16К20 устройство: Токарный станок 16К20: устройство,характеристика,схемы станка
Содержание
Устройство и классификация токарно-винторезных станков
Устройство и классификация
Токарно-винторезные станки предназначены для обработки, включая нарезание
резьбы, единичных деталей и малых групп деталей. Однако бывают станки без
ходового винта. На таких станках можно выполнять все виды токарных работ,
кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют
токарно-винторезные станки, являются наибольший диаметр D обрабатываемой
заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая
длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших
диаметров обработки для токарно-винторезных станков имеет вид: D = 100,
125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее
до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием
Наибольшая длина L обрабатываемой детали определяется расстоянием
между центрами станка. Выпускаемые станки при одном и том же значении D
могут иметь различные значения L. По массе токарные станки делятся на легкие
— до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные
— до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм).
Легкие токарные станки применяются в инструментальном производстве, приборостроении,
часовой промышленности, в экспериментальных и опытных цехах предприятий.
Эти станки выпускаются как с механической подачей, так и без нее. На средних
станках производится 70 — 80% общего объема токарных работ. Эти станки
предназначены для чистовой и получистовой обработки, а также для нарезания
резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью
и широким диапазоном частот вращения шпинделя и подач инструмента, что
позволяет обрабатывать детали на экономичных режимах с применением современных
прогрессивных инструментов из твердых сплавов и сверхтвердых материалов.
Средние станки оснащаются различными приспособлениями, расширяющими их
технологические возможности, облегчающими труд рабочего и позволяющими
повысить качество обработки, и имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом
машиностроении, а также в других отраслях для обработки валков прокатных
станов, железнодорожных колесных пар, роторов турбин и др.
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 —
передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы,
6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач, 11
— гитары сменных шестерен, 12 — электро-пусковая аппаратура, 13 — коробка
скоростей, 14 — шпиндель
Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют
одинаковое название, назначение и расположение. Смотри рисунок вверху.
Смотри рисунок вверху.
Типичный токарно-винторезный станок 16К20 завода «Красный пролетарий» показан
на рисунке внизу.
Общий вид и размещение органов управления токарно-винторезного станка
мод. 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки
подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения
шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания
многозаходных резьб, 11 — изменения направления нареза-ния резьбы (лево-
или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли,
20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения
ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового
винта, 25 — управления изменением направления вращения шпинделя и его остановкой,
26 — включения и выключения подачи, 28 — поперечного перемещения салазок,
29 — включения продольной автоматической подачи, 27 — кнопка включения
и выключения главного электродвигателя, 31 — продольного перемещения салазок;
Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи
главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф,
14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка,
22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33
— направляющие станины
На главную
Винт ходовой 16К20 РМЦ 710 мм
Содержание
Кинематическая схема токарно-винторезного станка 16К20
Технические характеристики, чертежи и описание узлов приведены на странице 16К20 .
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.).
В 1988 году токарный станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Кинематическая схема станка 16к20 приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Кинематическая схема токарно-винторезного станка 16К20
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Кинематическая схема шпиндельной бабки токарно-винторезного станка 16К20
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов Ø 140 и Ø 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью двойной фрикционной муфты Мф1.
Вал III получает две скорости вращения через колеса z = 34 или z = 39.
Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV.
С вала IV вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу.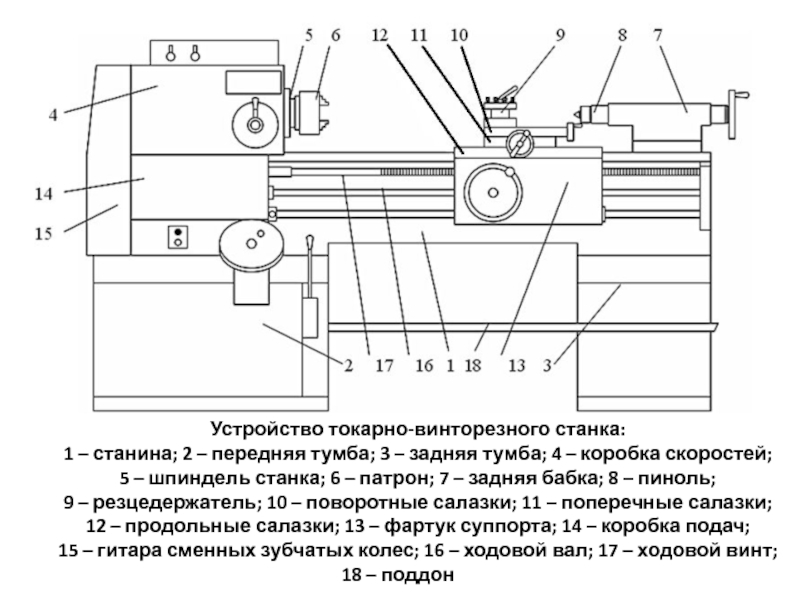 В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
Минимальная и максимальная частоты прямого вращения шпинделя определяются:
где:
η — коэффициент проскальзывания ременной передачи, в расчетах принимают η = 0,985
nдв — скорость вращения электродвигателя nдв = 1460 об/мин
140/268 — отношение диаметра передающего шкива к диаметру принимающего. Диаметр ведущего шкива Ø 140, Диаметр ведомого шкива Ø 268 мм
Следует отметить, что при расчете частоты вращения шпинделя по уравнениям кинематических цепей коробки скоростей, результат может не совпадать с частотами вращения шпинделя, указанными в технических характеристиках станка, расчитанных теоретически по законам геометрического ряда (гост 8032-84).
Кинематические цепи прямого и обратного вращения шпинделя
График оборотов шпинделя токарно-винторезного станка 16к20
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 различных значения частот вращения шпинделя.
Конструкция шпиндельной (передней) бабки с коробкой скоростей
Коробка скоростей токарно-винторезного станка 16к20
1. Управление коробкой скоростей токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
2. Таблица резьб и скоростей токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
Шпиндельная бабка токарно-винторезного станка 16к20
1. Шпиндельная бабка токарного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В, Г-Г, Д-Д
3. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Е-Е, Ж-Ж, З-З, И-И
4. Чертеж шпинделя в сборе
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3.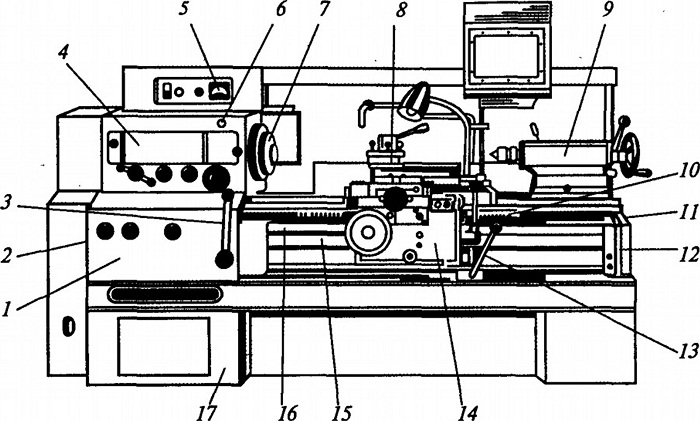 Так как валы III и IV — длинные, для них предусмотрена средняя опора.
Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
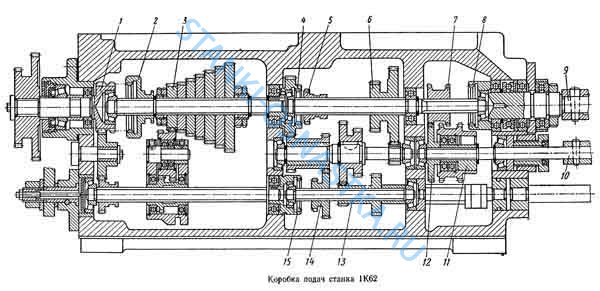
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070 и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
1. Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
2. Коробка подач токарно-винторезного станка 16К20. Разрез Б-Б
3. Коробка подач токарно-винторезного станка 16К20. Разрез Г-Г
Схема коробки подач токарного станка 16к20
Схема коробки подач токарного станка 16к20. Скачать в увеличенном масштабе
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Источники
- http://stanki-katalog.
 ru/sprav_16k20kins.htm
ru/sprav_16k20kins.htm
Да!
45.4%
Нет. Требуются дополнительные ответы.
Сейчас спрошу в комментариях.
39.64%
Частично. Еще остались вопросы.
Сейчас отпишусь в комментариях.
14.96%
Проголосовало: 1390
Оцените полезность статьи, нам будет приятно 🙂
Звездочки Sunstar 16K20-35 Стандартные стальные звездочки Sunstar
Напишите первый отзыв
Номер детали: SUS-16K20-35
- Картинки
Обзор
Марка:
Звездочки Sunstar
Номер детали производителя:
16К20-35
Тип детали:
звездочки
Линейка продуктов:
Стандартные стальные звездочки Sunstar
Summit Racing Артикул:
СУС-16К20-35
СКП:
840019107105
Передняя звездочка В комплекте:
№
Задняя звездочка В комплекте:
Да
Зуб задней звездочки Количество:
35
Материал задней звездочки:
Сталь
Задняя звездочка Отделка:
Натуральный
Подходит для размера цепи:
630
Количество:
Продается по отдельности.
Стандартные стальные звездочки Sunstar
Стандартные стальные звездочки Sunstar — это долговечные звездочки, разработанные для исключительной посадки и производительности. Они изготовлены из высокоуглеродистой стали 1045 с эксклюзивной термообработкой для повышения прочности и долговечности. Эти звездочки также проходят специальную обработку для защиты от ржавчины и коррозии. Sunstar поставляет на мировой рынок самый широкий ассортимент звездочек с 19 лет.46, а их стандартные стальные звездочки — еще один пример их передовой конструкции, испытаний и технологий. Всегда используйте стандартные стальные звездочки Sunstar, чтобы поддерживать максимальную производительность велосипеда.
Приложения
Вопросы и ответы
Задать вопрос о продукте
Задать вопрос
Вопрос какого типа вы хотите задать?
У меня есть вопрос
службы поддержки клиентов (заказ, доставка, возврат и т.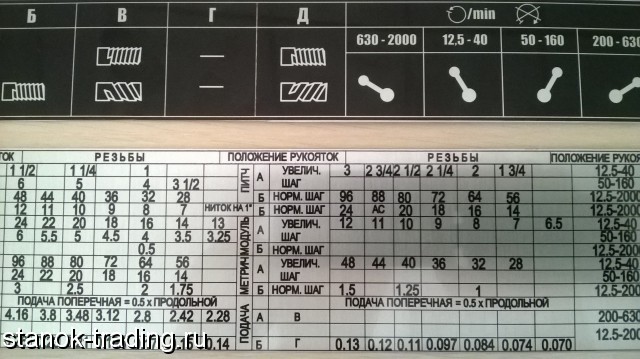 д.).
д.).
Вопрос по обслуживанию клиентов
— ИЛИ ЖЕ —
Я хотел бы задать другим клиентам
вопрос об этом продукте .
Вопрос, связанный с продуктом
отзывов
Написать обзор
Некоторые детали не разрешены к использованию в Калифорнии или других штатах с аналогичными законами/правилами.
Позвоните для заказа
Это заказная часть. Вы можете заказать эту деталь, связавшись с нами.
Варианты для международных клиентов
Варианты доставки
Если вы являетесь международным покупателем и отправляете товар на адрес в США, выберите «Доставка по США», и мы соответствующим образом оценим даты доставки.
Международный доставка
Доставка в США
Валютные опционы
Если вы являетесь международным клиентом и хотите изменить валюту, в которой отображаются цены, вы можете сделать это здесь. Обратите внимание, что расчетные цены будут указаны в долларах США.
Обратите внимание, что расчетные цены будут указаны в долларах США.
AUD Австралийский долларBGN Болгарский левBRL Бразильский реалCAD Канадский долларCHF Швейцарский франкCNY Юань РенминбиCZK Чешская кронаDKK Датская кронаEUR ЕвроGBP Фунт стерлинговHKD Гонконгский долларHRK КунаHUF ФоринтIDR рупияILS Новый израильский шекельINR Индийская рупияISK Исландская кронаJPY ИенаKRW WonMXN Мексиканское песоMYR Малайзийский ринггитNOK Норвежская кронаNZD LesouK Шведский песоPLPHN Новой Зеландии доллар КронаSGD Сингапурский долларTHB БатTRY Турецкая лираUSD Доллар СШАZAR Rand
| Металлорежущие станки > Токарные станки > Center Lahtes | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 02.2013
02.2013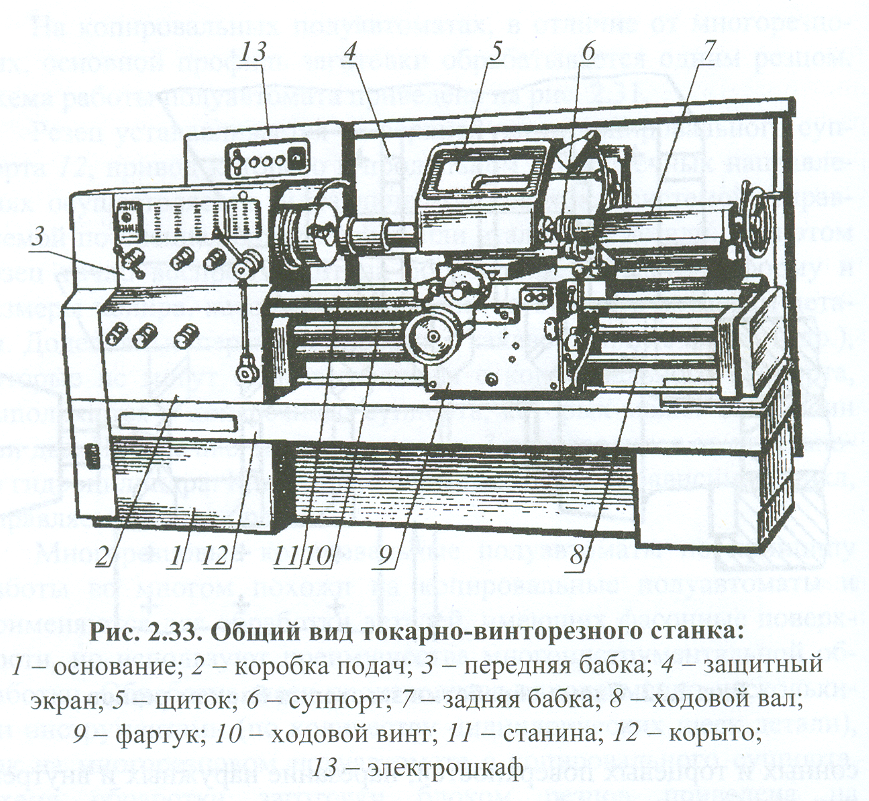
 KG Werkzeugmaschinen
KG Werkzeugmaschinen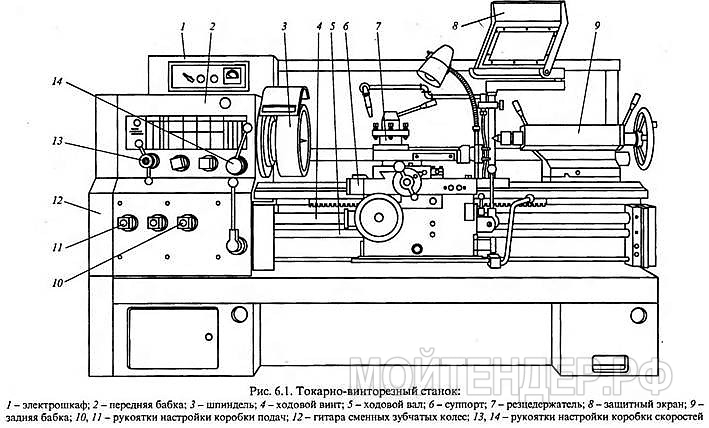 KG Werkzeugmaschinen
KG Werkzeugmaschinen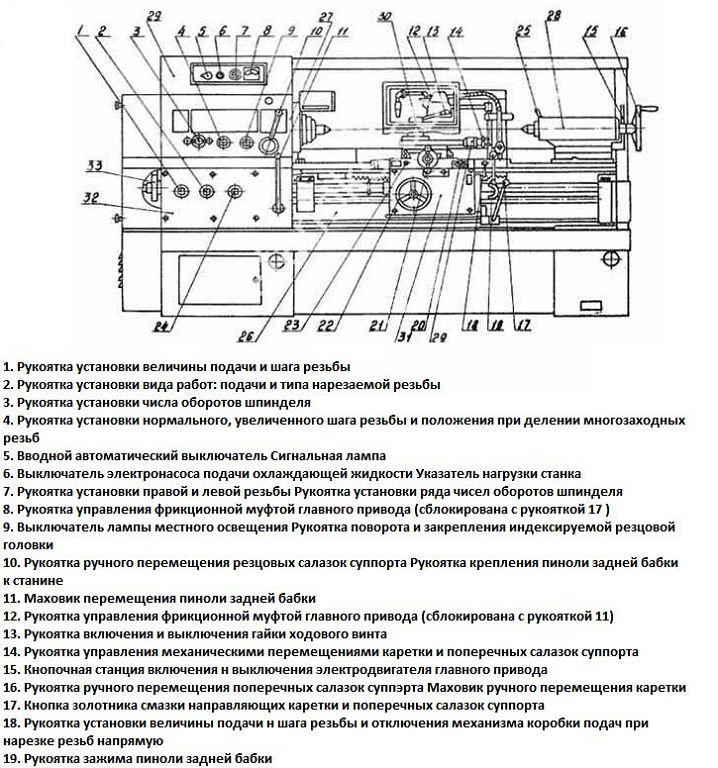 KG Werkzeugmaschinen
KG Werkzeugmaschinen KG Werkzeugmaschinen
KG Werkzeugmaschinen
Всего комментариев: 0