3Д принтер для запчастей: 3D принтеры для автозапчастей купить в Москве
Содержание
Промышленный 3D принтер CreatBot D600 для больших деталей. FDM 3D печать запчастей для Автомобилей. Бизнес Идеи 2020
Содержание:
- 1. Выбор материала и характеристики стенда.
- 2. Выбор 3D модели на печать и настройка слайсера.
- 3. Заправка пластика и подготовка принтера.
- 4. Просчет и отправка на 3D печать колесного диска BMW.
- 5. Процесс печати.
- 6. Снятие детали и постобработка.
- 7. Итого.
Всем привет, Друзья! С Вами 3DTool!
Довольно часто нам задают вопрос, можно ли распечатать на 3D-принтере бампер для автомобиля? И это не расхожий мем в среде 3д-печатников, или какая-то приевшаяся шутка, например представители тюнинг ателье, действительно первым делом задают подобные вопросы, когда интересуются аддитивными технологиями. Что ж, мы решили напечатать что-то действительно внушительное за один запуск и оценить, насколько подходят FDM 3д принтеры для подобных задач? В качестве стенда для эксперимента выбран 3D принтер Creatbot D600 PRO один из самых могучих и в целом доступных по стоимости принтеров. Давайте пошагово разберемся, что к чему.
Давайте пошагово разберемся, что к чему.
1. Выбор материала и характеристики стенда.
Сперва подберем материал. Не трудно догадаться, что этот этап характеризуется возможностями имеющегося устройства. Как правило, крупные изделия всегда печатают из полимеров с небольшой усадкой и не подверженных деламинации, такими материалами, например являются PLA и его производные. Однако этот подход всего лишь дань памяти ограничениям первых видов доступных моделей FDM 3д принтеров в массе своей не обладавших закрытыми камерами и даже подогреваемыми столами.
Когда речь заходит о профессиональных устройствах, или даже промышленных, коим является наш стендовый Creatbot D600 PRO такие вопросы уходят на второй план.
Немного о принтере.
Подробный обзор Creatbot D600 PRO вы можете найти на нашем сайте в разделе статей по ЭТОЙ
ссылке. Мы же ограничимся цитированием его характеристик.
Как видим, Creatbot поддерживает практически все доступные на рынке материалы за исключением совсем редких. Значит в материале мы не ограничены, но что, если что-то пойдет не так? Лучше выбрать наиболее доступный по цене филамент, чтобы цена ошибки оказалась не такой болезненной. А значит различные композиты и инженерные термопласты мы отвергаем.
Значит в материале мы не ограничены, но что, если что-то пойдет не так? Лучше выбрать наиболее доступный по цене филамент, чтобы цена ошибки оказалась не такой болезненной. А значит различные композиты и инженерные термопласты мы отвергаем.
Так как печать задумана действительно объемная, вполне возможно, нам потребуется и пост обработка. А значит, исходя из всего вышесказанного лучше всего нашим требованиям подходит полюбившийся отечественным печатникам ABS.
Хоть этот материал и довольно сложен для новичков, благодаря системе подогрева камеры, мощному нагревательному столу и производительному цельнометаллическому экструдеру, печать этим материалом на 3D принтере CreatBot D600 PRO не должна вызвать каких-либо сложностей. К тому же мы будем пользоваться отлично себя зарекомендовавшим адгезивом от компании Picaso3D –
Однако вы можете использовать наиболее подходящий Вам вариант. Например, идущий в комплекте с устройством PVA клей карандаш.
Что ж, мы разобрались с материалом, выбрали адгезив, в нашем распоряжении 0.2 кубических метра объема рабочей камеры, два экструдера и выбор из различных диаметров сопла. Что же поставить на печать?
2. Выбор 3D модели на печать и настройка слайсера.
Для начала подберем сам предмет. Лучше всего габариты печати и наглядность продемонстрирует обыкновенный колесный диск автомобиля. И пусть установить его на машину будет не решаемой задачей ввиду выбранного материала, сравнить размеры с реальным предметом будет гораздо проще.
Открываем Thingiverse и выбираем диск, например от BMW.
Перед нами полная копия предмета с реалистичными пропорциями и толщинами. Настало время загрузить программу и отмасштабировать модель соответственно реальному прототипу.
Работать мы будем в слайсере Ultimaker Cura 4.4. Изначально 3D принтеры CreatBot, заточены под работу в родном софте CreatWare, но нас довольно часто просят показать настройку альтернативных слайсеров для работы с подобными устройствами и мы решили это продемонстрировать.
Для начала откроем идущий в комплекте CreatWare.
В меню Machine -> Add New Machine выберем исходный принтер.
Теперь откроем его настройки и зафиксируем их в памяти, или запишем в блокнот.
После этого открываем Cura 4.4
Изначально, в этой программе нашего устройства нет и для начала нам необходимо его добавить. Идем в Settings -> add printer -> add a non net-worked printer
И в выпадающем меню выбираем свиток Custom.
Чтобы не запутаться, укажите реальное название устройства в поле Printer Name и нажмите add.
После чего добавится новое устройство и мы сможем перейти к его настройке.
По нажатию Machine Settings нам откроется меню настроек принтера и теперь дело за малым. Перенести пошагово настройки из сохраненных нами параметров в Create Ware, а так же вписать подходящий стартовый G-code. В CreatWare вы можете найти его во вкладке star/End-Gcode. Он полностью совместим по синтаксису с Cura, тк по сути обе программы используют общий движок.
В CreatWare вы можете найти его во вкладке star/End-Gcode. Он полностью совместим по синтаксису с Cura, тк по сути обе программы используют общий движок.
После копирования всех настроек у вас должен получиться следующий результат:
Заметьте, диаметр второго сопла мы уже установили на 0.6 мм, т.к. печать мы планируем объемную и производительность для нас критична.
Следующий шаг – проверка все ли мы верно настроили, а так же откалиброван ли наш принтер.
Подробно останавливаться на настройках Cura 4.4 мы не станем, т.к. это тема для отдельной большой статьи, достаточно просто выбрать расширенные настройки и указать необходимые минимальные параметры нашей печати.
Т.к. сопло мы устанавливаем в 0.6 мм, толщина слоя будет 0.3 мм, ширина нити 0.7 мм, заполнение примерно 20% и Overlap заполнения около 30%, чтобы стенки спаивались с заполнением надежнее.
Cura 4.4 применяет систему профилей для материала, а значит нам необходимо будет завести новый профиль под наш пластик.
Для этого откроем Settings -> Extruder ½ -> Material -> Manage Materials
Выберите базовый материал и нажмите Duplicate.
В дублированном материале не забудьте поменять название Display Name и настройки температуры Print Settings
Теперь мы можем назначать этот материал нашему экструдеру.
Проверим все ли у нас получилось верно и отправим на печать тестовый файл.
Открываем модель и нажимаем Slice, настройки печати мы выбрали заранее. Важно сказать, что проверять мы будем печать двумя экструдерами, однако в будущем нам понадобится только один.
Получившийся G-Code сохраняем на флешку и вставляем ее в принтер.
3. Заправка пластика и подготовка принтера.
Время заправить пластик и откалибровать 3D принтер.
Для начала, установим катушку пластика ABS от ESUN. Отсек под пластик в принтере CreatBot D600 PRO располагается сзади в специальной нише, для каждой катушки отдельно.
Протягиваем нитку по направляющим и ловим на выходе у печатающего блока. Сделать эту операцию одному проблематично, так что прибегнем к помощи коллег. Итак, нитка на месте.
Продеваем ее в отверстие протяжного механизма и на дисплее выбираем меню Load Material.
Не забудьте поменять температуру пластика в меню Status, т.к. температуры по умолчание может быть не достаточно.
Отлично! Мы почти со всем справились.
Давайте выполним калибровку стола и запустим печать.
Creatbot D600 PRO оборудован специальным датчиком, позволяющим корректировать уровень рабочего стола в авто режиме – BL Touch.
Так что наша задача сильно упрощается. Достаточно просто запустить Auto Leveling из меню дисплея и убедиться, что калибровка выполнена корректно.
Достаточно просто запустить Auto Leveling из меню дисплея и убедиться, что калибровка выполнена корректно.
Для этого запускаем на печать наше тестовое задание и проверяем результат.
Кажется все получилось, переходим к заключительной части повествования.
4. Просчет и отправка на 3D печать колесного диска BMW.
Мы почти готовы начать нашу грандиозную печать. Осталось сделать пару последних действий.
Для начала, определим размеры нашего диска. Пусть его диаметр составит 17 дюймов.
Путем нехитрых вычислений получаем результат:
Что равняется ~ 431 миллиметру. Отмасштабируем нашу модель в программе.
Как видим, модель отлично помещается в рабочей области, однако давайте все же сожмем ее по высоте, чтобы получилось боле менее вменяемое время печати, т.к. мы ограничены по времени исполнения эксперимента. Кажется, 120 мм хватит с достатком.
Кажется, 120 мм хватит с достатком.
Оставляем настройки печати какие выставили в начале, однако дополнительно включаем поддержки:
Мы решили не использовать второй поддерживающий материал, т.к. результат был не предсказуем и тратить довольно дорогой Hips не хотелось. К тому же, с изделия таких размеров поддержки удалять одно удовольствие и мы используем только 1 экструдер.
Нажмем Slice получим довольно неплохой результат:
Проверив на Preview все ли нарезалось как надо, отправим G-code на принтер.
5. Процесс печати.
Итак, после того как принтер нагрелся, он еще раз автоматически проверит уровень стола и запустит печать. Самое важное сейчас проконтролировать правильность и ровность печати первого слоя и в дальнейшем периодически следить за процессом.
Ни в коем случае не оставляйте устройства с длительной печатью полностью без присмотра. Хоть D600 PRO и обладает необходимыми системами помощи и контроля, например защиту от выключения с возможностью начать с того же места когда была прервана печать, нельзя оставлять принтер полностью в одиночку.
Хоть D600 PRO и обладает необходимыми системами помощи и контроля, например защиту от выключения с возможностью начать с того же места когда была прервана печать, нельзя оставлять принтер полностью в одиночку.
Лучше всего проверять процесс каждые 5 – 10 часов, или установить вебкамеру.
Итак. Проследим за нашим прогрессом.
Еще чуть-чуть и диск будет готов..
6. Снятие детали и постобработка.
После того, как наша деталь готова, снимаем ее с платформы.
Довольно крупный слой в 300 микрон не очень хорош по качеству, поэтому мы применим технику сглаживания поверхности ацетоном. Для этого нам понадобится шпатель и кусачки чтобы удалить поддержки, кисть и бутылочка ацетона.
Наливаем ацетон в удобную емкость, обмакиваем кисть и аккуратно промазываем поверхность диска. В процессе должно получаться что то такое:
Так же, вы можете комбинировать эту технику со шкурением и дальнейшей покраской, чтобы добиться идеального результата.
Более подробно о постобработке, вы можете прочесть в ЭТОЙ нашей статье.
Что ж, а в результате наших усилий получился вот такой вот натуральный колесный диск.
А вот он же но в сравнении с реальным.
Давайте подытожим процесс нашего эксперимента.
7. Итого.
Для себя мы хотели ответить на главный вопрос – возможна ли 3D печать больших предметов из сложных пластиков практически во всю зону печати FDM 3D принтера?
— опыт показал что возможна.
Можно ли напечатать бампер на 3D принтере ?
— Можно, но делать это придется по частям, хоть и большим и в любом случае понадобится постобработка. А так же материал придется дополнительно армировать, т.к. в таких масштабах ABS все таки довольно хрупок.
Подходит ли 3D принтер Creatbot D600 PRO для решения задач связанных с авто-тюнингом или печатью запчастей?
— Это сильно зависит от конкретной задачи, однако все указывает на то, что способностей этого устройства хватает на решение многих задач связанных с 3D печатью тугоплавкими пластиками в большом размере.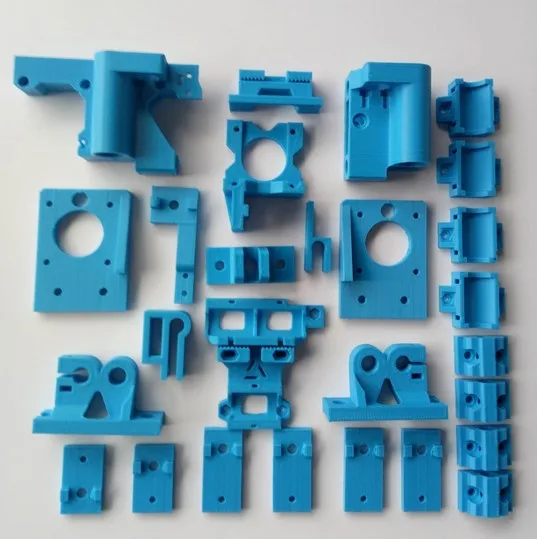
Что ж, лично нам результат кажется успешным. А что думаете Вы?
Пишите Ваши мнения внизу в комментариях.
А на этом у нас все! До новых встреч!
Приобрести 3D принтер Creatbot D600 PRO вы можете в нашей компании. Мы являемся официальным дистрибьютором завода производителя по продаже и сервису оборудования CreatBot3D на территории РФ.
Наши контакты:
• По электронной почте: [email protected]
• По телефону: 8(800)775-86-69
• Или на нашем сайте: http://3dtool.ru
Так же, не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
ВКонтакте
3D-печать запасных частей на замену импортным деталям
Новый год — новые санкции, и на этот раз серьезные. Массовый уход иностранных компаний с российского рынка грозит острым дефицитом запасных частей в целом ряде отраслей. Но есть и хорошие новости: многие комплектующие можно заменить 3D-печатными аналогами, и в этой статье мы поделимся несколькими наглядными примерами.
Но есть и хорошие новости: многие комплектующие можно заменить 3D-печатными аналогами, и в этой статье мы поделимся несколькими наглядными примерами.
На самом деле замещение деталей 3D-печатными аналогами и запасными частями давно практикуется многими предприятиями по всему миру — где-то в опытном порядке, а где-то и в плановом.
Siemens Mobility Russia
Например, в 2020 году компания Siemens Mobility приобрела два промышленных FDM 3D-принтера для своего российского подразделения с тем, чтобы печатать запасные части для скоростных поездов «Сапсан», курсирующих между Москвой и Санкт-Петербургом. Причиной такого решения стал даже не дефицит комплектующих, а сроки поставок, желание упростить логистику и добиться 99-процентной готовности подвижных составов.
«Таких показателей было бы физически невозможно достигнуть, полагаясь только на внешнее снабжение и традиционные производственные методы, но 3D-принтеры наделяют нас способностью эффективного в плане себестоимости локального производства комплектующих, тем самым снижая необходимость в складировании определенных запасных частей и инструментов.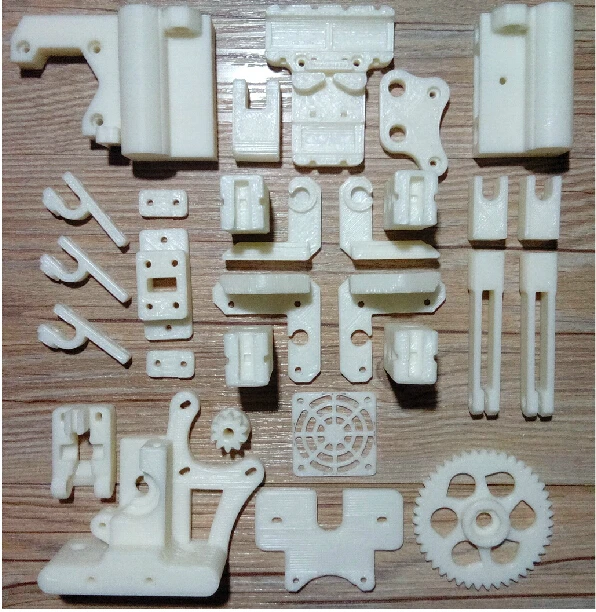 Мы уже наблюдали за успехом программы Easy Sparovation Part в Германии, где эта технология позволила Siеmens Mobility сократить временные издержки максимум на 95% в сравнении с традиционными методами производства. Поставка дополнительных тринадцати поездов Velaro приведет к необходимости долгосрочного обслуживания многочисленного парка с очень жесткими временными ограничениями. Соответственно, 3D-печать — идеальное дополнение к производственным мощностям, обеспечивающее гибкость в плане самостоятельного производства и замены деталей в любое время, по мере необходимости», — пояснил Алексей Федосеев, директор отдела сервисной поддержки российского подразделения Siemens Mobile.
Мы уже наблюдали за успехом программы Easy Sparovation Part в Германии, где эта технология позволила Siеmens Mobility сократить временные издержки максимум на 95% в сравнении с традиционными методами производства. Поставка дополнительных тринадцати поездов Velaro приведет к необходимости долгосрочного обслуживания многочисленного парка с очень жесткими временными ограничениями. Соответственно, 3D-печать — идеальное дополнение к производственным мощностям, обеспечивающее гибкость в плане самостоятельного производства и замены деталей в любое время, по мере необходимости», — пояснил Алексей Федосеев, директор отдела сервисной поддержки российского подразделения Siemens Mobile.
2050.Аддитивные технологии
Аналогичным путем пошла российская компания «2050.Аддитивные технологии», входящая в структуру группы 2050.DIGITAL. В 2019 году это предприятие взялось за создание целой фабрики по производству деталей для сервисных локомотивных депо и предприятий транспортного машиностроения, заручившись поддержкой двух отраслевых партнеров — АО «Трансмашхолдинг» и группы компаний «ЛокоТех». Мощности предприятия включают несколько десятков 3D-принтеров, в основном печатающих полимерными филаментами.
Мощности предприятия включают несколько десятков 3D-принтеров, в основном печатающих полимерными филаментами.
Специально под нужды нового предприятия 2050. DIGITAL подготовила базу данных с сотнями 3D-моделей всевозможных деталей, созданных методом обратного проектирования с применением 3D-сканирования: кнопок, ручек, держателей, втулок, креплений, элементов интерьера кабин и так далее. Компания называет такой подход «бесшовным контактом»: снабженцы в регионах могут выбирать в каталоге необходимые запасные части и отдавать команду на 3D-печать, быстро получая требуемые комплектующие.
Аbigo Medical
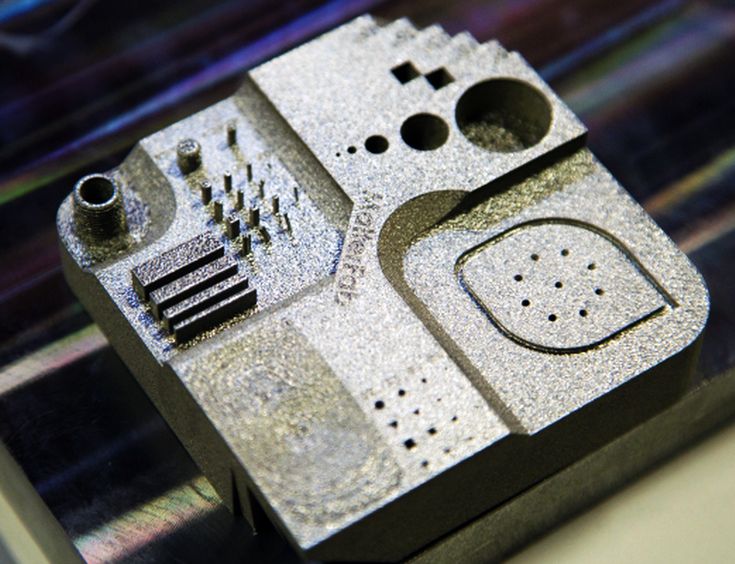
Можно ли заменить металлические детали пластиковыми запасными частями? Да, можно. Здесь на помощь приходят тугоплавкие конструкционные термопласты, например полиэфирэфиркетон (PEEK). В силу прочностных и температурных характеристик этот полимер способен заменять алюминиевые сплавы, да к тому же нетоксичен, что немаловажно, например, в медицинской или фармацевтической отрасли.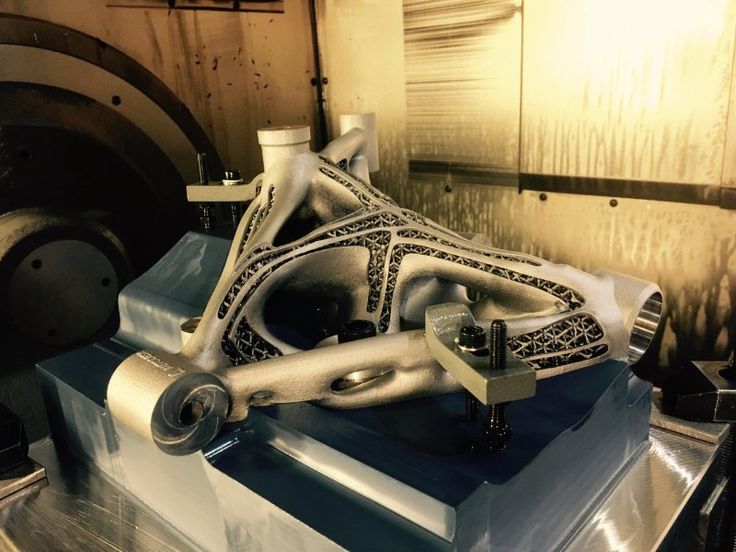
Наш следующий пример — шведская фармацевтическая компания Аbigo Medical, столкнувшаяся с необходимостью срочной замены изношенных роликов на упаковочной линии. На доставку запчастей требовались как минимум два месяца. В итоге руководство приняло решение заказать фирменные детали, но в то же время оперативно изготовить 3D-печатные аналоги, чтобы не терять деньги из-за длительного простоя. Дело осложнялось тем, что температура на сломавшейся линии колеблется в пределах 85-87°С, поэтому материал должен был быть не только прочным и нетоксичным, но и термостойким, и здесь PEEK проявил себя во всей красе.
«Мы ожидали, что 3D-печатные ролики продержатся неделю или две. К тому времени когда прибыли оригинальные запчасти, они проработали девять недель. Отдел контроля качества распорядился заменить самодельные ролики на заводские, но на тот момент 3D-печатные детали из PEEK все еще были в порядке и обошлись в десять раз дешевле, чем оригинальные», — рассказал технолог компании Аbigo Medical Линус Гёле.
CLAAS
А это пример из Краснодарского края: здесь работает (или, по-крайней мере, еще недавно работал) завод немецкой машиностроительной компании CLAAS, выпускающей сельскохозяйственную технику. В 2020 году конструкторское бюро CLAAS взялось за изучение возможности аддитивного производства отдельных компонентов и запчастей и сразу же добилось интересных результатов.
Одним из первых опытных образцов стал напечатанный на FDM 3D-принтере маятниковый рычаг рулевого привода для гусеничного шасси TERRA TRAC. Полимерная 3D-печатная деталь при стопроцентном соответствии оригиналу по максимальной нагрузке вышла на шесть килограммов легче, а это ни много ни мало 27-процентная экономия массы. Главный же момент в том, что на 3D-принтере могут быть воспроизведены запчасти для старых, уже не выпускаемых моделей, либо редко запрашиваемые детали, хранение которых на складе нецелесообразно, зато их можно быстро напечатать — в течение нескольких часов.
Ford
Некоторые же компании вообще предпочитают полагаться на 3D-печать даже не запасных частей, а оригинальных комплектующих. Разумеется, работает это не всегда. Аддитивное производство в основном целесообразно тогда, когда речь идет об изготовлении единичных или мелкосерийных деталей, а таких случаев немало, например в автомобилестроении.
Разумеется, работает это не всегда. Аддитивное производство в основном целесообразно тогда, когда речь идет об изготовлении единичных или мелкосерийных деталей, а таких случаев немало, например в автомобилестроении.
Компания Ford c 2018 года эксплуатирует в Детройте специально построенный центр продвинутых производственных технологий, оснащенный более чем двумя десятками 3D-принтеров по самым разным технологиям — от послойного наплавления полимерных филаментов (FDM/FFF) до селективного лазерного спекания металлических порошков (DMLS).
В том же году центр поставил первые серийные 3D-печатные детали — компоненты грузовых автомобилей F-150 Raptor для китайского рынка и спортивных Ford Shelby Mustang GT 500. Почему компания решила прибегнуть к аддитивному производству вместо литья? Просто потому, что обе эти модели планировалось выпустить ограниченными партиями, а развертывание литейного производства под выпуск нескольких тысяч пластиковых деталей оказалось нерентабельным. Вышло, что быстрее и дешевле напечатать требуемые комплектующие фотополимерными смолами, не тратя средства на дорогостоящую литейную оснастку.
Вышло, что быстрее и дешевле напечатать требуемые комплектующие фотополимерными смолами, не тратя средства на дорогостоящую литейную оснастку.
С уважением, команда, REC3D.
Магазин с самым большим выбором запчастей для 3D-принтеров OEM в США
Магазин с самым большим выбором запчастей для 3D-принтеров OEM в США
Поиск
Отдельные детали принтера
Используйте поле фильтра ниже, чтобы сузить запчасти, которые вы ищете:
Сортировать по:
Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице:
812162040100
Столбцы:
1
2
3
4
6
Добавить в корзину
Распорка кровати из нержавеющей стали — MK2/2S, MINI/+ (2 шт.
 в упаковке)
в упаковке)PB Select™
Сейчас:
2,99 долл. США
Прокладки PB Select™ для кровати с подогревом Prusa — упаковка из 2 шт.
Включает в себя: распорку станины из нержавеющей стали (2 шт.)
Подходит:MK2MK2SMiniMini+
Чтобы заменить эту деталь, обратитесь к руководствам по сборке Prusa. Обязательно следуйте руководству для…Добавить в корзину
Шаговый двигатель (экструдер) MK2/S, MK2.5/S, MK3/S/+ | Я ДЕЛАЮ
Двигатели LDO
Сейчас:
24,95 $
Шаговый двигатель, совместимый с Prusa i3 Series (от LDO Motors)
Сопоставим со стандартным двигателем, включает встроенный провод с защелкивающимся разъемом для серии Prusa i3.
Включает в себя: шаговый двигатель (1 шт.)
Расположение: экструдер
Подходит:Prusa MK2Prusa MK2SPrusa MK2.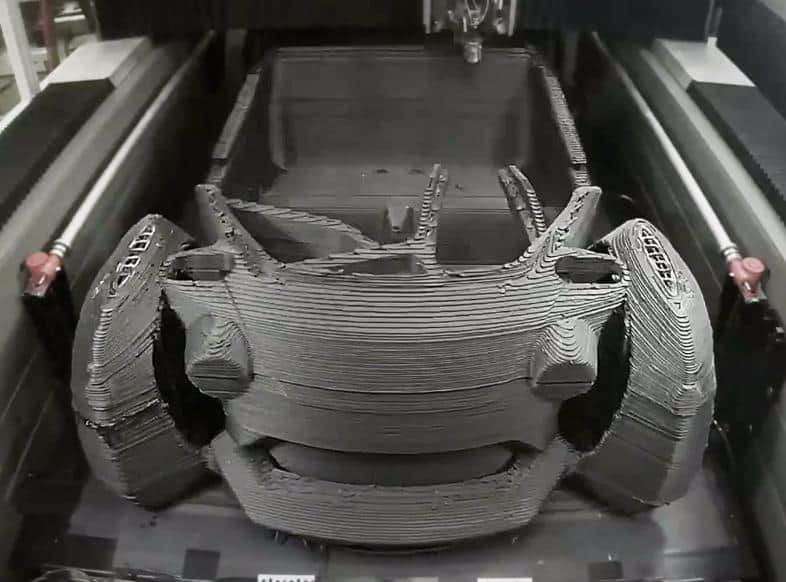 ..
..Добавить в корзину
Фланцевый подшипник 10 мм — Dreamer, Inventor, Guider, E3 Pro | Флешфордж
Flashforge
Сейчас:
2,99 доллара США
Фланцевый подшипник Flashforge
Включает: Фланцевый подшипник (1 шт.)
Размер: 10 мм
Подходит: DreamerDreamer NXInventorInventor 2Guider 2Guider 2S HTRobo E3 ProДобавить в корзину
30-контактный, плоский кабель 650 мм — Sidewinder X1 | Артиллерия
Артиллерия
Сейчас:
9,95 долл. США
Артиллерийский 30-контактный, 650 мм, кабель FFP
В комплекте: кабель (1 шт.)
Длина: 650 мм Штифты: 30
Подходит для: Sidewinder X1Добавить в корзину
Инструмент для удаления 3D-печати — скребок
Flashforge
Сейчас:
3,99 доллара США
Инструмент для удаления Flashforge 3D Print
Шпатель для снятия 3D-отпечатков с поверхности сборки. Это тот же инструмент, который поставляется со многими новыми 3D-принтерами Flashforge.
Это тот же инструмент, который поставляется со многими новыми 3D-принтерами Flashforge.
Включает: Шпатель (1 шт.)Добавить в корзину
Магниты для кровати 3 мм (4 шт.) — R1+ | Робо 3D
Робо 3D
Сейчас:
3,49 $
Магниты для кровати 3 мм для стеклянной кровати R1/+
Нанесите с помощью эпоксидной смолы и этих зажимов для достижения наилучших результатов.
Включает: Магнит (4 шт.)
Подходит:Робо R1Робо R1+
Примечание. Эти магниты имеют толщину 3 мм и не работают с последней версией 2.5 R1+, которая…Добавить в корзину
3 мм нить для поддержки жгута проводов Prusa | Совместимость с Прусой
PB Select™
Сейчас:
1,99 $
Нейлоновая нить PB Select™ 3 мм
Эта нейлоновая нить диаметром 3 мм используется в жгуте проводов принтеров Prusa i3. Длина составляет 50 см, что соответствует длине жгута проводов экструдера. При необходимости его можно обрезать до 30 см…
Длина составляет 50 см, что соответствует длине жгута проводов экструдера. При необходимости его можно обрезать до 30 см…Добавить в корзину
4010 Вентилятор (12 вольт) M2 | MakerGear
MakerGear OEM
Сейчас:
15 долларов США
4010 Вентилятор экструдера для MakerGear M2 — 12 вольт
В комплекте: вентилятор (1 шт.)
Напряжение: 12 В пост. тока Размер: 40x40x10 ммРасположение: корпус экструдера или электроники
Подходит: M2 (версия 12 В)
Это меньший из двух вентиляторов, установленных в…Добавить в корзину
40-мм металлический кожух вентилятора
PB Select™
Сейчас:
1,99 $
Металлический кожух вентилятора PB Select™
В комплекте: защита вентилятора (1 шт. )
)
Подходит для: вентиляторов 40×40 мм.
Примечание: крепежные винты в комплект не входятДобавить в корзину
40×10 Печать Вентилятор охлаждения (Blower Fan) Ender 3 V2 | Креативность
Креативность
Сейчас:
6,99 $
Вентилятор Creality Ender-3 V2
Это вентилятор, который охлаждает деталь при печати.
Включает: Вентилятор (1 шт.)
Подходит:Эндер-3 V2
Добавить в корзину
Вентилятор экструдера 40×10 мм, 24 В | MakerGear
MakerGear OEM
Сейчас:
15,00 $
Сменный вентилятор экструдера 40×10 мм, 24 В для 3D-принтера MakerGear M3/M2*
Это меньший из двух вентиляторов, установленных перед экструдером и также используемых внутри корпуса электроники.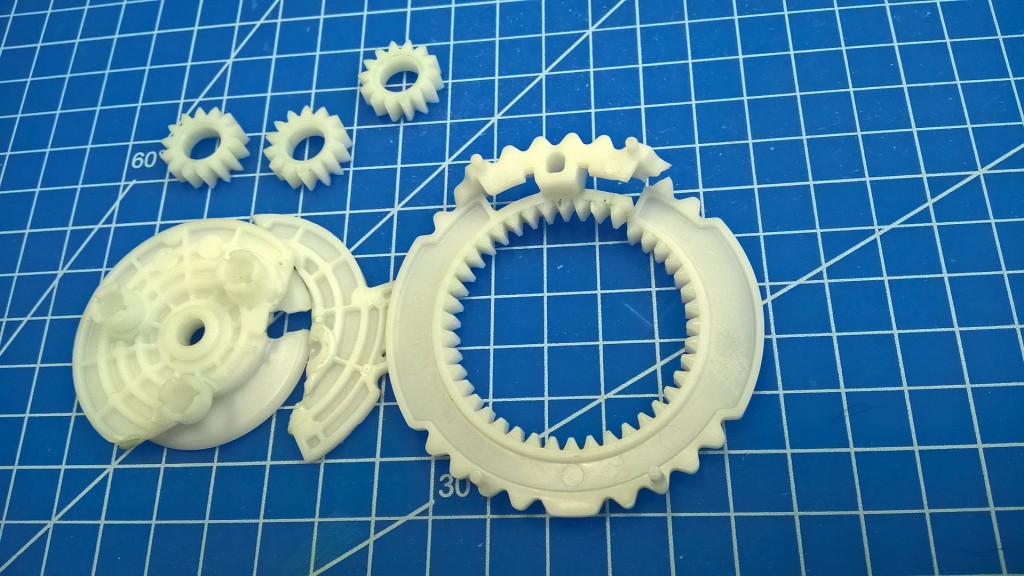
Этот вентилятор имеет разъем со шпонкой, защищающий от…Добавить в корзину
Вентилятор кровати M3 40×15 мм 24 В | MakerGear
MakerGear OEM
Сейчас:
15,00 $
24-вольтовый сменный вентилятор 40×15 мм для MakerGear M3
Этот вентилятор имеет ключевой разъем, защищающий от неправильного подключения. Во избежание выхода из строя всех вентиляторов не должно скапливаться пыль.
Запасные части Robo для принтеров R1+, R2 и C2
Используйте поле фильтра ниже, чтобы сузить список Robo 3D Printer запчастей, которые вы ищете:
Сортировать по:
Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице:
812162040100
Столбцы:
1
2
3
4
6
Добавить в корзину
Инструмент для удаления 3D-печати — скребок
Flashforge
Сейчас:
3,99 доллара США
Инструмент для удаления Flashforge 3D Print
Шпатель для снятия 3D-отпечатков с поверхности сборки. Это тот же инструмент, который поставляется со многими новыми 3D-принтерами Flashforge.
Это тот же инструмент, который поставляется со многими новыми 3D-принтерами Flashforge.
Включает: Шпатель (1 шт.)Добавить в корзину
Магниты для кровати 3 мм (4 шт.) — R1+ | Робо 3D
Робо 3D
Сейчас:
3,49 $
Магниты для кровати 3 мм для стеклянной кровати R1/+
Нанесите с помощью эпоксидной смолы и этих зажимов для достижения наилучших результатов.
Включает: Магнит (4 шт.)
Подходит:Робо R1Робо R1+
Примечание. Эти магниты имеют толщину 3 мм и не работают с последней версией 2.5 R1+, которая…Добавить в корзину
Прикроватные магниты 6 мм (4 шт.) — R1+ | Робо 3D
PB Select™
Сейчас:
$2,95
Магниты для кровати 6 мм для стеклянной кровати R1+
Обратите внимание: эти магниты имеют толщину 6 мм, они совместимы с новейшей кроватью v2. 5 R1, для которой требуются магниты 6 мм.
5 R1, для которой требуются магниты 6 мм.
Используйте эту эпоксидную смолу и эти зажимы для достижения наилучших результатов.
В комплекте: магнит для кровати (4…Добавить в корзину
Воздуховод (охлаждение печати) — Adventurer 3, MP Voxel, Robo E3 | Флешфордж
Flashforge
Сейчас:
6,99 долл. США
Воздуховод для экструдера Flashforge
Направляет воздух к печатаемой детали
В комплекте: воздуховод (1 шт.)
Подходит для: Adventurer 3Monoprice VoxelRobo E3
Примечание: не включает монтажные винтыДобавить в корзину
Воздушный фильтр — Adventurer 3, MP Voxel, Robo E3 | Флешфордж
Flashforge
Сейчас:
7,95 долл.
 США
СШАВоздушный фильтр Flashforge
Магниты на нижней стороне вентилятора камеры в верхней части камеры печати.
Включает в себя: HEPA-фильтр, угольный фильтр, корпус фильтра с магнитами.
Подходит:Adventurer 3Monoprice VoxelRobo E3Добавить в корзину
Подшипник (608ZZ) 8x22x7 | E3D
E3D
Сейчас:
$1,99
608ZZ Роликовый подшипник
В комплекте: подшипник (1 шт.)
Размер: 8x22x7 мм
Качественный роликовый подшипник с металлическими крышками для защиты от грязи на телах каченияДобавить в корзину
Подшипник (тип V) для экструдера | Флешфордж
Flashforge
Сейчас:
3,99 доллара США
V-образный подшипник экструдера Flashforge
Включает: V-образный подшипник (1 шт. )
)
Подходит для:Adventurer 3Adventurer 4Creator 3Creator 3 ProCreator ProCreator Pro 2Creator MaxCreator Max 2DreamerDreamer NXFinder 2Guider 2Guider 2S HTInventorInventor 2/SMonoprice VoxelRobo…Добавить в корзину
Подшипник — 8х22мм (608ZZ)
PB Select™
Сейчас:
$1,99
Роликовый подшипник
Включает в себя: подшипник (1 шт.)
Размер: 8x22x7 мм (608ZZ)
Подходит:Robo R1+Prusa MINIPrusa MINI+Prusa MMU2SДобавить в корзину
Bearing Under Build Tray — Adventurer 3, MP Voxel, Robo E3 | Флешфордж
Flashforge
Сейчас:
2,99 доллара США
Подшипник под сборочным лотком
Этот подшипник расположен на нижней стороне лотка рабочего стола.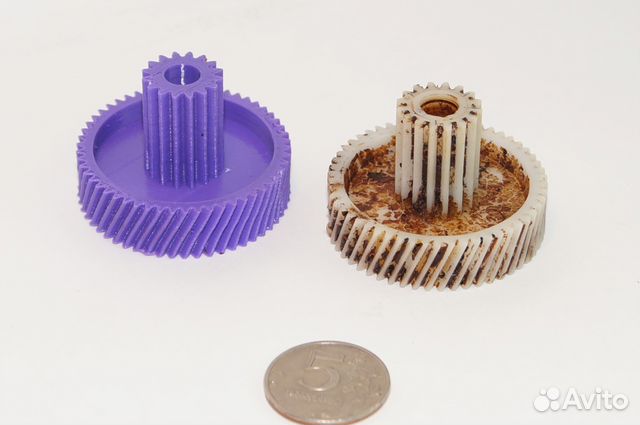
Размер: 12x4x4
В комплекте: подшипник (1 шт.)
Подходит для: Adventurer 3Monoprice VoxelRobo E3Добавить в корзину
Соединительный кабель для кровати — R1+ | Робо 3D
Робо 3D
Сейчас:
$12,95
Соединительный кабель Robo R1+ с подогревом кровати
Этот удлинительный кабель понадобится вам при переходе с кровати v1 (с длинным кабелем) на кровать v2 (с коротким кабелем). Купить стеклянную кровать V2 с подогревом R1+ можно здесь.
В комплекте: Кабель (1…Добавить в корзину
Соединительный кабель для кровати — R2 | Робо 3D
Робо 3D
Сейчас:
$15,95
Соединительный кабель кровати R2
В комплекте: кабель (1 шт.
Всего комментариев: 0