Как печатать мосты на 3д принтере: Печать мостов. Кто как?
Содержание
Окончательное руководство по 3D-печати поддержки структур — Знания
FDM 3D-принтеры работают путем депонирования слоя над слоем термопластика для создания 3D-объекта. В этом методе каждый новый слой должен поддерживаться слоем под ним. Если ваша модель имеет навес, который не поддерживается ничего ниже, необходимо добавить дополнительные структуры поддержки 3D-печати для обеспечения успешного печати.
Вспомогательные структуры считаются необходимым злом в 3D-печати. С одной стороны, они абсолютно необходимы для моделей с неприятными навесами или мостами. С другой стороны, они увеличивают материальные затраты, добавляют больше постобработойной работы и могут повредить поверхность модели. Поэтому правильное получение структур поддержки 3D-печати является очень важным аспектом сложных моделей 3D-печати.
В этой статье мы проготовим все, что вам нужно знать о структурах поддержки 3D-печати.
Как правило, когда ваша модель имеет свес или мост, который не поддерживается ничего ниже, возможно, потребуется использовать 3D-печати структуры поддержки, чтобы иметь возможность 3D печатать его. Вот несколько примеров навесов и мостов, иллюстрированных с помощью букв Y, H и T.
Вот несколько примеров навесов и мостов, иллюстрированных с помощью букв Y, H и T.
Навесы и мосты иллюстрируются классическим примером букв Y, H и T.
Не все свесы нуждаются в опорах — правило 45 градусов
Однако не все свесы нуждаются в поддержке.Общее правило заключается в том,: Если свес наклоняется под углом менее 45 градусов от вертикали, то вы можете быть в состоянии печатать, что свес без использования 3D-печати структур поддержки.
Свесы под углом более 45 градусов от вертикали требуют 3D-печати вспомогательных конструкций
Оказывается, что 3D принтеры используют очень небольшое горизонтальное смещение (едва заметное) между последовательными слоями. Таким образом, слой не складывается идеально по предыдущему слою, а стеки с крошечной смещения. Это позволяет принтеру печатать свесы, которые не наклоняются слишком много от вертикали. Все, что ниже 45 градусов, может быть поддержано предыдущими слоями. 45 градусов считается линией отказа.
Этот аспект лучше всего проиллюстрировать буквами Y и T. Два свеса на букве Y имеют угол менее 45 градусов по отношению к вертикали. Поэтому, если вы хотите напечатать букву Y, вы можете уйти без использования каких-либо структур поддержки 3D-печати!
Свесы в письме Y не требуют 3D-печати вспомогательных структур. Те, в письме T требуют их. (источник: 3DHubs)
С другой стороны, свесы буквы Т имеют угол 90 градусов с вертикалью. Таким образом, вы должны использовать структуры поддержки 3D-печати для печати буквы T, в противном случае, результат будет беспорядок, как показано ниже.
Без структур поддержки 3D-печати буква T не будет печататься должным образом (источник: 3DHubs)
Не все мосты требуют поддержки — правило 5 мм
Так же, как свесы, не все мосты требуют поддержки. Здесьправило большого пальца: Если длина моста составляет менее 5 мм, принтер может распечатать его, не требуя 3D-печати вспомогательных конструкций.
Для этого принтер использует метод, называемый преодоление — где он растягивает горячий материал на короткие расстояния и удается распечатать его с минимальным провисания.
Однако, если мост длиннее 5 мм, эта техника не работает. В этом случае необходимо добавить структуры поддержки 3D-печати.
5Мосты длиной более 5 мм не могут быть напечатаны без конструкций поддержки 3D-печати. Обратите внимание, как они деформируются и деформируются.
ПРОВЕРЬТЕ СПОСОБНОСТЬ ПРИНТЕРА ПЕЧАТАТЬ СВЕСЫ БЕЗ ПОДДЕРЖКИ
Правило большого пальца, что свесы менее 45 градусов с вертикальной не нуждаются в поддержке только, что — правило большого пальца. Ваш пробег может варьироваться, и это во многом зависит от принтера, его состояния и материала, который вы используете. Печатники в плохом состоянии могут не печатать свесы под углом 35 или 40 градусов от вертикали!
Прежде чем начать печатать модели с навесами, это хорошая идея, чтобы узнать способность принтера для печати более безобидные свесы.
Это довольно легко сделать. Просто скачайте этоМассивная модель теста свеса от Thingiverseи распечатать его. Эта модель имеет ряд свесов, начиная от 20 градусов до 70 градусов с 5-градусный прирост.
Массивный тест на свес в Thingiverse
Определите угол, под котором принтер начинает работать не удается. Это максимальный угол свеса, который принтер может печатать без поддержки. Обратите внимание на это, чтобы вы могли использовать эту информацию позже, чтобы решить, где использовать поддержку, а где нет.
Недостатки
Вы можете быть удивлены, почему мы суетиться о том, где поддержка требуется и где ее можно избежать. Причина всей этой суеты в том, что использование структур поддержки 3D-печати имеет свои недостатки.
Если вы используете 3D-печать в производственных условиях, то вы, скорее всего, заботитесь о стоимости за модель. Если вы любитель на бюджет, вы, вероятно, заботятся о том, что слишком.
Структуры поддержки 3D-печати, очевидно, добавляют к стоимости модели. Структуры поддержки потребляют материал, и этот материал позже удаляется и отбрасывается. Таким образом, каждый бит 3D-печати поддержки структуры, которые вы используете, добавить к стоимости модели.
Структуры поддержки 3D-печати также увеличивают продолжительность печати, потому что необходимо печатать больше вещей.
Добавлена постобработающая работа
Структуры поддержки 3D-печати не являются частью модели. Они используются для поддержки частей модели во время печати. Это означает, что после того, как печать закончена, теперь перед вами стоит дополнительная задача удаления структур до того, как модель будет готова к работе.
В производственных настройках добавленная работа означает добавленную стоимость модели.
Конструкции поддержки 3D-печати касаются и часто прилипают к стенам моделей. Это единственный способ обеспечить поддержку свесов и мостов. Если вы не будете осторожны при удалении структур поддержки 3D-печати, они могут оставить пятна на поверхности модели. В худшем случае часть модели может разорваться вместе со структурой поддержки 3D-печати.
В целом, есть значительные недостатки использования структур поддержки 3D-печати. ПоэтомуВот еще одно правило:свести к минимуму использование структур поддержки 3D-печати и добавлять их только в случае необходимости. В более поздних разделах мы покажем вам, как применять эту философию с самого этапа проектирования CAD, ведущего к этапу печати.
В более поздних разделах мы покажем вам, как применять эту философию с самого этапа проектирования CAD, ведущего к этапу печати.
ГЕОМЕТРИЯ СТРУКТУРЫ ПОДДЕРЖКИ
Существует два общих типа структур поддержки 3D-печати: древо-как поддержка и линейная/аккордеонная поддержка.
Поддержка, похожая на дерево
Поддержка, похожая на дерево, — это структура, похожая на дерево, которая поддерживает свесы модели. Этот тип поддержки 3D-печати касается только навеса в определенных точках.
Древо-как 3D-печати структуры поддержки (источник: Flashforge)
Преимущество использования поддержки 3D-печати, похожей на дерево, заключается в том, что ее легче удалить и не повредить нижнюю часть свеса. Но обратите внимание, что он подходит только для не плоских свесов, таких как кончик носа, кончик пальца или арки. Он не обеспечивает достаточной стабильности для плоских свесов.
Линейная или Аккордеонная Поддержка
Это наиболее распространенный тип поддержки, используемый в 3D-печати. Этот тип поддержки состоит из вертикальных столбов, которые касаются всего свеса. Этот тип поддержки 3D-печати работает почти для каждого свеса и моста. Тем не менее, они гораздо труднее удалить и гораздо больше шансов причинить ущерб поверхности модели.
Этот тип поддержки состоит из вертикальных столбов, которые касаются всего свеса. Этот тип поддержки 3D-печати работает почти для каждого свеса и моста. Тем не менее, они гораздо труднее удалить и гораздо больше шансов причинить ущерб поверхности модели.
Линейные структуры поддержки 3D-печати (источник: Flashforge)
ТИПЫ ПОДДЕРЖКИ ПО ПРОСТОТЕ УДАЛЕНИЯ
Принтеры с одним экструдером используют по умолчанию прорывные структуры поддержки 3D-печати. Если у вас есть один экструдер, вы должны использовать тот же материал, который используется для печати модели для печати структур поддержки 3D-печати. Естественно, можно регулировать плотность структур поддержки 3D-печати и сделать ее намного ниже плотности модели, но это единственный элемент управления, который у вас есть в том, что касается вспомогательных материалов. Поскольку модель и конструкции поддержки 3D-печати изготовлены из одного и того же материала, единственный способ отделить их — либо разорвать опорную конструкцию вручную, либо аккуратно отрезать ее ножом.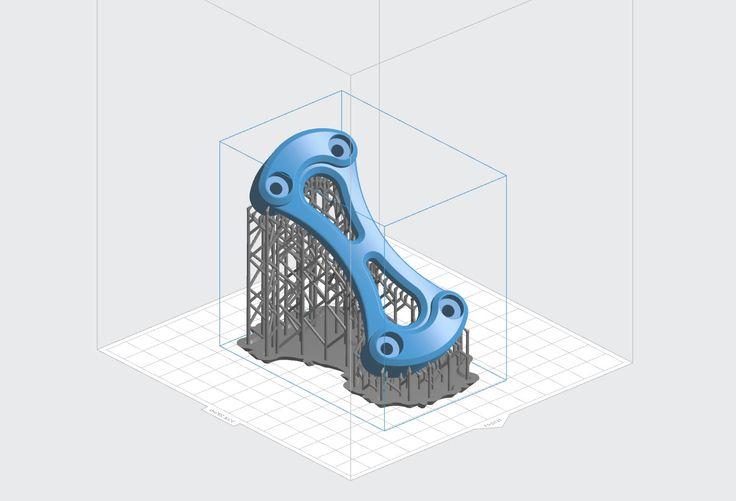 Эти методы удаления вводят довольно большой риск повреждения модели, и нужно применять правильную технику и оставаться чрезвычайно бдительными и осторожными в фазе удаления.
Эти методы удаления вводят довольно большой риск повреждения модели, и нужно применять правильную технику и оставаться чрезвычайно бдительными и осторожными в фазе удаления.
Если у вас есть принтер с двумя экструдерами, есть лучший вариант. Вы можете загрузить один экструдер с PLA для печати модели, а другой с водорастворимым материалом, как PVA или Limonene растворимый материал, как HIPS для печати структуры поддержки. После того, как печать закончена, просто смойте опорную конструкцию, погрузив модель в воду или лимонен. Этот метод удаления снижает риск повреждения модели и упрощает работу после обработки. Идеально подходит для сложных принтов!
КАК УДАЛИТЬ ОТКОЛОВШИЕСЯ СТРУКТУРЫ ПОДДЕРЖКИ 3D-ПЕЧАТИ
Поскольку отколовшиеся структуры поддержки 3D-печати трудно удалить и потенциально могут повредить модель, мы включили некоторые проверенные трюки, чтобы удалить их в правильном направлении.
Во-первых, определить 3D-печати структуры поддержки, которые полностью подвергаются и легко маневрировать пальцами.
 Попробуйте оторвать эти структуры поддержки 3D-печати с помощью пальцев. Будьте нежны. Очень нежный. Если вы сделаете это правильно, большая часть структуры поддержки должна отойти довольно легко.
Попробуйте оторвать эти структуры поддержки 3D-печати с помощью пальцев. Будьте нежны. Очень нежный. Если вы сделаете это правильно, большая часть структуры поддержки должна отойти довольно легко.Далее используйте инструмент для удаления структур поддержки 3D-печати, доступ к которые трудно получить. Есть много мнений о том, какие инструменты работают лучше всего. Вы можете использовать плоскогубец нос иглы, нож putty типа или нож Exacto. Вы также можете использовать комбинацию всех этих инструментов.
При использовании ножа или скребка, это хорошая идея, чтобы нагреть модель или лезвие. Это упрощает нарезку структур поддержки 3D-печати. Крошечный бутан факел может помочь, но убедитесь, что вы не повредить модель с ним.
Многие люди препятствуют использованию ножей Exacto, потому что это довольно острый и опасный инструмент. Один скольжения, и вы можете в конечном итоге с отрезанным пальцем, а не отрезать поддержку. Кроме того, вы можете получить кровь на всем протяжении вашей модели.
 Тис!
Тис!Наждачная бумага также является отличным инструментом для удаления. Влажная шлифовка с высокой наждачной бумагой песка (220 до 1200) позволит удалить 3D-печати вспомогательных структур, а также, полировать модель. Для достижения наилучших результатов нанесите воду на часть и песок плавными, легкими движениями до достижения желаемого качества поверхности.
Вы можете использовать влажную шлифовку, чтобы удалить последние биты структур поддержки 3D-печати и отполировать поверхность модели (Источник: Formlabs)
Модели на основе НОАК могут развиться стресс-метки, когда структуры поддержки 3D-печати отходят от них, что приводит к царапинам, следам и пятнам. Лак для лака для ногтей является отличным инструментом для исправления или сокрытия этих несовершенств.
Если вы заинтересованы в сообществе взять на эту тему, взгляните на эту тему-Лучший способ удалить плоты, опоры и другие посторонние нити.
СВЕСТИ К МИНИМУМУ СТРУКТУРЫ ПОДДЕРЖКИ 3D-ПЕЧАТИ С ПОМОЩЬЮ УМНОГО ДИЗАЙНА
Интеграция поддержки 3D-печати в модель
Один из способов избежать структур поддержки 3D-печати заключается в том, чтобы добавить элементы в модель, которые могут выполнять ту же работу. Этот трюк использовался скульпторами на протяжении веков. Например, взгляните на эту скульптуру Антонио Канова «Венера Витрикс».
Этот трюк использовался скульпторами на протяжении веков. Например, взгляните на эту скульптуру Антонио Канова «Венера Витрикс».
Венера Витрикс Антонио Канова
Здесь правая рука является навесом, но поддерживается подушками. Левая нога является еще одним навесом, но на этот раз сгруппированы тоги выступать в качестве поддержки. Следующим примером является модель под названием «The Guardian» дизайнера @fantasygraph. Он ловко поддерживает ноги и ягодицы модели с плавным платьем. Копье, закреплено на дне, выступает в качестве опоры для левой руки.
The Guardian by @fantasygraph показывает, как поддержки могут быть интегрированы в модель.
Интеграция структуры поддержки 3D-печати в дизайн – это скорее искусство, чем наука. Вам нужно придумать элементы, которые одновременно вписываются в общую конструкцию и могут поддерживать свесы или мосты. Если все сделано правильно, это повышает красоту модели и делает процесс печати свободным от структур поддержки 3D-печати — экономия времени, денег и труда.
Фаски
Другим способом устранения необходимости в конструкциях поддержки 3D-печати является Chamfers. Chamfers аккуратный способ превращения в противном случае неприятные свесы в безобидные свесы с углами менее 45 градусов. Например, если у вас есть мягко наклонный или изогнутый край, вы можете заменить его угловым краем, который не требует поддержки. Такая угловатая конструкция называется Chamfer.
Слева: постепенно округлая кромка, которая требует поддержки справа: Chamfered края, которые могут быть напечатаны без 3D-печати структур поддержки (источник: Rigid чернил)
Аналогичным образом, если у вас есть отверстие в модели, вы можете преобразовать его в отверстие в форме слезы. Большую часть времени, это не повлияет на общую эстетику модели. Но это поможет вам уменьшить структуры поддержки 3D-печати, необходимые для печати модели.
Chamfered отверстие в форме слезы (источник: Markforged)
МИНИМИЗАЦИЯ СТРУКТУР ПОДДЕРЖКИ 3D-ПЕЧАТИ ПУТЕМ ПЕРЕОРИЕНТАЦИИ
Иногда свести к минимуму необходимые структуры поддержки 3D-печати так же просто, как переориентировать модель на печатную кровать. Например, гораздо лучше распечатать открытую коробку, показанную ниже, с открытым лицом сверху.
Например, гораздо лучше распечатать открытую коробку, показанную ниже, с открытым лицом сверху.
Chamfered отверстие в форме слезы (источник: Markforged)
Вот более нетривиальный пример, опять же исходит от дизайнера @fantasygraph. Это модель персонажа с горизонтальной рукой, указываемой на бесконечность и за ее пределами.
Если вы распечатаете модель в том виде, в каком она есть, нам нужно будет поддержать левую руку. Это в основном длинный свес с углом 90 градусов.
Когда вы удалите опоры, он, скорее всего, оставить пятна на нижней стороне руки. Чтобы избежать этого, можно повернуть всю модель на 45 градусов и просто добавить поддержку для основы модели. Качество основы модели не имеет большого значения в любом случае. Таким образом, можно распечатать модель с меньшим количеством структур поддержки 3D-печати и спасти левую руку от повреждений.
Это очень умно и гениально. Может быть, вы можете быть так же умны с вашими моделями?
ПЕЧАТЬ СВЕСОВ И МОСТОВ БЕЗ КОНСТРУКЦИЙ ПОДДЕРЖКИ 3D-ПЕЧАТИ
В предыдущих разделах мы подчеркивали, что следует стараться по возможности минимизировать использование структур поддержки 3D-печати. Тем не менее, это означает, что вы часто будете наступать на сложной территории, где есть риск нестабильности модели. Чтобы свести к минимуму этот риск, вот несколько общих трюков.
Тем не менее, это означает, что вы часто будете наступать на сложной территории, где есть риск нестабильности модели. Чтобы свести к минимуму этот риск, вот несколько общих трюков.
Убедитесь, что ваш 3D принтер находится в оптимальном состоянии.
Убедитесь, что вы охлаждаете печатный материал как можно быстрее. Чем дольше ваш материал охлаждается, тем больше вероятность того, что ваш мост или свес деформируются или потерпят неудачу. Используйте свой слой охлаждения вентиляторы агрессивно. Кроме того, снизить температуру печати как можно больше.
Снижение скорости печати также помогает охладиться, и это особенно помогает в печати длинных мостов и сложных свесов.
Если возможно, попробуйте использовать толщину самого низкого слоя. Толщина нижнего слоя означает меньшую массу, депонированную на каждом запуске печатной головки. Это также помогает охладить материал быстрее.
НАСТРОЙКИ СТРУКТУРЫ ПОДДЕРЖКИ CURA
Иногда невозможно избежать использования структур поддержки 3D-печати. Но даже в этом случае, вы должны стараться изо всех сил, чтобы убедиться, что 3D-печати структуры поддержки стабильны, но не тратить много материала, легко удалить и не повредить поверхность модели.
Но даже в этом случае, вы должны стараться изо всех сил, чтобы убедиться, что 3D-печати структуры поддержки стабильны, но не тратить много материала, легко удалить и не повредить поверхность модели.
Ваше программное обеспечение slicer даст вам много дополнительных способов настройки структур поддержки 3D-печати. Большинство срезов программного обеспечения может генерировать структуры поддержки 3D-печати автоматически, но они также обеспечивают ручной режим, где вы можете добавить или удалить структуры поддержки 3D-печати, где вы хотите. Кроме того, программное обеспечение slicer предоставляет множество различных настроек, которые контролируют следующие аспекты структур поддержки 3D-печати.
Размещение структур поддержки 3D-печати
Прочность конструкций поддержки 3D-печати
Простота удаления после печати
Повреждение поверхности печати
В этой статье мы решили сосредоточиться на Cura, потому что это самый популярный бесплатный слайзер там на данный момент.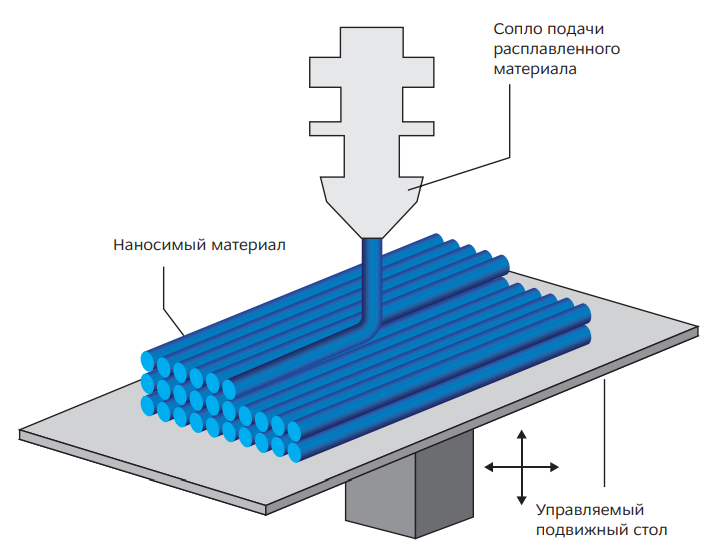
Cura предлагает множество параметров, связанных с структурой поддержки, в разделе Поддержка пользовательских настроек. Если вы можете правильно манипулировать этими настройками, можно создать структуры поддержки 3D-печати, которые отвечают большинству основных требований.
Первым делом. Как перейти проверку, если ваша модель нуждается в дополнительной поддержке?
Кура делает это легко. После того как вы импортировали вашу модель в Cura и распоили его на виртуальной пластине сборки, ищите разделы, окрашенные в красный цвет. Это те части, где Кура обнаружил нестабильность. Обратите внимание, что возможно, что вы не увидите неподдерживаемые области, пока не повернете вид камеры.
Если вы видите красный цвет в нижней части части, где модель касается пластины сборки, вам не придется беспокоиться о том, что эта область не поддерживается. Сборка пластины будет заботиться об этой проблеме. Небольшие красные участки на вершинах отверстий или между двумя структурами называются мостами, и Cura будет обрабатывать их автоматически тоже.
Если есть другие части выделены красным цветом, то вам нужно начать беспокоиться. Начнем с того, что необходимо включить автоматически генерируемые структуры поддержки 3D-печати, чтобы гарантировать, что эти красные детали могут быть успешно напечатаны. Для этого просто проверьте флажок Generate Support в разделе Поддержка.
Таким образом, теперь вы включили структуру поддержки, созданную автоматически, но, вероятно, не увидели ничего изменения в представлении модели. Это потому, что Cura не показывает структуры поддержки 3D-печати в представлении Solid по умолчанию. Чтобы увидеть созданные структуры поддержки 3D-печати, измените представление на Layer View. Вспомогательный материал (линии и объем) будет отображаться в чирок. Переместив ползунок слоя вверх и вниз, чтобы увидеть, где поддержка добавляется в модель.
Cura генерирует линейные структуры поддержки 3D-печати по умолчанию. В бета-версии 3.2 Cura представила возможность использования поддержки, похожей на дерево, вместо линейной по умолчанию.
При включении структуры поддержки под разделом поддержки автоматически появляется параметр под названием Placement. Параметр размещения позволяет грубо контролировать позиционирование структуры поддержки. Есть два варианта: Везде и трогательная пластина сборки. Везде выбирается по умолчанию.
Когда Везде выбран, Cura 3D пытается построить структуры, где они необходимы. Это означает, что у вас есть не только структуры поддержки 3D-печати, которые возведены на пластине сборки, но и структуры поддержки 3D-печати, которые используют часть модели в качестве основы. Это разумный вариант в большинстве случаев, поскольку это гарантирует, что все нестабильные районы будут иметь необходимую поддержку.
Однако, если Everywhere выбран для очень сложных моделей, модель может в конечном итоге быть полностью заключена вспомогательным материалом. Если вы этого не хотите, просто измените настройку размещения на Touching Buildplate. Это позволит создать структуры поддержки 3D-печати под нависающими секциями модели только между пластиной сборки и моделью.
Так как свес модели всегда печатается поверх структур поддержки 3D-печати, вы не всегда получаете лучшую отделку поверхности для этих частей. Настройка скрытой крыши поддержки Enable Support может помочь в этом.
Опорная крыша представляет собой плотную кожу в верхней части опорной конструкции, которая не ставит под угрозу поверхностную отделку свесов слишком много. Когда вы включите эту настройку в Cura 3D с помощью флажка, вы получите лучшее качество отделки. Но это улучшение происходит на стоимость, как этот вариант делает 3D-печати структуры поддержки труднее удалить, чем обычно. Используйте эту опцию только в том случае, если поверхностная отделка нависающей части имеет решающее значение для функции готовой части.
Иногда конструкции поддержки 3D-печати строятся слишком близко к внешней стене модели и оставляют следы на внешней поверхности модели. Предотвратить это можно с помощью скрытых параметров поддержки X/Y Distance под разделом Поддержка.
Настройка расстояния поддержки X/Y в Cura по существу контролирует минимальное разрешенное расстояние между вертикальными стенами модели и опорной структурой в плоскости X-Y. Если конструкция поддержки 3D-печати повреждает стены или прилипает к ним, вы можете увеличить значение на 0,2 мм, пока стены не выходят гладкими. Однако, пожалуйста, убедитесь, что есть не маленькие свесы торчали из внешних стен, которые будут идти без поддержки, если вы положили немного расстояния между опорой и стенами. Если такие небольшие свесы существуют, возможно, даже придется уменьшить расстояние X/Y вместо того, чтобы увеличивать его. В противном случае, вы получите неудавшийся отпечаток.
Если конструкция поддержки 3D-печати повреждает стены или прилипает к ним, вы можете увеличить значение на 0,2 мм, пока стены не выходят гладкими. Однако, пожалуйста, убедитесь, что есть не маленькие свесы торчали из внешних стен, которые будут идти без поддержки, если вы положили немного расстояния между опорой и стенами. Если такие небольшие свесы существуют, возможно, даже придется уменьшить расстояние X/Y вместо того, чтобы увеличивать его. В противном случае, вы получите неудавшийся отпечаток.
Чтобы вспомогательный материал отколомался чисто, не разъехав слои модели, связь между вспомогательным материалом должна быть слабее, чем связь между слоями модели. Cura создает эту более слабую связь, оставляя пространство между верхней и нижней частью структуры поддержки и модели – и это пространство известно как «З-Расстояние».
Структуры поддержки 3D-печати можно упростить для отсоединения, контролируя скрытые настройки в разделе Поддержка. Значение по умолчанию для этого параметра такое же, как высота слоя. Так что, если высота слоя составляет 0,1 мм, расстояние по умолчанию также будет 0,1 мм.
Так что, если высота слоя составляет 0,1 мм, расстояние по умолчанию также будет 0,1 мм.
Если ваш вспомогательный материал трудно оторваться от модели, увеличьте это значение с шагом высоты слоя, пока он не уйдет чисто. Cura может либо добавить поддержку на любом слое или не добавить поддержку. К сожалению, нет «полуслоев поддержки». Так что, если параметр расстояния 0,2 мм для печати с высотой слоя 0,1 мм слишком много, а расстояние в 0,1 мм недостаточно, вы находитесь вне вариантов расстояния.
Шаблоны поддержки в Куре
Cura генерирует вспомогательный материал 3D-печати в одном из семи шаблонов. Вы можете изменить шаблон с помощью скрытой настройки под названием Шаблон поддержки в разделе Настройка.
В большинстве случаев шаблон по умолчанию, Зиг Заг, будет генерировать лучший баланс между прочностью и легкостью удаления. Другими вариантами шаблонов являются Треугольники, Линии, Сетка, Концентрический, Концентрический 3D и Крест. Если вы недовольны шаблоном по умолчанию, вы можете поэкспериментировать с другими вариантами. Каждый из них даст вам различный баланс между силой и легкостью удаления.
Каждый из них даст вам различный баланс между силой и легкостью удаления.
Заключение
Вспомогательные структуры являются необходимым злом в 3D-печати. Вы нуждаетеся в них, чтобы печатать трудные свесы и мосты в вашей модели. Но когда вы не можете использовать растворимые структуры поддержки 3D-печати, это хорошая идея, чтобы попытаться свести к минимуму использование их. Мы обсудили ситуации, когда вам не нужны структуры поддержки 3D-печати, и упомянули несколько творческих приемов для печати без них.
Но часто, вы бы навес или мост, который так плохо, что вы должны использовать поддержку. В этом случае вам нужно играть с настройками срезов, чтобы убедиться, что вы не тратите слишком много материала или повредить модель во время удаления. Мы поговорили о том, как правильно выбрать настройки среза, чтобы получить наилучшие результаты, и поделились некоторыми трюками о том, как правильно удалить структуры поддержки 3D-печати.
Мы надеемся, что эта статья поможет вам лучше на 3D-печати и печати лучших моделей. Если вам понравилось, поделитесь им со своими приятелями 3D-печати и распространять слово.
Если вам понравилось, поделитесь им со своими приятелями 3D-печати и распространять слово.
Уникальные мосты созданы при помощи 3D-печати
В мире известно несколько мостов, созданных при помощи 3D-печати. Первый в мире пешеходный мост построила Нидерландская компания MX3D, который выполненный по технологии 3D-печати методом дуговой сварки. Конструкция предназначена для пешеходов и велосипедистов, хотя, как уверяют создатели, может выдержать 40 грузовиков. Проект длился около трех лет. Специальный робот со сварочным аппаратом фактически «вырастил» конструкцию из стальной проволоки. Длина моста составляет 12 м, масса — около четырех тонн.
С помощью моста MX3D продемонстрирует возможности разработанного компанией 3D-принтера, способного «рисовать» физические объекты прямо в воздухе благодаря продвинутой многоосевой конструкции. Переправа будет выполнена из стали. Её «распечатает» 3D-принтер под названием MX3D-Metal, позволяющий быстро создавать прочные металлические структуры. На «вооружении» MX3D также есть модель под названием MX3D-Resin, использующая канифоль.
На «вооружении» MX3D также есть модель под названием MX3D-Resin, использующая канифоль.
Поскольку мост планируется печатать прямо над водой, принтерам будет необходимо создавать устойчивую конструкцию, в реальном времени организовывая себе поддержку и передвигаясь всё дальше от берега. Для всей операции MX3D намерена использовать четыре принтера, которые будут одновременно возводить две симметричные половины моста с разных берегов, пока не «спаяют» их в единую конструкцию.
В Амстердаме впервые с помощью 3D-печати построили «умный» пешеходный мост. Ожидается, что 12-метровый железный мост будет сдан в эксплуатацию к концу 2019 году. Сейчас он находится на этапе тестирования. Отличительной чертой моста станет встроенная в него система датчиков, которая позволит следить за его состоянием и износом. Данные будут поступать на цифровую модель моста и в режиме реального времени покажут, сколько пешеходов через него перешло, какова его температура, на сколько он сдвинулся относительно берегов реки и так далее.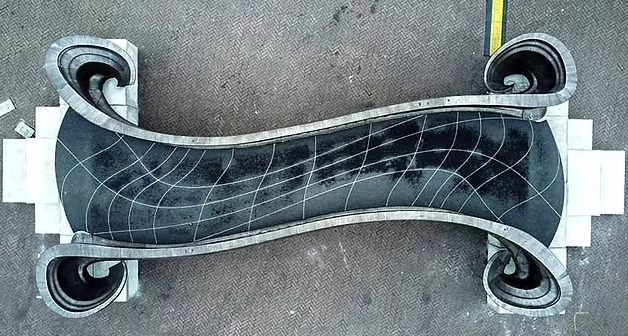 Предполагается, что это позволит увеличить продолжительность службы моста, ведь теперь можно будет вовремя проводить на нем ремонтные работы. Один из спонсоров проекта — Autodesk — уже предоставил команде облачное хранилище, которое будет использоваться для хранения и анализа собранных данных.
Предполагается, что это позволит увеличить продолжительность службы моста, ведь теперь можно будет вовремя проводить на нем ремонтные работы. Один из спонсоров проекта — Autodesk — уже предоставил команде облачное хранилище, которое будет использоваться для хранения и анализа собранных данных.
В Алькобендас на юге Мадрида впервые в мире открыт для общего пользования пешеходный мост, созданный при помощи технологии трехмерной печати. Торжественное открытие напечатанного моста состоялось в парке Кастилия-Ла-Манча в Алькобендасе. Он состоит из 8 частей и выполнен из цементного порошка, усиленного термопластичным полипропиленом. Конструкция составляет около 12 метров в длину и 1,75 метров в ширину, и это первый в мире действующий мост, напечатанный на 3D-принтере.
Проект разрабатывался под руководством испанской строительной компании Acciona командой, объединяющей архитекторов, инженеров-механиков, инженеров-конструкторов и представителей городской администрации. Среди проектировщиков был также Энрико Дини, создатель 3D-принтера для печати крупных объектов, включая многоэтажные здания. Благодаря машинному проектированию создателям моста удалось сохранить природную структуру и пористость материалов, не ограничиваясь рамками стандартных форм.
Благодаря машинному проектированию создателям моста удалось сохранить природную структуру и пористость материалов, не ограничиваясь рамками стандартных форм.
В китайском Шанхае изготовили самый длинный в мире бетонный мост, созданный на 3D-принтере. Длина сооружения составляет 14 м, ширина – 4 м. Проектированием моста занимались специалисты Строительного института при университете Цинхуа и инновационного парка «Залив мудрости» в Шанхае, где он и был построен. Он является мини-копией моста Чжаочжоу, который открыли в провинции Хэбэй, построенного около 1,4 тыс. лет назад.
В Шанхае появился ещё один мост, изготовленный на 3D-принтере. Это пешеходный мост длиной 15,25 м, шириной 3,8 м и высотой 1,2 м. Вместо бетона в нём был использован инженерный пластик. Мост напечатали из акрилонитрил-стирол-акрилата (ASA) методом послойного наплавления на специально созданном для этих целей 3D-принтере. ASA является аналогом акрилонитрилбутадиенового пластика, который часто используется для 3D-печати, но с более высокими атмосферостойкостью, ударной прочностью и устойчивостью к воздействию химических веществ, например бензина или спиртов. Для выбора наиболее подходящего для печати полимера, обладающего нужной прочностью компания Polymaker Industrial — поставщик сырья — напечатала пробные пятиметровые мосты из разных видов пластика.
Для выбора наиболее подходящего для печати полимера, обладающего нужной прочностью компания Polymaker Industrial — поставщик сырья — напечатала пробные пятиметровые мосты из разных видов пластика.
На его строительство компания Shanghai Mechanized Construction затратила всего 35 дней. Применяемая ею технология позволяет сократить сроки строительства и уменьшить до минимума отходы материалов. Он может выдержать вес 250 килограммов на квадратный метр, сам он весит 5,3 тонны, что делает его самым тяжелым пластиковым объектом, напечатанным на 3D-принтере.
Мост установили на озере в Центральном парке района Taopu Smart City. Этот строящийся район на северо-западе Шанхая планируется сделать научным и технологическим центром города.
Напечатанные на 3D-принтерах мосты отражают всю сложность и многомерность природных форм. При проектировании используется моделирования, которое позволяет оптимизировать расход материалов, а также уменьшить количество мусора благодаря переработке сырых материалов прямо во время производства. Мосты демонстрируют, что 3D-печать наконец-то готова войти в мир больших функциональных объектов из экологически чистых материалов и с беспрецедентной свободой в выборе форм. К тому же мост — это красивая метафора о связи старого города с технологией будущего, позволяющей получить самое лучшее из обоих миров. Мы еще раз убедились, что при помощи 3D-печати можно напечатать практически всё. Оказывается, даже такие сложные конструкции, как мосты. Будущее за 3D-принтерами!
Мосты демонстрируют, что 3D-печать наконец-то готова войти в мир больших функциональных объектов из экологически чистых материалов и с беспрецедентной свободой в выборе форм. К тому же мост — это красивая метафора о связи старого города с технологией будущего, позволяющей получить самое лучшее из обоих миров. Мы еще раз убедились, что при помощи 3D-печати можно напечатать практически всё. Оказывается, даже такие сложные конструкции, как мосты. Будущее за 3D-принтерами!
← Репродукция картин благодаря 3D-печати
|
Уникальный 3D-принтер в виде елочной игрушки →
7 хитростей, которые вы должны знать
Если вы когда-либо были разочарованы грязными 3D-печатными мостами, продолжайте читать, чтобы узнать о некоторых простых советах по поддержанию чистоты ваших 3D-печатных мостов!
Что такое 3D-печать?
Проблемы с соединением очень распространены, и, к счастью, их довольно просто решить. В 3D-печати перемычка — это экструзия материала, которая соединяет две выступающие точки по горизонтали. Однако, если вы читаете это, мосты ваших отпечатков, вероятно, не слишком горизонтальны. Не будьте слишком строги к себе.
Однако, если вы читаете это, мосты ваших отпечатков, вероятно, не слишком горизонтальны. Не будьте слишком строги к себе.
Итак, давайте взглянем на некоторые советы по получению наилучших результатов 3D-печати!
Проверьте свой принтер
Прежде чем возиться с настройками, проверьте, насколько хорошо ваш принтер может (или не может) выполнять мост. Этот промежуточный тест можно распечатать. Всего за один отпечаток вы увидите, какие длины перемычек сложны для вашего принтера. Мосты с пролетом от 50 до 100 мм являются достойными, тогда как мосты с пролетом 150 мм и более являются исключительными. Не беспокойтесь, если этот тест не пройден; цель состоит в том, чтобы определить масштаб проблемы.
Увеличьте охлаждение
Сначала увеличьте охлаждение печати, чтобы улучшить возможности принтера (скорость вентилятора печати). При изготовлении мостов с низкой настройкой охлаждения печати нить просто утонет в расплавленной массе. В результате начните со 100-процентной скорости вращения вентилятора и следите за улучшениями моста.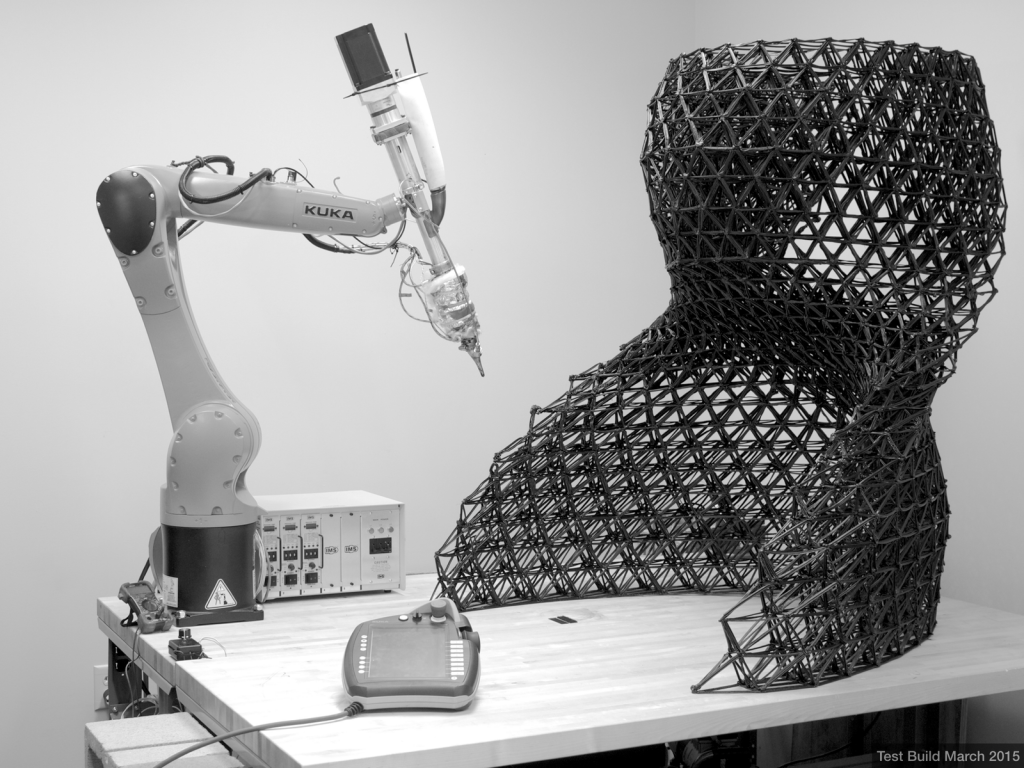
Установлен слишком высокий уровень вентилятора, если наблюдается засорение или плохая адгезия слоев. Уменьшайте его на 5% за раз, а затем используйте следующее простое средство.
Уменьшить скорость потока
Материал должен быстро схватываться, чтобы аккуратно закрыть зазор. Если из сопла выходит слишком много расплавленной нити, она не успеет затвердеть. Это, вероятно, приведет к тому, что ваш отпечаток будет выглядеть так, как будто Лондонский мост рушится.
Ваш принтер сможет экструдировать постоянный поток нити, которая может охлаждаться в красивый мост, уменьшая скорость потока (или множитель экструзии) в слайсере.
Уменьшить температуру
Следующее предложение относительно похоже на предыдущее. Печатный материал не успеет остыть и затвердеть, если температура сопла слишком высока и пропущено слишком много нити. Это может привести к тому, что нить прилипнет к соплу или создаст грязный мостик.
Датчик температуры — отличный инструмент для наблюдения за реакцией принтера на различные температуры. Вам нужно будет настроить G-код таким образом, чтобы температура менялась с каждым уровнем, чтобы напечатать его. Выберите «Расширения» > «Постобработка» > «Изменить G-код» и добавьте плагин «Vary Temp With Height», чтобы получить доступ к этой опции в Cura.
Вам нужно будет настроить G-код таким образом, чтобы температура менялась с каждым уровнем, чтобы напечатать его. Выберите «Расширения» > «Постобработка» > «Изменить G-код» и добавьте плагин «Vary Temp With Height», чтобы получить доступ к этой опции в Cura.
Здесь вы можете установить приращение высоты (насколько часто вы хотите изменять температуру) и приращение температуры (насколько вы хотите ее изменить). В деталях Thing разработчик модели температурной башни предоставляет необходимый код для Slic3r и Cura.
Уменьшите скорость печати
Высокая скорость печати также может повлиять на качество моста. У нити не будет достаточно времени, чтобы прикрепиться к предыдущему слою или застыть, чтобы заполнить зазор, если ваше сопло движется слишком быстро. Другими словами, высокая скорость печати может привести к массовым беспорядкам.
Уменьшайте скорость печати с шагом 10 мм/с, пока не заметите разницу. Но не идите слишком медленно. Если ваша насадка работает слишком медленно, нить накала будет висеть в воздухе слишком долго. Итак, экспериментируйте с разными скоростями, пока не найдете ту, которая подходит вам лучше всего.
Итак, экспериментируйте с разными скоростями, пока не найдете ту, которая подходит вам лучше всего.
Изменение ориентации модели
Если вам надоело возиться с настройками для получения более длинных мостов или у вас просто нет времени, попробуйте сориентировать модель так, чтобы полностью (или почти полностью) исключить мосты. Помните о правиле 45°: если свес превышает 45°, вам необходимо подумать о подпорках.
Ознакомьтесь с нашим постом о том, как освоить печать с выступами более 45 градусов, если вы чувствуете себя очень смело.
Необходимо добавить опоры
Почему бы не использовать их, пока мы говорим о поддержке? Опоры для мостов избавят вас от беспокойства по поводу неаккуратных мостов. Их удаление может быть головной болью, но у нас есть руководство, которое поможет вам добиться успеха с поддержкой.
Помните, что после печати вам нужно будет убрать опоры! Шлифовка и другие виды постобработки — ваши союзники! Некоторые модели делают удаление отпечатка практически невозможным или это сложно сделать, не испортив поверхность отпечатка.
Отрегулируйте настройку соединения 3D-печати вашего слайсера
Измените настройки слайсера в соответствии с вашими потребностями. На PrusaSlicer даёт лучшие результаты при длинных мостах 3D-печати. Однако в Cura вам необходимо включить параметр 3D-печати на вкладке «Экспериментальные» или выполнить поиск 3D-печати.
Плохое соединение | Программное обеспечение Simplify3D
Плохая перемычка
Перемычка — это термин, который относится к пластику, который необходимо выдавливать между двумя точками без поддержки снизу. Для больших мостов вам может потребоваться добавить опорные конструкции, но короткие мосты обычно можно печатать без каких-либо опор, чтобы сэкономить материал и время печати. Когда вы соединяете две точки, пластик выдавливается через зазор, а затем быстро охлаждается, чтобы создать прочное соединение. Чтобы получить наилучшие результаты соединения, вам нужно убедиться, что ваш принтер правильно откалиброван с лучшими настройками для этих специальных сегментов. Если вы заметили провисание, провисание или промежутки между вытянутыми сегментами, вам может потребоваться изменить настройки для достижения наилучших результатов. Мы рассмотрим каждую из областей, которые вы хотите решить, чтобы убедиться, что вы можете напечатать самые лучшие мосты на своем 3D-принтере.
Если вы заметили провисание, провисание или промежутки между вытянутыми сегментами, вам может потребоваться изменить настройки для достижения наилучших результатов. Мы рассмотрим каждую из областей, которые вы хотите решить, чтобы убедиться, что вы можете напечатать самые лучшие мосты на своем 3D-принтере.
Общие решения
Проверка использования настроек моста
Сегменты моста обозначаются специальным цветом в предварительном просмотре Simplify3D. Нажмите «Подготовка к печати», чтобы войти в режим предварительного просмотра, а затем измените режим окраски с левой стороны на «Тип функции». При этом для каждого типа объекта будет использоваться свой цвет, а области соединения будут показаны желтым цветом. Используйте ползунки в нижней части предварительного просмотра, чтобы перейти к слою, где вы ожидаете увидеть перекрывающие экструзии, и убедитесь, что эти линии отображаются желтым цветом. Если область моста не выделена желтым цветом, необходимо проверить две настройки. Выйдите из предварительного просмотра, нажмите «Изменить параметры процесса» и перейдите на вкладку «Другое», чтобы просмотреть настройки моста. Первый параметр в этом разделе — «Порог неподдерживаемой области». Это позволяет программному обеспечению игнорировать очень маленькие области мостов и сосредоточиться на более крупных областях мостов, для которых могут потребоваться специальные настройки. Если вы считаете, что ваша область соединения не включена, убедитесь, что площадь области соединения больше этого порогового значения. Второй параметр, который нужно проверить, находится внизу этого списка. По умолчанию Simplify3D использует специальные настройки периметра для всех периметров, которые печатаются как часть области соединения, но при желании вы также можете использовать параметры соединения для этих областей. Для этого включите параметр «Применить настройки моста к периметрам», сохраните настройки, а затем вернитесь к предварительному просмотру Simplify3D, чтобы проверить свои изменения.
Выйдите из предварительного просмотра, нажмите «Изменить параметры процесса» и перейдите на вкладку «Другое», чтобы просмотреть настройки моста. Первый параметр в этом разделе — «Порог неподдерживаемой области». Это позволяет программному обеспечению игнорировать очень маленькие области мостов и сосредоточиться на более крупных областях мостов, для которых могут потребоваться специальные настройки. Если вы считаете, что ваша область соединения не включена, убедитесь, что площадь области соединения больше этого порогового значения. Второй параметр, который нужно проверить, находится внизу этого списка. По умолчанию Simplify3D использует специальные настройки периметра для всех периметров, которые печатаются как часть области соединения, но при желании вы также можете использовать параметры соединения для этих областей. Для этого включите параметр «Применить настройки моста к периметрам», сохраните настройки, а затем вернитесь к предварительному просмотру Simplify3D, чтобы проверить свои изменения.
Проверьте угол заполнения перемычек
Simplify3D автоматически рассчитает наилучшее направление заполнения для областей перемычек. Например, если вы создаете мост между двумя колоннами, выровненными по оси X, программа автоматически изменит направление заполнения для этой области, чтобы гарантировать, что заполнение также выдавливается вдоль оси X. Это значительно повысит ваши шансы на успех, поэтому, если вы заметите, что у вас неудовлетворительные результаты перекрытия, вы должны перепроверить, чтобы убедиться, что заполнение ориентировано в правильном направлении. Если вы уже убедились, что ваша соединительная область правильно идентифицирована как желтая соединительная область в Simplify3D, то это изменение должно произойти автоматически. Если вы когда-нибудь захотите попробовать другой угол заполнения для этих слоев перекрытия, вы также можете сделать это, включив параметр «Использовать фиксированный угол перекрытия» в настройках процесса.
Настройте параметры для оптимальной производительности
Соединительные области в Simplify3D печатаются со специальными настройками экструзии, скорости и охлаждения для достижения оптимальной производительности. Настройки экструзии и скорости для этих областей можно найти на вкладке «Другие» в настройках вашего процесса. Как правило, вам нужно установить «Множитель экструзии моста» на 100% или более, так как при более низких значениях могут возникнуть проблемы с надлежащей герметизацией нижней части этих поверхностей. «Множитель скорости соединения» может потребовать некоторых экспериментов, так как некоторые принтеры будут работать лучше при медленном соединении, в то время как другие получают лучшие результаты при быстром перемещении. Наконец, вы можете найти настройки скорости мостового вентилятора на вкладке «Охлаждение» в настройках вашего процесса. Как правило, вам нужно установить большое значение «Переопределение скорости вентилятора моста», чтобы обеспечить максимально быстрое охлаждение мостов. Поэкспериментируйте с этими настройками, чтобы найти наилучшую комбинацию для вашего конкретного 3D-принтера и нити. Существует много доступных моделей для тестирования моста, которые могут помочь в этой калибровке.
Настройки экструзии и скорости для этих областей можно найти на вкладке «Другие» в настройках вашего процесса. Как правило, вам нужно установить «Множитель экструзии моста» на 100% или более, так как при более низких значениях могут возникнуть проблемы с надлежащей герметизацией нижней части этих поверхностей. «Множитель скорости соединения» может потребовать некоторых экспериментов, так как некоторые принтеры будут работать лучше при медленном соединении, в то время как другие получают лучшие результаты при быстром перемещении. Наконец, вы можете найти настройки скорости мостового вентилятора на вкладке «Охлаждение» в настройках вашего процесса. Как правило, вам нужно установить большое значение «Переопределение скорости вентилятора моста», чтобы обеспечить максимально быстрое охлаждение мостов. Поэкспериментируйте с этими настройками, чтобы найти наилучшую комбинацию для вашего конкретного 3D-принтера и нити. Существует много доступных моделей для тестирования моста, которые могут помочь в этой калибровке.
Всего комментариев: 0