Пластик флекс для 3д принтера: FLEX (TPU) пластик для 3D принтера. Особенности, применение, настройки печати
Содержание
FLEX/TPU пластик для 3D принтера
Главная / Каталог / Пластик FLEX (TPU) 45
Термопластичный полиуретан — самый гибкий и эластичный филамент для 3д моделирования. Аббревиатура химического названия — пластик tpu или tpe, так как материал относится к термопластичным эластомерам. Другое его название — flex или флекс филамент. У нас вы можете купить пластик тпу для 3d принтера в черном и белом цвете в катушках с диаметром нитей 1,75 и 2,85 мм.
Диаметр:
Выбрать Диаметр1,752.85
Вес нетто:
Выбрать Вес нетто500
Белый (RAL 9003)
Черный
Использование и свойства
Филамент по составу напоминает pla-plastik. Изготавливается данный пластик тоже из кукурузы. Это биоразлагаемый материал, не представляющий опасности для человека и окружающей среды. По своим характеристикам flex для 3д печати близок к силикону.
- Благодаря износостойкости и гибкости подходит моделирования самых разнообразных изделий:
- чехлов для гаджетов;
- масок и игрушек;
- уплотнителей для окон и дверей;
- медицинских протезов;
- комплектующих к сантехнике — гофр, манжетов и прокладок;
- деталей машин;
- спортивных товаров и обуви.


Если вы собираетесь печатать на 3д принтере гибкие, но крепкие детали, купить пластик будет верным решением. Изделия из флекс филамента получаются прочными на разрыв и стойкими к механическому воздействию.
- Отличительные особенности тпу среди других термопластов:
- эластичность;
- износостойкость;
- экологичность;
- устойчивость к щелочам, маслам и кислотам;
- легкость постобработки.
Готовое изделие из флекса можно склеивать, красить и разрезать. Для хранения нитей необходимо использовать сухое место, так как flex впитывает влагу.
Технические характеристики
| Температура размягчения по Вика | 95 °C |
| Температура эксплуатации | от -40°C до +80°C |
| Модуль упругости | 15.3 МПа |
| Относительное удлинение при разрыве | 550 % |
| Предел прочности | 50 МПа |
| Плотность | 1,21 г/см3 |
| Показатель текучести расплава | 3-6 г/10мин |
Настройки 3D принтера для печати
| Температура печати | 200-230 °C |
| Температура платформы | 0-60 °C |
| Сопло | 0,2мм, 0,3мм, 0,4мм |
| Корпус принтера | Любой |
| Скорость печати | 40-80 мм/с |
| Обдув | Рекомендуется |
| Скорость отката | 20 мм/с |
| Дистанция отката | 1 мм |
| Температура камеры | 45 °C |
Сушка материала
| Температура сушки | 80 °C |
| Время сушки | 1-2 часа |
| Материал поддержки | PVA+ |
Для совершения покупки в нашем интернет-магазине, оформите заказ, добавив товар в корзину.
Также вы можете написать в чат на сайте, где наши специалисты ответят на все ваши вопросы и помогут с выбором.
Пластиковые нити
Прозрачный филамент
Филамент для 3D ручки
Стержни для 3D ручки
Филамент для 3D принтера
Низкотемпературный пластик для 3D ручки
Филамент нить
Пластик для ручки Myriwell
Высокотемпературный пластик
Пластик биоразлагаемый
Теплопроводный пластик
Крепкий пластик
Услуга 3Д печати из резинового FLEX пластика в Томске на 3Д принтере на заказ
Общая информация
Габариты моделей: размеры изготавливаемого изделия ограничиваются рядом технических условий:
— Размеры области печати 3Д принтера, самый традиционный размер примерно 220мм*220мм*220мм
— Условия печати материалом: АБС пластик при печати масштабных и высоких изделий подвержен расслоению, поэтому иногда может быть проще заменить материал, либо разделять 3Д модель на несколько частей.
— При разделении модели на несколько частей, итоговое изделие получается со швом, но общая геометрия точнее.
Точность печати: самое распространенное качество при коммерческой 3Д печати данным материалом: 0.15-0.2 мм. Данное свойство влияет на фактуру поверхности, например при необходимости иметь максимально гладкую поверхность лучше пользоваться высотой слоя 0.15мм, а если требуется изготовление грубой, крупной детали с несложными формами не требующей дальнейшей постобработки есть смысл проводить печать с качеством 0.4мм, что позволит ускорить производство.
Пластик FLEX – данный материал одной из немного возможностей сегодня получить с помощью технологии 3Д печати прототип удовлетворяющий требованиям изделиям из плотной резины.
FLEX— термопластичный эластомер (ТЭП/TPE) на полиуретановой основе, основным свойством распечатанных моделей из данного материала является то, что их растянуть или деформировать, в последствии изделие вернется к исходному состоянию.
Минимальная толщина стенок печати изделия рекомендуется в размере 0.2 мм, максимальная ограничивается максимальным значением которое позволяет уместить в себя габарит изделия.
FLEX пластик компании VolPrint подвержен минимальной усадке при печати изделий, величина которой зависит от многих прямых и косвенных факторов, но самый главный размер изделия изготавливаемого изделия и колеблется в диапазоне от 0.1% до 0.6%
Традиционно мы оказываем услуги 3Д печати при следующих настройках: 0.15 мм и скорость печати 7 грамм в час, что позволяет получает наилучшее возможное качество.
Технические характеристики материала
Прочность на разрыв: 40 мПа
Твердость по шору: 83А
Предел прочности при растяжении: 54 МПа
Остаточная деформация при сжатии: 25% (условия тестирования: 72 ч; 23оС)
Ударная вязкость: 42%
Истираемость: 30 мм3
Прочность на отрыв: 70 кН/м (условия тестирования: 500 мм/мин)
Модуль упругости при растяжении: 48 мПа (условия тестирования: 20oС)
Модуль упругости при растяжении: 33 мПа (условия тестирования: 60oС)
Плотность: 1250 кг/м3
Температура печати: 215-260oС
Требования к прикрепляемым 3Д моделям
Физический размер одной прикрепляемой 3Д модели: 10 мб
Максимальный размер: 400 х 400 х 400 мм
Минимальный размер: 10 х 10 х 10 мм
Формат прикрепляемых файлов 3Д : STL, OBJ, STEP, STP
Количество прикрепляемых файлов 3Д моделей в одну заявку: не более 10
Онлайн форма заявки для расчета стоимости услуги 3D печати
Город *
БийскВладивостокВоронежИжевскКраснодарНовосибирскРостов-на-ДонуСаратовТомскЧебоксарыАбаканАнгарскАрзамасАрмавирАртёмАрхангельскАстраханьАчинскБалаковоБалашихаБарнаулБатайскБелгородБеловоБелогорскБердскБерезникиБиробиджанБлаговещенскБратскБрянскВеликий НовгородВладикавказВладимирВолгоградВолгодонскВолжскийВологдаГорно-АлтайскГрозныйДербентДзержинскДимитровградДомодедовоЕвпаторияЕкатеринбургЕлецЕссентукиЖелезногорскЗеленодольскИвановоИркутскЙошкар-ОлаКазаньКалиниградКалугаКемеровоКерчьКировКисловодскКовровКоломнаКомсомольск-на-АмуреКопейскКоролёвКостромаКрасногорскКрасноярскКурганКурскКызылЛипецкМагаданМагнитогорскМайкопМахачкалаМеждуреченскМиассМинусинскМоскваМурманскМуромМытищиНабережные ЧелныНазраньНальчикНаходкаНефтекамскНефтеюганскНижневартвоскНижнекамскНижний НовгородНижний ТагилНовокузнецкНовомосковскНовороссийскНовотроицкНовочебоксарскНовочеркасскНовошахтинскНовый УренгойНогинскНорильскНоябрьскОбнинскОдинцовоОмскОрелОренбургОрехово-ЗуевоОрскПензаПервоуральскПермьПетрозаводскПетропавловск-КамчатскийПодольскПрокопьевскПсковПятигорскРаменскоеРубцовскРыбинскРязаньСалаватСалехардСамараСанкт-ПетербургСаранскСевастопольСеверодвинскСеверскСергиев ПосадСерпуховСимферопольСмоленскСочиСтавропольСтарый ОсколСтерлитамакСургутСызраньСыктывкарТаганрогТамбовТверьТобольскТольяттиТулаТындаТюменьУлан-УдэУльяновскУссурийскУсть-ИлимскУфаХабаровскХасавюртХимкиЧелябинскЧереповецЧеркесскЧитаШахтыЩелковоЭлектростальЭлистаЭнгельсЮжно-СахалинскЯкутскЯрославль
Имя *
Телефон *
E-mail *
Желаемый бюджет
Срок выполнения
Количество изделий *
Возможность доставки *
ДопустимоНе допустимо
Описание задачи и требование к изделиям *
Разрешить публичную публикация объявлени
Оплата на расчётный счет ( для юр. лиц )
лиц )
Примеры наших работы
Ultimate Materials Guide — Гибкая нить для 3D-печати
Обзор
Гибкие нити изготовлены из термопластичных эластомеров (TPE), представляющих собой смесь жесткого пластика и резины. Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
- Гибкий и мягкий
- Отличное гашение вибрации
- Длительный срок хранения
- Хорошая ударопрочность
- Трудно печатать
- Плохие шунтирующие характеристики
- Возможность появления капель и нанизывания
- Может плохо работать с экструдерами Боудена
Требования к оборудованию
Перед 3D-печатью с использованием гибких нитей убедитесь, что ваш 3D-принтер соответствует требованиям к оборудованию, перечисленным ниже, чтобы обеспечить наилучшее качество печати.
Bed
Temperature: 45-60 °C
Heated Bed Optional
Enclosure Not Required
Build Surface
PEI
Painter’s Tape
Extruder
Temperature: 225-245 °C
Direct Drive Extruder Recommended
Cooling
Требуется вентилятор охлаждения детали
Best Practices
Гибкие нити сопряжены со многими уникальными проблемами, о которых вы должны знать.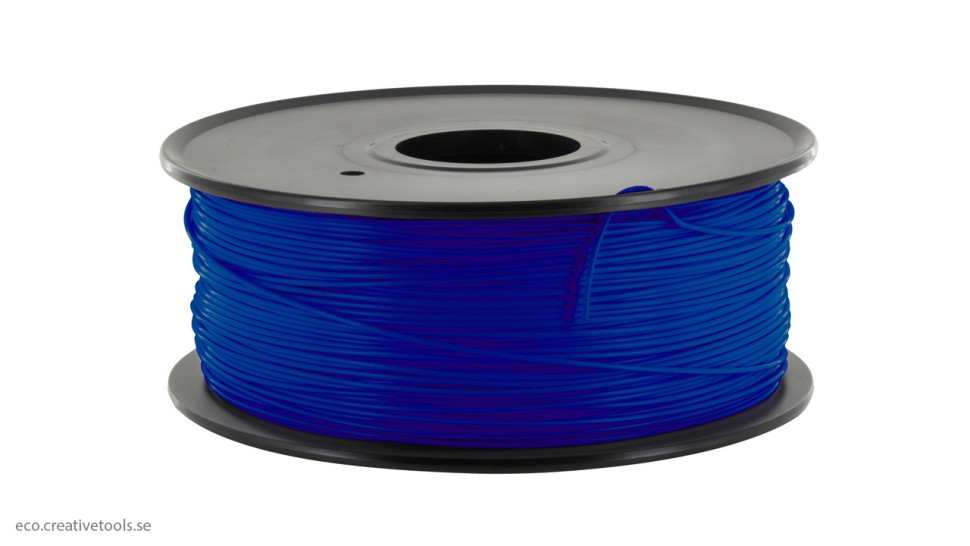 Эти советы помогут вам снизить вероятность распространенных проблем с 3D-печатью, таких как засорение, перекручивание и натяжение.
Эти советы помогут вам снизить вероятность распространенных проблем с 3D-печатью, таких как засорение, перекручивание и натяжение.
Использование экструдеров с прямым приводом
В то время как некоторые частично гибкие нити прекрасно работают с экструдерами Боудена, для большинства полностью гибких нитей требуется экструдер с прямым приводом для достижения наилучших результатов. Расстояние между приводной шестерней и зоной плавления на горячем конце должно быть как можно меньше, чтобы нить могла эффективно поступать в сопло. Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Использовать медленную и постоянную скорость подачи
Гибкие нити обычно лучше всего печатаются при медленной и постоянной скорости подачи. Поскольку материал эластичный, может быть очень сложно контролировать резкие изменения скорости печати. Более высокие скорости печати могут привести к сжатию нити и, скорее всего, к застреванию. Медленный и устойчивый — лучший подход. Simplify3D предоставляет все ваши настройки скорости подачи на вкладке «Скорости» настроек вашего процесса, чтобы вы могли легко настроить эти значения. Поиск оптимальной скорости печати для вашего материала может занять несколько попыток, основанных на пробах и ошибках. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Поскольку материал эластичный, может быть очень сложно контролировать резкие изменения скорости печати. Более высокие скорости печати могут привести к сжатию нити и, скорее всего, к застреванию. Медленный и устойчивый — лучший подход. Simplify3D предоставляет все ваши настройки скорости подачи на вкладке «Скорости» настроек вашего процесса, чтобы вы могли легко настроить эти значения. Поиск оптимальной скорости печати для вашего материала может занять несколько попыток, основанных на пробах и ошибках. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Уменьшение сопротивления катушки с нитью
Несколько настроек катушки с материалом также могут иметь большое значение при работе с гибкими материалами. Как правило, ваш экструдер втягивает нить в сопло, заставляя катушку с нитью, установленную на вашем принтере, разматывать немного пластика в процессе. Однако, поскольку гибкие материалы эластичны, это будет растягивать нить при ее втягивании, что может фактически привести к недостаточной экструзии. Попробуйте установить катушку над принтером, чтобы нить разматывалась вниз, что может уменьшить сопротивление. Также может быть невероятно полезно установить втулку шпули на подшипник, чтобы шпуля могла вращаться как можно более свободно.
Попробуйте установить катушку над принтером, чтобы нить разматывалась вниз, что может уменьшить сопротивление. Также может быть невероятно полезно установить втулку шпули на подшипник, чтобы шпуля могла вращаться как можно более свободно.
Настройте параметры отвода
Эластичность гибкого филамента делает его чувствительным к быстрым движениям, таким как втягивание. Чтобы успешно напечатать нить, вам нужно будет оптимизировать настройки отвода, чтобы уменьшить эти движения. Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Оптимизируйте ваши передвижения
Втягивание может быть особенно проблематичным для гибких материалов, поэтому обычно лучше свести к минимуму количество втягиваний, необходимых для печати. В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения.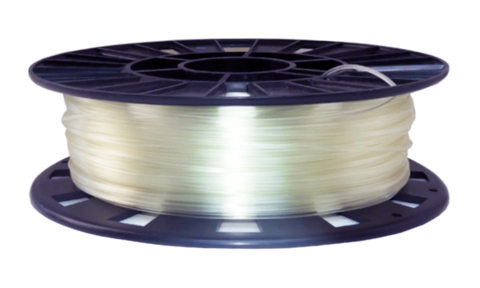 . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
. Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
Pro-Tips
- Оптимизируйте скорость подачи, печатая с меньшей высотой слоя в диапазоне 0,1–0,2 мм. Нижняя высота слоя требует меньше пластика, поэтому ваш экструдер может использовать более низкую скорость подачи, уменьшая нагрузку на нить.
- Старайтесь избегать использования плотов из гибких материалов, так как базовые слои плота имеют более высокие скорости экструзии, что может создать проблемы.
- Если вы проектируете гибкую деталь, которая должна помещаться поверх другого объекта, попробуйте использовать отрицательный допуск между частями, чтобы гибкая деталь должна была растягиваться, чтобы плотно прилегать к другому объекту.
Начните работу с гибкими нитями
Теперь, когда вы готовы приступить к печати гибкими материалами, у нас есть несколько советов, которые помогут вам начать работу. Ознакомьтесь с некоторыми типичными приложениями ниже, попробуйте несколько наших примеров проектов или выберите популярную марку нити для покупки для вашего следующего проекта.
Ознакомьтесь с некоторыми типичными приложениями ниже, попробуйте несколько наших примеров проектов или выберите популярную марку нити для покупки для вашего следующего проекта.
Общие области применения
- Гашение вибрации
- Рукоятки
- Чехлы для телефонов
Примеры проектов
- Радиоуправляемая автомобильная шина
- Чехол для телефона
- Велосипедная ручка
Популярные бренды
- NinjaTek Ninjaflex, Armadillo, Cheetah
- Полимер PolyFlex
- eSun TPE
- Гибкий ТПУ Sainsmart
Гибкая нить | MatterHackers
- Дом
- Магазин
- Нить для 3D-принтера
- Гибкая нить
3D-печать гибкими материалами действительно может расширить возможности любого проекта. Такие материалы, как MatterHackers PRO Series Flex, NinjaTek или Soft PLA, ведут себя аналогично резине, что делает их идеальными для печати таких вещей, как прокладки, пробки или даже чехлы для телефонов. Гибкие нити — это все термопластичные эластомеры, которые могут обеспечить идеальный изгиб, эластичность и прочность ваших 3D-печатных деталей.
Гибкие нити — это все термопластичные эластомеры, которые могут обеспечить идеальный изгиб, эластичность и прочность ваших 3D-печатных деталей.
Коллекции гибких нитей
Полностью гибкая нить для 3D-принтера
Гибкая нить
Серия PRO Flex
Все преимущества гибкого филамента вместе с повышенной прочностью по сравнению с другими гибкими филаментами
NinjaTek
Высококачественные и лучшие в отрасли гибкие материалы.
Soft PLA
Soft PLA — это гибкий материал, который отлично подходит для деталей, которые необходимо сгибать, чтобы соответствовать окружающей среде.
Серия PRO ТПУ
Прочная, но гибкая нить с превосходным сцеплением между слоями.
MH Build Series TPU
Доступная и недорогая нить TPU, предназначенная для производства качественных 3D-печатных деталей.
Руководства и статьи
Как добиться успеха при 3D-печати с использованием нити PLA
Откройте для себя передовые методы 3D-печати с использованием нити PLA — от выбора правильной температуры до поверхностей, на которых будет выполняться 3D-печать, — это пошаговое руководство поможет вам добиться успеха в 3D-печати PLA.
Как добиться успеха при печати с использованием АБС-пластика
Нить АБС-пластика — это универсальный материал, который является отличным вариантом, когда вам нужно, чтобы напечатанные на 3D-принтере детали были прочными и термостойкими. Узнайте, как распечатать этот материал как профессионал, из этого подробного руководства.
Как добиться успеха при 3D-печати с использованием нити PETG
Это подробное руководство содержит все необходимое для успешной печати с использованием нити PETG. Оцените фантастические свойства прочной и удобной для печати нити PETG!
Как добиться успеха с помощью 3D-печати металлом на настольном 3D-принтере
Пришло время изучить простую и доступную 3D-печать металлом. 3D-печать настоящим металлом на настольном 3D-принтере теперь возможна с использованием нити для 3D-печати Ultrafuse Metal от BASF Forward AM.
Как добиться успеха при 3D-печати из нейлона
Узнайте, как 3D-печать из нейлона станет профессионалом.
Всего комментариев: 0