Стекло 3д принтер: СИТАЛЛОВОЕ СТЕКЛО ДЛЯ 3Д ПРИНТЕРА
Содержание
Устанавливаем стекло на 3d принтер Wanhao Duplicator i3
Многие из тех, кто решил купить 3d принтер Duplicator i3, вскоре после его приобретения задумываются о том, чтобы установить стекло на печатную платформу. Вы можете изучить опыт многих, решившихся на это, по форумам и отзывам в интернете. Мы рекомендуем купить боросиликатное стекло подходящего размера для печатной платформы вашего 3d принтера.
Стекло поставляется хорошо упакованным и защищенным от повреждения. В комплект входят четыре зажима, чтобы удерживать его на месте. Некоторые владельцы 3d принтера Wanhao duplicator i3 предпочитают приклеивать стекло к печатной платформе, мы решили обойтись зажимами. Обратите внимание, что неправильно установленные зажимы могут мешать движению сопла 3d принтера при печати.
Первым делом оторвите наклейку, которая покрывает платформу 3d принтера. Она отрывается достаточно легко, но на платформе остается достаточно много клея. Для того чтобы наклейка отошла легче и меньше клея осталось, попробуйте предварительно прогреть платформу 3d принтера. Если вы купили свой 3d принтер достаточного давно, и ваш Wanhao i3 старого поколения, то наклейки на рабочем столе нет, и отрывать ничего не надо.
Если вы купили свой 3d принтер достаточного давно, и ваш Wanhao i3 старого поколения, то наклейки на рабочем столе нет, и отрывать ничего не надо.
Очистите рабочую платформу 3d принтера от остатков клея растворителем или ацетоном. Это конечно займет много времени, но результат стоит того.
Закончив с очисткой, установите стекло на платформу 3d принтера. Обратите внимание, что на фото зажимы установлены во временной позиции. Если их оставить так, то они будут соприкасаться с соплом экструдера.
Внимание! Перед началом печати отрегулируйте высоту рабочего стола с учетом толщины стекла. Обычно высоты пружин достаточно чтобы скомпенсировать повышение уровня площадки. Установите зажимы в постоянную позицию, не мешающую работе 3d принтера. При необходимости, поэкспериментируйте с зажимами разных размеров. Вы легко найдете их в магазинах канцелярских товаров. Мы рекомендуем после установки стекла вручную разобрать и удалить блестящую никелированную часть зажимов, так как она будет соприкасаться с рамой принтера.![]()
Еще простой вариант, можно напечатать на самом принтере специальные держатели для стекла 3D принтера Duplicator i3. Скачать модель можно с нашего сайта.
| Модель держателя стекла для 3D принтера Duplicator i3 | Скачать |
Подробнее:
Какие плюсы и минусы при установке стекла для принтера.
— Установка стекла на рабочий стол 3D принтера, значительно упрощает процесс снятия готовой модели. Вы просто снимаете стекло со стола и удаляете модель за вашим рабочим местом, не боясь повредить покрытие стола 3Д принтера. Так же отпадает необходимоть частой калибровки платформы.
— При нагреве стола до высоких температур и печати моделей большого размера, аллюминевая площадка может деформироваться и ее поверхность становится неровной. Стекло предотвращает возможную деформацию и улучшает стабильность и качество печати.
— Легкое и удобное удаления с поверхности; клея, или других составов для повышения прилипания (адгезии).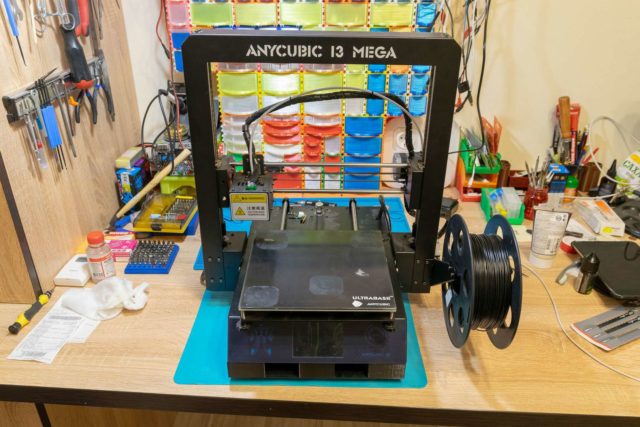
— К минусам можно отнести то, что из за толщины стекла, для качествеенной адгезии, температуру стола нужно увеличивать на 5-10 °C от стандартных настроек.
Почему так дорого.
— Это не обычное, а высококачественное Боросиликатное стекло, производство которого значительно дороже. Боросиликатное стекло отличается высокой теплопроводностью, термостойкостью и целостностью структуры. Оно прочнее обычного стекла, но при высоком давлении, или падении может разбиться, или треснуть. Боросиликатное стекло имеет широкий спектр применения, начиная от лабораторной посуды и заканчивая зеркалами для астрономических телескопов. Из этого стекла делают объективы для высококачественных фонариков, заварочные чайники и многое другое.
Если живу далеко, не разобьется при доставке?
— Стекло упаковано в пузырчатую пленку, и как описано выше, оно значительно прочнее обычного. Мы гарантируем целосность стекла при доставке до вас. При заказе вместе с принтером, стекло мы вкладываем в коробку принтера.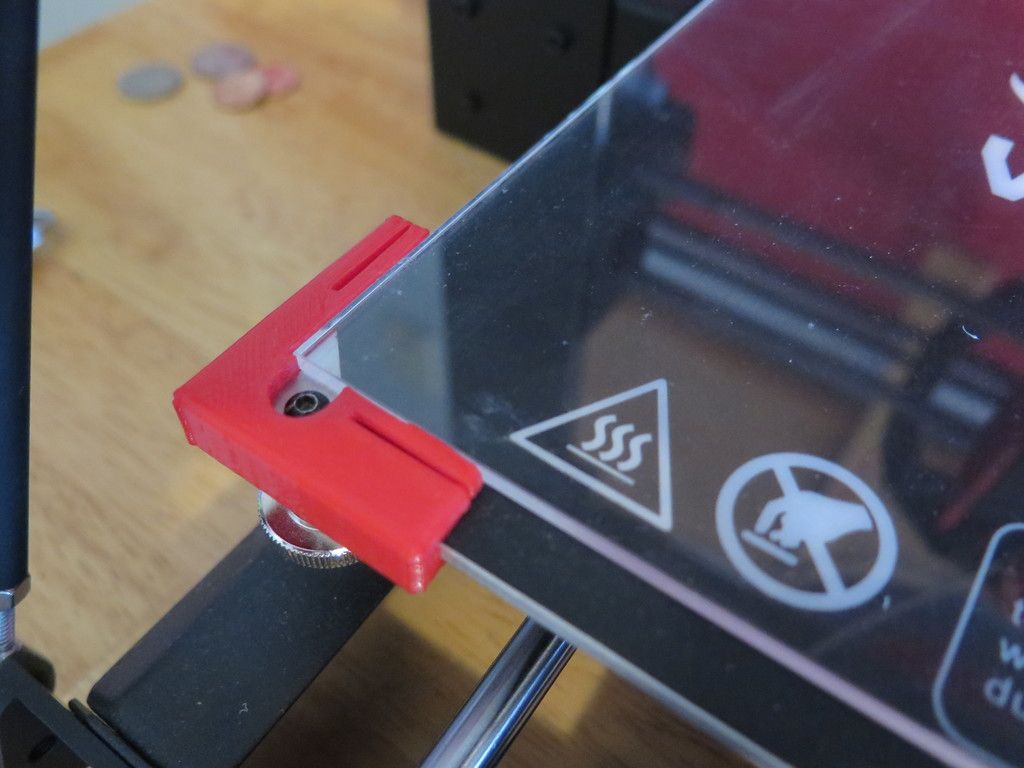
Купить стекла для различных моделей 3d принтеров Wanhao вы можете в соответствующем разделе нашего интернет магазина.
Страница не найдена — Пластик для 3D печати в Екатеринбурге
По данному адресу ничего не найдено. Воспользуйтесь поиском или посмотрите ссылки ниже.
Искать:
Скидки
ABS пластик SEM 1.75мм Белый 900гр
1190 ₽
В корзину1 шт. в наличии
ABS пластик SEM 1.75мм Белый 900гр
Пластик ABS для 3D-принтеров диаметром 1,75 мм от отечественного производителя SEM. Предназначен для изготовления деталей для корпусов, всевозможных конструкций, кухонных изделий, а также медицинских принадлежностей. Напечатанные изделия могут применяться в воде, например при изготовлении деталей для сантехнического производства или аквариумов.
 Материал подходит для различных 3D-принтеров, печатающих по FDM технологии.
Материал подходит для различных 3D-принтеров, печатающих по FDM технологии.1190 ₽
Распродажа!
ABS пластик SEM 1.75мм Желтый 900гр
1190 ₽
В корзину1 шт. в наличии
ABS пластик SEM 1.75мм Желтый 900гр
Пластик ABS для 3D-принтеров диаметром 1,75 мм от отечественного производителя SEM. Предназначен для изготовления деталей для корпусов, всевозможных конструкций, кухонных изделий, а также медицинских принадлежностей. Напечатанные изделия могут применяться в воде, например при изготовлении деталей для сантехнического производства или аквариумов. Материал подходит для различных 3D-принтеров, печатающих по FDM технологии.
1190 ₽
Популярные товары
Сопло латунь 0.
 4мм МК8 для пластика 1.75мм 5APlus
4мм МК8 для пластика 1.75мм 5APlus40 ₽В корзину
17 шт. в наличии
Сопло латунь 0.4мм МК8 для пластика 1.75мм 5APlus
Латунь, размер: 13 мм x 6 мм. Диаметр нити: 1,75 мм.Диаметр резьбы: 6 мм. Диаметр выходного отверстия сопла: 0,4 мм
Подходит для 3D-принтеров с хотендом типа MK8: Anet A6, Anet A8, Creality CR-10, Ender-3, Ender 5, Ender 5 plus и др.
40 ₽
Сопло латунь 0.4мм V6 для пластика 1.75мм 5APlus
40 ₽В корзину
10 шт. в наличии
Сопло латунь 0.4мм V6 для пластика 1.75мм 5APlus
Латунь, размер: 12,5 мм x 7 мм. Диаметр нити: 1,75 мм.Диаметр резьбы: 6 мм. Диаметр выходного отверстия сопла: 0,4 мм.
Подходит для 3D-принтеров с хотендом типа v5/V6: Anycubic i3 Mega, Mega-S, 4MAX PRO, Kossel, Predator, Chiron
40 ₽
Фитинг сквозной для тефлоновой трубки D 4мм PC4-M6
80 ₽
В корзину6 шт.
 в наличии
в наличииPLA пластик FDplast 1.75мм “Дикая пантера” 1000 гр.
1790 ₽
В корзину1 шт. в наличии
PLA пластик FDplast 1.75мм “Дикая пантера” 1000 гр.
Пластик PLA для 3D-принтеров диаметром 1,75 мм. PLA-пруток – биоразлагаемый полимер, изготовленный из природного сырья, тростника и кукурузы с основным компонентом в виде молочной кислоты. Отлично подходит для применения в 3D-принтерах и ручках, подходит для создания трехмерных рисунков и макетов, предметов декора интерьера, деталей различной техники, всевозможных игрушек. В промышленности используется в качестве упаковки, пакетов, штифтов и медицинских нитей.
1790 ₽
Стекло для 3D-печати — Полное руководство по 3D-печати из стекла
РЕКЛАМА
Содержание
Стекло, являющееся одним из старейших материалов для творчества, используется во многих областях. Однако долгое время он был в стороне от влияния аддитивного производства. На это есть много причин.
Однако долгое время он был в стороне от влияния аддитивного производства. На это есть много причин.
Если кто-то хочет напечатать стекло на 3D-принтере, он должен понимать различные проблемы, которые влечет за собой этот материал.
Несмотря на то, что было сделано много достижений, чтобы приручить этот материал для применения в различных нишах, мы до сих пор не смогли полностью оправдать модели, созданные с помощью 3D-печати на стекле. Хорошая новость в том, что мы, по крайней мере, прогрессируем.
Усилия различных исследователей и организаций доказали, что цель 3D-печати с использованием стекла — не просто демонстрация. Если работать в правильном направлении, то, безусловно, можно довести 3D-печать стекла до коммерческого использования.
Глядя на перспективы и на то, как 3D-печать может привнести больше оттенков и размеров в производство стекла, команды профессионалов из разных стран уже вкладывают огромные деньги и время, чтобы реализовать ту же мечту.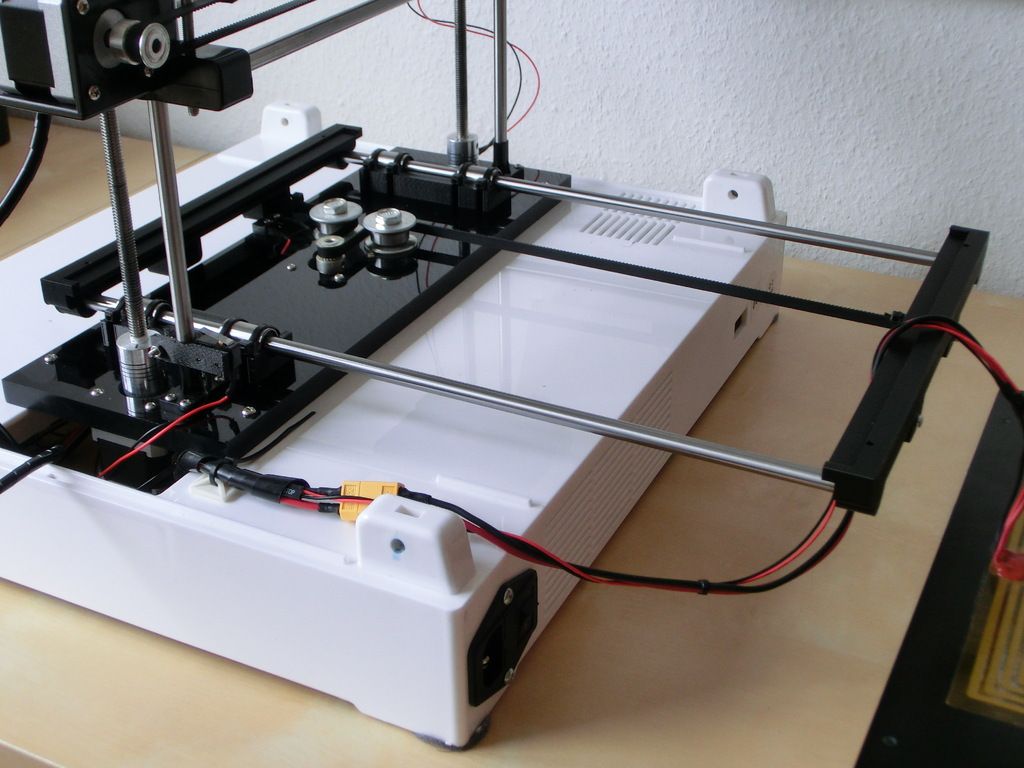
Итак, давайте рассмотрим различные разработки, которые уже были реализованы по всему миру, и как далеко мы продвинулись с точки зрения эффективности, когда речь идет о стекле для 3D-печати.
Прежде чем мы это сделаем, давайте рассмотрим проблемы, связанные с успехом 3D-печати стекла.
РЕКЛАМА
Какие проблемы возникают при 3D-печати стеклом?
Стекло
из-за его физических и химических свойств трудно использовать в аддитивном производстве. Вот почему ученые годами работали над инновационными решениями для 3D-печати стеклом.
Было много меньших успехов, пока команда Массачусетского технологического института не нашла способ создавать 3D-печатное стекло. Теперь действительно возможно сохранить реальные свойства материала при использовании его для 3D-печати.
В прошлом было предпринято много попыток приручить стекло для 3D-печати, однако полученным моделям не хватает прозрачности и точности. Печатать не так просто, как с пластиком.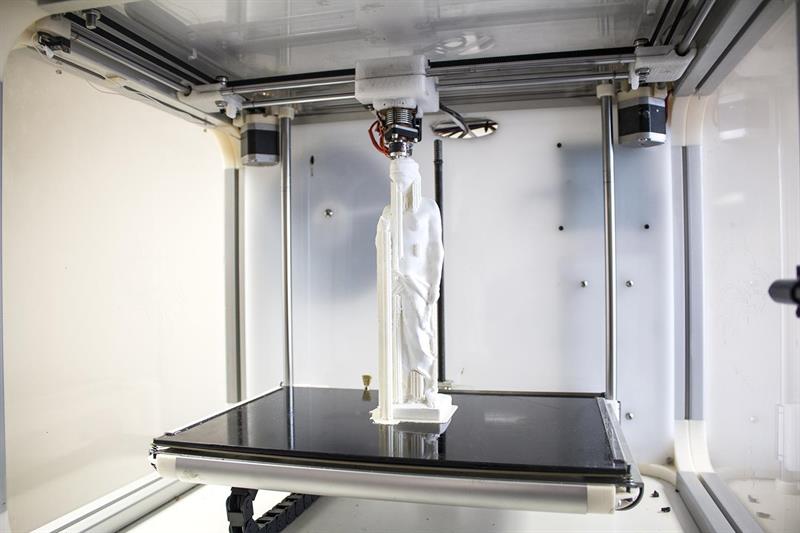
Следовательно, долгое время считалось, что технология 3D-печати больше связана с работой с пластиком и связанными с ним материалами.
Со временем это представление изменилось. Различные процессы 3D-печати развивались помимо стереолитографии и FDM, которые изменили восприятие отрасли. Производители перешли на 3D-печать металлом, и печать стеклом тоже казалась жизнеспособным вариантом.
Однако это было не так просто, как с любым другим материалом, задействованным в 3D-печати. Следовательно, потребовалось так много времени, чтобы поставить стекло среди других вариантов 3D-печати. Итак, с какими проблемами в конце концов столкнулись исследователи?
Самая большая из всех проблем заключалась в поддержании высоких температур, необходимых стеклу для поддержания потока через сопло.
Необходимость идеального протекания стекломассы через экструдер в зависимости от достигаемой температуры свыше 1000 градусов Цельсия долгое время удерживала профессионалов от воплощения теории в жизнь.
Были и другие испытания. Для работы при такой высокой температуре нужно было найти подходящее сопло. Из такого материала, который выдерживает такую огромную температуру, а также предотвращает прилипание стекла к его поверхности.
До появления 3D-принтера из Массачусетского технологического института исследователи использовали процессы струйной и спекающей 3D-печати, чтобы расплавить и соединить вместе крошечные частицы стекла. Однако в результате модель была непрозрачной, а не прозрачной.
Все эти проблемы задержали работу, и потребовалось более десяти лет, чтобы понять наиболее эффективный способ 3D-печати со стеклом.
РЕКЛАМА
Подробнее об исследованиях MIT по стеклу для 3D-печати
После множества проб и ошибок Массачусетский технологический институт недавно опубликовал статью по 3D-печати и аддитивному производству, объясняющую новое и улучшенное решение для 3D-печати для работы со стеклом.
Исследовательская работа, подготовленная Майклом Стерном, Чикарой Инамура, Питером Хоуком, Даниэлем Лизардо и Нери Оксман, представила пересмотренную систему 3D-печати стеклом.
Утверждается, что этот новый процесс обеспечивает лучший контроль с точки зрения обращения со стеклянным материалом, а также улучшает результаты конечного продукта.
В этой системе команда объединяет технику управления движением по четырем осям с трехзонной системой терморегулирования. Мало того, система, придуманная как G3DP2, достаточно способна справиться с промышленным производством.
Для этого система предлагает лучшую производительность, более высокую надежность, высокую точность и возможность многократного использования. Всех этих преимуществ не было в более поздних системах.
Если говорить более подробно, то в новой и пересмотренной системе используются два разных ящика для переноски стекла. Одним из них является нагретый и герметичный ящик для хранения стекла в расплавленном виде.
Еще коробка, с термоконтролем для печати на стекле. Используя подвижную пластину, которая скользит вниз по одному слою за раз для подготовки 3D-моделей, система действительно использует 3D-печать для своей общей работы.
Есть еще одно специальное дополнение ко всей системе. Это тот факт, что процесс печати происходит при обеспечении того, чтобы стеклянные модели не впрыскивали примеси в период между их экструдированием и затвердеванием.
РЕКЛАМА
Где мы сейчас находимся с 3D-печатным стеклом?
Вы, должно быть, узнали об исследовании, проведенном в Массачусетском технологическом институте, довольно увлекательном. И это точно. Однако по многим различным причинам эту систему по-прежнему нельзя считать пригодной для сложных и высокотехнологичных приложений.
Те ниши, которые требуют создания точной микроструктуры, не почувствуют, что технология приносит им какую-либо пользу.
В основном из-за отсутствия высокого разрешения. При 3D-печати методом, предложенным MIT, изготовление ваз и небольших моделей не наметит никаких проблем с плохим разрешением.
Но этого нельзя сказать о приложениях, где необходимо создавать микроструктуры. И большинство высококлассных ниш, безусловно, хотели бы этого в будущем.
К счастью, 21 век не готов перестать нас всех удивлять. Помимо расплавленного стекла, есть и другие ответы на эту проблему.
Да, не так, как FDM 3D-печать, а больше похоже на другие технологии 3D-печати, есть несколько исследовательских групп, пытающихся сформулировать лучшие результаты при 3D-печати стекла.
Одна из групп под руководством немецкой команды из Технологического института Карлсруэ придумала новый способ печати стеклом с использованием стереолитографии, старейшего из всех процессов 3D-печати.
В процессе команда использовала особый тип фотоотверждаемого полимера, содержащий нанопорошок стекла. После этого модель поместили в камеру с температурой 1300 градусов Цельсия, чтобы выжечь фотоотверждаемый полимер и тем самым уплотнить стекло.
Другая группа из США, совместными усилиями исследователей из Университета Миннесоты, Ливерморской национальной лаборатории Лоуренса и Университета штата Оклахома, добилась прогресса в создании альтернативы стеклу для 3D-печати.
Эта группа снова продвинулась вперед со специальными чернилами. Однако вместо того, чтобы полагаться на стереолитографию, группа обработала чернила в процессе прямого письма чернилами и напечатала 3D-модели при комнатной температуре.
Все эти исследователи все еще находятся на начальном этапе, и нам еще многое предстоит выяснить в будущем. Тем не менее, положительные результаты и повышение производительности дают нам огромные перспективы в будущем.
Есть еще несколько инноваций, связанных со стеклом для 3D-печати, о которых вы должны знать. Итак, давайте узнаем больше.
РЕКЛАМА
Последние разработки
Потребность в разработке будет продолжать расти, поскольку мы будем чувствовать себя застрявшими с некоторыми ограничениями, преодолевая еще несколько. И похоже, что 3D-печатное стекло ставит перед экспертами аналогичные задачи.
Недавно исследователи из ETH Zurich подали заявку на патент, чтобы зарегистрировать новое изобретение на свое имя в области очков для 3D-печати.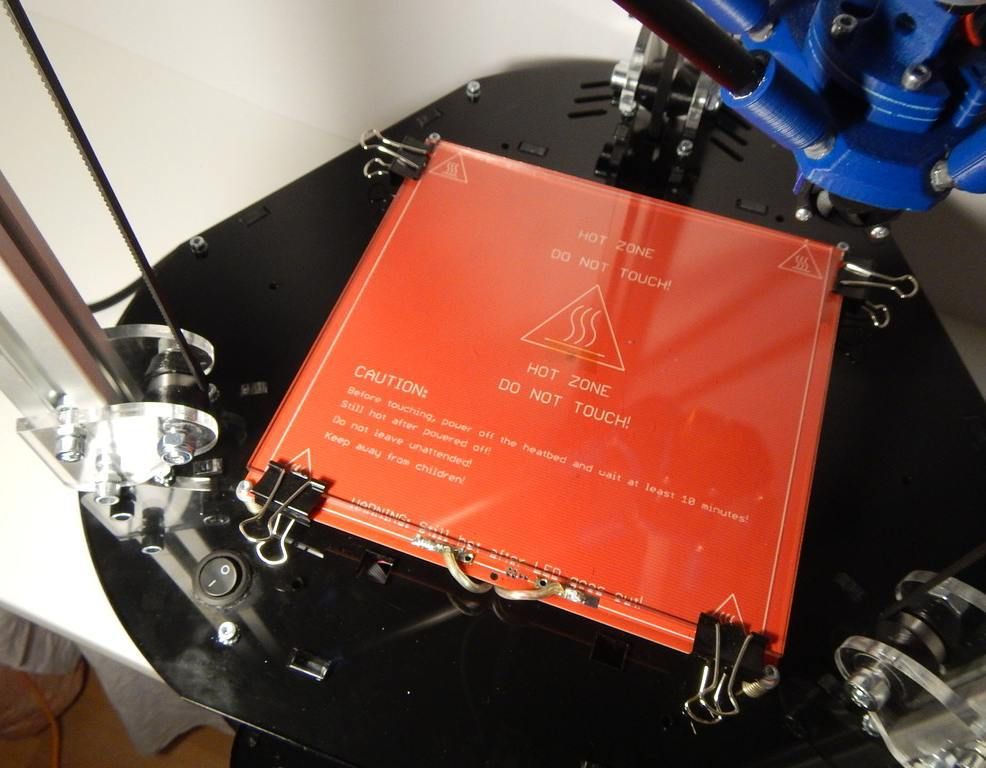
Используя технологию DLP, которая работает с фотоотверждаемыми смолами, например, стереолитографию, исследователи смогли производить сложные стеклянные модели, сохраняющие свои первоначальные свойства.
Используя специальную смолу, команда использует УФ-свет для отверждения каждого слоя за раз. Технология DLP доступна на коммерческой основе. Это означает, что тому, кто хочет напечатать стекло на 3D-принтере, не придется оставаться слишком далеко от досягаемости.
Процесс работает просто с введением УФ-света в желаемое поперечное сечение, в зависимости от 3D-файла.
В системе используется специальная смола, разработанная процессором ETH Андре Студартом. Эта специальная смола содержит тип пластика наряду с органическими молекулами. Прекурсоры стекла связываются с этими органическими молекулами.
И, как это происходит в процессе DLP, когда свет падает на поверхность смолы, она затвердевает. Пластичный полимер соединяется, образуя лабиринтную структуру.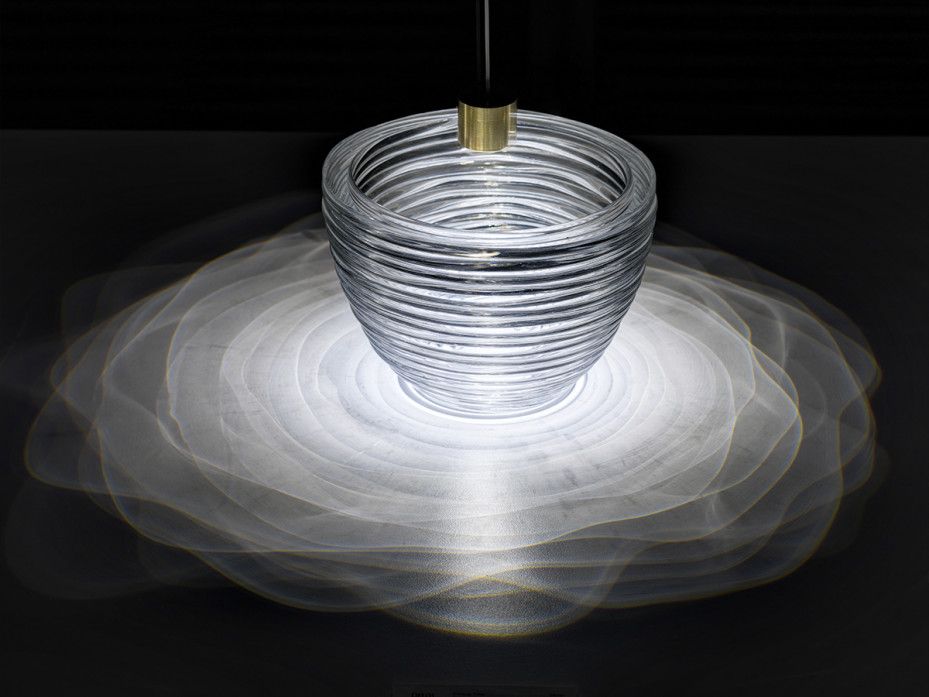 С другой стороны, органические молекулы, содержащие стекло, заполняют пробелы и трещины в лабиринтообразной модели.
С другой стороны, органические молекулы, содержащие стекло, заполняют пробелы и трещины в лабиринтообразной модели.
Лучшая и уникальная часть заключается в том, что пользователь может легко изменять различные параметры для каждого слоя отдельно.
Например, интенсивность света, которая при ослаблении приводит к увеличению пор и сдавливанию пор при более интенсивном освещении.
Помимо всех хороших новостей, связанных с сообществом 3D-печати, нужно быть готовым к компромиссу с большими моделями, такими как бутылки, оконные стекла и другие.
РЕКЛАМА
Крупная разработка – смола Glassomer
Glassomer, новая компания, начавшая свою деятельность в 2018 году из Германии, разработала специальную смолу под названием Glassomer Resin.
Компания утверждает, что пользователи могут использовать обычные процессы 3D-печати SLA или DLP для создания 100-процентных стеклянных моделей. Итак, как же выглядит эта смола и что в ней содержится?
Если говорить о внешнем виде, то смола должна быть чистой и прозрачной, с консистенцией, похожей на мед. Вы также можете найти небольшой оттенок.
Вы также можете найти небольшой оттенок.
Эта смола на 60 процентов состоит из стекла, а остальное пространство заполняется органическими связующими. Частицы стекла не видны, так как имеют размер от 50 до 100 нм.
Вопрос: Как это работает? Используя любой из двух процессов 3D-печати, пользователи могут создавать 3D-модели из стекла после успешного завершения необходимых этапов постобработки. Процесс SLA или DLP затвердевает фотоотверждаемой смолой, выбранными частями слоев за раз.
По завершении этого процесса вы получите 3D-модель зеленого цвета. Однако из-за пористости он будет иметь белый цвет. И, обрабатывая деталь по определенным шагам, можно добиться прозрачных результатов.
Сначала нужно нагреть зеленую часть до температуры 600 градусов Цельсия. Этот шаг поможет выжечь органические связующие вещества, о которых мы говорили ранее. Как только это произойдет, у вас останется коричневая часть, содержащая только стекло.
Позже вы должны снова нагреть получившуюся коричневую деталь до 1300 градусов Цельсия. Этот процесс заключается в дальнейшем спекании частиц стекла как единой части.
Этот процесс заключается в дальнейшем спекании частиц стекла как единой части.
Следовательно, полученная 3D-модель будет состоять из 100-процентного стекла, полностью прозрачного и не имеющего пор.
Это огромный скачок в области 3D-печати стекла. И, конечно же, ждем большего.
Заключение
3D-печать, хотя и была изобретена давно, все еще растет и со временем стремится к дальнейшему развитию. С таким большим количеством ожиданий, которые пользователи возлагают на эту технологию, она, конечно же, не собирается нас останавливать.
И 3D-печать стекла — это еще одна веха, которую мы уже забронировали.
Нас до сих пор окружает множество проблем. И найти устойчивую систему будет следующей целью исследователей, когда дело доходит до стекла для 3D-печати.
А почему бы и нет. До сих пор нам это удавалось, мы уже преодолели множество проблем. И намерение выйти за рамки этого определенно будет оправдано.
Нам необходимо не только довести очки до 3D-печати, но и сделать систему доступной на коммерческой основе.
Если технология не станет массовой, она по-прежнему будет ограничена, будь то 3D-печать стекла сложной геометрии или не такие сложные 3D-модели.
Нери Оксман из Массачусетского технологического института об истинной красоте 3D-печатного стекла
Чикара Инамура
Деталь напечатанного на 3D-принтере объекта с внезапным изменением цвета в верхнем кольце и градиентом внизу.
На прошлой неделе сообщество аддитивных производителей и поклонники дизайна во всем мире с волнением приветствовали стекло в растущем списке 3D-печати.
средства массовой информации. Разработано командой, состоящей из Медиа-лаборатории Массачусетского технологического института
Matter Group, машиностроительный факультет MIT, MIT Glass
лаборатории и Института Висса Гарвардского университета, аддитивного производства.
Платформа G3DP (Glass 3D Printing) позволяет печатать на стекле различных форм, профилей и цветов, а, следовательно, с различными оптическими свойствами и степенью непрозрачности.
Полученные объекты захватывают дух и ослепляют, как и
экспериментальный процесс и процесс прототипирования группы, как подробно описано в ее статье «Аддитивные
Производство оптически прозрачного стекла», опубликованной в сентябре
выпуск 3D-печати и добавок
Производство (которое недавно было названо
Директор Лаборатории самосборки Массачусетского технологического института Скайлар
Тиббитса в качестве главного редактора). Кроме того, технология имеет большое значение в строительстве и строительстве.
Энди Райан
Потенциал
Архитекторы могут извлечь выгоду из
запатентованная технология во всем, от нестандартных стеклянных изделий с градуированными
механические и оптические свойства стеклянных строительных компонентов, которые могут «содержать,
поток и контролировать распределение газовых или жидких сред, таких как горячие или холодные
воздух, вода и фотосинтезирующие микроорганизмы по всей сети каналов и
пространственные карманы», — говорит Нери Оксман, директор группы Mediated Matter. «Мис [ван дер
«Мис [ван дер
Стеклянный небоскреб Роэ был для нас больше, чем источником вдохновения, потому что в его основе
это вера в то, что технологические инновации могут управлять формой и функциями. … [В этом
проект, мы хотели изучить возможность создания архитектурного
создание оболочек, которые одновременно являются структурно прочными, экологически информированными,
и иметь возможность удерживать и пропускать через них медиа».
Преимущества 3D-печатных материалов на основе стекла включают их
твердость, оптические качества, доступность и доступность, авторы статьи
написать. Традиционные методы аддитивной печати с использованием стекла требуют
спекание или SLM (селективное лазерное плавление). Однако, отмечают авторы, полученные продукты непрозрачны, хрупки и обладают плохими механическими свойствами. G3DP использует
проверенный временем процесс экструзии с расплавленным стеклом, применяемый
ремесленников и крупных производителей, чтобы «создать структуры, которые
геометрически настраиваемый и оптически настраиваемый с высоким пространственным разрешением
в производстве», — говорит Оксман. «Поскольку мы можем спроектировать и напечатать внешние и внутренние
«Поскольку мы можем спроектировать и напечатать внешние и внутренние
текстуры поверхности независимо — в отличие от выдувания стекла — мы можем управлять солнечным светом
коэффициент пропускания… [и] непрерывно изменять толщину, а также внутреннюю
Особенности.»
Энди Райан
Принтер
После полутора лет экспериментов и доработок,
команда построила принтер из алюминия и стали с объемом сборки 250 квадратных миллиметров на 300 миллиметров, который выдавливает стеклянную нить диаметром 10 миллиметров со скоростью печати 460.
кубических миллиметров в секунду и создает объекты, смоделированные в Rhinoceros, с
пользовательский скрипт Grasshopper.
Группа Mediated Matter в Медиа-лаборатории Массачусетского технологического института / Предоставлено 3D-печатью и аддитивным производством
Поперечное сечение принтера, показывающее (A) принтер во время изготовления; (B) патрон печи; (C) тигельная печь; и (D) печь с соплом.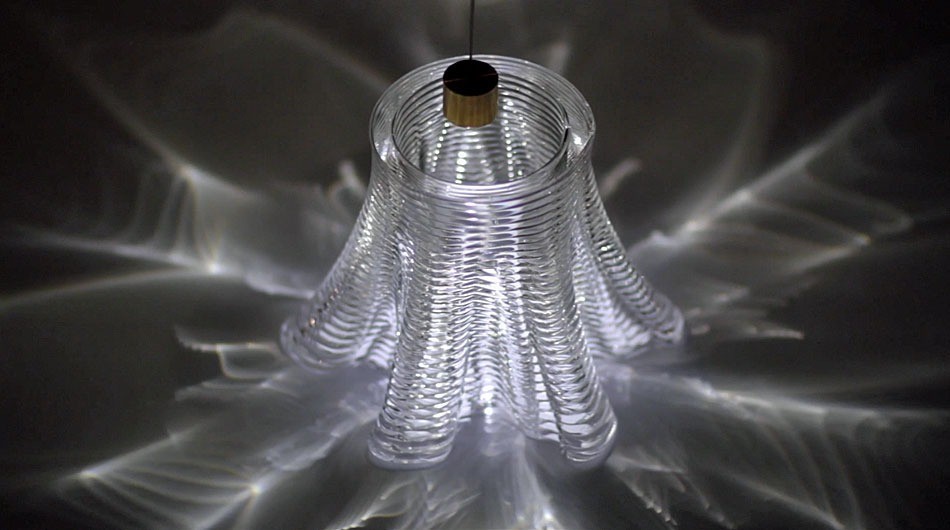 Пронумерованные части: (1) тигель; (2) нагревательные элементы; (3) сопло; (4) термопара; (5) крышка доступа к корму; (6) шаговые двигатели; 7 – рама принтера; (8) отжиг печати; (9) керамическая печатная форма; 10 – z-привод; 11 – керамическое смотровое окно; и (12) изолирующая юбка.
Пронумерованные части: (1) тигель; (2) нагревательные элементы; (3) сопло; (4) термопара; (5) крышка доступа к корму; (6) шаговые двигатели; 7 – рама принтера; (8) отжиг печати; (9) керамическая печатная форма; 10 – z-привод; 11 – керамическое смотровое окно; и (12) изолирующая юбка.
Группа Mediated Matter в Медиа-лаборатории Массачусетского технологического института / Предоставлено 3D-печатью и аддитивным производством
Метод печати эволюционировал от свободно падающего расплавленного стекла (А) до использования сопла (В) в камере отжига (С).
Принтер состоит из двух камер. Нагретый до
примерно 1040 C (1900 F), верхняя камера действует как печной патрон,
способный вместить достаточно расплавленного стекла, чтобы построить один архитектурный компонент. Нижняя камера служит отжигом для печати и поддерживается при температуре 480 ° C.
(896 F), чуть ниже температуры отжига стекла примерно 515°С (959°С).
F), чтобы охлаждающие печатные объекты избегали теплового удара. (Излучение от
(Излучение от
тепло стекла повышает температуру камеры до предела отжига
диапазон температур.)
Пользователи заливают расплавленное известково-натриевое стекло в
тигельная печь в верхней камере, которая подается в
насадка, которая наносит стеклянную бусину непосредственно на рабочую платформу внутри
отжиг печати. Три двигателя, управляемые микроэлектроникой Arduino, направляют
сопло по осям XYZ. Поток стекла инициируется путем ручного нагрева сопла и останавливается путем его охлаждения.
Команда экспериментировала с различными скоростями подачи, которые менялись.
ширина стеклянных слоев высотой 4,5 мм, прежде чем остановиться на 6,1
миллиметров в секунду, что немного превышает естественный расход, что привело к
более равномерный выход.
Результат
Большинство напечатанных объектов требовали постобработки. Острые края, где заканчивалась печать, и шероховатое дно, где объекты впервые соприкасались с строительной платформой , были отшлифованы. Чтобы печатать объекты с внезапными и плавными изменениями оттенка, команда
Чтобы печатать объекты с внезапными и плавными изменениями оттенка, команда
бросали цветные фритты в тигельную печь, когда она была частично заполнена
расплавленное стекло.
Команда также начала изучать возможности печати объектов с заданными оптическими свойствами. Полировка напечатанного на 3D-принтере стекла привела к высокой степени прозрачности при сохранении текстурированной печатной поверхности.
к рассеянию света и созданию потрясающих, очень сложных каустических узоров, когда
объекты освещались.
Mediated Matter Group в MIT Media Lab / Предоставлено 3D-печатью и аддитивным производством
Напечатанные объекты могут быть: (А) отполированы до высокой степени прозрачности; или (B) оставить с напечатанной текстурой для создания сложных каустических узоров при освещении.
Следующая фаза G3DP
В академических кругах работа никогда не заканчивается полностью. Исследование
Список пожеланий команды по усовершенствованию включает улучшение механизма подачи G3DP для
создать непрерывный поток расплавленного стекла через принтер; автоматизация
запуск, остановка и резка стеклянной нити; и используя др.
типы стекла помимо натронной извести.
«Настройка, обеспечиваемая геометрическими и оптическими вариациями
обусловленные формой, прозрачностью и даже изменением цвета могут управлять, ограничивать или
управлять передачей, отражением и преломлением оптического света», — говорит Оксман. Платформа G3DP может помочь создать «аэродинамические фасады зданий, оптимизированные для усиления солнечной энергии,
геометрически настроенные и изменяемые по толщине осветительные приборы … печатная оптоэлектроника или … сети каналов, встроенные в
архитектурная кожа, содержащая фотосинтетические среды для производства
биотопливо и электричество», — говорит она. «Think Center Georges Pompidou
без функциональных или формальных перегородок [но с] единым прозрачным зданием
кожа, которая может интегрировать несколько функций и иметь форму, чтобы настроить ее
производительность.»
Несколько стеклянных объектов G3DP появятся на выставке в Купер Хьюитт, Смитсоновский музей дизайна, в Нью-Йорке в следующем году.
Всего комментариев: 0