Классификация горизонтально расточных станков: Типы станков горизонтально расточных
Содержание
13.2. Типы расточных станков
Главным движением при растачивании
является вращение инструмента. Движение
подачи может совершать заготовка или
инструмент. На расточных станках
обрабатывают отверстия чаще всего в
заготовках корпусных деталей.
Рис. 66. Основные типы расточных станков
Расточные станки изготовляют
трех типов: координатно-расточные,
горизонтально-расточные и алмазно-расточные.
Координатно-расточные станки бывают
одностоечные (рис. 66, а)
и двухстоечные. Они
предназначены для обработки отверстий
с высокой точностью формы, размера и
взаимного расположения. Станки снабжают
специальными устройствами, которые
позволяют с точностью в несколько мкм
осуществлять координатные перемещения
заготовок со столом или салазками
относительно инструмента. Обработку
на станках производят в специальных
помещениях, в которых поддерживается
температура 20±10С.
Горизонтально-расточные
станки (рис. 66, б)
66, б)
предназначены для
обработки, как правило, заготовок
корпусных деталей. Координатно- и
горизонтально-расточные станки применяют
в мелкосерийном производстве.
Координатно- и горизонтально-расточные
станки выпускают с различными системами
ЧПУ. На одних станках программируется
и автоматически выполняется установка
инструмента по заданным координатам
заготовки и фиксация перед обработкой
подвижных частей станка, на других –
осуществляется программное управление
всем циклом обработки после установки
заготовки, на третьих, оснащенных
дополнительно инструментальными
магазинами, что обеспечивает программное
управление всем циклом обработки
заготовок с большим числом разнообразных
поверхностей, включая автоматическую
смену инструмента.
На алмазно-расточных станках
(рис. 66, в)
обрабатывают с высокой
точностью цилиндрические отверстия в
корпусных заготовках небольших размеров.
Обработка ведется по автоматическому
циклу. Эти станки применяют в крупносерийном
и массовом производстве.
Наиболее широкое распространение
получили горизонтально-расточные
станки. На станине 1
таких станков (см.
рис. 66, б)
неподвижно закреплена
передняя стойка 7.
По ее вертикальным
направляющим перемещается шпиндельная
бабка 6
со шпинделем 5.
Стол 4
перемещается по
продольным направляющим станины. В его
поперечных направляющих смонтированы
салазки 3,
на которых установлен
поворотный стол 2.
Вращательное главное
движение совершает инструмент,
установленный в шпинделе.
Движение подачи может
совершать как инструмент – осевое
перемещение шпинделя, вертикальное
перемещение шпиндельной бабки, так и
заготовка – продольное перемещение
стола или поперечное перемещение
салазок. Наличие
поворотного стола дает возможность
обрабатывать заготовку с разных сторон
без переустановки ее на столе.
На расточных станках применяют расточные
резцы, сверла, зенкеры, развертки,
метчики, фрезы. Наиболее широко используют
Наиболее широко используют
расточные резцы. Обработку проводят
проходными, подрезными, канавочными и
резьбовыми расточными резцами.
Наибольшее распространение
имеет расточный инструмент, выполненный
в виде консольной расточной оправки 1
с закрепленным в ней стержневым резцом
2
(рис. 67, а).
Установку резца на
заданный диаметр обрабатываемой
поверхности осуществляют регулированием
его вылета. Точная настройка инструмента
облегчается при использовании расточных
резцов-вставок с микрометрическим
регулированием размера (рис. 67, б).
Расточные оправки, у которых резцы
установлены в диаметрально противоположных
сторонах, обеспечивают большую точность
обработки. Это объясняется тем, что
радиальные силы, действующие на резцы,
взаимно уравновешиваются. Благодаря
этому уменьшаются упругие деформации
оправки. Такие инструменты называют
расточными головками (рис. 67, в,
г).
Для подрезки применяют
резцы, режущая часть которых сделана с
главным углом в плане 900
(рис. 67, г).
67, г).
Рис.67. Инструменты для обработки на
расточных станках
В качестве рабочей части расточного
инструмента в настоящее время обычно
используют многогранные повторно не
затачиваемые пластинки из твердого
сплава или композита, закрепляют их
механически. Тип пластины и ее расположение
определяется формой обрабатываемой
поверхности и схемой ее обработки.
На расточных станках с ЧПУ,
как правило, применяют сборный расточной
инструмент. Это позволяет значительно
уменьшить его номенклатуру. Он включает
в себя унифицированный хвостовик (рис.
67, д),
удлинительный элемент
2 и
головку 3.
Хвостовики расточного
инструмента для станков с магазином
имеют специальные элементы, за которые
схват автооператора удерживает его при
транспортировании к шпинделю из магазина
и обратно.
Скорость резания, подачу и глубину
резания при растачивании определяют,
как и для точения.![]() На горизонтально-расточных
На горизонтально-расточных
станках обрабатывают внутренние
(цилиндрические, торцовые и резьбовые),
наружные (торцовые и цилиндрические)
поверхности вращения, а также плоские
поверхности.
Растачивание цилиндрических
поверхностей производят расточными
проходными резцами (рис. 67, а).
Подрезание торцов
небольших размеров делают инструментом
для подрезных работ (рис. 66, б).
Рис. 67. Схемы обработки поверхностей
на расточных станках
Некоторые горизонтально-расточные
станки имеют планшайбу с радиальным
суппортом.
Внутренние цилиндрические
поверхности очень большого диаметра
растачивают расточным резцом, установленным
на планшайбе станка в оправке (рис.67,
в).
Главное движение совершает инструмент,
вращающийся вместе с планшайбой.
Аналогичным образом обрабатывают
короткие наружные цилиндрические
поверхности (рис. 67, г).
Наружные торцовые поверхности,
внутренние канавки и другие аналогичные
элементы деталей обрабатывают
соответствующими резцами, закрепленными
в радиальном суппорте. Резец, вращаясь,
Резец, вращаясь,
перемещается с радиальным движением
подачи (рис. 67, д, е).
На горизонтально-расточных станках, не
имеющих планшайбы и радиального суппорта,
внутренние цилиндрические поверхности
большого диаметра и наружные цилиндрические
поверхности обрабатывают фрезерованием.
В этом случае система ЧПУ обеспечивает
одновременные поперечное движение
подачи заготовки и вертикальное движение
подачи инструмента. Вертикальную
плоскость можно фрезеровать торцовой
насадной фрезой. Пазы фрезеруют
соответствующими концевыми фрезами,
причем движение подачи совершает или
заготовка при горизонтальном положении
паза, или инструмент, если паз ориентирован
вертикально. При использовании специальных
приспособлений и устройств на
горизонтально-расточном станке расточными
резцами можно обрабатывать конические
и фасонные поверхности. Нарезание резьбы
производят резьбовыми резцами и
метчиками.
Поверхности со сложным контуром
обрабатывают фрезерованием. На
На
горизонтально-расточных станках
производят также обработку заготовок
сверлами, зенкерами и развертками.
Обработка заготовок на координатно- и
алмазно-расточных станках имеет свои
особенности. Основным видом работ на
координатно-расточных станках является
растачивание цилиндрических отверстий
консольными оправками. На этих станках
можно обрабатывать каждое отверстие с
очень высокой точностью и обеспечивать
точное расстояние между отверстиями.
Необходимый для этого точный отсчет
перемещений заготовки относительно
инструмента осуществляют с помощью
специальных оптических устройств. Они
позволяют совместить ось обрабатываемого
отверстия с осью шпинделя с погрешностью
не более 0,001 мм. Перед началом
растачивания стол, салазки и шпиндельную
бабку фиксируют, благодаря чему достигают
высокой точности растачивания. В
инструментальном производстве
координатно-расточные станки используют
также для контроля линейных размеров
и разметки высокоточных заготовок.
Алмазно-расточные станки имеют высокие
точность и жесткость. Для них характерна
Для них характерна
обработка с высокими скоростями резания
(100÷1000 м/мин), малыми подачами
(0,01÷0,15 мм/об) и небольшими глубинами
резания (0,05÷0,3 мм). В качестве инструмента
используют расточные резцы, закрепленные
в консольных оправках. Режущую часть
инструмента делают из твердых сплавов,
керамических материалов и алмаза. На
алмазно-расточных станках обрабатывают
с высокими точностью и производительностью
внутренние цилиндрические и торцовые
поверхности. Заготовку устанавливают
на стол станка, вертикальное движение
подачи совершает инструмент. Растачивание
на таких станках обеспечивает высокое
качество поверхности.
Фрезерно-расточные и горизонтально-расточные станки с ЧПУ
Горизонтальные фрезерные станки получили название благодаря горизонтальному расположению шпинделя. Основное движение – вращение режущего инструмента, дополнительное – перемещение заготовки относительно оси шпинделя. Часто шпиндель может перемещаться также по оси Y. Рабочий стол с заготовкой двигается параллельно либо перпендикулярно оси шпинделя по осям Y и Z. За счет того, что базовое движение работы шпинделя в данном типе станков – осевое, станок может быть дополнен насадками для использования расточных инструментов. Наиболее распространенная модификация горизонтальных фрезерных станков – фрезерно-расточные станки.
За счет того, что базовое движение работы шпинделя в данном типе станков – осевое, станок может быть дополнен насадками для использования расточных инструментов. Наиболее распространенная модификация горизонтальных фрезерных станков – фрезерно-расточные станки.
Горизонтально-расточный станок по металлу применяется для обработки пазов, различных типов плоскостей, углов, зубчатых колес, моделей штампов, пресс-форм.
Фрезерно-расточный станок с ЧПУ может не только производить расширенный спектр обработки, но совершать операции непрерывно с высокой скоростью и прецизионной точностью.
Результат достигается сочетанием следующих факторов: высокой мощности привода, который обеспечивает скорость обработки даже высокотвердых сплавов, и автоматизацией подачи паллет в момент перекрытого времени (2-12 паллет в системе).
Использование фрез для обработки на горизонтальном расточном станке
Широта операций, доступных при работе на станке, определяется не только положением шпинделя, но и возможностью использовать определенный инструмент. Для того, чтобы провести адекватную обточку детали, необходимо подобрать оснастку. Одни и те же типы фрез на вертикальных и горизонтальных станках используются с разными целями. На фрезерно-расточных станках допустимо применение различных сверел, зенкеров и другой оснастки, которую подбирают в зависимости от задач обработки.
Для того, чтобы провести адекватную обточку детали, необходимо подобрать оснастку. Одни и те же типы фрез на вертикальных и горизонтальных станках используются с разными целями. На фрезерно-расточных станках допустимо применение различных сверел, зенкеров и другой оснастки, которую подбирают в зависимости от задач обработки.
Основные виды горизонтальных фрезерно-расточных станков
- С рабочим столом
Обеспечивают высокую точность и производительность обработки. Наличие индексируемого поворотного стола дает возможность проводить четырехосевую обработку. Есть возможность увеличения оси W за счет выдвижения шпинделя. Габариты обрабатываемых деталей ограничиваются 1,5 х 1,2 х 0,7 м.
- Напольного типа
Такой тип станка имеет улучшенную жесткую конструкцию, что позволяет обрабатывать заготовки весом до одной тонны. Автоматическая подача паллет делает конструкцию незаменимой при серийном производстве. Поперечное перемещение по оси Х может достигать 18 метров, по вертикали – до 4 м.
Поперечное перемещение по оси Х может достигать 18 метров, по вертикали – до 4 м.
Как купить расточный станок
Цена на расточный станок зависит от широты его опций. На расточной станок с ЧПУ цена будет несколько дороже. Важную роль в стоимости играет производитель: если требуется высокая точность финальной детали, стоит отдать предпочтение премиальным моделям. Если производство ограничивается черновой обработкой, выгоднее выбрать оборудование более низкого класса от производителя, который занимается узловой сборкой.
Технические специалисты помогут вам сориентироваться в оборудовании и расскажут о возможностях лизинга в Екатеринбурге. Позвоните по телефону, напишите на почту или оставьте свои контакты в форме заявки.
Классификация расточных станков, Горизонтально-сверлильный станок, Горизонтально-сверлильный станок напольного типа, Горизонтально-сверлильный станок строгального типа, Горизонтально-сверлильный станок с несколькими головками ~ MECHTECH GURU
РАСТОЧНЫЕ СТАНКИ: Классификация расточных станков, Горизонтально-расточной станок, Горизонтально-расточный станок напольного типа, Горизонтально-расточный станок строгального типа, Горизонтально-расточной станок с несколькими головками
25 декабря 2022 г.
Операция растачивания – это расширение уже существующего отверстия. Это отверстие может образоваться из-за предыдущего сверления или образовано при литье или ковке. Небольшие отверстия, особенно при небольших работах, операцию растачивания можно легко выполнить на центральном токарном станке или токарном станке и револьверных головках среднего размера. Для больших и тяжелых работ используются специальные расточные станки, которые делают работу легкой и эффективной. Эти станки являются производственными станками для крупномасштабного бурения.
Классификация расточных станков:
Расточные станки производятся различных конструкций и размеров. Их можно разделить на следующие три типа.
1. Горизонтально-сверлильные станки.
2. Вертикально-сверлильный станок.
3. Координатно-расточной станок.
Первые два типа — это производственные машины, используемые в общих производственных работах, последний — прецизионный станок, используемый для операций точного растачивания, таких как координатно-расточное.
Горизонтально-сверлильный станок:
Горизонтально-сверлильный станок бывает различных типов, таких как настольный, строгальный, напольный, с несколькими головками и т. д., каждый из которых подходит для определенного диапазона операций, но из всех них настольный или универсальный тип является наиболее универсальным и широко используемым. Шпиндель этого станка может удерживать сверла и фрезы, а также выполнять операции сверления и фрезерования, поэтому этот станок называется горизонтально-расточным, сверлильным и фрезерным станком.
Основными частями этого типа станка являются:
1. Две вертикальные стойки, по одной на каждом конце стола.
2. Передняя бабка, которая может перемещаться вертикально вдоль основной колонны.
3. Горизонтальный шпиндель, надлежащим образом размещенный в передней бабке, который можно вращать и подавать вперед и назад в соответствии с требованиями.
4. Несущая концевая опора для поддержки конца длинной расточной оправки, которую можно регулировать по вертикали вдоль концевой опорной стойки.
5. Горизонтальный стол, установленный на седле, который можно перемещать по горизонтали вперед, назад и в стороны, перемещая седло.
6. Тяжелая и прочная станина, которая несет на себе всю нагрузку различных деталей, заготовок и оснастки.
Горизонтально-сверлильный станок напольного типа:
Этот станок является сравнительно более тяжелым типом горизонтально-сверлильного станка. Рабочие и опорные узлы шпинделя не установлены на станине, как в станке настольного типа, а перенесены на отдельные желоба, что облегчает перемещение этих узлов вместе со шпинделем мимо изделия.
Работа вообще не двигается, а остается неподвижной на плите пола платформы. Именно этим относительным движением работы по отношению к другим узлам машины она отличается от машины настольного типа. Этот тип машины очень подходит для длительных и тяжелых работ.
Горизонтально-сверлильный станок строгального типа:
Этот станок по конструкции похож на настольный. Отличие только в конструкции и работе механизма поддержки работы. При этом между шпиндельной колонной и концевой опорной колонной вставлена тяжелая поперечная кровать. Эта станина установлена поперек оси шпинделя и несет над ней стол. С двух сторон он несет две колонны.
Отличие только в конструкции и работе механизма поддержки работы. При этом между шпиндельной колонной и концевой опорной колонной вставлена тяжелая поперечная кровать. Эта станина установлена поперек оси шпинделя и несет над ней стол. С двух сторон он несет две колонны.
Основная колонна, несущая переднюю бабку, жестко закреплена, тогда как концевая опорная колонна может перемещаться к этой станине или от нее по горизонтальным направляющим, предусмотренным на вершине поперечной станины, под прямым углом к бывшей станине.
Задание установлено на столе. В работе он напоминает планировщик в том смысле, что инструмент удерживается между двумя колоннами или устанавливается только на бабке, а работа, установленная на столе, движется мимо инструмента. Этот тип машины очень подходит для длительных работ.
Горизонтально-сверлильный станок с несколькими головками:
Он состоит из двух вертикальных колонн, установленных по бокам неподвижной станины. Колонны соединены перекладиной.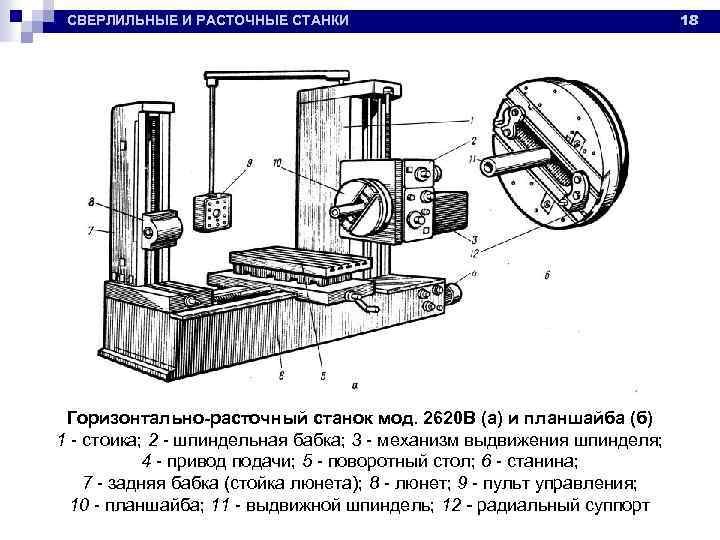 На станок можно установить не более четырех передних бабок, по одной на две вертикальные стойки и две на поперечину. Передняя бабка на колоннах будет иметь горизонтальные шпиндели, а на поперечных — вертикальные шпиндели. Таким образом, на станок можно одновременно установить до четырех инструментов.
На станок можно установить не более четырех передних бабок, по одной на две вертикальные стойки и две на поперечину. Передняя бабка на колоннах будет иметь горизонтальные шпиндели, а на поперечных — вертикальные шпиндели. Таким образом, на станок можно одновременно установить до четырех инструментов.
Работа установлена на столе, который поддерживается и перемещается по кровати. Этот станок похож на фрезерный станок строгального типа. Передние бабки можно поворачивать на нужные углы, если требуется выполнить угловые разрезы. Возможна одновременная обработка более чем одной поверхности, так как до четырех инструментов могут одновременно работать над заданием под разными углами и в разных местах.
Вертикальный прецизионный расточный станок:
Это производственный станок, в основном предназначенный для растачивания отверстий в блоках цилиндров и гильзах автомобильных двигателей, чистового растачивания деталей из черных и цветных металлов и т. д.
Конструктивные особенности:
Колонна и основание:
Вертикальная колонна представляет собой чугунную отливку коробчатого типа с ребрами жесткости внутри.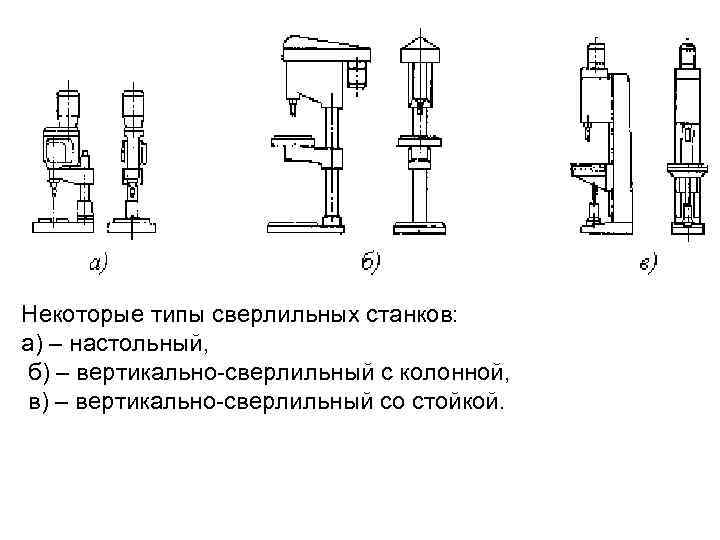 Основание представляет собой еще одну массивную чугунную конструкцию и несет на своей верхней грани направляющие, по которым жестко скреплены между собой траверса стола и основание. На передней грани колонны предусмотрены призматические направляющие, по которым шпиндельная головка перемещается вверх и вниз. Ходовой винт головки шпинделя расположен между двумя вертикальными направляющими на передней грани колонны.
Основание представляет собой еще одну массивную чугунную конструкцию и несет на своей верхней грани направляющие, по которым жестко скреплены между собой траверса стола и основание. На передней грани колонны предусмотрены призматические направляющие, по которым шпиндельная головка перемещается вверх и вниз. Ходовой винт головки шпинделя расположен между двумя вертикальными направляющими на передней грани колонны.
Шпиндельная головка:
Она перемещается в вертикальном направлении по направляющим колонны. Корпус шпиндельной бабки несет в себе клиноременную передачу шпиндельного и ручного механизмов перемещения.
В зависимости от размера просверливаемого отверстия один из трех сменных шпинделей, поставляемых со станком, устанавливается на шпиндельную головку. Винт, поставляемый со станком, установлен на головке шпинделя. На поверхности держателя инструмента предусмотрен винт для регулировки вылета расточного инструмента. Предусмотрен специальный циферблат, показывающий точность регулировки инструмента до 0,02 мм.
Редуктор скорости и подачи:
Устанавливается внутри колонны на основании станка. Он передает движение от электродвигателя на вал привода шпинделя и на ходовой винт головки винта. Коробка передач обеспечивает 6 скоростей вращения шпинделя и 4 подачи, а также ускоренный ход к шпинделю.
Стол:
Состоит из двух частей. Нижняя часть перемещается в поперечном направлении по направляющим, предусмотренным на основании, а верхняя – в продольном направлении по направляющим, предусмотренным на верхней части нижней части. Во время работы стол можно заблокировать с помощью упоров, чтобы предотвратить его перемещение в любом направлении.
Отличительные особенности:
1. Машина отличается высокой жесткостью и устойчивостью к вибрации, сохраняет свою первоначальную точность работы в течение длительного периода времени.
2. Управление редуктором скорости и подачи удобно сгруппировано в легкодоступном месте и осуществляется с помощью трех рычагов.
3. Большинство узлов машины собрано в независимых корпусах, что облегчает легкий ремонт.
4. Возможность перемещения стола в двух направлениях позволяет просверливать несколько отверстий в заготовке за один установ.
5. Верхний предел скорости шпинделя, достаточная мощность двигателя и жесткость станка позволяют использовать твердосплавные режущие инструменты.
6. Прецизионный антифрикционный подшипник шпинделя обеспечивает долговечность станка, точность и чистоту поверхности.
Вертикально-сверлильные станки:
При этом работа проводится на поворотном столе, вращающемся вокруг вертикальной оси, при этом инструмент остается неподвижным, за исключением подачи. Стол вместе с работой вращается в горизонтальной плоскости.
Таким образом, если считается, что стол заменил патрон или планшайбу токарно-центрального станка, этот станок можно рассматривать как вертикальный токарный станок, станина которого работает как передняя бабка, в основном
, следующие три типа расточных станков в этом категория.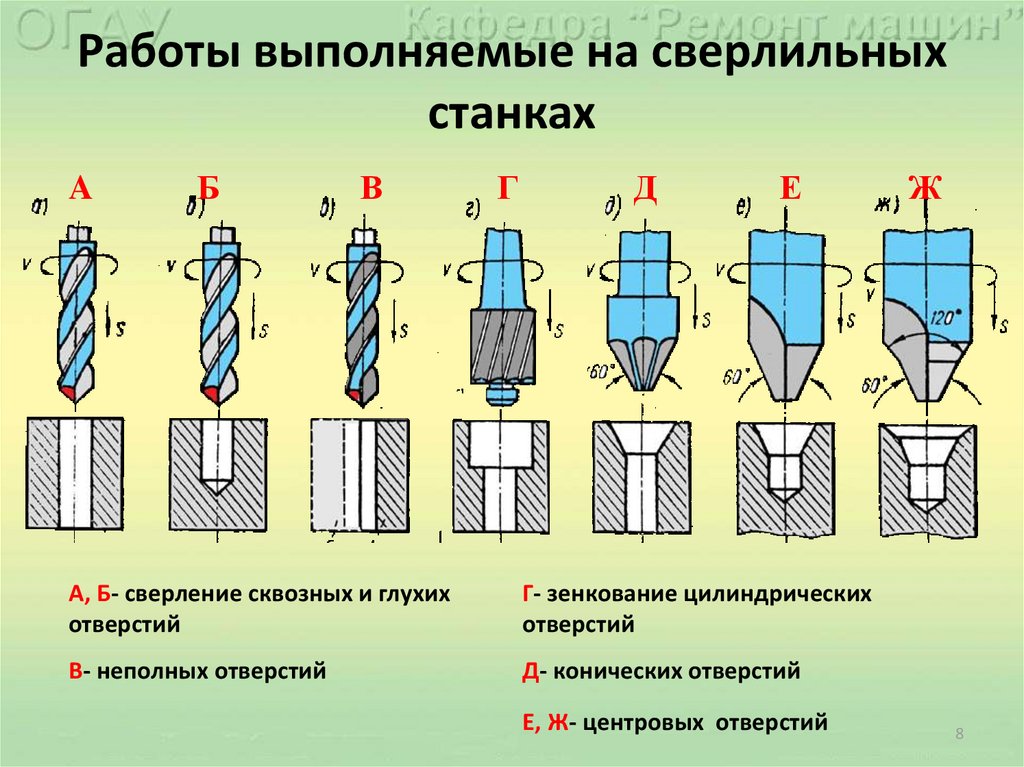
1. Стандартные вертикально-расточные станки.
2. Вертикальные револьверные станки.
3. Вертикально-точные расточные станки.
Стандартные вертикально-расточные станки:
Состоит из тяжелой чугунной станины, на которой установлен круглый стол. По бокам кровати расположены две вертикальные колонны, соединенные между собой перекладиной. На станок можно установить не более четырех инструментальных головок, по одной на две колонны и две на поперечину. Это число также может быть уменьшено в соответствии с требованиями. Обычно головки инструментов имеют возможность поворота на определенный угол для выполнения угловых разрезов. Работа установлена на столе, который вращается вокруг своей вертикальной оси. таким образом, вращающаяся заготовка подается против неподвижных инструментов, что приводит к круговым разрезам на работе. Стол снабжен Т-образными пазами для зажима изделия.
Обычно на этих станках растачивают большие симметричные заготовки, например, цилиндрические объекты.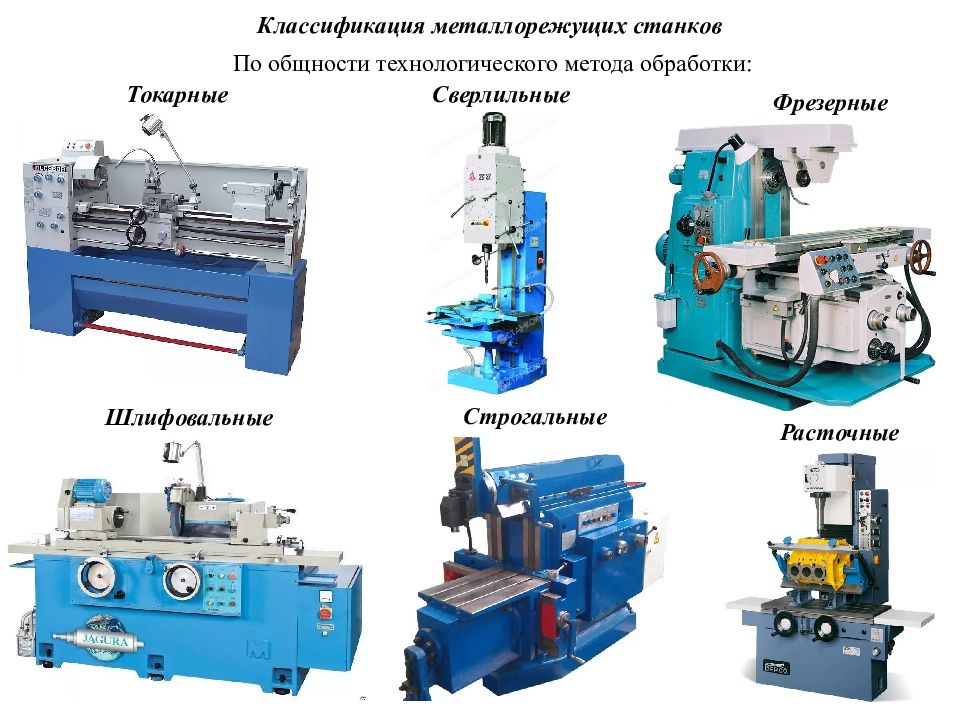 Вот несколько примеров: кожухи паровых турбин, столы для станков и сосуды под давлением. Вертикальное размещение с двух сторон стола ограничивает размер работы.
Вот несколько примеров: кожухи паровых турбин, столы для станков и сосуды под давлением. Вертикальное размещение с двух сторон стола ограничивает размер работы.
Максимальный размер работы будет равен диам. таблицы и будет представлять размер машины.
Вертикальный револьверный токарный станок:
Особое преимущество заключается в том, что на револьверную головку можно одновременно установить множество инструментов, и, следовательно, можно выполнять большое количество различных операций в дополнение к растачиванию одного рабочего места. Стол станка поворотного типа с регулируемыми губками для зажима заготовки.
Поворотный стол вращается над станиной вокруг вертикальной оси. Заготовка удерживается над этим столом. Можно установить не более двух боковых резцедержателей, по одному на каждую стойку.
Эти стойки для инструментов можно регулировать по вертикали, а также перемещать вперед и назад.
На поперечину можно установить одну или две вертикальные инструментальные головки, которые можно регулировать по горизонтали вдоль поперечины.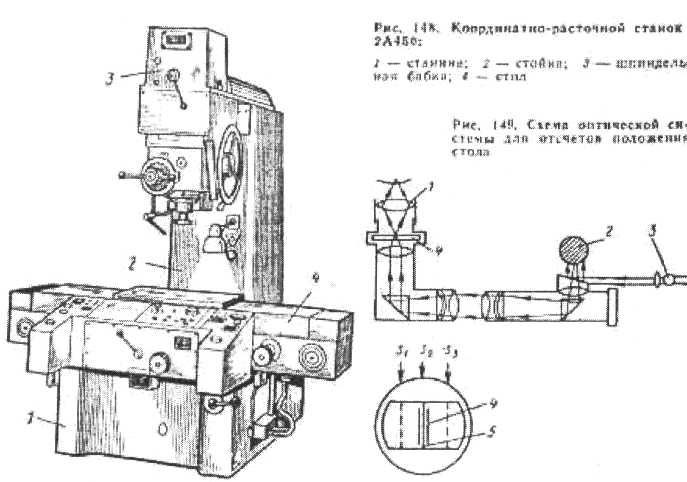 Каждая вертикальная головка инструмента будет иметь револьверную головку, позволяющую последовательно устанавливать на нее несколько инструментов, чтобы можно было выполнять различные операции в одной настройке инструментов. Револьверную головку можно индексировать после каждой операции, чтобы установить нужный инструмент для следующей операции. Вертикальную головку инструмента также можно перемещать вверх и вниз в соответствии с требованиями.
Каждая вертикальная головка инструмента будет иметь револьверную головку, позволяющую последовательно устанавливать на нее несколько инструментов, чтобы можно было выполнять различные операции в одной настройке инструментов. Револьверную головку можно индексировать после каждой операции, чтобы установить нужный инструмент для следующей операции. Вертикальную головку инструмента также можно перемещать вверх и вниз в соответствии с требованиями.
Горизонтально-сверлильный станок
— типы, детали, операции с PDF
В этой статье вы узнаете о горизонтально-сверлильном станке , его деталях, типах, инструментах и операциях .
Горизонтально-расточной станок
Расточной станок является одним из самых универсальных станков, используемых для сверления отверстий в больших и тяжелых деталях, таких как рамы двигателей, цилиндры паровых двигателей, корпуса машин и т. д.
Практически невозможно удерживать и вращать на токарном станке или на сверлильном станке.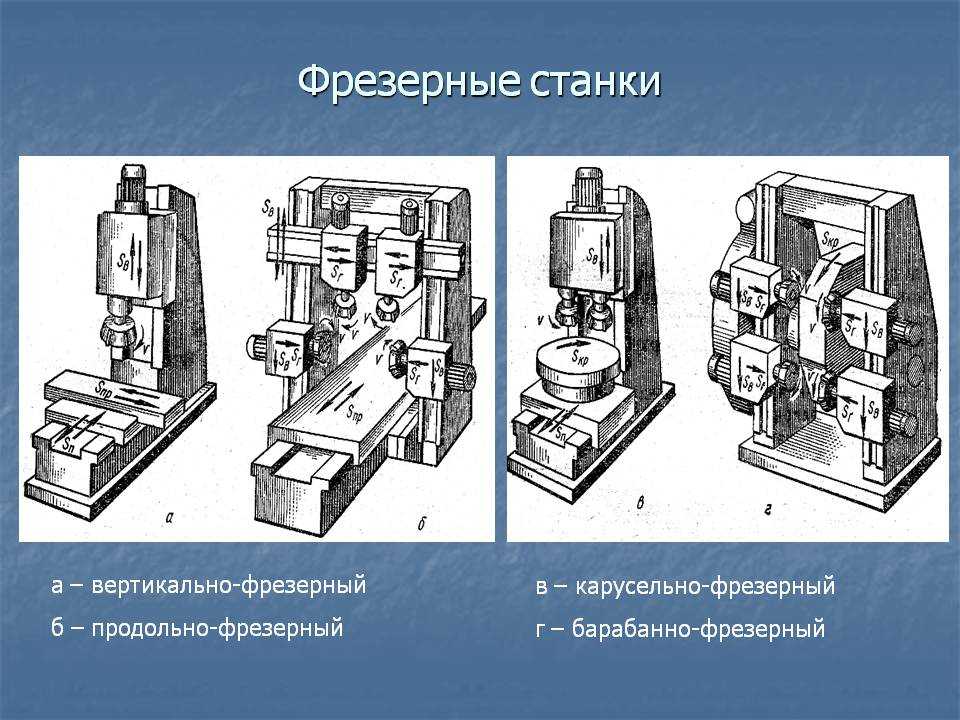 Поэтому сверлильный станок разрабатывался в первую очередь для этого. Итак, в этой статье мы обсудим всю информацию о горизонтально-сверлильном станке.
Поэтому сверлильный станок разрабатывался в первую очередь для этого. Итак, в этой статье мы обсудим всю информацию о горизонтально-сверлильном станке.
В дополнение к основному назначению сверления диапазон скоростей и подач, обеспечиваемых различными траверсами, позволяет выполнять сверление, фрезерование и торцевание с одинаковой легкостью.
За счет установки простых насадок использование станка может быть расширено еще больше, включая нарезку винтов, точение, планетарное шлифование или зубонарезание.
Горизонтально-сверлильный станок является одним из самых полезных и важных станков. Посмотрим, как это работает.
Детали горизонтально-расточного станка
В горизонтально-расточном станке , работа заключается в опоре на стол, который является постоянным, и инструмент поворачивается по горизонтальной оси. Горизонтально-сверлильный станок может выполнять расточку, развертывание, токарную обработку, нарезание резьбы, торцевание, фрезерование, нарезание канавок, прорезку и многие другие операции с помощью подходящих инструментов.
Тяжелые, неравномерные и несбалансированные заготовки можно удобно удерживать и легко обрабатывать. Разные типы горизонтально-сверлильных станков предназначены для разных целей.
Основные части горизонтально-расточного станка:
- Станина
- Опорная колонна передней бабки
- Концевая опорная колонна
- Передняя бабка
- Седло и стол
90 178 Расточные оправки
1. Станина
- станиной является та часть машины, которая устанавливается на полу цеха и имеет коробчатую отливку.
- Станина поддерживает колонну, столы и другие части станка.
2. Опорная стойка передней бабки
- Стойка обеспечивает поддержку передней бабки и точно направляет ее вверх и вниз по направляющим.
- Колонна с полыми корпусами и сильно ребристыми для придания жесткости.
- Некоторые колонны являются стационарными, другие могут скользить по кровати.
3.
 Концевая опорная колонна
Концевая опорная колонна
- Концевая опорная колонна, расположенная на другом конце корпуса кровати.
- Опорный блок предназначен для поддержки длинной расточной оправки.
- Колонну можно отрегулировать по направляющим станины по направлению к шпинделю или от него для поддержки расточных оправок разной длины.
- Его можно перемещать под прямым углом к шпинделю, как в случае станка напольного типа.
4. Передняя бабка
- Крепление передней бабки на стойке поддерживает, приводит и подает инструмент.
- Шпиндель обеспечивает вращательное движение инструмента, а пиноль может перемещаться в продольном направлении для обеспечения движения подачи буровой фрезы.
- В носовой части шпинделя имеется коническое отверстие для установки конических хвостовиков расточной оправки или любого другого инструмента.
- Передняя бабка может перемещаться вверх и вниз по колонне для настройки инструмента на разную высоту работы.

5. Седло и стол
- Столы поддерживают работу и поэтому имеют Т-образные пазы для удерживания различных устройств.
- Седло позволяет перемещать изделие в продольном направлении на станине. Стол можно перемещать крест-накрест на седле.
- Эти движения могут быть медленными или быстрыми и выполняются рукой или силой.
6. Расточные оправки
- Расточная оправка поддерживает фрезу для удерживания при работе с отверстиями большого диаметра.
- Для коротких отверстий стержень может опираться только на конец шпинделя передней бабки.
- Для длительной работы штанга поддерживается на конце шпинделя и на опорном блоке стойки.
Читайте также: Фрезерный станок: основные части и принцип работы
Типы горизонтально-сверлильных станков
Ниже приведены четыре типа горизонтально-сверлильных станков :
- Горизонтально-сверлильный станок настольного типа.
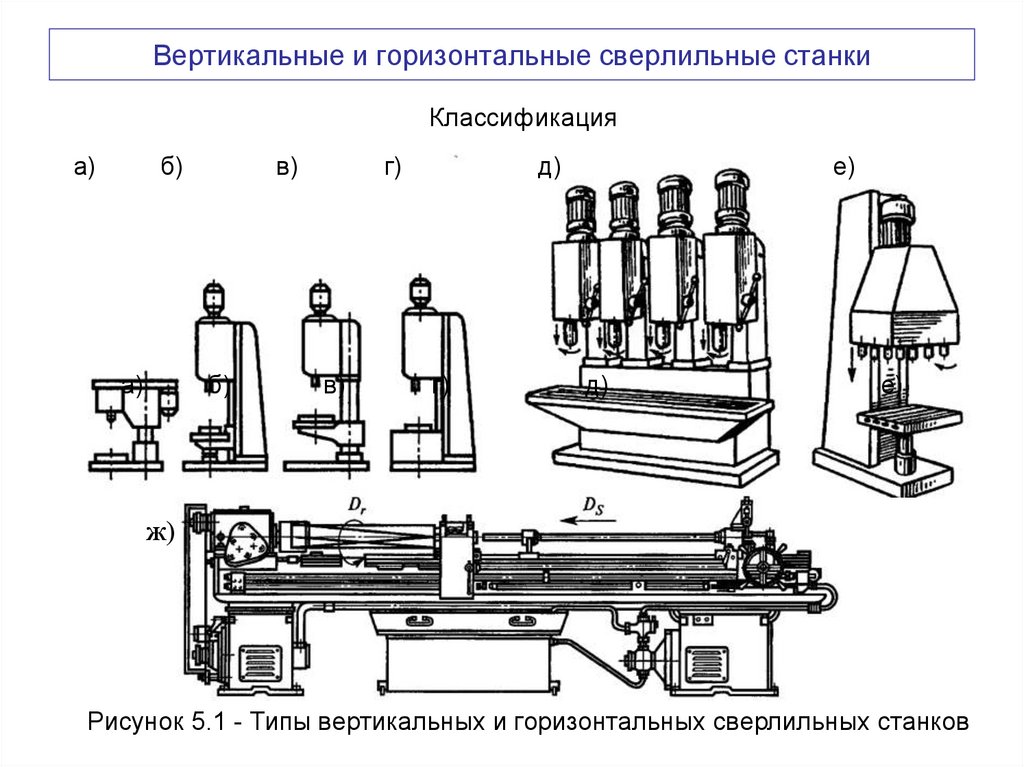
- Горизонтально-сверлильный станок напольного типа.
- Горизонтально-сверлильный станок планировочного типа.
- Горизонтально-сверлильный станок с несколькими головками.
1. Горизонтально-сверлильный станок настольного типа
Типы стола являются наиболее распространенными из всех горизонтально-сверлильных станков.
Горизонтально-сверлильный станок назван так потому, что работа осуществляется на регулируемом столе, а подача осуществляется вручную или с усилием, продольно или поперечно относительно станины станка.
Передняя бабка может регулироваться вертикально на колонне, а шпиндель имеет горизонтальное движение подачи.
Станок состоит из станины, опорной стойки передней бабки, концевой опорной стойки, передней бабки, суппорта и стола, а также расточной оправки. Стол, седло и передняя бабка могут регулироваться ходовыми винтами с микрометрическими циферблатами.
Этот тип станка подходит для работ общего назначения, где помимо сверления требуется выполнение других операций.
2. Горизонтально-сверлильный станок напольного типа
Горизонтально-сверлильный станок напольного типа имеет заметное использование постоянной плиты пола, на которой предусмотрены Т-образные пазы для удержания работы.
Опорная стойка передней бабки и концевая опорная стойка монтируются на направляющие, расположенные под прямым углом к оси шпинделя.
Таким образом, любая поперечная регулировка или движение поперечной подачи обеспечивается самим шпинделем, а не работой.
Предназначен для удержания очень больших и тяжелых заготовок, которые трудно установить и отрегулировать на столе.
3. Горизонтально-сверлильный станок строгального типа
Горизонтально-сверлильный станок строгального типа напоминает настольный, но стол скользит прямо по станине, а не по седлу под углом к шпинделю, как у строгального станка.
Конец опорной стойки и опорной стойки передней бабки можно отрегулировать по направлению к столу или от него, чтобы приспособиться к работам разной ширины.
Этот тип машины подходит для длительной работы.
4. Горизонтально-сверлильный станок с несколькими головками
Станок напоминает строгальный станок с двойным корпусом или плано-фрезер. Стол опирается на длинную станину, на которой совершает возвратно-поступательные движения.
Две вертикальные колонны с двух сторон кровати, почти посередине кровати. Две колонны соединены перекладиной.
Станок может иметь две, три или четыре передние бабки. Этот тип машины может использоваться как горизонтальная и вертикальная машина.
Операции механической обработки могут выполняться одновременно на разных рабочих поверхностях.
Размер горизонтально-сверлильного станка
Размер горизонтально-сверлильного станка определяется диаметром его шпинделя в мм. Диаметр шпинделя варьируется от 75 до 355 мм.
Чтобы полностью указать другие важные параметры расточной машины, такие как мощность двигателя шпинделя, высота колонны, размер стола или размер плиты пола, скорость вращения шпинделя, подача и длина подачи, требуемая площадь, вес станка, и т. д. также должны быть указаны.
д. также должны быть указаны.
Читайте также: Что такое строгальный станок и 4 основных типа строгальных станков
Механизм сверлильного станка
Станок содержит различные элементы управления для перемещения различных частей станка. Станок настольного типа имеет следующие движения:
- Передняя бабка и концевой опорный блок могут перемещаться вверх и вниз.
- Возможно, шпиндель вращается. Шпиндель имеет разные скорости.
- Шпиндель может перемещаться вручную или с помощью привода для подачи.
- Седло и стол могут перемещаться вручную или с помощью привода.
- Колонны могут перемещаться вручную или механически.
Все эти движения можно давать независимо или в сочетании с двумя или более движениями.
Поскольку все органы управления расположены в определенном месте машины, оператор может уделять пристальное внимание работе, управляя машиной.
Удерживающие устройства для горизонтального сверления
Заготовка может поддерживаться на столе с помощью обычных удерживающих устройств или специальных приспособлений.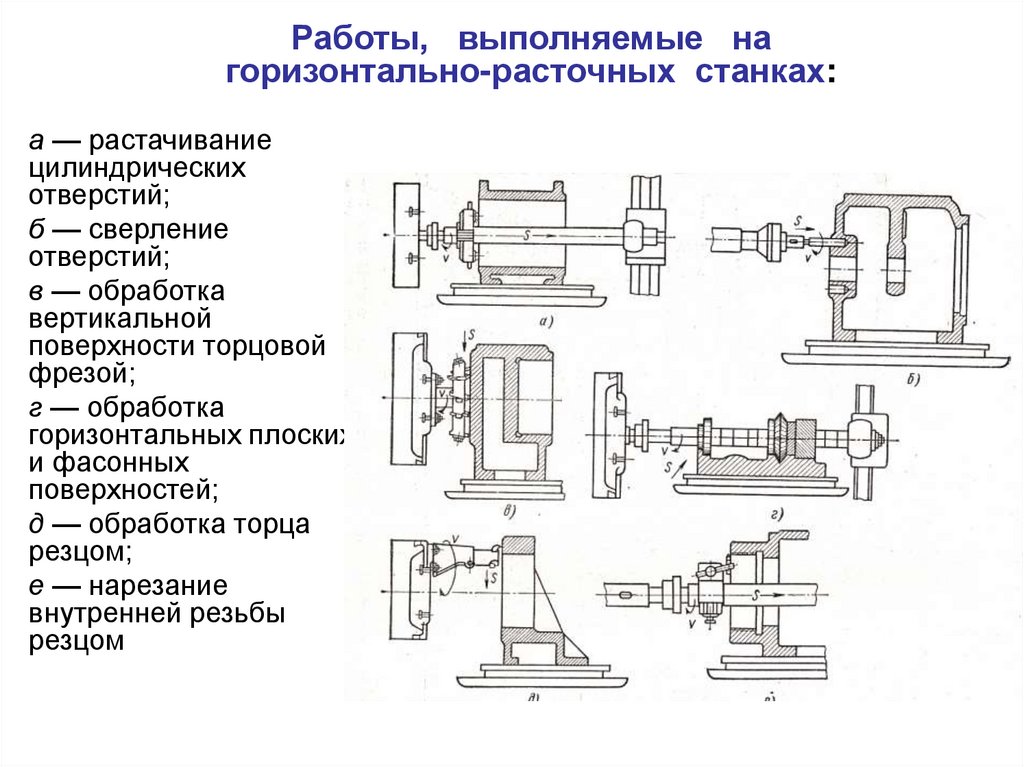
Обычные удерживающие устройства включают Т-образные болты и зажимы, угловые пластины, ступенчатые блоки и т. д. В массовом производстве используются специальные приспособления.
Кондукторы фиксируют заготовку, поддерживают и направляют борштангу.
Операции на горизонтально-расточном станке
При расточке работа остается неподвижной, а инструмент вращается. Отверстия растачиваются с помощью расточных оправок.
Несколько отверстий растачивают друг за другом, меняя положение заготовки, каждый раз совмещая ее с расточной оправкой.
Для просверливания отверстия расточная оправка устанавливается на шпиндель, а фреза настраивается в расточной оправке на требуемый размер, после чего выполняется легкий рез.
Измеряют отверстие, регулируют требуемую скорость и подачу, после чего резка завершается.
В сверлильном станке для фрезерных операций к шпинделю может подходить фреза любого типа. Торцовочная фреза используется для обработки плоских вертикальных поверхностей.
При торцевом фрезеровании инструмент или заготовку можно подавать для завершения резания. Концевая фреза используется для изготовления канавок и пазов. На рисунке показано торцевое фрезерование.
Все другие операции, такие как сверление, развертывание, зенковка, нарезание резьбы и точечная обработка, могут выполняться аналогично операциям растачивания. Иллюстрирует операцию бурения.
Крепления для горизонтального растачивания
Различные типы оборудования для установки фрез на горизонтально-расточном станке:
- Расточная оправка
- Расточная головка или режущая головка
- Торцовочная головка
901 90
1. Расточная оправка
Обычные операции растачивания выполняются инструментами, установленными на стержне, удерживаемом в шпинделе с отверстием под конус Морзе.
Максимальный диаметр используемого стержня обычно не превышает диаметра шпинделя, а длина такова, что он может достигать опоры концевой стойки.
Расточная оправка должна иметь максимальный диаметр и минимальную длину, чтобы уменьшить изгиб или вибрацию, и она может поддерживать различными способами, подходящими для различных типов заготовок.
1.1 Способы поддержки расточных оправок.
Поддержка шпинделя
Для сверления глухих отверстий стержни используются для поддержки только на конце шпинделя. Этот тип стержня известен как шпилька.
Опирается на шпиндель и концевую колонну
При бурении длинных открытых отверстий расточные оправки опираются на конец шпинделя, а на другой конец — на опорный блок, установленный на концевой опорной колонне.
Этот тип стержня называется линейным стержнем. Он иллюстрирует линейную полосу.
Опирается на заготовку
В некоторых видах работ стержень может поддерживаться в просверленных отверстиях изделия втулками.
Этот тип суппорта требует много времени на настройку и используется в бессистемных работах, когда обрабатывается только одно или два одинаковых изделия, не требующих изготовления специального приспособления.
С опорой на расточной приспособление
расточные приспособления в основном используются в массовом производстве.
Они размещают, направляют и поддерживают стержни в промежуточных точках. На нем показана расточная оправка, поддерживаемая расточной оправкой.
Расточные оправки предназначены для растачивания отверстий меньшего диаметра. Изготовлены из марганцево-хромовой легированной стали, отожженной для снятия внутренних напряжений.
Термообработанные прутки из среднеуглеродистой стали, легированной хромом и марганцем, применяются там, где существуют тяжелые условия резания.
Способы крепления фрез на расточных оправках
Существуют различные способы крепления фрез на расточных оправках. По всей длине стержня прорезаются пазы с интервалами, чтобы можно было установить фрезу в требуемом положении.
Различные типы фрез используются для разных видов работ. Наиболее важным типом резака является нахлыст.
Состоит из одноточечного режущего инструмента, установленного на стержне. Регулировку резака можно производить с помощью микрометрической шкалы.
Регулировку резака можно производить с помощью микрометрической шкалы.
Двойные фрезы имеют большую ширину при расточке, поскольку время обработки значительно сокращается по сравнению с одноточечной фрезой.
1. Расточная головка или режущая головка
Расточная головка используется для установки фрез при обработке отверстий большого диаметра, где стандартная расточная оправка не подходит из-за меньшего диаметра или чрезмерного вылета фрезы.
Расточные головки максимально допустимого диаметра.
Это устройство надежно поддерживает инструмент и сокращает время обработки за счет большего количества режущих кромок.
Резцы могут регулироваться микрометрическими шкалами. это иллюстрирует в скучной голове.
2. Торцевая головка
Торцовочная головка крепится на конце шпинделя. Он содержит фланец с направляющей скольжения диаметра, по которой может регулироваться инструмент, несущий скобу.
Кронштейн может подаваться радиально или располагаться и зажиматься в центре для поддержки длинной расточной оправки.
Всего комментариев: 0