Станки автоматы: Токарные автоматы и полуавтоматы: назначение и принцип работы
Содержание
Токарные автоматы и полуавтоматы: назначение и принцип работы
Главная / ЧПУ станок / Токарный станок / Токарные автоматы и полуавтоматы: назначение и принцип работы
Токарные автоматы и полуавтоматы, в основном используются для точения деталей сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовки, а также загрузка заготовки и выгрузка обработанной детали. Обслуживание автомата сводится к периодической подаче материала-заготовки или прутка — и контролю обработанных деталей.
Полуавтоматом называются токарные станки, в которых автоматизированы все основные и вспомогательные движения, составляющие цикл обработки одной заготовки. По окончании цикла полуавтомат останавливается, для повторения цикла необходимо снять готовую деталь, поставить и закрепить новую заготовку и вновь запустить станок.
Токарные автоматы и полуавтоматы предназначены для изготовления деталей сложной конфигурации путем обработки заготовки несколькими инструментами. Наряду с токарными автоматами и полуавтоматами, получившими наибольшее распространение в машиностроении, существуют автоматы и полуавтоматы фрезерные, шлифовальные, сверлильные и прочие.
Автоматизация цикла работы современных станков осуществляется на основе использования средств механики, гидравлики, электротехники и электроники, пневматики или на комбинированной базе.
Станки с механической базой автоматизации производительны и надежны в эксплуатации. Однако на переналадку таких автоматов затрачивается много времени. Поэтому автоматы с механической базой автоматизации используют, как правило, в условиях массового производства, а полуавтоматы — в условиях серийного и крупносерийного производства. Станки, автоматизированные другими способами, допускают быструю переналадку и поэтому применяются чаще всего в серийном производстве.
Особое место занимают станки с ЧПУ, это оборудование с числовым цифровым программным управлением циклом. Такие станки могут быть эффективно использованы для изготовления деталей мелких и средних серий.
Токарные автоматы и полуавтоматы подразделяют по различным признакам:
- назначению — на универсальные и специализированные;
- виду заготовки — на прутковые и патронные;
- количеству шпинделей — на одно- и многошпиндельные;
- расположению шпинделей — на горизонтальные и вертикальные.
Выпуск станков токарной группы составляет большую часть общего выпуска станков. Диапазон их типоразмеров чрезвычайно широк: от настольных до тяжелых (массой до 1300 т).
Научно-технические достижения в станкостроении, технологии машиностроения, теории резания металлов, радиоэлектронике, электротехнике, а также в области создания систем автоматического управления создали условия для производства нового класса станков по уровню автоматизации — высокопроизводительных металлорежущих станков, оснащенных системой числового программного управления.
Токарные автоматы и полуавтоматы относятся к высокопроизводительным станкам, которые широко применяют в условиях крупносерийного массового производства. Эти станки следует рассматривать как станки с программным управлением на механической основе. Главным органом управления таких станков является распределительный вал, на котором расположены кулачки, управляющие отдельными механизмами станка, обеспечивающие надежную синхронизацию всех движений цикла работы станка. В данном случае кулачки (копиры) являются носителями программы работы автомата или полуавтомата. Поэтому такие станки часто называют кулачковыми автоматами. Необходимо квалифицированно использовать это сложное технологическое оборудование механических цехов машиностроительных заводов, чтобы обеспечить максимальный съем деталей со станка при минимальной затрате времени, при высокой точности изготовляемых деталей.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Классификация и основные принципы работы токарных автоматов и полуавтоматов
Автоматы — это такие станки, где все вспомогательные и основные операции автоматизированы, включая установку, подачу, закрепление заготовки, а также освобождение и выдачу обработанного изделия.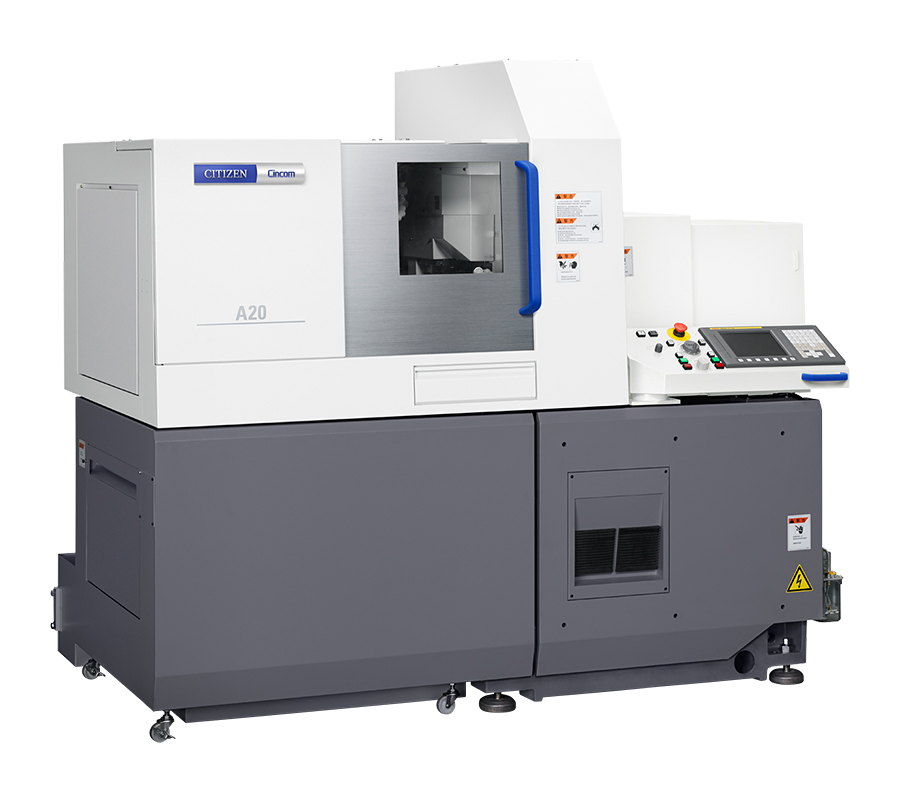 Функции оператора при обслуживании автомата сводятся к таким процессам: периодическая загрузка, выборочный контроль и наблюдение за общей работой станка (может включаться и его подналадка).
Функции оператора при обслуживании автомата сводятся к таким процессам: периодическая загрузка, выборочный контроль и наблюдение за общей работой станка (может включаться и его подналадка).
- Отличие автоматов и полуавтоматов
- Классификация
- По назначению
- По расположению шпинделей
- По количеству шпинделей
- Одношпиндельные автоматы
- Фасонно-отрезные
- Продольного точения
- Токарно-револьверные
- Многошпиндельные автоматы
- Многошпиндельные горизонтальные
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.
Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.
Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.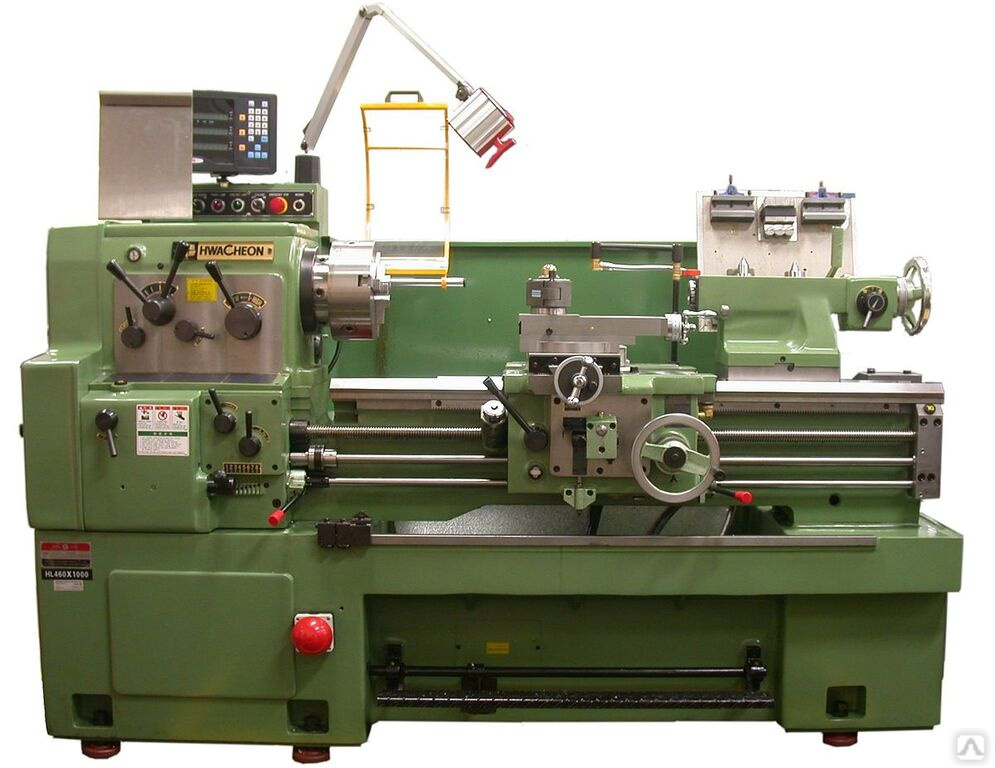
По расположению шпинделей
- Устройства с вертикальным шпинделем.
- Устройство с горизонтальным шпинделем.
По количеству шпинделей
- Одношпиндельные. Могут одновременно обрабатывать только один элемент.
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.
Одношпиндельные автоматы
Автоматы одношпиндельные имеют разновидности. Наиболее распространены автоматы одношпиндельные прутковые. К ним относят:
- токарно-револьверные автоматы;
- продольного точения;
- фасонно-отрезные.
Фасонно-отрезные
Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Основным движением таких станков является вращение шпинделя и движене подачи — перемещения суппортов поперечных. У некоторых моделей фасонно-отрезных оборудований имеется продольный суппорт, который перемещается вдоль оси шпинделя и позволяет сверлить отверстия.
Продольного точения
Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей обусловили ряд конструктивных особенностей таких автоматов. Во вращающемся шпинделе закрепляется заготовка при помощи цангового патрона. По направляющим станины перемещается шпиндельная бабка, сообщая движение подачи заготовке относительно неподвижного резца, который закреплён в суппорте.
Суппорт резцу установочные перемещения при переходе на обработку ступени иного диаметра и движение поперечной подачи при фасонном обтачивании и отрезке. В станке есть суппорт сбалансированного типа и два или три вертикальных суппорта. Суппорт сбалансированного типа несёт два резца и совершает вокруг оси, которая закреплена в кронштейне, качательное движение. Чтобы увеличить жёсткость системы, пруток (заготовка) перемещается в люнетной втулке. Нарезание резьбы, развёртывание, зенкерование, сверление могут осуществляться с помощью специальных приспособлений, которые устанавливаются напротив обрабатываемой заготовки.
Часто шпиндели этих приспособлений имеют независимый привод для поступательного и вращательного движений.
Токарно-револьверные
Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Пруток закрепляется во вращательном шпинделе.
Револьверная головка совершает автоматические перемещения, которые связаны с подачей продольной, включая автоматические повороты для замены инструментов. Поперечная подача осуществляется двумя или тремя суппортами. Принцип работы и конструкция такого оборудования изучается в лабораторных условиях.
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков.
 Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками; - дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Многошпиндельные горизонтальные
Они нужны для обработки элементов из калиброванных прутков шестигранного, квадратного и круглого профилей, а также из труб при массовом и крупносерийном производстве различных отраслей машиностроения.
Основными технологическими операциями, которые выполняются на этом оборудовании, являются:
- фасонное обтачивание;
- накатывание резьбы;
- отрезка;
- нарезание резьбы;
- развёртывание;
- сверление;
- обтачивание.

Все нужные движения в оборудовании происходят автоматически при помощи кулачков, которые располагаются на распределительном валу. При одном его обороте происходит полный комплекс движений механизмов устройства, который необходим для производства одного обрабатываемого элемента. Такой комплекс определяет цикл обработки, а время цикла — это период, за который производится один оборот распределительного вала.
В многошпиндельном горизонтальном прутковом устройстве шпиндели располагаются в шпиндельном блоке по окружности. Поперечные суппорты находятся с торца шпиндельного блока, а продольный суппорт может перемещаться на центральной гильзе. Шпиндели устройства получают через зубчатые колёса вращение от центрального вала. После того как готовое изделие отрезается, шпиндельный блок разворачивается на угол, который соответствует количеству шпинделей.
Через направляющие трубы вводится прутковый материал в отверстия шпинделей и закрепляются в цанговых патронах устройства. На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
А ещё на нём могут размещаться инструментальные шпиндели для сверлильного инструмента с независимой скоростью вращения от рабочих шпинделей. Бесступенчато осуществляется регулирование величины ходов поперечных и продольного суппортов.
Токарные многошпиндельные полуавтоматы изготавливают аналогично многошпиндельным автоматам в вертикальном и горизонтальном положениях. Отличаются такие полуавтоматы тем, что на них штучные заготовки обрабатываются в патронах, а загрузка заготовок производится при помощи загрузочного устройства или вручную. У полуавтомата многошпиндельного имеется гидропривод, который нужен для зажима в патронах заготовок. В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
В позициях загрузочных установлены приспособления для выключения и включения вращения шпинделя и зажима в патроне заготовки. В полуавтоматах нет механизма зажима прутка и его подачи.
Многошпиндельные вертикальные полуавтоматы необходимы для обработки в патронах, а реже — в центрах, элементов сравнительно небольшого размера в крупносерийном производстве. Вертикальные многошпиндельные полуавтоматы по принципу работы могут подразделяться на такие типы:
- параллельного действия;
- последовательного действия.
В шестишпиндельном полуавтомате с последовательным действием на основании установлена колонна, около которой стол с шестью шпинделями периодически поворачивается. Пять шпинделей одновременно обслуживают пять суппортов с режущим инструментом. Готовую деталь снимают в загрузочной позиции, а вместо неё ставят новую. Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
Время цикла работы подобных полуавтоматов состоит из времени, которое требуется для выполнения холостых ходов и обработки самой трудоёмкой позиции (установка новой заготовки, фиксация детали и стола, поворот).
В полуавтоматах параллельного действия установлена вертикальная неподвижная колонна на основании. Около неё вращается непрерывно стол, несущий шпиндели и шестигранная гильза с шестью суппортами, которая представляет собой карусель — единое целое. Суппорты при повороте гильзы перемещаются по направляющим, установленным вертикально, от неподвижного барабана, с которым их связывают тяги. На каждом шпинделе, который проходит загрузочную зону, за один оборот завершается обработка детали. Здесь выключается автоматически вращение шпинделя, деталь освобождается от зажима, суппорт уходит в верхнее положение, готовая деталь снимается, а новая вставляется.
Настольные сверлильные станки | Сверлильные станки для тяжелых условий эксплуатации
Сверлильные станки от Penn Tool Co.
Независимо от того, являетесь ли вы начинающим столяром или ветераном в области металлообработки, вам приходится полагаться на множество различных инструментов для выполнения своих повседневных задач. Одной из важнейших единиц деревообрабатывающего и металлообрабатывающего оборудования является сверлильный станок.
Этот мощный инструмент необходим для сверления или расширения цилиндрических отверстий в различных деревянных заготовках. Он также может быть полезен для развертывания, зенкерования, зенкерования и нарезания резьбы, в зависимости от того, какие дополнительные приспособления прилагаются к вашему коммерческому сверлильному станку.
Компания Penn Tool Co с гордостью предоставляет вам обширный каталог промышленных сверлильных станков. Это дает вам возможность найти лучший буровой станок для повышения производительности и максимизации прибыльности ваших операций.
Сверлильные станки
Благодаря таким проверенным брендам, как Baileigh, Clausing и JET, вы можете быть уверены, что наши высококачественные промышленные и сверхмощные сверлильные станки облегчат любую работу. Это связано с тем, что в Penn Tool Co. наш разнообразный выбор ведущих в отрасли брендов специально подобран для различных областей применения.
Мы выбираем только самые прочные, эффективные и надежные прессы на рынке. Это позволяет нам предложить вам коллекцию несравненных сверлильных станков по конкурентоспособным ценам.
В любом металлообрабатывающем или деревообрабатывающем цеху или на заводе крайне важно использовать оборудование, которое снижает усилия пользователя и повышает общую производительность. Вот почему рекомендуется заранее инвестировать в лучшие варианты, чтобы сократить время простоя на техническое обслуживание, ремонт и модернизацию.
Для чего используется сверлильный станок?
Сверлильный станок или сверлильный станок используется для изготовления, увеличения и чистовой обработки отверстий в твердых материалах, таких как дерево. Мощный промышленный сверлильный станок повышает производительность, сохраняя при этом однородность деталей.
Мощный промышленный сверлильный станок повышает производительность, сохраняя при этом однородность деталей.
Какие существуют типы сверлильных станков?
Существует несколько типов сверлильных станков, которые можно использовать в промышленных мастерских. Компания Penn Tool Co. предлагает лучшие образцы из нескольких категорий, в том числе:
- Настольные сверлильные станки
- Электромагнитные сверлильные станки
- Напольные сверлильные станки
- Микросверлильные станки
- Многошпиндельные сверлильные станки
- Портативные сверлильные станки
- Радиально-сверлильные и фрезерные станки
- Исследовательские сверлильные станки
- Стандартные сверлильные станки с сервоприводом
- Вертикально-фрезерные и сверлильные станки
- Сверлильные станки с переменной скоростью
Что искать в сверлильном станке
Первое, на что нужно обращать внимание при выборе сверлильного станка, — это прочная конструкция. Это максимально увеличивает срок службы вашего промышленного оборудования, что увеличивает окупаемость ваших инвестиций.
Это максимально увеличивает срок службы вашего промышленного оборудования, что увеличивает окупаемость ваших инвестиций.
Стол и основание должны быть ровными и ровными для оптимальной точности при работе с заготовкой. Стол должен легко регулироваться во всех направлениях, чтобы его несложно было приспособить к различным заготовкам и приложениям.
Инвестируйте в сверлильный станок, произведенный компанией с признанной надежностью, простотой использования и производительностью. Также желательно, чтобы вы выбрали модель, для которой вы можете быстро приобрести запасные части и провести техническое обслуживание, когда это необходимо.
Сэкономьте на тяжелых промышленных сверлильных станках в Penn Tool Co.
Вы можете найти лучший настольный сверлильный станок в Penn Tool Co. Более того, с нашим духом сотрудничества и страстью к промышленному оборудованию мы стремимся поделиться нашим опытом.
Если вы ищете сверлильный станок, то вы попали по адресу. Чтобы получить помощь в поиске идеального сверхмощного сверлильного станка для ваших операций, обратитесь к нашей команде сегодня.
Чтобы получить помощь в поиске идеального сверхмощного сверлильного станка для ваших операций, обратитесь к нашей команде сегодня.
Станок | Описание, история, типы и факты
сверлильный станок
Посмотреть все СМИ
- Ключевые сотрудники:
- Иоганн Георг Бодмер
Сэр Джозеф Уитворт, баронет
Джеймс Нэсмит
Генри Модсли
Джозеф Брама
- Похожие темы:
- шлифовальный станок
расширитель
токарный станок
сверлильный станок
буровая машина
Просмотреть весь связанный контент →
станок , любая стационарная машина с механическим приводом, которая используется для придания формы или формирования деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до желаемой формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Станки, формирующие детали путем удаления металлической стружки с заготовки, включают токарные, строгальные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодная штамповка металлических деталей (кухонная утварь, кузова автомобилей и т. п.) производится на штамповочных прессах, горячая штамповка раскалённых заготовок в штампы соответствующей формы — на ковочных прессах.
Современные станки для резки или формовки деталей с допусками плюс или минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и формовки материалов для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие продукты. После появления паровой машины материальные блага производились машинами с механическим приводом, которые можно было изготовить только с помощью станков. Станки (способные производить детали с точными размерами в больших количествах), а также приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми новшествами, которые сделали массовое производство и взаимозаменяемые детали реальными в 19 веке.век.
Самые ранние паровые двигатели страдали от неточности ранних станков, а большие литые цилиндры двигателей часто неточно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для расточки пушек. В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
Формирователь был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модслея в Лондоне. В станке Нэсмита заготовка могла быть закреплена горизонтально на столе и обработана фрезой с возвратно-поступательным движением для строгания небольших поверхностей, вырезания шпоночных пазов или обработки других прямолинейных поверхностей. Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Великобритания пыталась сохранить свое лидерство в развитии станкостроения, запретив экспорт, но эта попытка была заранее обречена из-за промышленного развития в других странах. Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, а новые инструменты разрабатывались за пределами Великобритании. Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Производство искусственных абразивов в конце 19 века открыло новую область станков — шлифовальные станки. К.Х. Нортон из Массачусетса блестяще продемонстрировал потенциал шлифовального станка, создав такой, который мог шлифовать коленчатый вал автомобиля за 15 минут, на что ранее требовалось пять часов.
К концу 19 века в обработке и обработке металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем внедрения многочисленных усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка. Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Характеристики станков
Все станки должны быть снабжены приспособлениями для закрепления заготовки и инструмента и средствами для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и заготовкой называется скоростью резания; скорость, с которой несрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига зависит от разрезаемого материала, а материал инструмента отличается своей устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На него также влияет жесткость станка, форма заготовки и глубина реза.
Всего комментариев: 0