Шлифовальная головка это: Головки шлифовальные, головки шлифовальные купить в Москве, Санкт-Петербурге, Нижнем Новгороде
Содержание
Шлифовальные головки — виды, применение, характеристики, описание
На современном рынке малоразмерного абразивно-слесарного инструмента существует огромный выбор шлифовальных головок различных производителей. Исходя из конкретных условий и ситуации применения, легко можно подобрать шлифовальную головку необходимых размеров, формы, зернистости и твердости.
Типы и обозначение шлифовальных головок
Согласно DIN69170 шлифовальные головки выпускаются следующих форм:
|
Цилиндрическая |
ZY | |
|
Цилиндросферическая |
WR | |
|
Остроконическая |
WK | |
|
Коническая (с закругленной вершиной) |
KE | |
|
Центросферическая |
SP | |
|
Сферическая |
KU | |
|
Чашечная |
TO |
Оправки для шлифовальных головок выполняются из конструкционной углеродистой или легированной стали и в зависимости от размера самой головки бывают диаметром 3мм стандартной длины 30мм; диаметром 6мм и 8мм стандартной длины 40мм, либо удлиненные. В последнем случае длина хвостовика зависит от конкретного производителя.
В последнем случае длина хвостовика зависит от конкретного производителя.
Материал шлифовальных головок
Шлифовальная головка состоит из соединенного с помощью связывающего вещества абразивного порошка определенного размера и стального хвостовика. Они изготавливаются из тех же видов абразивов, и обладают тем же набором характеристик в обозначении, что и все остальные связанные абразивные инструменты. В основном для изготовления шлифовальных головок используются различные виды электрокорунда (электрокорунд нормальный, электрокорунд белый, электрокорунд хромистый, электрокорунд хромотитанистый и т.п.) или их смеси, также используется карбид кремния (черный и зеленый) и керамическое зерно. Наиболее часто для изготовления головок применяется керамическая связка, реже бакелитовая. Выбор того или иного материала головки зависит от обрабатываемого материала заготовки.
На выбор зернистости шлифовальной головки влияет не только тип шлифования, грубое или тонкое, но и диаметра головки. Так вы не встретите шлифовальные головки малых диаметров (например, 4-5мм) выполненных из грубого зерна F36-F46.
Так вы не встретите шлифовальные головки малых диаметров (например, 4-5мм) выполненных из грубого зерна F36-F46.
Твёрдость абразивного инструмента характеризует способность связки удерживать абразивные зёрна в процессе обработки. Чем выше твердость, тем прочнее удерживаются зерна в абразивной головке. В тоже время твердая связка повышает температуру в зоне резания, и требует более высокого давления на инструмент при обработке.
Как подобрать оптимальную шлифовальную головку?
Связка шлифовальной головки, твердость и смесь зерен по-разному влияют на производительность шлифования, стойкость и агрессивность инструмента. Так при выборе характеристик головки необходимо руководствоваться следующими условиями:
- при обработке плоскостей следует выбирать более мягкие головки, т.к. они подвергаются меньшему удельному давлению и мягкая головка, очевидно, даст более высокую производительность съема;
- при обработке кромок или фасонных поверхностей следует выбирать головки с более твердой связкой, т.
 к. в данном случае на первый план выходит требование к длительному сохранению формы инструмента. К тому же удельное давление при обработке кромок значительно выше, чем при обработке плоской поверхности;
к. в данном случае на первый план выходит требование к длительному сохранению формы инструмента. К тому же удельное давление при обработке кромок значительно выше, чем при обработке плоской поверхности; - для более твёрдого шлифуемого материала выбирается головка с более мягкой связкой, что даст возможность обеспечить производительность с меньшим давлением на инструмент;
- для шлифования материалов, чувствительных к изменениям температуры, также выбирается головка с более мягкой связкой.
- чем выше фактическая скорость резания инструмента, тем ниже степень твердости головки следует применять, и, наоборот, для низких скоростей обработки применяются более твердые головки.
Посмотрите товары в нашем каталоге
Вставки для шлифовальных утюжков. Серия Quick Slot. Тип Latex | Шлифовальная лента ZL20 25х762 | Шлифовальная лента ZL20 50х1700 |
Возврат к списку
Шлифовальная головка
Полезная модель относится к области абразивной обработки и может быть использована при изготовлении инструмента на керамической связке для шлифования внутренних и наружных труднодоступных поверхностей. Шлифовальная головка обеспечивает исключение наличия ослабленного сечения и повышение прочности на изгиб, упрощение соосного закрепления металлической оправки в шлифовальной головке, увеличение полезной рабочей площади за счет того, что глухое посадочное отверстие в шлифовальной головке 1, глубина h которого составляет 0,4…0,9 частей от высоты Н головки 1, имеет цилиндрическую часть 2 и конус 3, угол при вершине которого равен 40…120°, а металлическая оправка включает опорную часть 6, цилиндр 4 и конус 5.
Шлифовальная головка обеспечивает исключение наличия ослабленного сечения и повышение прочности на изгиб, упрощение соосного закрепления металлической оправки в шлифовальной головке, увеличение полезной рабочей площади за счет того, что глухое посадочное отверстие в шлифовальной головке 1, глубина h которого составляет 0,4…0,9 частей от высоты Н головки 1, имеет цилиндрическую часть 2 и конус 3, угол при вершине которого равен 40…120°, а металлическая оправка включает опорную часть 6, цилиндр 4 и конус 5.
Полезная модель относится к области абразивной обработки и может быть использована при изготовлении инструмента на керамической связке для шлифования внутренних и наружных труднодоступных поверхностей.
Известна абразивная шлифовальная головка, содержащая корпус, сидящий на оси, выполненный в виде втулок, соединенных между собой по периферии их фланцев жесткими подвижными стержнями [1].
Недостаток известной шлифовальной головки заключается в том, что она имеет сложную конструкцию.
Наиболее близкой к заявляемой является шлифовальная головка, содержащая глухое посадочное цилиндрическое отверстие, в котором закреплена опорная часть металлической оправки [2].
При этом опорная часть металлической оправки имеет цилиндрическую форму.
Шлифовальная головка может быть различных типоразмеров и различной формы: цилиндрической, угловой, конической, сводчатой, но при этом глухое посадочное отверстие во всех головках имеет цилиндрическую форму. Глубина глухого посадочного цилиндрического отверстия зависит от высоты головки. Для большинства типоразмеров шлифовальных головок она равна половине высоты головки. Такая значительная глубина глухого посадочного цилиндрического отверстия обеспечивает высокую прочность фиксации шлифовальной головки на металлической оправке.
Однако конструкция известной шлифовальной головки имеет ряд недостатков, которые отрицательно влияют на процесс ее изготовления и в результате значительно снижают ее долговечность и качество.
В процессе изготовления шлифовальной головки, в особенности малых размеров, а именно при формировании глухого посадочного цилиндрического отверстия возникают уплотнения формовочной абразивной массы в зоне между плоской торцевой поверхностью штыря прессформы, формирующего глухое посадочное цилиндрическое отверстие, и прессующего пуансона, которые препятствуют равномерному сдавливанию абразивной массы по высоте. Это приводит к тому, что плотность прессования, а значит структура и твердость шлифовальной головки являются неравномерными по высоте, что значительно снижает их качество и в результате их долговечность.
Это приводит к тому, что плотность прессования, а значит структура и твердость шлифовальной головки являются неравномерными по высоте, что значительно снижает их качество и в результате их долговечность.
Поскольку зона наименьшей плотности прессования приходится на середину шлифовальной головки, и в связи с тем, что глубина глухого посадочного цилиндрического отверстия в головке равна, как правило, половине ее высоты, именно здесь расположено наиболее ослабленное глухим посадочным цилиндрическим отверстием сечение шлифовальной головки. Это обусловлено тем, что при закреплении металлической оправки в глухом посадочном цилиндрическом отверстии шлифовальной головки между торцовой поверхностью опорной части оправки и донышком шлифовальной головки всегда остается зазор, который заполняется клеевым составом при вклеивании шлифовальной головки на оправку. Эта зона является переходной между зоной шлифовальной головки, укрепленной опорной частью металлической оправки, и зоной шлифовальной головки, ослабленной глухим посадочным цилиндрическим отверстием. Именно по этому сечению происходит поломка шлифовальной головки в процессе ее использования. Особенно это характерно для шлифовальных головок низкой твердости, а также шлифовальных головок,
Именно по этому сечению происходит поломка шлифовальной головки в процессе ее использования. Особенно это характерно для шлифовальных головок низкой твердости, а также шлифовальных головок,
работающих в жестких режимах, например, при зачистке канавок, углов, пазов.
Кроме того, в процессе изнашивания шлифовальной головки ее диаметр уменьшается и в зоне ослабленного сечения приближается к диаметру глухого посадочного цилиндрического отверстия, что снижает в этой зоне прочность шлифовальной головки на изгиб и приводит к ее поломке.
Более того, при закреплении металлической оправки в глухом посадочном цилиндрическом отверстии шлифовальной головки необходимо обеспечить их соосность, а так же хорошее склеивание абразивного материала головки с металлической оправкой, что предусматривает использование специальных приспособлений и повышает трудоемкость процесса изготовления шлифовальной головки.
Техническая задача, решаемая заявляемой полезной моделью, заключается в исключении недостатков, связанных с технологическим процессом изготовления шлифовальной головки, и повышении ее долговечности и прочности.
Технический результат, достигаемый при использовании заявляемой полезной модели;
— исключение наличия ослабленного сечения в шлифовальной головке;
— упрощение соосного закрепления металлической оправки в шлифовальной головке;
— повышение прочности шлифовальной головки на изгиб;
— увеличение полезной площади шлифовальной головки.
Технический результат достигается тем, что в шлифовальной головке, содержащей глухое посадочное цилиндрическое отверстие, в котором закреплена опорная часть металлической оправки, глухое посадочное цилиндрическое отверстие переходит в конус, угол при
вершине которого равен 40…120°, глубина глухого посадочного отверстия составляет 0,4…0,9 частей от высоты шлифовальной головки, при этом опорная часть металлической оправки выполнена по форме глухого посадочного отверстия.
Заявляемая шлифовальная головка отличается от известной формой выполнения посадочного отверстия, а именно, цилиндра, переходящего в конус, и формой выполнения опорной части металлической оправки.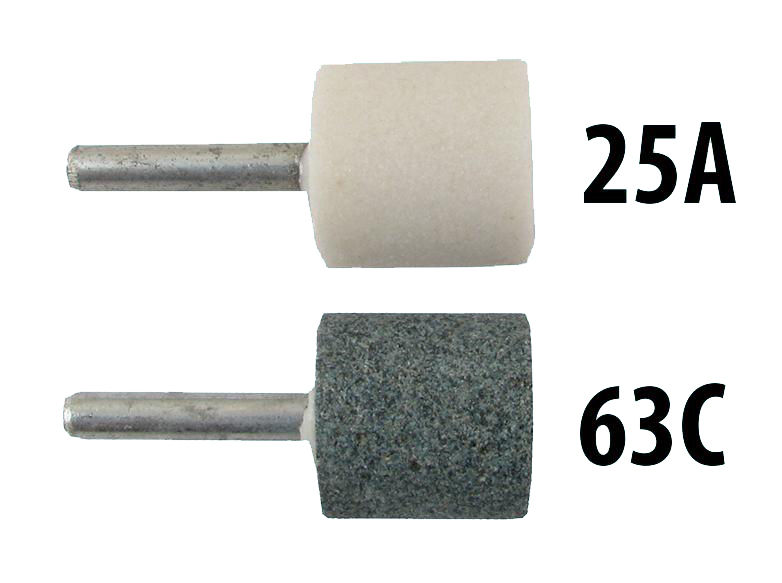
Выбор формы глухого посадочного отверстия объясняется следующим.
Скорость обработки детали зависит как от режущих свойств шлифовальной головки, так и от усилия ее прижатия к обрабатываемой поверхности.
Изменение формы глухого посадочного отверстия обеспечивает равномерность прессования и в результате исключает образование зон повышенного уплотнения в шлифовальной головке. Это способствует более равномерному сжатию формовочной абразивной массы по всей высоте прессформы и, как следствие, однородности механических свойств шлифовальной головки. Это обеспечивает одинаковые режущие свойства по всему объему шлифовальной головки, что в свою очередь повышает скорость съема металла и качество обработки поверхности.
Глубина глухого посадочного отверстия должна обеспечивать прочность крепления шлифовальной головки на опорной части металлической оправки. Если глубина глухого посадочного отверстия менее 0,4 высоты шлифовальной головки, то прочность крепления шлифовальной головки на опорной части оправки недостаточна и она «слетает» с оправки при работе. Если глубина глухого посадочного отверстия более 0,9 высоты шлифовальной головки, то значительно уменьшается рабочий объем головки.
Если глубина глухого посадочного отверстия более 0,9 высоты шлифовальной головки, то значительно уменьшается рабочий объем головки.
Изменение формы глухого посадочного отверстия шлифовальной головки, а именно выполнение конуса обеспечивает плавное, без скачков, соединение шлифовальной головки с опорной частью металлической оправки, имеющей аналогичную форму. Этим исключается наличие в головке сечений, ослабленных глухим посадочным отверстием.
Изменение формы опорной части металлической оправки и формы глухого посадочного отверстия обеспечивает увеличение полезной площади шлифовальной головки, однородность твердости прочностных и режущих свойств по всему объему головки, а так же увеличивает прочность шлифовальной головки на изгиб. Это происходит благодаря тому, что при изнашивании шлифовальной головки ее форма меняется до конической с закругленной вершиной, при этом боковые силы, действующие на конец шлифовальной головки гасятся (воспринимаются) конусом опорной части металлической оправки.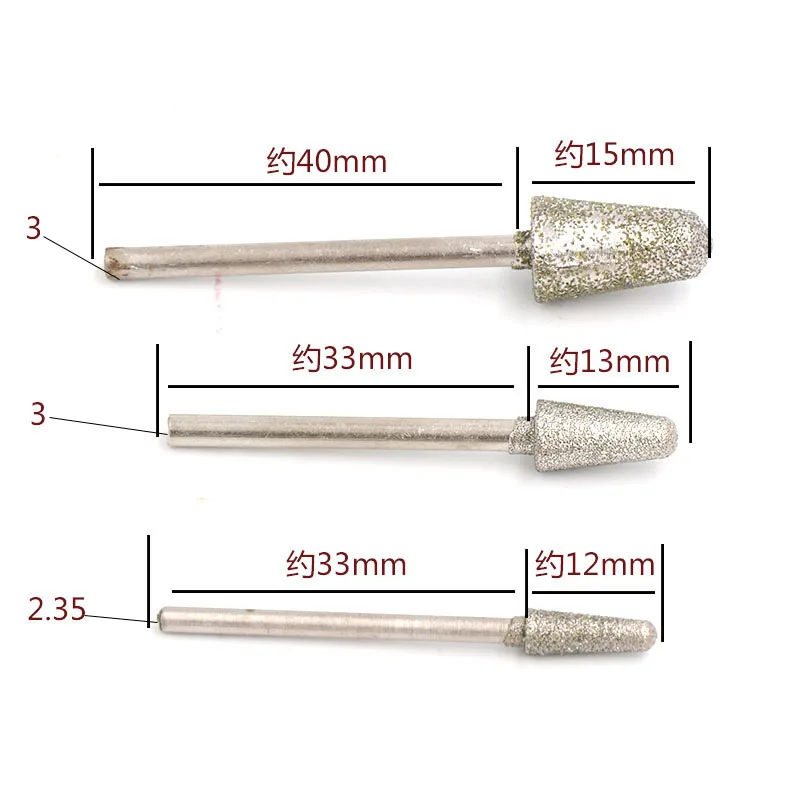
Выбор параметра угла при вершине конуса глухого посадочного отверстия равного 40…120° является оптимальным и объясняется технологическими особенностями изготовления шлифовальной головки и металлической оправки.
Если угол при вершине конуса будет меньше 40°, то затрудняется обработка конуса опорной части металлической оправки.
Если угол при вершине конуса будет превышать 120°, то в процессе прессования абразивной массы шлифовальной головки невозможно достигнуть высокую однородность ее структуры по всему объему. Это обусловлено тем, что формовочная масса с трудом скользит по конусу стержня (превышающему 120°), формующего глухое посадочное отверстие в шлифовальной головке, и не распределяется им по объему шлифовальной головки. Над стержнем создается более высокое уплотнение формовочной абразивной массы, препятствующее прессованию в средней части шлифовальной головки. Поэтому твердость
шлифовальной головки, а значит и прочность в ее средней части будет ниже, чем на концах.
Заявляемая полезная модель поясняется чертежами.
На фигуре 1 схематически представлена шлифовальная головка.
На фигуре 2 — шлифовальная головка без металлической оправки.
На фигуре 3 — металлическая оправка.
Шлифовальная головка 1 (см. фиг.1 и фиг.2), изготовленная из абразивного материала, содержит глухое посадочное отверстие, глубина h которого равна 0,4…0,9 частей от высоты Н шлифовальной головки. Цилиндрическая часть 2 глухого посадочного отверстия переходит в конус 3, угол при вершине которого равен 40…120°. В глухом посадочном отверстии закреплена металлическая оправка, (см. фиг.1 и фиг.3), включающая опорную часть, выполненную в форме цилиндра 4, переходящего в конус 5, и хвостовик 6.
Шлифовальная головка 1 работает следующим образом.
Хвостовик 6 металлической оправки шлифовальной головки 1 зажимают в патрон (цангу) шлифовальной машинки или шлифовального станка. Включают шлифовальную машинку (шлифовальный станок) и шлифовальная головка 1 приводится во вращение с угловой скоростью до 100 тыс. об/мин. Затем шлифовальная головка 1 боковой поверхностью прижимается к обрабатываемой детали и срезает на поверхности этой детали слой металла. Для более равномерной обработки вращающуюся шлифовальную головку 1 перемещают по обрабатываемой поверхности детали до окончания снятия необходимого слоя металла.
об/мин. Затем шлифовальная головка 1 боковой поверхностью прижимается к обрабатываемой детали и срезает на поверхности этой детали слой металла. Для более равномерной обработки вращающуюся шлифовальную головку 1 перемещают по обрабатываемой поверхности детали до окончания снятия необходимого слоя металла.
Проведены сравнительные лабораторные испытания прочности на изгиб цилиндрических шлифовальных головок (AW 10×25×3) с глухим посадочным цилиндрическим отверстием, изготовленных по прототипу и заявляемых шлифовальных головок. В процессе изгибного нагружения разрушение шлифовальных головок с цилиндрическим посадочным
отверстием происходило по плоскости, а у заявляемой шлифовальной головки — по вершине конуса. Прочность на изгиб заявляемой шлифовальной головки была в 1,3 раза выше. Заявляемые шлифовальные головки работали почти до полного износа.
Использование заявляемой шлифовальной головки позволяет исключить недостатки, связанные с технологическим процессом ее изготовления, и повысить ее долговечность.
Источники информации:
1. Патент Российской Федерации №2250159, МПК B 24 D 17/00, опубл. 2005.04.20.
2. Головки шлифовальные. Технические условия. ГОСТ 2447-82, с.1-4. — прототип.
Шлифовальная головка, содержащая глухое посадочное цилиндрическое отверстие, в котором закреплена опорная часть металлической оправки, отличающаяся тем, что глухое посадочное цилиндрическое отверстие переходит в конус, угол при вершине которого равен 40…120°, глубина глухого посадочного отверстия составляет 0,4…0,9 частей от высоты шлифовальной головки, при этом опорная часть металлической оправки выполнена по форме глухого посадочного отверстия.
Главная | Поиск продукта | Карта сайта | Оформить заказ | Отслеживание вашего заказа | |||||||||||||||||||||||||||||||||||
Уникальный процесс алмазного соединения Glastar устраняет отслаивание, создавая однородную поверхность, которая позволяет этим шлифовальным головкам превосходить все другие головки! Эта стандартная алмазная шлифовальная головка с зернистостью 100 входит в комплект всех новых шлифовальных машин Super Star II (модель G12) и Diamond Star (модель G14). Вам также могут понравиться:
| Корзина для покупок
ПоискПродукты
Производители
Примечание: Все цены указаны в долларах США | ||||||||||||||||||||||||||||||||||
Высококачественная шлифовальная головка для вашего LuckyTail
Высококачественная шлифовальная головка для вашего LuckyTail — инновационное и безопасное устройство для заточки когтей
0,00 $ Тележка
0,00 $ Тележка
5/5
Замените старую шлифовальную головку на новую и добейтесь максимальных результатов при использовании кофемолки LuckyTail. Наша команда настоятельно рекомендует менять насадки через несколько месяцев использования для лучшего подравнивания и более гладких ногтей.
Наша команда настоятельно рекомендует менять насадки через несколько месяцев использования для лучшего подравнивания и более гладких ногтей.
14,95 $
Количество
Высококачественная шлифовальная головка для вашего LuckyTail
В наличии.
Описание
Отзывы (0)
Описание
Замените старую шлифовальную головку новой и добейтесь максимальных результатов при использовании шлифовальной машины LuckyTail. Наша команда настоятельно рекомендует менять насадки через несколько месяцев использования для лучшего подравнивания и более гладких ногтей.
Информация
Следите за нами на
Фейсбук
Инстаграм
Партнеры по доставке
Отдел обслуживания клиентов
[электронная почта защищена]
Способы оплаты
© 2022 LuckyTail.
Всего комментариев: 0