Применяется
для установки на переднеприводные автомобили производства ВАЗ 11111, 11113 ОКА.
Рабочий объём — 0,75 л
Мощность — 35 л.с.
Система питания — карбюратор
Двигатель производства Тольятти со всеми
гарантийными обязательствами. Все первичные документы в наличии!
▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵
Агрегат: Блок в сборе (см. комплектацию выше), ГБЦ
в сборе с распредвалом, шкив коленвала, маховик, маслонасос с маслоприемником,
поддон под масло железный (возможна установка алюминиевого — цену уточнять у
менеджера), клапанная крышка, газораспределительный механизм с закрытой
крышкой, свечи.
Двигатель в сборе: Двигатель плюс все, что к нему
крепится: на инжекторе: ресивер впускной, дроссельная заслонка (если инжектор),
все резиновые шланги, все мелкие кронштейны, все ремни: генератора, зубчатый,
на классических двигателях: — цепь. Щуп. рампа с форсунками и проводкой
форсунок
По желанию клиента любую составляющую двигателя
можем разукомплектовать или заменить не стандартной спортивной или
тюнингованной деталью.
Можно сделать любую комплектацию навесного
оборудования (стандартную и не стандартную) в случае если часть оборудования у
вас есть — пишите что добавить/исключить из комплектации.
Моторы поставляются без масла, так как по правилам
транспортных компаний перевозка ГСМ (в том числе моторные масла) запрещена
из-за возможности воспламенения, а так же порчи (из-за опрокидывания) других
грузов.
▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵
Производство
и продажа ДВС ВАЗ. Полноценная заводская гарантия! Быстрая доставка по РФ -
оплата при получении! Без предоплаты!
Двигатели
от производителя, прямиком со сборочного цеха. Никаких переплат и накруток.
Работаем без посредников! Самое выгодное предложение на рынке!
Все Двигатели (GEARBOX63 ПОВОЛЖЬЕ) собираются из
качественных комплектующих и проходят обязательную обкатку на соответствие
ГОСТу на испытательном стенде.
Уровень шума в пределах 77 дб.
Все ДВС крепится на деревянном устойчивом поддоне,
прикручивается, сам двигатель — картон со всех сторон и обмотка стрейч пленкой.
В транспортной компании упаковывается в деревянную обрешетку. В комплекте к ДВС
идет паспорт изделия, гарантийный талон и накладная для ГАИ.
▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵
Заказ можно оформить на сайте, либо позвонив по номеру: 8 800 201 60 63 (звонок бесплатный) или 8 927 692 03 63(Ватцап, Вайбер, Телеграмм)
По наличию данной позиции в вашем городе — уточняйте по телефону, либо в чате на сайте!
▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵
GEARBOX63 ПОВОЛЖЬЕ – ЭТО:
☑ Максимальная репутация на Авито – говорит о том,
что мы делаем все возможное, что бы наши клиенты оставались довольны! (По
статистике 95% покупателей становятся нашими постоянными клиентами после
первого заказа!)
☑ Максимальная гарантия на все агрегаты – потому что
мы уверены в качестве нашей продукции! (По статистике заводской брак составляет
не более 3%, так как мы используем самые качественные комплектующие, а также
производим тщательную обкатку агрегатов после сборки).
☑ Максимально низкая цена – стоимость агрегатов
основана на производственной смете! Никаких посреднических накруток! Мы
сотрудничаем только с проверенными заводами и поставщиками комплектующих!
Идеальный баланс цены-качества!
☑ Максимально быстрая и не дорогая доставка по всей
РФ — мы сотрудничаем со всеми транспортными компаниями, поэтому подберем для
вас самый оптимальный (по срокам и стоимости) вариант доставки до ближайшего к
вам пункта выдачи ТК! (При заказе КПП и РКП действует акция на доставку — 500Р
МЫ ОПЛАТИМ ЗА НАШ СЧЕТ! Заказывая через нас, вы не будете переплачивать лишние
деньги за наложенный платеж, но при этом вы сможете оплатить при получении)
☑ Максимальная клиентоориентированность – потому что
мы дорожим каждым клиентом! Всегда на связи! Отвечаем на любые вопросы!
Индивидуальный подход и лояльность!
▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵
В
наличии ДВС на все модели ВАЗ, а также большой ассортимент других запчастей, от
мелких комплектующих до двигателей! Возможна сборка ДВС под заказ под любые
предпочтения!
▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵
Рады
сообщить, что у вас теперь появилась возможность покупать нашу продукцию в
рассрочку.
►
Первоначальный взнос — от 0%
►
Срок рассрочки — от 3 до 12 месяцев
► В
95% случаев решение по одобрению рассрочки принимается за 2 минуты.
▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵▵
Отправляем
наложенным платежом в любой город, без предоплаты! Бесплатная доставка по
Самарской области!
Запчасти с авторазбора ВАЗ 1111 Ока в Самаре — оригинальные б/у и контрактные
ВАЗ 11113 Ока
Исполнение / двигатель
Кузов
Дверей
Мощность, л.с.
Привод
Топливо
Год
0. 75
Хэтчбек
3
35
Передний
Бензин
1996– …
ВАЗ 1111 Ока
Исполнение / двигатель
Кузов
Дверей
Мощность, л.с.
Привод
Топливо
Год
0. 65
Хэтчбек
3
29
Передний
Бензин
1990–1996
Купить запчасти на ВАЗ 1111 Ока в Самаре:
Здесь собраны объявления о продаже б/у запчастей на ВАЗ 1111 Ока с сайтов «Авито», «Из рук в руки» и др. Покупая автозапчасть с рук, обязательно убедитесь в надёжности продавца и не переводите деньги, предварительно не получив запчасть.
Подсветка номера Зад ваз (Lada) 1111 Ока 2105-3717 Цена 150 ₽
Автомобильные сетки с магнитами. гост Цена 1 990 ₽
Багажник Ока 1111 Цена 600 ₽
Бак топливный ока Цена 1 000 ₽
Балка в сборе Ока Цена 2 500 ₽
Бензобак Ваз 2107 Ока 1111 Цена 600 ₽
Дефлектор капота Ока Цена 900 ₽
Диск Accuride ока 4×12 3×98 ET40 DIA60. 1 серебрист Цена 1 115 ₽
Диск Accuride ока 4×12 3×98 ET40 DIA60.1 серый Цена 1 085 ₽
Диск на Оку R12 Цена 1 300 ₽
Дверь левая ока
Дверь левая ока Цена 2 000 ₽
Дверные карты ока Цена 600 ₽
Дверь правая ока Цена 2 000 ₽
Дверь задняя ока Цена 1 600 ₽
Двигатель двс ока Цена 7 500 ₽
Фара левая ока Цена 500 ₽
Фара правая ока Цена 500 ₽
Фаркоп Цена 1 000 ₽
Фары ока
Фонари Ока 1111 Цена 300 ₽
Фонарь задний левый ока Цена 400 ₽
Фонарь задний правый ока Цена 400 ₽
Генератор Ока Цена 1 000 ₽
Генератор ока Цена 2 500 ₽
Капот ока 1111 Цена 1 500 ₽
Карбюратор ока 11110 Цена 1 900 ₽
Карбюратор ока Цена 1 900 ₽
Каркасные шторки на LADA Kalina Цена 1 990 ₽
Колёса на оку в сборе R12 Кама Цена 3 800 ₽
Крыло переднее левое ока Цена 750 ₽
Крыло переднее правое ока Цена 750 ₽
Кулак поворотный Ока Ваз 1111 Цена 600 ₽
Лобовое стекло ока 1111 Цена 1 500 ₽
Лобовое стекло ока Цена 1 500 ₽
Монтажный блок ока Цена 1 000 ₽
Ока капот Цена 2 000 ₽
Подрамник Ока Цена 1 000 ₽
Подрамник ока Цена 2 500 ₽
Поворотный кулак ока Цена 600 ₽
Привода ока
Привод левый ока Цена 1 000 ₽
Привод правый ока Цена 1 000 ₽
Проводка ока Цена 2 500 ₽
Радиатор ока Цена 700 ₽
Распределитель зажигания ока Цена 1 600 ₽
Решетка радиатора ока Цена 400 ₽
Рулевой вал ока Цена 600 ₽
Шины на оку зимние бу Цена 7 000 ₽
Шторки на ваз 2108 Цена 1 990 ₽
Шторки на ваз 2113 Цена 1 990 ₽
Сидение переднее комплект ока Цена 2 500 ₽
Стартер ока 1111 Цена 2 000 ₽
Стартер ока 11116 с китайским двигателем Цена 6 300 ₽
Стартер ока Цена 2 000 ₽
Стекла на Оку, ваз 1111; 11113 Цена 400 ₽
Стекла передние ока
Стекло дверное ока Цена 700 ₽
Стойки Ока в сборе с приводом
Сцепление ока Цена 2 500 ₽
Телевизор передняя панель ока Цена 2 500 ₽
Торпедо ока Цена 1 000 ₽
Трамблер ока Цена 900 ₽
Трапеция дворников ока
Трапеция дворников ока Цена 900 ₽
Труба приемная ваз 1111 ока Цена 1 130 ₽
Усилитель заднего бампера Ока Цена 500 ₽
Вакумник ока
Задние фонари Ока Цена 200 ₽
Задние стойки Ока
Замок капота ока
Запчасти на Оку Цена 500 ₽
Зимние колеса на оку Цена 1 000 ₽
Кварцевый монолитный обогреватель в бытовку, гараж Цена 1 990 ₽
Рулевой механизм (рейка) ока в сборе ваз 1111 Цена 4 800 ₽
КОМПЛЕКТ ОКА
КОМПЛЕКТ ОКА
Заказать OKA KIT
Описание
КОМПЛЕКТ ОКА полностью собранный автомобиль с полным салоном и полным остеклением, функционирующими гидравлическими тормозами, полная подвеска, стояночный тормоз, все электрооборудование и освещение кузова, колеса 12 дюймов с Радиальные шины 135R12, практически все, что необходимо для строительства NEV или LSV.
Нет двигателя, нет трансмиссии (опционально), нет карданных валов (доступно опционально), без выхлопной системы, без топливной системы.
КОМПЛЕКТ ОКА полностью сертифицирован в соответствии с FMVSS # 500, который касается низкоскоростных транспортных средств (LSV) и должен быть комплектуется электроприводом на NEV (Neighborhood Electric Vehicle).
В некоторых штатах (например, в Калифорнии) разрешено «специальное строительство». транспортные средства», и если это положение доступно в государстве вашего проживания, то Вы также можете установить бензиновые двигатели от «ранее сертифицированного автомобиля».
Двигатели с коробками передач, подходящими для ОКА КОМПЛЕКТ:
HONDA 600 седан (с 1969 по 1972 год)
9001 6 HONDA 600 Coupe (с 1970 по 1973 год)
BMC MINI (с 1966 по 1992 год)
СУБАРУ ЮСТИ
DAIHATSU Charade
GEO Metro (все версии с 3 цилиндрами)
SUZUKI Swift
Кузов
Двухдверный мини-седан с задним люком
Передний и задний ударопрочные пластиковые бамперы
Опционально съемное стекло со съемным стеклом Sun крыша
Дополнительный каркас безопасности Racing
Размеры корпуса
Высота
1400 мм
55 дюймов
Ширина
1420 мм
56 дюймов
Длина
3200 мм
10,5
Колесная база
2180 мм
86 дюймов
Трек
1200 мм
47 дюймов
Шины
135/80 R12
(полноразмерная запаска)
Дорожный просвет
6,7″
Вес
Пустой комплект
495 кг
1089 фунтов.
Максимальный груз
340 кг
748 фунтов
Максимальная полная масса автомобиля
985 кг
2167 фунтов
Двигатель
КОМПЛЕКТ не включает двигатель!
Трансмиссия
КОМПЛЕКТ не включает коробку передач!
Доступны следующие опции: (все для переднего привода)
Редуктор 10:1 со встроенным дифференциалом
Четыре скорости вперед + назад полностью синхронизированы
Две скорости вперед + назад полностью синхронизированы
Рулевое управление
Зубчатая рейка
Подвеска и тормоза
Передний Задний
Дополнительное оборудование
Электронный тахометр 7000 об/мин
Электронный спидометр 45 миль в час со сбрасываемым счетчиком пройденного пути
Цифровые светодиодные часы
Аналоговый датчик температуры
Аналоговый 12 В Индикатор заряда батареи
Обогреватель заднего стекла
Задний стеклоочиститель и омыватель
Аварийный 4-позиционный мигающий сигнал
Стандартный интерьер
Передние полностью откидывающиеся ковшеобразные сиденья
Опциональное заднее многоместное сиденье
Опциональная крышка багажника
Производительность
Максимальная максимальная скорость: 25 миль в час
Требуется FMVSS № 500 (DOT).
Другие функции (
Дополнительно )
h5 Фары с электронной сервоприводной регулировкой угла луча во время движения ( Водитель Регулируемый )
Огнетушитель под сиденьем водителя
Полноразмерное запасное колесо
Легкосплавные диски 12 дюймов с радиальными шинами 155R12
Легкосплавные диски 13 дюймов с радиальными шинами 155/70R13
Электрический обогреватель заднего стекла
Стеклоочиститель и омыватель заднего стекла
Задний противотуманный фонарь высокой интенсивности
Боковые указатели поворота со светодиодами и отражатели ПЕРЕДНИЕ (желтые) и ЗАДНИЕ (красные)
MSRP = M S производителя R etail P рис в США исключает любые сборы за пункт назначения и/или фрахт, местные налоги, лицензионные сборы или любое дополнительное оборудование, установленное на заводе или у дилера.
КОМПЛЕКТ ОКА (в комплекте с NEV)
Возвращение OKA — легендарного австралийского внедорожника
Сэм Перселл
15:2322 Июль 2020
Несмотря на то, что имя OKA далеко не нарицательное, оно хорошо известно некоторым австралийским кругам полноприводных автомобилей. . В частности, это популярный, хотя и труднодоступный выбор для тех, кто хочет построить большой и мощный внедорожник для поездок на дальние и отдаленные районы.
Компания OKA, основанная в 1986 году, производит в Западной Австралии небольшое количество полноприводных грузовиков с бескапотным верхом, способных преодолевать бездорожье и грузоподъемность, намного превышающую средний полноприводный автомобиль.
Несмотря на то, что у OKA достаточно грузового пространства и полезной нагрузки как для тяжелой работы, так и для серьезного отдыха, его длина и ширина не исключают возможности проезда по гусеницам, на которые может поместиться что-то вроде Toyota LandCruiser.
Для справки: шасси OKA с одинарной кабиной имеет длину 5648 мм, установленное на 319шасси 0 мм. Он довольно высокий (2508 мм) и имеет огромное грузовое пространство (3713 мм x 2000 мм) благодаря конфигурации с кабиной над головой.
В то время как большинство полноприводных автомобилей имеют менее одной тонны полезной нагрузки, OKA может утроить ее: собственный вес 3600 кг и полная масса автомобиля до 6500 кг означают, что имеется до 2900 кг полезной нагрузки.
Тяжелое оборудование имеет высокую цену. Вы можете рассчитывать заплатить около 150 000 долларов за OKA, в зависимости от того, какую спецификацию вы выберете. И из-за своей природы OKA легко настраиваются.
Наряду с одинарными кабинами, OKA могут иметь конфигурации с двойной кабиной, мультикабиной, фургоном и автобусом.
И хотя новые OKA в настоящее время доступны для покупки, они в основном изготавливаются на заказ (срок выполнения около двух месяцев). Со временем компания постепенно наращивает мощности и возможности, чтобы предложить произведенную в Австралии альтернативу таким автомобилям, как Mitsubishi Fuso, Iveco Daily и множеству других легких грузовиков с бескапотным дизайном и повышенной проходимостью.
ОКА также разрабатывает новую модель под названием RT. Он будет иметь те же размеры, что и текущая модель NT, но будет иметь новый внешний вид, расширенные возможности и больше технологий.
Краткая история ОКА
Компания OKA была основана в 1986 году Майком Уокером. Идея пришла, как гласит история, от группы руководителей горнодобывающей промышленности, которые пили пиво и набрасывали базовый дизайн подставки для пива. Перенесемся в начало 1990-х годов, и первые OKA модели XT стали доступны шахтерам, фермерам, пожарным, полноприводникам и государственным органам.
Компания росла в течение 1990-х годов и стала публичной 7 декабря 1994 на сумму 5,15 миллиона долларов. После того, как было выпущено 250 моделей XT, новая модель LT претерпела значительные механические изменения и обновления.
В общей сложности 449 ОКА были построены за эти годы на заводе компании в Бибра Лейк, к югу от Перта, прежде чем случилась финансовая катастрофа. Наряду с поиском лояльных поклонников в Австралии, около 30 OKA были экспортированы за границу в 12 разных стран.
Компания прекратила торговлю в 2012 году после судебно-медицинской экспертизы в 2011 году, которая выявила предполагаемое незаконное присвоение средств высшим руководством и кражу интеллектуальной собственности.
Г-н Паари Велл, малазийский бизнесмен, который в то время владел OKA, приступил к консервации компании, надеясь либо перезапустить ее в Малайзии, либо продать покупателю в Австралии. А тем временем поставки этого уникального австралийского внедорожника иссякли.
Дин Робинсон основал новую компанию: OKA All Terrain Vehicles и стал владельцем бренда OKA в 2017 году. С тех пор он был занят постепенным превращением бизнеса в нечто большее. Наряду с новой моделью RT, находящейся в разработке, компания также модернизирует существующие OKA в своей линейке R-Series и поставляет стабильный поток деталей и запасных частей для существующих владельцев.
ОКА сегодня
Хотя внешний вид и конструкция ОКА не изменились, многие компоненты претерпели изменения. Старый дизельный двигатель Perkins был заменен более мощным и эффективным двигателем Cummins с общей топливной рампой, который развивает 138 кВт при 2500 об/мин и 700 Нм при 1200-1700 об/мин при 4,5 литрах и четырех цилиндрах.
Кроме того, шестиступенчатая автоматическая коробка передач Allison заменяет старую механическую коробку передач. Проходя через дифференциалы Dana различных размеров (в зависимости от спецификации), мощность передается на землю через большие 36-дюймовые шины, подвешенные на листовых рессорах по всему периметру.
Если этого недостаточно, OKA можно оснастить гигантскими 42-дюймовыми шинами.
Эти изменения, по словам Питера, делают OKA «сладким как орех» в управлении.
Хотя большинство из них строятся на заказ, в настоящее время один OKA готов к продаже: шасси с одинарной кабиной за 150 000 долларов плюс дорожные расходы. Оттуда он может быть оснащен различными механизмами, стилями кузова и конфигурациями. Практически все можно настроить, как объясняет Питер:
«Сейчас я строю шестиколесный привод для клиента, который будет домом на колесах. Речь идет о сделке на 400 000 долларов. Топлива хватит на 3500 километров и 800 литров воды. У него 11-тонная полная масса, но до этого мы не дойдем. Я просто сварю раму для собственного веса в четыре тонны, для испытаний».
На данный момент в ОКА всего четыре человека, но потенциал роста большой. Наряду с энтузиастами 4WD со здоровым бюджетом, полезность и компоновка OKA идеально подходят для государственных, автопарковых и коммерческих работ.
Таким образом, несмотря на то, что OKA является брендом с некоторой историей и работает на доске, теперь он работает как бережливый стартап, ожидающий большого прорыва.
«Все, что мне нужно, это один телефонный звонок из Департамента пожарной и аварийной службы, и все изменится». — с энтузиазмом сказал Питер.
Окончательное руководство по 3D-печати поддержки структур — Знания
FDM 3D-принтеры работают путем депонирования слоя над слоем термопластика для создания 3D-объекта. В этом методе каждый новый слой должен поддерживаться слоем под ним. Если ваша модель имеет навес, который не поддерживается ничего ниже, необходимо добавить дополнительные структуры поддержки 3D-печати для обеспечения успешного печати.
Вспомогательные структуры считаются необходимым злом в 3D-печати. С одной стороны, они абсолютно необходимы для моделей с неприятными навесами или мостами. С другой стороны, они увеличивают материальные затраты, добавляют больше постобработойной работы и могут повредить поверхность модели. Поэтому правильное получение структур поддержки 3D-печати является очень важным аспектом сложных моделей 3D-печати.
В этой статье мы проготовим все, что вам нужно знать о структурах поддержки 3D-печати.
Как правило, когда ваша модель имеет свес или мост, который не поддерживается ничего ниже, возможно, потребуется использовать 3D-печати структуры поддержки, чтобы иметь возможность 3D печатать его. Вот несколько примеров навесов и мостов, иллюстрированных с помощью букв Y, H и T.
Навесы и мосты иллюстрируются классическим примером букв Y, H и T.
Не все свесы нуждаются в опорах — правило 45 градусов
Однако не все свесы нуждаются в поддержке.Общее правило заключается в том,: Если свес наклоняется под углом менее 45 градусов от вертикали, то вы можете быть в состоянии печатать, что свес без использования 3D-печати структур поддержки.
Свесы под углом более 45 градусов от вертикали требуют 3D-печати вспомогательных конструкций
Оказывается, что 3D принтеры используют очень небольшое горизонтальное смещение (едва заметное) между последовательными слоями. Таким образом, слой не складывается идеально по предыдущему слою, а стеки с крошечной смещения. Это позволяет принтеру печатать свесы, которые не наклоняются слишком много от вертикали. Все, что ниже 45 градусов, может быть поддержано предыдущими слоями. 45 градусов считается линией отказа.
Этот аспект лучше всего проиллюстрировать буквами Y и T. Два свеса на букве Y имеют угол менее 45 градусов по отношению к вертикали. Поэтому, если вы хотите напечатать букву Y, вы можете уйти без использования каких-либо структур поддержки 3D-печати!
Свесы в письме Y не требуют 3D-печати вспомогательных структур. Те, в письме T требуют их. (источник: 3DHubs)
С другой стороны, свесы буквы Т имеют угол 90 градусов с вертикалью. Таким образом, вы должны использовать структуры поддержки 3D-печати для печати буквы T, в противном случае, результат будет беспорядок, как показано ниже.
Без структур поддержки 3D-печати буква T не будет печататься должным образом (источник: 3DHubs)
Не все мосты требуют поддержки — правило 5 мм
Так же, как свесы, не все мосты требуют поддержки. Здесьправило большого пальца: Если длина моста составляет менее 5 мм, принтер может распечатать его, не требуя 3D-печати вспомогательных конструкций.
Для этого принтер использует метод, называемый преодоление — где он растягивает горячий материал на короткие расстояния и удается распечатать его с минимальным провисания.
Однако, если мост длиннее 5 мм, эта техника не работает. В этом случае необходимо добавить структуры поддержки 3D-печати.
5Мосты длиной более 5 мм не могут быть напечатаны без конструкций поддержки 3D-печати. Обратите внимание, как они деформируются и деформируются.
ПРОВЕРЬТЕ СПОСОБНОСТЬ ПРИНТЕРА ПЕЧАТАТЬ СВЕСЫ БЕЗ ПОДДЕРЖКИ
Правило большого пальца, что свесы менее 45 градусов с вертикальной не нуждаются в поддержке только, что — правило большого пальца. Ваш пробег может варьироваться, и это во многом зависит от принтера, его состояния и материала, который вы используете. Печатники в плохом состоянии могут не печатать свесы под углом 35 или 40 градусов от вертикали!
Прежде чем начать печатать модели с навесами, это хорошая идея, чтобы узнать способность принтера для печати более безобидные свесы.
Это довольно легко сделать. Просто скачайте этоМассивная модель теста свеса от Thingiverseи распечатать его. Эта модель имеет ряд свесов, начиная от 20 градусов до 70 градусов с 5-градусный прирост.
Массивный тест на свес в Thingiverse
Определите угол, под котором принтер начинает работать не удается. Это максимальный угол свеса, который принтер может печатать без поддержки. Обратите внимание на это, чтобы вы могли использовать эту информацию позже, чтобы решить, где использовать поддержку, а где нет.
Недостатки
Вы можете быть удивлены, почему мы суетиться о том, где поддержка требуется и где ее можно избежать. Причина всей этой суеты в том, что использование структур поддержки 3D-печати имеет свои недостатки.
Если вы используете 3D-печать в производственных условиях, то вы, скорее всего, заботитесь о стоимости за модель. Если вы любитель на бюджет, вы, вероятно, заботятся о том, что слишком.
Структуры поддержки 3D-печати, очевидно, добавляют к стоимости модели. Структуры поддержки потребляют материал, и этот материал позже удаляется и отбрасывается. Таким образом, каждый бит 3D-печати поддержки структуры, которые вы используете, добавить к стоимости модели.
Структуры поддержки 3D-печати также увеличивают продолжительность печати, потому что необходимо печатать больше вещей.
Добавлена постобработающая работа
Структуры поддержки 3D-печати не являются частью модели. Они используются для поддержки частей модели во время печати. Это означает, что после того, как печать закончена, теперь перед вами стоит дополнительная задача удаления структур до того, как модель будет готова к работе.
В производственных настройках добавленная работа означает добавленную стоимость модели.
Конструкции поддержки 3D-печати касаются и часто прилипают к стенам моделей. Это единственный способ обеспечить поддержку свесов и мостов. Если вы не будете осторожны при удалении структур поддержки 3D-печати, они могут оставить пятна на поверхности модели. В худшем случае часть модели может разорваться вместе со структурой поддержки 3D-печати.
В целом, есть значительные недостатки использования структур поддержки 3D-печати. ПоэтомуВот еще одно правило:свести к минимуму использование структур поддержки 3D-печати и добавлять их только в случае необходимости. В более поздних разделах мы покажем вам, как применять эту философию с самого этапа проектирования CAD, ведущего к этапу печати.
ГЕОМЕТРИЯ СТРУКТУРЫ ПОДДЕРЖКИ
Существует два общих типа структур поддержки 3D-печати: древо-как поддержка и линейная/аккордеонная поддержка.
Поддержка, похожая на дерево
Поддержка, похожая на дерево, — это структура, похожая на дерево, которая поддерживает свесы модели. Этот тип поддержки 3D-печати касается только навеса в определенных точках.
Древо-как 3D-печати структуры поддержки (источник: Flashforge)
Преимущество использования поддержки 3D-печати, похожей на дерево, заключается в том, что ее легче удалить и не повредить нижнюю часть свеса. Но обратите внимание, что он подходит только для не плоских свесов, таких как кончик носа, кончик пальца или арки. Он не обеспечивает достаточной стабильности для плоских свесов.
Линейная или Аккордеонная Поддержка
Это наиболее распространенный тип поддержки, используемый в 3D-печати. Этот тип поддержки состоит из вертикальных столбов, которые касаются всего свеса. Этот тип поддержки 3D-печати работает почти для каждого свеса и моста. Тем не менее, они гораздо труднее удалить и гораздо больше шансов причинить ущерб поверхности модели.
Линейные структуры поддержки 3D-печати (источник: Flashforge)
ТИПЫ ПОДДЕРЖКИ ПО ПРОСТОТЕ УДАЛЕНИЯ
Принтеры с одним экструдером используют по умолчанию прорывные структуры поддержки 3D-печати. Если у вас есть один экструдер, вы должны использовать тот же материал, который используется для печати модели для печати структур поддержки 3D-печати. Естественно, можно регулировать плотность структур поддержки 3D-печати и сделать ее намного ниже плотности модели, но это единственный элемент управления, который у вас есть в том, что касается вспомогательных материалов. Поскольку модель и конструкции поддержки 3D-печати изготовлены из одного и того же материала, единственный способ отделить их — либо разорвать опорную конструкцию вручную, либо аккуратно отрезать ее ножом. Эти методы удаления вводят довольно большой риск повреждения модели, и нужно применять правильную технику и оставаться чрезвычайно бдительными и осторожными в фазе удаления.
Если у вас есть принтер с двумя экструдерами, есть лучший вариант. Вы можете загрузить один экструдер с PLA для печати модели, а другой с водорастворимым материалом, как PVA или Limonene растворимый материал, как HIPS для печати структуры поддержки. После того, как печать закончена, просто смойте опорную конструкцию, погрузив модель в воду или лимонен. Этот метод удаления снижает риск повреждения модели и упрощает работу после обработки. Идеально подходит для сложных принтов!
КАК УДАЛИТЬ ОТКОЛОВШИЕСЯ СТРУКТУРЫ ПОДДЕРЖКИ 3D-ПЕЧАТИ
Поскольку отколовшиеся структуры поддержки 3D-печати трудно удалить и потенциально могут повредить модель, мы включили некоторые проверенные трюки, чтобы удалить их в правильном направлении.
Во-первых, определить 3D-печати структуры поддержки, которые полностью подвергаются и легко маневрировать пальцами. Попробуйте оторвать эти структуры поддержки 3D-печати с помощью пальцев. Будьте нежны. Очень нежный. Если вы сделаете это правильно, большая часть структуры поддержки должна отойти довольно легко.
Далее используйте инструмент для удаления структур поддержки 3D-печати, доступ к которые трудно получить. Есть много мнений о том, какие инструменты работают лучше всего. Вы можете использовать плоскогубец нос иглы, нож putty типа или нож Exacto. Вы также можете использовать комбинацию всех этих инструментов.
При использовании ножа или скребка, это хорошая идея, чтобы нагреть модель или лезвие. Это упрощает нарезку структур поддержки 3D-печати. Крошечный бутан факел может помочь, но убедитесь, что вы не повредить модель с ним.
Многие люди препятствуют использованию ножей Exacto, потому что это довольно острый и опасный инструмент. Один скольжения, и вы можете в конечном итоге с отрезанным пальцем, а не отрезать поддержку. Кроме того, вы можете получить кровь на всем протяжении вашей модели. Тис!
Наждачная бумага также является отличным инструментом для удаления. Влажная шлифовка с высокой наждачной бумагой песка (220 до 1200) позволит удалить 3D-печати вспомогательных структур, а также, полировать модель. Для достижения наилучших результатов нанесите воду на часть и песок плавными, легкими движениями до достижения желаемого качества поверхности.
Вы можете использовать влажную шлифовку, чтобы удалить последние биты структур поддержки 3D-печати и отполировать поверхность модели (Источник: Formlabs)
Модели на основе НОАК могут развиться стресс-метки, когда структуры поддержки 3D-печати отходят от них, что приводит к царапинам, следам и пятнам. Лак для лака для ногтей является отличным инструментом для исправления или сокрытия этих несовершенств.
Если вы заинтересованы в сообществе взять на эту тему, взгляните на эту тему-Лучший способ удалить плоты, опоры и другие посторонние нити.
СВЕСТИ К МИНИМУМУ СТРУКТУРЫ ПОДДЕРЖКИ 3D-ПЕЧАТИ С ПОМОЩЬЮ УМНОГО ДИЗАЙНА
Интеграция поддержки 3D-печати в модель
Один из способов избежать структур поддержки 3D-печати заключается в том, чтобы добавить элементы в модель, которые могут выполнять ту же работу. Этот трюк использовался скульпторами на протяжении веков. Например, взгляните на эту скульптуру Антонио Канова «Венера Витрикс».
Венера Витрикс Антонио Канова
Здесь правая рука является навесом, но поддерживается подушками. Левая нога является еще одним навесом, но на этот раз сгруппированы тоги выступать в качестве поддержки. Следующим примером является модель под названием «The Guardian» дизайнера @fantasygraph. Он ловко поддерживает ноги и ягодицы модели с плавным платьем. Копье, закреплено на дне, выступает в качестве опоры для левой руки.
The Guardian by @fantasygraph показывает, как поддержки могут быть интегрированы в модель.
Интеграция структуры поддержки 3D-печати в дизайн – это скорее искусство, чем наука. Вам нужно придумать элементы, которые одновременно вписываются в общую конструкцию и могут поддерживать свесы или мосты. Если все сделано правильно, это повышает красоту модели и делает процесс печати свободным от структур поддержки 3D-печати — экономия времени, денег и труда.
Фаски
Другим способом устранения необходимости в конструкциях поддержки 3D-печати является Chamfers. Chamfers аккуратный способ превращения в противном случае неприятные свесы в безобидные свесы с углами менее 45 градусов. Например, если у вас есть мягко наклонный или изогнутый край, вы можете заменить его угловым краем, который не требует поддержки. Такая угловатая конструкция называется Chamfer.
Слева: постепенно округлая кромка, которая требует поддержки справа: Chamfered края, которые могут быть напечатаны без 3D-печати структур поддержки (источник: Rigid чернил)
Аналогичным образом, если у вас есть отверстие в модели, вы можете преобразовать его в отверстие в форме слезы. Большую часть времени, это не повлияет на общую эстетику модели. Но это поможет вам уменьшить структуры поддержки 3D-печати, необходимые для печати модели.
Chamfered отверстие в форме слезы (источник: Markforged)
МИНИМИЗАЦИЯ СТРУКТУР ПОДДЕРЖКИ 3D-ПЕЧАТИ ПУТЕМ ПЕРЕОРИЕНТАЦИИ
Иногда свести к минимуму необходимые структуры поддержки 3D-печати так же просто, как переориентировать модель на печатную кровать. Например, гораздо лучше распечатать открытую коробку, показанную ниже, с открытым лицом сверху.
Chamfered отверстие в форме слезы (источник: Markforged)
Вот более нетривиальный пример, опять же исходит от дизайнера @fantasygraph. Это модель персонажа с горизонтальной рукой, указываемой на бесконечность и за ее пределами.
Если вы распечатаете модель в том виде, в каком она есть, нам нужно будет поддержать левую руку. Это в основном длинный свес с углом 90 градусов.
Когда вы удалите опоры, он, скорее всего, оставить пятна на нижней стороне руки. Чтобы избежать этого, можно повернуть всю модель на 45 градусов и просто добавить поддержку для основы модели. Качество основы модели не имеет большого значения в любом случае. Таким образом, можно распечатать модель с меньшим количеством структур поддержки 3D-печати и спасти левую руку от повреждений.
Это очень умно и гениально. Может быть, вы можете быть так же умны с вашими моделями?
ПЕЧАТЬ СВЕСОВ И МОСТОВ БЕЗ КОНСТРУКЦИЙ ПОДДЕРЖКИ 3D-ПЕЧАТИ
В предыдущих разделах мы подчеркивали, что следует стараться по возможности минимизировать использование структур поддержки 3D-печати. Тем не менее, это означает, что вы часто будете наступать на сложной территории, где есть риск нестабильности модели. Чтобы свести к минимуму этот риск, вот несколько общих трюков.
Убедитесь, что ваш 3D принтер находится в оптимальном состоянии.
Убедитесь, что вы охлаждаете печатный материал как можно быстрее. Чем дольше ваш материал охлаждается, тем больше вероятность того, что ваш мост или свес деформируются или потерпят неудачу. Используйте свой слой охлаждения вентиляторы агрессивно. Кроме того, снизить температуру печати как можно больше.
Снижение скорости печати также помогает охладиться, и это особенно помогает в печати длинных мостов и сложных свесов.
Если возможно, попробуйте использовать толщину самого низкого слоя. Толщина нижнего слоя означает меньшую массу, депонированную на каждом запуске печатной головки. Это также помогает охладить материал быстрее.
НАСТРОЙКИ СТРУКТУРЫ ПОДДЕРЖКИ CURA
Иногда невозможно избежать использования структур поддержки 3D-печати. Но даже в этом случае, вы должны стараться изо всех сил, чтобы убедиться, что 3D-печати структуры поддержки стабильны, но не тратить много материала, легко удалить и не повредить поверхность модели.
Ваше программное обеспечение slicer даст вам много дополнительных способов настройки структур поддержки 3D-печати. Большинство срезов программного обеспечения может генерировать структуры поддержки 3D-печати автоматически, но они также обеспечивают ручной режим, где вы можете добавить или удалить структуры поддержки 3D-печати, где вы хотите. Кроме того, программное обеспечение slicer предоставляет множество различных настроек, которые контролируют следующие аспекты структур поддержки 3D-печати.
Размещение структур поддержки 3D-печати
Прочность конструкций поддержки 3D-печати
Простота удаления после печати
Повреждение поверхности печати
В этой статье мы решили сосредоточиться на Cura, потому что это самый популярный бесплатный слайзер там на данный момент.
Cura предлагает множество параметров, связанных с структурой поддержки, в разделе Поддержка пользовательских настроек. Если вы можете правильно манипулировать этими настройками, можно создать структуры поддержки 3D-печати, которые отвечают большинству основных требований.
Первым делом. Как перейти проверку, если ваша модель нуждается в дополнительной поддержке?
Кура делает это легко. После того как вы импортировали вашу модель в Cura и распоили его на виртуальной пластине сборки, ищите разделы, окрашенные в красный цвет. Это те части, где Кура обнаружил нестабильность. Обратите внимание, что возможно, что вы не увидите неподдерживаемые области, пока не повернете вид камеры.
Если вы видите красный цвет в нижней части части, где модель касается пластины сборки, вам не придется беспокоиться о том, что эта область не поддерживается. Сборка пластины будет заботиться об этой проблеме. Небольшие красные участки на вершинах отверстий или между двумя структурами называются мостами, и Cura будет обрабатывать их автоматически тоже.
Если есть другие части выделены красным цветом, то вам нужно начать беспокоиться. Начнем с того, что необходимо включить автоматически генерируемые структуры поддержки 3D-печати, чтобы гарантировать, что эти красные детали могут быть успешно напечатаны. Для этого просто проверьте флажок Generate Support в разделе Поддержка.
Таким образом, теперь вы включили структуру поддержки, созданную автоматически, но, вероятно, не увидели ничего изменения в представлении модели. Это потому, что Cura не показывает структуры поддержки 3D-печати в представлении Solid по умолчанию. Чтобы увидеть созданные структуры поддержки 3D-печати, измените представление на Layer View. Вспомогательный материал (линии и объем) будет отображаться в чирок. Переместив ползунок слоя вверх и вниз, чтобы увидеть, где поддержка добавляется в модель.
Cura генерирует линейные структуры поддержки 3D-печати по умолчанию. В бета-версии 3.2 Cura представила возможность использования поддержки, похожей на дерево, вместо линейной по умолчанию.
При включении структуры поддержки под разделом поддержки автоматически появляется параметр под названием Placement. Параметр размещения позволяет грубо контролировать позиционирование структуры поддержки. Есть два варианта: Везде и трогательная пластина сборки. Везде выбирается по умолчанию.
Когда Везде выбран, Cura 3D пытается построить структуры, где они необходимы. Это означает, что у вас есть не только структуры поддержки 3D-печати, которые возведены на пластине сборки, но и структуры поддержки 3D-печати, которые используют часть модели в качестве основы. Это разумный вариант в большинстве случаев, поскольку это гарантирует, что все нестабильные районы будут иметь необходимую поддержку.
Однако, если Everywhere выбран для очень сложных моделей, модель может в конечном итоге быть полностью заключена вспомогательным материалом. Если вы этого не хотите, просто измените настройку размещения на Touching Buildplate. Это позволит создать структуры поддержки 3D-печати под нависающими секциями модели только между пластиной сборки и моделью.
Так как свес модели всегда печатается поверх структур поддержки 3D-печати, вы не всегда получаете лучшую отделку поверхности для этих частей. Настройка скрытой крыши поддержки Enable Support может помочь в этом.
Опорная крыша представляет собой плотную кожу в верхней части опорной конструкции, которая не ставит под угрозу поверхностную отделку свесов слишком много. Когда вы включите эту настройку в Cura 3D с помощью флажка, вы получите лучшее качество отделки. Но это улучшение происходит на стоимость, как этот вариант делает 3D-печати структуры поддержки труднее удалить, чем обычно. Используйте эту опцию только в том случае, если поверхностная отделка нависающей части имеет решающее значение для функции готовой части.
Иногда конструкции поддержки 3D-печати строятся слишком близко к внешней стене модели и оставляют следы на внешней поверхности модели. Предотвратить это можно с помощью скрытых параметров поддержки X/Y Distance под разделом Поддержка.
Настройка расстояния поддержки X/Y в Cura по существу контролирует минимальное разрешенное расстояние между вертикальными стенами модели и опорной структурой в плоскости X-Y. Если конструкция поддержки 3D-печати повреждает стены или прилипает к ним, вы можете увеличить значение на 0,2 мм, пока стены не выходят гладкими. Однако, пожалуйста, убедитесь, что есть не маленькие свесы торчали из внешних стен, которые будут идти без поддержки, если вы положили немного расстояния между опорой и стенами. Если такие небольшие свесы существуют, возможно, даже придется уменьшить расстояние X/Y вместо того, чтобы увеличивать его. В противном случае, вы получите неудавшийся отпечаток.
Чтобы вспомогательный материал отколомался чисто, не разъехав слои модели, связь между вспомогательным материалом должна быть слабее, чем связь между слоями модели. Cura создает эту более слабую связь, оставляя пространство между верхней и нижней частью структуры поддержки и модели – и это пространство известно как «З-Расстояние».
Структуры поддержки 3D-печати можно упростить для отсоединения, контролируя скрытые настройки в разделе Поддержка. Значение по умолчанию для этого параметра такое же, как высота слоя. Так что, если высота слоя составляет 0,1 мм, расстояние по умолчанию также будет 0,1 мм.
Если ваш вспомогательный материал трудно оторваться от модели, увеличьте это значение с шагом высоты слоя, пока он не уйдет чисто. Cura может либо добавить поддержку на любом слое или не добавить поддержку. К сожалению, нет «полуслоев поддержки». Так что, если параметр расстояния 0,2 мм для печати с высотой слоя 0,1 мм слишком много, а расстояние в 0,1 мм недостаточно, вы находитесь вне вариантов расстояния.
Шаблоны поддержки в Куре
Cura генерирует вспомогательный материал 3D-печати в одном из семи шаблонов. Вы можете изменить шаблон с помощью скрытой настройки под названием Шаблон поддержки в разделе Настройка.
В большинстве случаев шаблон по умолчанию, Зиг Заг, будет генерировать лучший баланс между прочностью и легкостью удаления. Другими вариантами шаблонов являются Треугольники, Линии, Сетка, Концентрический, Концентрический 3D и Крест. Если вы недовольны шаблоном по умолчанию, вы можете поэкспериментировать с другими вариантами. Каждый из них даст вам различный баланс между силой и легкостью удаления.
Заключение
Вспомогательные структуры являются необходимым злом в 3D-печати. Вы нуждаетеся в них, чтобы печатать трудные свесы и мосты в вашей модели. Но когда вы не можете использовать растворимые структуры поддержки 3D-печати, это хорошая идея, чтобы попытаться свести к минимуму использование их. Мы обсудили ситуации, когда вам не нужны структуры поддержки 3D-печати, и упомянули несколько творческих приемов для печати без них.
Но часто, вы бы навес или мост, который так плохо, что вы должны использовать поддержку. В этом случае вам нужно играть с настройками срезов, чтобы убедиться, что вы не тратите слишком много материала или повредить модель во время удаления. Мы поговорили о том, как правильно выбрать настройки среза, чтобы получить наилучшие результаты, и поделились некоторыми трюками о том, как правильно удалить структуры поддержки 3D-печати.
Мы надеемся, что эта статья поможет вам лучше на 3D-печати и печати лучших моделей. Если вам понравилось, поделитесь им со своими приятелями 3D-печати и распространять слово.
3D-печать сталью — краткое руководство / Хабр
3D-печать металлом с использованием чистой стали и сплавов позволяет получать прочные функциональные детали механических и промышленных изделий.
Любая технология металлической 3D-печати позволяет печатать сталью. Это наиболее популярный материал. Но какие марки стали и какая технология лучше всего подходит для решения ваших задач? Действительно ли печатные стальные детали будут такими же прочными и долговечными, как детали, изготовленные традиционным способом?
Давайте посмотрим, как напечатанная на 3D-принтере стальная деталь совершает революцию в производстве и открывает двери для новых применений в аэрокосмической промышленности, медицинском оборудовании, автомобилестроении, производстве инструментов, тяжелой промышленности, архитектуре и многих других направлениях. К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
Прочность стальных печатных деталей.
Отлитая из стали деталь (слева), напечатанная на 3D-принтере версия (в центре). Справа шарнир, напечатанный на 3D-принтере целиком, не требует сборки (Источник: Desktop Metal)
Самый распространенный вопрос, когда речь заходит о напечатанной на 3D-принтере модели из металла: «Будет ли она такой же прочной, как кованая или литая деталь?». Короткий ответ — да… и нет.
3D-печатные детали из стали могут быть такими же прочными, а иногда и более прочными, чем изготовленные традиционным способом. Это зависит от множества факторов, таких как: конечная цель использования, тип стали, выбор метода 3D-печати, последующая обработка и форма детали. Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.
Детали, напечатанные из стали, используется в аэрокосмической отрасли, для нужд военных, а также, к примеру, для изготовления пешеходного моста, изображенного ниже. Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.
Королева Нидерландов Максима официально открывает металлический мост, изготовленный с помощью 3D-печати. Фото Adriaande Groot (Источник: MX3D)
Стальная деталь, напечатанная на 3D-принтере или полученная путем лазерного порошкового спекания (LPBF), имеет более мелкозернистую структуру, чем литые металлические изделия. Это обеспечивает лучшие прочностные характеристики на разрыв, но по остальным показателям литые детали в настоящее время все еще прочнее. Чаще всего 3D-печать по технологии LPBF используется для замены литых компонентов, но в отдельных случаях 3D-печатные компоненты могут заменить собой кованые детали.
Одно из исследований показало, что при определенных условиях детали из нержавеющей стали, изготовленные на 3D-принтерах по технологии LPBF, были в три раза прочнее, чем детали из той же стали, изготовленные традиционным способом.
В экспериментах по сравнению 3D-печатных стальных деталей с традиционно изготовленными исследователи создают идентичные изделия с помощью двух методов и сравнивают их характеристики. Однако сравнение деталей по принципу «лоб в лоб» — это только часть общей картины.
Основным преимуществом печати из стали является не только ее прочность, но и уникальная способность создавать в деталях внутренние каналы и решетчатые заполнения, что невозможно при использовании традиционных методов изготовления. 3D-печать металлом позволяет изготавливать детали быстрее, чем традиционное производство, поскольку этот метод не требует использования специальной оснастки и инструментов, позволяет создавать узлы как единое целое, исключая необходимость последующей сборки и сварки. Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
Архитектурная опора, напечатанная из стали с помощью проволочно-дугового аддитивного производства (WAAM) от MX3D (Источник: MX3D)
3D-печать сталью является также более стабильной и экономически эффективной, поскольку уменьшает количество отходов. При использовании субтрактивных методов производства, таких как механическая обработка на станках ЧПУ, вы изготавливаете деталь, вырезая ее из большой, получая при этом много отходов. При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия.
3D-печать сталью не предназначена для замены традиционных методов во всех областях, но она может быть более удачным выбором для широкого круга применений. Особенно в тех случаях, когда требуемые детали являются уникальными и разрабатываются с учетом специфики применения, например, для двигателей ракет, гоночных автомобилей или в нефтегазовой промышленности. 3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью — это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
Если вы знаете, какими характеристиками должно обладать ваше конечное изделие (прочность на разрыв, предел прочности на сжатие, твердость, плотность и т. д.), то все эти параметры можно заложить в изделии на этапе производства.
Виды стали для 3D-печати
Металлический порошок — самый используемый металлический материал для 3D-печати (Источник: GKN Additive)
Существуют тысячи видов различных марок сталей и сплавов с различными механическими свойствами, используемые в традиционном производстве, но в 3D-печати их всего несколько десятков, и некоторые из них являются уникальными, созданными специально для этой технологии. Среди вариантов стали можно выделить следующие:
В последнее время появились уникальные сплавы, специально разработанные для 3D-печати, призванные решить проблемы, которые проявляются при использовании классических методов производства.
Например, производитель 3D-принтеров Desktop Metal выпустил в 2022 году запатентованную нержавеющую сталь, которая, по словам компании, сочетает в себе такие качества, как: прочность на разрыв, пластичность и коррозионную стойкость нержавеющей стали 13-8 PH в сочетании с твердостью низколегированной стали, подобной 4140. Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
ExOne предлагает две специальные смеси из стали и бронзы, которые, по словам компании, позволяют 3D-печатным стальным деталям получить повышенную коррозионную стойкость и при этом легко обрабатываются и полируются.
Хотя большинство металлических порошков, используемых в 3D-печати, аналогичны тем, что используются для других методов производства, их количество растет по мере того, как все больше компаний переходят на эту технологию. Некоторые производители металлических порошков, такие как GKN, также изготавливают на заказ порошки для специфических задач 3D-печати.
Как печатать сталью
Прочность, свойства и применение 3D-печатных стальных изделий во многом зависит от того, какую технологию 3D-печати вы используете. Некоторые методы позволяют получить более прочные детали, другие методы обеспечивают лучшую твердость или стойкость к истиранию, а некоторые технологии просто очень быстрые.
Ниже представлены основные методы 3D-печати металлами, их свойства и несколько наиболее распространенных примеров применения.
Печать методом послойного наплавления (FDM)
Принтер Epsilon компании BCN3D выдавливает металлическую нить из нержавеющей стали (Источник: BCN3D)
Технология формирования деталей методом послойного наплавления (FDM) — это новая технология для металлической 3D-печати, но она быстро развивается, поскольку все больше производителей принтеров сертифицируют металлические нити для использования на своих принтерах, например, Ultimaker, BCN3D, Makerbot, Raise3D. Raise3D недавно выпустила целый комплекс печати металлом — Metalfuse (3D-принтер, печь для удаления связующего и печь для спекания). Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.
Материалы для FDM-печати когда-то были ограничены термопластиками. Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.
Эти материалы состоят примерно на 80% из металла и на 20% из пластика. После печати в процессе последующей обработки пластик удаляется, в результате чего получаются 100% металлические детали.
Из-за удаления связующего пластика, металлические детали изготовленные по технологии FDM, в процессе последующей обработки дают усадку. Величина усадки постоянна и может быть учтена в CAD системах, что позволяет получать относительно точные готовые детали.
Нить Ultrafuse 316L из нержавеющей стали компании Forward AM позволяет получать готовые детали со свойствами материала, сравнимыми, по утверждению компании, с металлическими деталями, изготовленными методом литья под давлением.
(Источник: BCN3D)
Несмотря на то, что 3D-печать металлическими материалами может не подойти для сфер применения с жесткими требованиями к прочности (например, для аэрокосмической), экономические факторы производства простых металлических компонентов без критических нагрузок на доступном FDM-принтере могут перевесить невозможность применения их в некоторых сферах.
Идеальными вариантами использования этой технологии являются металлические прототипы деталей и готовые детали, которые не будут подвергаться экстремальным нагрузкам.
Bound Metal Deposition (BMD) — «размещение связанного металла»
На 3D-принтере Studio System компании Desktop Metal использовались соединенные между собой металлические прутки, которые экструдировались слой за слоем для формирования металлической детали (Источник: Desktop Metal)
Подобно FDM, метод нанесения металлической сетки (BMD) или экструзия связанного порошка (BPE) — это процесс 3D-печати, основанный на экструзии. В этом методе используются связанные металлические стержни или связанные порошковые металлические нити, состоящие из гораздо большего процента металлического порошка, чем нити, используемые в FDM. Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.
Существует всего лишь несколько 3D-принтеров, использующих этот метод, например, Desktop Metal, Markforged и с недавнего времени, 3DGence, но на этот рынок выходит все больше компаний, так что следите за новостями. Эти принтеры ценятся как удобные решения для офисной 3D-печати металлом, они дороже большинства FDM-принтеров, но дешевле технологий 3D-печати металлом на основе порошка, описанных ниже.
Эти принтеры используют свой, запатентованный филамент. Desktop Metal и Markforged предлагают четыре вида стали.
Идеальными нишами использования этой технологии являются металлические прототипы деталей, где необходимо протестировать функциональность детали до запуска в массовое производство традиционными методами. Популярные области применения — это прессформы, вырубные штампы, сопла, крыльчатки, крепежные детали и теплообменники.
Например, компания Shukla Medical использует принтер Metal X от Markforged для печати стальных прототипов своих инструментов для удаления ортопедических имплантатов.
Лазерное порошковое спекание.
При технологии лазерного спекания порошка используется один или несколько лазеров для послойного расплавления порошкообразного металла до нужной формы (Источник: GE Additive)
Лазерное спекание порошкового материала (LPBF), также известное как селективное лазерное спекание (SLM), является наиболее распространенным видом 3D-печати металлами. По этой технологии работает 80% всех металлических 3D-принтеров на рынке.
В данном методе используются мощные лазеры для селективного спекания металлического порошка слой за слоем.
LPBF 3D-принтеры представлены в широком диапазоне размеров, цен и мощностей лазера. Эти и другие характеристики влияют на свойства готовой детали, скорость печати и другие параметры готовых изделий.
Сталь и стальные сплавы являются наиболее популярным материалом для оборудования LPBF и, в отличие от FDM и BMD, металлические порошки доступны в свободной продаже, поскольку они чаще всего используются в традиционных методах производства.
LPBF — это технология, которая позволяет добиться максимального качества 3D-печатной детали. Области применения включают в себя — аэрокосмические компоненты, такие как монолитные камеры тяги, элементы ракетных двигателей и теплообменники, пресс-формы, инструменты и другие задачи, а также детали с высокой степенью износа и хирургические инструменты.
Binder Jetting
Технология 3D-печати с использованием связующего вещества использует порошкообразный металл и связующее вещество для формирования металлических деталей (Sorrce: ExOne)
Каплеструйное нанесение связующего вещества — это еще один метод порошковой печати, при котором слои металлических порошков соединяются с помощью жидкого связующего вещества, а не при помощи лазера. В процессе последующей обработки связующее вещество удаляется.
Нанесение связующего вещества выделяется своей высокой скоростью печати, по сравнению с другими методами 3D-печати или традиционным производством, а металлические детали, изготовленные по этой технологии, имеют свойства материала, эквивалентные деталям, изготовленным методом литья металла под давлением.
Количество производителей, выпускающих струйные 3D-принтеры на металлическом связующем, гораздо меньше, чем производителей машин LPBF. К числу ведущих производителей относятся ExOne, Desktop Metal, Digital Metal, GE Additive и HP.
Идеальными областями применения струйной обработки металла с использованием связующего являются средне- и крупносерийные производства металлических инструментов и запасных частей.
Фактически, компания HP утверждает, что ее 3D-принтер Metal Jet был разработан специально для массового производства изделий из нержавеющий стали 316L. HP сотрудничает с компанией Parmatech для производства металлических деталей для медицинской промышленности. Компания ExOne из Пенсильвании использует эту технологию для производства режущих инструментов из твердых металлов и инструментальных сталей.
Электронно-лучевое плавление (EBM)
(Источник: GE Additive)
Электронно-лучевое плавление (EBM) — это еще одна технология порошковой наплавки материала. Она работает аналогично селективному лазерному плавлению (SLM), но в качестве источника энергии используется не лазер, а гораздо более мощный луч заряженных частиц.
Устройство повторного нанесения слоя перемещает порошок на печатную пластину, а электронный луч избирательно расплавляет каждый слой порошка. После того, как каждый слой напечатан, пластина опускается, и поверх предыдущего слоя наносится еще один.
EBM может быть намного быстрее, чем SLM, но SLM производит более гладкие и точные изделия. Электронный луч шире, чем лазерный, поэтому EBM не может производить такие же точные детали, как SLM. Еще одно отличие заключается в том, что процесс изготовления происходит в вакуумной камере, что уменьшает количество примесей в материале, которые могут привести к дефектам. Именно поэтому EBM часто выбирают для печати комплектующих для аэрокосмической, автомобильной, оборонной, нефтехимической промышленности и медицинских имплантатов.
Титан является наиболее популярным металлом для большинства применений EBM, однако можно использовать сталь.
Холодное распыление
(Источник: Impact Innovations)
Технология 3D-печати холодным распылением осуществляется путем впрыска металлических порошков через сопло реактивного устройства в сверхзвуковой поток газов под давлением, таких как воздух, азот или гелий. Процесс называется «холодным», потому что металлические частицы не плавятся, а ударяются о металлическую подложку и прилипают к ее поверхности в ходе так называемой пластической деформации.
Изделия, напечатанные холодным распылением, не склонны к пористости, образованию термических трещин и другим дефектам, характерным для технологий, основанных на плавлении. Этот метод обладает рядом преимуществ, по сравнению с другими методами производства. Технология используется в военной и аэрокосмической отрасли во всем мире. Например, армия США использует холодное напыление для ремонта креплений изношенной стальной 25-мм турельной пушки Bradley.
В автомобильной промышленности холодное напыление стали используется для ремонта после ДТП, поскольку высокопрочные стальные подложки в автомобилях могут быть восприимчивы к термическим методам ремонта, таким как сварка.
Прямое энергетическое осаждение (DED) и аддитивное производство с использованием проволочной дуги (WAAM)
Стальные детали WAAM из MX3D (Источник: MX3D)
При прямом энергетическом осаждении (DED) используется порошок или проволока для сварки, которая поступает через сопло и подается в источник питания для расплавления металла. Создается область расплава, которая наносится на подложку. DED — это новый процесс, напоминающий старую строительную технологию, известную как «облицовка», при которой на основу наносится покрытие, часто для теплоизоляции или устойчивости к атмосферным воздействиям. DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки. DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
Поскольку DED использует процесс нанесения покрытия, его можно применять для придания сложной геометрии существующим стальным деталям, сочетая таким образом сложность со снижением стоимости. Например, французская компания AddUp рекламирует ракетное сопло, в котором используется предварительно отпрессованный большой конус бункера из нержавеющей стали 304, на котором напечатана изогридная структура, обычно изготавливаемая из более крупной детали традиционными методами.
Технология, связанная с DED, — это проволочно-дуговое аддитивное производство (WAAM). Вместо порошка в WAAM используется металлическая проволока, расплавляемая электрической дугой. Процесс контролируется роботизированными манипуляторами. WAAM также способна производить крупногабаритные металлические детали, что наглядно продемонстрировала голландская компания MX3D и ее 41-футовый мост из нержавеющей стали весом девять тысяч фунтов в Амстердаме, а также деталь для ремонта нефтегазового оборудования, доказывая, что детали могут быть изготовлены в полевых условиях.
Микро 3D-печать
Микро детали, напечатанные из стали (Источник: 3D MicroPrint)
Аддитивное производство в микромасштабе, или микро 3D-печать, позволяет изготавливать изделия с разрешением в несколько микрон (или меньше). Существует три метода микро 3D-печати, позволяющие изготавливать металлические детали.
LMM (производство металлов на основе литографии) — это технология, основанная на использовании света, которая позволяет создавать крошечные детали из сырья, включая нержавеющую сталь, для таких областей как хирургические инструменты и микромеханические детали.
Электрохимическое осаждение — это новейший процесс 3D-печати микрометаллов, разработанный швейцарской компанией Exaddon. В этом процессе печатающее сопло наносит жидкость с ионами металлов, создавая детали на атомарном уровне.
Третьим методом 3D-печати микрометаллами является микроселективное лазерное спекание, при котором слой чернил из наночастиц металла наносится на подложку, затем высушивается для получения равномерного слоя наночастиц.
Исследователи из Германии успешно протестировали микро SLS-печать полых микроигл с использованием нержавеющей стали 316L.
Детали из металла от 3D Systems, Desktop Metal, MX3D и Materalise.
7 хитростей, которые вы должны знать
Содержание
Рекламные объявления
Если вы когда-либо были разочарованы грязными 3D-печатными мостами, продолжайте читать, чтобы прочитать несколько простых советов по поддержанию чистоты ваших 3D-печатных мостов!
Что такое 3D-печать?
Проблемы с соединением очень распространены, и, к счастью, их довольно просто решить. В 3D-печати перемычка — это экструзия материала, которая соединяет две выступающие точки по горизонтали. Однако, если вы читаете это, мосты ваших отпечатков, вероятно, не слишком горизонтальны. Не будьте слишком строги к себе.
Итак, давайте взглянем на некоторые советы по получению наилучших результатов 3D-печати!
Проверьте свой принтер
Прежде чем возиться с настройками, проверьте, насколько хорошо ваш принтер может (или не может) выполнять мост. Этот промежуточный тест можно распечатать. Всего за один отпечаток вы увидите, какие длины перемычек сложны для вашего принтера. Мосты с пролетом от 50 до 100 мм являются достойными, тогда как мосты с пролетом 150 мм и более являются исключительными. Не беспокойтесь, если этот тест не пройден; цель состоит в том, чтобы определить масштаб проблемы.
Увеличьте охлаждение
Сначала увеличьте охлаждение печати, чтобы улучшить возможности принтера (скорость вентилятора печати). При изготовлении мостов с низкой настройкой охлаждения печати нить просто утонет в расплавленной массе. В результате начните со 100-процентной скорости вращения вентилятора и следите за улучшениями моста.
Установлен слишком высокий уровень вентилятора, если наблюдается засорение или плохая адгезия слоев. Уменьшайте его на 5% за раз, а затем используйте следующее простое средство.
Рекламные объявления
Уменьшение расхода
Материал должен быстро схватываться, чтобы аккуратно закрыть зазор. Если из сопла выходит слишком много расплавленной нити, она не успеет затвердеть. Это, вероятно, приведет к тому, что ваш отпечаток будет выглядеть так, как будто Лондонский мост рушится.
Ваш принтер сможет экструдировать постоянный поток нити, которая может охлаждаться в красивый мост, уменьшая скорость потока (или множитель экструзии) в слайсере.
Уменьшите температуру
Следующее предложение относительно похоже на предыдущее. Печатный материал не успеет остыть и затвердеть, если температура сопла слишком высока и пропущено слишком много нити. Это может привести к тому, что нить прилипнет к соплу или создаст грязный мостик.
Датчик температуры — отличный инструмент для наблюдения за реакцией принтера на различные температуры. Вам нужно будет настроить G-код таким образом, чтобы температура менялась с каждым уровнем, чтобы напечатать его. Выберите «Расширения» > «Постобработка» > «Изменить G-код» и добавьте плагин «Vary Temp With Height», чтобы получить доступ к этой опции в Cura.
Здесь вы можете установить приращение высоты (насколько часто вы хотите изменять температуру) и приращение температуры (насколько вы хотите ее изменить). В деталях Thing разработчик модели температурной башни предоставляет необходимый код для Slic3r и Cura.
Уменьшите скорость печати
Высокие скорости печати также могут повлиять на качество моста. У нити не будет достаточно времени, чтобы прикрепиться к предыдущему слою или застыть, чтобы заполнить зазор, если ваше сопло движется слишком быстро. Другими словами, высокая скорость печати может привести к массовым беспорядкам.
Уменьшайте скорость печати с шагом 10 мм/с, пока не заметите разницу. Но не идите слишком медленно. Если ваша насадка работает слишком медленно, нить накала будет висеть в воздухе слишком долго. Итак, экспериментируйте с разными скоростями, пока не найдете ту, которая подходит вам лучше всего.
Изменение ориентации модели
Если вам надоело возиться с настройками для получения более длинных мостов или у вас просто нет времени, попробуйте сориентировать модель так, чтобы полностью (или почти полностью) исключить мосты. Помните о правиле 45°: если свес превышает 45°, вам необходимо подумать о подпорках.
Ознакомьтесь с нашим постом о том, как освоить печать с выступами более 45 градусов, если вы чувствуете себя очень смело.
Необходимо добавить опоры
Почему бы не использовать их, пока мы говорим о поддержке? Опоры для мостов избавят вас от беспокойства по поводу неаккуратных мостов. Их удаление может быть головной болью, но у нас есть руководство, которое поможет вам добиться успеха с поддержкой.
Помните, что после печати вам нужно будет убрать опоры! Шлифовка и другие виды постобработки — ваши союзники! Некоторые модели делают удаление отпечатка практически невозможным или это сложно сделать, не испортив поверхность отпечатка.
Отрегулируйте настройку моста 3D-печати вашего слайсера
Измените настройку вашего слайсера в соответствии с вашими потребностями. На PrusaSlicer даёт лучшие результаты при длинных мостах 3D-печати. Однако в Cura вам необходимо включить параметр 3D-печати на вкладке «Экспериментальные» или выполнить поиск 3D-печати.
Рекламные объявления
3D-печать мостов: 6 советов по созданию идеальных мостов
Приблизительное время чтения: 3 мин.
Если вы испытали разочарование из-за грязных мостов, читайте дальше, чтобы узнать о наших простых советах и рекомендациях, чтобы сохранить ваши мосты 3D-печати в чистоте!
Что это такое?
Прототип моста, напечатанный на 3D-принтере (Источник: ZMorph)
Мост в 3D-печати представляет собой экструзию материала, которая горизонтально соединяет две выступающие точки. Однако, если вы читаете эту статью, мосты на ваших отпечатках, вероятно, не слишком горизонтальные. Не корите себя. Проблемы с мостами чрезвычайно распространены, и, к счастью, их относительно легко устранить.
Итак, давайте углубимся в несколько быстрых советов и приемов, чтобы добиться наилучших результатов 3D-печати!
Протестируйте свой принтер
Сложный тест на перемычку успешно напечатан в 3D (Источник: Уолтер через Thingiverse)
Прежде чем вы начнете настраивать параметры, важно увидеть, насколько хорошо ваш принтер может (или не может) выполнять перемычку. Попробуйте распечатать этот промежуточный тест. На одном отпечатке вы сможете увидеть, какая длина моста сложна для вашего принтера. Мосты размером от 50 до 100 мм хороши, а мосты с пролетом более 150 мм — отлично. Если этот тест не пройден хорошо, не волнуйтесь; это просто для того, чтобы выяснить масштабы проблемы.
Увеличьте охлаждение
Вентиляторы вашего принтера можно отрегулировать для охлаждения экструдированного материала (Источник: блог Elon Technology)
Пытаясь оптимизировать возможности моста вашего принтера, сначала увеличьте охлаждение печати (скорость вентилятора печати). Если вы печатаете мосты с низкой настройкой охлаждения печати, нить просто утонет в большом месиве расплавленного пластика. Итак, начните со 100% скорости вращения вентилятора и следите за улучшениями.
Однако, если вы заметили засорение или плохую адгезию слоев, значит, у вас слишком высокая скорость вентилятора! Уменьшите его с шагом 5% и перейдите к следующему простому исправлению.
Уменьшение расхода
Крайний случай чрезмерной экструзии (Источник: donnysaysvacuum через Reddit)
Чтобы материал аккуратно перекрыл зазор, он должен быстро схватываться. Так что, если из сопла вытекает слишком много расплавленной нити, она не успеет застыть. Это, скорее всего, сделает ваш отпечаток похожим на падающий Лондонский мост.
Уменьшив скорость потока (или множитель экструзии) в вашем слайсере, ваш принтер сможет выдавливать устойчивый поток нити, который может охлаждаться в красивый мост.
Уменьшите температуру
Температурные башни показывают возможности принтера при разных температурах (Источник: brunofporto через Thingiverse)
Следующий совет очень похож на предыдущий. Если температура вашего сопла слишком высока и из него вытекает слишком много нити, печатный материал не успеет остыть и затвердеть. Это, вероятно, приведет к прилипанию нити к соплу или образованию очень грязной перемычки.
Температурная башня – отличный способ проверить, как ваш принтер справляется с разными температурами. Чтобы напечатать его, вам нужно будет манипулировать G-кодом, чтобы температура менялась с каждым уровнем. Чтобы получить доступ к этой опции в Cura, выберите «Расширения» > «Постобработка» > «Изменить G-код» и добавьте подключаемый модуль «Vary Temp With Height».
Здесь вы можете ввести приращение высоты (как часто вы хотите менять температуру) и приращение температуры (насколько вы хотите ее изменить). Разработчик модели термоградирни предлагает необходимый код для Slic3r и Cura в деталях Thing.
Уменьшить скорость печати
Чистый, успешный тест на перемычку (Источник: Адам Адикименакис через YouTube)
Высокая скорость печати также может повлиять на качество перемычки. Если ваша насадка движется слишком быстро, нить не успеет прилипнуть к предыдущему слою или вовремя схватиться, чтобы перекрыть зазор. Другими словами, высокая скорость печати может привести к огромному беспорядку.
Попробуйте уменьшить скорость печати с шагом 10 мм/с, пока не заметите улучшение. Но не слишком медлите. Если ваше сопло движется слишком медленно, нить накала будет слишком долго висеть в воздухе и в конечном итоге свиснет. Итак, поэкспериментируйте с некоторыми скоростями, и вы обязательно найдете идеальную.
Настройка ориентации модели
В зависимости от ориентации ваших деталей вам могут понадобиться или не понадобиться опоры (Источник: концентраторы)
Если вы полностью устали от настройки параметров, чтобы получить более длинные мосты, или у вас нет времени, чтобы начать , попробуйте сориентировать модель так, чтобы полностью (или почти полностью) исключить мосты в модели. Просто помните правило 45°: если свес больше 45°, вам придется подумать о подпорках.
Элайнеры: преимущества и недостатки, срок лечения, уход Стоматология Dental Way в Москве и Московской области
Элайнеры — относительно новая ортодонтическая конструкция. Некоторые пациенты сомневаются в их эффективности — не все понимают, как работают элайнеры.
Чтобы развеять сомнения, мы спросили Полину Евгеньевну Савельеву, ортодонта из Dental Way Одинцово о лечении на элайнерах, и она поделилась с нами всей информацией, интересующей пациентов.
Что такое элайнеры, и могут ли они стать заменой брекетам?
Элайнеры — это прозрачные ортодонтические капы для исправления прикуса, невидимая альтернатива привычным брекетам. Полностью заменить брекет-системы на элайнеры пока невозможно, несмотря на то, что производитель заявляет об этом. Легкие и средние случаи нарушений поддаются элайнерам. Но встречаются и сильные патологии, с которыми иногда и брекеты не справляются. Тогда нужно делать операцию, и подкреплять результат брекетами.
В чем заключаются основные преимущества и недостатки элайнеров?
Самый очевидный плюс — эстетика. Элайнеры практически незаметны. При лечении на брекетах зубы нужно сначала выровнять, и только потом перемещать. Чего не скажешь об элайнерах — на них этот этап можно пропустить. Это, несомненно, преимущество.
Есть еще один неоднозначный момент. Я бы назвала его и плюсом, и минусом. Элайнеры можно снять и хорошо прочистить. Казалось бы, гигиена должна быть лучше. Но, как правило, пациентам быстро надоедает процесс непрерывного снятия и надевания.
Для лечения на элайнерах нужна высокая мотивация. Легко снять капу, и забыть о ней. Поэтому я нечасто рекомендую элайнеры подросткам: обычно они не думают о том, что будет в будущем, как и о высокой стоимости конструкций.
Как проходит процесс подготовки к лечению на элайнерах?
Также, как и к брекетам. Те же снимки, слепки, расчеты, фотопротокол. Важно снять точный слепок — негативный оттиск ваших зубов из силикона. Слепок отправляется в лабораторию, где зубной техник заливает его гипсом и ставит в сканер. Модель полностью сканируется и отображается в специальной программе. Также, для более точного планирования, в программу загружается компьютерная томограмма пациента. Задаются шаги перемещения зубов по мере смены элайнеров — так мы понимаем, сколько кап понадобится пациенту. Обычно предлагается несколько планов лечения. Вместе с пациентом мы утверждаем тот или иной вариант.
Как часто нужно менять капы?
Капы меняются раз в 2 недели. У подростков возможна смена раз в 10 дней. Но не чаще. Чем моложе пациент, и чем ответственнее он носит капы, тем быстрее идет процесс лечения.
При лечении элайнерами нужно приходить к доктору каждые 2 недели и получать новые капы?
Нет. Мы договариваемся с пациентом о частоте визитов. Если, например, мы встречаемся раз в 2 месяца, то я выдаю ему 4 капы сразу. Если человеку предстоит отъезд на длительный период, можно выдать большее количество. Но просто отдать капы на весь период не получится. Нужно менять аттачмены и наблюдаться у ортодонта, чтобы контролировать процесс.
Пройдите нашу уникальную диагностику с помощью Искусственного интеллекта
и получите всего за 5 минут полный анализ состояния полости рта с точностью до 97%.
Тимофеев Дмитрий Евгеньевич
Медицинский директор
КЛКТ загружается в программу Diagnocat и искусственный интеллект рассчитывает проблему и выстраивает это в одну картину с описанием каждого зуба
Тимофеев Дмитрий Евгеньевич
Медицинский директор
Запишитесь на диагностику Diagnocat и вы получите:
Полное компьютерное описание каждого зуба
Диагностика патологий выше на 30%
Поэтапный план лечения
Узнать подробнее по телефону:
+7 958 405 96 85
Введите имя и телефон для записи:
Пожалуйста, введите ваше имя
Введите корректный номер
Я подтверждаю согласие на обработку персональных данных
Защита от спама reCAPTCHA Политика конфиденциальности Условия использования
Что такое аттачмены?
Это замочки из композита — материала, из которого делают пломбы. Они подходят под цвет зуба. Нужны для того, чтобы капа хорошо держалась.
Лечение на элайнерах длится дольше, чем на брекетах?
Нет, это заблуждение. Если мы спланируем все правильно, будет даже быстрее, так как мы не тратим время на предварительное выравнивание зубов.
Как ухаживать за элайнерами?
И зубы, и элайнеры чистят щеткой с пастой. Дополнительно можно купить средство для протезов, и ненадолго опускать капу в него. Но важно помнить, что в элайнерах нужно находиться не менее 22 часов в сутки. Загружать капу в стаканчик на всю ночь, как делают бабушки с протезами, точно не стоит. 15-20 минут будет вполне достаточно.
Как питаться при носке элайнеров?
Особых предписаний нет. Можно есть все, что угодно. Главное — снимать капу, чтобы не допустить ее окрашивания. Пациенты жалуются на желтизну зубов: это происходит из-за того, что они едят с капой. Пить чай или кофе с элайнерами тоже не стоит. Либо снимать, либо пить через трубочку. Кстати, многие девушки-пациентки очень радуются элайнерам. Снимать капу много раз надоедает, и получается незапланированное похудение.
А как быть курильщикам? Капа окрасится от дыма?
Бросать курить. Или готовиться снимать и надевать капу по 10 раз в день и продлевать свой срок лечения — выбор за пациентом. Если курить с капами, в скором времени они станут некрасивого желтого цвета.
Есть ли противопоказания для установки элайнеров?
Ничего сверхъестественного — общие противопоказания к ортодонтическому лечению: эпилепсия, задержка психического развития, остеопороз, сахарный диабет и тому подобное. Это — абсолютные противопоказания. Если есть какие-то трудности, доктор подскажет, возможно ли исправить эту ситуацию.
Как быть с имплантами и коронками? Их придется удалять перед ортодонтическим лечением?
Зависит от того, какой результат мы хотим получить в итоге. Если конструкции не мешают перемещению, иногда их можно оставить. Это касается и имплантов, и коронок, и мостовидных протезов.
Дорогие пациенты, не стоит бояться современных способов лечения. В нашу клинику попадают только проверенные препараты, конструкции и методики!
Статья составлена на основе интервью со стоматологом-ортодонтом Полиной Евгеньевной Савельевой и проверена ей 10.07.2020.
Элайнеры (капы) для выравнивания зубов. Все что нужно знать
Не многие люди могут похвастаться идеальной улыбкой. И неправильно думать, что проблема только в эстетической составляющей. Дефект прикуса может стать причиной серьезных проблем. К примеру, он приводит к деформации элементов зубного ряда, их разрушению из-за механического давления друг на друга. Также неправильный прикус несет под собой высокий риск развития кариеса, нарушений дикции. Из-за невозможности тщательного пережевывания пищи появляются проблемы пищеварения, развиваются заболевания желудочно-кишечного тракта. Поэтому необходимость исправлять прикус даже не обсуждается специалистами. Другое дело выбор метода. Многих людей от посещения врача стоматолога останавливает страх перед дискомфортом, который может появиться в результате ношения брекетов. Ведь эти изделия неудобны, могут причинять боль, требуют регулярной коррекции. Но брекеты – не единственный действенный инструмент исправления прикуса. Элайнеры для выравнивания зубов являются отличной альтернативой традиционным конструкциям. Поговорим о них подробнее.
Что такое элайнеры, зачем они нужны
Что такое элайнеры для зубов? По сути, это стоматологическая капа, которая представляет собой разновидность брекет-систем. Эти ортодонтические конструкции появились полтора десятка лет назад, а широкое распространение получили спустя 10 лет, после проведения определенного исследования.
Колпачки, изготовленные из прочного, абсолютно прозрачного эластичного пластиката, помещаются на зубы. Они мягко и осторожно воздействуют на зубной ряд, за счет чего его элементы занимают правильное положение. Применяют капу при несущественных дефектах прикуса и в качестве коррекционно-фиксирующего инструмента после съема брекетов.
Для производства элайнеров используют биосиликон или биопластик. Эти материалы не токсичны, не провоцируют аллергию, за счет эластичности не травмируют мягкие ткани ротовой полости. Из-за высокой светопроницаемости они не видны на зубах.
Чтобы получить нужный эффект капа должна носиться постоянно, до 16-20 часов в сутки. Снимать их разрешается для приема пищи и для гигиенических процедур. И это занимает несколько минут, так как изделия легко надеваются и быстро снимаются.
Капы элайнеры выдаются пациенту в виде системы из соединенных 2-30 кармашков. Это набор, который обеспечивает нужное мягкое воздействие на зубной ряд. Коррекция осуществляется за счет одновременного вращения и смещения зубов в нужном направлении. А это, в свою очередь, возможно благодаря плотному обхвату каждого зуба единой конструкцией. Через определенный промежуток времени (от 1,5 до 3 месяцев) набор элайнеров заменяется новым комплектом, так как необходимо постепенно усиливать воздействие на зубной ряд.
Виды кап-элайнеров
Элайнеры работают по одному принципу, но выглядеть могу по-разному. Условно делят эти изделия на несколько видов:
По способу изготовления капы бывают индивидуальные и термопластические. Первые – производятся для отдельного человека по 3D-модели челюсти. Термопластические модели изготавливаются из специальных материалов, которые становятся мягкими и могут менять форму в горячей воде. Разогретое изделие прижимают к зубам – остывая, оно принимает нужную форму.
По материалу производства элайнеры бывают силиконовыми или из медицинского пластика. Эти материалы схожи по своим эксплуатационным характеристикам. Они эластичные и не царапают, не повреждают ткани ткани ротовой полости, обладают 100% светопроницаемостью, не вызывают аллергии.
По продолжительности применения в течение суток капы бывают для круглосуточного использования и ночные. Первые подходят, если дефект серьезный. Эпизодические капы носят при несущественных неровностях зубного ряда. Также ночные капы – это инструмент конечной стадии лечения, когда нужна больше поддержка, чем коррекция.
По размерам стоматологические капы бывают для взрослых пациентов и для детей.
Интересно знать: Прозрачные капы часто используют публичные люди для коррекции дефектов улыбки – политики, актеры, фотомодели, для которых важно, чтобы инструмент коррекции был максимально незаметным.
Этапы лечения
Первый этап установки элайнеров – посещение стоматологической клиники. Специалист проводит обследование, которое предполагает визуальный осмотр и рентгеновский снимок, и по полученным результатам определяет эффективность ношения капы для конкретного пациента.
Далее делается оттиск зубного ряда, который станет образцом для создания 3Д-модели будущего изделия и непосредственно индивидуальной капы. Как уже говорилось, раз в 1,5-3 месяца необходимо менять систему элайнеров, поэтому и слепков в процессе лечения будет несколько. Срок изготовления капы – до 7 дней.
Важно: перед проведением любых манипуляций по коррекции прикуса необходимо вылечить кариес при его наличии и заболевания десен. Система устанавливается только в полностью здоровую ротовую полость.
Продолжительность лечения занимает от одного до двух с половиной лет. Все зависит от степени дефекта, который подлежит искоренению, а также результата, которого пациент хочет добиться.
Не стоит опасаться долгого лечения, так как капы комфортны, их ношение не требует корректировки привычного образа жизни. Уже через несколько минут после «примерки» проходит адаптация к новому элементу в ротовой полости. А первые изменения многие пациенты замечают уже через 1-2 месяца после начала использования кап.
Уход за элайнерами простой. Их моют проточной водой или чистят изнутри мягкой зубной щеткой. Важно соблюдать температурный режим воды во время мытья изделий, так как капа деформируется при нагревании – это ее принцип работы. Режим очистки нельзя нарушать, так как на полимерной поверхности остаются частицы пищи – благоприятная среда для размножения патогенной микрофлоры.
Преимущества и недостатки
Выравнивание зубов элайнерами – один из самых популярных сегодня методов корректировки зубного ряда. Он уверенно вытесняет технологию с применением классической системы брекетов. Объяснение этого в следующих плюсах стоматологических кап:
Элайнеры не причиняют боли. Их ношение комфортно для человека, не нарушает дикцию, не оцарапывает мягкие ткани ротовой полости.
Эстетический эффект от прозрачной конструкции очень высок, так как она невидна для окружающих. За это капу выбирают подростки, представители шоу бизнеса, официальные лица, девушки.
Под съемными капами реже развивается кариес, чем под постоянными конструкциями, так как их можно ежедневно снимать для качественной чистки зубов, удаления налета.
Элайнеры удобно носить, они требуют минимального ухода, не заставляют своего владельца менять рацион питания или образа жизни в целом.
К недостаткам метода коррекции зубного ряда с использованием элайнеров можно отнести следующие факторы:
Стоимость самих элайнеров выше, чем цена брекетов. А с учетом того, что для успешного результата может потребоваться несколько кап, бюджет лечения будет большим. К этому нужно быть готовым, так как, если прервать коррекцию, не завершив всех этапов, достигнутый результат очень быстро будет сведен к нулю.
Лечение элайнерами подходит не всем людям. Если у пациента серьезные дефекты зубного ряда, капа будет малоэффективна. Она поможет в этом случае только в качестве завершающего этапа после ношения брекетов.
Так как пациенту предоставляется возможность и право самостоятельной установки, снятия капы, часты случаи нарушения режима ее ношения. Людям лень чистить элайнер, они забывают надевать его на ночь, дают себе послабления в течение дня. Это существенно снижает эффект лечения и увеличивает его общую продолжительность.
Отличие от брекетов
Преимущества элайнеров перед брекетами не только в том, что они менее травмируют зубы и мягкие ткани рта. Выбирают их не только за невидимость, возможную благодаря абсолютной прозрачности.
Этот инструмент коррекции прикуса позволяет решить некоторые проблемы, с которыми традиционные брекеты не могут бороться. К отдельным зубам сложно подобраться из-за особенности расположения – к зубам мудрости, к молярам. В такой ситуации лишь мягкая система элайнеров позволит добиться цели.
Элайнеры для зубов полностью повторяют геометрию зубного ряда, поэтому не вызывают ощущения «постороннего предмета» во рту.
Во время ношения капы можно провести лечение зуба при необходимости, так как конструкция легко снимается без использования какого-то специального инструментария или приспособлений.
Скорость установки элайнеров – полчаса.
Прозрачные элайнеры обойдутся вам дешевле, чем визуально незаметные сапфировые брекеты.
Элайнеры легко снимаются самостоятельно, а снимать и устанавливать брекеты может только специалист.
Преимущества стоматологии SILK
Стоматологический центр SILK предлагает комплексные услуги ортодонта для взрослых и детей. Мы используем в работе только официальные протоколы, международные техники и методики. К преимуществом лечения дефектов прикуса в нашей клинике можно отнести следующие факторы:
Отличную материально-техническую базу, позволяющую нашим специалистам проводить высокоточную диагностику. Это дает возможность врачу ортодонту разработать эффективную схему коррекции.
Мы проводим комплексное лечение неправильного положения элементов зубного ряда элайнерами Invisalign®, которые признаны одними из лучших в профильном сегменте.
Стоимость лечения в нашей стоматологии определяется еще на этапе диагностики. Она включает в себя комплекс, поэтому при дальнейших посещениях специалиста во время лечения доплачивать не придется.
Мы используем в работе международный протокол, потому воздействие на зубной ряд отличается бережностью.
Выбирая нашу клинику для себя или своего ребенка, вы гарантированно получите квалифицированную услугу от специалистов, имеющих нужную специализацию и опыт.
Мы беремся за случаи любой сложности, поэтому постараемся помочь вам в любой ситуации. Убедиться в этом можно, посмотрев на уже достигнутые нами результаты на фото клиентов.
Клиента «ведет» от первой консультации до завершения лечения один специалист нашей клиники, несмотря на продолжительность курса. Это очень важно, так как специалист сам разрабатывает план и четко ему следует.
Наши врачи регулярно проходят повышение квалификации по своей специализации, поэтому они являются лучшими в харьковском регионе.
Мы предоставляем гарантию на проведенные работы и материалы.
Мы предлагаем лучший по соотношению цены и качества сервис. Вы можете убедиться в этом сами.
Будем рады ответить на все ваши вопросы по телефону или на персональной очной консультации.
Баз и лайнеров: не можем без них — или можем?
У всех нас были восстановительные визиты, когда мы удаляли кариес, и пульповая камера начинала дразнить нас своей близостью к нашему бору. Или мы на самом деле делаем точечный снимок, а затем пытаемся убедить себя, что красный цвет, который мы видим, на самом деле возникает из-за кровоточащей десны, а не из-за зубного нерва. Ах, да, один день из жизни обычного дантиста. Это те случаи, которые могут вызвать восстановительные визиты и потенциальные последующие визиты пациента. . . интересный.
Когда такие ситуации случаются, каков ваш протокол? Заполните? Линия это? База это? В стоматологических школах 1,2 обычно учат, что в таких случаях установка какого-либо барьера для защиты зуба или инициация восстановления является стандартом лечения. Подходят основания, лайнеры и цементы, но какой из них лучше всего подходит для какого сценария? Это действительно имеет значение? Некоторые утверждают, что если вы поместите или на дно полости, выступающее в роли «буфера» между пломбой и пульпой, вы станете золотым. Но недавние исследования поставили под сомнение клинические протоколы и применение этих материалов, создав загадку для практиков относительно того, что действительно полезно и необходимо.
К чему на самом деле относятся базы и вкладыши?
В литературе термины вкладыши и основы/цементы часто используются как синонимы и взаимозаменяемы, что может привести к некоторой путанице в отношении того, что представляет собой каждый материал и где его лучше всего применять в клинических условиях. Для пояснения обратимся к этим определениям:
Прокладки относятся к тонкому слою материала (0,5 мм), нанесенному на поверхность препарированного зуба, который частично защищает зуб от реставрационного материала (остаточные диффундирующие реагенты). вне реставрации), внутриротовые жидкости, первичная электроизоляция, некоторая теплоизоляция и, в конечном счете, от внешней среды; вкладыши обычно не имеют достаточной толщины, твердости или прочности, чтобы их можно было использовать отдельно в глубокой полости. 1-3
Основания/цементные основания (играют двойное определение), как правило, представляют собой более толстую укладку материала (1–2 мм) и используются для обеспечения термической и химической защиты пульпы и в дополнение к механическим воздействиям. поддержка реставрации за счет распределения локальных напряжений от реставрации по подлежащей поверхности дентина. 2,3
В таблице 1 приведены общие ссылки на материалы, используемые в клинических условиях. 4 Как видите, некоторые материалы по определению взаимозаменяемы в своем применении. Кроме того, «различные прокладки и основы могут быть объединены в одном препарате, а основа для полной подготовки полости может быть описана как комбинация натурального дентина, прокладки и основы». 3
Чтобы понять действие этих агентов и то, как они работают, мы обратимся к нашей базовой анатомии зубов. Дентинные канальцы содержат внешние клеточные расширения клеток пульпы и окружены дентинной жидкостью. 3 В случае повреждения дентина возникает чувствительность, когда механорецепторы в пульпе ощущают изменение давления, которое происходит, когда жидкость поступает в канальцы и выходит из них. Чем глубже кариес, тем больше поражение зуба, и тем больше возрастает необходимость учитывать и управлять защитой этих пяти проблем: (1) химическая, (2) электрическая, (3) термическая, (4) пульповая, и (5) механические.
Традиционно в стоматологических школах учили, что за удалением кариеса всегда следует установка вкладыша, обычно из стеклоиономера или гидроксида кальция. Тем не менее, поскольку амальгама перестала быть предпочтительным реставрационным материалом и на смену пришли полимерные композиты, возникли вопросы относительно обоснованности этой практики. 5
Интересное исследование Blum et al. недавно пришел к выводу, что «использование прокладок под композиты жевательных зубов в клинической практике не было основано на доказательствах, что свидетельствует о том, что лечение оголенного оперативным путем дентина в полостях средней глубины вызывает раздражение у практикующих врачей». 5 Несмотря на это открытие, «установка прокладок под композиты жевательных зубов остается популярной среди практикующих стоматологов. . . игнорируя исследования, показавшие, что герметизирующий эффект бондинговых агентов обеспечивает адекватную защиту и делает дентин нечувствительным». 5 Дополнительное исследование предполагает, что «послеоперационная чувствительность вызвана не реставрацией, а бактериями и их побочными продуктами». 2
Возникает вопрос: делаем ли мы выравнивание или базу для препарирования перед установкой реставрации? Ответ, в лучшем случае, определенно не является черно-белым, поскольку можно привести веские доводы в любом направлении. Так что имейте в виду следующее:
• Недавние исследования показывают, что потребность в базисах и прокладках не так важна, как раньше, из-за изменений в способах восстановления зубов (например, амальгама вместо композитов).
• Непрерывный прогресс в области связующих веществ и способов их применения продолжает улучшаться, что влияет на чувствительность зубов.
• Качество полимерных композитов — от используемых наполнителей до эстетических компонентов и их общей способности комплексно функционировать — постоянно улучшается. Кроме того, композитные смолы сами по себе могут выступать в качестве подкладки.
• Размещение этих материалов следует рассматривать в каждом конкретном случае отдельно для каждого зуба, поскольку условия меняются.
• Изоляция и использование травления с различными цементами, связующими веществами и методами также будут влиять на уровень чувствительности.
С учетом сказанного, подтверждение вашего звонка относительно того, какие, когда и где вы используете основы/прокладки и цементы, может быть оправдано знанием характеристик и функциональных возможностей материалов. Имейте в виду, что если вы играете роль адвоката дьявола, исследования (при определенных обстоятельствах) могут противоречить тому, что вы делали все это время. В медицине нет универсального сценария, и стоматология определенно не исключение. Далее идет краткое изложение четырех наиболее распространенных оснований и вкладышей.
Стеклоиономеры—(gi)
• Высвобождают ионы фтора
• При размещении поверх декальцинированного дентина в непосредственной близости от пульпы они могут способствовать реминерализации даже в зонах активного кариеса6
• Использование GI имеет тенденцию снижать вероятность образования маргинального зазора, особенно на краях десны 1,6
• При использовании в качестве цемента из-за гигроскопического расширения прочность герметизации и сцепления GI может быть значительной 6
• Примеры продуктов: Vitrebond (3M ESPE), Fuji Lining LC (GC America), Ketac Bond и Ketac Cem (3M ESPE), GlasIonomer Base Cement (Shofu Dental Corporation)
Гидроксид кальция — ca(oh) 2
• Суспендирован в растворителе, который при испарении оставляет слой Ca(OH)2
• Имеет высокую популярность среди стоматологов общей практики в качестве предпочтительного вкладыша для глубоких полостей 1
• высокий рН (9-12) создает цитотоксический эффект, провоцирующий образование дентинного мостика, благоприятного для кариозного дентина и обнаженной пульпы.
• Недостаток: растворим, не связывается с дентином, со временем могут возникать микроподтекания, которые в последующем в некоторой степени могут оставить реставрацию без опоры и привести к перелому/отказу 4,5
• Простота манипуляции, быстрое отверждение, хорошая герметизация, если полностью находится под реставрацией 7
• Примеры продуктов: Dycal (Dentsply Calk), Life (Kerr Dental)
Оксид цинка эвгенол
• Нейтральный pH и считается наименее раздражающим из всех стоматологические материалы7
• Обеспечивает превосходную герметизацию на границе реставрация-зуб, несмотря на то, что не прилипает к ткани зуба7
• Может быть приготовлен как толстый, так и тонкий материал и обычно используется в качестве менее прочной основы7
• Продукт Примеры: IRM (Dentsply Caulk), Temp-Bond (Kerr Dental)
Смолы
• Приклеиваются к структуре зуба с помощью клеев
• В зависимости от применения могут быть чувствительными к технике (протравка, самопротравка и т. д.)
• Полимеризационная усадка может быть высокой с риском нарушения связи. Это приводит к плохой герметизации дентина, вызывая накопление побочных продуктов жизнедеятельности бактерий, раздражение пульпы, чувствительность и потенциальные кариозные изменения дентинного субстрата.0003
• Различные формы: наполненные/ненаполненные, текучие, основы и цементы
Вот и все — не- так-черно-белый 101 на базах и лайнерах. Первоначальная потребность и происхождение этих материалов были и остаются простыми: обеспечить защиту пульпы, устранить послеоперационную чувствительность и максимизировать способность зуба к восстановлению. Недавние достижения в области материалов, более глубокое понимание их применения и постоянное развитие стоматологии подчеркивают необходимость для нас постоянно оценивать свою работу как практикующих врачей, отсюда важность непрерывного образования и общения между коллегами.
Ссылки
1. Аранди, Новая Зеландия. Прокладки из гидроксида кальция: обзор литературы. Clin Cosmet Investig Dent . 2017;9:67-72. doi: 10.2147/CCIDE.S141381.
2. Вайнер Р. Прокладки, основы и цементы: подробный обзор, часть 1. Dent Today . 2008;27(5):72, 74, 76; викторина 78.
3. Стердевант К.М., Роберсон Т.М., Хейманн Х.О., Стердевант Дж.Р. Основы стоматологических материалов. В: Sturdevant CM, Roberson TM, Heymann HO, Sturdevant JR, eds. Искусство и наука оперативной стоматологии . 3-е изд. Сент-Луис, Миссури: Мосби; 1994: 235-239.
4. Вайнер Р. Прокладки, основы и цементы: выбор материала и клиническое применение. Вмятина Сегодня . 2005;24(6):64, 66-72; викторина 73. http://www.dentistrytoday.com/ce-articles/364-liners-bases-and-cements-material-selection-and-clinical-applications. Опубликовано 1 июня 2005 г. По состоянию на 4 сентября 2018 г.
5. Blum IR, Wilson NHF. Конец прокладкам под композиты жевательных зубов? J Am Dent Assoc . 2018;149(3):209-213. doi:10.1016/j.adaj.2017.09.053.
6. Вайнер Р. Прокладки, основы и цементы: подробный обзор, часть 3. Dent Today . 2008;27(11):65-66, 68, 70; викторина 71, 64.
7. Вайнер Р. Прокладки, основы и цементы: подробный обзор, часть 2. Dent Today . 2008;27(8):48, 50, 52 пасс.; викторина 55.
Вкладыши для полостей зуба под полимерные пломбы цвета зуба, устанавливаемые в постоянные зубы в задней части рта
Повторный вопрос
Этот обзор был проведен для оценки влияния использования вкладышей под полимерные пломбы цвета зуба в полости на жевательной поверхности (Класс I), а также на жевательной поверхности и стороне (сторонах) (Класс II) постоянных зубов в задней части рта. у детей и взрослых.
Справочная информация
Кариес зубов является наиболее распространенным заболеванием, поражающим детей и взрослых во всем мире. Если не лечить, кислота, вырабатываемая бактериями в зубном налете или биопленке, образует полости или отверстия в зубах. Для восстановления или пломбирования зубов, пораженных кариесом, можно использовать ряд методов и различные материалы. Одним из таких материалов является композит на основе смолы цвета зуба или эритроциты. Этот материал все чаще используется в качестве альтернативы амальгаме (смеси частиц ртути и металлических сплавов).
С 19 века прокладки часто устанавливали в полости зубов под пломбировочный материал. Считается, что вкладыши защищают живую пульпу зуба от самих пломбировочных материалов, а также от их способности пропускать больше тепла или холода, чем естественный зуб. Хотя считается, что пломбировочные материалы RBC аналогичны естественному материалу зубов с точки зрения того, как они проводят тепло, чувствительность к изменению температуры иногда все еще остается проблемой для людей после лечения.
Характеристика исследований
Доказательства в этом обзоре, подготовленные авторами из Кокрановской группы здоровья полости рта, актуальны по состоянию на 12 ноября 2018 г.
Было включено восемь исследований с более чем 700 участниками. Два исследования были проведены в США, два в Таиланде, два в Германии и по одному в Саудовской Аравии и Турции. В исследованиях сравнивали использование прокладок под полимерными пломбами цвета зуба (RBC) в постоянных зубах в задней части рта с отсутствием прокладок для пломб класса I и класса II. Одно из двух исследований в США проводилось в стоматологических кабинетах, остальные – в университетских стоматологических школах. Все участники были старше 15 лет.
Основные результаты
Было найдено очень мало доказательств того, что вкладыш под эритроцитарные пломбы класса I и II в постоянных зубах в задней части рта снижает чувствительность у взрослых или детей в возрасте 15 лет и старше. Не было найдено доказательств того, что существует какая-либо разница в продолжительности пломбирования при размещении с вкладышем для полостей или без него. Ни в одном из включенных исследований не сообщалось о нежелательных явлениях.
Качество доказательств
Совокупность доказательств, приведенных в этом обзоре, не позволяет сделать надежные выводы о влиянии вкладышей для полостей зубов. Качество доказательств, выявленных в этом обзоре, низкое, и нет уверенности в оценках эффекта. Кроме того, не было найдено доказательств, демонстрирующих разницу в том, как долго служат реставрации при размещении с вкладышами для полости рта или без них. 15 лет или старше. Кроме того, не было обнаружено никаких доказательств, демонстрирующих разницу в долговечности реставраций, установленных с вкладышами для полости рта или без них.
Читать аннотацию полностью…
История вопроса:
Композит на основе смолы (СКК) в настоящее время признан жизнеспособным материалом для реставрации кариеса жевательных постоянных зубов, требующих хирургического лечения. Несмотря на то, что теплопроводность реставрационного материала из эритроцитов близка к теплопроводности естественной структуры зуба, послеоперационная гиперчувствительность иногда остается проблемой. Прокладки для полости зуба исторически использовались для защиты пульпы от токсического воздействия некоторых стоматологических реставрационных материалов и для предотвращения боли, связанной с теплопроводностью, путем помещения изолирующего слоя между реставрационным материалом и оставшейся структурой зуба. Это обновленная версия Кокрейновского обзора, впервые опубликованного в 2016 г.
Цели:
Цель этого обзора заключалась в оценке эффектов использования вкладышей для полости рта при размещении композитных реставраций боковых зубов класса I и класса II на постоянных зубах у детей и взрослых.
Стратегия поиска:
Кокрановский специалист по информации о гигиене полости рта провел поиск в следующих базах данных: Кокрановский регистр испытаний по гигиене полости рта (до 12 ноября 2018 г.), Кокрановский центральный регистр контролируемых исследований (CENTRAL; 2018 г., выпуск 10) в Кокрановской библиотеке (поиск 12 ноября 2018 г.), MEDLINE Овидий (19с 46 по 12 ноября 2018 г. ), Embase Ovid (с 1980 г. по 12 ноября 2018 г.) и LILACS BIREME Virtual Health Library (база данных медицинских наук Латинской Америки и Карибского бассейна; с 1982 г. по 12 ноября 2018 г.). Мы провели поиск текущих испытаний на веб-сайте ClinicalTrials.gov и в Международной платформе реестра клинических испытаний Всемирной организации здравоохранения. Никаких ограничений по языку или дате публикации при поиске в электронных базах не накладывалось.
Критерии отбора:
Мы включили рандомизированные контролируемые испытания, в которых оценивали влияние использования вкладышей при реставрациях жевательных зубов на основе композита класса I и класса II в постоянных зубах (как у взрослых, так и у детей). Мы включили конструкции как с параллельным, так и с разделенным горлом.
Сбор и анализ данных:
Мы использовали стандартные методологические процедуры, предписанные Кокрейн для сбора и анализа данных. Два автора обзора просмотрели результаты поиска и оценили соответствие исследований критериям включения в обзор. Мы провели оценку риска систематической ошибки и извлечение данных независимо друг от друга и в двух повторностях. В тех случаях, когда информация была неясной, мы связывались с авторами исследования для получения разъяснений.
Основные результаты:
Восемь исследований, в которых приняли участие более 700 человек, сравнивали использование прокладок для полостей зубов с отсутствием прокладок для композитных реставраций класса I и класса II.
Семь исследований оценивали послеоперационную гиперчувствительность, измеряемую различными методами. Все исследования были с неясным или высоким риском систематической ошибки. Были противоречивые доказательства относительно послеоперационной гиперчувствительности (либо измеренной с помощью реакции на холод, либо по сообщениям пациентов), с пользой, показанной в некоторых, но не во всех временных точках (доказательства низкого качества).
В четырех испытаниях измерялась долговечность реставрации. Два исследования были признаны относящимися к группе высокого риска, а два — к неясному риску систематической ошибки.
Уважаемые покупатели, обратите внимание, что цены, указанные на сайте, могут отличаться от фактических. Производитель оставляет за собой право менять описания, характеристики, изображения продукции без предварительного уведомления. Пожалуйста, уточняйте подробности у менеджеров. Информация о товарах на сайте не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации.
Связаться с нами
Оставьте заявку на нашем сайте и мы обязательно перезвоним!
Перезвоните мне
Ваше имя
Телефон
Удобное время —
Антибот
Ваше имя
Телефон
E-mail
Выбрать прайс-лист
Амперка. Робототехника и электронные компонентыАрхимед. Цифровые лабораторииЛабДиск. Цифровые лабораторииДатчики к Einstein LabMate II и EinsteinTablet+2. Цифровые лабораторииEinstein. Цифровые лабораторииCornelsen. Переносные лабораторииPHYWE. Лабораторное оборудованиеConen. Учебное оборудованиеFishertechnik. РобототехникаGratnells. Системы храненияGrimms & SHY-LI. Игровое и учебное оборудованиеHubelino. Учебное развивающее оборудованиеInvicta. Учебное оборудованиеJoyToy. Игры и игрушкиLego. Конструкторы для дошкольников и начальной школыLego, TETRIX, Matrix. Конструкторы для средней школыMaxitronix. Оборудование и наборы для экспериментовMimio. Интерактивные технологии обученияRobo Wunderkind. РобототехникаSantoys. Развивающие игры и конструкторыSchubi. Развивающие и учебные игрыSpectra. Учебное и коррекционное оборудованиеTolo. Развивающие игрушки для малышейPedalo. Тренажеры для развития моторикиДвигательная активностьЕстествознаниеЗнакомимся с визуальными эффектамиЗона свободного творчестваИгровые зоныИгротека в чемоданеИгрушки для самых маленькихИностранные языки в начальной школеИНТ. Образовательное программное обеспечениеИНТ-ПАРКЛаборатории в чемоданеМатематика. Начальная школаМатематика. Основы счетаМебель для игровых зонМелкая моторикаМышление и памятьНабор психолога ПЕРТРАНавыки тактильного различенияНастенные игровые панелиНастольная песочницаНовинкиОборудование для детей с ОВЗПотрогай, посмотри, сравниПроекторы мультимедийныеПчелки ЛогоРоботыРазвитие речи и навыков общенияСенсорное развитиеСравниваем по звучанию, весу, вкусу, запаху, на слухСтанки. ТехнологияСтроим по образцуТворческое конструированиеТренировка дыхания и твердой рукиУчебные и лабораторные столыФизкультура для самых маленькихХудожественное творчество и музыкальная культураШуша
Антибот
Киевлянин собрал супермощный пауэрбанк для ТрО и сконструировал модульные «аккумуляторы-LEGO» для ВСУ. В планах — конкурент Delfast и ELEEK
Киевлянин Стас Волна до войны занимался производством, ремонтом и переоборудованием электротранспорта. В военное время его профиль деятельности слегка изменился ― мужчина делает уникальные модульные пауэрбанки для военных, которые точно не будут лишними и в мирной жизни. А недавно Станислав с партнерами разработали супермощный непромокаемый пауэрбанк для столичной теробороны, аналогов которому в Украине пока нет. Изобретатель рассказал dev.ua о своих изобретениях и перспективах их применения.
Курс на электротранспорт
По образованию Стас — автомеханик. Мужчина признается, что испытывает страсть к мотоциклам, и именно это увлечение вдохновило его на то, чтобы заняться в Украине развитием электротранспортной истории. «Я хотел заняться электромобилями, но моя финансовая история сложилась иначе. И тогда я решил, что буду переоборудовать, пересобирать, улучшать электромотоциклы», ― рассказывает Волна.
Сначала Стас купил китайский электромотоцикл и поставил туда сверхмощные аккумуляторы, которые пока не применяются в этой отрасли в принципе и могут заряжаться за 10 минут.
«Я участвовал со своим мотоциклом на выставке, мою инновацию заценили представители Министерства экономики, сотрудники корпорации „Богдан“. Я там засветился, но финансирования для продолжения проекта у меня не хватило», ― рассказывает изобретатель.
Он акцентирует внимание на том, что ничего не придумывает и не создает, а находит интересные и полезные конструкторские решения ― соединяет детали вместе так, чтобы они приносили как можно больше пользы. «Моя цель ― создавать экотранспорт, доступный каждому», ― говорит Стас.
Но война изменила планы изобретателя ― его помощь понадобилась защитникам.
Пауэр-гигант
Стас Волна с партнерами Владимиром Паршиным и Владимиром Довгалем презентуют супермощный пауэрбанк
Стас рассказывает, что в апреле к нему обратились волонтеры и представители теробороны с вопросом о том, как бы раздобыть элемент бесперебойного питания, который позволял бы оставаться на связи в течение дня и согреваться в холодные ночи дежурств. «А еще у них был запрос на запитку холодильника в тех населенных пунктах, где до сих пор перебои с электричеством», ― рассказывает изобретатель.
И тогда Стас решил сделать супер мощный мобильный пауэрбанк, который мог бы запитывать как мелкие, так и крупные гаджеты и оборудование. У него получилось.
Вес такого агрегата ― около 30 кг.
Время зарядки такого пауэрбанка ― всего три часа.
В приборе есть пара розеток, прикуриватель, два USB-выхода. Также прибор оборудован программируемым термодатчиком и индикатором заряда.
Мощность устройства ― 3,3 кВт, при это выходная мощность ограничена 1 кВт, чтобы прибор работал дольше. «Холодильник потребляет 50–80 вт в час, то есть до 1,5 кВт в сутки. Ноутбук, телефоны потребляют мало», ― рассказывает разработчик. Стас говорит, что давал тестировать свою разработку теробороновцам. «Они подключали ноутбуки, телефоны, прожектор, и за неделю разрядить его не смогли», ― говорит изобретатель.
Особенность пауэрбанка ― ударопрочный корпус без сквозных отверстий. «Для того, чтобы его использовать, нужно поднять верхнюю крышку. Если крышка закрыта, то все элементы прибора защищены, резиновый уплотнитель по периметру крышки не дает внешней влаге пробраться внутрь. То есть дождь и роса прибору не страшны. Но можно ли его погрузить в воду, мы не испытывали», ― говорит Стас. При этом Волна уверяет, то его экспертиза в этой отрасли помогла избежать дефицита комплектующих для создания источника питания.
Его цену разработчики оценили в $2000, что вдвое дешевле рыночных аналогов.
Аккумулятор-гигант Стас называет удачным экспериментом, но повторять больше не планирует. «Есть более интересный и удобный вариант, разработкой которого я сейчас и занят ― модульные источники питания», ― рассказывает Волна.
Модульный аккумулятор
Сейчас Станислав занимается сбором прототипа модульного аккумулятора ― устройства, которое легко соединяется с другим аккумуляторным блоком, увеличивая мощность зарядной станции. «Это такой себе Lego из аккумуляторов, сейчас мы решаем, какой корпус подобрать, какие разъемы сделать. Все остальное уже понятно ― там есть выход для розетки 220 вольт, USB», ― рассказывает Стас.
Изобретатель уверяет, что такое устройство будет очень кстати как солдатам на фронте, так и бойцам территориальной обороны. «Во-первых, они легкие, во-вторых, могут быть индивидуальным источником питания для каждого военного, в-третьих, могут заряжать как маленькие гаджеты, так и более крупные устройства, например Starlink», ― объясняет Волна.
По его словам, модули между собой можно соединять до станции бесконечно большой мощности. «Можно собрать и 3, и 5, и 10 кВт энергии. Вопрос только в проводах того устройства, к которому такой источник питания будет подключаться», ― говорит он. Емкость запасаемой энергии в одном таком блоке ― 150–160 Вт. То есть автомобильный холодильник, который потребляет 40 Вт в час, может работать от такого пауэрбанка четыре часа. Заряд такого гаджета происходит за 10–15 минут.
Весит такой гаджет около 1 кг, он достаточно компактен ― 4×23×15 см.
Еще одна особенность гаджета Стаса Волны ― морозостойкость.
«Обычные батареи заряжаются только при нулевой температуре. Я же использую аккумуляторы, которые можно заряжать при -5. и даже до -25. О них многие не знают, это не ширпотреб, к которому наше общество привыкло», ― говорит он.
Кроме того, в общеприменяемых аккумуляторах, по словам Волны, обычно до 1500 циклов заряда. А в аккумуляторах, с которыми он работает, имеют ресурс в 7 000–10 000 заряда. «Но бывают и еще более живучие батареи. Я сейчас нашел производителя, у которого 25 000 циклов заряда, а это, чтоб вы понимали, срок работы батареи в 50 лет», ― рассказывает изобретатель. Стас говорит, что такую технологию запатентовала Toshiba, и в мире пока такой ресурс аккумулятора ― не очень популярное решение.
То ли еще будет
В будущем Стас планирует выйти на серийную сборку модульных электроакуммуляторов. А пока он вместе с партнерами Владимиром Довгалем и Владимиром Паршиным собирает их в небольшом помещении на Троещине. А еще в планах Стаса — создание портативных пауэрбанков размером с пачку сигарет. Но это пока лишь идея.
В будущем, после победы, Стас планирует собрать мотоцикл, который бы конкурировал и по цене, и по характеристикам со всемирно известными электробайками Delfast и ELEEK.
«Я хочу купить малокубатурный мотоцикл или мопед и оборудовать его аккумулятором, сделать мощный бюджетный электровелосипед с хорошим запасом хода. Сейчас я эту идею довожу до ума», ― рассказывает Стас.
А его модульная разработка станет универсальным аккумулятором для электровелосипедов, электроскутеров и электромотоциклов, чтобы их можно было снимать с одного транспортного средства и ставить на другое.
dev.ua запускає джобборд з акційною пропозицією для IT-роботодавців
Надсилайте вакансії
Батареи и аккумуляторные блоки
(*) Вес с щелочными клетки. Добавьте 22 г для элементов NiMH. (**) Объем с фиксирующими выступами, 113 см³ без. (***) Частично внутри NXT, 39 см³ снаружи.
Силовые функции аккумуляторная батарея
Одна проблема, с которой я столкнулся при проведении этого исследования, заключается в том, что производительность аккумуляторов в основном зависит от… самих аккумуляторов! Поскольку существуют большие различия между брендами и технологиями, трудно получить повторно используемые значения. Итак, я начал с единственный «чистый» источник LEGO, литий-полимерный Power Функции аккумуляторной батареи. Он рассчитан на 7,4 В / 1100 мАч. Единица Я тестировал не новый, но мало б/у.
Характеристики нагнетания
Используя нагрузку постоянного тока, я посмотрел на поведение аккумулятора при различных токах разряда. Этот тест выполняется на выходе 9В (внешние провода штекера PF), а не на двигателе выход (внутренние провода), так как этот зависит от внутреннего драйвера двигателя. Максимальный используемый ток составляет 1000 мА, выше теоретического номинального значение внутреннего ограничения тока аккумуляторной батареи (750 мА). Фактически, номинальное значение защиты от перегрузки по току (Bourns самовосстанавливающийся предохранитель MF-MSMF075) – это гарантированное значение — есть некоторый запас.
Поставленная энергия (Вт.ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
100 мА
7,93
10,8
1080
7,26
8,5
250 мА
7,80
4,4
1091
7,07
8,6
500 мА
7,50
2. 1
1079
6,90
9,0
750 мА
7,34
1,5
1095
6,65
9,4
1000 мА
6,85
1.1
1077
6,33
10,1
Видим, что емкость аккумулятора мало зависит от разряда ток, а измеренное значение очень близко к номинальному значению. Поскольку напряжение ниже при большом токе (из-за внутреннего сопротивление аккумуляторной батареи), подаваемая энергия снижается по мере запрошенные текущие рейзы. В приведенной выше таблице также перечислены загруженные напряжение батареи в средней точке разряда и изменение напряжения что указывает на пологость кривой расхода. я определил изменение напряжения как (В(1/4)-В(3/4))*100/В(1/2)
Вот диаграмма, показывающая кривые разряда при различном токе. Чтобы иметь сопоставимые кривые, горизонтальная ось градуирована. как мАч (отдаваемая емкость = ток разряда x время). Мы видим что номинальное напряжение (7,4 В) немного оптимистично, за исключением в начале разряда и при малом токе.
Характеристики перезарядки
Из любопытства я также установил кривую зарядки батарея:
Мы видим, что зарядный ток относительно постоянен при 500 мА, и что батарея восстанавливает большую часть своей энергии в менее 2 часов. Время полной перезарядки (зарядка аккумулятора светодиод перестает мигать) занимает около 2,2 часов. Полная энергия инжектируемое в батарею составляет 10,3 Вт.ч, поэтому общее время заряда/разряда КПД около 75% (не считая КПД зарядного устройства сам).
При внимательном рассмотрении схемы видно, что Чип зарядки представляет собой переключатель режимов TI BQ24123.
NXT перезаряжаемый батареи
Оставаясь с «чистыми» решениями LEGO, следующие устройства тестировались литий-полимерные аккумуляторы NXT. Они приходят в двух вкусах:
старый темно-синевато-серый, который заряжается от переменного тока настенный адаптер и рассчитан на 7,4 В / 1400 мАч.
Более новый «белый NXT», который заряжается сетевой адаптер постоянного тока и рассчитан на 7,4 В / 2200 мАч.
Я протестировал два устройства на 1400 мАч (один из них активно использовался, другой малоиспользуемый) и один малоиспользуемый блок на 2200 мАч.
Насколько я могу судить, эти блоки не имеют ограничения тока устройство, так как оно им не нужно: их можно подключить только к Блок NXT, а NXT имеет номинальный сбрасываемый ток 1,85 А. предохранитель на его входе питания.
Аккумулятор NXT 1400 мАч №1 (бывший в употреблении)
Поставленная энергия (Вт.ч)
Выгрузка
время (ч)
Емкость (мАч)
Напряжение среднего разряда (В)
Напряжение
вариация (%)
250 мА
9,59
5. 17
1301
7,36
4,3
750 мА
8.17
1,55
1159
7,07
4,6
Аккумулятор NXT 1400 мАч №2 (использовался мало)
Поставленная энергия (Вт.ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
250 мА
9,47
5,24
1312
7,22
4,9
750 мА
10,62
2,02
1505
7. 11
6.2
1500 мА
7,34
1,5
1095
7,07
4,6
Аккумулятор NXT
2200 мАч
Поставленная энергия (Вт.ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
250 мА
16,22
8,98
2260
7. 12
9.2
750 мА
14,91
2,94
2200
6,85
6,9
1500 мА
14,2
1,47
2172
6,47
9,0
Видим, что использованная батарея немного потеряла свою емкость. Новая батарея емкостью 2200 мАч имеет более крутую кривую разряда и ниже среднее напряжение, но лучше ведет себя при большом токе, сохраняя номинальную мощность на уровне 1,5 А, тогда как его старший брат теряет часть емкости при большом токе.
Характеристики нагнетания
Пополнение
Я не проводил обширных тестов перезарядки, но 2200 мАч батарея имеет такой же режим зарядки, что и батарея PF, примерно 500мА при 10В. Но поскольку емкость выше, перезарядка длится дольше конечно.
Сравнение батарей
Сравнение аккумуляторов — непростая задача, так как много брендов, качеств, цен… так что следующие данные должны принимать с недоверием. Я протестировал несколько NiMH и щелочных аккумуляторов. клетки. Щелочные батарейки были, разумеется, новыми, как и ААА. NiMH, но NiMH были бывшие в употреблении (и даже не по назначению, иногда переразряженные). Ячейки тестировались в батарейных блоках Power Functions (AA и AAA).
Нагнетание ток
Поставленная энергия (Вт.ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд напряжение (В)
Напряжение
вариация (%)
AA — NiMH — 1800 мАч Распределитель марка
250 мА
9,41
5,5
1381
6,96
6,8
750 мА
8,25
1,74
1315
6,47
5,9
Нагнетание ток
Поставленная энергия (Вт. ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AA — NiMH — 2300 мАч — набор 1 Марка дистрибьютора
750 мА
9,98
1,94
1460
6,91
2,8
Нагнетание ток
Поставленная энергия (Вт. ч)
Разрядка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AA — NiMH — 2300 мАч — набор 2 Торговая марка дистрибьютора
250 мА
10,86
5,91
1483
7,44
2,5
750 мА
10,4
2,02
1515
6,93
2,8
Нагнетание ток
Поставленная энергия (Вт. ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AA — NiMH — 2500 мАч Energizer
250 мА
15,98
8,87
2216
7,28
4.2
750 мА
15,32
3,04
2291
6,77
3,6
Разряд ток
Поставленная энергия (Вт. ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AAA — NiMH — 850 мАч Energizer
750 мА
4,95
1,05
788
6,51
8,3
Нагнетание ток
Поставленная энергия (Вт. ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AA — Щелочные Duracell Procell
250 мА
12.19
6,84
1761
6,93
14,4
750 мА
7,94
1,76
1327
5,97
16,7
Нагнетание ток
Поставленная энергия (Вт. ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AA — Щелочные Energizer Hi-Tech
750 мА
9,25
2,07
1554
5,97
15,3
Нагнетание ток
Поставленная энергия (Вт. ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AAA — Щелочные Duracell Procell
750 мА
2,75
0,65
493
5,58
16,4
Характеристики нагнетания
При сильном токе напряжение щелочной батареи падает очень быстро! Их самое большое преимущество, более высокое напряжение, которое позволяет двигателей, чтобы работать быстрее, длится всего несколько минут. Их мощность также довольно низок по сравнению с высококачественными перезаряжаемыми NiMH аккумуляторами. батареи или аккумулятор NXT-DC LiPo. PF Li-Po работает довольно хорошо. ну тоже, учитывая его небольшие габариты и малый вес. Емкость высококачественных щелочных элементов (Energizer Hi-Tech) составляет действительно немного лучше, чем обычные (Duracell Procell), но Я заплатил за них почти 4 раза! Мой (бывший в употреблении) NiMH 2.3AH без маркировки аккумуляторы тоже ведут себя неплохо, но конец разрядной кривой резко падает, как будто одна клетка, потом вдруг вышла из строя другая.
При относительно низком токе (250 мА — ток холостого хода из двух двигателей PF L!), щелочные элементы работают лучше, но напряжение преимущество не длится намного дольше по сравнению с аккумулятором NXT-DC LiPo или даже высококачественные NiMH элементы. Обратите внимание, что эти непрерывные тесты не дает батарейкам «восстановиться», щелочные батареи, вероятно, дадут лучшие результаты с прерывистым разряды.
На этой диаграмме показан только аккумуляторный блок размера AAA — здесь PF Li-Po обходит другие аккумуляторные технологии! Хорошо, я должен был сделать тест и при более низком токе — когда-нибудь возможно…
Сводные карты
Ограничение тока
Все аккумуляторные блоки (кроме NXT, как описано выше) имеют внутреннее ограничение тока с помощью самовосстанавливающегося теплового предохранителя. Эти устройства нагреваются, когда через них проходит слишком большой ток. а их внутреннее сопротивление, изначально низкое, увеличивается на большое значение, тем самым ограничивая ток до безопасного значения. Все батареи ПФ коробки имеют один и тот же компонент (Bourns самовосстанавливающийся предохранитель MF-MSMF075). Гарантированный ток 750мА но мы можем надеяться на большее…
На приведенной выше диаграмме показано напряжение и ток, от батареи PF Li-Po, обеспечивающей 1,5 А. Мы видим, что через 5 секунд срабатывает защита от перегрузки по току и резко падает напряжение.
На этой диаграмме показано время срабатывания защиты по сравнению с тока, для батареи PF Li-Po и батарейного отсека PF AA. Мы видим, что эти кривые точно следуют теоретическим характеристикам MF-MSMF075…
Внутренние детали
Вот несколько фотографий, показывающих внутреннюю структуру батареи. пакеты. Красная стрелка указывает на устройство ограничения тока.
2847c01
54734
58119
64228
56220 (фото любезно Фернандо Морено Торрес)
84599
Какой самый мощный аккумулятор для LEGO®.
.
24 февраля 2021 г.
Какой аккумулятор вы выберете для питания вашего двигателя LEGO®, может иметь большое значение. Если вы выберете аккумулятор с более высоким напряжением, у вас будет хорошая производительность в начале, но относительно быстро потеряете качество. Аккумулятор с меньшим напряжением дает немного меньшую мощность в начале, но с другой стороны менее быстро теряет качество. Сариэль хотел узнать, какая батарея самая мощная, и поэтому сравнил стандартный Duracell, стандартный Eneloop и аккумулятор Ansmann в следующем видео:
Сариэль сравнивает производительность батарей, измеряя скорость двигателя Control+ L, двигателя RC Buggy и нового набора LEGO® 42124 в сочетании с батареями. Как видно из видео, батарея Ansmann выходит победителем во всех трех тестах. Поэтому, если вы хотите повысить выносливость своего набора LEGO® Technic, аккумуляторы Ansmann — лучший выбор. Мы благодарим Сариэля за еще одно информативное видео. Обязательно посетите его веб-сайт для получения более интересной информации о LEGO® Technic.
О LEGO® Technic
Technic — тема для фанатов LEGO®, которым нравится создавать оригинальные подвижные наборы. Творения LEGO® Technic полны изобретательных методов строительства, имитирующих реальность. Таким образом, LEGO® Technic является продвинутой темой, но она также подходит для детей чуть старше, интересующихся технологиями.
Заказ технических деталей LEGO®
Вы потеряли деталь? В ToyPro вы можете купить новые детали LEGO® Technic в дополнение к полным наборам. В нашем ассортименте более 1600 различных кубиков LEGO® Technic. Не уверены, какую часть вам не хватает? На странице продукта набора вы можете увидеть, какие кубики LEGO® входят в этот набор.
Оборудование для литья пластмасс — Компания Апрель
Технология литья пластмасс под давлением
Литье пластиковых изделий требует правильной организации технологического процесса на всех этапах. При планировании производства на литьевой машине следует обратить внимание на весь комплекс оборудования, который участвует в этом процессе.
Прежде чем загрузить полимерное сырьё в бункер ТПА, зачастую нужно его подготовить: очистить, высушить, смешать с красителем и добавками, и т.д. Сам процесс загрузки требует применения автоматического оборудования – пневматических загрузчиков. Для того чтобы отливка пластмассовых деталей была правильной, часто приходится поддерживать определённую температуру в системе. Для этого применяются термостаты.
Готовую продукцию можно извлекать из термопластавтомата вручную, но более эффективной эту процедуру делают механические транспортёры.
Наши специалисты помогут Вам организовать процесс литья из пластика под давлением и подберут дополнительное оборудование с требуемыми параметрами.
Литьевая машина для пластмасс: дополнительное оборудование
Для серийного производства изделий из пластмасс нужна не только литьевая машина. Литье на ТПА сопровождается рядом вспомогательных операций и предъявляет комплекс требований к реализации технологического процесса.
Периферийным оборудованием называют всё сложное внешнее оборудование, которое участвует в выпуске продукции из пластмасс методом литья под давлением.
Масляные и водяные термостаты. Термостаты используются для поддержания заданных температур в пресс-формах, когда литьевая машина под давлением впрыскивает материал в форму, а также в экструзионных головках, и т.д. Без их применения невозможно добиться высокого качества литья ответственных изделий.
Вакуумные автозагрузчики. Вакуумные автозагрузчики — это оборудование, совместимое с сушильными бункерами. Служат загрузчики для подачи полимерного сырья в термопластавтомат. С его помощью гранула полимера подаётся в загрузочный бункер ТПА автоматически.
Сушильные бункеры. Бункер сушилка при помощи горячего воздуха устраняет из сырья лишние газы и влагу, подготавливая его к этапу литья под давлением, обеспечивая высокое качество отливаемых изделий.
Чиллеры. Чиллеры применяются для охлаждения жидкостей, за счёт чего регулируется температура рабочего оборудования. Сфера применения промышленных чиллеров-водоохладителей в полимерной отрасли очень широка.
Дозаторы и смесители. Дозаторы и смесители отвечают за правильное соотношение исходного сырья и применяемых добавок.
Пресс-формы для литьевой машины. Формы для машины непосредственно участвуют в отливке пластиковых изделий заданной конфигурации.
Дробилки пластмасс. Дробилки делают процесс производства пластмасс безотходным: например, на них можно измельчать литники и отходы, выбракованную продукцию, после чего она снова может быть превращена в материал для литья.
Периферийное оборудование для термопластавтоматов и запчасти для ТПА в Москве, Новосибирске от Компания «Апрель»
Компания «Апрель» поставляет полный спектр дополнительного оборудования для литья на ТПА, в том числе чиллеры, сушильные бункеры, пресс-формы, транспортеры, нагреватели и другое оборудование.
Также мы поддерживаем в наличии наиболее востребованные запчасти и расходные материалы для термопластавтоматов на наших складах в Новосибирске и Москве, а все прочие необходимые запчасти и материалы оперативно поставляем под заказ в любой город России.
Наше оборудование соответствует всем требованиям к современному надёжному и экономичному производству полимерных изделий способом литья под давлением.
Если Вы хотите повысить качество литья из пластмасс, звоните нам!
Мини станки для литья пластмасс в России
Главная
Продажа
Производство методом литья
Мини станки для литья пластмасс
Вы можете очень быстро сравнить цены мини станки для литья пластмасс и подобрать оптимальные варианты из более чем 106701 предложений
Малогабаритный настольный станок для литья пластмасс ТПА-100
Состояние: Новый
Станок ТПА-100 самая популярная модель для переработки любых термопластов. Поставляется как с рабочим столом для литья в ручном режиме, так и с узлом смыкания на общей раме для литья в полностью…
29.04.2023
Казань (Россия)
Малогабаритный настольный станок для литья пластмасс ТПА-20 «Спартанец»
Состояние: Новый
ТПА-20 — подходит идеально для небольших производств и опытных лабораторий. Максимальная доза впрыска без нагрузки (без формы) составляет 30 грамм.
Как работает ТПА-20: Работа со станком…
29.04.2023
Казань (Россия)
мини-литейный завод литье цветных металлов
Состояние: Новый Производитель: ооо стандарт (Россия)
Литейный мини-завод для литья алюминия оптом от производителя ООО «СТАНДАРТ». Производим многопрофильные мини-заводы (литейные цеха «под ключ») по переплавке алюминия в различные виды ликвидных. ..
28.05.2019
Ставрополь (Россия)
700 000
Литье пластмасс под давлением
Состояние: Новый Производитель: Россия
В наличии
Литье пластмасс под давлением на станках от 80 до 500 тонн. Возможность изготовления проектирования пресс-форм, а так же мелкосрочный ремонт пресс-форм заказчика.
27.03.2022
Казань (Россия)
6
Литье пластмасс
Состояние: Новый Производитель: Интерпласт (Россия)
В наличии
Литье пластмасс под давлением на станках от 80 до 500 тонн. Возможность изготовления проектирования пресс-форм, а так же мелкосрочный ремонт пресс-форм. Работа с формами заказчика возможна….
12.04.2023
Казань (Россия)
8
услуги по литью пластмасс на пресс-формах заказчика
Состояние: Новый Производитель: Россия
В наличии
Литье пластмасс под давлением по выгодным расценкам с использованием наших ТПА, на пресс-формах заказчика.
09.02.2017
Москва (Россия)
Мини станки по производству 4х.сл. теплоблоков под мрамор и других стройматериалов
Состояние: Новый Производитель: ЕвроБлок (Россия)
Предлагаем ручные и гидравлические мини прессы для производства шлакоблоков, керамзитных, арболитовых, пескобетонных блоков (с облицовкой), пустотелых блоков, теплоблоков с облицовкой, брусчатки…
14.02.2023
Москва (Россия)
90 000
Литье пластмасс и цветных металлов под давлением
Состояние: Новый Производитель: ВИРСТ (Россия)
В наличии
Компания «ВИРСТ» предлагает свои услуги по литью пластмасс, алюминия и латуни под давлением в соответствии с техническим заданием, в кратчайшие сроки, и на выгодных условиях. Разрабатываем и…
15.12.2021
Москва (Россия)
Литье пластмасс
Состояние: Новый Производитель: ВИРСТ (Россия)
В наличии
Компания «ВИРСТ» предлагает свои услуги по изготовлению изделий из пластмасс в соответствии с техническим заданием, в кратчайшие сроки, и на выгодных условиях. Литье изделий производится двумя…
15.12.2021
Москва (Россия)
Литье пластмасс
Состояние: Новый Производитель: ВИРСТ (Россия)
В наличии
Компания «ВИРСТ» предлагает свои услуги по изготовлению изделий из пластмасс в соответствии с техническим заданием, в кратчайшие сроки, и на выгодных условиях. Литье изделий производится двумя…
15. 12.2021
Санкт-Петербург (Россия)
Пресс-формы для литья пластмасс
Состояние: Б/У Год выпуска: 2016
Пресс-формы для литья пластмасс 20 штук разные. Заглушка, звездочка, конус, стульчик, кубик, стойка 25,30,35,40,50, коробка, опора, фсу — для опалубки. Большой выбор. Торг!
27.04.2023
Ростов-на-Дону (Россия)
210 000
Пресс-формы для литья пластмасс и цветных металлов
Состояние: Новый Производитель: ВИРСТ (Россия)
Компания «ВИРСТ» предлагает услуги по разработке, проектированию и изготовлению пресс-форм. Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…
15.12.2021
Киров (Россия)
Услуги изготовления пресс-формы для литья пластмасс и металлов
Состояние: Новый Производитель: ВИРСТ (Россия)
Компания «ВИРСТ» предлагает услуги по разработке, проектированию и изготовлению пресс-форм. Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…
15.12.2021
Калуга (Россия)
Мини станок для 3-4 х.сл. теплоблоков с облицовкой под мрамор
Состояние: Новый Производитель: Евроблок (Россия)
Компания ООО «Евроблок» предлагает оборудование (мини – станок на гидравлике с электроникой ( шкаф управления )) по производству теплоблоков ( любой толщиной ), также можно производить пустотелые…
14.02.2023
Санкт-Петербург (Россия)
90 000
Услуги производства пресс-форм для литья пластмасс и металлов
Состояние: Новый Производитель: ВИРСТ (Россия)
Компания «ВИРСТ» предлагает услуги по разработке, проектированию и изготовлению пресс-форм. Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…
15.12.2021
Ярославль (Россия)
Пресс формы для литья пластмасс под давлением
Состояние: Новый Производитель: ALMER (Россия)
В наличии
www.almerpress-form.comКомпания ООО «Алмер» предлагает услугу по проектированию и изготовлению пресс-форм для литья пластмасс. Нашим клиентам мы гарантируем индивидуальный подход, решение любых…
16.09.2021
Москва (Россия)
3 000
Станок для литья двух компонентных составов
Состояние: Новый Производитель: ТОР (Россия)
В наличии
ДОЗИРУЮЩАЯ МАШИНА-СМЕСИТЕЛЬЛитьё двухкомпонентных составов. Устройство обеспечивает точное смешивание и дозировку любых двухкомпонентных материаловОпционально можно выбрать комплектность-Система…
19.07.2022
Кемерово (Россия)
135 000
HAITIAN HTF-450X МАШИНА ЛИТЬЯ ПЛАСТМАСС — ТЕРМОПЛАСТАВТОМАТ
Состояние: Б/У Год выпуска: 2005
Компания ТИТАН реализует HAITIAN HTF-450 X — машина литья пластмасс (термопластавтомат) б/у, год выпуска — 2005. Краткая характеристика: объём впрыска — 1860 куб.см; усилие запирания — 450 тонн;…
14.06.2022
Ярославль (Россия)
Литье пластмасс, Изготовление пластиковых деталей
Состояние: Новый
В наличии
Оказываем услуги по контрактному литью пластмасс (изготовление пластиковых изделий). Разместите свою пресс форму у нас или закажите производство пресс формы и серийное изготовление деталей на ней. …
11.06.2020
Кстово (Россия)
12
Машина для литья пластмасс, термопластавтомат
Состояние: Б/У Год выпуска: 1986 Производитель: KUASY
ООО Брокер Центр реализует имущество должников:Термопластавтомат (машина литьевая) KUASY 9000/1250Состояние: Бывшее в эксплуатации, находящееся в удовлетворительном состоянии Машина литьевая KUASY…
29.08.2019
Кашира (Россия)
715 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по мини станки для литья пластмасс почти как на Авито и TIU
Видео мини станки для литья пластмасс
▷ Краткий обзор термопластавтоматов
Ваш местный контакт в
ДругоеАлжирАвстрияБеларусьБельгияБелизБутанБоливияБразилияКанадаКитайЧехияДанияДоминиканская РеспубликаСальвадорЭстонияФинляндияФранцияГрузияГерманияГватемалаГаитиГондурасГонконгВенгрияИсландияИндияИндонезияИрландияИталияЯпонияЛатвияЛихтенштейнL ИталияЛюксембургМалайзияМальдивыМексикаМолдова (Республика)МонакоМароккоМьянмаНепалНидерландыНикарагуаНорвегияПанамаФилиппиныПольшаПуэрто-РикоРумынияРоссийская ФедерацияСингапурШри-ЛанкаШвецияШвейцарияТайвань (провинция Китая)ТаиландТринидад и ТобагоТунисТурцияУкраинаВеликобританияСоединенные Штаты
Мы знаем, что требования наших клиентов и продукты, которые они производят, разнообразны. В ENGEL мы считаем себя поставщиком готовых решений. Мы поддерживаем наших клиентов в решении их задач. Наши машины для литья под давлением отличаются эффективностью, качеством и надежностью.
Ассортимент нашей продукции варьируется от 280 кН до 55 000 кН. Она включает в себя гидравлические, гибридные и электрические термопластавтоматы с горизонтальными или вертикальными узлами впрыска. От быстро доступных станков и станков по индивидуальному заказу до высокоточных производственных ячеек с кратчайшим временем цикла.
Ориентируйтесь на свои требования
При выборе термопластавтомата требования заказчика являются наиболее важными. Поэтому ENGEL классифицирует машины на основе следующих запросов клиентов:
Самая быстрая доступность
Машина для литья под давлением быстро доставляется на вашу производственную площадку.
Максимальная гибкость
Машина для литья под давлением может быть настроена в соответствии с вашими конкретными потребностями.
Высшая производительность
Машина для литья под давлением предназначена для минимального времени цикла и высочайшей точности.
Краткий обзор нашей линейки машин
Детали типов конструкции
Двухплитные машины: наша серия Duo
Рычажные машины: наши универсальные электрические машины
Бесколонная машина: наша победная серия
Вертикальная бесколонная машина: наша серия вставок
Наши машины для литья под давлением с двумя плитами отличаются большим усилием смыкания при минимальной занимаемой площади. Она включает в себя машины с усилием смыкания от 3 500 до 55 000 кН: от модели t-win начального уровня и настраиваемой технологии duo до быстрой скорости duo. Серия duo — одна из самых энергоэффективных машин этого типа, потребляющая до 55 % меньше энергии, чем машины без сервогидравлики.
Ассортимент наших электрических машин простирается от стандартного складского станка e-mac и настраиваемых e-mac и e-motion до высокопроизводительных e-cap и e-speed, которые особенно подходят для упаковочной промышленности. Кроме того, встроенный закрытый рычажный механизм машин для литья под давлением является оптимальным решением для применения в чистых помещениях. Усилие зажима составляет от 300 до 6500 кН. 9№ 0003
Компактность, энергоэффективность и неизменно высокое качество деталей: серия Victory с усилием смыкания от 280 до 5000 кН предлагает идеальную модульную систему для производства технических деталей. Запатентованные делители усилия, которые равномерно распределяют зажимное усилие по всей зажимной поверхности, гарантируют неизменно высокое качество деталей даже при использовании многогнездных пресс-форм. Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство.
Эргономика является главным приоритетом для этой машины для литья под давлением. Зажимной узел обеспечивает эргономичное формование вкладышей. Благодаря широкому спектру опций и гибкой концепции машины ее можно адаптировать к вашим требованиям.
Детали типов конструкции
Двухплитные машины: наша серия Duo
Наши машины для литья под давлением с двумя плитами отличаются высоким усилием смыкания при минимальной занимаемой площади. Она включает в себя машины с усилием смыкания от 3 500 до 55 000 кН: от модели t-win начального уровня и настраиваемой технологии duo до быстрой скорости duo. Серия duo — одна из самых энергоэффективных машин этого типа, потребляющая до 55 % меньше энергии, чем машины без сервогидравлики.
Рычажные машины: наши универсальные электрические машины
Ассортимент наших электрических машин простирается от стандартного складского станка e-mac и настраиваемых e-mac и e-motion до высокопроизводительных e-cap и e-speed, которые особенно подходят для упаковочной промышленности. Кроме того, встроенный закрытый рычажный механизм машин для литья под давлением является оптимальным решением для применения в чистых помещениях. Усилие зажима составляет от 300 до 6500 кН.
Бесколонная машина: наша победная серия
Компактность, энергоэффективность и неизменно высокое качество деталей: серия Victory с усилием смыкания от 280 до 5000 кН предлагает идеальную модульную систему для производства технических деталей. Запатентованные делители усилия, которые равномерно распределяют зажимное усилие по всей зажимной поверхности, гарантируют неизменно высокое качество деталей даже при использовании многогнездных пресс-форм. Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство.
Вертикальная бесколонная машина: наша серия вставок
Эргономика является главным приоритетом для этой машины для литья под давлением. Зажимной узел обеспечивает эргономичное формование вкладышей. Благодаря широкому спектру опций и гибкой концепции машины ее можно адаптировать к вашим требованиям.
Наши клиенты на шаг впереди — с правильным машинным решением
Оптимальное решение для всех областей применения
Все из одних рук
Лидерство в использовании специальных технологий
Зеленый автопарк экономит затраты на электроэнергию
Использование высококачественных пластиковых компонентов не ограничено. Требования к деталям разнообразны.
Независимо от того, что вы производите:
Крышки и крышки, упаковка для пищевых продуктов, ведра или тонкостенные контейнеры,
Автомобильные компоненты для микродеталей, кузовов автомобилей, освещения или легких конструкций,
Товары для повседневной жизни, такие как бытовая техника, игрушки или мебель, резервуары или поддоны для логистической отрасли
Изделия фармацевтической и медицинской техники, такие как шприцы, пипетки или другие изделия с высоким уровнем чистоты,
Различные отлитые под давлением детали для электрических компонентов, электронных изделий и т.д.
Мы предлагаем вам правильное готовое решение для максимальной производительности.
Мы ориентируемся на перспективную разработку и производство машин для литья под давлением и средств автоматизации. Инновационные технологии, современные производственные мощности и стабильное обслуживание и поддержка позволяют нашим клиентам быть конкурентоспособными и успешными.
Имея более 20 проверенных процессов литья под давлением, компания ENGEL обеспечивает экономичное производство, несмотря на растущие требования к продукции.
Наш портфель включает процессы для:
Сложные конструкции компонентов с дополнительной функциональной интеграцией
Детали из прозрачного пластика для лучшего обзора
Легкие пластмассовые детали для уменьшения веса и коробления благодаря различным технологиям вспенивания
Прецизионное литье под давлением для большей геометрической точности, лучшего качества поверхности и малого веса компонентов
9 0034
Специальные материалы, такие как эластомеры и реактопласты, и многое другое
Будь то гидравлические, гибридные или полностью электрические: литьевые машины ENGEL являются одними из самых эффективных машин на рынке. Сервогидравлические машины потребляют менее 60% по сравнению с гидравлическими литьевыми машинами с насосом постоянного объема. Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое.
Благодаря интегрированным решениям для контроля температуры и нашим цифровым вспомогательным системам возможен дополнительный потенциал энергосбережения до 67 %.
Оптимальное решение для всех областей применения
Использование высококачественных пластиковых компонентов не ограничено. Требования к деталям разнообразны.
Независимо от того, что вы производите:
Крышки и крышки, упаковка для пищевых продуктов, ведра или тонкостенные контейнеры,
Автомобильные компоненты для микродеталей, кузова автомобиля, освещения или легких конструкций,
Товары для повседневной жизни, такие как бытовая техника, игрушки или мебель, резервуары или поддоны для логистической отрасли
Фармацевтическая и медицинская технологические продукты, такие как шприцы, пипетки или другие продукты с высоким уровнем чистоты,
Различные литые детали для электрических компонентов, электронных продуктов и т. д.
Мы предлагаем вам правильное готовое решение для максимальной производительности.
Все из одних рук
Мы ориентируемся на перспективную разработку и производство машин для литья под давлением и средств автоматизации. Инновационные технологии, современные производственные мощности и стабильное обслуживание и поддержка позволяют нашим клиентам быть конкурентоспособными и успешными.
Лидерство в использовании специальных технологий
Имея более 20 проверенных процессов литья под давлением, компания ENGEL обеспечивает экономичное производство, несмотря на растущие требования к продукции.
Наше портфолио включает процессы для:
Сложные конструкции компонентов с дополнительной функциональной интеграцией
Детали из прозрачного пластика для отличного обзора различные технологии пенообразования
Прецизионное литье под давлением для большей геометрической точности, лучшего качества поверхности и малого веса компонентов
Специальные материалы, такие как эластомеры и реактопласты, и многое другое
Зеленый автопарк экономит затраты на электроэнергию
Будь то гидравлические, гибридные или полностью электрические: термопластавтоматы ENGEL являются одними из самых эффективных машин на рынке. Сервогидравлические машины потребляют менее 60% по сравнению с гидравлическими литьевыми машинами с насосом постоянного объема. Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое.
Благодаря интегрированным решениям для контроля температуры и нашим цифровым вспомогательным системам возможен дополнительный потенциал энергосбережения до 67 %.
Вы ищете машину для литья под давлением, которая будет быстро доступна?
C-Series — Milacron
Свяжитесь с нами
Перейти к содержимому
Описание
Модели
Спецификации
Зажим
Впрыск
Загрузки
Дополнительная информация
Представляем новое поколение инноваций Milacron. Серия C расширяет ведущую технологию больших машин Milacron за счет крупнотоннажного двухплитного пресса, оснащенного энергоэффективной гидравлической системой с серводвигателем, ориентированного на универсальность и разработанного, чтобы превзойти требования глобальных автомобильных, бытовых, паллетных и другие крупные формованные детали. Оснащенные энергоэффективным и высоконадежным блоком питания серводвигателя Fanuc, машины серии C с улучшенными характеристиками и производительностью обеспечивают повышенную надежность, более высокий максимальный вес пресс-формы, более высокую скорость зажима и компактные размеры. C-Series — это настоящая глобальная машина по дизайну, производительности и надежности.
Серия C: стандартные характеристики
Усовершенствованная технология с двумя плитами, работающая от энергоэффективной гидравлической системы с серводвигателем
Повышенная надежность благодаря проверенному серводвигателю переменного тока Fanuc и комплекту привода
Прямое управление давлением и расходом с помощью шестеренных насосов с внутренним зацеплением
Система с несколькими серводвигателями для независимой работы выталкивания и вытягивания сердечника
Улучшенное расположение коллекторов и шлангов на стороне, не принадлежащей оператору
Контролируемый запорный клапан на линии всасывания насоса
Двухканальный датчик давления со светодиодной подсветкой для сокращения времени простоя
Предназначен для удобства обслуживания (тестовые порты, доступ и т. д.)
Независимая почечная петлевая фильтрация и охлаждение (дополнительная внешняя система фильтрации)
Фильтрация до 3 микрон с обнаружением засорения и сигнализацией
Порты для внешней вспомогательной водопроводной системы фильтрации
Открытый доступ к конвейеру для снятия деталей под основанием зажима (Дополнительные конструкции с высоким основанием)
Открытый доступ к области эжектора для быстрой/легкой замены пресс-формы
Интерфейс робота ANSI146 (совместим с Euro-map 67)
Площадки для монтажа робота на стационарной платформе (дополнительные пластины SPI)
Ворота оператора с электроприводом
Врезные фитинги без развальцовки с эластомерными уплотнениями для соединений гидравлических труб
Инъекционная продувочная платформа с лестницей (оператор и не оператор)
Улучшенный доступ к пресс-форме (дополнительная платформа для пресс-формы)
Вентилируемый шкаф управления, установленный снаружи основания, с сигнализацией перегрева (дополнительный кондиционер воздуха)
Дополнительные окна (продувочная дверца и ограждение зажима) для улучшения контроля процесса
Анкерные блоки, установленные на основании машины (анкерные болты и установка предоставляются заказчиком)
Выравнивающие подкладки
Дополнительные встроенные датчики обнаружения уровня основания
Спецификация
Стандарт США
Cincinnati Модель/тоннаж
Сила зажима
Максимальный вес пресс-формы
Ход зажима
Макс. Дневной свет
Мин. Толщина пресс-формы
Макс. Толщина пресс-формы
Зазор рулевой тяги
Тонны США
фунтов
в
в
в
в
в
1500
1460
70550
92,5
116,1
23,6
61,4
65 х 51,6
1700
1690
70550
92,5
116,1
23,6
61,4
68,8 х 55,1
1900
1910
94800
106,3
133,9
27,6
63
72,8 х 55,7
2250
2250
121250
118,1
145,7
27,6
74,8
73,6 х 63,8
2600
2590
132280
118,1
149,6
31,5
74,8
79,5 х 63,8
3000
3030
165350
118,1
149,6
31,5
78,7
85,6 х 68,9
3600
3600
178570
129,9
165,4
35,4
78,7
89,4 х 71,7
4500
4500
202830
133,9
169,3
35,4
86,6
91,5 х 79,7
Метрическая система
Cincinnati Модель/тоннаж
Сила зажима
Максимальный вес пресс-формы
Ход зажима
Макс. Дневной свет
Мин. Толщина пресс-формы
Макс. Толщина пресс-формы
Зазор рулевой тяги
кН
кг
мм
мм
мм
мм
мм
1300
13000
32 000
2350
2950
600
1560
1650 х 1310
1500
15000
32 000
2350
2950
600
1560
1750 х 1400
1700
17000
43 000
2700
3400
700
1600
1850 х 1415
2000
20000
55 000
3000
3700
700
1900
1870 х 1620
2300
23000
60 000
3000
3800
800
1900
2020 х 1620
2700
27000
75 000
3000
3800
800
2000
2175 х 1750
3200
32000
81 000
3300
4200
900
2000
2270 x 1820
4000
40000
92 000
3400
4300
900
2200
2325 х 2025
Технические характеристики серии C 1500 (PDF, 720 КБ)
Технические характеристики серии C 1700 (PDF, 719 КБ)
Технические характеристики серии C 1900 (PDF, 718 КБ)
Характеристики серии C 2250 (PDF, 719 КБ)
Характеристики серии C 2600 (PDF, 718 КБ)
Характеристики серии C 3000 (PDF, 718 КБ)
Технические характеристики серии C 3600 (PDF , 719 КБ )
Технические характеристики C-серии 4500 (PDF, 719 КБ)
2 Конструкция зажима плиты с фиксированным положением натяжного стержня и нагрузочными прокладками на подвижной плите
Встроенная двухцилиндровая высокоскоростная система блокировки гаек
Компактный размер
Увеличение максимального веса формы
Сокращенное (Еврокарта 6) время сухого цикла
Кабельный держатель Catrac для уменьшения износа шланга
Регулировка скорости и положения зажима с замкнутым контуром
Управление тоннажем с обратной связью
Защита пресс-формы с замкнутым контуром
«Mold Guard» Улучшенная защита пресс-формы при полном ходе
Схема крепления пресс-формы SPI на плитах
Удлиненные и регулируемые опоры подвижных плит на направляющих из закаленной стали
Сменное стопорное кольцо матрицы диаметром 5 дюймов на неподвижной плите
Последовательность открытия предварительного зажима
Большое коническое отверстие в неподвижной плите
Цилиндры перемещения для высоких скоростей перемещения и силы отрыва формы
Увеличенное усилие отрыва за счет площади главного цилиндра
Автоматическая смазка натяжных стержней, коньков и контргаек
( Дополнительный саморегулирующийся прижимной брус с храповым механизмом)
Двухцилиндровые узлы впрыска для компактных размеров
Двойные втягивающие цилиндры, расположенные по диагонали, для равномерного распределения усилия сопла
Контроль скорости впрыска и давления в замкнутом контуре
Мониторинг и контроль температуры горловины с замкнутым контуром, только аварийный сигнал
Инъекционная заливка в упаковку по положению шнека, объему, давлению или времени
Одноступенчатый гидравлический винтовой двигатель с прямым приводом
Шариковый стопор или кольцо ползунка с коротким ходом
Биметаллический цилиндр и винт среднего сжатия общего назначения (размеры 10100 и больше)
Азотированный баррель и шуруп общего назначения (размеры 6610 и меньше)
Разрыв литника реле давления
Твердотельные реле для нагрева бочек
Поворотный узел узла впрыска для облегчения обслуживания сопла, шнека и цилиндра
Термопары, ленты нагревателя и внутренний диаметр цилиндра на быстросменных заглушках
Термопары типа J
Задвижка бункера с запорным устройством, открытие/закрытие, опорожнение (дополнительная задвижка с электроприводом)
Ленточные нагреватели с керамической изоляцией, 230/460 В, 3 фазы
Количество дефектурных из-за низкой цены МНН выросло в три раза » Фармвестник
В течение 2022 года количество МНН из Перечня ЖНВЛП, цены на которые выросли из-за риска дефектуры, увеличилось в три раза. Если в начале 2022 года было 52 наименования препаратов, которые подорожали по постановлению № 1771, то теперь их 158.
Постановление Правительства РФ № 1771 «Об утверждении особенностей государственного регулирования предельных отпускных цен производителей на лекарства, включенные в Перечень ЖНВЛП» принято 30 октября 2020 года. Оно позволяет временно повысить стоимость препарата, включенного в Перечень ЖНВЛП. Рост цены возможен, только если есть риск дефектуры.
На сколько лекарств выросли цены
«ФВ» сравнил список цен, зарегистрированных по постановлению № 1771 (маркируется в ГРЛС как «ОС»), в марте 2022 года и марте 2023 года. Выяснилось, что за год количество МНН с повышенными ценами выросло в три раза. Если в марте 2022 года (архив ГРЛС от 18.03.2022) таковых было 52 МНН, то в марте текущего года (архив ГРЛС от 17. 03.2023) их уже 158. Всего в реестре 911 МНН, включенных в Перечень ЖНВЛП, следовательно, цены повышены для 17,3% МНН. Год назад эта доля была около 6%.
Основные этапы повышения цены по постановлению № 1771
— Росздравнадзор дает заключение о наличии риска дефектуры,
— ФАС согласовывает расчет цены,
— Минздрав регистрирует новую цену.
По постановлению № 1771 цены повышаются на отдельные лекарственные формы или дозировки одного МНН, у которых есть риск дефектуры. Например, в марте 2023 года из-за риска дефектуры выросли цены на таблетки пирантела, в Госреестре есть этот же препарат в форме суспензии, на нее цена осталась прежней. Другой пример: выросла стоимость таблеток ибупрофена с дозировкой 200 мг, цены дозировки в 500 г не изменились.
На какие препараты выросли цены
Среди новых МНН, цены на которые выросли из-за риска дефектуры, оказалось сразу пять вакцин. Например, вакцина для профилактики дифтерии, коклюша (бесклеточная) и столбняка, от клещевого энцефалита, для иммунотерапии рака мочевого пузыря и др.
В 2022 году появилась необходимость в повышении цен на восемь видов инсулинов.
Оказалось, что производителям стало невыгодно выпускать воду в форме растворителя для приготовления лекарственных форм для инъекций. Поэтому ФАС согласовала повышение цены на МНН вода нескольких производителей: «Дальхимфарм», «Компания Деко», НПО «Микроген», «Биохимик», «Эллара». Еще один дешевый препарат – натрия хлорид.
Также выросла стоимость на некоторые антибиотики, альбумин, аминокислоты для парентерального питания, бензобарбитал, будесонид, диклофенак, кеторолак, леводопа+бенсеразид, метформин, омепразол, преднизолон, тестестерон и др.
В то же время, согласно данным сайта ФАС, не согласовано повышение цен на 11 МНН. Например, не одобрен препарат для лечения болезни Паркинсона леводопа+карбидопа.
В рамках одного МНН цены повышались на несколько торговых наименований, всего их насчитывается 337.
В России за февраль снизилась розничная цена бензина и дизеля
https://ria. ru/20230310/tsena-1857124807.html
В России за февраль снизилась розничная цена бензина и дизеля
В России за февраль снизилась розничная цена бензина и дизеля — РИА Новости, 10.03.2023
В России за февраль снизилась розничная цена бензина и дизеля
Средняя розничная цена дизельного топлива в России снизилась в феврале по сравнению с январем на 0,7%, бензина — на 0,1%, свидетельствуют материалы Росстата. РИА Новости, 10.03.2023
2023-03-10T19:18
2023-03-10T19:18
2023-03-10T19:18
экономика
россия
магаданская область
кировская область
федеральная служба государственной статистики (росстат)
МОСКВА, 10 мар — РИА Новости. Средняя розничная цена дизельного топлива в России снизилась в феврале по сравнению с январем на 0,7%, бензина — на 0,1%, свидетельствуют материалы Росстата. «Цены на газовое моторное топливо снизились на 2,1%, дизельное топливо – на 0,7%, бензин автомобильный – на 0,1%», — сообщило ведомство в февральской статистике. Инфляция за месяц составила 0,46%. Что касается недельной динамики розничных цен, то за период с 27 февраля по 6 марта средняя цена бензина осталась неизменной — 50,86 рубля за литр. В частности, марка Аи-95 подешевела на 1 копейку, или 0,02%, до 51,38 рубля за литр, Аи-98 — наоборот подорожала на 1 копейку, или 0,02%, до 61,59 рубля. А цена бензина Аи-92 осталась прежней — 47,14 рубля. Дизельное топливо за неделю заметно подешевело — на 14 копеек, или 0,24%, до 58,4 рубля за литр. Снижение цен на бензин за неделю было зафиксировано в 8 субъектах России. Более всего он подешевел в Магаданской области – на 0,8%. Рост цен на бензин был зафиксирован в 13 субъектах. Более всего он подорожал в Кировской области – на 0,8%. В Москве и Санкт-Петербурге цены на бензин практически не изменились. Производство бензина в России за отчетную неделю снизилось на 2,6% по сравнению с предыдущей неделей — до 845,1 тысячи тонн, а дизтоплива — выросло на 3%, до 1,746 миллиона тонн. Средняя цена бензина в России выросла в 2022 году на 0,91%, а дизельного топлива — на 10,2% при инфляции за год в 11,94%.
экономика, россия, магаданская область, кировская область, федеральная служба государственной статистики (росстат), аи-95, аи-98, аи-92
Экономика, Россия, Магаданская область, Кировская область, Федеральная служба государственной статистики (Росстат), АИ-95, АИ-98, АИ-92
МОСКВА, 10 мар — РИА Новости. Средняя розничная цена дизельного топлива в России снизилась в феврале по сравнению с январем на 0,7%, бензина — на 0,1%, свидетельствуют материалы Росстата.
«Цены на газовое моторное топливо снизились на 2,1%, дизельное топливо – на 0,7%, бензин автомобильный – на 0,1%», — сообщило ведомство в февральской статистике. Инфляция за месяц составила 0,46%.
СМИ: финны страдают без российского бензина и возможности постричься
8 марта, 04:56
Что касается недельной динамики розничных цен, то за период с 27 февраля по 6 марта средняя цена бензина осталась неизменной — 50,86 рубля за литр. В частности, марка Аи-95 подешевела на 1 копейку, или 0,02%, до 51,38 рубля за литр, Аи-98 — наоборот подорожала на 1 копейку, или 0,02%, до 61,59 рубля. А цена бензина Аи-92 осталась прежней — 47,14 рубля. Дизельное топливо за неделю заметно подешевело — на 14 копеек, или 0,24%, до 58,4 рубля за литр.
Снижение цен на бензин за неделю было зафиксировано в 8 субъектах России. Более всего он подешевел в Магаданской области – на 0,8%. Рост цен на бензин был зафиксирован в 13 субъектах. Более всего он подорожал в Кировской области – на 0,8%. В Москве и Санкт-Петербурге цены на бензин практически не изменились.
Производство бензина в России за отчетную неделю снизилось на 2,6% по сравнению с предыдущей неделей — до 845,1 тысячи тонн, а дизтоплива — выросло на 3%, до 1,746 миллиона тонн.
Средняя цена бензина в России выросла в 2022 году на 0,91%, а дизельного топлива — на 10,2% при инфляции за год в 11,94%.
Рейтинг российских регионов по доступности бензина для населения
6 марта, 00:00
Как закон спроса и предложения влияет на цены?
Закон спроса и предложения — это экономическая теория, которая объясняет, как спрос и предложение связаны друг с другом и как эти отношения влияют на цену товаров и услуг. Это фундаментальный экономический принцип: когда предложение товара или услуги превышает спрос, цены падают. Когда спрос превышает предложение, цены имеют тенденцию к росту.
Существует обратная зависимость между предложением и ценами на товары и услуги, когда спрос неизменен. Если предложение товаров и услуг увеличивается, а спрос остается прежним, цены имеют тенденцию падать до более низкой равновесной цены и более высокого равновесного количества товаров и услуг. Если предложение товаров и услуг уменьшается, а спрос остается прежним, цены имеют тенденцию повышаться до более высокой равновесной цены и меньшего количества товаров и услуг.
Та же обратная зависимость справедлива и для спроса на товары и услуги. Однако, когда спрос увеличивается, а предложение остается неизменным, более высокий спрос приводит к более высокой равновесной цене, и наоборот.
Спрос и предложение растут и падают, пока не будет достигнута равновесная цена. Например, предположим, что компания по выпуску роскошных автомобилей устанавливает цену своей новой модели автомобиля в размере 200 000 долларов. Хотя первоначальный спрос может быть высоким, из-за того, что компания раскручивает автомобиль и создает шумиху, большинство потребителей не желают тратить 200 000 долларов на автомобиль. В результате продажи новой модели быстро падают, создавая избыток предложения и снижая спрос на автомобиль. В ответ компания снижает цену автомобиля до 150 000 долларов, чтобы сбалансировать спрос и предложение на автомобиль, чтобы в конечном итоге достичь равновесной цены.
Ценовая эластичность
Повышение цен обычно приводит к снижению спроса, а увеличение спроса обычно приводит к увеличению предложения. Однако предложение различных продуктов по-разному реагирует на спрос, при этом спрос на одни продукты менее чувствителен к ценам, чем на другие. Экономисты описывают эту чувствительность как эластичность спроса по цене; товары, цены на которые чувствительны к спросу, называются эластичными по цене. Неэластичное ценообразование указывает на слабое влияние цены на спрос. Закон спроса по-прежнему действует, но ценообразование менее действенно и, следовательно, оказывает более слабое влияние на предложение.
Ценовая эластичность продукта может быть вызвана наличием на рынке более доступных альтернатив или может означать, что потребители считают этот продукт второстепенным. Рост цен сократит спрос, если потребители смогут найти замену, но окажет меньшее влияние на спрос, когда альтернативы недоступны. Медицинские услуги, например, имеют мало заменителей, и спрос остается высоким, даже когда цены растут.
Исключения из правила
Хотя законы спроса и предложения действуют как общее руководство для свободных рынков, они не являются единственными факторами, влияющими на такие условия, как ценообразование и доступность. Эти принципы являются всего лишь спицами гораздо большего колеса, и, хотя они чрезвычайно влиятельны, они предполагают определенные вещи: что потребители полностью информированы о продукте и что нет никаких нормативных барьеров для доставки им этого продукта.
Общественное мнение
Если информация для потребителей о доступном предложении искажена, это также влияет на результирующий спрос. Один пример произошел сразу после терактов в Нью-Йорке 11 сентября 2001 года. Общественность сразу же забеспокоилась о доступности нефти в будущем. Некоторые компании воспользовались этим и временно подняли цены на газ. Настоящей нехватки не было, но считалось, что одна из них искусственно увеличивает спрос на бензин, в результате чего станции внезапно взимали до 5 долларов за галлон газа, когда цена была менее чем на 2 доллара днем ранее.
Точно так же может быть очень высокий спрос на выгоду, которую дает конкретный продукт, но если широкая публика не знает об этом предмете, спрос на выгоду не влияет на продажи продукта. Если продукт испытывает трудности, компания, которая его продает, часто решает снизить цену. Законы спроса и предложения показывают, что продажи обычно увеличиваются в результате снижения цен, если только потребители не знают об этом снижении. Невидимая рука экономики спроса и предложения не работает должным образом, когда общественное мнение неверно.
Закрытые рынки
Спрос и предложение также не так сильно влияют на рынки, когда существует монополия. Правительство США приняло законы, чтобы попытаться предотвратить монопольную систему, но все еще есть примеры, которые показывают, как монополия может свести на нет принципы спроса и предложения. театр. Это дает этому бизнесу временную монополию на услуги общественного питания, поэтому попкорн и другие угощения намного дороже, чем за пределами кинотеатра. Традиционные теории спроса и предложения опираются на конкурентную бизнес-среду, полагая, что рынок исправит себя.
Плановая экономика, напротив, использует централизованное планирование со стороны правительств вместо поведения потребителей для создания спроса. Таким образом, в некотором смысле плановая экономика представляет собой исключение из закона спроса в том смысле, что желание потребителей приобретать товары и услуги может не иметь отношения к реальному производству.
Контроль над ценами также может исказить влияние спроса и предложения на рынок. Правительства иногда устанавливают максимальную или минимальную цену на продукт или услугу, что приводит к искусственному завышению или занижению спроса или предложения. Это было видно еще в 1970-х годов, когда США временно ограничили цену на бензин примерно ниже 1 доллара за галлон. Спрос увеличился, потому что цена была искусственно занижена, что мешало поспевать за предложением. Это привело к тому, что время ожидания увеличилось, и люди стали заключать дополнительные сделки с заправочными станциями, чтобы получить бензин.
Спрос и предложение и денежно-кредитная политика
Хотя мы в основном обсуждали потребительские товары, закон спроса и предложения влияет и на более абстрактные вещи, включая денежную политику страны. Это происходит за счет корректировки процентных ставок. Процентные ставки — это стоимость денег: они являются предпочтительным инструментом центральных банков для увеличения или уменьшения денежной массы.
Когда процентные ставки ниже, больше людей берут деньги взаймы. Это расширяет денежную массу; в экономике циркулирует больше денег, что приводит к увеличению найма, увеличению экономической активности и расходов, а также к попутному ветру для цен на активы. Повышение процентных ставок заставляет людей выводить свои деньги из экономики и вкладывать их в банк, пользуясь преимуществом увеличения безрисковой нормы прибыли; это также часто препятствует заимствованию и деятельности или покупкам, которые требуют финансирования. Это, как правило, снижает экономическую активность и снижает цены на активы.
В Соединенных Штатах Федеральная резервная система увеличивает денежную массу, когда хочет стимулировать экономику, предотвратить дефляцию, повысить цены на активы и увеличить занятость. Когда он хочет уменьшить инфляционное давление, он поднимает процентные ставки и уменьшает денежную массу. По сути, когда он предвидит рецессию, он начинает снижать процентные ставки и поднимает их, когда экономика перегревается.
Закон спроса и предложения также отражается в том, как изменения денежной массы влияют на цены активов. Снижение процентных ставок увеличивает предложение денег. Однако количество активов в экономике остается прежним, но спрос на эти активы увеличивается, что приводит к росту цен. Больше долларов гонится за фиксированной суммой активов. Уменьшение денежной массы работает таким же образом. Активы остаются фиксированными, но количество долларов в обращении уменьшается, оказывая понижательное давление на цены, поскольку меньше долларов гоняется за этими активами.
Определение, принцип работы и пример
Что такое требуемое количество?
Требуемое количество — это термин, используемый в экономике для описания общего количества товара или услуги, которые потребители требуют в течение заданного интервала времени. Это зависит от цены товара или услуги на рынке, независимо от того, находится ли этот рынок в равновесии.
Связь между объемом спроса и ценой известна как кривая спроса или просто спрос. Степень изменения величины спроса по отношению к цене называется эластичностью спроса.
Ключевые выводы
В экономике объем спроса относится к общему количеству товара или услуги, которые потребители требуют за определенный период времени.
Величина спроса зависит от цены товара или услуги на рынке.
Цена продукта и величина спроса на этот продукт находятся в обратной зависимости в соответствии с законом спроса.
Требуемое количество
Понимание требуемого количества
Обратная зависимость цены и спроса
Цена товара или услуги на рынке определяет объем спроса потребителей. Предполагая, что неценовые факторы исключены из уравнения, более высокая цена приводит к меньшему объему спроса, а более низкая цена приводит к увеличению объема спроса. Таким образом, цена продукта и величина спроса на этот продукт находятся в обратной зависимости, как указано в законе спроса.
Обратная зависимость означает, что более высокие цены приводят к меньшему количественному спросу, а более низкие цены приводят к большему количественному спросу.
Изменение требуемого количества
Изменение объема спроса относится к изменению конкретного количества товара, которое покупатели желают и могут купить. Это изменение величины спроса вызвано изменением цены.
Увеличение требуемого количества
Увеличение количества спроса вызвано снижением цены продукта (и наоборот). Кривая спроса показывает объем спроса и любую цену, предлагаемую на рынке. Изменение величины спроса представляется как движение по кривой спроса. Пропорция изменения величины спроса по отношению к изменению цены известна как эластичность спроса и связана с наклоном кривой спроса.
Джули Бэнг / Investopedia
Пример требуемого количества
Скажем, например, по цене 5 долларов за хот-дог потребители покупают два хот-дога в день; требуемое количество равно двум. Если продавцы решат поднять цену на хот-дог до 6 долларов, то потребители будут покупать только один хот-дог в день. На графике объем спроса перемещается влево от двух до одного, когда цена повышается с 5 до 6 долларов. Если, однако, цена хот-дога снизится до 4 долларов, то потребители захотят потребить три хот-дога: объем спроса увеличится с двух до трех, когда цена упадет с 5 до 4 долларов.
Изобразив эти комбинации цены и объема спроса, мы можем построить кривую спроса, соединяющую три точки.
Используя стандартную кривую спроса, каждая комбинация цены и количества спроса изображается в виде точки на наклонной вниз линии, где цена хот-догов располагается по оси y, а количество хот-догов — по оси x. Это означает, что при снижении цены объем спроса увеличивается. Любое изменение или движение величины спроса связано с перемещением точки вдоль кривой спроса, а не как сдвиг самой кривой спроса. Пока предпочтения потребителей и другие факторы не меняются, кривая спроса фактически остается статической.
Изменения цен изменяют объем спроса; изменение потребительских предпочтений изменяет кривую спроса. Если, например, экологически сознательные потребители перейдут с бензиновых автомобилей на электромобили, кривая спроса на традиционные автомобили неизбежно сдвинется.
Ценовая эластичность спроса
Пропорция, в которой величина спроса изменяется по отношению к цене, называется эластичностью спроса. Товар или услуга, обладающие высокой эластичностью, означают, что величина спроса сильно различается в разных ценовых категориях.
И наоборот, товар или услуга, которые являются неэластичными, — это товары, объем спроса на которые остается относительно постоянным при изменении цен. Примером неэластичного товара является инсулин. Независимо от цены, те, кто нуждается в инсулине, требуют его в одинаковом количестве.
Что влияет на величину спроса?
Величина спроса зависит от цены продукта. Если цена пойдет вверх, спрос упадет. Если цена упадет, спрос повысится. Таким образом, цена и спрос находятся в обратной зависимости.
Применяется ли величина спроса только к физическим товарам?
Нет. Требуемое количество может применяться и к сервисным продуктам. Например, если фотограф предлагает сеансы семейного портрета по более низкой цене, ему следует заказать больше сеансов. Если они оценивают их выше, они будут бронировать меньше сеансов.
В чем разница между спросом и объемом спроса?
Спрос и величина спроса относятся к закупкам, но по-разному.
1. Некоторые архитектурно-планировочные, пространственные и композиционные особенности застройки деревень на территории Заонежья | Традиционная культура русских Заонежья| Электронная библиотека
Прежде, чем мы приступим к знакомству с архитектурно–планировочными и композиционными традициями застройки заонежских деревень, нам необходимо уяснить некоторые необходимые для этого терминологические понятия. Они были предложены этнографом М.В.Витовым [1, с.16] и широко используются в литературе. Система этих понятий включает следующие:
тип поселения – погост, деревня, село, и др. Различаются по социально–экономическому признаку.
тип заселения – озерный, речной, водораздельный (или «сележный») и др. Различия заключаются в особенностях расположения поселений на местности в зависимости от физико–географических условий
тип расселения – гнездовой, скученный и др. Различия заключаются в особенностях группировки поселений на местности.
форма поселения – свободная, рядовая, уличная и др. Различия заключаются в особенностях планировки.
Типы поселений в Заонежье.
Заонежское поселение, как и любое другое, должно было отвечать целому ряду условий, жизненно важных для его жителей. По социально–экономическим признакам здесь, как и на всей территории Русского Севера, можно различить три основных типа поселений: погост, деревня и село [5 , с.16] . Одним из самых ранних и своеобразных типов, характерных для Севера в целом и для Заонежья в частности, был погост. Термин «погост» в административно–территориальном смысле имеет два значения: так называли и центральное поселение, и административный округ. Ввиду этого, в литературе употребляются выражения «погост–место» и «погост–волость», позволяющие различать эти два значения. В центральном поселении строилась церковь или храмовый комплекс, там проходили мирские сходы, туда приезжали новгородские наместники и купцы – «торговые гости» (слово «погост» является однокоренным с такими, как «гость», «гостинец», «гостиница» и этимологически связано с понятием «путь»). «Деревня» – это поселение крестьян–земледельцев, первоначально в 1–3, позднее – в 10–15 дворов. Термин «село» в древности означал загородное княжеское имение. Позднее под селом понималось центральное селение, к которому тяготеют деревни. В XIX в., в большинстве случаев, оно означало сравнительно крупное сельское поселение, в котором была (или существовала в прошлом) церковь. Кроме этих трех типов поселений следует отметить еще один – «починок». Название это происходит от слова «почин» и в новгородские времена употреблялось в значении «основанное новое поселение». В XVIII–XIX вв. починком на Севере называли небольшие поселения, отпочковавшиеся от старой деревни ввиду недостатка пригодных для обработки земель [5 , с.16] .
Типы заселения.
Типы заселения или характер расположения селений на местности повсюду формировались, в значительной степени, под влиянием местных географических и физических условий. На Русском Севере, и, в частности, в Заонежье, преобладал прибрежный тип заселения: люди здесь предпочитали селиться по берегам рек и озер. Тому было несколько причин: во первых, для земледельческого населения немаловажным было наличие пригодных для обработки земель, «большинство из которых здесь расположено узкой лентой вдоль берегов рек и озер. Часто в 100–300 м от них начинается «сузем» – водораздел, покрытый болотами или труднопроходимыми лесами. Хорошая почва для пашни и наличие близко расположенных сенокосов, которые могли располагаться в поймах рек, часто имели решающее значение при выборе места для селения» [5 , с.18] . Во вторых, водоемы являлись источниками для рыбного промысла, и хотя Заонежье традиционно считалось земледельческим районом, промысел рыбы здесь также являлся одним из основных занятий населения. И, наконец, реки и озера, которые еще при освоении Русского Севера служили водно–волоковыми путями, очень долго оставались единственно удобными для людей транспортными артериями. [5 , с.17] . М.В.Витов, исследовавший Заонежье по источникам XVI–XVII вв, относил к речному типу 40% поселений, к озерному – 25%. Сележный, или водораздельный тип в первоначальный период освоения Севера составлял всего 3–5%, и только в XIX в. возрос до 10–12% [5 , с.19] ; [2] . Преобладание прибрежных поселений подтверждают и карты Генерального межевания, составленные в первой четверти XVIII в., а также современные крупномасштабные карты, свидетельствующие об их преимущественном развитии и в настоящее время [5 , с.19] .
Типы расселения.
На Русском Севере они тоже имеют ряд своих отличительных особенностей. В частности, только здесь сохранился широко распространенный в старину гнездовой тип расселения, при котором деревни располагались не в одиночку, а группами. Он издавна был очень характерен для Заонежья, и в ряде мест сохранился почти в неизменном виде до наших дней, тому пример – Вегорукса, Фоймогуба, Падмозеро и др. [4 , с.125] . Формированию этого типа расселения во многом способствовал процесс образования починков, которые «отпочковывались» от старых поселений.
Как правило, при гнездовом расселении деревни объединял какой–либо природный элемент: излучина или устье реки, озеро, остров, полуостров и др. [6 , с.6] . В Заонежье объединяющим моментом часто служило Онежское озеро. Композиционное своеобразие таких гнезд было обусловлено природными особенностями выбранного места, им были свойственны такие черты, как соподчиненность и внутренняя организованность, окрестные поселения тяготели к единому структурному центру – погосту.
Планировочные формы поселений, типы планировок.
Понятие «форма поселения» подразумевает планировку селения и ориентацию жилых домов [5 , с.22] . Ряд исследователей (Ополовников А.В., Ушаков Ю.С.) в своих работах отмечают, что, по ряду причин, вопрос о планировочной структуре северных поселений во многом остается недостаточно изученным и дискуссионным. Как пишет А.В.Ополовников, «… если говорить о самых общих, основополагающих принципах планировки, … то надо сказать, что их всего только два. Один из них – это принцип свободной планировки, утвердившийся в народном зодчестве с незапамятных времен, а второй – принцип регулярно–геометрической планировки, появившийся в северных деревнях намного позже». [3 , с.26] .
На начальных этапах земледельческого освоения края, при преобладании малодворных поселений, и потом, на протяжении долгого времени, для заонежских деревень единственной формой являлась свободная планировка: глядя со стороны, можно было подумать, что дома, амбары, бани, изгороди ставились совершенно произвольно. Такой характер застройки диктовался, главным образом, стремлением как можно более разумно использовать пригодные для обработки участки земли. Кроме того, свободная планировка позволяла, во-первых, обеспечить наиболее удобное расположение домов относительно водоема, солнечного освещения и преобладающих ветров, а, во-вторых, так организовать жилое пространство, чтобы оно было и физически, и психологически комфортно для человека [7 , с. 193] . Примером свободной застройки для нас могла бы служить любая малодворная деревушка. Постепенно, по мере разрастания поселений, стала формироваться тенденция к расположению дворов в некое подобие ряда, так зародился регулярный, порядковый тип планировки северорусской деревни («порядок» – значит «ряд»). Со временем именно он наиболее широко распространился в Заонежье и встречается здесь до сих пор [6 , с.5] . Порядковый тип застройки имеет целый ряд подтипов и вариантов. Не имея возможности, в рамках данной статьи, останавливаться на каждом, рассмотрим самые основные. Как уже было сказано выше, в Заонежье насчитывалось очень много поселений так называемого озерного и речного типа, наибольшее распространение в них имела прибрежно–рядовая застройка. Порядок домов при этом иногда повторял линию берега, иногда – нет, строгой регламентации не было. Главные фасады домов были ориентированы на реку или озеро. Как и прежде, учитывались такие факторы, как освещенность и роза ветров. По мере разрастания деревни, дома могли ставить и в два, и в три ряда, в этом случае фасады построек, стоящих во второй и третьей линии, смотрели на «озадки» тех, что стояли ближе к берегу, таким образом, не зависимо от ряда, они выходили «на воду». Чтобы находящийся впереди дом не закрывал вид из окна и, одновременно, солнце, их ставили «вразбежку». Если рельеф был неровным, один порядок домов ставился выше другого – терассообразно. В любом случае, порядки не были абсолютно прямыми, что объяснялось естественными причинами [4 , с.11] . (В том случае, когда поселение располагалось на водоразделе и было удалено от воды, дома ориентировали на дорогу).
Ко второй половине XVIII в., в Петровскую эпоху, на государственном уровне начинают формироваться определенные правила деревенской застройки. В середине XIX в. вводится Строительный устав, который регламентирует размеры усадебных мест на которых располагались дом и огород, он предписывает и более строгую, уличную планировку. Уличная планировка преобладала там, где большую роль играл сухопутный транспорт [5 , с.23] . Перестраивать деревни в улицы начинали, чаще всего, на новых «концах» разрастающихся поселений. Образовывались они там, где это было возможно по условиям рельефа, и прямизна таких улиц тоже была относительной [3 , с.28] . Процесс перестройки деревень происходил повсеместно, в том числе и в Заонежье, о чем свидетельствуют планы поселений, составленные в 40-е годы XIX в. [7 , с.196] . Подтверждение тому можно найти и в других источниках. К примеру, в 1866 г. ученый–фольклорист П.Н.Рыбников, сетуя на беспорядочную, как ему казалось, порядковую застройку деревень, писал: «В недавнее время начальство стало настоятельно требовать от крестьян, чтобы они устраивали свои новые дома на местах, которые будут отведены землемером» [7 , с.196] . Размер усадебного места, по данным исследователя С. В.Воробьевой, в среднем составлял 13×18 саженей (т.е. около 1000 кв.м.). Распространению уличной формы поселений в Заонежье способствовала также прокладка в конце XIX в. сухопутных дорог, которые проходили по деревням и использовались круглогодично, – до этого времени их здесь, практически, не было. При строительстве новых домов их фасады могли ориентировать не на озеро, а на дорогу, привычным для нас образом, так в планировку деревень стали проникать элементы, свойственные городской застройке. Тем не менее, старые, уже сформировавшиеся участки поселений не трогали, и они продолжали существовать в прежнем виде, в результате чего многие деревни представляли собой разнообразные переходные планировочные формы [5 , с.23] .
Особенности и структура однорядной застройки поселений.
Говоря о порядковом типе планировки и прибрежно–рядовой застройке, остановимся на самом простом ее варианте – однорядной застройке, которая была наиболее характерна для о. Кижи и округи (хотя это, конечно, далеко не все Заонежье!). При однорядной застройке, в одном случае, дома своими главными фасадами обращены к реке или озеру, примером такого поселения может служить д.Ямка, а в другом – к дороге, идущей вдоль берега, но позади домов, – такие поселения тоже есть в окрестностях о.Кижи. Деревня Ямка представляет собой один ряд развернутых к озеру домов, который почти вплотную подходит к береговой линии, повторяя ее очертания. В структуре прибрежно–рядовой застройки традиционных поселений Заонежья прослеживаются определенные общие черты. Первую линию строений, у самого берега, образуют небольшие бани, сараи для хранения лодок, приспособления для вытаскивания их на берег, мостки, причалы, вешала для просушки сетей. Иногда «на воде» сооружались и амбары. Массивные высокие дома образовывали вторую, основную линию береговой застройки. Сразу же за домами начинались пашенные угодья, огороженные изгородью из жердей, вблизи полей ставили хозяйственные постройки, предназначенные для просушки и обмолота зерна: зароды, риги. Расположенный поблизости ручей или речка хорошо подходили для строительства водяных мельниц, а открытые возвышенные места – для сооружения ветряных. На некотором отдалении от домов, – у берега озера, в роще, на скалистом возвышении или в окружении полей, можно было увидеть и небольшой деревенский храм – часовню, а у дороги – поклонный крест. В целом такая деревня представляла собой своего рода архитектурный ансамбль, в котором существование каждого элемента и его традиционное расположение были обусловлены и жизненным опытом, и насущной потребностью человека, и природными особенностями ландшафта.[текст с сайта музея-заповедника «Кижи»: http://kizhi.karelia.ru]
«На первых этапах земледельческого освоения Заонежья, как и всего Европейского Севера, здесь наблюдалось огромное преобладание малодворных деревень, насчитывавших 1–2 двора. В дальнейшем происходило их постепенное укрупнение: в XVII в. преобладают деревни в 3–5 дворов, в конце XIX – начале XX вв. – в 5–10 дворов, хотя встречались как малодворные, так и значительно более крупные поселения…, кругом располагались огороженные изгородями пашни… В случае плотного заселения местности, например, вокруг таких крупных сел (в будущем – волостных центров) как Шуньга, Толвуя, Великая Губа, Кузаранда, Падмозеро и др. , уже в XVI–XVII вв. сельскохозяйственные угодья отдельных деревень могли сливаться в единое целое на больших территориях…» [4 , с.126] .
Обжитые человеком места разделяли, порой, километры лесов и болот. Тем не менее, несмотря на значительную удаленность друг от друга, заонежские поселения не оставались в изоляции: территориально они были объединены в округа–погосты (позднее – в волости), которые тоже можно рассматривать как исторически сложившиеся архитектурно–природные ансамбли. Ядром такого ансамбля служили храмовые комплексы–погосты. Для жителей округи погост являлся и центром духовной жизни, и, своего рода, символом малой родины. Ярким примером тому служит главная примета кижской округи – Спасско–Кижский погост, «Спасушко, светломилостивый Ерусалим», как называли его здешние жители.
Архитектурно–планировочные и композиционные особенности поселений Заонежья обладали рядом признаков, характерных для всего Русского Севера и, в то же время, отличались определенным своеобразием. Эти поселения формировались постепенно, изменяясь с течением времени под влиянием различных обстоятельств, и, в то же время, сохраняя некоторые древние черты. В застройке деревни явственно прослеживается разумность и целесообразность размещения строений, стремление человека, тем самым, как можно лучше устроить свою жизнь. Вместе с тем, еще при выборе места, когда человеку необходимо было учесть такие важные особенности, как удобство сообщения, качество сельскохозяйственных угодий, ориентация по солнцу, защита от ветров и др., внимание уделялось и красоте окружающей природы.
Любое поселение обладало удивительной цельностью, каждая постройка в нем занимала свое определенное место, при этом она имела свой характерный силуэт и свои устойчивые архитектурно–конструктивные формы. В последующих статьях, подробно рассматривая архитектурные особенности этих построек, мы увидим, что «несмотря на значительные, порой, различия, их роднит та особая общность, которая происходит и от реалистической природы народной строительной культуры, и от единства строительного модуля, которым является бревенчатый сруб, и, в особенности, от того, что составляет саму сущность народного деревянного зодчества: единства конструктивно–технической и архитектурно–художественной формы» [3 , с. 35] .
Использованная литература:
Витов М.В. О классификации поселений // Советская этнография, 1953, №2.
Витов М.В. Историко–географические очерки Заонежья в XVI–XVII вв. М., 1962.
Ополовников А.В. Русское деревянное зодчество: Гражданское зодчество. М., 1983.
Сазонов С.В. Население и сельская система расселения // Кижский вестник №2. Заонежье. Петрозаводск, 1993. – С.123–138.
Ушаков Ю.С. Ансамбль в народном зодчестве Русского Севера. Л., 1982.
Ушаков Ю.С. Архитектурное наследие – в строй современности. Опыт народной архитектуры Русского Севера. Л., 1980.
Яскеляйнен А.Т. Некоторые особенности формирования объемно–планировочной структуры заонежских поселений XIX – нач. XX вв. // Кижский вестник №2. Заонежье. Петрозаводск, 1993. – С.194–207.
Основная рекомендуемая литература:
Витов М. В. О классификации поселений // Советская этнография, 1953, №2.
Мильчик М. И., Ушаков Ю. С. Деревянная архитектура Русского Севера. Л., 1981.
Ополовников А. В. Русское деревянное зодчество. М., 1983.
// Традиционная культура русских Заонежья Интернет-публикация kizhi.karelia.ru. 2022. 178 с.
Текст может отличаться от опубликованного в печатном издании, что обусловлено особенностями подготовки текстов для интернет-сайта.
«Живой Кёнигсберг»: Знакомьтесь, улица Мильонная
Как пример можно привести знаменитые Елисейские поля в Париже, Арбат в Москве или же Невский проспект в Санкт-Петербурге. В Кёнигсберге тоже была такая улица, и она существует до сих пор. Хотя сравнивать то, что было в начале XX века и то, что есть на месте этой улицы сейчас, довольно глупо. Вы сами скоро поймете почему. Но это всё потом, а пока мы вернёмся туда, где остановились в прошлый раз и продолжим нашу прогулку по жемчужине старого Кёнигсберга — городу Кнайпхофу.
Кёнигсберг состоял из трёх городов: Альтштадта, Лебенихта и самого молодого — Кнайпхофа, который занимал собой известный всем нам остров Канта. Историю его основания можно прочесть в предыдущей статье, а сегодня мы начнём прогулку, полную насыщенной островной жизни. Более плотное знакомство с Кнайпхофом логичнее всего начать с того места, где он и был рождён — от опор Лавочного моста.
Кремербрюке (Krämerbrücke) был самым старым мостом Кёнигсберга. Он был основан Тевтонским орденом в 1286 году, когда Кёнигсбергом называли вовсе не город, а только замок на холме Тувангесте. Этот мост в отличие от тех, что появятся позже, был сразу же построен из камня, имел две массивные опоры из валунов и три арочных пролёта. Куда более интересно то, зачем возводился мост, ведь на момент своего основания он вёл на болотистый клочок земли. Историю поселения на острове, который ныне называется Октябрьский, вы можете найти в прошлой статье.
Лавочный мост далеко не сразу получил такое название. В 1339 году его нарекли в честь святого Георга, а несколькими десятилетиями позже в честь торгового судна ганзейского союза — Когга, сам же мост тогда носил название Коггенбрюкке. Лавочным он стал только спустя столетие, и есть две версии, почему так произошло. По первой — мост был самым широким из всех, вдобавок связывал собой Альтштадт и Кнайпхоф, между которыми случались столкновения. Именно поэтому горожане сделали его «нейтральной» территорией для торговли. По обеим сторонам моста и на берегах реки находились лавки торговцев. Всё это очень напоминает многие европейские крупные мосты с домами или же мост, описанный Марком Твеном в рассказе «Принц и нищий»: «Мост служил проезжей, шумной, многолюдной дорогой и представлял любопытную особенность: по обе его стороны, от одного берега до другого, тянулись непрерывные ряды лавчонок и лавок с квартирами торговцев поверху». Другая версия гораздо проще. С немецкого языка слово Krämer можно перевести как купец или лавочник, а так как за мостом находилась целая улица купеческих домов, то и его назвали Лавочным (Купеческим).
Но не будем терять много времени на рассказы: о мосте вы можете прочитать в специальной статье «Живого Кёнигбсрега». Предлагаю поскорей отправиться на остров Кнайпхоф, где начнётся экскурсия. Оказавшись здесь около ста лет назад, мы были бы поражены. Прямо за Лавочным мостом начиналась самая роскошная и известная улица Кёнигсберга — Кнайпхофше Ланггассе. На русский язык я бы перевёл это как Кнайпхофский проспект, но толкований довольно много,и мы не будем углубляться в них.
Улица эта славилась многим. Именно с неё в конце XIII-начале XIV веков начало расти поселение Фогствердер, которое позже стало городом Кнайпхоф. Это была одна из торговых артерий города, связавших замок Кёнигсберг с южными землями. По этой причине улица активно заселялась купцами — одним из самых богатых сословий Средневековья. Кнайпхофше Ланггассе не была большой и уж точно не походила на Елисейские поля Парижа. Всему виной план застройки города. Как и Альтштадт, Кнайпхоф тоже имел решётчатую схему улиц, с чётким делением участков. Так как остров был маленьким, то и место экономили на всём. Только лишь купцы смогли выбить у Ордена деление участков на Кнайпхофше Ланггассе по 9-11 метров. Впрочем, именно эти черты сделали улицу особенной.
Кнайпхофше Ланггассе. Вид на север. На старом фото виднеется замок Кёнигсберг.
Несмотря на ограниченность пространства, все купцы стремились использовать каждый сантиметр и сделать свой дом не похожим на другие. И им это удавалось! Прогуливаясь по этой улице, вы бы восторгались красотой каждого здания. Соседи стремились перещеголять друг друга во всём, и строительные леса не покидали Кнайпхофше Ланггассе вплоть до Второй мировой войны. Здесь постоянно что-то менялось и перестраивалось, ведь мода не стояла на месте, а иметь фасад в готическом стиле, когда у соседа новомодный барокко, было бы унижением для купца. Эта гонка привела к тому, что фасады большинства зданий на этой улице богачей лишились первоначальных исторических форм.
Несмотря на различия во внешнем облике зданий, они имели и сходства. В каждом доме на Ланггассе до 1864 года была своя небольшая терраса. Это архитектурное явление хорошо описал Бальдур Кёстер: «Перед каждым домом была «терраса», то есть высоко расположенное обнесённое решётками место со скамейками, к которому вела наружная лестница (чаще всего с кованными железными решётками). Основанием террасы было доступное снаружи подвальное помещение высотой в неполный человеческий рост». На этом сходства не заканчивались, ведь практически все дома были одной высоты, имели очень крутые лестницы и высокий первый этаж. К сожалению, до наших дней сохранилось не так много фото, чтобы показать вам всю красоту этой улицы. Нечто подобное ещё можно встретить в старых европейских городах с богатой торговой историей, таких как бельгийский Брюгге.
Дом с террасой. Кнайпхоф.
Прогуливаясь по Кнайпхофше Ланггассе в течение разных веков, мы бы каждый раз находили в ней что-то новое. Эта улица менялась постоянно, и виной тому не только богатые купцы и банкиры, следящие за архитектурной модой. Администрация города тоже регулярно вносила свою лепту в облик этой части Кнайпхофа. Самым ярким примером такого вмешательства можно назвать снос знаменитых на весь Кёнигсберг Зелёных ворот.
Некогда около каждого моста на Кнайпхофе находились одноимённые ворота: Лавочные у Лавочного моста, Кузнечные у Кузнечного и так далее. Но более всего горожанам запомнились именно Зелёные ворота, ставшие одновременно окончанием улицы Кнайпхофше Ланггассе и началом южной стороны Кнайпхофа. Впервые эти ворота «засветились» в 1572 году, а уже в конце XVI века их вершину украсила изящная восьмигранная башенка. На фото ниже вы как раз можете видеть именно их. Но судьба была неблагосклонна к этому изящному творению.
Можно подумать, что они были снесены после окончания войны, но нет. Зелёные ворота уничтожены именно властями Кёнигсберга при расширении Кнайпхофше Ланггассе в 1864 году. Тогда же все богатые дома на этой улице лишились своих знаменитых террас. Жители города протестовали и очень не хотели сноса такого замечательного здания, но власти были непреклонны, и Зелёные ворота мы теперь можем видеть только на старинных фотографиях и рисунках.
Кнайпхофше Ланггассе середина XIX века. На фото видны террасы у подъезда каждого дома. Позже они будут снесены.
По центру — шпиль Зелёных ворот. Справа здание старой Биржи с колоннами. Середина XIX века.
Вспоминая заголовок статьи, вы наверняка задались вопросом: «А при чём здесь улица Мильонная, если речь идёт о совершенно другом месте с трудновыговариваемым названием Кнайпхофше Ланггассе?» Ваш вопрос достаточно справедлив. Ответ прост: такое странное имя этой улице дали именно наши с вами земляки во времена, когда Восточная Пруссия была Кёнигсбергской губернией Российской империи, а сам Кёнигсберг дал присягу российской короне. Всё это происходило во время Семилетней войны, а Кёнигсберг принадлежал нашему государству с 1758 по 1762 годы. События этих лет превосходно описаны в дневниках нашего соотечественника, российского ученого и энциклопедиста Андрея Тимофеевича Болотова, который в те годы был офицером и участвовал в войне. Цитаты из его дневников приведены с сохранением стиля:
«Не успели мы расположиться на квартирах и кое-как обострожиться, как с нетерпеливостью хотелось нам удовольствовать давнишнее свое желание, и весь сей славный для нас город выходить и осмотреть. Я предпринял путешествие сие на другой же день после нашего прибытия и обегал все наилучшие площади, улицы и места сего города, и не мог довольно налюбоваться красотою и пышностью многих улиц, а особливо так-называемой Кнейпхофской большой улицы, которую наши тотчас окрестили по-своему и назвали Мильонною, потому что вся она была не только прямая, но состояла из наилучших и богатейших домов в городе».
В другом письме Андрея Тимофеевича мы видим более подробное описание улицы:
«… Но никоторая улица не достойна такого замечания, как так называемая Длинная Кнейпгофская, которую наши прозвали Мильонной. Она пересекает всю сию часть (Кнайпхоф) вдоль и имеет сообщение с обоими мостами, которыми связан остров с Альтштатом и Габербергскимфорштатом и из коих один глухой, а другой подъемный, для пропуска судов. Название сие улице сей и не неприлично, потому что из купцов, живущих на ней, есть многие мильонщики, и улицу сию можно почесть наилучшей и богатейшей во всем городе; но дома и ней все сплошные, староманерные, превысокие этажей в пять и в шесть и чрезвычайно узкие, а единая ширина и прямизна придает ей наилучшую красу».
Таким образом Болотов описал почти всю центральную часть Кёнигсберга, поэтому его заметки и письма вызывают огромный интерес. Советую каждому любителю истории обязательно прочесть их, ведь записки и письма насыщены любовью не только к Кёнигсбергу, но и к его коренным жителям. Даже не верится, что всё это написано во время войны.
Улица Кнайпхофше Ланггассе была значительно расширена в конце XIX века, тогда же начали меняться и её дома. К началу XX века в Кнайпхофе становилось всё меньше и меньше родовитых купцов. Их дома выкупали банки, организации и просто богатые люди, желающие жить в центре города. Кёнигсберг начал стремительно преображаться и медленно шёл по пути известных европейских городов. Появлялось всё больше туристов из самых разных стран, а вместе с ними росли гостиницы, рестораны, банки и витрины модных магазинов.
Кнайпхофше Ланггассе к 1912 году стала настоящей туристической Меккой. Первые этажи старинных купеческих домов украшали яркие вывески магазинов, сверкающих огромными витринами. Здесь можно было купить всё.
Если вам нужен сувенир из янтаря, то милости просим в «Дом подарков Киллуса», дом №40. Нужна новая шляпа к скачкам на ипподроме? Пожалуйста! К Вашим услугам шляпный магазин Франца Рихтера, в доме номер 50.
Кёнигсберг 1912 года пользовался большой популярностью среди российских туристов. В некоторых магазинах даже были русскоговорящие продавцы, а для приезжих выпускались подробные путеводители. Ниже вы увидите несколько вырезок с рекламой магазинов именно для тех, кто имел счастье видеть Книгсберг во времена его расцвета…
Ну вот, уважаемые читатели, нам пришло время расстаться, в этот раз у Зёленого моста. Здесь некогда заканчивалась знаменитая улица Кнайпхофше Ланггассе или же Мильонная — кому как больше нравится. Вторая мировая война не пощадила её, как и весь Кнайпхоф. Сейчас ровно над этой улицей проходит Эстакадный мост, в жертву которому были принесены и Лавочный, и Зелёный мосты старого города. Я бы мог закончить свою статью словами, что от самой богатой улицы не осталось и следа, но это было неправдой. Проводя экскурсию около года назад, под Эстакадным мостом я заметил ряд бордюрных камней, плавно уходящих в грунт. Здесь когда-то и заканчивалась Кнайпхофше Ланггассе, тихо вливаясь в пролёт Зеленого моста, и этот бордюр — всё, что осталось до наших дней от некогда великой улицы Кёнигсберга…
Погнутый вал может возникнуть в результате повреждения во время транспортировки, монтажа или эксплуатации. Методы правки вала при правильном применении иногда можно использовать для спасения поврежденного вала.
Из-за различных задействованных переменных коррекция изгиба вала может быть не только наукой, но и искусством. Каждая заявка уникальна и требует индивидуального рассмотрения.
Оглавление:
Измерение прямолинейности
Механическая правка вала
Метод точечного нагрева
Что такое определение изогнутого вала?
В идеально прямом валу центры поперечного сечения каждого вала от конца до конца лежат на прямой линии. Вал погнут, если это не так.
В изогнутом валу ось вала отличается от оси его вращения. Диапазон орбиты или вращения, вызванный изгибом вала, определяется как биение вала и обычно измеряется с точки зрения «TIR» (общее показание индикатора).
Рис. 1. Определения биения вала.
Каковы последствия эксплуатации оборудования с погнутым валом? Их несколько, в том числе…
Несоосность вала
Вибрация оборудования из-за дисбаланса
Повреждение подшипников, уплотнений и муфт
Контакт и возможное заедание с поверхностями с малым зазором
Усталость материала
Из-за чего изгибаются валы? Погнутый вал может быть вызван одним или несколькими из следующих факторов…
Механическая перегрузка:
Повреждение при такелаже или неправильном обращении
Удар во время работы
Несоосность машины
Снятие внутреннего напряжения:
Неодинаковая обработка
Вибрация при транспортировке
Неправильное обращение с материалом при термообработке, прокатке, ковке, снятии термических напряжений
Повышенная температура во время работы
Напряжения сборки при сборке:
Первоначально прямой вал может изгибаться из-за нагрузок, вызванных сильной термоусадкой с сопрягаемыми компонентами, такими как, например, турбинное колесо.
Изогнутые валы, вызванные напряжениями при сборке, обычно нельзя исправить простым выпрямлением самого вала. Сборка должна быть проанализирована как единое целое и соответствующим образом скорректирована. Иногда для достижения необходимой прямолинейности требуется изменение посадки между валом и его сопрягаемыми компонентами.
Какой метод правки коленчатого вала лучше всего?
К сожалению, на этот вопрос нет простых ответов. Успешный ремонт правки вала зависит от нескольких взаимосвязанных переменных, в результате чего метод, который оказался успешным в одном случае, может оказаться непригодным в другом.
В общем, можно с уверенностью сказать, что лучший метод — это тот, который требует наименьшего количества исправлений для достижения желаемого допуска на прямолинейность, который создает наименьшую дополнительную нагрузку на вал.
Желательно попытаться сделать как можно меньше настроек для достижения желаемого результата. Чем больше раз отклоняется вал, тем выше вероятность того, что индуцированные напряжения в материале вызовут больше проблем, чем решат.
В идеальном процессе правки изогнутого вала ремонт ослабляет напряжения в волокнах материала, которые первоначально вызвали изгиб вала. Если процесс восстанавливает волокна деформированного материала стержня до их исходного состояния до изгиба, шансы на долгосрочный успешный результат высоки. Однако на практике это может оказаться трудным.
На практике процесс правки изогнутого вала иногда просто создает дополнительные напряжения в материале, которые противодействуют напряжениям материала, вызвавшим первоначальный изгиб. В результате волокна материала вала, которые первоначально вызвали изгиб вала, остаются в напряженном состоянии после завершения ремонта. Однако долгосрочный успех «уравновешенных напряжений» сомнителен и непредсказуем, поскольку эти материальные напряжения могут со временем ослабевать.
Чтобы определить подходящий подход для конкретного приложения, полезно просмотреть и оценить факторы, обсуждаемые в следующем разделе.
Какие факторы определяют возможность успешного ремонта правки коленчатого вала?
При срочном простое оборудования может возникнуть соблазн начать процесс ремонта без полного понимания проблемы или рассмотрения последствий предлагаемого исправления. Однако стоит потратить несколько минут на то, чтобы правильно оценить ситуацию, чтобы определить, является ли выбранный курс действий подходящим.
Перед запуском важно иметь четкое представление о проблеме и не торопиться при исправлении прямолинейности вала.
Успешный ремонт правки изогнутого вала иногда может быть трудоемкой операцией, которая может потребовать нескольких итераций для достижения желаемого результата.
Некоторые критерии, определяющие результат проекта по выпрямлению изогнутого вала, включают…
Причина изгиба
Чтобы определить возможность успешного выпрямления погнутого вала и выбрать подходящий метод ремонта, важно понять, почему он изначально вышел из строя.
Валы, погнутые в результате механической перегрузки , как правило, легче диагностировать и выпрямить, чем другие типы изгибов. Они также могут иметь более высокую вероятность постоянного успеха.
Однако, если искривление вала является результатом неравномерной релаксации внутренних напряжений внутри самого вала, процесс правки может занять очень много времени. Из-за внутренних напряжений вала процедура, выполняемая в одном месте, иногда может привести к неожиданному изгибу в другом месте. Из-за непредсказуемой характеристики внутренних напряжений правка таких валов может быть временной с неопределенными долгосрочными результатами.
Тип изгиба
Успех проекта по выпрямлению изогнутого вала зависит от типа изгиба, который необходимо исправить. Например, вал, имеющий прогиб в одном месте, ремонтировать легче, чем вал с несколькими изгибами или вал, имеющий постепенное искривление по всей длине. Наиболее трудными для выпрямления типами изгибов являются те, которые сочетают в себе изгиб и скручивание.
Карта обследования изогнутого вала используется для определения типа изгиба, который необходимо выпрямить.
Материал вала
Материал, из которого изготовлен вал, является важным фактором, определяющим возможность успешного ремонта. Некоторые материалы по своей природе более стабильны, чем другие, и поэтому менее подвержены деформации. Те же самые материалы, как правило, более щадящие при выпрямлении и, следовательно, больше подходят для ремонта.
Материал вала имеет особое значение, если рассматривается один из методов термической правки. Применение тепла к локальным участкам вала имеет неприятный побочный эффект изменения твердости с нежелательным результатом в виде участков твердости и возможного растрескивания под тепловым напряжением.
Валы, изготовленные из стали с низким и средним содержанием углерода (от 0,10 до 0,50 углерода), с меньшей вероятностью будут иметь проблемы, связанные с материалом, во время правки. Тем не менее, валы, которые закалены или изготовлены из стали с высоким содержанием углерода, высоколегированной стали, нержавеющей стали или цветного материала, должны оцениваться в каждом конкретном случае.
Конструкция вала
Конструкция вала может включать такие элементы, как шпоночные канавки, конусы, буртики, резьба, отверстия и т. д. В целом, чем больше число элементов конструкции, тем сложнее может быть ремонт с выпрямлением изгиба. Особенности конструкции вала действуют как концентраторы напряжения. Помимо того, что они являются фактором, способствующим первоначальному изгибу, они также могут повлиять на успех ремонта с выпрямлением изогнутого вала.
Соотношение длины вала и диаметра также необходимо учитывать. Конструкции меньшей длины и большего диаметра гораздо более стабильны, чем длинные и тонкие типы валов, например, используемые в турбинных насосах.
Применение вала
При определении целесообразности ремонта важно учитывать тип применения , в котором используется вал, и последствия возможного отказа .
Например, вал, используемый в низкоскоростном, низкодопускном, некритическом приложении, очевидно, имеет больший запас погрешности, чем вал, который используется в машине с малым зазором и высокой частотой вращения.
Стоимость простоя машины, а также затраты на оплату труда по устранению повреждений — все это факторы, которые необходимо оценить.
Измерение прямолинейности вала
Каковы типичные допуски прямолинейности вала? Допуски варьируются в зависимости от типа оборудования и скорости его вращения во время работы.
Основной практический допуск прямолинейности вала промышленного стандарта составляет 0,001 дюйма/фута (0,083 мм/м) длины для вращающегося оборудования общего назначения.
В других случаях, таких как, например, высокоскоростные многоступенчатые насосы, требуемая прямолинейность может составлять всего 0,0005 дюйма (0,013 мм) в любой точке по длине вала.
Перед началом ремонта с выпрямлением важно получить рекомендуемый производителем оборудования допуск прямолинейности.
Что такое карта обследования изогнутого вала и чем она полезна в процессе правки вала? Карта обследования изогнутого вала — это инструмент для понимания типа изгиба , который необходимо выпрямить. Это также помогает идентифицировать местоположение и величину изгиба. Эта информация помогает определить возможность выпрямления изогнутого вала, а также используется для выбора подходящего метода ремонта.
Не совершайте ошибку, начав ремонт без предварительного создания карты обследования. Первоначальный осмотр перед началом коррекции используется для документирования исходного состояния изогнутого вала.
Какова процедура создания карты съемки изогнутого вала?
Рис. 2. Типичная установка для проведения исследования прямолинейности вала.
Процедура:
Поддержите вал так, чтобы он мог свободно вращаться. Для этого вал можно поддерживать с помощью V-образных блоков, как показано на рис. 2, или поддерживать между центрами на токарном станке. В некоторых случаях вал может вращаться на месте в корпусе машины, опираясь на опорные подшипники.
Независимо от того, как поддерживается вал, важно, чтобы показания циферблатного индикатора были постоянными и воспроизводимыми.
С помощью маркера с фломастером нанесите « Контрольная метка вращения » на валу, как показано на рис. 2. Положение и ориентация маркировки произвольны, но после ее нанесения одна и та же метка используется повсюду. Процесс правки вала.
Создать несколько равномерно расположенных » Осевые референтные метки » на вал с помощью фломастера. Количество осевых меток и расстояние между ними не имеют решающего значения и могут варьироваться в зависимости от длины и диаметра вала. Осевые метки используются на протяжении всего процесса.
Расположите циферблатный индикатор над одной из осевых контрольных меток, как показано на рис. 2. Начиная с контрольной метки вращения в положении 12:00, медленно вращайте вал. Когда вал вращается, наблюдайте за полным диапазоном хода, измеряемым циферблатным индикатором, также известным как 9.0080 Общее показание индикатора (TIR). В целях согласованности обычно полезно записывать величину отклонения вала , которая составляет половину полученного значения TIR. Например, если общее показание индикатора (TIR) составляет 0,004 дюйма (0,1 мм), зарегистрированное значение отклонения вала составляет 0,002 дюйма (0,05 мм).
С циферблатным индикатором, расположенным, как описано в предыдущем шаге, обратите внимание на ориентацию контрольной отметки вращения, которая соответствует «высшей» точке отклонения вала, измеренной циферблатным индикатором. Например, если циферблатный индикатор показывает, что его максимальное отклонение происходит, когда опорная метка вращения находится в положении 3:00, запишите положение 3:00 на карте съемки.
Повторите вышеописанные шаги в каждом месте расположения осевых референтных меток на валу, чтобы для каждого места было записано значение для отклонения и ориентации .
Просмотрите карту съемки, чтобы определить, есть ли тренд в данных. Независимо от того, имеет ли ствол изгиб, постепенный изгиб, простой изгиб в одном месте или, возможно, несколько изгибов, данные геодезической карты должны помочь определить тип изгиба, присутствующего в стволе.
Определите место для выполнения коррекции выпрямления изогнутого вала. Наилучшее место обычно представляет собой единственную точку на валу, где происходит наибольшее отклонение, и может не находиться ни в одном из ранее зарегистрированных мест. Просмотрев карту съемки, переместите циферблатный индикатор в осевые точки, где тенденция данных предполагает, что может произойти наибольшее отклонение. Методом проб и ошибок найдите место наибольшего отклонения и отметьте его.
Хорошей практикой является обновление карты съемки на протяжении всего процесса правки, особенно в сложных проектах, требующих исправления нескольких изгибов.
По завершении ремонта важно создать последнюю карту обследования, которая будет служить окончательным отчетом о проверке прямолинейности вала.
В конфигурации, показанной на рис. 2, циферблатный индикатор расположен очень близко к V-образному блоку опоры вала. Какова цель чтения в этот момент? Разве биение, измеренное возле опоры вала, не должно всегда равняться нулю?
Да, должен измерять ноль в этой точке. Цель снятия показаний вблизи опоры вала состоит в том, чтобы убедиться, что она это ноль. Если биение равно , измеренному в этом месте, это, вероятно, связано с неровностями опоры вала или округлостью самого вала, а не с изгибом. Это применимо независимо от того, поддерживается ли вал в V-образных блоках, между центрами токарного станка или каким-либо другим подшипниковым узлом.
Любые проблемы биения опоры вала необходимо решить, прежде чем приступать к созданию карты съемки. В противном случае эти ошибки исказят полученные картографические данные.
В установке, показанной на рис. 2, не будет ли гравитация вызывать провисание вала посередине? Повлияет ли провисание на данные карты обзора?
Да, вал будет провисать, если его поддерживать, как показано. Однако, , если вал имеет однородное поперечное сечение , провисание должно быть одинаковым при его вращении в процессе картирования съемки. Если это так, провисание из-за действия гравитации можно не учитывать при создании карты съемки.
Методы выпрямления изогнутого вала
Какие существуют типичные методы выпрямления изогнутого вала? Их несколько, в том числе…
Механическая правка вала
Точечная правка вала нагрева
Выпрямление вала
Выпрямление противоположных нагревательных и охлаждающих валов
Метод механического выпрямления вала
Что такое ремонтная процедура механической правки вала, также известная как «Холодная правка вала»?
Рис. 3. Типичная установка метода механической правки.
Процедура:
Создание карты обследования изогнутого вала для определения местоположения и составляют необходимой коррекции изгиба.
Установите изогнутый вал в подходящий пресс, как показано на рис. 3. Поверните вал так, чтобы «высокая сторона» изгиба с наибольшей величиной отклонения располагалась непосредственно под плунжером пресса. Установите циферблатный индикатор, как показано на рис. 3, для контроля отклонения вала.
Медленно нажмите на пресс, чтобы приложить усилие к валу, следя за величиной отклонения на циферблатном индикаторе. Чтобы почувствовать реакцию вала на коррекцию изгиба, рекомендуется работать поэтапно, а затем отпускать пресс, чтобы наблюдать за результатом.
Обычно при втягивании пресса происходит «отпруживание» материала. Методом проб и ошибок можно определить величину чрезмерной коррекции, которая необходима для устранения изгиба вала.
Повторяйте процесс, пока не будет достигнута желаемая прямолинейность вала.
Каковы преимущества и недостатки метода механической правки вала? Преимущества:
Из всех процессов правки вала механический метод ближе всего к устранению основной причины проблемы во многих случаях. По этой причине механический метод часто считается подходом первого выбора.
При правильной настройке ремонтный цикл механическим способом можно выполнить относительно быстро. Результаты можно легко контролировать в течение всего процесса, наблюдая за показаниями циферблатного индикатора. Для данного вала величина требуемой коррекции относительно постоянна и воспроизводима.
Поскольку метод механической правки вала не требует использования тепла, его можно использовать для более широкого диапазона материалов вала, чем процесс точечного нагрева.
Недостатки:
Для механического метода правки вала требуется пресс достаточной мощности для исправления изгиба вала. Для больших валов наличие подходящего пресса и погрузочно-разгрузочного оборудования может быть ограничением. По тем же причинам этот процесс может быть затруднен, когда вал находится на месте.
Метод точечной правки теплового вала
Какова процедура выпрямления изогнутого вала методом точечного нагрева?
Рис. 4. Типичная установка для правки валов точечным нагревом.
Процедура:
Создайте карту обследования изогнутого вала, чтобы определить местоположение и величину требуемой коррекции изгиба. Поверните вал так, чтобы «высокая сторона» изгиба с наибольшей амплитудой была направлена вверх, как показано на рис. 4. Успех метода точечной правки вала частично зависит от веса самого вала, который помогает исправить изгиб. .
Расположите циферблатные индикаторы рядом с местом изгиба, как показано на рис. 4. Если вал поддерживается между центрами токарного станка, слегка ослабьте центральную предварительную нагрузку, чтобы вал мог изгибаться во время процесса правки вала без заклинивания.
Работая быстро, нагрейте участок вала диаметром примерно 0,5–1 дюйм (12–25 мм) с помощью сварочного наконечника кислородно-ацетиленовой горелки. Цель состоит в том, чтобы достичь перепада температур или локальной горячей точки между обогреваемой областью и окружающей территорией. Поэтому применяйте тепло равномерно и постоянно, следя за циферблатными индикаторами.
Очень важно следить за циферблатными индикаторами в течение всего процесса нагрева, так как все происходит быстро, обычно в течение нескольких секунд.
По мере нагревания вала циферблатные индикаторы поднимутся на , показывая, что величина изгиба равна , временно увеличивая . Это желаемый результат, хотя и кажется нелогичным.
Важно сначала почувствовать реакцию вала на реверсирование изгиба. Во время первого цикла точечного нагрева нагревайте вал до тех пор, пока циферблатные индикаторы не покажут термическое отклонение, в три раза превышающее первоначальный изгиб.
Используя результаты первого цикла правки вала, скорректируйте фактическую величину указанной тепловой деформации, требуемую для последующих циклов правки.
Если это кажется больше искусством, чем наукой… так оно и есть.
Выпрямление шахт точечного нагрева требует тщательного наблюдения и обучения методом проб и ошибок. Однако, как правило, можно достичь хороших результатов путем методичного применения процесса.
Фото предоставлено Machinist’s Inc.
Когда циферблатные индикаторы показывают, что желаемое отклонение достигнуто, снимите нагрев и дайте валу остыть. Чтобы ускорить процесс, цикл охлаждения можно ускорить различными способами, такими как обливание водой вала, использование сжатого воздуха, системы распыления тумана или просто использование влажной губки или влажной ткани.
Если вал выпрямляется в машине с системой охлаждения на водной основе, ее также можно использовать для охлаждения вала, как показано здесь.
По мере охлаждения вала циферблатные индикаторы будут двигаться в направлении, противоположном тому, что они делали во время процесса нагрева. Продолжайте охлаждение до тех пор, пока нагретая область не станет той же температуры, что и остальная часть вала.
ПРИМЕЧАНИЕ: Обязательно дайте валу полностью остыть перед выполнением измерений или дальнейшей коррекцией, поскольку он будет продолжать двигаться в течение всего процесса охлаждения.
После завершения охлаждения измерьте величину изгиба, который теперь существует в области, которая была только что выпрямлена. Сравните это новое значение с предыдущим изгибом перед ремонтом.
Если после первого ремонтного цикла улучшение изгиба не наблюдается, повторите процесс точечного нагрева, увеличивая тепловое отклонение с небольшими приращениями на 0,010–0,020 дюйма (0,25–0,50 мм) больше, чем в предыдущем цикле. предыдущая попытка.
ПРИМЕЧАНИЕ: В какой-то момент, если требуемое количество тепла приводит к тому, что вал становится тускло-вишнево-красным, не оказывая влияния на исправление изгиба, метод точечного нагрева не подходит в качестве метода ремонта для этого конкретного вала. и необходимо использовать альтернативный процесс.
Повторяйте процесс, пока не будет достигнута желаемая прямолинейность вала.
Как в принципе работает процесс точечной правки валов?
Опытные сварщики знакомы с деформацией металла, известной как «волочение» или «зона термического влияния», которая возникает в процессе сварки. Точечный выпрямление валов тепла использует тот же принцип. Механика процесса следующая:
Небольшая область быстро нагревается, так что материал в локализованной области находится в размягченном, полупластичном состоянии, в то время как окружающий материал остается относительно холодным и твердым.
Материал точечного нагрева расширяется при нагревании. Поскольку локально нагретая область окружена твердым (более холодным) материалом вала, тепловое расширение вызывает рост в единственном доступном свободном пространстве… по направлению к поверхности вала. Это расширение создает приподнятую выпуклость на поверхности вала, характерную для данного процесса.
При охлаждении вала естественно предположить, что материал в приподнятом выступе вернется в исходное состояние до нагрева. На самом деле открытая поверхность выпуклости остывает быстрее всего и затвердевает в поднятом состоянии.
Самый центр нагретого пятна остывает последним, и при его охлаждении материал сжимается. На этой стадии процесса центральное пятно со всех сторон окружено материалом, находящимся в более прохладном, застывшем состоянии.
Сжатие центра создает растягивающее напряжение в этом месте, которое очень близко к пределу текучести материала. Локализованное растягивающее напряжение создает силу, которая тянет окружающий материал и заставляет вал прогибаться.
На рис. 5 красными линиями показаны усилия на валу, возникающие в результате локализованной области растяжения. При правильном выполнении в правильном месте силы натяжения могут привести вал к прямолинейности.
Рис. 5. Вал точечного нагрева.
Каковы преимущества и недостатки метода правки гнутого вала точечным нагревом? Преимущества:
В методе используется легкодоступное промышленное ремонтное оборудование.
При необходимости процесс может выполняться на месте, где расположен вал, независимо от того, установлен ли он на оборудовании, в котором он работает, или на станке, таком как токарный станок.
Недостатки:
Процесс создает высокие напряжения в материале в концентрированных зонах. Напряжения могут со временем ослабевать и влиять на прямолинейность вала.
Точечный нагрев может создать зону термического влияния, что нежелательно при работе с валами ответственных применений. Тенденция к образованию локальных участков твердости или трещин под напряжением ограничивает материалы вала, подходящие для этого процесса.
Точечный нагрев создает слегка приподнятый выступ в материале вала в области, которая была нагрета. Выступ необходимо тщательно удалить перед использованием вала, особенно если он находится в области подшипника или поверхности уплотнения.
Этот процесс может занять очень много времени. После каждого цикла нагрева вал необходимо полностью охладить до однородной температуры перед оценкой результатов.
Не существует точного метода определения необходимого количества тепла. Количество тепла, необходимое для каждого проекта, лучше всего определяется методом проб и ошибок. Обычно для достижения желаемого результата требуется несколько итераций.
Наверх
Важность выпрямления валов
Йеспер Седеруп Линделёв, управляющий директор
Йеспер присоединился к Admix Europe ApS в декабре 2022 года в качестве управляющего директора, чтобы контролировать производство, сборку, продажи и повседневные операции. Он привнес в Admix более чем 20-летний опыт и технические знания, прежде всего в пищевой промышленности, где он занимал ключевые технические, коммерческие и управленческие должности. Совсем недавно Джеспер был руководителем отдела продаж в SiccaDania A/S, где он отвечал за глобальные продажи технологий, включающих выпаривание, сушку распылением и сушку истиранием.
Джеспер обладает сильным лидерским опытом и описывает себя как лидера с сильным характером, который направляет больше вопросами, чем ответами, мотивирует положительной обратной связью и обеспечивает эффективное функционирование организации. Джеспер получил степень магистра молочных наук и технологий в Копенгагенском университете и продолжил обучение со степенью доктора философии. Изучал пищевые процессы и технологии в Датском техническом университете.
Кнуд Эрик Юл Йенсен, генеральный директор Admix Europe ApS
В марте 2019 года Кнуд Эрик присоединился к Admix в качестве генерального директора, чтобы возглавить европейское подразделение Admix. Кнуд Эрик — ветеран отрасли с большим опытом работы в сфере производства технологического оборудования, занимавший ключевые должности в компаниях In-Mix, Titan Textile Machines, Gerstenberg & Agger и Fintek. Его глубокое понимание ведущих и растущих организаций применяется в его роли по надзору за производством, сборкой, продажами и повседневной деятельностью Admix Europe ApS в Дании. Кнуд Эрик получил степень магистра наук в области машиностроения в Техническом университете Дании.
Кнуд Эрик Юл Йенсен, генеральный директор Admix Europe ApS
В марте 2019 года Кнуд Эрик присоединился к Admix в качестве генерального директора, чтобы возглавить подразделение Admix Europe. Кнуд Эрик — ветеран отрасли с большим опытом работы в сфере производства технологического оборудования, занимавший ключевые должности в компаниях In-Mix, Titan Textile Machines, Gerstenberg & Agger и Fintek. Его глубокое понимание ведущих и растущих организаций применяется в его роли по надзору за производством, сборкой, продажами и повседневной деятельностью Admix Europe ApS в Дании. Кнуд Эрик получил степень магистра наук в области машиностроения в Техническом университете Дании.
Тим Дайнинг, главный операционный директор
Главный операционный директор Admix с февраля 2022 года Тим отвечает за всю функцию реализации продукта — от проектирования и документации до планирования производства, управления цепочками поставок, производства, квалификации, упаковки и отгрузки. Тим привносит в Admix необходимые знания благодаря своему опыту внедрения бизнес-систем, руководства командами для сокращения сроков выполнения заказов и повышения валовой прибыли для ряда технических продуктов, изготавливаемых на заказ.
Тим более 30 лет занимал руководящие должности в области производства и общего управления в производственных компаниях NH. Прошлые должности: генеральный директор компании Jewell Instruments, LLC, производителя прецизионных измерительных приборов и счетчиков; Президент компании Sealite USA, производителя судовых и авиационных осветительных приборов; и президент / главный исполнительный директор Greenerd Press & Machine CO., Inc., производителя гидравлических прессов и прессовых систем.
Тим получил степень бакалавра психологии в Дартмутском колледже и степень магистра делового администрирования по специальности «Управление операциями» в Школе бизнеса и экономики Уиттмор в Университете Нью-Гэмпшира. Он также имеет сертификат CPIM. Он является членом Совета консультантов Центра развития малого бизнеса штата Нью-Гэмпшир (SBDC) и Совета директоров Партнерства по развитию производства штата Нью-Гемпшир (NHMEP). Ресторан также является членом Инженерно-консультативного комитета программы CTE Академии Пинкертона.
Патрик Лакин,
Директор по продажам и маркетингу
Кара Мартакос, директор по персоналу
Кара присоединилась к Admix в сентябре 2021 года в качестве директора по персоналу и отвечает за управление персоналом в наших офисах в США и Дании. Кара и ее команда увлечены созданием культуры сотрудничества и внедрением изменений для достижения высокого качества рабочей силы.
Работа с персоналом в различных отраслях, включая производство, здравоохранение и управление питанием, дала ей опыт, который она применит на своей нынешней должности. Кара окончила Университет Южного Нью-Гэмпшира.
Кит Черис, директор по продажам
С момента прихода в Admix в апреле 2003 г. Кит занимал ключевые руководящие должности в отделах продаж, обслуживания и маркетинга компании. В качестве директора по продажам Кит отвечает за разработку и оптимизацию процессов продаж и повседневных операций отдела внутренних продаж. Кроме того, он возглавляет международные продажи, тесно сотрудничая с Admix Europe ApS, дочерней компанией Admix, и ее торговыми партнерами.
До Admix Кит проработал 11 лет в компании Sine Pump, производящей промышленные и санитарные поршневые насосы, на должностях полевого обслуживания, управления национальными продажами и управления продукцией. Кит получил степень бакалавра машиностроения в Университете Нью-Гэмпшира.
Эрик Террио, вице-президент по проектированию
Эрик имеет длительный срок работы в Admix, присоединившись к компании в феврале 1993 года. В качестве вице-президента по проектированию Эрик руководит всеми аспектами жизненного цикла проектирования, расставляя приоритеты и оценивая работа, проделанная всеми инженерными группами для обеспечения рентабельной и своевременной разработки и поставки нашей высококачественной инженерной продукции. Кроме того, он следит за тем, чтобы конструкция продуктов Admix соответствовала отраслевым гигиеническим стандартам и производственной практике.
Эрик имеет степень инженера-механика и до того, как Admix был инженером-механиком в Heidelberg-Harris, где он отвечал за интеграцию компонентов печатной машины и вспомогательного оборудования в полную сборку рулонной печатной линии для различных конфигураций продукта.
Боб Тротье, вице-президент по операциям
В августе 2014 года Роберт присоединился к Admix в качестве вице-президента по операциям. Он возглавляет несколько отделов в Admix, включая механический цех, сварку и изготовление, сборку, ремонт и восстановление, послепродажное обслуживание, материалы и управление международной цепочкой поставок.
До прихода в Admix Роберт был соучредителем и президентом RLTADX, совместного предприятия, основанного в 2009 году Admix, Inc. и RLT Manufacturing, цеха механической обработки с полным спектром услуг, где он был основателем и президентом с 1987 года. RLTADX была создана с целью построить современное производственное предприятие, которое в конечном итоге объединится с Admix. Роберт имеет обширную подготовку в области сварки и станкостроения, а также получил степень в области инженерии и графического дизайна в Северо-восточном университете.
Дэн Камерон, финансовый директор
Дэн присоединился к Admix в январе 2014 года и является финансовым директором компании, а также казначеем в совете директоров Admix. В роли финансового директора Дэн курирует все аспекты финансовой функции компании, включая бухгалтерский учет и финансовую отчетность, финансовое планирование и анализ. Он отвечает за финансовое управление и здоровье компании и ее дочерней компании Admix Europe ApS в Дании. Поскольку Admix на 100% принадлежит сотрудникам, Дэн отвечает за администрирование Плана владения акциями сотрудников. Помимо финансового аспекта своей роли, он также курирует деятельность компании в области информационных технологий.
До прихода в Admix Дэн работал в отделе консультационных услуг в PwC, где он занимал различные должности финансового и технологического консалтинга в коммерческом и федеральном правительственном секторах. Он руководил проектными группами, поддерживающими региональных клиентов, занимающихся аудитом финансовой отчетности, и несколько глобальных предприятий. Дэн имеет степень бакалавра компьютерных наук в колледже Провиденс.
Майк Риццо, главный исполнительный директор
Майк присоединился к Admix в январе 2020 года, проработав три года в качестве директора в совете директоров Admix. Он руководит разработкой и реализацией бизнес-стратегии, видения и миссии компании. Он стремится к постоянному совершенствованию и расширению портфеля инновационных технологий смешивания Admix, услуг и обслуживаемых рынков. Давние основные ценности компании, такие как справедливость, уважение, честность, подотчетность и доверие, глубоко резонируют с Майком, а также с выполнением обещания Admix сделать все возможное, чтобы превзойти ожидания клиентов.
Опытный руководитель, Майк занимал должности генерального директора и президента в нескольких глобальных производственных и дистрибьюторских компаниях в регионе Новой Англии, где он сосредоточился на росте рынка и внедрении операционного совершенства и методов.
Мотоблок бензиновый с понижающей передачей, серия МАСТЕР
Сравнить
Мощность
5150 Вт
Тип двигателя
бензиновый
Число скоростей
3 вперед/1 назад
Тип редуктора
шестеренчато-цепной
Ширина вспашки
850 мм
Площадь обработки
от 20 соток
NEW
МТБ-300 У
Мотоблок бензиновый, серия МАСТЕР
Сравнить
Мощность
5150 Вт
Тип двигателя
бензиновый
Число скоростей
2 вперед/1 назад
Тип редуктора
шестеренчато-цепной
Ширина вспашки
850 мм
Площадь обработки
15 — 20 соток
NEW
МТБ-400 У
Мотоблок бензиновый с понижающей передачей, серия МАСТЕР
Сравнить
Мощность
5150 Вт
Тип двигателя
бензиновый
Число скоростей
3 вперед/1 назад
Тип редуктора
шестеренчато-цепной
Ширина вспашки
850 мм
Площадь обработки
от 20 соток
Мотоблоки усиленные
МТУ-350
Мотоблок бензиновый усиленный, серия МАСТЕР
Сравнить
Мощность
5150 Вт
Тип двигателя
бензиновый
Число скоростей
4 вперед/2 назад
Тип редуктора
шестеренчато-цепной
Ширина вспашки
850 мм
Площадь обработки
15 — 20 соток
МТУ-450
Мотоблок бензиновый усиленный, серия МАСТЕР
Сравнить
Мощность
5150 Вт
Тип двигателя
бензиновый
Число скоростей
6 вперед/2 назад
Тип редуктора
шестеренчато-цепной
Ширина вспашки
850 мм
Площадь обработки
от 20 соток
Мотоблоки с ВОМ (валом отбора мощности)
МТШ-500
Мотоблок бензиновый с ВОМ, серия МАСТЕР
Сравнить
Мощность
5150 Вт
Тип двигателя
бензиновый
Число скоростей
2 вперед/1 назад
Тип редуктора
шестеренчатый
Ширина вспашки
850 мм
Площадь обработки
от 20 соток
МТШ-600
Мотоблок бензиновый с ВОМ, серия МАСТЕР
Сравнить
Мощность
6650 Вт
Тип двигателя
бензиновый
Число скоростей
2 вперед/1 назад
Тип редуктора
шестеренчатый
Ширина вспашки
1100 мм
Площадь обработки
20 — 25 соток
МТШ-700
Мотоблок бензиновый с ВОМ, серия МАСТЕР
Сравнить
Мощность
9570 Вт
Тип двигателя
бензиновый
Число скоростей
3 вперед/1 назад
Тип редуктора
шестеренчатый
Ширина вспашки
1350 мм
Площадь обработки
от 25 соток
Культиватор овый ЗУБР МКЛ-100 1600 Вт.
Описание культиватора Зубр МКЛ-100
Культиватор бензиновый ЗУБР МКЛ-100 представляет собой лёгкий и манёвренный культиватор с двухтактным двигателем для рыхления и культивации почвы на приусадебном участке. Культиватор оснащен мощным двухтактным двигателем. На корпусе предусмотрен щиток, защищающий оператора от попадания земли. Cамозатачивающиеся фрезы закапываются на полную глубину и способствуют продвижению культиватора вперед. Складная рукоятка обеспечивает удобство хранения и транспортировки агрегата. Транспортировочное колесо позволяет с легкостью перевозить культиватор по участку. Регулируемый сошник надежно фиксируется к раме культиватора и отвечает за регулировку глубины вспашки. Технические характеристики: мощность 1600/2,2 Вт/л.с; двигатель — бензиновый двухтактный; объём двигателя 52 см³; ёмкость топливного бака 1,2 л; ширина вспашки 260 мм; глубина вспашки 200 мм. Габариты: 1000*790*250 мм.
Справочная информация
Всего в остатке по складам:
1 шт.
Доступно к заказу в интернет магазине:
1 шт.
Минимальная партия:
1 шт.
Внешний вид представлен на фото. Просим обращать Ваше внимание на то, что производитель оставляет за собой право менять внешний вид без уведомлений. Фотографии представляются производителем, если они есть в открытых источниках или мы их делаем сами.
Культиватор бензиновый ЗУБР МКЛ-100 представляет собой лёгкий и манёвренный культиватор с двухтактным двигателем для рыхления и культивации почвы на приусадебном участке. Культиватор оснащен мощным двухтактным двигателем. На корпусе предусмотрен щиток, защищающий оператора от попадания земли. Cамозатачивающиеся фрезы закапываются на полную глубину и способствуют продвижению культиватора вперед. Складная рукоятка обеспечивает удобство хранения и транспортировки агрегата. Транспортировочное колесо позволяет с легкостью перевозить культиватор по участку. Регулируемый сошник надежно фиксируется к раме культиватора и отвечает за регулировку глубины вспашки. Технические характеристики: мощность 1600/2,2 Вт/л.с; двигатель — бензиновый двухтактный; объём двигателя 52 см³; ёмкость топливного бака 1,2 л; ширина вспашки 260 мм; глубина вспашки 200 мм. Габариты: 1000*790*250 мм.
Комплектация: культиватор; сошник; транспортировочное колесо 2; фрезы 4; крепеж для сборки фрез; хомут крепления тросов 2; комплект ключей; руководство по эксплуатации.
Характеристики культиватора Зубр МКЛ-100
Характеристики культиватора Зубр МКЛ-100 приведены в таблице ниже
Модель:
МКЛ-100
Ширина вспашки, мм.
260
Глубина вспашки, мм.
200
Скорости
1
Измерено в Шукур в упаковке
Вес, брутто
17 кг
Длина
45.00 см
Ширина
30.00 см
Высота
47. 00 см
Где купить культиватор МКЛ-100
Наличие культиватора Зубр МКЛ-100 приведено в списке ниже. Обращаем внимание, что самостоятельно вы можете сами забрать товар с складов и розничных точек в нужном количестве. Отправка нами ограничена остатками основного склада.
Магазин
Количество, шт
Основной склад Склад-магазин на Рыбинской 25Ц
0 шт
Склад-магазин на 1-й пр. Рождественского 3Б
0 шт
Магазин на Рыбинской 25М
0 шт
Магазин с. Солянка, ул. Каспийская, д. 2А
1 шт
Магазин на Рыбинской 19в
0 шт
Магазин на Аксакова 7 Б
0 шт
Магазин с. Карагали, ул. Зеленая д.22/4
0 шт
Магазин на Соликамской 74
0 шт
Остаток всего
1
В резерве
0
ссылка на страницу с контактами, адресами и схемой расположения магазинов
Доставка
Мы осуществляем доставку по территории РФ силами различных транспортных компаний. Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Как купить культиватор МКЛ-100
Чтобы купить культиватор Зубр МКЛ-100 необходимо нажать на кнопку . Если это единственный необходимый вам товар, то можете перейти в корзину для оформления заказа или продолжить выбор товаров.
Оплата
Если вы хотите сэкономить на стоимости доставки, рекомендуем выбрать сразу несколько понравившихся или необходимых товаров в корзине и указать их количество. Мы товар весь взвешиваем в брутто. Поэтому, прямо в корзине онлайн (в режиме реального времени) вы можете рассчитать стоимость доставки до вашего почтового отделение или города. Данный расчет сохраниться в заказе если вы не будет переходить на другие страницы. В противном случае расчет нужно будет повторить. Занимает это минуту.
Оплатить можно только уже оформленный (сохраненный) заказ. Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Оформленный заказ будет виден в вашем личном кабинет (если вы регистрировались) и продублирован на электронную почту (если указали свою). В электронном письме заказа будет ссылка, по которой только вы можете вернуться на страницу заказа и отменить ваш заказ, в случае необходимости или переоформления состава.
Культиваторы Buffalo
6300 Культиватор с системой навигации Scout 1
Культиватор Buffalo должен быть прочным. Он родился более 30 лет назад, когда Buffalo открыла новые горизонты с гребневым тиллом. Он обеспечивает высочайший уровень качества, долговечности и производительности в высокоскоростных условиях с высоким содержанием остатков.
Непревзойденная высота навесного бруса обеспечивает больший верхний клиренс и поток пожнивных остатков Высокая конструкция навесного бруса и междурядной балки обеспечивает желаемый просвет культур при максимальном потоке почвы и пожнивных остатков
Легкий доступ с монтажной трубой основной рамы 4″ x 6″
Более широкая, длинная и прочная параллельная тяга с смазываемыми прецизионно отшлифованными дюймовыми штифтами и композитными втулками, обеспечивающими прочность и длительный срок службы
Быстрорегулируемый регулятор глубины для отдельных рядов
Скачать информационную брошюру (PDF)
Помимо стандартных функций 6000, модель 6100 также имеет:
Полупневматические шины без проколов 4 1/2″ X 16″ со смещенными грунтозацепами, которые позволяют шине вращаться в рыхлой почве без вспахивания или толкания
Легкая, компактная конструкция для удобного подъема
Меньший радиус поворота
Легкий доступ с 19-дюймовым дальним светом
Дополнительный комплект S-образных зубьев для картофеля и овощей
Скачать информационную брошюру (PDF)
В дополнение к характеристикам модели 6100, модель 6140 также имеет:
Стойки щетки с пружинной подушкой для каменистых условий
Комбинация листовой пружины обеспечивает защиту от ударов при сохранении правильного рабочего положения
Регулируемая опорная скоба обеспечивает правильный шаг зачистки для максимального проникновения
Скачать информационную брошюру (PDF)
В дополнение к стандартным функциям модели 6000 модель 6200 также имеет: до высокорослых культур; Также доступен дополнительный 20-дюймовый сошник с 13-дюймовыми полосами глубины
Скребок с реверсивным сменным лезвием
Легкая, компактная конструкция для удобного подъема
Меньший радиус поворота
Легкий доступ с 19-дюймовым дальним светом
Скачать информационную брошюру (PDF)
В дополнение к функциям 6200 модель 6240 также имеет:
Стойки лап с пружинной подушкой для каменистых условий
Комбинация листовой пружины обеспечивает защиту от ударов при сохранении правильного рабочего положения
Регулируемая опорная скоба обеспечивает правильный шаг зачистки для максимального проникновения
Скачать информационную брошюру (PDF)
Помимо стандартных функций 6000, модель 6300 также имеет:
Полупневматические шины без проколов 4 1/2″ X 16″ со смещенными грунтозацепами, которые позволяют шине вращаться в рыхлой почве без вспахивания или толкания
Большие 18-дюймовые режущие сошники с 12-дюймовыми полосами глубины срезают высокие пожнивные остатки, оставленные минимальной обработкой, нулевой обработкой / гребневой обработкой культур с большим объемом; Также доступен дополнительный 20-дюймовый сошник
Два 14-дюймовых дисковых окучника большой мощности на ряд для культивации вплотную к поверхности почвы
Визирный указатель дискового окучника для легкой регулировки, чтобы отбрасывать почву в сторону или в ряд по желанию
Ступицы дисковых окучников с коническими роликоподшипниками
Легкий доступ с дальним светом 38″
Скачать информационную брошюру (PDF)
В дополнение к функциям модели 6300, модель 6400 также имеет:
Стойки щетки с пружинной подушкой для каменистых условий
Комбинация листовой пружины обеспечивает защиту от ударов при сохранении правильного рабочего положения
Регулируемая опорная скоба обеспечивает правильный шаг зачистки для максимального проникновения
Скачать информационную брошюру (PDF)
В дополнение к стандартным функциям 6000 модель 6600 также имеет:
Большие 18-дюймовые режущие сошники с 12-дюймовыми полосами глубины срезают высокие пожнивные остатки, оставленные минимальной обработкой, нулевой или гребневой обработкой культур с высокой плотностью; Также доступен дополнительный 20-дюймовый сошник с 13-дюймовыми полосами глубины
Скребок с реверсивным сменным лезвием
Предназначен для легкого подъема
Меньший радиус поворота
Легкий доступ с дальним светом 29″
Два 14-дюймовых дисковых окучника большой мощности на ряд для культивации вплотную к кромке
Визирный указатель дискового окучника для легкой регулировки, чтобы отбрасывать почву в сторону или в ряд по желанию
Ступицы дисковых окучников с коническими роликоподшипниками
Скачать информационную брошюру (PDF)
Помимо функций 6600, модель 6640 также имеет:
Стойки лап с пружинной подушкой для каменистых условий
Комбинация листовой пружины обеспечивает защиту от ударов при сохранении правильного рабочего положения
Регулируемая опорная скоба обеспечивает правильный шаг зачистки для максимального проникновения
Скачать информационную брошюру (PDF)
Грязезащитные экраны
Защитные щитки доступны в моделях с капюшоном или с открытым верхом. Щиты с капюшоном защищают молодые растения от агрессивного культивирующего воздействия. Щиты с открытым верхом являются наиболее полно регулируемыми для любых условий.
Ребристые крылья
Запатентованные регулируемые гребенчатые крылья мягко вдавливают почву и пожнивные остатки в ряды культур, чтобы придать гребням желаемый размер и форму, прикрывая мелкие сорняки рядом с культурами.
Вспомогательное колесо
Вспомогательное колесо Buffalo помогает трактору поднимать тяжелые орудия. Доступно множество опций, таких как монтажные кронштейны для бака, бак на 150 галлонов, комплекты одинарной и двойной сцепки и комплекты для удобрений.
Система навигации Scout 1
Как это работает видео
Видео по настройке системы навигации Scout 1
Независимо от того, используете ли вы обычную или противоэрозионную обработку почвы, Buffalo предлагает широкий выбор систем, наилучшим образом отвечающих вашим уникальным требованиям.
Сцепка для внесения удобрений
Предназначен для вытягивания резервуаров с жидкостью или Nh4 в контейнерах объемом до 1000 галлонов.
Нож для внесения удобрений
Предназначен для междурядного внесения удобрений, что позволяет избежать поездок и сэкономить время и деньги.
Кронштейн трубки дискового окучника
Позволяет экономично вносить жидкие удобрения рядом с растением в прикорневую зону.
Трубки для внесения удобрений
Внесите жидкое удобрение или Nh4 в основание ряда или гребня культуры, чтобы обеспечить более точное внесение удобрений.
Пальцевая мотыга | КЛЕМЕНС Технологии
Поиск:
Поиск
Общие фильтры
Сделано в Германии
Профессиональное обслуживание
Дилерская сеть по всему миру
Для молодых растений
Комбинируемый
Сейф
Варианты монтажа
Заказать консультацию
Технические данные
№
Пальцевая мотыга аккуратно удаляет почву и сорняки непосредственно вокруг лозы и идеально подходит для молодых растений или плантаций с сильно искривленными лозами. Таким образом, чистый результат может быть достигнут, даже если сенсорный стержень устройства RADIUS SL или RADIUS SL PLUS установлен в переднее и, следовательно, наиболее безопасное положение, и, таким образом, вокруг виноградной лозы образуется островок (также называемый тенью).
О продукте Дополнительная информация
Вариации
Объединение с
Технические данные
Вариации
Ø 14,6 в (37029
. /жесткий (цвет/жесткость).
Подробнее
Ø 21,3 дюйма (540 мм)
Размер 21,3 дюйма (540 мм) доступен в зеленом/твердом и желтом/среднем цвете (цвет/жесткость).
Подробнее
Ø 27,6 дюйма (700 мм)
Размер 27,6 дюйма (700 мм) доступен в зеленом/жестком и желтом/среднем цвете (цвет/жесткость).
Read more
Combine with
Technical data
Model:
14.6 in (370 mm)
21. 3 in (540 mm)
27.6 in (700 mm)
Вес:
около 29 фунтов
около 57 фунтов
около 93 фунтов
Длина x ширина x высота:
примерно 31,5 x 14,6 x 19,7
примерно 41,3 x 21,3 x 17,7 дюйма
примерно 43,3 x 27,6 x 21,7 дюйма
Цвета/прочность:
зеленый/жесткий или желтый/средний
зеленый/жесткий или желтый/средний
зеленый/жесткий или желтый/средний
Почему CLEMENS Technologies?
Благодаря бренду CLEMENS и превосходному обслуживанию клиентов через дистрибьютора.
Жан-Люк и Лоик Эвеск, Домен Сен-Альбан (60 га)
Почему CLEMENS Technologies?
Потому что машина прочная, прочная и надежная. Также потому, что CLEMENS уже давно присутствует на рынке.
Ноэль Мартин, Домен Ноэль Мартин (11 га)
Почему CLEMENS Technologies?
Благодаря качеству и хорошим отношениям с дистрибьютором.
Жером Оберти, винодельня Château Sainte Roseline (110 га)
Почему CLEMENS Technologies?
На наш взгляд лучший. Продукция максимально соответствует нашим ожиданиям. Это наше второе орудие: надежность, надежность и обслуживание клиентов.
Жан-Луи Маэ, домен Trescombier (80 га)
Почему CLEMENS Technologies?
После очень убедительных испытаний благодаря модульности и надежности машины. Результат после прохождения лемеха роторным культиватором потрясающий.
Кристоф, Алексис и Корантен Пишон, Домен Пишон (20 га)
Почему CLEMENS Technologies?
Благодаря близости дистрибьютора и очень выгодным ценам. Сильный имидж бренда.
Лоран и Жюльен Комбье, Домен Комбье (30 га)
Консультации и услуги? Мы здесь для вас!
Свяжитесь с нами
Консультации и обслуживание
Телефон: (+1) 530 406 0577
Понедельник с 17:00 до 21:000022
Вторник с 8:00 до 17:00
Среда с 8:00 до 17:00
Четверг с 8:00 до 17:00
Пятница с 8:00 до 17:00
Мы снова к вам с понедельника
Мы снова к вам с понедельника
Возможны отклонения в связи с праздничными днями!
Позвоните сейчас Отправить e-Mail
Ваш запрос Контактная форма
Нам необходимо ваше согласие, прежде чем вы сможете продолжить посещать наш веб-сайт. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Мы анонимизируем все данные о вашем посещении. Если вы подтвердите, выбрав «Принять все файлы cookie», личные данные не будут собираться. Для получения дополнительной информации ознакомьтесь с нашей политикой конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках.
Настройки конфиденциальности
Существенный
Статистика
Внешние носители
Принять все файлы cookie
Сохранять
Индивидуальные настройки конфиденциальности
Сведения о файлах cookie
Настройки конфиденциальности
Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Мы анонимизируем все данные о вашем посещении. Если вы подтвердите, выбрав «Принять все файлы cookie», личные данные не будут собираться. Для получения дополнительной информации ознакомьтесь с нашей политикой конфиденциальности. Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию, чтобы выбрать только определенные файлы cookie.
Принять все файлы cookie
Сохранять
Настройки конфиденциальности
Основные (1)
Основные файлы cookie обеспечивают базовые функции и необходимы для правильной работы веб-сайта.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Имя
Печенье Борлабс
Провайдер
Владелец этого сайта
Назначение
Сохраняет настройки посетителей, выбранные в поле cookie Borlabs Cookie.
Имя файла cookie
borlabs-cookie
Время выполнения файлов cookie
1 год
Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Принять
Матомо
Наименование
Матомо
Провайдер
КЛЕМЕНС Технологии
Назначение
Cookie от Matomo для аналитики сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт.
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован. Если файлы cookie с внешних носителей принимаются, доступ к этому контенту больше не требует ручного согласия.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Принять
OpenStreetMap
Наименование
OpenStreetMap
Провайдер
Фонд Openstreetmap, Инновационный центр Сент-Джонс, Коули-роуд, Кембридж CB4 0WS, Великобритания
Назначение
Используется для разблокировки содержимого OpenStreetMap.
20 наиболее распространенных проблем 3D печати (Часть 1)
Добрый день уважаемое сообщество 3D Today! Я бы хотел представить вам перевод статьи Troubleshooting Guide to 20 Common 3D Printing Problems, который будет разбит на 2 части.
Проблемы с печатью бывают у каждого. У нас их было достаточно много, чтобы проанализировать и найти решения для 20 наиболее типичных проблем с 3D печатью. В этой статье мы делимся нашим опытом и надеемся, что вам теперь не придется тратить лишнее время на диагностику и решение возникших проблем.
Если вы не можете определить в чем заключается неисправность, сравните ее с описанием.
Проблема с 3D печатью #1: Деформация — Отклеивание первого слоя
Описание проблемы
В основе модели распечатка приподымается и не прилипает к платформе. Эта проблема также может спровоцировать горизонтальные трещины в верхних секциях распечатки.
Почему проблема возникла?
Деформация основы распечатки проиходит из-за особенностей пластика. ABS и PLA платик охлаждается очень быстро и именно это может привести к отлипанию первого слоя.
Решение проблемы 3D печати: Деформация распечатки
1. Используйте платформу c подогревом. Самое простое решение для этой проблемы — использование платформы с подогревом (heatbed) и установка температуры, чуть ниже температуры плавления пластика. Если вы правильно установите температуру, первый слой не будет отлипать от платформы. Температура платформы принтера зачастую устанавливается слайсером автоматически. Рекомендуемая температура для вашего пластика указана сбоку на упаковке или катушке.
2. Используйте клей. Если ваша распечатка проиподымается по краям, нанесите тонкий слой клея (или лака для волос) на платформу, чтобы увеличить сцепление(адгезию).
3. Попробуйте другую платформу. Смените платформу на платформу с бОльшей адгезией. Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы.
4. Откалибруйте платформу. Неправильная калибровка платформы также может влиять на качество печати первого слоя. Проверьте уровень платформы и откорректируйте высоту, если это необходимо.
5. Увеличьте контакт между распечаткой и платформой. Часто эта проблема также возникает из-за недостаточно плотного контакта модели и подложки. Ее легко исправить с помощью ПО принтера, добавляя юбку или подложку.
6. Оптимизируйте настройки температуры. Если ни один метод не сработал, проверьте расширенные настройки ПО принтера и самого принтера. Попробуйте увеличить тепературу платформы на 5 градусов.
7. Обратите внимание на настройки вентилятора. Как правило, вентиляторы должны переключаться на полную мощность как только распечатка достигает высоты 0.5 миллиметров, но вы можете увеличить высоту до 0.75 милиметров, чтобы дать слоям остыть естветсвенным путем.
8. Даже если у вашего принтера нагревающаяся платформа, рекомендовано использовать клей (или лак) и постоянно регулировать уровень платформы.
Деформация 3D распечатки: чеклист для избежания проблем
Используйте платформу с подогревом
Используйте клей (лак) для большего сцепления
Вместо стеклянной платформы используйте каптон/термоскотч/клей/лак
Откалибруйте платформу
Добавьте платформу или подложку
Отрегулируйте настройки температуры и вентилятора
Проблема с 3D печатью #2: Смещение первого слоя (Слоновья нога)
Описание проблемы
Основа модели немного смещена.
Почему проблема возникла?
Как правило, основа модели смещается из-за веса распечатки, который давит на первый слой когда нижние слои еще не успели остыть. Часто случается с принтерами с подогревающейся платформой.
Решение проблемы 3D печати: Смещение первого слоя
1. Правильный баланс. Чтобы избавиться от проблемы смещения первого слоя, печатаемые модели должны быть достаточно охлаждены, чтобы выдерживать вес всей структуры. Здесь следует быть осторожным: чрезмерзное переохлаждение может привести к деформации первого слоя. Найти баланс достаточно сложно. Начните с понижения температуры платформы на 5 градусов (но не больше чем на 20 градусов от рекомендованой температуры). Если Bottom / Top Thickness установлена на 0.6 миллиметров, включайте вентилятор сразу на высоте чуть ниже.
2. Уровень платформы. Большинство проблем 3D печати связаны с неправильным уровнем платформы. Для каждого принтера существует особенный подход для калибровки уровня платформы. Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.
3. Поднимите сопло. Зачастую подъем сопла на небольшую высоту может помочь. Главное, не поднимать его слишком высоко.
4. Сделайте углы модели более плавными. Если ничего не помогает, попробуйте скосить углы основы модели. Конечно, это возможно сделать только в том случае, если вы создали модель самостоятельно или у вас есть доступ к исходному файлу. Начните с 5 миллиметров и 45º скоса и эксперементируйте, чтобы достичь лучшего результата.
Смещение первого слоя в 3D печати: чеклист для избежания проблем
Сбалансируйте температуру платформы и скорость вентилятора
Поднимите платформу принтера
Проверьте высоту спола
Сделайте углы модели более плавными
Проблема с 3D печатью #3: Другие проблемы с первым слоем
Описание проблемы
Первый слой выглядт неправильно, некоторые фрагменты отсутсвуют. Снизу есть ненужные линии.
Почему проблема возникла?
Такие проблемы с 3D печатью как правило указывают на то, что уровень платформы не был правильно установлен. Если сопло находится слишком далеко от платформы, внизу распечатки часто появляются ненужные линии или первый слой не прилипает. Если же сопло находится слишком близко к платформе, это может спровоцировать пузырение пластка.
Также обратите внимание не то, что платформа должна быть чистой. Отпечатки пальцев на платформе могут привести к тому, что первый слой не будет приставать к платформе.
Решение проблемы 3D печати: Другие проблемы с первым слоем
1.Установите уровень платформы. У каждого принтера есть свой процесс настройки уровня платформы. Например, последние модели Lulzbots используют автокалибровку, в то время как Ultimaker предлагают пошаговую инструкцию ручной калибровки. А вот чтобы настроить уровень платформы Prusa i3, вам понадобится потратить много времени на изучение вопроса.
2. Установите высоту сопла. Если сопло расположено слишком высоко, пластик не будет приставать к платформе, если слишком низко — сопло будет скрести распечатку.
3. Очистите платформу. Обязательно регулярно чистите платформу принтера, особенно если вы пользуетесь клеем. Отпечатки пальцев, пыль и остатки клея влияют на качество приставания модели к платформе.
4. Используйте клей(лак). Нанесите тонкий слой клея на платфому, чтобы увеличить сцепление модели с платформой. Не забывайте регулярно очищать платформу, т.к. излишки клея могут спровоцировать обратный эффект.
5. Используйте текстурируванную подложку для неподогреваемых платформ принтеров.
Другие проблемы с 3D печатью: чеклист для избежания проблем
Проверьте уровень платформы
Проверьте высоту сопла
Очистите платформу
Используйте клей
Используйте текстурированые подложки для холодных платформ
Проблема с 3D печатью #4: Смещение слоев в модели
Описание проблемы
Слои смещаются в средине распечатки.
Ремни принтера не достаточно туго закреплены. Верхняя пластина не прикреплена и двигается независимо от нижней пластины. Один из стержней в оси Z не идеально ровный
Решение проблемы 3D печати: Смещение слоев в модели
1. Проверьте ремни. Прежде всего, проверьте насколько туго натянуты ремни: они не должны висеть свободно, но и не должны быть слишком затянуты. Если вы потянете за ремни, то должны почувствовать легкое сопротивление. Если же вы почувствуете, что верхний ремень туже, чем нижний, это верный знак того, что они не достаточно хорошо натянуты.
2. Проверьте крышку. Проверьте крышку, стержни и другие детали сверху принтера (если у вас coreXY). Убедитесь, что все детали правильно закреплены.
3. Проверьте винты по оси Z. Многие производители принтеров чаще используют резьбовые шпильки чем трапецеидальный винты и хотя оба выполняют свою работу, резьбовые шпильки имеют тенденцию со временем гнуться. Не надо разбирать принтер, чтобы проверить, ровные ли стержни. Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
Смещение слоев: чеклист
Проверьте натяжение ремней
Проверьте не двигается ли верхняя крышка
Убедитесь, что шпильки по оси Z ровные
Проблема с 3D печатью #5: Отсутствующие слои
Описание проблемы
Пробелы в модели появляются из-за того, что некоторые слои отсутвуют (частично или полностью).
Принтер не смог произвести необходимое количество пластика для пропечатки отсутвующих слоев. В 3D печати эта проблема также известна как недостаточное эксрудирование. Суть проблемы может заключаться в самом пластике (например, разный диаметр материала),в катушке, в подающем механизме (экструдере) или в забитом сопле.
Трение может спровоцировать застревание пластика. Также причина может быть в том, что винты(шпильки) по оси Z неправильно выровняны линейными подшипниками.
Также возможна проблема винтов(шпилек) по оси Z и с самими подшипниками.
Решение проблемы 3D печати: Отсутствующие слои
1. Механическая проверка. Если вдруг вы обнаружили отсутсвующие слои в печати — самое время немного позаботиться о вашем принтере. Начните с проверки винтов(шпилек) и убедитесь, что они плотно прикреплены к подшипниками или зажимами.
2. Проверка выравнивания стрежней. Убедитесь, что все винты(шпильки) выровняны и не смещены. Выключите питание и аккуратно передвиньте печатающую головку по осям X и Y. Если есть какое-либо сопротивление, значит что есть какие-то проблемы. Достаточно легко понять в чем именно заключается проблемы — в слегка погнутом стержне или подшипниках.
3. Изношенные подшипники. Изношенные подшипники издают шум. Также вы сможете почувствовать дребезжание печатающей головки, при этом принтер слегка вибрирует. В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник.
4. Проверьте масло. Не забывайте регулярно смазывать подвижные механизмы принтера. Для смазки идеально подходит масло для швейных машинок — его можно купить в любом хозяйственном магазине по приемлемой цене. Перед тем как нанести масло, убедитесь что шпильки(винты) чистые. Если на шпильках(винтах) есть грязь или остатки материалов печати, очистите их.
Потом подключите к принтер через программу (например, Pronterface), чтобы поперемещать печатающую головку по осям Х и Y и проверить, что шпильки равномерно смазаны. Если вы нанесете немного больше масла, просто вытрите излишки.
5. Недостаточное экструдирвание. Последней причиной проблемы может быть недостаточное экструдирование. Решений этой проблемы может быть много и все они описаны в 9 разделе.
Чеклист
Проверьте механизм принтера, чтобы убедиться, что подвижные элементы туго закреплены.
Перепроверьте конструкцию принтера и выравнивание
Проверьте нет ли изношенных подшипников и погнутых шпилек
Используйте немного масла для смазки деталей
Проблема с 3D печатью #6: Трещины в высоких объектах
Описание проблемы
Трещины по бокам модели, чаще всего в высоких моделях.
Проблема может возникнуть неожиданно, и чаще всего возникает в больших принтерах, особенно если вы не следите за их работой.
На верхних слоях материал охлаждается быстрее, так как тепло от платформы не достигает необходимой высоты. Из-за этого адгезия верхних слоев ниже.
Решение проблемы 3D печати: Трещины в высоких объектах
1. Температура экструдера. Начните с увеличения температуры экструдера — лучше всего поднять ее на 5-10ºC. Сбоку на коробке от пластика вы найдете наивысшую температуру для пластика, постарайтесь не подымать температуру до этого значения.
2. Направление и скорость вентилятора. Перепроверьте ваши вентиляторы и убедитесь, что они направлены на модель. Если направление правильное, уменьшите их скорость.
Чеклист
Проверьте максимально возможный нагрев экструдера и повышайте текущую температуру на 10ºC за одну попытку.
Проверьте направление и скорость охлаждающих вентиляторов.
Проблема с 3D печатью #7: Дыры на верхнем слое
Описание проблемы
Дыры и щели на верхней поверхности распечатки.
Две наиболее распространенные причины этой проблемы — неправильное охнаждение верхнего слоя и недостаточно толстый верхний слой.
Решение проблемы 3D печати: Дыры на верхнем слое
1. Диаметр нити ( филамента). Зачастую проблема случается с пластиком диаметра 1.75 mm. Дыры в верхнем слое — это проблема всех 3D принтеров, но, чаще всего она случается с принтерами, которые используют пластик диаметром 1. 75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm.
2. Проверьте расположение вентилятора. Охлаждение может спровоцировать эту проблему, так что прежде всего проверьте вентиляторы. Когда принтер начинает печать, вентиляторы установлены на минимальную скорость или вообще выключены. После печати первого слоя, вентиляторы начинают работать. Проверьте, начинают ли они работать, а также проверьте продолжают ли они работу когда печать закончена. Если все хорошо, перепроверьте правильно ли установлено направление вентилятора — они должны обдувать модель.
3. Установите скорость вентилятора в G-Code. Еще одна проблема охлаждения связана с чрезмерным количеством пластика при печати верхнего слоя. Он должен остывать быстро, чтобы не проваливаться между уже распечатанными поддерживающими элементами. Скорость обдува может быть отрегулирована с помощью G-Code (как правило, G-Code для Fan On это M106 и M107 Fan Off). Также установите скорость вентилятора на максимум для верхних слоев.
Например, для кубика 1см x 1см высота верхего слоя будет 0.1 мм. В этом случае при формировании G-кода через CURA для Prusa i3, G-код указывает, что количество слоев для кубика 100. Учитывая то, что для верхнего и нижнего слоя мы указали высоты 0.6 мм, стоит редактировать значение на LAYER:94
4. Увеличьте толщину верхнего слоя. Одно из самых простых решений проблемы — это увеличение толщины верхнего слоя. В большинстве приложений вы сможете настроить толщину с помощью расширенных настроек ‘Bottom / Top Thickness setting’. Вам необходимо увеличить толщину верхнего и нижнего слоя до 6 раз(крат) по сравнению с другими слоями и до 8 для меньших сопел и пластика. Если высота слоя равняется 0.1mm, то высота верхнего и нижнего слоев должна быть 0.6mm. Если в верхнем слое все равно есть дыры и проплешины, увеличьте тощину до 0.8mm.
Чеклист:
Используйте филамент большего диаметра
Убедитесь, что направление и скорость вентиляторов правильные
Вручную установите скорость вентиляторов
Увеличьте толщину верхнего слоя
Проблема с 3D печатью #8: Волоски, паутина
Описание проблемы
При печати образуются «паутинки» или «волоски» между элементами модели.
Когда головка принтера перемещается по открытой повехности (без экструдирования), то есть переходит с одного объекта на другой, пластик стекает из сопла.
Решение проблемы 3D печати: Волоски, паутина
1. Включите втягивание(откат/retract). Втягивание — важный фактор для качества готовой модели и он может быть включен в слайсере. Он функционирует достаточно просто и работает по приципе втягивания нити назад в сопло перед тем как головка начинает двигаться. Суть заключается в том, что он предотвращает вытекание пластика из сопла, которые и создают «паутинку» между объектами.
2. Активация втягивания в настройках. Большинство приложений, таких как Cura, предлагают активацию втягивания в настройках, и это настроено по умолчанию. Тем не менее, если вы хотите больше опций, вы можете настроить их дополнительно. Например вы можете настроить минимальный путь головки перед активацией втягивания.
3. Минимальная дистанция (мм). Если втягивание не работает правильно, самый простой способ это исправить — это уменьшить минимальную дистанцию. Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати.
4. Просто обрежьте их. Не самое изысканное решение, но оно имеет право на жизнь. Аккуратно обрежьте паутинку.
Чеклист:
Включите втягивание
Настройте минимальную дистанцию перед втягиванием
Обрежьте паутинку скальпелем
Проблема с 3D печатью #9: Недостаточное экструдирование
Описание проблемы
Недостаточное экструдирование возникает, когда экструдер не может выдавливать достаточно материала (или не может делать это достаточно быстро). Это приводит к тому, что слои слишком тонкие, в слоях появляются нежелательные проплешины или слои полностью отсутсвуют).
У этой проблемы есть несколько причин. Прежде всего, диаметр нити может не соответсвовать диаметру, установленному в слайсере. Также, количество экструдированого материала может быть ниже из-за неправильного настроенной прошивки. Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.
Решение проблемы 3D печати: Недостаточное экструдирование
1. Проверьте диаметр филамента. Начните с самого простого решения — проверьте настройки диаметра нити в слайсере. Если вы неуверены в диаметре нити и рекомендованной температуре, проверьте информацию на упаковке.
2. Измерьте нить. Если вы так и не смогли получить ожидаемый результат и выделение филамента остается проблемой, воспользуйтесь штангенциркулем, чтобы проверить диаметр филамента. После измерения откорректируйте настройти слайсингового ПО. (примечание автора — если у вас боуден хотэнд, то необходимо выкрутить фитинг из хотэнда, ввести команду (к примеру в Pronterface) M302: Allow cold extrudes и выдавить метр пластика. Если выдавится больше или меньше, то у вас неверно указано число шагов (steps per mm) для экструдера. Если у вас директ хотэнд, то тогда необходимо выкрутить сопло (сопло выкручивается только на горячую!). Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление)
3. Проверьте печатающую головку. После начала печати большинство принтеров приподымают печатающую головку над основой модели. Проверьте чистое ли сопло.
4. Установите коэфициент экструдирования. Если нет разницы между реальным диаметром экструзии и настройками ПО, проверьте настройки множителя экструзии (или скорость потока или компенсацией потока), возможно, они слишком низкие. Каждое слайсинговое приложение решает проблему по-своему, но попробуйте увеличить коэфициент на 5% и перезапустите процесс печати.
5. Откройте окно Edit Process Settings в Simplify3D и перейдите во вкладку Extruder — коефициент экстредирования должен быть установлен на 1.0 что соответует 100%. Откройте вкладку Material в Cura и увеличьте настройки Flow (вам может понадобится включить Flow в окне Preferences).
Чеклист:
Проверьте диаметр филамента
Используйте штангенциркуль, чтобы перепроверить диаметр филамента
Проверьте, чистый ли
Увеличивайте коэфициент экструдирования на 5% за раз
Проблема с 3D печатью #10: Избыточное экструдирование
Описание проблемы
Избыточное экструдирование означает, что принтер поставляет больше материала, чем необходимо. Это сказывается на том, что на распечатке есть излишки филамента.
Решение проблемы 3D печати: Избыточное экструдирование
Как правило, причина этой проблемы в том, что коэфициент экструдирования или потока в слайсере слишком высокий.
1. Коэфициент экструдирования. Откройте слайсер и проверьте, что вы правильно выбрали коэфициент экструдирования.
2. Настройки (flow) потока. Если с коэфициентом экструдирования все верно, уменьшите параметр Flow в настройках ПО вашего принтера.
Чеклист:
Проверьте правильно ли установлен коефициент экструдирования
Уменьшите настойки flow (потока) филамента
Перевод второй части статьи будет представлен в ближайшее время.
Ждем ваших комментариев к переводу.
Всех с наступающим новым годом!
Выявление и устранение проблем 3D-печати・Cults
Эта статья должна помочь вам определить различные проблемы, связанные с 3D-печатью. Найдите в этом списке изображение или описание, которое лучше всего описывает проблему, с которой вы столкнулись. Мы предлагаем несколько советов, которые должны помочь вам решить эту проблему. Как вы знаете, 3D-печать — это эмпирический процесс, и именно через ошибки вы учитесь понимать, настраивать и использовать свою машину. С помощью этого списка вы должны быть в состоянии решить основные ошибки. Если вы все еще испытываете проблемы или у вас есть дополнительные советы, чтобы добавить к этому списку, не стесняйтесь связаться с нами и сообщить нам об этом!
#1 Слюнотечение
Симптом Тонкие нити вплетаются в зазоры между различными частями 3D-печатной детали.
Общее название: сочащийся
Возможная причина Пластик продолжает вытекать из головки при ее перемещении из-за остаточного давления в нагревателе и текучести расплавленного пластика.
Предлагаемые средства Увеличить длину втягивания нити в Slic3r, расстояние втягивания в CuraEngine. Втягивание нити приведет к падению давления в нагревателе печатающей головки. Эффект можно модулировать, регулируя скорость втягивания непосредственно в слайсере. Увеличьте скорость печатающей головки. Это позволяет расплавленному пластику меньше времени растекаться и оставлять следы между напечатанными деталями. Уменьшите температуру экструзии вашего пластика. Если он слишком высок, пластик становится более текучим и быстрее вытекает из экструдера.
#2 Он рушится
Симптом Обрушение или плохое качество нависающей поверхности, она оставляет небольшие выпуклости.
Общее название: нависание
Возможная причина Затвердевание пластика, осажденного на периферии выступа, происходит недостаточно быстро, поэтому осажденная нить перемещается до того, как она затвердеет. Явление повторяется или подчеркивается от одного слоя к другому.
Предлагаемые исправления Вентилируйте осажденный пластик более эффективно, например, добавив вентилятор к экструдеру или непосредственно с помощью портативного вентилятора. Создайте опоры для печати под свесами. Измените ориентацию детали, чтобы избежать выступов.
#3 Расслаивается по бокам или сверху
Симптомы Контуры недостаточно скреплены между собой. Плоские поверхности покрываются не полностью.
Возможная причина Осаждается недостаточное количество материала. Слишком узкие, осажденные проволоки недостаточно соприкасаются друг с другом и поэтому не прилипают к соседней проволоке. В сопле имеется грязь, которая препятствует прохождению расплава. Температура экструзии слишком низкая, проволока высыхает слишком быстро или сжимается и поэтому не прилипает к соседней проволоке.
Предлагаемые средства Калибровка экструдера для получения расхода материала в соответствии с данными, полученными от слайсера. Разблокируйте экструзионное сопло. Увеличьте температуру экструзии. Увеличьте скорость наложения в вашем слайсере.
#4 На тонких частях недостаточно материала
Симптом Края очень тонкого участка недостаточно прочны, не хватает материала.
Возможная причина Обратная переработка или переделка недостаточно эффективны. Неправильное затвердевание нити. Проскальзывание привода нити во время втягивания.
Предлагаемые средства Уменьшите скорость и длину втягивания во время печати. Увеличьте «дополнительную длину ноги при втягивании» при использовании Slic3r. Увеличьте давление пружины на ведомую шестерню.
#5 Волдыри
Симптом Волдыри, несоответствующая геометрия, например, небольшие выпуклости, которые видны в основном на участках с небольшой площадью поверхности.
Возможная причина Нить слишком горячая при экструзии или система охлаждения нити недостаточно эффективна.
Предлагаемые средства Поместите больше деталей на пластину во время печати. В этом случае сопло будет печатать больше объектов и, следовательно, даст больше времени на охлаждение детали перед повторным проходом по ней. Улучшите охлаждение 3D-печатного объекта, добавив системы охлаждения.
#6 Тонкие стенки расслаиваются
Симптом У тонкой стенки без наполнителя нити расходятся, они не склеены между собой по бокам.
Возможная причина Стенки вашей 3D-печати слишком тонкие или они не приспособлены к такому маленькому размеру.
Предлагаемые средства Рисуйте более толстые стенки, чтобы адаптироваться к толщине нити. В настройках слайсера задайте ширину осадка, которая является суб-многократной ширине стенки, оставаясь совместимой с диаметром экструзии и высотой слоя. Смените ломтерезку.
#7 Слой смещается по горизонтали
Симптом Слой смещается по оси X или Y (или по обеим).
Возможная причина Проблема с движением печатающей головки или пластины.
Предлагаемое исправление Уменьшите ускорение на оси, на которой возникла проблема.
#8 Слои смещаются равномерно
Симптом Слои почти всегда смещаются вдоль оси X и/или Y после определенной высоты печати.
Возможная причина Неисправность смещения головки или пластины из-за перегрева двигателей, которые переходят в безопасный режим.
Предлагаемое исправление Охлаждайте двигатели с помощью систем охлаждения (вентиляторов).
#9 Углы загибаются вверх
Симптом Деформация в направлении Z во время 3D-печати. Этот показатель увеличивается в случае сильного свеса.
Общее название: завивка
Возможная причина Плохое затвердевание, эффект усадки из-за разницы температур проволоки, осажденной на предыдущий охлажденный слой.
Предлагаемые средства Увеличьте наклон в 3D-модели детали, чтобы уменьшить свес. Дальнейшее охлаждение осажденного пластика с помощью системы вентиляции. Добавьте опоры для печати на пораженные участки.
#10 Уголки отваливаются
Симптом Углы напечатанного объекта отслаиваются от пластины, создавая неровную основу.
Общее название: искривление
Возможная причина Плохое прилегание заготовки к пластине. Слишком высокий коэффициент усадки материала. Первый слой недостаточно прижат к плите.
Предлагаемые средства Смените материал для печати, поскольку вероятность деформации при использовании PLA меньше. Нанесите клей на печатную форму (клей, лента, лак и т.д.). Перед печатью правильно отрегулируйте высоту пластины. Наложите более тонкий первый слой, чтобы сильнее раздавить осажденную проволоку. Добавьте ободок под первый слой. Нагрейте плиту. Очистите и обезжирьте основание. Измените стратегию заполнения. Заполняйте нижнюю часть концентрически, а не линейно, а затем заполняйте внутреннюю часть в виде сот, чтобы избежать эффекта усадки. Уменьшите плотность внутренней заливки вашего 3D-печатного объекта.
#11 Плотность экструзии слишком низкая
Симптом Неправильная плотность материала.
Возможная причина Слишком низкий расход материала
Предлагаемые средства Разблокируйте экструзионное сопло. Филамент заблокирован перед экструдером (например, узел в катушке) Проверьте привод резьбы (например, проблема с винтом с накаткой)
Углы #12 формируются неправильно
Симптом Углы не достаточно прямые, они могут даже торчать и увеличивать размер детали.
Возможная причина Слишком много материала оседает в углу из-за того, что сопло слишком сильно замедляется при прохождении через угол.
Предлагаемые средства Намеренно смягчите угол детали в программе 3D-моделирования. Увеличьте «рывок» на регуляторе оси вашего 3D-принтера.
#13 Есть черные капли
Симптом Обгоревший (почерневший) пластик на некоторых участках напечатанного объекта.
Возможная причина Плохая герметичность сопла приводит к тому, что сгоревший PLA или ABS стекает вокруг сопла.
Предлагаемое исправление Демонтируйте форсунку и снова закройте ее.
#14 Слои плохо сварены
Симптом Деталь ломается в месте крепления между двумя печатными слоями.
Возможная причина Слишком сильное охлаждение, осажденный слой плохо прилипает к предыдущему слою, так как при осаждении он был недостаточно горячим.
Предлагаемые средства Уменьшите скорость вращения вентилятора во время печати. Увеличьте минимальную скорость печати в слайсере.
#15 На первом слое образуются пузырьки
Симптом Первый слой сходит с пластины локально в виде пузырьков.
Возможные причины Наличие влаги в материале, которая постепенно испаряется при контакте с нагревательной пластиной. Недостаточная температура нагревательной пластины для используемого материала.
Предлагаемые средства Храните рулоны сырья в сухом месте, в закрытой упаковке, с мешком влагопоглотителя. Высушите поврежденный материал: поместите его во вращающуюся духовку при температуре 40°C примерно на 3 часа. Будьте осторожны и не нагревайте выше 45°C или 50°C: это может привести к слипанию нитей в бобине и даже к потере их цилиндрической формы. Увеличьте температуру нагревательной пластины. Печать на ленте или специальном клее.
#16 Хрупкий сверху и снизу
Симптом Горизонтальные стороны слишком тонкие и хрупкие.
Возможные причины Недостаточная толщина материала над и под печатным объектом с тонкой заливкой. Уложенные нити имеют слишком мало точек опоры и разрушаются между заправочными ребрами.
Предлагаемые средства Поместите как минимум 2 или 3 полностью заполненных слоя (параметр «Solid layers» в Slic3r) для «верхней» и «нижней» граней. Увеличьте заливку вашего объекта.
#17 Верхние части отверстий разрушаются
Симптом Верхние провода горизонтального осевого отверстия обрушиваются во время строительства.
Возможные причины Слишком горизонтальная зона отвеса. Несоответствие между температурой сопла, охлаждением проволоки и скоростью.
Предлагаемые исправления Уменьшите или устраните эту зону свеса, изменив геометрию 3D-файла. Пример на большом отверстии на фотографии, в форме капли воды, а не цилиндра. Добавьте опоры для печати под этой областью, если выступ слишком труден для 3D-принтера. Избегайте слишком большого замедления в этой области, даже если время печати слоя невелико.
#18 Цвет или прозрачность варьируется
Симптом Цвет или прозрачность материала меняется на разных участках во время 3D-печати.
Возможные причины Различная кристаллизация материала из-за разной скорости охлаждения. Это может быть связано, например, со временем печати отдельных частей объекта или с мощностью вентилятора. Излучение из сопла может повлиять на термический цикл предыдущего слоя и тем самым изменить его внешний вид. Нанесенный слой слишком горячий, потому что расположенный ниже слой не успел остыть.
Будьте внимательны, физико-механические свойства детали могут меняться в зависимости от этих различий в кристаллизации!
Предлагаемые исправления Лучше управлять охлаждением с помощью параметров слайсера: изменять мощность вентилятора в зависимости от времени охлаждения пластины или замедлять скорость печати пропорционально поверхности пластины. Уменьшите температуру экструзии для более быстрого и равномерного фазового перехода.
#19 Слои расслаиваются
Симптом Некоторые слои изгибаются, и между различными печатными слоями появляются трещины.
Возможные причины Явление скручивания из-за эффекта, упомянутого в пункте №9 выше происходит между слоями. Проволока слишком быстро охлаждается на выходе из сопла, она не сваривается должным образом с предыдущим слоем. Сильное сжатие материала при охлаждении или смене фазы. Некоторые материалы, экструдированные при высокой температуре (ABS, PC…), могут представлять собой значительное явление сжатия.
Предлагаемые средства Измените температуру экструзии. Измените материал для печати. Избегайте дутья на отложенный провод, уменьшения мощности вентилятора или размещения принтера в помещении, где могут быть сквозняки. Закройте зону сборки в контролируемом шкафу при температуре, близкой к температуре стеклования материала.
#20 Появление капель
Симптом Капли материала осаждаются в различных точках на боковой поверхности 3D-печатного объекта.
Возможные причины Чрезмерное выдавливание при возобновлении экструзии после остановки экструзии при перемещении от одной точки детали к другой или при смене слоев.
Предлагаемые средства В некоторых слайсерах имеется настройка, позволяющая после паузы в печати запросить, чтобы перед возобновлением нормальной печати было задвинуто больше, чем было удалено при втягивании.
#21 Слюноотделение экструдера Боудена
Симптом Экструдер Bowden работает либо слишком интенсивно, либо недостаточно. Первые впечатления от вашего экструдера не очень хорошие, слишком много экструдированного материала, мосты между различными областями в движениях, где экструзия должна остановиться.
Возможная причина Недостаточная усадка нити для компенсации зазора в трубке Боудена. В зависимости от диаметра трубки и нити, а также длины корпуса, двигатель должен протянуть определенную длину нити через изгибы трубки, прежде чем нить втянется из нагревательной головки.
Предлагаемые исправления Увеличьте расстояние «втягивания» в слайсере. Деталь слева была напечатана с 1,5 мм отступа, что было явно недостаточно. Когда расстояние втягивания было увеличено до 6 мм, центральная часть была отпечатана. Слишком большая усадка приводит к попаданию горячего материала в терморазрыв, температура терморазрыва постепенно повышается, и плавящаяся нить в итоге застревает в терморазрыве. Двигатель больше не в состоянии эффективно толкать его. При уменьшении расстояния втягивания до 4 мм получается деталь, показанная справа.
#22 Полосы или регулярный рисунок на экструзии
Симптом Появление повторяющегося рисунка на стенках 3D-отпечатков. Рисунок может меняться в зависимости от направления движения двигателей.
Возможная причина Неправильная настройка привода экструдера Эта проблема может возникнуть, если экструдер настроен на неправильный ток. Если экструдер имеет недостаточную мощность, экструзия не будет постоянной.
Предлагаемые средства Отрегулируйте драйвер экструдера с помощью мультиметра. Будьте осторожны, чтобы во время измерения не произошло короткого замыкания, используйте керамическую отвертку.
Работа, выполненная Филиппом, Пьеро и Франком и первоначально размещенная на LOGre
Страница переведена при помощи машинного перевода. Предложить лучший вариант перевода
Натяжение или выделение | Программное обеспечение Simplify3D
Натяжение или просачивание
Натяжение (также известное как просачивание, усы или «волосатые» отпечатки) возникает, когда на 3D-печатной модели остаются небольшие нити пластика. Обычно это происходит из-за того, что пластик вытекает из сопла, когда экструдер перемещается в новое место. К счастью, в Simplify3D есть несколько настроек, которые могут решить эту проблему. Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера.
Общие решения
Расстояние отвода
Наиболее важной настройкой отвода является расстояние отвода. Это определяет, сколько пластика вытягивается из сопла. Как правило, чем больше пластика вытягивается из сопла, тем меньше вероятность того, что сопло будет вытекать при движении. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность.
Скорость отвода
Следующей настройкой отвода, которую следует проверить, является скорость отвода. Это определяет, насколько быстро нить вытягивается из сопла. Если вы втягиваете экструдер слишком медленно, пластик будет медленно просачиваться через сопло и может начать протекать до того, как экструдер переместится к новому месту назначения. Если вы втянете слишком быстро, нить может отделиться от горячего пластика внутри сопла, или быстрое движение ведущей шестерни может даже стереть кусочки вашей нити. Обычно в диапазоне 1200-6000 мм/мин (20-100 мм/с) существует оптимальная зона, при которой ретракция работает лучше всего. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.
Слишком высокая температура
После того, как вы проверили настройки отвода, следующей наиболее распространенной причиной чрезмерного натяжения является температура экструдера. Если температура слишком высока, пластик внутри сопла станет менее вязким и будет легче вытекать из сопла. Однако, если температура слишком низкая, пластик все еще будет твердым, и его будет трудно выдавливать из сопла. Если вы считаете, что у вас правильные настройки втягивания, но вы все еще сталкиваетесь с этими проблемами, попробуйте уменьшить температуру экструдера на 5-10 градусов. Это может существенно повлиять на конечное качество печати. Вы можете настроить эти параметры, нажав «Изменить параметры процесса» и выбрав вкладку «Температура». Выберите свой экструдер из списка слева, а затем дважды щелкните заданное значение температуры, которое вы хотите изменить.
Длительные перемещения по открытому пространству
Как мы уже говорили выше, натяжение происходит, когда экструдер перемещается между двумя разными точками, и во время этого движения пластик начинает вытекать из сопла. Продолжительность этого движения может иметь большое влияние на то, насколько сильно происходит просачивание. Короткие движения могут быть достаточно быстрыми, чтобы пластик не успевал вытекать из сопла. Тем не менее, длинные движения, скорее всего, создадут струны. К счастью, Simplify3D включает чрезвычайно полезную функцию, которая может помочь минимизировать длину этих движений. Программное обеспечение достаточно умно, чтобы автоматически регулировать траекторию движения, чтобы убедиться, что сопло имеет очень короткое расстояние для перемещения по открытому пространству. Фактически, во многих случаях программное обеспечение может найти путь движения, который не пересекает открытое пространство! Это означает, что нет возможности создать струну, потому что сопло всегда будет находиться поверх твердого пластика и никогда не выйдет за пределы детали. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» и включите параметр «Избегать пересечения контура при перемещении».
Скорость движения
Наконец, вы также можете обнаружить, что увеличение скорости движения вашей машины также может сократить время, в течение которого экструдер может просачиваться при перемещении между частями. Вы можете проверить, какие скорости движения использует ваша машина, щелкнув вкладку «Скорости» в настройках процесса. Скорость движения по осям X/Y представляет собой скорость перемещения из стороны в сторону и часто напрямую связана с количеством времени, которое ваш экструдер тратит на перемещение на открытом воздухе. Если ваша машина может обрабатывать перемещение на более высоких скоростях, вы можете обнаружить, что увеличение этих параметров также может уменьшить натяжение между деталями.
Связанные темы
Не прилипать к станине
Не прилипать к станине
Очень важно, чтобы первый слой вашего отпечатка был прочно связан с платформой принтера, чтобы оставшаяся часть вашей детали могла быть построена на этом основании. Если первый слой не прилипает к платформе сборки, позже это создаст проблемы. Есть много разных способов справиться с этими проблемами адгезии первого слоя, поэтому ниже мы рассмотрим несколько типичных причин и объясним, как решить каждую из них.
Общие решения
Платформа сборки не выровнена
Многие принтеры имеют регулируемую платформу с несколькими винтами или ручками, которые контролируют положение платформы. Если у вашего принтера есть регулируемая платформа, и у вас возникли проблемы с прилипанием первого слоя к платформе, первое, что вам нужно проверить, это то, что платформа вашего принтера плоская и ровная. Если кровать не выровнена, одна сторона вашей кровати может быть слишком близко к соплу, а другая сторона слишком далеко. Для получения идеального первого слоя требуется ровная печатная платформа. Simplify3D уже включает в себя полезный мастер выравнивания кровати, который поможет вам в процессе выравнивания кровати. Вы можете найти этот мастер, выбрав «Инструменты» > «Мастер выравнивания кровати» и следуя инструкциям на экране.
Сопло начинается слишком далеко от платформы
После того, как ваша кровать была правильно выровнена, вам все равно нужно убедиться, что сопло начинается на правильной высоте относительно рабочей платформы. Ваша цель — расположить экструдер на идеальном расстоянии от рабочего стола — не слишком далеко и не слишком близко. Для хорошей адгезии к рабочей пластине нить должна быть слегка прижата к рабочей пластине. Хотя вы можете настроить эти параметры, изменив аппаратное обеспечение, обычно гораздо проще (и гораздо точнее!) внести эти изменения из Simplify3D. Для этого нажмите «Изменить параметры процесса», чтобы открыть параметры процесса, а затем перейдите на вкладку G-Code. Вы можете использовать глобальное смещение G-кода оси Z для очень точной настройки положения сопла. Например, если вы введете -0,05 мм для смещения G-кода по оси Z, сопло начнет печатать 0,05 мм ближе к вашей платформе сборки. Будьте осторожны, внося только небольшие коррективы в этот параметр. Каждый слой вашей детали обычно имеет толщину всего около 0,2 мм, поэтому небольшая корректировка имеет большое значение!
Первый слой печатается слишком быстро
Когда вы выдавливаете первый слой пластика поверх рабочей платформы, вы должны убедиться, что пластик может правильно сцепиться с поверхностью, прежде чем начинать следующий слой. Если вы напечатаете первый слой слишком быстро, пластик может не успеть сцепиться с платформой для сборки. По этой причине обычно очень полезно печатать первый слой на более низкой скорости, чтобы пластик успел приклеиться к платформе. Simplify3D предоставляет настройку именно для этой функции. Если вы нажмете «Редактировать параметры процесса» и перейдете на вкладку «Слой», вы увидите параметр с надписью «Скорость первого слоя». Например, если вы установите скорость первого слоя 50%, это означает, что ваш первый слой будет печатать на 50% медленнее, чем остальная часть вашей детали. Если вы чувствуете, что ваш принтер слишком быстро перемещается по первому слою, попробуйте уменьшить этот параметр.
Настройки температуры или охлаждения
Пластик имеет тенденцию сжиматься при охлаждении от высокой температуры до низкой температуры. Чтобы привести полезный пример, представьте себе деталь шириной 100 мм, которая печатается из АБС-пластика. Если экструдер печатал этот пластик при температуре 230 градусов Цельсия, но он помещался на платформу для холодной сборки, вполне вероятно, что пластик быстро остынет после выхода из горячего сопла. Некоторые принтеры также оснащены охлаждающими вентиляторами, которые ускоряют процесс охлаждения во время их использования. Если бы эта деталь из АБС-пластика охладилась до комнатной температуры 30°С, деталь шириной 100 мм усаживается почти на 1,5 мм ! К сожалению, платформа сборки на вашем принтере не уменьшится настолько сильно, поскольку обычно поддерживается довольно постоянная температура. Из-за этого пластик имеет тенденцию отделяться от платформы сборки по мере остывания. Это важный факт, который следует учитывать при печати первого слоя. Если вы заметили, что сначала слой кажется прилипшим, но позже отделяется от печатной платформы по мере остывания, возможно, виноваты ваши настройки температуры и охлаждения.
Многие принтеры, предназначенные для печати на высокотемпературных материалах, таких как АБС-пластик, оснащены подогреваемым столом для решения этих проблем. Если станину подогреть для поддержания температуры 110С на протяжении всего отпечатка, то она сохранит первый слой теплым, чтобы он не дал усадку. Поэтому, если в вашем принтере есть платформа с подогревом, вы можете попробовать нагреть платформу, чтобы первый слой не остыл. В качестве общей отправной точки PLA имеет тенденцию хорошо прилипать к слою, нагретому до 60-70°C, в то время как ABS обычно работает лучше, если слой нагрет до 100-120°C. Вы можете настроить эти параметры в Simplify3D, нажав «Редактировать параметры процесса», а затем выбрав вкладку «Температура». Выберите платформу для сборки с подогревом из списка слева, а затем отредактируйте заданное значение температуры для первого слоя. Вы можете просто дважды щелкнуть значение, чтобы изменить его.
Если в вашем принтере есть охлаждающий вентилятор, вы также можете попробовать отключить его для первых нескольких слоев принтера, чтобы начальные слои не охлаждались слишком быстро. Вы можете сделать это, нажав «Редактировать параметры процесса» и перейдя на вкладку «Охлаждение». Вы можете отрегулировать уставки скорости вентилятора с левой стороны. Например, вы можете захотеть, чтобы первый слой начинался с отключенным вентилятором, а затем включал вентилятор на полную мощность, как только вы дойдете до 5-го слоя. В этом случае вам нужно будет добавить в этот список две уставки: уровень 1 при скорости вентилятора 0% и уровень 5 при скорости вентилятора 100%. Если вы используете АБС-пластик, обычно отключают охлаждающий вентилятор для всей печати, поэтому будет достаточно ввести одну уставку (Слой 1 при скорости вентилятора 0%). Если вы работаете в ветреной среде, вы также можете попытаться изолировать принтер, чтобы ветер не касался вашей детали.
Поверхность строительной платформы (лента, клей и материалы)
Различные пластмассы лучше прилипают к разным материалам. По этой причине многие принтеры содержат специальный материал платформы сборки, оптимизированный для их материалов. Например, некоторые принтеры используют лист BuildTak на верхней части своей платформы, который имеет тенденцию очень хорошо прилипать к PLA. Другие производители выбирают термообработанное стекло, такое как боросиликатное стекло, которое, как правило, очень хорошо работает с АБС-пластиком при нагревании. Если вы собираетесь печатать непосредственно на этих поверхностях, перед началом печати всегда рекомендуется убедиться, что на рабочей платформе нет пыли, жира или масел. Очистка печатной платформы небольшим количеством воды или изопропилового спирта может иметь большое значение.
Если в вашем принтере нет специального материала платформы для сборки, у вас все еще есть варианты! К счастью, есть несколько типов лент, которые хорошо прилипают к обычным материалам для 3D-печати. Полоски ленты можно наклеить на поверхность платформы сборки и легко удалить или заменить, если вы хотите печатать другим материалом. Например, PLA имеет тенденцию хорошо прилипать к синей малярной ленте, в то время как ABS имеет тенденцию лучше прилипать к каптоновой ленте (также известной как полиимидная пленка). Многие пользователи также добились большого успеха, используя временный клей или аэрозоль на верхней части своих сборочных платформ. Лак для волос, клей-карандаши и другие липкие вещества, как правило, работают очень хорошо, если все остальное не помогло. Не стесняйтесь экспериментировать, чтобы увидеть, что работает лучше всего для вас!
Когда ничего не помогает: поля и подложки
Иногда вы печатаете очень маленькую деталь, у которой просто недостаточно площади поверхности, чтобы приклеиться к поверхности платформы сборки. Simplify3D включает в себя несколько опций, которые могут помочь увеличить эту площадь поверхности, чтобы обеспечить большую поверхность для приклеивания к печатной платформе.
Решение этого кроссворда состоит из 8 букв длиной и начинается с буквы Ш
Ниже вы найдете правильный ответ на Вал станка с вращательным движением, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Пятница, 6 Ноября 2020 Г.
CodyCross В кинотеатре Rруппа 383
ШПИНДЕЛЬ
предыдущий
следующий
ты знаешь ответ ?
ответ:
CODYCROSS В кинотеатре Группа 383 ГОЛОВОЛОМКА 2
Крепость сарумана из властелина колец
Американский мультфильм о поющих животных в театре
Такую форму носят ученики
Документ, который разорвала анна иоанновна
Итальянский курорт, воспетый глызиным
Научное название слабоумия
Богиня охоты в древней греции
Блюдо из теста с начинкой из творога или капусты
Лицо, которому предъявлен иск в суде
Буква т в аббревиатуре трц
Придворное звание девушки из свиты императрицы
связанные кроссворды
Шпиндель
Вал станка с устройством для закрепления заготовок или режущих инструментов
Вращающийся вал токарн
станка с устройством для закреп
детал
Шпиндель
Вращающийся вал станка 8 букв
Глава 6.
Кулачки
Йи Чжан с Сьюзан Фингер Стефанни Беренс
Содержание
6.1 Введение
6.1.1 Простой эксперимент: что такое кулачок?
Рис. 6-1 Эксперимент с простым кулачком
Возьмите карандаш и книгу, чтобы провести эксперимент, как показано выше. Сделать закажите наклонную плоскость и используйте карандаш как ползунок (используйте руку в качестве ориентира). Когда вы плавно двигаете книгу вверх, что происходит с карандаш? Он будет выдвинут вверх по направляющей. Этим методом вы преобразовали одно движение в другое с помощью очень простого устройство. Это основная идея камеры. Вращая кулачки в На рисунке ниже бары будут иметь либо поступательное, либо колебательное движение. движение.
6.1.2 Кулачковые механизмы
Преобразование одного из простых движений, например вращения, в любые другие движения часто удобно осуществлять с помощью a Кулачковый механизм Кулачковый механизм обычно состоит из двух подвижных элементы, кулачок и толкатель, закрепленные на неподвижной раме. Кэм устройства универсальны, и почти любое произвольно заданное движение может получить. В некоторых случаях они предлагают самые простые и наиболее компактный способ преобразования движений.
Кулачок можно определить как элемент машины, имеющий криволинейную форму. очертание или изогнутая канавка, которая своим колебанием или вращением движение, дает заданное заданное движение другому элементу вызвал последователя . Камера выполняет очень важную функцию. в работу многих классов машин, особенно тех, автоматический тип, такой как печатные станки, обувное оборудование, текстиль станки, зуборезные и винтовые станки. В любом классе машины, в которых автоматическое управление и точное время Прежде всего, кулачок является неотъемлемой частью механизма. возможное применения кулачков безграничны, и их формы встречаются в большом количестве. разнообразие. В этой статье будут рассмотрены некоторые из наиболее распространенных форм. глава.
6.
2 Классификация кулачковых механизмов
Мы можем классифицировать кулачковые механизмы по режимам входного/выходного движения, конфигурация и расположение толкателя, а также форма камера. Мы также можем классифицировать кулачки по различным типам движения. события последователя и с помощью большого разнообразия движения характеристики профиля кулачка. (Чен 82)
Стационарный кулачковый толкатель: Система толкателя вращается относительно центральной линии вертикальный вал.
Рисунок 6-3 Поступательное движение кулачка — поступательное движение толкателя
6.
2.1 Конфигурация ведомого устройства
Ножевой упор (рис. 6-2a)
Следящий ролик (рис. 6-2b,e,f)
Плоский толкатель (рис. 6-2c)
Наклонный плоский толкатель
Сферический толкатель (рис. 6-2d)
6.2.2 Расположение следящего механизма
Линейный толкатель: Центральная линия толкателя проходит через центральную линию распределительный вал.
Смещение толкателя: Центральная линия следящего элемента не проходит через центральную линию кулачкового вала. Величина смещения — это расстояние между эти две центральные линии. Смещение вызывает уменьшение стороны тяга присутствует в роликовом толкателе.
6.2.3 Форма кулачка
Пластинчатый кулачок или Дисковый кулачок : Толкатель перемещается в плоскости, перпендикулярной оси вращения распределительный вал. Поступательный или маятниковый толкатель должен быть ограничивается поддержанием контакта с профилем кулачка.
Рифленый кулачок или закрытый кулачок (Рисунок 6-4): Это пластинчатый кулачок с толкателем, установленным в канавке на торце камеры.
Рисунок 6-4 Рифленый кулачок
Цилиндрический кулачок или цилиндрический кулачок (рис. 6-5a): Толкатель ролика работает в канавке, прорезанной по периферии цилиндр. Последователь может переводить или колебаться. Если цилиндрический поверхность заменяется конической, получается конический кулачок.
Концевой кулачок (рис. 6-5b): Этот кулачок имеет вращающуюся часть цилиндра. Последователь переводит или колеблется, тогда как кулачок обычно вращается. Концевой кулачок редко используется из-за стоимости и сложности вырезания его контура.
Рисунок 6-5 Цилиндрический кулачок и концевой кулачок
6.2.4 Ограничения для ведомого устройства
Гравитационное ограничение: Вес следящей системы достаточен для поддержания контакта.
Ограничение пружины: Пружина должна быть правильно спроектирована, чтобы сохранять контакт.
Положительное механическое ограничение: Канавка сохраняет положительное действие. (Рисунок 6-4 и Рисунок 6-5а) Для кулачка на рис. 6-6 толкатель имеет два ролика, разделенных фиксированной расстояние, выступающее в роли ограничения; сопрягающий кулачок в такое устройство часто называют кулачком постоянного диаметра .
Рисунок 6-6 Кулачок постоянного диаметра сопряжённый кулачок по расположению аналогичен показанному на рис. 6-7. Каждый кулачок имеет свой ролик, но ролики установлены на одном и том же возвратно-поступательный или колебательный толкатель.
Рисунок 6-7 Двойной кулачок
6.2.5 Примеры в SimDesign
Вращающийся кулачок, поступательный толкатель
Рисунок 6-8 SimDesign перемещает кулачок
Загрузите файл SimDesign simdesign/cam. translating.sim. Если вы поверните кулачок, последователь будет двигаться. Вес последователя держит их в контакте. Это называется гравитационным кулачком .
Вращающийся кулачок/вращающийся толкатель
Рисунок 6-9 Качающийся кулачок SimDesign
Файл SimDesign называется simdesign/cam.oscillating.sim. Уведомление что на конце толкателя используется ролик. Кроме того, пружина используется для поддержания контакта кулачка и ролика.
Если попытаться вычислить степени свободы (степени свободы) механизма, надо представить, что ролик приваривается к толкателю, потому что вращение ролика не влиять на движение ведомого.
6.3 Номенклатура кулачков
Рисунок 6-10 иллюстрирует некоторые обозначения кулачков:
Рисунок 6-10 Номенклатура кулачков
Точка отслеживания : Теоретическая точка на последователе, соответствующая точке вымышленный упорный . Он используется для генерации кривая шага . В случае следящего ролика след точка находится в центре ролика.
Кривая шага : Путь, созданный точкой трассировки в толкатель вращается вокруг неподвижного кулачка.
Рабочая кривая : Рабочая поверхность кулачок, контактирующий с толкателем. Для ножевого упора пластинчатого кулачка, кривая шага и рабочие кривые совпадают. В закрытом или рифленом кулачке имеется внутренняя часть . профиль и внешняя рабочая кривая .
Делительный круг : Окружность от центра кулачка через шаг точка. Радиус делительной окружности используется для расчета кулачка минимального размера. для данного угла давления .
Основной круг ( опорный круг ): Наименьший круг от центра кулачка через кривую шага.
Базовая окружность : Наименьшая окружность от центра кулачка до кривая профиля кулачка.
Ход или ход :Наибольшее расстояние или угол через который ведомый движется или вращается.
Смещение ведомого : Положение ведомого от определенное нулевое или исходное положение (обычно это положение, когда f последующие контакты с базовой окружностью кулачка) относительно ко времени или углу поворота кулачка.
Угол давления : Угол в любой точке между нормалью и кривая шага и мгновенное направление следящего движения. Этот угол важен в конструкции кулачка, потому что он представляет собой крутизну кулачковый профиль.
6.4 События движения
Когда кулачок совершает один цикл движения, толкатель выполняет серия событий, состоящая из подъемов, задержек и возвратов. Подъем движение толкателя от центра кулачка, выдержка есть движение, во время которого ведомый покоится; и вернуть представляет собой движение толкателя к центру кулачка.
Есть много следящих движений, которые можно использовать для подъемов и подъемов. возвращается. В этой главе мы опишем ряд основных кривых.
Рисунок 6-11 События движения
Обозначение
: Угол поворота кулачок, измеренный от начала события движения;
Если бы движение толкателя было прямой линией, рис. 6-11a,b,c, то его перемещения были бы равны в равные единицы времени, т.е. , равномерная скорость от от начала до конца штриха, как показано на b. Ускорение, за исключением того, что в конце штриха будет ноль, как показано на c. диаграммы показывают резкие изменения скорости, которые приводят к большим силам в начале и в конце удара. Эти силы нежелательно, особенно когда кулачок вращается с большой скоростью. движение с постоянной скоростью поэтому имеет только теоретическое значение интерес.
(6-1)
6.4.2 Движение с постоянным ускорением
Движение с постоянным ускорением показано на рис. 6-11d, e, f. Как указано в e, скорость увеличивается с одинаковой скоростью в течение первой половины движения и уменьшается равномерно во второй половине движения. ускорение постоянное и положительное в течение первой половины движение, как показано в f, и является постоянным и отрицательным на всем протяжении Вторая половина. Этот тип движения дает ведомому наименьший значение максимального ускорения на пути движения. на высокой скорости машин это особенно важно из-за сил, которые необходимы для создания ускорений.
Когда ,
(6-2)
Когда ,
(6-3)
6.4.3 Гармоническое движение
Кулачковый механизм с основной кривой, подобной g на рисунке. 6-7g сообщит простых гармонических движений в последователь. Диаграмма скоростей в точке h указывает на плавность хода. ускорение, как показано в i, максимально в начальном положении, ноль в средней позиции и отрицательный максимум в конечной позиции.
(6-4)
6,5 кулачковая конструкция
Поступательное или вращательное смещение толкателя есть функция угла поворота кулачка. Дизайнер может определить функцию в соответствии с конкретными требованиями в дизайне. Движение Требования, перечисленные ниже, обычно используются при проектировании профиля кулачка.
6.5.1 Дисковый кулачок с толкателем с режущей кромкой
На рис. 6-12 показана схема дискового кулачка с лезвием ножа. переводящий последователь. Мы предполагаем, что кулачковый механизм будет использоваться реализовать зависимость смещения между вращением cam и перевод последователя.
Рисунок 6-12 A Схема каркаса дискового кулачка с ножевым перемещением
Ниже приведен список основных параметров для оценки этих типы кулачковых механизмов. Однако эти параметры достаточны только для определения остроконечного толкателя и поступательного кулачкового механизма толкателя.
Параметры:
r o : радиус основания круг;
e : Смещение толкателя от поворотного центр кулачка. Обратите внимание: это может быть отрицательным.
s : Смещение толкателя, которое является функцией угол поворота кулачка — .
IW : Параметр, абсолютное значение которого равно 1. Он представляет направление вращения кулачка. Когда кулачок поворачивается по часовой стрелке: IW=+1 , иначе: IW=-1 .
Принцип конструкции кулачкового профиля:
Метод, называемый инверсией, обычно используется в конструкции профиля кулачка. Например, в дисковом кулачке с механизм толкателя, толкатель переводится, когда кулачок поворачивается. Это означает, что относительное движение между ними представляет собой комбинацию относительного вращательного движения и относительное поступательное движение. Не изменяя этой особенности их относительного движения, представьте, что кулачок остается неподвижным. Сейчас последователь выполняет как относительный поворот, так и перевод движения. Мы перевернули механизм.
Кроме того, представьте себе, что острие ножа толкатель перемещается по неподвижному профилю кулачка в перевернутом механизме. Другими словами, острие ножа последователя рисует профиль кулачка. Таким образом, проблема проектирования кулачка профиль становится проблемой вычисления следа лезвия ножа ведомого, движение которого является комбинацией относительного поворот и относительный перевод.
На рис. 6-13 показана только часть профиля кулачка AK . отображается. Предположим, что кулачок вращается по часовой стрелке. В начале движение, ножевая кромка толкателя касается точки пересечение A базового круга и кулачковый профиль. Координаты A равны ( So, e ), а Итак, можно вычислить из уравнения
Предположим, что перемещение толкателя составляет S , когда угловой смещение кулачка. В этот момент координаты лезвия толкателя должны быть ( Так + С, е ).
Чтобы получить соответствующее положение режущей кромки толкателя в перевернутого механизма, поверните толкатель вокруг центра кулачка в обратном направлении на угол . Острие ножа будет инвертируется в точку K , что соответствует точке на профиль кулачка в перевернутом механизме. Следовательно, координаты точки K можно рассчитать по следующему уравнению:
(6-5)
Примечание:
Смещение e отрицательно, если ведомый находится ниже оси x .
Когда направление вращения кулачка по часовой стрелке: IW = +1 , иначе: IW = -1 .
6.5.2 Дисковый кулачок с качающейся кромкой ножа Подписчик
Предположим, что кулачковый механизм будет использоваться для того, чтобы лезвие ножа колебалось. Нам нужно вычислить координаты профиля кулачка, что приводит к требуемое движение ведомого.
Рисунок 6-14 Дисковый кулачок с остроконечным качающимся толкателем
Основные параметры кулачковых механизмов этого типа приведены ниже.
r o : Радиус основания круг;
a : Расстояние между осью кулачка и осью последователь.
l : Длина толкателя на расстоянии от его оси к лезвию ножа.
: Угловой смещение толкателя, которое зависит от угла поворота камеры — .
IP : Параметр, абсолютное значение которого равно 1. Он представляет местонахождение последователя. Когда ведомый находится выше x ось: IP=+1 , иначе: IP=-1 .
IW : Параметр, абсолютное значение которого равно 1. Он представляет направление кулачка. Когда кулачок поворачивается по часовой стрелке: IW=+1 , иначе: ИВ=-1 .
Принцип конструкции кулачкового профиля
Основополагающим принципом проектирования профилей кулачков по-прежнему является инверсия, как и для проектирование других кулачковых механизмов, ( например , перевод толкателя кулачкового механизма). Как правило, последователь колеблется при повороте кулачка. Это означает, что относительное движение между ними представляет собой комбинацию относительного вращательного движения и относительное колебательное движение. Не изменяя этой особенности их относительное движение, пусть кулачок остается неподвижным, а толкатель выполняет как относительное вращательное движение, так и колебательное движение. Представляя таким образом, мы фактически перевернули механизм.
Рисунок 6-15 Конструкция профиля кулачка для вращающегося толкателя
На рис. 6-15 показана только часть профиля кулачка BK . Мы Предположим, что кулачок вращается по часовой стрелке.
В начале движения острая кромка толкатель касается точки пересечения ( B ) основания окружность и профиль кулачка. Начальный угол между толкателем ( AB ), а линия двух разворотов ( AO ) равна 0. Его можно рассчитать из треугольник ОАБ .
При угловом перемещении кулачка колебательное перемещение последователя, который измеряет из своего начального положения. В этот момент угол между толкателем и линией, проходящей через два шарнира, должно быть +0.
Координаты лезвия ножа в этот момент будет
(6-6)
Чтобы получить соответствующее острие толкателя в перевернутом механизма, просто поверните толкатель вокруг центра кулачка в обратное направление вращения кулачка на угол . Острие ножа будет перевернуто на точку K что соответствует точке на кулачке профиль в перевернутом механизме. Следовательно, координаты г. точка K может быть рассчитана по следующему уравнению:
(6-7)
Примечание:
Когда начальное положение толкателя выше x ось, IP = +1 , иначе: IP = -1 .
Когда направление вращения кулачка по часовой стрелке: IW = +1 , иначе: IW = -1 .
6.5.3 Дисковый кулачок с роликовым толкателем
Дополнительные параметры:
r : радиус ролика.
IM : параметр, абсолютное значение которого равно 1, указывающий, какой будет принята огибающая кривая.
RM : внутренняя или внешняя огибающая кривая. Когда это внутренняя оболочка кривая: RM=+1 , иначе: RM=-1 .
Принцип конструкции:
До сих пор используется основной принцип построения профиля кулачка методом инверсии. Однако кривая не создается напрямую инверсией. Эта процедура имеет два шагов:
Представьте себе центр ролика как острие ножа. Эта концепция важна в конструкции профиля кулачка и называется точкой следа толкателя. Вычислите кривую основного тона aa , то есть след точка тангажа в перевернутом механизме.
Профиль кулачка bb является продуктом огибающего движения серия роликов.
Рисунок 6-16 Точка следа толкателя на дисковом кулачке
Уравнения расчета:
Проблема вычисления координат профиля кулачка является Задача о вычислении точек касания последовательности роликов в перевернутый механизм. В момент, показанный на рис. 6-17, касательная точка P на профиле кулачка.
Рисунок 6-17 Точка касания P ролика к дисковому кулачку
Расчет координат точки P состоит из двух шагов:
Рассчитать наклон касательной тт пункта К на кривая шага, аа .
Расчет наклона нормали nn кривой aa at точка К .
Так как у нас уже есть координаты точки К: ( х, y ), мы можем выразить координаты точки P как
(6-8)
Примечание:
Когда направление вращения кулачка по часовой стрелке: IW = +1 , иначе: IW = -1 .
, когда огибающая кривая (профиль кулачка) лежит внутри кривой шага: RM = +1 , иначе: РМ = -1 .
Содержание
Полное оглавление
1 Физические принципы
2 Механизмы и простые машины
3 Подробнее о машинах и механизмах
4 Базовая кинематика жестких тел со связями
5 плоских соединений
6 кулачков
6. 1 Введение
6.1.1 Простой эксперимент: что такое кулачок?
6.1.2 Кулачковые механизмы
6.2 Классификация кулачковых механизмов
6.2.1 Конфигурация ведомого устройства
6.2.2 Расположение следящего механизма
6.2.3 Форма кулачка
6.2.4 Ограничения для ведомого устройства
6.2.5 Примеры в SimDesign
6.3 Номенклатура кулачка
6.4 События движения
6.4.1 Движение с постоянной скоростью
6.4.2 Движение с постоянным ускорением
6.4.3 Гармоническое движение
6.5 Кулачковая конструкция
6.5.1 Дисковый кулачок с ножевой кромкой Перевод подписчика
6.5.2 Дисковый кулачок с качающейся кромкой ножа Последователь
6.5.3 Дисковый кулачок с роликовым толкателем
7 передач
8 Другие механизмы
Индекс
Ссылки
sfinger@ri. cmu.edu
Знать направления вращения и числа оборотов шестерен
ВЕРШИНА
>
Знание передач
>
Первый шаг конструкции механизма с использованием шестерен
>
Знать направления вращения и число оборотов шестерен
1. Функции редуктора
Вот список функций зубчатых передач для конструкций механизмов. (Таблица 2-1)
Таблица 2-1 Функции редуктора
Характерные функции шестерен
Объяснение
Изменить направление вращения вала
(уже объяснил)
Преобразование вращательного движения в линейное движение
(уже объяснил)
Изменение направления вращения (по часовой стрелке/против часовой стрелки)
См. эту главу
Изменение количества оборотов (ускорение вверх/вниз)
См. эту главу
Изменение силы вращения (увеличение/уменьшение крутящего момента)
Вы можете изменить направление и количество оборотов входного и выходного валов, зацепив несколько шестерен. Позвольте мне объяснить это с помощью обычно используемых цилиндрических шестерен.
2. Определение направления вращения
Как правило, при использовании редукторов в конструкции механизмов изделий мехатроники в качестве источника энергии используется двигатель. Направление вращения двигателя определяется вращением вала, если смотреть со стороны, на которую выступает вал двигателя. (Рис. 2-1) Кстати, вращение вправо обычно обозначается как CW (по часовой стрелке), а вращение влево — CCW (против часовой стрелки).
Рисунок 2-1: Определение направления вращения двигателя
Инженерам-конструкторам-механикам необходимо передавать информацию о направлении вращения двигателя инженерам-конструкторам-электрикам и разработчикам программного обеспечения. В отличие от двигателей, направление вращения шестерен может быть определено по-разному в зависимости от направления взгляда. Поэтому направления взгляда должны быть согласованными при отображении движения механизма с помощью изображений (рис. 2-2).
Рисунок 2-2: Определение направления вращения зубчатых колес, если смотреть с заданного направления обзора
«Слова CW и CCW часто встречаются при разработке изделий мехатроники, поэтому их важно запомнить!»
3. Коэффициент скорости (коэффициент увеличения/уменьшения скорости)
Цель конструкции механизма с зубчатыми колесами состоит в том, чтобы получить необходимое число оборотов путем объединения нескольких зубчатых колес. Скорость вращения выходного вала уменьшена, увеличена или сделана равной частоте вращения входного вала в зависимости от назначения. Крутящий момент уменьшается при увеличении скорости и увеличивается при уменьшении. (Этот момент будет объяснен в следующей главе. ) Поэтому скорость двигателя с малой выходной мощностью в большинстве случаев уменьшается с помощью шестерен для создания большего крутящего момента. Многие мотор-редукторы используются в автомобильных деталях, бытовой технике и двигателях промышленных машин. Мотор-редуктор представляет собой электрическую часть, состоящую из небольшого двигателя и редуктора для создания большего крутящего момента, а не для снижения скорости вращения двигателя. (Рисунок 2-3)
Рисунок 2-3: Механизм мотор-редуктора
4. Расчет передаточного отношения одноступенчатой зубчатой передачи
Вращательное число шестерен полностью зависит от числа зубьев зацепляющихся шестерен и передается расчетным путем. Зубчатая передача, зацепляющаяся в одной плоскости, называется «одноступенчатой передачей», и к ней применяются следующие формулы: (Рисунок 2-4)
Когда шестерня A вращается с числом оборотов NA, число оборотов шестерни B NB уменьшается до:
NB=(ZA/ZB)× нет данных
Когда шестерня B вращается на число оборотов NB, скорость вращения шестерни A увеличивается на число NA.
NA=(ZB/ZA)× NB
Рисунок 2-4: Формула передаточного отношения одноступенчатого редуктора
Упражнение для соотношений скоростей (1)
Рассчитайте число оборотов и направление вращения ведомой шестерни (шестерня А). Символ на Рисунке 2-5 представляет ведущую шестерню. * об/мин: число оборотов в минуту: число оборотов в минуту. Кстати, оборот в секунду — это «rps».
[Состояние] Количество зубьев: ZA=20, ZB=40 Число оборотов ведущей шестерни: NB=125 об/мин Направление вращения ведущей шестерни: против часовой стрелки
[Ответ] Число оборотов шестерни A NA=(ZB/ZA)× NB= (40/20)× 125 = 250 об/мин Направление вращения шестерни A: CW
Рисунок 2-5: Упражнение для передаточных чисел одноступенчатого редуктора (1)
Упражнение для соотношений скоростей (2)
Рассчитайте число оборотов и направление вращения ведомой шестерни (шестерня B). Символ на рис. 2-6 представляет ведущую шестерню.
[Условие] Количество зубьев: ZA=17, ZB=51 Число оборотов ведущей шестерни: NA=1800 об/мин Направление вращения ведущей шестерни: против часовой стрелки
[Ответ] Число оборотов шестерни B NB=(ZA/ZB)× NA= (17/51)× 1800 = 600 об/мин Направление вращения шестерни B: CW
Рисунок 2-6: Упражнение для передаточных чисел одноступенчатого редуктора (2)
Упражнение для соотношения скоростей (3)
Рассчитайте число оборотов и направление вращения ведомой шестерни (шестерня C). Символ на Рисунке 2-7 представляет ведущую шестерню.
[Условие] Количество зубьев: ZA=20, ZB=30, ZC=20 Число оборотов ведущей шестерни: NA=90 об/мин Направление вращения ведущей шестерни: против часовой стрелки
[Ответ] Число оборотов шестерни B: NB=(ZA/ZB)× NA= (20/30)× 90 ≈ 60 об/мин Направление вращения шестерни B: по часовой стрелке NC=(ZB/ZC)× NB= (30/20)× 60 = 90 об/мин Направление вращения шестерни C: против часовой стрелки
Рисунок 2-7: Упражнение для определения передаточного числа одноступенчатого редуктора (3)
Эти расчеты становятся все более громоздкими по мере увеличения числа передач. (Рисунок 2-8)
Рисунок 2-8: Расчет передаточного числа одноступенчатого редуктора
Без проблем! При зацеплении нескольких шестерен в одноступенчатой передаче число оборотов определяется количеством зубьев входной и выходной шестерен независимо от числа шестерен и зубьев в середине. Следовательно, число оборотов шестерни E рассчитывается следующим образом:
NE=(ZA/ZE)× Н/Д
«Расчет для одноступенчатого редуктора прост, даже если количество зацепляемых шестерен увеличивается!»
5. Расчет передаточного отношения многоступенчатой зубчатой передачи
Зубчатая передача, которая зацепляется более чем в одной плоскости, называется «многоступенчатой передачей». (Рисунок 2-9)
Рисунок 2-9: Пример многоступенчатой зубчатой передачи (двухступенчатой)
В этом случае вам необходимо рассчитать коэффициент скорости для каждой пары зацепления.
Упражнение для соотношений скоростей (4)
Рассчитайте число оборотов и направление вращения ведомой шестерни (шестерня D). Символ на Рисунке 2-10 представляет ведущую шестерню.
[Состояние] Количество зубьев: ZA=20, ZB=40, ZC=20, ZD=30 Число оборотов ведущей шестерни: NA=120 об/мин Направление вращения ведущей шестерни: против часовой стрелки
[Ответить] Число оборотов шестерни B: NB=(ZA/ZB)× NA= (20/40)× 120 = 60 об/мин Направление вращения шестерни B: по часовой стрелке
NC= NB= 60 об/мин (на том же валу) Направление вращения шестерни C: CW
ND=(ZC/ZD)× NC= (20/30)× 60 ≈ 40 об/мин Направление вращения шестерни D: против часовой стрелки
Рисунок 2-10: Расчет передаточного отношения многоступенчатой зубчатой передачи
По мере увеличения коэффициента уменьшения/увеличения скорости одна шестерня должна быть больше, и при использовании одноступенчатой передачи не будет много места. Следовательно, становится необходимым использовать многоступенчатые передачи для эффективного использования пространства.




 75
75 65
65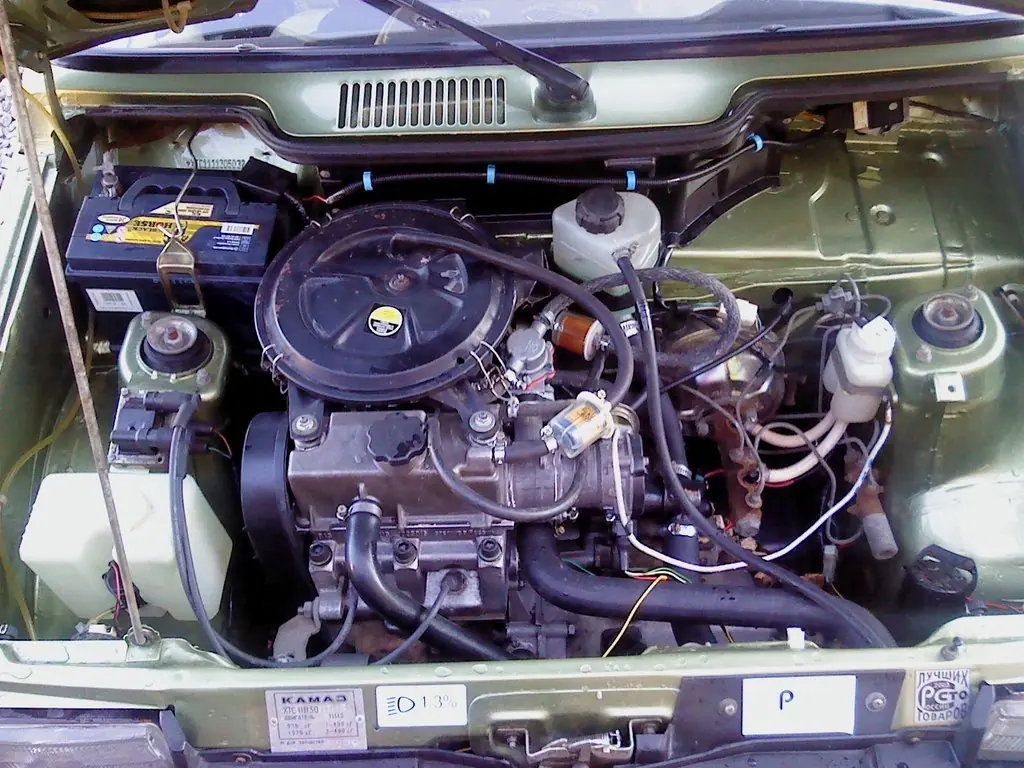 1 серебрист Цена 1 115 ₽
1 серебрист Цена 1 115 ₽




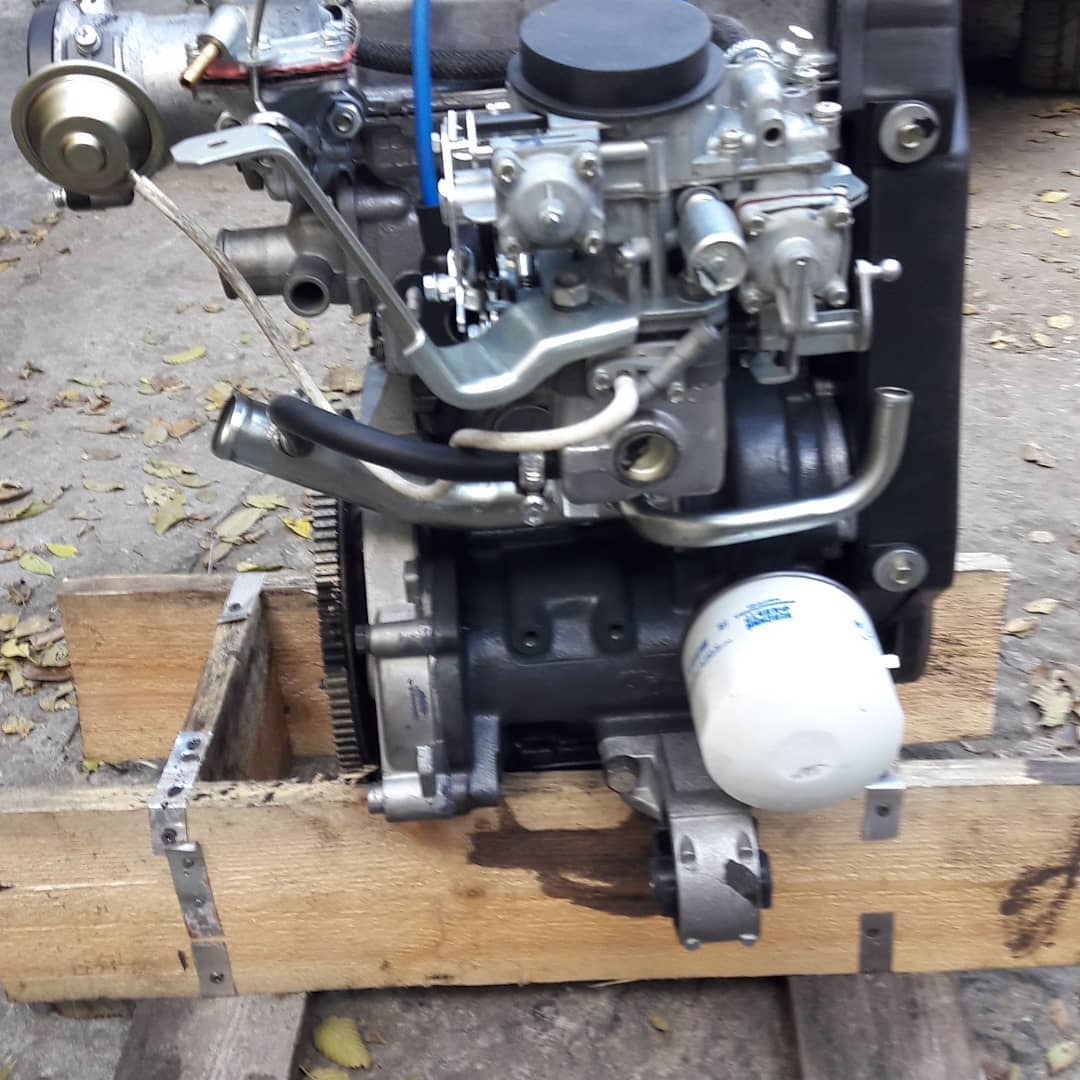
 Наряду с поиском лояльных поклонников в Австралии, около 30 OKA были экспортированы за границу в 12 разных стран.
Наряду с поиском лояльных поклонников в Австралии, около 30 OKA были экспортированы за границу в 12 разных стран.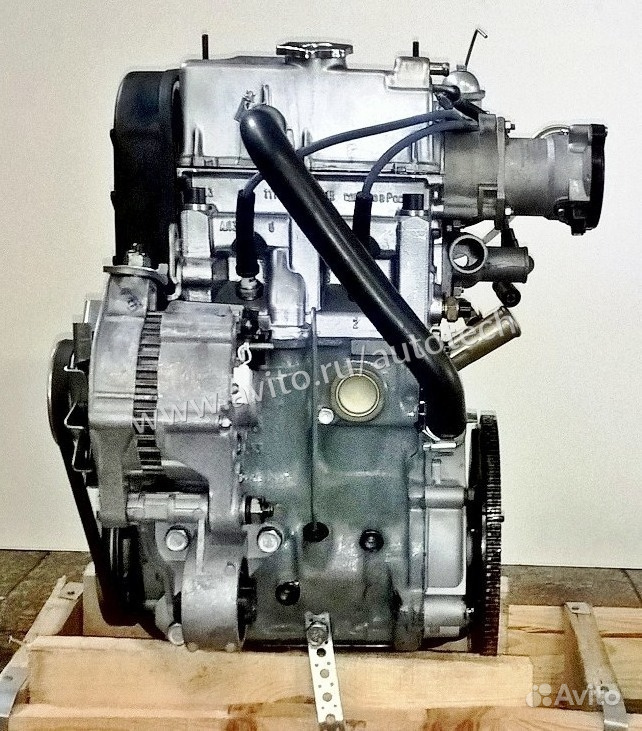
 Оттуда он может быть оснащен различными механизмами, стилями кузова и конфигурациями. Практически все можно настроить, как объясняет Питер:
Оттуда он может быть оснащен различными механизмами, стилями кузова и конфигурациями. Практически все можно настроить, как объясняет Питер:


 В более поздних разделах мы покажем вам, как применять эту философию с самого этапа проектирования CAD, ведущего к этапу печати.
В более поздних разделах мы покажем вам, как применять эту философию с самого этапа проектирования CAD, ведущего к этапу печати. Этот тип поддержки состоит из вертикальных столбов, которые касаются всего свеса. Этот тип поддержки 3D-печати работает почти для каждого свеса и моста. Тем не менее, они гораздо труднее удалить и гораздо больше шансов причинить ущерб поверхности модели.
Этот тип поддержки состоит из вертикальных столбов, которые касаются всего свеса. Этот тип поддержки 3D-печати работает почти для каждого свеса и моста. Тем не менее, они гораздо труднее удалить и гораздо больше шансов причинить ущерб поверхности модели. Эти методы удаления вводят довольно большой риск повреждения модели, и нужно применять правильную технику и оставаться чрезвычайно бдительными и осторожными в фазе удаления.
Эти методы удаления вводят довольно большой риск повреждения модели, и нужно применять правильную технику и оставаться чрезвычайно бдительными и осторожными в фазе удаления. Попробуйте оторвать эти структуры поддержки 3D-печати с помощью пальцев. Будьте нежны. Очень нежный. Если вы сделаете это правильно, большая часть структуры поддержки должна отойти довольно легко.
Попробуйте оторвать эти структуры поддержки 3D-печати с помощью пальцев. Будьте нежны. Очень нежный. Если вы сделаете это правильно, большая часть структуры поддержки должна отойти довольно легко. Тис!
Тис! Этот трюк использовался скульпторами на протяжении веков. Например, взгляните на эту скульптуру Антонио Канова «Венера Витрикс».
Этот трюк использовался скульпторами на протяжении веков. Например, взгляните на эту скульптуру Антонио Канова «Венера Витрикс».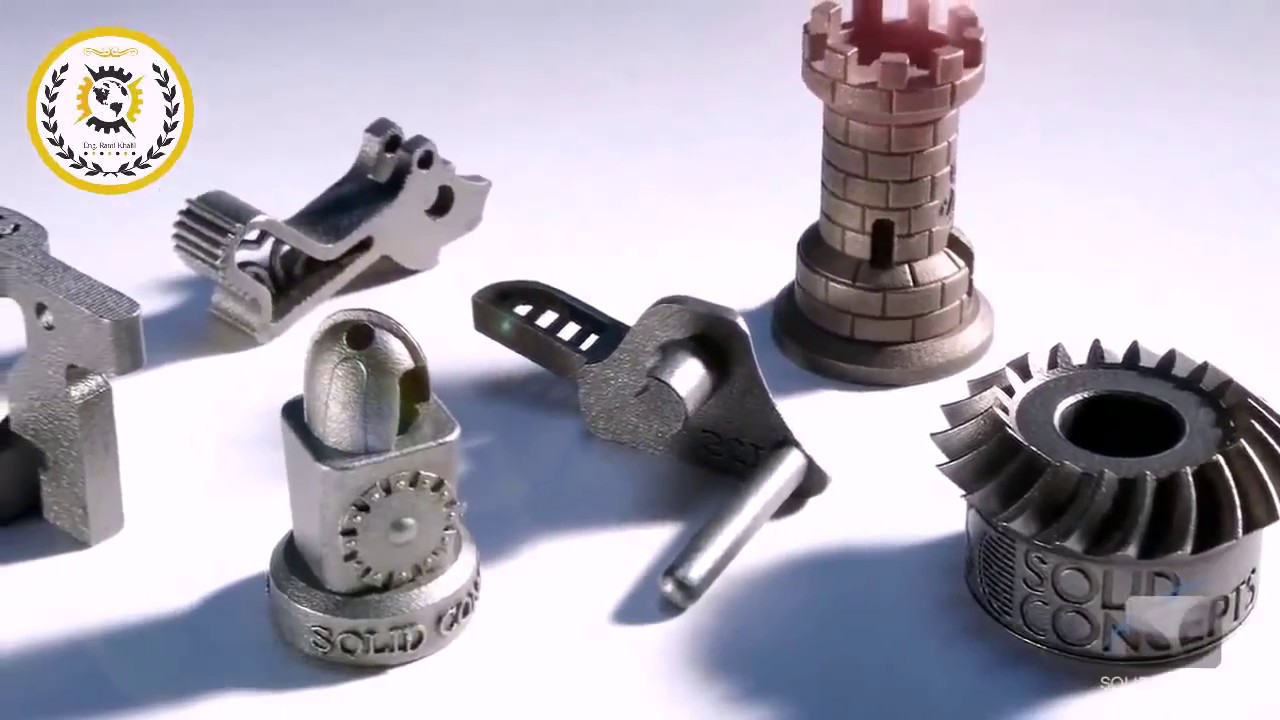
 Например, гораздо лучше распечатать открытую коробку, показанную ниже, с открытым лицом сверху.
Например, гораздо лучше распечатать открытую коробку, показанную ниже, с открытым лицом сверху.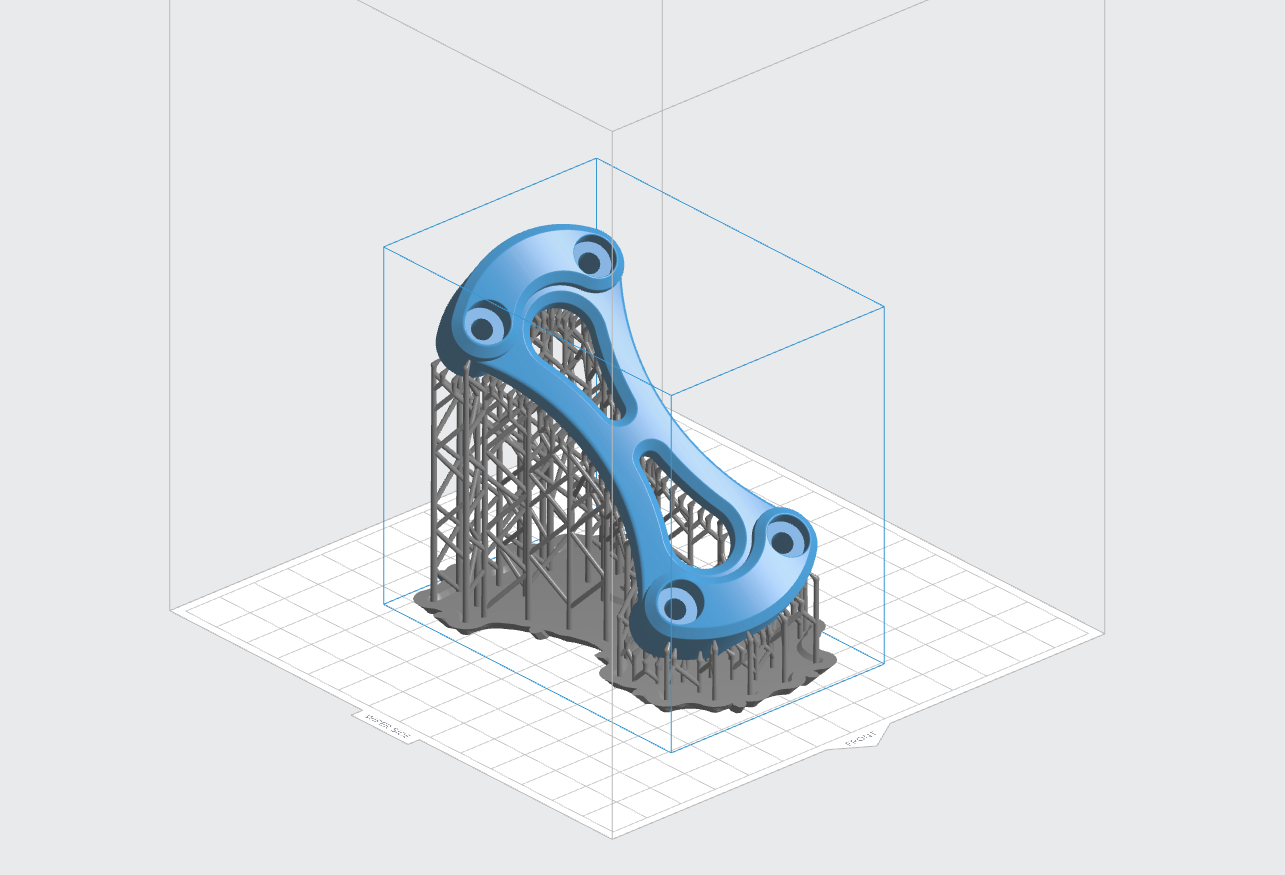 Тем не менее, это означает, что вы часто будете наступать на сложной территории, где есть риск нестабильности модели. Чтобы свести к минимуму этот риск, вот несколько общих трюков.
Тем не менее, это означает, что вы часто будете наступать на сложной территории, где есть риск нестабильности модели. Чтобы свести к минимуму этот риск, вот несколько общих трюков. Но даже в этом случае, вы должны стараться изо всех сил, чтобы убедиться, что 3D-печати структуры поддержки стабильны, но не тратить много материала, легко удалить и не повредить поверхность модели.
Но даже в этом случае, вы должны стараться изо всех сил, чтобы убедиться, что 3D-печати структуры поддержки стабильны, но не тратить много материала, легко удалить и не повредить поверхность модели.
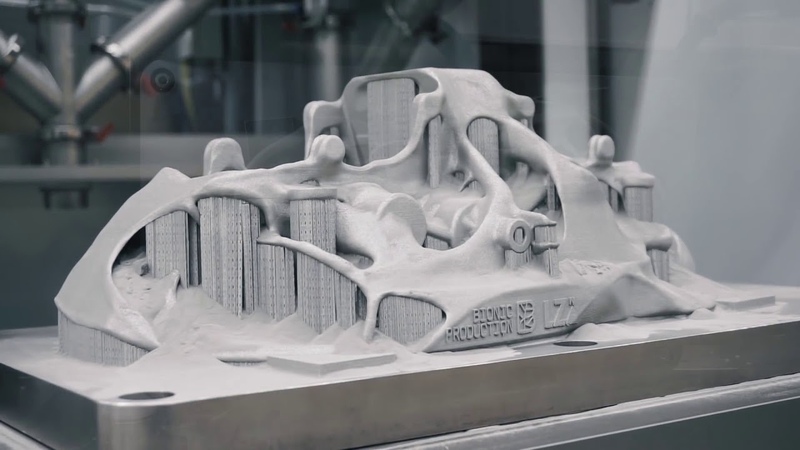

 Если конструкция поддержки 3D-печати повреждает стены или прилипает к ним, вы можете увеличить значение на 0,2 мм, пока стены не выходят гладкими. Однако, пожалуйста, убедитесь, что есть не маленькие свесы торчали из внешних стен, которые будут идти без поддержки, если вы положили немного расстояния между опорой и стенами. Если такие небольшие свесы существуют, возможно, даже придется уменьшить расстояние X/Y вместо того, чтобы увеличивать его. В противном случае, вы получите неудавшийся отпечаток.
Если конструкция поддержки 3D-печати повреждает стены или прилипает к ним, вы можете увеличить значение на 0,2 мм, пока стены не выходят гладкими. Однако, пожалуйста, убедитесь, что есть не маленькие свесы торчали из внешних стен, которые будут идти без поддержки, если вы положили немного расстояния между опорой и стенами. Если такие небольшие свесы существуют, возможно, даже придется уменьшить расстояние X/Y вместо того, чтобы увеличивать его. В противном случае, вы получите неудавшийся отпечаток. Так что, если высота слоя составляет 0,1 мм, расстояние по умолчанию также будет 0,1 мм.
Так что, если высота слоя составляет 0,1 мм, расстояние по умолчанию также будет 0,1 мм. Каждый из них даст вам различный баланс между силой и легкостью удаления.
Каждый из них даст вам различный баланс между силой и легкостью удаления. Если вам понравилось, поделитесь им со своими приятелями 3D-печати и распространять слово.
Если вам понравилось, поделитесь им со своими приятелями 3D-печати и распространять слово.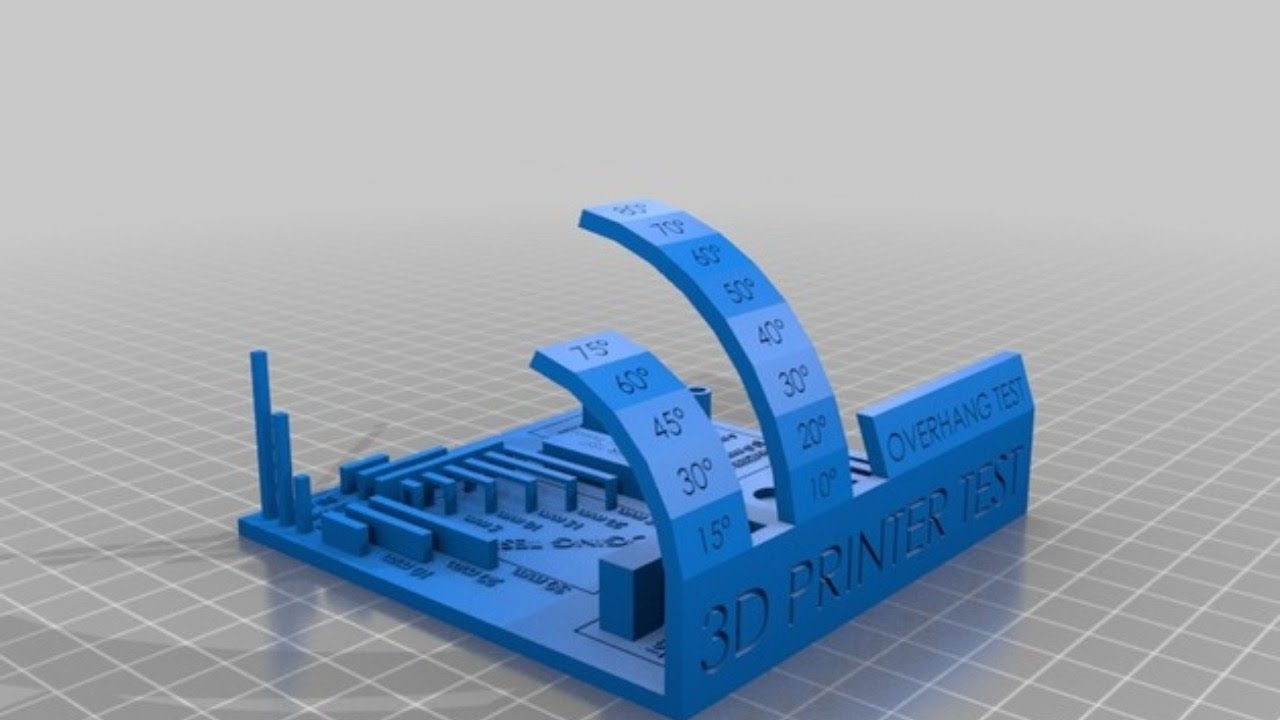
 Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.
Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.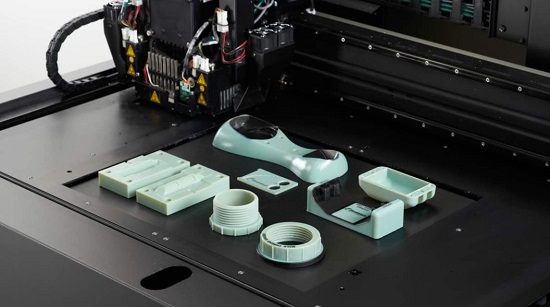 Однако сравнение деталей по принципу «лоб в лоб» — это только часть общей картины.
Однако сравнение деталей по принципу «лоб в лоб» — это только часть общей картины. При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия.
При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия. д.), то все эти параметры можно заложить в изделии на этапе производства.
д.), то все эти параметры можно заложить в изделии на этапе производства. 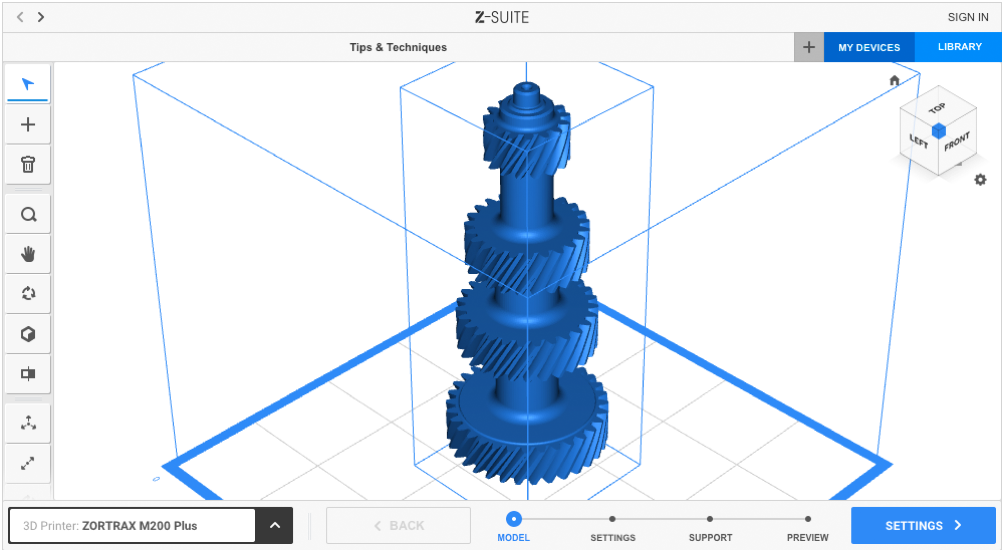

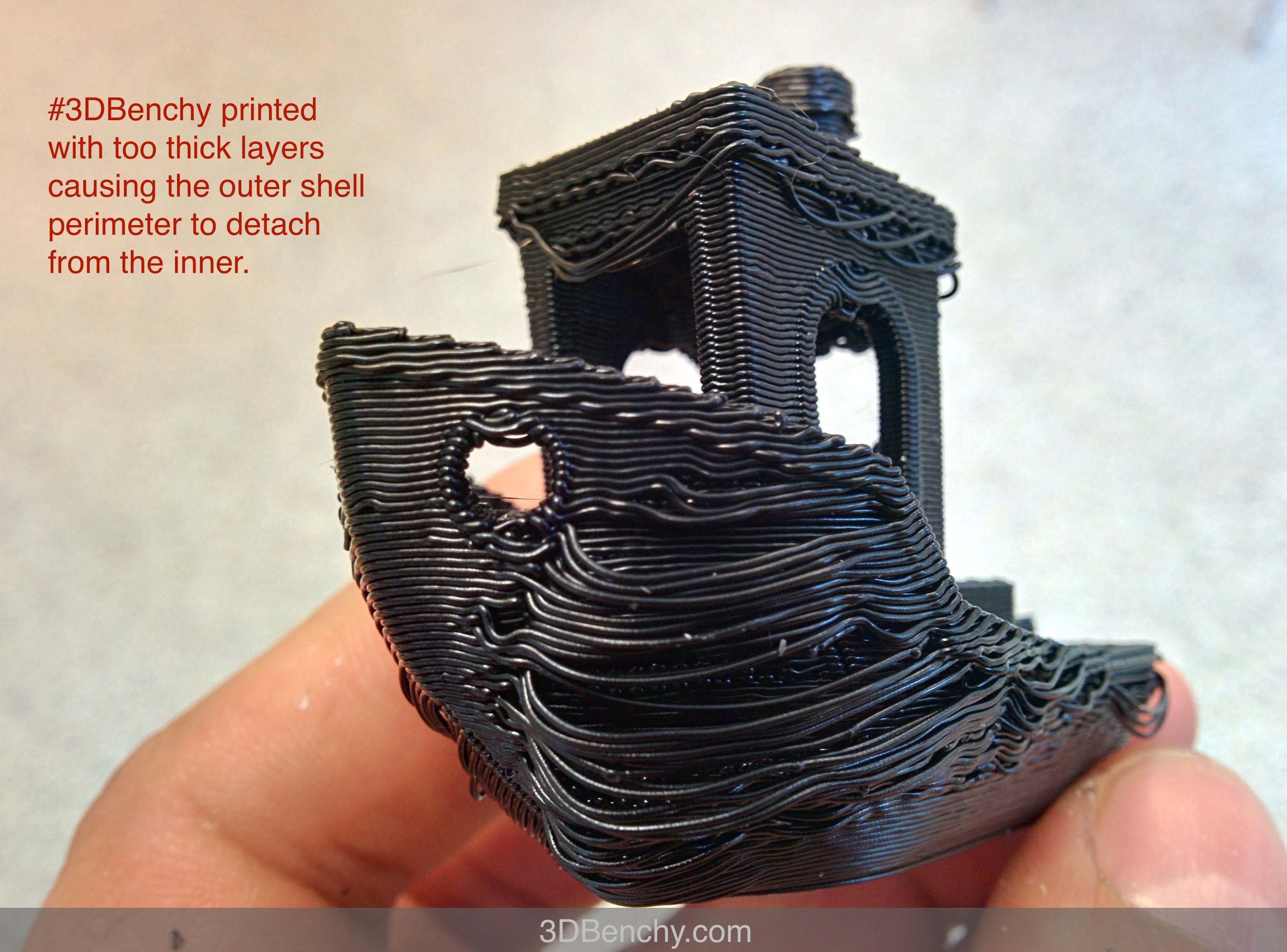 Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.
Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.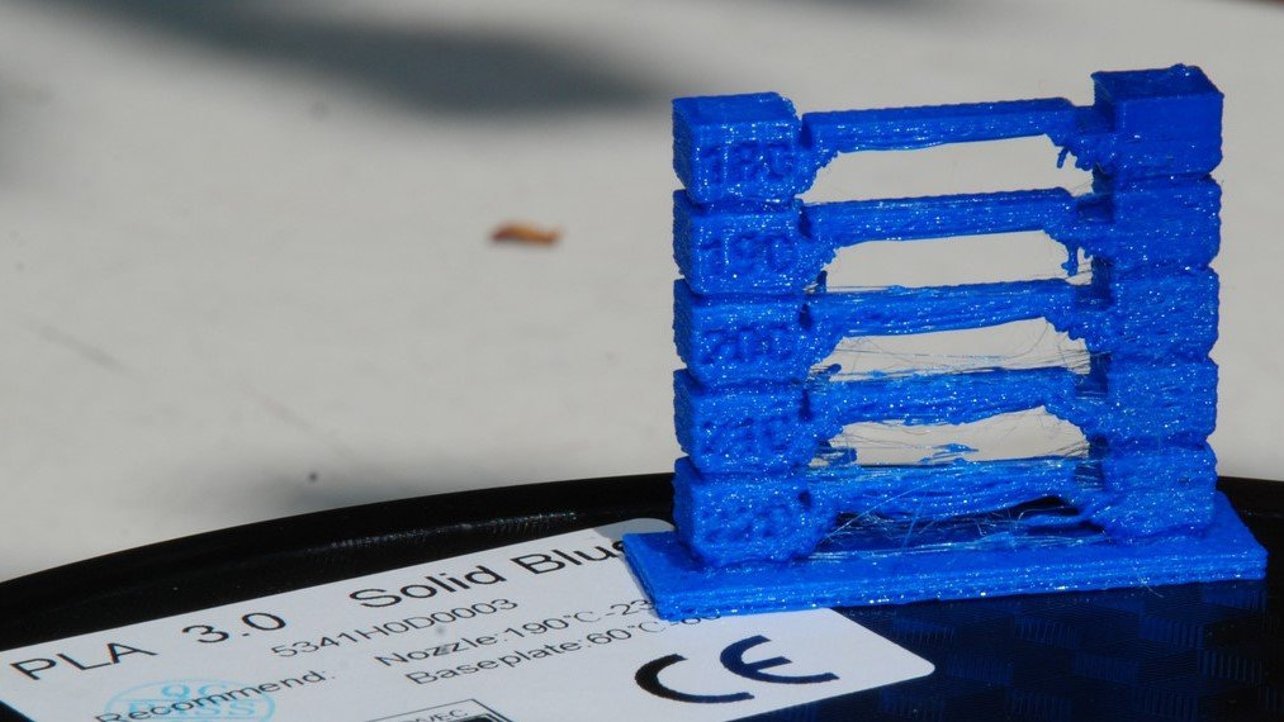
 Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.
Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.



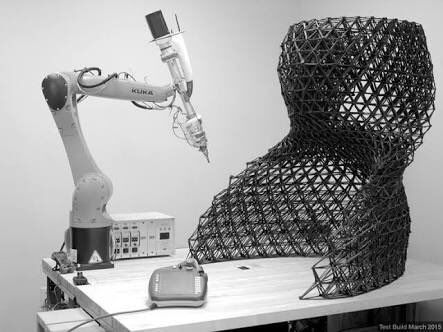 Процесс называется «холодным», потому что металлические частицы не плавятся, а ударяются о металлическую подложку и прилипают к ее поверхности в ходе так называемой пластической деформации.
Процесс называется «холодным», потому что металлические частицы не плавятся, а ударяются о металлическую подложку и прилипают к ее поверхности в ходе так называемой пластической деформации.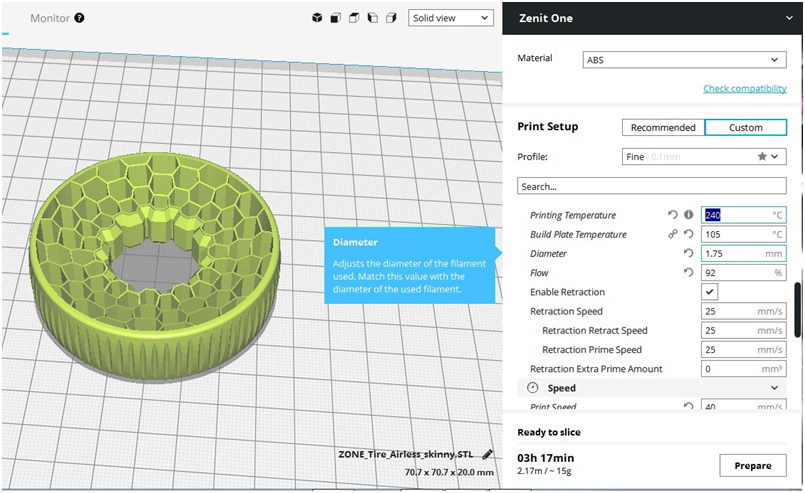
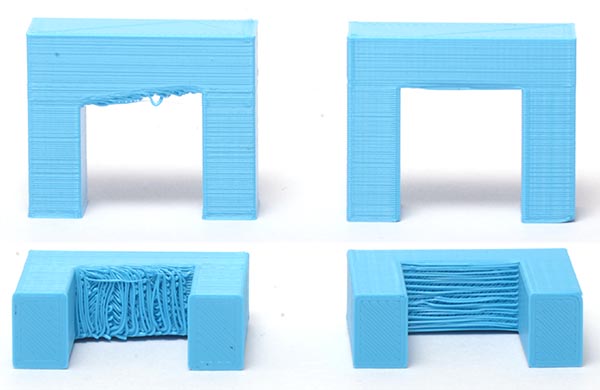 В 3D-печати перемычка — это экструзия материала, которая соединяет две выступающие точки по горизонтали. Однако, если вы читаете это, мосты ваших отпечатков, вероятно, не слишком горизонтальны. Не будьте слишком строги к себе.
В 3D-печати перемычка — это экструзия материала, которая соединяет две выступающие точки по горизонтали. Однако, если вы читаете это, мосты ваших отпечатков, вероятно, не слишком горизонтальны. Не будьте слишком строги к себе. В результате начните со 100-процентной скорости вращения вентилятора и следите за улучшениями моста.
В результате начните со 100-процентной скорости вращения вентилятора и следите за улучшениями моста. Это может привести к тому, что нить прилипнет к соплу или создаст грязный мостик.
Это может привести к тому, что нить прилипнет к соплу или создаст грязный мостик.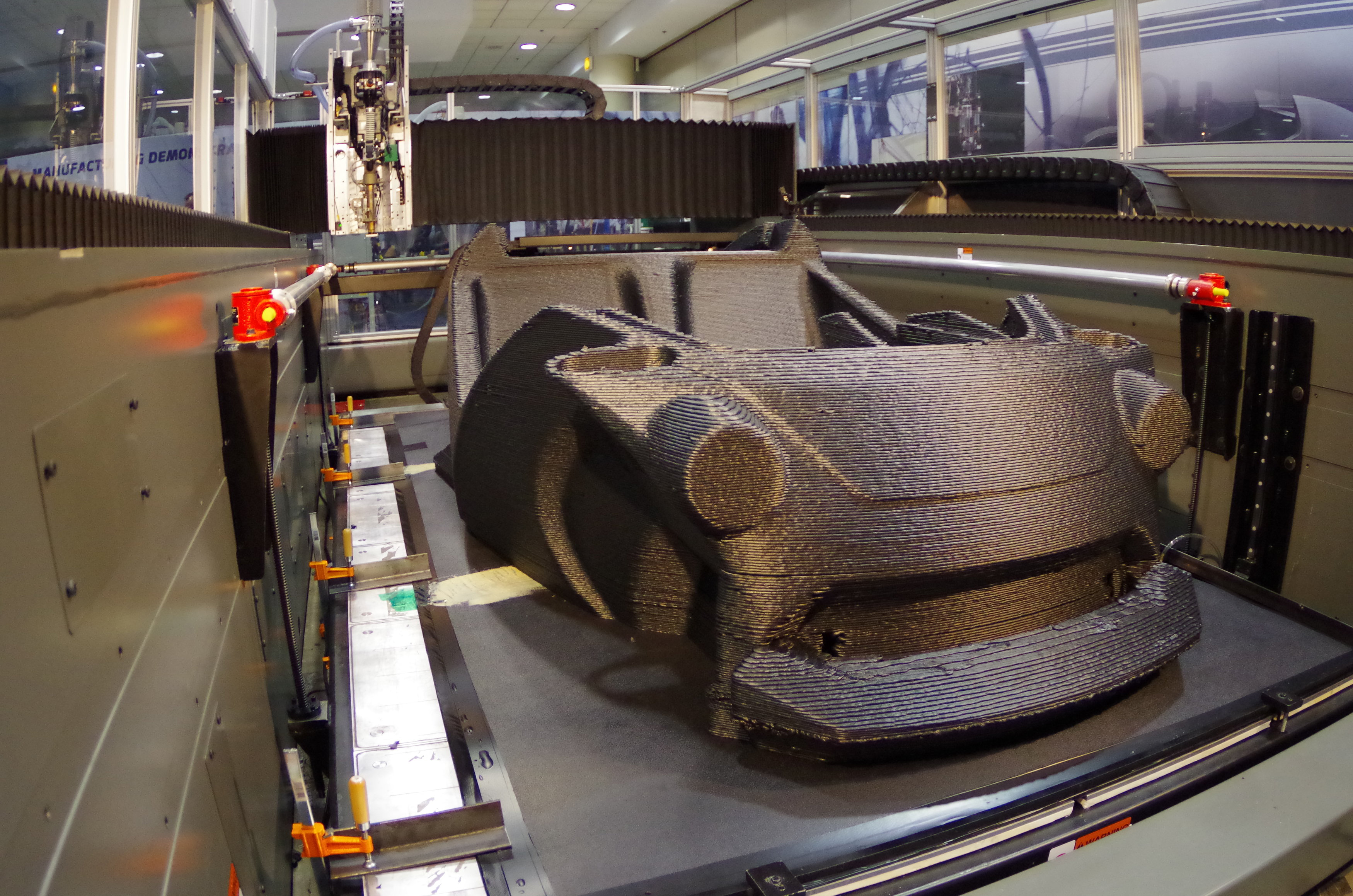

 Однако, если вы читаете эту статью, мосты на ваших отпечатках, вероятно, не слишком горизонтальные. Не корите себя. Проблемы с мостами чрезвычайно распространены, и, к счастью, их относительно легко устранить.
Однако, если вы читаете эту статью, мосты на ваших отпечатках, вероятно, не слишком горизонтальные. Не корите себя. Проблемы с мостами чрезвычайно распространены, и, к счастью, их относительно легко устранить. Если вы печатаете мосты с низкой настройкой охлаждения печати, нить просто утонет в большом месиве расплавленного пластика. Итак, начните со 100% скорости вращения вентилятора и следите за улучшениями.
Если вы печатаете мосты с низкой настройкой охлаждения печати, нить просто утонет в большом месиве расплавленного пластика. Итак, начните со 100% скорости вращения вентилятора и следите за улучшениями. Если температура вашего сопла слишком высока и из него вытекает слишком много нити, печатный материал не успеет остыть и затвердеть. Это, вероятно, приведет к прилипанию нити к соплу или образованию очень грязной перемычки.
Если температура вашего сопла слишком высока и из него вытекает слишком много нити, печатный материал не успеет остыть и затвердеть. Это, вероятно, приведет к прилипанию нити к соплу или образованию очень грязной перемычки. Если ваша насадка движется слишком быстро, нить не успеет прилипнуть к предыдущему слою или вовремя схватиться, чтобы перекрыть зазор. Другими словами, высокая скорость печати может привести к огромному беспорядку.
Если ваша насадка движется слишком быстро, нить не успеет прилипнуть к предыдущему слою или вовремя схватиться, чтобы перекрыть зазор. Другими словами, высокая скорость печати может привести к огромному беспорядку.
 Слепок отправляется в лабораторию, где зубной техник заливает его гипсом и ставит в сканер. Модель полностью сканируется и отображается в специальной программе. Также, для более точного планирования, в программу загружается компьютерная томограмма пациента. Задаются шаги перемещения зубов по мере смены элайнеров — так мы понимаем, сколько кап понадобится пациенту. Обычно предлагается несколько планов лечения. Вместе с пациентом мы утверждаем тот или иной вариант.
Слепок отправляется в лабораторию, где зубной техник заливает его гипсом и ставит в сканер. Модель полностью сканируется и отображается в специальной программе. Также, для более точного планирования, в программу загружается компьютерная томограмма пациента. Задаются шаги перемещения зубов по мере смены элайнеров — так мы понимаем, сколько кап понадобится пациенту. Обычно предлагается несколько планов лечения. Вместе с пациентом мы утверждаем тот или иной вариант. Но просто отдать капы на весь период не получится. Нужно менять аттачмены и наблюдаться у ортодонта, чтобы контролировать процесс.
Но просто отдать капы на весь период не получится. Нужно менять аттачмены и наблюдаться у ортодонта, чтобы контролировать процесс. Они подходят под цвет зуба. Нужны для того, чтобы капа хорошо держалась.
Они подходят под цвет зуба. Нужны для того, чтобы капа хорошо держалась. Кстати, многие девушки-пациентки очень радуются элайнерам. Снимать капу много раз надоедает, и получается незапланированное похудение.
Кстати, многие девушки-пациентки очень радуются элайнерам. Снимать капу много раз надоедает, и получается незапланированное похудение. Это касается и имплантов, и коронок, и мостовидных протезов.
Это касается и имплантов, и коронок, и мостовидных протезов. Другое дело выбор метода. Многих людей от посещения врача стоматолога останавливает страх перед дискомфортом, который может появиться в результате ношения брекетов. Ведь эти изделия неудобны, могут причинять боль, требуют регулярной коррекции. Но брекеты – не единственный действенный инструмент исправления прикуса. Элайнеры для выравнивания зубов являются отличной альтернативой традиционным конструкциям. Поговорим о них подробнее.
Другое дело выбор метода. Многих людей от посещения врача стоматолога останавливает страх перед дискомфортом, который может появиться в результате ношения брекетов. Ведь эти изделия неудобны, могут причинять боль, требуют регулярной коррекции. Но брекеты – не единственный действенный инструмент исправления прикуса. Элайнеры для выравнивания зубов являются отличной альтернативой традиционным конструкциям. Поговорим о них подробнее. Применяют капу при несущественных
Применяют капу при несущественных
 Также
Также Срок изготовления капы – до 7 дней.
Срок изготовления капы – до 7 дней. Режим очистки нельзя нарушать, так как на полимерной поверхности остаются частицы пищи – благоприятная среда для размножения патогенной микрофлоры.
Режим очистки нельзя нарушать, так как на полимерной поверхности остаются частицы пищи – благоприятная среда для размножения патогенной микрофлоры.
 Выбирают их не только за невидимость, возможную благодаря абсолютной прозрачности.
Выбирают их не только за невидимость, возможную благодаря абсолютной прозрачности.

 Или мы на самом деле делаем точечный снимок, а затем пытаемся убедить себя, что красный цвет, который мы видим, на самом деле возникает из-за кровоточащей десны, а не из-за зубного нерва. Ах, да, один день из жизни обычного дантиста. Это те случаи, которые могут вызвать восстановительные визиты и потенциальные последующие визиты пациента. . . интересный.
Или мы на самом деле делаем точечный снимок, а затем пытаемся убедить себя, что красный цвет, который мы видим, на самом деле возникает из-за кровоточащей десны, а не из-за зубного нерва. Ах, да, один день из жизни обычного дантиста. Это те случаи, которые могут вызвать восстановительные визиты и потенциальные последующие визиты пациента. . . интересный.
 поддержка реставрации за счет распределения локальных напряжений от реставрации по подлежащей поверхности дентина. 2,3
поддержка реставрации за счет распределения локальных напряжений от реставрации по подлежащей поверхности дентина. 2,3 
 5 Дополнительное исследование предполагает, что «послеоперационная чувствительность вызвана не реставрацией, а бактериями и их побочными продуктами». 2
5 Дополнительное исследование предполагает, что «послеоперационная чувствительность вызвана не реставрацией, а бактериями и их побочными продуктами». 2 

 д.)
д.)
 2018;149(3):209-213. doi:10.1016/j.adaj.2017.09.053.
2018;149(3):209-213. doi:10.1016/j.adaj.2017.09.053. Для восстановления или пломбирования зубов, пораженных кариесом, можно использовать ряд методов и различные материалы. Одним из таких материалов является композит на основе смолы цвета зуба или эритроциты. Этот материал все чаще используется в качестве альтернативы амальгаме (смеси частиц ртути и металлических сплавов).
Для восстановления или пломбирования зубов, пораженных кариесом, можно использовать ряд методов и различные материалы. Одним из таких материалов является композит на основе смолы цвета зуба или эритроциты. Этот материал все чаще используется в качестве альтернативы амальгаме (смеси частиц ртути и металлических сплавов).

 Прокладки для полости зуба исторически использовались для защиты пульпы от токсического воздействия некоторых стоматологических реставрационных материалов и для предотвращения боли, связанной с теплопроводностью, путем помещения изолирующего слоя между реставрационным материалом и оставшейся структурой зуба. Это обновленная версия Кокрейновского обзора, впервые опубликованного в 2016 г.
Прокладки для полости зуба исторически использовались для защиты пульпы от токсического воздействия некоторых стоматологических реставрационных материалов и для предотвращения боли, связанной с теплопроводностью, путем помещения изолирующего слоя между реставрационным материалом и оставшейся структурой зуба. Это обновленная версия Кокрейновского обзора, впервые опубликованного в 2016 г. ), Embase Ovid (с 1980 г. по 12 ноября 2018 г.) и LILACS BIREME Virtual Health Library (база данных медицинских наук Латинской Америки и Карибского бассейна; с 1982 г. по 12 ноября 2018 г.). Мы провели поиск текущих испытаний на веб-сайте ClinicalTrials.gov и в Международной платформе реестра клинических испытаний Всемирной организации здравоохранения. Никаких ограничений по языку или дате публикации при поиске в электронных базах не накладывалось.
), Embase Ovid (с 1980 г. по 12 ноября 2018 г.) и LILACS BIREME Virtual Health Library (база данных медицинских наук Латинской Америки и Карибского бассейна; с 1982 г. по 12 ноября 2018 г.). Мы провели поиск текущих испытаний на веб-сайте ClinicalTrials.gov и в Международной платформе реестра клинических испытаний Всемирной организации здравоохранения. Никаких ограничений по языку или дате публикации при поиске в электронных базах не накладывалось. Мы провели оценку риска систематической ошибки и извлечение данных независимо друг от друга и в двух повторностях. В тех случаях, когда информация была неясной, мы связывались с авторами исследования для получения разъяснений.
Мы провели оценку риска систематической ошибки и извлечение данных независимо друг от друга и в двух повторностях. В тех случаях, когда информация была неясной, мы связывались с авторами исследования для получения разъяснений.
 Учебное развивающее оборудованиеInvicta. Учебное оборудованиеJoyToy. Игры и игрушкиLego. Конструкторы для дошкольников и начальной школыLego, TETRIX, Matrix. Конструкторы для средней школыMaxitronix. Оборудование и наборы для экспериментовMimio. Интерактивные технологии обученияRobo Wunderkind. РобототехникаSantoys. Развивающие игры и конструкторыSchubi. Развивающие и учебные игрыSpectra. Учебное и коррекционное оборудованиеTolo. Развивающие игрушки для малышейPedalo. Тренажеры для развития моторикиДвигательная активностьЕстествознаниеЗнакомимся с визуальными эффектамиЗона свободного творчестваИгровые зоныИгротека в чемоданеИгрушки для самых маленькихИностранные языки в начальной школеИНТ. Образовательное программное обеспечениеИНТ-ПАРКЛаборатории в чемоданеМатематика. Начальная школаМатематика. Основы счетаМебель для игровых зонМелкая моторикаМышление и памятьНабор психолога ПЕРТРАНавыки тактильного различенияНастенные игровые панелиНастольная песочницаНовинкиОборудование для детей с ОВЗПотрогай, посмотри, сравниПроекторы мультимедийныеПчелки ЛогоРоботыРазвитие речи и навыков общенияСенсорное развитиеСравниваем по звучанию, весу, вкусу, запаху, на слухСтанки.
Учебное развивающее оборудованиеInvicta. Учебное оборудованиеJoyToy. Игры и игрушкиLego. Конструкторы для дошкольников и начальной школыLego, TETRIX, Matrix. Конструкторы для средней школыMaxitronix. Оборудование и наборы для экспериментовMimio. Интерактивные технологии обученияRobo Wunderkind. РобототехникаSantoys. Развивающие игры и конструкторыSchubi. Развивающие и учебные игрыSpectra. Учебное и коррекционное оборудованиеTolo. Развивающие игрушки для малышейPedalo. Тренажеры для развития моторикиДвигательная активностьЕстествознаниеЗнакомимся с визуальными эффектамиЗона свободного творчестваИгровые зоныИгротека в чемоданеИгрушки для самых маленькихИностранные языки в начальной школеИНТ. Образовательное программное обеспечениеИНТ-ПАРКЛаборатории в чемоданеМатематика. Начальная школаМатематика. Основы счетаМебель для игровых зонМелкая моторикаМышление и памятьНабор психолога ПЕРТРАНавыки тактильного различенияНастенные игровые панелиНастольная песочницаНовинкиОборудование для детей с ОВЗПотрогай, посмотри, сравниПроекторы мультимедийныеПчелки ЛогоРоботыРазвитие речи и навыков общенияСенсорное развитиеСравниваем по звучанию, весу, вкусу, запаху, на слухСтанки. ТехнологияСтроим по образцуТворческое конструированиеТренировка дыхания и твердой рукиУчебные и лабораторные столыФизкультура для самых маленькихХудожественное творчество и музыкальная культураШуша
ТехнологияСтроим по образцуТворческое конструированиеТренировка дыхания и твердой рукиУчебные и лабораторные столыФизкультура для самых маленькихХудожественное творчество и музыкальная культураШуша Мужчина признается, что испытывает страсть к мотоциклам, и именно это увлечение вдохновило его на то, чтобы заняться в Украине развитием электротранспортной истории. «Я хотел заняться электромобилями, но моя финансовая история сложилась иначе. И тогда я решил, что буду переоборудовать, пересобирать, улучшать электромотоциклы», ― рассказывает Волна.
Мужчина признается, что испытывает страсть к мотоциклам, и именно это увлечение вдохновило его на то, чтобы заняться в Украине развитием электротранспортной истории. «Я хотел заняться электромобилями, но моя финансовая история сложилась иначе. И тогда я решил, что буду переоборудовать, пересобирать, улучшать электромотоциклы», ― рассказывает Волна.  «Моя цель ― создавать экотранспорт, доступный каждому», ― говорит Стас.
«Моя цель ― создавать экотранспорт, доступный каждому», ― говорит Стас.

 «Можно собрать и 3, и 5, и 10 кВт энергии. Вопрос только в проводах того устройства, к которому такой источник питания будет подключаться», ― говорит он. Емкость запасаемой энергии в одном таком блоке ― 150–160 Вт. То есть автомобильный холодильник, который потребляет 40 Вт в час, может работать от такого пауэрбанка четыре часа. Заряд такого гаджета происходит за 10–15 минут.
«Можно собрать и 3, и 5, и 10 кВт энергии. Вопрос только в проводах того устройства, к которому такой источник питания будет подключаться», ― говорит он. Емкость запасаемой энергии в одном таком блоке ― 150–160 Вт. То есть автомобильный холодильник, который потребляет 40 Вт в час, может работать от такого пауэрбанка четыре часа. Заряд такого гаджета происходит за 10–15 минут.  «Но бывают и еще более живучие батареи. Я сейчас нашел производителя, у которого 25 000 циклов заряда, а это, чтоб вы понимали, срок работы батареи в 50 лет», ― рассказывает изобретатель. Стас говорит, что такую технологию запатентовала Toshiba, и в мире пока такой ресурс аккумулятора ― не очень популярное решение.
«Но бывают и еще более живучие батареи. Я сейчас нашел производителя, у которого 25 000 циклов заряда, а это, чтоб вы понимали, срок работы батареи в 50 лет», ― рассказывает изобретатель. Стас говорит, что такую технологию запатентовала Toshiba, и в мире пока такой ресурс аккумулятора ― не очень популярное решение.  Сейчас я эту идею довожу до ума», ― рассказывает Стас.
Сейчас я эту идею довожу до ума», ― рассказывает Стас.  Итак, я начал с
Итак, я начал с
 1
1
 Время полной перезарядки (зарядка аккумулятора
Время полной перезарядки (зарядка аккумулятора
 17
17 11
11 12
12

 ч)
ч)  ч)
ч)  ч)
ч)  ч)
ч)  ч)
ч)  ч)
ч)  ч)
ч)  Их мощность
Их мощность Обратите внимание, что эти непрерывные тесты
Обратите внимание, что эти непрерывные тесты
 Мы
Мы .
. Как видно из видео, батарея Ansmann выходит победителем во всех трех тестах. Поэтому, если вы хотите повысить выносливость своего набора LEGO® Technic, аккумуляторы Ansmann — лучший выбор. Мы благодарим Сариэля за еще одно информативное видео. Обязательно посетите его веб-сайт для получения более интересной информации о LEGO® Technic.
Как видно из видео, батарея Ansmann выходит победителем во всех трех тестах. Поэтому, если вы хотите повысить выносливость своего набора LEGO® Technic, аккумуляторы Ansmann — лучший выбор. Мы благодарим Сариэля за еще одно информативное видео. Обязательно посетите его веб-сайт для получения более интересной информации о LEGO® Technic.


 Поставляется как с рабочим столом для литья в ручном режиме, так и с узлом смыкания на общей раме для литья в полностью…
Поставляется как с рабочим столом для литья в ручном режиме, так и с узлом смыкания на общей раме для литья в полностью… ..
..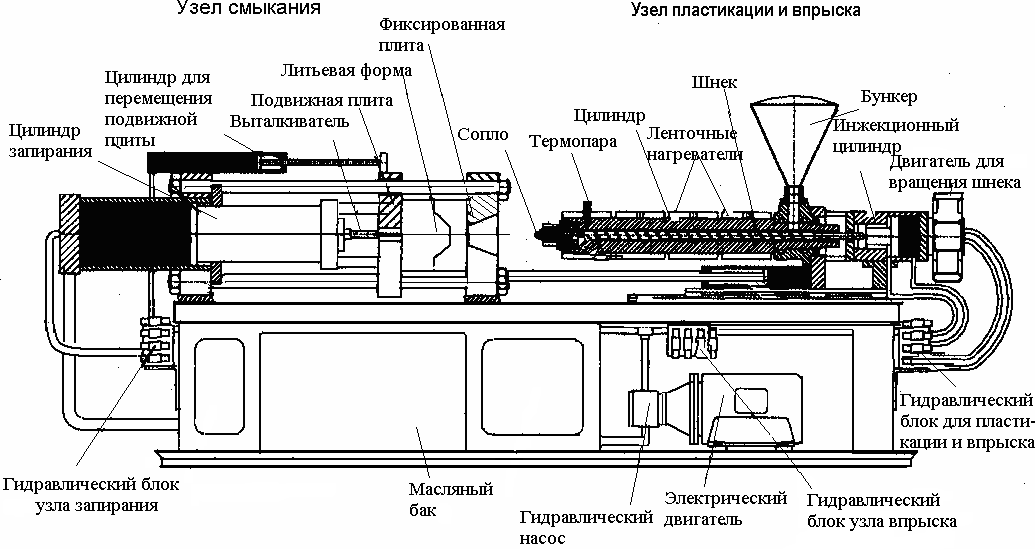
 Разрабатываем и…
Разрабатываем и… 12.2021
12.2021 Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…
Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…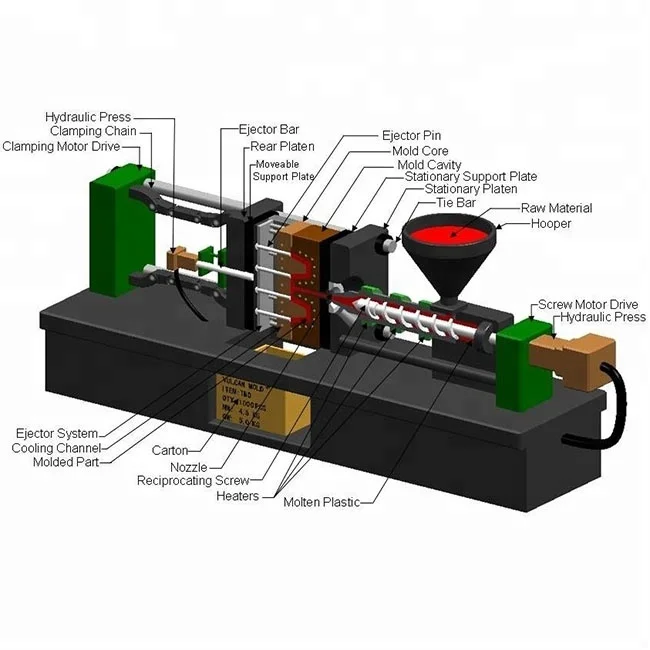 Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…
Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости… Устройство обеспечивает точное смешивание и дозировку любых двухкомпонентных материаловОпционально можно выбрать комплектность-Система…
Устройство обеспечивает точное смешивание и дозировку любых двухкомпонентных материаловОпционально можно выбрать комплектность-Система… …
… В ENGEL мы считаем себя поставщиком готовых решений. Мы поддерживаем наших клиентов в решении их задач. Наши машины для литья под давлением отличаются эффективностью, качеством и надежностью.
В ENGEL мы считаем себя поставщиком готовых решений. Мы поддерживаем наших клиентов в решении их задач. Наши машины для литья под давлением отличаются эффективностью, качеством и надежностью.
 Она включает в себя машины с усилием смыкания от 3 500 до 55 000 кН: от модели t-win начального уровня и настраиваемой технологии duo до быстрой скорости duo. Серия duo — одна из самых энергоэффективных машин этого типа, потребляющая до 55 % меньше энергии, чем машины без сервогидравлики.
Она включает в себя машины с усилием смыкания от 3 500 до 55 000 кН: от модели t-win начального уровня и настраиваемой технологии duo до быстрой скорости duo. Серия duo — одна из самых энергоэффективных машин этого типа, потребляющая до 55 % меньше энергии, чем машины без сервогидравлики. Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство.
Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство.
 Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство.
Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство. Требования к деталям разнообразны.
Требования к деталям разнообразны.
 Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое.
Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое. д.
д. Сервогидравлические машины потребляют менее 60% по сравнению с гидравлическими литьевыми машинами с насосом постоянного объема. Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое.
Сервогидравлические машины потребляют менее 60% по сравнению с гидравлическими литьевыми машинами с насосом постоянного объема. Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое. Оснащенные энергоэффективным и высоконадежным блоком питания серводвигателя Fanuc, машины серии C с улучшенными характеристиками и производительностью обеспечивают повышенную надежность, более высокий максимальный вес пресс-формы, более высокую скорость зажима и компактные размеры. C-Series — это настоящая глобальная машина по дизайну, производительности и надежности.
Оснащенные энергоэффективным и высоконадежным блоком питания серводвигателя Fanuc, машины серии C с улучшенными характеристиками и производительностью обеспечивают повышенную надежность, более высокий максимальный вес пресс-формы, более высокую скорость зажима и компактные размеры. C-Series — это настоящая глобальная машина по дизайну, производительности и надежности. д.)
д.) Дневной свет
Дневной свет Дневной свет
Дневной свет
 ru/20230310/tsena-1857124807.html
ru/20230310/tsena-1857124807.html «Цены на газовое моторное топливо снизились на 2,1%, дизельное топливо – на 0,7%, бензин автомобильный – на 0,1%», — сообщило ведомство в февральской статистике. Инфляция за месяц составила 0,46%. Что касается недельной динамики розничных цен, то за период с 27 февраля по 6 марта средняя цена бензина осталась неизменной — 50,86 рубля за литр. В частности, марка Аи-95 подешевела на 1 копейку, или 0,02%, до 51,38 рубля за литр, Аи-98 — наоборот подорожала на 1 копейку, или 0,02%, до 61,59 рубля. А цена бензина Аи-92 осталась прежней — 47,14 рубля. Дизельное топливо за неделю заметно подешевело — на 14 копеек, или 0,24%, до 58,4 рубля за литр. Снижение цен на бензин за неделю было зафиксировано в 8 субъектах России. Более всего он подешевел в Магаданской области – на 0,8%. Рост цен на бензин был зафиксирован в 13 субъектах. Более всего он подорожал в Кировской области – на 0,8%. В Москве и Санкт-Петербурге цены на бензин практически не изменились. Производство бензина в России за отчетную неделю снизилось на 2,6% по сравнению с предыдущей неделей — до 845,1 тысячи тонн, а дизтоплива — выросло на 3%, до 1,746 миллиона тонн.
«Цены на газовое моторное топливо снизились на 2,1%, дизельное топливо – на 0,7%, бензин автомобильный – на 0,1%», — сообщило ведомство в февральской статистике. Инфляция за месяц составила 0,46%. Что касается недельной динамики розничных цен, то за период с 27 февраля по 6 марта средняя цена бензина осталась неизменной — 50,86 рубля за литр. В частности, марка Аи-95 подешевела на 1 копейку, или 0,02%, до 51,38 рубля за литр, Аи-98 — наоборот подорожала на 1 копейку, или 0,02%, до 61,59 рубля. А цена бензина Аи-92 осталась прежней — 47,14 рубля. Дизельное топливо за неделю заметно подешевело — на 14 копеек, или 0,24%, до 58,4 рубля за литр. Снижение цен на бензин за неделю было зафиксировано в 8 субъектах России. Более всего он подешевел в Магаданской области – на 0,8%. Рост цен на бензин был зафиксирован в 13 субъектах. Более всего он подорожал в Кировской области – на 0,8%. В Москве и Санкт-Петербурге цены на бензин практически не изменились. Производство бензина в России за отчетную неделю снизилось на 2,6% по сравнению с предыдущей неделей — до 845,1 тысячи тонн, а дизтоплива — выросло на 3%, до 1,746 миллиона тонн. Средняя цена бензина в России выросла в 2022 году на 0,91%, а дизельного топлива — на 10,2% при инфляции за год в 11,94%.
Средняя цена бензина в России выросла в 2022 году на 0,91%, а дизельного топлива — на 10,2% при инфляции за год в 11,94%. xn--p1ai/awards/
xn--p1ai/awards/ Средняя розничная цена дизельного топлива в России снизилась в феврале по сравнению с январем на 0,7%, бензина — на 0,1%, свидетельствуют материалы Росстата.
Средняя розничная цена дизельного топлива в России снизилась в феврале по сравнению с январем на 0,7%, бензина — на 0,1%, свидетельствуют материалы Росстата. Более всего он подешевел в Магаданской области – на 0,8%. Рост цен на бензин был зафиксирован в 13 субъектах. Более всего он подорожал в Кировской области – на 0,8%. В Москве и Санкт-Петербурге цены на бензин практически не изменились.
Более всего он подешевел в Магаданской области – на 0,8%. Рост цен на бензин был зафиксирован в 13 субъектах. Более всего он подорожал в Кировской области – на 0,8%. В Москве и Санкт-Петербурге цены на бензин практически не изменились. Когда спрос превышает предложение, цены имеют тенденцию к росту.
Когда спрос превышает предложение, цены имеют тенденцию к росту. Хотя первоначальный спрос может быть высоким, из-за того, что компания раскручивает автомобиль и создает шумиху, большинство потребителей не желают тратить 200 000 долларов на автомобиль. В результате продажи новой модели быстро падают, создавая избыток предложения и снижая спрос на автомобиль. В ответ компания снижает цену автомобиля до 150 000 долларов, чтобы сбалансировать спрос и предложение на автомобиль, чтобы в конечном итоге достичь равновесной цены.
Хотя первоначальный спрос может быть высоким, из-за того, что компания раскручивает автомобиль и создает шумиху, большинство потребителей не желают тратить 200 000 долларов на автомобиль. В результате продажи новой модели быстро падают, создавая избыток предложения и снижая спрос на автомобиль. В ответ компания снижает цену автомобиля до 150 000 долларов, чтобы сбалансировать спрос и предложение на автомобиль, чтобы в конечном итоге достичь равновесной цены.
 Один пример произошел сразу после терактов в Нью-Йорке 11 сентября 2001 года. Общественность сразу же забеспокоилась о доступности нефти в будущем. Некоторые компании воспользовались этим и временно подняли цены на газ. Настоящей нехватки не было, но считалось, что одна из них искусственно увеличивает спрос на бензин, в результате чего станции внезапно взимали до 5 долларов за галлон газа, когда цена была менее чем на 2 доллара днем ранее.
Один пример произошел сразу после терактов в Нью-Йорке 11 сентября 2001 года. Общественность сразу же забеспокоилась о доступности нефти в будущем. Некоторые компании воспользовались этим и временно подняли цены на газ. Настоящей нехватки не было, но считалось, что одна из них искусственно увеличивает спрос на бензин, в результате чего станции внезапно взимали до 5 долларов за галлон газа, когда цена была менее чем на 2 доллара днем ранее. Правительство США приняло законы, чтобы попытаться предотвратить монопольную систему, но все еще есть примеры, которые показывают, как монополия может свести на нет принципы спроса и предложения. театр. Это дает этому бизнесу временную монополию на услуги общественного питания, поэтому попкорн и другие угощения намного дороже, чем за пределами кинотеатра. Традиционные теории спроса и предложения опираются на конкурентную бизнес-среду, полагая, что рынок исправит себя.
Правительство США приняло законы, чтобы попытаться предотвратить монопольную систему, но все еще есть примеры, которые показывают, как монополия может свести на нет принципы спроса и предложения. театр. Это дает этому бизнесу временную монополию на услуги общественного питания, поэтому попкорн и другие угощения намного дороже, чем за пределами кинотеатра. Традиционные теории спроса и предложения опираются на конкурентную бизнес-среду, полагая, что рынок исправит себя. Это было видно еще в 1970-х годов, когда США временно ограничили цену на бензин примерно ниже 1 доллара за галлон. Спрос увеличился, потому что цена была искусственно занижена, что мешало поспевать за предложением. Это привело к тому, что время ожидания увеличилось, и люди стали заключать дополнительные сделки с заправочными станциями, чтобы получить бензин.
Это было видно еще в 1970-х годов, когда США временно ограничили цену на бензин примерно ниже 1 доллара за галлон. Спрос увеличился, потому что цена была искусственно занижена, что мешало поспевать за предложением. Это привело к тому, что время ожидания увеличилось, и люди стали заключать дополнительные сделки с заправочными станциями, чтобы получить бензин. Повышение процентных ставок заставляет людей выводить свои деньги из экономики и вкладывать их в банк, пользуясь преимуществом увеличения безрисковой нормы прибыли; это также часто препятствует заимствованию и деятельности или покупкам, которые требуют финансирования. Это, как правило, снижает экономическую активность и снижает цены на активы.
Повышение процентных ставок заставляет людей выводить свои деньги из экономики и вкладывать их в банк, пользуясь преимуществом увеличения безрисковой нормы прибыли; это также часто препятствует заимствованию и деятельности или покупкам, которые требуют финансирования. Это, как правило, снижает экономическую активность и снижает цены на активы. Больше долларов гонится за фиксированной суммой активов. Уменьшение денежной массы работает таким же образом. Активы остаются фиксированными, но количество долларов в обращении уменьшается, оказывая понижательное давление на цены, поскольку меньше долларов гоняется за этими активами.
Больше долларов гонится за фиксированной суммой активов. Уменьшение денежной массы работает таким же образом. Активы остаются фиксированными, но количество долларов в обращении уменьшается, оказывая понижательное давление на цены, поскольку меньше долларов гоняется за этими активами.
 Это изменение величины спроса вызвано изменением цены.
Это изменение величины спроса вызвано изменением цены.
 Товар или услуга, обладающие высокой эластичностью, означают, что величина спроса сильно различается в разных ценовых категориях.
Товар или услуга, обладающие высокой эластичностью, означают, что величина спроса сильно различается в разных ценовых категориях.
 «Деревня» – это поселение крестьян–земледельцев, первоначально в 1–3, позднее – в 10–15 дворов. Термин «село» в древности означал загородное княжеское имение. Позднее под селом понималось центральное селение, к которому тяготеют деревни. В XIX в., в большинстве случаев, оно означало сравнительно крупное сельское поселение, в котором была (или существовала в прошлом) церковь. Кроме этих трех типов поселений следует отметить еще один – «починок». Название это происходит от слова «почин» и в новгородские времена употреблялось в значении «основанное новое поселение». В XVIII–XIX вв. починком на Севере называли небольшие поселения, отпочковавшиеся от старой деревни ввиду недостатка пригодных для обработки земель
«Деревня» – это поселение крестьян–земледельцев, первоначально в 1–3, позднее – в 10–15 дворов. Термин «село» в древности означал загородное княжеское имение. Позднее под селом понималось центральное селение, к которому тяготеют деревни. В XIX в., в большинстве случаев, оно означало сравнительно крупное сельское поселение, в котором была (или существовала в прошлом) церковь. Кроме этих трех типов поселений следует отметить еще один – «починок». Название это происходит от слова «почин» и в новгородские времена употреблялось в значении «основанное новое поселение». В XVIII–XIX вв. починком на Севере называли небольшие поселения, отпочковавшиеся от старой деревни ввиду недостатка пригодных для обработки земель Тому было несколько причин: во первых, для земледельческого населения немаловажным было наличие пригодных для обработки земель, «большинство из которых здесь расположено узкой лентой вдоль берегов рек и озер. Часто в 100–300 м от них начинается «сузем» – водораздел, покрытый болотами или труднопроходимыми лесами. Хорошая почва для пашни и наличие близко расположенных сенокосов, которые могли располагаться в поймах рек, часто имели решающее значение при выборе места для селения»
Тому было несколько причин: во первых, для земледельческого населения немаловажным было наличие пригодных для обработки земель, «большинство из которых здесь расположено узкой лентой вдоль берегов рек и озер. Часто в 100–300 м от них начинается «сузем» – водораздел, покрытый болотами или труднопроходимыми лесами. Хорошая почва для пашни и наличие близко расположенных сенокосов, которые могли располагаться в поймах рек, часто имели решающее значение при выборе места для селения»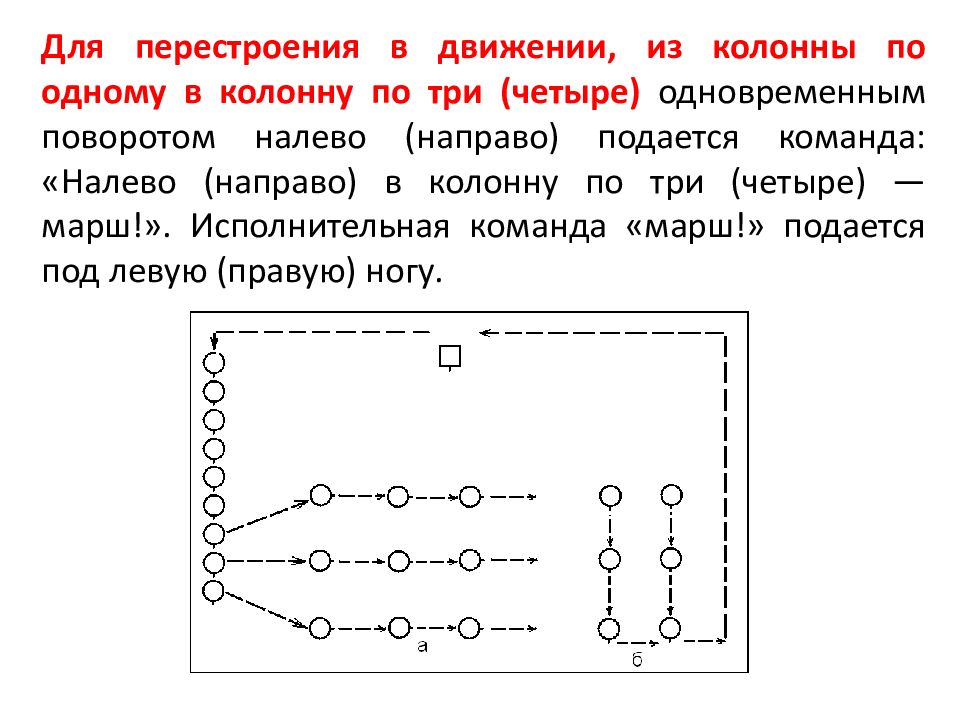 Сележный, или водораздельный тип в первоначальный период освоения Севера составлял всего 3–5%, и только в XIX в. возрос до 10–12%
Сележный, или водораздельный тип в первоначальный период освоения Севера составлял всего 3–5%, и только в XIX в. возрос до 10–12%
 Один из них – это принцип свободной планировки, утвердившийся в народном зодчестве с незапамятных времен, а второй – принцип регулярно–геометрической планировки, появившийся в северных деревнях намного позже».
Один из них – это принцип свободной планировки, утвердившийся в народном зодчестве с незапамятных времен, а второй – принцип регулярно–геометрической планировки, появившийся в северных деревнях намного позже». 193]
193] По мере разрастания деревни, дома могли ставить и в два, и в три ряда, в этом случае фасады построек, стоящих во второй и третьей линии, смотрели на «озадки» тех, что стояли ближе к берегу, таким образом, не зависимо от ряда, они выходили «на воду». Чтобы находящийся впереди дом не закрывал вид из окна и, одновременно, солнце, их ставили «вразбежку». Если рельеф был неровным, один порядок домов ставился выше другого – терассообразно. В любом случае, порядки не были абсолютно прямыми, что объяснялось естественными причинами
По мере разрастания деревни, дома могли ставить и в два, и в три ряда, в этом случае фасады построек, стоящих во второй и третьей линии, смотрели на «озадки» тех, что стояли ближе к берегу, таким образом, не зависимо от ряда, они выходили «на воду». Чтобы находящийся впереди дом не закрывал вид из окна и, одновременно, солнце, их ставили «вразбежку». Если рельеф был неровным, один порядок домов ставился выше другого – терассообразно. В любом случае, порядки не были абсолютно прямыми, что объяснялось естественными причинами Уличная планировка преобладала там, где большую роль играл сухопутный транспорт
Уличная планировка преобладала там, где большую роль играл сухопутный транспорт В.Воробьевой, в среднем составлял 13×18 саженей (т.е. около 1000 кв.м.). Распространению уличной формы поселений в Заонежье способствовала также прокладка в конце XIX в. сухопутных дорог, которые проходили по деревням и использовались круглогодично, – до этого времени их здесь, практически, не было. При строительстве новых домов их фасады могли ориентировать не на озеро, а на дорогу, привычным для нас образом, так в планировку деревень стали проникать элементы, свойственные городской застройке. Тем не менее, старые, уже сформировавшиеся участки поселений не трогали, и они продолжали существовать в прежнем виде, в результате чего многие деревни представляли собой разнообразные переходные планировочные формы
В.Воробьевой, в среднем составлял 13×18 саженей (т.е. около 1000 кв.м.). Распространению уличной формы поселений в Заонежье способствовала также прокладка в конце XIX в. сухопутных дорог, которые проходили по деревням и использовались круглогодично, – до этого времени их здесь, практически, не было. При строительстве новых домов их фасады могли ориентировать не на озеро, а на дорогу, привычным для нас образом, так в планировку деревень стали проникать элементы, свойственные городской застройке. Тем не менее, старые, уже сформировавшиеся участки поселений не трогали, и они продолжали существовать в прежнем виде, в результате чего многие деревни представляли собой разнообразные переходные планировочные формы Кижи и округи (хотя это, конечно, далеко не все Заонежье!). При однорядной застройке, в одном случае, дома своими главными фасадами обращены к реке или озеру, примером такого поселения может служить д.Ямка, а в другом – к дороге, идущей вдоль берега, но позади домов, – такие поселения тоже есть в окрестностях о.Кижи. Деревня Ямка представляет собой один ряд развернутых к озеру домов, который почти вплотную подходит к береговой линии, повторяя ее очертания. В структуре прибрежно–рядовой застройки традиционных поселений Заонежья прослеживаются определенные общие черты. Первую линию строений, у самого берега, образуют небольшие бани, сараи для хранения лодок, приспособления для вытаскивания их на берег, мостки, причалы, вешала для просушки сетей. Иногда «на воде» сооружались и амбары. Массивные высокие дома образовывали вторую, основную линию береговой застройки. Сразу же за домами начинались пашенные угодья, огороженные изгородью из жердей, вблизи полей ставили хозяйственные постройки, предназначенные для просушки и обмолота зерна: зароды, риги.
Кижи и округи (хотя это, конечно, далеко не все Заонежье!). При однорядной застройке, в одном случае, дома своими главными фасадами обращены к реке или озеру, примером такого поселения может служить д.Ямка, а в другом – к дороге, идущей вдоль берега, но позади домов, – такие поселения тоже есть в окрестностях о.Кижи. Деревня Ямка представляет собой один ряд развернутых к озеру домов, который почти вплотную подходит к береговой линии, повторяя ее очертания. В структуре прибрежно–рядовой застройки традиционных поселений Заонежья прослеживаются определенные общие черты. Первую линию строений, у самого берега, образуют небольшие бани, сараи для хранения лодок, приспособления для вытаскивания их на берег, мостки, причалы, вешала для просушки сетей. Иногда «на воде» сооружались и амбары. Массивные высокие дома образовывали вторую, основную линию береговой застройки. Сразу же за домами начинались пашенные угодья, огороженные изгородью из жердей, вблизи полей ставили хозяйственные постройки, предназначенные для просушки и обмолота зерна: зароды, риги. Расположенный поблизости ручей или речка хорошо подходили для строительства водяных мельниц, а открытые возвышенные места – для сооружения ветряных. На некотором отдалении от домов, – у берега озера, в роще, на скалистом возвышении или в окружении полей, можно было увидеть и небольшой деревенский храм – часовню, а у дороги – поклонный крест. В целом такая деревня представляла собой своего рода архитектурный ансамбль, в котором существование каждого элемента и его традиционное расположение были обусловлены и жизненным опытом, и насущной потребностью человека, и природными особенностями ландшафта.[текст с сайта музея-заповедника «Кижи»: http://kizhi.karelia.ru]
Расположенный поблизости ручей или речка хорошо подходили для строительства водяных мельниц, а открытые возвышенные места – для сооружения ветряных. На некотором отдалении от домов, – у берега озера, в роще, на скалистом возвышении или в окружении полей, можно было увидеть и небольшой деревенский храм – часовню, а у дороги – поклонный крест. В целом такая деревня представляла собой своего рода архитектурный ансамбль, в котором существование каждого элемента и его традиционное расположение были обусловлены и жизненным опытом, и насущной потребностью человека, и природными особенностями ландшафта.[текст с сайта музея-заповедника «Кижи»: http://kizhi.karelia.ru] , уже в XVI–XVII вв. сельскохозяйственные угодья отдельных деревень могли сливаться в единое целое на больших территориях…»
, уже в XVI–XVII вв. сельскохозяйственные угодья отдельных деревень могли сливаться в единое целое на больших территориях…»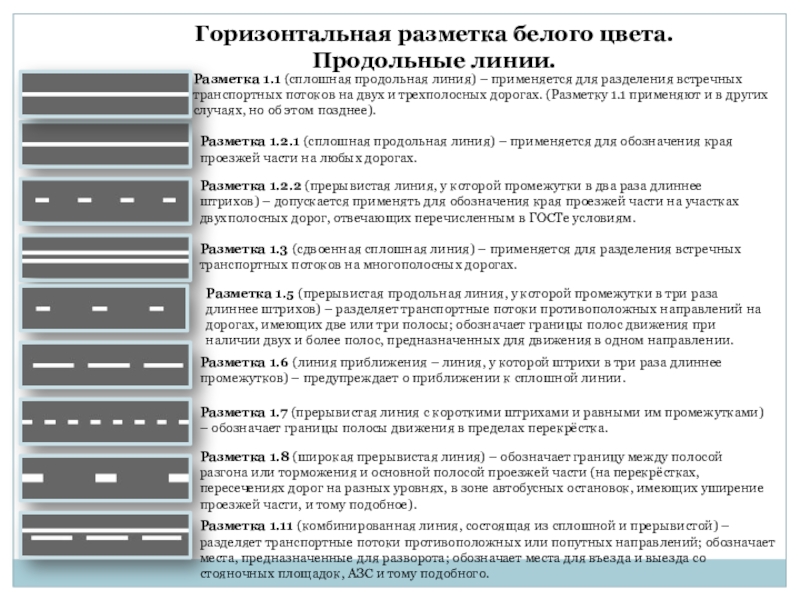 Эти поселения формировались постепенно, изменяясь с течением времени под влиянием различных обстоятельств, и, в то же время, сохраняя некоторые древние черты. В застройке деревни явственно прослеживается разумность и целесообразность размещения строений, стремление человека, тем самым, как можно лучше устроить свою жизнь. Вместе с тем, еще при выборе места, когда человеку необходимо было учесть такие важные особенности, как удобство сообщения, качество сельскохозяйственных угодий, ориентация по солнцу, защита от ветров и др., внимание уделялось и красоте окружающей природы.
Эти поселения формировались постепенно, изменяясь с течением времени под влиянием различных обстоятельств, и, в то же время, сохраняя некоторые древние черты. В застройке деревни явственно прослеживается разумность и целесообразность размещения строений, стремление человека, тем самым, как можно лучше устроить свою жизнь. Вместе с тем, еще при выборе места, когда человеку необходимо было учесть такие важные особенности, как удобство сообщения, качество сельскохозяйственных угодий, ориентация по солнцу, защита от ветров и др., внимание уделялось и красоте окружающей природы. 35]
35]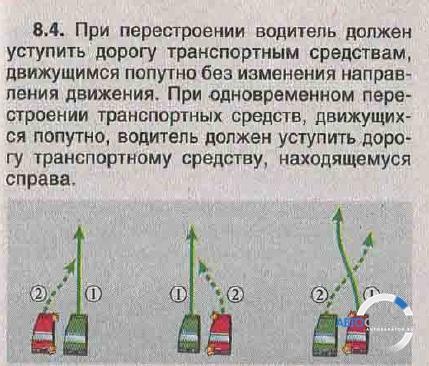 Л., 1981.
Л., 1981. Историю его основания можно прочесть в предыдущей статье, а сегодня мы начнём прогулку, полную насыщенной островной жизни. Более плотное знакомство с Кнайпхофом логичнее всего начать с того места, где он и был рождён — от опор Лавочного моста.
Историю его основания можно прочесть в предыдущей статье, а сегодня мы начнём прогулку, полную насыщенной островной жизни. Более плотное знакомство с Кнайпхофом логичнее всего начать с того места, где он и был рождён — от опор Лавочного моста. Лавочным он стал только спустя столетие, и есть две версии, почему так произошло. По первой — мост был самым широким из всех, вдобавок связывал собой Альтштадт и Кнайпхоф, между которыми случались столкновения. Именно поэтому горожане сделали его «нейтральной» территорией для торговли. По обеим сторонам моста и на берегах реки находились лавки торговцев. Всё это очень напоминает многие европейские крупные мосты с домами или же мост, описанный Марком Твеном в рассказе «Принц и нищий»: «Мост служил проезжей, шумной, многолюдной дорогой и представлял любопытную особенность: по обе его стороны, от одного берега до другого, тянулись непрерывные ряды лавчонок и лавок с квартирами торговцев поверху». Другая версия гораздо проще. С немецкого языка слово Krämer можно перевести как купец или лавочник, а так как за мостом находилась целая улица купеческих домов, то и его назвали Лавочным (Купеческим).
Лавочным он стал только спустя столетие, и есть две версии, почему так произошло. По первой — мост был самым широким из всех, вдобавок связывал собой Альтштадт и Кнайпхоф, между которыми случались столкновения. Именно поэтому горожане сделали его «нейтральной» территорией для торговли. По обеим сторонам моста и на берегах реки находились лавки торговцев. Всё это очень напоминает многие европейские крупные мосты с домами или же мост, описанный Марком Твеном в рассказе «Принц и нищий»: «Мост служил проезжей, шумной, многолюдной дорогой и представлял любопытную особенность: по обе его стороны, от одного берега до другого, тянулись непрерывные ряды лавчонок и лавок с квартирами торговцев поверху». Другая версия гораздо проще. С немецкого языка слово Krämer можно перевести как купец или лавочник, а так как за мостом находилась целая улица купеческих домов, то и его назвали Лавочным (Купеческим).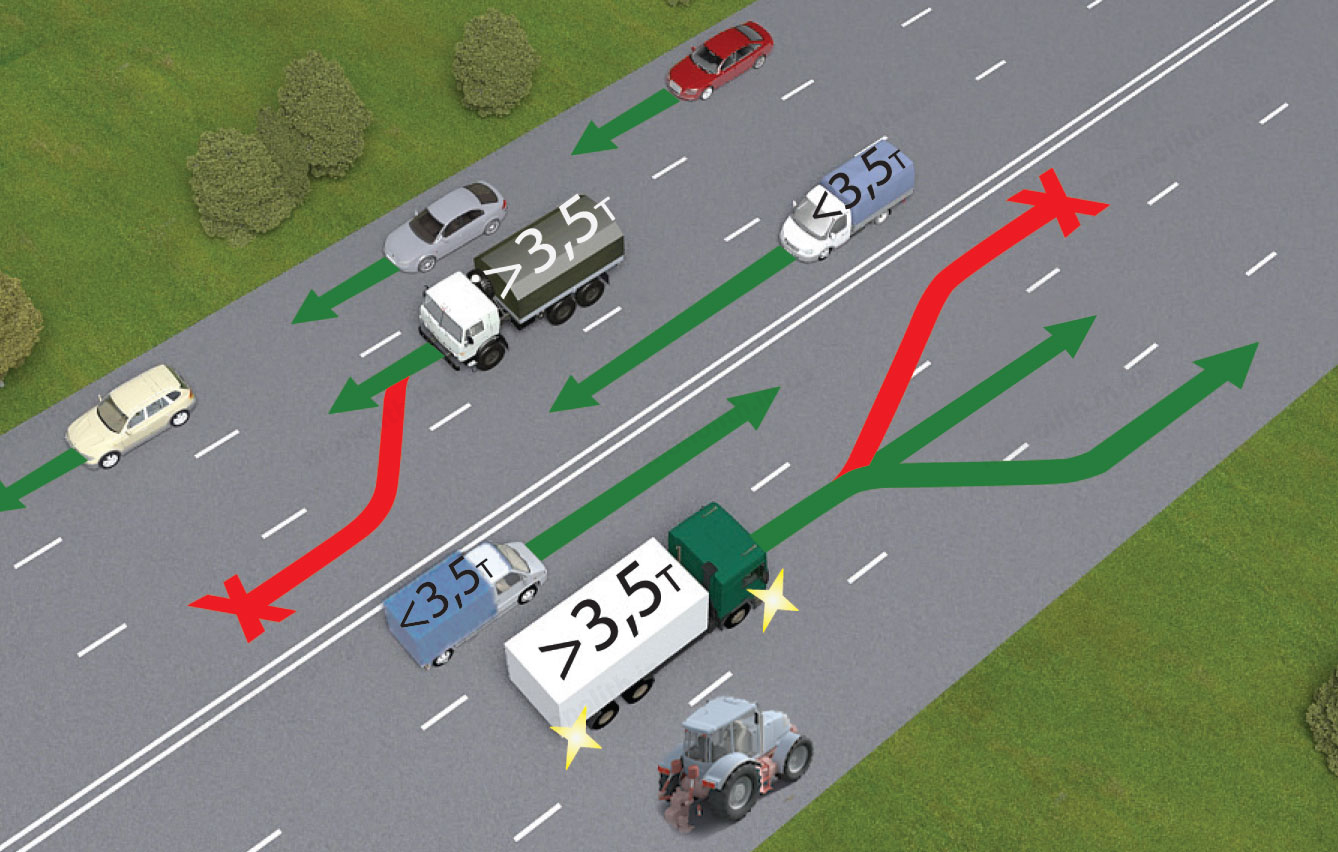 Предлагаю поскорей отправиться на остров Кнайпхоф, где начнётся экскурсия. Оказавшись здесь около ста лет назад, мы были бы поражены. Прямо за Лавочным мостом начиналась самая роскошная и известная улица Кёнигсберга — Кнайпхофше Ланггассе. На русский язык я бы перевёл это как Кнайпхофский проспект, но толкований довольно много,и мы не будем углубляться в них.
Предлагаю поскорей отправиться на остров Кнайпхоф, где начнётся экскурсия. Оказавшись здесь около ста лет назад, мы были бы поражены. Прямо за Лавочным мостом начиналась самая роскошная и известная улица Кёнигсберга — Кнайпхофше Ланггассе. На русский язык я бы перевёл это как Кнайпхофский проспект, но толкований довольно много,и мы не будем углубляться в них. Впрочем, именно эти черты сделали улицу особенной.
Впрочем, именно эти черты сделали улицу особенной. Основанием террасы было доступное снаружи подвальное помещение высотой в неполный человеческий рост». На этом сходства не заканчивались, ведь практически все дома были одной высоты, имели очень крутые лестницы и высокий первый этаж. К сожалению, до наших дней сохранилось не так много фото, чтобы показать вам всю красоту этой улицы. Нечто подобное ещё можно встретить в старых европейских городах с богатой торговой историей, таких как бельгийский Брюгге.
Основанием террасы было доступное снаружи подвальное помещение высотой в неполный человеческий рост». На этом сходства не заканчивались, ведь практически все дома были одной высоты, имели очень крутые лестницы и высокий первый этаж. К сожалению, до наших дней сохранилось не так много фото, чтобы показать вам всю красоту этой улицы. Нечто подобное ещё можно встретить в старых европейских городах с богатой торговой историей, таких как бельгийский Брюгге. Но более всего горожанам запомнились именно Зелёные ворота, ставшие одновременно окончанием улицы Кнайпхофше Ланггассе и началом южной стороны Кнайпхофа. Впервые эти ворота «засветились» в 1572 году, а уже в конце XVI века их вершину украсила изящная восьмигранная башенка. На фото ниже вы как раз можете видеть именно их. Но судьба была неблагосклонна к этому изящному творению.
Но более всего горожанам запомнились именно Зелёные ворота, ставшие одновременно окончанием улицы Кнайпхофше Ланггассе и началом южной стороны Кнайпхофа. Впервые эти ворота «засветились» в 1572 году, а уже в конце XVI века их вершину украсила изящная восьмигранная башенка. На фото ниже вы как раз можете видеть именно их. Но судьба была неблагосклонна к этому изящному творению. Справа здание старой Биржи с колоннами. Середина XIX века.
Справа здание старой Биржи с колоннами. Середина XIX века. Я предпринял путешествие сие на другой же день после нашего прибытия и обегал все наилучшие площади, улицы и места сего города, и не мог довольно налюбоваться красотою и пышностью многих улиц, а особливо так-называемой Кнейпхофской большой улицы, которую наши тотчас окрестили по-своему и назвали Мильонною, потому что вся она была не только прямая, но состояла из наилучших и богатейших домов в городе».
Я предпринял путешествие сие на другой же день после нашего прибытия и обегал все наилучшие площади, улицы и места сего города, и не мог довольно налюбоваться красотою и пышностью многих улиц, а особливо так-называемой Кнейпхофской большой улицы, которую наши тотчас окрестили по-своему и назвали Мильонною, потому что вся она была не только прямая, но состояла из наилучших и богатейших домов в городе».
 Здесь можно было купить всё.
Здесь можно было купить всё. Я бы мог закончить свою статью словами, что от самой богатой улицы не осталось и следа, но это было неправдой. Проводя экскурсию около года назад, под Эстакадным мостом я заметил ряд бордюрных камней, плавно уходящих в грунт. Здесь когда-то и заканчивалась Кнайпхофше Ланггассе, тихо вливаясь в пролёт Зеленого моста, и этот бордюр — всё, что осталось до наших дней от некогда великой улицы Кёнигсберга…
Я бы мог закончить свою статью словами, что от самой богатой улицы не осталось и следа, но это было неправдой. Проводя экскурсию около года назад, под Эстакадным мостом я заметил ряд бордюрных камней, плавно уходящих в грунт. Здесь когда-то и заканчивалась Кнайпхофше Ланггассе, тихо вливаясь в пролёт Зеленого моста, и этот бордюр — всё, что осталось до наших дней от некогда великой улицы Кёнигсберга… Вал погнут, если это не так.
Вал погнут, если это не так.

 Однако стоит потратить несколько минут на то, чтобы правильно оценить ситуацию, чтобы определить, является ли выбранный курс действий подходящим.
Однако стоит потратить несколько минут на то, чтобы правильно оценить ситуацию, чтобы определить, является ли выбранный курс действий подходящим. Из-за внутренних напряжений вала процедура, выполняемая в одном месте, иногда может привести к неожиданному изгибу в другом месте. Из-за непредсказуемой характеристики внутренних напряжений правка таких валов может быть временной с неопределенными долгосрочными результатами.
Из-за внутренних напряжений вала процедура, выполняемая в одном месте, иногда может привести к неожиданному изгибу в другом месте. Из-за непредсказуемой характеристики внутренних напряжений правка таких валов может быть временной с неопределенными долгосрочными результатами. Те же самые материалы, как правило, более щадящие при выпрямлении и, следовательно, больше подходят для ремонта.
Те же самые материалы, как правило, более щадящие при выпрямлении и, следовательно, больше подходят для ремонта. Особенности конструкции вала действуют как концентраторы напряжения. Помимо того, что они являются фактором, способствующим первоначальному изгибу, они также могут повлиять на успех ремонта с выпрямлением изогнутого вала.
Особенности конструкции вала действуют как концентраторы напряжения. Помимо того, что они являются фактором, способствующим первоначальному изгибу, они также могут повлиять на успех ремонта с выпрямлением изогнутого вала.
 Первоначальный осмотр перед началом коррекции используется для документирования исходного состояния изогнутого вала.
Первоначальный осмотр перед началом коррекции используется для документирования исходного состояния изогнутого вала.
 Например, если циферблатный индикатор показывает, что его максимальное отклонение происходит, когда опорная метка вращения находится в положении 3:00, запишите положение 3:00 на карте съемки.
Например, если циферблатный индикатор показывает, что его максимальное отклонение происходит, когда опорная метка вращения находится в положении 3:00, запишите положение 3:00 на карте съемки. Методом проб и ошибок найдите место наибольшего отклонения и отметьте его.
Методом проб и ошибок найдите место наибольшего отклонения и отметьте его.
 3. Типичная установка метода механической правки.
3. Типичная установка метода механической правки.
 По тем же причинам этот процесс может быть затруднен, когда вал находится на месте.
По тем же причинам этот процесс может быть затруднен, когда вал находится на месте. Цель состоит в том, чтобы достичь перепада температур или локальной горячей точки между обогреваемой областью и окружающей территорией. Поэтому применяйте тепло равномерно и постоянно, следя за циферблатными индикаторами.
Цель состоит в том, чтобы достичь перепада температур или локальной горячей точки между обогреваемой областью и окружающей территорией. Поэтому применяйте тепло равномерно и постоянно, следя за циферблатными индикаторами.
.jpg)


 После каждого цикла нагрева вал необходимо полностью охладить до однородной температуры перед оценкой результатов.
После каждого цикла нагрева вал необходимо полностью охладить до однородной температуры перед оценкой результатов.
 Кнуд Эрик получил степень магистра наук в области машиностроения в Техническом университете Дании.
Кнуд Эрик получил степень магистра наук в области машиностроения в Техническом университете Дании. Тим привносит в Admix необходимые знания благодаря своему опыту внедрения бизнес-систем, руководства командами для сокращения сроков выполнения заказов и повышения валовой прибыли для ряда технических продуктов, изготавливаемых на заказ.
Тим привносит в Admix необходимые знания благодаря своему опыту внедрения бизнес-систем, руководства командами для сокращения сроков выполнения заказов и повышения валовой прибыли для ряда технических продуктов, изготавливаемых на заказ. Ресторан также является членом Инженерно-консультативного комитета программы CTE Академии Пинкертона.
Ресторан также является членом Инженерно-консультативного комитета программы CTE Академии Пинкертона. Кроме того, он возглавляет международные продажи, тесно сотрудничая с Admix Europe ApS, дочерней компанией Admix, и ее торговыми партнерами.
Кроме того, он возглавляет международные продажи, тесно сотрудничая с Admix Europe ApS, дочерней компанией Admix, и ее торговыми партнерами.
 Роберт имеет обширную подготовку в области сварки и станкостроения, а также получил степень в области инженерии и графического дизайна в Северо-восточном университете.
Роберт имеет обширную подготовку в области сварки и станкостроения, а также получил степень в области инженерии и графического дизайна в Северо-восточном университете. Он руководил проектными группами, поддерживающими региональных клиентов, занимающихся аудитом финансовой отчетности, и несколько глобальных предприятий. Дэн имеет степень бакалавра компьютерных наук в колледже Провиденс.
Он руководил проектными группами, поддерживающими региональных клиентов, занимающихся аудитом финансовой отчетности, и несколько глобальных предприятий. Дэн имеет степень бакалавра компьютерных наук в колледже Провиденс.

.jpg) Технические характеристики: мощность 1600/2,2 Вт/л.с; двигатель — бензиновый двухтактный; объём двигателя 52 см³; ёмкость топливного бака 1,2 л; ширина вспашки 260 мм; глубина вспашки 200 мм. Габариты: 1000*790*250 мм.
Технические характеристики: мощность 1600/2,2 Вт/л.с; двигатель — бензиновый двухтактный; объём двигателя 52 см³; ёмкость топливного бака 1,2 л; ширина вспашки 260 мм; глубина вспашки 200 мм. Габариты: 1000*790*250 мм. 00 см
00 см Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
.jpg) Щиты с капюшоном защищают молодые растения от агрессивного культивирующего воздействия. Щиты с открытым верхом являются наиболее полно регулируемыми для любых условий.
Щиты с капюшоном защищают молодые растения от агрессивного культивирующего воздействия. Щиты с открытым верхом являются наиболее полно регулируемыми для любых условий.
.jpg)
 Таким образом, чистый результат может быть достигнут, даже если сенсорный стержень устройства RADIUS SL или RADIUS SL PLUS установлен в переднее и, следовательно, наиболее безопасное положение, и, таким образом, вокруг виноградной лозы образуется островок (также называемый тенью).
Таким образом, чистый результат может быть достигнут, даже если сенсорный стержень устройства RADIUS SL или RADIUS SL PLUS установлен в переднее и, следовательно, наиболее безопасное положение, и, таким образом, вокруг виноградной лозы образуется островок (также называемый тенью). 3 in (540 mm)
3 in (540 mm)
 Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Мы анонимизируем все данные о вашем посещении. Если вы подтвердите, выбрав «Принять все файлы cookie», личные данные не будут собираться. Для получения дополнительной информации ознакомьтесь с нашей политикой конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках.
Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Мы анонимизируем все данные о вашем посещении. Если вы подтвердите, выбрав «Принять все файлы cookie», личные данные не будут собираться. Для получения дополнительной информации ознакомьтесь с нашей политикой конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Мы анонимизируем все данные о вашем посещении. Если вы подтвердите, выбрав «Принять все файлы cookie», личные данные не будут собираться. Для получения дополнительной информации ознакомьтесь с нашей политикой конфиденциальности. Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию, чтобы выбрать только определенные файлы cookie.
Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Мы анонимизируем все данные о вашем посещении. Если вы подтвердите, выбрав «Принять все файлы cookie», личные данные не будут собираться. Для получения дополнительной информации ознакомьтесь с нашей политикой конфиденциальности. Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию, чтобы выбрать только определенные файлы cookie.


 Генерирует статистические данные о том, как посетитель использует веб-сайт.
Генерирует статистические данные о том, как посетитель использует веб-сайт. Если файлы cookie с внешних носителей принимаются, доступ к этому контенту больше не требует ручного согласия.
Если файлы cookie с внешних носителей принимаются, доступ к этому контенту больше не требует ручного согласия.

 Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы.
Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы.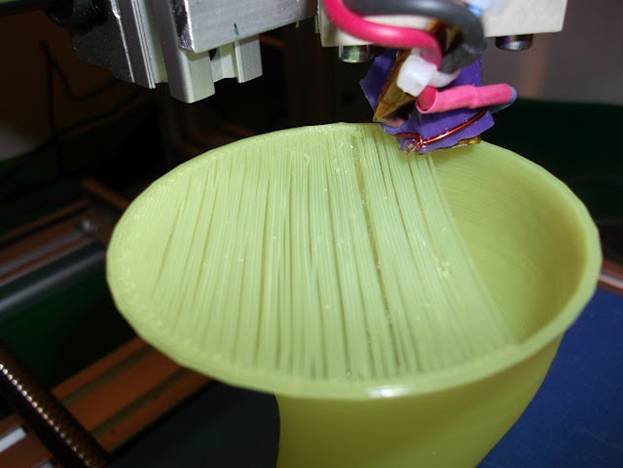 Попробуйте увеличить тепературу платформы на 5 градусов.
Попробуйте увеличить тепературу платформы на 5 градусов.
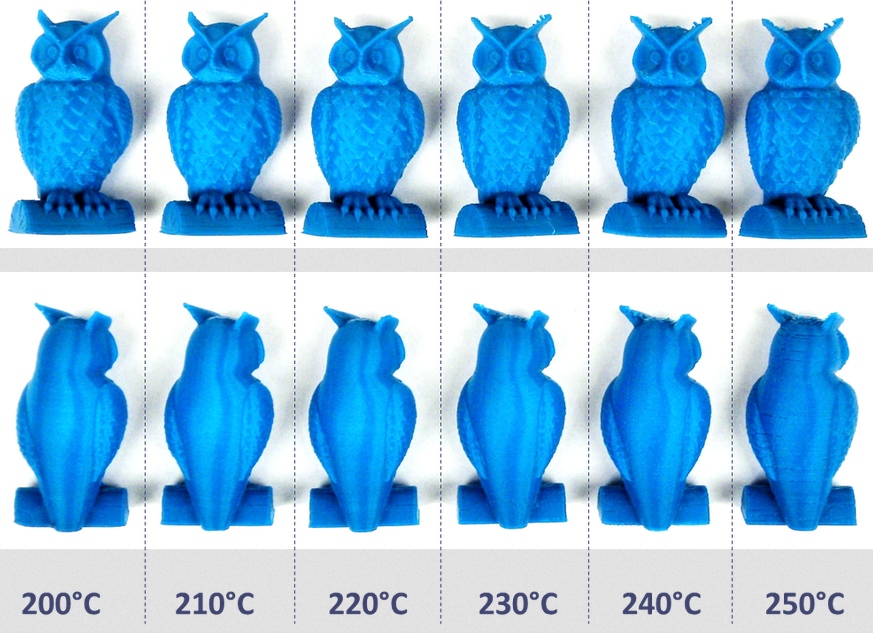 Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.
Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.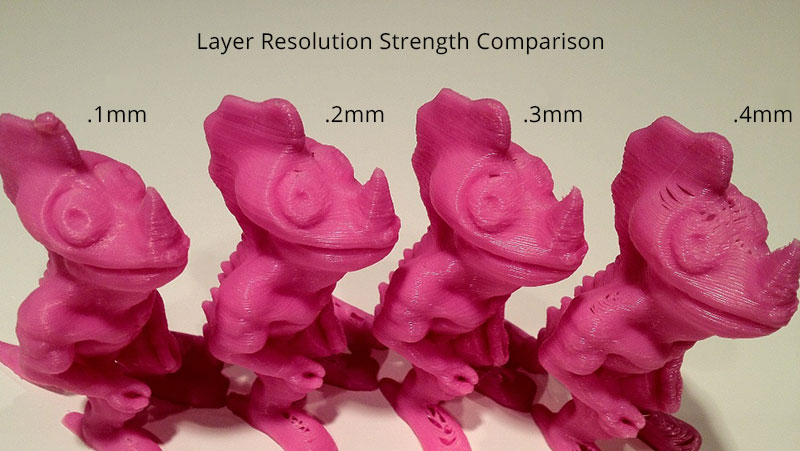 Снизу есть ненужные линии.
Снизу есть ненужные линии.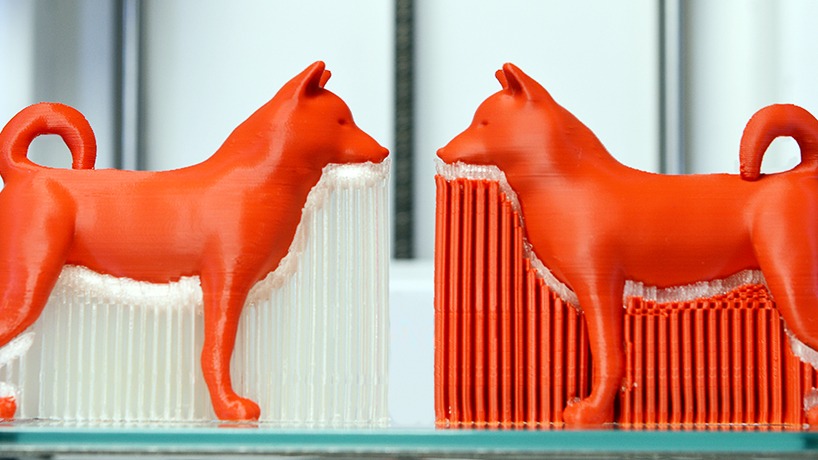

 Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
 В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник.
В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник.

 75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm.
75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm.
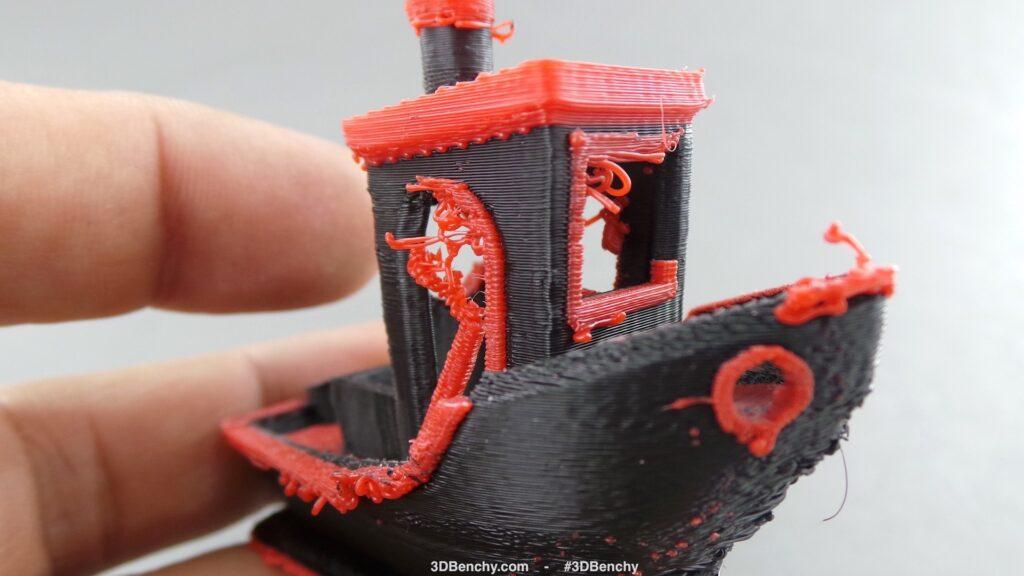
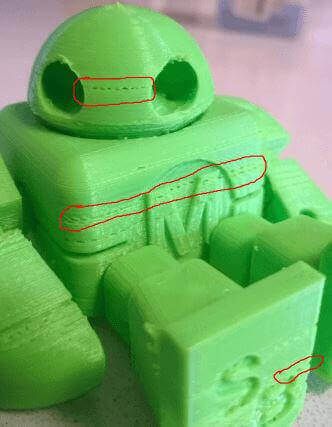 Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати.
Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати.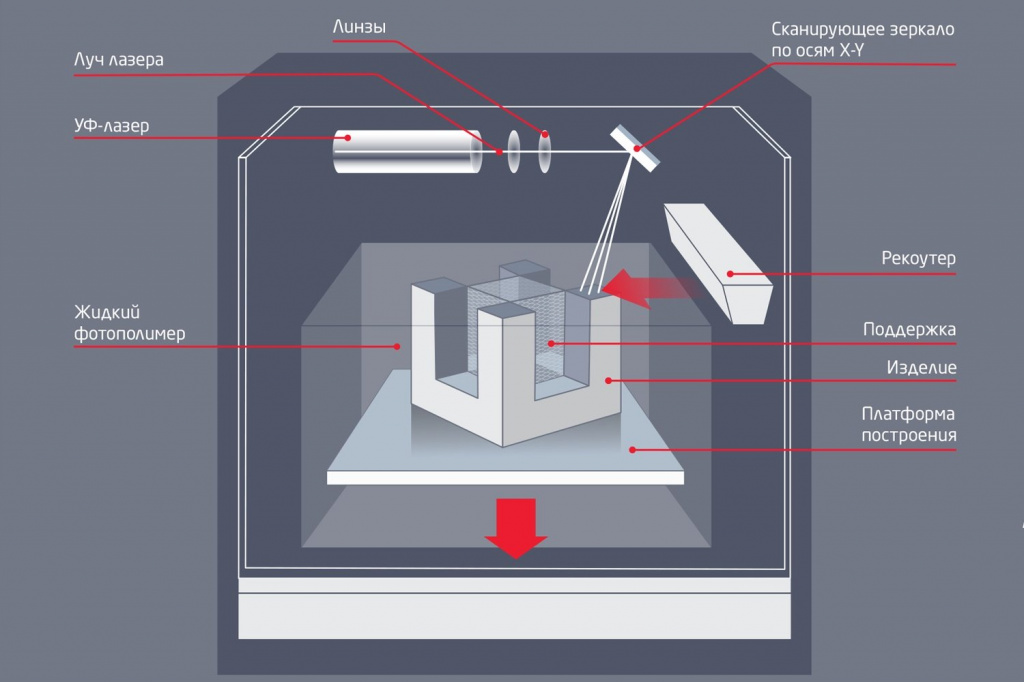 Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.
Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.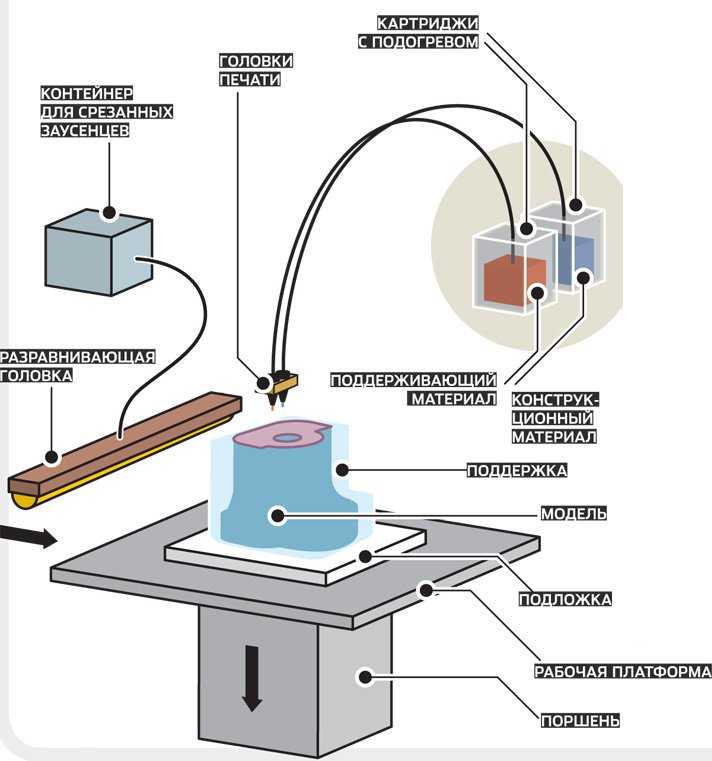 Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление)
Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление)


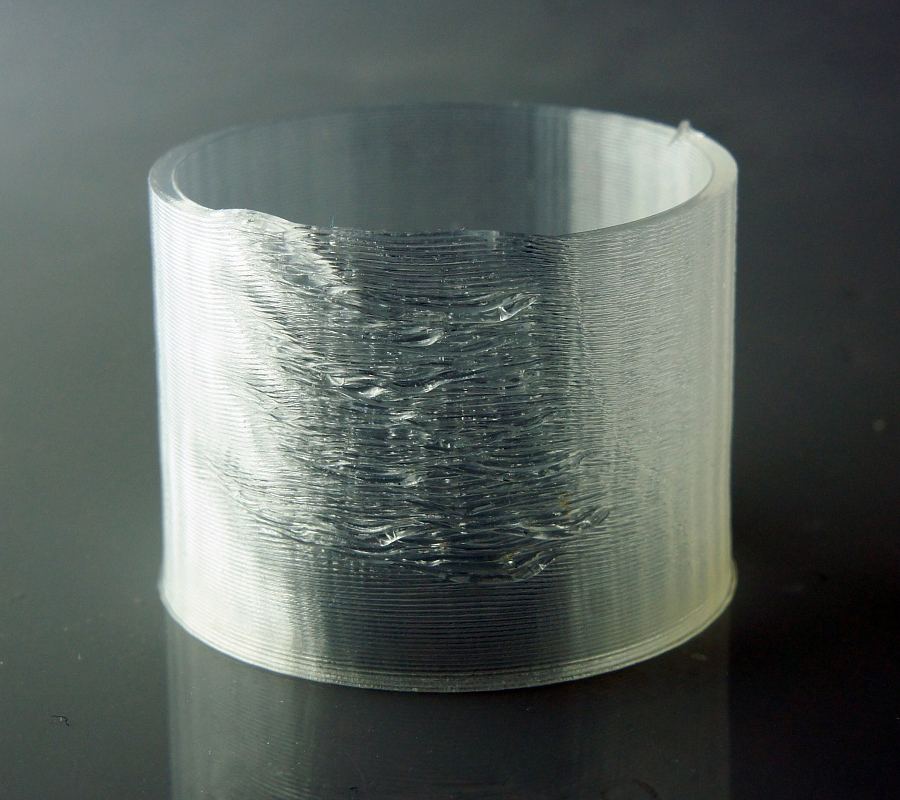 Явление повторяется или подчеркивается от одного слоя к другому.
Явление повторяется или подчеркивается от одного слоя к другому.

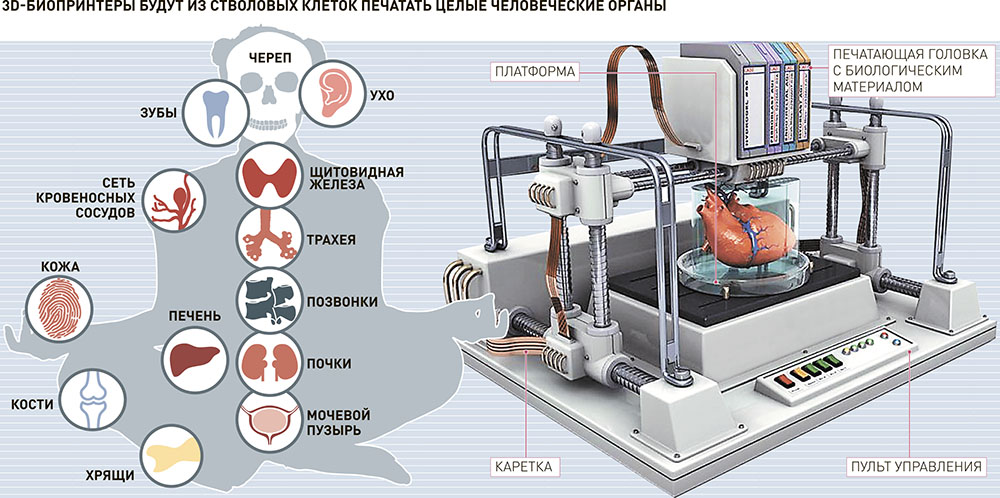
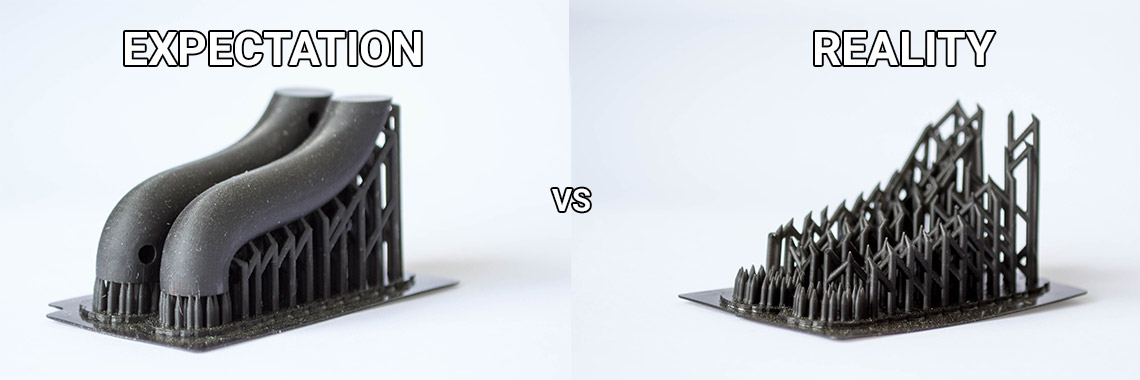
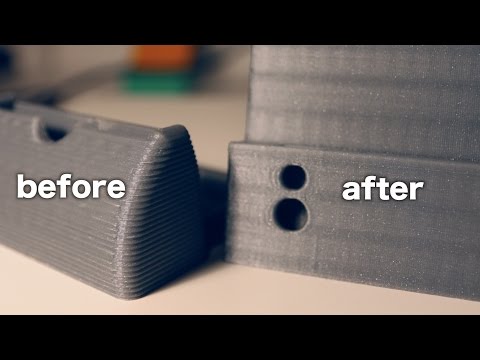

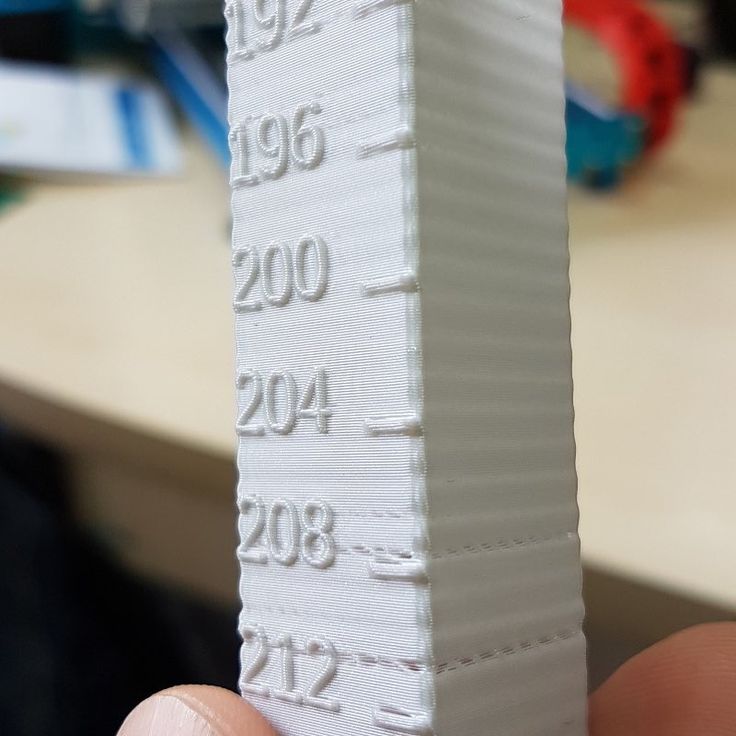

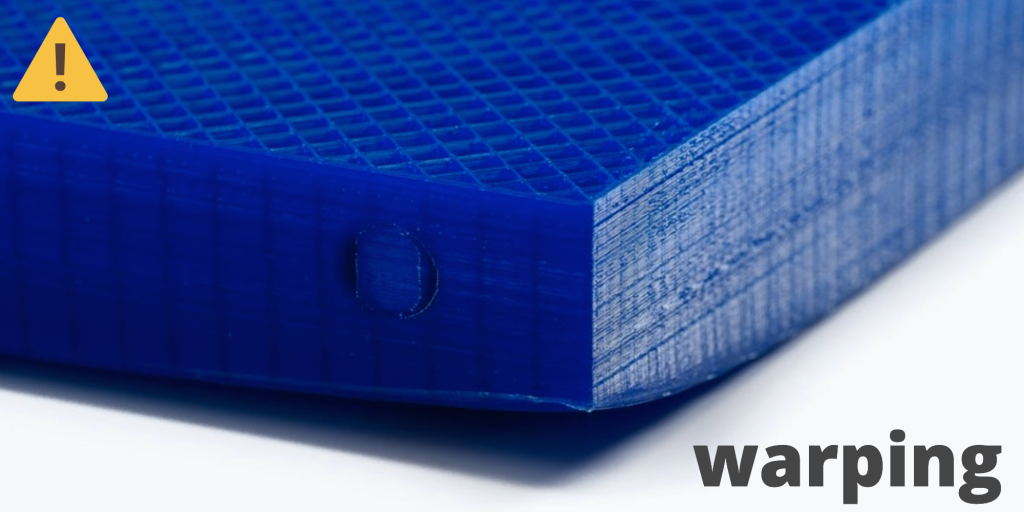
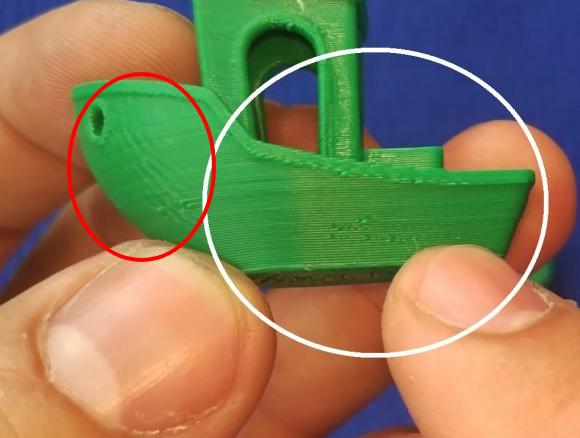
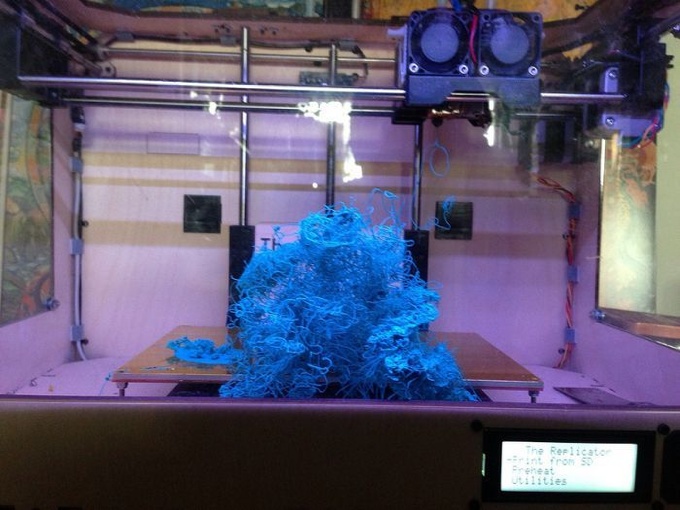
 В зависимости от диаметра трубки и нити, а также длины корпуса, двигатель должен протянуть определенную длину нити через изгибы трубки, прежде чем нить втянется из нагревательной головки.
В зависимости от диаметра трубки и нити, а также длины корпуса, двигатель должен протянуть определенную длину нити через изгибы трубки, прежде чем нить втянется из нагревательной головки.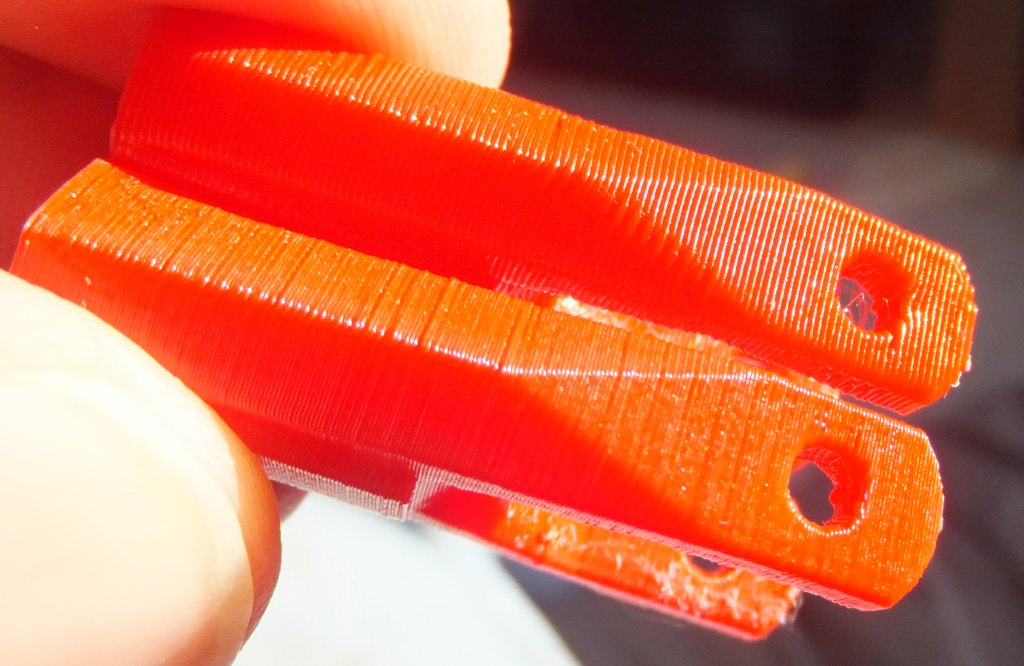
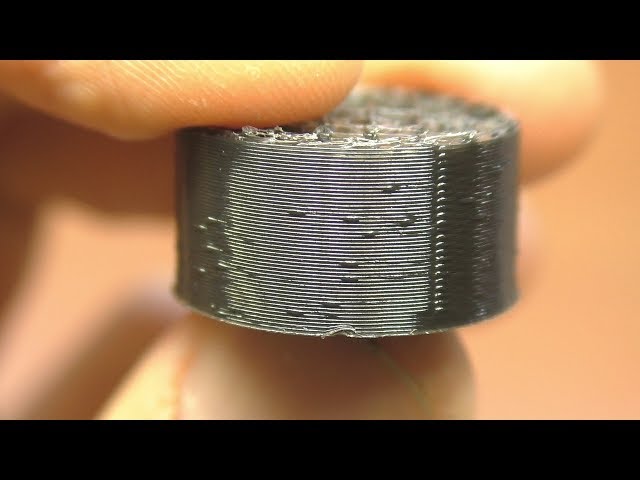 К счастью, в Simplify3D есть несколько настроек, которые могут решить эту проблему. Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера.
К счастью, в Simplify3D есть несколько настроек, которые могут решить эту проблему. Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера. Это определяет, сколько пластика вытягивается из сопла. Как правило, чем больше пластика вытягивается из сопла, тем меньше вероятность того, что сопло будет вытекать при движении. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность.
Это определяет, сколько пластика вытягивается из сопла. Как правило, чем больше пластика вытягивается из сопла, тем меньше вероятность того, что сопло будет вытекать при движении. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность. Обычно в диапазоне 1200-6000 мм/мин (20-100 мм/с) существует оптимальная зона, при которой ретракция работает лучше всего. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.
Обычно в диапазоне 1200-6000 мм/мин (20-100 мм/с) существует оптимальная зона, при которой ретракция работает лучше всего. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите. Это может существенно повлиять на конечное качество печати. Вы можете настроить эти параметры, нажав «Изменить параметры процесса» и выбрав вкладку «Температура». Выберите свой экструдер из списка слева, а затем дважды щелкните заданное значение температуры, которое вы хотите изменить.
Это может существенно повлиять на конечное качество печати. Вы можете настроить эти параметры, нажав «Изменить параметры процесса» и выбрав вкладку «Температура». Выберите свой экструдер из списка слева, а затем дважды щелкните заданное значение температуры, которое вы хотите изменить. Фактически, во многих случаях программное обеспечение может найти путь движения, который не пересекает открытое пространство! Это означает, что нет возможности создать струну, потому что сопло всегда будет находиться поверх твердого пластика и никогда не выйдет за пределы детали. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» и включите параметр «Избегать пересечения контура при перемещении».
Фактически, во многих случаях программное обеспечение может найти путь движения, который не пересекает открытое пространство! Это означает, что нет возможности создать струну, потому что сопло всегда будет находиться поверх твердого пластика и никогда не выйдет за пределы детали. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» и включите параметр «Избегать пересечения контура при перемещении».
 Для получения идеального первого слоя требуется ровная печатная платформа. Simplify3D уже включает в себя полезный мастер выравнивания кровати, который поможет вам в процессе выравнивания кровати. Вы можете найти этот мастер, выбрав «Инструменты» > «Мастер выравнивания кровати» и следуя инструкциям на экране.
Для получения идеального первого слоя требуется ровная печатная платформа. Simplify3D уже включает в себя полезный мастер выравнивания кровати, который поможет вам в процессе выравнивания кровати. Вы можете найти этот мастер, выбрав «Инструменты» > «Мастер выравнивания кровати» и следуя инструкциям на экране.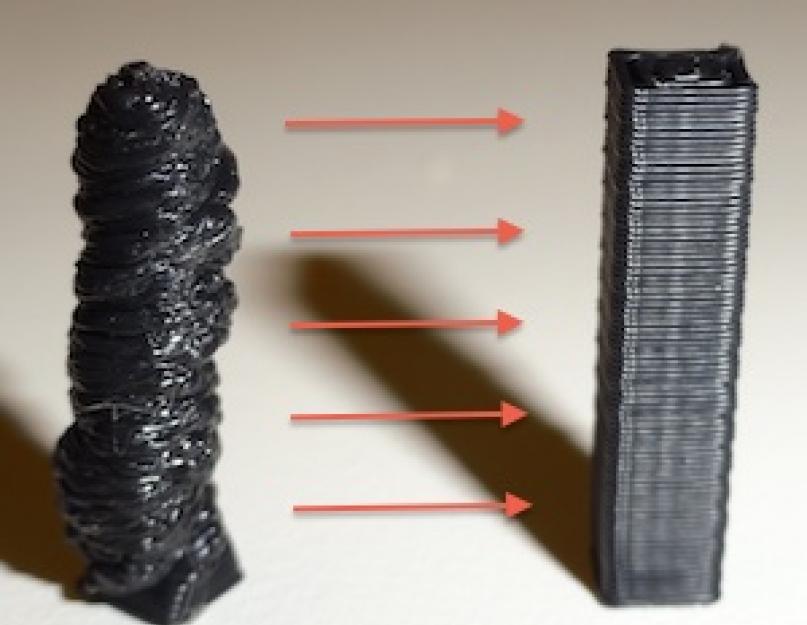 Вы можете использовать глобальное смещение G-кода оси Z для очень точной настройки положения сопла. Например, если вы введете -0,05 мм для смещения G-кода по оси Z, сопло начнет печатать 0,05 мм ближе к вашей платформе сборки. Будьте осторожны, внося только небольшие коррективы в этот параметр. Каждый слой вашей детали обычно имеет толщину всего около 0,2 мм, поэтому небольшая корректировка имеет большое значение!
Вы можете использовать глобальное смещение G-кода оси Z для очень точной настройки положения сопла. Например, если вы введете -0,05 мм для смещения G-кода по оси Z, сопло начнет печатать 0,05 мм ближе к вашей платформе сборки. Будьте осторожны, внося только небольшие коррективы в этот параметр. Каждый слой вашей детали обычно имеет толщину всего около 0,2 мм, поэтому небольшая корректировка имеет большое значение!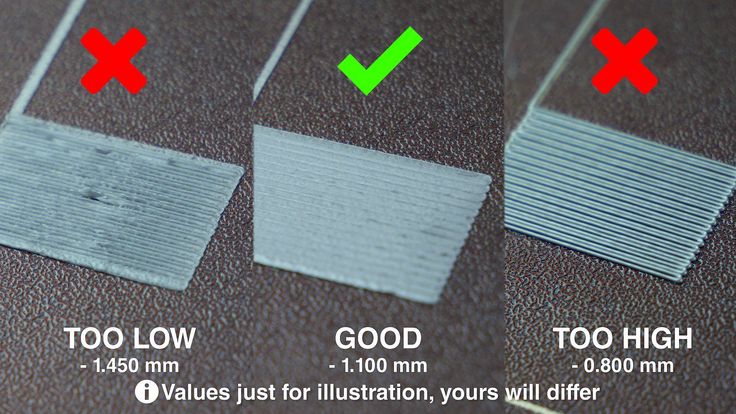 Например, если вы установите скорость первого слоя 50%, это означает, что ваш первый слой будет печатать на 50% медленнее, чем остальная часть вашей детали. Если вы чувствуете, что ваш принтер слишком быстро перемещается по первому слою, попробуйте уменьшить этот параметр.
Например, если вы установите скорость первого слоя 50%, это означает, что ваш первый слой будет печатать на 50% медленнее, чем остальная часть вашей детали. Если вы чувствуете, что ваш принтер слишком быстро перемещается по первому слою, попробуйте уменьшить этот параметр. Из-за этого пластик имеет тенденцию отделяться от платформы сборки по мере остывания. Это важный факт, который следует учитывать при печати первого слоя. Если вы заметили, что сначала слой кажется прилипшим, но позже отделяется от печатной платформы по мере остывания, возможно, виноваты ваши настройки температуры и охлаждения.
Из-за этого пластик имеет тенденцию отделяться от платформы сборки по мере остывания. Это важный факт, который следует учитывать при печати первого слоя. Если вы заметили, что сначала слой кажется прилипшим, но позже отделяется от печатной платформы по мере остывания, возможно, виноваты ваши настройки температуры и охлаждения.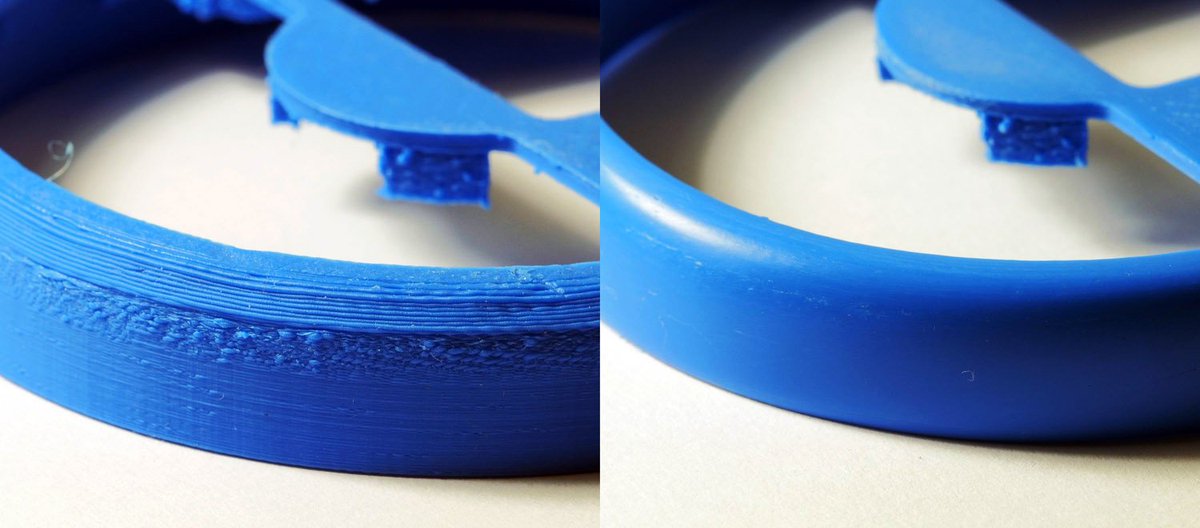 Выберите платформу для сборки с подогревом из списка слева, а затем отредактируйте заданное значение температуры для первого слоя. Вы можете просто дважды щелкнуть значение, чтобы изменить его.
Выберите платформу для сборки с подогревом из списка слева, а затем отредактируйте заданное значение температуры для первого слоя. Вы можете просто дважды щелкнуть значение, чтобы изменить его. Если вы работаете в ветреной среде, вы также можете попытаться изолировать принтер, чтобы ветер не касался вашей детали.
Если вы работаете в ветреной среде, вы также можете попытаться изолировать принтер, чтобы ветер не касался вашей детали.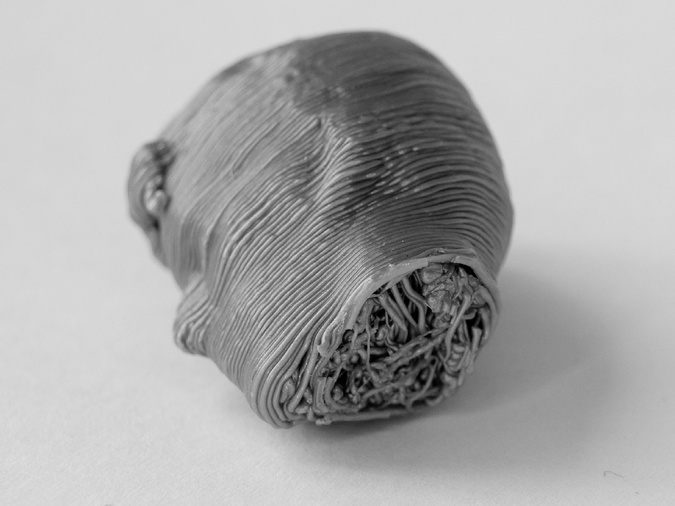 Полоски ленты можно наклеить на поверхность платформы сборки и легко удалить или заменить, если вы хотите печатать другим материалом. Например, PLA имеет тенденцию хорошо прилипать к синей малярной ленте, в то время как ABS имеет тенденцию лучше прилипать к каптоновой ленте (также известной как полиимидная пленка). Многие пользователи также добились большого успеха, используя временный клей или аэрозоль на верхней части своих сборочных платформ. Лак для волос, клей-карандаши и другие липкие вещества, как правило, работают очень хорошо, если все остальное не помогло. Не стесняйтесь экспериментировать, чтобы увидеть, что работает лучше всего для вас!
Полоски ленты можно наклеить на поверхность платформы сборки и легко удалить или заменить, если вы хотите печатать другим материалом. Например, PLA имеет тенденцию хорошо прилипать к синей малярной ленте, в то время как ABS имеет тенденцию лучше прилипать к каптоновой ленте (также известной как полиимидная пленка). Многие пользователи также добились большого успеха, используя временный клей или аэрозоль на верхней части своих сборочных платформ. Лак для волос, клей-карандаши и другие липкие вещества, как правило, работают очень хорошо, если все остальное не помогло. Не стесняйтесь экспериментировать, чтобы увидеть, что работает лучше всего для вас!
 Кулачки
Кулачки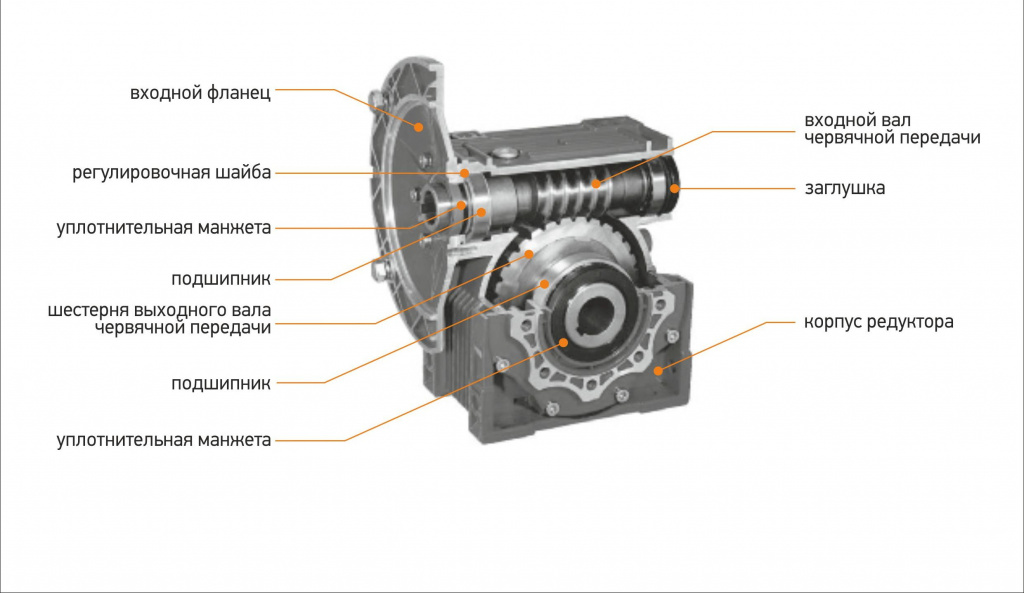 Кэм
Кэм 2 Классификация кулачковых механизмов
2 Классификация кулачковых механизмов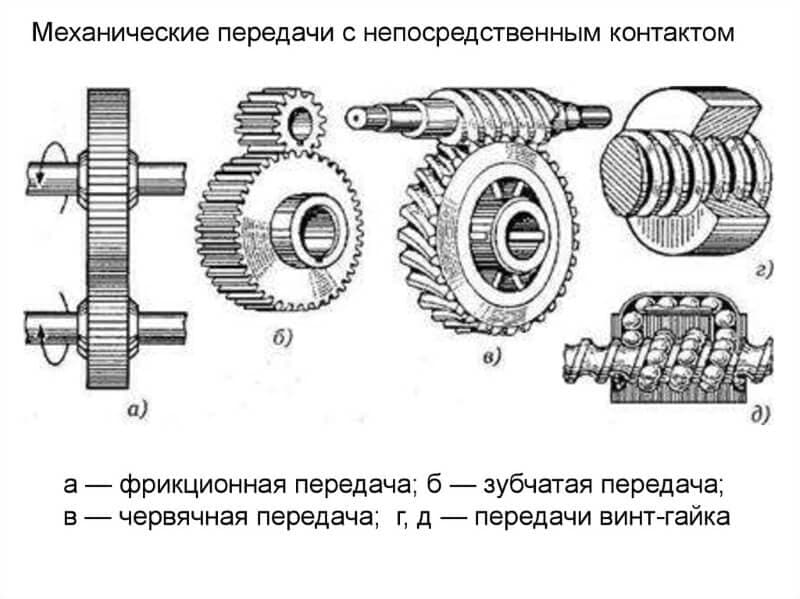 2.1 Конфигурация ведомого устройства
2.1 Конфигурация ведомого устройства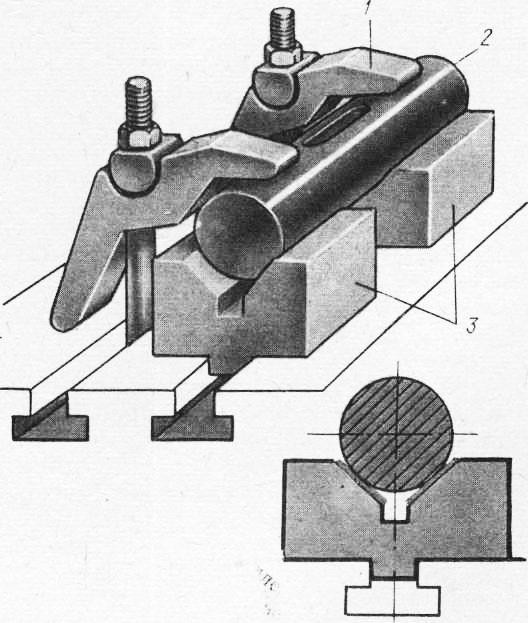
 translating.sim. Если вы
translating.sim. Если вы Он используется для генерации
Он используется для генерации


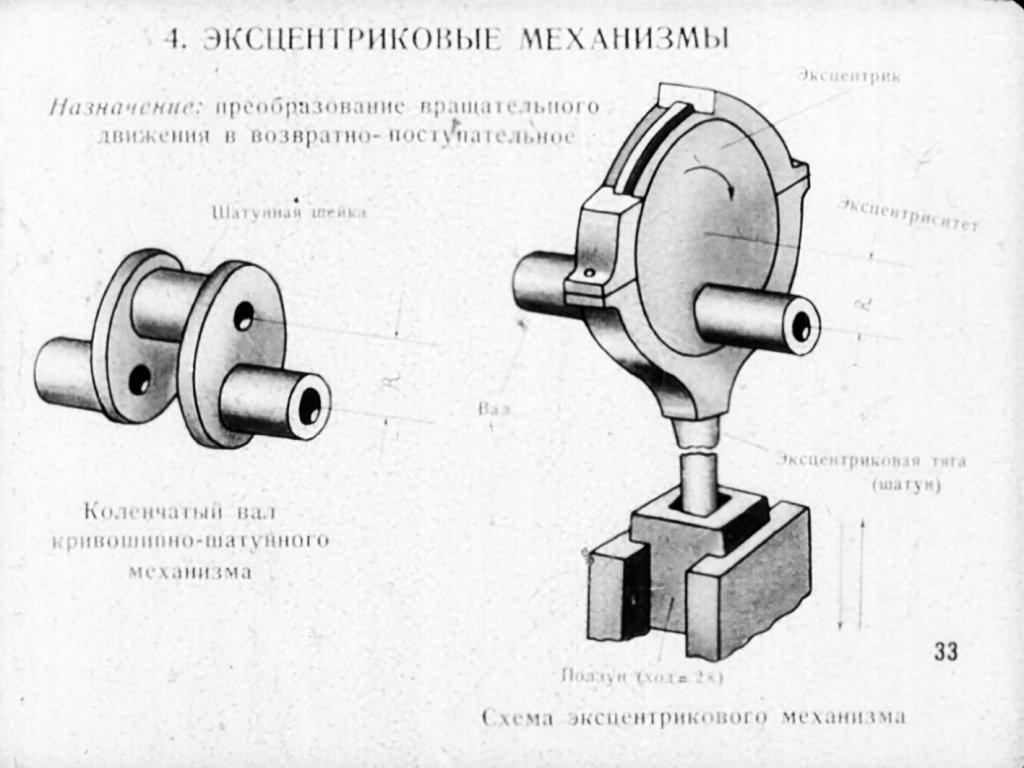 Диаграмма скоростей в точке h указывает на плавность хода.
Диаграмма скоростей в точке h указывает на плавность хода. Однако эти параметры достаточны только
Однако эти параметры достаточны только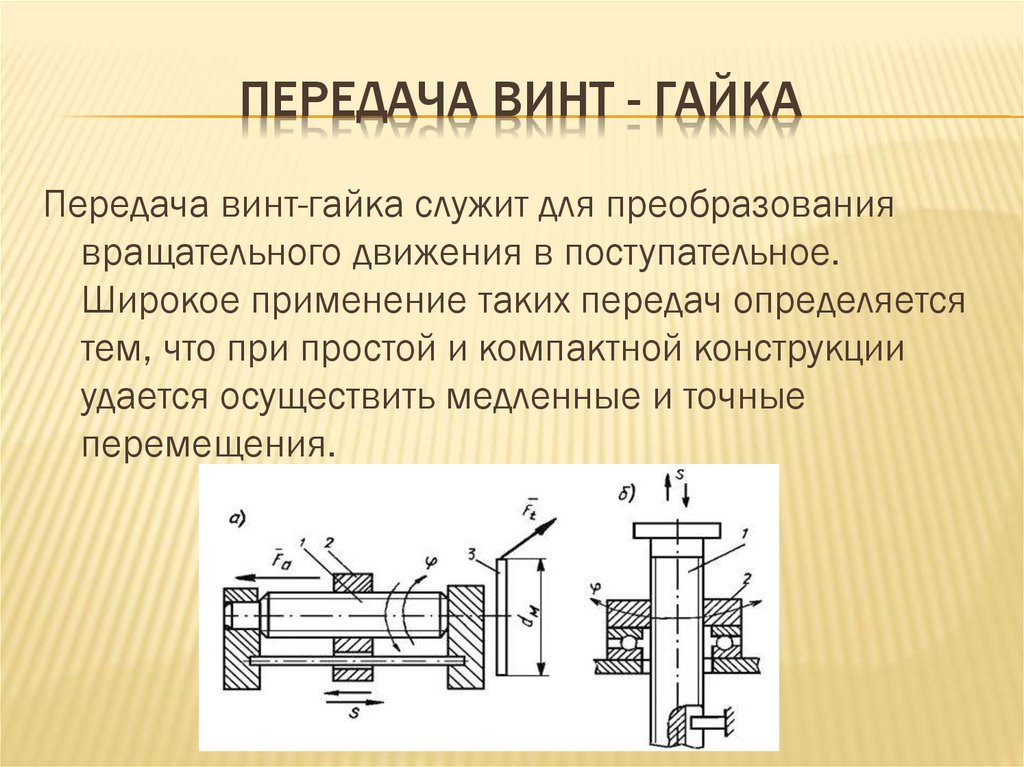 Не изменяя этой особенности их
Не изменяя этой особенности их В этот момент
В этот момент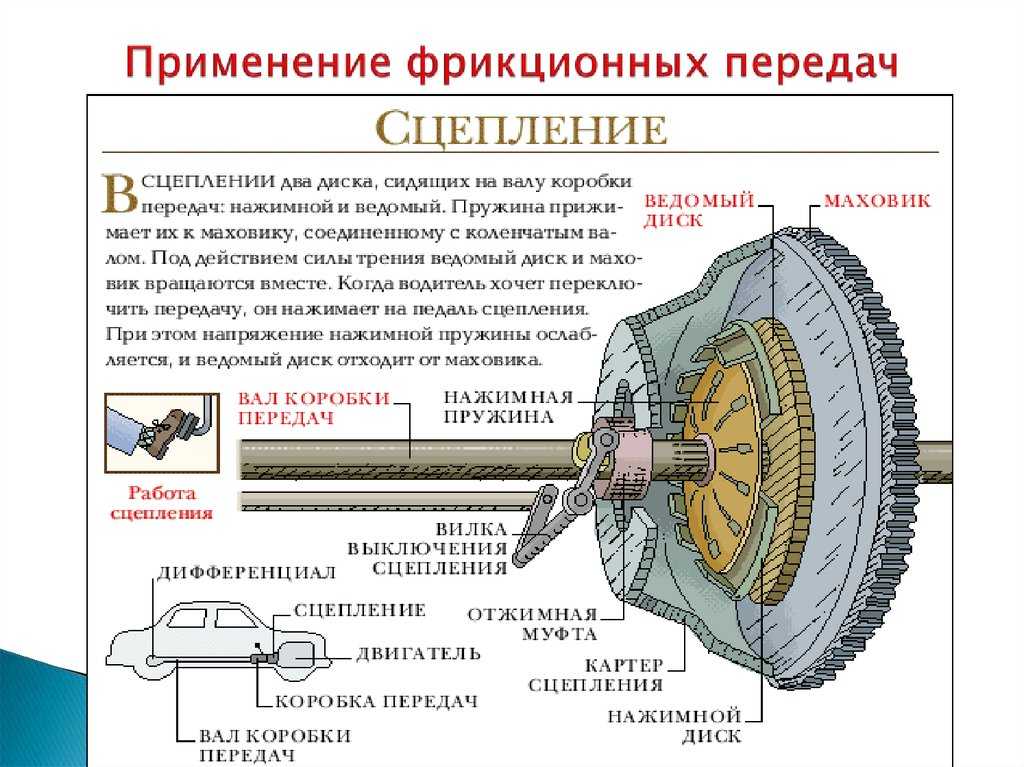
 Как правило, последователь
Как правило, последователь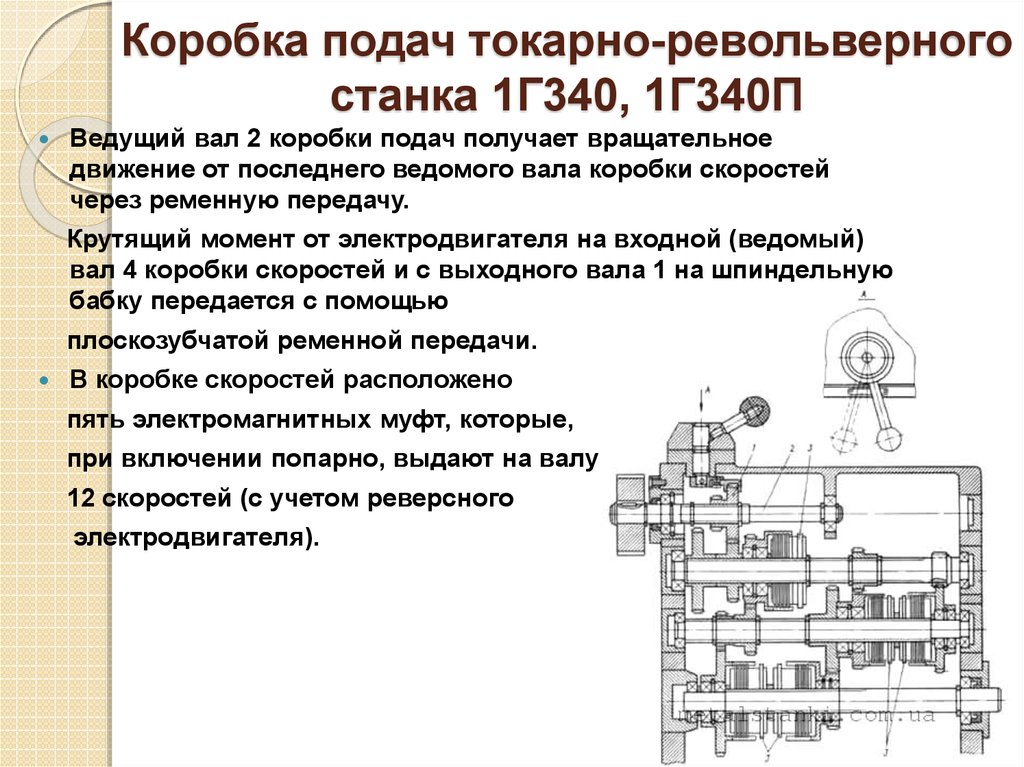 В этот момент угол
В этот момент угол
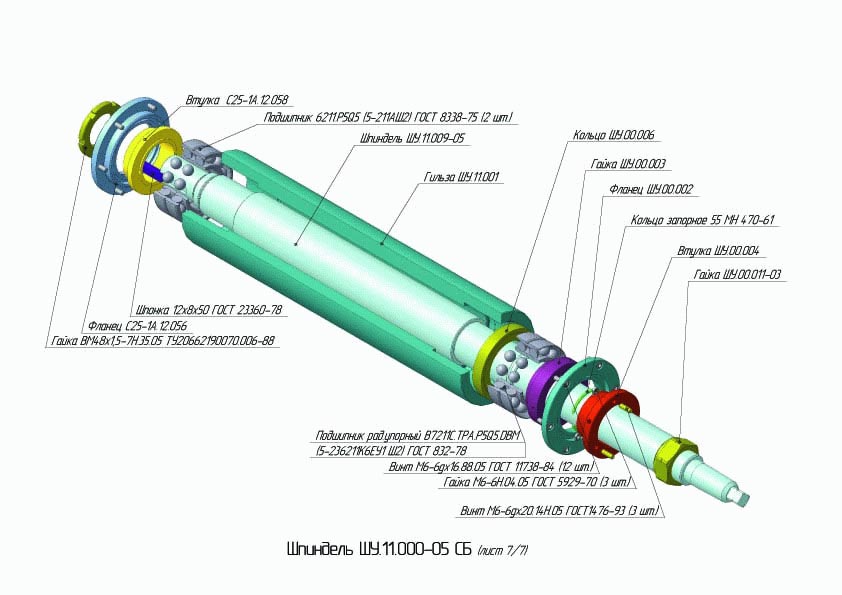 В момент, показанный на рис. 6-17, касательная
В момент, показанный на рис. 6-17, касательная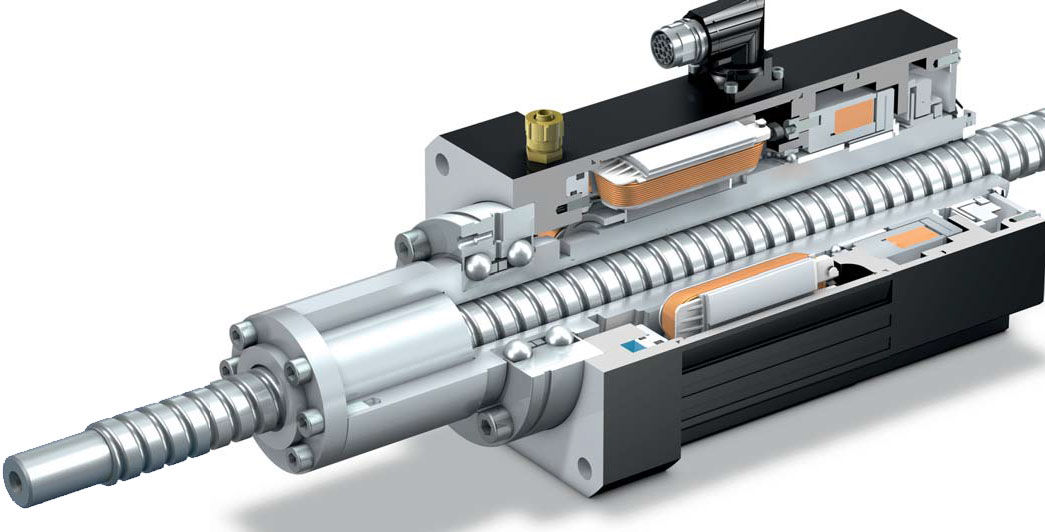 1 Введение
1 Введение cmu.edu
cmu.edu  эту главу
эту главу
 ) Поэтому скорость двигателя с малой выходной мощностью в большинстве случаев уменьшается с помощью шестерен для создания большего крутящего момента. Многие мотор-редукторы используются в автомобильных деталях, бытовой технике и двигателях промышленных машин.
) Поэтому скорость двигателя с малой выходной мощностью в большинстве случаев уменьшается с помощью шестерен для создания большего крутящего момента. Многие мотор-редукторы используются в автомобильных деталях, бытовой технике и двигателях промышленных машин. 
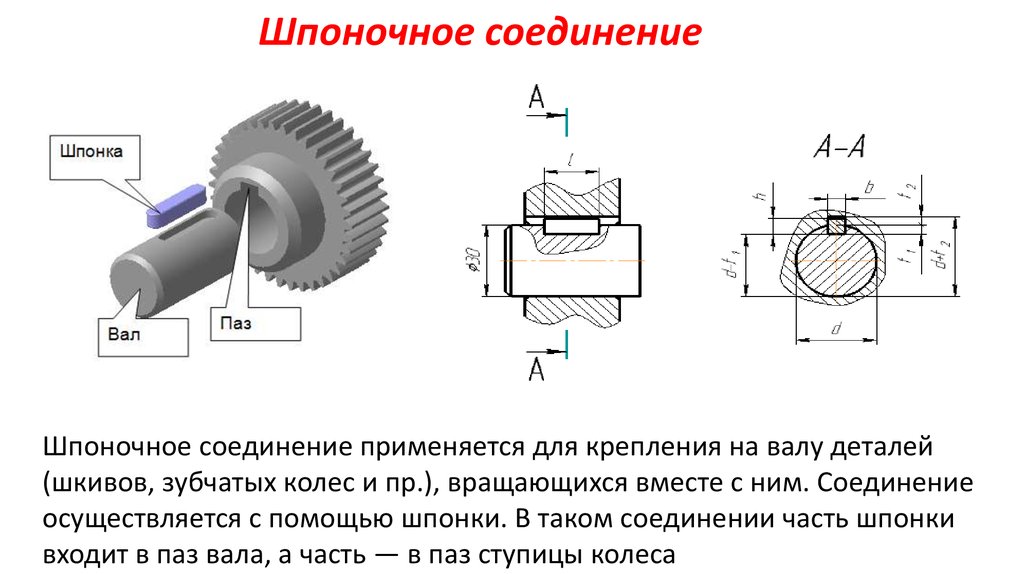 2-6 представляет ведущую шестерню.
2-6 представляет ведущую шестерню.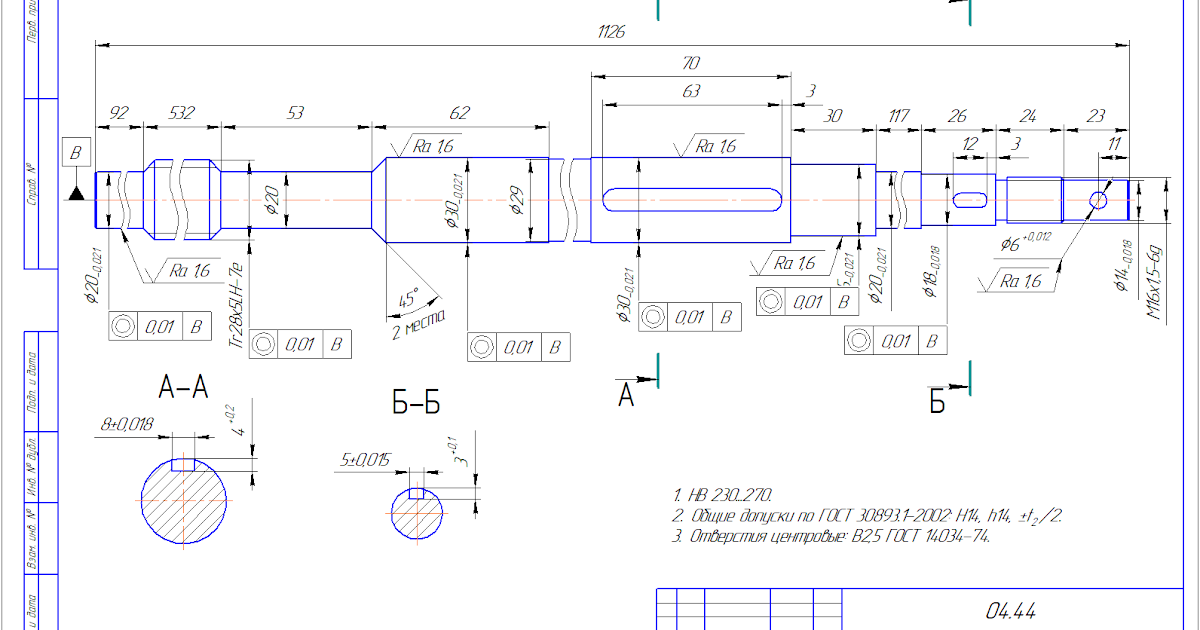 (Рисунок 2-8)
(Рисунок 2-8)