Время сканирования одного штампика: 3D-сканирование вальцов и штампов для получения чертежа
3D-сканирование вальцов и штампов для получения чертежа
заказать звонок
- ЗD‑сканирование
- ЗD‑моделирование
Задача
Получить чертежи вальцов и штампов линии проката листового металла.
Решение
Проведено 3D‑сканирование вальцов и штампов с целью получения 3D‑модели.
На основании данных, полученных в результате 3D‑сканирования, создана твердотельная модель каждого элемента.
Проведен контроль отклонений одного вальца и одного штампа.
3D-модель штампа (вид 1)
3D-модель штампа (вид 2)
3D-модель штампа (вид 3)
3D-модель штампа (вид 4)
3D-модель штампа (вид 5)
3D-модель вальцов
Твердотельная 3D-модель вальца (вид 1)
Твердотельная 3D-модель вальца (вид 2)
Контроль отклонений вальца
Контроль отклонений штампа
1 этап
3D‑сканирование
3D‑сканер:
HandySCAN700
Тип сканера:
лазерный портативный
Результат 3D‑сканирования:
высокополигональная 3D‑модели вальцов и штампов
Габаритные размеры объекта 3D‑сканирования:
1000 х 170 мм
Точность данных сканирования:
30 микрон
Время сканирования:
7 часов
Формат файла:
.
 STL
STL
2 этап
3D‑моделирование
Используемое ПО:
Rhinoceros
Время на твердотельное моделирование:
20 часов
Результат работы:
твердотельная 3D‑модель всех вальцов и штампов одной линии.
3 этап
3D‑моделирование
Используемое ПО:
Geomagic Control X
Время анализа отклонений:
1 час
Результат работы:
Отчет контроля отклонений геометрии вальца и штампа. Выявление зон, выходящих за пределы допусков в виде цветовой диаграммы с контрольными точками по всей поверхности.
 STL
STLЗаполните форму или позвоните по номеру +7 (495) 223 01 21
Заказать звонок
Ссылка на подключение будет направлена Вам на электронную почту не позднее чем за 2 дня до начала эфира. .
.
Ваше сообщение отправлено. Скоро наши менеджеры свяжутся с вами.
Заказать обратный звонок
Заполните форму, и мы перезвоним в самое ближайшее время
Оставить заявку
Заполните простую форму, и мы свяжемся для консультации по вашей заявке
Задать вопрос
Заполните простую форму, и мы свяжемся для консультации по вашей заявке
E-mail *
Сообщение
Файлы прошли проверку
Прикрепить файл
Размер не должен превышать 5 Mb
* — обязательные поля
Согласовать время
Заполните форму, мы позвоним и согласуем удобное время и дату
Зарегистрироваться
CAD\CAM технологии : Zfx Evolution
Цена: 2 568 978 руб
Производитель:
ZFX
Автоматизированный лабораторный сканер Zfx™ Evolution работает с использованием передового принципа проекции световой полосы. Устройство построено на принципах открытого интерфейса что обеспечивает простое взаимодействие с ним специалистов и использование полного спектра возможностей системы.
Величина точности сканирования, установленная для твердых поверхностей оставляет 9 µm. Это позволяет создавать на основе оцифрованных моделей сложные формы. Такая особенность позволяет использовать наработки итальянских изготовлений в создании зубных протезов и различного рода артикуляционных моделей. Формы, которые были созданы на основе оцифровки таким сканером, активно применяются в стоматологии.
Одна из оригинальных возможностей такого типа механизма – использование специальной системы штрих-кодов. Она позволяет быстро перенести содержащуюся на штрих-коде информацию.
Калибровка устройства полностью автоматизирована. Сочетание современных камер и метода измерения, достоверность которого доказана множеством исследований, позволяет получить отличный эффект работы.
Устройство имеет богатый функционал и отличается простотой в освоении.
| Количество камер | 2 |
| Разрешение: | 1. 296 x 964 [пикселей] 296 x 964 [пикселей] |
| Технология сенсора камеры: | b/w, ccd, usb |
| Источник света: | 25 [ватт], светодиод (зеленый) |
| Количество пар линий | 128 |
| Позиционный блок: | 2-осевой (вращающийся и поворотный) |
| Минимальное время измерения: | 980 [мс] |
| Время сканирования одного штампика: | 20 [сек] |
| Время сканирования одной модели: | 1.2 [мин] |
| Характерная точность: | 9 мкм на твердой поверхности* |
| Габариты (ш х в х г): | 320 x 434 x 477 [мм] |
| Масса: | 22 [кг] |
| Источник электропитания: | АС 110 / 220 вольт, 50 — 60 Гц |
2 739 руб
Диаметр
4. 0 Мини
0 Мини
4.0
5.0
6.0
7.0
Длина
1.0
2.0
3.0
4.0
5.0
Абатмент Convertible
1 980 руб
Диаметр
4.0 Мини
4.5
Длина
1.0
3.0
Тип
6-гранник
Не 6-гранник
Абатмент Temporary (временный)
33 800 руб
Тумба распашная с двумя одинарными мойками, 2 смесителями, люком и корзиной ТР-2-М2сЛК
13 520 руб
Модуль навесной для хранения мед. инструмента бактерицидная с 2 полками (дверь металлическая) TХС-И-1М
Часто задаваемые вопросы, Суточные
Что такое суточные?
Суточные — это пособие на проживание, питание и непредвиденные расходы. Администрация общих служб США (GSA) устанавливает ставки возмещения суточных, которые федеральные агентства используют для возмещения своим сотрудникам суточных, понесенных во время официальных поездок в пределах континентальной части США (CONUS), которая включает 48 смежных штатов и округ Колумбия. Министерство обороны США (DOD) устанавливает тарифы на поездки в неиностранные районы за пределами CONUS, включая Аляску, Гавайи и территории США. Государственный департамент США устанавливает тарифы на поездки за границу. Для получения дополнительной информации о ставках, установленных Министерством обороны США и Государственным департаментом, посетите веб-сайты www.defensetravel.dod.mil и aoprals.state.gov.
Администрация общих служб США (GSA) устанавливает ставки возмещения суточных, которые федеральные агентства используют для возмещения своим сотрудникам суточных, понесенных во время официальных поездок в пределах континентальной части США (CONUS), которая включает 48 смежных штатов и округ Колумбия. Министерство обороны США (DOD) устанавливает тарифы на поездки в неиностранные районы за пределами CONUS, включая Аляску, Гавайи и территории США. Государственный департамент США устанавливает тарифы на поездки за границу. Для получения дополнительной информации о ставках, установленных Министерством обороны США и Государственным департаментом, посетите веб-сайты www.defensetravel.dod.mil и aoprals.state.gov.
Как узнать размер суточных для (город/округ, штат)?
Посетите сайт www.gsa.gov/perdiem, чтобы узнать тарифы. Нажмите на штат, который вам нужен, чтобы просмотреть ставки этого штата или введите местоположение в поле поиска. Несмотря на то, что некоторые города перечислены для удобства поиска, не все города могут быть или будут перечислены, поэтому ищите округ, в котором вы будете работать. Чтобы найти округ, посетите explorer.naco.org. Если город или округ, который вы ищете, не указан на странице суточных ставок GSA, применяется стандартная ставка CONUS.
Несмотря на то, что некоторые города перечислены для удобства поиска, не все города могут быть или будут перечислены, поэтому ищите округ, в котором вы будете работать. Чтобы найти округ, посетите explorer.naco.org. Если город или округ, который вы ищете, не указан на странице суточных ставок GSA, применяется стандартная ставка CONUS.
В чем разница между нестандартными зонами (NSA) и стандартными локациями CONUS?
Нестандартные районы (NSA) часто посещаются федеральным сообществом и пересматриваются на ежегодной основе. Федеральное сообщество реже посещает стандартные места CONUS и не указано на нашем веб-сайте.
Как устанавливаются суточные ставки CONUS для NSA?
Суточные ставки устанавливаются на основе предоставленных подрядчиком данных о средней дневной ставке (ADR) местных объектов размещения. Недвижимость должна быть пожаробезопасной и иметь идентификационный номер FEMA. ADR — это показатель туристической индустрии, который делит доход от сдачи номеров в аренду на количество проданных номеров. Все ставки оцениваются, чтобы убедиться, что они являются справедливыми и справедливыми в процессе утверждения GSA и Управлением по вопросам управления и бюджета. Для получения более подробной информации посетите страницу «Факторы, влияющие на стоимость проживания».
ADR — это показатель туристической индустрии, который делит доход от сдачи номеров в аренду на количество проданных номеров. Все ставки оцениваются, чтобы убедиться, что они являются справедливыми и справедливыми в процессе утверждения GSA и Управлением по вопросам управления и бюджета. Для получения более подробной информации посетите страницу «Факторы, влияющие на стоимость проживания».
Каким образом GSA устанавливает границы, в которых применяются суточные?
5 USC § 5702 дает администратору Управления общих служб США (GSA) право устанавливать систему возмещения расходов федеральных служащих на проживание (проживание, питание и непредвиденные расходы) во время официальных поездок. Закон регулирует, как сегодня GSA устанавливает ставки, и позволяет администратору GSA устанавливать надбавки на эти расходы в зависимости от местности с требованием отчитываться перед Конгрессом. Закон был принят для защиты федеральных служащих путем справедливого возмещения им дорожных расходов. Кроме того, если федеральный служащий не может найти комнату в пределах установленных суточных ставок, политика в отношении командировок позволяет агентству возмещать фактические расходы на проживание в размере до 300 процентов от установленных суточных ставок.
Кроме того, если федеральный служащий не может найти комнату в пределах установленных суточных ставок, политика в отношении командировок позволяет агентству возмещать фактические расходы на проживание в размере до 300 процентов от установленных суточных ставок.
Программа суточных имеет несколько стандартов, которым она следует в своей систематической структурированной методологии суточных. Первый уровень имеет «стандартную ставку», которая применяется примерно к 85 процентам округов в континентальной части Соединенных Штатов.
Политика GSA заключается в том, что если и когда федеральное агентство от имени своих сотрудников запрашивает, что стандартная ставка не является адекватной в определенной области для покрытия расходов на проезд, как это предусмотрено законом, GSA изучит местность, чтобы определить должна ли исследуемая местность стать «нестандартной территорией». Если исследование рекомендует изменение, оно будет реализовано по мере необходимости. GSA внедрила процесс ежегодного пересмотра и обновления как стандартных, так и нестандартных областей.
GSA внедрила процесс ежегодного пересмотра и обновления как стандартных, так и нестандартных областей.
Стандартная «линия границы», в которой применяются нестандартные районы, обычно представляет собой один округ. Это относится примерно к 85 процентам нестандартных ставок, которые устанавливает GSA. Однако в некоторых случаях агентства требовали, чтобы ставка применялась к территории, превышающей один округ, например к столичному району. В очень небольшом числе случаев агентство может и запросило, чтобы ставка применялась только к городу, а не ко всему округу. В некоторых сельских районах ставка иногда применяется более чем к одному округу из-за отсутствия адекватной выборки данных, чтобы установить ставку в противном случае.
GSA использует стандарт кода Федеральной серии обработки информации (FIPS) для областей применения. Хотя GSA часто использует почтовые индексы для выбора образцов данных об отелях, область применения кодируется кодом FIPS, если только федеральное агентство не хочет, чтобы ставка применялась только к определенным почтовым индексам. Эти коды управляются Американским национальным институтом стандартов (ANSI) для обеспечения единообразной идентификации географических объектов во всех федеральных государственных учреждениях.
Эти коды управляются Американским национальным институтом стандартов (ANSI) для обеспечения единообразной идентификации географических объектов во всех федеральных государственных учреждениях.
Каким образом нестандартная зона CONUS (NSA) может пройти специальную проверку?
Для того, чтобы GSA провела «специальную» проверку нестандартной области (NSA) в течение текущего финансового года, менеджер по поездкам Федерального агентства или лицо, эквивалентное по должности или должности, должно представить подписанное письмо на бланке агентства или канцелярских принадлежностях. заявив, что нынешняя ставка суточных является неадекватной. Запрос должен содержать следующую информацию:
- Географические области, которые вы хотите, чтобы мы изучили, особенно почтовые индексы.
- Названия объектов (включая адреса, почтовые индексы и тарифы), в которых останавливаются ваши федеральные путешественники во время временных командировок, и тех объектов (включая адреса, почтовые индексы и тарифы), на которые не распространяется федеральная ставка суточных за проживание.

- Количество раз, когда использовались фактические расходы и/или федеральным путешественникам приходилось использовать другое средство размещения, чтобы оставаться в пределах максимально допустимой суточной ставки проживания, что приводило к дополнительным расходам на транспорт (аренда автомобиля, такси).
Все действительные запросы, отправленные не позднее 31 декабря, будут иметь право на это рассмотрение. Все действительные запросы, полученные после 31 декабря, но до 1 апреля, будут оцениваться в ходе ежегодного цикла проверки следующего финансового года. После того, как все требования будут представлены, GSA получит обновленные данные от нашего подрядчика, чтобы определить, следует ли увеличить, уменьшить или оставить без изменений ставку суточных. Мы будем проводить не более одной «специальной» проверки для конкретного АНБ в год.
Письма следует направлять по адресу: General Services Administration, Office of Government-wide Policy, 1800 F St. NW, Washington, DC 20405. быть прикрепленным) по адресу [email protected].
NW, Washington, DC 20405. быть прикрепленным) по адресу [email protected].
Как я могу запросить создание нового АНБ?
Процедура и крайний срок запроса такие же, как и в FAQ #6. Однако запросы, полученные после 31 марта, не будут включены в годовой цикл проверки следующего финансового года, поскольку ежегодная проверка уже началась.
Что делать, если город не указан на веб-сайте CONUS Per Diem?
Если города нет в списке, убедитесь, что округ, в котором он расположен, также отсутствует в списке. Посетите веб-сайт Национальной ассоциации округов по адресу explorer.naco.org, чтобы определить округ, в котором расположен пункт назначения. Если город не указан в списке, а округ есть, то ставка суточных является ставкой для всего округа. Если город и округ не указаны в списке, то эта область получает стандартную ставку местоположения CONUS.
Могут ли отели отказать в оплате суточных служащим федерального правительства и подрядчикам федерального правительства?
Отели не обязаны соблюдать федеральные ставки суточных. Деловое решение каждого отеля — предлагать или не предлагать тариф. Гостиницы также могут или не могут принять решение о распространении тарифа на других лиц, например, на государственных подрядчиков.
Тариф GOV в отеле такой же, как федеральный суточный?
Отели иногда предлагают ставку GOV, которая может отличаться от федеральной ставки суточных. Если он выше, вам необходимо получить подтверждение фактических расходов до поездки, чтобы получить полное возмещение. Путешественник обязан знать федеральные ставки возмещения суточных, и он не должен предполагать, что ставка GOV такая же, как федеральная ставка суточных. См. Главу 301 FTR, подраздел D — Фактические расходы, и следуйте указаниям вашего агентства.
Включены ли налоги на проживание в суточные ставки CONUS?
Налоги на проживание не включены в суточные CONUS. Федеральное Положение о поездках 301-11.27 гласит, что в CONUS налоги на проживание, уплачиваемые федеральным путешественником, подлежат возмещению как разные дорожные расходы, ограниченные налогами на возмещаемые расходы на проживание. Для иностранных территорий налоги на жилье не были исключены из ставок суточных для иностранных граждан, установленных Государственным департаментом. Отдельные претензии по налогу на проживание, понесенные в чужой местности, не допускаются. Некоторые штаты и местные органы власти могут освобождать федеральных путешественников от уплаты налогов. Для получения дополнительной информации о статусе освобождения от налогов путешественникам следует посетить страницу государственных налоговых форм.
Включены ли налоги и чаевые (чаевые) в ставку расходов на питание и непредвиденные расходы (M&IE)?
Да, в тариф на питание и непредвиденные расходы (M&IE) включены налоги и чаевые, поэтому путешественникам не будут возмещаться эти расходы отдельно.
Что считается непредвиденными расходами?
Глава 300 Федеральных правил о поездках, часть 300-3, в разделе «Суточные» непредвиденные расходы описываются как: сборы и чаевые, предоставляемые носильщикам, носильщикам багажа, персоналу отелей и персоналу на кораблях.
Как часто проводится исследование ставок расходов на M&IE?
Исследование M&IE традиционно проводится каждые три-пять лет. Основываясь на рекомендациях Правительственного консультативного комитета по поездкам, GSA начало пересматривать ставки каждые три года, начиная со ставок на 2016 финансовый год.
Какова ставка возмещения M&IE в первый и последний день поездки?
В первый и последний день поездки федеральные служащие имеют право на получение только 75 процентов от общей ставки M&IE для их временного места командировки (не официального места службы). Для вашего удобства на странице разбивки M&IE есть таблица, показывающая расчетную сумму за «Первый и последний день путешествия».
Для вашего удобства на странице разбивки M&IE есть таблица, показывающая расчетную сумму за «Первый и последний день путешествия».
Могу ли я комбинировать оплату проживания и суточных M&IE («смешивать и сочетать»), чтобы получить более хороший номер в отеле или потратить больше на питание?
Для федеральных служащих Федеральное Положение о командировках (FTR) не предусматривает «смешивание и согласование» ставок возмещения. Ставки суточных за проживание являются максимальной суммой; путешественник получает фактические расходы на проживание только в пределах этой максимальной ставки. Таким образом, нет «дополнительных» суточных за проживание, которые можно было бы добавить к ставке M&IE. Точно так же суточные M&IE не могут быть списаны или переведены на расходы на проживание. Дополнительную информацию см. в FTR 301-11.100 и 301-11.101.
Нужно ли предоставлять чеки?
Для любого официального временного пункта назначения вы должны предоставить квитанцию, подтверждающую ваши заявленные путевые расходы на проживание и квитанции за любые утвержденные расходы, понесенные на сумму более 75 долларов США, или причину, приемлемую для вашего агентства, объясняющую, почему вы не можете предоставить необходимую квитанцию ( см. Федеральный регламент о поездках 301-11.25).
Федеральный регламент о поездках 301-11.25).
Что делать, если нет доступных отелей с суточной стоимостью?
Вы можете попросить свое агентство санкционировать фактическую компенсацию расходов. В Федеральных правилах о поездках (FTR) с 301-11.300 по 306 отмечается, что если жилье недоступно в месте временной службы, ваше агентство может разрешить или утвердить максимальную ставку суточных в размере до 300% суточных для места, где предоставляется жилье. полученный. Вам также следует убедиться, что вы проверили сайт www.fedrooms.com, чтобы убедиться, что в районе, куда вам нужно поехать, нет свободных номеров с оплатой суточных.
Получу ли я компенсацию расходов на питание в случае дневной поездки за пределы моего обычного места службы?
Согласно Федеральному положению о поездках (FTR), путешественники имеют право на 75% от предписанного питания и непредвиденных расходов за один день поездки вдали от вашей официальной станции, если она длится более 12 часов. См. FTR 301-11.101.
См. FTR 301-11.101.
Сколько суточных я могу платить подрядчику?
GSA устанавливает ставки суточных и связанные с ними правила только для федеральных путешественников, совершающих официальные поездки, и не может рассматривать конкретные вопросы, касающиеся оплаты подрядчикам. Если подрядчик работает по федеральному контракту, узнайте у сотрудника по контрактам, что указано в его контракте. Подрядчики также должны проверить правила поездок своей компании.
Сколько дальнобойщик может вычесть за питание в день?
GSA устанавливает ставки суточных вместе со своими правилами только для федеральных служащих, находящихся в официальных поездках. С вопросами, касающимися грузовых автомобилей, следует обращаться либо в Департамент транспорта (www.dot.gov), либо в Налоговую службу (www.irs.gov).
Технолог по сканированию кошек — суточные, работа в «Католическом здравоохранении»
Учреждение:
Госпиталь Милосердия
Местонахождение: Rockville Centre, NY
Отделение: Компьютерная томография
Категория: Allied Health / Clinical Professional
Расписание: Суточные
Смена: Сменные часы
часов: различных
Запрос: 6051469
Технолог по компьютерному сканированию — Компьютерное сканирование
Суточные, разные часы работы
Rockville Centre, NY
Начните карьеру в Mercy Hospital, некоммерческой больнице на 375 коек и член организации «Католическое здравоохранение», которая с 1913 года обслуживает жителей округа Нассау и его окрестностей в медицинских целях. Входящая в число лучших больниц штата Нью-Йорк, Mercy предлагает назначенный в штате Нью-Йорк инсультный центр, передовой центр визуализации груди. , отделение интенсивной терапии новорожденных уровня III, и получила обозначение «Путь к совершенству» от Американского центра сертификации медсестер — единственной больницы в регионе и одной из двух больниц в штате Нью-Йорк, получивших эту престижную награду.
Входящая в число лучших больниц штата Нью-Йорк, Mercy предлагает назначенный в штате Нью-Йорк инсультный центр, передовой центр визуализации груди. , отделение интенсивной терапии новорожденных уровня III, и получила обозначение «Путь к совершенству» от Американского центра сертификации медсестер — единственной больницы в регионе и одной из двух больниц в штате Нью-Йорк, получивших эту престижную награду.
Под руководством супервайзера, помощника директора, директора службы визуализации и супервайзера-радиолога самостоятельно выполняет процедуры компьютерной томографии. Выполняет различные технические процедуры, которые потребуют независимого суждения, а также способность назначать надлежащее ионизирующее излучение для получения изображений для рентгенографической диагностики. Принимает на себя ответственность за определенные области и процедуры по мере необходимости. Сотрудник должен быть в состоянии продемонстрировать знания и навыки, необходимые для оказания помощи, соответствующей возрасту пациентов, обслуживаемых в назначенном ему/ей отделении. Человек должен продемонстрировать знание принципов роста и развития на протяжении всей жизни и обладать способностью оценивать данные, отражающие состояние пациента, и интерпретировать соответствующую информацию, необходимую для определения требований каждого пациента относительно его возрастных потребностей, а также предоставлять уход, необходимый, как описано в политиках и процедурах подразделений / областей / отделов. Участвует в образовательных программах для поддержания уровня квалификации. Демонстрирует и продвигает превосходное обслуживание во все времена.
Человек должен продемонстрировать знание принципов роста и развития на протяжении всей жизни и обладать способностью оценивать данные, отражающие состояние пациента, и интерпретировать соответствующую информацию, необходимую для определения требований каждого пациента относительно его возрастных потребностей, а также предоставлять уход, необходимый, как описано в политиках и процедурах подразделений / областей / отделов. Участвует в образовательных программах для поддержания уровня квалификации. Демонстрирует и продвигает превосходное обслуживание во все времена.
Обязанности:
- Безопасно работает со всем КТ и диагностическим оборудованием. Возможность создания диагностических изображений для интерпретации. Подбирает подходящие технические факторы
- Выполняет трехмерную реконструкцию/специальную обработку данных. Выполняет контроль качества всего оборудования КТ
- Отвечает за надлежащую работу всего оборудования в отделении КТ и сообщает о любых неисправностях начальнику отдела или директору службы визуализации
- Практикует стерильность, если необходимо, и соблюдает процедуры инфекционного контроля
- Ведет адекватные записи/журналы для всех пациентов, предварительно загружает любые предыдущие исследования в PAC до завершения текущего исследования
- Записывает и поддерживает хранение изображений в PAC
- Точно управляет заказами пациентов в EPIC и подтверждает выполненную работу
- Ответственный за чистота и опрятность на рабочем месте: сюда входят все пролития контраста на оборудование
- Выполнение сопутствующих и не связанных с этим обязанностей по запросу
- Выполнение диагностических рентгеновских снимков по мере необходимости
- Выполняет все процессы PACS для всех исследований, включая сканирование всех документов и их сохранение
- Выполняет все процессы EPIC для всех исследований, включая использование рабочего списка, размещение пациентов в расписании, их регистрацию, начало исследования, завершение исследования, и проверяет правильность всей введенной информации
- Выполняет обеспечение качества всего КТ-оборудования
- Помогает другим лаборантам в обеспечении бесперебойного и своевременного рабочего процесса в отделении
- Своевременно поддерживает все лицензии для Министерства здравоохранения и ARRT
- Демонстрирует гибкость, обеспечивая покрытие для удовлетворения потребностей отдела
- Отвечает за поддержание всех имеющихся и отсутствующих на складе элементов в CT Suite и предупреждает ведущего и/или супервайзера о любой надвигающейся нехватке
- Уведомляет супервайзера и ведущего о любых других возникающих проблемах
- Демонстрирует способность обучать, наблюдать и мотивировать учащихся
Квалификация:
Образование: Выпускник средней школы.

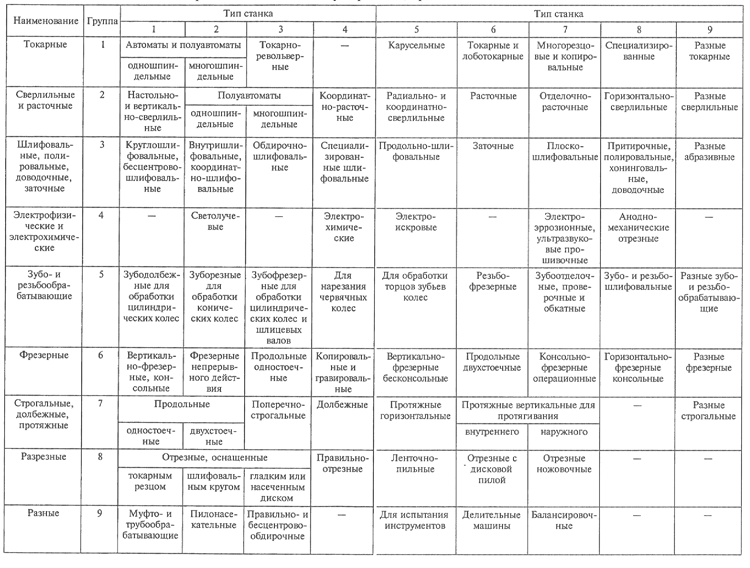
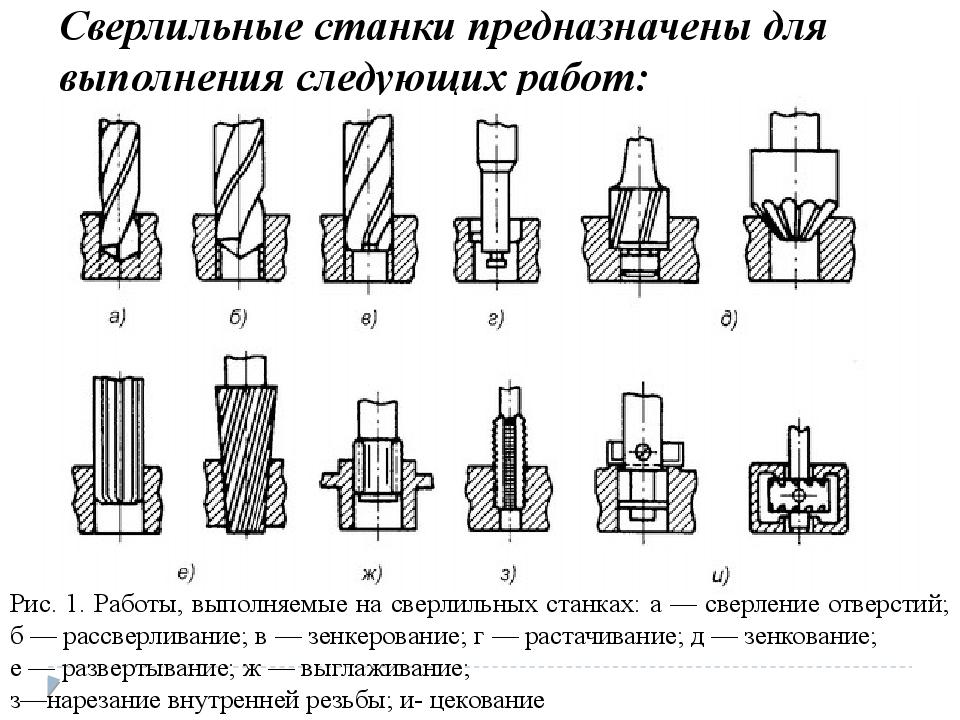
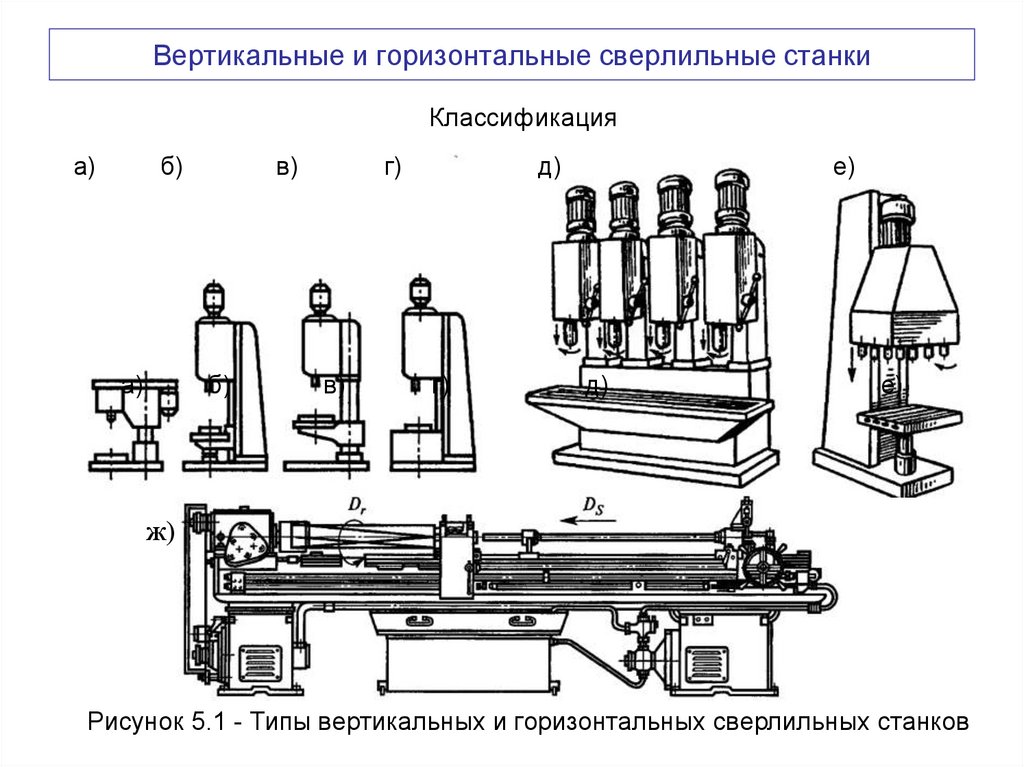
 Наиболее широко используют
Наиболее широко используют 67, г).
67, г). Резец, вращаясь,
Резец, вращаясь, На
На Для них характерна
Для них характерна За счет того, что базовое движение работы шпинделя в данном типе станков – осевое, станок может быть дополнен насадками для использования расточных инструментов. Наиболее распространенная модификация горизонтальных фрезерных станков – фрезерно-расточные станки.
За счет того, что базовое движение работы шпинделя в данном типе станков – осевое, станок может быть дополнен насадками для использования расточных инструментов. Наиболее распространенная модификация горизонтальных фрезерных станков – фрезерно-расточные станки.
 Для того, чтобы провести адекватную обточку детали, необходимо подобрать оснастку. Одни и те же типы фрез на вертикальных и горизонтальных станках используются с разными целями. На фрезерно-расточных станках допустимо применение различных сверел, зенкеров и другой оснастки, которую подбирают в зависимости от задач обработки.
Для того, чтобы провести адекватную обточку детали, необходимо подобрать оснастку. Одни и те же типы фрез на вертикальных и горизонтальных станках используются с разными целями. На фрезерно-расточных станках допустимо применение различных сверел, зенкеров и другой оснастки, которую подбирают в зависимости от задач обработки.
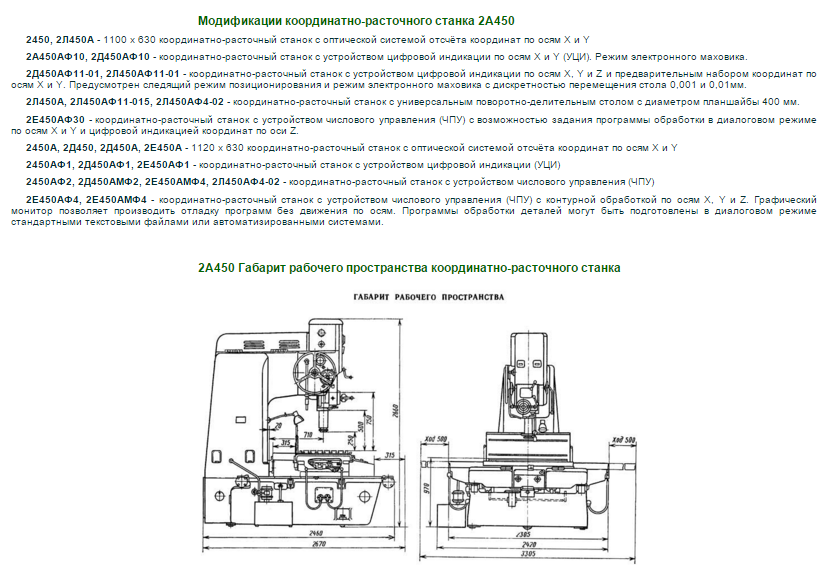
 Поперечное перемещение по оси Х может достигать 18 метров, по вертикали – до 4 м.
Поперечное перемещение по оси Х может достигать 18 метров, по вертикали – до 4 м.

 Отличие только в конструкции и работе механизма поддержки работы. При этом между шпиндельной колонной и концевой опорной колонной вставлена тяжелая поперечная кровать. Эта станина установлена поперек оси шпинделя и несет над ней стол. С двух сторон он несет две колонны.
Отличие только в конструкции и работе механизма поддержки работы. При этом между шпиндельной колонной и концевой опорной колонной вставлена тяжелая поперечная кровать. Эта станина установлена поперек оси шпинделя и несет над ней стол. С двух сторон он несет две колонны.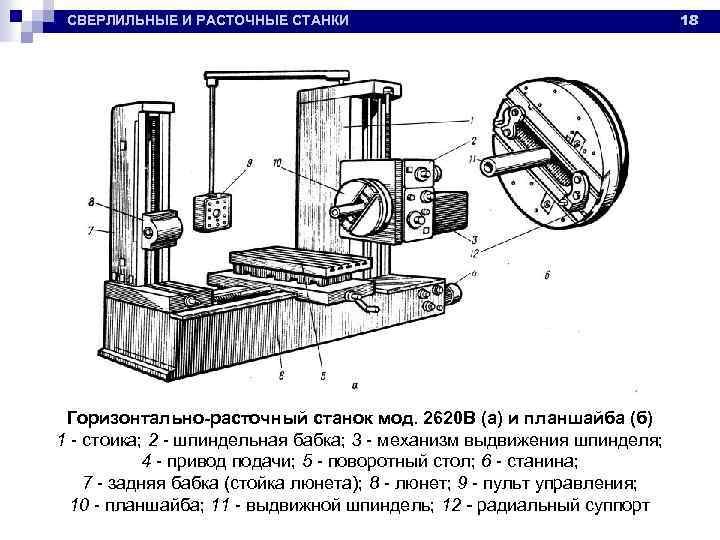 На станок можно установить не более четырех передних бабок, по одной на две вертикальные стойки и две на поперечину. Передняя бабка на колоннах будет иметь горизонтальные шпиндели, а на поперечных — вертикальные шпиндели. Таким образом, на станок можно одновременно установить до четырех инструментов.
На станок можно установить не более четырех передних бабок, по одной на две вертикальные стойки и две на поперечину. Передняя бабка на колоннах будет иметь горизонтальные шпиндели, а на поперечных — вертикальные шпиндели. Таким образом, на станок можно одновременно установить до четырех инструментов.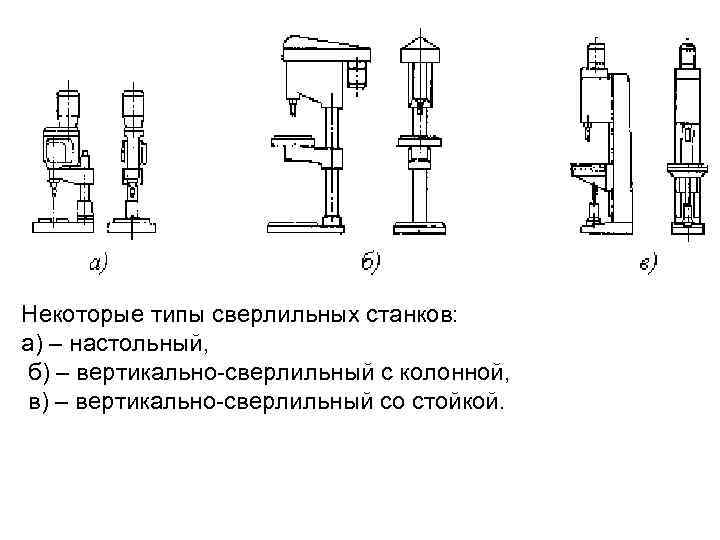 Основание представляет собой еще одну массивную чугунную конструкцию и несет на своей верхней грани направляющие, по которым жестко скреплены между собой траверса стола и основание. На передней грани колонны предусмотрены призматические направляющие, по которым шпиндельная головка перемещается вверх и вниз. Ходовой винт головки шпинделя расположен между двумя вертикальными направляющими на передней грани колонны.
Основание представляет собой еще одну массивную чугунную конструкцию и несет на своей верхней грани направляющие, по которым жестко скреплены между собой траверса стола и основание. На передней грани колонны предусмотрены призматические направляющие, по которым шпиндельная головка перемещается вверх и вниз. Ходовой винт головки шпинделя расположен между двумя вертикальными направляющими на передней грани колонны.

 Вот несколько примеров: кожухи паровых турбин, столы для станков и сосуды под давлением. Вертикальное размещение с двух сторон стола ограничивает размер работы.
Вот несколько примеров: кожухи паровых турбин, столы для станков и сосуды под давлением. Вертикальное размещение с двух сторон стола ограничивает размер работы. Каждая вертикальная головка инструмента будет иметь револьверную головку, позволяющую последовательно устанавливать на нее несколько инструментов, чтобы можно было выполнять различные операции в одной настройке инструментов. Револьверную головку можно индексировать после каждой операции, чтобы установить нужный инструмент для следующей операции. Вертикальную головку инструмента также можно перемещать вверх и вниз в соответствии с требованиями.
Каждая вертикальная головка инструмента будет иметь револьверную головку, позволяющую последовательно устанавливать на нее несколько инструментов, чтобы можно было выполнять различные операции в одной настройке инструментов. Револьверную головку можно индексировать после каждой операции, чтобы установить нужный инструмент для следующей операции. Вертикальную головку инструмента также можно перемещать вверх и вниз в соответствии с требованиями.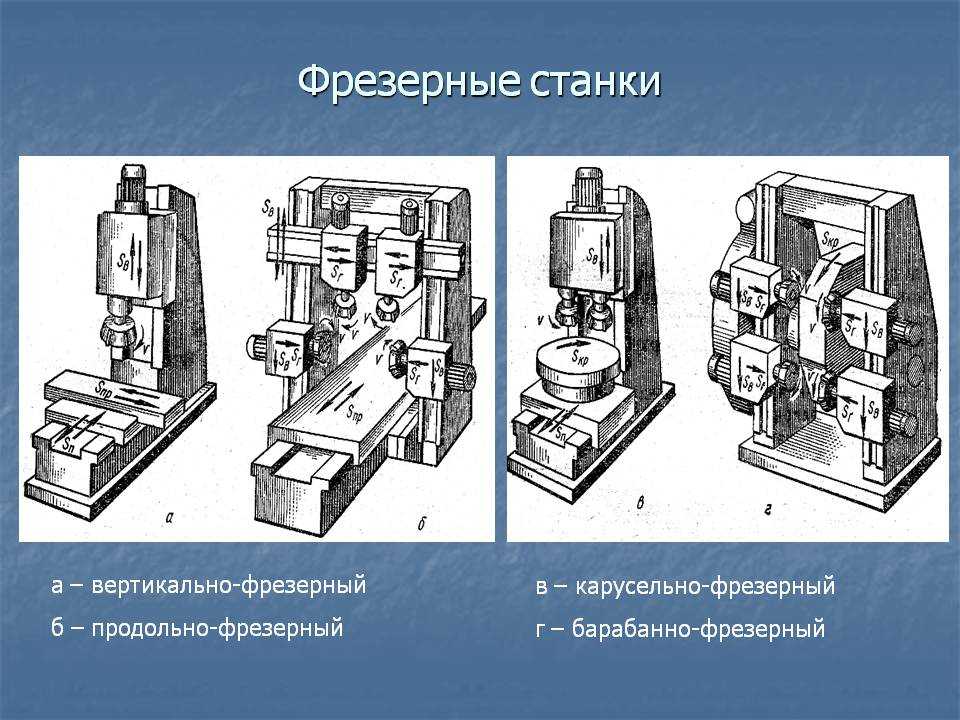 Поэтому сверлильный станок разрабатывался в первую очередь для этого. Итак, в этой статье мы обсудим всю информацию о горизонтально-сверлильном станке.
Поэтому сверлильный станок разрабатывался в первую очередь для этого. Итак, в этой статье мы обсудим всю информацию о горизонтально-сверлильном станке.
 Концевая опорная колонна
Концевая опорная колонна


 д. также должны быть указаны.
д. также должны быть указаны.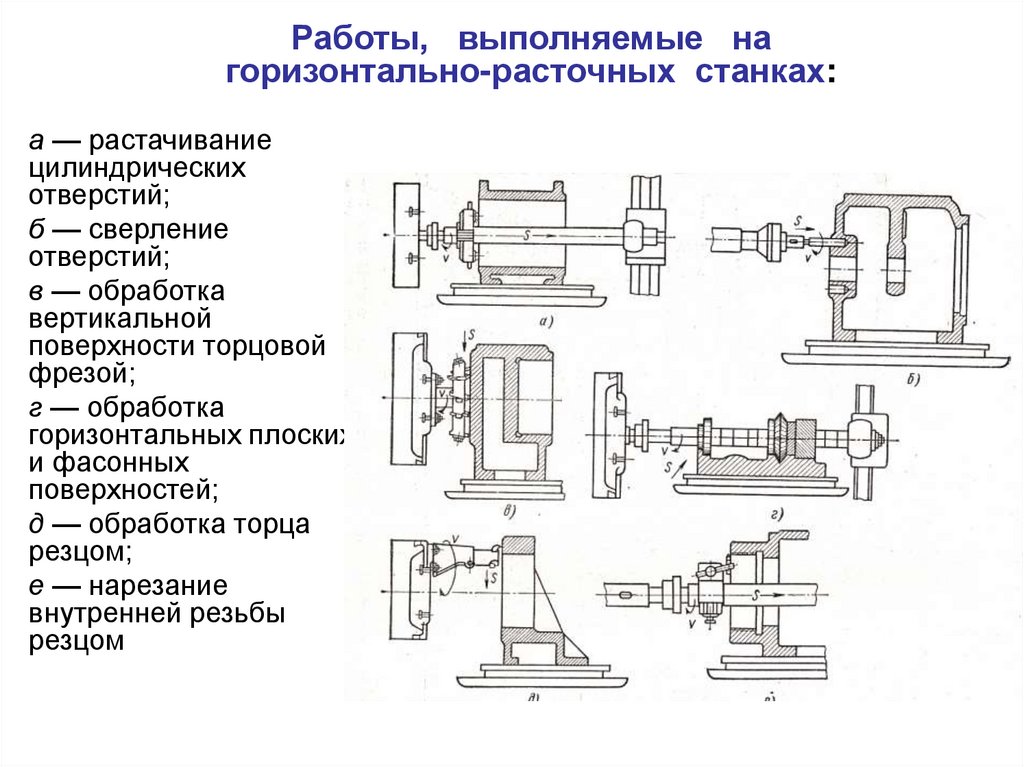



 Регулировку резака можно производить с помощью микрометрической шкалы.
Регулировку резака можно производить с помощью микрометрической шкалы.

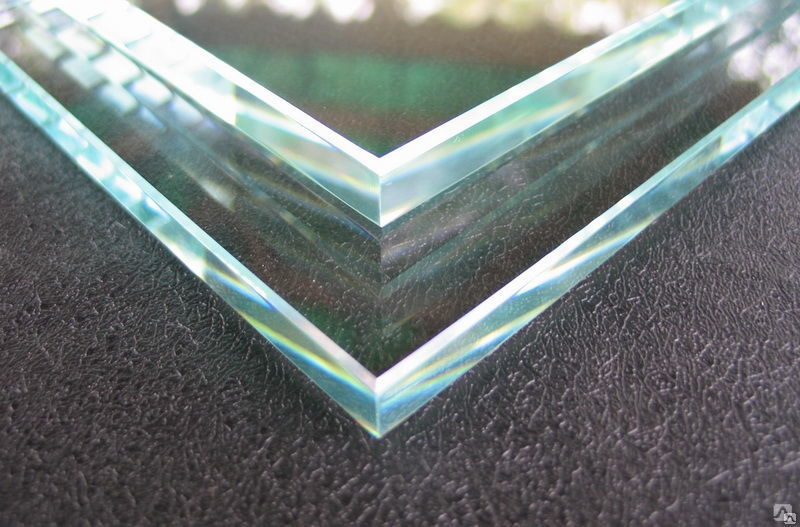
 Однако, всем, кто интересуется последними модными тенденциями, можно не объяснять, что это такое зеркало с фацетом. Сегодня дизайнеры предлагают для украшения квартир и домов:
Однако, всем, кто интересуется последними модными тенденциями, можно не объяснять, что это такое зеркало с фацетом. Сегодня дизайнеры предлагают для украшения квартир и домов: Фацетное зеркало необычно смотрится на колоннах, дверных проемах и арках. Здесь кроме эстетической функции, он выполняет немалую практическую задачу, зрительно исправляя планировку помещения, визуально лишая его привычных границ.
Фацетное зеркало необычно смотрится на колоннах, дверных проемах и арках. Здесь кроме эстетической функции, он выполняет немалую практическую задачу, зрительно исправляя планировку помещения, визуально лишая его привычных границ.
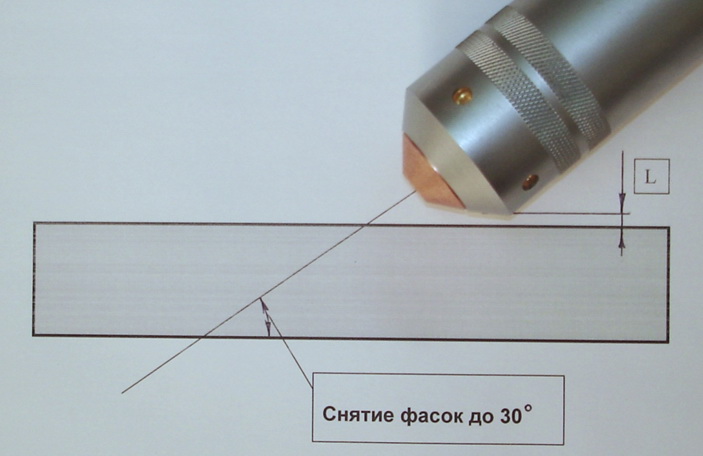
 Она начинается с того, что мастер скашивает фаску поверхности под заданным углом в пределах от 10 до 45 градусов, а затем убирает острые грани. Для этого он использует один из трех способов:
Она начинается с того, что мастер скашивает фаску поверхности под заданным углом в пределах от 10 до 45 градусов, а затем убирает острые грани. Для этого он использует один из трех способов: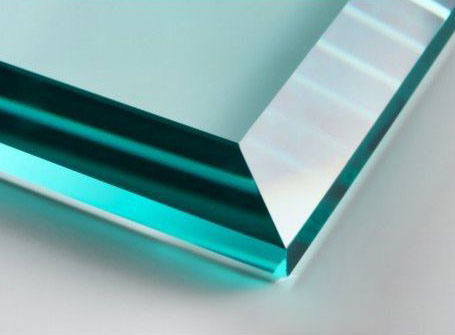

 Это современный вид, который чрезвычайно популярен в туалетных столиках и столешницах для ванных комнат.
Это современный вид, который чрезвычайно популярен в туалетных столиках и столешницах для ванных комнат.

 Формы и отливки (2) Маленькие формы для фритты (28) Маленькие формы для осадки (9) Формы для текстурной плитки (36) Принадлежности для горячего стекла (51) Формы для листьев – NatureScape (11) Формы для сплавления из нержавеющей стали, сделанные в США (65) Подарочные товары (256) Chicago Bears (1) Chicago Blackhawks (3) Chicago Bulls (2) Chicago Cubs Gifts (9) Форма для выпечки из пирекса на заказ (8) Предметы коллекционирования украшений Decatur (17) Подарки, выдутые вручную (61) Harley (3) Идеи праздничных подарков (8) На случай чрезвычайной ситуации (4) Металлические стеклянные художественные знаки (8) Украшения и предметы Decatur (38) Подарки для пиротехники (82) Fargo PGI 2021 (23) Gillette WY (25) Коврики для мыши (10) Разделочная доска для пиротехники (11) Пирометаллические знаки (17) Солнечные воздушные шары (3) St. Louis Cardin Бутылка (7) Университет Иллинойса (1) Стекло (4) Витражное стекло – неплавкое (2)Стеклянные кластеры с фасками и прямые фаски (648) Скосы животных (17) Художественные скосы (237) Наборы скосов по краям (10) Круглые скосы (19) Цветные фаски (26) Группы угловых фасок (21) Гравированные и протравленные фаски (32) Фрамуги и боковые фонари прихожей (22) Веселые фаски (64) Клей-чип (36) Праздничные фаски (22) Овальные фаски (12) ) Спортивные фаски (1) Прямые фаски (54) Прямые фаски и стеклянные формы с закрытыми фасками (304) Алмазные фаски (24) Прямоугольные фаски (148) Квадратные фаски (26) (15) Треугольные фаски (1) Стеклянные сувениры и интересные вещи (208) Элементы из трехмерного стекла (75) Кристаллы (37) Трафареты для травления (32) Литье из свинца (15) Раскрашенный медальон (24) Основания и оборудование (104) Крышки для ваз (10) Система ламп Worden (76)Предварительно вырезанные изображения из фольги (6)Инструменты для витража и пр.
Формы и отливки (2) Маленькие формы для фритты (28) Маленькие формы для осадки (9) Формы для текстурной плитки (36) Принадлежности для горячего стекла (51) Формы для листьев – NatureScape (11) Формы для сплавления из нержавеющей стали, сделанные в США (65) Подарочные товары (256) Chicago Bears (1) Chicago Blackhawks (3) Chicago Bulls (2) Chicago Cubs Gifts (9) Форма для выпечки из пирекса на заказ (8) Предметы коллекционирования украшений Decatur (17) Подарки, выдутые вручную (61) Harley (3) Идеи праздничных подарков (8) На случай чрезвычайной ситуации (4) Металлические стеклянные художественные знаки (8) Украшения и предметы Decatur (38) Подарки для пиротехники (82) Fargo PGI 2021 (23) Gillette WY (25) Коврики для мыши (10) Разделочная доска для пиротехники (11) Пирометаллические знаки (17) Солнечные воздушные шары (3) St. Louis Cardin Бутылка (7) Университет Иллинойса (1) Стекло (4) Витражное стекло – неплавкое (2)Стеклянные кластеры с фасками и прямые фаски (648) Скосы животных (17) Художественные скосы (237) Наборы скосов по краям (10) Круглые скосы (19) Цветные фаски (26) Группы угловых фасок (21) Гравированные и протравленные фаски (32) Фрамуги и боковые фонари прихожей (22) Веселые фаски (64) Клей-чип (36) Праздничные фаски (22) Овальные фаски (12) ) Спортивные фаски (1) Прямые фаски (54) Прямые фаски и стеклянные формы с закрытыми фасками (304) Алмазные фаски (24) Прямоугольные фаски (148) Квадратные фаски (26) (15) Треугольные фаски (1) Стеклянные сувениры и интересные вещи (208) Элементы из трехмерного стекла (75) Кристаллы (37) Трафареты для травления (32) Литье из свинца (15) Раскрашенный медальон (24) Основания и оборудование (104) Крышки для ваз (10) Система ламп Worden (76)Предварительно вырезанные изображения из фольги (6)Инструменты для витража и пр.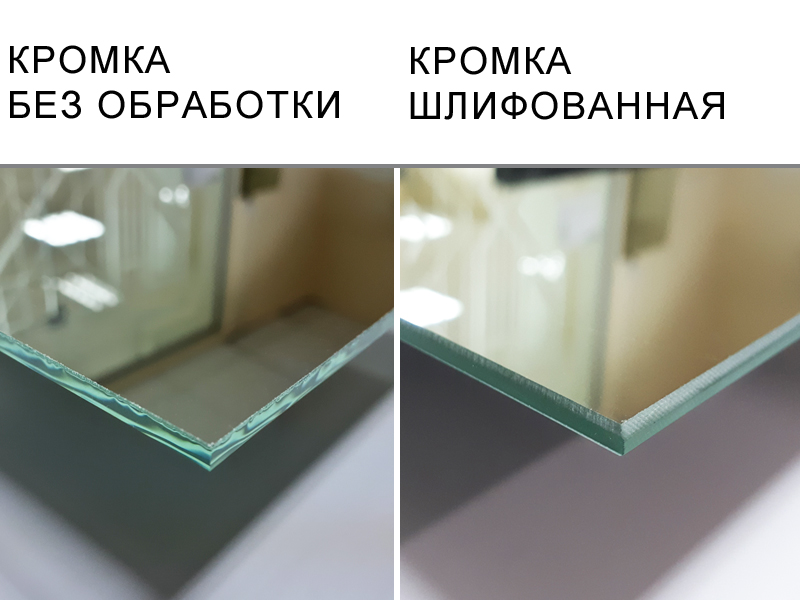
 Но часто невозможно в работе отделить время печатания от времени чтения, поэтому за основной вид деятельности принимают тот, что занимает больше половины рабочего времени.
Но часто невозможно в работе отделить время печатания от времени чтения, поэтому за основной вид деятельности принимают тот, что занимает больше половины рабочего времени.
 Это не так: кроме рекомендаций там много требований, которые должны быть прописаны в правилах внутреннего распорядка и действовать в жизни.
Это не так: кроме рекомендаций там много требований, которые должны быть прописаны в правилах внутреннего распорядка и действовать в жизни.


 Один из разрабатываемых имплантов позволит восстанавливать возможность двигаться у человека, страдающего параличом, а другой предназначен для улучшения или восстановления зрения.
Один из разрабатываемых имплантов позволит восстанавливать возможность двигаться у человека, страдающего параличом, а другой предназначен для улучшения или восстановления зрения.
 5
5 Руки крупным планом. Снимок мужских рук, печатающих на клавиатуре компьютера. Бизнесмен, печатающий на черной клавиатуре. Неузнаваемые женские руки, печатающие что-то на клавиатуре ноутбука
Руки крупным планом. Снимок мужских рук, печатающих на клавиатуре компьютера. Бизнесмен, печатающий на черной клавиатуре. Неузнаваемые женские руки, печатающие что-то на клавиатуре ноутбука
 Зимние приключенияФиксикиХейрдораблзХрабрая принцессаЧеловек-паук: Через вселенныеЧетверо в КубеЧинк: Хвостатый детективЧуч-мяучШахерезада. Нерассказанные историиЭволюция черепашек-ниндзя
Зимние приключенияФиксикиХейрдораблзХрабрая принцессаЧеловек-паук: Через вселенныеЧетверо в КубеЧинк: Хвостатый детективЧуч-мяучШахерезада. Нерассказанные историиЭволюция черепашек-ниндзя Магическая сила!ДеревяшкиДетское менюДжиФайтерс. Город супергероевДжингликиДомикиДракоша ТошаДрузья ангеловЕноткиЗаставки колыбельные мираЗащитники сновЗебра в клеточкуЗолотая коллекция СоюзмультфильмаИван Царевич и Серый ВолкЙокоКапитан Кракен и его командаКатя и Эф. Куда-угодно-дверьКлео и КукинКнига джунглейКолобанга — только для пользователей интернетаКолыбельные мираКонсуниКотики, вперёд!Кошечки-СобачкиКролик ПитерКротик и ПандаКруглый годКрутиксыКуми-КумиЛеди Баг и Супер-КотЛео и ТигЛесные феи ГлиммизЛетающие звериЛига WatchCar. Битвы чемпионовЛунтикМаленький зоомагазинМаленькое королевство Бена и ХоллиМалышарикиМалыши и Летающие звериМамы в трендеМарин и его друзья. Подводные историиМаша и МедведьМашинкиМашины сказкиМедведи-соседиМеталионыМи-Ми-МишкиМинифорсМишки-братишки. В поисках тиграМолангМонкартМонсикиМонстры на каникулах 3Морики Дорики (Moriki Doriki)Музыкальный патруль. Сказочные песниМультики про девочекМультики про животныхМультики про машинкиМультики про паровозикиМультики про принцессМультики про роботовМультики про собакМультимирМультфильмы 2017Мультфильмы 2018Мультяшки.
Магическая сила!ДеревяшкиДетское менюДжиФайтерс. Город супергероевДжингликиДомикиДракоша ТошаДрузья ангеловЕноткиЗаставки колыбельные мираЗащитники сновЗебра в клеточкуЗолотая коллекция СоюзмультфильмаИван Царевич и Серый ВолкЙокоКапитан Кракен и его командаКатя и Эф. Куда-угодно-дверьКлео и КукинКнига джунглейКолобанга — только для пользователей интернетаКолыбельные мираКонсуниКотики, вперёд!Кошечки-СобачкиКролик ПитерКротик и ПандаКруглый годКрутиксыКуми-КумиЛеди Баг и Супер-КотЛео и ТигЛесные феи ГлиммизЛетающие звериЛига WatchCar. Битвы чемпионовЛунтикМаленький зоомагазинМаленькое королевство Бена и ХоллиМалышарикиМалыши и Летающие звериМамы в трендеМарин и его друзья. Подводные историиМаша и МедведьМашинкиМашины сказкиМедведи-соседиМеталионыМи-Ми-МишкиМинифорсМишки-братишки. В поисках тиграМолангМонкартМонсикиМонстры на каникулах 3Морики Дорики (Moriki Doriki)Музыкальный патруль. Сказочные песниМультики про девочекМультики про животныхМультики про машинкиМультики про паровозикиМультики про принцессМультики про роботовМультики про собакМультимирМультфильмы 2017Мультфильмы 2018Мультяшки. Новогодний праздникНик-изобретательНоваторыНу, погоди!Ну, погоди! КаникулыОдни на каникулахОктонавтыОктонавтыОранжевая короваПаровозик Тишка ПетрониксПингвинёнок ПоророПиратская школаПланета AйПластилинки ПредкиПриключения Ам НямаПриключения МюнхгаузенаПриключения Незнайки и его друзейПриключения Пети и ВолкаПриключения ТайоПриключения капитана ВрунгеляПриключения поросёнка ФунтикаПринц пустыниПро Миру и ГошуПроделки РамзесаПростоквашиноПушастикиПчелографияРальф против интернетаРасти-механикРобикиРобокар ПолиРоботы-пожарныеРори – гоночная тачкаСОБЕЗСвежий воздухСвинка ПеппаСиний тракторСказочный патрульСказочный патруль. Хроники чудесСмайтикиСмарта и чудо-сумкаСмешарикиСмешарики. Азбука безопасностиСмешарики. Азбука здоровьяСмешарики: Пин-кодСолнечные зайчикиСофия ПрекраснаяСупер Крылья: Джетт и его друзьяСуперсемейка 2Тайная жизнь домашних животных 2Тайны Медовой долиныТима и ТомаТоботТри богатыряТри котёнкаТру и Радужное королевствоТурбозаврыТурбозавры. Зимние приключенияФееринкиФиксикиХейрдораблзХочу собакуХрабрая принцессаЧеловек-паук: Через вселенныеЧетверо в КубеЧинк: Хвостатый детективЧуч-мяучШахерезада.
Новогодний праздникНик-изобретательНоваторыНу, погоди!Ну, погоди! КаникулыОдни на каникулахОктонавтыОктонавтыОранжевая короваПаровозик Тишка ПетрониксПингвинёнок ПоророПиратская школаПланета AйПластилинки ПредкиПриключения Ам НямаПриключения МюнхгаузенаПриключения Незнайки и его друзейПриключения Пети и ВолкаПриключения ТайоПриключения капитана ВрунгеляПриключения поросёнка ФунтикаПринц пустыниПро Миру и ГошуПроделки РамзесаПростоквашиноПушастикиПчелографияРальф против интернетаРасти-механикРобикиРобокар ПолиРоботы-пожарныеРори – гоночная тачкаСОБЕЗСвежий воздухСвинка ПеппаСиний тракторСказочный патрульСказочный патруль. Хроники чудесСмайтикиСмарта и чудо-сумкаСмешарикиСмешарики. Азбука безопасностиСмешарики. Азбука здоровьяСмешарики: Пин-кодСолнечные зайчикиСофия ПрекраснаяСупер Крылья: Джетт и его друзьяСуперсемейка 2Тайная жизнь домашних животных 2Тайны Медовой долиныТима и ТомаТоботТри богатыряТри котёнкаТру и Радужное королевствоТурбозаврыТурбозавры. Зимние приключенияФееринкиФиксикиХейрдораблзХочу собакуХрабрая принцессаЧеловек-паук: Через вселенныеЧетверо в КубеЧинк: Хвостатый детективЧуч-мяучШахерезада. Нерассказанные историиШерлок ГномсЩенячий патрульЭволюция черепашек-ниндзя
Нерассказанные историиШерлок ГномсЩенячий патрульЭволюция черепашек-ниндзя 47KB )
47KB ) org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> Вы забираетесь на заднее сиденье и достаете из портфеля электронное устройство для чтения, чтобы просмотреть новости. Проблем в пути никогда не было: пробок обычно мало. Но сегодня происходит нечто необычное и ужасное: двое детей, игриво борясь на травяном берегу, выкатываются на дорогу перед вами. Нет времени тормозить. Но если бы машину занесло влево, она бы столкнулась со встречным мотоциклом.
Вы забираетесь на заднее сиденье и достаете из портфеля электронное устройство для чтения, чтобы просмотреть новости. Проблем в пути никогда не было: пробок обычно мало. Но сегодня происходит нечто необычное и ужасное: двое детей, игриво борясь на травяном берегу, выкатываются на дорогу перед вами. Нет времени тормозить. Но если бы машину занесло влево, она бы столкнулась со встречным мотоциклом.
 Плохая новость заключается в том, что на этом боковом пути находится один человек, и изменение направления поезда убьет его. Что вы должны сделать?
Плохая новость заключается в том, что на этом боковом пути находится один человек, и изменение направления поезда убьет его. Что вы должны сделать? Человек с рюкзаком должен быть принесён в жертву: мы должны спасти пять жизней.
Человек с рюкзаком должен быть принесён в жертву: мы должны спасти пять жизней. 0006
0006 Уже есть оружие, которое действует без полного контроля со стороны человека. Существуют ракеты, которые могут изменить курс, например, если они столкнутся с контратакой противника. Подход Аркина иногда называют «нисходящим». То есть, по его мнению, мы можем запрограммировать роботов чем-то вроде военных правил Женевской конвенции — например, запрещающих преднамеренное убийство мирных жителей. Даже это ужасно сложная задача: роботу придется различать вражеского комбатанта, владеющего ножом, чтобы убить, и хирурга, держащего нож, который он использует, чтобы спасти раненого.
Уже есть оружие, которое действует без полного контроля со стороны человека. Существуют ракеты, которые могут изменить курс, например, если они столкнутся с контратакой противника. Подход Аркина иногда называют «нисходящим». То есть, по его мнению, мы можем запрограммировать роботов чем-то вроде военных правил Женевской конвенции — например, запрещающих преднамеренное убийство мирных жителей. Даже это ужасно сложная задача: роботу придется различать вражеского комбатанта, владеющего ножом, чтобы убить, и хирурга, держащего нож, который он использует, чтобы спасти раненого.
 Ни одного из Андерсон не смущает перспектива заботы о роботе. «Скорее робот, чем смущение от того, что меня изменил человек», — говорит Майкл.
Ни одного из Андерсон не смущает перспектива заботы о роботе. «Скорее робот, чем смущение от того, что меня изменил человек», — говорит Майкл. Частичное решение может состоять в том, чтобы настоять на том, что если что-то пойдет не так, у нас есть способ проверить код — способ тщательно изучить то, что произошло. Поскольку было бы глупо и неудовлетворительно возлагать на робота ответственность за какое-либо действие (какой смысл наказывать робота?), необходимо было бы вынести дополнительное суждение о том, кто несет моральную и юридическую ответственность за плохие действия робота.
Частичное решение может состоять в том, чтобы настоять на том, что если что-то пойдет не так, у нас есть способ проверить код — способ тщательно изучить то, что произошло. Поскольку было бы глупо и неудовлетворительно возлагать на робота ответственность за какое-либо действие (какой смысл наказывать робота?), необходимо было бы вынести дополнительное суждение о том, кто несет моральную и юридическую ответственность за плохие действия робота. Но ничего ли не будет потеряно при устранении человеческого контакта между судьей и обвиняемым? Профессор Джон Тасиулас из Королевского колледжа Лондона считает, что в беспорядочных человеческих отношениях есть ценность. «Действительно ли нам нужна система вынесения приговоров, которая механически вырабатывает однородный ответ в ответ на часто возникающий мучительный конфликт ценностей? Что-то действительно важное теряется, когда мы устраняем личную неприкосновенность и ответственность человека, принимающего решения», — сказал он. утверждает.
Но ничего ли не будет потеряно при устранении человеческого контакта между судьей и обвиняемым? Профессор Джон Тасиулас из Королевского колледжа Лондона считает, что в беспорядочных человеческих отношениях есть ценность. «Действительно ли нам нужна система вынесения приговоров, которая механически вырабатывает однородный ответ в ответ на часто возникающий мучительный конфликт ценностей? Что-то действительно важное теряется, когда мы устраняем личную неприкосновенность и ответственность человека, принимающего решения», — сказал он. утверждает.


 С ним легко создать атмосферу праздника, теплоты и
С ним легко создать атмосферу праздника, теплоты и


 ;
; Отзывы клиентов
Отзывы клиентов 0394512 сек. | URL: http://www.bookfinder4u.com/search_author/svetozar_radojcic.html
0394512 сек. | URL: http://www.bookfinder4u.com/search_author/svetozar_radojcic.html 
 Как сообщает местный новостной портал CDM, в рамках этой сделки о признании вины он согласился на тюремное заключение сроком на один год и десять месяцев, штраф в размере 50 000 евро (56 107 долларов США) и возврат государству 1,1 миллиона евро. В июне он ушел с поста главы политсовета ДПС.
Как сообщает местный новостной портал CDM, в рамках этой сделки о признании вины он согласился на тюремное заключение сроком на один год и десять месяцев, штраф в размере 50 000 евро (56 107 долларов США) и возврат государству 1,1 миллиона евро. В июне он ушел с поста главы политсовета ДПС.

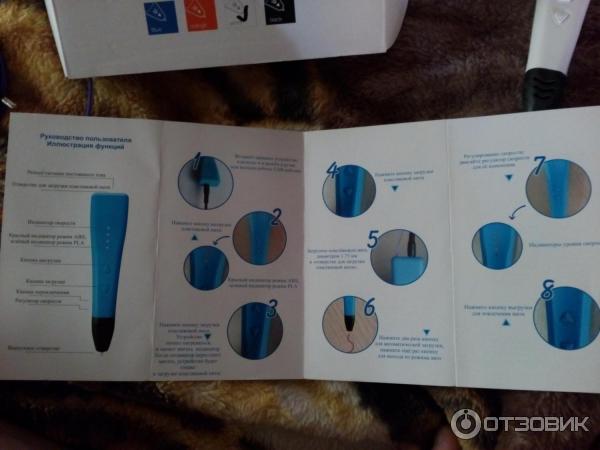
 Текст и все надписи на коробке полностью на русском языке.
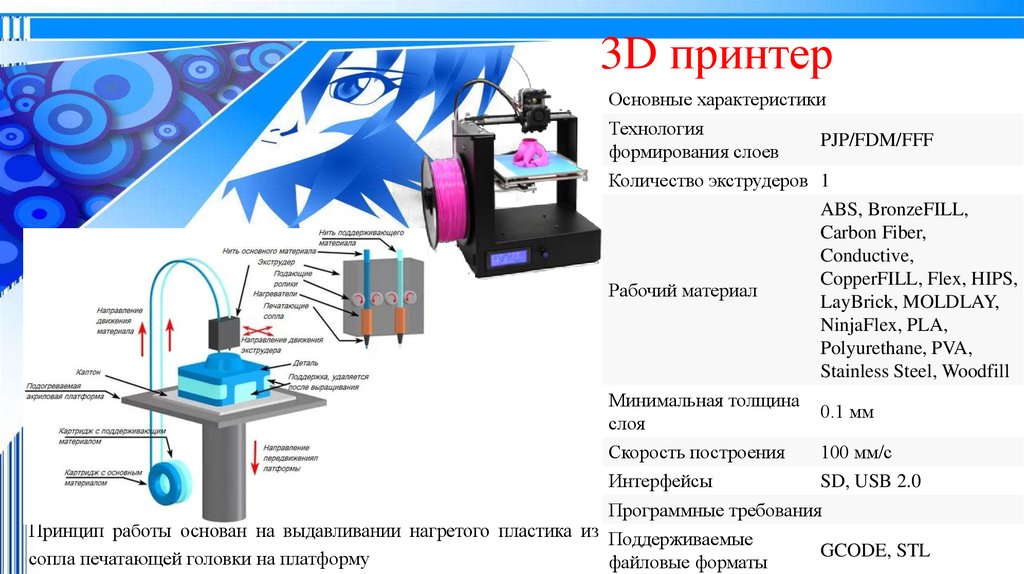
Текст и все надписи на коробке полностью на русском языке. Через специальное отверстие подается пластиковая нить, в корпусе установлен механизм подачи пластика, который срабатывает при нажатии и кнопки на корпусе, после чего разогретый до эластичного состояния пластик выдавливается через сопло на поверхность.
Через специальное отверстие подается пластиковая нить, в корпусе установлен механизм подачи пластика, который срабатывает при нажатии и кнопки на корпусе, после чего разогретый до эластичного состояния пластик выдавливается через сопло на поверхность.
 Но первые, еще несколько неуклюжие модели 3D-ручек весили 200 граммов, если не больше и в лучшем случае обладали двумя скоростями подачи пластика. Ориентироваться в режимах работы можно было только по светодиодным индикаторам, а встроенный вентилятор охлаждения весьма сильно гудел.
Но первые, еще несколько неуклюжие модели 3D-ручек весили 200 граммов, если не больше и в лучшем случае обладали двумя скоростями подачи пластика. Ориентироваться в режимах работы можно было только по светодиодным индикаторам, а встроенный вентилятор охлаждения весьма сильно гудел.
 Если держать 3D-ручку в правой руке, то кнопка «Вперед» приходится как раз под большой палец. Эту кнопку можно назвать «основной рабочей», так как в процессе работы с этим гаджетом она чаще всего и используется — нажимая на нее, мы включаем механизм подачи пластика вперед в нагревательный элемент. Расположение кнопки подачи пластика рассчитано, в общем-то, под правую руку, но и для левшей работа с ‘Фантастиком’ не доставит никаких неудобств, просто на кнопку подачи нити надо будет нажимать указательным пальцем, только и всего.
Если держать 3D-ручку в правой руке, то кнопка «Вперед» приходится как раз под большой палец. Эту кнопку можно назвать «основной рабочей», так как в процессе работы с этим гаджетом она чаще всего и используется — нажимая на нее, мы включаем механизм подачи пластика вперед в нагревательный элемент. Расположение кнопки подачи пластика рассчитано, в общем-то, под правую руку, но и для левшей работа с ‘Фантастиком’ не доставит никаких неудобств, просто на кнопку подачи нити надо будет нажимать указательным пальцем, только и всего.


 После чего надо выбрать необходимый тип пластика ABS или PLA, при этом будет задан верхний порог температуры нагрева. Для пластика ABS это 240 градусов, а для PLA — 200. Температуру можно увеличивать или уменьшать кнопками, расположенными возле дисплея, такая регулировка важна для разных скоростей подачи пластика. Например, при высокой температуре и медленной подаче нити в расплавленном пластике могут появляться мелкие пузыри воздуха, в таком случае достаточно просто немного понизить температуру. Вообще, настройки 3D-ручки Funtastique One достаточно просты, для работы не требуется ни подключение к компьютеру, ни какого-либо дополнительного программного обеспечения.
После чего надо выбрать необходимый тип пластика ABS или PLA, при этом будет задан верхний порог температуры нагрева. Для пластика ABS это 240 градусов, а для PLA — 200. Температуру можно увеличивать или уменьшать кнопками, расположенными возле дисплея, такая регулировка важна для разных скоростей подачи пластика. Например, при высокой температуре и медленной подаче нити в расплавленном пластике могут появляться мелкие пузыри воздуха, в таком случае достаточно просто немного понизить температуру. Вообще, настройки 3D-ручки Funtastique One достаточно просты, для работы не требуется ни подключение к компьютеру, ни какого-либо дополнительного программного обеспечения. До необходимой температуры 3D-ручка Funtastique One нагревается очень быстро. Скорость нагрева зависит от внешней температуры, в обычных условиях ручка готова к работе через ОДНУ минуту!!! На морозе ей вряд ли кто-то будет рисовать, хотя можно поэкспериментировать, было бы любопытно. Процесс нагревания можно отслеживать по данным дисплея. Хотя он небольшой, включает в себя две строки, но этого вполне достаточно для полного контроля работы ручки. На верхней строке сообщается установленная скорость и тип пластика, а на нижней — заданная и текущая температуры нагревательного элемента. Вот когда два числа, отображенных в нижней строке, сравняются, тогда ручка готова к работе, и в нее можно вставлять пластиковую нить.
До необходимой температуры 3D-ручка Funtastique One нагревается очень быстро. Скорость нагрева зависит от внешней температуры, в обычных условиях ручка готова к работе через ОДНУ минуту!!! На морозе ей вряд ли кто-то будет рисовать, хотя можно поэкспериментировать, было бы любопытно. Процесс нагревания можно отслеживать по данным дисплея. Хотя он небольшой, включает в себя две строки, но этого вполне достаточно для полного контроля работы ручки. На верхней строке сообщается установленная скорость и тип пластика, а на нижней — заданная и текущая температуры нагревательного элемента. Вот когда два числа, отображенных в нижней строке, сравняются, тогда ручка готова к работе, и в нее можно вставлять пластиковую нить. Да, несомненно, каждому в детстве давали в руки цветные карандаши и фломастеры, но 3D-ручка — это нечто отличное от привычных и известных нам устройств, приспособлений и орудий рисования. В использовании 3D-ручки необходима определенная сноровка и навык. Для начала стоит все-таки попробовать изобразить какие-нибудь нехитрые фигуры на плоскости. Пластик легко отстает от бумаги (желательно не использовать мелованную бумагу, а к обычной офисной он не липнет), поэтому можно распечатать несколько шаблонов или просто набросать на бумаге эскизы карандашом и потренироваться выводить 3D-ручкой плоские контурные фигуры по готовым шаблонам. Затем уже комбинировать их в объемные фигуры. А дальше уже дело техники, мастерства и фантазии художника.
Да, несомненно, каждому в детстве давали в руки цветные карандаши и фломастеры, но 3D-ручка — это нечто отличное от привычных и известных нам устройств, приспособлений и орудий рисования. В использовании 3D-ручки необходима определенная сноровка и навык. Для начала стоит все-таки попробовать изобразить какие-нибудь нехитрые фигуры на плоскости. Пластик легко отстает от бумаги (желательно не использовать мелованную бумагу, а к обычной офисной он не липнет), поэтому можно распечатать несколько шаблонов или просто набросать на бумаге эскизы карандашом и потренироваться выводить 3D-ручкой плоские контурные фигуры по готовым шаблонам. Затем уже комбинировать их в объемные фигуры. А дальше уже дело техники, мастерства и фантазии художника. 75 мм
75 мм

 Вы также можете начать рисовать, дважды нажав на кнопку подачи нити, а для остановки вам нужно будет нажать ее еще раз.
Вы также можете начать рисовать, дважды нажав на кнопку подачи нити, а для остановки вам нужно будет нажать ее еще раз.

 Из соображений безопасности это разрешено только в сухую погоду!
Из соображений безопасности это разрешено только в сухую погоду!
 Попробуйте вставить под другим углом.
Попробуйте вставить под другим углом.

 Хотя нить PLA экологически безопасна и практически не имеет запаха, мы настоятельно рекомендуем не вдыхать выделяемый ею дым и использовать ее только в хорошо проветриваемом помещении. PLA несъедобен.
Хотя нить PLA экологически безопасна и практически не имеет запаха, мы настоятельно рекомендуем не вдыхать выделяемый ею дым и использовать ее только в хорошо проветриваемом помещении. PLA несъедобен.
 Они также требуют значительно меньше технических знаний, чем принтер.
Они также требуют значительно меньше технических знаний, чем принтер.
 Обычно основой является PLA, и вы должны использовать 200°C для температуры экструзии;
Обычно основой является PLA, и вы должны использовать 200°C для температуры экструзии; Но не отчаивайтесь, начинайте создавать свои работы с помощью 3D-ручки!
Но не отчаивайтесь, начинайте создавать свои работы с помощью 3D-ручки!
 Чтобы понять, как лучше всего использовать 3D-ручку, мы рекомендуем просмотреть 3D-видео-ручку ниже. Художник в видео реализует впечатляющие работы с помощью 3D-ручки. Подражать нелегко, но наблюдение за работой профессионалов — первый шаг к обучению.
Чтобы понять, как лучше всего использовать 3D-ручку, мы рекомендуем просмотреть 3D-видео-ручку ниже. Художник в видео реализует впечатляющие работы с помощью 3D-ручки. Подражать нелегко, но наблюдение за работой профессионалов — первый шаг к обучению.
 Также необходимо учесть различные факторы, такие как стоимость производства, сроки выполнения и сложность дизайна продукта. FDM может производить продукцию, которая имеет простой дизайн и низкую стоимость. SLA, в свою очередь, может разработать детальный дизайн за более короткий промежуток времени, но с высокими производственными затратами.
Также необходимо учесть различные факторы, такие как стоимость производства, сроки выполнения и сложность дизайна продукта. FDM может производить продукцию, которая имеет простой дизайн и низкую стоимость. SLA, в свою очередь, может разработать детальный дизайн за более короткий промежуток времени, но с высокими производственными затратами.
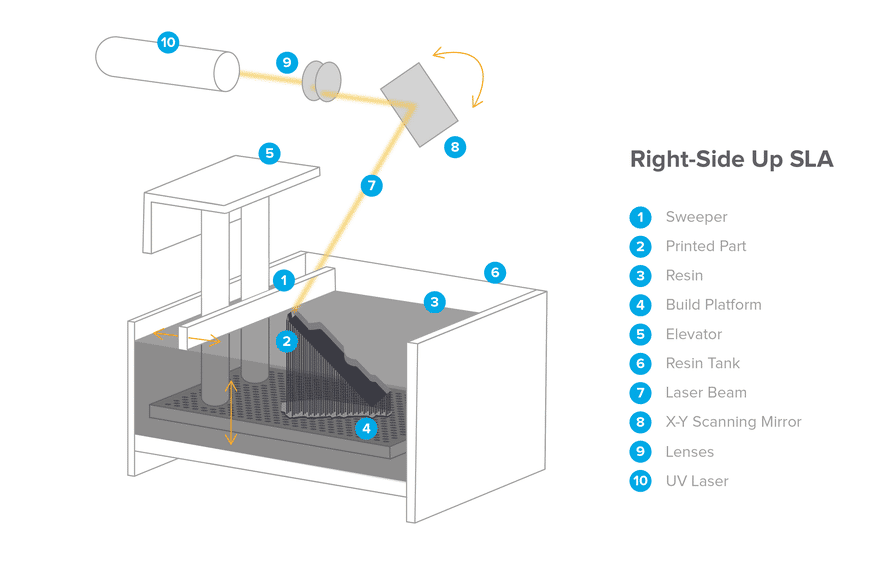
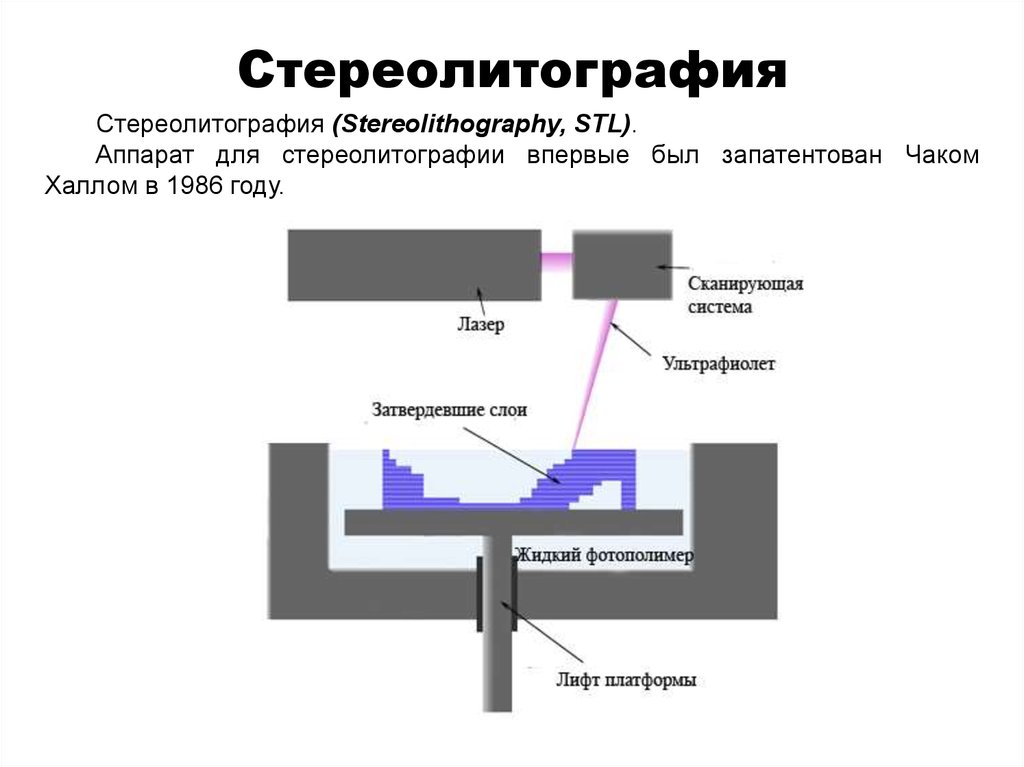
 В двух словах, этот процесс послойно преобразует светочувствительную жидкость в трехмерные твердые пластики с использованием лазера малой мощности и фотополимеризации.
В двух словах, этот процесс послойно преобразует светочувствительную жидкость в трехмерные твердые пластики с использованием лазера малой мощности и фотополимеризации. д.) и сложными геометрическими формами. Толщина слоя может составлять всего 25 мкм, с минимальными размерами элементов от 50 до 250 мкм.
д.) и сложными геометрическими формами. Толщина слоя может составлять всего 25 мкм, с минимальными размерами элементов от 50 до 250 мкм.
 Как правило, светочувствительную смолу легче загрузить в принтер, чем расплавленный пластик. В результате получается более точная и эстетически приятная печать. Металлический 3D-принтер также проще использовать при гравировке мелких деталей. Он оставляет тонкую линию слоя, которая практически незаметна, тогда как модель из расплавленного пластика оставляет след слоя, который будет заметен окружающим.
Как правило, светочувствительную смолу легче загрузить в принтер, чем расплавленный пластик. В результате получается более точная и эстетически приятная печать. Металлический 3D-принтер также проще использовать при гравировке мелких деталей. Он оставляет тонкую линию слоя, которая практически незаметна, тогда как модель из расплавленного пластика оставляет след слоя, который будет заметен окружающим.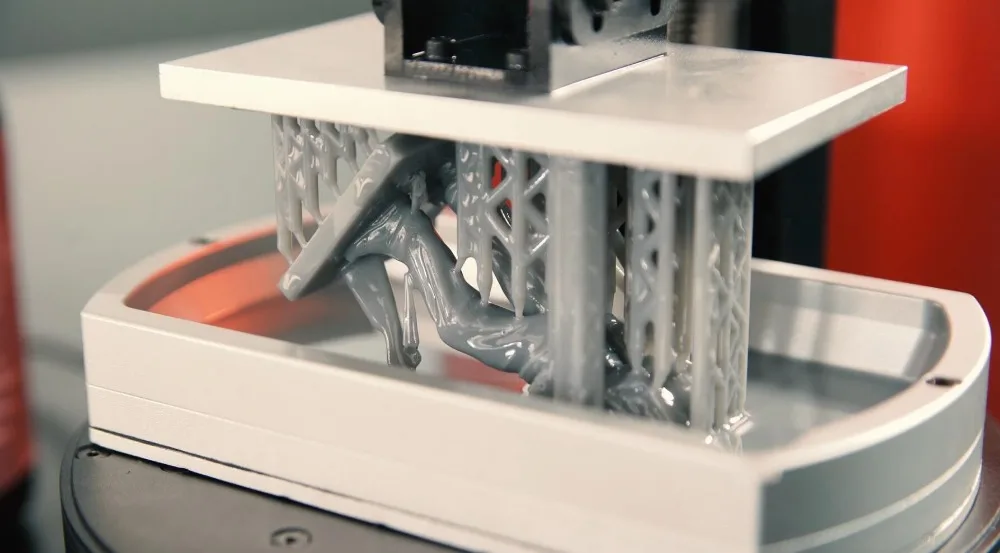 С помощью полимерного принтера невозможно производить крупномасштабные объекты, а значит, модель должна быть маленькой. Производить высококачественные модели дороже, но смола дешевле, чем другие методы 3D-печати. Преимущество полимерного принтера заключается в том, что он может создавать более детализированные и прочные объекты, чем традиционная машина, а также может быть быстрее и безопаснее, чем другие виды 3D-печати.
С помощью полимерного принтера невозможно производить крупномасштабные объекты, а значит, модель должна быть маленькой. Производить высококачественные модели дороже, но смола дешевле, чем другие методы 3D-печати. Преимущество полимерного принтера заключается в том, что он может создавать более детализированные и прочные объекты, чем традиционная машина, а также может быть быстрее и безопаснее, чем другие виды 3D-печати.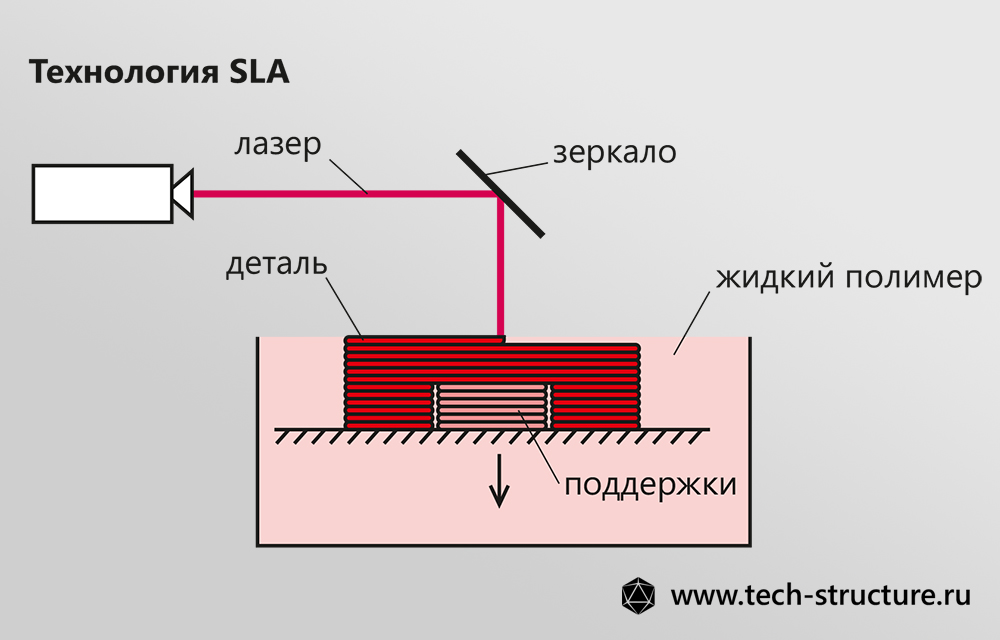 Недостатком смоляного принтера является то, что материалы, используемые в этих машинах, не очень экологичны и могут содержать свинец, который может повлиять на окружающую среду. Недостатком печати смолой является тот факт, что смола опасна для окружающей среды. Если он не используется ответственно, это может вызвать проблемы со здоровьем.
Недостатком смоляного принтера является то, что материалы, используемые в этих машинах, не очень экологичны и могут содержать свинец, который может повлиять на окружающую среду. Недостатком печати смолой является тот факт, что смола опасна для окружающей среды. Если он не используется ответственно, это может вызвать проблемы со здоровьем. [1] И по мере того, как на рынке появлялось все больше и больше продуктов — Makerbot, Ultimaker и другие — цены стремительно снижались.
[1] И по мере того, как на рынке появлялось все больше и больше продуктов — Makerbot, Ultimaker и другие — цены стремительно снижались.

 [4]
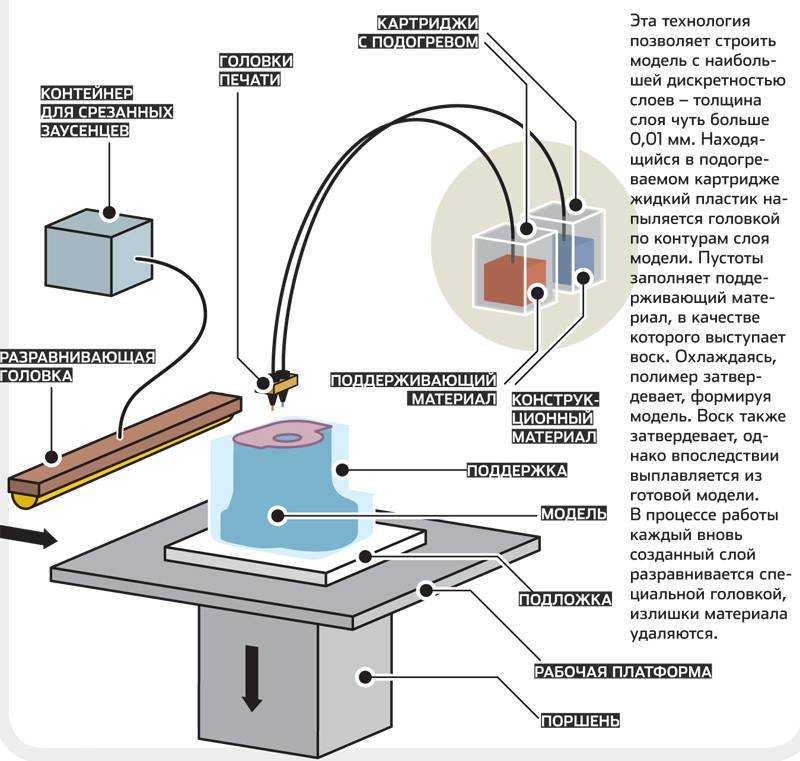
[4] Как только расплавленный пластик нанесен (сначала на рабочую пластину, а затем на последующие слои), он остывает и затвердевает, создавая твердую пластиковую деталь. В некоторых случаях печатная платформа нагревается для улучшения адгезии.
Как только расплавленный пластик нанесен (сначала на рабочую пластину, а затем на последующие слои), он остывает и затвердевает, создавая твердую пластиковую деталь. В некоторых случаях печатная платформа нагревается для улучшения адгезии.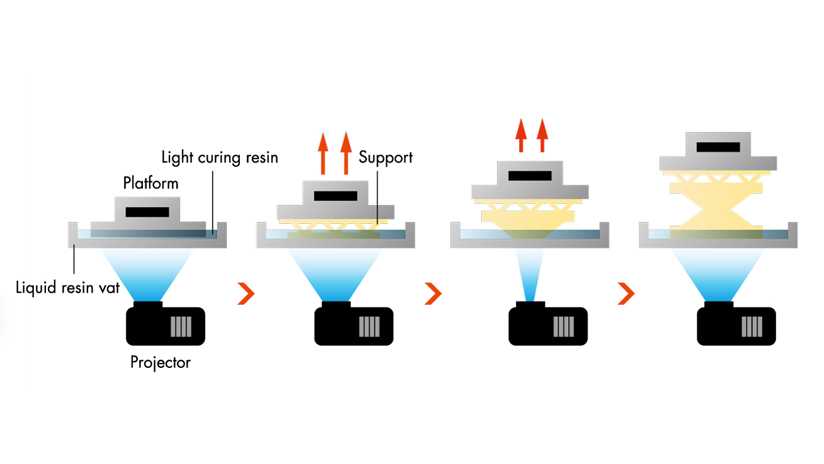 Процессы филаментной печати чаще всего используются для прототипирования, хотя они также могут производить детали для конечного использования.
Процессы филаментной печати чаще всего используются для прототипирования, хотя они также могут производить детали для конечного использования.


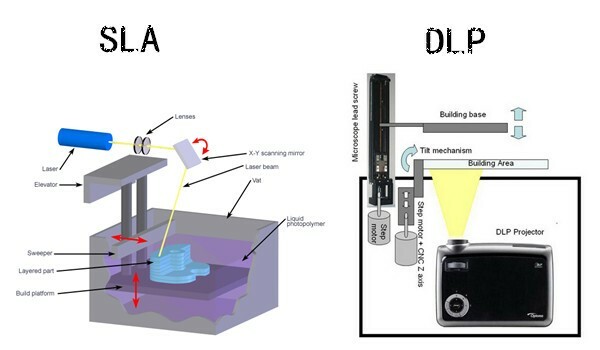
 Однако принтеры с вертикальной печатью имеют источник света над резервуаром для смолы и перемещают рабочую платформу вниз. Эти принтеры, которые чаще используются в промышленных условиях, требуют полного бака жидкой смолы, но могут печатать гораздо более крупные детали.
Однако принтеры с вертикальной печатью имеют источник света над резервуаром для смолы и перемещают рабочую платформу вниз. Эти принтеры, которые чаще используются в промышленных условиях, требуют полного бака жидкой смолы, но могут печатать гораздо более крупные детали.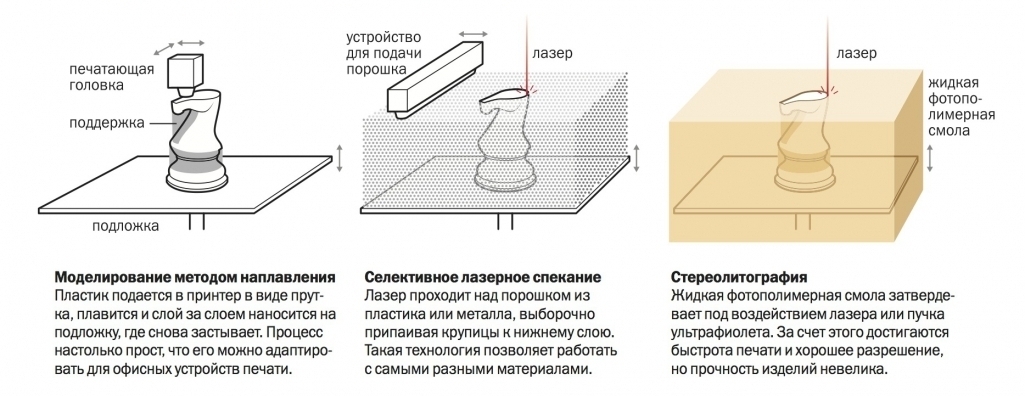 Однако, поскольку объемы сборки при использовании DLP, как правило, очень малы, обычно невозможно распечатать пакеты объектов во время одного задания на печать. Таким образом, хотя фактическая печать может выполняться медленнее по SLA, она может обеспечить более высокую пропускную способность, если требуется несколько единиц.
Однако, поскольку объемы сборки при использовании DLP, как правило, очень малы, обычно невозможно распечатать пакеты объектов во время одного задания на печать. Таким образом, хотя фактическая печать может выполняться медленнее по SLA, она может обеспечить более высокую пропускную способность, если требуется несколько единиц. Но филаментные принтеры выходят на первое место, когда речь идет о больших или прочных деталях, особенно тех, которые требуют конечного использования. Полимерные принтеры подходят для таких деталей, как литьевые модели, визуальные прототипы и стоматологические устройства, в то время как филаментные принтеры предлагают более широкий спектр применений, включая функциональные прототипы, промышленные детали и крупномасштабные модели.
Но филаментные принтеры выходят на первое место, когда речь идет о больших или прочных деталях, особенно тех, которые требуют конечного использования. Полимерные принтеры подходят для таких деталей, как литьевые модели, визуальные прототипы и стоматологические устройства, в то время как филаментные принтеры предлагают более широкий спектр применений, включая функциональные прототипы, промышленные детали и крупномасштабные модели.
 Т.2 — Машиностроение, 2011» на стр. 284-285.
Т.2 — Машиностроение, 2011» на стр. 284-285.
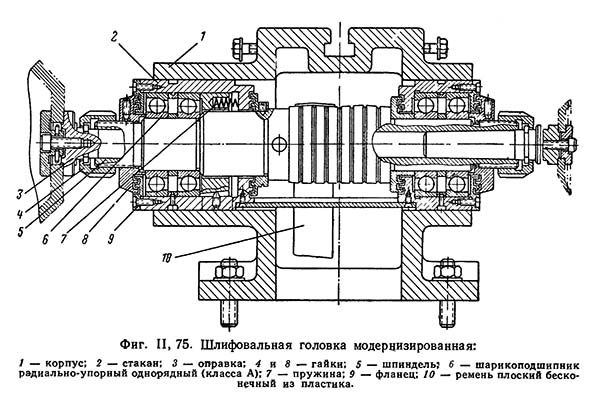 Качество перешлифовки упорного центра с помощью описанной головки оказывается выше, чем при ранее рассмотренной бабки, поскольку исключена ременная передача. Вместе с тем остаются погрешности обработки, обусловленные установкой центра на круглошлифовальном станке. Это и погрешность базирования центра в патроне, и биение шпинделя круглошлифовального станка, и др. Повысить точность перешлифовки, однако, можно, если обрабатывать упорный центр, не снимая его с вальцешлифовального станка, где он обычно эксплуатируется. Но в таком случае шлифовальная головка, используемая при перешлифовке, должна быть усовершенствована — она должна обеспечивать и главное движение, требуемое для обработки (вращения круга относительно своей оси), и движение окружной подачи круга относительно оси перешлифовываемого центра, поскольку на вальцешлифовальном станке упорный центр не вращается. Перечисленному удовлетворяет планетарная шлифовальная головка («Я.Л. Либерман. Шлифовальная головка»), защищенная Патентом РФ на полезную модель №146910 от 22.
Качество перешлифовки упорного центра с помощью описанной головки оказывается выше, чем при ранее рассмотренной бабки, поскольку исключена ременная передача. Вместе с тем остаются погрешности обработки, обусловленные установкой центра на круглошлифовальном станке. Это и погрешность базирования центра в патроне, и биение шпинделя круглошлифовального станка, и др. Повысить точность перешлифовки, однако, можно, если обрабатывать упорный центр, не снимая его с вальцешлифовального станка, где он обычно эксплуатируется. Но в таком случае шлифовальная головка, используемая при перешлифовке, должна быть усовершенствована — она должна обеспечивать и главное движение, требуемое для обработки (вращения круга относительно своей оси), и движение окружной подачи круга относительно оси перешлифовываемого центра, поскольку на вальцешлифовальном станке упорный центр не вращается. Перечисленному удовлетворяет планетарная шлифовальная головка («Я.Л. Либерман. Шлифовальная головка»), защищенная Патентом РФ на полезную модель №146910 от 22. 09.2014. Эта головка аналогична предлагаемой.
09.2014. Эта головка аналогична предлагаемой. Затем включают электрошпиндель и вращение круга и перемещают головку (основание вместе с корпусом) вдоль оси второго вала до получения нужной при перешлифовке упора глубины резания. При вращении электрошпинделя, движение от него передается на первый червяк. Он, в свою очередь, вращает первое колесо и первый вал. Вращение первого вала влечет за собой вращение второго червяка, а поскольку второе червячное колесо и его вал жестко соединены с основанием головки, второй червяк начинает обкатываться по второму колесу и вращать корпус головки. Круг при этом будет перемещаться вокруг шлифуемого центра. Таким образом, вращение круга вокруг своей оси будет являться главным движением перешлифовки центра, а перемещение корпуса головки вместе с кругом будет являться движением подачи. Когда перешлифовка будет завершена, точность ее окажется выше, чем при использовании других головок-аналогов, поскольку перешлифовываемый упорный центр не пришлось переставлять на обычный круглошлифовальный станок и приводить во вращение.
Затем включают электрошпиндель и вращение круга и перемещают головку (основание вместе с корпусом) вдоль оси второго вала до получения нужной при перешлифовке упора глубины резания. При вращении электрошпинделя, движение от него передается на первый червяк. Он, в свою очередь, вращает первое колесо и первый вал. Вращение первого вала влечет за собой вращение второго червяка, а поскольку второе червячное колесо и его вал жестко соединены с основанием головки, второй червяк начинает обкатываться по второму колесу и вращать корпус головки. Круг при этом будет перемещаться вокруг шлифуемого центра. Таким образом, вращение круга вокруг своей оси будет являться главным движением перешлифовки центра, а перемещение корпуса головки вместе с кругом будет являться движением подачи. Когда перешлифовка будет завершена, точность ее окажется выше, чем при использовании других головок-аналогов, поскольку перешлифовываемый упорный центр не пришлось переставлять на обычный круглошлифовальный станок и приводить во вращение.
 Первый червяк соосно соединен с хвостовиком электрошпинделя, второй вал расположен параллельно оси электрошпинделя, выполнен с выступающим из корпуса концом и жестко соединен им с основанием, а корпус выполнен с возможностью вращения относительно второго вала и второго червячного колеса. Вместе с тем, ее особенностью является то, что ее основание снабжено кольцевой направляющей, соосной со вторым валом, на корпусе соосно с направляющей установлена втулка с радиально закрепленными на ней спицами, размещенными с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, на свободных концах спиц во взаимодействии с направляющей закреплены ролики, при этом одна из спиц снабжена соосным с электрошпинделем сквозным поперечным отверстием, в котором размещен выходной конец электрошпинделя.
Первый червяк соосно соединен с хвостовиком электрошпинделя, второй вал расположен параллельно оси электрошпинделя, выполнен с выступающим из корпуса концом и жестко соединен им с основанием, а корпус выполнен с возможностью вращения относительно второго вала и второго червячного колеса. Вместе с тем, ее особенностью является то, что ее основание снабжено кольцевой направляющей, соосной со вторым валом, на корпусе соосно с направляющей установлена втулка с радиально закрепленными на ней спицами, размещенными с равномерным угловым шагом в плоскости, расположенной между электрошпинделем и шлифовальным кругом перпендикулярно оси втулки, на свободных концах спиц во взаимодействии с направляющей закреплены ролики, при этом одна из спиц снабжена соосным с электрошпинделем сквозным поперечным отверстием, в котором размещен выходной конец электрошпинделя.

 В процессе этих движений возникает сила резания, стремящаяся отжать круг от шлифуемого центра. Однако эта сила через спицу, снабженную отверстием, в котором размещен конец электрошпинделя, будет передаваться соответствующему ролику. Направляющая будет воспринимать ее от ролика и противодействовать отжиму круга. Поскольку в процессе шлифования центра могут происходить вибрации круга, последний может не только стремиться отжаться от центра, но может и периодически приближаться к нему. Этому будут противодействовать остальные спицы, закрепленные на втулке, и через остальные ролики, опирающиеся на направляющую.
В процессе этих движений возникает сила резания, стремящаяся отжать круг от шлифуемого центра. Однако эта сила через спицу, снабженную отверстием, в котором размещен конец электрошпинделя, будет передаваться соответствующему ролику. Направляющая будет воспринимать ее от ролика и противодействовать отжиму круга. Поскольку в процессе шлифования центра могут происходить вибрации круга, последний может не только стремиться отжаться от центра, но может и периодически приближаться к нему. Этому будут противодействовать остальные спицы, закрепленные на втулке, и через остальные ролики, опирающиеся на направляющую.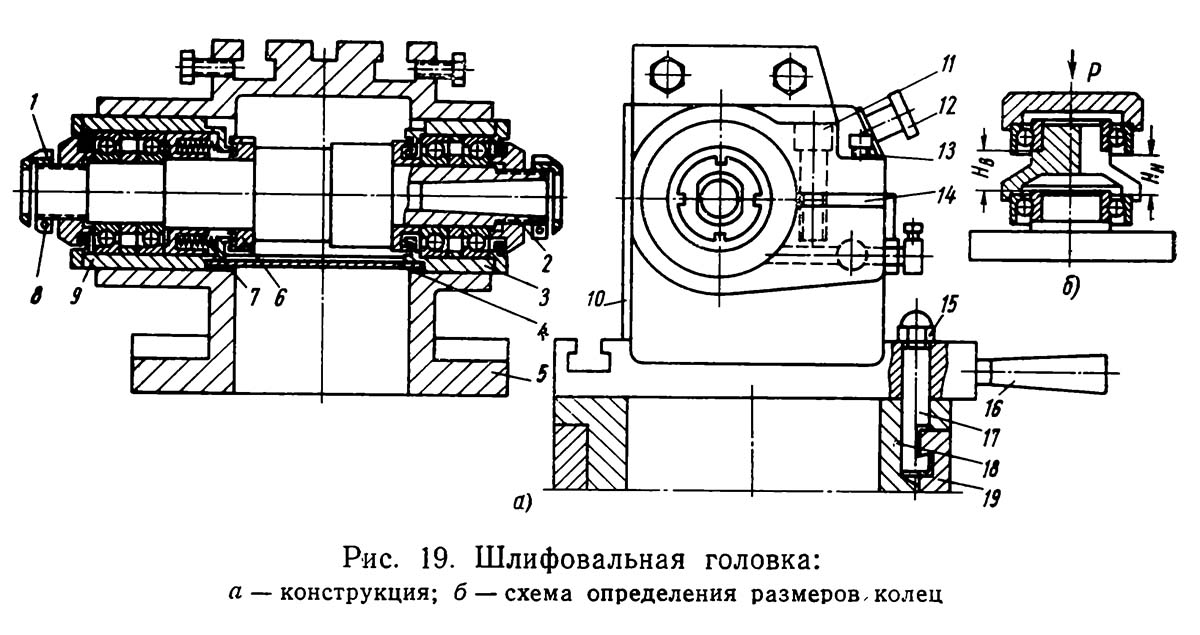 Теперь другой центр можно перешлифовывать подобно первому. Но, снимая головку, поворачивая ее и вновь устанавливая на станок, мы создаем новые погрешности установки головки, которые могут привести к несоосности переднего и заднего центров вальцешлифовального станка после перешлифовки. Исключить их, однако, можно, если головку после перешлифовки переднего центра не переустанавливать.
Теперь другой центр можно перешлифовывать подобно первому. Но, снимая головку, поворачивая ее и вновь устанавливая на станок, мы создаем новые погрешности установки головки, которые могут привести к несоосности переднего и заднего центров вальцешлифовального станка после перешлифовки. Исключить их, однако, можно, если головку после перешлифовки переднего центра не переустанавливать. Она снабжена вторым шлифовальным механизмом, идентичным первому, установленным зеркально первому относительно плоскости, перпендикулярной оси его электрошпинделя и расположенной со стороны противоположной его шлифовальному кругу, малооборотным электродвигателем, размещенным между первым и вторым шлифовальным механизмами, при этом валы первого и второго шлифовальных механизмов жестко соединены, соответственно с корпусами первого и второго механизмов и с валом электродвигателя, основания механизмов соединены между собой и с корпусом двигателя.
Она снабжена вторым шлифовальным механизмом, идентичным первому, установленным зеркально первому относительно плоскости, перпендикулярной оси его электрошпинделя и расположенной со стороны противоположной его шлифовальному кругу, малооборотным электродвигателем, размещенным между первым и вторым шлифовальным механизмами, при этом валы первого и второго шлифовальных механизмов жестко соединены, соответственно с корпусами первого и второго механизмов и с валом электродвигателя, основания механизмов соединены между собой и с корпусом двигателя. Оно является следствием того, что при работе малооборотного электродвигателя, осуществляющего окружную подачу, одновременно вращаются оба шлифовальных механизма, хотя перешлифовка центров производится попеременно. Это приводит к дополнительному износу подшипников шлифовальных механизмов и других элементов головки.
Оно является следствием того, что при работе малооборотного электродвигателя, осуществляющего окружную подачу, одновременно вращаются оба шлифовальных механизма, хотя перешлифовка центров производится попеременно. Это приводит к дополнительному износу подшипников шлифовальных механизмов и других элементов головки.


 После этого перемещают головку вдоль оси центров станка до взаимодействия с передним перешлифовываемым центром. Круг 4 при этом осуществляет главное движение, а двигатель 12, вращая механизм 10, — движение окружной подачи. Завершив перешлифовку переднего центра вальцешлифовального станка, головку отводят по направляющим назад, двухполюсный переключатель переводят в положение, при котором полюс 20 соединяется с выходом 23 переключателя, а полюс 21 — с выходом 25. Муфта 13 выключается, электрошпиндель механизма 10 тоже, но включается муфта 14 и начинает работать электрошпиндель шлифовального механизма 11. Головку перемещают по направляющим станка, вводя круг механизма 11 во взаимодействие с задним центром станка и перешлифовывая задний центр аналогично переднему.
После этого перемещают головку вдоль оси центров станка до взаимодействия с передним перешлифовываемым центром. Круг 4 при этом осуществляет главное движение, а двигатель 12, вращая механизм 10, — движение окружной подачи. Завершив перешлифовку переднего центра вальцешлифовального станка, головку отводят по направляющим назад, двухполюсный переключатель переводят в положение, при котором полюс 20 соединяется с выходом 23 переключателя, а полюс 21 — с выходом 25. Муфта 13 выключается, электрошпиндель механизма 10 тоже, но включается муфта 14 и начинает работать электрошпиндель шлифовального механизма 11. Головку перемещают по направляющим станка, вводя круг механизма 11 во взаимодействие с задним центром станка и перешлифовывая задний центр аналогично переднему. Работа того и другого шлифовальных механизмов происходит при минимальном количестве элементов электроуправления, механизмы работают существенно меньшее время, чем в прототипе, что влечет за собой минимизацию отказов предложенной шлифовальной головки и более высокую ее надежность, чем у прототипа.
Работа того и другого шлифовальных механизмов происходит при минимальном количестве элементов электроуправления, механизмы работают существенно меньшее время, чем в прототипе, что влечет за собой минимизацию отказов предложенной шлифовальной головки и более высокую ее надежность, чем у прототипа.
 В процессе шлифовки зерна не стачиваются, а вылетают. Это позволяет избежать преждевременного забивания абразивного материала.
В процессе шлифовки зерна не стачиваются, а вылетают. Это позволяет избежать преждевременного забивания абразивного материала. Такой расходник производительный и в меру эластичный.
Такой расходник производительный и в меру эластичный.

 Используйте инструменты с мягкой связкой для более твердого бетона и инструменты с твердой связкой для более мягкого бетона. Снятие легкого поверхностного покрытия; ремонт неровного, изношенного или поврежденного бетона; выравнивание высоких или неровных швов.
Используйте инструменты с мягкой связкой для более твердого бетона и инструменты с твердой связкой для более мягкого бетона. Снятие легкого поверхностного покрытия; ремонт неровного, изношенного или поврежденного бетона; выравнивание высоких или неровных швов.

 Дополнительный опции, такие как шлифовальный шпиндель для шлифования с небольшими внутренними или внешними радиусами, дополняют комплектацию.
Дополнительный опции, такие как шлифовальный шпиндель для шлифования с небольшими внутренними или внешними радиусами, дополняют комплектацию.

 с., который готов к работе даже в самых тяжелых условиях. Осцилляция 1/4″ ремня обеспечивает его полную эксплуатацию, что снижает неравномерность износа и уменьшает вероятность образования шлифовальных линий, одновременно продлевая срок службы ремня. Большая поверхность ленты позволяет выполнять шлифование кромок и поверхностей, а также дополнительную возможность шлифования контуров и внутренней поверхности с помощью чугунного крепления вокруг барабана со стороны двигателя машины.
с., который готов к работе даже в самых тяжелых условиях. Осцилляция 1/4″ ремня обеспечивает его полную эксплуатацию, что снижает неравномерность износа и уменьшает вероятность образования шлифовальных линий, одновременно продлевая срок службы ремня. Большая поверхность ленты позволяет выполнять шлифование кромок и поверхностей, а также дополнительную возможность шлифования контуров и внутренней поверхности с помощью чугунного крепления вокруг барабана со стороны двигателя машины. (просмотреть оригинал на английском языке)
(просмотреть оригинал на английском языке) Тем не менее, шлифование является ключевым шагом при превращении необработанной древесины в инвестиционный объект, который повышает ценность вашего дома или образа жизни.
Тем не менее, шлифование является ключевым шагом при превращении необработанной древесины в инвестиционный объект, который повышает ценность вашего дома или образа жизни. com
com
 Кроме того, любой ветер может разнести опилки по окрестностям.
Кроме того, любой ветер может разнести опилки по окрестностям. Вы можете обрабатывать углы и углубления, недоступные для машины. Да, мы используем механические шлифовальные машины почти для каждого проекта по деревообработке или отделке, который мы завершаем, но мы всегда выполняем некоторую шлифовку вручную.
Вы можете обрабатывать углы и углубления, недоступные для машины. Да, мы используем механические шлифовальные машины почти для каждого проекта по деревообработке или отделке, который мы завершаем, но мы всегда выполняем некоторую шлифовку вручную.
 com
com Настоятельно рекомендуемым электроинструментом для этой работы является шлифовальная машина с произвольными орбитами. Подумайте о том, чтобы инвестировать в него, если у вас еще нет шлифовальной машины со случайной орбитой.
Настоятельно рекомендуемым электроинструментом для этой работы является шлифовальная машина с произвольными орбитами. Подумайте о том, чтобы инвестировать в него, если у вас еще нет шлифовальной машины со случайной орбитой. Ленточные шлифовальные машины — это мощные, агрессивные инструменты, которые удаляют много материала за короткий промежуток времени, но они не очень хорошо подходят для окончательной шлифовки. Эксцентриковые шлифовальные машины — это универсальные инструменты, которые можно использовать практически на любом этапе шлифования, за исключением детального окончательного шлифования, которое лучше всего выполнять вручную.
Ленточные шлифовальные машины — это мощные, агрессивные инструменты, которые удаляют много материала за короткий промежуток времени, но они не очень хорошо подходят для окончательной шлифовки. Эксцентриковые шлифовальные машины — это универсальные инструменты, которые можно использовать практически на любом этапе шлифования, за исключением детального окончательного шлифования, которое лучше всего выполнять вручную. Некоторые механические шлифовальные машины будут использовать простую систему с крючками и петлями, поэтому вы можете относительно легко снять старую наждачную бумагу и загрузить новую.
Некоторые механические шлифовальные машины будут использовать простую систему с крючками и петлями, поэтому вы можете относительно легко снять старую наждачную бумагу и загрузить новую. Ленточные и барабанные шлифовальные машины должны работать на полной скорости перед контактом с деревом.
Ленточные и барабанные шлифовальные машины должны работать на полной скорости перед контактом с деревом.

 После нанесения дайте растворителю подействовать в течение указанного периода времени, прежде чем вытереть его чистой тряпкой или тканью.
После нанесения дайте растворителю подействовать в течение указанного периода времени, прежде чем вытереть его чистой тряпкой или тканью. , царапины или осколки. Из-за широкого спектра проектов сроки шлифовки также могут значительно различаться, поэтому важно учитывать масштаб проекта, чтобы иметь возможность лучше оценить, сколько времени потребуется для его завершения.
, царапины или осколки. Из-за широкого спектра проектов сроки шлифовки также могут значительно различаться, поэтому важно учитывать масштаб проекта, чтобы иметь возможность лучше оценить, сколько времени потребуется для его завершения.
 Он состоит из слоев абразива, каждый слой наносится на оправку под немного другим углом, чем предыдущий слой. По мере использования шлифовальная машина размягчается (как насадка для швабры, понимаете?), что позволяет ей принимать необычные формы. Как и в случае с любой другой шлифовальной машиной, доступны различные зернистости, поэтому с помощью этого инструмента вы можете шлифовать от грубого до тонкого.
Он состоит из слоев абразива, каждый слой наносится на оправку под немного другим углом, чем предыдущий слой. По мере использования шлифовальная машина размягчается (как насадка для швабры, понимаете?), что позволяет ей принимать необычные формы. Как и в случае с любой другой шлифовальной машиной, доступны различные зернистости, поэтому с помощью этого инструмента вы можете шлифовать от грубого до тонкого. Проверьте это.
Проверьте это.