Фокусная линза лазера: ✅ Линза для лазерного станка – ЮСТО
Содержание
Виды фокусирующих линз для лазерных станков CO2 с ЧПУ и их предназначение
Фокусирующая линза в лазерном станке CO2 является принципиально важным звеном на пути движения лазерного луча от лазерной трубки до обрабатываемой заготовки. Фокусирующая линза завершает движение луча и необходима для создания зоны каустики луча. Зона каустики дает возможность лучу разрезать и гравировать материалы.
- D – диаметр светового потока
- f – фокусное расстояние
- d – диаметр светового пятна или иначе ширина реза
- 2z — зона каустики луча (зона протяжки), как видно на рисунке, определяет толщину разрезаемого материала.
Таким образом фокусирующая линза позволяет делать ширину реза детали минимальной и определяет максимально возможную толщину разрезаемого материала.
Длина каустической зоны 2z (Рис. 1) определяется мощностью излучения лазерной трубки. Обычно на 10 Ватт мощности приходится 1 миллиметр толщины реза. К примеру, если необходимо резать фанеру толщиной 10 миллиметр, то необходимо использовать лазерную трубку CO2 с мощностью излучения не менее 100 Ватт.
К примеру, если необходимо резать фанеру толщиной 10 миллиметр, то необходимо использовать лазерную трубку CO2 с мощностью излучения не менее 100 Ватт.
Виды фокусирующих линз
Линзы между собой различаются по нескольким параметрам:
- Материал изготовления
- Фокусное расстояние
- Диаметр
Материал изготовления
Чаще всего в лазерных станках СО2 применяются линзы с напылением: GaAs – арсенид галлия и ZnSe – селенид цинка.
Линзы GaAs с арсенидом галлия имеют темно зеленоватый цвет с металлическим блеском. Их особенностью является твердость и жесткость напыления, что значительно расширяет спектр их применения. Поэтому их используют в производствах, где при работе с материалом пылевые и абразивные частицы попадают на линзу.
Так же более устойчивы к ручной чистке, протирке. Исходя из этого являются более долговечными, но и более дорогими.
Линзы ZnSe – являются наиболее востребованными в лазерных станках СО2. Имеют желто-оранжевый цвет, прозрачные. Обладают высокой точностью, и меньшим поглощением за счет своей прозрачности.
Имеют желто-оранжевый цвет, прозрачные. Обладают высокой точностью, и меньшим поглощением за счет своей прозрачности.
Так же на линзах ZnSe лучше заметны загрязнения, что позволяет своевременно их чистить и иметь на выходе лазерный луч без оптических потерь.
Фокусное расстояние
По фокусному расстоянию линзы делятся на 3 категории:
- Короткофокусные линзы CO2 ( фокус f до 40 мм.)
- Среднефокусные линзы CO2 ( фокус f от 40 мм. до 75 мм.)
- Длиннофокусные линзы CO2 ( фокус f от 75 мм. и больше)
f – фокусная зона (Рис.1)
Фокус линзы подбирается исходя из поставленных задач резки и гравировки. Тут существует одна закономерность: чем меньше фокус, тем тоньше диаметр лазерного луча, но и меньше зона каустики (толщина реза), и соответственно наоборот.
Поэтому если необходима максимальная четкость гравировки, то выбирается короткофокусная линза, а если есть необходимость разрезать более толстый материал, то выбирается длиннофокусная линза.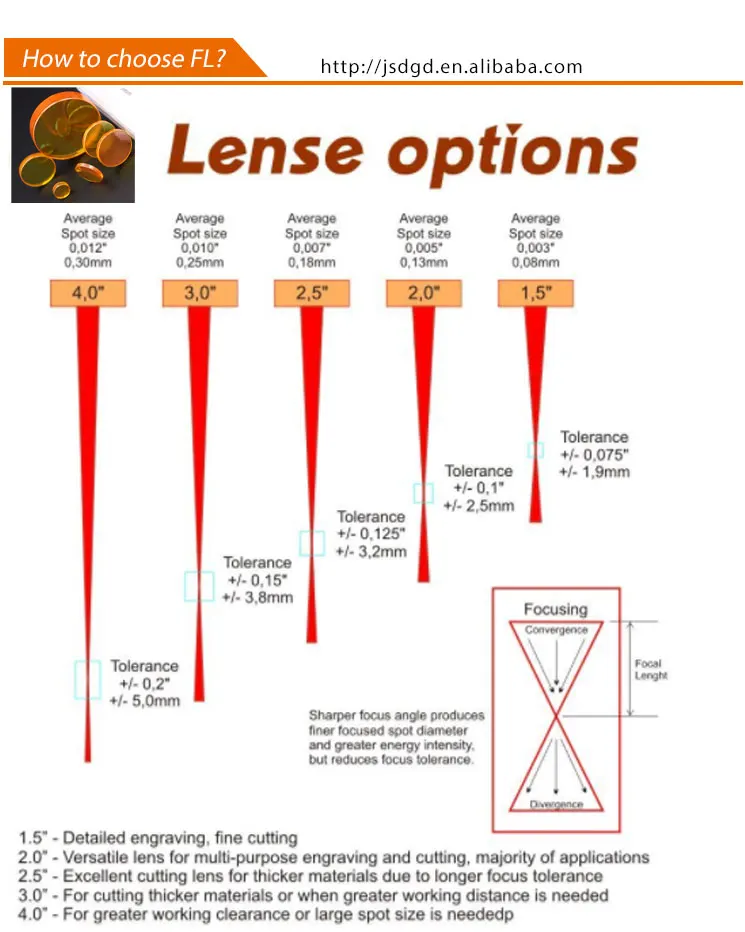
Среднефокусная линза является золотой серединой между резкой и гравировкой и поэтому стала самой популярной при работе на лазерных станках CO2. Чаще всего в базовом комплетке поставки станка идет именно среднефокусная линза.
Диаметр линзы
Диаметр линзы для лазерных станков CO2 варьируется в интервале от 12 мм. до 30 мм. И чаще всего зависит от размера станка и мощности лазерной трубки. Связано это с тем, что лазерный луч имеет коническую форму на расширение (рассеивание) и чем больший путь он проходит между двумя зеркалами, тем сильнее расширяется и соответственно для сбора луча в тонкий пучок требуется линза большего диаметра.
Поэтому если расстояние между зеркалом 2 и зеркалом 3 небольшое (менее 50 см.) то ставят линзы диаметром менее 20 мм. Если расстояние между зеркалом 2 и зеркалом 3 менее 180 см., то уже ставят линзу диаметром 20 мм., ну а если это расстояние больше 180 см., то ставят уже линзу диаметром 25 или даже 30 мм.
Надеюсь, что ознакомившись с данной статьей вы облегчите себе выбор оптимальной линзы под ваши задачи для работы на лазерном станке CO2.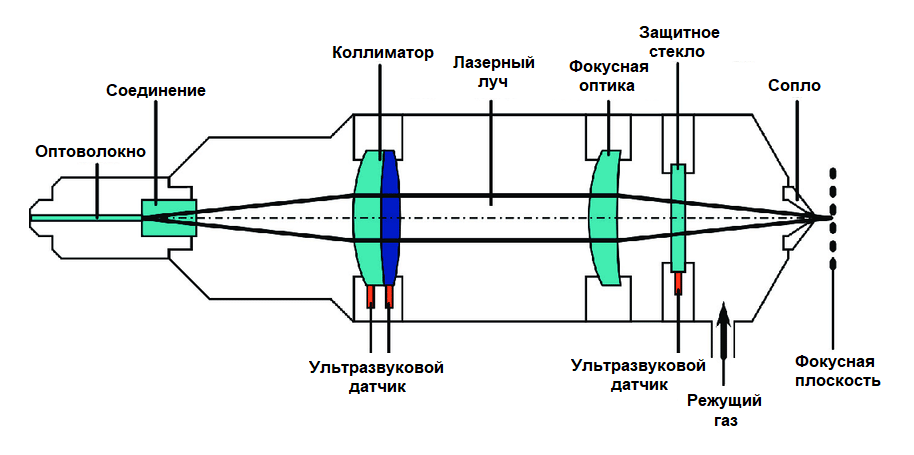 При бережном отношении к линзе, своевременной чистке вы обеспечите её долгосрочную работу и всегда будете иметь на выходе луч максимально возможной мощности без оптических потерь.
При бережном отношении к линзе, своевременной чистке вы обеспечите её долгосрочную работу и всегда будете иметь на выходе луч максимально возможной мощности без оптических потерь.
Каталог линз для лазерных станков — открыть.
Что дает длиннофокусная линза в лазерном станке
Длиннофокусная линза в лазерном станке является конечным пунктом оптического маршрута, который проходит лазер. Излучение зарождается в лазерной трубке, заполненной углекислотной газовой смесью, затем проходит через систему отражающих зеркал и только после этого попадает на линзу, которая перенаправляет поток к рабочему столу и сводит его в точку на поверхности обрабатываемого материала.
Линзы для фокусировки представляют собой небольшую лупу, плоскую с одной стороны и выпуклую с другой (вогнуто-выпуклые модели тоже встречаются, но используются реже). Самыми популярными материалами для изготовления лазерных линз служат арсенид галия (GaAs) и селенид цинка (ZnSe). Оба соединения отличаются устойчивостью к механическим воздействиям и высокотемпературным нагрузкам, однако, оптика из арсенида галия считается более долговечной.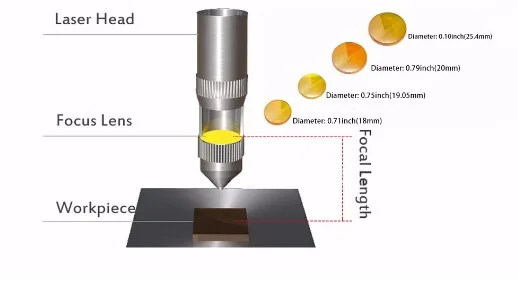
Ассортимент фокусировочных линз для лазерного станка включает в себя изделия из нескольких видов материалов, с различными типами напыления, а также разным диаметром и степенью выпуклости
Лазерный поток, как уже упоминалось, попадает на линзу и постепенно сужается с ее помощью до светового пятна на рабочем поле станка. Точка с наименьшим диаметром называется фокусом, а расстояние до нее, соответственно, фокусным расстоянием. В месте фокусировки лазерный луч достигает максимальной интенсивности и может за один проход разрезать любой неметаллический материал (допустимая толщина обрабатываемой поверхности зависит от мощности излучателя).
Длиннофокусная и короткофокусная линза: в чем разница?
Принцип фокусировки луча при помощи линзы, где D — диаметр потока, f — фокусное расстояние, d — диаметр светового пятна и 2z — зона каустики
Лазерный станок — это универсальное оборудование, которое позволяет резать и гравировать материалы, причем, луч будет одинаково точно и быстро работать как с тонкой папиросной бумагой, так и с фанерой максимально возможной толщины. Однако для корректной работы излучение должно быть правильно сфокусировано, иначе лазер будет недорезать материал, пережигать его, могут возникнуть искажения в воспроизведении изображения и прочие дефекты. Чтобы избежать этого необходимо правильно подобрать линзу, которая может быть короткофокусной, длиннофокусной или среднефокусной (универсальная). В чем же разница между первыми двумя и в каком случае используется каждый из вариантов?
Однако для корректной работы излучение должно быть правильно сфокусировано, иначе лазер будет недорезать материал, пережигать его, могут возникнуть искажения в воспроизведении изображения и прочие дефекты. Чтобы избежать этого необходимо правильно подобрать линзу, которая может быть короткофокусной, длиннофокусной или среднефокусной (универсальная). В чем же разница между первыми двумя и в каком случае используется каждый из вариантов?
Схематичное изображение различий в действии длиннофокусной и короткофокусной линз
Длиннофокусная линза (4-7,5 дюймов) — имеет большое расстояние между головкой излучателя и зоной обработки и обеспечивает качественную резку толстых материалов за один проход (8-10 мм и более). Не подходит для работы с деликатными поверхностями или высокоточной гравировки, так как дает большое световое пятно. Мощность излучения в точке реза получается меньше, чем у короткофокусной в связи с тем, что его плотность распределяется по всему диаметру пятна. Вместе с тем зона каустики (протяженность максимально сфокусированного луча) у таких линз больше, что и позволяет лазеру проходить глубоко в материал, оставляя ровный, без скосов, край.
Короткофокусная линза (1-1,5 дюйма) — используется для прецизионной резки мелких элементов из тонких материалов и сверхточной гравировки, например, при изготовлении любых печатей, включая те, которые соответствуют ГОСТу. Лазерное пятно, полученное после прохода потока через короткофокусную линзу, имеет наименьший из возможных диаметр, составляющий доли миллиметра. При этом концентрация мощности излучения будет максимальной из-за большой плотности частиц.
Свежее:
- Сферы применения лазерных станков с ЧПУ
- Лазерный сварочный аппарат
- Сравнение Wattsan 1610 LT и Zerder ACE 1610
- Идеи бизнеса на лазерном станке Zerder дома
- Новая линейка доступных станков Zerder
Популярное:
- Как бороться с факелом при резке фанеры на лазерном станке
- Обработка кожи на лазерно-гравировальном станке
- Принцип работы лазерного оборудования с ЧПУ
- Что такое чиллер для лазерного станка с ЧПУ?
- Как выбрать лазерный станок
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере
Газовый маркер
Волоконный маркер
Лазерные станки по дереву
Лазерные станки Zerder
Лазерный маркиратор
Лазерные станки по металлу
Лазерные станки Rabbit
Лазерные станки для гравировки
Лазерные станки WATTSAN
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях
оказания услуг
Оцените информацию на странице
Средняя оценка: 5
Голосов: 13
Лазерные линзы, оптика и фокус
НовичкамВ новостяхОптикаОптика
24. 11.2019
11.2019
23 818 5 минут чтения
В этой статье немного рассказывается о лазерной теории, а также о практическом применении оптических систем в типичном портальном CO2-лазере. Это статья начального уровня. В будущем будут созданы более продвинутые статьи.
1. ЛАЗЕРНЫЕ ЛУЧИ
Лазер состоит из усиливающей среды, механизма подачи энергии и элемента, обеспечивающего оптическую обратную связь. Усиливающая среда представляет собой материал, свойства которого позволяют ему усиливать свет за счет вынужденного излучения. Свет определенной длины волны, проходящий через усиливающую среду, усиливается.
Чтобы усиливающая среда усиливала свет, она должна получать энергию в процессе, называемом накачкой. Энергия обычно подается в виде электрического тока или в виде света с другой длиной волны. Свет накачки может обеспечиваться лампой-вспышкой или другим лазером.
Наиболее распространенный тип лазера использует обратную связь от оптического резонатора с парой зеркал на обоих концах усиливающей среды.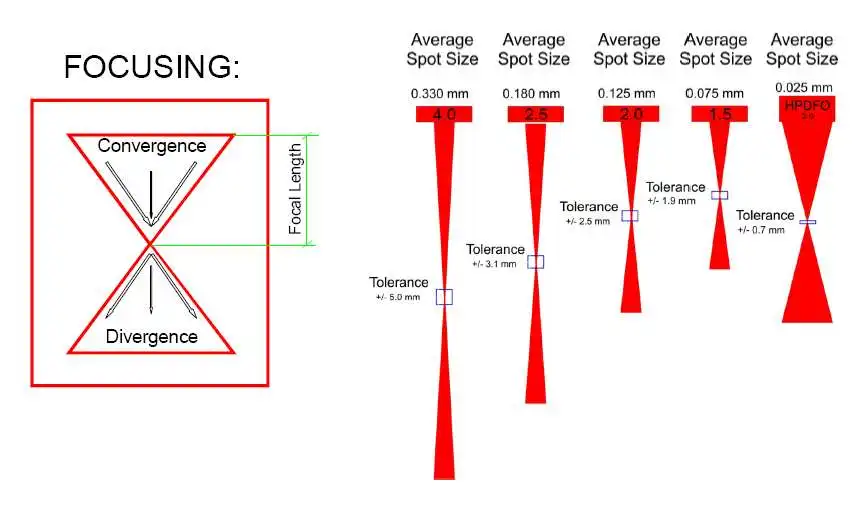 Свет отражается между зеркалами, проходя через усиливающую среду и каждый раз усиливаясь. Обычно одно из двух зеркал, выходной ответвитель, частично прозрачно. Часть света уходит через это зеркало.
Свет отражается между зеркалами, проходя через усиливающую среду и каждый раз усиливаясь. Обычно одно из двух зеркал, выходной ответвитель, частично прозрачно. Часть света уходит через это зеркало.
Участок луча, ближайший к соединителю, очень когерентный и параллельный. В дальнем поле пучок начинает расходиться. Диаметр луча на дальнем конце зависит от длины луча, но в случае обычного лазерного гравера он составляет около 0,24 дюйма. Луч отражается через зеркала к головке, в которой находится фокусирующая линза.
2. ЗЕРКАЛА
Направляющие зеркала направляют лазерный луч на головную и портальную транспортную систему и позволяют ей двигаться. Лазерные зеркала разработаны с высокой степенью отражения для определенной длины волны или диапазона длин волн с использованием различных подложек, покрытий или их комбинации.
Зеркала идеально подходят для лазерных приложений, где пространство ограничено, поскольку луч можно точно направить несколько раз, чтобы он попал в определенную область.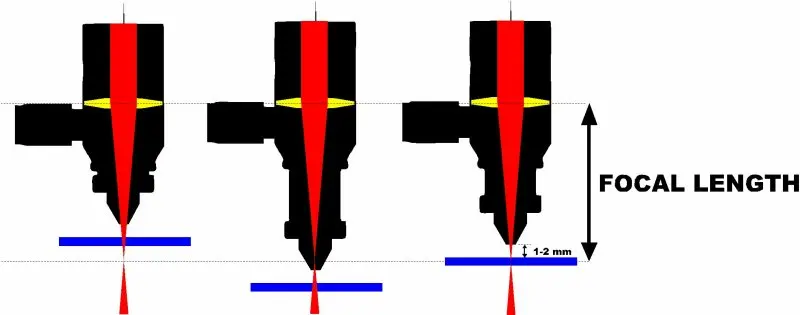 Мы кратко коснемся некоторых распространенных типов зеркал и их свойств:
Мы кратко коснемся некоторых распространенных типов зеркал и их свойств:
Si Зеркало: Силиконовое стекло с золотым покрытием, отличный коэффициент отражения, не годится для чего-либо выше 80 Вт.
Mo Зеркало: Молибден, очень прочный, но с самым низким коэффициентом отражения, отлично подходит для источников мощностью 80 Вт и выше.
Cu Зеркало: Медь, ниже золотого Si по коэффициенту отражения, но прочнее и лучше, чем Mo.
K9 Зеркало: Почти бесполезное позолоченное стекло (вероятно, из переплавленных молочных бутылок).
Si прослужит от 9 месяцев до года, медные прослужат год или больше, но легко царапаются и требуют постоянной чистки/полировки. Mo прослужит до 3 лет или около того, K9 … ну … вы действительно должны содержать их в безупречной чистоте и избегать ЛЮБЫХ царапин или дефектов.
Вот хак, который я выполнил на своем ULS-25. Я использовал старые пластины жесткого диска для изготовления «аварийного» зеркала (которое все еще находится в устройстве и работает ОТЛИЧНО). Правильный способ сформировать зеркало — вырезать его на фрезерном станке с ЧПУ, чтобы предотвратить коробление и деформацию, но в итоге я просверлил ряд небольших отверстий и использовал пару диагональных резаков, чтобы обрезать его. Это уродливо, но это сработало как шарм:
Я использовал старые пластины жесткого диска для изготовления «аварийного» зеркала (которое все еще находится в устройстве и работает ОТЛИЧНО). Правильный способ сформировать зеркало — вырезать его на фрезерном станке с ЧПУ, чтобы предотвратить коробление и деформацию, но в итоге я просверлил ряд небольших отверстий и использовал пару диагональных резаков, чтобы обрезать его. Это уродливо, но это сработало как шарм:
3. ФОКУСИРУЮЩИЕ ЛИНЗЫ
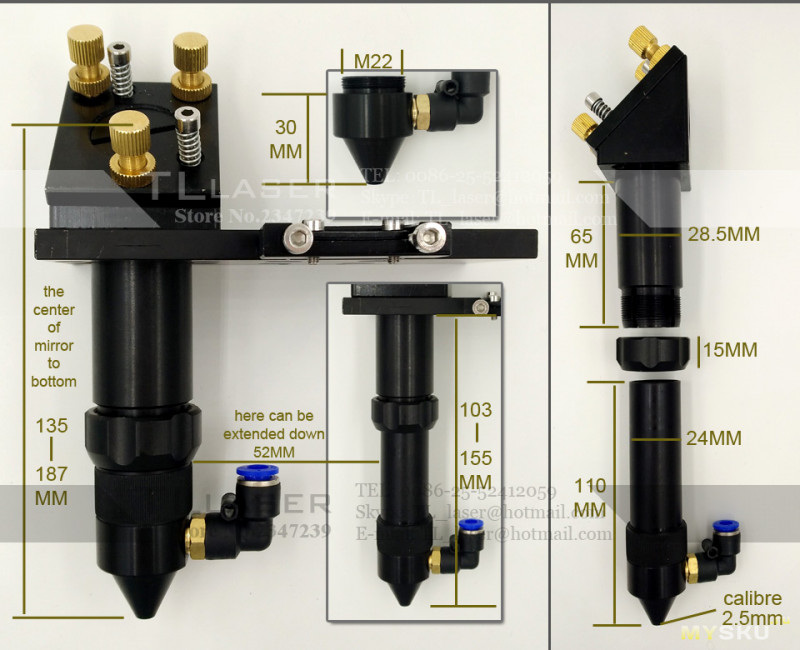
Фокусирующие линзы, которые чаще всего используются в K40 (а также в большинстве других аналогичных конструкций), представляют собой плосковыпуклые линзы из селенида цинка (ZnSe). Они изогнуты с одной стороны и плоские с другой. С плосковыпуклой линзой ИЗОГНУТАЯ СТОРОНА ПОДНИМАЕТСЯ (к лучу) и ПЛОСКАЯ СТОРОНА ВНИЗ (к работе). Другими словами, лазерный луч должен сначала пройти через изогнутую часть линзы. Объективы обычно обозначаются их фокусом. Самый распространенный объектив, поставляемый с K40, — это объектив 2,0 дюйма или 50,8 мм.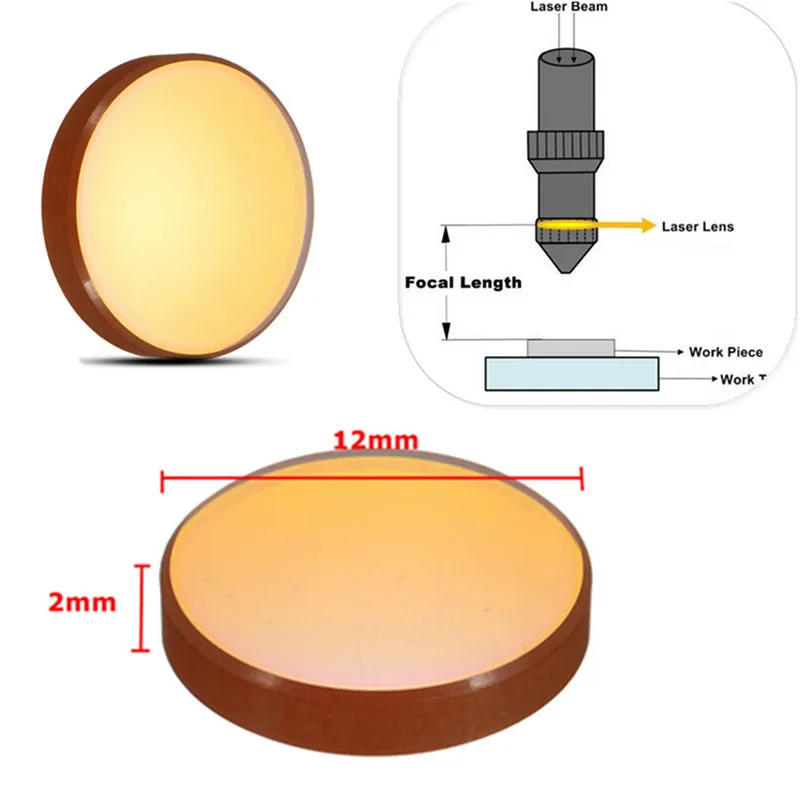 Это относится к фокусу или расстоянию между объективом и произведением. это не относится к диаметру. Диаметр стандартного объектива K40 составляет 12 мм. Многие люди заменяют заводскую головку на головку LightObject.
Это относится к фокусу или расстоянию между объективом и произведением. это не относится к диаметру. Диаметр стандартного объектива K40 составляет 12 мм. Многие люди заменяют заводскую головку на головку LightObject.
Вот схема, показывающая некоторые распространенные линзы и их фокусирующие свойства. Допуск — это фокальная плоскость или часть луча с почти одинаковым размером пятна. Фокусное расстояние находится от линзы до точной середины допуска (фокальной плоскости).
щелкните изображение, чтобы увеличить его
4. ЧИСТКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ПРИМЕЧАНИЕ. Необходимо следовать рекомендациям производителя, и они имеют приоритет над нашими рекомендациями.
Пыль и пятна на оптике могут вызвать рассеяние, а загрязнения на оптической поверхности могут реагировать с падающим лазерным светом и повреждать оптические покрытия. При правильном обращении и очистке оптики вы можете предотвратить ее повреждение и обеспечить ее постоянную работу.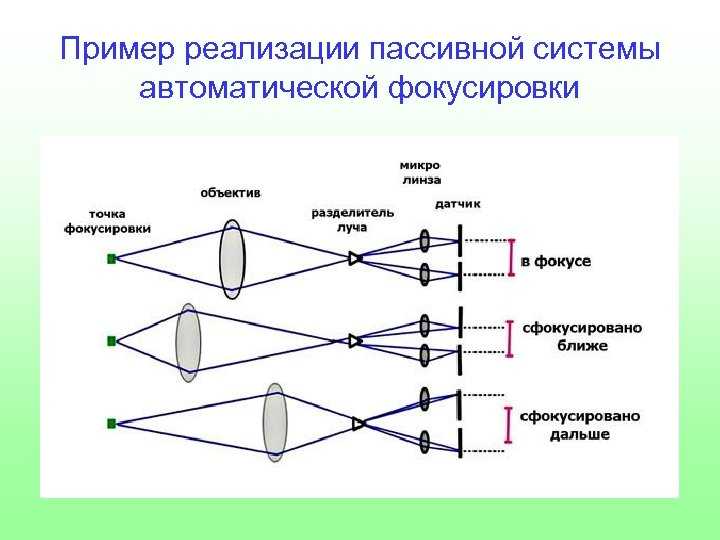
Если он не грязный, не чистите его! Обращение с оптикой увеличивает вероятность ее загрязнения или повреждения, поэтому чистить оптику следует только при необходимости.
Вы должны обращаться с оптикой в чистой среде с низким содержанием пыли. Поскольку масло и грязь с ваших рук могут испачкать или повредить оптические покрытия, вы не должны прикасаться к какой-либо пропускающей или отражающей поверхности оптики.
Осмотрите оптику на наличие пыли и пятен, поднеся ее к яркому источнику видимого света. Просмотр оптики под разными углами позволяет увидеть рассеяние от пыли и пятен.
Удаление пыли всегда является первым шагом в чистке оптики. Протирать пыльную оптику все равно, что чистить ее наждачной бумагой. Поэтому перед протиранием любой оптики всегда протирайте пыль баллончиком, сжатым и отфильтрованным воздухом или азотом.
Если на запыленной оптике нет видимых пятен после того, как вы пропылили ее, помните: «Если она не грязная, не чистите ее». Если он все еще грязный, правильное использование растворителей и салфеток для линз часто может помочь.
Если он все еще грязный, правильное использование растворителей и салфеток для линз часто может помочь.
Растворители для чистки стекол оставят полосы, а папиросная бумага или футболка поцарапают, поэтому всегда чистите оптику реагентным или спектрофотометрическим растворителем и салфеткой с низким содержанием ворса, предназначенной для очистки оптики.
Всегда используйте ткань для линз с растворителем, так как сухая ткань для линз может поцарапать оптические поверхности. Хорошим растворителем для использования является смесь 60% ацетона и 40% метанола. Метанол замедляет время испарения, а также растворяет мусор, который не очистил бы один ацетон.
Изопропиловый спирт безопасен и эффективен, но его относительно медленное испарение может оставить следы высыхания на оптике.
Очистка краев оптики перед очисткой ее поверхностей предотвращает попадание грязи на поверхность. Медленное вытирание позволяет растворителю испариться без образования полос. Помните, медленно и неуклонно чистите оптику.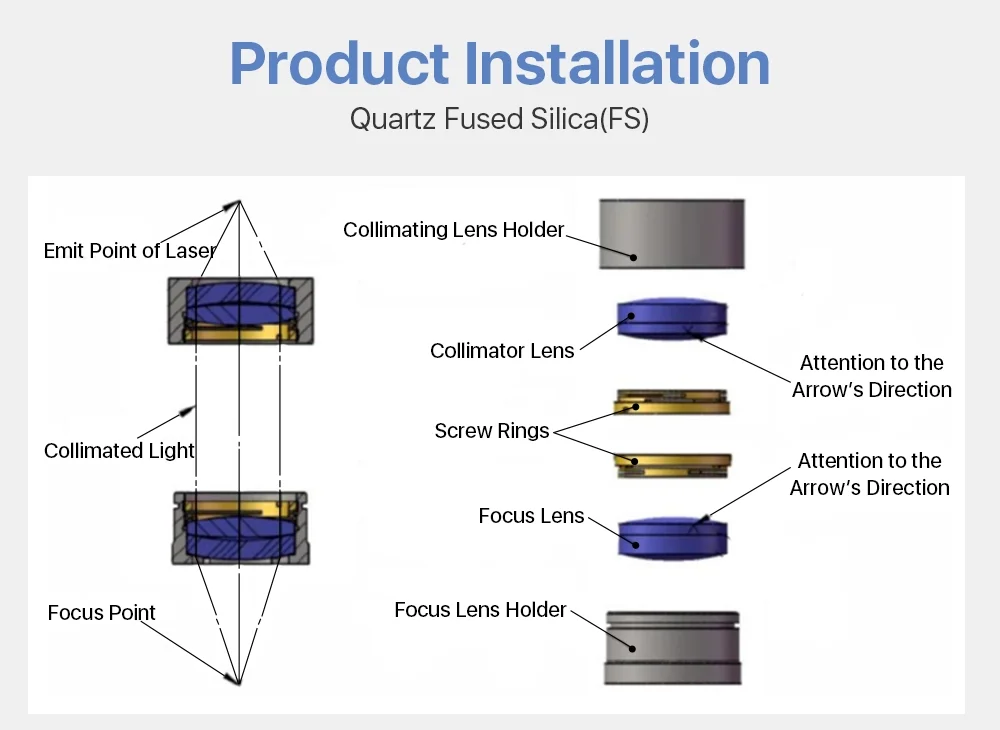
Для более мягких покрытий, которые легче повредить, мы рекомендуем использовать метод «погружения». Просто удалите пыль с оптики, а затем погрузите ее в ацетон. Если оптика сильно загрязнена, можно использовать ультразвуковую ванну.
Промойте и погрузите оптику в свежий растворитель несколько раз, пока она не станет чистой. Чтобы высушить оптику, осторожно сдуйте растворитель с одного направления, чтобы не оставить следов высыхания.
5. ТЕСТ ЛАМПА
Это мой взгляд на тест линейного изменения скорости:
Связанные статьи
Проверьте также
Закрывать
Как правильно выбрать фокусирующую линзу CO2 для моего применения?
Что делает фокусировочная линза?
Станки для лазерной резки и гравировки используют лазерный луч диаметром около четверти дюйма (240 тысячных).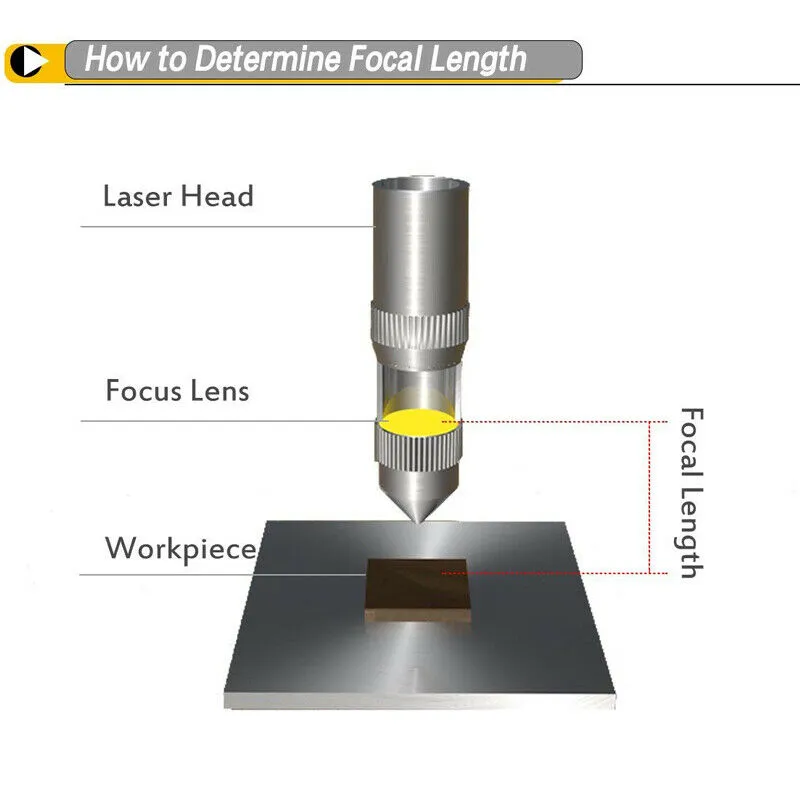 Для достижения качественной гравировки и точной резки в лазерном луче используется система зеркал и фокусирующих линз, которые перенаправляют лазер.
Для достижения качественной гравировки и точной резки в лазерном луче используется система зеркал и фокусирующих линз, которые перенаправляют лазер.
Лазерные системы используют плосковыпуклые линзы для фокусировки лазерного излучения. Лазерный свет входит в выпуклую линзу и начинает сходиться в фокусе, после пересечения фокуса свет снова расходится.
Этот фокус преобразовывает лазерный луч в очень маленькое и точное пятно с очень точными результатами для самых разных применений. Когда лазерный луч покидает фокусирующую линзу, находясь на идеальном фокусном расстоянии, он начинает делать разрез или гравировку, как показано ниже:
Допуск фокусировки (глубина резкости) — это область, в которой луч имеет наименьший диаметр. Чем больше линза, тем больше фокусный допуск. Это особенно важно, если вы хотите прорезать толстые материалы, и в этом случае вам понадобится линза большего размера. Чем короче фокусное расстояние объектива, тем быстрее он будет сходиться/расходиться, тем меньше будет фокусное пятно и меньше будет глубина резкости.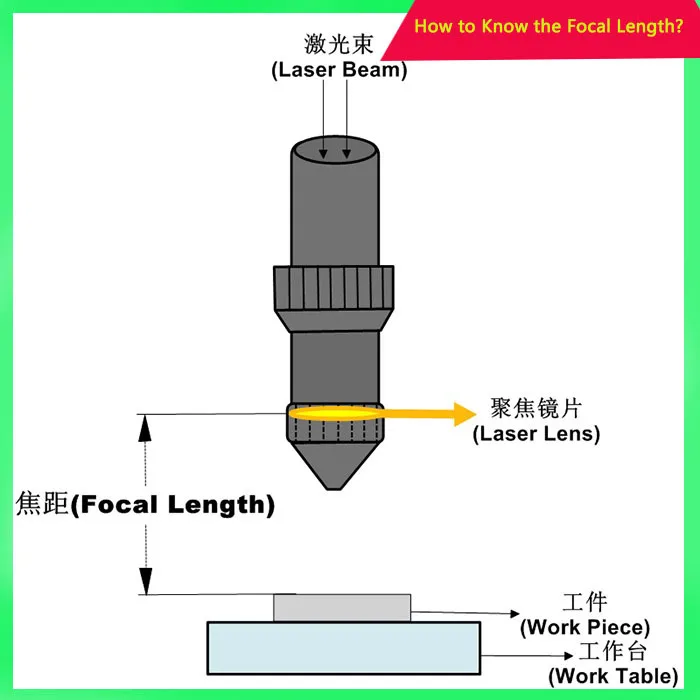
По мере того, как фокусное пятно становится меньше, на обработанном лазерном изображении становятся видны более четкие детали, что дает более яркое и детальное изображение.
Какие фокусные линзы лучше всего подходят для каких типов проектов?
СО2-лазерные системы BesCutter обычно оснащаются одной стандартной 2,5-дюймовой фокусной линзой для всех производимых СО2-систем, но она может меняться в зависимости от области применения. Наиболее распространенными лазерными линзами являются 1,5’’, 2’’, 2.5’’ и 4’’. Все линзы подходят как для резки, так и для гравировки.
Какой объектив лучше всего подходит для моего приложения?
1,5-дюймовый объектив:
- Гравировка высокого разрешения.
- Лучше всего подходит для тонких (менее 1/16 дюйма) материалов.
- Мелкий шрифт или гравировка с очень мелкими деталями.
- Примерно на 40 % меньше, чем 2,0-дюймовая фокусирующая линза.

Всего комментариев: 0