплетение ткани, развязываются и падают вдоль обрезанных краев.
Хотя у вас может возникнуть соблазн оставить припуски на швы незавершенными, очень важно, чтобы необработанные края ткани были каким-то образом усилены, чтобы предотвратить изнашивание во время постоянной носки и ухода. Помимо сдерживания износа, чистые методы отделки также повышают стабильность и долговечность шва.
Подобно длине припуска на шов, методы чистовой отделки выбираются в зависимости от типа ткани и дизайна одежды. Наиболее распространенная техника чистовой отделки — обметка или зигзаг (на домашней швейной машине). Это популярный метод из-за того, что он работает почти со всеми ткаными и трикотажными тканями, а также является самым простым и дешевым в исполнении. Для специальных методов чистовой отделки длина припуска на шов должна быть выбрана соответствующим образом (в дополнение к типу ткани и дизайну одежды).
При выполнении обычного шва у вас будет две части припуска на шов (по одной на каждую часть шва). По мере того, как вы будете больше практиковаться, вы узнаете, что чистый припуск на отделочный шов тесно связан с вопросом, в котором шов будет окончательно проглажен. Припуск на шов играет важную роль в ровности шва и сохранении гладкой структуры. Выбор правильной отделки припуска на шов должен быть тщательно продуман, чтобы сохранить профессиональную отделку шва.
Пошаговое руководство по выполнению некоторых базовых припусков на швы можно найти в этом блоге: Как обработать необработанные края: 4 способа.
Как разутюжить припуски на швы: два основных метода.
Чтобы шов был ровным и получил гладкую профессиональную отделку, его следует прогладить в процессе сборки. Здесь также важно отметить, что одно из самых основных правил в пошиве одежды: гладить каждый шов по ходу дела, а не только после того, как одежда будет готова.
В зависимости от направления глажки припуски на швы фактически облегчают процесс глажки, делая швы более гладкими. Как новичок, вы должны ознакомиться с тем, в каком направлении следует заутюживать припуски на швы, так как это часто возникает в начале работы.
Вот некоторые основы глажения и передовые методы глажения припусков на швы:
— Припуски на швы можно гладить открытыми, при этом края каждого припуска должны быть направлены друг от друга. В данном случае каждая кромка чистится отдельно . Если вы используете обметочную, зигзагообразную или переплетенную отделку, гораздо проще очистить отделку каждого края по отдельности перед сшиванием шва, чем пытаться отделывать каждую отдельную кромку после того, как шов сшит.
— При глажке с открытыми краями припусков гладить с изнаночной стороны изделия, сначала непосредственно над краями припусков, а затем гладить шов с правой стороны. Это обеспечит гладкую и ровную поверхность.
— Когда все кромки с припусками на шов аккуратно обработаны вместе, шов прошивается первым, после чего применяется отделка с припусками на швы. В этом случае припуск на шов заутюживается, ориентируясь на одну сторону. В отличие от открытого припуска на шов, этот тип припуска на шов намного легче гладить на лицевой стороне шва, а не на изнаночной стороне.
— При чистовой отделке припуски на вертикальные боковые швы обычно заутюживаются сзади. — Излишек вытачки и припуск горизонтального шва следует заутюжить по направлению к линии талии, если не указано иное .
Припуск на подгиб:
Подгиб – это самый нижний край изделия, обозначающий его длину. Как и линия шва, кромка представляет собой обработанный край подола одежды. Припуск на подгибку обеспечивает излишек ткани, необходимый для получения аккуратного подола. Другими словами, припуск на подгибку — это расстояние от необработанного края ткани до подола.
Хотя припуск на подгибку является своего рода самостоятельной единицей, он имеет очень схожие характеристики с припуском на шов, поэтому мы кратко познакомим вас с ним. Точно так же, как необработанные края ткани припусков на швы должны быть чистыми, необработанные края подола одежды должны быть обработаны, чтобы предотвратить изнашивание и повысить долговечность. В то время как припуск на шов означает, что вы работаете с двумя отдельными краями ткани, припуск на подгибку обычно представляет собой один край ткани.
Припуск на подгибку обычно немного длиннее обычного припуска на шов из-за того, что его часто подгибают дважды, чтобы закрыть необработанный край ткани. Как и в случае с припусками на швы, длину припуска на подгиб следует выбирать в зависимости от модели изделия и типа ткани. Чем толще ткань, тем длиннее должен быть припуск на подгибку. Это гарантирует наличие достаточного количества лишней ткани для выполнения соответствующих методов отделки подгибки. И наоборот, для более тонких и легких тканей лучше всего подходит более короткий припуск на подгиб, который предотвращает ненужный объем по линии подола.
Двумя наиболее распространенными методами отделки подгиба являются двойная подгибка и машинная строчка, а также обметка и машинная строчка. Эти два способа просты и недороги. Обе эти отделки оставляют горизонтальную строчку на лицевой стороне изделия на определенном расстоянии вверх от готового края изделия. В случае, когда отстрочка сверху нежелательна, край изделия можно аккуратно обработать с помощью ручного потайного стежка, который не виден на лицевой стороне изделия. Другие методы чистовой отделки подгиба включают: обвязку, тесьму из саржи, детскую подгибку (используется на очень тонких тканях) и заделку в подкладку.
Чтобы получить пошаговое руководство по наиболее распространенным методам отделки подгибки, ознакомьтесь с: 4 простых и наиболее распространенных способа очистки отделки подгибки.
Explore
Магазин. К
Дебби Колгроув
Дебби Колгроув
Дебби Колгроув — отмеченная наградами швея и портной, которая делится своими знаниями с начинающими швеями о том, как работать с выкройками и тканями. Она имеет более чем 40-летний опыт работы и пишет книги уже два десятилетия.
Узнайте больше о The Spruce Crafts’ Редакционный процесс
Обновлено 09.12.19
ДжулиК / Двадцать20
Припуск на шов относится к площади между строчкой и необработанным краем ткани. Припуск на шов является важной частью шва и обычно не виден внутри изделия. Некоторые припуски на шов, например, в плоском фальцованном шве, видны и видна часть шва. Понимание анатомии шва поможет вам понять, как работают части шва.
Общие припуски на швы
Наиболее распространенные припуски на швы составляют 1/4, 1/2 и 5/8 дюйма. Всегда проверяйте направления выкройки и используйте припуски на швы, указанные в направлениях.
Шов соединяет один или несколько кусков ткани. Все слои ткани, соединенные швом, должны иметь одинаковые припуски на швы. Убедитесь, что необработанные края выровнены равномерно, чтобы создать одинаковые припуски на швы на всех соединяемых деталях.
Шовная направитель на вашей швейной машине поможет точно определить припуски на швы. Узнайте, как установить направляющую припуска на шов на швейной машине, чтобы обеспечить точный припуск на шов. При ручном шитье держите под рукой измеритель для шитья, чтобы проверить точность припусков на швы.
Точные припуски на швы
Выполнение точных припусков на швы является важным ключом к тому, чтобы детали вашей выкройки подходили друг к другу. Когда припуски на швы неточны, вы меняете предполагаемый результат выкройки.
Пример того, почему припуски на швы должны быть точными, может быть, если вы используете коммерческую выкройку и вам нужно, чтобы пояс подходил к юбке или брюкам с четырьмя швами. Если выкройка требует 5/8-дюймового шва, а вы используете 1/4-дюймовые швы на основной части юбки или брюк, пояс не будет достаточно длинным, чтобы надеть юбку или брюки, потому что вы добавили 3/8. дюйма на каждый кусок ткани на каждом шве. Таким образом, четыре шва, добавляющие 3/8 дюйма на припуски на швы, добавят 3 дюйма к корпусу юбки или брюк. (Это число получается из 3/8 дюйма, умноженного на восемь, что соответствует четырем швам, состоящим из восьми кусков ткани, равно 3 дюймам.)
Как висит одежда
Припуск на шов также влияет на то, как одежда будет висеть, поэтому изменение припуска на шов может изменить то, как будет висеть готовая одежда.
Измененный припуск на шов также может повлиять на то, как карманы, вставленные в шов, будут совмещаться друг с другом. Точность важна на всех уровнях и начинается с базовых припусков на швы.
Изменения, чтобы добавить или вычесть из выкройки, должны быть сделаны до того, как выкройка будет вырезана, чтобы сохранить первоначальный дизайн и обеспечить правильную посадку одежды.
Отделка швов
Отделка шва является важной частью припуска на шов. Отделка шва предотвратит изнашивание припуска на шов и его исчезновение при стирке.
Компания СТС (Спортивные Тормозные Системы) является официальным дилером высокотехнологичных тормозных систем JBT, обеспечивающих значите…
Смотреть фото-отчет
jbt-brakes.ru
4
ООО «ТАУРУС» — Истра
ООО «Таурус» оказывает услуги по расчистке земель от нежелательной древесно-кустарниковой растительности мульчерами.
Смотреть фото-отчет
mulcher-taurus.ru
3
«Стеффи Групп» – Ростов-на-Дону
Компания специализируются на лазерной резке, маркировке, ЧПУ обработке металлов, ЧПУ гибке труб и прутка. 3D-моделировании, сканировании…
Смотреть фото-отчет
cnc-services.ru
14
Свап-ТОЧКА
Компания специализируется на свапах двигателей и доработке автомобилей. Как ребята говорят сами про себя: «Свапаем всё что движется, а что..
Смотреть фото-отчет
youtube.com/Swap
5
SVS — Сочи
Российская компания по разработке и производству компонентов тюнинга автомобилей любого класса с собственным уникальным дизайном.
Смотреть фото-отчет
5
Magic Print
3D-печать, 3D-сканирование, проектирование и моделирование в Чечне
Смотреть фото-отчет
6
3D-Cartel — Санкт-Петербург
3D-Cartel предлагают комплекс услуг по: 3D сканированию, 3D печати, Моделированию, Обратному проектированию, литью восковок и литью алюминия
Смотреть фото-отчет
6
Box 3D — Москва
Специализируются на 3D-печати: крупногабаритных объектов, инженерными композитами, 3D-сканировании, моделировании, проектировании
Смотреть фото-отчет
box3d. ru
4
Auto Concept Studio – Студия автозвука и Тюнинга – Екатеринбург
Установка и настройка звука, изготовление подиумов и т.п
Смотреть фото-отчет
autocs.ru
VKontakte
Ручной сканер штрих кода | Варианты и Цены
Ручной сканер штрих кода самое недорогое и востребованное устройство для считывания штрих-кода с этикеток.
С помощью ручного сканера считывается информация о товаре со штрих кода, который расположен как на самом продукте, так и на его упаковке.
В штрих коде может быть заложен как идентификатор товара EAN13, так и полная информация о дате изготовления, производителе, название товара — характерно для двумерных штрих-кодов, например Data Matrix.
Cканер обязательно подсоединяется к компьютеру для фиксирования ии передачи информации.
Ручной сканер ls1203 Цена 125 USD
Ручной сканер ls2208 BestSeller Цена 135 USD
Ручной сканер ls3408 Цена 525 USD
Ручной имидж-сканер ds4208 Цена 330 USD
Ручной имидж-сканер ds6707 Цена 330 USD
Intermec SR30 Цена 180 USD
Intermec SR61 T Цена 480 USD
Варианты подключения ручного сканера штрих кода
Различают несколько типов соединения с ПК:
USB2. 0
по кабелю RS232
или подключить в раъем мыши или клавиатуры.
При покупке ручного сканера для 1С прилагается диск с программным обеспечением — специальным драйвером 1С. Благодаря этой программе, сканер налаживает связь с базой данных, с помощью которой гораздо легче вести учет товара.
Основные характеристики современного ручного сканера штрих-кода
Ручной сканер штрих кода обычно изготавливается из ударопрочной пластмассы, работает без подзарядки, способен быстро и в полном объеме распознавать различные виды штрих кода: линейные или двухмерные.
Становится очень популярным специальный двухмерный сканер Imiger имиджер. Его основная задача — сканировать более вместительные по объему данных — 2D штрих коды. У этого сканера оптическая сканирующая система состоит из фотоматрицы, которая позволяет также считывать одномерные и OCR коды, захватывать и распознавать документы.
Сейчас существует огромный выбор моделей данных сканеров. Они отличаются в скорости считывания, но это не означает, что более дорогой и «скоростной» поможет вам сократить время работы, ведь они специализированы (создаются для определенных отраслей, и для решения других задач потенциал будет не востребован).
Также идет отличие в подсветке: без подсветки, светодиодная подсветка, лазерная подсветка. Светодиодные сканеры делятся на контактные и бесконтактные соответственно. Лазерные сканеры классифицируются на: однолучевые, многолучевые/многоплоскостные сканеры – именно таким устройством легче фиксировать штрих код, не обязательно держать сканер перпендикулярно коду.
На сайте вы можете воспользоваться сервисом подбора сканеров по параметрам и характеристикам, см. раздел сканеры штрих кода. Среди известных моделей сканеров пользуются популярностью ручные сканеры Symbol(Motorola).
Для того, чтобы научиться работать со сканером не требуется специальное образование, буквально хватит дня практики, и человек сможет в совершенстве овладеть этим устройством.
Стоимость ручного сканера штрих кода
Цена сканера штрих кода не зависит напрямую от качества. Можно купить ручной сканер «под себя» недорого, и он будет вполне соответствовать вашим запросам. Из недорогих сканеров будут иметь приблизительно такие параметры: возможность считывания кода на расстоянии 0-20 см, высокое качество считывания (высокая чувствительность сканирующего устройства), скорость сканирования – 250 сканирований в секунду.
Самое главное в выборе сканирующего устройства – это определиться, для чего он вам будет служить. Условия его эксплуатации очень влияют на выбор сканера, например в магазине, на производстве или в больнице используются разные типы сканеров. Но главное — неоспоримое преимущество за сканером в том, что он сэкономит время, нервы и денежку компании!
Сканеры штрих-кода – ручные лазерные сканеры, USB, беспроводные и др.
ЛАЗЕРНЫЕ СКАНЕРЫ ШТРИХ-КОДА WORTH DATA® Компания Worth Data предлагает полный набор прочных лазерных сканеров штрих-кода. Как производитель и разработчик этих лазеров, мы предлагаем вам непревзойденное качество и проверенные временем сканеры.
Мы разрабатываем и производим эти сканеры на нашем предприятии в Калифорнии, что позволяет нам производить самые качественные и эффективные сканеры штрих-кодов на современном рынке. Мы гордимся тем, что являемся одной из немногих компаний, которые до сих пор производят сканеры штрих-кода в США.
Эти лазерные сканеры подключаются к любому порту USB на ПК с Windows® или Mac в качестве второй клавиатуры. Просто отсканируйте штрих-код, и данные появятся везде, где находится ваш курсор, в любом программном обеспечении, помогая вам управлять задачами, в том числе; точки продаж, финансы, бухгалтерский учет, производство, управление проектами, розничная торговля, оптовая торговля и задачи цепочки поставок с легкостью.
Поскольку эти сканеры подключаются как еще одна клавиатура, они мгновенно совместимы с популярным программным обеспечением для точек продаж, ERP и программными продуктами для бухгалтерского учета, включая Quickbooks®, Peachtree®, Sage®, Microsoft Dynamics® и даже Microsoft Office® и Excel®.
Мы предлагаем бесплатную техническую поддержку как до продажи, так и после продажи, поэтому, если у вас есть какие-либо вопросы или вам нужна помощь в выборе правильного решения для штрих-кода для ваших нужд, позвоните нам по телефону 800-345-4220, чтобы поговорить напрямую одному из нас в нашем офисе в Калифорнии. Мы доступны с 6:30 до 16:00 по тихоокеанскому времени с понедельника по Пятница — нет ожидания на удержании, нет Голосовая почта.
Лазерные сканеры LZ165-USB предлагают подключение к USB-клавиатуре по принципу «подключи и работай» с мощностью и простотой лазерного луча для сканирования штрих-кодов — и все это по доступной цене всего $179,00, включая кабель, настольное/настенное крепление и бесплатную стандартную доставку. !
Эти лазерные сканеры имеют диапазон сканирования 9 дюймов и считывают все стандартные одномерные штрих-коды, включая Code 39, UPC, GS1 DataBar, Code 128 и многие другие. Сканеры просты в использовании и имеют прочный эргономичный корпус. сканеры прикрепляются как вторую клавиатуру и вводите данные в любое приложение — точно так же, как с клавиатуры ввод — поместите курсор в любое место, где вы хотите ввести штрих-код, и отсканируйте! Это так просто
LZ165-USB 179,00 $
Лазерный сканер штрих-кода LZ365-USB • Клавиатура USB
Лазерные сканеры LZ365-USB предлагают все функции сканеров LZ1650-USB с более высокой скоростью лазерного сканирования, улучшенной оптикой и увеличенным на 20% диапазоном сканирования. грязные и плохо пропечатанные штрих-коды.
В этих сканерах используется прочная и эргономичная рукоятка пистолета, которую удобно держать в руке и которая предназначена для сканирования в течение всего дня. вторая клавиатура — ввод данных в любое приложение — как с ключом ввод — просто поместите курсор в нужное место для ввода штрих-кода и отсканируйте!
LZ365-USB 219,00 $
530-2D USB-сканер
Цифровой сканер штрих-кода 530-2D от Worth Data считывает стандартные одномерные штрих-коды, такие как Code 39, UPC/EAN, Code 128 и десятки других, как и другие наши лазерные сканеры, описанные выше, однако этот сканер также считывает двухмерные матричные штрих-коды, такие как PDF417, DataMatrix, MaxiCode, Postnet, Интеллектуальная почта USPS IMBC, QR-код и т. д. Он подключается как USB-клавиатура и вводит данные в любую программу или приложение так же, как ввод с клавиатуры — просто поместите курсор в любое место, где вы хотите ввести штрих-код, и отсканируйте!
530-2D-USB 399,00 $ 299,00 $
Беспроводные сканеры — USB-клавиатура или последовательный выход
Подойдите к нашим беспроводным сканерам с невероятным беспроводным диапазоном и производительностью. Эти беспроводные радиочастотные сканеры работают так же, как наши проводные сканеры штрих-кода, описанные выше, но могут передавать отсканированные данные штрих-кода по беспроводной сети на расстояние до 500 футов на базовую станцию USB B700. Ввод данных в любую программу или приложение точно так же, как ввод с клавиатуры — просто поместите курсор в любое место, где вы хотите ввести штрих-код, и сканируйте без проводов!
LZ165-USB
LZ365-USB
530-2D-USB
Диапазон считывания 100% UPC
9,5 дюйма
13 дюймов
14 дюймов
Разрешение высокой плотности
3,3 мила
3,0 мил
2,7 мила
Считывание стандартных одномерных штрих-кодов
Чтение двухмерных матричных штрих-кодов, QR-кодов и т. д.
Загрузка USB-клавиатуры
Сменный кабель
Скорость сканирования
48/с
100/с
640×400 Всенаправленный
Тип сканирования/изображения
Лазер
Лазер
Цифровой имидж-сканер
Гарантия
3 года
3 года
3 года
Стоимость
179,00 $
219,00 $
399,00 $
Официальный интернет-магазин Staples®
День Земли, каждый день
22 апреля — День Земли, но в Staples вы можете принимать экологически сознательные решения для своего дома и офиса в течение всего года. Ищите значок ECO-ID или фильтруйте по факторам окружающей среды во время просмотра и посетите Центр устойчивого развития Staples, чтобы узнать больше о нашем ассортименте экологически чистых продуктов. Получайте вознаграждения за участие в программе Staples In-Store Recycling Services. Найдите ближайший к вам магазин скобяных товаров, участвующий в программе, и сдайте использованные картриджи с чернилами и тонером, электронику и батареи для ответственной переработки.
Снижение энергопотребления
Установите систему «Умный дом», чтобы снизить энергопотребление в вашем доме. Легко управляйте температурой в вашем доме с помощью интеллектуального термостата и устанавливайте расписания для освещения и электроники с помощью простых в установке интеллектуальных розеток. Ищите этикетку ENERGY STAR, чтобы найти самую эффективную и энергосберегающую электронику. От принтеров ENERGY STAR до компьютеров и другой электроники Staples предлагает широкий ассортимент энергосберегающих продуктов.
Повторное использование восстановленной технологии
Уменьшите свое влияние, покупая восстановленную технику вместо новой! Staples предлагает ряд восстановленных электронных устройств, включая восстановленные ноутбуки и восстановленные настольные компьютеры. У нас всегда есть выбор Восстановленных принтеров на выбор, а также Восстановленные детали для принтеров для самостоятельного ремонта принтеров. При покупке чернил и тонера обязательно ищите восстановленные картриджи с чернилами и тонером.
Переработка и покупка переработанных продуктов
Специально для бумажных изделий легко найти переработанный вариант. От переработанной бумаги для копий и принтеров до переработанных бумажных полотенец — уменьшите занимаемую площадь, используя продукты, изготовленные из переработанной бумаги. А при отправке посылок используйте переработанные транспортировочные коробки, переработанные почтовые ящики и водоактивируемую ленту, сделанную из бумаги, а не из пластика. Перейдите с пластиковых пузырчатых рулонов на упаковочную бумагу, пригодную для вторичной переработки, и не допускайте попадания пластика на свалку, сохраняя при этом свою упаковку в безопасности при транспортировке.
Весна (уборка) витает в воздухе
Весенняя уборка и расхламление — это традиция, призванная обновить наши помещения на год вперед. В Staples есть все, что вам нужно, чтобы убрать беспорядок, хранить и организовать ваши вещи, а также все необходимые чистящие средства.
Разберитесь с беспорядком
Начните с составления контрольного списка и убедитесь, что у вас есть все необходимые материалы. Используйте контейнеры для хранения и устройство для изготовления этикеток, чтобы упростить сортировку и организацию. Подготовьте дополнительные коробки для пожертвований и мешки для мусора для вещей, которые вам больше не нужны. Ищите декоративные коробки и корзины, которые дополнят декор вашего дома, и используйте их для организации вещей. Вы также можете использовать органайзеры для шкафов и ящики для хранения в любом месте, где они необходимы.
Начните с основ
Универсальное чистящее средство, чистящая щетка и салфетки из микрофибры справятся с большинством поверхностей. Используйте тряпку для удаления нежелательной грязи и полироли для мебели, чтобы оживить деревянные поверхности. Модернизируйте свою метлу, совок, влажную швабру и пылесос, чтобы сделать уборку любого типа пола легкой задачей.
Важная информация
Весенняя уборка на этом не заканчивается. Вы можете сделать так много, чтобы перезагрузить свой дом:
Улучшите качество воздуха и избавьтесь от пыльцы и перхоти домашних животных с помощью нового очистителя воздуха и освежителя воздуха с любимым ароматом.
В солнечный день воспользуйтесь возможностью помыть окна. Вам понадобится стеклоочиститель, ведро, швабра и бумажные полотенца.
Держите под рукой стремянку или лестницу, чтобы получить доступ к труднодоступным местам, таким как верхние части шкафов и верхнее освещение.
Замените перегоревшие лампочки и проверьте батарейки в детекторах дыма.
Используйте очиститель стоков, чтобы прочистить стоки раковин и ванн.
Расширьте возможности печати с помощью принтера Supertank
Ищете принтер с большей емкостью печати, безопасный для окружающей среды и вашего кошелька? Покупайте Staples в ассортименте принтеров Supertank, чтобы воспользоваться всеми преимуществами струйных принтеров, а также удобством и экономией сменных бутылок с чернилами, которые служат дольше и стоят меньше в расчете на одну страницу, чем стандартные картриджи для струйных принтеров.
Найдите принтер Supertank от вашего любимого ведущего производителя принтеров, включая:
Принтеры HP Smart Tank и Neverstop
Принтеры Brother INKVestment Tank
Принтеры Canon MegaTank
Принтеры Epson EcoTank
И не забудьте воспользоваться программой поиска чернил и тонера для скрепок, чтобы найти подходящие чернила для замены вашего нового принтера. Независимо от того, какой у вас принтер, введите марку, картридж или модель принтера в простое в использовании средство поиска чернил и тонера и найдите совместимые чернила.
Будьте уверены, он прибудет в целости и сохранности
Независимо от того, отправляете ли вы деловые документы или товары для клиентов, доставка и доставка почтовых отправлений от Staples упрощают процесс.
Подготовьте упаковочные материалы для легкой транспортировки. Мягкие конверты и пузырчатые почтовые ящики идеально подходят для отправки небольших нехрупких предметов. Упакуйте более крупные предметы в упаковочные коробки, которые немного больше самого предмета, и используйте упаковочные арахис, пузырчатую пленку или другие упаковочные материалы, чтобы предотвратить перемещение предметов в коробке во время транспортировки. Выберите правильную упаковочную ленту, чтобы ваши посылки оставались запечатанными. Компания Staples использует прозрачную акриловую упаковочную ленту для повседневной транспортировки и армированную или активируемую водой ленту для упаковок, требующих более надежного уплотнения.
Управляйте повседневной офисной корреспонденцией с помощью широкого выбора деловых конвертов, внутриофисных конвертов и конвертов-каталогов в почтовом отделении. Держите под рукой подушечки для пальцев и увлажнители конвертов для быстрой сортировки документов и быстрой печати. Выбирайте защищенные конверты для конфиденциальной служебной переписки и внутриведомственной связи. Если ваш офис или организация рассылает большие почтовые отправления, рассмотрите возможность использования фальцевальной машины и самозапечатывающихся конвертов для повышения эффективности.
Гибридная работа стала еще проще
Независимо от того, работаете ли вы в традиционном офисе, дома или где-то еще, подходящие расходные материалы и технологии обеспечат вам эффективную работу, где бы вы ни находились. Обновите свои технологии с помощью нового ноутбука или планшета 2-в-1 для работы в пути. Держите важные файлы доступными, где бы вы ни находились, с портативными жесткими дисками и флэш-накопителями USB, которые легко помещаются в сумку для ноутбука.
Рециркуляционный пылеулавливающий аппарат ПУА-М-4000 (так называемый стружкоотсос) предназначен для отсоса и очистки воздуха от сухой неслипающейся крупнодисперсной пыли и стружки. Аппарат ПУА-4000-М предназначен для крупнодисперсной пыли, т.к. имеют относительно небольшую фильтрующую поверхность и, вследствие этого, низкую пылеемкость.
Технические характеристики
Модель
ПУА-М-4000
Производительность, м3/ч
4000
Установленная мощность эл.двигателя, кВт
4
Объем пылесборника, м3
2х0,3
Вес, кг
77
Количество присоединяемых отсосов, шт.
1-4
Уровень шума, дБА
82
Площадь фильтрующей поверхности, м2
5
Максимальная концентрация пыли на входе в аппарат, г/м3
5
Эффективность очистки от пыли, средний диаметр частиц 30 мкм, не менее, %
99,5
Габаритные размеры в сборе, мм
1660х580х2675
Габаритные размеры в упаковке, мм
1700х620х460
Аппарат состоит из корпуса, малошумного пылевого вентилятора с профилированными лопатками, пылесборного мешка и фильтровальной ступени. В качестве фильтровального элемента на аппарат устанавливается фильтровальный мешок из иглопробивного, каландрированного материала на основе полиэфирных волокон. Простота конструкции обеспечивает этим агрегатам надежность и долговечность в работе.
1. Корпус аппарата в сборе с вентилятором
2. Стойка
3. Входной патрубок
4. Пылесборный мешок
5. Фильтровальный мешок
6. Электродвигатель
7. Автоматический выключатель
Модель
H
h
d
A
B
C
ПУА-М-4000
2675
1030
250
1660
580
540
Стружкоотсос — это вытяжное оборудование, предназначенное для удаления пыли и мелкой стружки с поверхности рабочей зоны станка. По сути, стружкоотсос – это промышленный пылесос, который используется и в быту. Применение стружкоотсоса позволяет отказаться от стандартной вытяжки. Так же, данную установку используют и для очистки полов и стен в рабочем помещении. Особенность стружкоотсосов – в том, что они способны фильтровать попадающий в них воздух, вслед за чем он, уже очищенный, выходит обратно в помещение цеха или мастерской.
Стружкоотсос вы можете подключить напрямую к станку, таким образом, во время работы отходы производства (стружка, опилки) не будут разлетаться по мастерской, цеху, помещению, а станут при помощи механизма стружкоотсоса засасываться через патрубок в мешок для сбора отходов. Можно также переключить устройство на работу в режиме пылесоса и использовать его для уборки в мастерской после работы. Выбирайте пылесос для сбора стружки, учитывая его мощность (чем меньше площадь помещения – тем меньшая мощность, соответственно, будет актуальна для вас), а также объем мешка для стружки. Как крупные, так и относительно небольшие мешки легко снимаются и очищаются. Иными словами, стружкоотсос – это своеобразный промышленный пылесос, использование которого позволяет отказаться от обычной вытяжной вентиляции (что особенно удобно для небольших мастерских и работ в помещениях). Установка удаляет стружку и пыль, оставляя, при этом, теплый воздух внутри рабочего помещения.
Стружкоотсосы обладают преимуществами:
простота в эксплуатации и обслуживании;
безопасность для здоровья;
мобильность и простота транспортировки установки, за счет соответствующих габаритов;
устойчивая и надежная конструкция;
быстрая и удобная очистка пылесобирающих мешков;
высокая скорость монтажа;
установка дает возможность теплому воздуху оставаться в помещении;
стружкоотсос не требует, оборудованного специально для него, места.
Купить ПУА-4000 стружкоотсос, вентиляционный рециркуляционный пылеулавливающий агрегат, пылеотсос для крупной пыли, стружки и опилок, комплектующие, филитр-элемент — рукав фильтровальный, мешок пылесборник можно
используя стандартные формы на странице этого товара
используя кнопку Добавить в корзину и оформить заказ из корзины
использую кнопку Купить в один клик
а так же
отправить заявку через специальную форму или
отправить письмо по электронной почте
Для получения оформленного коммерческого предложения по форме для организаций или оформления счета на юридической лицо
воспользуйтесь любым из вариантов и приложите реквизиты и / или укажите в комментарии
воспользуйтесть формой для юридичесикх лиц и ИП
Оформление бухгалтерских документов по НК РФ с НДС
Счет-фактура установленого образца
Товарная накладная по форме ТОРГ-12
Обращайтесь
У Вас есть вопрос , не нашли нужное оборудование, что-то ещё
воспользуйтесь специальными формами
или
или по электронной почте mail@arosna. com
В случае, если требуется подбор оборудования, укажите максимально возможное количество имеющихся данных, предпочтений, ограничений или наоборот возможные изменения
и / или заполните опросный лист
Получение со склада
Возможные вариантв — самовывоз, транспортная компания (при наличии доверенности, поручения, письма)
Самовывоз товара возможен МОСКВА и Московская область по двум адресам
Московская область г. Ивантеевка Товар до 3000 кг
г. Москва Товар до 50 кг
Вы можете выбрать и согласовать удобный Вам с менеджером
Вывоз товара осуществляется только после подтверждения менеджером заказа.
Убедительная просьба! До приезда уточнять состояние Вашего заказа
Доставка по России
Возможные варианты — Получение со склада транспортной компании в пункте назначения, Доставка по адресу
Доставка заказа осуществляется в любую точку РФ транспортными компаниями.
Вы можете выбрать одну из следующих транспортных компаний:
ПЭК (Первая Экспедиционная Компания)
СДЭК
ЖелДорЭкспедиция
Деловые Линии»
ПЭК
КИТ
РАТЭК
Энергия
Почта России (при весе посылки до 20 кг)
Если удобной для Вас транспортной компании нет в списке — свяжитесь с нами, мы обязательно найдем решение! Напишите нам
Раздел Доставка и Оплата
Список пунктов
А Б В Г Д Е Ж З И Й К Л М Н О П Р С Т У Ф Х Ц Ч Ш Щ Ъ Ь Ы Э Ю Я
А
Абакан (/abakan)
Адлер
Альметьевск
Ангарск (/angarsk)
Апатиты
Армавир
Артем
Архангельск (/arkhangelsk)
Астрахань (/astrakhan)
Ачинск (/achinsk)
Б
Балаково
Балашиха
Барнаул (/barnaul)
Белгород
Березники (/berezniki)
Бийск (/biysk)
Благовещенск (/blagoveshchensk)
Бор
Борисоглебск
Братск (/bratsk)
Брянск
Бугульма
Буденновск
В
Великие Луки (/velikie_luki)
Великий Новгород (/velikiy_no vgorod)
Владивосток (/vladivostok)
Владикавказ
Владимир (/vladimir)
Волгоград (/volgograd)
Волгодонск
Волжский
Вологда (/vologda)
Воронеж (/voronezh)
Всеволожск
Г
Горно-Алтайск (/gorno-altaysk)
Д
Дзержинск
Димитровград
Дмитров
Ж
Железнодорожный
Е
Екатеринбург (/ekaterinburg)
З
Забайкальск (/zabaykalsk)
Златоуст (/zlatoust)
Зеленодольск
И
Иваново (/ivanovo)
Ижевск (/izhevsk)
Иркутск (/irkutsk)
Ишим (/ishim)
Й
Йошкар-Ола (/yoshkar-ola)
К
Казань (/kazan)
Калининград (/kaliningrad)
Калуга (/kaluga)
Каменск-Уральский
Каменск-Шахтинский
Камышин
Канск (/kansk)
Кемерово (/kemerovo)
Кинешма
Киров (/kirov)
Клин
Коломна
Комсомольск-на-Амуре (/komsomolsk-na-amure)
Кострома (/kostroma)
Котлас
Красногорск
Краснодар (/krasnodar)
Красноярск (/krasnoyarsk)
Куйбышев (/kuybyshev)
Кузнецк
Курган (/kurgan)
Курск
Кызыл (/kyzyl)
Л
Ленинск-Кузнецкий (/leninsk-kuznetskiy)
Ленск (/lensk)
Липецк (/lipetsk)
М
Магнитогорск (/magnitogorsk)
Мариинск (/mariinsk)
Междуреченск (/mezhdurechensk)
Миасс (/miass)
Мирный (/mirnyy)
Москва (/moskva)
Мурманск (/murmansk)
Муром
Мытищи
Н
Набережные Челны (/naberezhnye_chelny)
Нальчик
Находка (/nakhodka)
Невинномысск
Нерюнгри (/neryungri)
Нефтекамск
Нижневартовск (/nizhnevartovsk)
Нижнекамск
Нижний Новгород (/nizhniy_no vgorod)
Нижний Тагил (/nizhniy_t agil)
Новокузнецк (/novokuznetsk)
Новомосковск
Новороссийск (/novorossiysk)
Новосибирск (/novosibirsk)
Новочеркасск
Ногинск
Ноябрьск (/noyabrsk)
О
Обнинск
Озерск (/ozersk)
Орел
Омск (/omsk)
Оренбург (/orenburg)
Орск (/orsk)
П
Пенза (/penza)
Первоуральск
Пермь (/perm)
Петрозаводск (/petrozavodsk)
Подольск
Прокопьевск (/prokopevsk)
Псков (/pskov)
Пушкино
Пятигорск (/pyatigorsk)
Р
Ростов-на-Дону (/rostov-na-donu)
Россошь
Рубцовск (/rubtsovsk)
Рыбинск
Рязань (/ryazan)
С
Салават
Самара (/samara)
Санкт-Петербург (/sankt-peterburg)
Саранск (/saransk)
Саратов (/saratov)
Севастополь (/sevastopol)
Северодвинск
Серов
Серпухов
Симферополь (/simferopol)
Сковородино (/skovorodino)
Славгород (/slavgorod)
Смоленск
Солнечногорск
Сочи
Ставрополь (/stavropol)
Старый Оскол
Стерлитамак (/sterlitamak)
Ступино
Сургут (/surgut)
Сызрань
Сыктывкар
Т
Таганрог
Тамбов (/tambov)
Тверь (/tver)
Тобольск (/tobolsk)
Тольятти (/tolyatti)
Томилино
Томск (/tomsk)
Туапсе
Тула (/tula)
Тында (/tynda)
Тюмень (/tyumen)
У
Улан-Удэ (/ulan-ude)
Ульяновск (/ulyanovsk)
Уссурийск (/ussuriysk)
Усть-Илимск (/ust-ilimsk)
Усть-Кут (/ust-kut)
Уфа (/ufa)
Ухта
Х
Хабаровск (/khabarovsk)
Ханты-Мансийск (/khanty-mansiysk)
Ч
Чебоксары (/cheboxary)
Челябинск (/chelyabinsk)
Череповец
Чита (/chita)
Ш
Шадринск (/shadrinsk)
Шахты
Э
Энгельс
Ю
Южно-Сахалинск (/yuzhno-sakhalinsk)
Юрга (/yurga)
Я
Якутск (/yakutsk)
Ярославль (/yaroslavl)
ВЕРНУТЬСЯ К НАЧАЛУ ОПИСАНИЯ
При оформлении заказа доступны несколько способов доставки и оплаты :
посмотреть пример
Доставка заказов осуществляется во все населенные пункты Российской Федерации.
Узнать варианты доставки и точную стоимость для своего города или населенного пункта можно через корзину
Всего три шага 1 — 2 — 3 Для этого
Шаг 1 Положите в корзину интересующие товары в нужном количестве
Откройте корзину. Вход в корзину находится в верхнем левом углу
Шаг 2 В корзине ниже под товарами форма Доставка
Выберите Регион из списка
Появится поле Город с выбором городов и населеных пунктов для данного региона
Выбети нужный
Шаг 3 нажмите Кнопку Расчитать
В результате варианты доставки и стоимость для выбранного количества товаров Посмотреть пример
Вы можете вернуться в каталог и изменив состав заказа в такой же последовательности рассчитать стоимость доставки для нового варианта
Вы можете в корзине изменить количество выбраного товара уменьшить знаком «-» напротив товара или даже удалить товар из корзины, или увеличить количесвто знаком «+» Нажмите кнопку Пересчитать и таким же шагами рассчитайте стоимость доставки для нового варианта
Далее по любой ссылке или кнопке назад можете вернуться к выбору товаров или продолжите оформление заказа
Пример результата расчета
В примере получение в Красноярске со склада насос стоимостью 8000руб весом 15 кг
есть с бесплатной доставкой
Расчет производится для наиболее популярных сейчас вариантов доставки
В случае если в списке не нашли Ваш населенный пункт, это просто значит, что в данной программе нет ещё возможности такого расчета.
Список возможных решений, транспортных компаний и адресов доставки шире
Оформите заказ воспользовавшись кнопкой Купить в один Клик и укажите в комментарии Ваши пожелания или воспользуйтесь стандартным оформлением и выберите наиболее подходящую и так же укажите в комментарии Ваши пожелания
Есть вопросы обращайтесь напишите через специальную форму Напишите нам
или в комментарии к заказу
ВЕРНУТЬСЯ К НАЧАЛУ ОПИСАНИЯ
Подробнее можно посмотреть в разделе Доставка и оплата
Заполните обязательные поля *.
Имя: *
E-mail: *
Комментарий: *
Оценка: *
Пылеуловители, пылеулавливающие агрегаты и устройства
а также циклоны, скрубберы и другие установки для борьбы с пылью
Выброс пыли промышленными предприятиями является острейшей проблемой уже на протяжении многих десятилетий. Причем проблемой многогранной ─ экологической, экономической, социальной.Экологической ─ поскольку пыль антропогенного происхождения различного гранулометрического состава, по приблизительным оценкам в количестве более 160 млн т, ежегодно выбрасываемая в атмосферу Земли, наносит непоправимый ущерб окружающей среде. Экономической, ─ потому что за него приходится расплачиваться, финансируя проведение соответствующих природоохранных мероприятий. Кроме того, немало ресурсов расходуется на функционирование вентиляционных и аспирационных установок. Точно сказать, сколько электрической энергии потребляют системы аспирации, едва ли кто сможет, но то, что не менее нескольких процентов от общего объема электроэнергии, расходуемой различными отраслями народного хозяйства, ─ несомненно. Промышленная пыль ─ социальная проблема, так как наносит ущерб не только природе, но напрямую или опосредствованно через другие факторы, самому дорогому, что есть у человека ─ его здоровью.
Основной вклад в антропогенное загрязнение атмосферы пылью (а немалое количество пыли попадает туда без всякого человеческого участия) вносят сжигание твердого топлива на предприятиях энергетической отрасли, черная и цветная металлургия, производство цемента и других строительных материалов, открытые горные работы. Только один дробильно-сортировочный комплекс средней производительности, установленный на карьере, разрабатывающем нерудное сырье, каждый год «отправляет» в атмосферу от 10 до 20 т пыли.
И хотя доля пыли, образующейся внутри производственных помещений, в суммарном объеме попадающих в воздушное пространство твердых отходов составляет очень небольшие проценты, ─ эти проценты особенно заметны. Ведь, они при отсутствии или недостаточной эффективности работы систем аспирации оказываются в атмосфере предприятий и расположенных рядом с ними городских районов, напрямую влияя на условия труда, качество жизни и здоровье сотен миллионов людей.
Борьба с пылью имеет, без всякого преувеличения, жизненно важное значение. А значит, такое же значение имеет совершенствование пылеулавливающего оборудования, ─ пылеулавливателей, пылеулавливающих устройств и пылеулавливающих агрегатов, используемых в системах промышленной вентиляции. Все они находятся на переднем краю борьбы с пылью, и от качества их работы зависит очень многое.
Кстати, пылеуловитель промышленный ─ не единственное конструктивное воплощение таких устройств. Существуют другие виды пылеуловителей ─ пылеуловители для дома. Принцип работы таких аппаратов может быть разным. Особенно распространены электростатические. Купить бытовой пылеуловитель, значит, существенно улучшить атмосферу в своем доме в самом прямом смысле слова.
Пылеуловители ─ определение и классификация
Напомним, что пылеуловитель ─ это аппарат для очистки газов от взвешенных частиц, а пылеулавливающее устройство ─ это пылеуловитель вместе с вентилятором, регулирующим оборудованием и разгрузочным устройством.
Что такое пылеулавливающий агрегат в ГОСТах не сказано. В технической литературе его часто определяют, как устройство. Вообще, «агрегат» (от латинского aggregatus присоединенный) ─ слово многозначное. О передаваемых им смыслах во всех областях знаний, упоминать не будем, а что касается машиностроения, то здесь агрегатом называют как соединение нескольких машин или аппаратов в одно целое, так и отдельный узел целого, выполняющий определенную функцию.
Пылеуловители давно находятся в орбите интересов инженеров, поэтому существует огромное многообразие их конструкций и, соответственно, многочисленные типы пылеуловителей. Еще в начале 70-х годов XX столетия только в Советском Союзе в условиях плановой экономики со свойственной ей унификацией производства выпускалось свыше тридцати типов сухих циклонов-пылеуловителей и не менее ста типов мокрых пылеуловителей.
Разумеется, со временем, а значит, с развитием технического прогресса и ужесточением требований к охране окружающей среды и санитарно-гигиеническому состоянию рабочих мест, более совершенными стали технические характеристики пылеуловителей, а в устройство пылеуловителей были внесены многочисленные конструктивные инновации.
Все это разнообразие поддается достаточно стройной классификации. В зависимости от того, под действием каких сил ─ механических или электрических ─ происходит отделение взвешенных частиц от газа, различают механические и электрические пылеуловители. При этом среди тех и других есть как мокрые, так и сухие. Это зависит от того, предусматривает или нет принцип действия пылеуловителей участие жидкости в процессе очистки газа от твердых частичек. Таким образом, комбинация только этих двух признаков позволяет выделить четыре сегмента пылеуловителей ─ сухие механические пылеуловители, мокрые механические пылеуловители, сухие электрофильтры, мокрые электрофильтры.
Использование воды в мокрых пылеуловителях делает их пожаро- и взрывобезопасными, даже при работе с горячими воздушными смесями. Мокрые пылеуловители эффективны при удалении мелкодисперсной пыли.
Сухие пылеуловители
Поводом более глубоко классифицировать сухие механические пылеуловители, являются «задействованные» для их работы механические силы. Сухой механический пылеуловитель, в котором отделение твердых взвешенных частиц происходит в результате действия силы тяжести, носит название гравитационный пылеуловитель; если под действием инерционных сил ─ сухой инерционный пылеуловитель.
Разработаны центробежно-инерционные пылеуловители, в которых соединены методы центробежной и инерционной сепарации.
Существует несколько типов сухих инерционных пылеуловителей, различающихся природой возникновения инерционных сил. Если они появляются за счет резкого изменения направления потока газа, ─ пылеуловитель называют пылеосадитель. А когда пыль отделяется от потока газа вследствие резких поворотов этого потока между лопастями жалюзийной решетки, и, соответственно, ударов и последующих отскоков частиц пыли от ее поверхности, ─ это жалюзийный пылеуловитель.
Отделение взвешенных твердых частиц может происходить под действием центробежной силы, возникающей вследствие вращения отдельных частей. Такой аппарат носит название сухой ротационный пылеуловитель. Его разновидностями являются центробежный пылеуловитель и вентиляторный пылеуловитель. В первом вращающаяся часть выполняет функцию вентилятора, во втором ─ сразу две функции ─ рабочего колеса вентилятора и пылеуловителя.
Инерционный пылеуловитель, в котором очистка газа происходит под действием центробежных сил, возникающих во вращающемся потоке газа, носит название сухой циклон.
Сухой циклон, в котором центробежный эффект усиливается в результате дополнительного подвода газа в корпус аппарата называют вихревой пылеуловительс дополнительным подводом газа.
Циклонный пылеуловитель на сегодняшний день является наиболее распространенным первичным пылеулавливающим устройством ─ надежным, простым, экономичным.
Термин «циклон» используют применительно к основному компоненту вихревого пылеуловителя ─ пылевой камере. Его (ее) составные части ─ расположенная по оси циклона выпускная труба и служащее для удаления пыли или иных твердых фаз материаловоздушной смеси разгрузочное отверстие.
Подача газа осуществляется через впускной патрубок, и может быть осевой, тангенциальной или спиральной. По этому признаку различают следующие типы циклонов: осевой циклон, циклон с тангенциальным входом, циклон со спиральным входом. Если в конструкции циклона вместе с тангенциальным входным патрубком задействована верхняя крышка с винтовой поверхностью, поток газа движется по винтовой линии, а аппарат носит название циклон с винтовым входом.
Осевые циклоны в зависимости от того, как относительно друг друга движутся входящий и выходящий потоки газа (при этом оба направлены вдоль оси циклона) разделяют на прямоточные и противоточные. В прямоточном осевом циклоне у обоих потоков одинаковое направление, в противоточном ─ противоположное.
К пылеуловителям относятся промышленные фильтры. Так, сухим механическим пылеуловителям является широко используемый в системах аспирации рукавный фильтр. Но фильтры-пылеуловителизаслуживают рассмотрения в отдельной статье. И поэтому вернемся к «классическим» пылеуловителям, только уже не сухим, а мокрым.
Мокрые пылеуловители
Значительная часть таких устройств носит название скруббер. Скруббер ─ слово заимствованное. Это следует хотя бы из того, что никаких похожих на него существительных в русском языке больше нет, за одним исключением. Ставший сравнительно недавно очень популярным вид косметических препаратов, называют скрабы. Слова «скраб» и «скруббер» ─ ближайшие родственники, ведь scrub в переводе с английского означает скрести, чистить, тереть.
В технологиях скруббер в широком смысле ─ аппарат для очистки от примесей. Немалое число скрубберов используется в процессах обогащения полезных ископаемых, где скруббер (т. н. скруббер-бутара) ─ это барабанная машина для их промывки.
В вентиляции и аспирации ─ устройство для очистки газов и извлечения компонентов с помощью жидкостей (в т. ч. очистки воздуха от пыли).
«ГОСТ 31826-2012 Оборудование газоочистительное и пылеулавливающее. Фильтры рукавные. Пылеуловители мокрые. Требования безопасности. Методы испытаний» определяет скруббер для очистки воздуха и иных газов, как аппарат «в котором осуществляется контакт газа с жидкостью».
Устройство скрубберов отличается значительным разнообразием. Существуют различные типы скрубберов для систем промышленной вентиляции. Поскольку скрубберы для очистки газов используют жидкость, иногда используется словосочетание «мокрый скруббер».
Раз работа скруббера предполагает использование воды, ее расход ─ важная характеристика скруббера. Так, в полом скруббере он составляет 3-10 м3 на 1000 м3 газа. Чем больше подается воды, тем выше эффективность работы. В полом скруббере поток газа проходит через завесу распыляемой с помощью форсунок жидкости, поэтому такой аппарат еще называют полый форсуночный скруббер. При столкновении с водой твердые взвешенные частички отделяются от газа. Такие аппараты могут быть прямоточными, противоточными, с поперечным орошением.
Полый скруббер, принцип работы которого основан на использовании энергии газового потока, подводимого через т. н. конфузорный насадок (круглый или прямоугольный; благодаря которому и происходит дробление жидкости), носит название конфузорный скруббер.
В насадочном скруббере поток газа контактирует с жидкостью, тонким слоем покрывающей поверхность насадки. Под воздействием диффузионных и механических сил столкнувшиеся с водой твердые частицы пылевоздушной смеси отделяются от нее. Различают неподвижную и подвижную насадку скруббера. В скруббере с подвижной насадкой местом контакта служит ее свободно перемещающийся слой. Иногда в отдельную группу выделяют скрубберы с колеблющейся насадкой. В тарельчатом скруббере газ контактирует с жидкостью на расположенных внутри аппарата специальных контактных устройствах ─ тарелках. Есть тарельчатые скрубберы с переливными и провальными тарелками.
В механическом скруббере разделение твердых частиц и газа происходит в результате действия центробежных сил. Их появление обусловлено наличием вращающегося ротора. Связывающая твердые частицы жидкость подается прямо на ротор или непосредственно перед ним.
Центробежный скруббер ─ это циклон, в котором внутреннюю стенку центробежной камеры или непосредственно поток пылевоздушной смеси, вращающейся под действием центробежной силы, смачивают жидкостью.
В эжекторном скруббере жидкость и газ вступают в контакт в трубе-распылителе. Аппарат, в котором эта труба выполнена в форме трубы Вентури, носит название скруббер Вентури.
При прохождении узкой горловины (ее наличие ─ особенность трубы Вентури) за счет высокой скорости газового потока возникает явление турбулентности, способствующее интенсивному дроблению жидкости. Содержащаяся в воздухе пыль оседает на образовавшихся в результате этого дробления мелких каплях.
Для орошения используют различные виды подводов ─ пленочный, периферийный, форсуночный. Горловина может иметь разное по форме сечение ─ круглое, щелевое и др. Технологический процесс очистки газа включает последующую сепарацию капель в каплеуловителе.
Вударно-инерционном скруббере (скруббере ударно-инерционного действия) газовый поток сталкивается с жидкостью, после чего газожидкостная взвесь проходит через отверстия различной конфигурации. Различают ударно-инерционные скрубберы с непрерывным отводом орошающей жидкости и с внутренней циркуляцией.
У части мокрых пылеуловителей существительное «скруббер» в названии отсутствует.
В пенном пылеуловителе рабочим инструментом служит слой пены, задерживающий проходящие сквозь него частицы.
Для отделения взвешенных твердых частиц от газа в конденсационном мокром пылеуловителе использовано явление диффузиофореза (движение частиц в неоднородных по концентрации компонентов газовых смесях, обусловленное различием этой концентрации). Конденсация водяного пара на поверхности взвешенных частиц приводит к увеличению их массы и последующему «выпадению».
Пылеулавливающие агрегаты
Необходимость купить пылеулавливающий агрегат, почти неизбежно возникает на предприятиях любых размеров и форм собственности. Промышленные пылеулавливающие агрегаты используют как в централизованных, так и автономных (индивидуальных) системах аспирации, работающих в самых разных отраслях промышленности. В наибольшей степени эти устройства востребованы в обработке древесины (столярное и мебельное производство), металлов (шлифовальные, заточные, обдирочные станки), пластмасс, резины и кожи, горнодобывающей индустрии (дробильно-размольное оборудование), производстве строительных материалов, в пищевой промышленности. В централизованных системах агрегат подсоединяется к воздуховоду системы вытяжной вентиляции; в автономных ─ вытяжной вентилятор является его составной частью. Для организации автономной аспирации используют как стационарные, так и переносные пылеулавливающие агрегаты.
Вентиляционный пылеулавливающий агрегат имеет следующие основные технические параметры: производительность по воздуху (максимальный поток воздуха) в м3/ч и степень очистки в %. Необходимыми для правильного выбора оборудования показателями являются мощность (кВт) и частота вращения (об/мин) электродвигателя, площадь фильтрации (м2), масса, габаритные размеры, вместимость емкости для сбора удаленной пыли (м3), уровень звуковой мощности (дБ, чтобы снизить уровень шума за вентилятором устанавливается глушитель шума), максимальная потеря давления, диаметры входного и выходного патрубка.
Существуют различные типы пылеулавливающих агрегатов, различающиеся значением этих параметров и конструкцией.
Важнейший аспект конструктивного исполнения ─ количество ступеней очистки, которых может быть одна, две, три.
При одноступенчатой схеме, как правило, элементом фильтрации является промышленный фильтр. Например, фильтровальная кассета или тканевые фильтры, работающие под избыточным давлением воздуха. Недостаток одноступенчатой схемы ─ быстрое увеличение сопротивления фильтрующей поверхности, вследствие уменьшения ее пропускной способности, обусловленной загрязнением фильтров. Поэтому фильтры приходится часто менять или регенировать с помощью продувки сжатым воздухом ручным или автоматическим встряхиванием.
Распространенный вариант ─ двухступенчатая система. Первая ступень ─ сухой циклон, вторая ─ тканевый рукавный (мешочный) фильтр. Циклоны не очень хорошо справляются с мелкодисперсной пылью, зато освобождают более «нежные» фильтры от необходимости бороться с пылью крупнодисперсной. Такое вот эффективное разделение труда.
Возможны варианты, когда фильтрами представлены обе ступени очистки. Первая ступень ─ карманный фильтр, вторая ─ тонкий фильтр. Отдельные модели могут оснащаться угольными фильтрами для очистки от газов.
Производителями предлагаются агрегаты с трехступенчатой системой очистки. Например, первая и вторая ступень ─ циклоны (на первой циклон с тангенциальным входом, на второй жалюзийный пылеуловитель), третья ─ рукавный фильтр или фильтр тонкой очистки на бумажно-тканевой основе.
Эффективность работы пылеулавливателя зависит не только от него самого, ─монтаж пылеуловителейи их обслуживание должны полностью соответствовать определенному производителем регламенту. Помочь правильно подобрать необходимое пылеулавливающее устройство, оптимально интегрировать его в производственную схему, произвести все необходимые расчеты, а затем обеспечить высококачественный современный сервис, могут только квалифицированные специалисты, работающие в надежной компании. И такие поставщики, репутация которых подтверждена годами успешной работы, есть. В Санкт-Петербурге ─ это компания «БиТех» (http://bi-teh.ru/), обратившись в которую можно приобрести не только пылеулавливающие устройства, но и широкий спектр современного промышленного оборудования от лучших отечественных и зарубежных производителей.
1. Что такое твердые частицы (ТЧ)?
Главная » Твердые частицы »
Уровень 2 » Вопрос 1
Уровень 2 Вопросы
Следующий вопрос
Уровень 1: Сводка
Уровень 2: Детали
Уровень 3: Источник
1. Что такое твердые частицы (ТЧ)?
1.1 Почему размер частиц имеет значение
1.2 Как образуются частицы?
1.3 Какие материалы являются основными компонентами твердых частиц?
Твердые частицы – это сумма всех твердых и жидких частиц, взвешенных в воздухе, многие из которые являются опасными. Эта сложная смесь включает в себя как органические и неорганические частицы, такие как пыль, пыльца, сажа, дым и капли жидкости. Эти частицы сильно различаются по Размер, состав и происхождение.
Частицы в воздухе:
непосредственно выбрасывается, например, при сжигании топлива и когда пыль переносится ветром, или
образовался косвенно, когда газообразные загрязнители ранее выбрасываемые в воздух превращаются в твердые частицы.
Подробнее…
Та же информация о
Уровень 1: Сводка
Уровень 2: Детали
Уровень 3: Источник
1.1 Почему размер частиц имеет значение
Аэродинамические свойства частиц определяют, как они переносятся в воздухе и как они могут быть удалены из него. Эти свойства также определяют, как далеко они попадают в дыхательные пути дыхательная система. Кроме того, они предоставляют информацию о химическом состав и источники частиц.
Частицы имеют неправильную форму и их аэродинамическое поведение выражается через диаметр идеализированной сферы. отбор проб и описание частиц основано на этом аэродинамический диаметр, который обычно просто называют «размером частиц». Частицы при одном и том же аэродинамическом диаметре могут иметь разные размеры и формы. Некоторые переносимые по воздуху частицы имеют размер более 10 000 раз больше других по аэродинамическим характеристикам диаметр.
В зависимости от размера, твердые частицы часто делятся на две основные группы:
грубый фракция содержит более крупные частицы с размером в пределах от 2,5 до 10 мкм (PM 10 — ПМ 2,5 ).
штраф фракция содержит более мелкие размером до 2,5 мкм (PM 2,5 ). Частицы в мелкая фракция, которая меньше 0,1 мкм называются ультратонкий частицы.
Большая часть общей массы бортовых твердые частицы обычно состоит из мелкие частицы от от 0,1 до 2,5 мкм. Ультрамелкие частицы часто составляют лишь несколько процентов от общей массы, хотя они самые многочисленные, представляющие более 90% от количества частицы. Подробнее…
Уровень 1: Сводка
Уровень 2: Детали
Уровень 3: Источник
1.2 Как образуются частицы?
Крупные частицы образуются путем механического дробления более крупных твердых частицы. крупная фракция может включать пыль от дорог, сельскохозяйственных процессов, непокрытой почвы или добычи полезных ископаемых, а также негорючих материалов, выпущенных при сжигании ископаемого топлива. Пыльцевые зерна, споры плесени, части растений и насекомых также могут вносят вклад в крупную фракцию. Наконец, испарение моря брызги могут образовывать крупные частицы вблизи побережья.
Источник: Агентство по охране окружающей среды США.
www.epa.gov/urbanair/pm/
Мелкие частицы в основном образуются из газов. Ультрамелкие частицы (до 0,1 мкм) образуются путем зародышеобразования, что является начальной стадией, на которой газ становится частицей. Эти частицы могут вырасти до размера 1 мкм либо за счет конденсации, когда на частиц, или путем коагуляции, когда два или более частицы объединяются, образуя более крупную частицу. Произведено частиц промежуточными реакциями газов в атмосферу называют вторичные частицы.
Источник: Агентство по охране окружающей среды США.
www.epa.gov/urbanair/pm/
Сгорание ископаемое топливо, такое как уголь, нефть и бензин могут производить
крупные частицы от выброса негорючих материалов, таких как летучая зола,
мелкие частицы в результате конденсации материалов, испаряющихся во время сгорания и
вторичные частицы за счет атмосферных реакций оксидов серы и оксиды азота первоначально выделяются в виде газов.
Подробнее…
Уровень 1: Сводка
Уровень 2: Детали
Уровень 3: Источник
1.
3 Какие материалы являются основными компонентами твердых частиц?
В среднем два основных компонента твердые частицы в Европе сульфатные и органическая материя. Это верно как для мелких частиц (PM 2,5 ) и для крупные и мелкие частицы комбинированный (PM 10 ).
Однако придорожная минеральная пыль также является основным компонентом PM 10 .
В дни, когда уровень твердые частицы в воздух высок (PM 10 превышает 50 мкг/м 3 ), нитрат также является основным компонентом обоих PM 10 и 9 вечера0079 2,5 .
Сажа, также называемая черный углерод, составляет от 5 до 10% мелкие частицы и несколько меньше крупных частиц; вблизи некоторых дорог доля сажи может достигать 15 к 20%. Подробнее…
Вопросы уровня 2
Следующий вопрос
Загрязнение частицами | Воздух | CDC
Индекс качества воздуха
Загрязнение твердыми частицами, также называемое твердыми частицами (ТЧ), состоит из частиц (крошечных кусочков) твердых или жидких веществ, находящихся в воздухе. Эти частицы могут включать:
Пыль
Грязь
Сажа
Дым
Капли жидкости
Некоторые частицы достаточно велики (или кажутся достаточно темными), чтобы их можно было увидеть — например, часто можно увидеть дым в воздухе. Другие настолько малы, что их не видно в воздухе.
Откуда происходит загрязнение частицами?
Загрязнение твердыми частицами может происходить из двух разных источников — первичных и вторичных. Первичные источники сами по себе вызывают загрязнение частицами. Например, дровяные печи и лесные пожары являются первичными источниками.
Вторичные источники выделяют газы, которые могут образовывать частицы. Электростанции и угольные пожары являются примерами вторичных источников. Некоторые другие распространенные источники загрязнения частицами могут быть как первичными, так и вторичными — например, фабрики, легковые и грузовые автомобили и строительные площадки.
Дым от пожаров и выбросы (выбросы) электростанций, промышленных объектов, легковых и грузовых автомобилей содержат ТЧ 2,5 .
Загрязнение твердыми частицами и ваше здоровье
Вдыхание загрязняющих частиц может нанести вред вашему здоровью. Крупные (более крупные) частицы, называемые PM 9.0079 10 , может вызвать раздражение глаз, носа и горла. Пыль с дорог, ферм, высохших русел рек, строительных площадок и шахт относится к типу PM 10 .
Мелкие (более мелкие) частицы, называемые PM 2,5 , более опасны, поскольку могут попасть в глубокие отделы легких или даже в кровь.
Как загрязнение частицами может повлиять на мое здоровье?
Загрязнение частицами может затронуть любого, но одних людей это беспокоит больше, чем других. Люди, которые с наибольшей вероятностью испытают последствия для здоровья, вызванные загрязнением частицами, включают:
Люди с заболеваниями сердца или легких (например, астма)
Пожилые люди
Младенцы и дети
Если у вас астма, загрязнение частицами может ухудшить ваши симптомы. Внимательно следуйте своему плану лечения астмы в дни, когда уровень загрязнения высок.
Загрязнение частицами также связано с:
Раздражением глаз
Раздражение легких и горла
Проблемы с дыханием
Рак легкого
Проблемы с младенцами при рождении (например, низкий вес при рождении)
Заболевания сердца
Если у вас есть заболевание сердца, вдыхание загрязненных частиц может вызвать серьезные проблемы, такие как сердечный приступ. Симптомы включают:
Боль или стеснение в груди
Быстрое сердцебиение
Ощущение одышки
Усталость больше, чем обычно
Если у вас есть какие-либо из этих признаков, обратитесь к врачу. Обязательно сообщите своему врачу, если симптомы ухудшаются или длятся дольше, чем обычно.
Защитите себя и свою семью
Хорошая новость заключается в том, что вы можете многое сделать, чтобы защитить себя и свою семью от последствий для здоровья, вызванных загрязнением воздуха частицами. Начните с изучения индекса качества воздуха.
Индекс качества воздуха (AQI)
Индекс качества воздуха (AQI) показывает, когда загрязнение воздуха, вероятно, достигнет уровней, которые могут быть опасными. Вы можете использовать AQI как инструмент, который поможет вам избежать загрязнения частицами. Местные телеканалы, радиопрограммы и газеты сообщают об АКИ. Попробуйте проверять его, когда планируете свою повседневную деятельность.
Примите меры
При высоком уровне загрязнения воздуха примите меры, чтобы ограничить количество воздуха, которым вы вдыхаете, находясь на улице. Например:
Подумайте о том, чтобы проводить больше времени в помещении, где уровень загрязнения частицами обычно ниже.
Выбирайте более легкие виды активности на свежем воздухе (например, ходьбу вместо бега), чтобы дышать не так тяжело.
Избегайте дорог с интенсивным движением и автомагистралей, где ТЧ обычно хуже из-за выбросов легковых и грузовых автомобилей.
Схема управления шаговым двигателем и принцип работы
ШАГОВЫЕ ДВИГАТЕЛИ — ПРИНЦИП РАБОТЫ
Шаговые двигатели — это устройства, задача которых преобразование электрических импульсов в поворот вала двигателя на определённый угол, для совершения механической работы, приводящей в движение различные механизмы.
Принцип работы шаговых двигателей
Принцип работы шаговых двигателей можно изложить кратко. ШД, как и все типы двигателей, состоят из статора (состоящего из катушек (обмоток)) и ротора, на котором установлены постоянные магниты.
На картинке изображены 4 обмотки, расположенные на статоре под углом в 90 градусов относительно друг друга. Тип обмотки зависит от конкретного типа подключения шагового двигателя (как подключить шаговый двигатель).На примере выше обмотки двигателя не соединены, значит двигатель с такой схемой имеет шаг поворота в 90 градусов. Обмотки задействуются поочередно по часовой стрелке, а направление вращения вала двигателя обусловлено порядком задействования обмоток. Вал двигателя вращается на 90 градусов каждый раз, когда через очередную катушку протекает ток.
Шаговые двигатели — применение
Область применения шаговых двигателей довольно широка, они используются в промышленности, в принтерах, автоматических инструментах, приводах дисководов, автомобильных приборных панелях и других приложениях, требующих высокой точности позиционирования.
Принято различать шаговые двигатели и серводвигатели. Принцип их действия во многом похож, и многие контроллеры могут работать с обоими типами. Серводвигатели требуют наличия в системе управления датчика обратной связи по скорости и/или положению, в качестве которого обычно используется энкодер. Шаговые двигатели преимущественно используются в системах без обратных связей, требующих небольших ускорений при движении. В то время как синхронные сервомоторы обычно используются в скоростных высокодинамичных системах.
Шаговые двигатели (ШД) делятся на две разновидности: двигатели с постоянными магнитами (униполярные и биполярные) и двигатели с переменным магнитным сопротивлением (гибридные двигатели). С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
Биполярные шаговые двигатели с постоянными магнитами и гибридные двигатели сконструированы более просто, чем униполярные двигатели, обмотки в них не имеют центрального отвода (см. рис. 2).
Шаговые двигатели имеют широкий диапазон угловых разрешений. Более грубые моторы обычно вращаются на 90° за шаг, в то время как прецизионные двигатели могут иметь разрешение 1,8° или 0,72° на шаг. Если контроллер позволяет, то возможно использование полушагового режима или режима с более мелким дроблением шага (микрошаговый режим), при этом на обмотки подаются дробные значения напряжений, зачастую формируемые при помощи ШИМ-модуляции.
Для правильного управления биполярным шаговым двигателем необходима электрическая схема, которая должна выполнять функции старта, стопа, реверса и изменения скорости. Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
Каждая серия содержит высокопроизводительные компоненты, отвечающие все возрастающим требованиям к характеристикам современных электронных применений.
Управление биполярным шаговым двигателем требует наличия мостовой схемы. Эта схема позволит независимо менять полярность напряжения на каждой обмотке.
На рисунке 3 показана последовательность управления для режима с единичным шагом.
На рисунке 4 показана последовательность для полушагового управления.
Максимальная скорость движения определяется физическими возможностями шагового двигателя. При этом скорость регулируется путем изменения размера шага. Более крупные шаги соответствуют большей скорости движения.
В системах управления электроприводами для отработки заданного угла или перемещения используют датчики обратной связи по углу или положению вала двигателя.
Если в качестве исполнительного двигателя использовать синхронный шаговый двигатель, то можно обойтись без датчика обратной связи (Дт) и упростить систему управления двигателем (СУ), так как отпадает необходимость использования в ней цифро-аналоговых (ЦАП) и аналого-цифровых (АЦП) преобразователей.
Мощность шаговых двигателей лежит в диапазоне от единиц ватт до одного киловатта.
Шаговые двигатели различаются по конструктивным группам: активного типа (с постоянными магнитами), реактивного типа и индукторные.
Шаговые синхронные двигатели активного типа
Принцип действия шагового двигателя активного типа рассмотрим на примере двухфазного двигателя.
Различают два вида коммутации обмотки шагового двигателя: симметричная и несимметричная.
При симметричной системе коммутации на всех четырех тактах возбуждается одинаковое число обмоток управления.
При несимметричной системе коммутации четным и нечетным тактам соответствует различное число возбужденных обмоток управления.
Ротор у шагового двигателя активного типа представляет собой постоянный магнит, при числе пар полюсов больше 1, выполненный в виде «звездочки».
Число тактов KT системы управления называют количеством состояний коммутатора на периоде его работы T. Как видно из рисунков для симметричной системы управления KT=4, а для несимметричной KT=8.
В общем случае число тактов KT зависит от числа обмоток управления (фаз статора) mу и может быть посчитано по формуле:
KT = mуn1n2,
где: n1=1 — при симметричной системе коммутации;
n1=2 — при несимметричной системе коммутации;
n2=1 — при однополярной коммутации;
n2=2 — при двуполярной коммутации.
При однополярной коммутации ток в обмотках управления протекает в одном направлении, а при двуполярной — в обеих. Синхронизирующий (электромагнитный) момент машины является результатом взаимодействия потока ротора с дискретно вращающимся магнитным полем статора. Под действием этого момента ротор стремится занять такое положение в пространстве машины, при котором оси потоков ротора и статора совпадают. Мы рассмотрели шаговые синхронные машины с одной парой полюсов (р=1). Реальные шаговые микродвигатели являются многополюсными (р>1). Для примера приведем двуполюсный трехфазный шаговый двигатель.
Двигатель с р парами полюсов имеет зубчатый ротор в виде звездочки с равномерно расположенными вдоль окружности 2р постоянными магнитами. Для многополюсной машины величина углового шага ротора равна:
αш=360/Ктр
Чем меньше шаг машины, тем точнее (по абсолютной величине) будет отрабатываться угол. Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
Реактивные шаговые двигатели
У активных шаговых двигателей есть один существенный недостаток: у них крупный шаг, который может достигать десятков градусов.
Реактивные шаговые двигатели позволяют редуцировать частоту вращения ротора. В результате можно получить шаговые двигатели с угловым шагом, составляющим доли градуса.
Отличительной особенностью реактивного редукторного двигателя является расположение зубцов на полюсах статора.
При большом числе зубцов ротора Zр его угол поворота значительно меньше угла поворота поля статора.
Величина углового шага редукторного реактивного шагового двигателя определится выражением:
αш=360/КтZр
В выражении для KT величину n2 следует брать равной 1, т. к. изменение направления поля не влияет на положение ротора.
Электромагнитный синхронизирующий момент реактивного двигателя обусловлен, как и в случае обычного синхронного двигателя, разной величиной магнитных сопротивлений по продольной и поперечной осям двигателя.
Основным недостатком шагового реактивного двигателя является отсутствие синхронизирующего момента при обесточенных обмотках статора.
Повышение степени редукции шаговых двигателей, как активного типа, так и реактивного, можно достичь применением двух, трех и многопакетных конструкций. Зубцы статора каждого пакета сдвинуты относительно друг друга на часть зубцового деления. Если число пакетов два, то этот сдвиг равен 1/2 зубцового деления, если три, то — 1/3, и т.д. В то же время роторы-звездочки каждого из пакетов не имеют пространственного сдвига, т.е. оси их полюсов полностью совпадают. Такая конструкция сложнее в изготовлении и дороже однопакетной, и, кроме того, требует сложного коммутатора.
Индукторные (гибридные) шаговые двигатели. Стремление совместить преимущества активного шагового двигателя (большой удельный синхронизирующий момент на единицу объема, наличие фиксирующего момента) и реактивного шагового двигателя (малая величина шага) привело к созданию гибридных индукторных шаговых двигателей.
В настоящее время имеется большое число различных конструкций индукторных двигателей, различающихся числом фаз, размещением обмоток, способом фиксации ротора при обесточенном статоре и т.д. Во всех конструкциях индукторных шаговых двигателей вращающий момент создается за счет взаимодействия магнитного поля, создаваемого обмотками статора и постоянного магнита в зубчатой структуре воздушного зазора. При этом синхронизирующий момент шагового индукторного двигателя по природе является реактивным и создается намагничивающей силой обмоток статора, а постоянный магнит, расположенный либо на статоре, либо на роторе, создает фиксирующий момент, удерживающий ротор двигателя в заданном положении при отсутствии тока в обмотках статора.
По сравнению с шаговым двигателем реактивного типа у индукторного шагового двигателя при одинаковой величине шага больше синхронизирующий момент, лучшие энергетические и динамические характеристики
Линейные шаговые синхронные двигатели
При автоматизации производственных процессов весьма часто необходимо перемещать объекты в плоскости (например, в графопостроителях современных ЭВМ и т.д.). В этом случае приходится применять преобразователь вращательного движения в поступательное с помощью кинематического механизма.
Линейные шаговые двигатели преобразуют импульсную команду непосредственно в линейное перемещение. Это позволяет упростить кинематическую схему различных электроприводов.
Статор линейного шагового двигателя представляет собой плиту из магнитомягкого материала. Подмагничивание магнитопроводов производится постоянным магнитом.
Зубцовые деления статора и подвижной части двигателя равны. Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
Принцип действия линейного шагового двигателя не отличается от принципа действия индукторного шагового двигателя. Разница лишь в том, что при взаимодействии потока обмоток управления с переменной составляющей потока подмагничивания создается не момент, а сила FС, которая перемещает подвижную часть таким образом, чтобы против зубцов данного магнитопровода находились зубцы статора, т.е. на четверть зубцового деления t/4.
ΔXш=tz/Кt
где Kt — число тактов схемы управления.
Для перемещения объекта в плоскости по двум координатам применяются двухкоординатные линейные шаговые двигатели.
В линейных шаговых двигателях применяют магнито-воздушную подвеску. Ротор притягивается к статору силами магнитного притяжения полюсов ротора. Через специальные форсунки под ротор нагнетается сжатый воздух, что создает силу отталкивания ротора от статора. Таким образом, между статором и ротором создается воздушная подушка, и ротор подвешивается над статором с минимальным воздушным зазором. При этом обеспечивается минимальное сопротивление движению ротора и высокая точность позиционирования.
Важными характеристиками шагового двигателя являются: шаг, предельная механическая характеристика и приемистость.
Режим отработки единичных шагов соответствует частоте импульсов управления, подаваемых на обмотки шагового двигателя, при котором шаговый двигатель отрабатывает до прихода следующего импульса заданный угол вращения. Это значит, что в начале каждого шага угловая скорость вращения двигателя равна 0.
При этом возможны колебания углового вала двигателя относительно установившегося значения. Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.
В процессе пуска ротор может отставать от потока статора на шаг и более; в результате может быть расхождение между числом шагов ротора и потока статора.
Предельная механическая характеристика — это зависимость максимального синхронизирующего момента от частоты управляющих импульсов.
Приемистость — это наибольшая частота управляющих импульсов, при которой не происходит потери или добавления шага при их отработке. Она является основным показателем переходного режима шагового двигателя. Приемистость растет с увеличением синхронизирующего момента, а также с уменьшением шага, момента инерции вращающихся (или линейно перемещаемых) частей и статического момента сопротивления.
Приемистость падает с увеличением нагрузки.
DARXTON
УПРАВЛЕНИЕ ШАГОВЫМИ ДВИГАТЕЛЯМИ
Двигатели постоянного тока нашли множество применений, но непрерывное и плавное вращение ротора не всегда требуется. Естественная особенность двигателя BLDC, заключающаяся в том, что для его вращения необходимо постоянно переключать напряжения между обмотками, способствовала развитию шаговых двигателей. Их ротор может вращаться с определенными приращениями и оставаться стабильным в этих состояниях даже если управление прерывается. Возобновление подачи напряжения на катушки вызывает продолжение вращения.
Шаговые двигатели не имеют коммутаторов и щеток. Это синхронные двигатели постоянного тока с электронно-коммутируемым магнитным полем, вызывающим вращение якоря (его магнитов). Можно считать, что шаговые двигатели управляются цифровыми импульсами, и в шаговом двигателе полный угол поворота ротора разделен на дискретное количество шагов. Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
Конструкция шагового двигателя
Теория работы шаговых двигателей. В отличие от двигателей постоянного или переменного тока, для шаговых двигателей требуется последовательное питание, то есть они должны получать фиксированную последовательность импульсов для отдельных катушек. Также бывают биполярные и униполярные двигатели. Униполярный шаговый двигатель отличается от биполярного тем, что имеет дополнительный отвод обмотки, который разделяет обмотку на две части. Обычно биполярный шаговый двигатель имеет 4 или 8 контактов, а униполярный – 5 или 6 контактов.
Схема униполярных и биполярных шаговых двигателей
Вначале рассмотрим униполярный шаговый двигатель, ввиду простоты управления. В таком моторе ток в обмотке всегда течет в одном направлении. Это упрощает метод управления, в отличие от биполярного, где управление должно обеспечивать изменение полярности катушек шагового двигателя путем изменения направления тока через обмотку на противоположное.
Двух переключателей достаточно, чтобы построить простейший драйвер шагового двигателя, как показано на рисунке. Здесь используем 6-проводный униполярный двигатель. Также можно сказать, что двигатель в этом случае управляется однополярно, за счет использования средней обмотки катушки и постоянного напряжения питания на нее.
Переключая данные переключатели в последовательности S1, S2, S1, S2, S1, S2… заметим, что двигатель вращается. Рисунок выше иллюстрирует важный принцип управления: обе обмотки не могут питаться от одной пары одновременно. Каждое изменение переключателя поворачивает ротор на один шаг. Чем быстрее начнем переключать переключатели в последовательности S1, S2, S1, S2…, тем быстрее начнет вращаться ротор.
Подключение переключателей к катушкам шагового двигателя
Скорость шагового двигателя зависит не от величины напряжения, а от скорости подключения питания к отдельным обмоткам. Чтобы добиться полного вращения ротора с 200-шаговым двигателем, надо изменить положение каждого переключателя 100 раз, то есть выполнить до 200 последовательностей для двух переключателей. Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности.
В нашем случае последовательность переключений также определяет направление вращения шагового двигателя. Когда меняем последовательность включения переключателей, то меняем и направление вращения, например S2, S1, S2, S1, S2, S1… влево, S1, S2, S1, S2, S1, S2… вправо. В этом примере есть двухпозиционные переключатели, которые всегда обеспечивают питание двух из четырех обмоток шагового двигателя в данный момент. Но использование трехпозиционных переключателей дает гораздо больше возможностей.
Опять же, обе обмотки никогда не питаются от одной пары, что является обязательным принципом управления шаговым двигателем. Благодаря трехпозиционным переключателям можно реализовать, например, полушаговое управление, благодаря разнообразию переключений. Одновременно могут быть под напряжением две, одна или ни одной из обмоток.
На практике вместо переключателей используются биполярные транзисторы, чаще можно встретить драйверы на основе полевых МОП-транзисторов, благодаря возможности пропускания большего тока, а также возможности их перегрузки. Транзистор здесь действует как переключатель, он либо закрыт, либо полностью открыт.
Упрощенная схема управления униполярным шаговым двигателем
Чтобы управлять таким мотором, надо обеспечить соответствующую последовательность импульсов. Например, только одна из четырех обмоток шагового двигателя находится под напряжением одновременно (это своего рода волновое управление). На каждый цикл двигателя подается питание на одну из четырех катушек униполярного шагового двигателя. Вращение его будет выглядеть так:
Вращение униполярного шагового двигателя в последовательных тактах цикла управления волной
Управляющая последовательность A +, B +, A-, B- повторяется каждые четыре импульса тактового генератора. Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.
Последовательность импульсов A +, B +, A -, B – вращает двигатель в одном направлении. Смена полюсов статора (N, S) заключается в питании соответствующей катушки (A + или A -).
Самый простой способ изменить направление – поменять местами одну пару проводов катушки (поменять местами, например, B + с B – и B – с B +), затем дадим последовательность A +, B -, A -, B + импульсы, он вращает двигатель в противоположном направлении. Так управление направлением реализовано в некоторых контроллерах шаговых двигателей. Самый простой способ изменить последовательность импульсов – использовать, например, реле.
Форма волны (однофазная) импульсная последовательность драйвера
Упрощенная схема однофазного (волнового) регулятора с изменением направления вращения
Несомненное преимущество униполярных шаговых двигателей – простота управления. Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.
Двухфазное управление шаговым мотором
Гораздо лучшей альтернативой однофазному управлению будет двухфазное, при котором работают две из четырех обмоток шагового двигателя. В таком управлении используем 1/2 всех обмоток. Тогда мотор станет более эффективен.
Вращение двигателя при двухфазном полноступенчатом управлении
Две катушки шагового двигателя всегда находятся под напряжением. Опять же, мы никогда не питаем две катушки из одной пары одновременно. С каждым импульсом от генератора переключается только одна катушка из отдельных пар (последовательно). В первом цикле катушки A и B находятся под напряжением, во втором катушка A все еще находится под напряжением, в то время как катушка B переключается на B +, в третьем цикле катушка B + находится под напряжением из второго цикла, и катушка A переключается на A + и так далее.
Формы сигналов A + и B + сдвинуты друг к другу (две из четырех обмоток всегда работают в заданном цикле), а сигналы A + и B- инвертируются с сигналами A + и B +. Такие формы сигналов (смещенные относительно друг друга) легко генерируются, например, благодаря интегральной микросхеме 4013, которая имеет два D-триггера. Также можно использовать микроконтроллер. Изменение направления вращения в таком контроллере, как и при однофазном (волновом) управлении, может быть реализовано путем изменения направления проводов одной пары концов катушки (изменение с A + на A – и A – на A +). Чаще всего изменение скорости основано на изменении логики последовательности управляющих импульсов. Мы можем сделать это, например, используя логические элементы XOR, которые будут отрицать сигналы (инвертировать их).
Упрощенная схема двухфазного контроллера с изменением направления вращения, D-триггерами для создания смещенных сигналов и логическими вентилями XOR
Оба типа управления представленные выше: однофазный (волновой) и двухфазный (инвертированные сигналы, управляющие транзисторами), в просторечии, являются униполярными типами управления, потому что используем униполярные шаговые двигатели с дополнительными ответвлениями обмотки. Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична.
Также стоит упомянуть моторы VR (реактивного сопротивления). Двигатели VR обычно имеют три обмотки. Чтобы управлять таким двигателем, нам нужно подавать отдельные обмотки одну за другой в последовательности A, B, C, A, B, C… это заставит двигатель вращаться в одном направлении, в то время как последовательность питания обмотки A, C, B, A, C, B… заставит его вращаться в противоположном направлении. Самый простой способ изменить направление – поменять местами концы двух обмоток шагового двигателя VR, и проще всего это сделать с помощью реле.
Упрощенная схема драйвера резистивного шагового двигателя
Последовательность импульсов управления шаговым двигателем
Последовательность импульсов драйвера реактивного шагового двигателя очень похожа на волновое управление.
Биполярное управление обеспечивает более эффективное использование шагового двигателя, при котором всегда работает вся обмотка шагового двигателя, что дает гораздо лучшую производительность на низких и средних скоростях. А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N.
Биполярный драйвер требует более сложного управления из-за того, что нужно управлять каждым из восьми транзисторов индивидуально. Взамен получаем все возможности шагового двигателя, хотя реализация такого типа управления не самая простая.
Принцип работы такого моста основан на том, что если верхний транзистор проводит в одной ветви, а нижний транзистор в другой, и наоборот, то через катушку шагового двигателя будет протекать ток. Если два верхних или два нижних транзистора проводят одновременно в двух ветвях одного моста, то ток через катушку не будет протекать. Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки.
Также в биполярных контроллерах имеем дело с однофазным (волновым) и двухфазным управлением. Оба элемента управления являются полношаговыми. При однофазном управлении, как и в униполярных шаговых двигателях, в следующем цикле запитывается только одна катушка,
Вращение биполярного шагового двигателя в последовательных тактах однофазного (волнового) цикла управления
Вращение биполярного шагового двигателя в последовательных тактах двухфазного цикла управления
Упрощенная схема драйвера для биполярных двигателей с транзисторными Н-мостами
Последовательность импульсов для питания катушек идентична униполярному двигателю, но в этом случае нет четырех сигналов на транзисторы, только восемь сигналов на восемь транзисторов. Каждым из них нужно управлять индивидуально, переключая соответствующие транзисторы в нужный момент. Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке.
Включаем транзисторы «крестом» в катушке A и B. Напряжение питания катушки задается как в униполярном управлении, в то время как «массовый» транзистор подключается крест-накрест к присоединенному верхнему силовому транзистору. Можем если надо изменить скорость, изменив управление двумя концами одной катушки, что приведет к другой последовательности импульсов. Самый простой способ – использовать реле, как при униполярном управлении, также можно реверсировать сигналы, управляющие транзисторами.
Ход управления катушками в биполярном шаговом двигателе волнового управления
Чтобы понять идею, можно сказать что на схеме показано питание проводов биполярного шагового двигателя, т.е. высокое состояние означает напряжение на конкретном проводе (A +, B +, A -, B -), а низкое состояние – появление заземления на отдельных проводах в заданном цикле. Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.
Фактически, форма сигналов управления транзисторами в H-мосте будет выглядеть как на схеме ниже. Это биполярное однофазное (волновое) управление.
Ход транзисторной последовательности управления в биполярном волновом контроллере
Идея управления катушками двухфазного биполярного двигателя аналогична управлению двухфазным униполярным шаговым мотором. Здесь также нужно управлять каждым транзистором отдельно, как в случае управления биполярной волной. Можем изменить скорость на реле, как при управлении волнами, или использовать логические вентили, меняющие сигналы.
Ход управления катушками в биполярном двигателе двухфазного управления
Эта схема, что касается управления биполярной волной, показывает соответствующий источник питания проводов биполярного шагового двигателя. Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.
Последовательность импульсов управления транзистором будет выглядеть примерно так:
Последовательность управления транзистором в двухфазном биполярном контроллере
Как правило, биполярные шаговые двигатели требуют сложной схемы управления. Эта проблема была решена с появлением специализированных интегральных схем (A3977, A4988, L297), которые используются для генерации соответствующей последовательности импульсов для управления транзисторами в H-мосте.
Также можем использовать логические элементы или D-триггеры для генерации этой последовательности, но чаще существуют драйверы, построенные на микроконтроллерах или специализированных интегральных схемах.
Самым большим преимуществом управления биполярным шаговым двигателем является хорошо используемый крутящий момент, благодаря тому что вся обмотка находится в текущем состоянии после получения импульса (в течение одного цикла).
Двигатели PM (с постоянным магнитом) и HB (гибридные), несмотря на их различную конструкцию, управляются одинаково. Каждый двигатель с 4 контактами может управляться только биполярно, в то время как униполярный шаговый двигатель с 6 контактами может работать как биполярный, так и униполярный.
Двигатели с 8 выводами дают гораздо больше возможностей, они могут работать как однополярные, так и биполярные. Кроме того, шаговый двигатель можно подключить последовательно, где нужно подавать на него более высокое напряжение, но в то же время он будет потреблять меньше тока, что приведет к снижению мощности на более высоких скоростях.
Также можем подключить его параллельно и запитать от более низкого напряжения, но с более высоким током. Это даст меньше потерь мощности на более высоких скоростях. На низких скоростях, как при последовательном, так и при параллельном подключении, двигатель будет иметь одинаковый крутящий момент (мощность).
Схема последовательного и параллельного подключения 8-проводного шагового двигателя
Идея последовательного и параллельного подключения также может быть использована с 6-проводным униполярным двигателем.
Схема последовательного и параллельного подключения 6-проводного шагового двигателя
Следует отметить, что при управлении шаговым двигателем мы переключаем обмотки, имеющие некоторую индуктивность. Когда ток прерывается в индуктивности, генерируется напряжение самоиндукции, которое может быть большим и повредить транзистор. Чтобы исключить это явление, необходимо правильно обеспечить протекание тока в катушке даже после выключения транзистора. Наиболее распространены быстродействующие диоды, которые срезают всплески, возникающие при открытии транзистора. Также можете найти драйверы с конденсаторами вместо диодов.
Схема подключения диодов к униполярному драйверу на биполярных транзисторах
Верхние диоды на схеме отсекают положительные импульсы, образовавшиеся в результате отключения тока от катушек шагового двигателя. С другой стороны, нижние диоды тоже нужны, потому что две обмотки одной пары образуют автотрансформатор. Когда в одной катушке есть положительное перенапряжение, отсекаемое верхним диодом, в другой катушке той же пары происходит отсечение отрицательного перенапряжения нижним диодом.
Иная ситуация с использованием MOSFET-транзисторов, потому что транзистор уже имеет в своей структуре переход сток-исток, который в данном случае действует как диод. При использовании небольших двигателей верхние диоды можно не устанавливать. Положительная энергия вывода не очень велика и может быть поглощена транзистором, который кратковременно работает в разрешенном режиме лавинного пробоя и действует как стабилитрон.
Схема униполярного шагового двигателя с MOSFET транзисторами
Также используем тот же принцип для биполярного управления. При использовании MOSFET-транзисторов можем использовать встроенные «диоды» в транзисторе.
Схема использования диодов в биполярных драйверах
Схема биполярного шагового двигателя с MOSFET транзисторами
Ещё стоит упомянуть инерцию обмоток, ограничивающую скорость нарастания тока. Каждая из катушек шагового двигателя имеет определенную индуктивность L и сопротивление R. После подачи напряжения на катушку ток I определяется напряжением питания катушки (VCC) и ее сопротивлением, то есть I = VCC / R. Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.
На низких частотах (скоростях) это значения не имеет, а на более высоких частотах ток не успеет увеличиться до нужного значения. Следовательно, двигатель будет значительно терять крутящий момент при увеличении оборотов, из-за того что ток не успевает увеличиться до номинального тока мотора.
Лучшее решение этой проблемы – подать на двигатель напряжение, намного превышающее номинальное напряжение его работы. Из-за более высокого напряжения ток нарастает быстрее. Правда для этого требуется специальная схема, ограничивающая ток протекающий по обмоткам.
Среди других решений – использование резистора, который выбирается так, чтобы ток в установившемся режиме был равен номинальному току двигателя. Недостатком такой системы являются большие потери мощности на резисторе.
Схема использования резистора для ограничения тока в обмотках шагового двигателя
Иное решение – заменить резисторы на источник тока, который будет поддерживать заданное значение. Сначала на катушку подается высокое напряжение, которое ускоряет нарастание тока, затем источник будет поддерживать заданное значение тока катушки. Правда потери мощности по-прежнему являются большим недостатком, на этот раз на транзисторах, из-за высокого напряжения питания.
Схема использования источника тока для ограничения тока в обмотках шагового двигателя
Другой способ – работать от двух источников питания. В первые моменты импульса катушка питается от более высокого напряжения, которое ускоряет рост тока, затем она переключается на второй источник с номинальным напряжением питания шагового двигателя.
Недостатком такого решения является необходимость использования двух источников, что связано с дополнительными преобразователями. На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения.
Упрощенная схема использования двух источников питания для регулирования тока в обмотках шагового двигателя
Самый эффективный метод – чопперский. Он заключается в подаче на катушку двигателя не одиночных импульсов, а серии импульсов по форме напоминающих сигнал ШИМ. В первый момент импульса от генератора прикладывается более высокое напряжение, которое ускоряет нарастание тока, позже оно ограничивается циклической работой транзистора.
Фрагмент схемы биполярного контроллера с технологией чоппера
Форма сигнала прерывателя для управления транзистором
Напоминаем, что в первые моменты управляющего импульса продлеваем включение транзистора, что позволяет быстрее увеличить ток, благодаря гораздо более высокому напряжению VCC, чем номинальное напряжение мотора. В следующие моменты импульса значительно сокращаем время транзистора, он работает циклически и тем самым ограничивает напряжение до номинального рабочего напряжения шагового двигателя. Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.
Схема использования компаратора в биполярном контроллере
Эта схема очень эффективна и позволяет регулировать ток катушки независимо от напряжения питания, изменяя напряжение Vs.
Напряжение питания катушки VCC намного выше, чем рабочее напряжение обмотки, а это означает что после включения транзистора ток достигает своего рабочего значения намного быстрее, за гораздо более короткое время чем постоянная времени L / R. После достижения порогового значения (установленного Vs) компаратор сравнивает падение напряжения на управляющем резисторе Rs с напряжением Vs. Если ток двигателя и, следовательно, падение напряжения на Rs увеличиваются выше напряжения Vs, компаратор запускает моностабильный триггер, который излучает один импульс и на короткое время отключает напряжение питания катушки, что снижает ток, а затем цикл повторяется с начала.
В результате компаратор и триггер циклически открывают и закрывают транзистор, что предотвращает повышение напряжения катушки до напряжения питания VCC. За счет циклической работы транзистора ограничивается напряжение питания катушки шагового двигателя. Тогда течение имеет пилообразную волну. Ниже представлена диаграмма тока в обмотке прерывателя.
График импульсов тока в обмотке
Этот управляющий сигнал с прерывистой катушкой позволяет увеличить крутящий момент шагового двигателя, особенно при более высоких скоростях вращения. Конечно потребуется еще более интеллектуальная система управления (эта проблема была решена с появлением встроенных драйверов шаговых двигателей и микроконтроллеров), но она позволяет ускорить процесс увеличения тока благодаря подаче гораздо более высокого напряжения на более высокие частоты от генератора, без значительных потерь энергии или использования двух разных источников питания. Тут понадобится только один блок питания с относительно высоким напряжением.
Очень хорошая альтернатива, особенно в тех случаях когда драйвер не нуждается в специальных функциях, – использовать готовые интегральные микросхемы драйверов шаговых двигателей. Многие производители предлагают широкий спектр специализированных чипов, разработанных специально для управления шаговыми двигателями.
Обмотки шаговых двигателей чаще всего управляются формой сигнала ШИМ через H-мосты, по одному на обмотку. Угол поворота пропорционален количеству импульсов, а скорость вращения – их частоте. При работе с полными ступенями довольно много шума и вибрации. К сожалению, также могут быть случаи пропуска ступеней («выход») и, как следствие, потеря контроля над положением ротора. Эта проблема решается за счет использования микрошагов, таким образом питая обмотки так, что ротор проходит через промежуточные положения за один полный шаг.
Если для быстрой остановки двигателя требуется еще несколько шагов, важно правильно определить состояние перехода и остановки. В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.
Это возможно на основании наблюдения увеличения BENF и соответствующего увеличения частоты импульсов, питающих двигатель. Вышеописанный алгоритм реализован в интегрированном однокристальном контроллере AMIS-30624. Он настроен для работы с различными типами шаговых двигателей, диапазонами позиционирования и такими параметрами, как скорость, ускорение и замедление.
Схема контроллера AMIS-30624
Он имеет встроенный бессенсорный детектор потери шага, который предотвращает потерю шагов позиционером и быстро останавливает двигатель при его остановке. Это обеспечивает тихую, но точную калибровку во время эталонного прогона и позволяет работать с полузамкнутым контуром. AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.
Форум
Как управлять шаговыми двигателями для точных движений роботов
Toggle Nav
Переключить навигацию
Меню
Счет
Поиск
Мое сравнение ()
Заказы на складе, размещенные после 15:00 в пятницу, 26 мая, будут отправлены во вторник, 30 мая. Polycase будет закрыт в понедельник, 29 мая, в связи с Днем памяти.
Во многих технологиях, управляющих современным миром, шаговые двигатели активно работают. Эти относительно простые, но высокоэффективные двигатели являются отличным выбором для многих различных применений, включая производственные приложения, в которых используются роботизированные компоненты.
Шаговые двигатели, однако, требуют систем управления, которые могут обеспечить степень точного оперативного контроля, которая создает точные и точные роботизированные движения. И когда инженер проектирует эти системы управления, ему необходимо уделять особое внимание конструкции контроллера и электрической коробки, используемой для его размещения.
В сегодняшнем выпуске блога Polycase TechTalk мы углубимся в основы шагового двигателя и его применения. Затем мы поговорим о том, как управлять шаговыми двигателями для инженеров-механиков и электриков, проектирующих и определяющих системы управления двигателями.
Частично разобранный шаговый двигатель. Обратите внимание на магнитные катушки, окружающие зубчатый ротор.
Что такое шаговый двигатель?
Шаговый двигатель — это распространенный тип бесщеточного двигателя с питанием от постоянного тока. Чтобы понять, как работают шаговые двигатели и почему мы их используем, вы должны сначала понять несколько вещей о том, как работают электрические двигатели.
Основное назначение электродвигателя — преобразование электрической энергии в механическую. Для этого в электродвигателе используются различные типы магнитов, которые взаимодействуют друг с другом и заставляют физические компоненты двигателя двигаться. Движение компонентов вращает вал двигателя, который передает механическую энергию от двигателя для питания других частей системы.
Существует два широко используемых типа электродвигателей: коллекторные и бесщеточные. В каждом из них используется свой метод преобразования электрической энергии в механическую:
Коллекторный двигатель использует электрические контакты, называемые щетками, которые передают ток на якорь, намотанный металлическими катушками. Два постоянных магнита статора, один положительный и один отрицательный, окружают якорь и заставляют якорь, находящийся под напряжением, вращаться. Когда якорь вращается, его кинетическая энергия вращает вал двигателя.
Бесщеточный двигатель использует несколько электромагнитов статора, расположенных по кольцу вокруг намагниченного ротора. Электромагниты можно активировать и деактивировать последовательно, чтобы управлять вращением ротора и точно совмещать его с каждым магнитом. Здесь вращение ротора создает кинетическую энергию, вращающую вал двигателя.
Коллекторные двигатели все еще используются в различных устройствах, например, в бытовой технике. Однако бесщеточные двигатели вытеснили щеточные во многих других областях, в том числе во многих цифровых технологиях, управляющих нашим миром.
Таким образом, важно понимать, как управлять шаговыми двигателями и как создавать системы управления, которые управляют ими безопасно и эффективно. Прежде чем мы углубимся в то, как они работают, давайте лучше поймем, как используются шаговые двигатели, рассмотрев преимущества шаговых двигателей и приложения, в которых они обычно используются.
Пример базового конструкция шагового двигателя. Каждая из катушек активируется последовательно, чтобы обеспечить постоянное и предсказуемое движение ротора.
Преимущества шаговых двигателей
Итак, почему шаговые двигатели часто выбирают для робототехники? Вот некоторые из основных преимуществ шаговых двигателей, благодаря которым они идеально подходят для робототехники:
Чрезвычайно точное управление движением и позиционированием двигателя
Требования к техническому обслуживанию значительно ниже, чем у коллекторных двигателей
Высокоэффективная и надежная работа при номинальных скоростях и нагрузках
Значительно меньшая занимаемая площадь, чем у большинства коллекторных двигателей
Генерирует намного меньше тепла и электрического шума, чем коллекторные двигатели
Униполярные шаговые двигатели, которые одновременно питают только одну сторону кольца катушки статора, также относительно недороги, что делает их популярными как среди любителей электроники, так и среди профессионалов. Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.
Шаговый двигатель подходит не для всех задач. Если в вашем проекте требуется постоянное вращение двигателя на очень высоких скоростях (обычно более 2000 об/мин), многочисленные полюса в шаговом приводе могут вызвать такие условия, как потери на вихревые токи, которые снижают эффективность двигателя. Кроме того, износ ротора на таких высоких скоростях может сократить срок его службы.
Закажите корпус ЧПУ для вашего проекта обработки с ЧПУ
Применение робототехники для шаговых двигателей
Шаговые двигатели используются в самых разных областях, особенно в робототехнике. Поскольку шаговые двигатели обеспечивают точное позиционирование и надежные повторяющиеся движения, они идеально подходят для приложений, требующих длинных последовательностей быстрых и точных движений. Общие роботизированные применения шаговых двигателей включают:
Обработка с ЧПУ
3D- и 2D-печать
Текстильное производство
Медицинские устройства визуализации
Системы хранения данных на жестких дисках
Каждое из этих приложений требует точного управления роторами, лазерами, печатающими головками, стилусами и другими автоматизированными роботизированными компонентами. Шаговые двигатели обеспечивают точное управление и надежность, необходимые инженерам при проектировании робототехнических систем. Однако для того, чтобы шаговые двигатели реализовали свой потенциал в этих приложениях, важно иметь четкое представление о том, как управлять шаговыми двигателями с использованием различных доступных методов управления напряжением.
Основы управления шаговым двигателем
По сути, основным методом управления шаговым двигателем является включение и выключение катушек, окружающих шестерню, в правильной последовательности. Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений.
Изменения в подаче тока на шаговый двигатель могут привести к чрезвычайно тонким и точным различиям в позиционировании. Точность шагового двигателя зависит от количества его шагов, то есть от количества различных позиций, которые он занимает в течение полного цикла вращения. Шаговый двигатель с большим количеством шагов будет в большей степени способен создавать более точные различия в позиционировании. Уровень точности, которого может достичь шаговый двигатель, известен как разрешение двигателя.
Основные режимы управления шаговым двигателем:
Волновой привод/Однофазный: последовательно активируется одна катушка. Это самый простой режим работы шагового двигателя, дающий самое низкое разрешение.
Полный шаг: две катушки последовательно активируются одновременно, поэтому полярные положения ротора фактически находятся между каждой катушкой. Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешающую способность двигателя, поскольку число шагов остается прежним.
Полушаг: активируется одна катушка, а затем одновременно активируются две катушки на следующем этапе. Таким образом, ротор перемещается на полшага за раз от положения прямого выравнивания, когда активна одна катушка, до положения раздельного выравнивания, когда активны две катушки. Этот режим фактически добавляет дополнительные шаги к вращению двигателя, поэтому он существенно увеличивает разрешение.
Микрошаг: Катушки активируются с помощью серии синусоидальных импульсов, которые перемещают ротор очень маленькими шагами. Этот метод дает самое высокое разрешение из всех перечисленных здесь, благодаря его способности подразделять полный цикл ротора на 256 шагов. Микрошаг также перемещает ротор очень плавно и последовательно, что помогает снизить вибрацию, шум и износ компонентов двигателя. Благодаря этим преимуществам микрошаговый режим является наиболее распространенным режимом активации шаговых двигателей в современных приложениях.
Также можно увеличить разрешение шагового двигателя, увеличив количество катушек и полюсов. Большинство шаговых двигателей, используемых профессиональными инженерами, имеют большое количество катушек, которые обеспечивают около 200 шагов до микрошага. В совокупности эти параметры дают инженерам, использующим шаговые двигатели, множество различных возможностей для повышения точности разрешающей способности двигателя.
Каждый шаговый двигатель управляется через схему драйвера, которая передает ток на катушки, чтобы активировать их. Поскольку весь механизм, управляющий шаговым двигателем, начинается с контроллера двигателя, очень важно, чтобы элементы управления шаговым двигателем были разработаны тщательно и в соответствии с передовыми методами. В следующих разделах мы кратко рассмотрим основы, которые вам необходимо знать при разработке схемы драйвера шагового двигателя.
Основы выбора привода шагового двигателя
Схема привода шагового двигателя обычно подключается к микроконтроллеру, который обеспечивает оператору двигателя контроль над импульсами напряжения, посылаемыми на катушки. Для схем шагового привода доступно множество различных вариантов, в том числе некоторые модели, предназначенные для готового использования в качестве контроллера шагового двигателя. Другие используют программируемые микроконтроллеры, такие как Arduino Uno, которые можно запрограммировать с помощью библиотеки управления шаговыми двигателями с открытым исходным кодом.
При выборе схемы драйвера шагового двигателя начните с четырех основных факторов. Ваш шаговый двигатель.
Ток: Драйвер должен быть рассчитан как минимум в 1,4 раза больше номинального максимального тока шагового двигателя.
Микрошаг: Драйвер должен иметь несколько вариантов разрешения шага, чтобы вы могли экспериментировать с различными настройками микрошага.
Максимальный импульс шага: Драйвер должен быть рассчитан на достаточное количество импульсов шага, чтобы вращать ротор со скоростью, требуемой вашим приложением.
Другие факторы при выборе шагового привода
Несмотря на относительно простую конструкцию шаговых двигателей, определение правильного шагового двигателя и разработка соответствующей системы управления могут оказаться сложной задачей. На четыре фактора, которые мы только что обсудили, может влиять множество других факторов, заслуживающих внимания.
При проектировании системы, включающей шаговый двигатель, обязательно учитывайте следующее:
Если в вашем приложении требуются определенные скорости вращения и крутящий момент, подбор правильного двигателя и привода может оказаться сложной задачей, даже если вышеуказанные условия соблюдены. обдуманный. Как правило, наиболее точным методом согласования двигателя и привода является использование инженерного программного обеспечения с соответствующими кривыми скорость-момент. Начните с привода с требуемыми характеристиками напряжения и тока, а затем сопоставьте его с двигателем, используя кривую скорость-момент.
Несоответствие крутящего момента является распространенной проблемой в конструкции привода шагового двигателя, которая может вызвать остановку (из-за недостаточного крутящего момента) или вибрацию и шум (из-за чрезмерного крутящего момента). Чтобы получить правильный крутящий момент, начните с расчета крутящего момента нагрузки для желаемой задачи, которую должен выполнить двигатель. После того, как вы определили требуемый крутящий момент нагрузки, используйте методы согласования нагрузки и крутящего момента двигателя, чтобы убедиться, что крутящий момент вашего двигателя находится в оптимальном диапазоне.
Помните, что шаговому двигателю требуется полный ток для создания удерживающего крутящего момента, а это означает, что шаговый двигатель может сильно нагреться, если он удерживается в одном положении в течение длительного времени. Обязательно учитывайте это при проектировании систем охлаждения.
Биполярные шаговые двигатели требуют несколько более сложных схем привода, чем униполярные шаговые двигатели, потому что они должны одновременно передавать отрицательный ток на противоположную катушку. Если вы используете биполярный шаговый двигатель, убедитесь, что ваш привод рассчитан на управление биполярными двигателями.
Блок управления шаговым двигателем должен быть защищен электрическими шкафами, чтобы защитить его от опасностей окружающей среды. В зависимости от условий эксплуатации двигателя проводка его распределительной коробки может загрязняться пылью и мусором или повреждаться брызгами воды (среди многих других возможных опасностей).
Корпуса Polycase для блоков управления шаговыми двигателями
Электрические шкафы Polycase — отличный выбор для инженеров, разрабатывающих блоки управления шаговыми двигателями. Инженеры выбирают корпуса Polycase, когда им нужна производительность с рейтингом UL, элегантный дизайн и материалы высочайшего качества для корпусов шаговых двигателей. Кроме того, мы предлагаем варианты индивидуальной настройки корпуса, которые позволяют невероятно быстро и легко модифицировать корпус с помощью специальных вырезов корпуса с ЧПУ и цифровой печати.
Ниже приведены некоторые из наиболее популярных электрических шкафов для наших промышленных клиентов, которые используют их для защиты оборудования, такого как блоки управления шаговыми двигателями:
Серия ZH: Прочные навесные поликарбонатные шкафы, подходящие для использования внутри и вне помещений.
Серия
SA: Корпуса из нержавеющей стали для наружного применения с характеристиками, соответствующими их элегантному внешнему виду.
Серия
EX: корпуса из экструдированного алюминия с красивой отделкой и встроенными направляющими для удобного монтажа на печатной плате.
Прочный и доступный корпус из поликарбоната
Полностью собранный шаговый двигатель, включая металлический корпус.
Вам нужен идеальный электрический шкаф для размещения шагового двигателя и/или блока управления двигателем? Наши специалисты по электромонтажным шкафам всегда рады помочь вам выбрать модель, соответствующую вашим потребностям. Позвоните в Polycase по телефону 1-800-248-1233, чтобы поговорить со специалистом по корпусам, или свяжитесь с нами через Интернет в любое время.
Авторы изображений
AlexLMX/Shutterstock.com
Фуад А. Саад/Shutterstock.com
Darkdiamond67/Shutterstock.com 90 003
Deniseus/Shutterstock.com
Дмитрий Калиновский/Shutterstock .com
ашаркью/Shutterstock.com
sspopov/Shutterstock.com
sfam_photo/Shutterstock.com
9 0004 Михаил Стародубов/Shutterstock.com
similis/Shutterstock.com
luchschenF/Shutterstock.com
ValeriaES/Shutterstock.com
В Советы по электронике
Как управлять шаговым двигателем
В шаговых двигателях используются специальные методы управления для достижения большей точности, чем у стандартных двигателей с регулируемой скоростью, при этом избегая затрат и сложности сервосистем.
Для промышленной автоматизации термин управление движением обычно означает использование электродвигателя для положительного управления положением, скоростью и ускорением физической системы. Пневматика экономична, а гидравлика может обеспечить наибольшую силу. Но электродвигатели часто обеспечивают правильный баланс точности, скорости, мощности, долговечности и эксплуатационных расходов.
Асинхронные двигатели переменного тока и двигатели постоянного тока используются для базовых операций включения/выключения и менее точных приложений с регулируемой скоростью, в то время как серводвигатели сочетают в себе высокую скорость, крутящий момент и точность положения/скорости/ускорения за счет положительной обратной связи — с соответственно высокой стоимостью и сложностью. Некоторым пользователям требуется лучшее управление движением, чем это возможно с асинхронными двигателями переменного тока или двигателями постоянного тока, но они ищут более экономичный вариант, чем сервоприводы.
Для многих приложений ответом могут быть системы шаговых двигателей, состоящие из шагового двигателя, привода и контроллера. Шаговые системы обеспечивают некоторые из лучших характеристик ранее описанных двигателей, но при этом экономичны. Для более низких скоростей и меньших требований к усилию шаговые двигатели обеспечивают хорошее разрешение движения. В этой статье описывается, как пользователи могут реализовывать системы с шаговыми двигателями и управлять ими.
Характеристики шагового двигателя
Шаговые двигатели названы так потому, что они управляются импульсами, полученными от привода, для перемещения небольшими дискретными шагами, и они могут делать это быстро. Как правило, лучше всего они работают со скоростью ниже 1000 оборотов в минуту (об/мин), потому что крутящий момент быстро падает с увеличением скорости. Шаговые двигатели не обладают какой-либо перегрузочной способностью, поэтому одним из отраслевых правил является выбор шаговых двигателей и приводов таким образом, чтобы ожидаемая нагрузка использовала только 50% доступного крутящего момента, чтобы избежать потенциальных условий остановки.
Шаговые двигатели управляются последовательностью импульсов от контроллера. В полношаговом режиме обычно 200 шагов (или 1,8 градуса) на каждый оборот на 360 градусов, и каждый импульс перемещает двигатель на один шаг, но этот режим нетипичен, поскольку ему не хватает точности. Вместо этого пользователи обычно выбирают полушаг , четвертьшаг или другие микрошаговые режимы , которые работают со скоростью 400, 800 или до 50 000 шагов за оборот. Ключевым моментом является баланс между точностью и требуемой полосой пропускания управляющего сигнала.
Хотя шаговые двигатели считаются более дешевой альтернативой управлению движением по сравнению с серводвигателями, у шаговых двигателей есть и другие преимущества. Шаговые двигатели не имеют джиттера/дизеринга на нулевой скорости. Для приложений без постоянной нагрузки от силы тяжести или какой-либо другой силы некоторые шаговые приводы могут иметь опцию снижения тока холостого хода, которая экономит энергию и снижает нагрев двигателя, когда вал находится в состоянии покоя.
Для машин или оборудования с движущимися частями, приводимыми в движение двигателем, возможно, с использованием редукторов или механизмов с реечной передачей, шаговые двигатели являются хорошим способом точного позиционирования нагрузки. Хотя большинство шаговых двигателей не имеют обратной связи, к двигателю можно добавить энкодер. Для большинства приложений необходимо как минимум добавить к оборудованию датчики для обеспечения обратной связи по положению.
Первый шаг
Шаговый контроллер необходим для генерации определенной последовательности импульсов для выполнения движения. В свою очередь, шаговый контроллер подключается к приводу для отправки импульса соответствующего уровня мощности самому двигателю. Контроллер, привод и двигатель обычно являются отдельными компонентами, но в некоторых случаях две или три из этих функций могут быть объединены в одном корпусе.
Контроллер может быть автономным устройством, или некоторые программируемые логические контроллеры (ПЛК) могут создавать импульсы, упрощая тесную интеграцию управления движением с другими функциями автоматизации. Базовые шаговые приводы не являются интеллектуальными, поскольку они просто принимают импульсы контроллера и усиливают их в импульсы напряжения для работы двигателя.
Разработчики должны выбирать контроллеры и приводы с совместимыми импульсными характеристиками. Электрические сигналы могут быть с открытым коллектором, драйвером линии или двухтактным. Высокоскоростные импульсы кодируют как частоту, так и направление двигателя, используя один из трех методов:
По часовой стрелке (CW) / против часовой стрелки (CCW)
(иногда используется для отслеживания энкодера, потому что этот сигнал часто используется энкодерами)
Шаговая система может создавать движение, управляя двигателем относительно того, как далеко и как быстро он должен вращаться. Некоторые распространенные примеры профилей движения в порядке возрастания сложности:
Двигаться с фиксированной скоростью.
Пройдите несколько шагов и остановитесь.
Разгон с одной скорости до другой
Перемещение на несколько шагов из одного положения остановки в другое, сначала ускоряясь до целевой скорости, а затем замедляясь до нулевой скорости в целевом положении, известное как трапециевидное движение.
Ускорение с одной скорости на другую; известное как движение по S-образной кривой.
Трапециевидные перемещения используют постоянное ускорение для перевода двигателя с одной скорости на другую. S-образные перемещения плавно регулируют ускорение от одной скорости к другой. На этом графике показано изменение скорости (скорости) во времени, когда двигатель движется от нулевой скорости к другой скорости, поддерживает вторую скорость в течение некоторого времени, а затем замедляется обратно до нулевой скорости.
Возврат в исходное положение и проверка положения
Шаговые системы могут выполнять точные относительные перемещения только после того, как контроллер изучит исходное положение с помощью процедуры возврата в исходное положение . Поскольку обратная связь от двигателя обычно отсутствует, периодическая проверка положения также может использоваться для подтверждения точных перемещений для текущей операции.
Один из способов выполнить возврат в исходное положение — установить позиционный переключатель в известном месте расположения оборудования. Чтобы узнать исходное положение, контроллер/привод перемещает двигатель в ожидаемое положение и устанавливает исходное положение после срабатывания позиционного переключателя. Проверка положения аналогична, но, как правило, это быстрая проверка, выполняемая во время нормальной работы.
Изучение вариантов
Шаговые двигатели могут быть выгодным выбором для многих приложений, и когда они подходят, они будут более дешевым вариантом, чем сервоприводы. Для приложений, где требуется точное одноосное или ограниченное многоосевое управление движением, шаговые двигатели, приводы и контроллеры (особенно ПЛК), используемые в сочетании с позиционными переключателями и/или энкодером, будут надежно управлять оборудованием примерно на 25 % по стоимости.
Обзор Набора инструментов LICOTA ALK-8023F — фото, подробное описание
Главная
Обзоры и советы
Обзоры ручного инструмента
Обзор Набора инструментов LICOTA ALK-8023F
Одним из лучших производителей инструментов для авто является тайваньский бренд LICOTA. За более чем 35 лет своего существования продукция бренда стала широко известной и узнаваемой не только на украинском рынке, но и по всему миру. Высокое качество продукции и доступные цены сделали LICOTA одним из лидеров среди автовладельцев в Украине.
Универсальный набор инструментов LICOTA ALK-8023F является отличным решением любых проблем и неполадок, связанных с автомобилем. Каждое изделие спроектировано и изготовлено в соответствии с потребностями, которые наиболее часто встречаются у автослесарей и автомехаников при ремонте авто любых марок. Это один из самых многокомпонентных наборов в нашем интернет-магазине. В комплект входит 167 предметов, каждый из которых имеет свои уникальные характеристики и назначение. Все инструменты изготовлены из высококачественной стали и имеют специальное покрытие, обеспечивающее их долговечность и надежность. Все изделия компактно уложены в прочном кейсе, в котором удобно хранить и транспортировать инструмент. Четыре замка с металлическими застежками надежно удерживают кейс в закрытом состоянии.
Широкий ряд слесарных и вспомогательных инструментов для любых задач.
Качественная обработка поверхностей. Благодаря специальным технологиям полировки, поверхность каждого инструмента надежно защищена от влаги и не окисляется.
Эргономичные двухкомпонентные (пластик+резина) рукоятки, устойчивые к воздействию масел и растворителей.
Инструменты изготовлены из прочного материала – кованая сталь, легированный хром-ванадиевый сплав. Отвертки — из усиленного сплава с добавлением молибдена для повышения прочности. Биты — сплав S2 повышенной прочности.
Каждый элемент надежно фиксируется в отдельной ячейке, при транспортировке инструменты не перемешиваются и всегда находятся на своих местах. Кейс имеет узкую и вытянутую форму, потому хорошо уместится на верстаке или полке.
Подробнее о комплектации набора LICOTA ALK-8023F
Ключи представлены в самом широком спектре. Набор включает в себя комбинированные ключи в популярном диапазоне размеров 6-32 мм. В комплекте есть набор из пяти разрезных ключей, которые применимы в ремонте тормозной системы, где обычный рожковый ключ вряд ли справится. Разрезные ключи даже в самом большом размере имеют шестигранный профиль, что встречается редко в наборах. Использование шестигранного ключа — это меньший риск «стирания» или «слизывания» крепежа и больший шанс справиться с прикипевшим соединением, по сравнению с 12-и гранниками, например.
В дополнение к рожково-накидным и разрезным ключам – популярный комплект угловых шестиграников с шаром от Ликоты. Диапазон 1,5-10мм, в пластиковом складном держателе, который можно крепить на ремень.
Головки. В наборе их 64 штуки под квадрат 1/4 и ½ дюйма на шесть граней в широком диапазоне 4-32мм. Стандартные, свечные с улучшенной пружинной фиксацией, глубокие торцевые головки, с помощью которых можно с легкостью открутить любой крепеж в автомобиле. Профиль — шестигранник и Torx (E-профиль). Для сложных креплений производитель предусмотрел торцевые головки 1/2 дюйма со вставкой (шестигранник, впрессованный в головку) на 17мм и 19мм. Что очень редко встречается в наборах инструментов.
Также есть гибкие и шаровые удлинители на квадрат пол и четверть дюйма разной длины. Пригодятся для откручивания креплений в труднодоступных местах. Наличие шестигранной головки на конце удлинителя это еще одна особенность марки Ликота. Благодаря шестигранной головке удлинитель можно использовать не только с трещоткой, но и с обычным рожковым ключом. Удлинитель 1/2 дюйма — с ключом на 22мм, а 1/4 дюйма с ключом на 11мм.
Для работы со сложными соединениями, под различными углами или в труднодоступных местах в наборе есть карданы на те же размеры квадрата, вороток с бегунком, отвертка-вороток и шарнирный вороток, который редко встречается в автомобильных наборах инструментов.
Комплект отверток. Включает шлицевые (с оранжевыми рукоятками) и крестообразные (с синими ручками). Две из них усиленные ударные отвертки для работы с прикипевшими болтами и две короткие отвертки шлицевая и крестообразная — для работы в ограниченном пространстве. У основания рукоятки усиленных отверток имеется шестигранник, для использования ключа.
Шарнирно-губцевые инструменты: переставные клещи с фиксатором – особенно рекомендуются для работы с узлами круглого сечения. Фиксатор с мелким шагом — позволяет точно настроить инструмент под размер крепежа. Пассатижи и бокорезы среднего размера. Мягкие и комфортные рукоятки плотно сидят в руке.
Биты. Без них набор был бы не полным, в этом наборе вы найдете практически все популярные профили бит: Spline, Torx, HEX, Шлиц, Крест, Крест с насечками, Ribe… Биты в размерах ¼ и 5/16 дюйма. Для бит размера 5/16 в наборе предусмотрен переходник под квадрат 1/2. Биты торкс — с отверстием, их можно использовать как для обычных винтов, так и для винтов с выступом на шляпке, бита плотно садится на крепеж.
Ударно-режущие инструменты. Выколотка, кернер, зубило и крейцмейсель – для работы с металлом. Пазы, канавки, обработка и создание отверстий в металлических частях автомобиля не будет проблемой.
Трещотки представлены в тех же размерах квадрата, что и торцевые головки – ½ и ¼ . Особенность трещоток Ликота – выгнутые эргономичные рукоятки. Преимущества: надежный трещоточный механизм на 36 зубцов и плавно, легко переключающийся флажок.
Универсальный набор инструментов LICOTA ALK-8023F продуман таким образом, чтобы автослесарю не пришлось покупать что-то еще. Помимо основных инструментов, предназначенных для работы с автомобилем, в комплекте есть и дополнительные: молоток, телескопический магнит и пробник-тестер напряжения. Магнит достаточно мощный, способен удержать самый тяжелый ключ (на 32) из набора. Дополнительные инструменты отлично сочетаются в работе с другими элементами набора, например, молоток с ударными отвертками, и расширяют функционал набора.
Набор инструментов LICOTA ALK-8023F предназначен скорее для профессионального или промышленного использования. Мы рекомендуем купить набор инструментов на 167 предмета LICOTA ALK-8023F , если вы занимаетесь ремонтом автомобилей или других транспортных средств. Он содержит все необходимые
компоненты для проведения различных ремонтных работ в автомобиле, будь то
ремонт моторного отсека, ходовой части или мелкий ремонт салона авто. Каждый из
них является по-своему полезным, а вместе все 167 предметов предлагают своему
владельцу широкий функционал и огромный выбор вариантов использования.
ALK8023F Licota Набор инструмента 1/4 и 1/2 6 гр. 167 предметов LICOTA ALK8023F в Екатеринбурге
Бренды
Licota
SUBARU
Subaru Legacy, Subaru Outback, Subaru Forester (SH), Subaru Impreza II
INFINITI
INFINITI FX 35S
Ford
Ford Ecosport, Ford Escape, Ford Escort, Ford Fiesta, Ford Focus 1, Ford Focus 2, Ford Focus 3, Ford Focus C-Max, Ford Fusion, Ford Galaxy, Ford Grand C-Max, Ford Ka, Ford Kuga 1, Ford Kuga 2, Ford Maverick, Ford Mondeo 1, Ford Mondeo 2, Ford Mondeo 3, Ford Mondeo 4, Ford Mondeo 5, Ford Puma, Ford Ranger, Ford S-MAX, Ford Scorpio, Ford Sierra, Ford Tourneo Connect, Ford Transit, Ford Transit Connect
Renault
Renault 19, Renault 21, Renault 25, Renault ARKANA, Renault Avantime, Renault Clio I, Renault Clio II, Renault Clio III, Renault Clio IV, Renault Clio RS, Renault Duster, Renault Espace I, Renault Espace II, Renault Espace III, Renault Espace IV, Renault Fluence, Renault Fluence II, Renault Kangoo, Renault Kangoo II, Renault KAPTUR, Renault Koleos, Renault Koleos II, Renault Laguna II, Renault Laguna III, Renault Latitude, Renault Logan Stepway, Renault Master II, Renault Master III, Renault Master IV, Renault Megane I, Renault Megane II, Renault Megane III, Renault Modus, Renault Sandero (Stepway), Renault Sandero (Stepway) II, Renault Sandero ll, Renault Scenic, Renault Scenic II, Renault Scenic III, Renault Symbol (Thalia) II, Renault Trafic III, Renault Twingo I, Renault Twingo II, Renault Vel Satis, Renault Vel Satis II, Renault Grand Scenic III, Renault Logan IIl 21>, Renault Laguna I
Citroen AX, Citroen Berlingo, Citroen Berlingo II, Citroen BX, Citroen C-Crosser, Citroen C-Elysee, Citroen C1, Citroen C2, Citroen C3 Picasso, Citroen C3 Pluriel, Citroen C4 Aircross, Citroen C4 Cactus, Citroen C4 Grand Picasso, Citroen C4 Picasso, Citroen C5 II, Citroen C6, Citroen C8, Citroen DS3, Citroen DS4, Citroen DS5, Citroen Evasion, Citroen Jumper I, Citroen Jumper II, Citroen Jumper III, Citroen JUMPY COMBI, Citroen Jumpy III, Citroen NEMO, Citroen Saxo, Citroen Space Tourer, Citroen Xantia II, Citroen XM, Citroen XM II, Citroen Xsara, Citroen Xsara Picasso, Citroen ZX, Citroen C5 (X7)
Nissan
Nissan Avenir, Nissan Almera N16, Nissan Cube, Nissan Juke, Nissan Murano, Nissan Note, Nissan QASHQAI, Nissan Serena, Nissan X-Trail (T31), Nissan Primera (P10), Nissan PickUp, Nissan Terrano II, Nissan Laurel (HLC230), Nissan Teana (T31), Nissan Primera II (P11), Nissan Sunny Traveller IV, Nissan Terrano I, Nissan Almera III G15, Nissan Pulsar (N15)
KIA
Kia Carens I RS, Kia Carens II FJ, Kia Ceed I ED, Kia Ceed II JD, Kia Ceed III CD, Kia Cerato I LD, Kia Cerato II TD, Kia Cerato III YD, Kia Grand Carnival, Kia Magentis I MS, Kia Magentis II MG, Kia Mohave, Kia Opirus, Kia Optima III TF, Kia Optima IV JF, Kia Picanto I SA, Kia Picanto II TA, Kia Picanto III JA, Kia Quoris, Kia Rio I DC, Kia Rio II JB, Kia Rio III UB, Kia Sephia FA, Kia Shuma, Kia Sorento I BL, Kia Sorento II XM, Kia Sorento III UM, Kia Spectra, Kia Soul, Kia Sportage II KM, Kia Sportage III SL, Kia Sportage IV QL, Kia Stinger, Kia Venga, Kia Rio IV YB (X-Line), Kia Sportage I FM, Kia Amanti
Opel
Opel Astra G, Opel Mokka, Opel Omega B, Opel Corsa B, Opel Corsa C, Opel Omega A, Opel Corsa D (S07)
HYUNDAI
Hyundai Accent, Hyundai Coupe, Hyundai Creta, Hyundai Elantra IV HD, Hyundai Elantra V MD, Hyundai Elantra VI AD, Hyundai Galloper, Hyundai Genesis I BH, Hyundai Getz, Hyundai Grand Santa Fe, Hyundai Grandeur, Hyundai i20 I PB, Hyundai i30 I FD, Hyundai i30 II GD, Hyundai i40, Hyundai ix35, Hyundai ix55, Hyundai Santa Fe II CM, Hyundai Santa Fe III DM, Hyundai Santa Fe IV TM, Hyundai Solaris, Hyundai Solaris I RB, Hyundai Solaris II HC, Hyundai Sonata V NF, Hyundai Sonata VI YF, Hyundai Sonata VII LF, Hyundai Starex, Hyundai Terracan, Hyundai Trajet, Hyundai Tucson, Hyundai Tucson I JM, Hyundai Tucson III TL, Hyundai Veloster, Hyundai Verna, Hyundai XG, Hyundai Santa Fe I SM Classic(ТаГаз), Hyundai Sonata IV EF (ТаГаз), Hyundai Accent(ТаГаз), Hyundai Elantra III XD (ТаГаз), Hyundai Solaris I Рестайлинг, Hyundai Porter(ТаГаз)
SUZUKI
Suzuki Grand Vitara II, Suzuki SX4 II (JY) хэтчбек
CHEVROLET
Chevrolet Aveo (T200), Chevrolet Cruze (T300, J300), Chevrolet Cruze (T305, J305), Chevrolet Lanos, Chevrolet Nubira, Chevrolet Spark, Chevrolet Captiva (С140), Chevrolet Aveo II (T250) Седан
SKODA
Skoda Kodiaq, SKODA OCTAVIA TOUR, Skoda Octavia IV, Skoda Fabia V, Skoda Karoq, Skoda Rapid II, Skoda Superb IV, Skoda Superb V, Skoda Fabia VI, Skoda Superb I (3U4), Skoda Yeti (5L), Skoda Roomster (5J), Skoda Fabia I
AUDI
Audi A1 SportBack (8XA,8XF), Audi A2, Audi A3 I (8L), Audi A3 II (8P), Audi A3 III (8V), Audi A3 SportBack (8PA), Audi A6 (4B2,C5), Audi A6 Avant 5, Audi Q3 II (F3), Audi Q5, Audi Q7 2, Audi TT I (8N), Audi TT II (8J), Audi TT Roadster кабрио 3, Audi 100 IV(C4), Audi 80 V(B4), Audi A4 II (B6)
VOLKSWAGEN
Volkswagen Tiguan, Volkswagen Caddy Alltrak IV, Volkswagen T-Crocc, Volkswagen Tiguan II, Volkswagen Multivan V, Volkswagen Golf III, Volkswagen Touran II, Volkswagen Passat III, Volkswagen Passat IV, Volkswagen Passat V, Volkswagen New Beetle, Volkswagen Beetle (5C1,5C2), Volkswagen Beetle Cabrio (5C7,5C8), Volkswagen Caddy III универсал (2KB,2KJ,2CB,2CJ), Volkswagen Passat (3C2), Volkswagen Polo I, Volkswagen Polo V Sedan (614,604,6C1), Volkswagen Polo VI (CK), Volkswagen T-Roc, Volkswagen Sharan I, Volkswagen Golf Plus I, Volkswagen Touareg I
Toyota
Toyota Land Cruiser Prado, Toyota Mark II, Toyota Wish, Toyota Corolla (E150), Toyota Caldina, Toyota Avensis I (T220), Toyota Camry II (V20), Toyota Corolla (E100), Toyota Land Cruiser 40 (J40), Toyota RAV 4 IV (XA40)
HONDA
Honda Civic 5D, Honda Prelude, Honda Civic VIII, Honda Elysion, Honda FR-V, Honda Integra, Honda Jazz II (GD,GE3,GE2), Honda Civic III, Honda CR-V I, Honda Accord I
Land Rover Discovery, Land Rover Freelander, Range Rover IV, Land Rover Discovery II, Range Rover II
BMW
BMW 320I, BMW 520i, BMW 5 E28, BMW 7 E32, BMW 3 E36, BMW 5 E34, BMW X5 III F15
Samand
Iran Khodro Samand 1. 6, Iran Khodro Samand 1.8
SEAT
Seat Alhambra II, Seat Ibiza IV, Seat Arona, Seat Leon III, Seat Leon ST IV, Seat Altea XL (5P5,5P8)
DAEWOO
Daewoo Nexia (N100) DOHC, Daewoo Nubira I
JEEP
JEEP GRAND CHEROKEE, JEEP Cherokee, JEEP Wrangler II, JEEP Grand Cherokee II (WJ, WG)
PORSCHE
Porshe Cayenne Turbo
Специалисты магазина Patron рекомендуют: перед покупкой запчасти необходимо убедится в ее совместимости с помощью вин-кода автомобиля или номера оригинальной детали Набор инструмента 1/4 и 1/2 6 гр.
Найдено 14 сервисных центров по ремонту 3d-принтеров в Москве. Выберите подходящий вам сервис из списка ниже или просто оставьте заявку на ремонт и мастер сам свяжется с вами.
Быстрая заявка на ремонт
4 отзыва
Ремонт любой сложности, в короткие сроки, качественно и не дорого!
улица Грина 36
Сегодня 10:00–21:00, без перерыва
+7 (495) 197-66-72
Олеся оценил(а) на 5 звезд
Благодаря вашему сайту, я нашла хороший сервисный центр для ремонта стиральной машины Самсунг. Была проведена бесплатная диагностика и в кротчайшие сроки устранена поломка. Счастью не б
6 отзывов
Сервисный центр по ремонту мобильной и бытовой техники.
ул.Мурановская, д.12 (и ещё 18 адресов)
Сегодня 10:00–18:00, без перерыва
+7 (495) 926-72-26
Николай оценил(а) на 5 звезд
Сломался телефон, дисплей не включался.
Обратился в данный сервисный центр, быстро все сделали. Спасибо данному за сервису за профессиональную работу.
5 отзывов
6 фото
Здравствуйте!
Мы работаем не на количество, а на КАЧЕСТВО!!!
Ценим доверие клиентов и выполняем ремонт на совесть, чтобы вы потом порекомендовали своим друзьям и знакомым.
Отдельный инженер по каждому профилю. Стаж мастеров от 15 лет!
Маршала Бирюзова, 34 (и ещё 60 адресов)
Сегодня выходной
+7 (499) 288-79-76
Сергей оценил(а) на 5 звезд
Думал что пылесос уже нужно выкинуть, но друг посоветовал вашу компанию и я обратился к вам, работа выполнена в кратчайшие сроки и все шикарно работает, спасибо вам большое
3 отзыва
Сервисный центр по ремонту бытовой и мобильной техники. Есть возможность вызвать курьера для доставки вашего устройства в ремонт.
Без перерыва на обед. Звонки принимаем по будням с 9:00 до 21:00, по выходным и праздничным дням с 10:00 до 20:00
Студёный проезд, д.12 (и ещё 26 адресов)
Сегодня 10:00–18:00, без перерыва
+7 (495) 545-06-08
Мария оценил(а) на 5 звезд
Немного повозились с ней, я уж думала, всё теперь новую надо покупать, а не тут да и было? работает как часы?✔️
1 отзыв
7 фото
3 сертификата
Ремонт ЛЮБОЙ техники. Работаем более 20 лет — главная гарантия качества! ОНЛАЙН консультант на нашем сайте работает 24 часа
Старый Зыковский проезд, 3
Сегодня 16:00–19:00, без перерыва
+7 (495) 236-90-08
Макс оценил(а) на 5 звезд
Сломался телевизор. Начитался страшилок в отзывах о других компаниях, о бесконечном обмане. В итоге починили за три часа телевизор, стоимость и качество работ полностью устроили. Буду о
Юрловский проезд, д.13 (и ещё 8 адресов)
Сегодня 11:00–18:00, без перерыва
+7 (495) 055-72-25
4 отзыва
Часовая 10/1 (и ещё 1 адрес)
Сегодня 11:00–19:00, без перерыва
+7 (495) 120-41-38
Нина оценил(а) на 5 звезд
Сдавала в этот сервис парогенератор, он плевался водой, а не отпаривал, поломку нашли быстро, оказалось сломался температурный регулятор. Спасибо за быстрый ремонт.
5 отзывов
6 фото
Щербаковская 1 (и ещё 1 адрес)
Сегодня 10:00–21:00, без перерыва
+7 (495) 147-69-38
Lisi4ka оценил(а) на 5 звезд
Ремонтировала комп. Ремонт сделали быстро и качественно. Очень довольна. В следующий раз тоже обращтся буду к ним.
1 отзыв
5 фото
Широкая 13А
Сегодня 10:00–18:00, перерыв 13:00–14:00
+7 (985) 910-68-87
Сергей оценил(а) на 5 звезд
Обратился к вам по поводу сломанной микроволновки и очень рад что пошел именно к вам, сейчас продолжаю ей пользоватся и дефектов никаких не наблюдается
3 фото
ул. Коминтерна 13/4
Сегодня выходной
+7 (963) 775-88-99
Малыгина 6
Сегодня 10:00–20:00, без перерыва
+7 (903) 960-25-84
ул. Багратионовский проезд, 7к3
Сегодня 10:00–21:00, без перерыва
+7 (495) 295-00-83
москва вавилово 15 (и ещё 1 адрес)
Сегодня выходной
+7 (499) 490-48-82
Ирина оценил(а) на 1 звезду
Добрый день. Позвонила по телефону 4994904882 надо было отремонтировать алкотестер оператор сказал что да они делают ремонт подъезжайте на Вавилово 15 проехав через всю Москву оказалос
4 отзыва
Крылатские Холмы д.37 (и ещё 2 адреса)
Сегодня выходной
+7 (495) 223-16-10
Ирина оценил(а) на 5 звезд
Всё починили, теперь буду радовать семью всякими выпечками ? приятно было иметь с вами дело.
Удобный поиск
Оставьте заявку на ремонт 3d-принтера или просто задайте вопрос мастерам и с вами свяжутся представители сервисных центров для устранения неисправности.
Как это работает?
Частые вопросы по ремонту 3d-принтеров
Где можно отремонтировать 3d-принтер в Москве?
Советуем вам обратиться в один из следующих сервисных центров: Сервисный центр в Медведково, Nicom, Лаборатория ремонта.
Есть ли сервисы с бесплатной диагностикой?
Да, например, AEPerson — сервис с 25 летним стажем!, Ремонтный участок, СЦ «С2-014B». Полный список сервисных центров с данной услугой вы можете получить, применив фильтр.
Сколько сервисов по ремонту 3d-принтера в Москве с хорошими отзывами?
По мнению пользователей Москвы в городе находятся 9 сервисных центров по ремонту 3d-принтеров с положительными отзывами: Сервисный центр в Медведково, Сервисный центр FIXIT, LAURA РЕМОНТ и еще 6 сервисных центров.
Мне нужен срочный ремонт 3d-принтера в Москве
Срочный ремонт доступен у 14 сервисных центров, вот некоторые из них: Сервисный центр в Медведково, Nicom, Лаборатория ремонта. Для поиска срочного ремонта воспользуйтесь фильтром.
Можно ли оплатить ремонт картой?
Оплатить работу за ремонт 3d-принтера картой можно в 10 сервисах, например тут: Nicom, Лаборатория ремонта, Ремонт и Сервис.
Какие компании осуществляют гарантийный ремонт 3d-принтеров?
В каталоге зарегистрированы 3 сервисных центра, которые ремонтируют 3d-принтеры по гарантии, например: Лаборатория ремонта, Три Кита, Профи . Подробности уточняйте по телефонам.
Есть ли доставка для ремонта?
13 сервисных центров готовы приехать и забрать у вас 3d-принтер на ремонт, а потом привезти обратно. Некоторые сервисы с доставкой: Nicom, Три Кита, Ремонт и Сервис.
Есть ли в наличии запчасти для 3d-принтеров?
4 сервисных центра готовы продать Вам запчасти для 3d-принтера или выполнить ремонт, используя эти запчасти. Некоторые сервисы с запчастями в наличии: Сервисный центр в Медведково, Nicom, Атлант Сервисный Центр.
Еще ремонтируют
Электрические велосипеды
Фрезеры
Видеоглазки
Терминалы сбора данных (ТСД)
Машинки для стрижки
Шлифовальные машины
Микроскопы
Водяные циркуляционные насосы
Ремонт 3D принтеров — Сервисный Центр «AF-Service» ремонт электронной техники в Москве
Ремонт и продажа 3D принтеров в Москве. Гарантия от 30-ти дней! Звоните по телефону ✆ +7(495) 888-16-30. Часы работы с 10-00 до 18-00.
3D принтер это устройство для изготовления объемных объектов путем послойного нанесения либо полимеризации печатающего материала. Сама концепция такого метода построения моделей появилась ещё в 80-е года прошлого века. Тогда был придуман метод называемый лазерным селективным спеканием (SLS — Selective Laser Sintering). При таком способе создания объект из электронного вида переходил в реальный путем послойного засвечивания лазером светочувствительного фотополимера. Тогда 3D печать была доступна только крупным компаниям и являлась процессом исключительно производственным.
В сегодняшний век технологий, 3D печать становится всё более и более доступной. Стало это возможно благодаря изобретению метода нанесения слоев расплавленым пластиком. Такой метод называется термопластической экструзией. Вероятно в ближайшем будущем экструзионный 3D принтер будет использоваться на равне с «2D» принтером. Уже сейчас данное устройство всё чаще можно увидеть в домах и офисах. Если Ваше «чудо техники» вышло из строя и требуется в короткие сроки произвести ремонт, немедля обращайтесь в наш технический центр.
Если Вы нашли нашу страницу в интеренете и сейчас читаете её это может значить то что ваш 3D принтер не работает либо работает но не так как надо и Вы ищете информацию о устранении неполадки. Не стоит пробовать чинить аппарат самому. Хотя на первый взгляд и кажется что устройство имеет простой принцип работы и проблем возникнуть не должно, смеем Вас заверить что это не так и как у любого другого оборудования у него есть свои секреты в работе.
Так какие же неполадки могут возникнуть у 3D принетра.
Типичные неисправности 3D принтеров:
Не нагревается экструдер (хотэнд) 3D принтера
Объект сдвигается при печати
Отсутсвует нагрев кровати 3D принтера
Не подается пластик/филамент в экструдер
Не передвигается блок печати или отсутствует перемещение по осям XY
Не перемещается стол/кровать или отутсвует движение по оси Z
Потеря точности печати/3D принтер смещает слои
Забивается экструдер
3D принтер не определяется компьтером/ не подключается
другие типичные неисправности 3D принтеров
Любую из данных неисправностей могут устранить инженеры нашего технического центра. Мы производим ремонт любых 3D принтеров работающих по технологии послойного нанесения филамента/пластика. Также в нашем техническом центре существует возможность произвести апгрейд/модернизацию вашего 3D принтера.
Ориентировочные цены на ремонт 3D принтеров
Наименование услуги
Стоимость
Ремонт/замена экструдера 3D принтера
От 2800р.
Ремонт цепей питания двигателей/концевиков/нагревателей 3D принтера
От 3800р.
Ремонт/замена платы управления 3D принтера
От 2400р.
Прошивка/настройка прошивки 3D принтера
От 2300р.
Ремонт механики 3D принтера
От 3800р.
Техническое обслуживание 3D принтера
От 2900р.
Более подробную информация о ремонте 3D принтеров Вы можете узнать у наших менеджеров по телефону:
✆ +7(495) 888-16-30
Наверх
Дом, напечатанный на 3D-принтере Apis Cor, полностью созданный за один день
Разве не было бы замечательно, если бы вы вернулись домой на следующий день, когда задумали приобрести такой? В настоящее время технология 3D-печати проникает во многие отрасли промышленности, одной из которых является строительный бизнес. Ранее в этом году американская компания по 3D-печати Apis Cor и российский девелопер совместно построили первый в мире 3D-печатный дом всего за 24 часа. Дом 3D-печати стоит сегодня в Ступино, городе недалеко от Москвы, Россия.
Подробнее:
Прорыв в 3D-печати: голландские исследователи разработали новый биопластик на основе водорослей для 3D-печати
Почему в архитектуре сейчас все говорят о 3D-печати?
При строительстве жилого дома использовались автомат смеси и подачи и мобильный 3D-принтер. Они были разработаны Apis Cor специально для этой цели. Принтер, действовавший подобно подъемному крану, построил все элементы дома. Он построил все здание как единое целое, от экстерьера до интерьера, включая все стены и перегородки. Это было в отличие от заказной 3D-печати, которая создает части здания как отдельные части на объектах вдали от строительной площадки. Затем отдельные панели возвращаются для сборки и соединения на месте. Дом Аписа Кора изогнутой формы имеет площадь 37 квадратных метров (400 квадратных футов). Именно эта форма была выбрана, а не другие. Он был выбран, чтобы подчеркнуть великолепные возможности 3D-принтера, который может создать любую желаемую форму здания. Дом включает в себя гостиную, ванную комнату, кухню и прихожую. Одним из пяти партнеров в этом проекте является компания Samsung, которая снабдила дом всей необходимой бытовой техникой, в том числе изогнутым телевизором, который можно было разместить на изогнутой стене гостиной. Несмотря на то, что крыша плоская, она способна выдерживать нормы снеговой нагрузки для зданий. Это было достигнуто за счет использования участков полимерных мембран, соединенных вместе с помощью горячего воздуха. Установка дверей и окон происходила после завершения строительного процесса. Одним из многих преимуществ процесса 3D-печати является его гибкость и адаптируемость. Это позволяет использовать различные виды установок, а также фурнитуру в процессе строительства.
предоставлено Apis Cor.
Строительство Дома Апис Кор:
Погода, однако, не благоприятствовала строительству. Строительство 3D-печатного дома проходило в суровую зиму России. Хотя сам принтер может работать при температурах до -35 градусов Цельсия, бетонная смесь, которую он использует, может образовываться только при температуре выше 5 градусов Цельсия. Поэтому для утепления периметра и обеспечения лучшего температурного режима бетонной смеси был использован тент. Геополимеры позволят строительным компаниям в будущем строить 3D-дома в любое время года. Еще одним преимуществом новой техники является низкая стоимость создаваемых зданий по сравнению с обычными блочными зданиями. Новый метод экономит до 70% стоимости строительства. Здание, напечатанное на 3D-принтере Apis Cor, стоило 10 134 доллара, что означает 275 долларов за каждый квадратный метр. Эта стоимость включает в себя все аспекты строительства снаружи и внутри, такие как крыша, изоляция, отделка и, конечно же, фундамент. Двери и окна были самыми дорогими предметами в доме.
Все изображения предоставлены Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
Услуги 3D-печати и аддитивное производство изнашиваемых деталей
Дом
Услуги по заказу запчастей
Услуги аддитивного производства и 3D-печати
Загрузите 3D-модель (STL/STEP).
Выберите материал, способ печати и узнайте цену.
► Загрузка не работает? Нажмите здесь, чтобы начать загрузку непосредственно в сервисном инструменте 3D-печати.
Наша служба 3D-печати использует порошки, нити и смолы, которые, как было доказано, служат до 50 раз дольше, чем стандартные материалы для 3D-печати внутри движущихся объектов. Мы тщательно тестируем наши инженерные композитные пластиковые материалы iglide® в нашей испытательной лаборатории площадью 41 000 квадратных футов, чтобы убедиться, что каждая напечатанная на 3D-принтере деталь или компонент обладают исключительной износостойкостью, сравнимой с литьем под давлением. Все материалы и детали, напечатанные на 3D-принтере igus®, отличаются низким коэффициентом трения, не требуют технического обслуживания и являются самосмазывающимися. Мы производим 3D-печатные компоненты для прототипов и небольших партий, минимальный объем заказа не требуется!
Почему стоит выбрать igus?
Быстрое обслуживание, запчасти в течение 2-3 рабочих дней
Инструмент конфигурации CAD для высокой гибкости проектирования
Разработчик материалов и поставщик услуг печати
Материалы, соответствующие требованиям FDA и ESD
Вопросы? Ознакомьтесь с нашим разделом часто задаваемых вопросов
Ссылка на iglide® — 3D-печать: Информационный лист
Ознакомьтесь с нашими методами производства
Селективное лазерное спекание (SLS)
Быстрое производство, 2-3 рабочих дня
Точность размеров (от ±0,1 мм)
Высокая прочность и ударная вязкость
Заводы лазерного спекания в Германии, Китае и США
Моделирование методом наплавления (FDM)
Большой выбор материалов, включая высокотемпературные материалы, соответствующие требованиям FDA и ESD
Возможна установка компонентов большой емкости до 3 м
Возможна печать из нескольких материалов
Цифровая обработка света (DLP)
Высокий уровень детализации деталей
Изотропные механические свойства
Чистая и гладкая поверхность
Возможны внутренние каналы
Просмотрите наши материалы
Приобретите все наши материалы для 3D-печати материалы ниже. Чтобы узнать больше о наших материалах, процессе тестирования и т. д., нажмите здесь.
Порошковый материал SLS
Высокая износостойкость и высокая прочность для механизмов скольжения и зубчатых передач
Бестселлер в сфере услуг 3D-печати
Может обрабатываться на подходящих имеющихся в продаже машинах для лазерного спекания
Перейти в магазин
Нить FDM
Материалы для специальных требований, таких как FDA, высокая термостойкость и химическая стойкость
Диаметры 1,75 мм и 3 мм
Высокая износостойкость
Низкий коэффициент трения
Перейти в магазин
Смола DLP
Первая в мире износостойкая DLP-смола
Срок службы в 30-60 раз выше, чем у обычных смол для 3D-печати
Зубчатые колеса с модулем зубьев 0,2 возможных
Высокий уровень детализации: разрешение до 35 мкм
Просмотрите Магазин
Услуга 3D-печати
Наша служба 3D-печати использует порошки и нити, которые, как было доказано, служат до 50 раз дольше, чем стандартные материалы для 3D-печати внутри движущихся объектов. Все изнашиваемые детали, напечатанные на 3D-принтере igus®, обладают низким коэффициентом трения, не требуют технического обслуживания и являются самосмазывающимися.
Использовать службу 3D-печати
Конфигуратор САПР
Этот инструмент позволяет пользователям загружать файлы САПР для 3D-печатных подшипников, шестерен, роликов и пруткового проката. Представления компонентов отображаются как в 2D, так и в 3D, и доступна подробная информация о продукте. Индивидуальные проекты также могут быть легко загружены и настроены.
Использовать CAD-конфигуратор
Обсудите свой проект со специалистом по нестандартным деталям
Независимо от того, заинтересованы ли вы в полностью собранных решениях «под ключ» или хотите создать свой собственный проект, позвольте нам помочь вам с решением, основанным на вашем конкретном приложении и требованиях. Свяжитесь с нами через форму ниже или позвоните нам по телефону (800) 521-2747 и обсудите ваш проект уже сегодня!
Связаться со специалистом
Ресурсы Engineer’s Toolbox
Часто задаваемые вопросы: часто задаваемые вопросы
В: Что такое 3D-печать?
О: Термин «3D-печать» охватывает множество различных типов аддитивных технологий. Термины «аддитивное производство» или «быстрое прототипирование» часто используются как синонимы. Когда для изготовления компонентов используется 3D-печать, материал добавляется слой за слоем, что ясно из термина «добавка». Это отличает 3D-печать от методов резки, при которых материал удаляется для изготовления компонентов (метод вычитания). Это делает 3D-печать очень экономичной в использовании материала.
В: Что такое 3D-принтер?
О: 3D-принтер — это машина, с помощью которой можно создать трехмерный объект, например, путем плавления пластика или металла. Инструменты не нужны. Для изготовления объекта требуется соответствующий проектный файл (3D-модель или файл CAD). Изделие изготавливается на 3D-принтере на основе этого файла.
В: Как долго хранится компонент, напечатанный на 3D-принтере?
A: Срок службы компонента, напечатанного на 3D-принтере, всегда сильно зависит от нагрузки и выбранного материала. Решающую роль играют такие величины, как крутящий момент, частота вращения, нагрузка на растяжение и нагрузка на сжатие. Производственный процесс также оказывает влияние на долговечность компонента.
В: Насколько точно может печатать 3D-принтер?
О: Точность 3D-печатной детали зависит от соответствующего метода и качества принтера. Здесь также играют роль используемая нить и качество данных CAD. По сравнению с литьем под давлением или процессами механической обработки, в 3D-печати возможные отклонения больше. При литье пластмасс под давлением возможны допуски в десятых пределах, а при механической обработке металла — в сотых. Допуск отклонения составляет не менее 0,1 мм в большинстве процессов. Часто смешение терминов «разрешение» и «допуск» приводит к недоразумениям. Например, разрешение принтера Polyjet всего 15 мкм не означает, что допуск такой же низкий. Здесь вы должны внимательно относиться к различным терминам.
В: Как работает 3D-принтер?
О: По сути, 3D-принтер работает так же, как 2D-принтер, который наносит чернила на бумагу с помощью струи или лазера. 3D-печать — это аддитивный процесс, в котором материал постепенно добавляется слой за слоем для создания трехмерной модели. В 3D-печати есть несколько методов, которые работают немного по-разному. Отправной точкой для 3D-печати являются соответствующие данные CAD для печатаемой детали.
В: Что означает аддитивное производство?
A: Аддитивное производство описывает революционный производственный процесс, в котором материал наносится слой за слоем аддитивно для создания физического компонента. Основой многоуровневой структуры являются проектные данные 3D CAD. Компоненты строятся слой за слоем, а не вычитаются из пруткового материала (например, фрезеруются, обтачиваются). Производственный процесс принципиально отличается от консервативных методов механической обработки и часто приводит к экономии материала и веса и, таким образом, обычно позволяет избежать ненужных отходов материала. Скудный выбор материалов, доступных в настоящее время для 3D-печати, по-прежнему охватывает наиболее распространенные классы материалов, такие как металлы, пластмассы и композиты.
Мембранно-вакуумный пресс Master Compact Plus, предназначен для изготовления кухонных фасадов, столешниц, облицованных ПВХ плёнкой, фанерования филенок шпоном или пластиком. Пресс оснащен вертикально подвижным столом для изготовления и облицовки ПВХ пластиком, натуральным шпоном гнутоклееных фасадов, с высотой до 240 мм. Конструкция пресса позволяет при работе на вертикально подвижном столе осуществлять одновременную работу на всей остальной площади вакуумной ванны.
Описание мембранно-вакуумного пресса Master Compact Plus:
Мембранно-вакуумный пресс Master Compact Plus модель линейки универсальных вакуумных прессов, позволяющая работать с ПВХ-плёнками, шпоном, пластиком, изготавливать гнутоклееные изделия, высотой до 240 мм, включая подложку. Может работать в двух режимах – в режиме плоского стола и в режиме для криволинейных изделий. Вакуумный пресс Master Compact Plus комплектуется немецким высокопроизводительным вакуумным масляным пластинчато-роторным насосом Busch R5 KB 0040D. Нагревательный модуль с ячеистым алюминиевым отражателем и 36-ю нагревательными лампами КГТ , мощностью по 600 Вт каждая. Равномерный прогрев плоскости и торцов заготовок достигается наличием бокового контура ламп КГТ. Подъём нагревательного модуля осуществляется проверенным надёжным пружинно балансировочным механизмом. В следствие чего пресс имеет небольшие габариты, оператор имеет возможность подходить к рабочему столу с четырех сторон. Модель Master Compact Plus в базовой комплектации имеет один универсальный рабочий стол с подъемным механизмом, с размером плоской части 2500х1250 мм. Выполнен стол из алюминиевого сплава толщиной 8 мм. Размер подвижной части стола 1900х940 мм. Модель Master Compact Plus оснащен панелью оператора с сенсорным дисплеем и контроллером управления. Мембранно-вакуумный пресс Master Compact разработан для небольших мебельных предприятий, отгружается в готовом к работе состоянии и не требует вызова специалистов по пуско-наладочным работам.
Характеристики мембранно-вакуумного пресса Master Compact Plus:
Габаритные размеры, мм
2000х2700х1300
Масса оборудования, кг
700
Давление прессования, кг/см²
0,95
Размеры рабочей поверхности стола, мм
2500х1250
Размеры подъемной части стола, мм
1900х940
Термомодуль
вертикально подъемный «Балансировочный механизм»
Общая потребляемая мощность, кВт
21,9
Тип нагрева
КГТ лампы 36 шт. по 600 Вт
Общая мощность нагревательных элементов, кВт
20,4
Вакуумная станция
Busch R5 KB0025/0040D (Германия)
Производительность вакуумной станции, м³/ч
40
Потребляемая мощность вакуумной станции, кВт/ч
1,5
Цикл прессования
ручной/автоматический
Блок регулировки мощности нагревательных элементов
Sipin
Блок регулировки температуры
Delta
Программируемый блок управления
Delta с 7” сенсорным дисплеем
Подъемный механизм драпирующего стола
пневматический цилиндр Pneumax
Рабочее давление системы подъёма стола, атм
6
Мониторинг состояния питающей сети
есть
Максимальная высота заготовки, с учетом подложки, мм
240
Мембрана к мембранно-вакуумному прессу Master Compact Plus
Описание: мембрана – прочный и эластичный материал, передающий часть атмосферного давления на склеиваемые детали после создания под ним разряжения.
Для фанерования, ламинирования, изготовления гнутоклееных деталей мембранно-вакуумный пресс Master Compact Plus может дополнительно оснащаться прозрачной силиконовой мембраной EL SST, толщиной 2,0 мм и 3,0 мм, производство Германия. Мембрана поставляется в комплекте с крепёжными клёпками.
Характеристики:
Плотность, г/см³
1,15±0,05
Твердость, Шор А
40
Предел прочности на разрыв, Мпа
7-11
Удлинение, %
>700
Остаточная деформация (70 ч./150°С), %
<20±10
Температурный диапазон, °C
-70 … +200
Антистатическая рейка с блоком питания для снятия статическрго напряжения с ПВХ плёнки к мембранно-вакуумному прессу Master Compact Plus
Описание: антистатическое устройство «Нейтрализатор СASB-7» предназначено для снижения уровня электростатических зарядов путём ионизации плёнок ПВХ. Для увеличения эффективности очистки ПВХ плёнки рейка снабжена дополнительными воздушными распылителями.
Характеристики:
Рабочее напряжение на электродах, кВ
7-8
Габаритные размеры, мм
45х40х1450
Давление воздуха для сопел, атм
3
Расход воздуха, л/мин*м
16
Вес,кг /м
2
Расстояние до обрабатываемой поверхности, мм
макс. 100
Стойка для ПВХ плёнки
Описание: стойка изготавливается под 1 и 2 рулона пленки.
Оснащена механическим устройством измерителем длины для контроля расхода ПВХ плёнки.
Стойка передвижная для сушки
Описание: служит для сушки деталей после нанесения на них клея.
Характеристики:
Высота, мм
2170
Ширина, мм
2000
Глубина, мм
1190
Стойка передвижная для 6 рулонов ПВХ плёнки
Описание: реализована быстрая и удобная замена рулонов.
Характеристики:
Высота, мм
1510
Глубина, мм
1000
Длина, мм
1720
Максимальная нагрузка, кг
1200
ВАКУУМНЫЙ ПРЕСС MASTER COMPACT PLUS
Мембранно вакуумный пресс Master Compact Plus предназначен для покрытия пленками ПВХ как гнутоклеенных так и прямолинейных фасадов. Пресс оснащен «драпирующим» столом (вертикально подвижный стол) для обработки гнутоклеенных фасадов, с увеличенной рабочей поверхностью. При поднятии драпирующего стола, возможно использование всей полезной площади стола 2500 х 1250.
Характеристики пресса:
Габаритные размеры 2000х2700х1300мм.
Масса оборудования 0,9 т
Давление прессовния 0,95кг/см
Размеры рабочей поверхности стола:2500х1250мм
Размеры рабочей поверхности драпирующего стола: 1900х940мм
Вакуумная станция: Busch R5 KB 0040D (Германия), пластинчато-роторного типа
Производительность вакуумной станции 40м3
Потребляемая мощность вакуумной станции: 1,5кВт/ч.
Ручной/Автоматический цикл прессования.
Время прессования 1,5-3мин.
Блок регулировки мощности нагревательных элементов Sipin.
Блок регулировки температуры Delta.
Мониторинг состояния питающей сети.
Драпирующий стол (для изготовления радиусных фасадов) : 2500х1250 (размер подвижной части стола 1900х940мм, рекомендуемая высота заготовки включая подложку 240 мм) подъёмный механизм PNEUMAX (поставляется только в комплекте с программируемым блоком управлением DELTA)
Система подготовки сжатого воздуха
Рабочее давление пневмосистемы 6 Атм
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
Система нагрева В конструкции используется массив малогабаритных нагревательных кварцево-галогеновых ламп, которые обеспечивают быстрый и равномерный разогрев пленки, что позволяет сократить время цикла до 2-х минут.
Рабочий стол Конструкция рабочего стола позволяет облицовывать как плоские так и радиусные детали высотой до 240 мм (включая шаблон). Поверхность стола изготовлена из алюминия толщиной 6 мм и имеет многоточечную систему отвода воздуха. Стол имеет комбинированную конструкцию с подвижной драпирующей платформой размером 1900х940 мм. Драпирующая платформа значительно снижает вероятность брака при облицовке радиусных фасадов.
Система подъема термомодуля Пружинно-рычажная система подъема термомодуля компенсирует вес нагревательного колпака и не требует от оператора усилий при загрузке/выгрузке деталей. Конструкция петель позволяет обеспечить доступ к рабочему столу с 4-х сторон.
Термомодуль Закрытая конструкция термомодуля исключает влияние сквозняков вызывающих коробление и изменение цвета пленки. Смотровое окно позволяет визуально контролировать процесс прессования.
Вакуумная система Немецкий вакуумный насос фирмы BUSСH производительностью 40м3 в час. обеспечивает прессование со коэффициентом вакуума до 0,95.
PLC контролер Delta Удобный и эргономичный микропроцессорный программируемый блок управления с большим сенсорным дисплеем позволяет контролировать режимы работы пресса. При заказе с опцией «Электропривод перемещения нагревательного стола» блок управления обеспечивает работу в полностью автоматическом режиме, что позволяет исключить влияние «человеческого фактора».
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт.
Абсолютно необходимо
Производительность
Маркетинг / Третье лицо
Индивидуальные настройки конфиденциальности
Настройки конфиденциальности
Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Назад
Абсолютно необходимо (1)
Эти файлы cookie позволяют выполнять основные функции и необходимы для правильной работы веб-сайта.
Показать информацию о файлах cookie
Настройки конфиденциальности
Сохраняет выбор настроек конфиденциальности.
Производительность (1)
Эти файлы cookie используются для статистики. Информация собирается анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie
Матомо
Эти файлы cookie устанавливаются оператором веб-сайта для анализа веб-сайта. Проводится анонимная статистическая оценка того, как используется веб-сайт. Эта информация есть только у оператора сайта.
Маркетинг/третья сторона (2)
Эти файлы cookie используются третьими сторонами или издателями для отображения персонализированной рекламы. Они делают это, отслеживая посетителей на веб-сайтах.
Показать информацию о файлах cookie
Гугл Аналитика
Файл cookie Google для анализа веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт. Для получения дополнительной информации см. https://policies.google.com/privacy.
Пиксель Facebook
Файл cookie Facebook, используемый для аналитики веб-сайта, таргетинга рекламы и измерения рекламы. Для получения дополнительной информации см. https://www.facebook.com/policies/cookies.
Вакуумные прессы. Вакуумный мембранный пресс. Оборудование для изготовления мебельных заготовок Мембранный вакуумный пресс
себестоимость и скорость изготовления мебели по эскизам заказчика. Дело в том, что при изготовлении мебели по индивидуальным заказам производители сталкиваются с необходимостью использования закругленных или неплоских элементов, таких как части карнизов, различные колонны, фронтоны, полуколонны, сиденья кресел и стульев, выдвижные ящики, скатерти, овальные столы, гнутые двери, филенки, дверные наличники, лестницы, фигурные детали фасадных дверных коробок, полукруглые барные стойки. Мембранный пресс Orma CVM. Именно для облегчения работы с такими деталями и нужен вакуумный пресс, состоящий из стола, на который производитель укладывает заготовки, нагревателя, который используется для нагрева пленки, вакуумной системы, обеспечивающей равномерное давление за счет нагнетания избыточного давления или атмосферного давление на пленку и мембрану.
Мембранный вакуумный пресс представляет собой машину для облицовки различных поверхностей из дерева и пиломатериалов (например: мебельных фасадов, столешниц, дверей) пленками из термопластов, таких как ПП, поливинилхлорид и АБС. Кроме того, такое оборудование позволяет облицовывать древесину синтетическим и натуральным шпоном, а также использовать термопечать на ребристых и плоских поверхностях древесины.
Большинство аппаратов позволяют использовать его в качестве мембранного, вакуумного и мембранно-вакуумного оборудования. То есть с этого оборудования можно снять мембрану, которая в основном используется для отделки шпоном из натурального дерева, и покрыть поверхности термопластичными пленками без нее, что значительно снизит затраты при использовании станка. Что касается помпы, то она позволяет склеивать поверхности разного уровня сложности, не нанося ущерба качеству облицовки.
Кроме того, диафрагменный пресс очень прост в управлении, ведь с помощью специального пульта на нем может работать любой человек.
Мембранный вакуумный пресс — принцип работы
Что касается принципа работы данного оборудования, то он не сложный — рабочий должен разместить подготовленные мебельные заготовки с предварительно нанесенным клеем на ее выдвижную поверхность, обтянуть нужной ему пленкой и переместить все это к станку. После этого прибор можно закрывать (в закрытом оборудовании будет происходить процесс нагрева до оптимальной температуры пленки) и пленка будет покрывать древесину с помощью давления и вакуума (чтобы пленка плотнее прилегала, используйте мембрану ).
Вакуумное оборудование может быть и холодным, а основным элементом такого устройства будет вакуумный мешок, от которого зависит качество прессования. Именно поэтому сумка должна быть изготовлена из материала, характеризующегося высокой прочностью, эластичностью, прозрачностью и ремонтопригодностью. Несмотря на это, некоторые мастера изготавливают сумки из подручных материалов, таких как надувные матрасы, пленка для теплиц и т. д., для создания нескольких прессовок тонкого материала. Профессиональные сумки предназначены для частого и многократного использования, позволяют выполнять достаточно широкий спектр прессовых работ, выдерживают длительные и большие нагрузки, иногда выдерживают нагрев, поэтому изготавливаются из ПВХ (пластифицированного поливинилхлорида) и полиуретана. Именно поэтому при выборе необходимого вам оборудования следует учитывать не только размер заготовки и способ облицовки, но и качество мешка.
Помимо мембранных вакуумных персов существуют просто мембранные прессы, используемые для одного из процессов: каширование плоских деталей, ламинирование плоских деталей, облицовка деталей сложной формы. Ламинирование — это процесс сплавления внешнего слоя материала под давлением с расплавленным меламином или пропитанной меламином бумагой. Благодаря этому процессу получается прочное и долговечное покрытие. В процессе ламинирования на специальную пленку (ламинированную бумагу, бумагу, пропитанную формальдегидными смолами, натуральный шпон) наносят карбамидоформальдегидный клей, сухой клей или ПВА. Облицовка осуществляется с помощью сжатого воздуха и вакуума, причем для этого процесса могут использоваться как мембранные, так и безмембранные прессы.
Этот станок в основном используется в качестве деревообрабатывающего оборудования. Его принцип действия заключается в покрытии деревянных поверхностей пленкой ПВХ или шпоном. Основным потребителем данного устройства являются мебельные фабрики. Это связано с тем, что процесс ламинирования с помощью вакуумного пресса значительно ускоряет производительность фабрики и дает возможность создавать эксклюзивный дизайн мебельных поверхностей. Кроме того, станок можно использовать для декорирования гнутых предметов интерьера. Эта функция стала доступна благодаря усовершенствованию пресса и расширению его возможностей. Эти же возможности позволяют использовать углеродные пленки и стекловолокно для покрытия поверхностей водных и наземных транспортных средств. Такие прессы называются специфическими.
В этой статье мы рассмотрим:
вакуумный пресс
Мембранные вакуумные прессы
вакуумный пресс
принцип работы вакуумного пресса
Стол для вакуумного пресса
термовакуумный пресс
принцип вакуумного пресса
Производство мембранных вакуумных прессов
вакуумный термопресс для сублимации
3D вакуумный термопресс
вакуумный термопресс grafalex st 420
мембранный вакуумный пресс master compact
вакуумформовочная машина
вакуумная упаковочная машина
Машина для вакуумного литья lh 250
вакуумная машина для производства пластиковых форм
станок с ЧПУ с вакуумным столом
Раздел навигации:
Покрытие поверхности обрабатывающим материалом очень качественное и служит такая поверхность долго. А сама технология очень проста и заключается в одновременном взаимодействии вакуумной техники и нагрева рабочей поверхности. Стоимость станка не позволяет многим фабрикам внедрить его в свой цех, но если все-таки купить, то окупаемость не заставит себя долго ждать. Причиной этого является экономия на закупке готовых материалов для корпусной мебели (например), так как приобрести голое ДСП и обработать его самостоятельно на вакуумном прессе будет гораздо дешевле, чем покупать уже ламинированную прессованную плиту.
Вакуумные прессы:
Прессование книг. Верхняя крышка устройства открывается и закрывается как книга. Есть крышки с ручным и автоматическим приводом;
Конвейерная прессовка. Стол, оборудованный ленточным конвейером, подающим обрабатываемый материал к рабочему органу пресса. Эти модели имеют конструкцию с одним и двумя столами для заготовок;
Вакуумный пресс vp 3000
Вакуумный пресс предназначен для переноса изображения или надписи на любую поверхность изделия методом сублимации. Сублимация — это процесс печати при высокой температуре любого изображения, предварительно напечатанного на специальной бумаге для отображения на поверхности обрабатываемого объекта. Окончательное изображение может иметь как черно-белую, так и цветовую палитру, в том числе ультрафиолетовыми красками, что значительно расширяет возможности использования вакуумного термопресса. Из-за возможности переноса изображения с бумаги на объект такой агрегат называют 3D-печатью.
Для рационального использования техники есть несколько особенностей, позволяющих сэкономить время и деньги в случае брака. Речь идет о контроле температуры. В зависимости от материала, из которого изготовлен объект обработки, температура рабочей мембраны термопресса должна быть разной. Если наносимый рисунок не нагревать, то изображение получится бледным и уязвимым к механическим воздействиям. При перегреве картинка станет размытой и изменится контрастность цветов, стойкость тоже будет оставлять желать лучшего.
Что такое вакуумные термопрессы:
Быт. Компактный корпус предназначен для работы с небольшими предметами при низкой производительности. Хотя, современные модели достаточно многофункциональны и оснащены процессорами, управляющими температурным режимом, что ускоряет процесс опрессовки;
Термопресс бытовой
Промышленный. Они имеют большую рабочую зону и способны наносить 3D-рисунки с высокой скоростью;
Термовакуумный пресс-чемодан mvp 2500s
Этот тип пресса отличается от обычного вакуумного пресса тем, что предназначен в основном для покрытия деревянных и других поверхностей шпоном. Мембрана является дополнительным оборудованием, которое способствует более плотному сцеплению наносимого материала с обрабатываемой поверхностью, тем самым создавая большое давление в совокупности с повышенной температурой, что позволяет стягивать заготовки таким жестким материалом, как шпон. . Кроме того, мембранные прессы широко используются для нанесения пленок и подобного сырья на рельефные поверхности дверей, колонн, карнизов, элементов интерьера, конструкционных фасадных плит и др.
Мембранный вакуумный пресс
Специальное оборудование, предназначенное для создания пластиковых форм, пакетов, фигурок и других изделий. Для определенного изделия требуется соответствующий станок, так как все зависит от габаритов, плотности пластика и варианта прохождения процесса.
Принцип работы вакуумных машин одинаков практически во всех модификациях. Внутрь вакуумной камеры помещается заготовка (изготавливается из дерева, гипса, пенополистирола, резины, металла и т.п.). Также в камеру помещается сырье (пластик), который под воздействием температуры становится эластичным и при растяжении может увеличивать свою площадь до 10 раз. К рабочей камере подключен насос, который в нужный момент создает вакуум, что обеспечивает прилипание пластика к заготовке, полностью повторяя ее форму. Чем толще должен быть пластик для готового изделия, тем более мощный насос требуется для создания вакуума.
Вакуум-формовочная машина
Вакуумная техника для продуктов питания, лекарств, драгоценных металлов и банкнот. С помощью вакуумных упаковочных машин достигается торможение распада молекул пищевых продуктов и сохранение их свежести более 20 дней. По такому же принципу упаковываются таблетки и банкноты во избежание попадания влаги и грязи.
Вакуумная упаковочная машина
Упаковочные машины имеют различные варианты конструкции вакуумирования. Итак, они делятся на:
Одно- и двухполосные. Края упаковки запаиваются с одной или двух сторон;
Одно- и двухкамерные. Упаковка может происходить как в индивидуальном виде, так и в паре с другим видом продукции;
Бытовые и промышленные. Первая модификация используется в домашних условиях, в процессах общественного питания и мини-заводах. Второй используется на предприятиях, специализирующихся на вакуумном розливе больших объемов;
Вакуумформовочные машины предназначены для формирования рельефных форм из листов пластика, полимера или поливинилхлорида с глубиной впадин или выпуклостей до 500 мм. Корпус этих агрегатов рассчитан на крупногабаритные изделия, что позволяет формировать широкий ассортимент готовой продукции. Особенность вакуум-формовочных машин заключается в том, что за счет зонального нагрева инфракрасными нагревательными элементами (каждая зона разделена на отдельные сектора по 0,2 м 2 ) можно одновременно проводить формование разной сложности и с разной глубиной рельефа на один лист сырья. Весь процесс происходит автоматически, после того как оператор с помощью программного обеспечения настроил все параметры.
Вакуумная литейная машина Пластиковая форма
Это приспособление является дополнительным оборудованием для фрезерных станков с ЧПУ. Стандартно фрезерный станок имеет специальные болтовые зажимы для заготовки, но они оказывают сильное точечное давление на материал, что может привести к его повреждению. Во избежание таких нюансов был создан вакуумный стол, который работает по принципу присоски, притягивая заготовку к себе с помощью компрессора, который откачивает воздух между поверхностью стола и заготовкой. Таким образом, происходит надежная фиксация материала для дальнейшего фрезерования.
Станок с ЧПУ с вакуумным столом
Вакуумный пресс – это устройство, предназначенное в первую очередь для обработки различных материалов. Этот процесс осуществляется путем нанесения пленки, которая может иметь самые разнообразные стандарты. Часто такие устройства имеют, помимо основной, ряд дополнительных функций. Такие установки нашли свое активное применение в самых различных отраслях промышленности. Но чаще всего они используются на крупных производствах. Что касается тех отраслей, где вакуумный пресс стал неотъемлемой частью, то это наверняка мебельная промышленность. Это направление просто не может функционировать без вакуумного пресса.
Одной из целевых задач вакуумного пресса является создание различных форм из дерева, пластика и подобных материалов. Судя по статистике продаж и отзывам покупателей, такое оборудование действительно очень эффективно и найти ему применение не составит труда. Такое оборудование может легко выполнять даже самые сложные функции, причем делать это очень быстро.
Многим может показаться, что конструкция вакуумного пресса не отличается особой надежностью. На это есть множество причин, главной из которых можно назвать его не совсем презентабельный внешний вид. Но все же стоит сказать, что в данной конструкции все его элементы находятся строго на своих местах, что, собственно, и позволяет использовать устройство с такой эффективностью.
Основные элементы вакуумного пресса:
Каретка — этот элемент можно назвать своеобразным переходником для взаимодействия всех элементов системы. Многие считают этот элемент одним из самых важных, так как он выполняет огромный объем работы.
Пневмовакуумная система является одним из основных элементов этой системы, которая выполняет большинство трудоемких задач. Зачастую речь идет о качественном распределении давления по всем направлениям устройства. Именно это позволяет создавать высокий уровень вакуума.
Рабочий стол — к этому элементу можно отнести определенное количество устройств. Хотя все они не так значительны, но все же вносят немаленький вклад в общий успех устройства.
Выше мы перечислили только самые очевидные компоненты вакуумной системы, которые можно увидеть с первого взгляда. Но стоит помнить, что внутри такой системы есть еще огромное количество других элементов. Хотя они менее заметны, их роль в общем рабочем процессе также очень впечатляет.
Вакуумный пресс делится на две основные категории:
Полуавтомат
Авто
Если полуавтоматический принцип работы предполагает определенную помощь человека, то автоматический выполняет все операции самостоятельно. Но все же на данный момент большой популярностью пользуется полуавтоматический принцип работы.
Но сказать что-то по этому поводу однозначно очень проблематично. Ведь у каждого свои задачи, которые нужно решать. А вот какой пресс лучше всего подходит для этого, можете определить только вы.
Мембранный вакуумный пресс
Этот тип вакуумного пресса предназначен исключительно для использования в мебельной промышленности. Основная причина этого кроется в принципе работы устройства, которое предназначено исключительно для мебельной промышленности. Мембранные вакуумные насосы поступают в продажу в самых разных конфигурациях. Все зависит от того, насколько дорогой пользователь выбрал, и насколько большие задачи.
Если говорить о самых существенных отличиях мембранных вакуумных насосов, то их просто нет. Единственное, более компактные габариты и более высокие технические характеристики. Что касается внешнего вида устройства, то в этом плане отличий как таковых нет. Многие на данном этапе уверены, что очень скоро эта категория жимов вырвется на совершенно новый уровень, так как именно эта категория обладает наибольшим потенциалом.
Теперь для примера рассмотрим самый компактный и универсальный вариант вакуумного пресса:
Мембранный вакуумный пресс ВПР-3000 – одна из лучших моделей мембранных вакуумных прессов в среднем ценовом диапазоне. Многие пользователи на данном этапе предпочитают приобретать именно эту модель вакуумного насоса. Причиной этого может быть высокий уровень производительности и качества вакуумного пресса. Что касается места на рынке, то сейчас вакуумный пресс ВПР-3000 занимает одну из лидирующих позиций в среднем ценовом сегменте.
Именно это и стало основной причиной обратить ваше внимание на данную модель мембранного вакуумного пресса ВПР-3000.
Вакуумный пресс для МДФ
Облицовка кухонных и мебельных фасадов далеко не самый простой процесс, требующий специального оборудования. Одним из лучших видов оборудования в этом плане можно назвать вакуумный пресс для МДФ. Пройдя подобный процесс, материал приобретает совершенно другой вид, а значит, его прочность и плотность увеличиваются в несколько раз. Если данный вид обработки игнорировать, то впоследствии все это может обернуться далеко не лучшими последствиями.
Еще одним направлением в работе вакуумных прессов является плакирование различных видов материалов с использованием высокоглянцевой пленки. Этот вид обработки позволяет повысить уровень качества материала. Абсолютно все элементы, прошедшие такую обработку, становятся защищенными от воздействия окружающего мира. Что касается нагрева такой техники, то этот процесс тоже далеко не самый простой. Немалую роль в этом играют специальные нагревательные элементы, которые собственно для этого и предназначены.
Фасадные вакуумные прессы
Процесс облицовки фасада объединил в себе ряд этапов, каждый из которых отвечает за решение конкретной задачи. Многие пользователи отмечают, что процесс фасадного вакуумного прессования является одним из самых эффективных на данном этапе. Уже на данный момент огромное количество различных предприятий готовы отдать большие деньги, чтобы приобрести себе оборудование такого типа.
Но следует понимать, что фасадный вакуумный пресс – это всего лишь одна из подкатегорий вакуумного пресса. Но это совсем не мешает ему завоевывать все большую популярность, выходя на все более высокий уровень.
Что касается показателей производительности, то в этом плане все ничуть не хуже. Высокий уровень производительности также зависит от того, насколько бережно к такому оборудованию относятся. Но на самом деле это далеко не конец развития этой отрасли и в будущем все может очень сильно измениться.
Но если достоинств у таких систем достаточно, то стоит отметить и тот факт, что у таких систем есть и свои недостатки. Один из них можно назвать охлаждением среднего качества. В определенных ситуациях этот элемент может оказаться далеко не самым надежным, поэтому об этом стараются позаботиться заранее.
Где купить вакуумный насос
Но не стоит обращать все внимание всего на два аспекта, которые все считают самыми важными. Ведь помимо характеристик и стоимости есть еще немалое количество факторов, играющих не менее важную роль. Одним из таких показателей можно считать стабильность, от которой в рабочем процессе тоже многое зависит.
Не менее важным моментом можно назвать марку, которую вы собираетесь купить себе. Купив устройства у проверенного человека, вы можете быть уверены, что в итоге сможете вернуть свои деньги.
Теперь мы рассмотрим некоторых из самых надежных производителей вакуумных насосов:
Atlas Copco – один из старейших производителей, давно зарекомендовавший себя на рынке.
Edwards уже менее известная компания. Но все же в своем кругу она пользуется немалым спросом, из-за чего многие обращают на нее внимание.
Becker — Этот производитель уделяет самое пристальное внимание качеству реализуемой продукции. Конечно, в процессе изготовления могут проскочить дефекты, но все это можно исправить с помощью дополнительного оборудования, которое не оставит вас в беде.
Вакуумный пресс является незаменимым устройством в производстве мебели и различных производствах, где человеку приходится иметь дело с МДФ, ДСП, пластиковыми элементами, искусственным камнем и т.д. Дополнительно пресс способен придавать поверхностям материала определенный рельеф, позволяющий получать оригинальные по форме и конфигурации изделия…
Вакуумный пресс состоит из нескольких основных элементов:
Рамка. Часто эту несущую конструкцию изготавливают разборного типа, что позволяет производить ремонт, техническое обслуживание, разборку для удобства транспортировки;
Рабочий стол. Также является несущей конструкцией, которая комплектуется специальной прижимной рамой;
Вакуумная система. Эта пневматическая система является основным элементом, без которого сложно представить вакуумный пресс как таковой;
Каретка скольжения. Есть нагревательный элемент, работающий от электричества;
Автоматика управления. Вакуумные сушильные камеры пресса, двери, каретка, сама вакуумная система работают с помощью автоматического управления. Участие оператора минимально, что позволяет добиться более высокого качества искусственной облицовки, изготовления элементов мебельных фасадов, склейки пластика, ДСП, МДФ и т.д.
просмотров
Вакуумный пресс классифицируется по нескольким основным характеристикам. Начнем с уровня автоматизации. В зависимости от этой характеристики устройства для прессования дерева, фасадов, пластика, искусственного камня делятся на два типа.
Автомат. Здесь уплотнитель дерева, искусственного камня, пластика все операции выполняет самостоятельно, поэтому участие оператора практически не требуется.
Полуавтоматический. Это более устаревшие модели пресс-подборщиков древесины, так как оператор должен открывать дверцы пресс-камеры, нажимать кнопки запуска, выключения, своими руками вынимать прессованные элементы из дерева, пластика, МДФ. Их срок постепенно подходит к концу, так как эффективнее работать с устройствами, где пресс-форма работает в ускоренном автоматическом режиме.
Автоматические модели более привлекательны, поскольку для выполнения операции требуется меньше времени. Следовательно, производитель может производить больше продукции за тот же период по сравнению с полуавтоматическими установками.
Не менее важной классификацией является деление аппаратов на мембранные и немембранные.
Мембранные установки оклеивают поверхности деревянных заготовок шпоном или специальными пленками. В этом случае в мембрану помещается заготовка с предварительно нанесенным клеем. Мембрана нагревается, вакуумный насос откачивает воздух, что создает отрицательное давление. Это позволяет изделию из дерева, МДФ прочно приклеиться к пленке. Выждав некоторое время, форму снимают, заготовка готова к использованию;
Безмембранные прессы актуальны для тех случаев, когда заготовки из пластика, МДФ, дерева оклеиваются более плотными пленками, специальными покрытиями. Мембранные аналоги хорошо работают с более тонким покрытием.
С такими агрегатами, как Master, ST 420, выбор не сильно усложняется. Но рынок не ограничивается только прессами Master или ST 420. Прежде чем сделать выбор, стоит разобраться в разновидностях, особенностях и нюансах приобретения данного оборудования.
В производстве находятся два основных типа вакуумных прессов.
Стандартный вакуумный блок. Это устройство, обладающее щадящими характеристиками, используется при изготовлении элементов мебели из МДФ, дерева, пластика. Главная особенность машин в том, что создаваемое ими давление составляет не более 0,95 кг/см2. Они используются при нанесении пленок ПВХ или шпона на простые предметы мебели.
С дополнительным давлением. Это более дорогое оборудование, способное создавать давление свыше 8 кг/см2. Используется для работы с МДФ, пластиковыми изделиями и элементами сложной конфигурации.
Мембраны
Мембрана является важным элементом станка, используемого для изготовления деревянных заготовок, мебельных фасадов. Мембрана имеет определенные характеристики.
Основная задача — исключить перемещения при создании элементов фасадов или компонентов мебели из дерева;
Мембрана позволяет качественно нанести тонкий слой на деревянную деталь, не любящую высоких температур;
Мембрана устанавливается на специальные крючки, расположенные на прижимной раме;
Мебельные производства и предприятия по сборке фасадов из МДФ используют два вида мембран — резиновые и силиконовые. Чаще используется каучук, а силикон более износостойкий;
Применение мембраны облегчает облицовку малогабаритных деталей;
Эти элементы значительно сокращают расход пленки, необходимой для нанесения на детали из дерева, фасады из МДФ и т. д.
Пресс или мешок
Прежде чем купить себе пресс СТ 420 или сделать своими руками вакуумный пресс вместо СТ 420, следует узнать о таком понятии, как пресс-мешок.
Пресс-мешок устроен так, что можно сделать вакуумный пресс своими руками;
Суть его заключается в том, что сам пакет представляет собой пресс-машину;
В сумке находится изделие из дерева, ДСП, МДФ, подготовленное к склеиванию;
Пакет запаивается со всех сторон, что позволяет добиться герметичности;
С помощью насоса из мешка откачивается воздух, что позволяет постепенно создавать необходимое давление, равномерно распределяемое по обрабатываемой заготовке;
Далее мешок некоторое время выдерживается в сжатом состоянии, после чего заготовка вынимается;
Главное преимущество в том, что стоимость мешка в десятки раз меньше стоимости машины. Пресс размером 1400 х 2500 мм обойдется покупателю в 1000 долларов, тогда как мешок можно приобрести за 500-1000 рублей. Вам не нужны никакие чертежи, чтобы из пакета сделать эффективный пресс для создания элементов фасадов, мебели и т. д. Делаем выводы и принимаем решение.
Но пакет нельзя сравнивать с ST 420. Современный ST 420 обладает уникальными свойствами, так как представляет собой 3D пресс. Модель ST 420 можно использовать для частного бизнеса при нанесении изображений на футболки, кружки, для создания чехлов для планшетов, смартфонов. При этом ST 420 стоит около 70 тысяч рублей.
Сумка определенно не способна на то, что может делать ST 420. Но выбор за вами.
При выборе мембранного пресса для изготовления фасадов из МДФ, ДСП, элементов мебели обратите внимание на несколько вопросов.
Насос. Мембранный пресс может комплектоваться нашим или зарубежным насосом. В приоритете итальянские модели. Хотя они дороже, они более эффективны, надежны и долговечны.
Материал стола. Лучше всего, если рабочий стол будет выполнен из металла. Из ДСП изготавливают ряд моделей станков, но они быстро портятся, поверхность повреждается при изготовлении изделий.
Размеры машины. Основная характеристика, от которой зависит возможность создания деталей определенных размеров.
Нагреватель. Есть ТЭНы и лампы КГТ. Выбирайте второй тип, так как они не будут сжигать пленку.
Не забудьте производителя. Не стоит доверять малоизвестным компаниям. Но не всегда есть смысл переплачивать за бренд.
Вакуумные прессы
предназначены для облицовки деталей мебели, кухонных фасадов, дверей и вставных панелей пленками ПВХ и шпоном. Подходит для формирования композитов с рельефными поверхностями.
Компания КАМИ продает технику с доставкой по России. На нашем сайте представлены мембранные вакуумные установки, которые отличаются своей производительностью и надежностью. Благодаря этим характеристикам устройства завоевали широкую популярность среди профессиональных мебельщиков.
Конструктивные особенности мембранного вакуумного пресса
Агрегаты имеют простую, но функциональную конструкцию, основными агрегатами которой являются:
Рабочий стол для обрабатываемого материала;
Вакуумный насос;
Зажимная рама;
Нагревательное устройство — инфракрасное или контактное;
Пресс;
Мембрана — позволяет работать с воздухопроницаемыми материалами.
Работа установки основана на вакуумной технологии и тепловой системе. Температурное воздействие позволяет выполнять множество задач: от обшивки мебели, изготовления гнутоклееных изделий до поверхностной обшивки салонов автомобилей, морского и воздушного транспорта композиционными материалами. Вакуумная техника востребована не только в мебельном производстве, но и в других отраслях промышленности: машиностроении, авиа- и судостроении.
Благодаря вакуумному принципу действия достигается плотное прилегание пленки к телу изделия за счет отсоса воздуха из-под облицовочного материала. Специальные прокладки помогают приклеить пленку к концам.
В КАМИ
вы найдете вакуумный пресс по выгодной цене.
Компания поставляет современные вакуумные прессы — все модели представлены на нашем сайте. Вы можете заказать установки отечественных или зарубежных производителей онлайн и воспользоваться услугой консультации менеджера компании. Он поможет выбрать устройство для вашего предприятия, вышлет прайс-лист и ответит на другие интересующие вопросы.
Ручной труборез Rothenberger SUPER для резки стальных труб размером 10-60 мм. Дополнительно возможна резка чугунных труб за счет функции замены режущего диска. Режущий диск трубореза изготовлен из закаленной высоколегированной стали.
Артикул
Наименование
∅, дюйм
∅, мм
Вес,гр.
Цена, руб
70040
Ручной труборез Ротенбергер СУПЕР 1.1/4”
1/8”– 1.1/4”
10 – 42
1040
7749.90
070046D
Запасной режущий диск (3 шт.)
—
—
20
3041.50
70048
Запасная ось
—
—
5
по запросу
70045
Ручной труборез Ротенбергер СУПЕР 2”
1/8“ – 2“
10 – 60
2,155
10341. 10
070051D
Запасной режущий диск (3 шт.)
—
—
20
3618.20
70054
Специальный режущий диск для чугуна
—
—
20
по запросу
70053
Запасная ось
—
—
5
829.50
Ручной труборез INOX TUBE CUTTER 30 PRO от 3 184 р. Для труб из нержавеющей стали ∅ 3-30 мм
Позволяет проводить работы вплотную к отбортовке
Труборез INOX TUBE CUTTER от 5 364 р. Для труб из нержавеющей стали ∅ 6 -54 мм
Оснащен 12 шарикоподшипниками
Ручной труборез INOX SUPER от 5 633 р. Для труб из нержавеющей стали ∅ 10- 60 мм
Долгий срок службы
Ручной труборез ENORM 4″ от 22 499 р. Для стальных труб ∅ 60-115 мм
Исключает образование грата
Сабельная пила ROTIGER VARIO Electronic Для резки труб ∅ до 152 мм
С защитой от перегрева
Инструмент ROCUT Для труб ∅32 — 160 мм
Может торцевать трубы и удалять грат
Электрический труборез PIPECUT 170 / 170 E Для резки труб ∅ 15 — 170 мм
Минимальное искрообразование
Труборез МИНИКАТ 2000 от 2 109 р. Для медных труб ∅ до 22 мм
Самая популярная модель
Труборезы для стальных труб в категории «Инструмент»
Ручной труборез для стальных и нержавеющих труб RIDGID 15S
На складе
Доставка по Украине
2 506 грн
Купить
Ручной труборез для стальных и нержавеющих труб RIDGID 20S
На складе
Доставка по Украине
4 858 грн
Купить
Ручной труборез для стальных и нержавеющих труб RIDGID 30S
На складе
Доставка по Украине
7 738 грн
Купить
Ручной труборез для стальных и нержавеющих труб RIDGID 3-S
На складе
Доставка по Украине
21 641 грн
Купить
Ручной труборез для стальных и нержавеющих труб RIDGID 42-A
На складе
Доставка по Украине
13 987 грн
Купить
Труборез Для Стальных Труб ( Ø 6-35 мм ) YATO (YT-22332)
На складе
Доставка по Украине
по 931 грн
от 2 продавцов
931 грн
1 140 грн
Купить
Труборез Neo для стальных труб 19 — 83 мм (02-040)
Доставка по Украине
2 855. 6 — 3 276 грн
от 18 продавцов
2 992.50 грн
3 150 грн
Купить
Труборез для стальных труб 19 — 83 мм (3/4»-3.1/4») (NEO)
На складе
Доставка по Украине
3 005 грн
Купить
Ручной труборез для стальных и нержавеющих труб RIDGID 44-S
На складе
Доставка по Украине
37 414 грн
Купить
Neo Tools 02-040 Труборез для стальных труб 19 — 83 мм (3/4′ — 3.1/4′)
На складе
Доставка по Украине
2 939.02 — 2 997.39 грн
от 4 продавцов
2 992.76 грн
3 253 грн
Купить
Мини труборез для медных и стальных труб быстродействующий труб 3 -28 мм Yato YT-22341
На складе в г. Киев
Доставка по Украине
449.35 грн
473 грн
Купить
Электрический труборез для стальных и пластиковых труб Exact PipeCut 360 Pro Series
Под заказ
Доставка по Украине
194 629 грн
204 873 грн
Купить
Труборез NEO для стальных труб 19 — 83 мм (3/4 ‘ — 3. 1 / 4 ‘)
Доставка из г. Киев
2 999 грн
Купить
Труборез для медных и стальных труб быстродействующий труб 3-28 мм YATO YT-22342
Доставка из г. Львов
715 грн
Купить
Труборез ручной для стальных труб от 10 до 40 мм Yato YT-2232
Доставка по Украине
971.85 — 1 023 грн
от 2 продавцов
1 023 грн
Купить
Смотрите также
Труборез NEO для стальных труб 19 — 83 мм (3/4 ‘ — 3.1 / 4 ‘) (02-040)
На складе в г. Киев
Доставка по Украине
3 000 грн
Купить
Электрический труборез для стальных и пластиковых труб Exact PipeCut 460 Pro Series
Под заказ
Доставка по Украине
181 681 грн
191 243 грн
Купить
Электрический труборез для стальных труб Exact V1000
Под заказ
Доставка по Украине
42 472 грн
44 707 грн
Купить
Электрический труборез для стальных и пластиковых труб Exact PipeCut 220 INOX
Под заказ
Доставка по Украине
125 503 грн
132 108 грн
Купить
Электрический труборез для стальных и пластиковых труб MX-200
Доставка по Украине
22 426 грн
23 606 грн
Купить
Труборез для стальных и чугунных труб SUPER-EGO 701 SUPER, 10-42 мм (1/8″ — 1 1/4″)
Доставка по Украине
2 753. 52 — 2 870 грн
от 2 продавцов
2 753.52 грн
Купить
Труборез для стальных и чугунных труб SUPER-EGO 710 SUPER, 60 — 115 мм (2″ — 4″)
Доставка по Украине
12 390.66 — 12 918 грн
от 2 продавцов
12 390.66 грн
Купить
Труборез для стальных и чугунных труб SUPER-EGO 701 SUPER, 10-60 мм (1/8″ — 2″)
Доставка по Украине
3 150.26 — 3 448 грн
от 2 продавцов
3 150.26 грн
Купить
Труборез Neo для стальных труб 19 — 83 мм (02-040)
На складе
Доставка по Украине
2 999 грн
6 664 грн
Купить
Труборез для стальных труб
Доставка по Украине
по 650 грн
от 2 продавцов
650 грн
Купить
Труборез для стальных труб 19 — 83 мм (3/4»-3.1/4») (NEO) 02-040
На складе в г. Киев
Доставка по Украине
2 929 грн
Купить
Труборез для стальных труб 19 — 83 мм (3/4»-3.1/4») (NEO)
Доставка из г. Киев
3 012.24 грн
3 586 грн
Купить
Труборез для медных и стальных труб быстродействующий труб 3-28 мм YATO YT-22342
Доставка из г. Киев
641.25 грн
675 грн
Купить
Труборез для медных и стальных труб быстродействующий труб 16-54 мм YATO YT-22344
Доставка по Украине
1 306.25 грн
1 375 грн
Купить
Top 4 инструмента для резки стальных труб
Металлические трубы с пластиковым покрытием, используемые для конструкций Flexpipe, относительно легко резать. На протяжении многих лет мы тестировали несколько различных инструментов и получали отзывы от наших клиентов и нашей команды о тех, которые они чаще всего использовали для резки труб.
Настоятельно рекомендуем составить список всех вырезов, которые необходимо сделать, , чтобы не тратить много времени и материалов. Имея это в виду, вот список из 5 режущих инструментов, которые мы рекомендуем, а также их соответствующие плюсы и минусы. Вы также найдете список инструментов, от которых следует воздерживаться для обеспечения безопасности на рабочем месте.
Приблизительное время считывания: 3 мин 34 сек.
5 – Sawzall
Sawzall — это портативный режущий инструмент, поскольку он беспроводной. Эта функция упрощает использование устройства на существующих конструкциях.
Совет: Если деталь, которую необходимо отрезать, еще не собрана, мы настоятельно рекомендуем использовать зажимы . Без надлежащей поддержки вы можете в конечном итоге резать не в том месте.
Вы должны знать, что Sawzall может быть тяжелым. Также может быть сложно сохранять стабильность. Убедитесь, что ваши руки имеют достаточную опору для безопасного маневрирования устройством. Безопасность может быть проблемой из-за искр, летящих от лезвий. Поэтому защитные очки обязательны. По этим причинам Sawzall — это инструмент, который можно использовать, если у вас нет другого под рукой.
4 – Труборез
Доступны труборезы разного качества и с разной скоростью работы. Этот инструмент делает чистые, прямые пропилы и прост в использовании . Учитывая, что труборез является ручным ручным инструментом, он менее опасен, а риск получения травмы снижается. Это средство является самым безопасным среди перечисленных в этой статье.
Использование этого инструмента требует от сотрудника немало усилий. По этой причине лучше заранее установить все необходимые вырезы перед началом проекта. Это не только сэкономит вам немало времени, но и вырежет только то, что необходимо .
Совет: Во избежание приложения чрезмерной силы к инструменту обязательно используйте постоянные круговые движения. Для этого не перетяните ручку винта при запуске. Таким образом, будет достаточно гибкости при резке ваших трубок.
Хотя труборез иногда бывает удобен, он не является одним из самых быстрых. Мы рекомендуем использовать этот инструмент для небольших проектов.
3 – Переносная ленточная пила
Переносная ленточная пила – отличный инструмент для регулярного использования. Мы предлагаем модели меньшего размера, так как они легче. Этот эргономичный инструмент подходит для существующих конструкций . Еще одним плюсом является то, что ленточная пила имеет умеренный уровень шума.
В отличие от ленточной пилы по металлу, портативная модель может резать только одну трубу за раз. Кроме того, отсутствие адекватной поддержки может привести к кривым срезам.
2 – Ленточнопильный станок для резки металла
Ленточнопильный станок для резки металла идеально подходит для проектов любого размера. Он может одновременно резать до шести труб — что делает его одним из самых эффективных инструментов в этом списке. Если вы ежедневно режете трубы, этот инструмент идеально подходит для этой работы.
Стандартной модели более чем достаточно, а при резке труб Flexpipe смазка для лезвий не требуется. Эта ленточная пила работает очень тихо и является наименее опасным электроинструментом.
Совет: Поскольку эти два инструмента очень хорошо дополняют друг друга, мы рекомендуем иметь оба под рукой для оптимальной эффективности.
Вам нужно установить место для стационарной ленточной пилы. Таким образом, рассмотрите возможность использования области, которая является безопасной и легкодоступной. Эта ленточная пила, в отличие от переносной модели, не может выполнять распилы на уже построенных конструкциях.
1 – Пила для холодной резки
Пила для холодной резки, как и ленточная пила для резки металла, идеально подходит для проектов любого размера. Он также может одновременно резать до шести труб , что делает его одним из самых эффективных инструментов в этом списке. Если вы ежедневно режете трубы, этот инструмент — лучшая инвестиция, которую вы можете сделать.
Так же, как и для ленточной пилы по металлу, вам нужно установить место для этой пилы. Таким образом, рассмотрите возможность использования области, которая является безопасной и легкодоступной. Эта пила, в отличие от переносной модели, не может резать уже построенные конструкции.
Режущие инструменты, которых следует избегать
Вот список инструментов, от которых следует держаться подальше, так как при их использовании существует высокий риск травм. Кроме того, эти инструменты не обеспечат пиковой производительности. Помните, что независимо от того, какой из них вы используете, безопасность при ношении имеет важное значение .
Настольная пила;
Торцовочная пила;
Сучкорез с ручкой;
Ручная пила
Отрезная пила
Заключение
Теперь вы лучше знаете, как легко резать трубы Flexpipe с помощью этих четырех инструментов. В зависимости от того, сколько разрезов вам нужно сделать, чтобы завершить проект, у вас есть вся необходимая информация для выбора инструмента, наиболее подходящего для резки труб Flexpipe. Помните, что полное понимание масштаба вашего проекта, а также определение того, что необходимо сократить до начала работы, не позволит вам тратить драгоценное время и материалы.
У вас нет дома инструментов для резки материала Flexpipe? Или объем заказа недостаточно велик, чтобы оправдать покупку стационарной ленточной пилы? Это возможность воспользоваться нашей услугой резки.
Нажмите, чтобы оценить этот пост!
[Всего: 4 В среднем: 4]
Четырехколесные труборезы — MCC Professional Tools — MCC International
Обратите внимание, что PCFB-25 НЕ оборудован подшипником для режущего диска.
Характеристики
Высококачественный режущий диск
Наиболее важной частью трубореза являются режущие ролики. Многолетний опыт в производстве режущих инструментов позволил нам найти лучшую конструкцию режущей кромки и уникальную термообработку, которая позволяет резцу служить дольше, чем когда-либо.
Поворот только на 130 градусов
По сравнению с обычными труборезами с одним режущим роликом, для выполнения резки необходимо поворачивать труборез вокруг трубы, этот резак значительно прост в использовании. Это может быть идеальная маневренность для резки трубы в траншее или у стены, где нет свободного пространства для поворота резака, или трубы над головой, где трудно повернуть вокруг трубы.
Легкая резка благодаря установленному подшипнику
Мы установили высококачественный шарикоподшипник в режущий диск. Это значительно снижает усилие резания. Нержавеющая труба для тяжелых условий эксплуатации? Никаких проблем! Возьмите четырехколесный труборез MCC, упростите себе работу и сделайте ее правильно.
Набор инструментов электрика НЭ-К4 предназначен для проведения несложных электромонтажных и ремонтных работ, в том числе под напряжением до 1000В
Доставка:
до ТК бесплатно
Самовывоз:
до 18:00
Наличие: Уточнить у менеджера
15 922,00 ₽
Быстрая покупка
Товар в Корзине
Описание товара
Комментарии
Общее описание
Набор инструментов электрика НЭ-К4 предназначен для проведения несложных электромонтажных и ремонтных работ, в том числе под напряжением до 1000В. Включает в себя:
цифровой мультиметр, позволяющий выявить рабочие характеристики ремонтируемой электрической цепи;
комплект отверток для монтажа и демонтажа отдельных деталей;
плоскогубцы для зажима и удержания различных деталей, для резки проволоки;
круглогубцы позволяют закручивать и выгибать проволоку и провода;
пресс-клещи для снятия изоляции с проводов диаметром 0,75-6 мм;
монтерский нож для резки и зачистки проводов и др.
Входящий в набор инструмент сертифицирован (при необходимости предоставляется соответствующая документация).
ТУ 3926-021-127191850-2007
Характеристики
Плоскогубцы 160 мм изолированные до 1000В
1 шт
Кусачки боковые 160-200 мм изолированные до 1000В
1 шт
Ключ гаечный разводной КР-19 изолированный до 1000В
1 шт
Мультиметр цифровой
1 шт
Пресс-клещи для снятия изоляции СИ-6 d0,75-6 мм
1 шт
Тонкогубцы 160 мм изолированные до 1000В
1 шт
Круглогубцы 160 мм изолированные до 1000В
1 шт
Нож монтера НМИ-02 изолированный до 1000В с браслетом для крепления к руке
1 шт
Отвертка крестовая Ph2х80 мм изолированная до 1000В с браслетом для крепления к руке
1 шт
Отвертка крестовая Ph3х100 мм изолированная до 1000В с браслетом для крепления к руке
1 шт
Отвертка шлицевая SL4,0х100 мм изолированная до 1000В с браслетом для крепления к руке
1 шт
Отвертка шлицевая SL5,5х125 мм изолированная до 1000В с браслетом для крепления к руке
1 шт
Плоскогубцы регулируемые 250 мм изолированные до 1000В
1 шт
Перчатки д/э до 1000В
1 шт
Ручка шариковая
1 шт
Блокнот для записей
1 шт
Паспорт
1 шт
Сумка
1 шт
Габаритные размеры
385*285*80 мм
Вес
4,2 кг
К этому товару пока нет комментариев. Ваш комментарий будет первым!
Ваш комментарий
Все поля обязательны для заполнения.
Похожие товары
Недавно просмотренные товары
Просто опишите, что Вам нужно, и мы вышлем Вам коммерческое предложение!
Набор инструментов электрика НЭ
→ Каталог оборудования и материалов → Промышленное оборудование и инструмент → Наборы инструмента → Набор инструментов электрика НЭ
16 704
Самовывоз: Сегодня Доставка: На завтра Время работы: с 9:00 до 18:00 Выходные дни: сб, вс
Инструментов в наборе:
21 шт
Назначение набора:
для электрика
Гарантия:
1 год
Описание
Технические характеристики
Комплектация
Краткое описание
Тип: Наборы инструментов
Производитель: КВАЗАР (Россия)
Назначение: Для электрика
Модель: Набор инструментов электрика НЭ
Гарантия: 1 год
Особенности
набора инструментов электрика НЭ
Универсальный набор изолированного инструмента электромонтажника НЭ выглядит как специальная сумка с хорошим набором изолированного инструмента для проведения электромонтажных работ. Данный инструмент электрики используют при работе с электрическим током в сетях. Среди инструментов электромонтажника от «Квазар» – несколько диэлектрических отверток, плоскогубцы, бокорезы, фонарики и несколько иных ручных инструментов, которые будут полезны в работе.
Набор инструментов НЭ предназначен для производства электромонтажных работ в сети и установках, работающих под напряжением до 1000В. Наличие рожковых и накидных ключей позволяет произвести разборку и сборку различных электрических приборов и оборудования, не находящихся под напряжением.
Гарантийный срок — 12 месяцев.
Габариты, мм
Длина 390±5
Ширина 290±10
Высота 90±3
Масса, кг, не более 7,4
ХОТИТЕ КУПИТЬ Набор инструментов электрика НЭ? ЗАКАЖИТЕ ОБРАТНЫЙ ЗВОНОК!
Мы перезвоним Вам в рабочее время
Отправляя форму, я даю согласие на обработку персональных данных.
Инструментов в наборе:
21 шт
Назначение набора:
для электрика
Гарантия:
1 год
№
Наименование
Значение
1
Набор сменных торцевых головок от 8 до 19 мм (10 шт.)
Набор ключей рожковых (6х7, 8х10, 10х12, 12х13, 14х17, 17х19)
1 комп.
10
Нож изолированный до 1000В
1 шт.
11
Ножницы по металлу
1 шт.
12
Отвертка крестовая Ph2х80-100 мм до 1000В
1 шт.
13
Отвертка крестовая 1х100 мм изолированная до 1000В
1 шт.
14
Отвертка крестовая 2х100 мм изолированная до 1000В
1 шт.
15
Отвертка крестовая 3х150 мм изолированная до 1000В
1 шт.
16
Отвертка шлицевая 4,0х100 мм до 1000В
1 шт.
17
Отвертка шлицевая 5,5х125 мм до 1000В
1 шт.
18
Отвертка шлицевая 6,5х150 мм изолированная до 1000В
1 шт.
19
Пресс-клещи для опрессовки коннекторов СТК-01 (ПК-2)
1 шт.
20
Мультиметр цифровой
1 шт.
21
Фонарь налобный светодиодный
1 шт.
22
Ручка шариковая
1 шт.
23
Блокнот для заметок
1 шт.
24
Паспорт
1 шт.
25
Сумка арт. С-005
1 шт.
Похожие товары
Производитель (Квазар) данного товара (Набор инструментов электрика НЭ) по своему усмотрению и без каких-либо дополнительных уведомлений имеет право изменить комплектацию, внешние характеристики, страну производства, а так же технические и физические характеристики модели, например, такие как Инструментов в наборе:21 шт, Назначение набора:для электрика, Гарантия:1 год, и пр.
В случае выявления дефектов необходимо обратиться к продавцу, который принимает и отправляет рекламацию производителю. Для ускорения процесса рассмотрения вопроса рекомендуется предоставить фотографии, отображающие дефект.
Ideal 35-800 :: Набор инструментов электрика с чехлом, 16 предметов :: PLATT ELECTRIC SUPPLY
Сделано в США
Идеал
Артикул №: 0227992
Номер по каталогу: 35-800
СКП: 783250358007
$ 523,46 шт.
По всей компании:
0 в наличии
Документы и руководства
Форматные листы —
Идеально; Набор ручных инструментов; Лазерный край; Состоит из 1: 30-430 боковых кусачек; Тип Ne с высоким плечом и обжимной матрицей; 9-1/4 в длину; Состоит из 2: 35-029 диагональных плоскогубцев с изогнутой головкой; 8 в длину; Состоит из 3: 35-038 Длинногубцы; Сверхмощный с резаком; 8-1/2 в длину; Состоит из 4: 35-430 плоскогубцев с выступом и канавкой; 10 в длину; Состоит из 5: 35-052 Кабельный резак; для кабеля 2/0 и меньше; Включает: 45-120 T-5 T-stripper Инструмент для зачистки проводов, одножильный 10-18, многожильный 12-20, 35-908 7-в-1 Отвертка Twist-a-гайка/гайковерт, 35-194 Крестообразная отвертка, Для винтов с крестообразным шлицем #2, 1/4 дюйма в диаметре x 4 дюйма с длинным хвостовиком, 35-164 Тяжелая отвертка со шлицем для трапецеидальных искажений, Диаметр 1/4 дюйма X Длинный хвостовик 4 дюйма, 35-083 Инструмент для снятия заусенцев с кабелепровода, 35-210 Кованый молоток 18 унций, 35-242 25-футовая измерительная лента с автоматическим замком лезвия, 35-285 Нож электрика, 61 -086 Тестер Vol-conxl, 61-201 Батареи Тестер Vol-con, 35-311 Сумка для инструментов Tuff-tote с плечевым ремнем, стандартная кожаная модель; Количество штук: 16
Подробнее о продукте см. ниже
Обзор
Идеально; Набор ручных инструментов; Лазерный край; Состоит из 1: 30-430 боковых кусачек; Тип Ne с высоким плечом и обжимной матрицей; 9-1/4 в длину; Состоит из 2: 35-029 диагональных плоскогубцев с изогнутой головкой; 8 в длину; Состоит из 3: 35-038 Длинногубцы; Сверхмощный с резаком; 8-1/2 в длину; Состоит из 4: 35-430 плоскогубцев с выступом и канавкой; 10 в длину; Состоит из 5: 35-052 Кабельный резак; для кабеля 2/0 и меньше; Включает: 45-120 T-5 T-stripper Инструмент для зачистки проводов, одножильный 10-18, многожильный 12-20, 35-908 7-в-1 Отвертка Twist-a-гайка/гайковерт, 35-194 Крестообразная отвертка, Для винтов с крестообразным шлицем #2, 1/4 дюйма в диаметре x 4 дюйма с длинным хвостовиком, 35-164 Тяжелая отвертка со шлицем для трапецеидальных искажений, Диаметр 1/4 дюйма X Длинный хвостовик 4 дюйма, 35-083 Инструмент для снятия заусенцев с кабелепровода, 35-210 Кованый молоток 18 унций, 35-242 25-футовая измерительная лента с автоматическим замком лезвия, 35-285 Нож электрика, 61 -086 Тестер Vol-conxl, 61-201 Батареи Тестер Vol-con, 35-311 Сумка для инструментов Tuff-tote с плечевым ремнем, стандартная кожаная модель; Количество штук: 16
Также известен как: 783250358007, 35-800, IDE35800
Характеристики
Тип:
Инструментарий
Стандарты:
Калифорнийское предложение 65
Тип:
Инструментарий
Стандарты:
Калифорнийское предложение 65
Отзывы клиентов
Нет обзоров для этого продукта
Наборы ручных мультитулов на Ace Hardware
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
90 параллельное сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями сравнения.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельное сравнение функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. сравнение.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Инструментальные тележки, наборы инструментов, ящики для инструментов в Москве
В большинстве автосервисов и в различных мастерских для хранения и удобного перемещения различного инструмента, расходных и крепежных материалов используют инструментальные тележки. Основное достоинство тележек для инструмента – это их маневренность, комплектация нужным инструментом и мобильность. Плюс компактное размещение и инструментов внутри и самой тележки для инструментов в помещении на любом небольшом, свободном на данный момент, пространстве. Тележки для инструментов продаются как с определенным комплектом инструментов внутри, так и пустые – для комплектации нужным инструментом непосредственно в мастерской или на самом ремонтном предприятии. Принято разделять тележки для инструментов или с инструментами на типы/виды:
Инструментальные тележки закрытые. Такие тележки комплектуются выдвижными ящиками (от 3-х до 8-ми штук), внутри которых могут быть перегородки разного размера. У некоторых моделей закрывается каждый ящик, а в иных – задвижная дверка с общим замком. Такие тележки могут продаваться как уже укомплектованными, так и пустыми.
Инструментальные тележки открытые<. Их обычно используют для перемещения тяжелых инструментов, оборудования, расходных материалов или ящиков с инструментами. У них обычно несколько полок, доступ к которым открыт со всех сторон и на которые удобно ставить и снимать перевозимое.
<Комбинированные тележки (универсальные). Это тележки, в которых есть и выдвижные ящики, и открытые полки. Чаще их покупают для комплектации инструментом для ремонта конкретных устройств, агрегатов или узлов.
Специальные тележки (специализированные). Они обычно предназначены для конкретного тяжелого оборудования и чаще идут с ним в комплекте. Но могут использоваться и для иных целей, если снять это оборудование.
При выборе или сравнении тележек для инструментов, первое, что нужно решить – в каких целях будет использоваться данная тележка.
Если для перемещения оборудования и различных тяжелых инструментов или ящиков с инструментами, то выбирайте открытую инструментальную тележку с 2-мя или с 3-мя полками.
Если у вас планы на хранение инструментов или запчастей и расходных материалов – желательно выбрать закрытую инструментальную тележку с нужным количеством ящиков и с подходящим типом замков.
Если вы хотите укомплектовать определенным набором инструментов для ремонта конкретного оборудования или узла, — берите комбинированную, с полкой и ящиками.
Далее, на что следует обратить внимание, это габариты инструментальной тележки. Хотя все тележки компактны, но есть совсем «маленькие» (62*42*78 см.), а есть довольно внушительных размеров (75*50*86) и им потребуется места побольше. Обычно, габаритам пропорционален и вес тележки, что тоже иногда имеет значение.
<У нас на сайте представлены инструментальные тележки, которые хорошо себя зарекомендовали на практике и имеют конкурентную цену среди представителей своего класса. Надеемся, что Вы сможете подобрать и купить себе именно ту инструментальную тележку или тот набор инструментов в тележке, которые понравятся Вам и по цене, и по конструктиву, и по удобству работы, и по составу инструментов (для заполненных тележек).
Внимательно изучив нижеперечисленные модели, Вы обязательно убедитесь, что у нас купить инструментальную тележку, купить набор инструментов или купить ящик для инструментов можно быстро и недорого, а главное – они будут долго функционально и качественно служить Вам
В настоящее время мы представляем и продаем тележки фирм FERRUM, FTOOLS, GARWIN, HANS, KING TONY, LICOTA, MACTAK, NORDBERG и STANKOIMPORT.
Существуют у нас и организационные преимущества
Заказ и покупку мы оформим Вам оперативно;
Существующие варианты оплаты — разнообразны;
К любому заказчику отношение индивидуально;
При необходимости – дадим онлайн-консультацию ДО покупки;
Отправим купленный товар по Вашему адресу.
Ящик для автосервиса в категории «Инструмент»
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 EV, КОД: 2546283
Доставка по Украине
50 100 грн
35 086. 99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 FE, КОД: 2546283
Доставка по Украине
50 100 грн
35 086.99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 ML, КОД: 2546283
Доставка по Украине
50 100 грн
35 086.99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 HR, КОД: 2546283
Доставка по Украине
50 100 грн
35 086.99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 ZZ, КОД: 2546283
Доставка по Украине
50 100 грн
35 086.99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 ZK, КОД: 2546283
Доставка по Украине
50 100 грн
35 086.99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 PM, КОД: 2546283
Доставка по Украине
50 100 грн
35 086.99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 TP, КОД: 2546283
Доставка по Украине
50 100 грн
35 086.99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 KS, КОД: 2546283
Доставка по Украине
50 100 грн
35 086.99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 TR, КОД: 2546283
Доставка по Украине
50 100 грн
35 086.99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 TS, КОД: 2546283
Доставка по Украине
50 100 грн
35 086.99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013 EM, КОД: 2546283
Доставка по Украине
50 100 грн
35 086. 99 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL (Pro-Line) 3 секции 104 ед. GCAZ0013
Доставка по Украине
по 35 087 грн
от 25 продавцов
35 087 грн
Купить
Тележка инструментальная (3 полки,2 ящика) G.I.KRAFT GI37103 (для автосервиса, для инструмента, передвижная)
Доставка по Украине
4 585.98 грн
Купить
Тележка инструментальная (3 полки,2 ящика) G.I.KRAFT GI37103 (для автосервиса, для инструмента, передвижная)
Доставка по Украине
4 585.98 грн
Купить
Смотрите также
Ящик с набором инструментов для автосервиса TOPTUL Pro-Line 3 секции 104 ед. GCAZ0013
Доставка по Украине
по 35 087 грн
от 2 продавцов
35 087 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL (Pro-Line) 3 секции 104 ед. GCAZ0013
Доставка по Украине
35 087 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL (Pro-Line) 3 секции 104 ед. GCAZ0013 Orig GCAZ0013
Доставка из г. Киев
35 087 грн
Купить
Ящик з набором інструментів для автосервісу TOPTUL (Pro-Line) 3 секції 104 од. GCAZ0013
Доставка по Украине
35 087 — 38 596 грн
от 8 продавцов
35 087 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL (Pro-Line) 3 секции 104 ед. GCAZ0013
Доставка по Украине
35 087 грн
Купить
Тележка инструментальная для автосервиса ТУ 2М2Б (4 выдвижных ящика) 900(в)х740(ш)х440(гл)
Доставка по Украине
8 496 грн
Купить
Тележка инструментальная для автосервиса ТУ 6МС (7 выдвижной ящик) 900(в)х740(ш)х440(гл)
Доставка по Украине
10 092 грн
Купить
Стеллаж для метизов Верхняя Сыворотка
Доставка по Украине
4 550 грн
Купить
Стеллаж в автосервис 1800мм 96 ящиков, стеллаж для метизных контейнеров
Доставка по Украине
от 5 073 грн
Купить
Ящик с набором инструментов для автосервиса TOPTUL 3 секции 82 ед. GCAZ0016
Доставка по Украине
18 523 грн
Купить
Тележка инструментальная для автосервиса ВПС — 1 (сварная) 900(в)х750(ш)х460(гл)
Доставка по Украине
4 410 грн
Купить
Набор инструмента, 1/4″, 3/8″, 1/2″, Cr-V, S2, усиленный кейс, 216 предметов Stels 14115
На складе в г. Стрый
Доставка по Украине
5 650 грн
Купить
Профессиональный набор инструментов 1/4, 3/8, 1/2 216 эл. Yato YT-38841
На складе в г. Стрый
Доставка по Украине
4 470 грн
Купить
Набір насадок торцевих і біт 1/4″, 1/2″ 110шт CrV mid SIGMA (6003771) + Подарок
На складе в г. Стрый
Доставка по Украине
2 800 грн
Купить
Ящики для инструментов для механиков | Тележки для инструментов | Шкафы для инструментов
Toggle Nav
Моя тележка
Поиск
Поиск
Обслуживание клиентов с 1996 года(800) 229-6218(860) 626-9633
Для большинства заказов — Бесплатная доставка
Магазин по
Меню
Счет
Не совершайте ошибку, сравнивая наши механические ящики для инструментов премиум-класса с типичными ящиками для инструментов массового производства для дома или хобби с такими хрупкими ящиками и конструкцией, похожей на коробку для завтрака. Наши профессиональные инструментальные шкафы и тележки для инструментов оснащены выдвижными ящиками полного выдвижения и усиленными шарикоподшипниками. Здесь нет дешевых слайдеров. Все, что мы носим, имеет коммерческое качество. Наши ящики для инструментов изготовлены из прочного алюминия и стали и имеют тройное запекаемое лакокрасочное покрытие, которое выдерживает типичные злоупотребления в автомагазинах, которые вы можете подать. кроме того, они сконструированы так, чтобы быть прочными — с внутренней конструкцией каркаса и усиленными боковыми стенками для максимальной прочности. Свяжитесь с нами сегодня для наших самых лучших предложений!
просмотреть фотографии и отзывы клиентов
Позиции 1–18 из 24
Страница
Вы сейчас читаете страницу 1
Страница 2
Страница Следующий
Показать
18 36 54 Все
на страницу
Сортировать по
Позиция наименование товара Цена Установить нисходящее направление
Страница
Вы сейчас читаете страницу 1
Страница 2
Страница Следующий
Показать
18 36 54 Все
на страницу
Теперь у нас есть ящики для инструментов, тележки для инструментов, сундуки для хранения инструментов, тележки для механиков и рабочие столы трех разных производителей — International, Waterloo и Ranger. Это то, что мы все о. Представляем вам только лучших производителей ящиков для инструментов для механиков со всего мира. Мы не будем жертвовать качеством, предлагая продукцию всех производителей. Вы можете получить это где угодно. Наша цель — предоставить вам только лучшие товары от лучших производителей по самым низким ценам. Это так просто.
Найдите качественный шкаф для инструментов в ASE Deals
Купить прочные качественные ящики для инструментов
Часто задаваемые вопросы по гаражному оборудованию
Лучшие ящики для инструментов для механиков 2023 года
Мы можем получать доход от продуктов, доступных на этой странице, и участвовать в партнерских программах.
Фото: amazon.com
Будь то автомобильный энтузиаст, специалист по ремонту своими руками или опытный профессионал, надежный ящик для инструментов имеет важное значение. Эти прочные ящики для хранения обеспечивают безопасность и организованность инструментов механиков, помогая улучшить рабочий процесс пользователя и облегчая ремонт.
Но есть много вещей, которые нужно знать о выборе лучшего ящика для инструментов. В этом руководстве будут объяснены некоторые из наиболее важных соображений, которые следует учитывать при совершении покупок, и будут выделены некоторые из лучших вариантов на рынке.
Лучший в целом : Craftsman S2000 41 ″ 10 Drawer Rolling Tool Saint
Лучший взрыв для Buck: Husky 26,5 ″ Стандартный 4-дрейлер. Сверхмощный комбинированный комод с 10 ящиками и 3 предметами
Лучший ручной носитель: Homak 20 ″ 3-дрейр для шарикоподъемника. Box
BEST STOOL: Mychanic Garage Rolling Tool Box Stool
BEST TOOL CART: Husky 33″ 4-ядерная тележка для инструментов Mechanics Tool Utility Cart
BEST SET Cabinet & Prawce-Drawce-Setmaner-1-Drawce-Setsman:
Craft
Фото: amazon.com
На что обратить внимание при выборе лучшего ящика для инструментов
Может показаться, что ящик для инструментов не так важен, как инструменты, которые в нем хранятся, но это не всегда так. Выбор правильного типа ящика для инструментов, а также обеспечение того, чтобы он соответствовал потребностям пользователя, имеют решающее значение, и следующие пункты помогут.
Тип
Одним из наиболее важных факторов, которые следует учитывать при выборе механического ящика для инструментов, является тип. Их несколько, и у каждого есть свои сильные и слабые стороны.
Ручные ящики для инструментов маленькие, легкие и компактные. Пользователи могут наполнять их небольшими ручными инструментами и, поскольку эти ящики портативны, брать их с собой на работу и обратно. Они не идеальны для полных коллекций инструментов, но могут быть удобны для небольших наборов.
Ящики для инструментов на колесиках обычно представляют собой большие и тяжелые ящики, установленные на колесах. В них есть ящики и шкафы разных размеров, и в них может поместиться множество инструментов. Они отличаются от ящиков для инструментов на колесиках, которые обычно представляют собой большие открытые контейнеры из полимеров с одним комплектом колес для перетаскивания.
Настольные ящики для инструментов очень похожи на переносные модели как по размеру, так и по функциям. Тем не менее, эти ящики предназначены для размещения на верстаке или передвижном сундуке для дополнительного хранения инструментов.
Табуреты на колесиках с местом для хранения могут существенно повысить производительность. Эти удобные сиденья катаются по гаражу, а под ними есть удобные места для хранения инструментов. Хотя эти инструменты лучше всего подходят для временного хранения инструментов, пользователь может заполнить их необходимыми инструментами перед проектом для беспрепятственного рабочего процесса.
Тележки для инструментов удобны для перевозки больших инструментов и автозапчастей на рабочем месте. Эти модели, как правило, имеют выдвижные ящики или небольшие шкафы с открытым хранилищем внизу.
Размер и вместимость
Не существует жесткого правила относительно того, насколько большим должен быть ящик для инструментов или сколько в нем должно быть места для хранения. Набор инструментов у всех разный, поэтому требуется немного планирования в каждом конкретном случае.
Во-первых, покупатели должны учитывать инструменты, которыми они владеют. Для большой коллекции отверток может потребоваться отдельный ящик, как и для набора трещоток и головок. Пневматическим инструментам, таким как ударные гайковерты, пневматические шлифовальные машины, пневматические молотки и их фурнитура, может потребоваться отдельный шкаф. В этих случаях лучше всего подойдет большой ящик для инструментов.
Однако для небольших наборов инструментов можно обойтись настольной коробкой, которую легче транспортировать и которая занимает меньше места. Или, к лучшему из обоих миров, рассмотрите небольшую тележку для инструментов со встроенным хранилищем.
Однако имейте в виду один момент: будьте осторожны и приобретите ящик для инструментов большего размера, чем кажется необходимым. Есть несколько вещей, которые разочаровывают так же, как покупка нового ящика для инструментов только для того, чтобы обнаружить, что некоторые инструменты не подходят.
Мобильность
Ящики для инструментов могут быть очень тяжелыми. Модели самого высокого качества изготовлены из толстолистовой стали и оснащены усиленными направляющими, замками и фурнитурой. Заполните этот ящик для инструментов набором головок, молотков, плоскогубцев и электроинструментов, и мобильность быстро станет проблемой.
Колеса — лучший друг механика. Ищите модели с большими роликами (от 4 до 5 дюймов), чтобы облегчить катание по полу гаража. Ручки для толкания и колесные тормоза также могут быть важны. Эти функции позволяют пользователю принести ящик с инструментами в автомобиль или на ремонтную площадку, избавляя от необходимости несколько раз ходить по гаражу за инструментами.
Материал
Большинство лучших ящиков для инструментов состоят из прочной стальной конструкции. Это позволяет им сохранять свою форму под огромным весом и предотвращает появление вмятин, которые могут повлиять на то, как открываются ящики или двери шкафа.
Производители могут указывать сталь своих ящиков для инструментов с указанием толщины. С калибром, чем меньше число, тем толще металл. Большинство ящиков для инструментов, подходящих для домовладельцев и энтузиастов, будут иметь размер от 18 до 21, в то время как профессионалы, которые зарабатывают деньги открыванием и закрыванием ящиков, могут предпочесть ящик из стали 14 калибра.
Примечание. Чем меньше номер калибра, тем толще металл, но тем тяжелее ящик для инструментов. Люди, которые планируют перевезти свой ящик для инструментов, могут предпочесть немного пожертвовать качеством ради более легкой модели.
Дополнительные функции
Есть немало других функций, которые могут сделать конкретную модель лучшим набором инструментов для механика в данной ситуации. К ним относятся:
Запирающиеся ящики. Ящики для инструментов с запирающимися ящиками помогают хранить инструменты в безопасности, а также не позволяют маленьким ручкам брать, вынимать и использовать предметы, которые им, вероятно, не следует делать.
Шариковые направляющие. Ящики в ящиках для инструментов становятся очень тяжелыми, их легко заклинить или их трудно открыть. Чтобы предотвратить это, ищите ящик для инструментов или сундук с направляющими на шарикоподшипниках.
Розетки. Имеются ящики для инструментов со встроенными блоками питания. Это может быть большим преимуществом для инструментов с батареями, которые необходимо заряжать, или для подключения ноутбука к сети во время просмотра учебных пособий и инструкций в гараже.
Разделители ящиков. Большинство ящиков для инструментов поставляются с разделителями ящиков, которые пользователь может вставлять в различные положения, чтобы обеспечить более организованное хранение.
Вкладыши для ящиков. В некоторых случаях лучшие механические ящики для инструментов поставляются с резиновыми вкладышами. Они удерживают инструменты на месте, а также предотвращают износ ящика и инструментов.
Наш лучший выбор
Это тонна информации, которую нужно распаковать, и некоторые покупатели, возможно, все еще пытаются выбрать лучший ящик для механических инструментов. Чтобы получить небольшую помощь, ознакомьтесь со следующим списком. Он состоит из одних из лучших ящиков для инструментов для механиков на рынке. При сравнении этих моделей обязательно учитывайте приведенные выше соображения.
Фото: amazon.com
ПОСМОТРЕТЬ
41-дюймовый шкаф для инструментов на колесиках Craftsman’s S2000 с 10 выдвижными ящиками, возможно, стоит обратить внимание автомеханикам, ищущим простое и надежное место для хранения инструментов. Этот ящик для инструментов на колесиках имеет размеры 37,5 дюймов в высоту, 41 дюйм в ширину и 18 дюймов в глубину и имеет 10 ящиков для большого количества места для хранения.
Этот ящик для инструментов имеет прочную конструкцию из стали толщиной от 18 до 20 с двойными стенками. Все ящики имеют направляющие на шарикоподшипниках с функцией плавного закрывания, и каждый выдерживает до 100 фунтов. Под этим передвижным сундуком находится набор 5-дюймовых роликов, способных выдерживать до 1500 фунтов. Также есть замок для защиты ящиков, а также резиновый коврик сверху для защиты и предотвращения скольжения. Единственное, чего ему не хватает, так это встроенного удлинителя, но это может быть мелочью в отношении высококачественного ящика для инструментов.
Спецификации продукта
Тип: Инструмент для проката. Плюсы
10 ящиков, каждый вместимостью 100 фунтов
Направляющие на шарикоподшипниках с плавным закрыванием
Большие 5-дюймовые ролики для легкого выкатывания
Минусы 9-in6
Нет встроенной силовой ленты 0039
Получите ящик для инструментов Craftsman S2000 на Amazon .
Фото: homedepot.com
ПОСМОТРЕТЬ
Не каждый может выложить сотни или тысячи долларов за ящик для инструментов, но это не значит, что они не имеют права на безопасное хранение инструментов . Этот ящик для инструментов на колесиках от Husky предлагает лучшее из обоих миров, поскольку он доступен по цене, но имеет запирающиеся ящики для хранения набора инструментов среднего размера в целости и сохранности. Его размеры составляют 30,7 дюйма в высоту, 26 дюймов в ширину и 18 дюймов в глубину.
Тумба для инструментов имеет четыре ящика, каждый из которых содержит резиновые вкладыши. В этом механическом ящике для инструментов есть направляющие на шарикоподшипниках, каждая из которых выдерживает нагрузку 50 фунтов. Он также оснащен 4,5-дюймовыми роликами для относительно легкого качения. Самыми большими недостатками этой коробки являются относительно малая грузоподъемность (650 фунтов) и сталь 21-го калибра, из которой она изготовлена.
Характеристики продукта
Тип: Чемодан для инструментов на колесиках
Материал: Сталь 21 калибра
Размер: 30,7 дюйма высотой и 26 дюймов шириной и глубиной 18 дюймов
Pros
Доступная ценовая точка
50-фунтовые ящики с ящиками
Secure Point
6 4. 5.
Минусы
Тонкая сталь
Низкая грузоподъемность
Получите ящик для механических инструментов Husky 26,5 дюймов по адресу The Home Depot
7 или на
008 Амазонка .
Фото: homedepot.com
ПОСМОТРЕТЬ
Люди, у которых в бюджете на хранение инструментов есть еще несколько долларов, могут подумать о переходе на 80-дюймовый тяжелый комбинированный комод Husky с 10 выдвижными ящиками и тремя предметами. Этот ящик для инструментов на колесиках имеет размеры 72,4 дюйма в высоту, 80 дюймов в ширину и 24,1 дюйма в глубину и состоит из трех частей: ящика для инструментов, шкафчика и верхнего шкафа. Эта комбинация обеспечивает массу места для хранения ручных инструментов, электроинструментов и другого оборудования.
Этот механический ящик для инструментов имеет откидную рабочую станцию, 10 ящиков и запирающийся шкафчик слева. Есть два блока питания (один на задней панели рабочей станции и один сбоку) для зарядки аккумуляторов или подключения к источнику света. ящики на самом деле имеют двойные наборы слайдов для дополнительной вместимости. Коробка изготовлена из стали 19-го калибра, а в нижней части каждой области хранения есть вкладыш для ящика. Имейте в виду, что такая большая коробка станет тяжелой, особенно если она заполнена до отказа.
Product Specs
Type: Rolling tool chest
Material: 19-gauge steel
Size: 72.4 inches tall by 80 inches wide by 24.1 inches deep
Pros
Много места для хранения
Откидная рабочая станция
Конструкция 19-го калибра
Направляющие на шарикоподшипниках (некоторые из них сдвоены)
Минусы
Он тяжелый и станет тяжелее только при заполнении
Получите 80-дюймовый ящик для инструментов Husky по телефону The Home Depot .
Фото: amazon.com
ПОСМОТРЕТЬ
Когда дело доходит до организации небольшого набора инструментов или добавления дополнительного места в ящик для инструментов, 20-дюймовый ящик для инструментов Homak заслуживает внимания. Этот ящик для инструментов имеет стальную конструкцию со встроенной ручкой для переноски для удобства транспортировки, а также запорную защелку для защиты от нежелательных рук. Он имеет размеры 8,63 дюйма в высоту, 20 дюймов в ширину и 7,88 дюйма в глубину.
В этой коробке есть три ящика, каждый из которых имеет направляющие на шарикоподшипниках. Он также имеет откидную центральную секцию для более крупных инструментов. Когда крышка закрыта, ящики блокируются, чтобы инструменты не рассыпались по всему полу. Кроме того, в каждом ящике есть нескользящие коврики из пеноматериала. Единственное, что нам не нравится, это то, что у этой модели нет ручек для переноски по бокам.
Характеристики продукта
Тип: Ручной перенос
Материал: Сталь (неизвестная толщина)
Размер: 8,63 дюйма высотой и шириной 20 дюймов и глубиной 7,88 дюйма
Pros
Долговечная стальная конструкция
Встроенный замок для безопасности
. Закрыто заблокировано. нескользящие коврики
Минусы
Нет ручек для переноски с обеих сторон
Получите ящик для инструментов механика Homak на Amazon .
Фото: homedepot.com
ПОСМОТРЕТЬ
Сочетание массивного ящика для инструментов на колесиках с высококлассным настольным ящиком для инструментов, подобное этому комплекту, — отличный способ хранить инструменты в порядке и в безопасности. Этот ящик оснащен базовым блоком с восемью ящиками с местами для хранения разных размеров, а также верхним блоком с восемью ящиками с откидной секцией для улучшения хранения. В целом этот комбо имеет размеры 66 дюймов в высоту, 49,3 дюйма в ширину и 18,2 дюйма в глубину, и он изготовлен из стали 20-го калибра.
Каждый из ящиков этой модели имеет вместимость 100 фунтов благодаря направляющим на шарикоподшипниках. Эта модель также имеет встроенные центры питания на обоих блоках, встроенные разделители для определенных инструментов и замки для обеспечения безопасности. Внутри каждого ящика есть предварительно вырезанный вкладыш, чтобы упростить хранение инструментов в ящиках. Имейте в виду, что со всем этим пространством для хранения инструменты могут спрятаться, поэтому обязательно потратьте время на их организацию.
Спецификации продукта
Тип: Инструмент для проката.
Много места для хранения инструментов
2 варианта хранения в 1
Встроенные разделители и электростанции
Минусы
Инструменты могут спрятаться в таком большом ящике для инструментов
Получите ящик для инструментов механика Milwaukee по телефону The Home Depot .
Фото: amazon.com
ПОСМОТРЕТЬ
Когда в ящике для инструментов на колесиках заканчивается место или на новом верстаке просто не хватает места, обратите внимание на большой красный ящик для инструментов Торина. Этот стальной ящик для инструментов настольного типа имеет конструкцию с тремя ящиками и откидной крышкой для хранения большого количества предметов, таких как отвертки, гаечные ключи, плоскогубцы и розетки.
Ящик для инструментов Big Red от Torin имеет множество встроенных функций, которые нам нравятся. Ящики имеют направляющие на шарикоподшипниках для плавного хода, а когда крышка закрыта, ящики фиксируются на месте. Он предлагает довольно много места для небольшого ящика для инструментов, размером 12 дюймов в высоту, 20,5 дюймов в ширину и 8,5 дюймов в глубину. Самым большим недостатком этого ящика для инструментов является то, что для его действительной защиты необходимо установить замок на каждую защелку, а это может быть проблемой для блокировки и разблокировки.
Характеристики продукта
Тип: Tabletop
Материал: Сталь (неизвестный датчик)
Размер: 12 дюймов высотой до 20,5 дюймов в ширину 8,5 дюйма
Pros 9003
Pros 9003
9000 7003
9000 9003
9000 9003
9000 9003
.
Крышка с замком предотвращает открытие ящиков
Много места для небольших ручных инструментов
Минусы
Двойные засовы требуют 2 замков для полной фиксации модели
Получите ящик для инструментов Torin на Amazon .
Фото: amazon.com
ПОСМОТРЕТЬ
У большинства домашних мастеров нет автоподъемников в гаражах, но это не означает, что им нужно сидеть на земле во время работы с тормозами. Табурет с ящиком для инструментов на колесиках от Mychanic представляет собой удобное и настраиваемое место для выполнения ремонтных работ низкого уровня. Этот стальной табурет с порошковым покрытием имеет грузоподъемность 500 фунтов и имеет размеры 21 дюйм в ширину и 14 дюймов в глубину. Высота регулируется от 17,5 до 20,5 дюймов для повышения комфорта.
Этот табурет со встроенными функциями. Во-первых, он имеет встроенный держатель для дрели или ударного гайковерта сзади для удобного хранения. Кроме того, по обеим сторонам табурета есть ящики для мелких инструментов и крепежных деталей. Также имеется большой ящик для хранения ручных инструментов и других предметов, и этот ящик оснащен направляющими на шарикоподшипниках. Есть даже съемный лоток со встроенной подставкой для мобильного устройства для просмотра инструкций. Единственная проблема, которую могут обнаружить некоторые пользователи, заключается в том, что 3-дюймовые колеса могут быть слишком малы для неровных полов в гараже.
Спецификации продукта
Тип: Стул
Материал: Сталь с порошковым покрытием (датчик Unknow Pros
Встроенный ящик для хранения инструментов
Встроенный держатель дрели или ударного гайковерта
Съемный лоток для доступа к инструментам
Регулируемая высота сиденья
Минусы
3-дюймовые колеса могут оказаться слишком маленькими.
Фото: homedepot.com
ПОСМОТРЕТЬ
Почему бы не перевозить эти тормозные барабаны и колодки со стенда в автомобиль, а на прочной тележке для инструментов, такой как эта модель от Husky? Эта тележка имеет открытую секцию внизу для перевозки предметов всех размеров взад и вперед по гаражу. И имея размеры 34 дюйма в высоту, 36 дюймов в ширину и 190,8 дюйма в глубину, у него достаточно места для этого.
У этой тележки есть и другие особенности. Он предлагает четыре ящика для хранения ручных инструментов и имеет откидную крышку с более глубоким местом для хранения для еще большего пространства. У тележки есть 5-дюймовые ролики для лучшего качения, а также замок для повышения безопасности. Для удобства транспортировки имеется встроенная ручка-толкатель. Недостатком является то, что, несмотря на грузоподъемность 672 фунта, этот ящик сделан из относительно тонкой стали 21-го калибра.
Product Specs
Type: Tool cart
Material: 21-gauge steel
Size: 34 inches tall by 36 inches wide by 19. 8 inches deep
Pros
Open нижняя секция для транспортировки предметов
4 ящика для хранения инструментов
5-дюймовые ролики для плавного качения
Cons
Тонкая сталь 21 калибра
Получите 33-дюймовый ящик для инструментов Husky по телефону The Home Depot или на Amazon .
Фото: lowes.com
ПОСМОТРЕТЬ
Для людей, которые беспокоятся о покупке ящика для инструментов, потому что считают, что их набор инструментов не гарантирует большого места для хранения, этот ящик для инструментов от Craftsman может изменить их мнение. Этот ящик для инструментов на колесах от Craftsman имеет размеры 37,5 дюймов в высоту, 52 дюйма в ширину и 18 дюймов в глубину, что обеспечивает достаточно места для хранения коллекций инструментов среднего размера, и он даже поставляется с одним.
Эта модель имеет два ряда одинаковых ящиков, каждый со своим замком для доступа. Каждый ящик также обеспечивает вместимость до 100 фунтов, а стальные ролики калибра от 18 до 20 и 5-дюймовые ролики в совокупности обеспечивают максимальную грузоподъемность этой модели 1500 фунтов. Сам набор инструментов состоит из 121 предмета, включая трещотки, головки, гаечные ключи и отвертки. Встроенная электростанция — это все, что нужно, чтобы вывести этот ящик для инструментов на новый уровень.
Характеристики продукта
Тип: Инструмент для проката. Поставляется с 121 инструментами
, построенные из прочной стальной стали 18-го калибра
с обеих сторон
Минуса
NO Power Station
GET CRAFTSMAN 100039
GET CRAFTSMAN 10-D-DRAUDER.0008 в Lowe’s .
Наш вердикт
Любой, кто хочет добавить высококачественный ящик для инструментов с такими функциями, как направляющие на шарикоподшипниках, 5-дюймовые ролики и выдвижные ящики с 100-фунтовой несущей способностью, захотят рассмотреть механический инструмент Craftsman S2000. коробка. Тем не менее, люди, которые просто хотят организовать и обезопасить свои инструменты, не тратя при этом много денег, скорее всего, преуспеют с доступным 26,5-дюймовым механическим ящиком для инструментов Husky.
Как мы выбирали лучшие ящики для инструментов для механиков
Мы любим наши инструменты и серьезно относимся к их хранению. По этим причинам мы были идеальной командой, чтобы составить список лучших механических ящиков для инструментов. Для нас было важно, чтобы мы предлагали только высококачественную продукцию, поэтому мы использовали весь наш опыт работы с механическими инструментами и ящиками для инструментов, чтобы выбрать наиболее важные функции.
После того, как мы узнали, что ищем, мы провели тщательное исследование продуктов, чтобы найти лучшие модели на рынке. Затем мы сравнили эти ящики для инструментов по стилю, хранению, материалам и размеру, чтобы убедиться, что они обеспечивают тот тип ценности, который мы ожидали. Некоторые провалились, поэтому мы отбросили их в сторону. Те, кто прошел, были награждены в зависимости от их сильных сторон, чтобы убедиться, что этот список лучших механических ящиков для инструментов состоит из чего-то для всех.
Часто задаваемые вопросы
Даже со всем этим фоном по наиболее важным соображениям и покупкам в нашем списке, состоящем из одних из лучших ящиков для механических инструментов, все еще могут оставаться вопросы. Следующий раздел призван помочь, поскольку в нем собраны некоторые из наиболее часто задаваемых вопросов по этой теме.
В. Какой размер ящика для инструментов мне нужен?
Это зависит от того, сколько инструментов у вас есть. Большинству покупателей обычно подойдет настольная модель среднего размера или сундук на колесиках. Тем не менее, люди, которые планируют хранить много электроинструментов и других предметов, могут выбрать сундук большего размера или комбинированную модель.
В. Что нужно для базового ящика для инструментов?
Базовый ящик для инструментов должен иметь защелку, замок и металлическую конструкцию. Хорошо, если внутри есть выдвижные ящики или съемные полки.
В. Как организовать свой ящик для инструментов?
Во-первых, помните, что более тяжелые инструменты должны находиться в нижних ящиках, чтобы предотвратить опрокидывание большого ящика для инструментов. После этого расставьте отвертки и пассатижи в самых неглубоких ящиках, а головки и трещотки — в следующей наименьшей глубине. Обязательно держите наиболее часто используемые инструменты ближе к передней части ящиков для быстрого и легкого поиска.


 Но с остальными проблемами сложнее. Отсутствие прямого угла между смежными кромками прифуговка исправить не может. Деталь с выпуклыми дугообразными кромками не возможно правильно сбазировать по направляющей линейке, а значит и качественно обработать. При вогнутых кромках корректное базирование возможно только, если их длина меньше длины направляющей линейки.
Но с остальными проблемами сложнее. Отсутствие прямого угла между смежными кромками прифуговка исправить не может. Деталь с выпуклыми дугообразными кромками не возможно правильно сбазировать по направляющей линейке, а значит и качественно обработать. При вогнутых кромках корректное базирование возможно только, если их длина меньше длины направляющей линейки. Особенно легко повреждаются «рыхлые» плиты с тонкой непрочной облицовкой. А именно с таким материалом работают 90 % российских мебельных фабрик. Гарантировать, что линия стыка пласти и кромочного материала будет идеальной может только предварительное фрезерование.
Особенно легко повреждаются «рыхлые» плиты с тонкой непрочной облицовкой. А именно с таким материалом работают 90 % российских мебельных фабрик. Гарантировать, что линия стыка пласти и кромочного материала будет идеальной может только предварительное фрезерование. Не будем вступаться за все модели станков – среди них есть действительно те, которые работают нестабильно, но вполне возможно загадочное поведение оборудования объясняется другими причинами.
Не будем вступаться за все модели станков – среди них есть действительно те, которые работают нестабильно, но вполне возможно загадочное поведение оборудования объясняется другими причинами.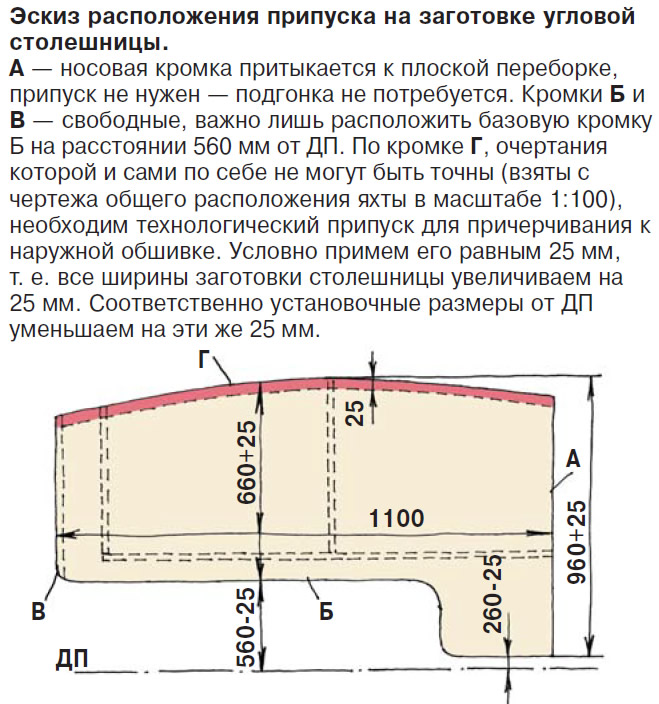 Именно это и приводит к тому, что результаты обработки «плавают».
Именно это и приводит к тому, что результаты обработки «плавают».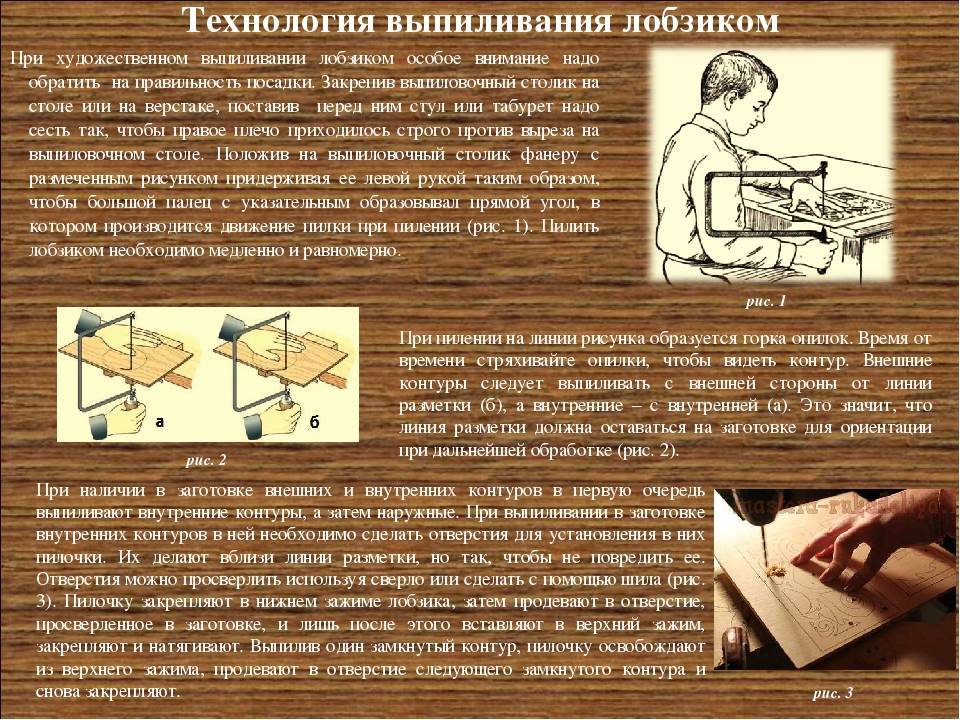 4). Правильно отрегулированная пила срезает кромочный материал строго по линии перпендикулярной кромки, к которой прижимается копир. Но из-за того, что край этой кромки вдавлен внутрь детали остается небольшой свес. Создается впечатление, что пила настроена неправильно, и рабочий подстраивает пилу, чтобы она срезала больше. Но на более плотном материале заготовки деформация от прижимных роликов может оказаться меньше и тогда пила будет срезать слишком много. И снова делается ложный вывод, что станок не держит настройки.
4). Правильно отрегулированная пила срезает кромочный материал строго по линии перпендикулярной кромки, к которой прижимается копир. Но из-за того, что край этой кромки вдавлен внутрь детали остается небольшой свес. Создается впечатление, что пила настроена неправильно, и рабочий подстраивает пилу, чтобы она срезала больше. Но на более плотном материале заготовки деформация от прижимных роликов может оказаться меньше и тогда пила будет срезать слишком много. И снова делается ложный вывод, что станок не держит настройки. Кромка 0,4 мм – прифуговка 0,4 мм. Так, мол, технологам считать легче: если на производстве несколько станков и только часть из них с прифуговкой, то связываться с раздельным учетом припусков мало кому хочется. Самое удивительное, что такую рекомендацию дают иногда продавцы станков.
Кромка 0,4 мм – прифуговка 0,4 мм. Так, мол, технологам считать легче: если на производстве несколько станков и только часть из них с прифуговкой, то связываться с раздельным учетом припусков мало кому хочется. Самое удивительное, что такую рекомендацию дают иногда продавцы станков.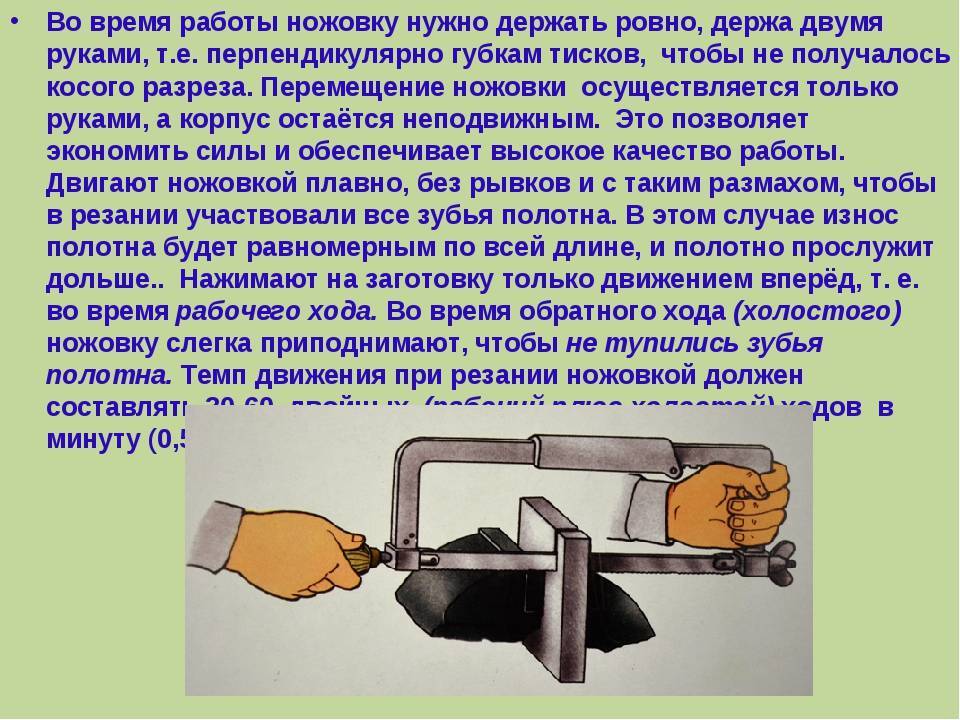 В более продвинутых станках, таких, например как ОТТ, с помощью программного управления реализовано два рабочих режима, отличающихся длиной пути фрезерования первым и вторым инструментом. Чередование режимов позволяет потребителю обеспечить равномерный износ фрез и в результате экономить на стоимости инструмента.
В более продвинутых станках, таких, например как ОТТ, с помощью программного управления реализовано два рабочих режима, отличающихся длиной пути фрезерования первым и вторым инструментом. Чередование режимов позволяет потребителю обеспечить равномерный износ фрез и в результате экономить на стоимости инструмента.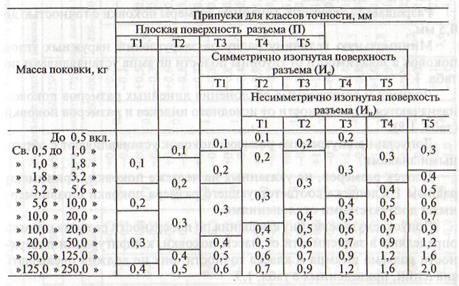
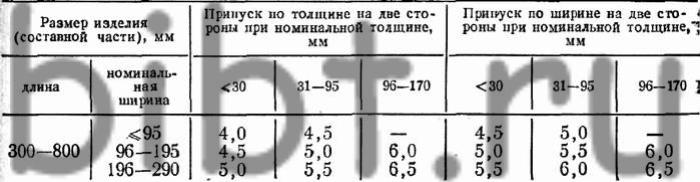 , станками для механической обработки древесины на промышленных предприятиях. Очень важный элемент теоретической части программы — формирование первоначальных знаний о чертежах, эскизах, способах получения проекций (видов) деталей призматической формы, разметки заготовок по чертежам.
, станками для механической обработки древесины на промышленных предприятиях. Очень важный элемент теоретической части программы — формирование первоначальных знаний о чертежах, эскизах, способах получения проекций (видов) деталей призматической формы, разметки заготовок по чертежам.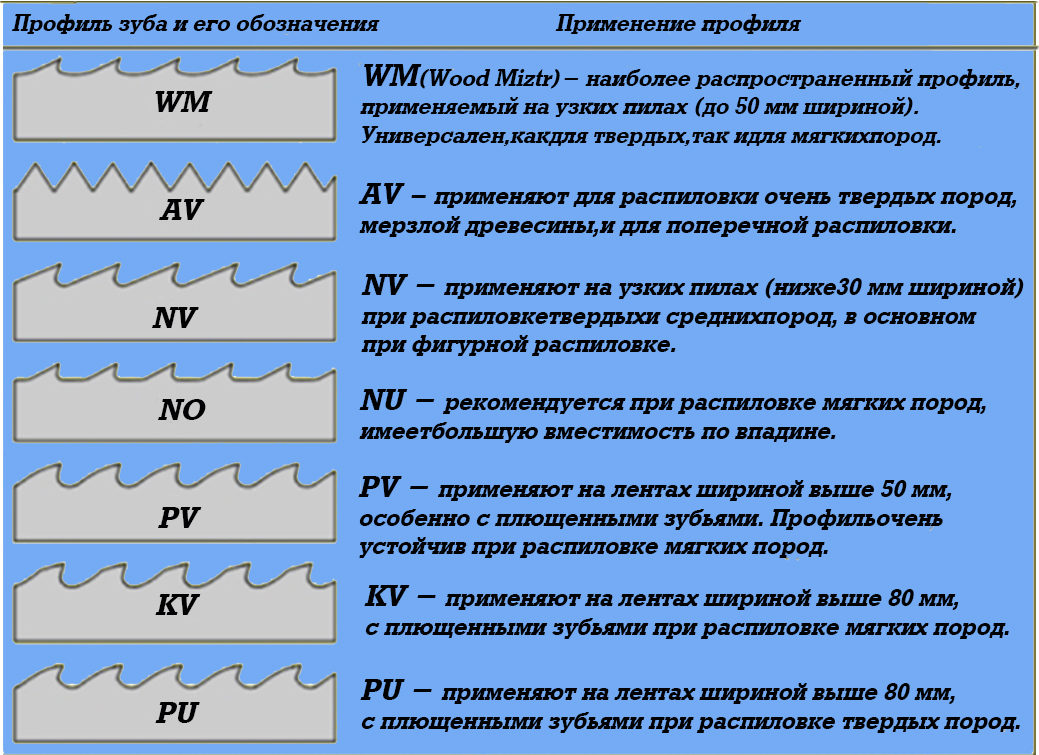
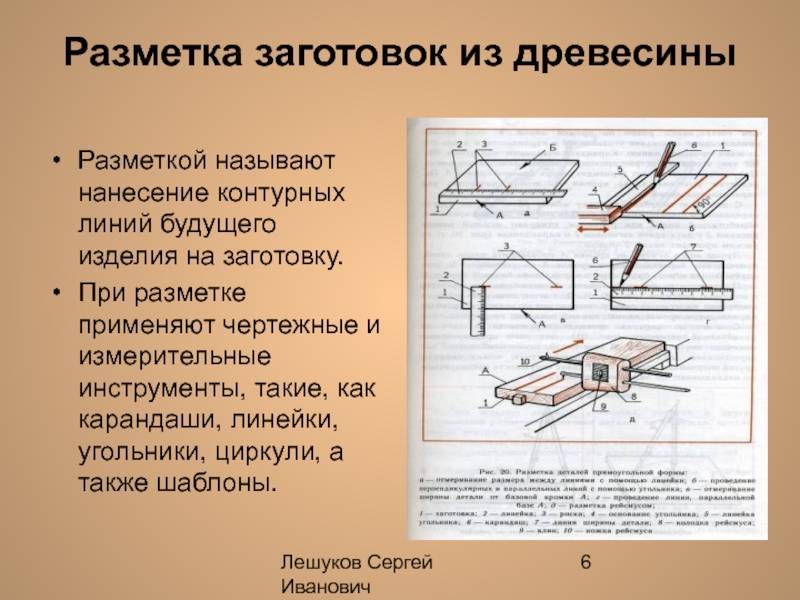 Для того чтобы ножовка не застревала в заготовке во время пиления, зубья пилыимеют развод. Независимо от формы зубьев фанеру и тонкие заготовки пилят мелкозубной ножовкой, а толстые — крупнозубой. При пилении заготовка должна крепиться в зажиме верстака как можно ниже, запил производится с помощью приспособления или брусочка. По мере образования пропила заготовку поднимают. Окончательное распиливание делаетсяс противоположной стороны, для чего заготовку надо перевернуть.
Для того чтобы ножовка не застревала в заготовке во время пиления, зубья пилыимеют развод. Независимо от формы зубьев фанеру и тонкие заготовки пилят мелкозубной ножовкой, а толстые — крупнозубой. При пилении заготовка должна крепиться в зажиме верстака как можно ниже, запил производится с помощью приспособления или брусочка. По мере образования пропила заготовку поднимают. Окончательное распиливание делаетсяс противоположной стороны, для чего заготовку надо перевернуть. Будет учитываться также порядок на рабочем месте, соблюдение правил безопасности труда. Необходимо подробно объяснить критерии каждой оценки, объяснить за что она снижена.
Будет учитываться также порядок на рабочем месте, соблюдение правил безопасности труда. Необходимо подробно объяснить критерии каждой оценки, объяснить за что она снижена. Разъясняем, что производится она с целью придать заготовке необходимую форму, чистоту поверхности при заданных размерах. Показываем используемые для этого инструменты, называем их основные части.
Разъясняем, что производится она с целью придать заготовке необходимую форму, чистоту поверхности при заданных размерах. Показываем используемые для этого инструменты, называем их основные части.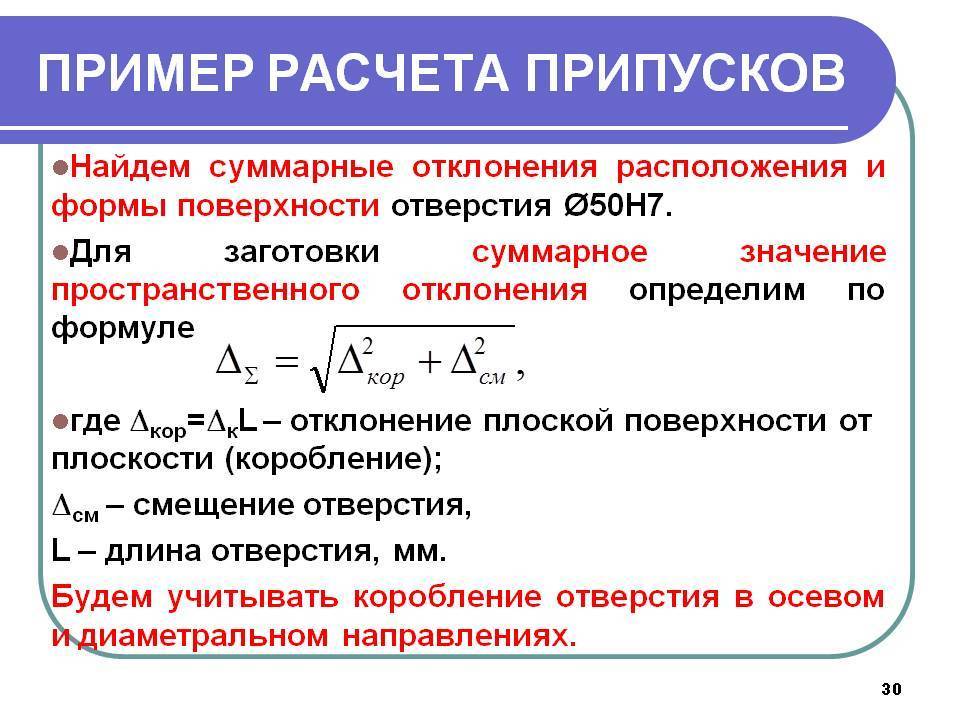 Очень важно как можно раньше увидеть ошибки школьников, устранить их с тем, чтобы они не перешли в привычку, неправильный навык. Типичные ошибки первого урока по строганию неправильная хватка реймуса, рубанка, несоблюдение заданной последовательности обработки, попытки строгать без разметки (измеряя линейкой зажатую в зажиме, а следовательно, слегка приподнятую в середине заготовку), нарушения порядка на рабочем месте (появилось много инструментов), слабый самоконтроль.
Очень важно как можно раньше увидеть ошибки школьников, устранить их с тем, чтобы они не перешли в привычку, неправильный навык. Типичные ошибки первого урока по строганию неправильная хватка реймуса, рубанка, несоблюдение заданной последовательности обработки, попытки строгать без разметки (измеряя линейкой зажатую в зажиме, а следовательно, слегка приподнятую в середине заготовку), нарушения порядка на рабочем месте (появилось много инструментов), слабый самоконтроль. Демонстрируем их образцы и приемы закрепления в патроне коловорота, дрели, сверлильного станка. Объясняем, что центры сверления отверстий накалываются шилом. Во избежание раскалывания заготовки, получения рваных краев и порчи верстака (при ручно сверлении) деталь распологается на деревянной подкладке. В конце сверления подача инструмента ослабляется. Тонкие детали сверлятся в пакетах по несколько штук в каждом. Глубина сверления несквозных отверстий отмечается на сверле мелом или полоской изоляционной ленты. Особенно подробно (в медленном рабочем ритме) показываем приемы сверления коловоротом и дрелью.
Демонстрируем их образцы и приемы закрепления в патроне коловорота, дрели, сверлильного станка. Объясняем, что центры сверления отверстий накалываются шилом. Во избежание раскалывания заготовки, получения рваных краев и порчи верстака (при ручно сверлении) деталь распологается на деревянной подкладке. В конце сверления подача инструмента ослабляется. Тонкие детали сверлятся в пакетах по несколько штук в каждом. Глубина сверления несквозных отверстий отмечается на сверле мелом или полоской изоляционной ленты. Особенно подробно (в медленном рабочем ритме) показываем приемы сверления коловоротом и дрелью.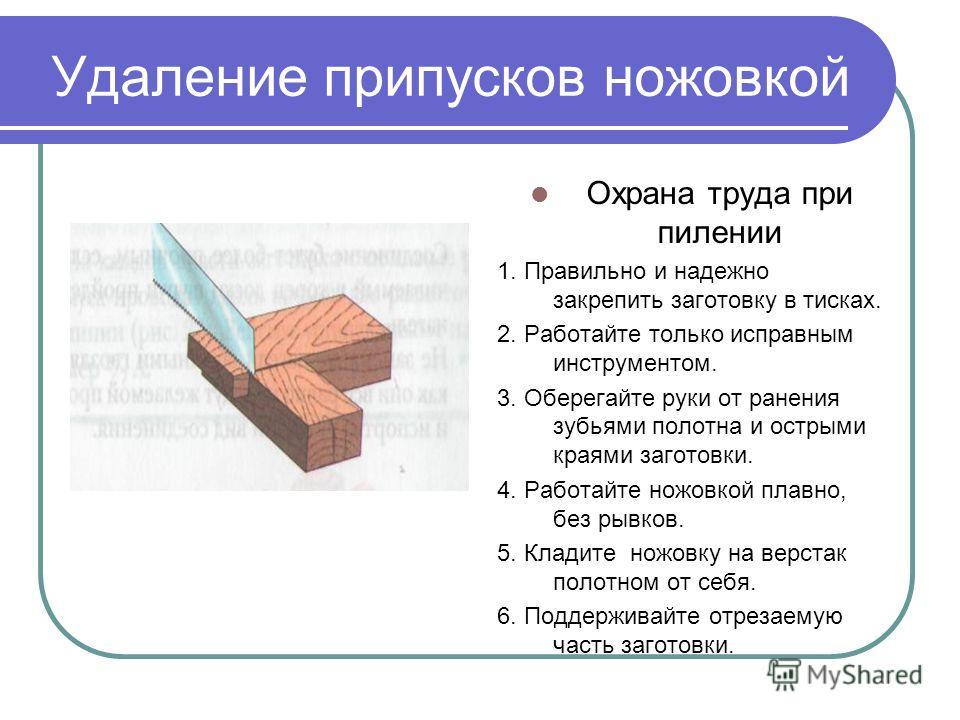 Объясняем что шурупами соединяются, как правило, детали из твердых пород дерева. После разметки мест ввинчивания шурупов шилом (для мягких пород) или сверлом накалывают (просверливают) предварительно отверстия. При этом диаметр сверла должен составлять не более 0,75 диаметра шурупа, а длина последнего — в 2,5 — 3 раза превышать толщину детали. Для шурупов с потайной и полупотайной головками делают зенкование. Для облегчения ввинчивания шурупа его полезную часть смазывают мылом или техническим вазелином. В ходе последующей практической работы школьники фронтально проверяют разметку деталей и пропил к большому отверстию в хвостовике. По мере завершения этих операций они сверлят под контролем учителя на станке вначале отверстие малого, а затем большого диаметра. Соблюдая требования технологии, учащиеся дважды в течение занятия работают на станке. Затем коловоротом делают зенкование под шурупы с потайной головкой и собирают изделие.
Объясняем что шурупами соединяются, как правило, детали из твердых пород дерева. После разметки мест ввинчивания шурупов шилом (для мягких пород) или сверлом накалывают (просверливают) предварительно отверстия. При этом диаметр сверла должен составлять не более 0,75 диаметра шурупа, а длина последнего — в 2,5 — 3 раза превышать толщину детали. Для шурупов с потайной и полупотайной головками делают зенкование. Для облегчения ввинчивания шурупа его полезную часть смазывают мылом или техническим вазелином. В ходе последующей практической работы школьники фронтально проверяют разметку деталей и пропил к большому отверстию в хвостовике. По мере завершения этих операций они сверлят под контролем учителя на станке вначале отверстие малого, а затем большого диаметра. Соблюдая требования технологии, учащиеся дважды в течение занятия работают на станке. Затем коловоротом делают зенкование под шурупы с потайной головкой и собирают изделие.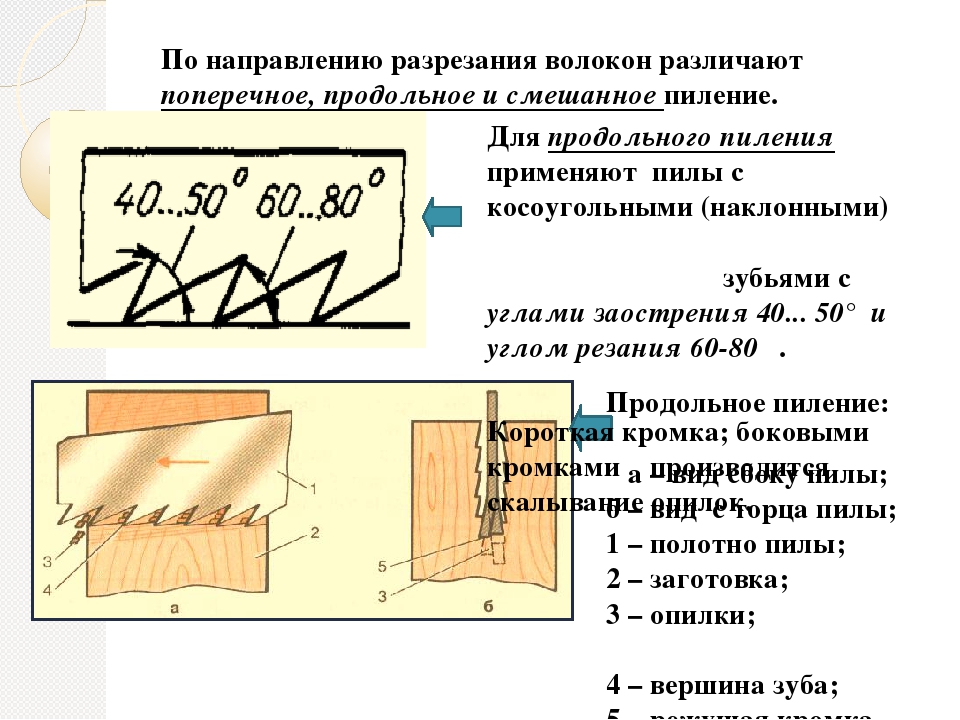 Припуск на шов позволяет сформировать все швы, предоставляя лишнюю ткань для эффективного сшивания шва. Хотя вы не можете видеть это на лицевой стороне одежды, припуски на швы присутствуют вдоль большинства краев частей ткани, из которых состоит предмет одежды. Начинающему шитью крайне важно научиться распознавать припуски на швы на выкройке, как переносить отметки припусков на швы на ткань (при необходимости) и как правильно использовать припуски на швы.
Припуск на шов позволяет сформировать все швы, предоставляя лишнюю ткань для эффективного сшивания шва. Хотя вы не можете видеть это на лицевой стороне одежды, припуски на швы присутствуют вдоль большинства краев частей ткани, из которых состоит предмет одежды. Начинающему шитью крайне важно научиться распознавать припуски на швы на выкройке, как переносить отметки припусков на швы на ткань (при необходимости) и как правильно использовать припуски на швы.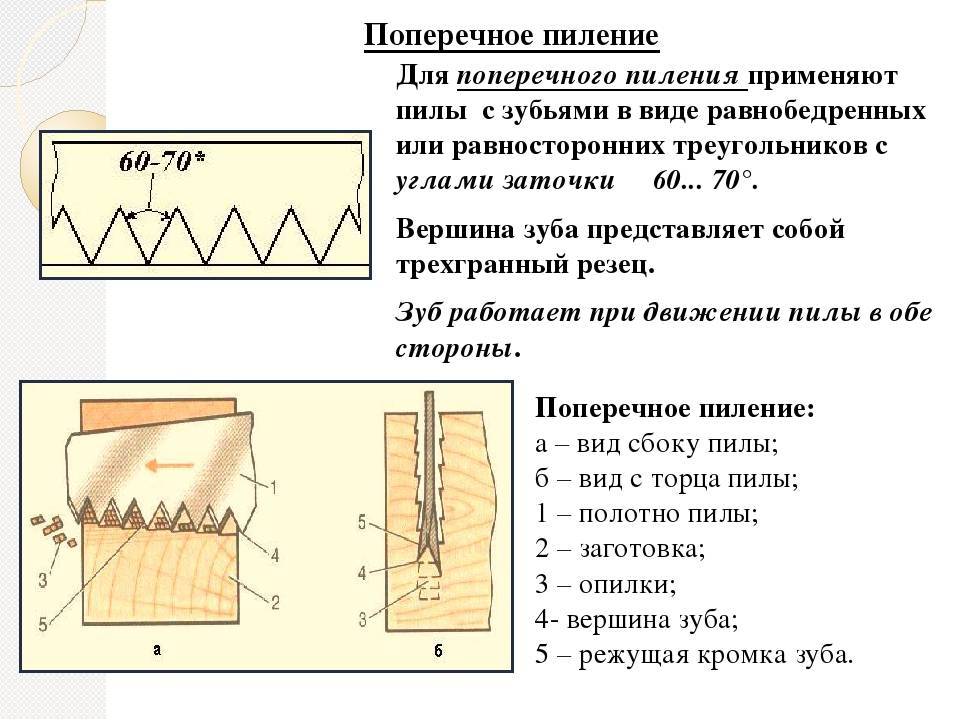 Если вы делаете свои собственные выкройки, рекомендуется работать с припуском на шов 1/2 дюйма из-за тот факт, что с ним легче работать и измерять.
Если вы делаете свои собственные выкройки, рекомендуется работать с припуском на шов 1/2 дюйма из-за тот факт, что с ним легче работать и измерять. Если припуск на шов слишком длинный, вы всегда можете обрезать лишнее после того, как шов будет сшит. И наоборот, вы не можете добавить дополнительные припуски на швы после того, как кусочки ткани вырезаны, а шов прошит окончательно.
Если припуск на шов слишком длинный, вы всегда можете обрезать лишнее после того, как шов будет сшит. И наоборот, вы не можете добавить дополнительные припуски на швы после того, как кусочки ткани вырезаны, а шов прошит окончательно. Если требуется особая отделка шва, то к каждой соответствующей детали выкройки следует добавить правильный припуск на шов, чтобы сохранить эту особую отделку шва.
Если требуется особая отделка шва, то к каждой соответствующей детали выкройки следует добавить правильный припуск на шов, чтобы сохранить эту особую отделку шва.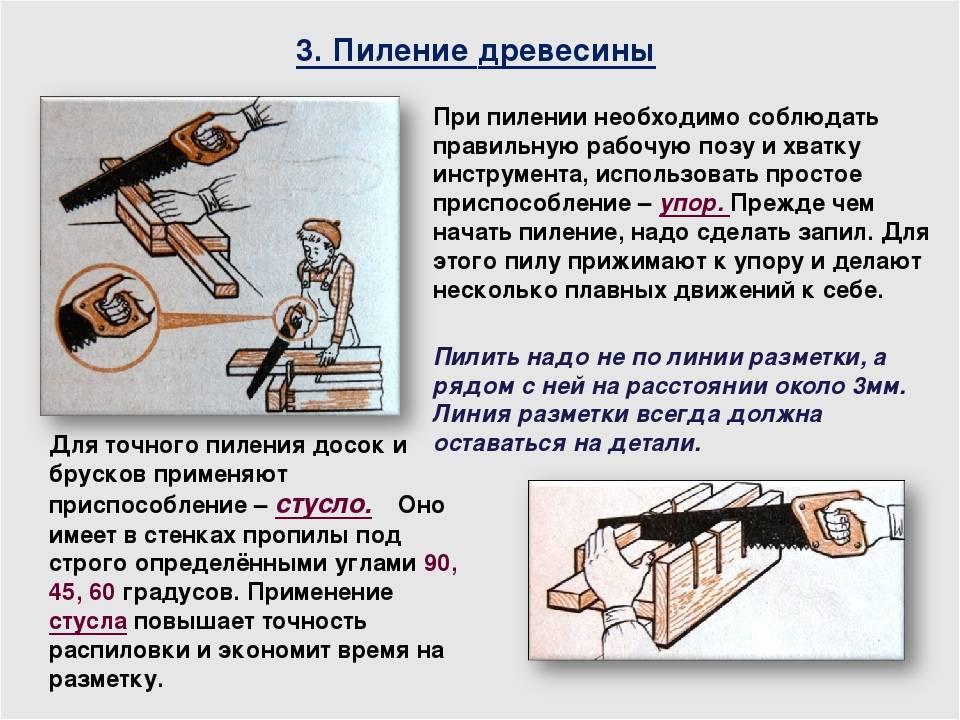 Некоторые коммерческие выкройки не включают предварительно отмеченные линии шва, в то время как другие делают это. Для начинающих шитьей очень полезно иметь физические линии шва, отмеченные вдоль края каждой детали выкройки.
Некоторые коммерческие выкройки не включают предварительно отмеченные линии шва, в то время как другие делают это. Для начинающих шитьей очень полезно иметь физические линии шва, отмеченные вдоль края каждой детали выкройки. Эти насечки обозначают расположение каждой линии шва (линии стежка) и переносятся на ткань после того, как детали выкройки будут вырезаны.
Эти насечки обозначают расположение каждой линии шва (линии стежка) и переносятся на ткань после того, как детали выкройки будут вырезаны.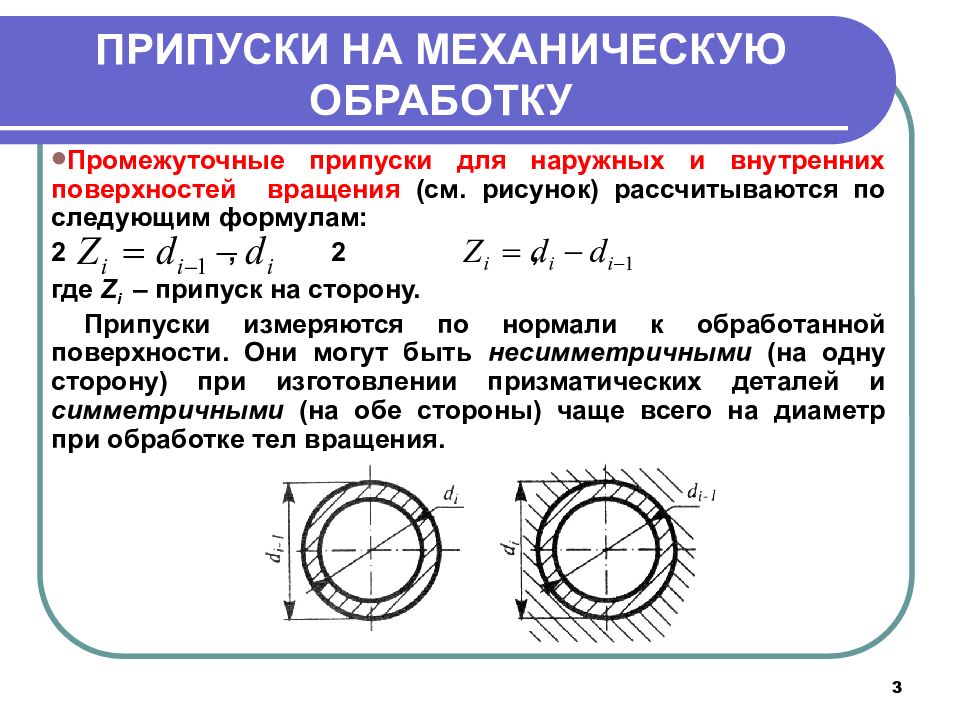 По этой причине настоятельно рекомендуется иметь подробные маркировки на выкройках, даже если вам придется добавлять их самостоятельно.
По этой причине настоятельно рекомендуется иметь подробные маркировки на выкройках, даже если вам придется добавлять их самостоятельно. Это чрезвычайно важно для новичков в шитье из-за того, что кусочки ткани могут немного запутаться, чтобы выровнять их друг с другом, когда обозначения выкройки отсутствуют.
Это чрезвычайно важно для новичков в шитье из-за того, что кусочки ткани могут немного запутаться, чтобы выровнять их друг с другом, когда обозначения выкройки отсутствуют. Обрежьте припуски на швы вдоль каждого угла выкройки и совместите эти надрезы с иглой швейной машины. Это естественным образом выровняет продольный край ткани с соответствующей направляющей припусков на швы на вашей швейной машине. Следуйте этой инструкции по припускам на швы, чтобы сшить остальную часть шва. Надрезы также помогут правильно совместить края ткани, гарантируя, что каждый кусок ткани, образующий шов, будет иметь одинаковый припуск на шов.
Обрежьте припуски на швы вдоль каждого угла выкройки и совместите эти надрезы с иглой швейной машины. Это естественным образом выровняет продольный край ткани с соответствующей направляющей припусков на швы на вашей швейной машине. Следуйте этой инструкции по припускам на швы, чтобы сшить остальную часть шва. Надрезы также помогут правильно совместить края ткани, гарантируя, что каждый кусок ткани, образующий шов, будет иметь одинаковый припуск на шов. Каждая деталь ткани, из которой состоит предмет одежды, имеет припуски на швы по краям (если они не обрезаны по сгибу или не оставлены необработанными). При выполнении шва в качестве ориентира используется припуск на шов, гарантирующий, что одежда будет правильно сидеть и иметь правильные размеры на всем протяжении.
Каждая деталь ткани, из которой состоит предмет одежды, имеет припуски на швы по краям (если они не обрезаны по сгибу или не оставлены необработанными). При выполнении шва в качестве ориентира используется припуск на шов, гарантирующий, что одежда будет правильно сидеть и иметь правильные размеры на всем протяжении.

 Это популярный метод из-за того, что он работает почти со всеми ткаными и трикотажными тканями, а также является самым простым и дешевым в исполнении. Для специальных методов чистовой отделки длина припуска на шов должна быть выбрана соответствующим образом (в дополнение к типу ткани и дизайну одежды).
Это популярный метод из-за того, что он работает почти со всеми ткаными и трикотажными тканями, а также является самым простым и дешевым в исполнении. Для специальных методов чистовой отделки длина припуска на шов должна быть выбрана соответствующим образом (в дополнение к типу ткани и дизайну одежды).

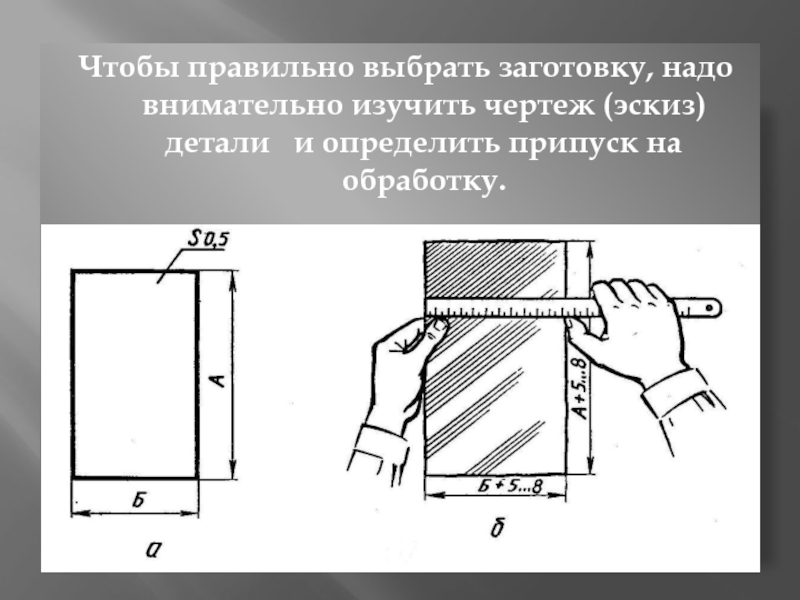 Припуск на подгибку обеспечивает излишек ткани, необходимый для получения аккуратного подола. Другими словами, припуск на подгибку — это расстояние от необработанного края ткани до подола.
Припуск на подгибку обеспечивает излишек ткани, необходимый для получения аккуратного подола. Другими словами, припуск на подгибку — это расстояние от необработанного края ткани до подола.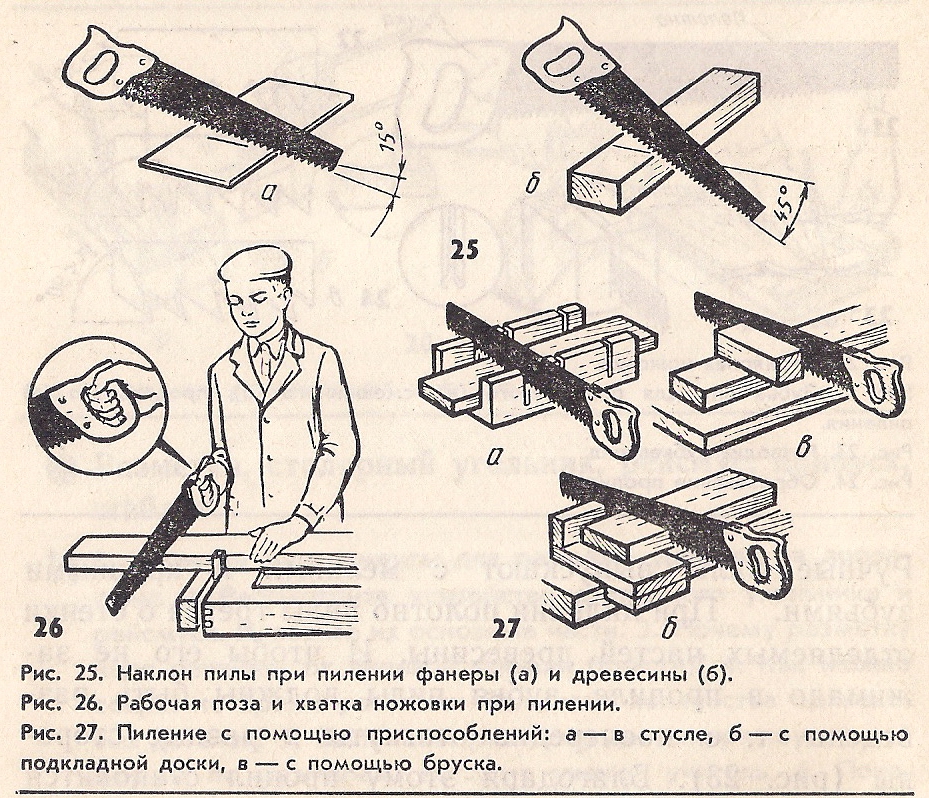 Чем толще ткань, тем длиннее должен быть припуск на подгибку. Это гарантирует наличие достаточного количества лишней ткани для выполнения соответствующих методов отделки подгибки. И наоборот, для более тонких и легких тканей лучше всего подходит более короткий припуск на подгиб, который предотвращает ненужный объем по линии подола.
Чем толще ткань, тем длиннее должен быть припуск на подгибку. Это гарантирует наличие достаточного количества лишней ткани для выполнения соответствующих методов отделки подгибки. И наоборот, для более тонких и легких тканей лучше всего подходит более короткий припуск на подгиб, который предотвращает ненужный объем по линии подола.

 дюйма на каждый кусок ткани на каждом шве. Таким образом, четыре шва, добавляющие 3/8 дюйма на припуски на швы, добавят 3 дюйма к корпусу юбки или брюк. (Это число получается из 3/8 дюйма, умноженного на восемь, что соответствует четырем швам, состоящим из восьми кусков ткани, равно 3 дюймам.)
дюйма на каждый кусок ткани на каждом шве. Таким образом, четыре шва, добавляющие 3/8 дюйма на припуски на швы, добавят 3 дюйма к корпусу юбки или брюк. (Это число получается из 3/8 дюйма, умноженного на восемь, что соответствует четырем швам, состоящим из восьми кусков ткани, равно 3 дюймам.)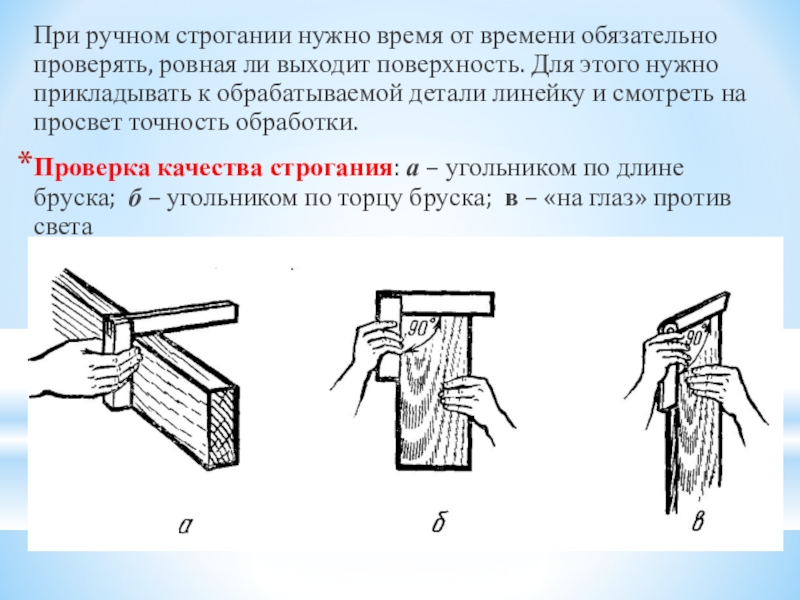
 д.
д.

 Как ребята говорят сами про себя: «Свапаем всё что движется, а что..
Как ребята говорят сами про себя: «Свапаем всё что движется, а что.. ru
ru
 0
0

 Как производитель и разработчик этих лазеров, мы предлагаем вам непревзойденное качество и проверенные временем сканеры.
Как производитель и разработчик этих лазеров, мы предлагаем вам непревзойденное качество и проверенные временем сканеры.
 !
! грязные и плохо пропечатанные штрих-коды.
грязные и плохо пропечатанные штрих-коды. д. Он подключается как USB-клавиатура и вводит данные в любую программу или приложение так же, как ввод с клавиатуры — просто поместите курсор в любое место, где вы хотите ввести штрих-код, и отсканируйте!
д. Он подключается как USB-клавиатура и вводит данные в любую программу или приложение так же, как ввод с клавиатуры — просто поместите курсор в любое место, где вы хотите ввести штрих-код, и отсканируйте! Ввод данных в любую программу или приложение точно так же, как ввод с клавиатуры — просто поместите курсор в любое место, где вы хотите ввести штрих-код, и сканируйте без проводов!
Ввод данных в любую программу или приложение точно так же, как ввод с клавиатуры — просто поместите курсор в любое место, где вы хотите ввести штрих-код, и сканируйте без проводов! д.
д. Ищите этикетку ENERGY STAR, чтобы найти самую эффективную и энергосберегающую электронику. От принтеров ENERGY STAR до компьютеров и другой электроники Staples предлагает широкий ассортимент энергосберегающих продуктов.
Ищите этикетку ENERGY STAR, чтобы найти самую эффективную и энергосберегающую электронику. От принтеров ENERGY STAR до компьютеров и другой электроники Staples предлагает широкий ассортимент энергосберегающих продуктов. А при отправке посылок используйте переработанные транспортировочные коробки, переработанные почтовые ящики и водоактивируемую ленту, сделанную из бумаги, а не из пластика. Перейдите с пластиковых пузырчатых рулонов на упаковочную бумагу, пригодную для вторичной переработки, и не допускайте попадания пластика на свалку, сохраняя при этом свою упаковку в безопасности при транспортировке.
А при отправке посылок используйте переработанные транспортировочные коробки, переработанные почтовые ящики и водоактивируемую ленту, сделанную из бумаги, а не из пластика. Перейдите с пластиковых пузырчатых рулонов на упаковочную бумагу, пригодную для вторичной переработки, и не допускайте попадания пластика на свалку, сохраняя при этом свою упаковку в безопасности при транспортировке. Ищите декоративные коробки и корзины, которые дополнят декор вашего дома, и используйте их для организации вещей. Вы также можете использовать органайзеры для шкафов и ящики для хранения в любом месте, где они необходимы.
Ищите декоративные коробки и корзины, которые дополнят декор вашего дома, и используйте их для организации вещей. Вы также можете использовать органайзеры для шкафов и ящики для хранения в любом месте, где они необходимы. Вам понадобится стеклоочиститель, ведро, швабра и бумажные полотенца.
Вам понадобится стеклоочиститель, ведро, швабра и бумажные полотенца. Независимо от того, какой у вас принтер, введите марку, картридж или модель принтера в простое в использовании средство поиска чернил и тонера и найдите совместимые чернила.
Независимо от того, какой у вас принтер, введите марку, картридж или модель принтера в простое в использовании средство поиска чернил и тонера и найдите совместимые чернила.

 Так же, данную установку используют и для очистки полов и стен в рабочем помещении. Особенность стружкоотсосов – в том, что они способны фильтровать попадающий в них воздух, вслед за чем он, уже очищенный, выходит обратно в помещение цеха или мастерской.
Так же, данную установку используют и для очистки полов и стен в рабочем помещении. Особенность стружкоотсосов – в том, что они способны фильтровать попадающий в них воздух, вслед за чем он, уже очищенный, выходит обратно в помещение цеха или мастерской.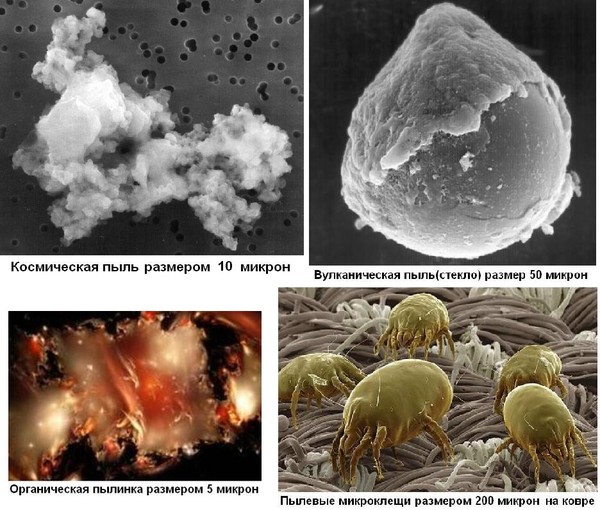 Установка удаляет стружку и пыль, оставляя, при этом, теплый воздух внутри рабочего помещения.
Установка удаляет стружку и пыль, оставляя, при этом, теплый воздух внутри рабочего помещения. com
com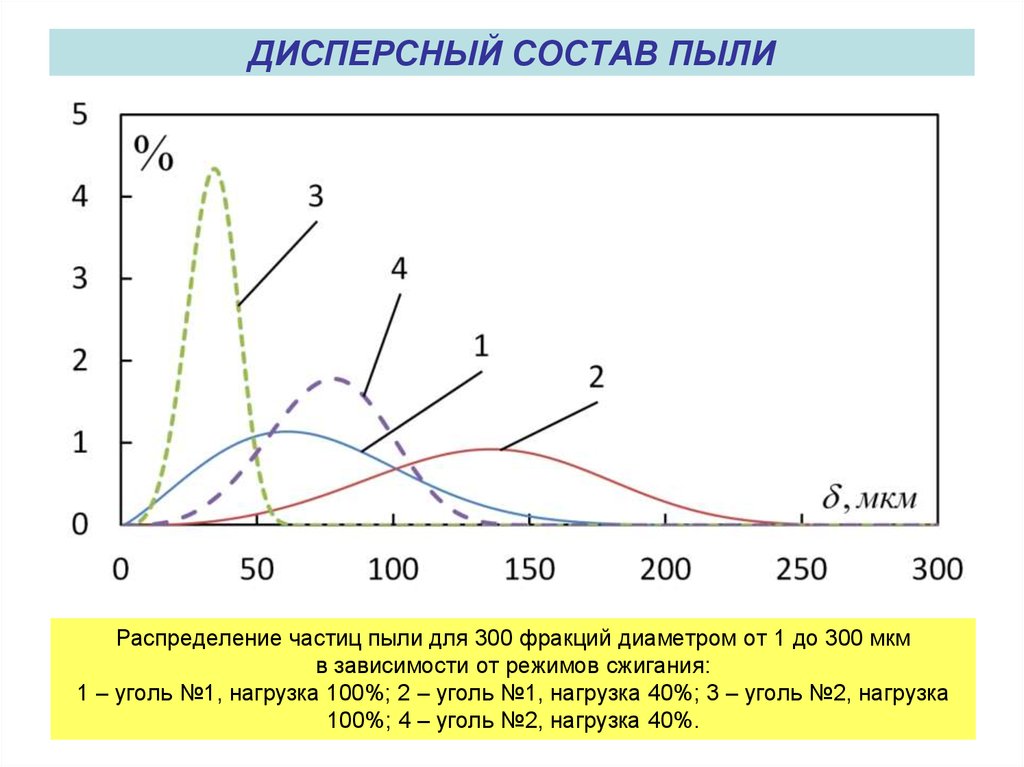
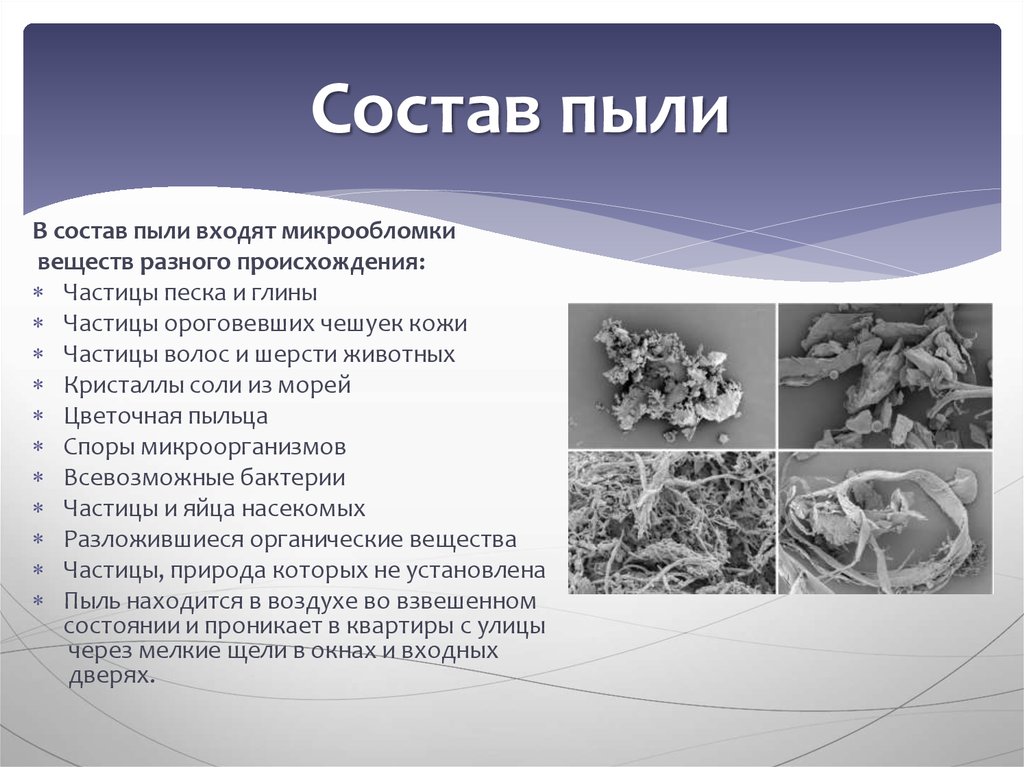
 Причем проблемой многогранной ─ экологической, экономической, социальной.Экологической ─ поскольку пыль антропогенного происхождения различного гранулометрического состава, по приблизительным оценкам в количестве более 160 млн т, ежегодно выбрасываемая в атмосферу Земли, наносит непоправимый ущерб окружающей среде. Экономической, ─ потому что за него приходится расплачиваться, финансируя проведение соответствующих природоохранных мероприятий. Кроме того, немало ресурсов расходуется на функционирование вентиляционных и аспирационных установок. Точно сказать, сколько электрической энергии потребляют системы аспирации, едва ли кто сможет, но то, что не менее нескольких процентов от общего объема электроэнергии, расходуемой различными отраслями народного хозяйства, ─ несомненно. Промышленная пыль ─ социальная проблема, так как наносит ущерб не только природе, но напрямую или опосредствованно через другие факторы, самому дорогому, что есть у человека ─ его здоровью.
Причем проблемой многогранной ─ экологической, экономической, социальной.Экологической ─ поскольку пыль антропогенного происхождения различного гранулометрического состава, по приблизительным оценкам в количестве более 160 млн т, ежегодно выбрасываемая в атмосферу Земли, наносит непоправимый ущерб окружающей среде. Экономической, ─ потому что за него приходится расплачиваться, финансируя проведение соответствующих природоохранных мероприятий. Кроме того, немало ресурсов расходуется на функционирование вентиляционных и аспирационных установок. Точно сказать, сколько электрической энергии потребляют системы аспирации, едва ли кто сможет, но то, что не менее нескольких процентов от общего объема электроэнергии, расходуемой различными отраслями народного хозяйства, ─ несомненно. Промышленная пыль ─ социальная проблема, так как наносит ущерб не только природе, но напрямую или опосредствованно через другие факторы, самому дорогому, что есть у человека ─ его здоровью. Только один дробильно-сортировочный комплекс средней производительности, установленный на карьере, разрабатывающем нерудное сырье, каждый год «отправляет» в атмосферу от 10 до 20 т пыли.
Только один дробильно-сортировочный комплекс средней производительности, установленный на карьере, разрабатывающем нерудное сырье, каждый год «отправляет» в атмосферу от 10 до 20 т пыли.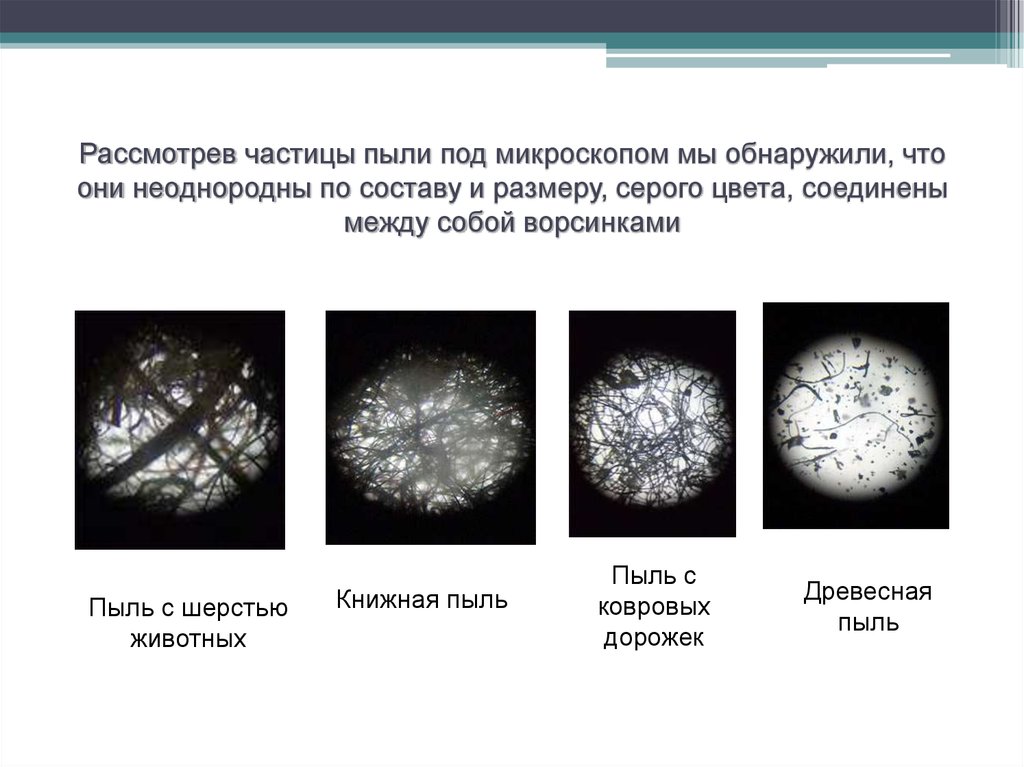
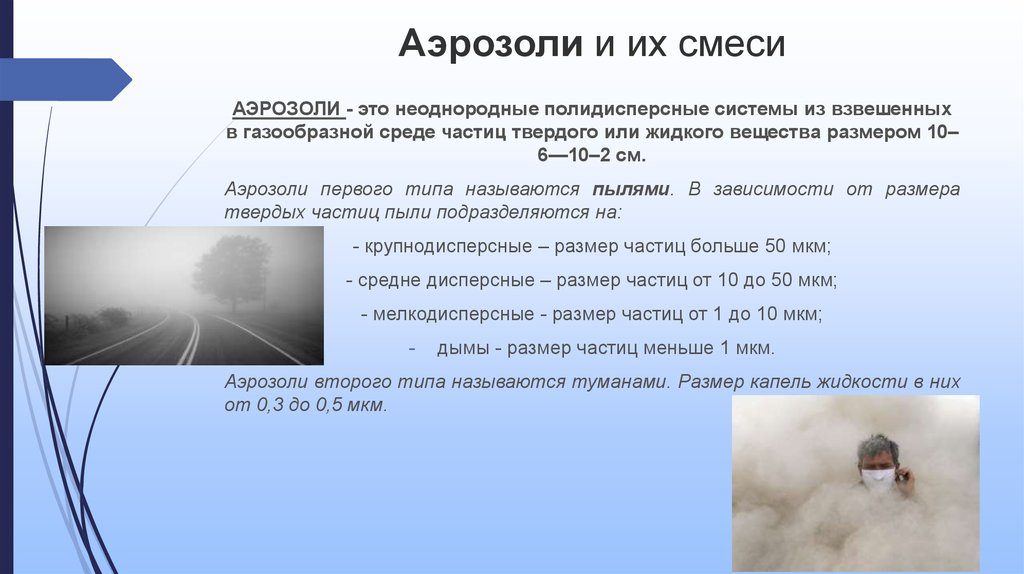
 При этом среди тех и других есть как мокрые, так и сухие. Это зависит от того, предусматривает или нет принцип действия пылеуловителей участие жидкости в процессе очистки газа от твердых частичек. Таким образом, комбинация только этих двух признаков позволяет выделить четыре сегмента пылеуловителей ─ сухие механические пылеуловители, мокрые механические пылеуловители, сухие электрофильтры, мокрые электрофильтры.
При этом среди тех и других есть как мокрые, так и сухие. Это зависит от того, предусматривает или нет принцип действия пылеуловителей участие жидкости в процессе очистки газа от твердых частичек. Таким образом, комбинация только этих двух признаков позволяет выделить четыре сегмента пылеуловителей ─ сухие механические пылеуловители, мокрые механические пылеуловители, сухие электрофильтры, мокрые электрофильтры.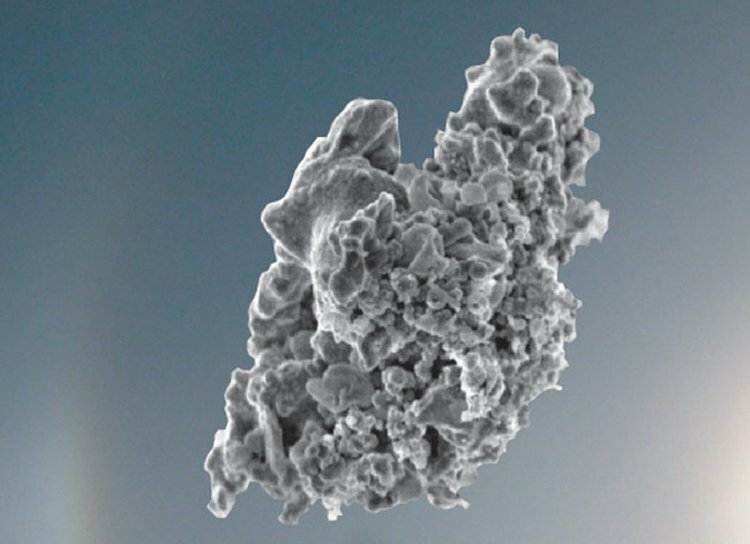
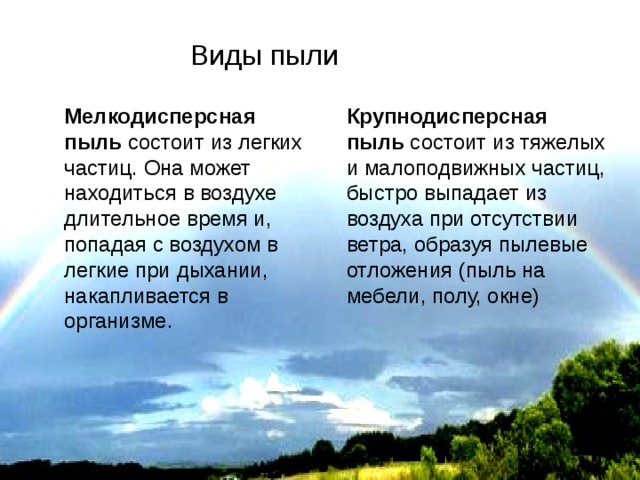
 Если в конструкции циклона вместе с тангенциальным входным патрубком задействована верхняя крышка с винтовой поверхностью, поток газа движется по винтовой линии, а аппарат носит название циклон с винтовым входом.
Если в конструкции циклона вместе с тангенциальным входным патрубком задействована верхняя крышка с винтовой поверхностью, поток газа движется по винтовой линии, а аппарат носит название циклон с винтовым входом. Ставший сравнительно недавно очень популярным вид косметических препаратов, называют скрабы. Слова «скраб» и «скруббер» ─ ближайшие родственники, ведь scrub в переводе с английского означает скрести, чистить, тереть.
Ставший сравнительно недавно очень популярным вид косметических препаратов, называют скрабы. Слова «скраб» и «скруббер» ─ ближайшие родственники, ведь scrub в переводе с английского означает скрести, чистить, тереть. Поскольку скрубберы для очистки газов используют жидкость, иногда используется словосочетание «мокрый скруббер».
Поскольку скрубберы для очистки газов используют жидкость, иногда используется словосочетание «мокрый скруббер». Под воздействием диффузионных и механических сил столкнувшиеся с водой твердые частицы пылевоздушной смеси отделяются от нее. Различают неподвижную и подвижную насадку скруббера. В скруббере с подвижной насадкой местом контакта служит ее свободно перемещающийся слой. Иногда в отдельную группу выделяют скрубберы с колеблющейся насадкой. В тарельчатом скруббере газ контактирует с жидкостью на расположенных внутри аппарата специальных контактных устройствах ─ тарелках. Есть тарельчатые скрубберы с переливными и провальными тарелками.
Под воздействием диффузионных и механических сил столкнувшиеся с водой твердые частицы пылевоздушной смеси отделяются от нее. Различают неподвижную и подвижную насадку скруббера. В скруббере с подвижной насадкой местом контакта служит ее свободно перемещающийся слой. Иногда в отдельную группу выделяют скрубберы с колеблющейся насадкой. В тарельчатом скруббере газ контактирует с жидкостью на расположенных внутри аппарата специальных контактных устройствах ─ тарелках. Есть тарельчатые скрубберы с переливными и провальными тарелками.
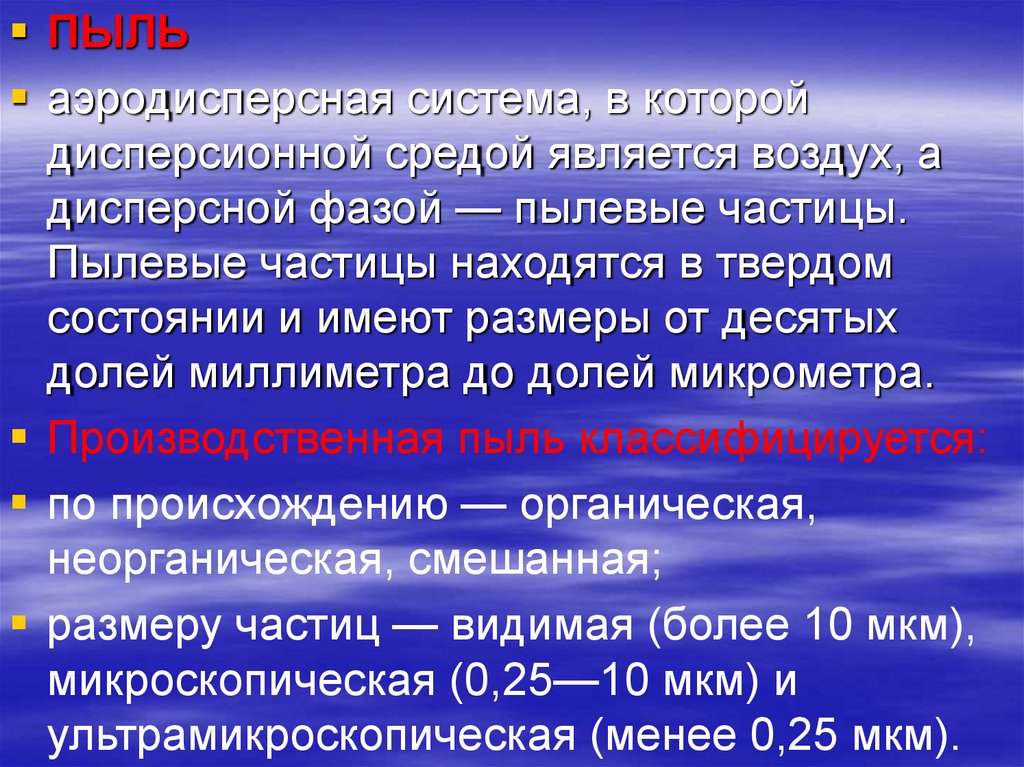
 В централизованных системах агрегат подсоединяется к воздуховоду системы вытяжной вентиляции; в автономных ─ вытяжной вентилятор является его составной частью. Для организации автономной аспирации используют как стационарные, так и переносные пылеулавливающие агрегаты.
В централизованных системах агрегат подсоединяется к воздуховоду системы вытяжной вентиляции; в автономных ─ вытяжной вентилятор является его составной частью. Для организации автономной аспирации используют как стационарные, так и переносные пылеулавливающие агрегаты.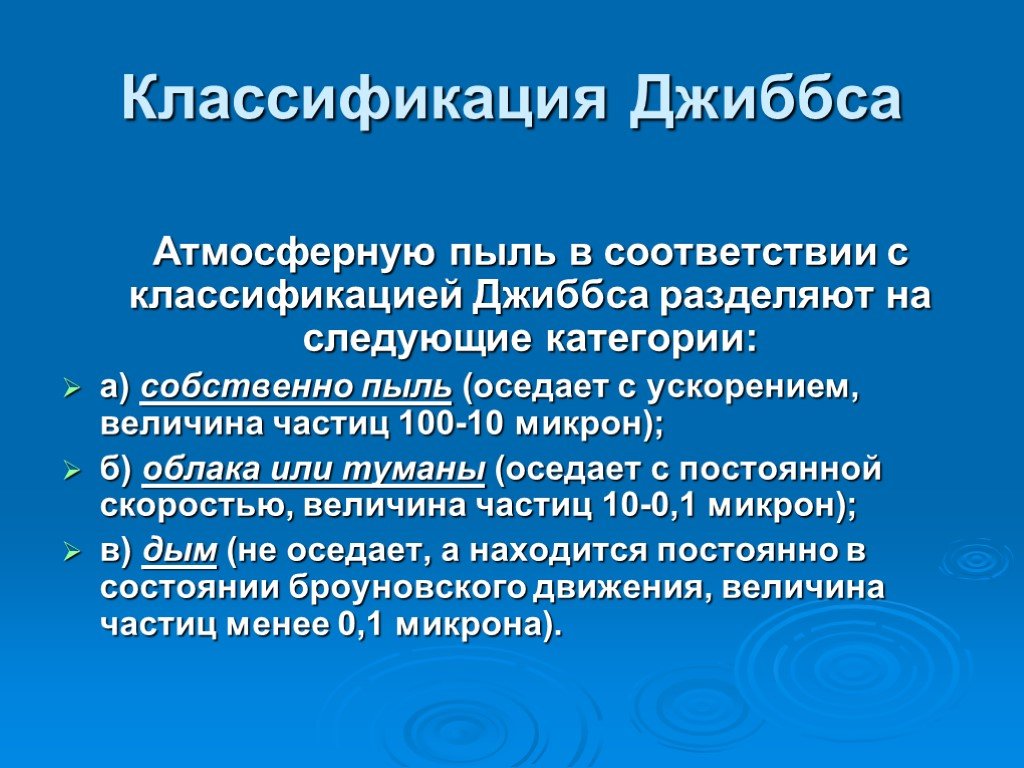
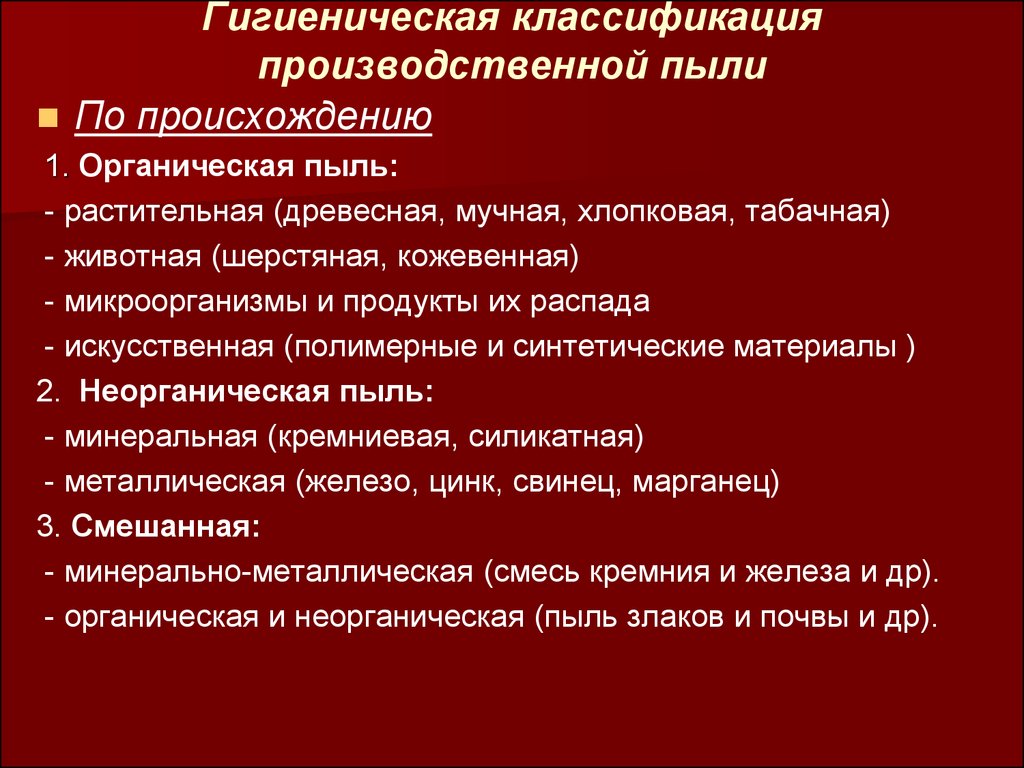 Первая ступень ─ карманный фильтр, вторая ─ тонкий фильтр. Отдельные модели могут оснащаться угольными фильтрами для очистки от газов.
Первая ступень ─ карманный фильтр, вторая ─ тонкий фильтр. Отдельные модели могут оснащаться угольными фильтрами для очистки от газов. И такие поставщики, репутация которых подтверждена годами успешной работы, есть. В Санкт-Петербурге ─ это компания «БиТех» (http://bi-teh.ru/), обратившись в которую можно приобрести не только пылеулавливающие устройства, но и широкий спектр современного промышленного оборудования от лучших отечественных и зарубежных производителей.
И такие поставщики, репутация которых подтверждена годами успешной работы, есть. В Санкт-Петербурге ─ это компания «БиТех» (http://bi-teh.ru/), обратившись в которую можно приобрести не только пылеулавливающие устройства, но и широкий спектр современного промышленного оборудования от лучших отечественных и зарубежных производителей.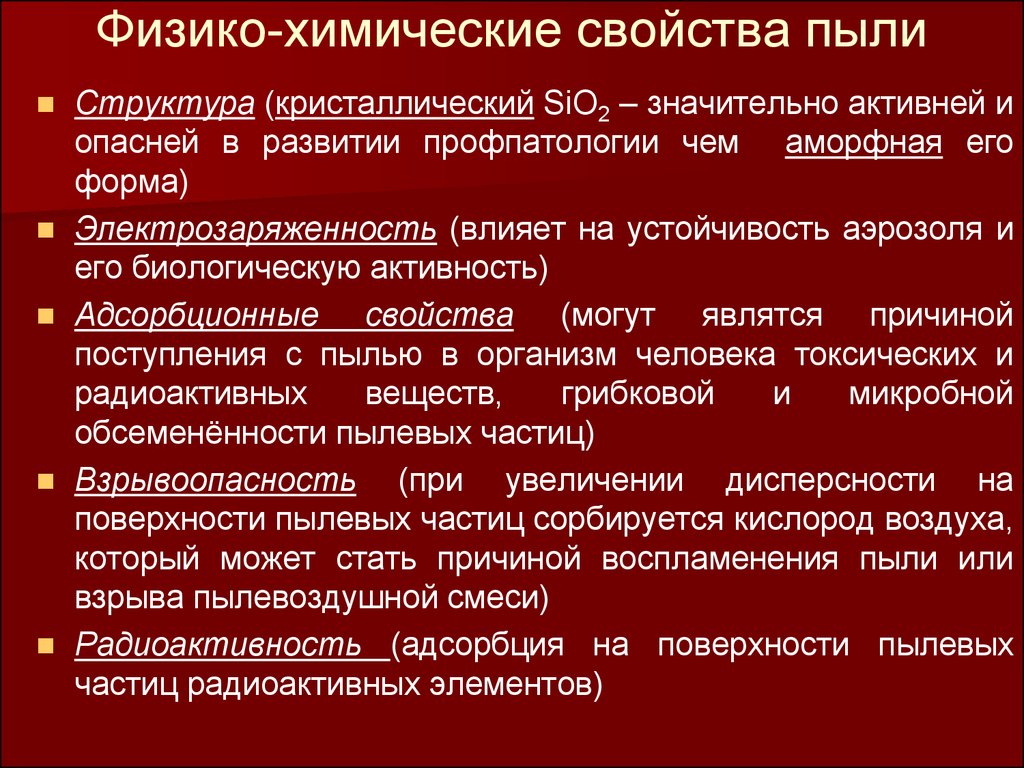 Эта сложная смесь включает в себя как
Эта сложная смесь включает в себя как


 3 Какие материалы являются основными компонентами твердых частиц?
3 Какие материалы являются основными компонентами твердых частиц? Эти частицы могут включать:
Эти частицы могут включать:
 Внимательно следуйте своему плану лечения астмы в дни, когда уровень загрязнения высок.
Внимательно следуйте своему плану лечения астмы в дни, когда уровень загрязнения высок. Начните с изучения индекса качества воздуха.
Начните с изучения индекса качества воздуха.
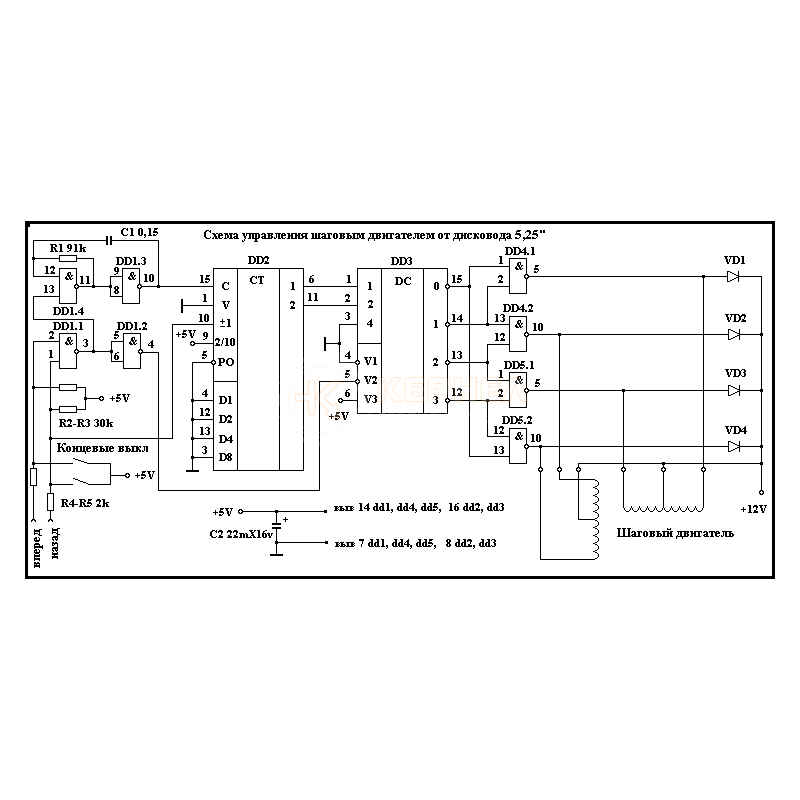 С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
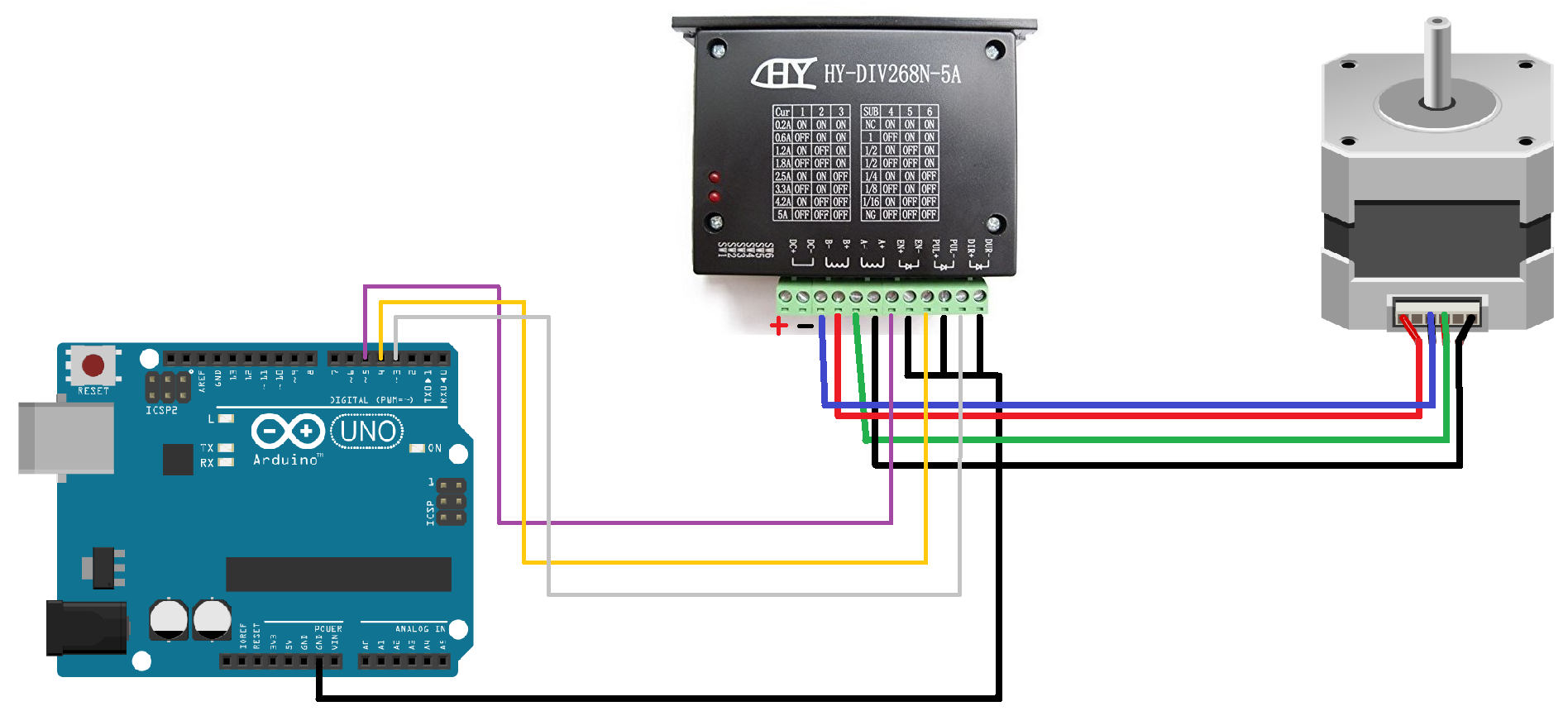 Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
 Более крупные шаги соответствуют большей скорости движения.
Более крупные шаги соответствуют большей скорости движения.
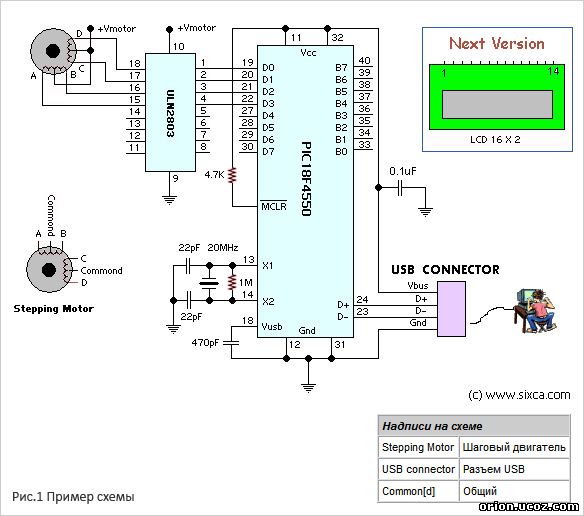
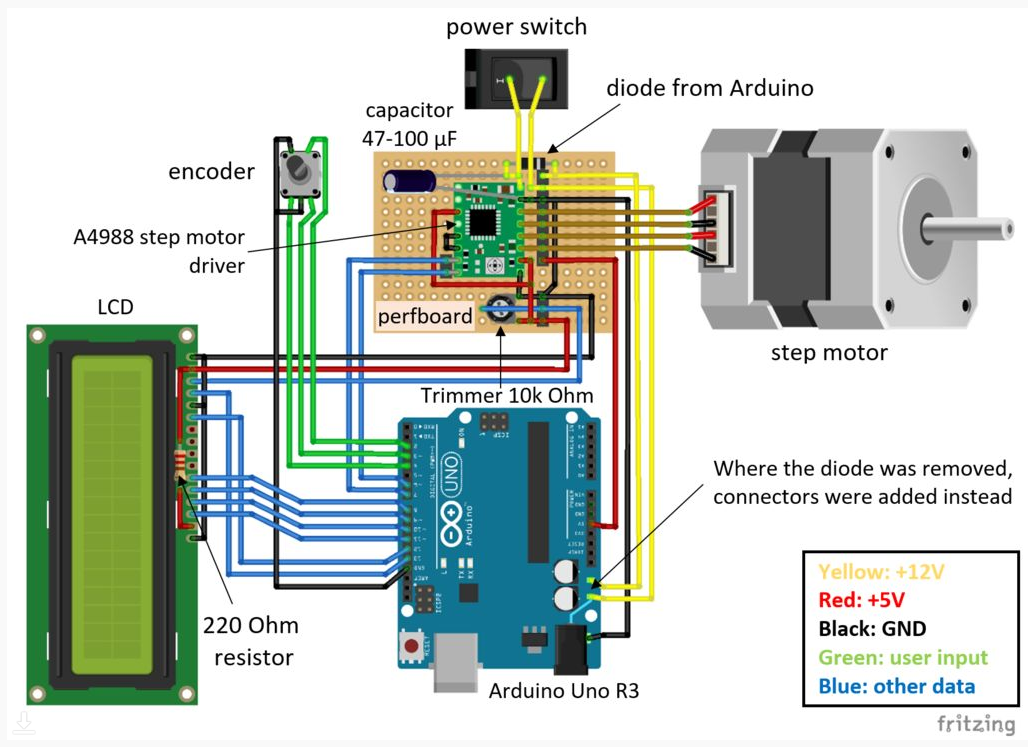 Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
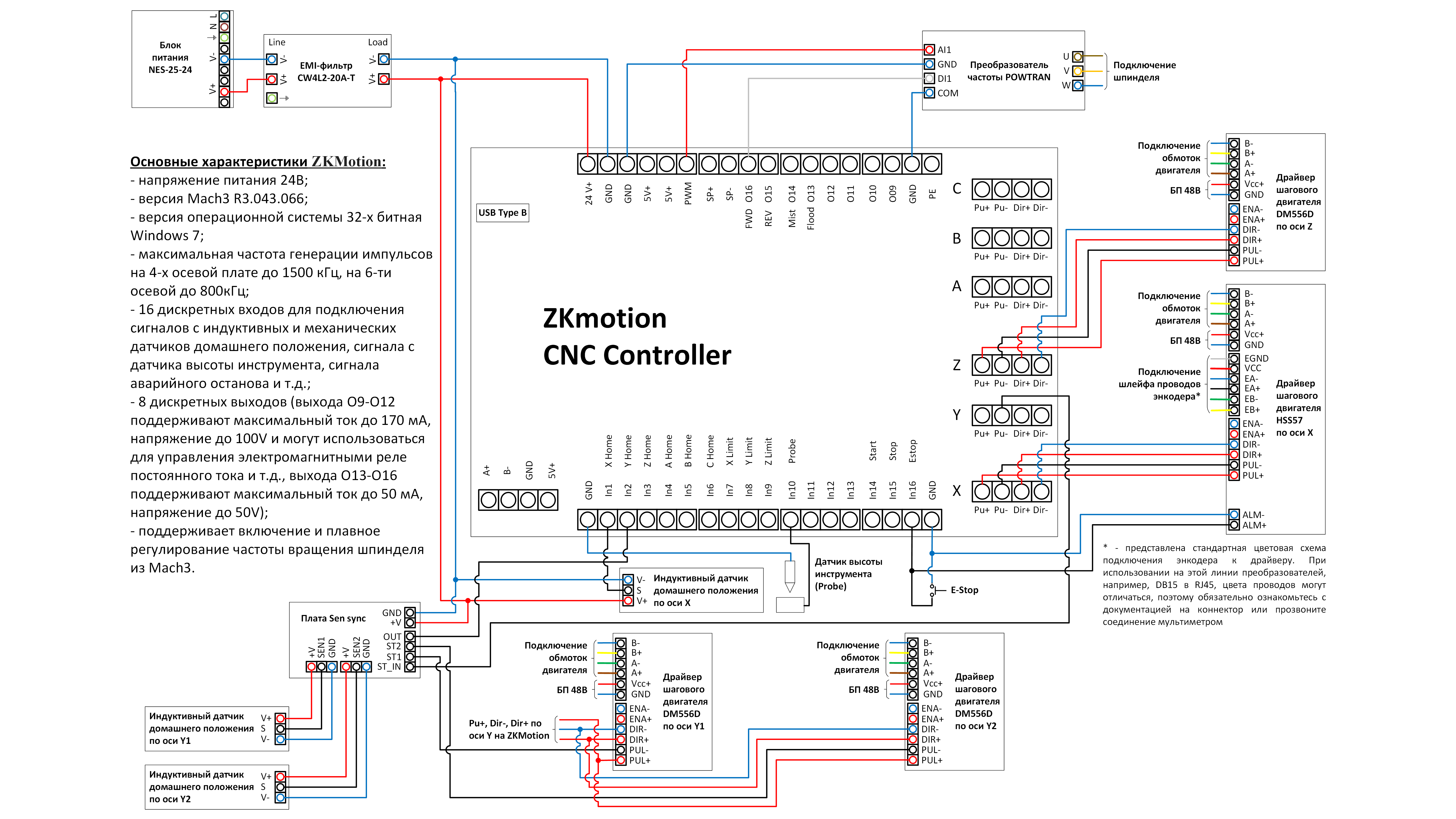 к. изменение направления поля не влияет на положение ротора.
к. изменение направления поля не влияет на положение ротора.
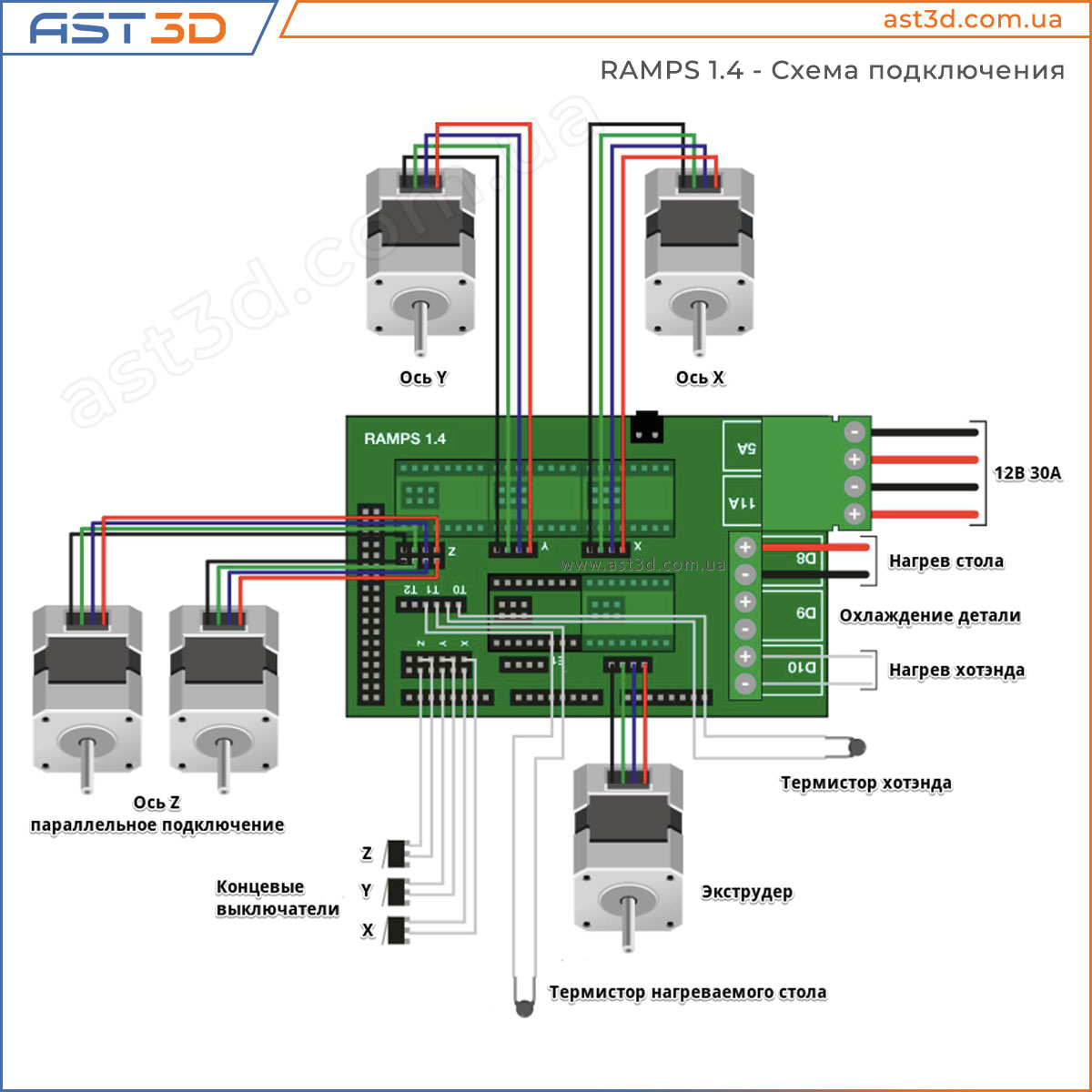
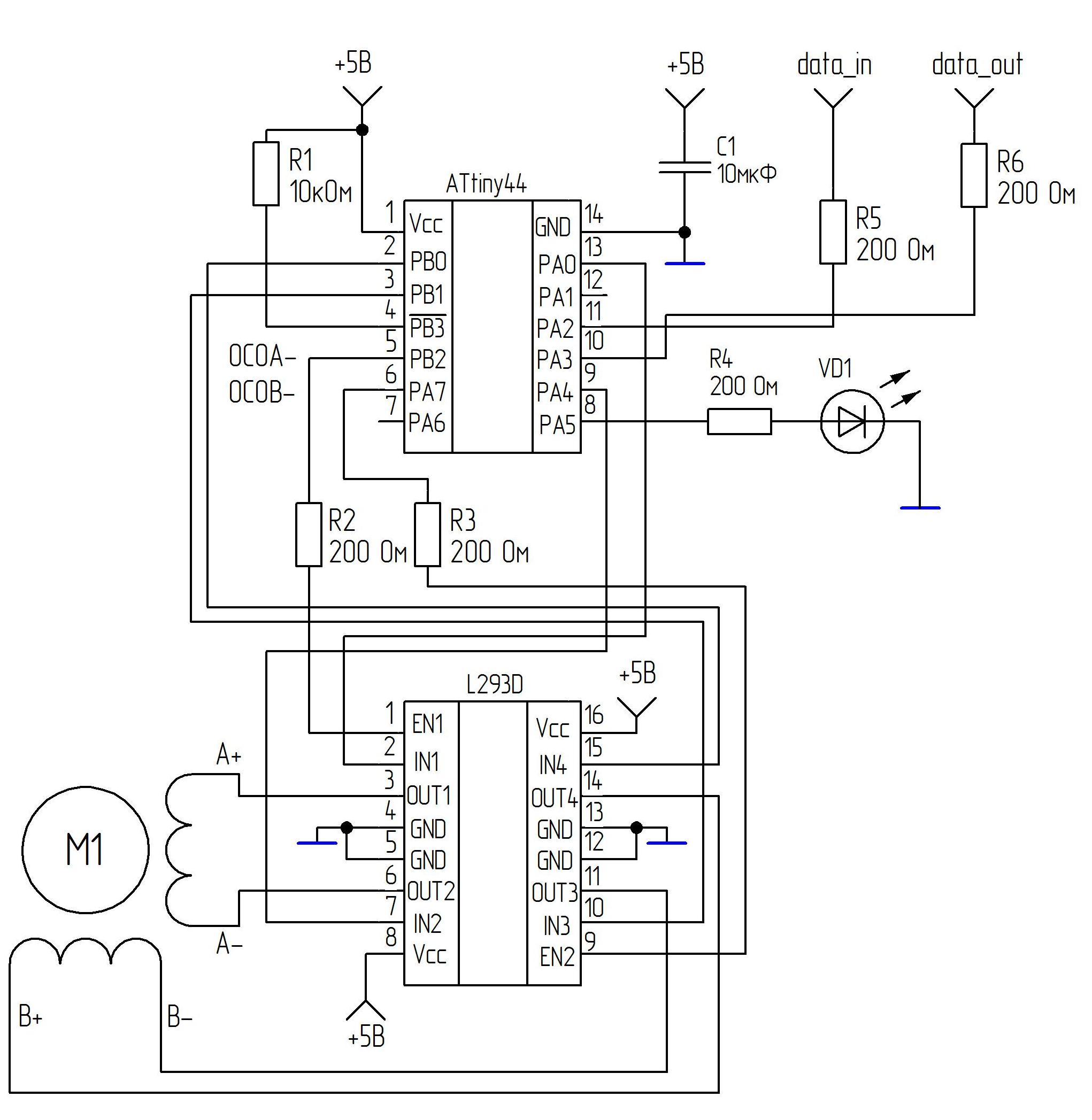
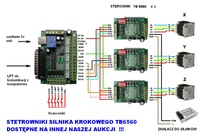 Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
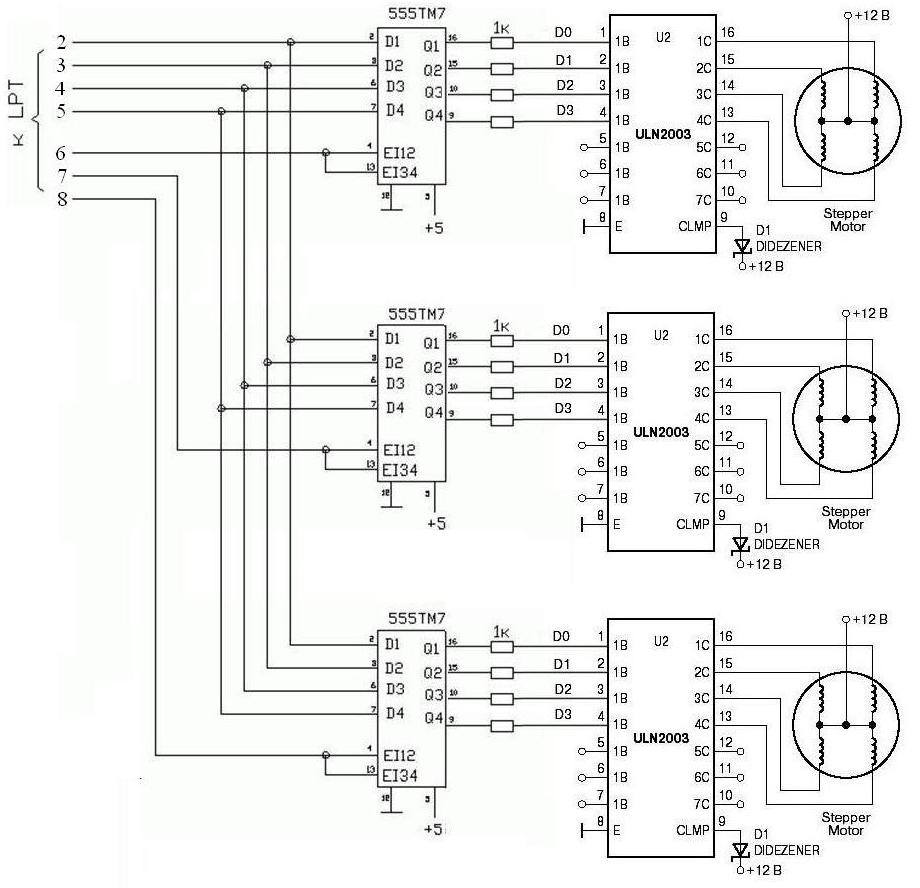
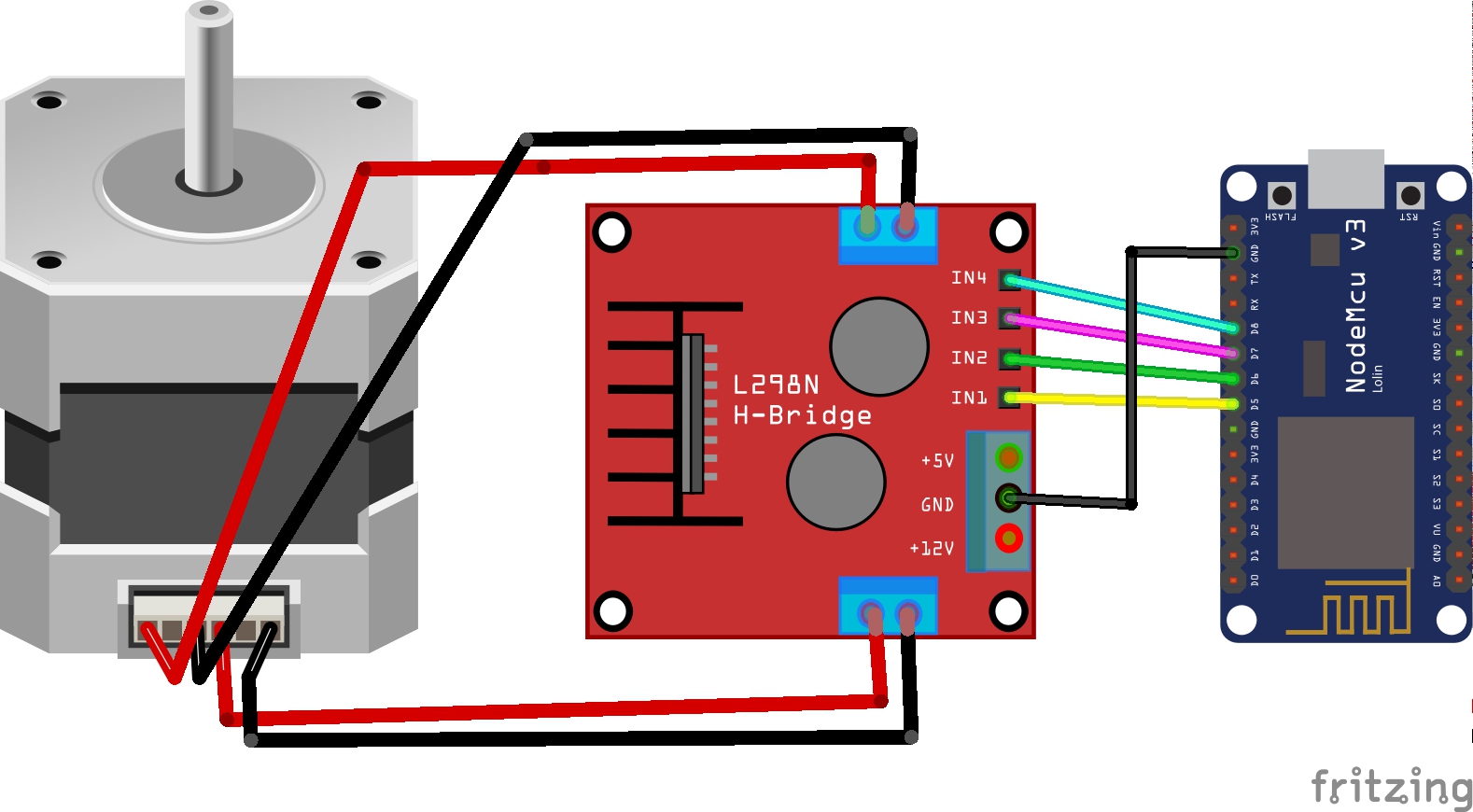 Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.
Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.

 Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
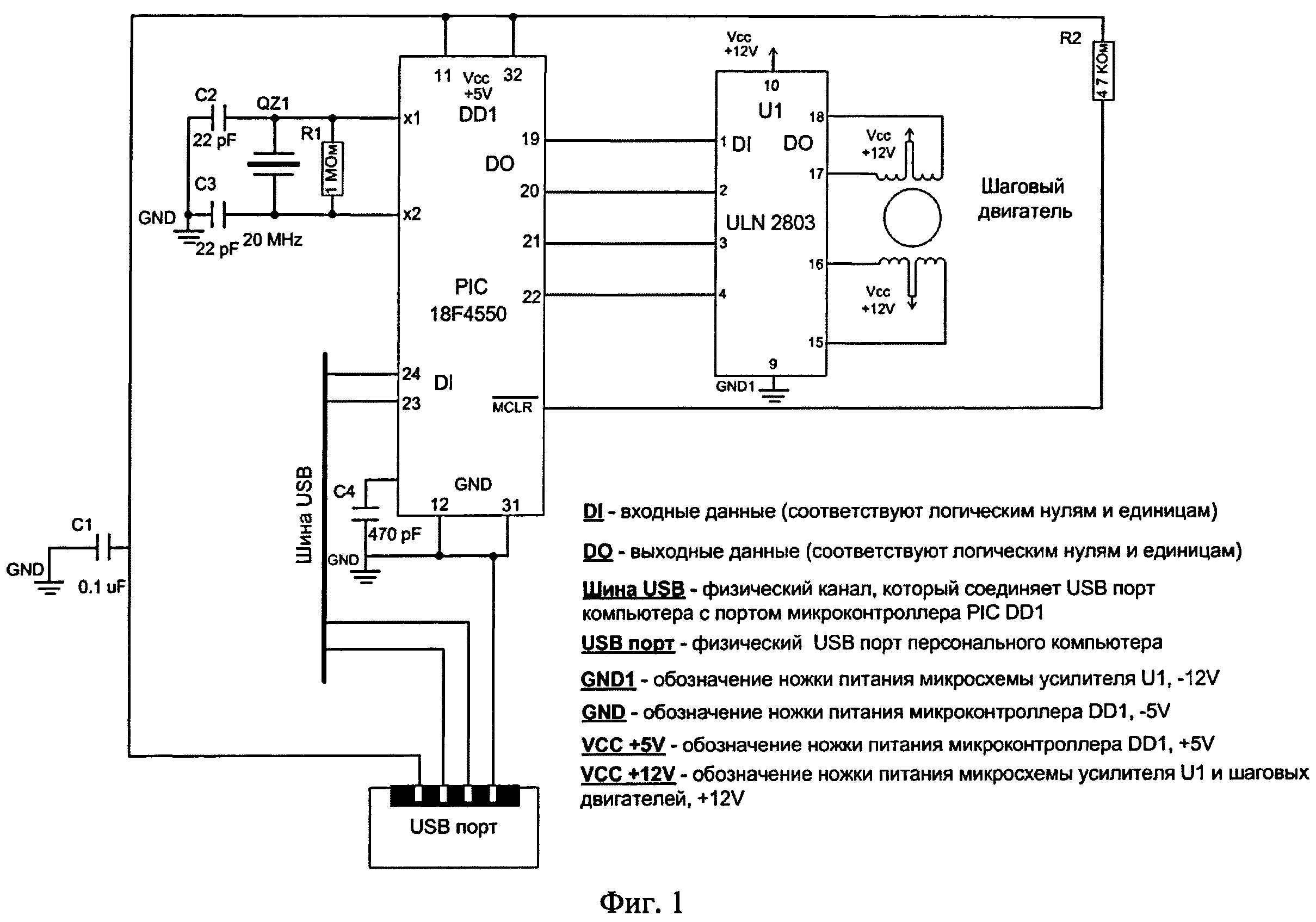 Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности.
Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности.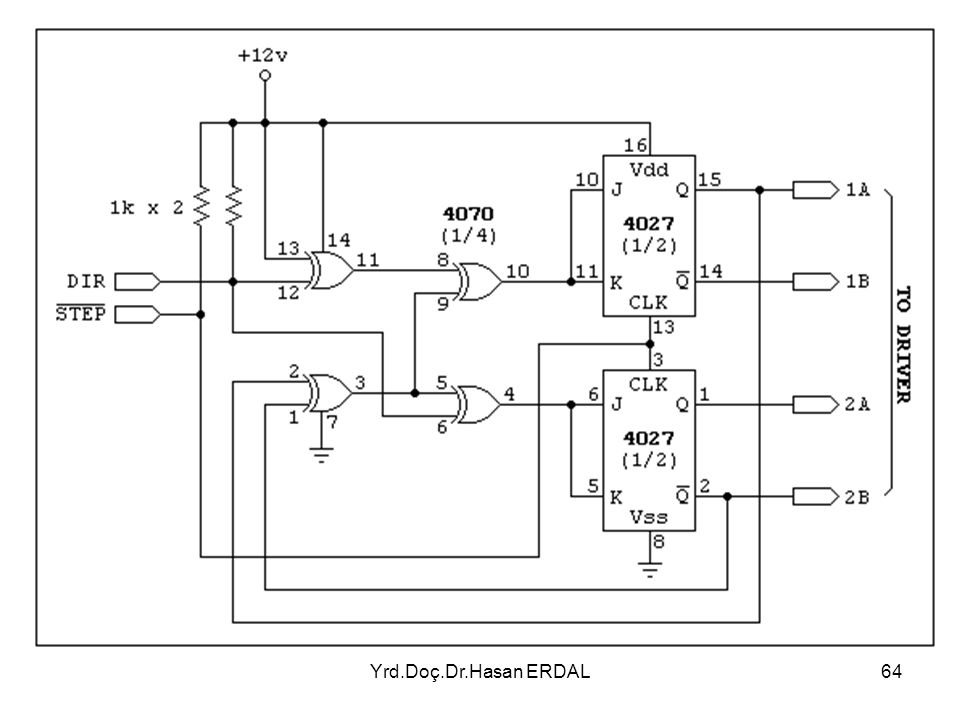 Одновременно могут быть под напряжением две, одна или ни одной из обмоток.
Одновременно могут быть под напряжением две, одна или ни одной из обмоток.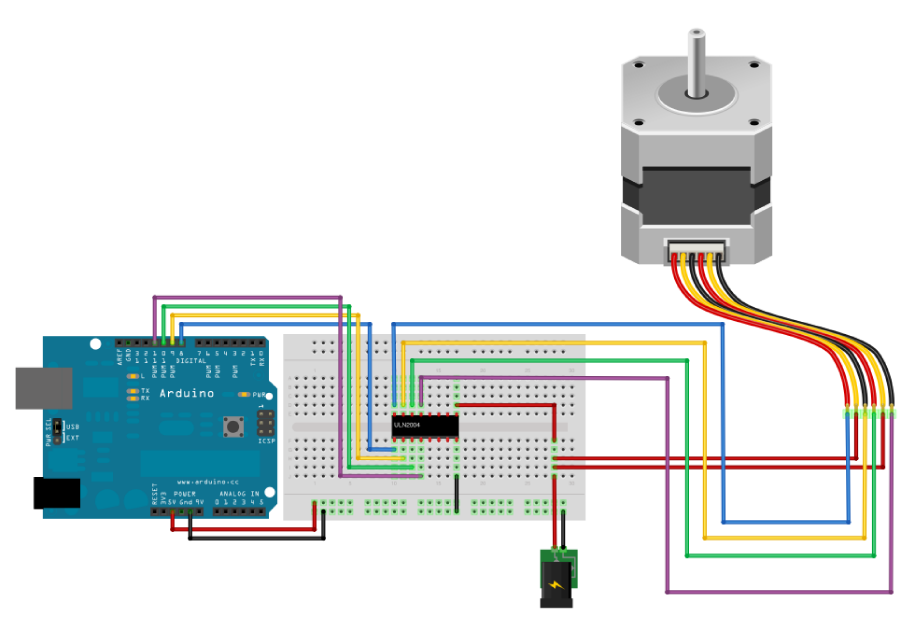 Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.
Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.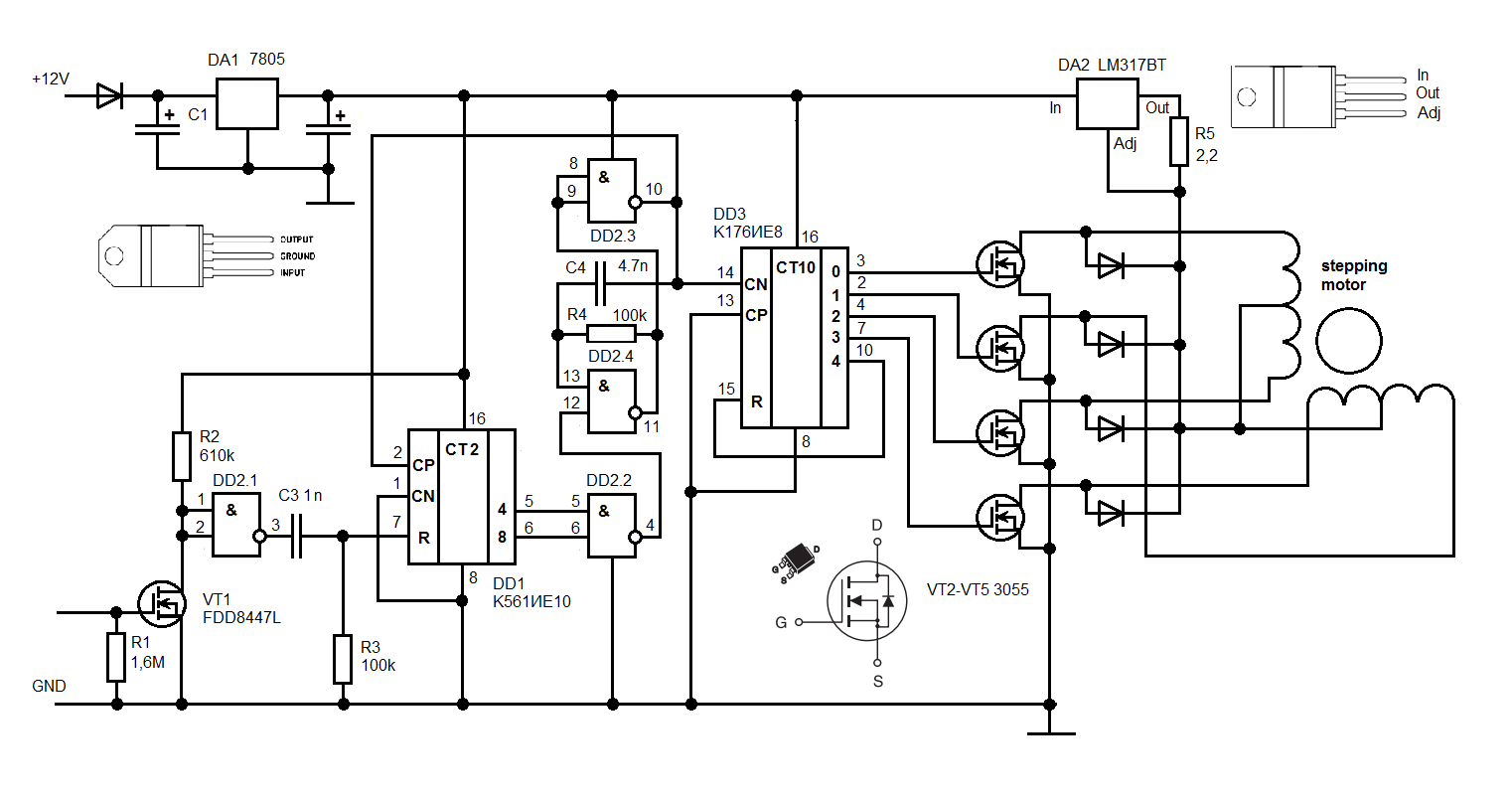 Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.
Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.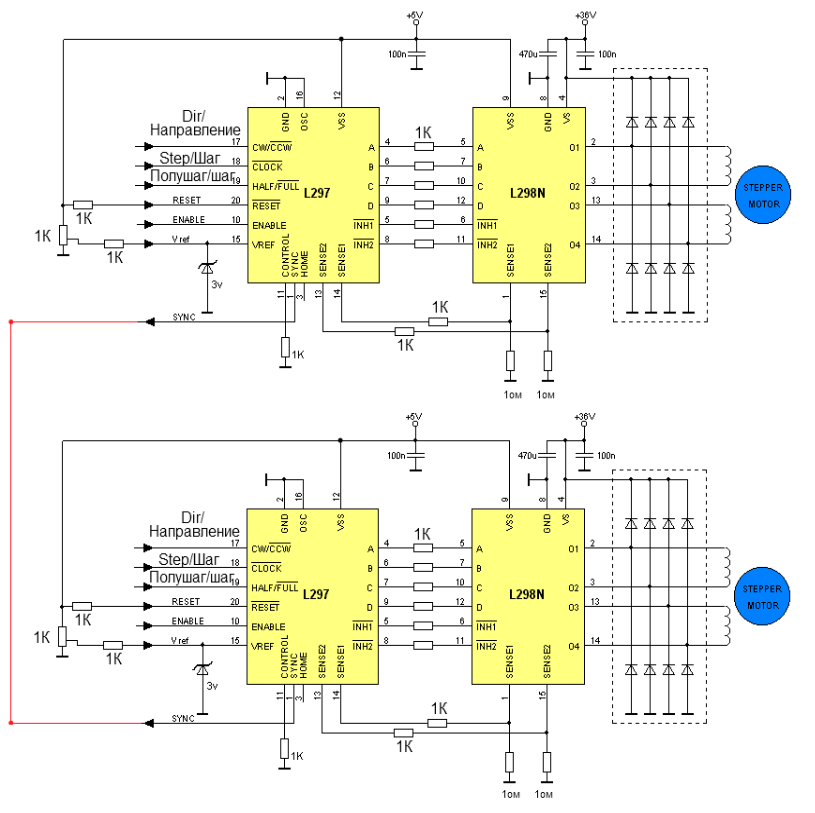
 Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична.
Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична. А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N.
А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N. Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки.
Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки.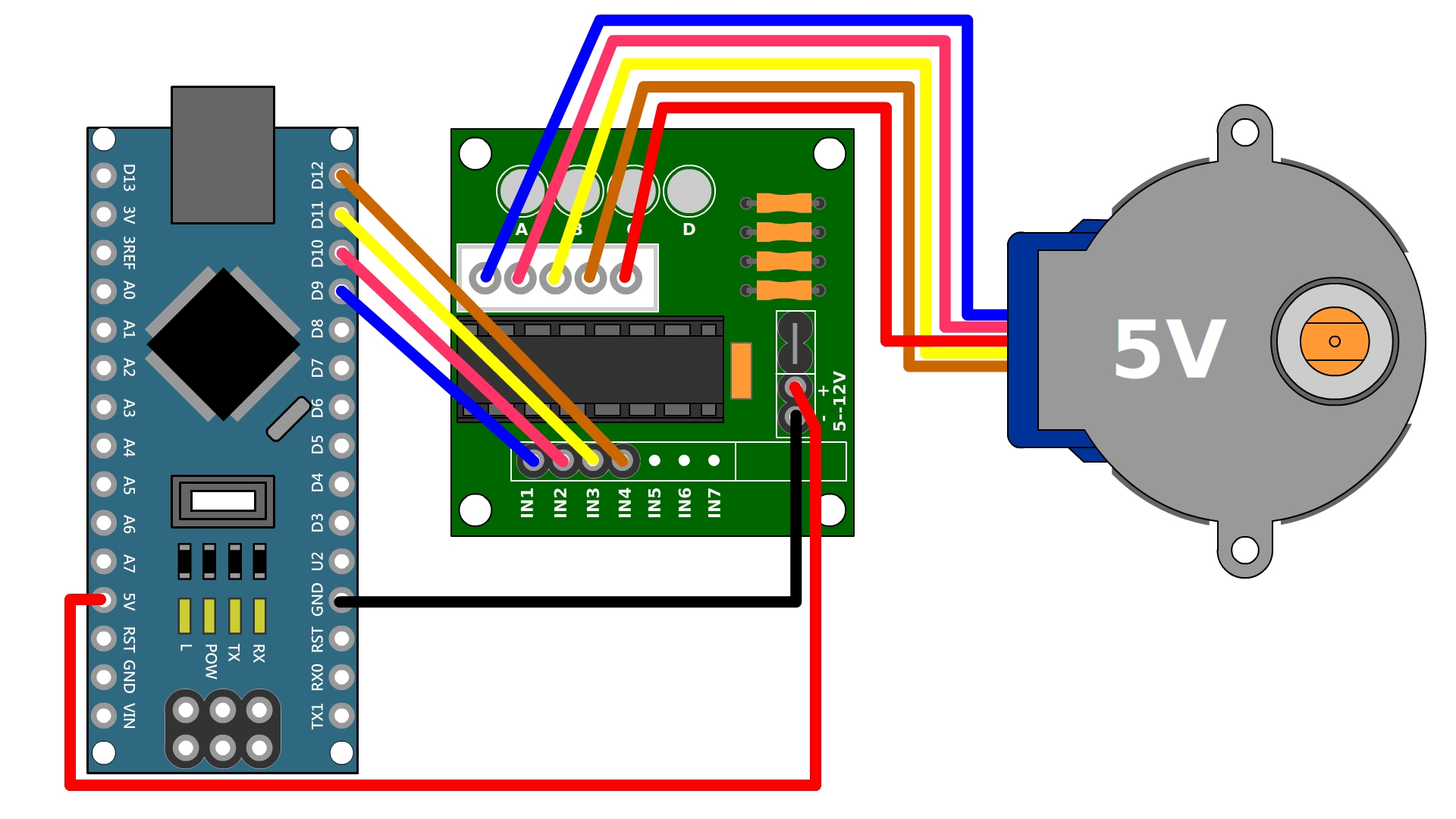 Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке.
Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке. Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.
Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.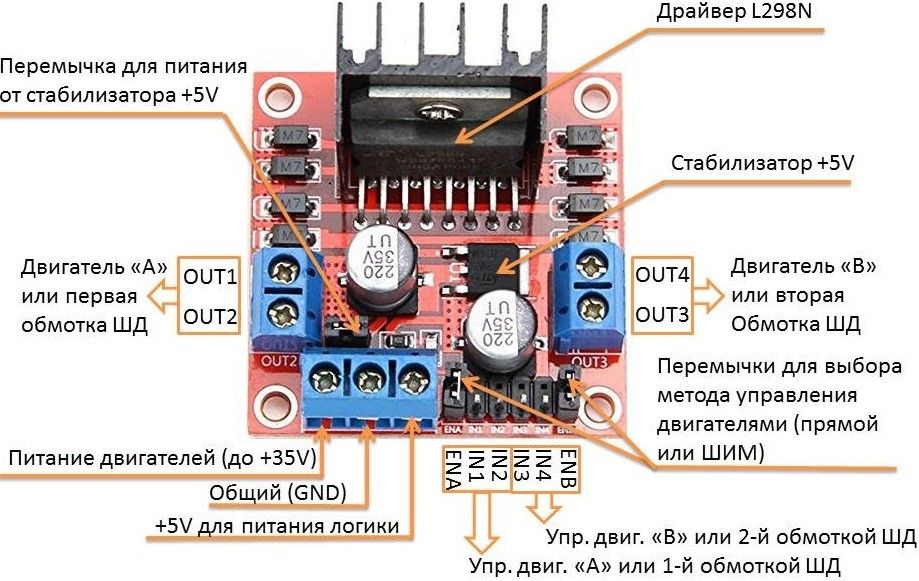 Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.
Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.
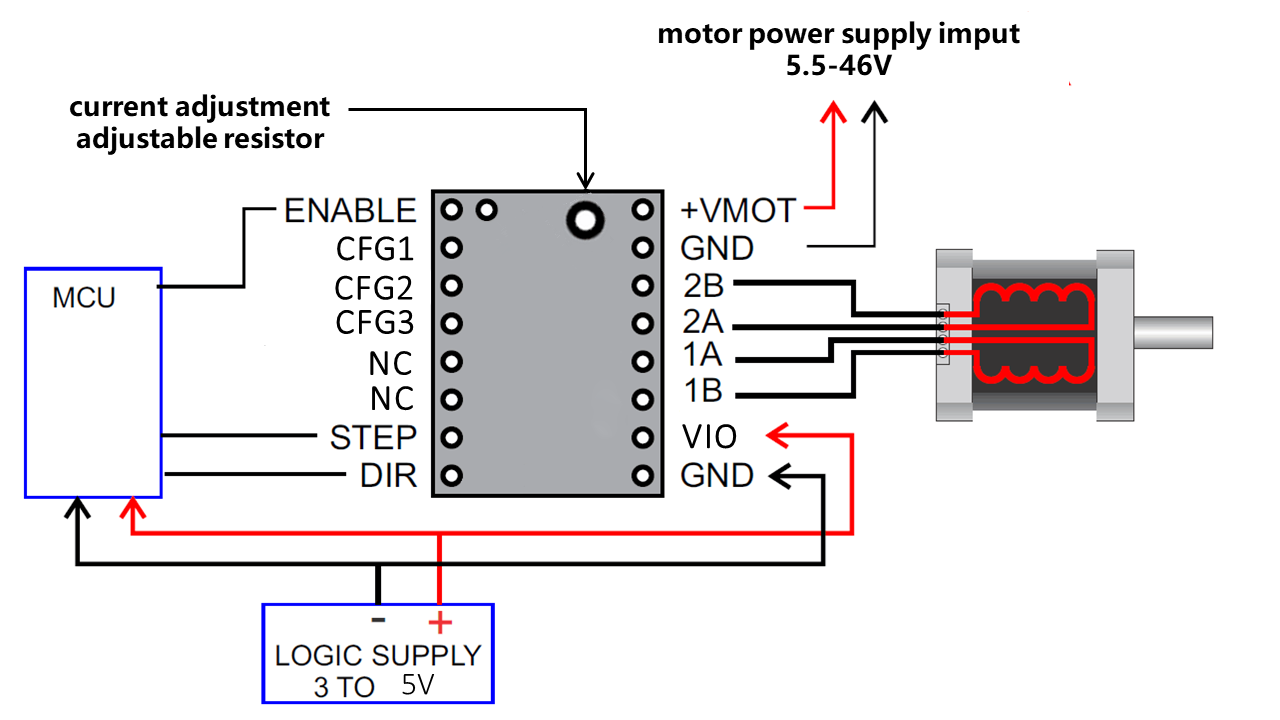
 Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.
Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.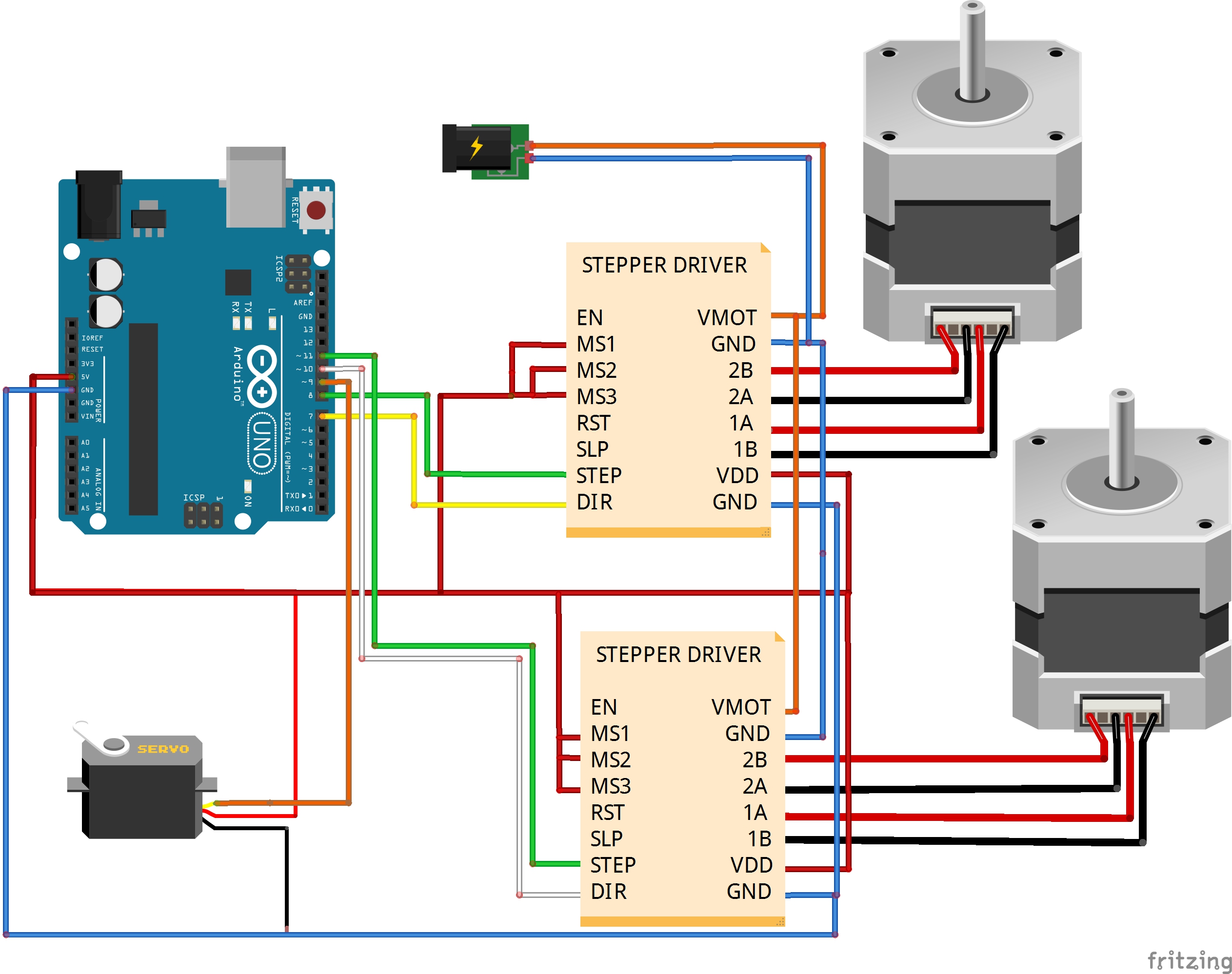 Недостатком такой системы являются большие потери мощности на резисторе.
Недостатком такой системы являются большие потери мощности на резисторе.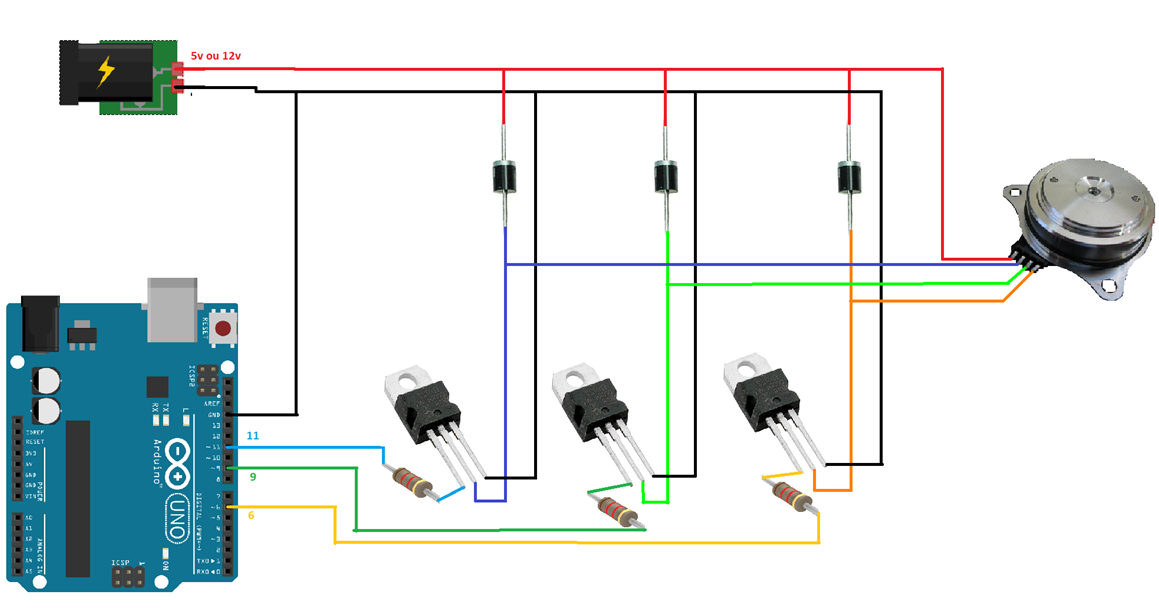 На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения.
На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения.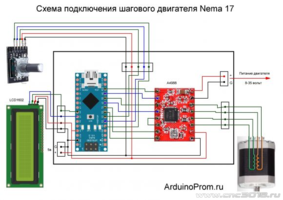 Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.
Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.
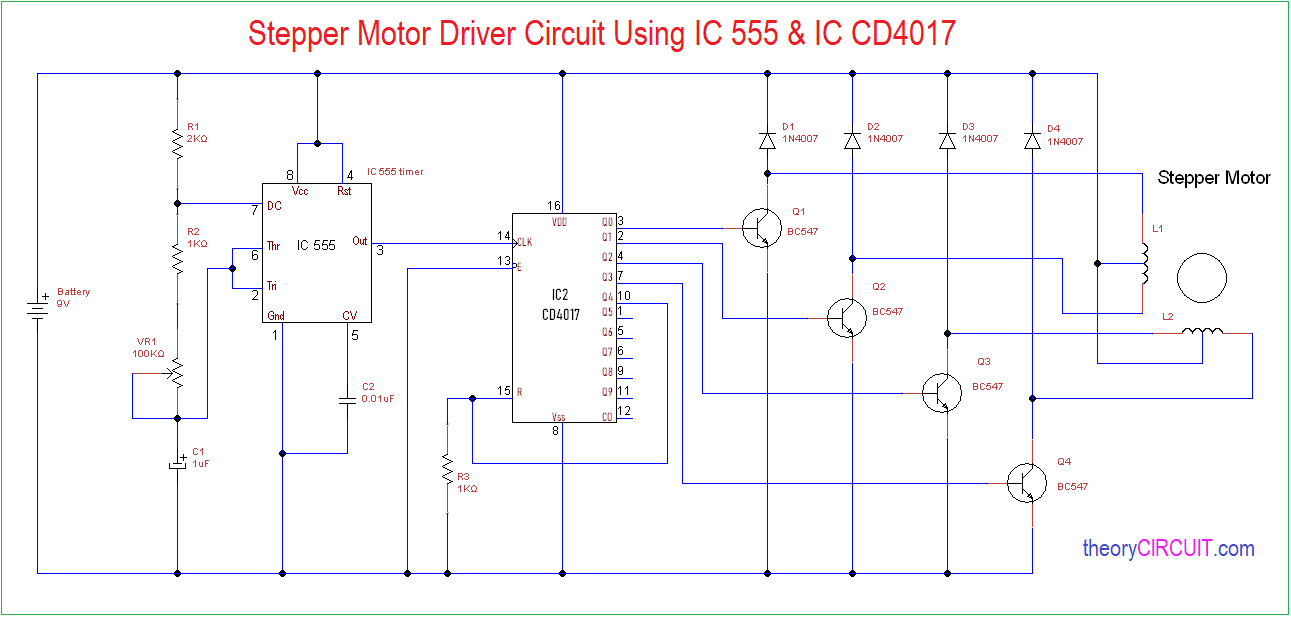
 В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.
В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.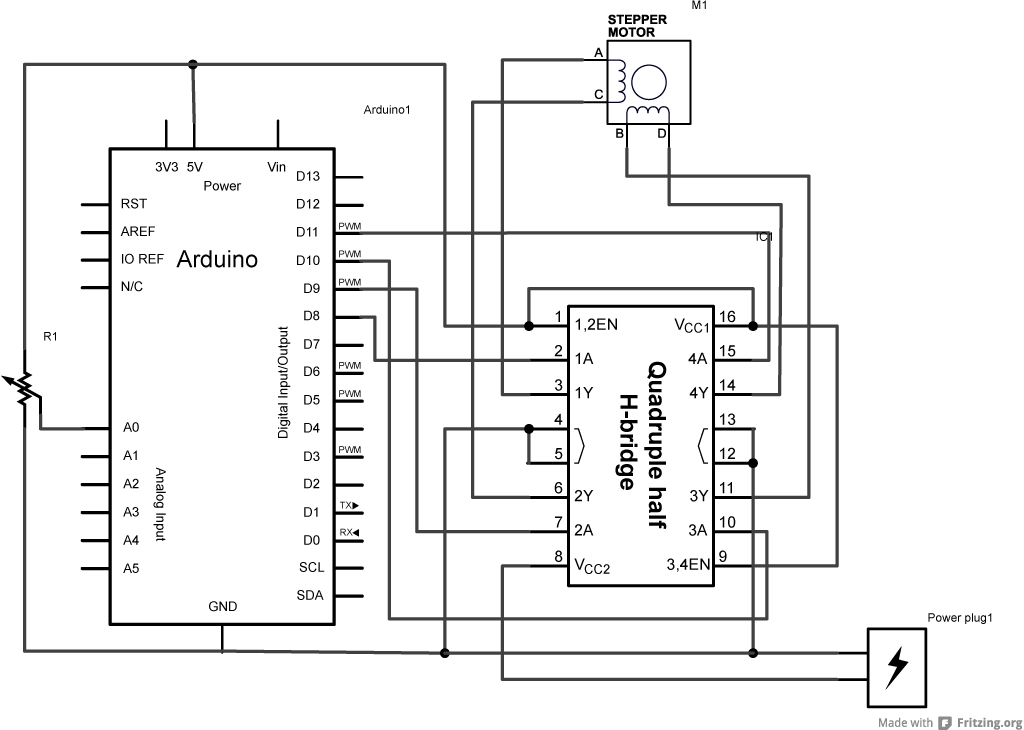 AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.
AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.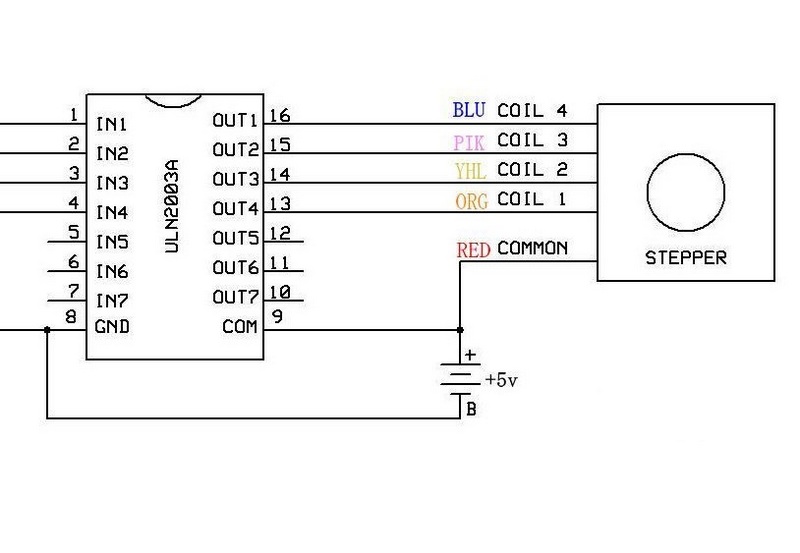 И когда инженер проектирует эти системы управления, ему необходимо уделять особое внимание конструкции контроллера и электрической коробки, используемой для его размещения.
И когда инженер проектирует эти системы управления, ему необходимо уделять особое внимание конструкции контроллера и электрической коробки, используемой для его размещения.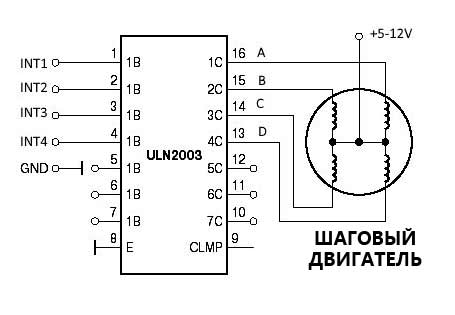 Для этого в электродвигателе используются различные типы магнитов, которые взаимодействуют друг с другом и заставляют физические компоненты двигателя двигаться. Движение компонентов вращает вал двигателя, который передает механическую энергию от двигателя для питания других частей системы.
Для этого в электродвигателе используются различные типы магнитов, которые взаимодействуют друг с другом и заставляют физические компоненты двигателя двигаться. Движение компонентов вращает вал двигателя, который передает механическую энергию от двигателя для питания других частей системы.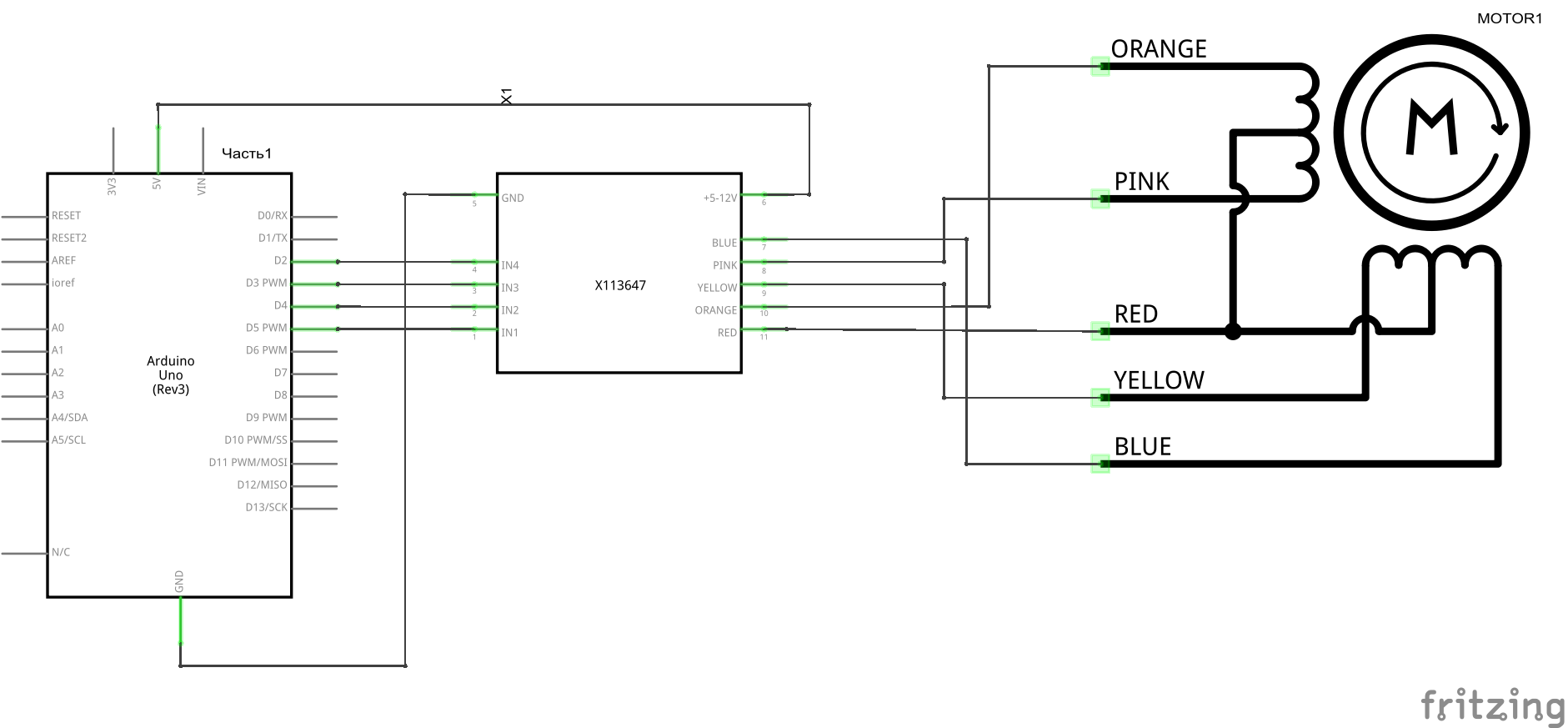 Электромагниты можно активировать и деактивировать последовательно, чтобы управлять вращением ротора и точно совмещать его с каждым магнитом. Здесь вращение ротора создает кинетическую энергию, вращающую вал двигателя.
Электромагниты можно активировать и деактивировать последовательно, чтобы управлять вращением ротора и точно совмещать его с каждым магнитом. Здесь вращение ротора создает кинетическую энергию, вращающую вал двигателя.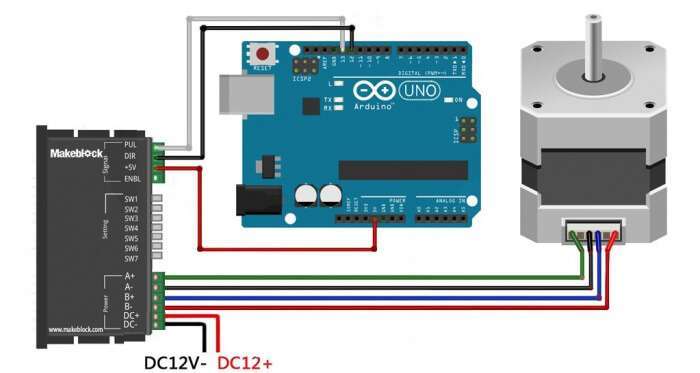
 Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.
Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.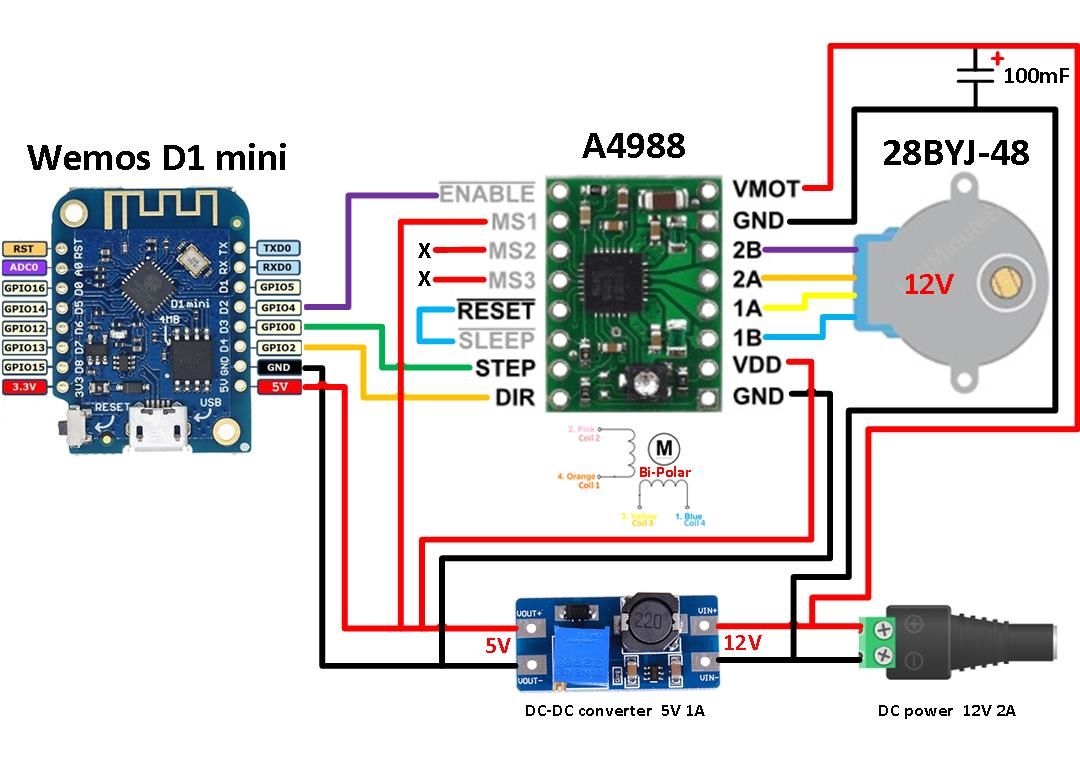 Общие роботизированные применения шаговых двигателей включают:
Общие роботизированные применения шаговых двигателей включают: 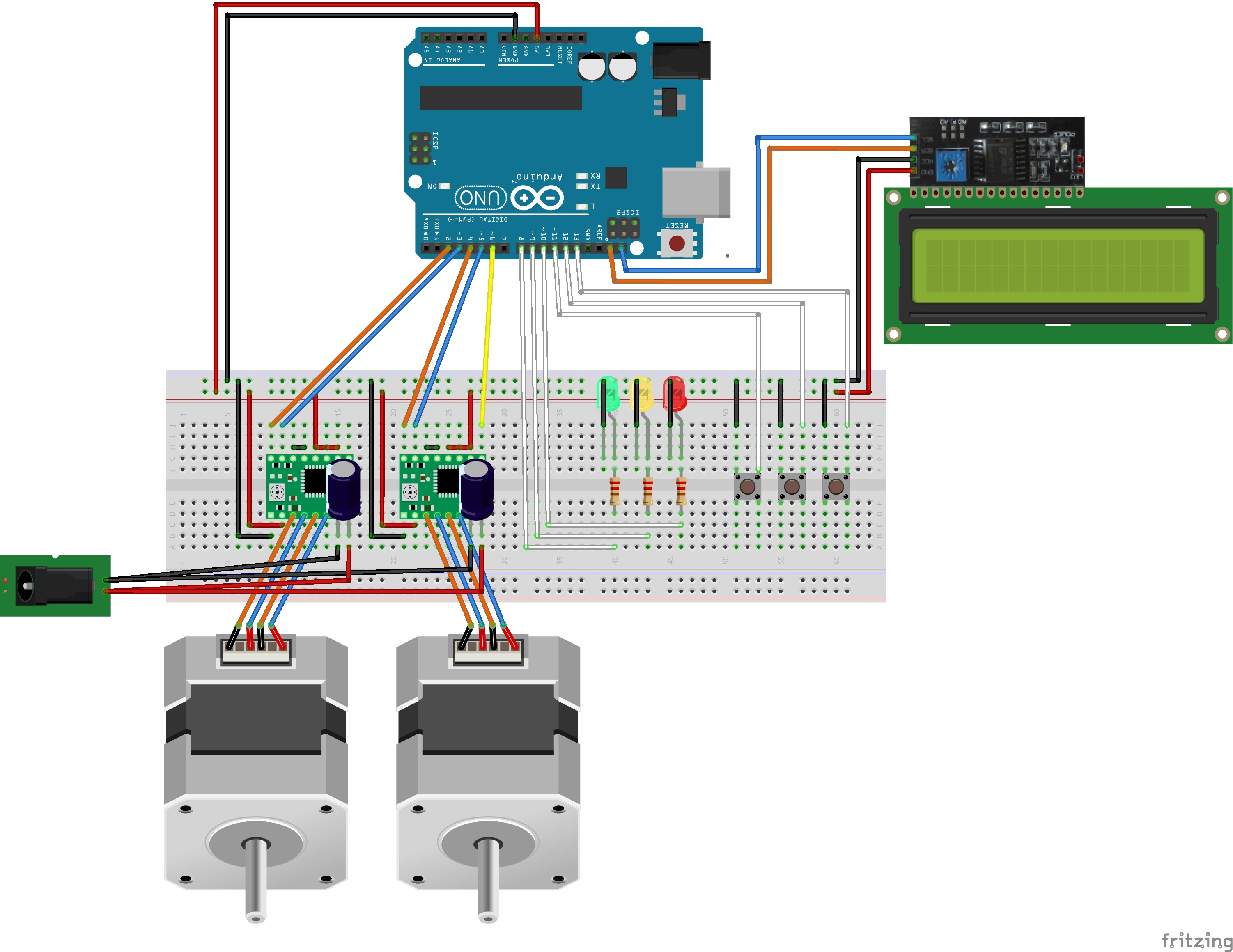 Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений.
Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений.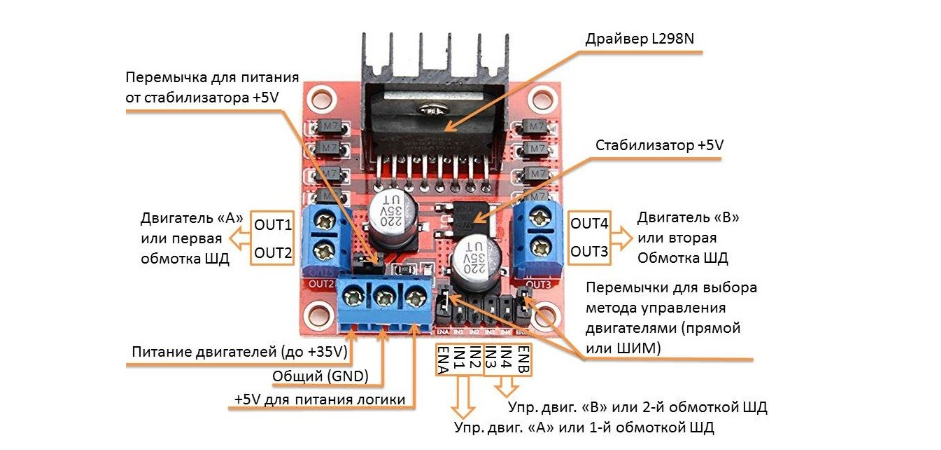 Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешающую способность двигателя, поскольку число шагов остается прежним.
Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешающую способность двигателя, поскольку число шагов остается прежним. Благодаря этим преимуществам микрошаговый режим является наиболее распространенным режимом активации шаговых двигателей в современных приложениях.
Благодаря этим преимуществам микрошаговый режим является наиболее распространенным режимом активации шаговых двигателей в современных приложениях.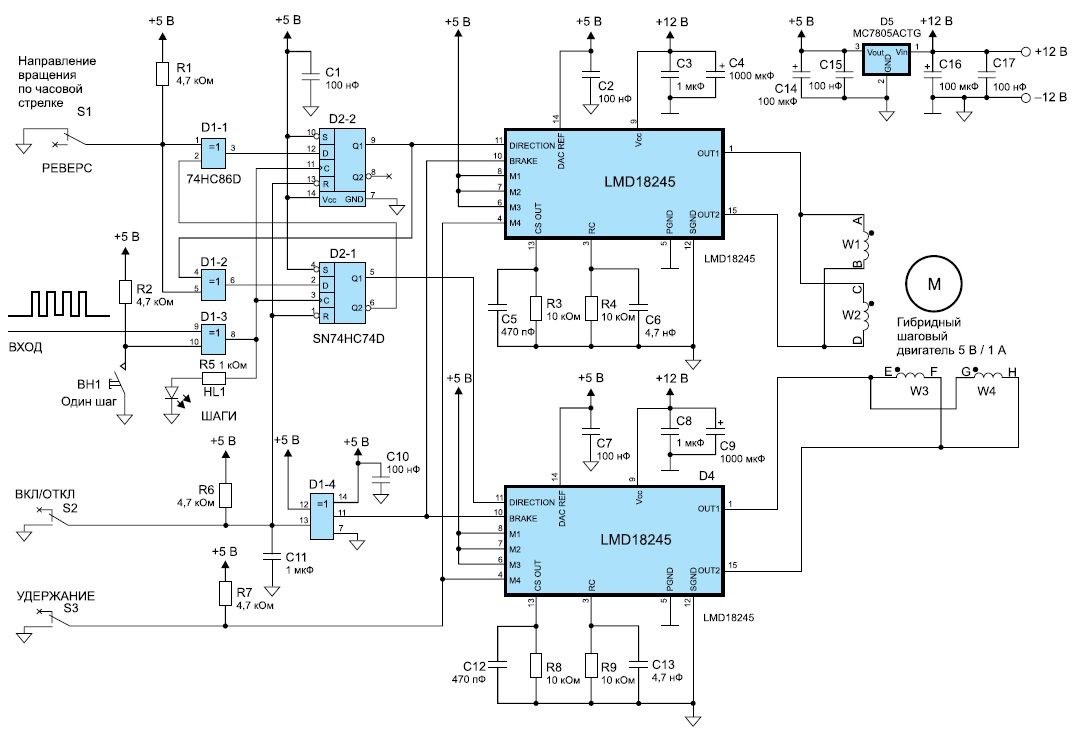
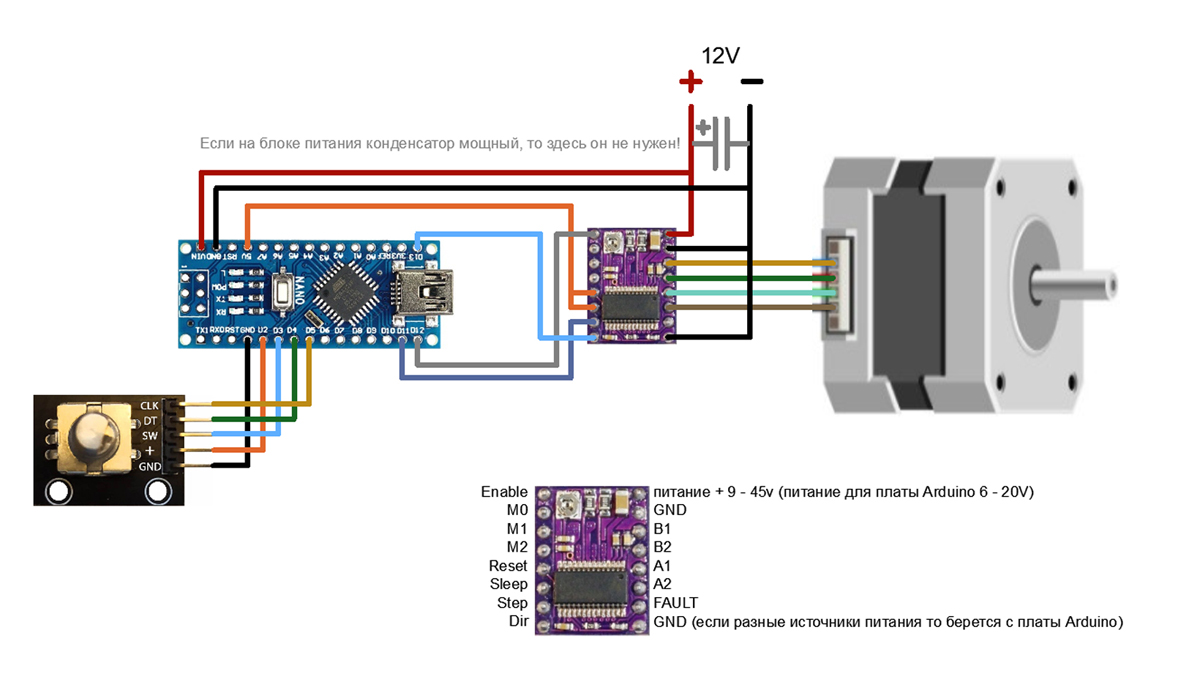
 Начните с привода с требуемыми характеристиками напряжения и тока, а затем сопоставьте его с двигателем, используя кривую скорость-момент.
Начните с привода с требуемыми характеристиками напряжения и тока, а затем сопоставьте его с двигателем, используя кривую скорость-момент.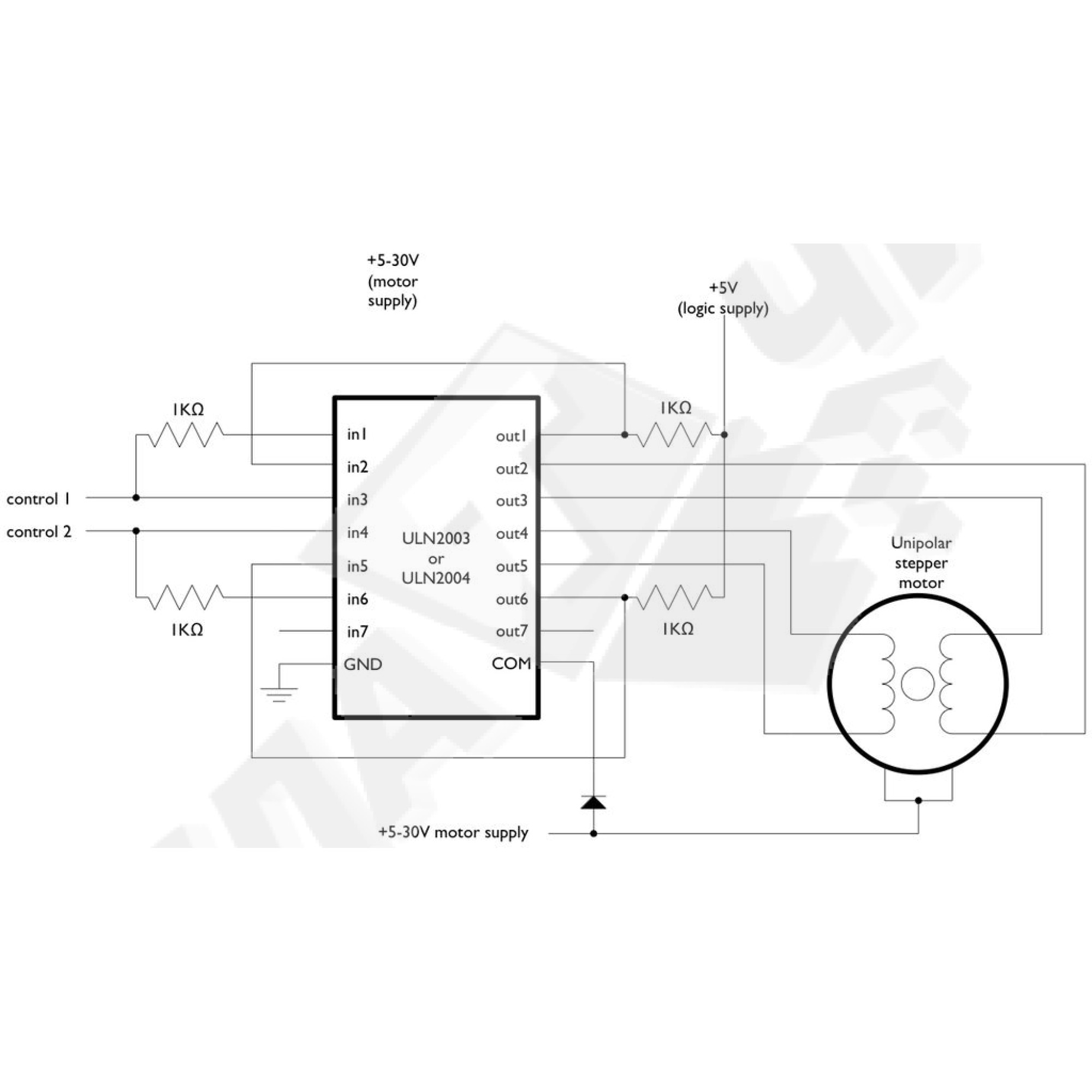 Обязательно учитывайте это при проектировании систем охлаждения.
Обязательно учитывайте это при проектировании систем охлаждения. Кроме того, мы предлагаем варианты индивидуальной настройки корпуса, которые позволяют невероятно быстро и легко модифицировать корпус с помощью специальных вырезов корпуса с ЧПУ и цифровой печати.
Кроме того, мы предлагаем варианты индивидуальной настройки корпуса, которые позволяют невероятно быстро и легко модифицировать корпус с помощью специальных вырезов корпуса с ЧПУ и цифровой печати.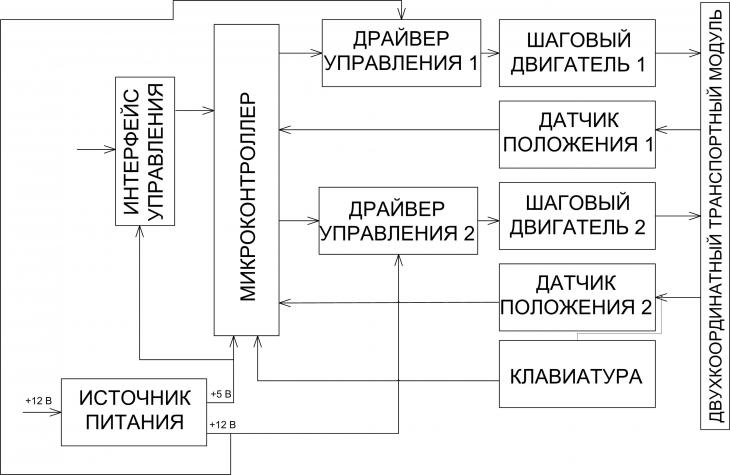
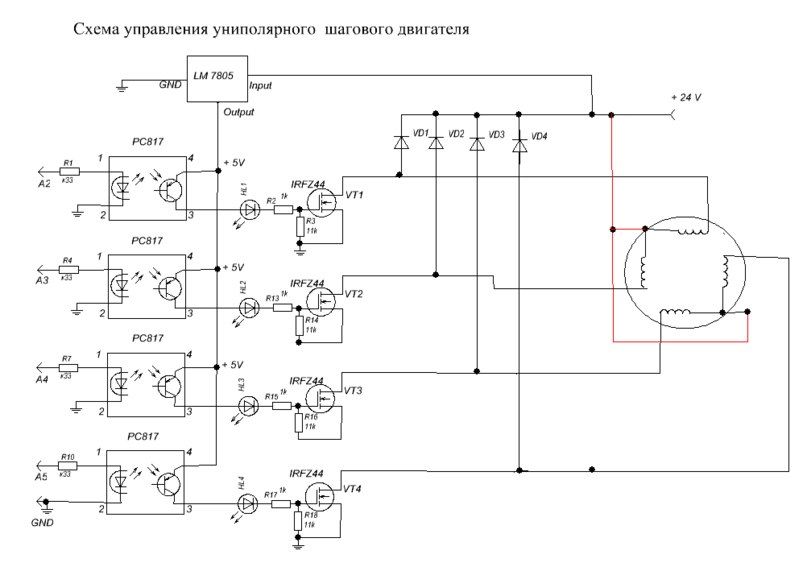
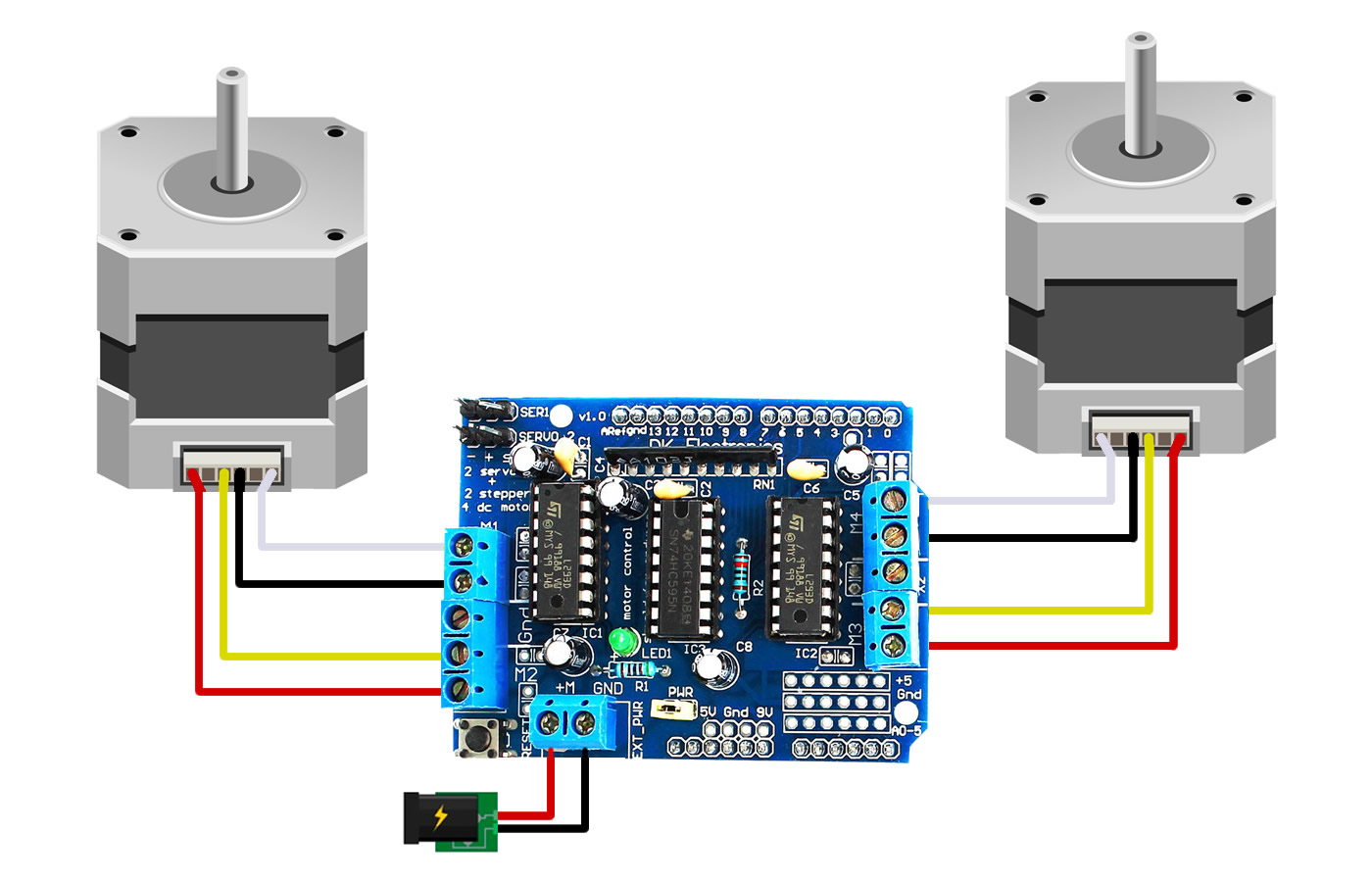
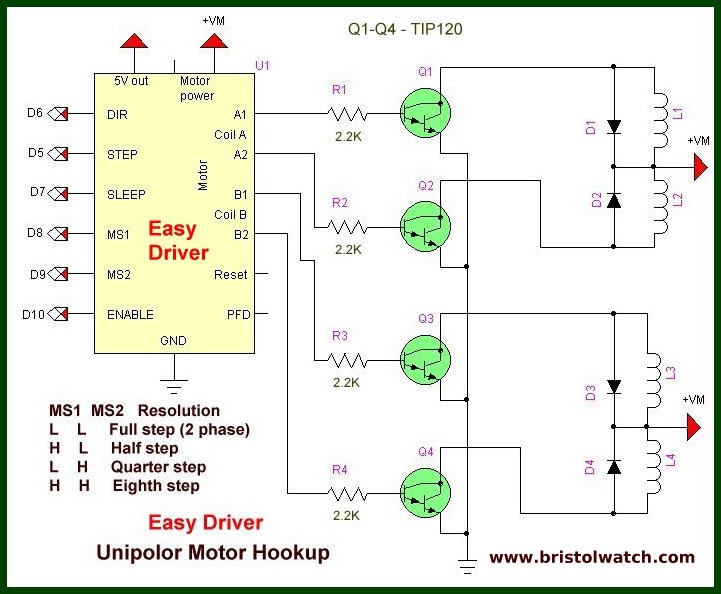

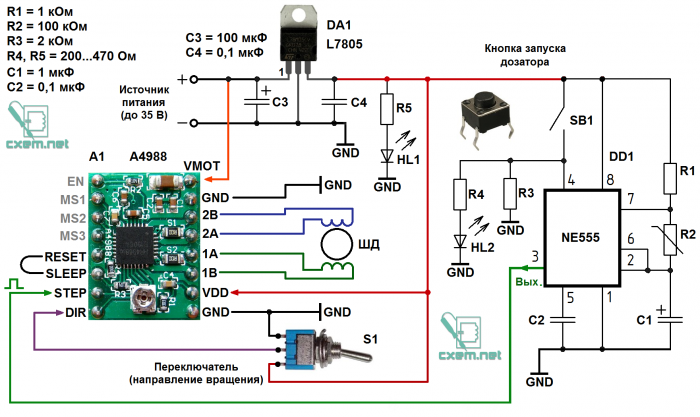 Базовые шаговые приводы не являются интеллектуальными, поскольку они просто принимают импульсы контроллера и усиливают их в импульсы напряжения для работы двигателя.
Базовые шаговые приводы не являются интеллектуальными, поскольку они просто принимают импульсы контроллера и усиливают их в импульсы напряжения для работы двигателя.
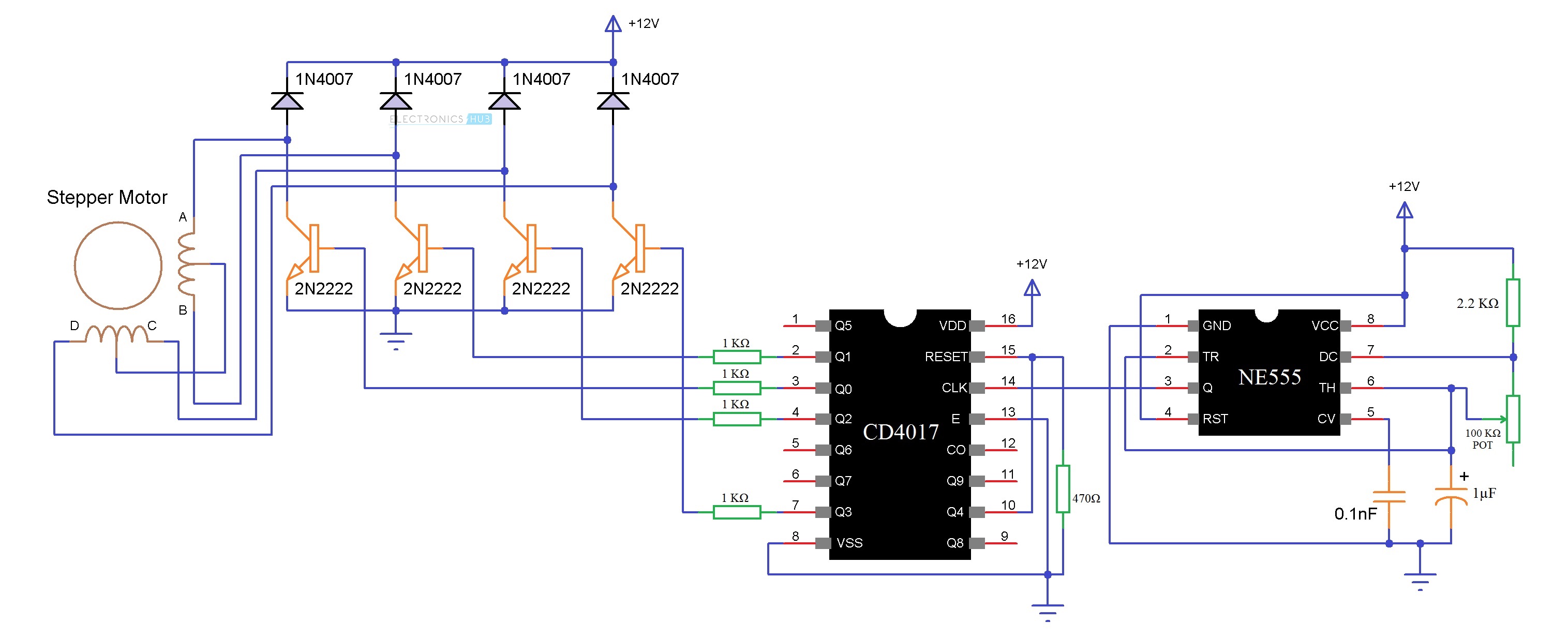 Поскольку обратная связь от двигателя обычно отсутствует, периодическая проверка положения также может использоваться для подтверждения точных перемещений для текущей операции.
Поскольку обратная связь от двигателя обычно отсутствует, периодическая проверка положения также может использоваться для подтверждения точных перемещений для текущей операции.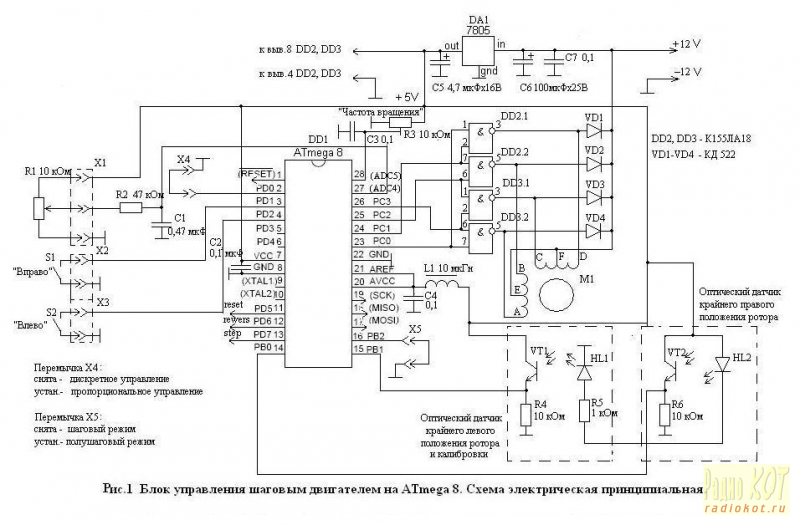
 Биты — сплав S2 повышенной прочности.
Биты — сплав S2 повышенной прочности.

 Благодаря шестигранной головке удлинитель можно использовать не только с трещоткой, но и с обычным рожковым ключом. Удлинитель 1/2 дюйма — с ключом на 22мм, а 1/4 дюйма с ключом на 11мм.
Благодаря шестигранной головке удлинитель можно использовать не только с трещоткой, но и с обычным рожковым ключом. Удлинитель 1/2 дюйма — с ключом на 22мм, а 1/4 дюйма с ключом на 11мм.
 Фиксатор с мелким шагом — позволяет точно настроить инструмент под размер крепежа. Пассатижи и бокорезы среднего размера. Мягкие и комфортные рукоятки плотно сидят в руке.
Фиксатор с мелким шагом — позволяет точно настроить инструмент под размер крепежа. Пассатижи и бокорезы среднего размера. Мягкие и комфортные рукоятки плотно сидят в руке.
 Особенность трещоток Ликота – выгнутые эргономичные рукоятки. Преимущества: надежный трещоточный механизм на 36 зубцов и плавно, легко переключающийся флажок.
Особенность трещоток Ликота – выгнутые эргономичные рукоятки. Преимущества: надежный трещоточный механизм на 36 зубцов и плавно, легко переключающийся флажок.
 Он содержит все необходимые
Он содержит все необходимые
 6, Iran Khodro Samand 1.8
6, Iran Khodro Samand 1.8

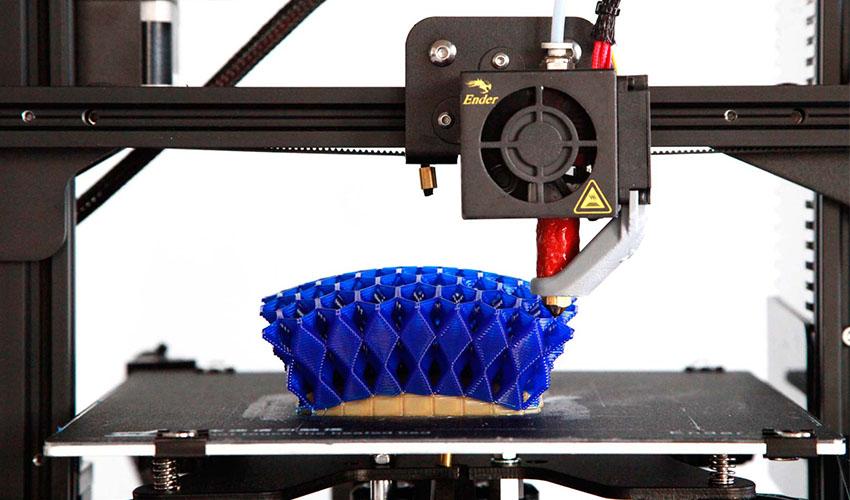

 Работаем более 20 лет — главная гарантия качества! ОНЛАЙН консультант на нашем сайте работает 24 часа
Работаем более 20 лет — главная гарантия качества! ОНЛАЙН консультант на нашем сайте работает 24 часа Спасибо за быстрый ремонт.
Спасибо за быстрый ремонт. Коминтерна 13/4
Коминтерна 13/4 Позвонила по телефону 4994904882 надо было отремонтировать алкотестер оператор сказал что да они делают ремонт подъезжайте на Вавилово 15 проехав через всю Москву оказалос
Позвонила по телефону 4994904882 надо было отремонтировать алкотестер оператор сказал что да они делают ремонт подъезжайте на Вавилово 15 проехав через всю Москву оказалос
 Гарантия от 30-ти дней! Звоните по телефону ✆ +7(495) 888-16-30. Часы работы с 10-00 до 18-00.
Гарантия от 30-ти дней! Звоните по телефону ✆ +7(495) 888-16-30. Часы работы с 10-00 до 18-00. Уже сейчас данное устройство всё чаще можно увидеть в домах и офисах. Если Ваше «чудо техники» вышло из строя и требуется в короткие сроки произвести ремонт, немедля обращайтесь в наш технический центр.
Уже сейчас данное устройство всё чаще можно увидеть в домах и офисах. Если Ваше «чудо техники» вышло из строя и требуется в короткие сроки произвести ремонт, немедля обращайтесь в наш технический центр.  Мы производим ремонт любых 3D принтеров работающих по технологии послойного нанесения филамента/пластика. Также в нашем техническом центре существует возможность произвести апгрейд/модернизацию вашего 3D принтера.
Мы производим ремонт любых 3D принтеров работающих по технологии послойного нанесения филамента/пластика. Также в нашем техническом центре существует возможность произвести апгрейд/модернизацию вашего 3D принтера. 
 Ранее в этом году американская компания по 3D-печати Apis Cor и российский девелопер совместно построили первый в мире 3D-печатный дом всего за 24 часа. Дом 3D-печати стоит сегодня в Ступино, городе недалеко от Москвы, Россия.
Ранее в этом году американская компания по 3D-печати Apis Cor и российский девелопер совместно построили первый в мире 3D-печатный дом всего за 24 часа. Дом 3D-печати стоит сегодня в Ступино, городе недалеко от Москвы, Россия. Дом Аписа Кора изогнутой формы имеет площадь 37 квадратных метров (400 квадратных футов). Именно эта форма была выбрана, а не другие. Он был выбран, чтобы подчеркнуть великолепные возможности 3D-принтера, который может создать любую желаемую форму здания. Дом включает в себя гостиную, ванную комнату, кухню и прихожую. Одним из пяти партнеров в этом проекте является компания Samsung, которая снабдила дом всей необходимой бытовой техникой, в том числе изогнутым телевизором, который можно было разместить на изогнутой стене гостиной. Несмотря на то, что крыша плоская, она способна выдерживать нормы снеговой нагрузки для зданий. Это было достигнуто за счет использования участков полимерных мембран, соединенных вместе с помощью горячего воздуха. Установка дверей и окон происходила после завершения строительного процесса. Одним из многих преимуществ процесса 3D-печати является его гибкость и адаптируемость. Это позволяет использовать различные виды установок, а также фурнитуру в процессе строительства.
Дом Аписа Кора изогнутой формы имеет площадь 37 квадратных метров (400 квадратных футов). Именно эта форма была выбрана, а не другие. Он был выбран, чтобы подчеркнуть великолепные возможности 3D-принтера, который может создать любую желаемую форму здания. Дом включает в себя гостиную, ванную комнату, кухню и прихожую. Одним из пяти партнеров в этом проекте является компания Samsung, которая снабдила дом всей необходимой бытовой техникой, в том числе изогнутым телевизором, который можно было разместить на изогнутой стене гостиной. Несмотря на то, что крыша плоская, она способна выдерживать нормы снеговой нагрузки для зданий. Это было достигнуто за счет использования участков полимерных мембран, соединенных вместе с помощью горячего воздуха. Установка дверей и окон происходила после завершения строительного процесса. Одним из многих преимуществ процесса 3D-печати является его гибкость и адаптируемость. Это позволяет использовать различные виды установок, а также фурнитуру в процессе строительства.
 Двери и окна были самыми дорогими предметами в доме.
Двери и окна были самыми дорогими предметами в доме.
 Выберите материал, способ печати и узнайте цену.
Выберите материал, способ печати и узнайте цену. Чтобы узнать больше о наших материалах, процессе тестирования и т. д., нажмите здесь.
Чтобы узнать больше о наших материалах, процессе тестирования и т. д., нажмите здесь. Все изнашиваемые детали, напечатанные на 3D-принтере igus®, обладают низким коэффициентом трения, не требуют технического обслуживания и являются самосмазывающимися.
Все изнашиваемые детали, напечатанные на 3D-принтере igus®, обладают низким коэффициентом трения, не требуют технического обслуживания и являются самосмазывающимися. Термины «аддитивное производство» или «быстрое прототипирование» часто используются как синонимы. Когда для изготовления компонентов используется 3D-печать, материал добавляется слой за слоем, что ясно из термина «добавка». Это отличает 3D-печать от методов резки, при которых материал удаляется для изготовления компонентов (метод вычитания). Это делает 3D-печать очень экономичной в использовании материала.
Термины «аддитивное производство» или «быстрое прототипирование» часто используются как синонимы. Когда для изготовления компонентов используется 3D-печать, материал добавляется слой за слоем, что ясно из термина «добавка». Это отличает 3D-печать от методов резки, при которых материал удаляется для изготовления компонентов (метод вычитания). Это делает 3D-печать очень экономичной в использовании материала. Производственный процесс также оказывает влияние на долговечность компонента.
Производственный процесс также оказывает влияние на долговечность компонента. 3D-печать — это аддитивный процесс, в котором материал постепенно добавляется слой за слоем для создания трехмерной модели. В 3D-печати есть несколько методов, которые работают немного по-разному. Отправной точкой для 3D-печати являются соответствующие данные CAD для печатаемой детали.
3D-печать — это аддитивный процесс, в котором материал постепенно добавляется слой за слоем для создания трехмерной модели. В 3D-печати есть несколько методов, которые работают немного по-разному. Отправной точкой для 3D-печати являются соответствующие данные CAD для печатаемой детали.
 по 600 Вт
по 600 Вт
 Для увеличения эффективности очистки ПВХ плёнки рейка снабжена дополнительными воздушными распылителями.
Для увеличения эффективности очистки ПВХ плёнки рейка снабжена дополнительными воздушными распылителями.
 по 600 Вт.
по 600 Вт.
 обеспечивает прессование со коэффициентом вакуума до 0,95.
обеспечивает прессование со коэффициентом вакуума до 0,95. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
 Для получения дополнительной информации см. https://policies.google.com/privacy.
Для получения дополнительной информации см. https://policies.google.com/privacy. Мембранный пресс Orma CVM. Именно для облегчения работы с такими деталями и нужен вакуумный пресс, состоящий из стола, на который производитель укладывает заготовки, нагревателя, который используется для нагрева пленки, вакуумной системы, обеспечивающей равномерное давление за счет нагнетания избыточного давления или атмосферного давление на пленку и мембрану.
Мембранный пресс Orma CVM. Именно для облегчения работы с такими деталями и нужен вакуумный пресс, состоящий из стола, на который производитель укладывает заготовки, нагревателя, который используется для нагрева пленки, вакуумной системы, обеспечивающей равномерное давление за счет нагнетания избыточного давления или атмосферного давление на пленку и мембрану. Что касается помпы, то она позволяет склеивать поверхности разного уровня сложности, не нанося ущерба качеству облицовки.
Что касается помпы, то она позволяет склеивать поверхности разного уровня сложности, не нанося ущерба качеству облицовки. Несмотря на это, некоторые мастера изготавливают сумки из подручных материалов, таких как надувные матрасы, пленка для теплиц и т. д., для создания нескольких прессовок тонкого материала. Профессиональные сумки предназначены для частого и многократного использования, позволяют выполнять достаточно широкий спектр прессовых работ, выдерживают длительные и большие нагрузки, иногда выдерживают нагрев, поэтому изготавливаются из ПВХ (пластифицированного поливинилхлорида) и полиуретана. Именно поэтому при выборе необходимого вам оборудования следует учитывать не только размер заготовки и способ облицовки, но и качество мешка.
Несмотря на это, некоторые мастера изготавливают сумки из подручных материалов, таких как надувные матрасы, пленка для теплиц и т. д., для создания нескольких прессовок тонкого материала. Профессиональные сумки предназначены для частого и многократного использования, позволяют выполнять достаточно широкий спектр прессовых работ, выдерживают длительные и большие нагрузки, иногда выдерживают нагрев, поэтому изготавливаются из ПВХ (пластифицированного поливинилхлорида) и полиуретана. Именно поэтому при выборе необходимого вам оборудования следует учитывать не только размер заготовки и способ облицовки, но и качество мешка. В процессе ламинирования на специальную пленку (ламинированную бумагу, бумагу, пропитанную формальдегидными смолами, натуральный шпон) наносят карбамидоформальдегидный клей, сухой клей или ПВА. Облицовка осуществляется с помощью сжатого воздуха и вакуума, причем для этого процесса могут использоваться как мембранные, так и безмембранные прессы.
В процессе ламинирования на специальную пленку (ламинированную бумагу, бумагу, пропитанную формальдегидными смолами, натуральный шпон) наносят карбамидоформальдегидный клей, сухой клей или ПВА. Облицовка осуществляется с помощью сжатого воздуха и вакуума, причем для этого процесса могут использоваться как мембранные, так и безмембранные прессы. Стоимость станка не позволяет многим фабрикам внедрить его в свой цех, но если все-таки купить, то окупаемость не заставит себя долго ждать. Причиной этого является экономия на закупке готовых материалов для корпусной мебели (например), так как приобрести голое ДСП и обработать его самостоятельно на вакуумном прессе будет гораздо дешевле, чем покупать уже ламинированную прессованную плиту.
Стоимость станка не позволяет многим фабрикам внедрить его в свой цех, но если все-таки купить, то окупаемость не заставит себя долго ждать. Причиной этого является экономия на закупке готовых материалов для корпусной мебели (например), так как приобрести голое ДСП и обработать его самостоятельно на вакуумном прессе будет гораздо дешевле, чем покупать уже ламинированную прессованную плиту. Окончательное изображение может иметь как черно-белую, так и цветовую палитру, в том числе ультрафиолетовыми красками, что значительно расширяет возможности использования вакуумного термопресса. Из-за возможности переноса изображения с бумаги на объект такой агрегат называют 3D-печатью.
Окончательное изображение может иметь как черно-белую, так и цветовую палитру, в том числе ультрафиолетовыми красками, что значительно расширяет возможности использования вакуумного термопресса. Из-за возможности переноса изображения с бумаги на объект такой агрегат называют 3D-печатью. Они имеют большую рабочую зону и способны наносить 3D-рисунки с высокой скоростью;
Они имеют большую рабочую зону и способны наносить 3D-рисунки с высокой скоростью;
 Итак, они делятся на:
Итак, они делятся на:  Весь процесс происходит автоматически, после того как оператор с помощью программного обеспечения настроил все параметры.
Весь процесс происходит автоматически, после того как оператор с помощью программного обеспечения настроил все параметры. Часто такие устройства имеют, помимо основной, ряд дополнительных функций. Такие установки нашли свое активное применение в самых различных отраслях промышленности. Но чаще всего они используются на крупных производствах. Что касается тех отраслей, где вакуумный пресс стал неотъемлемой частью, то это наверняка мебельная промышленность. Это направление просто не может функционировать без вакуумного пресса.
Часто такие устройства имеют, помимо основной, ряд дополнительных функций. Такие установки нашли свое активное применение в самых различных отраслях промышленности. Но чаще всего они используются на крупных производствах. Что касается тех отраслей, где вакуумный пресс стал неотъемлемой частью, то это наверняка мебельная промышленность. Это направление просто не может функционировать без вакуумного пресса.




 Один из них можно назвать охлаждением среднего качества. В определенных ситуациях этот элемент может оказаться далеко не самым надежным, поэтому об этом стараются позаботиться заранее.
Один из них можно назвать охлаждением среднего качества. В определенных ситуациях этот элемент может оказаться далеко не самым надежным, поэтому об этом стараются позаботиться заранее. Но все же в своем кругу она пользуется немалым спросом, из-за чего многие обращают на нее внимание.
Но все же в своем кругу она пользуется немалым спросом, из-за чего многие обращают на нее внимание. Также является несущей конструкцией, которая комплектуется специальной прижимной рамой;
Также является несущей конструкцией, которая комплектуется специальной прижимной рамой;
 Это позволяет изделию из дерева, МДФ прочно приклеиться к пленке. Выждав некоторое время, форму снимают, заготовка готова к использованию;
Это позволяет изделию из дерева, МДФ прочно приклеиться к пленке. Выждав некоторое время, форму снимают, заготовка готова к использованию;
 д.
д. Вам не нужны никакие чертежи, чтобы из пакета сделать эффективный пресс для создания элементов фасадов, мебели и т. д. Делаем выводы и принимаем решение.
Вам не нужны никакие чертежи, чтобы из пакета сделать эффективный пресс для создания элементов фасадов, мебели и т. д. Делаем выводы и принимаем решение.




 6 — 3 276 грн
6 — 3 276 грн 1 / 4 ‘)
1 / 4 ‘) 52 — 2 870 грн
52 — 2 870 грн Киев
Киев Вы также найдете список инструментов, от которых следует воздерживаться для обеспечения безопасности на рабочем месте.
Вы также найдете список инструментов, от которых следует воздерживаться для обеспечения безопасности на рабочем месте.
 Мы рекомендуем использовать этот инструмент для небольших проектов.
Мы рекомендуем использовать этот инструмент для небольших проектов.

 Помните, что полное понимание масштаба вашего проекта, а также определение того, что необходимо сократить до начала работы, не позволит вам тратить драгоценное время и материалы.
Помните, что полное понимание масштаба вашего проекта, а также определение того, что необходимо сократить до начала работы, не позволит вам тратить драгоценное время и материалы.


 Данный инструмент электрики используют при работе с электрическим током в сетях. Среди инструментов электромонтажника от «Квазар» – несколько диэлектрических отверток, плоскогубцы, бокорезы, фонарики и несколько иных ручных инструментов, которые будут полезны в работе.
Данный инструмент электрики используют при работе с электрическим током в сетях. Среди инструментов электромонтажника от «Квазар» – несколько диэлектрических отверток, плоскогубцы, бокорезы, фонарики и несколько иных ручных инструментов, которые будут полезны в работе.



 ниже
ниже Сравните
Сравните Сравните
Сравните Сравните
Сравните


 99 грн
99 грн GCAZ0013 PM, КОД: 2546283
GCAZ0013 PM, КОД: 2546283 99 грн
99 грн GCAZ0013 Orig GCAZ0013
GCAZ0013 Orig GCAZ0013 GCAZ0016
GCAZ0016 Наши профессиональные инструментальные шкафы и тележки для инструментов оснащены выдвижными ящиками полного выдвижения и усиленными шарикоподшипниками. Здесь нет дешевых слайдеров. Все, что мы носим, имеет коммерческое качество. Наши ящики для инструментов изготовлены из прочного алюминия и стали и имеют тройное запекаемое лакокрасочное покрытие, которое выдерживает типичные злоупотребления в автомагазинах, которые вы можете подать. кроме того, они сконструированы так, чтобы быть прочными — с внутренней конструкцией каркаса и усиленными боковыми стенками для максимальной прочности.
Наши профессиональные инструментальные шкафы и тележки для инструментов оснащены выдвижными ящиками полного выдвижения и усиленными шарикоподшипниками. Здесь нет дешевых слайдеров. Все, что мы носим, имеет коммерческое качество. Наши ящики для инструментов изготовлены из прочного алюминия и стали и имеют тройное запекаемое лакокрасочное покрытие, которое выдерживает типичные злоупотребления в автомагазинах, которые вы можете подать. кроме того, они сконструированы так, чтобы быть прочными — с внутренней конструкцией каркаса и усиленными боковыми стенками для максимальной прочности.  Это то, что мы все о. Представляем вам только лучших производителей ящиков для инструментов для механиков со всего мира. Мы не будем жертвовать качеством, предлагая продукцию всех производителей. Вы можете получить это где угодно. Наша цель — предоставить вам только лучшие товары от лучших производителей по самым низким ценам. Это так просто.
Это то, что мы все о. Представляем вам только лучших производителей ящиков для инструментов для механиков со всего мира. Мы не будем жертвовать качеством, предлагая продукцию всех производителей. Вы можете получить это где угодно. Наша цель — предоставить вам только лучшие товары от лучших производителей по самым низким ценам. Это так просто.
 Выбор правильного типа ящика для инструментов, а также обеспечение того, чтобы он соответствовал потребностям пользователя, имеют решающее значение, и следующие пункты помогут.
Выбор правильного типа ящика для инструментов, а также обеспечение того, чтобы он соответствовал потребностям пользователя, имеют решающее значение, и следующие пункты помогут.
 Набор инструментов у всех разный, поэтому требуется немного планирования в каждом конкретном случае.
Набор инструментов у всех разный, поэтому требуется немного планирования в каждом конкретном случае.



 Под этим передвижным сундуком находится набор 5-дюймовых роликов, способных выдерживать до 1500 фунтов. Также есть замок для защиты ящиков, а также резиновый коврик сверху для защиты и предотвращения скольжения. Единственное, чего ему не хватает, так это встроенного удлинителя, но это может быть мелочью в отношении высококачественного ящика для инструментов.
Под этим передвижным сундуком находится набор 5-дюймовых роликов, способных выдерживать до 1500 фунтов. Также есть замок для защиты ящиков, а также резиновый коврик сверху для защиты и предотвращения скольжения. Единственное, чего ему не хватает, так это встроенного удлинителя, но это может быть мелочью в отношении высококачественного ящика для инструментов. Этот ящик для инструментов на колесиках от Husky предлагает лучшее из обоих миров, поскольку он доступен по цене, но имеет запирающиеся ящики для хранения набора инструментов среднего размера в целости и сохранности. Его размеры составляют 30,7 дюйма в высоту, 26 дюймов в ширину и 18 дюймов в глубину.
Этот ящик для инструментов на колесиках от Husky предлагает лучшее из обоих миров, поскольку он доступен по цене, но имеет запирающиеся ящики для хранения набора инструментов среднего размера в целости и сохранности. Его размеры составляют 30,7 дюйма в высоту, 26 дюймов в ширину и 18 дюймов в глубину. 5.
5. ящики на самом деле имеют двойные наборы слайдов для дополнительной вместимости. Коробка изготовлена из стали 19-го калибра, а в нижней части каждой области хранения есть вкладыш для ящика. Имейте в виду, что такая большая коробка станет тяжелой, особенно если она заполнена до отказа.
ящики на самом деле имеют двойные наборы слайдов для дополнительной вместимости. Коробка изготовлена из стали 19-го калибра, а в нижней части каждой области хранения есть вкладыш для ящика. Имейте в виду, что такая большая коробка станет тяжелой, особенно если она заполнена до отказа.
 Закрыто заблокировано. нескользящие коврики
Закрыто заблокировано. нескользящие коврики Внутри каждого ящика есть предварительно вырезанный вкладыш, чтобы упростить хранение инструментов в ящиках. Имейте в виду, что со всем этим пространством для хранения инструменты могут спрятаться, поэтому обязательно потратьте время на их организацию.
Внутри каждого ящика есть предварительно вырезанный вкладыш, чтобы упростить хранение инструментов в ящиках. Имейте в виду, что со всем этим пространством для хранения инструменты могут спрятаться, поэтому обязательно потратьте время на их организацию. Этот стальной ящик для инструментов настольного типа имеет конструкцию с тремя ящиками и откидной крышкой для хранения большого количества предметов, таких как отвертки, гаечные ключи, плоскогубцы и розетки.
Этот стальной ящик для инструментов настольного типа имеет конструкцию с тремя ящиками и откидной крышкой для хранения большого количества предметов, таких как отвертки, гаечные ключи, плоскогубцы и розетки.
 Кроме того, по обеим сторонам табурета есть ящики для мелких инструментов и крепежных деталей. Также имеется большой ящик для хранения ручных инструментов и других предметов, и этот ящик оснащен направляющими на шарикоподшипниках. Есть даже съемный лоток со встроенной подставкой для мобильного устройства для просмотра инструкций. Единственная проблема, которую могут обнаружить некоторые пользователи, заключается в том, что 3-дюймовые колеса могут быть слишком малы для неровных полов в гараже.
Кроме того, по обеим сторонам табурета есть ящики для мелких инструментов и крепежных деталей. Также имеется большой ящик для хранения ручных инструментов и других предметов, и этот ящик оснащен направляющими на шарикоподшипниках. Есть даже съемный лоток со встроенной подставкой для мобильного устройства для просмотра инструкций. Единственная проблема, которую могут обнаружить некоторые пользователи, заключается в том, что 3-дюймовые колеса могут быть слишком малы для неровных полов в гараже.
 8 inches deep
8 inches deep


 Большинству покупателей обычно подойдет настольная модель среднего размера или сундук на колесиках. Тем не менее, люди, которые планируют хранить много электроинструментов и других предметов, могут выбрать сундук большего размера или комбинированную модель.
Большинству покупателей обычно подойдет настольная модель среднего размера или сундук на колесиках. Тем не менее, люди, которые планируют хранить много электроинструментов и других предметов, могут выбрать сундук большего размера или комбинированную модель.