Задания по чпу: Задания на станках с ЧПУ — проверка сменного выполнения
Содержание
Задания на станках с ЧПУ — проверка сменного выполнения
Главная > Статьи > Проверка выполнения сменного задания
Проверка выполнения сменного задания
Основное преимущество CNC-VISION заключается в том, что система позволяет детально разобрать рабочую смену по каждому отдельно взятому станку. Это позволяет проводить проверку выполнения сменного задания и разбираться в причинах возникших несоответствий.
На любом серьезном предприятии рабочий день начинается с распределения сменных заданий, заблаговременно подготовленных мастерами участков. Разберем, для примера, рабочую смену на двух станках на базе действующего предприятия. Для удобства интерпретируем сменное задание из 1С в таблицу:
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
Номер станка
|
Испол-нитель
|
Номенклатура
|
Время на опера-цию
|
Кол-во задан-ное
|
Кол-во выпол-ненное
|
Плани-руемое время
|
Расчетное время выполнения
|
Наладка
|
Наладчик
|
Простои
|
|
P18
|
Иванов И.
|
Деталь 1
|
0,074
|
1
|
1
|
0,1
|
0,1
|
1
|
Васильев В.В.
| |
|
Деталь 2
|
0,091
|
1
|
1
|
0,1
|
0,1
|
0,25
|
Козлов И.С.
| |||
|
Деталь 3
|
0,07
|
1
|
1
|
0,1
|
0,1
|
1,5
|
Козлов И.С.
| |||
|
Деталь 2
|
0,091
|
15
|
15
|
1,4
|
1,4
| |||||
|
Деталь 3
|
0,07
|
19
|
19
|
1,3
|
1,3
|
Простой 0,25
| ||||
|
Деталь 1
|
0,074
|
9
|
9
|
0,7
|
0,7
|
Ожидание наладки 0,167, простой 0,5
| ||||
|
Деталь 4
|
0,047
|
29
|
29
|
1,4
|
1,4
|
Переналадка 0,666
| ||||
|
ИТОГО
|
5,1
|
5,1
|
2,75
|
|
1,583
| |||||
|
P19
|
Петров В.
|
Деталь 5 (обработка)
|
0,042
|
1
|
1
|
0
|
0
|
1
|
Козлов И.С.
| |
|
Деталь 5 (1 сторона)
|
0,049
|
1
|
1
|
0
|
0
|
1,75
|
Васильев В.В.
| |||
|
Деталь 5 (2 сторона)
|
0
|
1
|
1
|
0
|
0
|
0,5
|
Васильев В.В.
| |||
|
Деталь 5 (подготовка)
|
0,025
|
51
|
51
|
2,1
|
2,1
|
0
|
Ожидание наладки 0,5
| |||
|
Деталь 5 (1 сторона)
|
0,023
|
51
|
51
|
2,5
|
2,5
|
0
| ||||
|
Деталь 5 (2 сторона)
|
0,042
|
51
|
51
|
1,3
|
1,3
|
0
| ||||
|
Деталь 6 (обработка)
|
0,049
|
0
|
0
|
0
|
0
|
0
|
Замена инструмента 0,333
| |||
|
ИТОГО
|
5,9
|
5,9
|
3,25
|
|
0,833
| |||||
 И.
И. В.
В.Столбцы 1-5 заполняются мастером участка при планировании рабочей смены. Норму времени на операцию можно получить посредством интерфейса CNC-VISION на основе уже полученных данных (вывод нормы времени на деталь разберем в другой статье). Выполненное количество деталей фиксируется мастером участка по окончанию рабочей смены. Наладки и затраченное на них время (столбцы 9-10) также заполняются по окончанию смены. Планируемое и расчетное время (столбцы 7-8) рассчитываются исходя из выделенной нормы времени на одну деталь путем перемножения кол-ва (планируемого/выполненного) на норму времени для операции.
Норму времени на операцию можно получить посредством интерфейса CNC-VISION на основе уже полученных данных (вывод нормы времени на деталь разберем в другой статье). Выполненное количество деталей фиксируется мастером участка по окончанию рабочей смены. Наладки и затраченное на них время (столбцы 9-10) также заполняются по окончанию смены. Планируемое и расчетное время (столбцы 7-8) рассчитываются исходя из выделенной нормы времени на одну деталь путем перемножения кол-ва (планируемого/выполненного) на норму времени для операции.
Рабочая смена длится 12 часов, из них 1 час на обеденный перерыв и два перерыва по 15 мин. Итого имеем 10,5 рабочих часов.
Приступим к проверке данных из таблицы посредством интерфейса системы мониторинга CNC-VISION.
Начнем с того, что CNC-VISION автоматически фиксирует все запущенные программы на стойке УЧПУ, что в свою очередь при должном контроле полностью исключает возможность какой-либо «халтуры» со стороны оператора.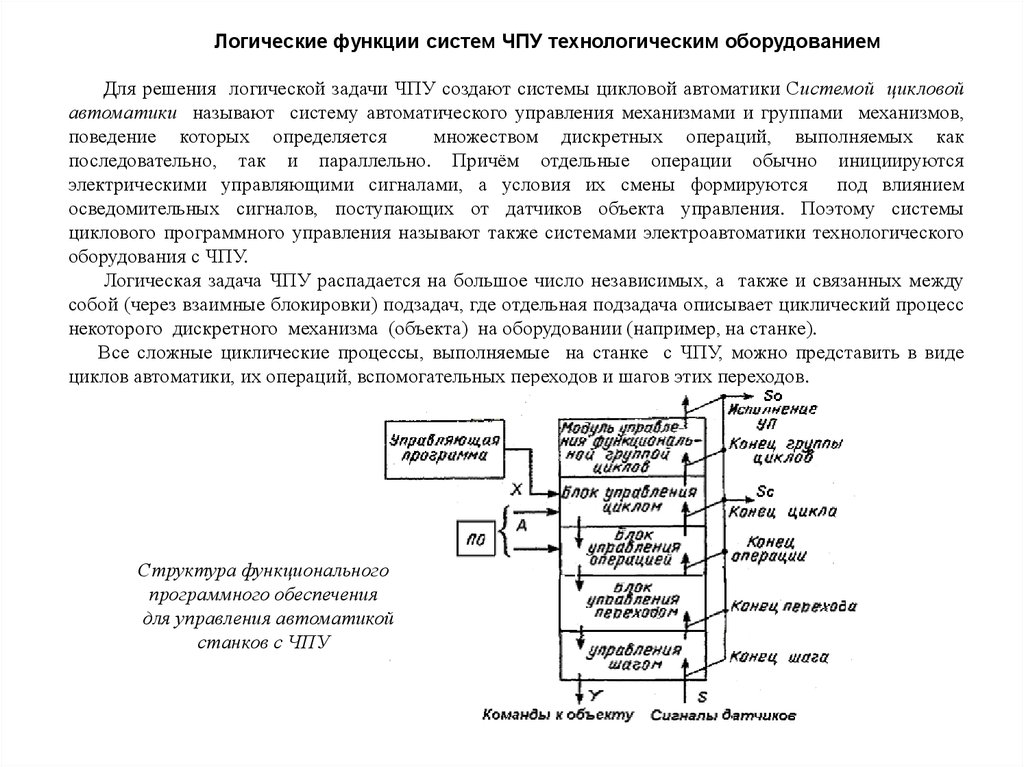
Данные об управляющих программах и количестве циклов можно вывести во вкладке раздела статистика (рис.1,2) для любого станка за любой временной интервал:
Рис.1. Счетчик деталей в разделе «Статистика»
Выведем диаграмму статусов за смену для станка P18.
Рис.2. Диаграмма статусов в разделе «Статистика»
Сразу возникает вопрос относительно времени наладки – на диаграмме 4 ч 13 мин, в отчете мастера 2,75 ч + 0,666 ч = 3,42 ч = 3 ч 25 мин. Получаем несоответствие 58 мин.
Начинаем разбираться.
Открываем линейную диаграмму за рабочую смену по выбранному станку (рис.3)
Рис.3. Линейная диаграмма статусов в разделе «Статистика»
Используя всплывающие подсказки (отображается при наведении курсора на интересующий участок времени) определяем на диаграмме когда и какая изготавливалась деталь и сколько времени заняли наладки на каждую из них, получаем:
|
Временной диапазон
|
Наименование операции
|
Время наладки из системы CNC-VISION, ч
|
Время наладки из отчета мастера, ч
|
|
7.
|
переналадка, деталь 4
|
0,666
|
0,666
|
|
9.15-11.05
|
наладка, деталь 1
|
1,833
|
1
|
|
12.15-14.50
|
наладка, деталь 3
|
2,583
|
1,5
|
|
16.25-16.40
|
наладка, деталь 2
|
0,250
|
0,25
|
 30-8.10
30-8.10 Как мы видим есть вопросы по наладкам на «деталь 1» и «деталь 3».
Смотрим подробнее информацию о переналадках в линейной диаграмме. Во время наладки на «деталь 1» был пятнадцатиминутный перерыв, это время вычитаем. Время наладки на «деталь 3» попадает частично на обеденный перерыв, также вычитаем.
9.15-11.05, деталь 1– превышение времени на наладку на 0,583 ч = 35 мин.
12.15-14.50, деталь 3 — превышение времени на наладку на 0,043 ч = 2,58 мин.
- Фиксируем замечание для мастера и службы наладки по детали 1 – превышение нормы на 35 мин.
Просмотрим линейную диаграмму на предмет других несоответствий сменному заданию:
- простои: с 00 до 11.30 система зафиксировала простой, который никак не отмечен в отчете. Фиксируем.
- ожидание наладчика: с 9.00 до 09.10 ожидание наладчика на «деталь 1» — отмечено в 1С, в 16.15 ожидание наладки на «деталь 2» — отсутствует в 1С, фиксируем замечание.
Тут же мы можем посмотреть не велась ли работа на завышенных/заниженных значениях скорости подачи. Для этого открываем вкладу графики (рис.4) и просматриваем на объект нарушений график «положение регулятора настройки скорости».
Рис.4. Счетчик деталей в графическом исполнении
Тут мы сразу видим период работы, где положение регулятора настройки скорости сервопривода было равно 200% с 7:43-7:56, сопоставляя с линейной диаграммой за смену определяем, что работа на ненормативных режимах велась во время наладки (прогон детали), значит вопрос к наладчику. Также отмечаем, что в период с 10:20-10:30 положение регулятора настройки скорости вращения шпинделя — 50% и далее до 10:45 постоянно меняется, как и положение регулятора скорости подачи. Похожая ситуация для периода 13:50-14:05. Фиксируем замечания.
Также отмечаем, что в период с 10:20-10:30 положение регулятора настройки скорости вращения шпинделя — 50% и далее до 10:45 постоянно меняется, как и положение регулятора скорости подачи. Похожая ситуация для периода 13:50-14:05. Фиксируем замечания.
P.S. Манипуляции с регуляторами скорости могут быть вызваны не только недобросовестностью оператора, но и неправильно определенными режимами в самой управляющей программе. Также важно понимать, что прописанные в УП режимы могут быть неоптимальными при переходе на новый инструмент или новый материал заготовок. Поэтому замечания по нарушениям режимов могут оказать полезную услугу для отдела главного технолога.
Просматриваем вкладку ошибки.
Рис.5. Ошибки в разделе «Статистика»
Как видим, смена прошла без происшествий, замечаний нет.
ПО АНАЛОГИИ ПРОСМАТРИВАЕМ ИНФОРМАЦИЮ ПО РАБОТЕ СТАНКА P19
Рис.6. Линейная диаграмма статусов по станку P19 за смену
Как мы можем наблюдать время на наладки/переналадки за рабочую смену для станка P19 практически равно выделенному времени в сменном задании.
Открываем линейную диаграмму по станку P19 за выбранную смену (рис.7).
Рис.7. Линейная диаграмма статусов по станку P19 за смену
В сменном задании отсутствует информация об ожидании наладки в 16-20. Фиксируем замечание.
Смотрим график положения регулятора настройки скорости (рис.8).
Рис.8. вкладка «графики» в разделе «статистика» по станку P19 за рабочую смену
Фиксируем продолжительные изменения положения регуляторов настройки скорости (более 10 мин) в период 12:10-12:22. Периоды где положение регуляторов настройки скорости «выкручены» в 0 игнорируем, так как данная ситуация эквивалентна простою и фиксируется соответствующим образом в линейной диаграмме за смену.
Просматриваем вкладку ошибки, здесь, как и в случае со станком P18, никаких ошибок не зафиксировано.
Других замечаний по станку P19 — нет.
Итак, мы можем проверить работу во время смены для всех станков. Необходимость детального разбора как в случае со станком P18 возникает не так часто, и на проверку смены для 60 станков у ответственного специалиста уходит не больше часа-двух в день. Удобный интерфейс системы мониторинга станков CNC-VISION .
Удобный интерфейс системы мониторинга станков CNC-VISION .
Другие статьи
Задачи чпу
Устройство ЧПУ
является управляющим по отношению к
станку. В то же время оно само является
объектом управления при взаимодействии
с окружающей средой, в качестве которой
выступает оператор, ЭВМ верхнего уровня
и т.д. Если рассматривать с этих позиций
задачи, которые оно должно решать, то
можно выделить следующие задачи:
Геометрическая
задача –
взаимодействие УЧПУ со станком для
управления формообразованием детали.
Решение данной задачи заключается в
отображении геометрической информации
чертежа в совокупность таких движений
рабочих органов станка, которые
материализуют чертеж в изделие.
Логическая задача
заключается
в управлении дискретной
электроавтоматикой, т.е.автоматизацией на станке вспомогательных операций
(зажим инструмента, смена инструмента
и т.д.).
Технологическая
задача заключается
в управлении рабочим процессом и
достижении требуемого качества обработки
деталей с меньшими затратами.
Терминальная
задача заключается
во взаимодействии УЧПУ с окружающей
средой.
4.1. Геометрическая задача
Сущность
геометрической задачи
можно определить следующим образом:
отобразить геометрическую информацию
чертежа в совокупность таких формообразующих
движений станка, которые материализуют
чертеж в конечном изделии. Каждый станок
имеет свой комплект электроприводов,
расположенных согласно системе координат.
Электроприводы расположены таким
образом, чтобы обеспечить обработку
деталей соответствующего класса, т.е.
перемещения инструмента (или заготовки)
вдоль направляющих.
Например, на станках
токарной группы профиль детали формируется
перемещением инструмента в одной
плоскости, поэтому станки данной группы
оснащены комплектом из двух приводов,
осуществляющих перемещения инструмента
вдоль продольных и поперечных направляющих.
Пример: Выборка
колодца (рис. 4.1) по контуру производится
на вертикально-фрезерном станке.
Обработка контура обеспечивается
совокупным движением детали по осям X
и Y,
закрепленной на столе станка. Вертикальное
перемещение инструмента по оси Z
отсутствует.
Обработка контура
1 производится фрезой 3, перемещаемой
по траектории 4, эквидистантной
к заданному
контуру.
Разделим траекторию
фрезы на элементарные участки, в качестве
которых используются прямая и окружность
(дуга окружности). В данном примере таких
участков будет шесть: 1─2; 2 ─ 3; 3 ─ 4; 4
─ 5; 5 ─ 6; 6 ─ 1. Точки 1 – 6 называются
опорными или
узловыми.
Существует несколько определений
опорных точек: два наиболее понятные
из них: опорные
точки − это
точки, размещенные на стыке элементарных
участков, опорные
точки − это
точки, в которых происходит изменение
уравнения, описывающего линию.
Можно
сказать, что программа управления
станком для обработки дан-
ного профиля
будет состоять из отдельных фрагментов
– кадров,
каждый из которых содержит информацию,
необходимую для обработки одного
элементарного участка.
Рис. 4.1. Обработка
контура на вертикально-фрезерном станке
4.1.1. Структура кадра управляющей программы
Каждый кадр
управляющей программы содержит информацию
в закодированном виде. Данные в кадре
представляются словами, состоящими
из буквенного адреса и числового
значения. Буквенный адрес определяет
назначение следующего за ним числового
значения.
На практике, обычно,
вместо понятия «информационное слово»
используют понятие «функция».
Примеры информационных
слов:
Формат числового
значения (количество знаков, обязательность
указания незначащих нулей, положение
разделителя целой и дробной части, а
также его присутствие), следующего за
буквенным адресом информационного
слова, общепринятый, но в некоторых
случаях производители УЧПУ используют
свой.
Например, задание
перемещения инструмента по оси ОХ на
125,5 мм, в
зависимости от УЧПУ, может
быть записано в кадре следующим образом:
Х 12550 или Х00125500 и т. д.
д.
К структуре кадра
предъявляются определенные требования:
Каждый
кадр должен начинаться со слова «номер
кадра» и заканчиваться словом «конец
кадра».Информационные
слова в кадре рекомендуется записывать
в определенной последовательности:
Номер кадра
N
x
x
xПодготовительная
функцияG
x
xРазмерные
перемещенияX,
Y,
Z,U…A,
B,
CПараметр
интерполяцииI,
J,
KФункция подачи
F
Функция главного
движенияS
Вспомогательная
функцияM,
TКонец кадра
LF
В
пределах одного кадра не должны
повторяться слова «размерные
перемещения», «интерполяция»,
«шаг резьбы».
В
пределах одного кадра не должны
использоваться слова «подготовительная
функция», входящие в одну группу.
Например, в одном кадре не могут
использоваться информационные словаG01 иG03,G02
иG03…
Структура кадра
управляющей программы в УЧПУ различных
производителей может несколько отличаться
от приведенной выше.
26 000+ рабочих мест в США (2 383 новых)
Перейти к основному содержанию
За последние 24 часа (2383)
Прошлая неделя (7005)
Прошлый месяц (18 625)
В любое время (26 881)
Компания-производитель (11)
Кубена и партнеры (10)
Служба выездного персонала, Inc. (4)
Coleys с ЧПУ (4)
Пиротек (3)
40 000 долларов + (16 106)
60 000 долларов + (5 207)
80 000 долларов США+ (912)
$100 000+ (283)
$120 000+ (93)
Форт-Уэрт, Техас (95)
Рочестер, Нью-Йорк (86)
Редмонд, Вашингтон (27)
Шаумбург, Иллинойс (19)
Окдейл, Пенсильвания (6)
Полная занятость (24 477)
Неполный рабочий день (783)
Контракт (1250)
Временный (263)
Волонтер (7)
Стажировка (313)
Начальный уровень (18 287)
Ассоциированный (1057)
Средний-старший уровень (4169)
Директор (274)
На месте (25 704)
Гибрид (892)
Удаленный (148)
Получайте уведомления о новых вакансиях Cnc в United States .
Войдите, чтобы создать оповещение о вакансии
Вы просмотрели все вакансии для этого поиска
Поиск вакансий в корпорации Lockheed Martin
Поиск вакансий в корпорации Lockheed Martin
Перейти к основному содержаниюПерейти к результатам поискаПерейти к фильтрам поиска
Сопоставьте вакансии с вашим профилем LinkedIn
Карьера Главная
- Результаты поиска
- Ваши сохраненные задания
Показано 15 из 27 результатов
Оператор станков с ЧПУ
Арчбальд, Пенсильвания
Дата публикации: 06.
 11.2022
11.2022
Идентификатор вакансии: 620280BRМеханик по механическому/электрическому управлению/Механик ЧПУ и техническое обслуживание
Орландо, Флорида
Дата публикации: 02.01.2023
Идентификатор вакансии: 595258BRТехнология управления ЧПУ/Fanuc/Mitsubishi/ремонт 5- и 6-осевых станков
Орландо, Флорида
Дата публикации: 02.01.2023
Идентификатор вакансии: 600375BRИнженер-технолог (обработка) — Орландо, Флорида
Орландо, Флорида
Дата публикации: 14.
 11.2022
11.2022
Идентификатор вакансии: 621412BRСтарший инженер-технолог — Орландо, Флорида
Орландо, Флорида
Дата публикации: 04.12.2022
Идентификатор вакансии: 623178BRПроизводитель инструментов и штампов
Оуэго, Нью-Йорк
Дата публикации: 14.11.2022
Идентификатор вакансии: 599968BRГлавный механик/наладка
Мариетта, Джорджия
Дата публикации: 25.
 10.2022
10.2022
Идентификатор вакансии: 619320BRМашинист
Арчбальд, Пенсильвания
Дата публикации: 06.12.2022
Идентификатор вакансии: 622704BRМашинист
Король Пруссии, Пенсильвания
Дата публикации: 28.11.2022
Идентификатор вакансии: 612749BRSr Optical Fabrication Tech/ 2-я смена / Optical Surfaces / Орландо, Флорида
Орландо, Флорида
Дата публикации: 06.
 12.2022
12.2022
Идентификатор вакансии: 623500BRНаладчик инструментов / Заточной станок
Камден, Арканзас
Дата публикации: 12.12.2022
Идентификатор вакансии: 585444BRНаладчик инструментов
Камден, Арканзас
Дата публикации: 28.11.2022
Идентификатор вакансии: 621894BRПриборы для летных испытаний (специалист по связи) — Ранняя карьера
Форт-Уэрт, Техас
Дата публикации: 03.

Всего комментариев: 0