Станок чпу перевод: СТАНОК С ЧПУ перевод с русского на английский, translation Russian to English. Большой Русско-Английский словарь
Содержание
Итальянский словарь по деревообработке
Русско-итальянский словарь:
|
по-русски |
по-итальянски | примечания переводчика | 4 камеры в ряд | le 4 celle d’essicazione affiancate |
|---|---|---|
| 4-x сторонний | a 4 teste | |
| 4-х сторонний строгальный | scorniciatrice | |
| Pаскройный центр с загрузкой | centro di taglio сompreso il carico dei pannelli | |
| Блок ЧПУ | controllo numerico programmato | |
| Бревнопильный станок | la segatronchi | |
| вайма | strettoio | приспособления или станка для сборки деревянных деталей в изделия |
| Вакуумный пресс | pressa ad aria | |
| Вальцы для шпатлевания | rulli per stuccatura | |
| Делительное устройство (для ленточнопильного станка) | refendino | |
| Дефектовка | difettatrice | |
| Дробилка | frantumatore | |
| Загрузочная балка | barra di carico | |
| Задняя бабка токарного станка | contropunta | |
| Кашировальная установка | impianto di nobilitazione | |
| комбинированные станки с дисковой пилой и шпинделем | combinate seghe-toupie | toupie переводится как фрезерный станок |
| комбинированные универсальные станки | combinate pialle | pialla по-итальянски рубанок, строгальный станок |
| Контрбалка | pressino (пресс) | |
| Копировально-фрезерный станок | fresatrice a copiare | |
| Кромкооблицовочная линия с узлом предварительного фрезерования | Linea di bordatura con gruppo di pre-fresatura | |
| Кромкообрабатывающий станок | bordatrice | |
| круглопильные (циркулярные) станки | seghe circolari | у слова sega есть ещё одно значение |
| Круглопильный станок | sega a disco | |
| Лаконаливной станок | velatrice | |
| Лаконаносящий станок с валом | macchina di verniciatura a rulli | |
| Ламинирование | Laminazione | нанесение пропитанной бумаги без клея |
| ленточнопильные станки | seghe nastro | |
| Ленточно-пильный станок | sega a nastro | |
| Линия для изготовления столешниц и фасадов… | Linea di produzione di piani di lavoro e antine con la tecnologia postforming | |
| Линия проходного типа для сверления отверстий… | Linea passante di foratura per elementi di fissaggio e decorativi | |
| Линия сращивания | linea di giunzione | |
| многопильный | Multilame | |
| Нажимные цилиндры | cilindri di spinta | |
| направляющая линейка | Squadra | |
| Обрезная пила | sega refilatrice | |
| Обрезной станок | rifilatrice | |
| Общее усилие | spinta totale | |
| однопильный | Monolama | |
| паз | mortasa | также сложно перевести |
| Плита пресса | piano | |
| Подающее устройство | spingitore | |
| Позиционирующее устройство | battuta elettronica, riferimento laterale (side-stop) | |
| Позиционные | singole | |
| Приводной | motorizzato | |
| Приводные клеевальцы | spalmatrice di colla a rulli | |
| Прижимное устройство | pressoio | |
| Присадочная группа | gruppo di foratura | |
| Проклеивающая группа | incollatore | |
| Пролет пресса | vano | |
| Профилирующий станок | profilatrice | |
| расклинивающий нож | apritaglio | |
| Раскроечный центр | centro di sezionatura per pannelli | |
| Распылительная кабина с водяной завесой в камере с избыточным давлением | cabina di verniciatura pressurizzata a velo d’acqua | |
| Распылительная установка | macchina a spruzzo | |
| Рейсмус | pialla-spessore | выдерживает толщину |
| Рейсмус | pialla-spessore, truschino | (выдерживает толщину) |
| С числовым программным управлением | a controllo numerico | ЧПУ |
| Сборочная вайма | strettoio | |
| Сверлильная головка | testa portapunta | |
| Сверлильно-пазовый | foratrice per cave | |
| Сверлильный станок | foratrice | |
| Секционный станок | sezionatrice | |
| Торцовочный с оптимизацией | troncatrice ottimizzatrice | |
| Упор фронтальных цилиндров | lama di spinta | (пресс) |
| Установка удаления стружки | trucciolatore | |
| Форматно-обрезной кромкооблицовочный станок | squadrobordatrice | |
| Форматно-обрезной станок | squadrobordatrice | |
| форматно-раскроечный станок | Sezionatrice | |
| Форматно-раскроечный стол | squadratrice | |
| Фрезерный станок | toupie | |
| фрезерный станок с наклоняемым валом | toupie con albero inclinabile | |
| Фуганок | pialla lunga | |
| фуговально-реймусовые станки | pialle a spessore | |
| Фуговально-рейсмусовый | pialla combinata filo-spessore | итальянский переводчик |
| Фуговально-рейсмусовый | pialla combinata filo-spessore | |
| фуговальные станки | pialle a filo | |
| Фуговальный | pialla-filo | (только чистит) |
| Фуговальный станок | pialla-filo | только чистит |
| Цепнодолбёжный | mortasatrice a catena | |
| Цилиндры фронтального прижима | cilindri di spinta orizzontali | |
| Четырехсторонний станок | scorniciatrice | |
| шип | tenone | простое слово, но не все переводчики его знают |
| Шипорезный станок | tenonatrice | |
| Шлифовальный | levigatrice |
Итальянско-русский словарь (от Переводчика):
|
по-итальянски |
по-русски | примечания переводчика |
|---|---|---|
| a 4 teste | 4-x сторонний | |
| a controllo numerico | С числовым программным управлением | ЧПУ |
| apritaglio | расклинивающий нож | |
| barra di carico | Загрузочная балка | |
| battuta elettronica, riferimento laterale (side-stop) | Позиционирующее устройство | |
| bordatrice | Кромкообрабатывающий станок | |
| cabina di verniciatura pressurizzata a velo d’acqua | Распылительная кабина с водяной завесой в камере с избыточным давлением | |
| centro di sezionatura per pannelli | Раскроечный центр | |
| centro di taglio сompreso il carico dei pannelli | Pаскройный центр с загрузкой | |
| cilindri di spinta | Нажимные цилиндры | |
| cilindri di spinta orizzontali | Цилиндры фронтального прижима | |
| combinate pialle | комбинированные универсальные станки | pialla по-итальянски рубанок, строгальный станок |
| combinate seghe-toupie | комбинированные станки с дисковой пилой и шпинделем | toupie переводится как фрезерный станок |
| controllo numerico programmato | Блок ЧПУ | |
| contropunta | Задняя бабка токарного станка | |
| difettatrice | Дефектовка | |
| foratrice | Сверлильный станок | |
| foratrice per cave | Сверлильно-пазовый | |
| frantumatore | Дробилка | |
| fresatrice a copiare | Копировально-фрезерный станок | |
| gruppo di foratura | Присадочная группа | |
| impianto di nobilitazione | Кашировальная установка | |
| incollatore | Проклеивающая группа | |
| la segatronchi | Бревнопильный станок | |
| lama di spinta | Упор фронтальных цилиндров | (пресс) |
| Laminazione | Ламинирование | нанесение пропитанной бумаги без клея |
| le 4 celle d’essicazione affiancate | 4 камеры в ряд | |
| levigatrice | Шлифовальный | |
| Linea di bordatura con gruppo di pre-fresatura | Кромкооблицовочная линия с узлом предварительного фрезерования | |
| linea di giunzione | Линия сращивания | |
| Linea di produzione di piani di lavoro e antine con la tecnologia postforming | Линия для изготовления столешниц и фасадов… | |
| Linea passante di foratura per elementi di fissaggio e decorativi | Линия проходного типа для сверления отверстий… | |
| macchina a spruzzo | Распылительная установка | |
| macchina di verniciatura a rulli | Лаконаносящий станок с валом | |
| Monolama | однопильный | |
| mortasa | паз | также сложно перевести |
| mortasatrice a catena | Цепнодолбёжный | |
| motorizzato | Приводной | |
| Multilame | многопильный | |
| pialla combinata filo-spessore | Фуговально-рейсмусовый | итальянский переводчик |
| pialla combinata filo-spessore | Фуговально-рейсмусовый | |
| pialla lunga | Фуганок | |
| pialla-filo | Фуговальный станок | только чистит |
| pialla-filo | Фуговальный | (только чистит) |
| pialla-spessore | Рейсмус | выдерживает толщину |
| pialla-spessore, truschino | Рейсмус | (выдерживает толщину) |
| pialle a filo | фуговальные станки | |
| pialle a spessore | фуговально-реймусовые станки | |
| piano | Плита пресса | |
| pressa ad aria | Вакуумный пресс | |
| pressino (пресс) | Контрбалка | |
| pressoio | Прижимное устройство | |
| profilatrice | Профилирующий станок | |
| refendino | Делительное устройство (для ленточнопильного станка) | |
| rifilatrice | Обрезной станок | |
| rulli per stuccatura | Вальцы для шпатлевания | |
| scorniciatrice | 4-х сторонний строгальный | |
| scorniciatrice | Четырехсторонний станок | |
| sega a disco | Круглопильный станок | |
| sega a nastro | Ленточно-пильный станок | |
| sega refilatrice | Обрезная пила | |
| seghe circolari | круглопильные (циркулярные) станки | у слова sega есть ещё одно значение |
| seghe nastro | ленточнопильные станки | |
| sezionatrice | Секционный станок | |
| Sezionatrice | форматно-раскроечный станок | |
| singole | Позиционные | |
| spalmatrice di colla a rulli | Приводные клеевальцы | |
| spingitore | Подающее устройство | |
| spinta totale | Общее усилие | |
| Squadra | направляющая линейка | |
| squadratrice | Форматно-раскроечный стол | |
| squadrobordatrice | Форматно-обрезной кромкооблицовочный станок | |
| squadrobordatrice | Форматно-обрезной станок | |
| strettoio | вайма | приспособления или станка для сборки деревянных деталей в изделия |
| strettoio | Сборочная вайма | |
| tenonatrice | Шипорезный станок | |
| tenone | шип | простое слово, но не все переводчики его знают |
| testa portapunta | Сверлильная головка | |
| toupie | Фрезерный станок | |
| toupie con albero inclinabile | фрезерный станок с наклоняемым валом | |
| troncatrice ottimizzatrice | Торцовочный с оптимизацией | |
| trucciolatore | Установка удаления стружки | |
| vano | Пролет пресса | |
| velatrice | Лаконаливной станок |
На главную
Перевод терминов из области деревообрабатывающего оборудования. Словарь составлен Итальянским Переводчиком.
Словарь составлен Итальянским Переводчиком.
Классификация современных систем ЧПУ
Системы управления и станки с числовым программным обеспечением настолько сложны, что их невозможно классифицировать по какому-то одному признаку. Основные характеристики систем ЧПУ позволяют систематизировать их следующим образом:
1. В зависимости от способа управления исполнительными механизмами станка:
- Позиционные. Здесь инструмент в соответствии с программой движется от одной точки, в которой производится необходимая операция с заготовкой, к другой, где также выполняется обработка, Во время перемещения инструмента никакие другие операции не выполняются.
- Контурные, в которых обработка может производиться по всей траектории движения инструмента.
- Универсальные– системы, в которых могут применяться оба принципа управления.
2. По возможностям и способу позиционирования:
- Абсолютный отсчет– местоположение подвижного механизма станка всегда определяется по расстоянию от начала координат.

- Относительный отсчет при позиционировании осуществляется приращением дополнительного пути к координатам предыдущей точки, которая временно принимается за начало координат. Затем началом координат считается следующая достигнутая точка.
3. По наличию или отсутствию обратной связи в контуре управления:
- Разомкнутые – («открытого» типа). Перемещение исполнительных элементов производится по командам, содержащимся в программе. Информация о фактически достигнутых координатах отсутствует.
- Замкнутого типа (закрытые). В системах этого типа координаты положения исполнительных механизмов постоянно контролируется.
- Самонастраивающиеся («закрытые» повышенной точности). Более совершенная система, которая запоминает поступающие сведения о расхождении заданных и фактических координат исполнительного элемента, отрабатывает их, и корректирует новые команды с учетом изменившихся условий.
4. В зависимости от технического уровня используемых микропроцессоров, микроконтроллеров или управляющих ПК, различают:
- Системы 1-го поколения
- Системы 2-го поколения
- Системы 3-го поколения
5. По количеству координатных осей.
По количеству координатных осей.
Различные станки, оборудованные ЧПУ, могут поддерживать режимы работы с различным количеством координатных осей – от двух до пяти. Например, если при движении заготовки на фрезерном станке (3 координаты – X,Y,Z), она одновременно может поворачиваться вокруг своей оси, такой станок называют 4-координатным. Простейшие сверлильные и односуппортные токарные станки имеют две координатные оси.
Компьютер нуждается в программе
В отличие от стандартного персонального компьютера, который является универсальным устройством для обработки информации и способен работать с любыми данными, представленными в цифровом виде, микропроцессор, используемый в конструкции многих станков с ЧПУ, – устройство специализированное. Он не содержит ничего лишнего, и весь набор его функций предназначен для выполнения главной задачи – контроля состояния всех исполнительных органов станка и управления их работой по специальной программе. Чтобы управлять особо сложными современными станками, применяют более производительные и многозадачные устройства – промышленные компьютеры.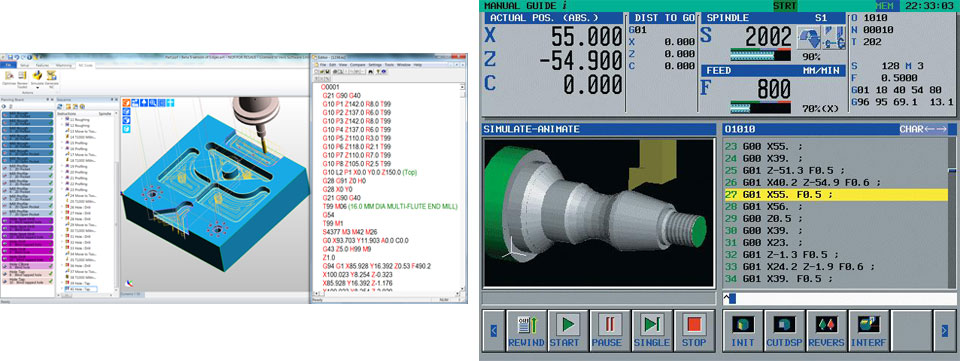
Одной из самых важных характеристик, которая позволяет судить о производительности и технических возможностях станка и управляющей его работой системы, является количество «осей». Иначе говоря, – каналов взаимодействия с объектом, управляемых параметров. Однако в любом случает, независимо от того, микропроцессор какого уровня сложности и архитектуры установлен в данном управляющем контроллере, для его работы нужна предварительно подготовленная программа. В которой должны быть точно и последовательно описаны все действия механизмов станка, необходимые для изготовления или обработки требуемой детали.
При работе станков с ЧПУ используется два вида программ:
- Системные (служебные) программы, которые хранятся в ПЗУ (постоянном запоминающем устройстве системы). Они обеспечивают начальный этап работы контроллера после включения, отвечают за настройку станка и всей системы, ее способность понимать команды оператора и взаимодействовать с внешними устройствами.
- Управляющие – внешние программы.
 Содержат набор команд и инструкций для исполнительных органов станка. Управляющие программы (УП) в контроллер может пошагово вводить оператор, возможен ввод с внешних носителей информации, а в современных системах программы могут поступать прямо с компьютеров разработчиков ПО через компьютерную сеть предприятия.
Содержат набор команд и инструкций для исполнительных органов станка. Управляющие программы (УП) в контроллер может пошагово вводить оператор, возможен ввод с внешних носителей информации, а в современных системах программы могут поступать прямо с компьютеров разработчиков ПО через компьютерную сеть предприятия.
Заменив человека, который до наступления эры станков с ЧПУ сам успешно справлялся с изготовлением нужных деталей, программируемый блок управления, он же – контроллер, должен обеспечить требуемый результат, пошагово включая и выключая механизмы передвижения стола, заготовки и инструментального магазина, меняя режимы вращения или скорость поступательного движения заготовки. В результате выполнения программы должна быть получена деталь, полностью соответствующая заданию по размерам и чистоте обработки поверхностей.
Компании, которые стояли у истоков разработки и производства систем CNC, на первом этапе программировали свои станки при помощи собственных, специально разработанных команд.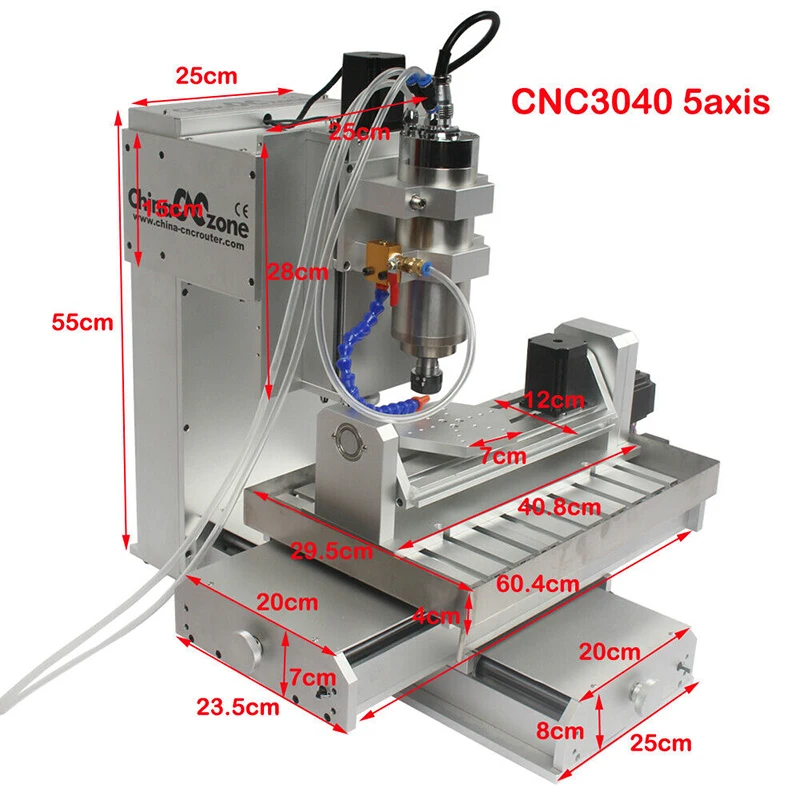 Если бы при таком подходе на производство попали станки с ЧПУ от разных производителей, подготовка программ для их работы была бы трудно выполнимой задачей. Чтобы попытаться обеспечить программную и техническую совместимость оборудования различных брендов, язык создания программ для станков с ЧПУ был унифицирован.
Если бы при таком подходе на производство попали станки с ЧПУ от разных производителей, подготовка программ для их работы была бы трудно выполнимой задачей. Чтобы попытаться обеспечить программную и техническую совместимость оборудования различных брендов, язык создания программ для станков с ЧПУ был унифицирован.
Базовым управляющим кодом для подготовки программ стал набор команд, разработанный специалистами компании Electronic Industries Alliance в 60-е годы прошлого столетия. Это так называемый язык «G» и «M» кодов, который чаще называют просто G-кодом (G-code). Принятые в этом языке обозначения подготовительных и основных функций начинаются с латинской буквы «G», а обозначение дополнительных – технологических команд – с буквы «M».
«G»« и «M» коды в программах для станков с ЧПУ
По стандарту все команды, код которых начинается с буквы «G», предназначены для линейного или кругового передвижения рабочих органов станка, выполнения определенных последовательностей действий, функций управления инструментами, сменой параметров координат и базовой плоскости. Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
В команду может быть включен параметр, описывающий продолжительность паузы, так называемую выдержку – «P», указание о параметрах вращения шпинделя – «S», значение радиуса – «R», функцию коррекции инструмента – «D», а также параметры дуги «I», «J» и «K».
Пример G кода
Код №1 – G01 X0 Y0 Z110 F180; Код №2 – G02 X20 Y20 R5 F200; Код №3 – G04 P1000
В первом примере код G01 обозначает «линейную интерполяцию» – прямолинейное перемещение с указанной скоростью (F) к заданной точке с координатами (X,Y,Z). Во втором примере указан код G02, который описывает дугообразное перемещение (круговая интерполяция). При этом код G02 соответствует перемещению в направлении вращения часовой стрелки, а его антипод G03 – против. В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
Технологические команды, обозначаемые буквой «M», отвечают за включение или отключение определенных систем станка, смену инструмента, начало или окончание какой-либо специальной подпрограммы, другие вспомогательные действия.
Пример M кода
Код №1 – M3 S2000; Код №2 – M98 P101; Код №3 – M4 S2000 M8.
Здесь в первом примере указана команда о начале вращения шпинделя со скоростью «S». Во втором – распоряжение о вызове указанной подпрограммы «P». Третий пример описывает команду о включении основного охлаждения (M8) при вращении шпинделя со скоростью (S) в направлении против часовой стрелки (M4).
Методы создания и структура управляющих программ
Современное оборудование позволяет создавать программы для работы станков с ЧПУ несколькими способами:
- Написание программы вручную или в текстовом редакторе ПК.
 Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования. - Составление и ввод программы на стойке ЧПУ. Пульт управления большинства современных систем управления содержит клавиатуру и дисплей, что позволяет программировать и просматривать виртуальную имитацию процесса обработки непосредственно на рабочем месте. Многие системы позволяют производить ввод программ в «фоновом» режиме, когда станок занят обработкой заданной детали.
- Использование возможностей CAD-CAM систем компьютеризированной подготовки производства. Специальное программное обеспечение позволяет создать трехмерную модель детали, рассчитать и подготовить программу для ее производства. А также виртуально «изготовить» требуемую деталь, используя реальные данные о кинематике конкретного станка. Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок.
 Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Структурно программа в G-кодах состоит из кадров. Так называют группы команд, которые предназначены для совершения какого-либо завершенного действия. Кадры могут состоять и из одной команды. Об окончании каждого «кадра» сообщает знак перевода строки (ПС/LF). Каждая программа начинается с пустого «кадра», который состоит их знака «%», а заканчивается кодами М02 или М30, обозначающими соответственно финиш программы или окончание имевшегося в памяти информационного блока.
Указанная структура и язык подготовки программ для оборудования с ЧПУ закреплены в международных стандартах RS2740, ISO-6983-1.82, а также ГОСТ СССР 20999-83. Отечественные профильные специалисты часто используют обозначение «ИСО-7 бит», которое закрепилось за программами в G-кодах еще со времен СССР. Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
В некоторых случаях, когда разработчики наделяют свои системы дополнительными возможностями и некоторыми специальными функциями, могут иметь место определенные отклонения программного обеспечения от стандарта создания программ в G и M кодах. В таких случаях следует внимательно изучить документацию, которая должна быть предоставлена производителем оборудования.
Системы ЧПУ всемирно признанных лидеров отрасли
Система SINUMERIK
Программное обеспечение для цифровой управляющей системы SINUMERIK, которую выпускает всемирно известная корпорация SIEMENS AG, также базируется на G и M кодах, но содержит и некоторые дополнительные команды, не включенные в стандарт.
Современные полностью цифровые системы на базе платформы Sinumerik 840D используются на самых ответственных процессах обработки металлов, требующих высокой точности и быстродействия.
Система HEIDENHAIN
Многовариантность и гибкость программирования в G и M кодах учтена создателями программных станций и передовых систем ЧПУ HEIDENHAIN. Эта немецкая компания успешно работает в направлении модернизации устаревших станков NC за счет установки новых управляющих систем.
Эта немецкая компания успешно работает в направлении модернизации устаревших станков NC за счет установки новых управляющих систем.
Универсальные программные станции от компании Heidenhaih позволяют не только создавать необходимые программы обработки на персональных компьютерах, но и тестировать ПО, подготовленное при помощи CAD-CAM систем.
Система FANUC
Системы управления, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUK LTD и в России. Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования.
Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
Система FAGOR
Успешно работает в России и странах СНГ испанская компания FAGOR AUTOMATION. Ее последние разработки, к которым относится ЧПУ FAGOR CNC 8070, полностью совместимы с персональным компьютером, имеют феноменальные возможности и могут управлять самыми сложными станками.
Возможно управление по 28 (!) интерполируемым осям (4 канала одновременно), может поддерживать по 4 шпинделя и инструментальных магазина. Создатели системы гарантируют скоростную обработку, нанометрическую точность и высочайшую чистоту обработки поверхности.
Система от «Балт-Систем»
Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны.
На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
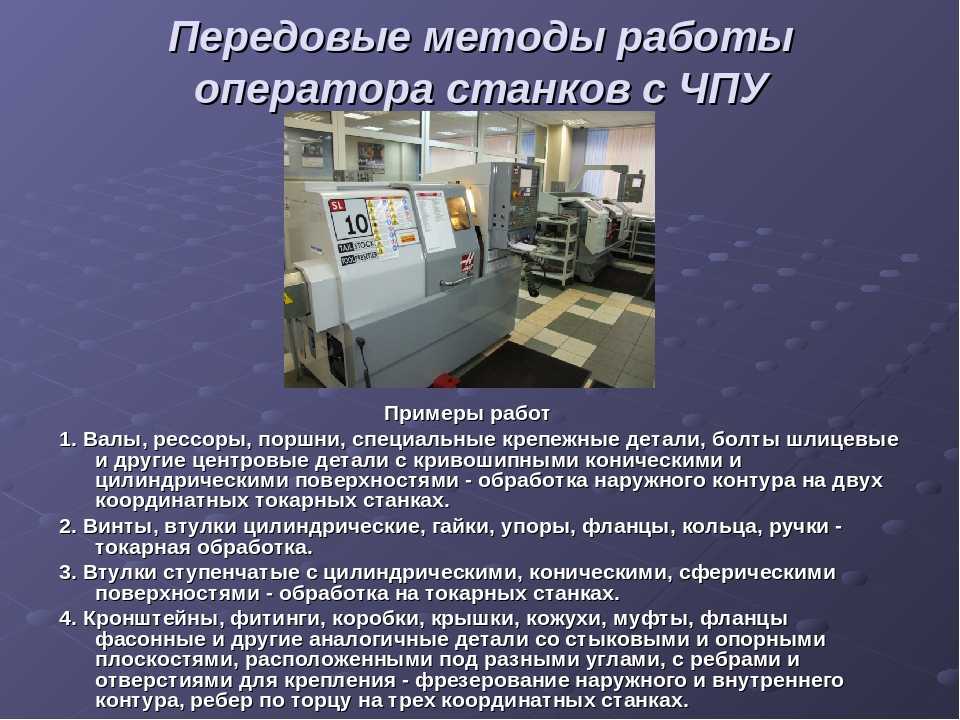
Станки с ЧПУ прочно вошли в нашу жизнь и стали незаменимыми помощниками человека в производственной деятельности. Без этих систем было бы невозможно изготавливать многие, успевшие стать привычными и обыденными вещи. Причем все необходимые детали станки под управлением ЧПУ обрабатывают быстро и качественно, с недостижимой ранее точностью, а при массовом производстве – невероятно низкой себестоимостью. Дальнейшее развитие систем ЧПУ идет по пути объединения отдельных станков в производственные комплексы, удешевления процесса подготовки производства и снижения стоимости управляющих систем. Пожелаем разработчикам успеха!
cnc — Испанский перевод – Linguee
Примеры:
См. альтернативные переводы
альтернативные переводы
© Linguee Dictionary, 2023
[…] антенна.wimo.de антенна.wimo.de | Los Booms Son Perforados Con Tolerancias Muy […] антенна.wimo.de антенна.wimo.de |
Обновление этого отчета в настоящее время готовится INA (при софинансировании со стороны […] eur-lex.europa.eu eur-lex.europa.eu | El INA est elaborando en laactualidad una versinactualizada de este informe (financiado en parte por el [. eur-lex.europa.eu eur-lex.europa.eu |
Форма детали, дополнительная обработка и манипуляционные задачи, требуемые […] Тип обрабатываемой детали легко программируется благодаря мощному […] в нашем распоряжении. brcspa.it brcspa.it | La forma del elemento, las elaboraciones adicionales y las tareas de manipulacin requeridas por el tipo de pieza en elaboracin pueden ser […] fcilmente programadas gracias al pote languaje que en la actidad ponen a disposicin […] brcspa.it brcspa.it |
И что я действительно хочу сделать, так это продолжить восстановление […] фильмов наследия, начало их оцифровки […] более одного миллиона барабанов) и распространять […] как можно шире, сделав их доступными для коммерческих платформ. cineuropa.mobi cineuropa.mobi | Y lo que me gustara de verdad, es continuar la restauracin de las pelculas de patrimonio, iniciar […] по дигитализацину (empezando por las […] de unmilln de bobinas, y difundirlas lo […] ms ampliamente posible ponindolas disposicin de las plataformas trades. cineuropa.mobi cineuropa.mobi |
Модуль потоков был разработан с использованием интерфейса на основе мастера. Можно […] ideko.es ideko.es | Desarrollo del Mdulo de Roscas использует интерфейс «на основе мастера» e […] ideko.es ideko.es |
 ..]
..]
 ..]
..]ЧПУ — Перевод на английский — примеры китайский
Эти примеры могут содержать нецензурные слова, основанные на вашем поиске.
Эти примеры могут содержать разговорные слова на основе вашего поиска.
CNC 机 与 普通 机床 相比 , , 数控 有 如下 特点 : 折叠 优点 加工 精度 高 , 较 高 加工 质量 ; 进行 多 坐标 的 联动 , 能 形状 复杂 的 加工 零 零 零 零 零 加工 零 零 零 时只需要更改数控程序,可节省生产准备时间;机床本身的精度高、刚性大,可选择…
Cnc Обработка По сравнению с обычными станками, станки с ЧПУ имеют следующие характеристики: преимущества складывания, высокая точность обработки, высокое качество обработки; Может быть многокоординатная связь, может обрабатывать…
ЧПУ 无人车间系统集成案例
Cnc случай интеграции системы беспилотной мастерской
cnc 加工与一般数控加工相比有什么优点?
cnc обработки и обработки с ЧПУ по сравнению с чем преимущества?
冲压产品 不锈钢精密铸造 ЧПУ 加工 焊接
Штамповочные изделия Прецизионное литье ЧПУ Механическая сварка
采用 目前 先进 的 CNC 电脑 数值 控制 成型 设备 , 可卷制 各 类 精密 弹簧 , 线材 加工 成 各 形状 , 力求 让 客户 满意。
Используя самое передовое оборудование для формования пружин с числовым программным управлением cnc , можно прокатывать все виды прецизионных пружин, проволоку в различные формы и стремиться к удовлетворению клиентов продуктом.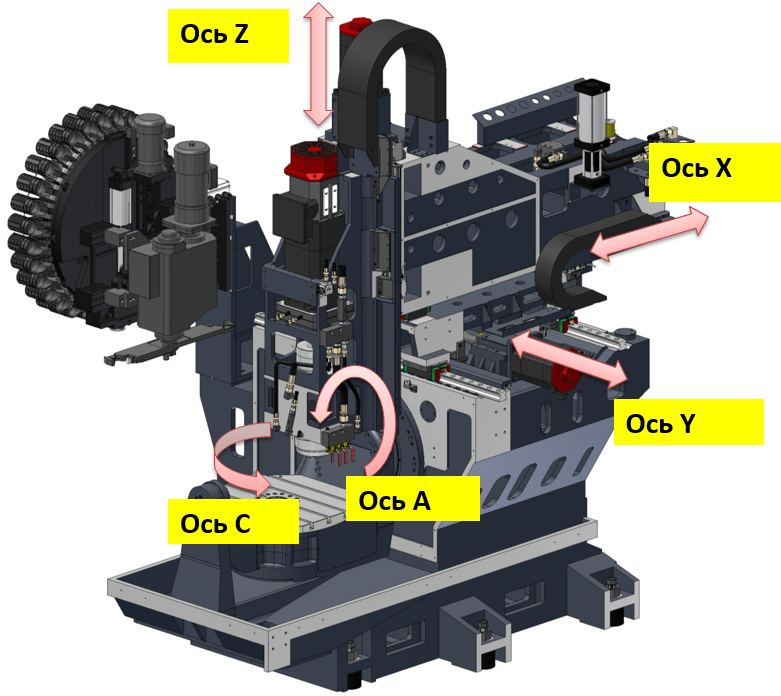
机械设计师3名,电气工程师2名,绘图1名, cnc 编程及操作若干
Три конструктора-механика, два инженера-электрика, один чертеж, программирование ЧПУ и несколько операций
用 cnc 加工中心加工直梁与弯梁
Прямые и изогнутые балки на обрабатывающих центрах с ЧПУ
威特尔 (Victor) 机器人 CNC 加工 整厂 自动化 方案 应用 案例 — 本 案例 是 威特尔 威特尔 (vict 机器人 为 三菱 机电 供应 商 量身 打造 一 条 智能化 加工 生产线。 零部件 商 打造 的 条 金属 加工 生产线。。。。。
Victor robot cnc обрабатывающий случай применения решения для автоматизации всего предприятия — этот случай представляет собой интеллектуальную линию обработки металла, адаптированную Victor Robots для японских поставщиков электромеханических деталей Mitsubishi.
制程 : 采用 CNC 车床 、 精密 镗床 刨床 等 工具 机 , 制造 出 良好 的 零部件 , 经 精密 检测 工具 严格 把关 , 良好 制程 每 一 部分 , 精益求精 能 出 高 重视 的 高 的 高 出 的 高 出 高
управление процессом: использование токарных станков с ЧПУ , прецизионных расточных станков, строгальных станков, для создания хороших деталей, а затем строгой точности инструментов обнаружения, обратите внимание на каждую часть производственного процесса, тем лучше, чтобы производить качественные машины.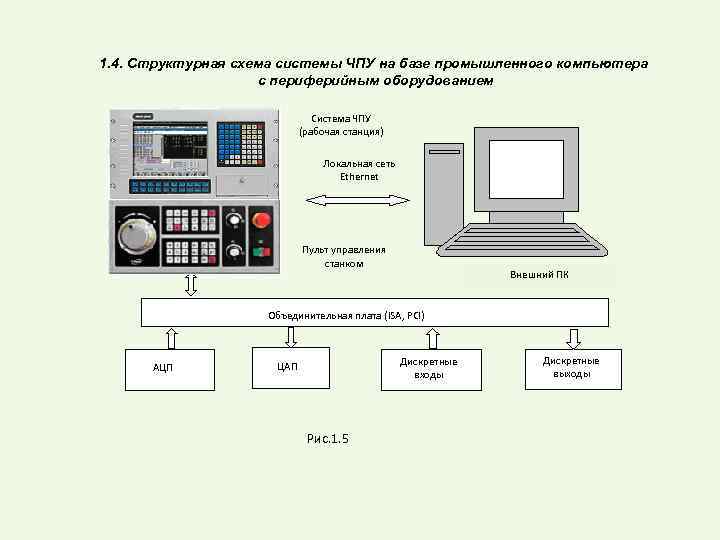
公司 拥有 CNC 数控 、 走芯机 、 走刀机 、 自动 铣床 、 无芯 磨床 二 次 等 全 套 设备 , 技术 成熟 稳定 , 可 进行 切削 加工 制造 , 广大 客户 高 低 可 进行 加工 制造 给 客户 提供 、 低价格的切削加工产品。
Компания владеет токарным станком с ЧПУ , станком с ЧПУ, станком для резки, автоматическим фрезерным станком и рядом вторичного обрабатывающего оборудования. Технология резки является зрелой и стабильной, может обеспечить продукт высокого качества и конкурентоспособной цены для всех клиентов. .
加工 中心 , 简称 CNC , 由 设备 与 数控 系统 组成 的 运用 于 加工 复杂 外形 工件 的 高 自动化 机床 加工 中心 又 叫 复杂。 中心 备 有 刀库 机床 加工 又 叫 电脑锣。 中心 备 有 刀库 , 具有 功用 , , , , ,一 次 后 中止 多 工序 加工 的 数控 机床。 加工 中心 高度 机电 一体化 的 产品 , 工件 装夹 , 数控 系统 能 控制 按 不同 自动 选择 、 改换 、 自动 对 对 控制 机床 不同 自动 选择 、 刀具 、 自动 对 控制 机床 按 工序 自动 、 改换 、 自动 对 对 控制
Обрабатывающий центр, называемый CNC , представляет собой высокопроизводительный автоматический станок, состоящий из механического оборудования и системы числового программного управления, который используется для обработки сложных заготовок. Процессинговый центр также называют компьютерным гонгом. Обрабатывающий центр оснащен ножевым ремнем…
Процессинговый центр также называют компьютерным гонгом. Обрабатывающий центр оснащен ножевым ремнем…
Uli R15 CNC 路由器 , 铸铁床 , 螺杆 传动 , 精度 高。 四 轴头 结构 结构 加工 速度 6m/ min。 可 根据 要求 调整。 适用 : : : 特点 : : : : : : : : hou
ULI R15 фрезерный станок с ЧПУ , чугунная станина, винтовой привод, более высокая точность. Конструкция с четырьмя шпиндельными головками, скорость обработки 6 м/мин. Конфигурация может быть скорректирована в соответствии с требованиями заказчика.
承蒙惠 购台群 精机 CNC 加工 产品 , , 谨致! 为了 让 您 更 好 地 本 产品 , 深圳市 世纪 机械 有限 公司 (精机 精机) 您 做出 下述 服务 承诺 承诺 公司 (精机 向 您 下述 维修 承诺 承诺 承诺 公司 (精机 您 下述 维修 承诺 承诺并按照该服务承诺的要求向您提供维… 查看全文
Благодарим вас за покупку Тайкан Станки с ЧПУ . Чтобы вы могли лучше использовать этот продукт, мы обещаем следующие обязательства по обслуживанию и предлагаем обслуживание в соответствии с требованиями обслуживания.
ULI-U3-3060 五 加工 中心 中心 uli 5 轴 U3-3060 大 尺寸 CNC 铣刨机 , 意大利 五 轴 主 轴头 , 四 独立 铸铁 台面。 大型 结构 , 移动 可 可 达。 五。 大型 龙门 , 移动 可 达 达。。。 大型 结构 移动 可 达 达 达。。 五轴联动 加工 , 空间 表面 加工 , 异型 加工 , 镂空 加工 , 加工 , 切削 斜面 适用 行业 性能 配置 参数 应用 :
Uli-U3-3060 пятиосевой обрабатывающий центр ULI 5-осевой U3-3060 большой размер Фрезерный станок с ЧПУ , Принятие конструкции промышленной конструкции для тяжелых условий эксплуатации в сочетании с расчетом методом конечных элементов, отжигом и снятием напряжения строго в соответствии с …
二 、 的 硬轨 一般 是 指导轨 和 床身 一体 铸造 , 其 排号 一般 不 低于 低于 低于 , 布氏 硬度 在 在 排号 一般 不 低于 ht250 , 机体 硬度 在 在 hb180-hb240 之间 导轨 部分 经 高频 超音 频 淬火 处理 后 硬度 硬度 导轨 经 高频 超音 频 处理 后 后 硬度 硬度 硬度 处理 频 频 处理 处理 处理 处理一般 在 hrc50º 以上 , 使 具备 具备 优越 的 性能 性能 ((导轨 属于 硬轨 的 一 种)。 CNC 加工 使用 的 硬轨 一般 为 结构 结构 , 矩型 导轨 大型 中心 中心 一般 为 结构 , 俗称 导轨 加工 中心 中心。
Гравировальный станок с ЧПУ Гуандун, высокоскоростной гроб Ershisixiao, гроб с тиснением, резной станок для резьбы, 2040, большой размер, профессиональный ЧПУ четырехосевой станок с двойной алюминиевой древесиной ORuike2040 ЧПУ гиперболическая деревянная пресс-форма
ЧПУ 加工中心plc的发展趋势有哪些
CNC обрабатывающий центр с ударным ножом 9
相关标签: cnc 零部件加工
Пред: ЧПУ частей
相关标签: ЧПУ 零部件
Далее: Cnc обработка деталей
ЧПУ 一拖二机械手应用案例
Cnc один кейс для двух роботов
金属打印+ ЧПУ 加工
Печать по металлу + ЧПУ обработка
Возможно неприемлемый контент
Примеры используются только для того, чтобы помочь вам перевести искомое слово или выражение в различных контекстах.
Всего комментариев: 0