Petg настройки печати: 3D-печать: как печатать пластиком PETG
Содержание
обзор, пошаговые настройки, возникшие проблемы и их решение
Материал предоставлен компанией RUSABS
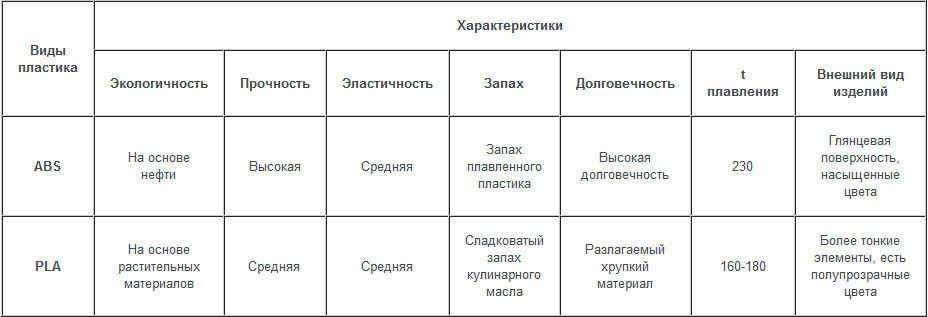
Что может быть лучше PLA и ABS?
Какой пластик более долговечный?
Выдерживает более высокие температуры, чем PLA?
Существует что-то,что печатается легче, чем ABS?
Если Вы задаете себе такие вопросы, то филамент PETG мог бы стать вашим фаворитом. С момента своего появления этот пластик активно набирает популярность. Давайте же посмотрим, что это такое и почему его следует использовать?
Что такое филамент PETG?
PETG – это износостойкий сополиэфир (комбинация). PET означает полиэтилентерефталат (вспомните о пластиковых бутылках), а G говорит о том, что он модифицирован гликолем для большей долговечности.
Если коротко, то это действительно прочный материал, исключительно крепкий и без запаха при печати. Стоит только выставить правильные настройки, и печать пойдет как по маслу. Вот несколько основных преимуществ печати этим материалом и самые главные характеристики филамента PETG:
- PETG очень прочный.
 Но в тоже время царапается легче, чем ABS, который тверже.
Но в тоже время царапается легче, чем ABS, который тверже. - Менее гибкий, чем PLA или ABS, но в тоже время более мягкий. Вам придется приложить немало усилий, чтобы разломить пополам выполненный из него образец. В том случае если вам нужно что-то неломающееся, или вы печатаете какой-либо корпус, то PETG победит почти всех (кроме Nylon 12).
- Он почти не сжимается, поэтому не перекашивается. Идеален для крупных распечаток.
- Из пластика PETG получаются великолепные опорные структуры, так как он хорошо прилипает. Вследствие чего сцепление между слоями просто фантастическое, так что распечатки получаются долговечными.
- Стоит обратить внимание, что пластик прилипает и к рабочему столу, так что осторожно снимайте его после печати.
- Этот пластик химически очень стоек, не боится щелочей, кислот, воды.
- Не пахнет при печати
 Но в тоже время царапается легче, чем ABS, который тверже.
Но в тоже время царапается легче, чем ABS, который тверже.Обычно филамент PETG предлагается в широком ассортименте полупрозрачных цветов, а напечатанные фигуры имеют блеск. Поэтому данный материал идеален для печати всего того, что не должно разбиться и должно быть прозрачным. Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Едва ли вас заинтересует стандартный филамент PET, потому что повсеместно доступны более прочные гликоль-модифицированные варианты.
В обзоре про филамент PETG на сайте Filaween говорится об испытаниях на прочность. PETG оказался вне конкуренции, его не удалось сломать в направлении слоев. И это не пустое хвастовство (честно-честно!), это на самом деле говорит о том, что PETG очень прочный материал.
Здесь мы можете посмотреть видео с испытания PETG
Подписывайтесь на наш канал на YouТube. Скоро интересных видео будет еще больше!
Но что это означает с практической точки зрения?
Для печати каких объектов PETG окажется идеальным выбором?
Особенно рекомендую PETG в случаях, когда требуется напечатать что-то гибкое, а полностью эластичные материалы (такие как TPU, FLEX, PLA или NYLON) не очень подходят для опорных конструкций.
Какова температура стеклования PETG?
80 °C. Это полезно иметь в виду при принятии решения о выборе материала для будущего проекта. Это значительно ниже, чем у ABS, – 105 °C, но больше, чем у PLA, – 55 °C.
Вот одно из наших самодельных решений – бампер для микро-квадрокоптера. Как нетрудно догадаться, бампер должен быть достаточно жестким, чтобы выдерживать удары, и весьма упругим, чтобы гасить их даже при самых фатальных катастрофах.
Нам кажется, это отличный пример распечатки, для которой вам может понадобиться именно этот материал. Собственно, это отличное дополнение к имеющемуся у вас арсеналу филамента для 3D-печати.
Отличный пример практического применения прочности PETG. Бампер.
Вот пара цифр про PETG. Учтите, что это значения для конкретного испытываемого PETG, они не являются универсальными для материала.
- Плотность – 1,27 г/см3, т.е. чуть больше, чем у PLA, и примерно на 20% больше, чем у ABS.
- Твердость по Роквеллу – R 106, что довольно много для PETG.
 (У самого твердого из имеющихся у нас ABS твердость составляет R 110).
(У самого твердого из имеющихся у нас ABS твердость составляет R 110).
Есть еще один плюс в пользу перехода с традиционных материалов на PETG: им просто приятно печатать, а объекты из него получаются прочными и долго служат.
Теперь давайте посмотрим, как добиться наилучших результатов при работе с этим еще не очень распространенным материалом. И как потратив какое-то время на настройки, потом спокойной наблюдать, за принтером, который один за другим печатает износостойкие прототипы, модели и готовые детали.
Как печатать PETG
Как и в случае с любыми другими материалами для 3D-печати, следует обратить внимание на его особенности и понимать, в чем может крыться причина тех или иных проблем. Это позволит напечатать вашу задумку с первого раза. Данный пластик предполагает, что при печати следует учитывать его некоторые особенности.
Иногда PETG может потребовать немного большое времени на общую и тонкую настройку параметров филамента. Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Зато, если все параметры выставлены правильно, вы сами увидите, что печать PETG – мечта “поэта”. Ничего нигде не перекашивает, никакого запаха при печати, а то, что слои отлично между собой сцепляются, – это вообще одно из самых замечательных свойств данного материала. Если вы используете полиэтиленовый филамент высокого качества, то, скорее всего, вам будет достаточно лишь выставить температуру PETG, – и
вперед!
При печати PETG обычно оставляйте дополнительный зазор в 0,2 мм
И как всегда, есть несколько моментов, которые помогут сделать переход на новый для вас филамент более безболезненным.
Давайте же посмотрим, что и как надо настроить, какие могут быть проблемы, и какие есть хитрости в связи с печатью PETG.
Настройки при печати PETG
- Мы рекомендуем выставить температуру печати PETG примерно в 220-245 °C, в зависимости от используемого экструдера.
 Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев. - На какой поверхности лучше всего печатать PETG? Как показывает наш опыт, лучше всего на покрытиях FIXPAD, пленке или синей малярной ленте. Впрочем, PETG будет отлично прилипать и к другим поверхностям, обеспечивая хорошие условия для следующего, очень важного шага.
- Этот материал не требуется выкладывать непосредственно на подогретый рабочий стол, лучше оставить некоторый зазор по оси Z. Если сопло экструдера находится слишком близко к столу или предыдущему слою, будет образовываться пленка, а вокруг сопла – паутина. Рекомендуется начинать поднимать сопло с шагом 0,02 мм – пока не перестанет образовываться пленка.
- Вентилятор. В принципе, если вам нужно напечатать как можно более прочный объект, печатайте без обдува. Более высокая температура PETG способствует суперсильному сцеплению. Расплавленный PETG прилипает к предыдущему слою на удивление хорошо.
 Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Мы советуем печатать без охлаждения первый слой, возможно, еще и второй, после чего включить вентилятор на полную. Если же проблемы с некоторой волосистостью остаются, вы на свой страх и риск можете предоставить управление вентилятором автоматике, но это будет ваш выбор.
Некоторые из работ Джозефа Каши из 3D Maker Noob’s,
напечатанные Red PETG
Следующие моменты отличают настройки охлаждения при печати этим филаментом. Их нужно выставить правильно, под имеющуюся задачу. Вообще, полезно поэкспериментировать: какова будет реакция филамента на те или иные изменения в параметрах печати.
- Печатайте немного медленнее, лучше на скорости около 55 мм/с или меньше; если выше 60 – то филамент может выкладываться недостаточно быстро.
- PETG может оказаться чувствительным к переэкструдированию (забивание и т.
 п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
Едва ли вы столкнетесь со всеми этими проблемами сразу. Но тем не менее, как и у любого другого материала 3D-печати, у этого есть свои нюансы, требующие уточнения. Как только вы поймете причину каждой из проблем,и найдете её решение, вы увидите, как быстро все пойдет дальше.
Краткое сравнение PETG и ABS
- PETG долговечнее, чем ABS, но ABS тяжелее и более жесткий.
- У PETG более высокая температура стеклования, около 80 °C, – тогда как у ABS 105 °C.
- ABS примерно на 20% менее плотный, чем PETG.
- PETG менее склонен к перекосам, чем ABS (если печатать неправильно), и, в целом, не имеет запаха.
- PETG более химически стоек, так что сглаживание ацетоном, как в случае с ABS, здесь не работает.
Краткое сравнение PETG и PLA
- PLA более хрупок, чем PETG, если только не попробовать его закалить (отпускать).
- PLA и PETG имеют примерно равную плотность.
- PETG требует подогрева рабочего стола, тогда как PLA можно печатать просто так.
- Сцепление слоев PETG, как правило, беспрецедентно, объекты получаются очень прочными и долговечными.
- Подпорки, которые напечатаны PLA, удаляются обычно легко; у PETG с этим сложнее, но не невозможно.
Предлагаем PETG самых разных цветов,
целый килограмм заказывать не обязательно,
можно просто попробовать
Приятная новость: сейчас на PETG от BestFilament скидка 40%!
Заказать филамент можно:
Со склада в Москве »»»
Со склада в Санкт-Петербурге »»»
В Томске с доставкой по России »»»
Принимаем заказы и на образцы и на катушки по 0,5 кг.
Совет от производителя:
Еще раз напомним, что не стоит думать о petg как о панацее для решения всех проблем, но свой широкий класс задач этот филамент решает на ура! Рекомендуем взять пробник для понимания материала и его свойств.
Успехов и ровной печати.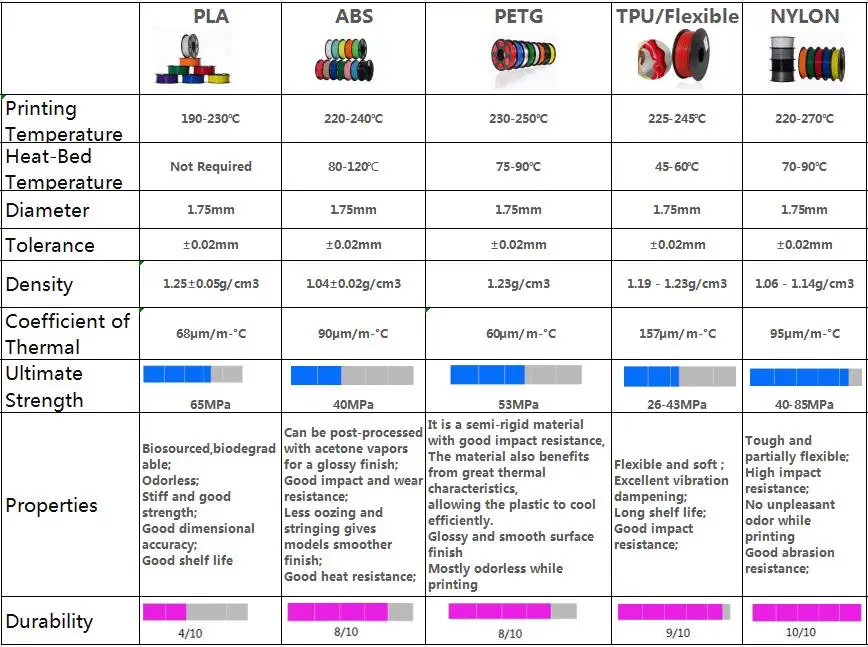
Присылайте ваши работы, и мы с удовольствием расскажем о них!
А еще мы награждаем автора лучшей работы!
Победителей прошлых недель Вы можете посмотреть здесь »»»
Наша почта [email protected],
звоните на 8-800-234-47-78,
ну и, конечно, помните, что есть Вконтакте и Телеграм !
PETG пластик — оптимальные настройки 3D принтера
3DPrintStory
  
Процесс 3D печати
  
PETG пластик — оптимальные настройки 3D принтера
Одна из позитивных особенностей 3D печати по технологии FDM — это огромное разнообразие материалов, с которыми вы можете работать. Существуют гибкие материалы, те, которые имитируют отделку дерева, а некоторые даже обладают некоторой степенью электропроводности.
Обратной стороной медали наличия всех этих вариантов филаментов является то, что каждый из них требует некоторой специфики в использовании. В этой статье мы рассмотрим, как получать хорошее качество 3D печати, используя PETG пластик, который, судя по трендам, скоро станет одним из самых популярных. Какие настройки 3D принтера лучше всего подходят для PETG? С какими проблемами вы можете столкнуться, печатая PETG пластиком?
Что такое PETG?
ПЭТГ является производным сверхпопулярного полиэтилентерефталата (PET). Буква «G» в аббревиатуре PETG означает «с повышенным содержанием гликоля». Добавление группы гликоля делает PETG немного более прочным и менее хрупким. Он также обладает лучшими оптическими свойствами и с ним легче работать по сравнению с PET. Он обладает отличной химической стойкостью и является хорошим барьером для влаги.
В мире 3D печати PETG часто рекламируется как материал, вобравший лучшее из двух самых популярных материалов PLA и ABS. Он печатает при высоких температурах, что обеспечивает хорошую термостойкость. Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.
Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.
Таким образом, PETG дает вам почти все механические и химические преимущества ABS с такой же простотой обработкой, что и PLA. Это хороший выбор для функциональных деталей, которые должны выдерживать постоянное движение или давление. Используя PETG пластик, можно получить почти полностью прозрачные изделия, что делает его отличным материалом для декоративных элементов.
Настройте стол 3D принтера
Если вы когда-нибудь печатали с использованием ABS пластика, то вы знаете, как сложно заставить первый слой модели из ABS схватиться со столом. С PETG тоже есть некоторые проблемы, но обратные — он слишком хорошо держится. Если вы не примете необходимые меры, вы можете получить готовую модель, которую невозможно снять со стола без повреждений.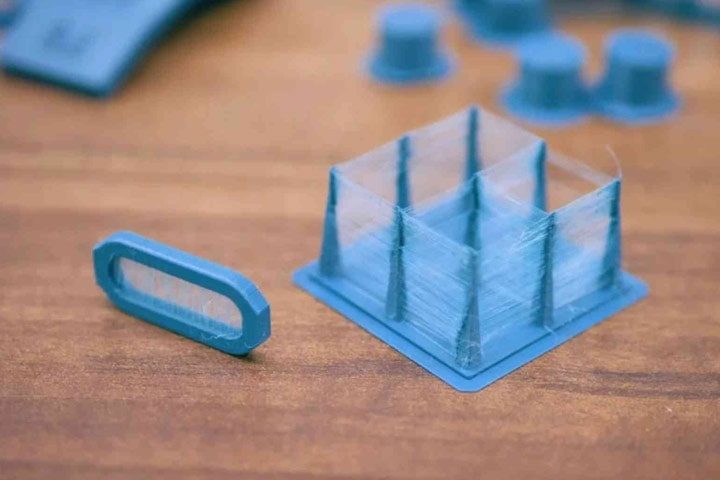
Из-за высокой температуры печати PETG вам по-прежнему не обойтись без подогрева рабочего стола. Резкое падение температуры почти наверняка приведет к деформации, если ваш стол для 3D печати слишком холодный. Для PETG пластика рекомендуется установить температуру стола от 70° до 80° C. Если при этих настройках у вас по-прежнему возникают проблемы с адгезией к слою, вы можете постепенно увеличивать температуру вплоть до 100° C.
Чтобы убедиться, что напечатанная 3D модель снимется достаточно легко, рекомендуется использовать адгезионное средство, которое будет сниматься вместе с моделью, например, клей-карандаш или лак для волос. Не печатайте прямо на стекле, чтобы не поцарапать поверхность стола. Не используйте BuildTak, так как каждый раз, когда вы работаете с PETG пластиком, вы практически наверняка повредите поверхность BuildTak (что может оказаться довольно дорогим удовольствием).
Поскольку у PETG нет проблем с адгезией, нет необходимости устанавливать сопло слишком низко для базового слоя. Это метод, используемый для «прижатия» первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.
Это метод, используемый для «прижатия» первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.
Если вы хотите выполнить точную калибровку высоты сопла, хорошей отправной точкой будет установка 0,02–0,05 мм от сопла до стола. Вы можете установить это как начальную высоту сопла, так и высоту для остальной части 3D модели.
Температура 3D печати, скорость и ретракт
Основная причина, по которой PETG сравнивают с ABS, заключается в том, что он печатает при относительно высоких температурах. Обычно используется диапазон от 220° до 265° C, но рекомендации вашего производителя пластика могут незначительно отличаться. Хотя PETG практически исключает любые проблемы с загибанием материала, вы все равно столкнетесь с другими сложностями.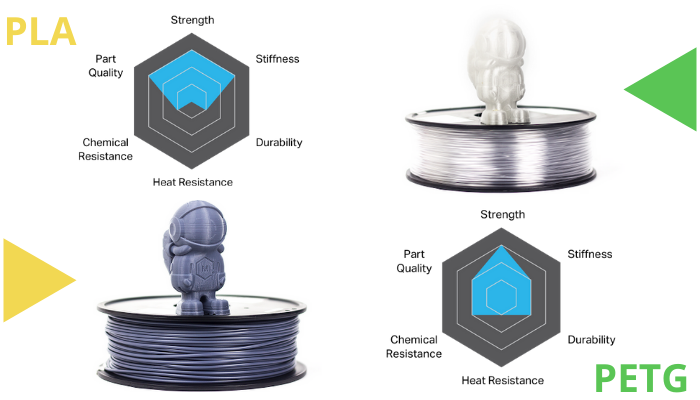
Первое, что вам нужно сделать, это определить, способен ли ваш 3D принтер достигать необходимых температур. Некоторые 3D принтеры обеспечивают температуру 250° C, особенно те, которые используют трубки из PTFE внутри узла экструдера. Если вы попробуете печатать с неподходящим оборудованием, вы в конечном итоге испортите не только свой модель, но и экструдер.
Установка скорости 3D печати — это вопрос правильного баланса, при котором также следует учитывать температуру 3D печати. Печать на высокой скорости, если ваша температура слишком низкая, может привести к «проскакиванию» в экструдере, потому что материал недостаточно мягкий, чтобы выйти из сопла. Однако быстрая печать при очень высоких температурах может привести к образованию остатков материала между пустотами модели.
Стоит начать с относительно умеренной скорости 25 мм/с. Если с этой настройкой проблем нет, то вы увеличиваете скорость до 50 мм/с. Этого должно быть достаточно, чтобы получить хороший модель из PETG пластика, не затрачивая слишком много времени. Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.
Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.
Боремся с остатками пластика между стенками модели
Одна из наиболее частых проблем при использовании высокотемпературных материалов — это упомянутые выше остатки пластика, паутинки между стенками. Это происходит, когда расплавленный материал просачивается из сопла при перемещении печатающей головки. Подобные остатки пластика при использовании ПЭТГ особенно неприятны, так как материал прочный и их трудно снять.
К сожалению, материал, плавящаяся при высоких температурах, также имеет низкую вязкость, что делает его еще более склонным к образованию этой самой паутины. Если эта проблема возникает у вам при 3D печати PETG пластиком, первым делом нужно немного снизить температуру и скорость печати, хотя это определенно снизит общее время, затрачиваемое на печать любой модели.
Другой вариант — включить ретракт на вашем 3D принтере, если такая возможность есть. Ретракт позволяет механизму экструдера «втягивать» небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.
Ретракт позволяет механизму экструдера «втягивать» небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.
Уменьшаем скорость вентилятора охлаждения
PETG отлично печатает и сохраняет хороший уровень детализации без охлаждающего вентилятора. Отсутствие охлаждения также приведет к лучшей адгезии между слоями. Печать PETG пластиком с выключенным охлаждающим вентилятором — это вполне нормальный вариант.
Некоторые пользователи считают, что вентилятор не стоит использовать только для первых двух слоев, а затем печатают с вентилятором на 100%. Это может оказаться хорошим кейсом, если ваша 3D модель имеет много мостов и выступающих элементов или если вы хотите, чтобы ваше изделие получилось максимально детализированным. В любом случае, следите за любыми признаками трещин или слоев, которые отклеиваются во время 3D печати, так ка PETG печатает при высокой температуре и не любит резких перепадов температуры.
Ключ к успеху — эксперименты
С PETG может оказаться легче работать, чем с ABS, но если вы только начали им печатать, то стоит разобраться с его особенностями. Различные марки материалов PETG также могут вести себя по-разному и непредсказуемо. Для правильной настройки температуры 3D печати, температуры стола, скорости печати и параметров ретракта вам может может понадобится некоторое время. Но когда вы найдете ту самую «золотую середину», вы сможете воспользоваться всеми преимуществами PETG, не сталкиваясь с множеством проблем, которые характерны для других пластиков .
При покупке стоит выбирать филамент из полиэтилентерефталата от надежного производителя и работать только с ним, не меняя производителя. Прежде чем вы сможете получить оптимальные настройки, наверняка придется напечатать несколько неудачных моделей. Но не отчаивайтесь, продолжайте оптимизировать настройки и через некоторое время работа с PETG станет проще.
Выводы
Многие профессионалы в области 3D печати уже давно хвастаются PETG из-за его потенциала свергнуть ABS с позиции «большой двойки». В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.
В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.
Сказать, что с PETG так же легко работать, как с PLA, — это чересчур. PLA всегда будет филаментом для новичков, потому что он удобен для людей с базовыми навыками и оборудованием. PETG по-прежнему будет нуждаться в 3D принтере высокого класса из-за его температурных требований. Нахождение оптимального баланса температуры, скорости и ретракта потребует некоторого времени, но методом проб и ошибок вы добьетесь нужного результата.
Надеюсь, что предоставленный материал поможет некоторым из вас меньше бояться PETG и убедит вас попробовать его на практике.
Регулировка температуры, скорости и отвода для улучшения печати
ПЭТ или полиэтилентерефталат — один из наиболее широко используемых пластиков в мире. ПЭТ, используемый в синтетических тканях, бутылках и упаковке, обладает многими желаемыми характеристиками, такими как прочность, прозрачность и легкость.[1]
Благодаря этим и другим характеристикам ПЭТ стал популярным материалом для 3D-печати FDM. В форме нити ПЭТГ (ПЭТФ, модифицированный гликолем) обладает некоторыми заметными преимуществами по сравнению с ПЛА, такими как отличная адгезия слоев, хорошая ударопрочность и низкий уровень усадки. Это также доступно: катушка дешевой нити PETG стоит всего примерно на 5 долларов за килограмм больше, чем PLA от аналогичной марки нити.
В форме нити ПЭТГ (ПЭТФ, модифицированный гликолем) обладает некоторыми заметными преимуществами по сравнению с ПЛА, такими как отличная адгезия слоев, хорошая ударопрочность и низкий уровень усадки. Это также доступно: катушка дешевой нити PETG стоит всего примерно на 5 долларов за килограмм больше, чем PLA от аналогичной марки нити.
Однако печать хороших деталей из PETG может оказаться непростой задачей. В расплавленном состоянии пластик имеет низкий уровень вязкости, что, хотя и отлично подходит для быстрой экструзии, может вызвать такие проблемы, как просачивание и натяжение. Кроме того, его отличная адгезия к платформе может быть как благословением, так и проклятием, поскольку детали иногда остаются прилипшими к платформе после печати.
Имея это в виду, очень важно правильно подготовить 3D-принтер к печати PETG. И хотя многие слайсеры предоставляют настройки по умолчанию для отдельных материалов, таких как PETG, полезно понимать, чего достигают эти настройки, чтобы можно было выполнить точную настройку для получения еще более качественных отпечатков.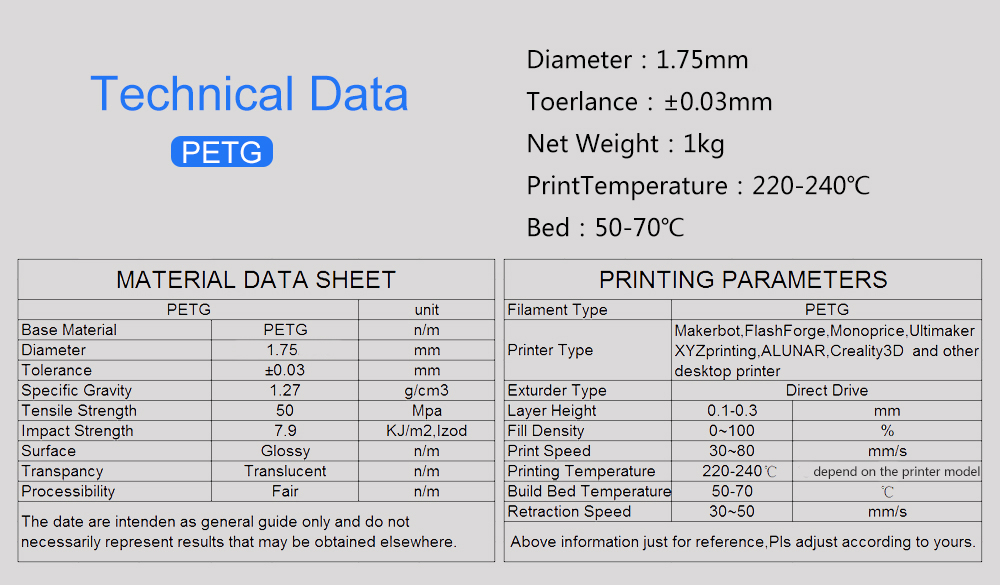 В этой статье приводится краткое изложение правильных настроек принтера PETG для большинства ситуаций — хотя у разных принтеров есть свои уникальные требования — в дополнение к общим советам, таким как подготовка платформы для печати.
В этой статье приводится краткое изложение правильных настроек принтера PETG для большинства ситуаций — хотя у разных принтеров есть свои уникальные требования — в дополнение к общим советам, таким как подготовка платформы для печати.
ПЭТ используется для изготовления пластиковых бутылок
По сравнению с АБС и другими материалами с низкой адгезией печать ПЭТГ может быть проще простого. PETG будет прилипать к большинству поверхностей без особых проблем — на самом деле, необходимо предпринять шаги, чтобы материал не прилипал слишком хорошо и не прилипал к рабочей пластине.
Выбор правильной рабочей поверхности очень важен при работе с PETG. Очень гладкие поверхности, такие как стеклянная платформа, могут привести к чрезмерному прилипанию, и такие поверхности следует покрыть клеем-карандашом или лаком для волос, которые могут действовать как разделитель, а не клей, чтобы предотвратить повреждение сборки и печатной платформы.[2] ] Голубая малярная лента является подходящей поверхностью для большинства отпечатков PETG. Однако лучшим решением является использование текстурированной поверхности сборки, такой как лист PEI с порошковым покрытием. Имейте в виду, что текстурированная поверхность печати оставит неглубокий отпечаток рисунка на нижней части детали, но это небольшая цена за простоту удаления детали.
Однако лучшим решением является использование текстурированной поверхности сборки, такой как лист PEI с порошковым покрытием. Имейте в виду, что текстурированная поверхность печати оставит неглубокий отпечаток рисунка на нижней части детали, но это небольшая цена за простоту удаления детали.
PETG лучше всего печатает на нагретой платформе с температурой 65–90 °C. Как правило, если хорошая адгезия первого слоя может быть достигнута в нижней части этого диапазона, то придерживайтесь этой температуры.
PETG обычно лучше всего печатает в диапазоне температур 220–260 °C. Компания-производитель 3D-принтеров Prusa предлагает температуру печати 230 °C для первого слоя и немного более высокую температуру 240 °C для остальной части сборки.[3] Компания MatterHackers, занимающаяся производством нитей, рекомендует температуру 245 °C.[4] Если хорошие результаты могут быть достигнуты при более низкой температуре, придерживайтесь ее, так как высокая температура может привести к проблемам с образованием мостиков и выступов.
Выравнивание платформы и калибровка сопел — еще один важный шаг при настройке параметров печати PETG. Расстояние между соплом и печатной платформой должно быть больше, чем у PLA, в идеале около 0,1 мм. Это связано с низкой вязкостью ПЭТГ: поскольку материал течет свободно, он может «выпадать» из сопла на слой без необходимости прилагать энергичные усилия.
Скорость печати — это один из самых простых параметров печати PETG. Как правило, материал лучше всего печатать на низкой скорости, в идеале около 60 мм/с. Это приводит к улучшенному склеиванию и охлаждению и, следовательно, к лучшему качеству печати. Некоторые пользователи сообщают о хороших результатах с более высокой скоростью для первых слоев.
Однако, возможно, более важной является скорость перемещения: скорость, с которой печатающая головка перемещается по осям X и Y, когда она не наносит материал. Скорость перемещения должна быть высокой — примерно в два раза выше скорости печати, т.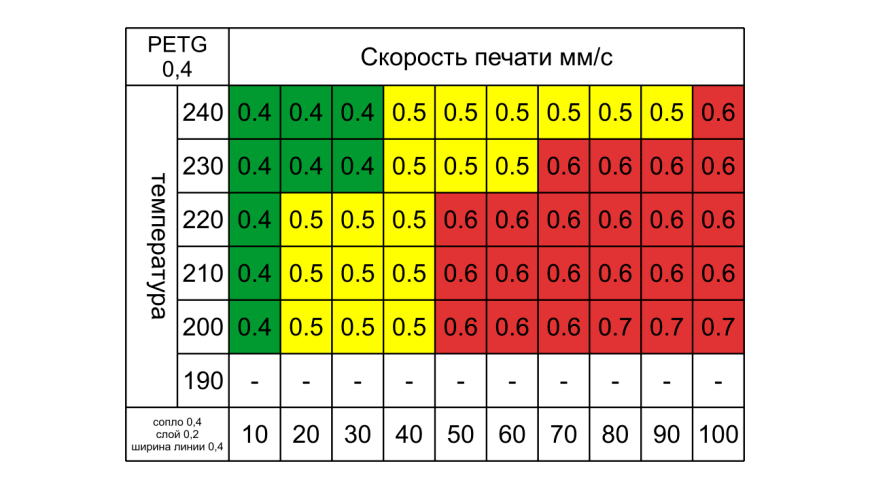 е. 120 мм/с, — чтобы смягчить потенциально опасные последствия просачивания и натяжения: если горячий конец движется медленно по области печати, у него больше времени для стекания лишнего материала. на деталь, вызывая дефекты и потенциально приводя к сбою печати.
е. 120 мм/с, — чтобы смягчить потенциально опасные последствия просачивания и натяжения: если горячий конец движется медленно по области печати, у него больше времени для стекания лишнего материала. на деталь, вызывая дефекты и потенциально приводя к сбою печати.
Регулировка параметров ретракции может предотвратить натяжение PETG
Большинство пользователей PETG согласятся с тем, что самым большим недостатком печатного материала является его склонность к просачиванию (когда материал просачивается из сопла) и стягиванию (когда просачивающийся материал образует паутиноподобное месиво на детали) — нежелательные явления, вызванные низкая вязкость пластика.
Лучший способ борьбы с просачиванием и натяжением – это настроить параметры втягивания. Втягивание — это функция экструдеров FDM, при которой сопло втягивает небольшое количество нити перед ее перемещением по осям X и Y. Таким образом, принтер может предотвратить нежелательную утечку материала и улучшить качество печати. Если во время печати PETG возникает натяжение, необходимо настроить следующие параметры ретракции печати:
Если во время печати PETG возникает натяжение, необходимо настроить следующие параметры ретракции печати:
Установите расстояние отвода на 3–7 мм, увеличивая его с шагом 1 мм, пока натяжение не прекратится. Расстояние должно быть немного больше для экструдеров Боудена, чем для экструдеров с прямым приводом.
Установите скорость отвода примерно на 20 мм/с, при необходимости увеличивая ее с шагом 5 мм/с.
Уменьшите или удалите минимальное расстояние перемещения для втягивания.
Отключите любую функцию вертикального подъема (например, Z-Hop в Cura, популярном слайсере).
При настройке параметров печати PETG следует учитывать вентилятор 3D-принтера. Как правило, охлаждение детали во время печати — снижение температуры ниже температуры стеклования материала — может уменьшить такие проблемы, как деформация и проседание, что приведет к получению более качественных деталей.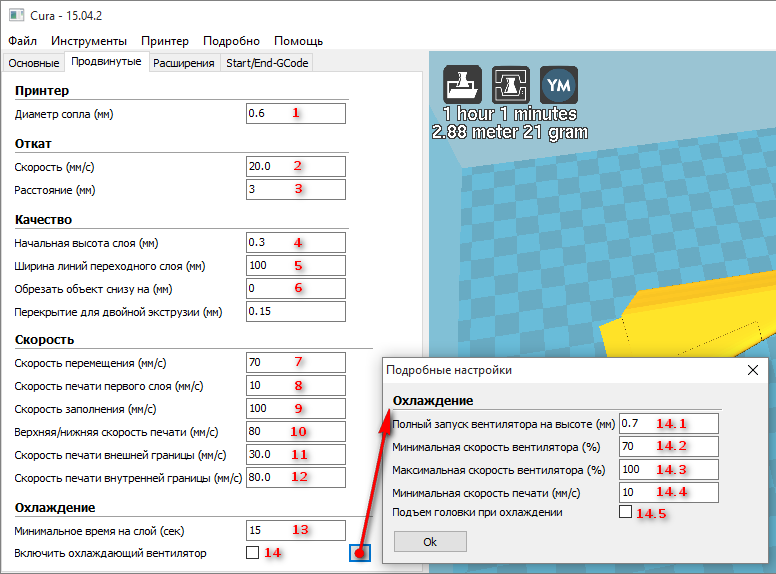
В целом, использование PETG может быть выгодным, поскольку он демонстрирует очень низкий уровень усадки при охлаждении, а это означает, что детали — даже очень большие — имеют тенденцию сохранять свою форму во время печати. Это означает, что пластик меньше зависит от охлаждающего вентилятора принтера, чем такой материал, как PLA; некоторые пользователи предпочитают вообще не использовать свой вентилятор при использовании нити для 3D-печати PETG, хотя это может считаться рискованным.
Для большинства отпечатков скорость вращения вентилятора 30–60 % должна быть достаточной, чтобы предотвратить такие проблемы, как просачивание и натяжение. Тем не менее, используйте вентилятор только после первых нескольких слоев печати, так как это поможет предотвратить деформацию, и помните, что слишком высокая скорость вентилятора предотвратит межслойное соединение и приведет к более слабой детали из PETG.
PETG является ценным материалом для 3D-печати благодаря своей прочности, ударопрочности, доступности и устойчивости к усадке и деформации.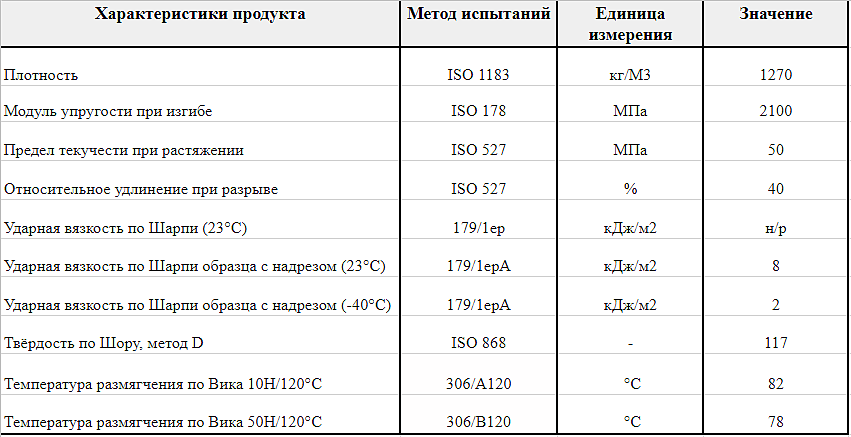 При тщательном рассмотрении поверхности сборки, настроек ретракции и других параметров печати можно получить высококачественные отпечатки PETG на большинстве FDM-принтеров.
При тщательном рассмотрении поверхности сборки, настроек ретракции и других параметров печати можно получить высококачественные отпечатки PETG на большинстве FDM-принтеров.
Пользователи 3D-принтеров должны строго придерживаться следующих параметров печати PETG:
Использовать текстурированную рабочую поверхность
Использовать нагреваемый стол с температурой 65–90 °C 220–260 °C
Поддерживайте высоту сопла около 0,1 мм
Печатайте медленно со скоростью около 60 мм/с
Используйте высокую скорость перемещения около 120 мм/с
- Увеличьте расстояние отвода и скорость
Используйте умеренную скорость вращения вентилятора
При этом напечатанные детали из ПЭТГ должны иметь хорошую адгезию слоев и хорошее качество поверхности, демонстрируя минимальное просачивание или натяжение.
[1] Наука о ПЭТ [Интернет]. Ассоциация ПЭТ-смол. 2015 г. [цитировано 14 марта 2022 г.]. Доступно по адресу: http://www.petresin.org/science_behindpet.asp
[2] Как получить идеальные отпечатки PETG на Ender-3: правильные настройки [Интернет]. Креативность. 2020 [цитировано 2022 марта 14]. Доступно по ссылке: https://www.creality.com/blog-detail/how-to-get-perfect-petg-prints-on-creality-ender-3
[3] PETG [Интернет]. База знаний Prusa. 2020 [цитировано 2022 марта 14]. Доступно по адресу: https://help.prusa3d.com/en/article/petg_2059
[4] Черная нить PETG серии MH Build [Интернет]. MatterHackers. 2016 [цитировано 2022 марта 14]. Доступно по адресу: https://www.matterhackers.com/store/l/petg-black-high-strength-filament-1.75mm/sk/M3MY2VQG
Выбор лучших настроек слайсера
PETG становится все более популярным для Домашняя 3D печать. С ним относительно легко печатать, он не выделяет такого же уровня токсичных химических веществ, как такие материалы, как ABS, и гораздо более долговечен, чем PLA.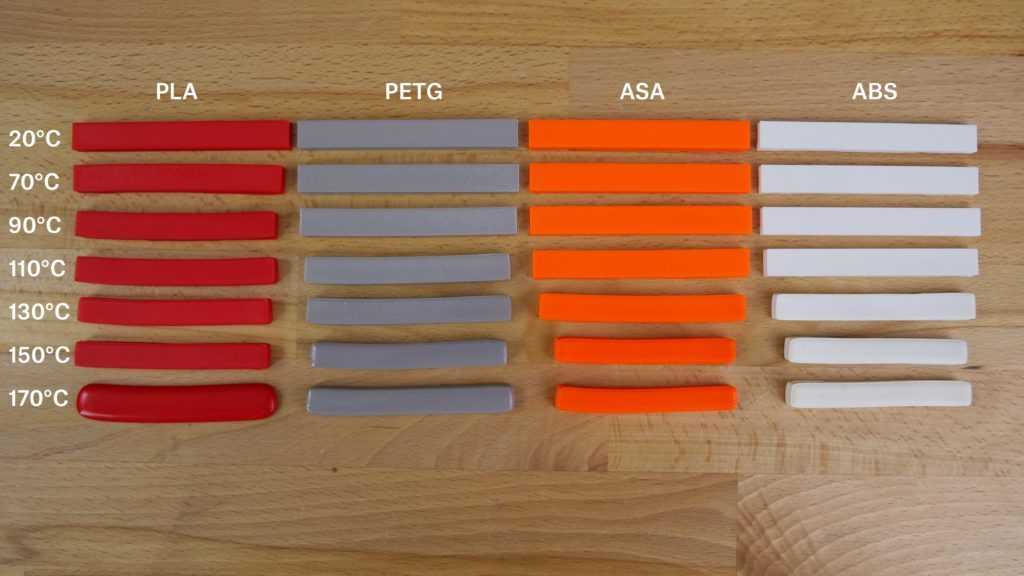 Но какие настройки лучше всего выбрать при 3D-печати с помощью PETG? Давай выясним.
Но какие настройки лучше всего выбрать при 3D-печати с помощью PETG? Давай выясним.
Практически невозможно получить точные настройки слайсера с первого раза. Поэтому стоит поэкспериментировать с выбранными вами настройками, медленно меняя их и настраивая параметры, пока ваши отпечатки не будут выглядеть как можно лучше.
Что такое пластик PETG?
PETG, или полиэтилентерефталатгликоль, представляет собой обычный термопласт с уникальными свойствами. Это адаптация ПЭТ, материала, используемого для изготовления бутылок с газировкой, с добавлением в смесь гликоля для повышения прочности и долговечности ПЭТГ.
В последние годы этот материал приобрел большую популярность в области 3D-печати, так как с ним легко печатать, но при этом он обладает многими преимуществами более сложных материалов. Например, PETG менее хрупок, чем ABS, и обладает аналогичной прочностью, а также его легче печатать.
PETG быстро становится одним из самых популярных материалов для 3D-печати в мире, но с некоторыми проблемами. Всегда стоит узнать о типах нитей для 3D-печати, чтобы убедиться, что вы используете правильные для каждого из ваших отпечатков.
Всегда стоит узнать о типах нитей для 3D-печати, чтобы убедиться, что вы используете правильные для каждого из ваших отпечатков.
Проблемы 3D-печати из PETG
Как и любой материал для 3D-печати, нить из PETG может быть непростой. Есть ряд проблем, которые необходимо преодолеть, когда вы впервые начинаете использовать этот тип пластика для своих 3D-печатей.
- Натяжение/экструзия : PETG более эластичный и гибкий, чем PLA и ABS. Это означает, что он имеет тенденцию вытекать из сопла, когда он не экструдируется, а также создает полосы между частями вашего отпечатка, когда экструдер перемещается. Это решается с помощью настроек ретракции и z-смещения.
- Чрезмерная адгезия : Плохая адгезия слоев может быть очень сложной для таких материалов, как PLA и ABS, но PETG часто имеет противоположную проблему: слои слишком сильно прилипают. Это может затруднить удаление опор и других дополнений, и это может даже привести к тому, что модель прилипнет к поверхности сборки.
 Позволить вашей модели остыть после того, как она будет напечатана, — хороший способ помочь в этом.
Позволить вашей модели остыть после того, как она будет напечатана, — хороший способ помочь в этом.
Температура сопла и слоя
Для достижения наилучших результатов PETG использует горячее сопло и теплую рабочую пластину. Держите свою кровать с подогревом между 70°C и 80°C при печати из PETG и не превышайте 100°C, если вы планируете экспериментировать с температурой рабочего стола.
PETG имеет более высокую температуру плавления, чем PLA. Выбор между 210°C и 250°C — хорошее место для начала работы с PETG, хотя некоторые производители предлагают нить, которая печатает при температуре 260°C+. Всегда читайте рекомендации производителя нити, когда впервые начинаете работу с новым материалом.
Высота слоя
Высота слоя 3D-печати — одно из ключевых различий между PETG и такими материалами, как PLA. А 0,2 мм высота слоя при начальной высоте слоя 0,12 мм будет давать прекрасные отпечатки с PETG, хотя вам будет сложно, если вы уменьшите высоту слоя.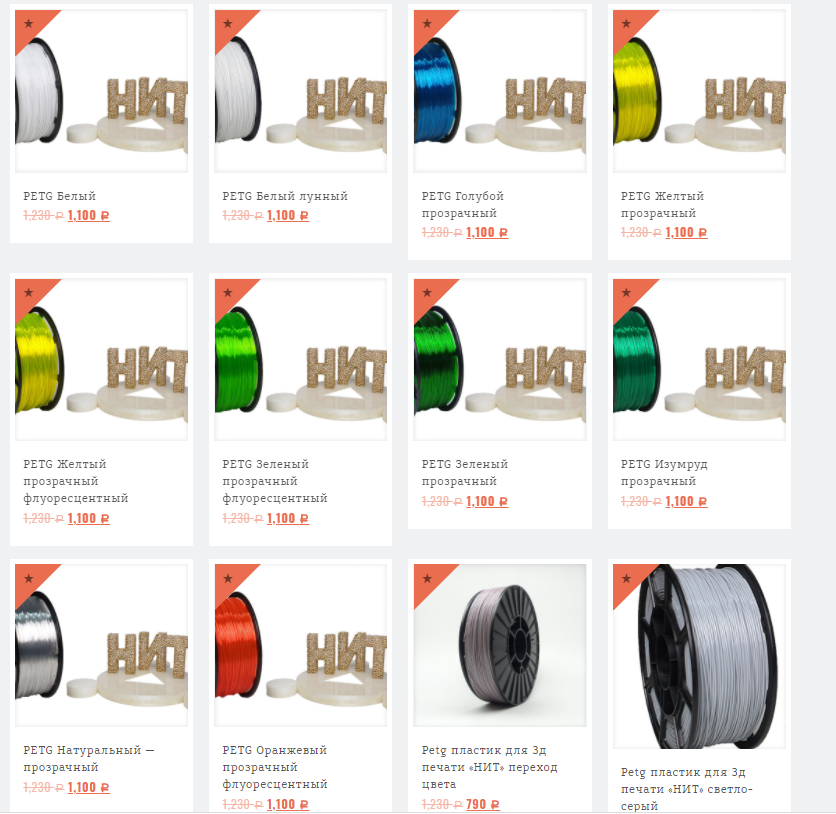 PETG также хорошо работает с относительно толстыми слоями, и вы можете протолкнуть примерно до 0,3 мм с соплом 0,4 мм.
PETG также хорошо работает с относительно толстыми слоями, и вы можете протолкнуть примерно до 0,3 мм с соплом 0,4 мм.
Движение/скорость печати
PETG более чувствителен к скорости печати, чем другие материалы нитей для 3D-принтеров. Слишком быстрое движение приведет к недостаточной экструзии и ухудшению адгезии слоев, а слишком медленное движение приведет к чрезмерной экструзии и образованию пятен.
Хорошим подходом будет выбор между 30 мм/с и 60 мм/с для большинства слоев и использование более медленной скорости, например 25 мм/с, для начальных слоев. Возможно, вам придется поэкспериментировать со скоростью печати, чтобы получить наилучшие результаты.
Скорость и расстояние отвода
Благодаря эластичности PETG требует более быстрых и длинных настроек отвода, чем PLA, для хорошей печати. Скорость отвода между 40 мм/с и 80 мм/с является хорошей отправной точкой. При этом расстояние отвода от 4 мм до 6 мм хорошо подходит для установок Боудена, а от 1 мм до 3 мм лучше всего подходит для 3D-принтеров с прямым приводом.
Тип и материал опоры
PETG — отличный материал, но он не очень хорошо подходит для опор. Благодаря липкой природе PETG отличная адгезия слоев, которую он обеспечивает, может стать проклятием, когда вы захотите использовать опоры. Печать при более низких температурах облегчит удаление подложек, но использование водорастворимого материала, такого как ПВА, также может окупиться.
Большинство слайсеров позволяют контролировать угол свеса и тип опоры. Угол свеса 0 градусов будет поддерживать все свесы, а угол 90 градусов не будет поддерживать ничего. Это делает от 50 до 55 градусов хорошим местом для начала.
PETG Дополнения для 3D-печати
PETG не имеет серьезных проблем с короблением, как ABS, и обычно прилипает к рабочей пластине независимо от материала поверхности, который вы используете. Это означает, что при работе с PETG дополнения обычно не нужны.
Крылья и плоты очень хорошо прилипают при использовании PETG, поэтому их удаление может быть чрезвычайно трудным. Башни для протирки и другие приспособления для очистки форсунок могут быть полезными для предотвращения натяжения и появления капель.
Башни для протирки и другие приспособления для очистки форсунок могут быть полезными для предотвращения натяжения и появления капель.
3D-принтер и охлаждение деталей
В отличие от многих других материалов для 3D-печати, нить PETG лучше всего работает без охлаждения деталей. Это гарантирует, что слои хорошо сцепятся, и предотвратит небольшую деформацию, которая может возникнуть при сильном охлаждении. Вам не нужен горячий корпус для печати PETG, и вы можете оставить вентиляторы корпуса на полную мощность, если хотите.
Общая конструкция 3D-принтера (кровати и шкафы)
3D-печать из PLA и ABS требует относительно строгих требований к оборудованию, но PETG гораздо более щадящий. Хотя для работы с этим материалом вам понадобится нагревательный стол, вам не нужно беспокоиться о корпусе для 3D-печати PETG.
Большинство современных строительных поверхностей хорошо работают с PETG благодаря прочной адгезии слоев. Тем не менее, стекло особенно хорошо работает с этим типом нити, обеспечивая печать с гладким дном и легкое удаление в конце каждого проекта.
Всего комментариев: 0