Юстировка прибора это: ЮСТИРОВКА | это… Что такое ЮСТИРОВКА?
Содержание
63549 (Общие сведения о технологическом процессе сборки оптико-электронных приборов. Контрольно-юстировочные приборы) — документ (129296)
Документ из архива «Общие сведения о технологическом процессе сборки оптико-электронных приборов. Контрольно-юстировочные приборы»,
который расположен в категории «».
Всё это находится в предмете «коммуникации и связь» из , которые можно найти в файловом архиве .
Не смотря на прямую связь этого архива с , его также можно найти и в других разделах. Архив можно найти в разделе «рефераты, доклады и презентации», в предмете «коммуникации и связь» в общих файлах.
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
КАФЕДРА ЭТТ
РЕФЕРАТ НА ТЕМУ:
«ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ СБОРКИ ОПТИКО-ЭЛЕКТРОННЫХ ПРИБОРОВ. КОНТРОЛЬНО-ЮСТИРОВОЧНЫЕ ПРИБОРЫ»
МИНСК, 2008
Основные сборочно-юстировочные операции. Сборочные элементы.
Технологическим процессом называется часть производственного процесса, непосредственно связанная с последовательной сменой состояний продукта производства.
Технологический процесс сборки – это совокупность операций по соединению деталей и узлов в готовый прибор. Сборочными элементами, комплектующими прибор в целом, являются узлы и детали.
Узел представляет собой конструктивный и сборочный элемент изделия, который может быть собран и проверен самостоятельно и независимо от других узлов прибора.
Соединение деталей и узлов при сборке осуществляется таким образом, чтобы они имели заданное расположение, находились в заранее заданном взаимодействии, обеспечивали правильную работу и предписанную точность готового изделия. Для этого собираемые приборы подвергаются юстировке.
Юстировка – приведение прибора в рабочее состояние путем установки и ориентировки базовых элементов во взаимно правильное положение, при котором прибор имеет предписанные параметры и характеристики.
Юстировка – это качественное завершение сборочных операций прибора в соответствии с техническими требованиями. Юстировку механических узлов принято называть регулировкой, а электрических – настройкой.
Для несложных по конструкции оптико-электронных приборов юстировка выполняется после сборки. В сложных приборах юстируют и контролируют отдельные узлы, благодаря чему значительно упрощается процесс общей юстировки.
В ряде случаев юстировки представляет собой сложную задачу. Иногда она выполняется в несколько этапов (предварительная, окончательная).
Под выверкой понимаются приемы для настраивания прибора в процессе эксплуатации. При выверке используются специальные выверочные устройства, отладка которых осуществляется в процессе заводской юстировки таким образом, чтобы этими устройствами можно было пользоваться при эксплуатации прибора.
Построение технологического процесса сборки. Технологическая документация.
При разработке технологического процесса сборки прибора составляется технологический проект сборки – такая последовательность сборочных операций, при которой требуется наименьшее время на сборку. При составлении технологического проекта сборки используются исходные данные о производстве: основные, руководящие и вспомогательные.
К основным исходным данным относятся данные о производственном задании (номенклатура и размеры партий), чертежи и технические условия (ТУ) на изделие.
К руководящим исходным данным относятся общесоюзные и заводские нормали (на материалы, инструмент, приспособления и др.), планировка цеха и технологические инструкции.
Вспомогательными исходными данными служат данные технических справочников, информация по обмену опытом предприятий, рекомендации отделов организации и управления производством по НОТ.
Основными документами для изготовления, сборки и юстировки, проведения испытаний и приемки служат чертежи и ТУ. В ТУ устанавливаются общие требования ко всем ОЭП и указываются назначение прибора, технические требования к изготовлению, его комплектность, условия эксплуатации и хранения. В ТУ устанавливаются требования к выходным параметрам и характеристикам прибора (дальности действия, Г, 2W, качеству изображения, отношению сигн/шум, отделке, долговечности и т. д.), а также основные методы проверки этих требований, методы испытаний прибора и определяется место контрольно-измерительной аппаратуры, необходимой для приемки.
д.), а также основные методы проверки этих требований, методы испытаний прибора и определяется место контрольно-измерительной аппаратуры, необходимой для приемки.
Этапы проектирования техпроцесса сборки:
Изучение конструкции и условий эксплуатации и условий эксплуатации собираемого изделия по ТУ и сборочным чертежам.
Изучение сборочного состава изделия по чертежам и определение базовых элементов, изучение технических требований на сборку.
Построение технологической схемы сборочного состава (схемы веерного типа): снизу вверх по рядам от деталей к узлам примерно одинаковой сложности и трудоемкости, вверху – изделие.
Построение схемы технологического процесса сборки (схемы сборки с базовой деталью).
Описание технологического процесса в технологической карте.
Проектирование и заказ оснастки.
Последовательность операций, выполняемых при сборке.
На сборку узлов и окончательную сборку подаются сборочные элементы: узлы, базовые и вспомогательные детали. Деталь, с которой начинается сборка, называется базовой. К вспомогательным деталям относятся различного рода прокладки, крепежные детали, а также не основные детали, устанавливаемые при окончательной сборке прибора.
Деталь, с которой начинается сборка, называется базовой. К вспомогательным деталям относятся различного рода прокладки, крепежные детали, а также не основные детали, устанавливаемые при окончательной сборке прибора.
При сборке выполняются следующие работы:
Соединение деталей и узлов.
Подгонка деталей и их совместная обработка в процессе сборки. Подгонка осуществляется путем притирки, обкатки и приработки деталей друг к другу. Применяются также шабрение и токарнопригоночные работы.
Электромонтажные работы. Электрическим монтажом называется совокупность рабочих приемов, при помощи которых осуществляется электрическое соединение функциональных элементов, входящих в состав узлов, блоков прибора, в соответствии с принципиальной электрической или электромонтажной схемой. На электромонтажной схеме, выполняемой в виде конструкторской разработки, графически представлено действительное расположение электрических элементов и монтажных проводов и даны все необходимые указания по производству электромонтажа.

Регулировка механизмов прибора производится для обеспечения заданной точности их работы (устранение “мертвых ходов” в зубчатых зацеплениях, смещение начала отсчета, установка щетки потенциометра на нуль в исходных положениях узлов и деталей механизмов и т.д.). Регулировка сопровождаются контролем точности взаимодействия механизмов и отсчетных устройств приборов.
Контрольно -юстировочные операции.
Вспомогательные операции: чистка оптики, чистка деталей, промывка электрических контактов, смазка, герметизация и т.д.
В связи с различными требованиями в отношении частоты при сборке механических и оптических узлов указанные виды сборочных операций разделяют территориально на механическую сборку и оптическую сборку, которая включает соединение оптических деталей и узлов с механическими и установку оптических деталей и узлов с оптикой на место в приборе.
Так как оптические детали прибора предназначены для прохождения светового потолка через прибор, то недопустимо загрязнение поверхности оптических деталей, поскольку оно уменьшает количество проходящей через прибор световой энергии. Особенно недопустимо загрязнение поверхностей, вблизи которых образуется промежуточное изображение. Поэтому в технологию сборочных работ обязательно вводят процесс чистки оптики.
Особенно недопустимо загрязнение поверхностей, вблизи которых образуется промежуточное изображение. Поэтому в технологию сборочных работ обязательно вводят процесс чистки оптики.
Таким образом, сборка оптико-электронного прибора, как правило, проводится в такой последовательности: механическая сборка – пригонка – электромонтаж – регулировка – оптическая сборка – юстировка – чистка оптики.
После сборки осуществляется контроль выходных параметров и характеристик прибора. Для проверки эксплуатационной надежности проводятся испытания приборов в условиях, имитирующих условия эксплуатации. Под надежностью оптико-электронной аппаратуры понимается ее способность безотказно выполнять заданные функции с предписанной точностью в определенных условиях эксплуатации и времени.
В процессе сборки прибора пользуются сборочными базами.
Сборочные и юстировочные базы.
Сборочные базы – поверхности основных и вспомогательных баз, определяющие положение одной детали при ее работе в приборе относительно других, с которым она соединяется при сборке. Сборочные базы – это реальные поверхности, с помощью которых детали сопрягаются друг с другом.
Сборочные базы – это реальные поверхности, с помощью которых детали сопрягаются друг с другом.
Сборочная база узла – это линия или поверхность, определяющая положение узла относительно других узлов и относительно основной сборочной базы (базовой детали).
В оптико-электронном приборе должно быть обеспечено правильное взаимное расположение не только между механическими деталями (для правильной работы механической системы), но и между оптическими (для построения изображения и определения его положения в поле зрения), а также между оптическими деталями и приемниками лучистой энергии (для эффективной работы электронного канала).
Юстировочными базами называются любые оптические элементы, с помощью которых обеспечивается правильное взаимное положение схемных деталей в приборе.
Юстировочными базами детали (узла) служат элементы оптической детали (узла), определяющие направление лучей или положение изображения в приборе. Элементы детали: точки (узловая точка, вершина линзы, фокус линзы), линии (оптическая ось линзы, ребро призмы), плоскости (главная плоскость, грань призмы, плоскость главного сечения призмы). Указанные элементы оптических деталей, положение которых регулируется при сборке, определяют положение изображения или направления лучей.
Указанные элементы оптических деталей, положение которых регулируется при сборке, определяют положение изображения или направления лучей.
На положение изображения и направление лучей влияют также показатель преломления, фокусное расстояние, радиус кривизны, угол отклонения, но они не зависят от сборки, а поэтому не могут быть базами.
Многие из указанных оптических элементов являются абстрактными, условными понятиями (главная плоскость, оптическая ось, визирная ось, главное сечение и т.д.), которые нельзя увидеть или ощутить материально, но можно обнаружить по их известным свойствам и использовать при юстировке.
Например, если в широкоугольном коллиматоре сместить сетку поперек оптической оси объектива, то при измерениях появится ошибка разномасштабности. Следовательно, оптическая ось объектива является юстировочной базой коллиматора. Юстировочными базами объектива служат его узловые точки. Юстировочной базой оптической поверхности является автоколлимационная точка, а оптического клина – плоскость главного сечения и др.
Оптические детали, как правило, имеют юстировочные и сборочные базы. Они должны быть соответствующим образом согласованы между собой (центрировка линз).
Все механические и оптические узлы и детали связаны с основной сборочной базой путем сопряжения базовых поверхностей узлов и деталей с базовыми поверхностями прибора. Это сопряжение осуществляется либо непосредственно совмещением указанных поверхностей, либо с помощью сопрягаемых размеров и соотношений.
Основной сборочной базой узла является та, которая связана с основной сборочной базой прибора.
Контрольно — юстировочные приборы.
Контрольно – юстировочным приборами называется группа измерительных приборов, посредством которых осуществляется контроль и приемка параметров отдельных деталей и узлов в процессе производства, а также юстировка при сборке с целью получения требуемых характеристик оптико-электронной системы.
Контрольно – юстировочные (КЮ) приборы общего назначения служат для юстировки и контроля свойств, общих для всех приборов данного вида. Кроме КЮ приборов общего назначения применяются специальные КЮ приборы юстировки и контроля свойств, присущих какому-либо прибору. Ряд специальных КЮ приборов комплектуется из приборов общего назначения.
Кроме КЮ приборов общего назначения применяются специальные КЮ приборы юстировки и контроля свойств, присущих какому-либо прибору. Ряд специальных КЮ приборов комплектуется из приборов общего назначения.
КЮ приборы большей частью являются оптическими приборами (это зрительные трубки, динаметры, коллиматоры, автоколлимационные трубки, микроскопы и др.). Для юстировки оптико-электронной аппаратуры применяются также электроаппаратура и индикаторы (осциллографы, гальванометры, авометры и др.).
Точность юстировки зависит от чувствительности КЮ приборов. КЮ прибор является эталоном для контролируемой им серийной продукции. Поэтому неслучайно высокоточные теодолиты, нивелиты 1-го класса и др. используются часто в качестве КЮ приборов. Чувствительность КЮ приборов зависит от свойств самих приборов, а в визуальных приборах и от свойств глаза.
Многие определения в процессе юстировки основаны на установке и наблюдении резкого изображения объекта. Нерезкость изображения зависит от остаточных аберраций, допущенных при расчете и сборке контрольных приборов. У КЮ приборов аберрации должны быть ничтожными. В качестве контрольно – юстировочных приборов общего назначения широко применяются: астрономические зрительные трубы ( =400, 600, 1200 мм) – для юстировки телескопических систем и установки сетки в фокальной плоскости объектива; гониометры – для контроля углов деталей, механизмов приборов, лимбов; динаметры и лупы, динамометры – для измерения крутящих моментов выходных валов механизмов; уровни – для установки приборов и контрольно -юстировочных приспособлений, а также для горизонтирования валов. В последнем случае уровни устанавливаются на двугранные призмы с углом 120°. Кроме КЮ приборов в сборочном процессе используются вспомогательные оптические детали: пентапризмы, прямой угол которых изготовляют с точностью 90°±5´´; многогранные призмы для проверки углов механизмов методом автоколлимации; плоскопараллельные пластинки, набор диоптрийных стекол в пределах ±0,25 до ±5,0 дптр; линзы с фокусными расстояниями 2; 5; 10 м, глубиномеры, толщемеры, индикаторы, проверочные плиты и другие инструменты и приспособления.
У КЮ приборов аберрации должны быть ничтожными. В качестве контрольно – юстировочных приборов общего назначения широко применяются: астрономические зрительные трубы ( =400, 600, 1200 мм) – для юстировки телескопических систем и установки сетки в фокальной плоскости объектива; гониометры – для контроля углов деталей, механизмов приборов, лимбов; динаметры и лупы, динамометры – для измерения крутящих моментов выходных валов механизмов; уровни – для установки приборов и контрольно -юстировочных приспособлений, а также для горизонтирования валов. В последнем случае уровни устанавливаются на двугранные призмы с углом 120°. Кроме КЮ приборов в сборочном процессе используются вспомогательные оптические детали: пентапризмы, прямой угол которых изготовляют с точностью 90°±5´´; многогранные призмы для проверки углов механизмов методом автоколлимации; плоскопараллельные пластинки, набор диоптрийных стекол в пределах ±0,25 до ±5,0 дптр; линзы с фокусными расстояниями 2; 5; 10 м, глубиномеры, толщемеры, индикаторы, проверочные плиты и другие инструменты и приспособления. Кроме этого применяются измерительные микроскопы, нивелиры, теодолиты.
Кроме этого применяются измерительные микроскопы, нивелиры, теодолиты.
Юстировка — прибор — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Это значительно упростит конструкцию и юстировку прибора.
[31]
| Рефрактометр РЛУ.| Рефрактометр РЛУ в положении, удобном для нанесения капель исследуемой жидкости на, поверхность измерительной призмы.
[32] |
Перед началом работы производится проверка и юстировка прибора. Открывают затвор призменного блока ( 1 на рис. 51) и разъединяют камеры призменного блока.
[33]
Подумайте, зачем нужно выполнять указанные правила юстировки прибора.
[34]
Непрозрачность в видимой области этих материалов затрудняет юстировку приборов. Кроме того, очень высокие значения п и дороговизна таких кристаллов ограничивают их применение для изготовления оптических деталей.
[35]
| Установка сетки при помощи зрительной трубы и плоскопараллельной пластины.
[36] |
Кроме оптической оси, в сборке и юстировке приборов важное значение имеет визирная ось. Под визирной осью понимается прямая, которая проходит через заднюю узловую точку объектива и центр перекрестия сетки. Эти понятия справедливы только для систем, имеющих круглый, плоский и равномерно освещенный входной зрачок.
[37]
Приведенная последовательность основных этапов показывает место сборки и юстировки приборов в общем объеме работ по созданию новых средств измерений.
[38]
Частичное решение проблемы заключается в том, что основную юстировку прибора осуществляет завод-изготовитель, с таким расчетом, чтобы при транспортировке она сохранилась. В процессе эксплуатации осуществляется настройка только на полосы определенных ширины и наклона и лишь в отдельных случаях изменяется локализация полос.
[39]
Держатель кювет имеет ось вращения, расположенную при правильной юстировке прибора точно посередине между центрами световых пучков. Это обеспечивает легкую смену кювет с раствором и растворителем, помещаемых в специальные гнезда. Смена положений производится поворотом кюветодержателя вокруг оси вращения до ограничителя. Перед поворотом кюветодержателя следует ослабить винт. Кюветы представляют собой прямоугольные параллелепипеды, склеенные из тонкого оптического стекла. Они обеспечивают точную толщину поглощающего слоя.
[40]
| Биологический рабочий дорожный микроскоп БИОЛАМ-70-ДЗ.
[41] |
Конструкция микроскопа позволяет осуществлять замену различных узлов без нарушения юстировки прибора в целом: плоскость б-б является опорной плоскостью при смене объективов, в-в — при замене насадок, г-г — при перемене окуляров.
[42]
Периодически ( а после транспортировок всегда) нужно проверять юстировку прибора.
[43]
Величина необходимого успокоения устанавливается экспериментальным подбором вязкости жидкости при юстировке прибора.
[44]
Получение хороших результатов зависит главным образом от интенсивности освещения и правильной юстировки прибора. Для обеспечения правильной юстировки отдельные части прибора могут взаимно перемещаться в соответствующих направлениях и прочно закрепляться в нужном положении. Чтобы предупредить попадание на пленку света, отраженного от стенок кюветы, и устранить блики, внутренние части кюветы, а также оптической и осветительной систем покрыты черной матовой краской.
[45]
Страницы:
1
2
3
4
5
Основные принципы калибровки приборов ~ Изучение приборостроения и техники управления
Каждый прибор имеет как минимум один вход и один выход. Для датчика давления входным сигналом будет некоторое давление жидкости, а выходным сигналом (скорее всего) будет электронный сигнал.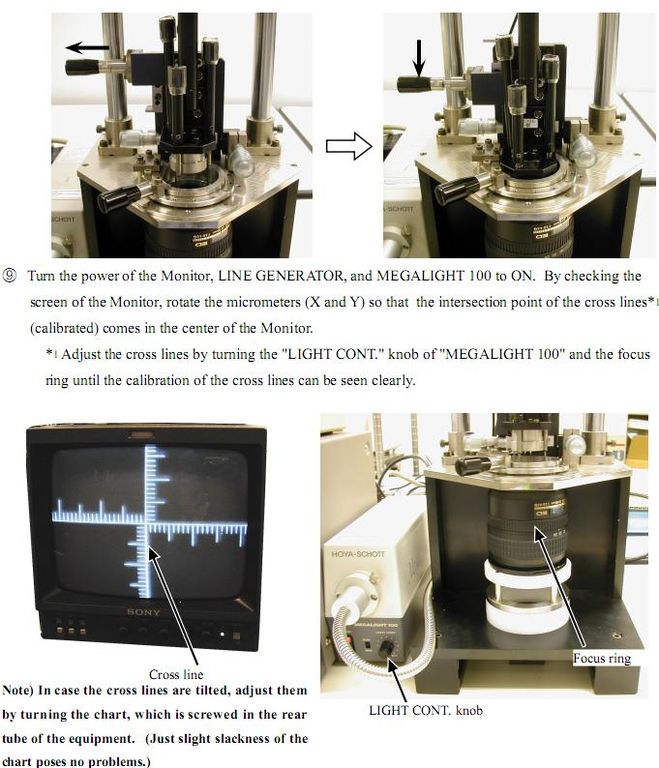 Для привода двигателя с регулируемой скоростью входом будет электронный сигнал, а выходом будет электрическая мощность двигателя. Калибровка прибора означает проверку и регулировку (при необходимости) его отклика таким образом, чтобы выходной сигнал точно соответствовал его входному сигналу во всем заданном диапазоне
Для привода двигателя с регулируемой скоростью входом будет электронный сигнал, а выходом будет электрическая мощность двигателя. Калибровка прибора означает проверку и регулировку (при необходимости) его отклика таким образом, чтобы выходной сигнал точно соответствовал его входному сигналу во всем заданном диапазоне
Калибровка — это одно из действий, которое на промышленном предприятии часто воспринимается как нечто само собой разумеющееся. Даже самое важное промышленное оборудование придет в негодность, если
не будет откалибровано. В процессе калибровки в часть оборудования или устройство вносятся коррективы, чтобы гарантировать, что оно работает должным образом и обеспечивает предсказуемые, точные и надежные результаты, соответствующие стандартам качества. Корректировки, сделанные во время калибровки, должны находиться в пределах определенных допусков. Такие допуски представляют собой очень небольшие допустимые отклонения от указанной точности оборудования
Определение калибровки .
Калибровку прибора можно определить несколькими способами. Проще говоря, калибровка — это процесс настройки прибора или оборудования в соответствии со спецификациями производителя.
Калибровка также может быть определена как процесс выдачи данных, включая отчет или сертификат калибровки, который гарантирует конечному пользователю соответствие продукта его спецификациям.
Для инженера или техника по приборам калибровка — это процесс определения взаимосвязи между значениями измеряемой величины и значениями, указанными на измерительном приборе. Калибровка прибора может быть выполнена путем сравнения показаний прибора с показаниями эталонного прибора или калибратора. Время от времени эталонные приборы производителя отправляются в калибровочный центр для калибровки по национальным стандартам.
При покупке прибора обычно предоставляются калибровочные данные производителя. У большинства производителей приборов есть наборы эталонных приборов, по которым калибруются все производимые ими приборы
Зачем калибровать прибор?
Практически все оборудование со временем тем или иным образом изнашивается, и электронное оборудование, являющееся основой современного производственного процесса, не является исключением. По мере старения компонентов они теряют стабильность и отклоняются от своих опубликованных спецификаций. Даже обычное обращение может неблагоприятно повлиять на калибровку, а грубое обращение может привести к полному нарушению калибровки оборудования, даже если физически оно может казаться исправным. Непрерывная калибровка гарантирует, что оборудование постоянно соответствует спецификациям, требуемым при установке, и после этого его следует часто проверять. Калибровка требуется после любого технического обслуживания, чтобы убедиться, что оборудование по-прежнему соответствует требуемым данным калибровки
По мере старения компонентов они теряют стабильность и отклоняются от своих опубликованных спецификаций. Даже обычное обращение может неблагоприятно повлиять на калибровку, а грубое обращение может привести к полному нарушению калибровки оборудования, даже если физически оно может казаться исправным. Непрерывная калибровка гарантирует, что оборудование постоянно соответствует спецификациям, требуемым при установке, и после этого его следует часто проверять. Калибровка требуется после любого технического обслуживания, чтобы убедиться, что оборудование по-прежнему соответствует требуемым данным калибровки
Хорошо разработанная и организованная программа калибровки часто приводит к улучшению качества, производительности и увеличению доходов.
Как часто следует проводить калибровку?
Это может сильно различаться в зависимости от отрасли или предприятия. Производитель обычно делает первоначальную калибровку на своем оборудовании. Последующие калибровки должны выполняться конечным пользователем или производителем. Частота повторной калибровки зависит от типа оборудования и преобладающих условий, в которых оно применяется. Решение о том, когда проводить повторную калибровку прибора, зависит главным образом от того, насколько хорошо оборудование работает в приложении.
Частота повторной калибровки зависит от типа оборудования и преобладающих условий, в которых оно применяется. Решение о том, когда проводить повторную калибровку прибора, зависит главным образом от того, насколько хорошо оборудование работает в приложении.
Однако, как правило, повторную калибровку следует проводить не реже одного раза в год. Однако в более важных приложениях частота будет намного выше.
Общие термины, используемые при калибровке прибора:
Диапазон калибровки
Диапазон калибровки прибора определяется как область между пределами, в которых величина измеряется, принимается или передается, выраженная указанием нижнего (LRV) и верхнего (URV) значений диапазона. Эти пределы определяются значениями Zero и Span. Нулевое значение — это нижняя граница диапазона или LRV, а верхнее значение диапазона — это URV. Например, если прибор должен быть откалиброван для измерения давления в диапазоне от 0 до 400 фунтов на кв. дюйм, тогда LRV = 0, а URV = 400 фунтов на кв. дюйм. Таким образом, диапазон калибровки составляет от 0 до 400 фунтов на квадратный дюйм.
дюйм, тогда LRV = 0, а URV = 400 фунтов на кв. дюйм. Таким образом, диапазон калибровки составляет от 0 до 400 фунтов на квадратный дюйм.
Диапазон
Диапазон определяется как алгебраическая разница между верхним и нижним значениями диапазона.
Диапазон = URV – LRV
Для примера, рассмотренного выше, где диапазон калибровки составляет от 0 до 400 фунтов на квадратный дюйм изб. Тогда наш диапазон = 400 – 0 = 400 фунтов на квадратный дюйм.
Диапазон приборов
Диапазон прибора относится к возможностям прибора. Часто это паспортная табличка прибора. Например, паспортная табличка прибора может гласить: Диапазон прибора 0–800 фунтов на кв. дюйм изб.; Выход от 4 до 20 мА.
Никогда не путайте диапазон прибора с диапазоном калибровки. Это две разные вещи. Хотя диапазон нашего прибора составляет 0–800 фунтов на квадратный дюйм, мы можем решить откалибровать его в диапазоне 0–400 фунтов на квадратный дюйм или даже 0–800 фунтов на квадратный дюйм для приложений с высоким входным давлением, и в этом случае диапазон прибора становится диапазоном калибровки устройства.
Диапазон инструмента
Диапазон инструмента означает установку нижнего и верхнего значений диапазона, чтобы он реагировал с желаемой чувствительностью на изменения на входе. Предположим, мы хотим использовать преобразователь давления для измерения давления в диапазоне 0–100 бар, чтобы получить выходной сигнал 4–20 мА. Чтобы определить диапазон этого передатчика, мы просто устанавливаем:
0 бар = 4 мА
100 бар = 20 мА
Изменение диапазона тесно связано с изменением диапазона, что просто означает сброс нижнего и верхнего значений диапазона на другой диапазон измерения. Например, предположим, что мы хотим изменить диапазон вышеуказанного преобразователя, чтобы теперь он измерял давление в диапазоне 50–150 бар, мы просто сбрасываем его следующим образом:
50 бар = 4 мА
150 бар = 20 мА.
Настройка нуля и диапазона
Настройка нуля и диапазона обычно выполняется на аналоговых и интеллектуальных приборах. Регулируя как ноль, так и диапазон, мы можем настроить прибор на любой диапазон измерений в пределах, установленных производителем. Для большинства аналоговых приборов настройки нуля и диапазона являются интерактивными. То есть изменение одного влияет на другое. В частности, изменения, внесенные в настройку диапазона, почти всегда изменяют нулевую точку прибора. Прибор с интерактивной настройкой нуля и диапазона требует гораздо больше усилий для точной калибровки, поскольку для настройки точности необходимо многократно переключаться между нижней и верхней точками диапазона
Регулируя как ноль, так и диапазон, мы можем настроить прибор на любой диапазон измерений в пределах, установленных производителем. Для большинства аналоговых приборов настройки нуля и диапазона являются интерактивными. То есть изменение одного влияет на другое. В частности, изменения, внесенные в настройку диапазона, почти всегда изменяют нулевую точку прибора. Прибор с интерактивной настройкой нуля и диапазона требует гораздо больше усилий для точной калибровки, поскольку для настройки точности необходимо многократно переключаться между нижней и верхней точками диапазона
Однако для интеллектуальных приборов нет взаимодействия между настройками нуля и диапазона.
Калибровка по пяти точкам
При калибровке прибора, как правило, точки данных прибора должны включать показания, полученные при 0%, 25%, 50%, 75% и 100% диапазона калибровки прибора. Это часто называют пятиточечной калибровкой. Во время пятиточечной калибровки следует проводить как восходящее (возрастающее), так и понижающее (понижающее) тестирование шкалы, чтобы определить воспроизводимость и гистерезис конкретного прибора.
Калибровка в полевых условиях
При калибровке в полевых условиях прибор не удаляется из процесса. Фактически он остается в своих монтажных кронштейнах. Калибровка в полевых условиях позволяет протестировать или откалибровать полевой прибор в реальных условиях процесса и окружающей среды. Калибровка, выполненная в полевых условиях, часто сильно отличается от калибровки в заводских условиях, и они даже дают разные результаты калибровки. Большинство полевых приборов имеют блок изолирующих клапанов, который позволяет легко отключать их от процесса. После отключения прибор выпускается в атмосферу перед подачей тестового или калибровочного сигнала.
Калибровка в цеху или на стенде
Калибровка на стенде — это процедура, при которой прибор калибруется на калибровочном стенде с использованием калибровочных устройств для имитации процесса, а не калибровки устройства в полевых условиях с использованием самого фактического процесса в качестве средства ввода. Здесь прибор отключается от процесса, очищается и доставляется в цех, где монтируется на испытательном стенде на калибровочном стенде.
Здесь прибор отключается от процесса, очищается и доставляется в цех, где монтируется на испытательном стенде на калибровочном стенде.
Настольный тестер
Стендовый тестер используется для проведения стендовой калибровки прибора или устройства. Он состоит из высокоточного стандартного манометра и источника давления для создания испытательного давления, необходимого для проверки прибора. Большинство стендовых тестеров изготавливаются на стройплощадке техниками по приборам, а некоторые заказываются у поставщиков в виде комплектных систем. Стандартный стенд должен иметь различные шланги и насосы, которые хорошо промаркированы и организованы, чтобы помочь техническим специалистам в процессе калибровки.
Калибраторы
Калибраторы используются для калибровки приборов, требующих калибровки. Они различаются по форме и функциям в зависимости от оборудования или устройств, для калибровки которых они предназначены. К типичным калибраторам относятся:
(a) Блочный калибратор и ванны с псевдоожиженным слоем используются для калибровки датчиков температуры – RTD, термопар и т.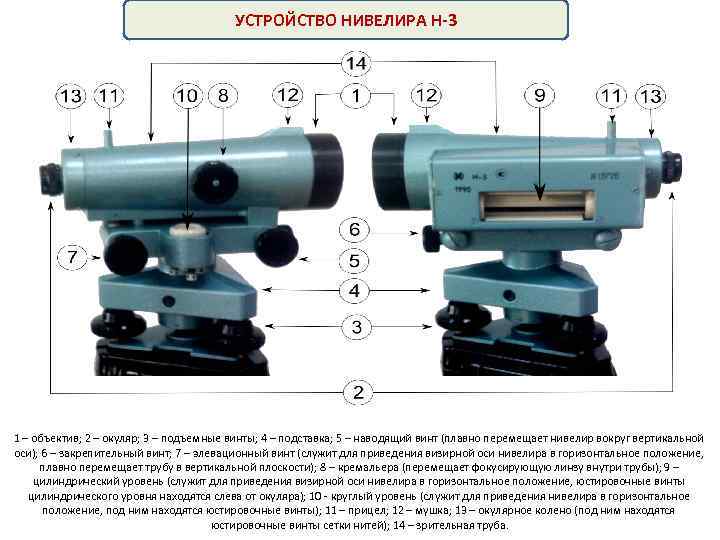 д.
д.
(b) Эталонный сигнал используется для калибровки панельных измерителей и регуляторов температуры. Это тип калибратора, который может генерировать известный электрический сигнал. Имеются опорные сигналы напряжения, тока и частоты. Как только сигнал от одного из этих калибраторов подается на рассматриваемое оборудование, отображаемое или выходное значение оборудования можно регулировать до тех пор, пока оно не будет соответствовать известному сигналу.
Симулятор, особый вид эталонного сигнала, генерирует выходной сигнал датчика. Ссылки на сигналы и симуляторы часто могут считывать, а также генерировать сигналы.
(c) Пневматические калибраторы. Это калибраторы, которые обеспечивают регулируемый режим давления, необходимый для проверки или калибровки приборов для измерения давления. Они часто используются в сочетании с источником давления.
Протоколы калибровки
Записи о калибровке — это документация, которая делается для того, чтобы история устройства или прибора не была потеряна. Это также помогает в устранении любых отклонений в характеристиках инструмента с течением времени. Записи о калибровке должны показывать:
Это также помогает в устранении любых отклонений в характеристиках инструмента с течением времени. Записи о калибровке должны показывать:
(a) Исходные данные
(b) Текущая дата калибровки
(c) Окончательная калибровка или оставшиеся данные
(d) Имя или инициалы техника, проводившего калибровку
(e) Дата прибора требуется следующая калибровка
Как найдено
Фактические данные калибруемого прибора представляют собой отклик (показания) устройства в точках калибровки (0%, 25%, 50%, 75% и 100%) до начала фактической калибровки.
Как оставить данные
Оставшиеся данные прибора представляют собой отклик (показание) прибора в точках калибровки (0%, 25%, 50%, 75% и 100%) после калибровки прибора.
Прослеживаемость
Все калибровки должны выполняться в соответствии с национальным или международным стандартом. Прослеживаемость определяется как свойство результата измерения, благодаря которому его можно соотнести с соответствующими стандартами, как правило, национальными или международными стандартами, посредством непрерывной цепочки сравнений. Это означает, что выполненные калибровки прослеживаются до национального или международного стандарта. В США у нас есть NIST в качестве национального стандарта. Национальный институт стандартов и технологий (NIST), входящий в состав Министерства торговли США, курирует разработку стандартов измерения и технологий, соответствующих Международной системе единиц (СИ).
Прослеживаемость определяется как свойство результата измерения, благодаря которому его можно соотнести с соответствующими стандартами, как правило, национальными или международными стандартами, посредством непрерывной цепочки сравнений. Это означает, что выполненные калибровки прослеживаются до национального или международного стандарта. В США у нас есть NIST в качестве национального стандарта. Национальный институт стандартов и технологий (NIST), входящий в состав Министерства торговли США, курирует разработку стандартов измерения и технологий, соответствующих Международной системе единиц (СИ).
Прослеживаемость достигается за счет регулярной калибровки контрольных стандартов, которые мы используем для операций калибровки, с использованием эталонных стандартов более высокого уровня. Обычно
стандарты измерения, которые мы используем в мастерской, периодически отправляются в лабораторию стандартов, которая имеет более точное испытательное оборудование. Стандарты из калибровочной лаборатории, в свою очередь, периодически проверяются на калибровку стандартами более высокого уровня и так далее, пока в конечном итоге стандарты не будут проверены на соответствие первичным стандартам, поддерживаемым NIST, или другим международно признанным стандартом.
Настройка инструментов — Центр общей помощи при травмах
Настройка инструментов — Центр общей помощи при травмах
Перейти к основному содержанию
Логотип
7 местоположений
Регулировка инструмента
Инструмент Artrostim — это самый последний доступный усовершенствованный инструмент для регулировки. Он обеспечивает 12-14 дополнительных тяг в секунду. Разделяя энергию одного толчка (будь то рукой или инструментом) на быстрые последовательные действия, Артростим модулирует силу и обеспечивает чрезвычайно удобную и высокоэффективную регулировку.
Это как иметь 27 маленьких корректировок вместо одной большой.
Преимущества инструментов для настройки хиропрактики включают более конкретное и целенаправленное приложение силы, контролируемую силу и скорость. Кульминацией этих преимуществ является более легкая адаптация как для пациентов, так и для врача.
Регулировка инструментов более удобна для некоторых пациентов и может помочь пациентам, которые в противном случае никогда бы не обратились за помощью к хиропрактике. Отчасти это притяжение может заключаться в меньшем усилии, которое требуется для регулировки по сравнению с ручной регулировкой. Привлекательность также может быть связана с визуальными свидетельствами эффектов настройки, обеспечиваемыми экранами и распечатками компьютеризированной системы.
• Повторяемость. Наконец, в дополнение к тому, что анализ сопротивления позвоночника, выполненный с помощью компьютеризированных инструментов оценки, является более щадящим для мануального терапевта и пациента, он показал удивительно высокую повторяемость, особенно по сравнению с отсутствием воспроизводимости при ручной пальпации.
Компьютеризированные анализы не только более воспроизводимы, но и со многими инструментами пациенту могут быть показаны графические результаты до и после настройки, независимо от того, выполняется ли настройка с помощью инструмента или вручную.
Кроме того, недавние исследования эффективности компьютеризированных систем регулировки множественных импульсов показывают, что их использование может быть столь же эффективным или даже более эффективным для некоторых пациентов, как и регулировка вручную.
В чем преимущество настройки инструмента?
- Регулирующий инструмент Impulse®
- Смотреть видео Impulse®
- Загрузить брошюру Impulse®
- Impulse Видео для ориентации пациента
- Импульс iQ®
- Посмотрите видеоролик Impulse® iQ
- Загрузить брошюру Impulse iQ®
- Обучающее видео для пациента Impulse iQ
- Импульсное исследование
- Нервно-мышечные реакции
- Нейрофизиологические реакции
- Функциональные реакции на корректировку хиропрактики
- Биомеханические характеристики приспособлений
- Динамическая оценка жесткости позвоночника
- Отчеты о делах
- Исследовательские ссылки
Что такое настройка инструментов хиропрактики?
Точно так же, как лазеры заменили скальпели в некоторых хирургических операциях, передовые технологии стали доступны хиропрактикам, чтобы помочь в корректировке хиропрактики.
Ваш мануальный терапевт и тысячи других врачей по всему миру теперь используют инструмент для регулировки импульса® при лечении своих пациентов. Это запатентованное и зарегистрированное FDA устройство было специально создано для щадящей и точной хиропрактики, корректирующей суставы позвоночника и конечностей для облегчения боли и восстановления функции. Impulse Adjusting Instrument® управляется микрокомпьютерной схемой, размещенной внутри устройства, которая создает контролируемую силу, которую хиропрактики могут использовать для лечения различных областей тела.
- Импульсная коррекция — это новая техника, разработанная для обеспечения контролируемого воздействия на определенные области, с которыми у вас возникли проблемы.
- Наши хиропрактики используют инструмент для регулировки импульса, чтобы обеспечить это лечение, а не традиционные ручные методы.
- Импульсная регулировка высокотехнологична. Эти регулировки не хлопают и не трещат, а очень точные и целенаправленные регулировки, разработанные специально для ухода за нужными областями.

- Годы исследований ушли на разработку импульсных инструментов для создания щадящих хиропрактики, безопасных и эффективных для пациентов всех возрастов.
- В этом разделе нашего сайта вы можете больше узнать об инструментах для настройки Impulse и Impulse iQ, чтобы лучше понять эту захватывающую новую технологию в хиропрактике.
Хиропрактика лечит причину
Миллионы нервов проходят через тело человека, чтобы контролировать функции и физиологию вашего тела. Суставы позвоночника, которые не выровнены или не двигаются должным образом, могут повлиять на ваше здоровье, раздражая нежные спинномозговые нервы. При раздражении эти нервы предупреждают ваш мозг о том, что что-то не так. Симптомы, включая боль, обычно являются результатом. Нервные сигналы также посылаются в ваши мышцы, чтобы стабилизировать и защитить область. Вы можете чувствовать скованность, боль и усталость. В отличие от приема лекарств, маскирующих боль, которые могут быть опасны для вашего здоровья, хиропрактика стремится определить источник ваших симптомов и устранить основную причину, чтобы проблема не повторялась.
- Ваш врач-хиропрактик проконсультирует вас по поводу вашего здоровья и проведет полное обследование для выявления проблемных зон. Вам будет предоставлен отчет о выводах врача и возможность получить ответы на все ваши вопросы. Мануальная терапия с помощью Impulse Adjusting Instrument® направлена на восстановление баланса и функции вашего тела, чтобы устранить основную причину ваших симптомов с помощью максимально безболезненных процедур. Быстро и эффективно вернуть вам чувство собственного достоинства – наша главная цель.
- На что это похоже? Мануальная коррекция с помощью инструмента для регулировки импульса® ощущается как легкое постукивание по обрабатываемой области. В большинстве случаев лечение безболезненно, и после корректировки многие пациенты чувствуют облегчение боли и улучшение подвижности. Другие сообщают об улучшении самочувствия или успокаивающем спокойствии. Конечно, результаты варьируются от случая к случаю, и хронические заболевания, воспаления или мышечные спазмы могут задерживать эти положительные эффекты.
Всего комментариев: 0