Плоскошлифовальный: Плоскошлифовальный станок по металлу купить, цена на маленький плоскошлифованный станок с чпу в интернет-магазине rustan.ru
Содержание
Плоскошлифовальный станок FSG30100R – АлеКо
Перейти к содержимому
Описание
Шлифовальные станки предназначены для чистовой и финишной обработки абразивным или алмазным кругами плоских поверхностей деталей различных размеров, позволяют работать с деталями, закрепленными на зеркале стола, магнитной плите или в приспособлении. Высококачественные компоненты электросистемы, двoйнaя V-oбpaзнaя нaпpaвляющaя, шлифoвaльный шпиндeль ycтaнoвлeн на выcoкoтoчных, paдиaльнo-yпopных пoдшипникaх c пpeдвapитeльным нaтяжeниeм все направляющие покрыты турцитом и имеют принудительную смазку. Станки этой серии имеют высокую жесткость, точность и плавность хода. Продольные, поперечные перемещения автоматические, ось Z с подъемным приводом.
Категория: FSG
Запросить цену
+7(495)662-98-83
+998 94 007-98-65
Комплектация
Технические характеристики
Дополнительная информация
Стандартная комплектация
- Бак, Система подачи СОЖ
- Магнитная зажимная плита
- Фланец шлифовального круга
- Балансировочный вал
- Шлифовальный круг
- Сервисный инструмент
- Стенд для правки диска
- Инструмент для правки
- Руководство по эксплуатации
- Освещение рабочей зоны
Дополнительная комплектация
- Балансировочный стенд
- Магнитный сепаратор
- Бумажный фильтр
- Защита бака СОЖ
- Пылеуловитель
- Устройство для правки параллельности
- 2-х осевой цифровой индикатор
| Технические данные | Единица измерения | Значение |
| Размер стола | мм | 305×1020 |
| Размер электромагнитной плиты | мм | 300×1000 |
| Перемещение стола X,Y | мм | 1130×340 |
| Расстояние ось шпинделя/стол | мм | 580 |
| Максимальный вес заготовки | кг | 400 |
| Скорость продольного перемещения стола | м/мин | 5-25 |
| Поперечное перемещение стола: автоподача | мм/мин | 0,1-8 |
| Поперечное перемещение стола: ускоренная подача | мм/мин | 990 |
| Поперечное перемещение стола: маховичком | мм/дел | 0,02 |
| Перемещения шлифовальной бабки: ускоренная подача | мм | 650 |
| Подача шлифовальной бабки: маховичком | мм/дел | 0,005 |
| Обороты шпинделя шлифовальной бабки | об/мин | 1450 |
| Размер шлифовального круга | мм | 350×40×127 |
| Мощность привода шпинделя | кВт | 4 |
| Размер станка в упаковке | мм | 2950×2220×2210 |
| Габаритные размеры станка | мм | 4400×2200×1900 |
| Вес | кг | 3200 |
Преимущества станка
Преимуществами шлифовальных станков серии SGH является:
- Удобная и эргономичная панель управления
- Безопасное и надежное электрическое управление, система защиты от блокировки, спроектированная в соответствии с требованиями к напряжению в сети в евросоюзе
- Гидравлическая система с воздушным охлаждением, обеспечивает достаточную мощность для точного шлифования, при небольшом росте температуры
- Двустенная конструкция колонны обеспечивает высокую жесткость опоры шлифовального шпинделя.

- Защитный кожух двигателя шпинделя и направляющей

Электрическое управление
Гидравлическая система
Панель управления
Колонна
- Рабочий стол управляется высококачественным гидравлическим вентилем, обеспечивая плавное перемещение
- Вручную отшлифованные направляющие покрыты турцитом, что дает плавное перемещение и продевает ресурс
- Станок серии A оснащен в стандартной комплектации автоматическим сервомотором подачи и управляется PLC и HMI со встроенной программой
Гидравлический вентиль
Турцит
PLC
Заказать плоскошлифовальный станок с вертикальным шпинделем и электромеханическим управлением ШПВ 01
| ОСНОВНЫЕ ПАРАМЕТРЫ | ||
| Параметр | ед. изм. | ШПВ 01 |
| Рабочий стол | мм | 350×900 |
| Вес устанавливаемой заготовки | кг | 200 |
| Максимальные размеры обрабатываемой детали ДхШхВ | мм | 900x350x490 |
Поперечный ход станка, макс. | мм | 1250 |
| Шлифовальная головка | ||
| Количество секторов | шт. | 10 |
| Количество оборотов | об/мин | 1300 |
| Вертикальная подача | ||
| Ручная | мм/дел | 0,002 |
| Автоматическая (быстрая) | мм/мин | 200 |
| Продольная подача | ||
| Автоматическая (медленная) | мм/мин | 0….1000 |
| Автоматическая (быстрая) | мм/мин | 1000 |
| Мощность главного двигателя | кВт | 4 |
| Общая потребляемая мощность | кВт | 6,15 |
| Напряжение питания | — | 380 V50 Hz |
| Габаритные размеры | мм | 3200х2000х1500 |
| Масса станка | кг | 1600 |
Плоскошлифовальный станок с вертикальным шпинделем ШПВ 01 предназначен для шлифования блоков двигателя автомобилей при ремонте и обеспечивает высокую производительность с высокой точностью и гладкостью обрабатываемой поверхности. Шлифовальный станок может быть успешно использован для шлифовании деталей общего машиностроения. Движение стола по длине автоматическое, осуществляется при помощи асинхронного электродвигателя и осуществляется с полным регулированием скорости в одном (рабочем) направлении. Обратный ход осуществляется с постоянной (высокой) скоростью . Вертикальное движение бывает ручное и автоматическое — от асинхронного электродвигателя. Вращение сигментальной шлифовальной головы начинается при помощи асинхронного электродвигателя посредством ременной передачи.
Шлифовальный станок может быть успешно использован для шлифовании деталей общего машиностроения. Движение стола по длине автоматическое, осуществляется при помощи асинхронного электродвигателя и осуществляется с полным регулированием скорости в одном (рабочем) направлении. Обратный ход осуществляется с постоянной (высокой) скоростью . Вертикальное движение бывает ручное и автоматическое — от асинхронного электродвигателя. Вращение сигментальной шлифовальной головы начинается при помощи асинхронного электродвигателя посредством ременной передачи.
Диаметр секторной абразивной головки больше чем ширина рабочего стола, что позволяет совершать обработку поверхности за один проход. Управление станка электромеханическое. Для облегчения ориентирования и фиксации двигательных блоков, предусмотрено универсальное закрепляющее устройство.
Секторная шлифовальная головка состоит из фланца, который присоединен к шлифовальному шпинделю по конической поверхности и затянут с помощью гайки. Абразивные сектора производства фирмы Molimab с обозначениями:
Абразивные сектора производства фирмы Molimab с обозначениями:
— МТ0095 Абразивный камень для чугуна 65х25х85 мм — 10 шт.
— MTB095 Абразивный камень для алюминия 65х25х85 мм — 10 шт.
При использовании других абразивных секторов обязательно их соответствие с вышеуказанными секторами по форме, размерами и допустимой окружной скорости- не меньше 35 мсек.
Универсальное закрепляющее устройство
Заточное устройство (прикрепленное к столу)
Заточное устройство (прикрепленное к суппорту)
Агрегат для очищения охлаждающей жидкости
Стойка и оправка для статичного балансирования
Локальное освещение
Упаковка — деревянный поддон накрытый полиэтиленом
Дополнительная информация о плоскошлифовании — Корпорация Universal Grinding Flats & Rounds
Плоскошлифование
Хотите узнать больше о плоскошлифовании? Плоское шлифование используется для получения гладкой поверхности на плоских поверхностях. Это широко используемый процесс абразивной обработки, при котором прялка, покрытая грубыми частицами (шлифовальный круг), срезает с заготовки стружку металлического или неметаллического вещества, делая ее поверхность плоской или гладкой.
Процесс
Плоское шлифование является наиболее распространенным видом шлифовальных операций. Это процесс отделки, в котором используется вращающийся абразивный круг для сглаживания плоской поверхности металлических или неметаллических материалов, чтобы придать им более изысканный вид путем удаления оксидного слоя и загрязнений с поверхностей обрабатываемых деталей. Это также позволит получить желаемую поверхность для функционального назначения.
Плоскошлифовальный станок состоит из абразивного круга, зажимного устройства, известного как патрон, и возвратно-поступательного или поворотного стола. Патрон удерживает материал на месте во время работы. Это можно сделать одним из двух способов: ферромагнитные детали удерживаются на месте с помощью магнитного зажима, а неферромагнитные и неметаллические элементы удерживаются на месте с помощью вакуума или механических средств. Машинные тиски (из ферромагнитной стали или чугуна), установленные на магнитном держателе, можно использовать для удержания неферромагнитных заготовок, если имеется только магнитный патрон.![]()
Факторами, которые следует учитывать при плоском шлифовании, являются материал шлифовального круга и материал обрабатываемой детали.
Типичные материалы заготовки включают чугун и мягкую сталь. Эти два материала не забивают шлифовальный круг во время обработки. Другими материалами являются алюминий, нержавеющая сталь, латунь и некоторые пластмассы. При шлифовании при высоких температурах материал имеет тенденцию к ослаблению и более склонен к коррозии. Это также может привести к потере магнетизма в материалах, где это применимо.
Шлифовальный круг не ограничивается цилиндрической формой и может иметь множество опций, полезных для переноса различной геометрии на обрабатываемый объект. Прямые колеса могут быть заправлены оператором для получения нестандартной геометрии. При плоском шлифовании предмета надо иметь в виду, что форма круга будет перенесена на материал предмета наподобие обратного изображения.
Нет искры — это термин, используемый при поиске значений точности и буквально означающий «пока не погаснет искра (не более)». Он включает в себя прохождение заготовки под кругом без сброса глубины резания более одного раза и, как правило, несколько раз. Это гарантирует, что любые несоответствия в станке или заготовке будут устранены.
Он включает в себя прохождение заготовки под кругом без сброса глубины резания более одного раза и, как правило, несколько раз. Это гарантирует, что любые несоответствия в станке или заготовке будут устранены.
Оборудование
Плоскошлифовальный станок – это станок, используемый для прецизионного шлифования поверхностей либо до критического размера, либо для окончательной обработки поверхности.
Типичная точность плоскошлифовального станка зависит от типа и использования, однако на большинстве плоскошлифовальных станков должна быть достижима ±0,002 мм (±0,0001 дюйма).
Станок состоит из стола, который перемещается как в продольном направлении, так и поперек круга. Продольная подача обычно приводится в действие гидравликой, как и поперечная подача, однако может использоваться любое сочетание ручного, электрического или гидравлического управления в зависимости от конечного использования машины (т. Е. Производство, мастерская, стоимость). Шлифовальный круг вращается в шпиндельной головке, а также регулируется по высоте любым из способов, описанных ранее. Современные плоскошлифовальные станки являются полуавтоматическими, глубина резания и искрообразование могут быть предварительно заданы в зависимости от количества проходов, а после настройки процесс обработки требует минимального вмешательства оператора.
Современные плоскошлифовальные станки являются полуавтоматическими, глубина резания и искрообразование могут быть предварительно заданы в зависимости от количества проходов, а после настройки процесс обработки требует минимального вмешательства оператора.
В зависимости от материала заготовки работа обычно удерживается с помощью магнитного зажима. Это может быть либо электромагнитный патрон, либо патрон с постоянным магнитом с ручным управлением; оба типа показаны на первом изображении.
В станке предусмотрена подача охлаждающей жидкости, а также удаление металлической пыли (металлических и шлифовальных частиц).
Типы плоскошлифовальных станков
Горизонтально-шпиндельные (периферийные) плоскошлифовальные станки
Периферия (плоская кромка) круга соприкасается с заготовкой, образуя плоскую поверхность. Периферийное шлифование применяют при высокоточных работах на простых плоских поверхностях; конусы или угловые поверхности; слоты; плоские поверхности рядом с плечами; углубленные поверхности; и профили.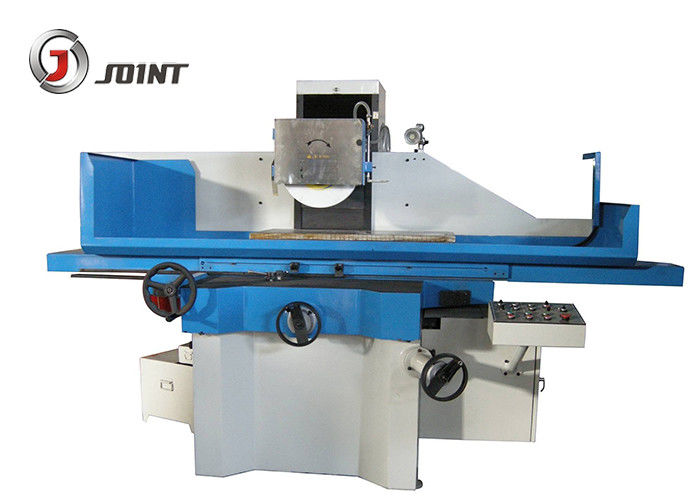
Шлифовальные станки с вертикальным шпинделем
Торец круга (чашка, цилиндр, диск или сегментный круг) используется на плоской поверхности. Торцевое шлифование часто используется для быстрого удаления материала, но некоторые машины могут выполнять высокоточные работы. Заготовка удерживается на возвратно-поступательном столе, который может варьироваться в зависимости от задачи, или на станке с поворотным столом с непрерывным или индексным вращением. Индексирование позволяет загружать или разгружать одну станцию, в то время как шлифовальные операции выполняются на другой.
Дисковые и двухдисковые шлифовальные машины.
Дисковое шлифование аналогично плоскому шлифованию, но с большей площадью контакта между диском и заготовкой. Дисковые шлифовальные машины доступны как с вертикальным, так и с горизонтальным шпинделем. Двухдисковые шлифовальные станки обрабатывают обе стороны заготовки одновременно. Дисковые шлифовальные станки способны достигать особенно тонких допусков.
Шлифовальные круги для плоскошлифовальных станков
Оксид алюминия, карбид кремния, алмаз и кубический нитрид бора (CBN) — четыре наиболее часто используемых абразивных материала для поверхности шлифовальных кругов. Из этих материалов оксид алюминия является наиболее распространенным. Из-за стоимости алмазные и эльборовые шлифовальные круги обычно изготавливаются с сердцевиной из менее дорогого материала, окруженной слоем алмаза или эльборового нитрида. Алмазные и эльборовые круги очень твердые и способны экономично шлифовать материалы, такие как керамика и карбиды, которые не могут быть отшлифованы кругами из оксида алюминия или карбида кремния.
Как и при любой шлифовальной операции, чрезвычайно важно состояние круга. Шлифовальные приспособления используются для поддержания состояния круга, они могут быть установлены на столе или установлены в головке круга, где их можно легко применить.
Плоскошлифовальный станок – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Определите плоскошлифовальный станок.
• Определение процедур.
• Опишите процедуры «Заправки колеса».
• Опишите кольцевой тест.
• Опишите замену шлифовального круга.
• Опишите процедуру выбора шлифовального круга.
• Перечислите основные абразивы с общими областями их наилучшего использования.
• Перечислите основные облигации с указанием типов применения, в которых они используются чаще всего.
• Идентифицировать по номеру и названию типа, по немаркированным эскизам или по реальным колесам.
• Интерпретируйте маркировку формы и размера круга вместе с пятью основными символами спецификации круга в описании шлифовального круга.
• Учитывая несколько стандартных, распространенных шлифовальных работ, порекомендуйте подходящий абразив, приблизительный размер зерна, сорт и связку.
Плоскошлифовальный станок в основном используется в процессе чистовой обработки. Это очень точный инструмент, в котором используется стационарное абразивное вращающееся колесо для бритья или отделки металлической поверхности, которая удерживается на месте тисками. Это тиски, являющиеся частью стола или каретки, которые перемещаются вперед и назад под абразивным кругом. Плоскошлифовальный станок может резать сталь на куски размером не более 18 дюймов в длину, 6 дюймов в высоту и 8 дюймов в ширину. Стол шлифовального станка также магнитный, что помогает удерживать материал неподвижно. Эти магниты можно переключать с помощью рычага, расположенного на передней стороне кофемолки. Этот инструмент имеет максимальное сечение 0,005 дюйма и минимальное сечение 0,005 дюйма. Движение шлифовального станка может быть автоматическим, движением вперед и назад или ручным перемещением по мере необходимости.
Это тиски, являющиеся частью стола или каретки, которые перемещаются вперед и назад под абразивным кругом. Плоскошлифовальный станок может резать сталь на куски размером не более 18 дюймов в длину, 6 дюймов в высоту и 8 дюймов в ширину. Стол шлифовального станка также магнитный, что помогает удерживать материал неподвижно. Эти магниты можно переключать с помощью рычага, расположенного на передней стороне кофемолки. Этот инструмент имеет максимальное сечение 0,005 дюйма и минимальное сечение 0,005 дюйма. Движение шлифовального станка может быть автоматическим, движением вперед и назад или ручным перемещением по мере необходимости.
Меры предосторожности
Помимо обычных правил техники безопасности в механическом цехе, вот несколько советов по безопасному использованию этого станка:
• Всегда надевайте защитные очки, так как эта машина может разбрасывать стружку во всех направлениях.
• Всегда ждите, пока колесо достигнет максимальной скорости, прежде чем использовать его, так как может быть
• Если у вас длинные волосы, держите их сзади, чтобы они не попали в машину.
• Никогда не ударяйте колесо о материал, так как это может привести к поломке колеса, что может привести к потере целостности и разлету колеса.
• Всегда следите за тем, чтобы на шлифовальном круге был установлен защитный кожух, так как он защищает пользователя от стружки, удаляемой с материала.
• Всегда следите за тем, чтобы материал был надежно закреплен.
• Всегда проверяйте чистоту магнитного стола, прежде чем класть на него материал, так как стружка может поцарапать материал или даже привести к тому, что материал будет скользить по шлифовальному кругу.
• Убедитесь, что кофемолка имеет кнопку пуска/остановки в пределах досягаемости оператора.
• Проверьте шлифовальный круг перед его установкой. Убедитесь, что он правильно обслуживается и находится в хорошем рабочем состоянии.
• Следуйте инструкциям производителя по установке шлифовальных кругов.
• Держите поверхность круга равномерно зачищенной.
• Убедитесь, что защитный кожух закрывает как минимум половину шлифовального круга.
• Спилите любые заусенцы на поверхности изделия, помещаемого на магнитный зажимной патрон.
• Очистите магнитный зажим тканью, а затем протрите ладонью.
• Поместите лист бумаги размером чуть больше заготовки в центр патрона.
• Разместите работу на бумаге и включите питание магнитного держателя.
• Убедитесь, что магнитный патрон включен, попытавшись вынуть изделие из патрона.
• Перед запуском шлифовального станка убедитесь, что круг очищает заготовку.
• Запустите новый шлифовальный круг примерно на одну минуту, прежде чем включить его в работу.
• Подождите, пока колесо наберет максимальную скорость, прежде чем использовать его, так как в колесе могут быть незаметные неисправности.
• Перед запуском шлифовального станка встаньте сбоку от круга.
• Отключите охлаждающую жидкость перед остановкой колеса, чтобы избежать возникновения дисбаланса.
• Не допускайте попадания на рабочую поверхность обрезков, инструментов и материалов.
• Держите пол вокруг кофемолки чистым и свободным от масла и жира.
• Используйте подходящую вытяжную систему вентиляции, чтобы уменьшить вдыхание пыли, мусора и туманов охлаждающей жидкости. Выхлопные системы должны быть спроектированы и обслуживаться соответствующим образом.
• При выполнении работ по техническому обслуживанию соблюдайте процедуры блокировки.
Процедура использования
• Первый шаг при использовании плоскошлифовального станка — убедиться, что материал, который вы хотите придать форму, можно использовать в шлифовальном станке. Мягкие материалы, такие как алюминий или латунь, забивают абразивный круг и снижают эффективность его работы, после чего его необходимо очищать. Этот процесс описан в разделе «Техническое обслуживание». Максимальный размер материала, который может обрабатывать шлифовальный станок, составляет 18 дюймов в длину, 8 дюймов в ширину и 6 дюймов в высоту.
• Следующий шаг — убедиться, что материал закреплен. Это делается с помощью тисков, а затем с помощью магнитного зажима. После закрепления материала его необходимо вручную поместить под абразивный круг. Это делается путем вращения колес долготы и широты, расположенных на передней части кофемолки. Сам абразивный круг можно немного подвигать, чтобы получить идеальное положение материала.
Это делается с помощью тисков, а затем с помощью магнитного зажима. После закрепления материала его необходимо вручную поместить под абразивный круг. Это делается путем вращения колес долготы и широты, расположенных на передней части кофемолки. Сам абразивный круг можно немного подвигать, чтобы получить идеальное положение материала.
• После этого машину можно запускать. Он должен достичь максимальной скорости, прежде чем пытаться использовать его из соображений безопасности. Если колесо работает правильно, его можно использовать вручную, когда необходимо выполнить очень точную работу.
Рис. 1. Плоскошлифовальный станок Chevalier
1. Установите приспособление для алмазного круга на станину.
2. Держите алмазную правку на ¼ дюйма слева от центра круга.
3. Зафиксируйте комод на станине, включив магнитный фиксатор.
4. Включите питание машины, повернув переключатель в положение «ВКЛ». Затем нажмите зеленую кнопку, чтобы запустить шпиндель.
5. Перемещайте шлифовальный круг вниз с помощью маховика вертикального стола, пока он едва не коснется правящего инструмента.
6. Выключите машину после контакта с комодом.
7. Снова включите машину. Пока круг вращается, опускайте шлифовальный круг вниз в направлении Z, пока не образуется небольшой шлейф пыли.
8. После создания небольшого шлейфа пыли сделайте один проход вперед и назад по оси Y. Остановите машину, когда правящий станок сделает проход вперед и назад.
9. При остановке машины убедитесь, что инструмент для правки находится примерно в ½ дюймах от колеса.
10. Проверьте колесо на предмет чистоты. Если нет, повторите шаги 8 и 9.
Рисунок 2. Правка колеса
Перед монтажом шлифовальные круги должны быть осмотрены и «испытаны кольцом», чтобы убедиться в отсутствии трещин или других дефектов. По колесам следует слегка постучать легким неметаллическим предметом. Стабильное и неповрежденное колесо даст чистый металлический тон или «звон».
Выполнение проверки кольца:
Убедитесь, что колесо сухое и на нем нет опилок или других материалов, которые могут заглушить звук кольца.
Для проведения теста вам понадобится твердый пластиковый или деревянный предмет, например ручка отвертки или другой инструмент. Используйте деревянный молоток для более тяжелых инструментов. Не используйте металлические предметы.
- Подвесьте круг на штифт или вал, который проходит через отверстие, чтобы его можно было легко провернуть, но не задевайте круг на шлифовальном станке. Если колесо слишком велико для подвески, поставьте его на чистую твердую поверхность.
- Представьте себе вертикальный отвес по центру колеса.
- Постучите по колесу примерно на 45 градусов с каждой стороны от вертикальной линии, примерно в одном-двух дюймах от края колеса. (Большие колеса могут постукивать по краю, а не сбоку колеса.)
- Поверните колесо на 180 градусов так, чтобы нижняя часть колеса оказалась сверху.

- Снова коснитесь колеса примерно на 45 градусов с каждой стороны от вертикальной линии.
- Колесо проходит испытание, если оно издает чистый металлический звук при постукивании во всех четырех точках. Если колесо звучит мертво в любой из четырех точек, оно треснуло. Не используйте его.
- Откройте корпус колеса. Если корпус колеса очень тугой, для этого может потребоваться пара гаечных ключей, гаечный ключ и резиновый молоток.
- Снимите верхнюю металлическую пластину, ослабив винты, которыми она крепится к корпусу колеса.
Рисунок 3. Снимите металлическую пластину и кожух колеса
3. За колесом, на шпинделе, есть отверстие. Вставьте гаечный ключ с правой стороны в заднюю часть шпинделя. Ключ для распорки должен входить в отверстие.
Рисунок 4. Закрепите ключ в отверстии Рисунок 5. Снимите шлифовальный круг
4. Вставьте ключ в два отверстия в передней части круга. При снятии колеса со шпинделя поворот вправо ослабит, а поворот влево затянет.
5. Ударьте резиновым молотком по рычажному ключу, чтобы ослабить колесо.
6. Чтобы установить новый шлифовальный круг, выполните процедуру в обратном порядке. Поворот рычажного ключа влево затянет его. При установке колеса убедитесь, что ключ находится с левой, а не с правой стороны. Поверните рычажный ключ рукой, а когда это невозможно, используйте резиновый молоток.
7. Снимите ключ с задней части шпинделя.
8. Прикрутите пластину обратно к верхней части корпуса колеса.
9. Закройте корпус колеса и затяните ручку.
- Убедитесь, что используется подходящее колесо для ложи. Существуют различные шлифовальные круги для алюминия, нержавеющей стали и титана.
- Очистите станину перед размещением на ней заготовки. Это предотвратит помехи для магнитного патрона.
- Поместите магнитные параллели вокруг заготовки, чтобы заготовка не сместилась во время шлифования.
- Включите магнитный зажим, чтобы закрепить детали на станине.

- Отрегулируйте положение станины и седла так, чтобы приклад располагался по центру под колесом.
- Опустите круг на дюйм выше заготовки.
- Возьмите лист бумаги и поместите его между колесом и прикладом. Перемещайте бумагу вперед и назад, одновременно опуская колесо, пока бумага больше не сможет двигаться к нулю по оси Z. См. рис. 1.
- Обнулите ось Z заготовки, установив шкалу на маховике подачи вниз на 0 дюймов. См. рис. 2.
- Заблокируйте блок установки продольного хода стола таким образом, чтобы на каждом конце хода стола был перебег примерно на дюйм.
- Отрегулируйте положение стола так, чтобы колесо располагалось примерно на дюйм справа от заготовки.
- Опустите круг на нужную глубину шлифования. Максимальная подача вниз должна составлять 0,001 дюйма за проход.
- Перед включением основного питания убедитесь, что колесо не касается заготовки. Нажмите зеленую кнопку, чтобы включить шпиндель, и включите переключатель охлаждающей жидкости.

- Отшлифуйте заготовку, выполняя проходы слева направо по оси x.
- Как только первая полоса заготовки будет достаточно отшлифована, поверните маховик оси Y на пол-оборота по часовой стрелке.
- Отшлифуйте еще одну полосу заготовки слева направо по оси абсцисс.
- Повторяйте до тех пор, пока заготовка не будет полностью отшлифована, затем повторите все предыдущие шаги для другой стороны.
Рис. 6. Настройка оси Z Рис. 7. Настройка подачи вниз
Выберите шлифовальный круг:
Имейте в виду, что шлифовальный круг является формой режущего инструмента, и, за исключением круга для общего шлифования, абразив, размер зерна, марка и структура, тип связки должны быть выбраны в соответствии с конкретной работой, в которой будет использоваться круг, точно так же, как фреза, дрель или метчик выбираются для конкретной работы.
При выборе шлифовального круга существует восемь факторов, влияющих на выбор технических характеристик шлифовального круга. Есть:
Есть:
1. Инструкция по изготовлению шлифовального круга.
2. Измельчаемый материал и его твердость.
3. Количество материала, которое необходимо удалить, и требуемая отделка.
4. Имеют шлифовальный контакт.
5. Тяжесть операции шлифования.
6. Скорость вращения колеса.
7. Скорость подачи
8. Техника работы.
Предложения:
1. Сначала рассмотрите отшлифованный материал и его твердость. Они влияют на выбор абразива, размера зерна и сорта или твердости круга.
- Оксид алюминия лучше всего подходит для стали, а абразивы из карбида кремния лучше подходят для шлифования чугуна, цветных металлов и неметаллических материалов.
- Относительно мелкая зернистость лучше всего подходит для более тяжелых резов, ее можно с успехом использовать для мягких и пластичных материалов, которые легко проникают.
- Твердость шлифуемого материала также влияет на выбор сорта круга или твердости.
 Более твердый сплав можно использовать на мягких, легко проникающих материалах, чем на твердых материалах, которые естественным образом склонны к более быстрому затуплению круга. Более мягкие сорта с большей готовностью освобождают тусклые зерна, чтобы представить в работе новые, острые зерна.
Более твердый сплав можно использовать на мягких, легко проникающих материалах, чем на твердых материалах, которые естественным образом склонны к более быстрому затуплению круга. Более мягкие сорта с большей готовностью освобождают тусклые зерна, чтобы представить в работе новые, острые зерна.
2. Второй фактор при выборе колеса – количество удаляемого припуска и требуемая отделка. Они влияют на выбор размера зерна и связки следующим образом:
- Относительно крупный размер зерна выбирается для быстрого снятия припуска без учета чистовой обработки в виде чернового шлифования; там, где желательна высокая отделка, следует использовать мелкую шлифовку.
- Круги на керамической связке обычно используются там, где товарная отделка удовлетворительна. Органические связки, резиноид, каучук и шеллак, обеспечивают высочайшее качество отделки.
3. Площадь шлифовального контакта между кругом и заготовкой влияет на выбор размера и степени абразива.
- Грубая шлифовка требуется, когда площадь контакта относительно велика, например, при плоском шлифовании чашечными кругами, цилиндрами или сегментами, чтобы обеспечить достаточный зазор между абразивными зернами. По мере того, как площадь контакта становится меньше, а общее давление, имеющее тенденцию к разрушению поверхности круга, становится больше, следует использовать круги с более мелким зерном.
- Что касается сорта или твердости, то на большой площади контакта мягкий сплав обеспечит нормальное разрушение круга, гарантируя непрерывное свободное резание. С другой стороны, более твердый сорт необходим, чтобы выдерживать все более высокое единичное давление, поскольку площадь контакта становится меньше.
4. Тяжесть операции шлифования влияет на выбор абразива и марки.
- Жесткий абразив, такой как оксид алюминия 4А, следует использовать для грубой шлифовки стали в тяжелых условиях.
- Более мягкие абразивы, такие как оксид алюминия 32 и 38, лучше всего подходят для более легких операций прецизионного шлифования сталей и полусталей, а абразивы с оксидом алюминия промежуточного звена 57 и 19 используются для точной и полуточной шлифовки как мягких, так и твердых сталей.

- Тяжесть операции шлифования также влияет на выбор сплава. Твердые сорта обеспечивают прочные круги для грубого шлифования, такого как заедание, в то время как средние и более мягкие круги можно использовать для точных операций, которые менее требовательны к кругу.
5. Частота вращения шлифовального круга определяет тип связки.
- Круги на керамической связке не должны использоваться при скоростях более 6500 футов в минуту. За некоторыми исключениями, когда скорость превышает это значение, следует использовать колеса со связкой из каучука, резины или шеллака. Обратите внимание, что безопасная рабочая скорость, указанная на бирке, колесе или промокательной бумаге, никогда не должна превышаться.
6. Скорость подачи
- Чем выше скорость подачи, тем выше давление шлифования. Если скорость шлифования заготовки должна быть увеличена, скорость подачи будет увеличена, тогда износ круга будет быстрее. Поэтому требуется более твердый шлифовальный круг.

- Стандартная система маркировки кругов используется для определения пяти основных факторов при выборе шлифовального круга:
- Тип абразива
- Размер зерна
- Марка или твердость
- Структура
- Бонд
Первый символ: Тип абразива
Круг с маркировкой A 60-J8V означает следующее:
A – Плавленый оксид алюминия
Рисунок 8: Маркировка шлифовального круга
Второй символ: размер зерна
Для определения зернистости можно использовать следующую шкалу:
Третий символ: степень твердости
- Связующий материал скрепляет абразивные зерна в круге.
- Чем прочнее связь, тем тверже колесо.
- Степень твердости является мерой прочности сцепления шлифовального круга.
от A до G мягче.
от H до P относятся к среднему классу.
от R до Z сложнее.
Четвертый символ: Структура
- Структура, расстояние между абразивными зернами в круге обозначено цифрами.
1 представляет собой плотную структуру.
8 имеет более среднюю структуру.
15 представляет собой открытую конструкцию.
Пятый символ: Облигация
- Облигация обозначается буквой в соответствии со следующим:
- В – Витрифицированный
- B – Резиноид
- Р – Резина
- Е – Шеллак
- М – Металл
Пример маркировки стандартного шлифовального круга:
1-A – 305 X 25 X 127 WA 46 K 8 V 7N 2000 м/мин
ОТ(ТИП КОЛЕС): 1(Прямой-гладкий)
ЛИЦО: А
РАЗМЕР: диам. (Г) X Ширина (Ш) X Отверстие (В)
ТИП АБРАЗИВА: WA (см. рис. 2)
ЗЕРНА: 46 (см. рис. 2)
МАРКА: K (см. рис. 2)
СТРУКТУРА: 8 (см. рис. 2)
ТИП КОСТИ: V (см. рис. 2)
рис. 2)
КОД ПРОИЗВОДИТЕЛЯ: 7N
МАКС. Об/мин: 2000 м/мин.
Рисунок 9: Таблица выбора шлифовального круга
Рисунок 10: Таблица выбора шлифовального круга
1. Перечислите пять мер предосторожности.
2. Перечислите пять основных частей плоскошлифовальных машин.
3. Что такое правильная установка для алмазного круга?
4. При правке колеса, насколько далеко должен располагаться алмазный правитель слева от центра колеса?
5. Что такое кольцевой тест?
6. Как вы выполняете кольцевой тест?
7. При выборе шлифовального круга существует восемь факторов, влияющих на выбор технических характеристик шлифовального круга. Пожалуйста, перечислите пять из восьми факторов.
8. Для чего лучше всего подходят шлифовальные круги из оксида алюминия?
9. Для идентификации факторов при выборе шлифовального круга используется стандартная система маркировки кругов. Пожалуйста, все пять основных факторов?
10.
Всего комментариев: 0