Если мой дом – моя крепость, то интерьер это душа дома и отражение индивидуальности его хозяев. H&M – это бесконечный источник для оформления пространства как жилого, так и рабочего. H&M Home вдохновляет людей на создание уюта с глубоким ощущением стиля. Даже для далекого от дизайнерских концепций человека дизайн спальни, дизайн кухни, дизайн детской комнаты или дизайн ванной становится приятным направлением в жизни вместе с H&M Home.
СПАЛЬНЯ. ДИЗАЙН СПАЛЬНИ И АКСЕССУАРЫ ДЛЯ СПАЛЬНИ H&M HOME
Спальня – одно из самых важных мест в доме. От того на сколько это место уютно и удобно зависит сон и отдых. Спальня от h7m – это не просто удобство, но и красота, которая радует глаз. Хлопковое постельное белье h&m сдержанных оттенков дарит приятную прохладу летом и уютное тепло зимой. H7m каталог дает возможность выбрать полутороспальный комплект постельного белья или двуспальный комплект для широкой кровати. Если Вы хотите просто ненадолго прилечь в спальне, чтобы почитать книгу или подремать, магазин h&m предлагает мягкие пледы, в которые можно закутаться и расслабиться. Для любителей подольше поспать эйч энд эм создал коллекцию плотных штор со слаб-структурой, которые не пропускают яркий солнечный свет. Когда Вы возвращаетесь после тяжелого трудового дня, стоит просто укутаться в мягкий халат из смесового кашемира, зажечь ароматическую свечу h&m home, положить голову на эргономичную подушку H&M из белого утиного пера – и Ваше тело погрузится в мягкие волны релаксации.
ГОСТИНАЯ. ДИЗАЙН ГОСТИНОЙ И АКСЕССУАРЫ ДЛЯ ГОСТИНОЙ H&M HOME
Гостиная – это сердце каждого дома. Здесь мы встречаем гостей, устраиваем праздники и вечеринки, проводим тихие семейные вечера. Именно поэтому дизайнерское решение гостиной очень важно. H&M предлагает идеи для оригинального решения этой проблемы. Аксессуары для интерьера h7m home смогут до неузнаваемости изменить уже привычный вид гостиной. Все, что нужно – зайти в онлайн h&m каталог товаров Home. Небольшой хлопковый коврик рядом с диваном может выгодно подчеркнуть и освежит цвет его обивки. Мягкие диванные подушки сделают вечерне семейные просмотры кино действительно уютными и заставят интерьер заиграть новыми красками. H&M каталог товаров предлагает широкий выбор разноцветных чехлов для подушек. Это позволяет без труда и серьезных затрат изменять интерьерное решение гостиной несколько раз в сезон.
ВАННАЯ. ДИЗАЙН ВАННОЙ КОМНАТЫ И АКСЕССУАРЫ ДЛЯ ВАННОЙ H&M HOME
Ванная – это место, где начинается и заканчивается наш день. Принять ванную – самый легкий и доступный способ снять стресс после трудового дня и расслабиться. Именно поэтому интерьер ванной комнаты важен. Все должно быть удобно и под рукой. H&M home предлагает стильные и простые дизайнерские решения. Если заглянуть в h&m каталог home, можно подобрать мягкие полотенца эйчэндэм из натуральных материалов – как банные полотенца, так и полотенца для рук. Мягкий жаккардовый коврик с оригинальным рисунком в скандинавском стиле не позволит вам поскользнуться на мокром полу в ванной. А как приятно после утреннего душа закутаться в уютный халат из стираного льна. Удачно в интерьер ванной вписываются текстильные корзины для белья, которые вместительны и не занимают много места. Шторки для душа с яркими принтами, представленные в h&m каталоге помогут кардинально и в лучшую сторону стилистическое решение ванной комнаты.
КУХНЯ. ДИЗАЙН КУХНИ И АКСЕССУАРЫ ДЛЯ КУХНИ H&M HOME
Кухня в доме – особенное место. Семейные обеды и ужины, подготовка праздничного стола и место рождения семейных кулинарных шедевров. Красота и удобство там должны присутствовать в равных долях. Эйчэндэм предлагает Вам большой выбор аксессуаров для кухни. Хлопковые скатерти и скатерти из льна h&m home не только красивы, но и очень практичны. Скатерти легко стираются и прослужат долгое время на семейных праздниках и повседневных обедах и ужинах.
ДЕТСКАЯ. ДИЗАЙН ДЕТСКОЙ КОМНАТЫ И АКСЕССУАРЫ ДЛЯ ДЕТСКОЙ КОМНАТЫ H&M HOME
Ребенок – самый важный человек в доме. Детская комната должна быть не только красивой и уютной, но и безопасной. Эйч энд эм официальный сайт поможет приобрести все необходимые предметы и аксессуары для детской комнаты, не выходя из дома. Время дневного и ночного сна – важное время для правильного роста и развития ребенка. Детское постельное белье H&M Home абсолютно безопасно и создано из экологичных материалов – льна и хлопка. Когда настает время игр, малыш может расположиться вместе с игрушками на ярком хлопковом коврике с принтом. Коврики для детей из h&m каталога легко стираются в машине и поддаются отчистке паром.
ИДЕИ ДЛЯ БИЗНЕСА ОТ H&M HOME
Дизайнерские идеи h7m идеально подходят не только для интерьерных решений квартир и частных домов, но и с легкостью придадут самобытность и оригинальность обстановке любого кафе, ресторана, небольшой гостиницы и офиса. Простой и выдержанный скандинавский стиль аксессуаров для интерьера является универсальным. Если Вы хозяин или менеджер кафе, паба или ресторана, но в конце очередного сезона не хотите тратить большие средства на обновление интерьера заведения – h&m каталог Home – идеальное решение. Несколько новых чехлов для диванных подушек ярких цветов, необычных стеклянных ваз h7m разнообразного геометрического исполнения и другие аксессуары — и привычный интерьер выглядит совершенно по-новому. Предложите своим гостям морозным зимним днем чашку ароматного кофе и теплый плед из коллекции h&m home и эти гости будут возвращаться к вам снова и снова. Эйчндэм предлагает уютные и практичные решения для интерьера! Пусть Вас окружает красота вместе с H&M Home.
РИА Новости — события в Москве, России и мире сегодня: темы дня, фото, видео, инфографика, радио
Регистрация пройдена успешно! Пожалуйста, перейдите по ссылке из письма, отправленного на
Политика
В мире
Экономика
Общество
Происшествия
Армия
Наука
Спорт
Культура
Религия
Туризм
По Карабаху осталось урегулировать лишь технические вопросы, заявил Путин
Вчера, 22:54
Популярное
Диетическое горе
Константин Богомолов Режиссер
Запад мечтает о поражении России — и ее деньгах
Сергей Савчук
Верный трампист готовится уничтожить Трампа. Результат не гарантирован
Петр Акопов
Специальный репортаж
Аналитика
Фото
Видео
Инфографика
Тесты
Опросы
Подкасты
«Препятствий не осталось». О чем Пашинян и Алиев договорились в Москве
«Отстали от соперников». Британскую армию хотят вернуть на двести лет назад
Вчера, 08:00
Наука
Климат задаст жару. Планете предрекают экстремальные потрясения
Вчера, 08:00
Хорошие новости
Рекомендуемое
Культура
«Давно в ней искра разгоралась»: что русские классики писали про Украину
Вчера, 08:00
Туризм
На пляжи — в Батуми, в Европу — через Кутаиси. Первые туристы едут в Грузию
Вчера, 08:00
Шоубиз
Simply the Best: почему весь мир любит Тину Тернер
24 мая, 23:36
Туризм
В облаках. В Ленобласти стартовал чемпионат по воздухоплавательному спорту6
Вчера, 12:37
Шоубиз
«Русский Арт»: лучшие наряды звезд с красной дорожки премии RU.TV10
24 мая, 13:28
Специальная военная операция на Украине
«Действуют очень хитро». Что готовят ВСУ под Херсоном
Скандал на всю Европу. Германия и Венгрия сцепились из-за Украины
Религия
«Этот алфавит придумали не они». Чего мы не знаем о Кирилле и Мефодии
Культура
Я тебе русским языком говорю: нужны ли нам западные слова
Смертельный удар: Молдавия объявила о неминуемом аресте Путина
Кирилл Стрельников
Дефолт подкрался незаметно: Украина ответит за доллар
Виктория Никифорова
Триумф зеленой повестки: электричество в Европе стало бесплатным
Сергей Савчук
Футбол
Бывшая жена обвинила Сафонова в желании забрать дочь и взыскать алименты
Вчера, 14:27
Футбол
Российский агент не верит, что «Локомотив» будет платить Дзюбе 10 миллионов
Хоккей
Ничушкин продолжит играть за «Колорадо», пишут СМИ
Тренерам чемпионов Олимпийских игр повысят материальное обеспечение
Хоккей
Крылов покинул пост председателя совета директоров «Авангарда»
TOP, BOTTOM(full)
TOP, BOTTOM(full)
BOTTOM
Открывается c отступом от верхнего края когда по ширине меньше ширины окна.
Открывается c отступом от верхнего края когда по ширине меньше ширины окна.
Открывается c отступом от верхнего края когда по ширине меньше ширины окна.
Открывается c отступом от верхнего края когда по ширине меньше ширины окна.
На фулл скрине открывается с белой подложкой на всю высоту, контент вверху.
На фулл скрине открывается с белой подложкой на всю высоту, контент вверху.
На фулл скрине открывается с белой подложкой на всю высоту, контент вверху.
На фулл скрине открывается с белой подложкой на всю высоту, контент вверху.
center
Открывается по центру когда по ширине меньше ширины окна.
Открывается по центру когда по ширине меньше ширины окна.
Открывается по центру когда по ширине меньше ширины окна.
Открывается по центру когда по ширине меньше ширины окна.
На фулл скрине открывается с белой подложкой на всю высоту, контент вверху.
На фулл скрине открывается с белой подложкой на всю высоту, контент вверху.
На фулл скрине открывается с белой подложкой на всю высоту, контент вверху.
На фулл скрине открывается с белой подложкой на всю высоту, контент вверху.
Пример полей
Заголовок поля
Вход на сайт
Почта
Пароль
Восстановить пароль
Зарегистрироваться
Срок действия ссылки истек
Назад
Регистрация на сайте
Почта
Пароль
Я принимаю условия соглашения и даю своё согласие на обработку персональных данных в соответствии с Политикой конфиденциальности Федерального Государственного Унитарного Предприятия «Международное информационное агентство «Россия сегодня», расположенного по адресу: Россия, 119021, г. Москва, Зубовский бульвар, д. 4.
Войти с логином и паролем
Ваши данные
Восстановление пароля
Почта
Назад
Восстановление пароля
Ссылка для восстановления пароля отправлена на адрес
Восстановление пароля
Новый пароль
Подтвердите пароль
Написать автору
Тема
Сообщение
Почта
ФИО
Нажимая на кнопку «Отправить», Вы соглашаетесь с Политикой конфиденциальности
Задать вопрос
Ваше имя
Ваш город
Ваш E-mail
Ваше сообщение
Сообщение отправлено!
Спасибо!
Произошла ошибка!
Попробуйте еще раз!
Обратная связь
Чем помочь?
Если ни один из вариантов не подходит, нажмите здесь для связи с нами
Обратная связь
Чтобы воспользоваться формой обратной связи, Вы должны войти на сайт.
Разблокировать аккаунт
Вы были заблокированы за нарушение правил комментирования материалов
Срок блокировки — от 12 до 48 часов, либо навсегда.
Если Вы не согласны c блокировкой, заполните форму.
Назад
Разблокировать аккаунт
Имя в чате
Дата сообщения
Время отправки сообщения
Блокировался ваш аккаунт ранее?
Сколько раз?
Удалили мое сообщение
Ваше сообщение было удалено за нарушение правил комментирования материалов
Если Вы не согласны c блокировкой, заполните форму.
Назад
Удалили мое сообщение
Чтобы связаться с нами, заполните форму ниже:
Ваше сообщение
Перетащите, или выберите скриншот
Связаться с нами
Если вы хотите пожаловаться на ошибку в материале, заполните форму ниже:
Ссылка на материал
Опишите проблему
Перетащите, или выберите скриншот
Связаться с нами
Чтобы связаться с нами, заполните форму ниже:
Ваше сообщение
Перетащите, или выберите скриншот
Показать
пунктов денежных переводов | Север Карловых Вар, Нью-Мексико
Север Карловых Вар, Нью-Мексико 88220, США
Север Карловых Вар, Нью-Мексико 88220
Сортировать по:
1 – 15 из 16
2,71 мили
РЫНОК АЛЬБЕРТСОН #665
202 E Church St
Карлсбад, Нью-Мексико, 88220-2418
Агент | Открыто • До 21:00
Телефон: 575-885-2161
Схема проезда
2,75 мили
WALGREENS #7930
1401 W Pierce St
Карлсбад, Нью-Мексико, 88220-4024
Агент | Открыто • До 21:00
Телефон: 575-887-0572
Максимальный лимит выплаты составляет 300 долларов США.
Направления
3,9 мили
STRIPES #5051
2005 West Pierce St
Carlsbad, NM, 88220
9000 4 Агент | Открыто • круглосуточно
Телефон: 575-887-5545
Схема проезда
3,20 мили
DOLLAR GENERAL #21747
2113 W Lea St
Карлсбад, Нью-Мексико, 88220
Агент | Открыто • До 22:00
Телефон: 575-573-3950
Требуется начать в приложении/онлайн и закончить в магазине. Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США.
Как добраться
3,86 мили
DOLLAR GENERAL #10246
2101 S Canal St
Carlsbad, NM, 88220-6520
Агент | Открыто • До 22:00
Телефон: 575-236-4545
Требуется начать в приложении/онлайн и закончить в магазине. Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США.
Схема проезда
4,14 миль
WALMART #000868
2401 S Canal St
Carlsbad, NM, 88220
90 Агент 004 | Открыто • До 21:00
Телефон: 575-885-0727
Схема проезда
5,26 миль
DOLLAR GENERAL #17795
3 17 W Farris St
Карлсбад, Нью-Мексико, 88220
Агент | Открыто • До 22:00
Телефон: 575-689-8205
Требуется начать в приложении/онлайн и закончить в магазине. Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США.
Маршруты
10,30 миль
ALLSUPS #102404
4412 National Parks Hwy
Carlsbad, NM, 88220
Агент | Открыто • До 22:00
Зачем ждать? Переводите деньги онлайн прямо сейчас
Телефон: 575-885-9538
Схема проезда
7,30 миль
DOLLAR GENERAL #23850
5401 Old Cavern Hwy
Карлсбад, Нью-Мексико, 88220
Агент | Открыто • До 22:00
Зачем ждать? Перевод денег онлайн сейчас
Телефон: 575-725-5651
Требуется начать в приложении/онлайн и завершить в магазине. Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США.
Направления
28,24 мили
DOLLAR GENERAL #6450
1020 S 13th St
Artesia, Нью-Мексико, 88210-2671
Агент | Открыто • До 22:00
Зачем ждать? Перевод денег онлайн сейчас
Телефон: 575-308-0719
Требуется начать в приложении/онлайн и завершить в магазине. Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США.
Маршруты
48,69 миль
STRIPES #0186
104 N 1st St
Artesia, NM, 88210-2102 9000 3
Агент | Открыто • 24 часа
Зачем ждать? Переводите деньги онлайн сейчас
Телефон: 575-746-6612
Схема проезда
28,69 миль
ПОЛОСЫ #0188
104 N 1st St
9 0004 Artesia, Нью-Мексико, 88210-2102
Агент | Открыто • 24 часа
Зачем ждать? Переводите деньги онлайн прямо сейчас
Телефон: 432-563-3211
Схема проезда
29. 37 mi
DOLLAR GENERAL #17273
1110 N Первый St
Artesia, Нью-Мексико, 88210-1463
Агент | Открыто • До 22:00
Зачем ждать? Перевод денег онлайн сейчас
Телефон: 575-616-2330
Требуется начать в приложении/онлайн и завершить в магазине. Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США.
Схема проезда
49,62 миль
WALMART #003427
604 N 26th St
Artesia, NM, 88210
Агент | Открыто • До 21:00
Зачем ждать? Переводите деньги онлайн прямо сейчас
Телефон: 575-746-2184
Схема проезда
47,16 mi
PILOT TRAVEL CENTER #1134
3752 N Highway 285
Орла, Техас, 79770
Агент | Открыто • До 22:00
Зачем ждать? Переводите деньги онлайн прямо сейчас
Телефон: 432-273-0079
Схема проезда
ABQ Uptown — Apple Store
Найти магазин
Полный список магазинов
Полный магазин list
Работает до 20:00.
Адрес
2240 Q Street NE Albuquerque, NM 87110
(505) 837-6480
Часы работы
День
Дата
9030 9 Время
СегодняСегодня
25 мая 25 мая
10:00 — 8 :00 вечера
Пятница Пятница
26 мая 26 мая
10:00 — 20:00
СбСуббота
27 мая 27 мая
10:00 — 20:00
ВоскресеньеВоскресенье
28 мая28 мая
12:00 — 18:00
ПонедельникПонедельник
29 мая 29 мая
10:00 — 20:00
ВтВторник
30 мая 30 мая
10:00 — 20:00
Среда Среда
31 мая 31 мая
10:00 — 20:00
Чем мы можем вам помочь?
От настройки устройства до восстановления Apple ID и замены экрана — поддержка Genius поможет вам.
Получите поддержку
Управляйте бронированием
Перевод языка жестов доступен в наших магазинах через видеосервис по требованию, мгновенно и бесплатно для вас. Персональный переводчик может быть организован по предварительному запросу для сеансов и мероприятий в магазине, также бесплатно.°
Запрос личного переводчика жестового языка
Приходите посмотреть на лучшее от Apple в наших магазинах.
Купите нашу продукцию и получите консультацию специалиста лично.
Специальные предложения операторов связи в Apple
Сэкономьте до 1000 долларов США на iPhone 14 Pro или iPhone 14 Pro Max благодаря предложениям операторов связи в Apple. †
Найдите свое предложение
Покупайте один на один со специалистом в магазине Apple.
Забронируйте сеанс покупок
Получите сегодня. Покупайте онлайн, и мы подготовим его к выдаче.
Обмен
устройство и мы будем торговать это для мгновенного кредита. 1
Узнайте, сколько стоит ваше устройство
Платите ежемесячно по ставке 0 % годовых, если вы решили оформить ежемесячные платежи Apple Card.
Мы производим широкий ассортимент строительного инструмента, главной особенностью которого является надежность и качество по доступной цене
Компания ЗУБР – российский производитель и поставщик широкого спектра качественного инструмента, материалов и оборудования вот уже более 20 лет. Ручные и механизированные инструменты ЗУБР пользуются популярностью у специалистов благодаря высокой надежности, отличной эргономике и высокому качеству.
Сегодня компания является участником мирового рынка и производителем качественных товаров, используемых как внутри, так и вне дома, а также для промышленного применения. Модельные ряды продукции компании занимают ведущее положение в соответствующих секторах рынка России и за ее пределами.
МАРКА №1 В РОССИИ
Компания ЗУБР два года подряд (2019, 2021 гг.) награждалась национальной премией «Марка №1 в России» в категории «Инструменты для строительства и ремонта».
«Марка №1 в России» является значимой системой оценки известности брендов и уровня доверия покупателей.
За присуждение премии голосуют сами потребители. Названия торговых марок люди вписывают самостоятельно — тех, которым доверяют.
20 000
инструментов
250
товарных групп
3 000
сотрудников
В жизни компании ЗУБР всегда происходит обновление. Компания постоянно расширяет ассортимент, усовершенствует текущие модели, входит в новые сферы, чтобы удовлетворить растущие потребности наших клиентов. Мы предлагаем много новых категорий товаров высокого качества по доступной цене. Делаются большие инвестиции в развитие производства, а также в инфраструктуру отрасли.
Для успешной конкуренции с известными иностранными брендами, компания ЗУБР уделяет особое внимание научным исследованиям, добиваясь максимальной эффективности и надежности ее инструментов. В конструкторском бюро компании работают высококвалифицированные инженеры с большим опытом. Многие из них прошли старую школу, работая на предприятиях оборонно-промышленного комплекса. Новаторская работа ведется целенаправленно и приносит реальные результаты: инженерами создан ряд современных разработок, решения которых запатентованы.
ГАРАНТИЯ 5 ЛЕТ
широчайшая зона сервисного и гарантийного обслуживания
Стабильность характеристик производимой продукции является неустанной заботой компании. Созданная специально для этого служба качества стоит на страже интересов потребителей, постоянно контролирует процесс производства на каждом его этапе и осуществляет приемку готовой продукции.
ЗУБР уделяет особое внимание не только производству, но и последующей доставке товаров до клиентов. Склады компании оснащены современным оборудованием для приема, сбора и контроля продукции. Эргономичная система хранения и планшетная сборка позволяют точно отслеживать наличие инструментов на складе, а собственный автопарк — быстро доставлять их.
У компании индивидуальный подход к каждому клиенту. Персональные менеджеры помогают быстро решить любой вопрос, подбирая вариант, подходящий именно Вам.
Для осуществления качественного гарантийного ремонта и послепродажного обслуживания создана и постоянно расширяется сеть сервисных центров на всей территории России и в странах СНГ.
Преподавательские работы, вакансии воспитателей, школьные вакансии
Преподавательские работы, педагогические вакансии, школьные вакансии | ШколаВесна
Выберите местоположение… Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию. ..Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
Расширенный поиск
Мой сохраненный поиск
Идентификатор задания
Соискатели
Продвиньте свою карьеру в области образования. Это бесплатно.
Если вы только начинаете или уже имеете опыт&запятая; SchoolSpring — лучшее место для управления вашей образовательной карьерой. Получите доступ к тысячам вакансий по всей стране со всего Интернета в одном , Удобная поисковая система. И это только начало. С SchoolSpring&запятая; доступ&двоеточие;
Карьера Инструменты управления документами.
Централизованная агрегация поиска работы.
Оповещения по электронной почте.
Комплексные приложения.
Найти работу Бесплатная регистрация
Мы обновили нашу Политику конфиденциальности, вступившую в силу 27 января 2020 г.
Щелкните здесь для получения дополнительной информации.
Работодатели
Увеличьте охват и расширьте круг кандидатов.
Найдите учителей, администраторов, вспомогательный персонал и любую промежуточную роль в сфере образования с помощью более чем 2 миллионов соискателей работы в сфере образования по всей стране. Привлекайте больше соискателей даже на труднодоступные вакансии, экономя при этом деньги, потраченные на ярмарки вакансий и рекламу.
Поиск кандидатов из нашего национального резерва.
Распространяйте информацию о своих вакансиях на сайтах Indeed, Monster, Teach.org, через Twitter и т. д.
Автоматические оповещения по электронной почте, рассылаемые заинтересованным соискателям.
Прямая интеграция с TalentEd Recruit & Hire и другими системами отслеживания кандидатов.
Разместить вакансию Узнать больше
Ищущие работу
Найти работу
Мой профайл
Работодатели
Разместить вакансию
Запросы на продажу
О нас
Контакт
Карта сайта
политика конфиденциальности
Условия эксплуатации
Соединять
Преподавательские работы, вакансии воспитателей, школьные вакансии
Преподавательские работы, педагогические вакансии, школьные вакансии | ШколаВесна
Выберите местоположение… Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию. ..Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
Расширенный поиск
Мой сохраненный поиск
Идентификатор задания
Соискатели
Продвиньте свою карьеру в области образования. Это бесплатно.
Если вы только начинаете или уже имеете опыт&запятая; SchoolSpring — лучшее место для управления вашей образовательной карьерой. Получите доступ к тысячам вакансий по всей стране со всего Интернета в одном , Удобная поисковая система. И это только начало. С SchoolSpring&запятая; доступ&двоеточие;
Карьера Инструменты управления документами.
Централизованная агрегация поиска работы.
Оповещения по электронной почте.
Комплексные приложения.
Найти работу Бесплатная регистрация
Мы обновили нашу Политику конфиденциальности, вступившую в силу 27 января 2020 г.
Щелкните здесь для получения дополнительной информации.
Работодатели
Увеличьте охват и расширьте круг кандидатов.
Найдите учителей, администраторов, вспомогательный персонал и любую промежуточную роль в сфере образования с помощью более чем 2 миллионов соискателей работы в сфере образования по всей стране. Привлекайте больше соискателей даже на труднодоступные вакансии, экономя при этом деньги, потраченные на ярмарки вакансий и рекламу.
Поиск кандидатов из нашего национального резерва.
Распространяйте информацию о своих вакансиях на сайтах Indeed, Monster, Teach.org, через Twitter и т. д.
Автоматические оповещения по электронной почте, рассылаемые заинтересованным соискателям.
кто и в каком году придумал пластмассу, история появления
Сложно представить себе жизнь современных людей без пластика. Он используется для изготовления самых разных изделий. Тем не менее, далеко не каждому известно, когда именно изобрели пластик. Это вещество существует не так много лет. Его придумали примерно полтора века назад. До этого свойством принимать разные формы обладали исключительно природные составы, а именно – глина, воск, смола. Однако они не подходили для длительного применения.
Содержание
Что такое пластик
Этот термин применяют для обозначения материалов, которые можно формировать и отливать под влиянием нагревания и давления. Полимерами называют химический класс материалов, из которых состоят любые современные пластики.
Они представляют собой крупные молекулы, которые состоят из цепочки повторяющихся элементов меньших размеров. Комбинация перечисленных мономеров путем использования нагревания и давления называется полимеризацией.
Кем и когда был изобретен пластик
Кто же именно придумал пластик? 1862 год ознаменовался тем, что британский химик Александр Паркес решил создать доступный заменитель дорогой слоновой кости, которая использовалась для изготовления бильярдных шаров. В результате ученому удалось получить первый пластификатор.
Паркезин – первый синтетический пластик
Сначала Паркес придумал нитроцеллюлозу. Но ее характеристики не подходили для изготовления шаров для бильярда, поскольку материал получился достаточно хрупким. Потому требовался компонент, который бы смягчил вещество, не приводя к уменьшению упругости. Тогда ученый добавил в состав камфору.
Состав на основе камфоры, спирта и нитроцеллюлозы нагревался до текучего состояния, после чего заливался в форму и застывал. Таким образом, был создан паркезин – первый полусинтетический пластик. К сожалению, изобретателю вещества не удалось монетизировать свое изобретение.
При этом последователь Паркеса Джон Хайт сумел заработать на пластике целое состояние. Он создал фирму и начал изготавливать игрушки, расчески и другие изделия из вещества. Однако материал оказался неустойчивым к воздействию огня. Потому сегодня его применяют весьма ограниченно.
XX век – начало массового производства
Создание пластмассы стало настоящим прорывом в сфере научно-технического прогресса. Этот материал получил широкое распространение и стал применяться для изготовления различных товаров.
Бакелит
В 1907 году бельгийский химик Лео Бакеланд, который к тому же оказался и талантливым маркетологом, изготовил полностью синтетический пластик. Ему удалось вовремя подать патент, буквально на день обогнав своего конкурента из Шотландии Джеймса Суинберна.
Изобретение Бакеланда получило название «бакелит». В его основу легли формальдегид и фенол, которые комбинировали под влиянием повышенной температуры и давления. После изобретения бакелита на рынке появилось много доступных и востребованных продуктов.
Новый материал обладал темно-коричневой поверхностью и напоминал по внешнему виду древесину. Однако его удавалось изготавливать крупными партиями. Благодаря этому вещество стало прекрасным выбором для создания объектов в стиле ар-деко. Из бакелита был сделан целый ряд товаров, которые стали культовыми в прошлом столетии. В качестве примера стоит привести телефон GPO и фотокамеру Purma.
Винил
Этот материал входит в топ наиболее востребованных видов пластика. Сегодня винил вызывает устойчивые ассоциации с музыкальными пластинками, однако в первой половине двадцатого века его применяли для изготовления мячей для гольфа и каблуков.
Винил оказал значительное влияние на развитие моды. Его часто применяли в своих коллекциях такие известные дизайнеры, как Пьер Карден и Пако Рабан. Блестящий и прочный материал как нельзя лучше подходил для создания образов в космическом стиле.
Стоит отметить, что винил считается одним из наиболее старых видов пластика. Однако изобретатели не сразу оценили его. Винил открывали минимум 2 раза. В первый раз это сделал французский ученый Анри Реньо еще в 1838 году. Во второй раз открытие совершил немецкий исследователь Герман Бауман. Это случилось в 1872 году.
В обоих случаях создание вещества было следствием воздействия солнечного света на винилхлорид. Но полученный твердый материал отличался сложностью в работе. Потому создатели вещества отказались от попыток использовать его в промышленности.
Только в 1913 году немецкий ученый Фридрих Август Клатте получил патент на винил. Однако в промышленных целях его стали применять лишь в двадцатые годы в США. Именно тогда исследователь Валдо Семон по заказу компании BFGoodrich начал изготавливать искусственную резину.
Как пластик стал экологической катастрофой
Пластик отличается достаточно сложной и неоднозначной историей. Несмотря на очевидную пользу и высокую прочность, утилизировать пластиковые изделия весьма проблематично. Для разложения некоторых из них требуются десятилетия.
Само разложение вещества представляет собой еще более серьезную проблему для экологии. Превращение вещества в микрочастицы приводит к загрязнению воздуха, водоемов и экосистем. Помимо этого, влияние на здоровье микропластика, скопившегося в организме, не до конца изучено.
Большой экологической проблемой считается сегодня нарушение правил утилизации пластика. Это касается ПЭТ-бутылок для напитков, полипропиленовых емкостей для еды, полиэтиленовых пакетов для покупок.
Биопластик – спасение планеты от загрязнения
Чтобы решить проблему утилизации пластика, ученые разработали новый материал – биопластик. При этом далеко не все такие вещества имеют преимущества с точки зрения переработки. Безусловно, их популярность постоянно увеличивается. Однако успешно утилизировать биопластик можно лишь в том случае, если мусор достаточно хорошо подвергается компостированию. При этом компостирование бытового мусора, как правило, для этого не подойдет.
Решением экологических проблем становится переработка пластиковых отходов. Существует несколько вариантов их утилизации, которые постоянно совершенствуются. В качестве примера стоит привести вторичную механическую переработку и химическую утилизацию веществ, которые нельзя перерабатывать.
При использовании механического способа важным препятствием считается разделение. При смешивании разных полимеров материал, который из них получается, обычно лишен полезных свойств. Потому так важно заниматься правильной сортировкой отходов.
Пластик представляет собой один из наиболее популярных материалов, который активно используется в разных отраслях промышленности. Вещество было придумано буквально полтора столетия назад, но за время своего существования получило широкое распространение.
от расцвета до заката: Полимеры
На смену самому распространенному материалу – пластику – приходит биопластик. Несмотря на схожесть названия и свойств общего между ними довольно мало
Item 1 of 6
1 / 6
Слово «полимер» – греческого происхождения. Буквально, полимер – это молекула, состоящая из многих («поли») частей («мерос»), каждая из которых представляет собой мономерную, то есть состоящую из одной («монос») части, молекулу. Проще говоря, полимеры – это разветвленные цепочки из обычных молекул, мономеров.
В XX веке человечество пережило синтетическую революцию. Ее главным завоеванием можно смело назвать изобретение пластика. Сейчас даже трудно представить себе, что еще в начале прошлого века его просто не существовало и все вокруг делалось из модных нынче натуральных материалов.
Игра в мяч
Человечество, можно сказать, доигралось до изобретения пластика. В истории этого материала прослеживается мистическая связь с любовью людей к игре с мячом. Во II веке до нашей эры греки играли в мяч из желчного пузыря свиньи, наполненного воздухом. Этот спортивный снаряд по форме напоминал яйцо или, если угодно, мяч для регби. Уже тогда наши предки искали способ исправить форму мяча и сделать его абсолютно круглым. Древние греки без конца пробовали различные растительные добавки, чтобы придать стенкам свиного пузыря эластичность.
РЕКЛАМА – ПРОДОЛЖЕНИЕ НИЖЕ
Индейцы майя делали мяч из кожуры плодов, обернутой в натуральный каучук, который они добывали из фикусов. Похожую технологию использовали жители островов Океании и Юго-восточной Азии. До ума, впрочем, ее довели только европейцы. В XIX веке из Малайзии в Европу было привезено гуттаперчевое дерево, из млечного сока которого стали добывать гуттаперчу. Первым изделием из нового материала стали шары для гольфа (а вовсе не цирковые мальчики). Сегодня этот материал используют для изоляции подводных и подземных кабелей и производства клеев.
От мяча эстафетная палочка перешла к бильярду. В 1862 году британский химик Александр Паркес решил придумать дешевый заменитель дорогостоящей слоновой кости, из которой делались бильярдные шары. Результатом стало открытие первого пластификатора.
Сперва Паркес изобрел нитроцеллюлозу. Однако ее свойства не подходили для игральных шаров, так как материал оказался легкобьющимся. Нужна была добавка, которая смягчила бы его, не уменьшив главное полезное свойство — упругость. Паркес решил добавить камфору. Смесь нитроцеллюлозы, камфоры и спирта подогревалась до текучего состояния, далее заливалась в форму и застывала при нормальном атмосферном давлении. Так на свет появился паркезин — первый полусинтетический пластик. Увы, как это часто бывает, его первооткрыватель не добился коммерческого успеха.
Зато последователь Паркеса, американец Джон Хайт, заработал на первом пластике целое состояние. Он основал компанию и стал производить расчески, игрушки и массу других изделий из целлулоида. К сожалению, материал оказался высоковоспламеняемым, поэтому сейчас из него делают лишь шарики для настольного тенниса да школьные линейки.
В 1897 году немецкие химики открыли казеин — протеин, образующийся при сворачивании молока под действием протеолитических ферментов (тех самых веществ, с помощью которых мы перевариваем пищу). Ученые обнаружили, что казеин придает материалам эластичные свойства, а при остывании — твердость и прочность. Из казеина наладили выпуск пуговиц и вязальных спиц.
Первый полностью синтетический пластик был разработан Лео Беикеландом в США в 1907 году. Беикеланд искал синтетический заменитель для шеллака — воскообразного вещества, выделяемого тропическими насекомыми. Его в огромных количествах потребляла граммофонная и электротехническая промышленность: из шеллака делали пластинки и изоляторы. Ученый изобрел жидкое вещество, напоминающее смолу, которое после застывания превращалось в материал с удивительными свойствами. Изделия из него были прочными и не растворялись даже в кислоте. Первые телефонные аппараты были сделаны именно из находки Беикеланда. Пластик мгновенно (менее чем за год) распространился по всему миру.
Начало биоэры
Однако пластик, кроме всех своих замечательных свойств, имеет два важных недостатка. Во-первых, он производится из невосстанавливаемых природных ресурсов — нефти, угля и газа. Во-вторых, его главное достоинство — долговечность, — за которым так гнались изобретатели пластика в начале прошлого столетия, сегодня обернулось недостатком. Чем больше пластмассы мы используем, тем быстрее растут горы отходов, которые не разлагаются в среде ни при каких условиях. Миллионы тонн пластика скапливаются в природе, загрязняя окружающую среду.
Поэтому ближе к концу прошлого столетия ученые задумались о том, чтобы создать материал, схожий по свойствам с пластиком. При этом требовалось, чтобы заменитель пластика можно было делать из возобновляемых компонентов (например, растений) и чтоб он был по зубам бактериям, то есть мог разлагаться в природных условиях. В середине 1990-х, как грибы после дождя, стали появляться сенсационные сообщения об изобретении биопластика — пластика из натурального крахмала, разлагающегося под воздействием различных микроорганизмов. Но тогда о крупномасштабном внедрении новшества в нашу повседневную жизнь не могло быть и речи: производство биопластика оказалось слишком дорогим удовольствием.
С наступлением нового века ситуация изменилась кардинальным образом. Ученые нашли способ снизить себестоимость изготовления биопластика и утверждают, что в скором времени она приблизится к стоимости изготовления обычной пластмассы. Более того, некоторые эксперты считают, что цена на разлагаемую пластмассу искусственно завышается коммерческими производителями и нефтяными компаниями (нефтяники не жалуют биопластик потому, что его массовое производство может привести к падению цен на нефть). А ведь, если посчитать затраты на переработку пластмассовых отходов и внести эту цифру в стоимость обычного пластика, еще неизвестно, какой из них будет дороже.
Пластиковые плантации
Обычный пластик не поддается разложению в среде из-за того, что он состоит из слишком длинных полимеров, которые тесно связаны друг с другом. Совсем по-иному ведет себя пластик, содержащий более короткие натуральные полимеры растений.
Биопластик можно делать из крахмала, который является природным полимером и производится растениями в процессе фотосинтеза. В большом количестве крахмал содержится в злаковых, картофеле и других неприхотливых растениях. Урожай крахмала с кукурузы доходит до 80% от всей собранной зеленой массы. Поэтому производство пластика нового поколения должно стать достаточно рентабельным. Биопластик ломается и крошится при любой температуре, в которой активны микроорганизмы. Остаточными продуктами этого процесса являются двуокись углерода и вода.
Из-за того что крахмал хорошо растворяется в воде, изделия из него легко деформируются при малейшем контакте с влагой. Для того чтобы придать крахмалу большую прочность, его обрабатывают специфическими бактериями, разлагающими полимеры крахмала в мономеры молочной кислоты. Затем химическим способом мономеры заставляют соединиться в цепочки полимеров. Эти полимеры гораздо прочнее, но при этом не так длинны, как полимеры пластмассы, и могут разлагаться микроорганизмами. Полученный материал назвали полилактидом (PLA). В прошлом году в штате Небраска открылся первый в мире завод по изготовлению PLA.
Другой способ получения биопластика заключается в использовании бактерий Alcaligenes eutrophus. В процессе своей жизнедеятельности они производят гранулы органического пластика, получившего название «полигидроксиалканонат» (PHA). Уже были проделаны успешные эксперименты по внедрению генов этих бактерий в хромосомы растений, чтобы те смогли в дальнейшем производить пластик внутри своих собственных клеток. Это означает, что пластик можно буквально выращивать. Правда, такой способ пока остается дорогостоящим. К тому же, так как процесс включает в себя вмешательство на генетическом уровне, он имеет и своих противников.
Кукурузные вилки
Биопластики уже сегодня находят широкое практическое применение во многих странах. Полилактид можно использовать для производства одноразовых подгузников и посуды. Он не вреден для человеческого организма, поэтому не так давно его начали применять в медицине в качестве основы для временных имплантатов и хирургических ниток. «Кукурузные» изделия могут быть сделаны с расчетом на срок самораспада, который требует специфика его употребления. Некоторые виды биопластика растворяются очень быстро, другие могут служить месяцы, а то и годы.
Итальянская компания Novamont уже давно приступила к выпуску биопластика под названием MaterBi. В Австрии и Швеции McDonald’s предлагает в своих ресторанах «кукурузные» вилки и ножи, компания Goodyear выпустила первые биошины Biotred GT3, а магазины Carrefour во Франции, Esselunga в Италии и CoOp в Норвегии продают свои товары в биопластиковых пакетах из того же MaterBi.
Австралийские ученые из Исследовательского международного центра продовольственной и упаковочной индустрии тоже рекламируют свою продукцию из кукурузного крахмала. Среди новшеств — горшки для рассады, которые саморазлагаются в почве под воздействием влаги, и черная пленка, замечательные свойства которой порадуют любого огородника.
Уже появились идеи производства не просто одноразовых биоупаковок, а пищевых упаковок, которые содержали бы в себе специфичные бактерии, убивающие патогены — возбудителей различных болезней. Одним из самых опасных патогенов является бактерия под названием «листерия». Она развивается в пищевых продуктах даже при низких температурах и может стать причиной смертельной болезни, сопровождающейся высокой температурой и тошнотой. Ученые из Университета Клемсон изобрели биопластик, который содержит бактерии низина, не позволяющие листерии размножаться. Низин представляет собой антибиотик, который вырабатывается молочнокислыми бактериями Streptococcus lactis. Он безвреден для живого организма и быстро разрушается ферментами человеческого кишечника.
Есть и другие не менее интересные проекты. Фантазии исследователям не занимать. Так что вполне может статься, скоро горы мусора из долговечного пластика уйдут в прошлое, а на их месте будут построены заводы по выпуску «кукурузных» пластмассовых изделий.
Эпоха пластика: от паркезина до загрязнения
20-й и 21-й века по праву называют веком пластика, таково влияние и вездесущность этого семейства материалов.
Пластмасса пронизывает все аспекты жизни общества. Мы спим на пластиковых подушках, чистим зубы пластиковыми зубными щетками, печатаем на пластиковых клавиатурах, пьем и едим еду из пластиковых контейнеров — невозможно прожить день, не столкнувшись с каким-нибудь пластиком.
Но по мере того, как мы все больше осознаем, наше широкое внедрение пластмасс не обошлось без последствий для нашего здоровья и окружающей среды. Пластик загрязняет наши ландшафты, океаны, воздух и тела. Он даже вошел в летопись окаменелостей.
Как мы сюда попали? Когда пластик стал вездесущим материалом современного общества? И каковы могут быть ответы на воздействие пластика на окружающую среду?
Что такое пластик?
Пластик — это общий термин для описания материалов, которые можно формовать и формовать под воздействием тепла и давления.
Полимеры представляют собой химический класс материалов, из которых состоят все современные пластмассы. Это большие молекулы, состоящие из цепочки повторяющихся более мелких молекул (мономеров). Процесс объединения этих мономеров (например, газообразного этилена) под действием тепла и давления называется полимеризацией.
Изобретение пластика
Хотя мы думаем о пластике как о материале 20-го века, с природными пластиками, такими как рог, панцирь черепахи, янтарь, каучук и шеллак, работали с древних времен.
Рога животных, податливые при нагревании, использовались для многих целей и изделий, от медальонов до столовых приборов. Производство гребней было одним из самых больших применений рога в 19 веке.
Гребень 19-го века с двумя круглыми рукоятками, сделанный в Индии из резного декоративного рога.
Групповая коллекция Музея науки
Больше информации о гребне 19-го века с двумя круглыми рукоятками, сделанными в Индии из вырезанного и резного декоративного рога.
Первые синтетические пластмассы
К середине 19-го века, в результате промышленного производства товаров, некоторые материалы животного происхождения становились все более дефицитными. Слоны оказались бы на грани вымирания, если бы спрос на их слоновую кость, используемую в различных предметах, от клавиш пианино до бильярдных шаров, сохранялся. Та же участь постигла и некоторые виды черепах, панцирь которых использовали для гребней.
Изобретатели вскоре попытались решить эту экологическую и экономическую проблему, получив множество патентов на новые полусинтетические материалы на основе натуральных веществ, таких как пробка, кровь и молоко. Одним из первых был нитрат целлюлозы — волокна хлопка, растворенные в азотной и серной кислотах, затем смешанные с растительным маслом.
Его изобретатель, ремесленник и химик из Бирмингема Александр Паркс, запатентовал этот новый материал в 1862 году как паркезин. Считается первым произведенным пластиком, это был дешевый и красочный заменитель слоновой кости или черепахового панциря.
Сам Паркс не имел коммерческого успеха, но его изобретение было подхвачено и развито другими, в том числе его бывшим директором фабрики Дэниелом Спиллом и бизнесменом Джоном Уэсли Хаяттом, последний из которых основал Celluloid Manufacturing Company в США.
Этот новый пластик сделал такие предметы, как расчески и бильярдные шары, доступными для большего числа людей, демократизировав потребительские товары и культуру.
Несомненно, величайшим культурным применением целлулоида было кино. По иронии судьбы, поскольку кинозвезды сделали короткие волосы популярными в 1920-х годах, индустрия расчесок из целлулоида просуществовала недолго — до тех пор, пока производители не переключились на производство нового модного продукта: солнцезащитных очков.
Целлулоидная галерея
Две катушки целлулоидной пленки, изготовленные Луи Ле Пренсом в 1888–1889 гг..
Групповая коллекция Музея науки
Гребень для волос с эффектом черепахового панциря из нитрата целлюлозы, 1900-е годы.
Групповая коллекция Музея науки
Рыболовная катушка Yellow Parkesine, изготовленная Александром Паркесом около 1860 года.
Групповая коллекция Музея науки
Игральные кости, изготовленные из целлулоида, имитирующего слоновую кость, начало 20 века.
Групповая коллекция Музея науки
Целлулоидная ваза из янтаря в стиле ар-деко, 1930
Групповая коллекция Музея науки
Круглая пудреница 1920-х годов из перламутрового нитрата целлюлозы (ксилонита).
Групповая коллекция Музея науки
Образец листа паркезина, сделанный Александром Паркесом около 1862 года.
Групповая коллекция Музея науки
Рост индустрии пластмасс
Групповая коллекция Музея науки
Лео Бакеланд
В ХХ веке произошла революция в производстве пластмасс: появились полностью синтетические пластмассы.
Бельгийский химик и ловкий маркетолог Лео Бакеланд изобрел первый полностью синтетический пластик в 1907 году.
Он опередил своего шотландского соперника Джеймса Суинберна в патентном бюро на один день. Его изобретение, которое он назвал бакелитом, объединило два химических вещества, формальдегид и фенол, под воздействием тепла и давления.
Бакелит спровоцировал потребительский бум доступных, но очень желанных продуктов. Он имел темно-коричневый, похожий на дерево внешний вид, но его можно было легко производить серийно, что делало его идеальным для распространения новых тенденций дизайна, таких как ар-деко, в массы.
Некоторые продукты стали иконами 20-го века: камера Purma, телефон GPO и радио Ekco AD36.
Бакелитовый телефон Тип 232 производства 1930-х годов.
Групповая коллекция Музея науки
Больше информации о телефоне Bakelite Type 232 1930-х годов.
Радиоприемник Ekco в бакелитовом корпусе, 1935 г.
Групповая коллекция Музея науки
Больше информации о радиоприемнике Ekco в бакелитовом корпусе, 1935 г.
В первые десятилетия 20-го века представители нефтяной и химической промышленности начали объединяться в такие компании, как Dow Chemicals, ExxonMobil, DuPont и BASF. Эти компании до сих пор являются основными производителями смол для производства пластмасс.
Эти союзы были вызваны желанием использовать отходы переработки сырой нефти и природного газа. Одним из самых распространенных из них был газообразный этилен, побочный продукт, из которого британская компания Imperial Chemical Industries (ICI) превзошла своих немецких и американских конкурентов в производстве пластика.
Компания ICI, основанная в 1926 году, добилась первого крупного успеха в области пластика с плексигласом в 1932 году.
В следующем году группа на заводе ICI в Уиннингтоне пыталась объединить этилен и бензальдегид под большим давлением и высокой температурой. Эксперимент провалился. Вместо этого из-за утечки кислорода в сосуд они обнаружили белое воскообразное вещество в реакционной трубке.
Было обнаружено, что это полимер этилена. Сейчас самый распространенный в мире пластик, полиэтилен был удивительным материалом: прочным, гибким и термостойким.
Аппарат для открытия полиэтилена, 1933 г.
Групповая коллекция Музея науки
Больше информации об аппарате для открытия полиэтилена, 1933 г.
Его первым применением была изоляция кабелей радаров во время Второй мировой войны, но вскоре последовали потребительские товары, от пластиковых пакетов для покупок и Tupperware до искусственных тазобедренных и коленных суставов.
Американский конкурент ICI DuPont добился ряда успехов в производстве пластика в 1930-х годов, особенно нейлон и тефлон. Нейлоновые чулки сразу же стали мировой сенсацией.
Чудо-материалы
От чулок до космических скафандров пластик используется для невероятного разнообразия продуктов в современном мире.
Образец первой нейлоновой трикотажной трубки, изготовленной в 1935 г.
Групповая коллекция Музея науки
Две пары нейлоновых чулок Triumph, 1950-е годы. Групповая коллекция Музея науки
Полиэтиленовый эндопротез коленного сустава, 1998 г.
Групповая коллекция Музея науки
Искусственные артерии из тефлона, 1994 г.
Групповая коллекция Музея науки
Пакет для плазмы крови с маркировкой «AB», наполненный театральной кровью, 1990-е годы.
Групповая коллекция Музея науки
Медный кабель с полиэтиленовой изоляцией, 1939–1969.
Групповая коллекция Музея науки
Когда пластик стал экологической проблемой?
Химические свойства, сделавшие пластик невероятно полезным и долговечным материалом, также затрудняют его утилизацию: некоторые виды разлагаются на свалке в течение тысяч и даже десятков тысяч лет.
Источник изображения для пластикового мусора на пляже
Пластиковый мусор на пляже в Норвегии.
Сама деградация является еще более серьезной экологической проблемой, поскольку расщепление пластика на микроскопические частицы загрязняет наш океан, воздух и экосистемы. Последствия для здоровья отложений микропластика в нашем организме еще полностью не известны.
Многие из наших проблем с пластиком начались в послевоенный период, когда пластик начал заменять более дорогую бумагу, стекло и металлические материалы, используемые в одноразовых предметах, таких как потребительская упаковка.
Среди наихудших преступников, наряду с полиэтиленовыми пакетами для покупок и полистироловыми контейнерами для пищевых продуктов, является бутылка для напитков из ПЭТ (полиэтилентерефталат, разновидность полиэстера).
Впервые запатентованная в 1973 году американским предпринимателем Натаниэлем Уайетом, ПЭТ-бутылка имеет много преимуществ по сравнению со стеклом: легкая для транспортировки и безопасная, поскольку ее практически невозможно разбить.
Полимер ПЭТ был разработан специально для хранения газированных напитков под давлением, хотя его популярность в качестве контейнера для негазированных напитков, прежде всего воды, резко возросла в 21 веке.
Экономика массового производства дешевых пластиковых изделий привела к культуре одноразового использования, и сегодня ежегодно продается около 500 миллиардов ПЭТ-бутылок.
Эта цифра растет, и большинство этих бутылок попадает в наши океаны, разлагаясь на микропластик.
Одноразовая ПЭТ-бутылка, 1985 г.
Групповая коллекция Музея науки
Больше информации о Одноразовая ПЭТ-бутылка, 1985 г.
Могут ли химики решить проблему пластика?
Поскольку современная индустрия пластмасс зависит от ископаемого топлива в качестве сырья, производство пластика влияет на изменение климата, способствуя глобальному производству CO2.
В течение нескольких десятилетий химики исследовали и разрабатывали «зеленые» пластмассы, которые, как и ранние полусинтетические пластмассы, получают из природного биологического материала, такого как кукурузный крахмал.
ICI, британские изобретатели полиэтилена, разработали первый практический биоразлагаемый пластик Biopol в 1990, который впервые был использован во флаконе шампуня Wella.
Био/переработанный пластик
Флакон для шампуня Wella из пластика Biopol,
Групповая коллекция Музея науки
Флисовая шапка Synchilla от Patagonia, изготовленная из переработанных пластиковых бутылок, 2002 г.
Групповая коллекция Музея науки
Украшения из полиэтиленовых пакетов, Англия, 2004-2006 гг.
Групповая коллекция Музея науки
Но не все биопластики лучше с точки зрения утилизации или переработки.
Эти материалы все чаще используются в одноразовой упаковке. Но биоразлагаемые пластмассы перерабатываются только в том случае, если они превращаются в адекватно компостируемые отходы — компостирование в домашних условиях обычно не годится.
Всеобщее достояние
Символ переработки ПЭТ-1
Одним из самых больших препятствий для переработки пластика является разделение: при смешивании различных полимеров полученный материал обычно не обладает полезными свойствами. Даже два предмета из ПЭТ, например, бутылка из-под напитков и формочка для печенья, могут иметь разные температуры плавления, что при объединении приводит к образованию непригодного для использования шлама.
В настоящее время химические средства сортировки пластика, такие как спектроскопический анализ, экономически нецелесообразны в больших масштабах, поэтому эту работу должны выполнять люди-сортировщики.
ПЭТ-бутылка, имеющая треугольный код переработки номер 1, является одним из самых перерабатываемых предметов в мире. Одежда — это одно из применений переработанного ПЭТ-полиэстера, изначально ставшего популярным благодаря флису Patagonia.
Изделия из переработанного пластика даже стали востребованными и модными в 21-м веке, в эпоху растущего внимания к окружающей среде, когда первоначальное использование материала часто указывается на изделии.
Решение пластиковой проблемы будет социальным и политическим. Вместо того, чтобы полагаться на технологическое решение, мы должны улучшить инфраструктуру переработки — в настоящее время перерабатывается так мало, а пластика на планете уже достаточно, чтобы мы прекратили производить его в огромных количествах.
Но ключевым моментом будет полный отказ от одноразового пластика. Такие поставщики, как супермаркеты, должны делать больше. И в культурном плане нас должна вдохновлять ранняя индустрия пластмасс, когда красиво оформленные расчески, радиоприемники и телефоны были желанными товарами, которые вы ценили и хранили.
Узнать больше
Онлайн
Блог Музея науки, Тефлон: 80 лет не прилипать к вещам
Блог Музея науки, Нейлон: создание революционной ткани
Scientific American, Краткая история завоевания мира пластиком
Атлантика, как пластиковый пакет стал таким популярным
The Guardian, Переработка пластика — это миф: что на самом деле происходит с вашим мусором
Книги
Сьюзен Фрейнкель, Пластик: токсичная история любви , 2011
Сьюзен Моссман, Фантастический пластик , 2008
Еще истории
История и будущее пластмасс
Что такое пластмассы и откуда они берутся?
Пластик это слово первоначально означало «гибкий и легко формуемый». Только недавно оно стало названием категории материалов, называемых полимерами. Слово полимер означает «состоящий из многих частей», а полимеры состоят из длинных цепочек молекул. Полимеров в природе предостаточно. Целлюлоза, материал, из которого состоят клеточные стенки растений, является очень распространенным природным полимером.
За последние полтора века люди научились производить синтетические полимеры, иногда используя природные вещества, такие как целлюлоза, но чаще используя большое количество атомов углерода, содержащихся в нефти и других ископаемых видах топлива. Синтетические полимеры состоят из длинных цепочек атомов, расположенных в повторяющихся единицах, часто намного длиннее, чем в природе. Именно длина этих цепей и узоры, в которых они расположены, делают полимеры прочными, легкими и гибкими. Другими словами, это то, что делает их такими пластик.
Эти свойства делают синтетические полимеры исключительно полезными, и с тех пор, как мы научились их создавать и управлять ими, полимеры стали неотъемлемой частью нашей жизни. В особенности за последние 50 лет пластик наполнил наш мир и изменил наш образ жизни.
Первый синтетический пластик
Первый синтетический полимер был изобретен в 1869 году Джоном Уэсли Хаяттом, вдохновленным предложением нью-йоркской фирмы в размере 10 000 долларов каждому, кто сможет заменить слоновую кость. Растущая популярность бильярда привела к сокращению запасов натуральной слоновой кости, получаемой путем забоя диких слонов. Обрабатывая целлюлозу, полученную из хлопкового волокна, камфорой, Хайатт открыл пластик, которому можно было придать различные формы и имитировать природные материалы, такие как панцирь черепахи, рог, лен и слоновая кость.
Это открытие было революционным. Впервые человеческое производство не было ограничено пределами природы. Природа дала только определенное количество дерева, металла, камня, кости, бивня и рога. Но теперь люди могут создавать новые материалы. В этом развитии помогли не только люди, но и окружающая среда. В рекламе целлулоид превозносился как спаситель слона и черепахи. Пластмассы могут защитить мир природы от разрушительных сил человеческой потребности.
Создание новых материалов также помогло людям освободиться от социальных и экономических ограничений, вызванных нехваткой природных ресурсов. Недорогой целлулоид сделал материальные блага более распространенными и доступными. И пластиковая революция только начиналась.
Разработка новых пластмасс
В 1907 году Лео Бэкеланд изобрел бакелит, первый полностью синтетический пластик, то есть он не содержал молекул, встречающихся в природе. Бэкеланд искал синтетический заменитель шеллака, природного электрического изолятора, чтобы удовлетворить потребности быстро электрифицирующихся Соединенных Штатов. Бакелит был не только хорошим изолятором; он также был прочным, термостойким и, в отличие от целлулоида, идеально подходил для механического массового производства. Продаваемый как «материал тысячи применений», бакелит можно было формовать или формовать практически во что угодно, предоставляя бесконечные возможности.
Успехи Hyatt и Baekeland побудили крупные химические компании инвестировать в исследования и разработку новых полимеров, и вскоре новые пластмассы присоединились к целлулоиду и бакелиту. В то время как Hyatt и Baekeland искали материалы с определенными свойствами, новые исследовательские программы искали новые пластмассы ради них самих и беспокоились о том, чтобы найти им применение позже.
Взросление пластмасс
Вторая мировая война потребовала значительного расширения производства пластмасс в Соединенных Штатах, поскольку промышленная мощь оказалась столь же важной для победы, как и военный успех. Необходимость сохранения скудных природных ресурсов сделала производство синтетических альтернатив приоритетом. Пластмассы предоставили эти заменители. Нейлон, изобретенный Уоллесом Карозерсом в 1935 в качестве синтетического шелка использовался во время войны для парашютов, веревок, бронежилетов, вкладышей для шлемов и многого другого. Оргстекло стало альтернативой стеклу для иллюминаторов самолетов. В статье журнала «Тайм» отмечалось, что из-за войны «пластмассы нашли новое применение, и снова и снова продемонстрирована адаптируемость пластмасс». [1] Во время Второй мировой войны производство пластика в США увеличилось на 300 %.
Рост производства пластика продолжился после окончания войны. Пережив Великую депрессию, а затем Вторую мировую войну, американцы были готовы снова тратить деньги, и большая часть того, что они покупали, была сделана из пластика. По словам автора Сьюзен Фрейнкель, «на рынке продукт за продуктом пластик бросил вызов традиционным материалам и победил, заняв место стали в автомобилях, бумаги и стекла в упаковке и дерева в мебели». [2] Возможности пластика дали некоторым наблюдателям почти утопическое видение будущего с изобилием материальных благ благодаря недорогому, безопасному, гигиеничному веществу, которое люди могут формировать по своему желанию.
Растущие опасения по поводу пластика
Безупречный оптимизм по поводу пластика длился недолго. В послевоенные годы произошел сдвиг в восприятии американцев, поскольку пластик больше не считался однозначно положительным. Пластиковый мусор в океанах впервые наблюдали в 1960-е годы, десятилетие, когда американцы все больше осознавали экологические проблемы. В книге Рэйчел Карсон 1962 года «Безмолвная весна» раскрывается опасность химических пестицидов. В 1969 году у побережья Калифорнии произошел крупный разлив нефти, и загрязненная река Кайахога в Огайо загорелась, что вызвало опасения по поводу загрязнения. По мере распространения информации об экологических проблемах сохранение пластиковых отходов начало беспокоить наблюдателей.
Пластик также постепенно стало словом, используемым для описания того, что было дешевым, хрупким или поддельным. В «Выпускнике», одном из лучших фильмов 19В 68 лет персонаж Дастина Хоффмана был уговорен старшим знакомым сделать карьеру в сфере пластики. Зрители съеживались вместе с Хоффманом из-за того, что они считали неуместным энтузиазмом индустрию, которая не была полна возможностей, а была символом дешевого соответствия и поверхностности.
Проблемы пластика: отходы и здоровье
Репутация пластика еще больше упала в 1970-х и 1980-х годах по мере роста беспокойства по поводу отходов. Пластик стал особой мишенью, потому что, несмотря на то, что многие изделия из пластика одноразовые, в окружающей среде пластик сохраняется вечно. Именно индустрия пластмасс предложила переработку в качестве решения. В 19В 80-х годах индустрия пластмасс возглавила влиятельную кампанию, поощряющую муниципалитеты собирать и перерабатывать материалы, пригодные для повторного использования, в рамках своих систем управления отходами. Однако переработка далека от совершенства, и большая часть пластика по-прежнему попадает на свалки или в окружающую среду. Пластиковые пакеты в продуктовых магазинах стали мишенью для активистов, стремящихся запретить одноразовый пластик, и несколько американских городов уже приняли запрет на использование пакетов. Окончательным символом проблемы пластиковых отходов является Большое тихоокеанское мусорное пятно, которое часто описывают как водоворот пластикового мусора размером с Техас, плавающий в Тихом океане.
Репутация пластмасс еще больше пострадала из-за растущей озабоченности по поводу потенциальной угрозы, которую они представляют для здоровья человека. Эти опасения сосредоточены на добавках (таких как широко обсуждаемый бисфенол А [BPA] и класс химических веществ, называемых фталатами), которые добавляются в пластмассы в процессе производства, делая их более гибкими, прочными и прозрачными. Некоторые ученые и представители общественности обеспокоены доказательствами того, что эти химические вещества выщелачиваются из пластика и попадают в нашу пищу, воду и организм. В очень больших дозах эти химические вещества могут нарушить работу эндокринной (или гормональной) системы. Исследователи особенно беспокоятся о воздействии этих химических веществ на детей и о том, что означает их дальнейшее накопление для будущих поколений.
Будущее пластмасс
Несмотря на растущее недоверие, пластмассы имеют решающее значение для современной жизни. Пластмассы сделали возможной разработку компьютеров, сотовых телефонов и большинства жизненно важных достижений современной медицины. Легкие и хорошо изолирующие пластмассы помогают экономить ископаемое топливо, используемое в отоплении и на транспорте. Возможно, важнее всего то, что недорогие пластмассы повысили уровень жизни и сделали изобилие материалов более доступным. Без пластика многие вещи, которые мы считаем само собой разумеющимися, могли бы оказаться недоступными для всех, кроме самых богатых американцев. Замена натуральных материалов пластиком сделала многие наши вещи дешевле, легче, безопаснее и прочнее.
Поскольку очевидно, что пластик занимает ценное место в нашей жизни, некоторые ученые пытаются сделать пластик более безопасным и экологичным. Некоторые новаторы разрабатывают биопластики, которые изготавливаются из растительных культур вместо ископаемого топлива, чтобы создавать вещества, которые более экологичны, чем обычные пластики. Другие работают над созданием действительно биоразлагаемого пластика. Некоторые новаторы ищут способы сделать переработку более эффективной и даже надеются усовершенствовать процесс, который превращает пластик обратно в ископаемое топливо, из которого он был получен.
Мы привыкли к тому, что в различных механических устройствах, требующих для своей работы электродвигатель, преобразование вращательного движения в необходимое рабочее — происходит с использованием множества промежуточных частей, что усложняет конструкцию, и уменьшает надёжность. Однако существует альтернатива и именно об этом мы и поговорим в этой статье.
Научно-технический прогресс, охватывающий одну сферу человеческой жизни за другой, постепенно видоизменял и способ передачи движения от электродвигателя. Если на станках начала прошлого века электродвигатель был один на всех и движение от него передавалась по валу через весь цех, с которого отдельные станки забирали необходимый вращательный момент с помощью ремённой передачи, —
то с ускорением прогресса, двигатель сначала переместился как можно ближе к конкретному станку, а потом и вовсе перешёл на каждый станок.
Претерпевали изменения и передаточные звенья от двигателя к станку. Например, широко распространились шарико-винтовые пары.
Источник: 3d-diy.ru
Причём шарико-винтовые пары только относительно недавно стали широкодоступными, их технология производства была достаточно отработана, а стоимость стала доступной для широкого круга потребителей. В свою очередь, разнообразные зубчатые передачи всегда были относительно доступными и широко применялись в различных схемах передачи движения. У зубчатых передач всегда была одна отрицательная сторона — довольно большой шум в работе и физический износ при трении зубьев друг о друга. Конечно, это можно несколько нивелировать тщательной смазкой, однако она притягивает к себе пыль, соринки, загрязняет рабочий редуктор (особенно если этот редуктор установлен на металлообрабатывающем станке).
Поэтому инженерная мысль искала какие-то другие решения, которые бы позволили избавиться от промежуточных звеньев. И такое решение было найдено — линейный электродвигатель!
Линейный двигатель — это электродвигатель, у которого статор и ротор «развёрнуты», таким образом, что вместо создания крутящего момента (вращения) — он создаёт линейную силу по всей своей длине.
Автор: Schnibbi678 — Own work, CC BY-SA 3.0, Источник
Однако линейные двигатели не обязательно прямые:
Автор: Lutex (talk) — собственная работа, CC BY-SA 3.0, Источник
Характерно, что активная часть линейного двигателя имеет концы, в то время как более традиционные двигатели устроены в виде непрерывного контура.
Было предложено множество конструкций линейных двигателей, которые можно разделить на две основные категории:
линейные двигатели с малым ускорением;
линейные двигатели с высоким ускорением.
Линейные двигатели с низким ускорением подходят для поездов на магнитной подвеске и других наземных транспортных средств. Двигатели с низким ускорением, высокой скоростью и большой мощностью обычно представляют собой линейные синхронные двигатели. (LSM) с активной обмоткой на одной стороне воздушного зазора и массивом магнитов с чередующимися полюсами на другой стороне.
Линейные двигатели с высоким ускорением обычно довольно короткие и предназначены для ускорения объекта до очень высокой скорости, например, рельсотрон:
Линейные двигатели с высоким ускорением предлагались для ряда применений. Их рассматривали для использования в качестве оружия, поскольку современные бронебойные боеприпасы, как правило, состоят из небольших снарядов с очень высокой кинетической энергией, для которых подходят именно такие двигатели. Многие американские горки, запущенные в парках развлечений, теперь используют линейные асинхронные двигатели для движения поезда на высокой скорости.
Обычно они имеют конструкцию линейного асинхронного двигателя переменного тока (LIM) с активной трёхфазной обмоткой на одной стороне воздушного зазора и пластиной пассивного проводника на другой стороне. Тем не менее рельсотрон постоянного тока с униполярным линейным двигателем является ещё одной конструкцией линейного двигателя с высоким ускорением.
Высокоскоростные линейные двигатели сложно проектировать по ряду причин. Они требуют большого количества энергии в очень короткие промежутки времени. Одна конструкция ракетной установки требует 300 ГДж для каждого запуска в период менее секунды.
Обычные электрические генераторы не предназначены для такой нагрузки, но можно использовать методы краткосрочного накопления электроэнергии. Конденсаторы громоздки и дороги, но могут быстро поставить большое количество энергии. Униполярные генераторы можно использовать очень быстрого преобразования кинетической энергии маховика в электрическую энергию.
Линейные двигатели с высоким ускорением также требуют очень сильных магнитных полей и магнитные поля часто слишком сильны, чтобы можно было использовать сверхпроводники. Однако при тщательном проектировании это не должно быть серьёзной проблемой.
В данный момент применение линейных электродвигателей ещё не до конца отработано и поэтому их технологии изготовления, и стоимость оставляет желать лучшего. Однако, использование линейного двигателя позволяет реализовать такие заманчивые опции, как движение с высочайшей скоростью ( до 1,8 м/с и более!), практически без механического износа:
Однако не все двигатели так хороши, например, плоские линейные двигатели (схема которого приведена несколько выше).
Кроме сложности изготовления, они отличаются повышенным нагревом, причиной чего являются вихревые токи Фуко, что ещё усугубляется ограниченными возможностями по охлаждению двигателя, потому что, как правило, на них сверху смонтирован рабочий стол обрабатывающего станка. Так как многие промышленные станки, особенно металлообрабатывающие, имеют повышенные требования к жёсткости и точности конструкции (для обеспечения требуемой точности обработки), — такие двигатели вносят искажения в работу из-за температурного расширения конструкции благодаря нагреву в процессе, причём нагрев может достигать даже 100 градусов Цельсия!
Альтернативой плоскими линейным двигателям являются цилиндрические линейные двигатели. Они устроены следующим образом: цилиндрическая обмотка расположена вокруг сердечника, образованного из магнитов. То есть, катушка может перемещаться по этому сердечнику.
В отличие от плоского двигателя линейный двигатель достаточно эффективно охлаждается и поэтому не требует сложных и проблемных конструкций для охлаждения, а так как у него отсутствует сердечник, — отсутствует и потенциальный источник тепла под воздействием вихревых токов.
Благодаря отсутствию сердечника в конструкции цилиндрического двигателя,— он может работать очень плавно, без скачков скорости:
Другими словами, на основе линейных электрических двигателей возможно построение ультрапрецизионного оборудования.
Кроме того, из-за симметричной конструкции происходит более эффективное использование магнитного потока, что позволяет добиться большей эффективности, за счёт использования в 2 раза меньшего количества редкоземельных магнитов.
Как было уже сказано выше, износ двигателя такого типа при работе весьма несущественный, так как непосредственный физический контакт катушки и цилиндра-оси при работе практически отсутствует.
Принцип, на котором базируется работа линейных двигателей, заключается в проявлении силы, которая воздействует на проводник с током в магнитном поле, то есть на законе Ампера (исходя из которого можно сказать, что максимальное усилие, которое может развить двигатель – является произведением силы тока в обмотках на векторное произведение магнитной индукции поля на вектор длины провода в обмотках).
Источник: www.abamet.ru
Другими словами, можно сказать, что у обычного линейного двигателя примерно от 30 до 80% длины обмоток служит для протекания тока под прямым углом к вектору индукции поля, а оставшаяся часть обмоток, по сути, только тормозит движение. Но это касается только плоского двигателя! В отличие от него, устройство цилиндрического линейного двигателя позволяет практически на всей длине обмоток протекать току под оптимальным углом в 90 градусов.
Для тех, кто хочет попробовать собрать подобный двигатель для собственных нужд, — я прикладываю ниже ссылку на диссертацию «Конструкция и сборка прецизионного линейного двигателя и контроллера» (Design and Construction of a Precision Tubular Linear Motor and Controller, — Bryan Craig Murphy), где достаточно подробно разобрана теоретическая база такого двигателя: Ссылка на диссертацию.
Катушки разделены на три фазы: A, B и C. В каждой фазе по три катушки; центральная катушка каждой фазы обращена в направлении, противоположном двум внешним. Таким образом, когда ток проходит через фазу катушек, центральная катушка будет генерировать магнитное поле равное по величине каждой из других катушек в этой фазе, но в противоположном направлении.
Источник картинки: Диссертация «Design and Construction of a Precision Tubular Linear Motor and Controller, — Bryan Craig Murphy»
Как показано на рисунке выше, в двигателе используются цилиндрические постоянные магниты. Пары магнитов ориентированы в том же направлении и расположены напротив соседних пар магнитов. Алюминиевая прокладка помещается между парами противоположных магнитов для облегчения конструкции. Когда ток течёт по трём фазам катушек, катушки генерируют силы на постоянные магниты в соответствии с уравнением силы Лоренца.
Самодельная конструкция, похожая на описанную (только всё наоборот — движется блок катушек) показана тут:
В своём нынешнем состоянии двигатель имеет время нарастания 55 мс, время установления 600 мс и перерегулирование 65 % при вводе с шагом в 1 см. Мотор способен выдержать максимальную осевую нагрузку в 26,4 Н. Эта максимальная сила значительно меньше, чем у коммерческих двигателей сопоставимого размера, однако эта конструкция позволяет более плавное позиционирование без эффекта «зубчатого колеса».
Работа заводского аппарата, примерно аналогичной конструкции, как в этой диссертации — показана на видео ниже:
Подытоживая, можно сказать, что широкое использование линейных двигателей только начинает свою жизнь, и каждый может попробовать собрать свою конструкцию. Тем более что благодаря своей простоте, — такой двигатель собирают даже энтузиасты. Для высокоточного движения в конструкции можно использовать датчики положения.
Как часть сервомеханизма, цилиндрические линейные двигатели могут обеспечить одновременное сочетание высокой тяги, высокой скорости и высокой точности, — далеко за пределами возможностей большинства других типов приводов.
Например, такие двигатели с некоторого времени стали устанавливать на 3d принтеры:
Теоретически, на цилиндрических линейных двигателях можно реализовать FDM 3d принтер, работающий на поразительных скоростях, очень точный, без вносимых стандартным передаточным трактом (зубчатые ремни, ШВП, винт/гайка и т.д) ошибок, если соответствующим образом позаботиться о высокопроизводительном экструдере и экстремально хорошем охлаждении — например, с применением охлаждающего потока воздуха в -50°C (используя трубку Ранка-Хилша).
Цилиндрические линейные двигатели на постоянных магнитах не следует путать с цилиндрическими линейными асинхронными двигателями, которые работают по другому принципу.
Цилиндрический линейный двигатель — новый этап эволюции электроэрозионных станков
Основные изменения, происходившие в приводной части станков за последний век, связаны с постепенным приближением двигателя к рабочему органу. На этом пути были массивные коробки подач с огромным количеством промежуточных элементов кинематической цепи, двух-трех ступенчатые редукторы, ременные передачи, прямые приводы через муфту. Всегда переход к следующему этапу был связан с применением последних научных разработок, получивших тем или иным способом свое приложение в станкостроении, появлением новых технологий либо удешевлением существующих. Изначально крайне дорогими являлись приводы на основе регулируемых электродвигателей и с шарико-винтовыми парами (ШВП), поэтому лишь отдельные производители находили целесообразным их использование. В наши дни уже сложно представить современный станок, который бы обошелся без ШВП или в котором величина подачи регулируется ступенчато, за счет перемещения блоков зубчатых колес.
Характерно то, что на каждом этапе никогда сразу не появлялась конструкция, оптимальная во всех отношениях. Совершенствование всегда происходило путем проб и ошибок, последовательной доработкой и устранением недостатков. В конечном итоге повсеместное распространение получали конфигурации узлов, прошедшие проверку временем, длительной эксплуатацией и доказавшие свою экономическую эффективность.
Рис. 1. ШВП
Такой вот отработанной, давно зарекомендовавшей себя, проверенной конструкцией является на данный момент привод с использованием ШВП, связанной с двигателем напрямую посредством муфты, реже ремня или зубчатой передачи. Производство всех элементов привода уже давно отработано, технологии оптимизированы, поэтому и стоимость вполне конкурентоспособна.
Тем не менее, желание конструкторов максимально сократить кинематическую цепь никуда не исчезло. Последней ступенькой, через которую надо было перешагнуть, стала шарико-винтовая пара. И сделать это позволили линейные двигатели.
Применение линейных двигателей в приводах подач современных станков является тем закономерным результатом, к которому привела их эволюция на протяжении десятков последних лет. Однако сейчас использование линейных приводов находится лишь на начальной стадии. Технология их изготовления до сих пор не до конца автоматизирована, цена высока, а применение далеко не всегда уместно. Линейный двигатель не получил своего «эталонного» воплощения (или ряда таких воплощений, испытанных временем, выбор из которых производится в зависимости от специфики использования) и существуют различные конструктивные исполнения, которые, несмотря на ряд безусловных общих преимуществ, значительно отличаются друг от друга, имея различные сильные и слабые стороны. Это тот этап, который проходит любая инновация. И все больше производителей останавливаются на линейных двигателях для приводов подач, причем как для оборудования специфического, такого, как электроэрозионные станки, так и для фрезерных и токарных станков.
Использование линейных двигателей оправдано для прецизионного оборудования и в том случае, когда большую роль играет динамическая характеристика привода: максимально допустимые ускорения, величины максимально и минимально допустимых скоростей. Тем не менее, даже на оборудование такого класса линейные привода устанавливаются, зачастую, лишь в маркетинговых целях, ведь ультрапрецизионное оборудование по умолчанию должно быть «напичкано» инновациями, позволяющими добиться высочайшей точности, недоступной конкурентам. При этом позабытыми оказываются как экономическая эффективность использования таких приводов, которая приводит к неоправданному повышению стоимости обработки, так и технологическая необходимость такого решения в целом.
В свете вышесказанного обращает на себя внимания стратегия, выбранная компанией Mitsubishi Electric. Более 40 лет назад компания представила свой первый электроэрозионный проволочно-вырезной станок, а уже в 1978 году — серийный высокоскоростной и высокоточный 4-х координатный электроэрозионный проволочно-вырезной обрабатывающий станок.
Рис. 2. Mitsubishi NA1200
Сегодня ноу-хау, накопленное за многие десятилетия в сочетании с интенсивной исследовательской работой, остаются решающим критерием при разработке новых систем электроэрозионной обработки. Являясь одним из ведущих производителей электроэрозионного оборудования и в то же время одним из крупнейших производителей линейных двигателей, японская фирма вплоть до недавнего времени не устанавливала их на свои станки. Лишь в 2009 году на станках серии NA (рис. 2) впервые были применены линейные двигатели (цилиндрические). Возникает вопрос, почему гигантская корпорация отказывается от использования в своем оборудовании своих же собственных компонентов, несмотря на то, что эти компоненты (линейные двигатели) успешно продаются по всему миру?
Стоит внимательно присмотреться к конкретным конструкциям, чтобы получить ответ на этот вопрос.
На сегодняшний день наиболее распространенными в металлообрабатывающих станках являются плоские линейные двигатели. Принципиальная схема такого двигателя приведена на рис. 3.
Двигатель состоит из двух основных частей: ползуна, представляющего собой сердечник 1 с обмотками 2 и неподвижной частью с постоянными магнитами 3.
Как раз наличие сердечника и является основным источником характерных данному типу двигателей недостатков:
Значительное тепловыделение при работе.
При функционировании линейного двигателя через обмотки проходит электрический ток и, согласно закону Джоуля-Ленца, происходит их нагрев. Это не является особенностью данной конкретной конструкции и свойственно любому проводнику с током. Однако не для любого проводника с током тепловые деформации играют столь существенную роль, как в металлообработке, особенно когда речь идет о прецизионном оборудовании!
Кроме того дополнительным источником тепла является сердечник, в котором при движении ползуна появляются вихревые токи Фуко, способствующие его дополнительному нагреву.
Усугубляет ситуацию то, что отвод излишнего тепла в окружающую среду крайне затруднен. Сверху на ползуне смонтирован стол, снизу на минимальном расстоянии находится плита с постоянными магнитами. Таким образом, практически все тепло, выделяющееся при работе двигателя, передается на стол станка, вызывая тепловые деформации, ведущие к перекосам рабочего органа и, как следствие, недопустимым погрешностям обработки, чрезмерному износу направляющих.
Рис. 4. Тепловыделение в плоском линейном двигателе
Максимальная температура может превышать 100°С! Безусловно, ни о какой высокой точности говорить при таких значениях температуры нельзя. Поэтому использование плоского линейного двигателя абсолютно нецелесообразно без мощной системы охлаждения.
Оснащение конструкции охлаждающим контуром практически полностью решает проблему чрезмерного тепловыделения, но очевидно, что такая мощная система охлаждения значительно увеличивает стоимость двигателя, расходы на эксплуатацию станка и напрямую отражается на себестоимости обработки.
Наличие постоянной силы магнитного притяжения.
На сердечник плоского линейного двигателя постоянно воздействует сила притяжения со стороны магнитов.
Рис. 5. Сила притяжения, воздействующая на сердечник
Эта сила воздействует постоянно и не изменяет своего значения при работе двигателя. Согласно данным каталога фирмы Mitsubishi Electric величина силы магнитного притяжения колеблется в пределах 500–7000Н в зависимости от типоразмера линейного двигателя. Таким образом, возрастает нагрузка на направляющие станка, что усиливает их износ, кроме того увеличиваются и потери на трение в направляющих, и, как следствие, снижается КПД привода.
Кроме того очень важно, что сила магнитного взаимодействия напрямую зависит от зазора Δ между частями плоского линейного двигателя. При отклонении зазора от номинального сила может увеличиваться или уменьшаться в пределах 30%.
Рис. 6. Зависимость силы притяжения от зазора в двигателе
Рассмотренная зависимость позволяет говорить о высокой чувствительности плоского линейного двигателя к изменению величины воздушного зазора между его частями. Практически это влечет к появлению дополнительных сложностей, возникающих при сборке и монтаже приводов с плоскими линейными двигателями.
Кроме нормальной составляющей силового взаимодействия магнитов и сердечника, существует также воздействие, направленное параллельного вектору перемещения двигателя. Подробнее об этом, а также о последствиях расписано в следующем пункте.
Ограничения по плавности движения.
Общее поле, создаваемое постоянными магнитам (что видно и из рис. 7), будет являться неоднородным: в каких-то местах плотность потока индукции будет выше, чем в других. Силовое взаимодействие между сердечником плоского линейного двигателя и магнитами имеет составляющую, параллельную направлению перемещения ползуна. Конструктивно эти явления вызваны в первую очередь наличием расстояния между магнитами, которое приводит к неоднородности магнитного поля.
Рис. 7. Поле постоянных магнитов
Горизонтальная составляющая силового воздействия изменяется соответственно изменению вектора и плотности потока магнитной индукции: в каких-то местах она достигает своего максимума, в каких-то практически равна нулю. Следствием этого является наличие так называемых «предпочтительных положений» у плоского линейного двигателя. Т.е. на всей величине хода присутствуют положения, которые соответствуют минимуму потенциальной энергии. Ползун сам стремится занять такое положение, а для вывода из него требуется приложить усилие.
Экспериментально полученные данные, отражающие колебания выходного усилия привода, приведены на рис. 8.
Рис. 8. Колебания выходного усилия
Характеристика на рисунке была получена следующим образом: при перемещении двигателя с постоянной скоростью с усилителя снимаются данные об изменении тока. Таким образом, при известной скорости двигателя и его силовой постоянной, получается зависимость, приведенная на рисунке.
Такие колебания силы накладывают определенные ограничения на плавность движения двигателя, на качество получаемой поверхности, если речь идет о приводе металлообрабатывающего станка, и на точность обработки. Основные методы борьбы: установка магнитов под углом, использование программных средств и прочее, позволяют значительно снизить амплитуду колебания, но не устраняют его полностью, к тому же способствуют удорожанию изготовления двигателя и станка в целом.
На рис. 9 наглядно показаны изменения поля, создаваемого постоянными магнитами после их установки под углом.
Рис. 9. Изменение пространственного распределения плотности магнитного потока при использовании конструкции с повернутыми магнитами
На рис. 10 приведено уменьшение колебаний силы при использовании измененной конструкции.
Рис. 10. Уменьшение колебаний силы при установке магнитов под углом
Общая неэффективность конструкции.
Конструкция плоского линейного двигателя изначально геометрически неэффективна. Как видно из рис. 11, для совершения работы по перемещению задействована лишь «верхняя» часть магнитного потока. Таким образом, крайне дорогостоящие редкоземельные магниты, которые применяются во всех типах линейных двигателей, используются менее чем на 50%.
Рис. 11. Распределение магнитного потока
Рассмотрим теперь линейный двигатель, использованный компанией Mitsubishi Electric. В ультрапрецизионном станке Mitsubishi NA 1200 в качестве приводов по осям X, Y, U, V использованы цилиндрические линейные двигатели
Принципиальная схема цилиндрического линейного двигателя представлена на рис. 12. Особенность его конструкции заключается в том, что обмотки 2 расположены вокруг сформированных в виде цилиндра постоянных магнитов 1, а сердечника нет в принципе!
Цилиндрический линейный двигатель, благодаря своей конструкции, лишен всех рассмотренных выше недостатков плоского линейного двигателя. Остановимся подробнее на каждом из них.
Тепловыделение.
Цилиндрический линейный двигатель не требует специальной отдельной системы охлаждения. То тепло, которое неизбежно выделяется в обмотках, эффективно отводится окружающей средой и непосредственно на стол станка передается незначительная его часть. Плюс в конструкции нет сердечника — источника дополнительного нагрева под действием вихревых токов.
Рис. 13. Схема отвода тепла в цилиндрическом линейном двигателе
В результате испытаний (перемещение стола на длину 200 мм со скоростью 1 м/с, ускорением 1 G, задержкой 1 с в каждом из концов хода) было установлено, что повышение температуры стола не превышает 5°С. Графически результаты представлены на рис. 14.
Рис. 14. Прирост температуры стола станка с цилиндрическим линейным двигателем
В принципе, при более тяжелых режимах работы температура стола может подниматься и выше оговоренных 5°С, но в любом случае значительно меньше, чем у плоского линейного двигателя.
Несмотря на это, в станках серии NA предусмотрен контур охлаждения линейных двигателей, интегрированный в общую систему термической стабилизации и динамической термической компенсации станка. Он позволяет практически ликвидировать нагрев стола, связанный с тепловыделением в обмотках линейного двигателя. И как следствие — избавиться от тех минимальных погрешностей, которые он вызывает и которые способны оказывать воздействие на работу столь точного оборудования. При этом необходимая мощность системы охлаждения значительно меньше, а контур значительно проще, чем у плоского линейного двигателя.
Нет ограничений по плавности движения.
В связи с тем, что в конструкции цилиндрического линейного двигателя нет сердечника, ему не свойственны недостатки, связанные с его наличием.
Между цилиндром и обмотками ползуна не возникает дополнительных силовых воздействий (ни в радиальном, ни в осевом направлении), поэтому движение при работе происходит плавно, без скачков нагрузки или скорости. На рис. 15 и 16 соответственно представлены графики изменения скорости при движении на высоких и низких скоростях.
Благодаря симметричной конструкции и отсутствию сердечника, колебания величины зазора принципиально не влияют на работу цилиндрического линейного двигателя, что облегчает его сборку и изготовление.
Рис. 15. Погрешность скорости (область высоких скоростей)
Рис. 16. Погрешность скорости (область низких скоростей)
Эффективное использование всего магнитного потока.
Рис. 17. Эффективное использование всего магнитного потока
Благодаря симметричности конструкции, в цилиндрическом линейном двигателе используется весь магнитный поток. Это дает дополнительное экономическое преимущество перед плоской конфигурацией, ведь для достижения того же результата требуется практически в 2 раза меньше редкоземельных магнитов, либо в 2 раза менее сильные магниты. Это весьма существенное преимущество, так как стоимость постоянных редкоземельных магнитов составляет немалую долю от общей стоимости линейного двигателя.
Ремонтопригодность.
Благодаря отсутствию механического контакта, отпадает необходимость в смазке, двигатель работает абсолютно бесшумно и не подвергается износу. Однако в случае необходимости демонтаж и монтаж цилиндрического линейного двигателя, по сравнению даже с ШПВ, осуществляется значительно проще и быстрее и не требует дополнительной юстировки, что существенно повышает его ремонтопригодность.
Вернемся к вопросу, который прозвучал в начале: почему же лишь сравнительно недавно линейные двигатели появились в станках Mitsubishi? Теперь ответить на него значительно проще.
Рис. 18. Mitsubishi MV1200R
Очевидно, что специалисты компании, в угоду желанию быть на гребне волны технического прогресса, не стали отдавать предпочтение плоским линейным двигателям, которые не устраивали их в первую очередь по экономическим показателям: высокая собственная стоимость, высокая стоимость эксплуатации и ремонта, которые неминуемо переносятся на стоимость получаемой на станке детали. До тех пор, пока использование классических приводов с ШВП было оправданно экономически и при этом позволяло добиваться высочайшей точности обработки, инженеры компании лишь присматривались к тому, как покажут себя линейные двигатели применительно к электроэрозионным станкам. В результате решение нашлось. На рынке появился относительно новый тип линейных двигателей — цилиндрический линейный двигатель (ЦЛД), который обладает рядом преимуществ по сравнению с аналогами и весьма эффективен с экономической точки зрения: низкое потребление энергии, простота производства и сборки.Все те недостатки плоских линейных двигателей, рассмотренные выше, не свойственны цилиндрическим.
В 2009 году в производство была запущена серия ультрапрецизионных станков NA с ЦЛД. Эти станки великолепно зарекомендовали себя и заставили задуматься японских специалистов о модернизации и остальных станков, производимых фирмой. В марте 2012 года компания Mitsubishi Electric объявила о начале производства новой серии MV с ЦЛД и продемонстрировала эти станки на выставке «INTERMOLD 2012» в Осаке (Япония). Серия MV призвана заменить прекрасно себя зарекомендовавшие серии FA и BA. Притом, что новые станки обладают великолепными технологическими возможностями и превосходной точностью, главное их преимущество — в экономичности и чрезвычайно низких текущих издержках. Во многом благодаря использованию ЦЛД, станки серии MV потребляют на 69% меньше энергии, чем их предшественники и на 42% позволяют снизить стоимость обработки при 30% сокращении времени! Это действительно потрясающий результат, который позволяет утверждать, что ЦЛД будут и дальше успешно использоваться в станках компании Mitsubishi Electric.
Применение ЦЛД потребовало разработки и применения самой передовой технологии управления с использованием сверхскоростной оптоволоконной связи и системной коммуникацией в режиме реального времени. Безусловно, нас ждет дальнейшее совершенствование конструкции и системы управления, но уже сейчас можно достаточно уверенно утверждать, что применение ЦЛД в электроэрозионных станках — это инновационное решение, которое ознаменовало собой новый этап эволюции в станкостроении.
Безмагнитные линейные двигатели на гусеничном ходу — Motion Control Products Ltd.
Безмагнитные линейные двигатели на гусеничном ходу — Motion Control Products Ltd.
Магазин будет работать некорректно в случае, если файлы cookie отключены.
Возможно, в вашем браузере отключен JavaScript. Для максимально удобной работы с нашим сайтом обязательно включите Javascript в своем браузере.
Высокая плотность усилия, низкий уровень электромагнитных помех
Высокая точность, высокая скорость, низкое зазубренность
Автономная или модульная конструкция
Высокоточные безмагнитные линейные двигатели на гусеничном ходу
Как работает безмагнитный линейный двигатель на гусеничном ходу серии MMF?
Большинство линейных двигателей, доступных в настоящее время на рынке, имеют магниты в линейной дорожке с катушками в движущей силе. Новый линейный двигатель серии MMF (Motion Magnet-free) компании Motion Control является первым в отрасли: наш линейный двигатель без магнитных дорожек основан на принципах теории магнитного поля, при этом валику больше не нужны постоянные магниты. Это может сэкономить большое количество редкоземельных материалов, что наиболее важно, сэкономить на затратах, особенно на плитах большой длины.
Поскольку безопасность является важным фактором при сборке с большими магнитными полями на современных линейных двигателях, рельсовые двигатели без магнитов имеют низкое вертикальное магнитное притяжение, простоту защиты силового механизма и плиты и, что наиболее важно, значительно экономят средства при применении длинные линейные перемещения с увеличенной длиной плиты.
Принцип работы MMF сохраняет основную теорию электромагнетизма без изменений, но использует последнюю из «модуляцию магнитного поля» принципов, с самомодулирующимся статором из ферритового сплава, мы объединяем магниты, перемещающиеся от статора к двигателю, так что катушка и магнит полностью интегрированы в двигатель в компактном формате. Уникальная конструкция формы на статоре обеспечивает магнитную цепь, которая по существу взаимодействует с двумя магнитными полями для создания тяги с превосходными плавными характеристиками и движением.
Типичные области применения:
Область полупроводников:
Станок для склеивания проволоки
Pick & Place
Инспекционные камеры
Лазерное поле:
Резка
Гравировка
Маркировка
60
Электронное производственное оборудование
Ось XY
Сверление
Разметка
Загрузка и разгрузка
Медицинское оборудование
Седьмая ось робота
Общая автоматизация
Ресурсы-
Каталог MMF
Каталог MMD
Безмагнитные гусеницы
Линейные двигатели 02 Благодаря оптимизации этой уникальной конструкции между толкателем и плитой номинальное усилие может достигать до 552 Н (1076 Н в пике) при макс. скорость 17,8 м/с. КПД двигателя может быть выше 90%! Производство и установка линейного двигателя MMF дает нашим клиентам чрезвычайно высокую плотность усилия, простоту сборки для их применения, повышенную рабочую скорость и точное движение.
Таким образом, благодаря преимуществам высокой скорости и точности по сравнению с обычным линейным двигателем, линейный двигатель MMF имеет следующие преимущества:
Более безопасная сборка для операторов без магнитного поля в статоре.
Уменьшение зубчатого зацепления и трения, что увеличивает ожидаемый срок службы изделия
Значительное снижение электромагнитных помех в валике
Полная защита нажимного механизма с уменьшением количества частиц, притягиваемых магнитным полем
Экономия затрат по сравнению с обычными линейными двигателями на редкоземельных материалах
Готовы узнать больше? Свяжитесь с нами для цитаты . Пожалуйста, свяжитесь с нашим техническим отделом продаж для получения цен, спецификаций, технических чертежей (2D / 3D), руководств по аппаратному и программному обеспечению или любой другой технической информации для ваших приложений. ..
Линейные двигатели | HIWIN
Линейные двигатели HIWIN Corporation представляют собой решения с прямым приводом и технологией plug and play. Линейные двигатели способны к быстрому ускорению и высокой скорости, обеспечивая при этом непревзойденную точность и аккуратность. Hiwin предлагает стандартные конструкции линейных двигателей, но доступны и настраиваемые опции. Помимо одноосных линейных двигателей, эти ступени могут быть объединены в кроссовые столы или даже портальные системы.
Посмотреть электронный каталог
LMXK
LMXK Ступени оснащены мощным линейным двигателем с железным сердечником, обеспечивающим высокое усилие, ускорение и скорость. Посетите веб-сайт Linear Stages для получения подробной информации, спецификаций и загрузки модели CAD. Доступны многоступенчатые системы, которые обеспечивают максимальную производительность в сочетании с мощной линейкой контроллеров движения HIWIN и приводов серии E1.
Особенности:
Макс. ускорение 50 м/с² (без нагрузки)
Макс. скорость 5 м/с (без нагрузки)
Длина до 3700 мм
Пиковое усилие 868 Н
Опции энкодера: эффект Холла, оптический или магнитный
В сочетании с линейными направляющими HIWIN Q Series SynchMotion™, которые имеют четырехрядный контакт по дуге окружности для более тихой работы и более длительного срока службы.
Дополнительно: крышка и расширенная смазка
Серия LMX1E-C
Линейный двигатель Ступени LMX1E-C оснащены двигателем без сердечника и хорошо подходят для приложений, требующих высокой динамики и/или точности. Они отличаются своей низкопрофильной конструкцией и нулевым усилием зацепления. Ход измеряется с помощью оптических или магнитных энкодеров пошагово или абсолютно. Ступени с линейным двигателем LMX1E-C доступны с общей длиной до 4000 мм.
Особенности:
Макс. ускорение 100 м/с² (без нагрузки)
Макс. скорость 5 м/с (без нагрузки)
Длина до 4000 мм
Пиковое усилие 580 Н
Нулевые зубчатые силы от двигателя
Доступно несколько форсунок на ступень
Опции энкодера: оптический или магнитный, инкрементный или абсолютный
Серия LMX1L-S
Линейный двигатель Ступени LMX1L-S оснащены двигателем с железным сердечником, который обеспечивает значительную непрерывную мощность. Ход измеряется с помощью оптических или магнитных энкодеров пошагово или абсолютно. Ступени с линейным двигателем LMX1L-S имеют компактную конструкцию и доступны с габаритной длиной до 4000 мм.
Особенности:
Макс. ускорение 50 м/с² (без нагрузки)
Макс. скорость 4 м/с (без нагрузки)
Длина до 4000 мм
Пиковое усилие 2850 Н
Доступно несколько форсунок на ступень
Опции энкодера: оптический или магнитный, инкрементный или абсолютный
Серия LMX1L-SC
Линейный двигатель Ступени LMX1L-SC представляют собой полные оси с двигателями с железным сердечником. Благодаря особой конструкции двигателя с расположением силовой установки между двумя статорами (сэндвич-конструкция) силы притяжения нейтрализованы. Это снимает нагрузку с направляющих.
Особенности:
Макс. ускорение 50 м/с²
Макс. скорость 4 м/с
Длина до 4000 мм
Пиковое усилие 2850 Н
Доступно несколько форсунок на ступень
Очень высокая удельная мощность
Благодаря многослойной конструкции двигателя на направляющие не действуют силы притяжения
Серия LMX1E-T
Ступени линейного двигателя LMX1E-T оснащены двигателем без сердечника, который отличается малым весом, отсутствием зубчатых колес и высоким ускорением и замедлением. Он хорошо подходит для приложений в полупроводниковой промышленности, таких как контроль и консервирование. Их также можно использовать в кросс-таблицах. В качестве системы обратной связи можно использовать инкрементный цифровой/аналоговый оптический энкодер и магнитный энкодер.
Особенности:
Макс. ускорение 50 м/с²
Макс. скорость 5 м/с
Длина до 1470 мм
Примечание. Приведенные выше данные приведены без нагрузки.
Перекрестные таблицы серии LMX1
Ступени линейных двигателей серии LMX1 можно комбинировать в составные таблицы. Структура номера заказа показывает, что возможна почти любая комбинация ступеней линейных двигателей LMX1.
Особенности:
Предлагается с двигателями с железным сердечником или без сердечника
Жесткая алюминиевая рама с низким профилем
Простая сборка
Ортогональность ±5 угловых секунд
Повторяемость ±0,002 мм
Портальные системы серии LMG2A
Стандартные портальные системы серии LMG2A представляют собой системы с односторонней опорной направляющей. Тип LMG2A-C оснащен линейными двигателями без сердечника. Тип LMG2A-S приводится в движение линейными двигателями с железным сердечником. Особенности:
Быстрое ускорение
Доступен с двигателями с железным сердечником или без сердечника
Жесткий алюминиевый мост
Простая сборка
Ортогональность ±5 угловых секунд
Повторяемость ±0,002/0,004 мм
Планарный двигатель серии LMSP
Перемещения по осям XY на воздушном подшипнике с помощью планарного серводвигателя со встроенным измерением расстояния. Может работать вверх ногами. Планарный двигатель LMSP имеет встроенные датчики измерения расстояния и работает с контролем положения (замкнутый контур).
Особенности:
Низкопрофильный стол XY
Замкнутый контур
Воздушный подшипник без износа
Нет внешне измеряемых магнитных полей
Очень низкое тепловыделение
Может быть установлен в перевернутом виде
Площадь статора до 1000 x 1000 мм
Сервопривод серии LMDX
Сервопривод LMDX для планарного серводвигателя LMSP доступен в двух версиях с различным напряжением и с дополнительной интерфейсной картой цифрового ввода/вывода.
Серия LMSA
Посмотреть электронный каталог
Синхронные линейные двигатели HIWIN LMSA представляют собой блоки питания линейных приводов. Их особенно отличает очень высокая удельная мощность и минимальное усилие зубчатого зацепления. Трехфазные двигатели состоят из первичной части (форсунки) с намотанной стопкой листов и вторичной части с постоянными магнитами (статорами). При комбинации нескольких статоров возможно множество комбинаций хода.
Особенности:
3-фазный переменный ток
Высокая тяга
Отличное ускорение
Низкое зубчатое зацепление
Различные длины хода
На одном статоре возможно несколько силовых механизмов
Пиковое усилие 2850 Н
Серия LMC
Посмотреть электронный каталог
Синхронные линейные двигатели HIWIN LMC — прирожденные спринтеры. Они легкие, чрезвычайно динамичные. Это связано с тем, что их первичная часть (форсер) без сердечника с катушками, отлитыми из эпоксидной смолы, ей нужно очень мало двигаться под собственным весом. Вторичная часть состоит из U-образного статора из постоянных магнитов.
Характеристики:
3-фазный
Чрезвычайно динамичный
Хорошая синхронизация и согласованность на высокой скорости
Низкая инерция и высокое ускорение
Низкий профиль
Без зазубрин
На одном статоре возможно несколько силовых механизмов
Пиковое усилие 780 Н
Серия LMFA
Посмотреть электронный каталог
Синхронные линейные двигатели HIWIN LMFA представляют собой стопку листов в рулонах с контуром водяного охлаждения. Их особенно отличает очень высокая удельная мощность и минимальное усилие зубчатого зацепления. Этот трехфазный двигатель состоит из первичной части (форсунки) с железным сердечником и вторичной части (статора) с постоянными магнитами. При комбинации нескольких статоров возможно множество комбинаций хода.
Характеристики:
3 фазы
Водяное охлаждение
Сертификат UL
Низкое зубчатое зацепление
Неограниченный ход
Пиковое усилие 7328 Н
Серия LMT
Просмотреть электронный каталог
HIWIN Linear turbo Серия LMT представляет собой линейные двигатели уникальной формы с цилиндрическими постоянными магнитами.
Инструменты для обработки металла: виды, правила выбора
Из этого материала вы узнаете:
Виды обработки металлов
Виды инструментов для обработки металлов по способу механизации
Ручной инструмент для обработки металла
Виды инструментов для промышленной обработки металлов
Критерии выбора инструментов для обработки металла
Существуют различные инструменты для обработки металла. Одни используются в промышленных цехах, другие предназначены для бытового применения. С их помощью в металлических заготовках сверлят отверстия, фрезеруют детали, гнут, вытачивают, режут. Под каждый тип операции используется конкретное оборудование или инструмент.
Ручные инструменты – это хорошо всем знакомые ножовки, напильники, надфили, метчики, лерки и т. д. К автоматизированным относятся фрезеровальные, сверлильные, гибочные, штамповочные станки. О том, какие виды инструментов используют для обработки металла, на что обратить внимание при выборе оборудования, вы узнаете из нашего материала.
Виды обработки металлов
Известны такие виды обработки:
Воздействие на металл посредством долбления на специальном оборудовании либо вручную. Обработка на станках позволяет сразу снимать с торцевой части крупные пласты материала. Механизм передвигается относительно детали с помощью возвратно-поступательных движений по длине заданной оси.
Фрезерование. Некоторые инструменты для фрезерной обработки металла самостоятельно перемещают изделие относительно фрезы, вращающейся возле параллельно расположенной поверхности заготовки оси. Когда происходит возвратно-поступательное движение фрезы, снимается слой металла необходимой толщины.
Сверление, которое выполняется вручную либо на станках. Сверло вращается вокруг собственной оси, снимая слои металла и образуя цилиндрическое отверстие. Поступательные движения происходят вдоль оси, заданной мастером.
Шлифование на станках. В процессе шлифования вращающийся шлифовальный круг или шлифующая лента контактируют с заготовкой. Возможно как движение детали относительно абразива, так и движение абразива относительно изделия.
Вытачивание металлической поверхности происходит на токарных станках. Резец перемещается вдоль вращающейся заготовки и воздействует на нее.
Строгание, которое выполняется на станках продольного или поперечного типа. Резец движется относительно детали или деталь относительно резца. В обоих случаях резец выполняет прерывистые движения. Деталь при этом совершает возвратно-поступательные движения, и при взаимодействии с резцом с нее снимаются слои металла. Плоскость задает мастер.
Шлифовальный инструмент для обработки металла представляет собой абразивные зерна, которые соединены между собой при помощи связующих веществ. На концах зерен расположены острые кромки разного размера, которые при взаимодействии с заготовкой снимают слои металла заданной толщины.
Самые распространенные инструменты для шлифовки – это шлифовальная шкурка (наждачка), бруски, круги и ткани с абразивным покрытием.
Среди режущих инструментов для обработки металла выделяются протяжки, сверла, метчики, фрезы и резцы. Важно, чтобы материал режущих инструментов был тверже обрабатываемой заготовки.
Если толщина металла составляет от 0,4 до 0,7 см, то он может резаться ножовкой, лобзиком либо ножницами. При этом металл толще 0,5 см удобнее всего разрезать угловой шлифовальной машиной (болгаркой).
Кузнецы и слесари пользуются такими инструментами и приспособлениями для обработки металла, как кувалда, молоток и ручник. Кувалда необходима для холодной деформации детали, а ручник для нахождения необходимой силы удара и указания конкретного места обработки.
Чеканка металла происходит с помощью таких инструментов, как:
сечки, создающие линии полукруглой или изогнутой формы;
фигурные чеканы, которые выполняют однотипные узоры с мелкими деталями;
крюки и трещотки, создающие рельеф на поверхности металла;
лощатники, канфарники, бобошники, также применяющиеся для создания рельефа.
Для декоративной обработки металлического изделия используют фасонный молоток. Рельеф выбивается при помощи боек закругленной, широкой плоской или выгнутой формы.
Виды инструментов для обработки металлов по способу механизации
По способу механизации можно выделить следующие виды инструментов:
Механические. Оборудование и инструменты для механической обработки металлов имеют такие преимущества, как небольшая себестоимость обработки и несложная конструкция. Основным недостатком является невысокая производительность. Подобное оборудование используется для разовой либо постоянной обработки. Возможно применение как в кустарных, так и в промышленных масштабах.
Автоматические. Их используют в серийном производстве из-за высокой производительности, точности и многофункциональности. Затраты на труд минимальны, как и уровень брака. Из недостатков следует выделить необходимость в обслуживании и сложную конструкцию.
Принцип снятия металлических слоев для всех методов будет одинаковым. На острую часть воздействует сила, под действием которой она оказывает давление на изделие. Врезаясь в деталь, режущая часть скалывает либо снимает стружку металла.
Сдвиг стружки чаще всего происходит под наклоном 135–155°. Качество инструмента и его износостойкость напрямую влияют на угол точения и резания. Чтобы режущая часть не затупилась преждевременно, необходимо правильно использовать инструмент. Особенно важен выбор верной скорости работы, так как существует риск перегрева приспособления.
Ручной инструмент для обработки металла
Выделяются следующие виды ручного инструмента для обработки металла: ударные, сверлильные, вспомогательные и режущие. Также существуют разновидности для опиловки металлических поверхностей, резьбы, рубки и пробивки отверстий в деталях.
Инструменты для рубки металла и пробивки отверстий
Зубила – это ударно-режущие инструменты для обработки незакаленного металла. Они представляют собой стержни с клиновидной рабочей частью. Зубила сделаны из стали и имеют ширину от 0,5 до 2 см. Угол заточки режущей кромки обычно находится в пределах 35–70°.
Бородки созданы для того, чтобы делать в металлических листах отверстия. Это объясняет их цилиндрическую или коническую форму. Диаметр отверстия в обрабатываемой детали составляет от 0,1 до 0,8 см, что во многом зависит от размера наконечника.
Крейцмейсели необходимы для прорубания узких канавок шириной не более 1,5 см.
Инструменты отличаются классом прочности HRC 53–59 у рабочей части и HRC 35–45 у ударной.
Инструменты для опиловки поверхностей из металла
Инструменты могут отличаться по габаритам, форме поперечного сечения, размеру зубьев и типу насечек.
Основными инструментами являются рашпили, напильники и надфили.
По виду поперечного сечения выделяют напильники круглой, полукруглой, плоской, трехгранной, ромбической, квадратной и ножовочной формы. Круглые инструменты делаются с нарезным и насеченным зубом, а остальные – только с насеченным.
По величине зубьев выделяются бархатные (с мелкими зубьями длиной от 1 до 1,25 см), личные (со средними зубьями длиной от 1,5 до 2 см) и драчевые (с большими зубьями длиной от 2 до 3 см) напильники. Напильник может использоваться как инструмент для обработки тонколистового металла.
Рашпили – это бруски с поперечным сечением разной формы. На их рабочую поверхность наносится ямочная насечка с пирамидальными выступами, которые расположены на расстоянии друг от друга. Рашпили подходят для грубой обработки мягких металлов (алюминия, серебра, свинца) и других материалов (древесины, пластических масс, резины).
Надфили представляют собой миниатюрные многолезвийные напильники. Существует 10 форм сечения надфилей, основные из которых – круглая, треугольная, квадратная и плоская. Длина рабочей части инструмента составляет 0,4, 0,6 либо 0,8 см. Вид насечки при этом двойной (перекрестный).
И надфили, и напильники важно подвергать термической обработке. Их твердость должна подходить для сцепления с контрольной пластинкой, для которой данный показатель по шкале Роквелла – HRC 57.
На зубьях не должно быть верхних слоев, образованных от выгорания углерода. Рабочая часть может иметь непрямолинейное отклонение не более 0,02 см на 10 см длины.
Инструменты для нарезания резьбы
Метчики предназначены для подготовки выполнения резьбы в отверстиях труб, деталей, гаек и не только. Их можно разделить на хвостовик для закрепления инструмента в воротке и режущую часть. Режущая деталь имеет конусообразную форму, которая помогает ей плотно входить в нарезаемое отверстие. Рабочая часть выглядит как винт с несколькими продольными канавками (3-4 ед.).
Плашки – это инструменты, которые используются для нарезания резьбы на верхних слоях труб, винтов или болтов. Они могут иметь трубную либо метрическую резьбу. Также инструменты делятся по форме и конструкции. Они могут быть прорезными (лерки) либо круглыми цельными, раздвижными либо призматическими.
К инструментам для нарезания резьбы относятся клупы и воротки. Их основная задача состоит в установке и закреплении в одном положении метчиков и плашек. Для воротков также характерно наличие обоймы для вставки плашки круглой формы или квадратных проемов для насадки метчика. Отверстие располагается посередине, в утолщенной части инструмента.
Клупы отличаются прямоугольной формой обоймы, что связано с простотой закрепления разрезных плашек.
Инструменты для резки металла
Возможна обработка металла резанием на станках и инструментах.
Пример инструмента для резки – стуловые и ручные ножницы. Обычно они используются при обработке тонколистового материала. Лезвия могут быть приваренными либо цельностальными. Твердость ножниц по шкале Роквелла должна иметь величину HRC 52–58. Также важна термическая обработка инструмента.
Станок является одним из элементов ножовок для металла. Вторая составляющая – ножовочное полотно, которое закрепляется державками на станке. Оборудование может раздвигаться, что позволяет фиксировать полотна больших размеров – от 25 до 35 см.
Сверлильные инструменты
Сверлильный инструмент предназначен для создания в металле отверстий.
Конструкция сверла предполагает наличие хвостовика и рабочей части. Форма рабочей части – спиралевидная, при этом на конце располагается режущая кромка. Стружка, которая получается в процессе сверления, отводится по спиральным канавкам.
Важнейшим инструментом для слесарной обработки металлов является дрель. Она вращает сверло, которое ускоряется благодаря конической передаче.
Ударные инструменты
Среди ударных инструментов и оборудования для обработки металла выделяют кровельные, слесарные и столярные молотки, а также кувалды, применяемые при изменении формы металлической детали.
Вспомогательный инструмент
Вспомогательные инструменты необходимы для подгона деталей под необходимый размер и обработки имеющихся заготовок. Примеры таких инструментов: слесарные обжимки, наковальни, тиски.
Тиски используются при закреплении заготовок для проведения с ними слесарных операций (рубки, резки, опиливания металла). По функциональным возможностям тиски классифицируют на настольные и портативные (ручные), при этом настольные тиски делятся на параллельные и стуловые.
Слесарные обжимки необходимы для создания неразъемных соединений. В процессе используются заклепки, которые отвечают за формовку замыкающихся головок и имеют на торцевой части обжимающую лунку.
Главная сфера применения наковальни – кузнечное дело. Инструмент используется для правки, гибки и ковки металлических изделий. Также он может применяться в слесарных работах.
Обработка металла абразивным инструментом и режущей частью помогает быстро сделать стружку и удалить части металла. Большая часть вспомогательных инструментов не требует от рабочих профессионализма, что обусловлено простотой использования.
Виды инструментов для промышленной обработки металлов
Если требуется обработка металла в производственных условиях, то используется специальное оборудование. Выполнение процессов вручную невыгодно из-за низкой производительности труда.
Каждая разновидность инструмента имеет свои особенности, но предназначение у них общее – под воздействием силы режущая часть снимает наружный слой металла, который в результате становится стружкой.
Чтобы понять, чем отличаются инструменты для обработки металлов, рассмотрим их разновидности.
Режущие инструменты для обработки металлов
Основное предназначение инструментов – подгон изделий под необходимые параметры (форму, габариты). Для этого нарезается резьба, создаются глухие либо сквозные отверстия и выполняется ряд других операций. Благодаря тому, что режущие инструменты сделаны из материалов с повышенной прочностью, они хорошо взаимодействуют с металлом.
В состав резца обязательно входит один из твердых сплавов и сталь – инструментальная и легированная быстрорежущая. Режущие инструменты похожи из-за особенностей конструкции, их легко узнать по клиновидной форме.
После того как на наконечник оказано давление, он движется и снимает стружку с поверхности металла. Трение между заготовкой и резцом вызывает нагревание режущей детали.
Из-за повышения температуры некоторые материалы быстро теряют свои качества. Они становятся менее прочными и утрачивают износостойкость. Именно поэтому режущие инструменты должны быть из закаленных металлов.
Абразивные инструменты для обработки металла
Оборудование имеет нестандартную конфигурацию и форму, но основная цель и принцип работы ничем не отличаются от режущих видов.
Абразивные инструменты могут применяться для разных процессов, связанных с обработкой металлов, изменением его форм и размеров. Шлифовка и полировка также помогают достичь большей или меньшей шероховатости.
Для некоторых абразивов предусмотрена возможность объединяться друг с другом. Тогда они будут выполнены в виде кругов или брусков, которые используются как отдельные элементы либо встраиваются в станки.
Некоторые разновидности можно клеить на мягкие поверхности (к примеру, на ткань либо на кожу). Смысл действия состоит в том, чтобы упростить обработку неровных верхних слоев металла.
В зависимости от требований к обработке можно выбрать абразивную часть с крупными либо мелкими кристаллами. При токарной обработке металла инструменты с абразивом незаменимы, а обилие разновидностей поможет подобрать прибор для конкретных целей.
Критерии выбора инструментов для обработки металла
При подборе оптимального инструмента нужно опираться на ряд требований. Это:
предпочтительный способ резки – автоматизированный либо ручной;
степень удобства во время работы с прибором;
скорость подачи и глубина реза у режущих инструментов;
желаемый уровень производительности;
прочность обрабатываемого металла и другие характеристики, которые могут повлиять на качество работы;
точность обработки – тонкая или грубая;
условия резания, которые могут быть универсальными либо требовать электрических инструментов для обработки металла;
вид работ, с которым может справиться инструмент: шлифование, сверление, резание, строгание, нарезка резьбы, долбление, фрезерование, протягивание и не только;
рельефность верхнего слоя металла;
наличие или отсутствие у металла реакции на повышенные температуры, которые возникают при обработке некоторыми инструментами.
Из-за того, что в процессе работы повышается температура режущей части, инструмент становится менее твердым. Он теряет свои первоначальные свойства, а риск повреждений и поломок повышается.
За жаропрочность инструмента, которая минимизирует негативное влияние температуры, отвечает красностойкость. На нее могут повлиять разные факторы, в том числе и угол заточки режущей детали. Именно от него зависит площадь касания заготовки поверхности. Больший угол повышает силу трения и увеличивает количество усилий, которые должен приложить мастер при обработке металла.
Для износостойких и долговечных инструментов характерно наличие в составе:
Инструментальной стали. Это может быть любая ее разновидность: углеродистая, легированная, быстрорежущая. Основное преимущество материала состоит в сохранении всех свойств, причем даже при быстрой работе режущего инструмента. Она способна выдержать температуру вплоть до +2 500 °С.
Оксида алюминия, легированного хромом и молибденом, а также армированного керамикой. Его целесообразно использовать при создании режущей детали. Жаростойкость такого сплава вещества составляет до +9 000 °С. Однако есть и существенный недостаток – повышенная хрупкость, что требует от рабочего особой внимательности.
Твердосплавной стали. Такие характеристики, как износостойкость и прочность, в четыре раза лучше аналогичных показателей у инструментальной стали. Максимальная температура, которая не окажет на изделие негативного воздействия, составляет +6 200 °С.
Помимо угла заточки режущей части на качество оборудования влияют:
качества металла, из которого сделана рабочая часть;
глубина реза, скорость подачи и обработки металла инструментом;
наличие стружкозавививателей, каналов для своевременного отвода стружки, охлаждающих элементов (если обработка деталей автоматическая).
На рынке успели зарекомендовать себя такие производители инструментов:
«Московский инструментальный завод»;
ISCAR, в России дистрибьютером компании выступает ООО «Интехсервис»;
«Новые инструментальные решения»;
Arno;
Sumitomo;
Paul Horn GmbH.
Рекомендуем статьи
Сталь Х12МФ: характеристики, состав, производство
Лазерная очистка металла от ржавчины: принцип работы и преимущества
Сверление металла: способы и особенности
Инструменты для обработки металла – это обширная категория, в которой найдется прибор для выполнения любой из задач: фрезерования, резки, сверления, шлифования, долбления и не только.
В этом материале были рассмотрены все распространенные виды инструментов и их особенности. Независимо от требований важно не экономить и выбирать проверенную модель. Дешевые варианты часто не соответствуют заявленным возможностям и быстро приходят в негодность. Со временем они потребуют дополнительных затрат на постоянный ремонт.
Резьба по дереву, режущие инструменты для обработки
Главная / Резьба по дереву / Инструменты для резьбы
Для работы необходимо оборудовать рабочее место с неподвижным столом. В крайнем случае можно использовать буковую доску, которая зажимается на столе с помощью струбцины. Лучше всего иметь верстак с зажимом. Чтобы укрепить очень крупную заготовку на рабочем месте, обеспечив при этом свободный доступ к ней со всех сторон, применяют фигурные винты, которые через отверстия снизу ввинчивают в заготовку; используют также зажимные струбцины, которые очень быстро устанавливаются и снимаются, не оставляя на поверхности материала вмятин. Наиболее удобны струбцины с диапазоном зажима до 20 см.
Рис. 1-5 Инструменты для резьбы: ножи и стамески с прямым и косым резцом, полукруглые и уголковые стамески
Рис. 6 Инструменты для выполнения скульптур: долота, большая и малая киянки
Без топора и пилы при получении заготовки не обойтись. Делительная и шипорезная пилы — это лучковые пилы с различными зубьями. Полотна с крупными зубьями предназначены для грубого предварительного распила, с мелкими зубьями — для выполнения более тонкой, чистовой работы. Для выпиливания криволинейных деталей применяют лобзик, при этом толщина заготовки не должна превышать 1 см. Толстые криволинейные детали лучше выпиливать ленточной пилой. При работе зубья лобзика должны быть обращены вниз.
Нож для резьбы из хорошей стали с коротким лезвием в неподвижной рукоятке является универсальным инструментом, он предпочтительнее простого перочинного ножа. Специальные ножи для зарубок имеют очень короткие острые клинки. Некоторые клинки имеют форму шила, которое затем переходит в собственно инструмент для резьбы.
Режущий инструмент для древесины. Самый простой из них, топор, имеющий форму клина, сначала прорезает волокна древесины, затем разделяет их. При работе следует придерживаться основного правила: всегда срезать небольшое количество древесины. При резьбе применяют ручной режущий инструмент, при этом правая рука направляет инструмент, а левая прижимает деталь.
Для выполнения более грубой предварительной обработки древесины используют долота или стамески. Стамески с прямым или косым резцом используют для вырезания или выдалбливания углублений на плоскости и для выравнивания поверхности древесины, стамеску в виде желобка — для снятия большого количества древесины, особенно при получении полых форм. Обычно они снабжены номерами, которые обозначают кривизну резца. Имеются инструменты изогнутой формы, с помощью которых можно обрабатывать различные углубления. Стамески, имеющие режущую кромку в виде косяка, используют для выполнения желобков, зарубок и т. п. Все плоские стамески И ДОЛОта различают ПО ширине. Инструменты для выполнения клинков — от 2 до 35 ММ И скульптур: долота, большая и малая более. В качестве ударного инструмента применяют киянки.
Специальные инструменты для обработки древесины. Наряду с рубанком, снимающим стружку с поверхности древесины, требуются еще некоторые специальные инструменты для придания ровному материалу выпуклости или скругления кромок. Для этого служат рашпили, напильники, цикли. С помощью рашпилей и напильников можно выровнять большой участок поверхности, выполнив обработку под любым углом. Необходимо иметь полукруглые рашпили, напильники средней величины насечки и напильники для более тонкой работы. Шлифование лучше выполнять наждачной бумагой. Цикли служат для снятия очень тонкой стружки, они бывают прямоугольной и криволинейной формы для выполнения желобков.
Электрический режущий инструмент. Имеющиеся в продаже сверлильные инструменты можно оборудовать насадками для резьбы (рис. 7, 8, 9). Эти инструменты с приводом через гибкий вал работают от любого электрического сверлильного станка (до 4000 мин-1). С помощью эксцентрикового механизма, размещенного в ручке инструмента, вращательное движение сверлильного станка превращается в короткие удары.
С помощью гибкого вала и обычного цангового зажима от бормашины можно фрезеровать и шлифовать различные резные изделия. При этом из старых сверл можно изготовить довольно большой ассортимент режущих насадок.
Заточка инструментов. Новый инструмент для резьбы необходимо прежде всего заточить. На заточном станке имеется упор, с помощью которого инструмент можно заточить под правильным углом. Затачивать следует только фаску, но никогда — зеркальную (заднюю) сторону резца. Ошибка начинающих резчиков заключается в том, что они затачивают фаску горбом. В результате лезвие скользит по древесине, не разрезая ее. Лучше всего делать фаску вогнутой. Резец затачивают до тех пор, пока на нем не появится тонкий заусенец, который снимается при следующей доводке инструмента.
Насадки и режущий инструмент к ручной электрической дрели
Подсоединение гибкого вала к дрели
Правильные камни могут быть естественными и искусственными. Перед заточкой инструмента камни следует смочить водой, смазать маслом или керосином. Сначала резец кладут обратной стороной на плоский оселок и перемещают его кругообразными движениями. Затем правят фаску, делая прямые возвратно-поступательные движения. Нож с обеих сторон перемещают круговыми движениями. Последний этап заточки выполняют на оселке и кожаном ремне.
Древесина может быть многоугольной, круглой, твердой, мягкой светлой, темной, шероховатой, гладкой и т. д. Каждое из этих свойств древесины нам приятно или неприятно. В конце концов мы выбираем то, что нам больше нравится.
Первое упражнение в резьбе состоит в изготовлении простейших композиций из геометрических форм. У сосновой древесины в слоях поперечного среза виден «веселый» рисунок годичных колец. Шлифованием, укладкой в противоположных направлениях и грунтованием (обычным грунтом) изделий достигается усиление рисунка.
Различные композиции получают из предварительно профилированных одинаковой толщины прямоугольников, квадратов, круглых заготовок. Лист наждачной бумаги, уложенный на стол, используют для зачистки и выравнивания поверхности древесины. После склеивания отдельных элементов поверхность древесины необходимо еще раз тщательно отшлифовать наждачной бумагой. Грунт следует наносить толстым слоем, при этом рисунок проявляется более интенсивно, а древесина становится несколько темнее. Кубики, набираемые с помощью шкантов. Конструктивные элементы, кубики, пластинки, призматические промежуточные детали чаще всего соединяют между собой с помощью вставных шкантов. Детали лучше всего кроить, пользуясь настольной круглой пилой с упором. Поверхность древесины следует шлифовать в направлении волокон на ровно уложенной наждачной бумаге. Для грунтования применяют целлюлозный грунт; при использовании древесины мягких пород через 1 ч наносят второй слой грунта. После сушки рекомендуется слегка отшлифовать поверхность изделий мелкой шкуркой. Нитроцеллюлозный лак придает древесине блеск и обеспечивает длительную ее защиту. На рисунке показаны игрушки, изготовленные из кубиков со вставны ми шкантами.
Пластичность формы изделий. Чтобы сделать предметы более приятными на ощупь, кромки деревянных изделий слегка скругляют. Получение заданной формы связано с определенной последовательностью обработки исходной заготовки например кубика. В полученной в результате обработки форме кубика и подсвечника ясно просматривается первоначальная форма заготовки. Виден путь, по которому шел изготовитель при обработке древесины. Снимая углы и смягчая кромки, он придал основным линиям кубика пластичную форму.
Изготовление кубика или подсвечника. Снять углы и смягчить кромки заготовки рашпилем и напильником, если потребуется — сошлифовать на шлифовальном диске с грубой шкуркой;»продолжить обработку заготовки до получения пластичной формы, отшлифовать и закончить работу нанесением грунта и соответствующего покрытия для защиты поверхности изделий. Округления, выполняемые напильником или шлифовальной шкуркой, необходимо делать продольными движениями по всей поверхности кубика или подсвечника.
После шлифования поверхность получается гладкой, но, несмотря на это, она еще не готова. При последующем увлажнении морилкой или краской волокна, которые были прижаты при шлифовании, разбухают и приподнимаются. Это можно устранить, смочив поверхность детали горячей водой, тщательно просушив в течение 24 ч и удалив поднявшийся ворс тонким шлифованием. Кубики можно покрыть нитролаком, который наносят в несколько слоев тампоном из мягкой ткани. Подсвечник можно покрасить имеющейся в продаже нитрокраской.
7 электроинструментов, которые должны быть у каждого столяра
Многие новички, пытающиеся начать работу по дереву, бросают один взгляд на свой бюджет и беспокоятся о том, как они могут позволить себе купить целый магазин, полный электроинструментов, чтобы начать работу. К счастью, не нужно тратить целое состояние, чтобы начать. На самом деле есть только семь деревообрабатывающих инструментов, которые начинающий столяр должен иметь под рукой с самого начала, и большинство из них относительно недороги. Однако с помощью этих семи инструментов новичок может справиться практически с любым проектом.
01 от 07
Крис Чидл / Getty Images
В то время как некоторые люди считают циркулярную пилу скорее столярным инструментом, чем прекрасным инструментом для деревообработки, другие с этим не согласятся. Не может быть более универсального основного ручного электроинструмента, чем циркулярная пила. При использовании с зажимной линейкой циркулярная пила может быть почти такой же точной, как настольная пила, и выполнять довольно много тех же задач, включая резку листовых материалов, таких как фанера или древесноволокнистые плиты средней плотности (МДФ). При работе с деревом с ограниченным бюджетом качественная циркулярная пила должна быть первым приобретенным ручным электроинструментом.
02 от 07
Тим Ридли / Getty Images
Некоторые могут ожидать увидеть в этом списке аккумуляторную дрель, но когда мы говорим об основных инструментах для деревообработки, сетевая дрель более универсальна и мощна. Аккумуляторные инструменты имеют то преимущество, что они более портативны, но сетевые дрели дешевле и могут делать больше, чем аккумуляторные дрели. Есть несколько вариантов, которые следует учитывать при выборе сетевой дрели, например, нужен ли вам патрон на 3/8 дюйма или 1/2 дюйма, патрон с ключом или без ключа, прямая дрель или перфоратор и так далее. Узнайте обо всех возможных вариантах перед покупкой.
03 от 07
Алексей Бубряк / Getty Images
Третий необходимый инструмент для новичка – лобзик. Электролобзик позволяет пользователю вырезать изогнутые и круглые узоры на складе. В то время как ленточная пила более точна и может резать более толстый материал, лобзик (также называемый сабельной пилой) может быть совершенно эффективным для новичка. Для универсальности выберите электролобзик с орбитальным движением, который удобно лежит в руке и имеет простую систему смены лезвий.
04 от 07
Вестенд61 / Getty Images
Четвертый по важности базовый ручной электроинструмент, который должен купить каждый новичок, — это эксцентриковая шлифовальная машина. В то время как шлифовальные машины для ладоней менее дороги и могут использовать обычную наждачную бумагу (разрезанную на четыре части), в версии с произвольной орбитой используются шлифовальные диски с креплением на липучке. Случайное орбитальное движение не оставит на заготовке узорчатых царапин, как это делают другие типы шлифовальных машин. Конечно, убедитесь, что у вашего местного поставщика деревообрабатывающих станков есть шлифовальные диски разной зернистости, подходящие для выбранной вами модели, поскольку ключом к правильному шлифованию является использование все более мелкой зернистости.
05 от 07
ГрегорБистер / Getty Images
После того, как у вас есть четыре вышеупомянутых ручных электроинструмента в вашем арсенале, и у вас есть время, чтобы освоиться с ними, пришло время сделать вашу первую (и, вероятно, самую важную) крупную покупку инструмента. Настольная пила — это сердце и душа каждой деревообрабатывающей мастерской, центральный элемент, вокруг которого используются и организуются все остальные инструменты. Сила настольной пилы заключается в ее способности резать листовые материалы с идеально прямыми краями, но она также может делать практически любой разрез, который вы хотите, включая скосы, фаски и даже пазы.
Вы захотите купить лучшую настольную пилу, которую может позволить ваш бюджет, так как этот инструмент будет сердцем вашей мастерской на долгие годы. Потратьте время, чтобы узнать, какие функции вам действительно нужны, и выберите настольную пилу, которая наилучшим образом соответствует вашему бюджету и вашим потребностям.
06 от 07
Питер Лора / Getty Images
После того, как вы выбрали идеальную настольную пилу для своей столярной мастерской, следующей крупной покупкой, которую следует рассмотреть, будет комбинированная торцовочная пила. Хотя комбинированная торцовочная пила не так дорога, как качественная настольная пила, она бесценна для резки под углами (скошенные, косые и сложные пропилы). Составная пила позволяет наклонять головку двигателя в двух направлениях, поэтому вы можете пилить как под прямым углом (под углом), так и под углом (под углом).
Многим новичкам будет достаточно 10-дюймовой пилы, а 12-дюймовая расширит ваши возможности. Некоторые модели имеют скользящие головки пилы, которые позволяют выполнять угловые и поперечные пропилы на досках шириной до 16 дюймов.
Как только вы разовьете свою способность делать точные пропилы с помощью торцовочной пилы, вы обнаружите, что ваша циркулярная пила проводит больше времени в ящике, а настольная пила используется не так часто.
07 от 07
гилаксия / Getty Images
Последний инструмент, рекомендуемый каждому начинающему столяру, — это качественный фрезер. Фрезы используются для формирования декоративных контуров на заготовках, и они отлично подходят для вырезания шпунтов и пазов.
Многие маршрутизаторы, доступные сегодня, предлагают два разных основания (стационарное основание и погружное основание маршрутизатора). Но большинство новичков считают, что качественная стационарная базовая модель позаботится о целом ряде задач, и ее также можно установить на фрезерном столе, если вы решите инвестировать в него. Выберите модель маршрутизатора с двигателем мощностью не менее 2 л.с. Другие функции, на которые стоит обратить внимание: электронное управление переменной скоростью (поскольку более крупные режущие инструменты должны использовать более низкие скорости), механизм плавного пуска и легко заменяемая цанга (предпочтительно с возможностью использования как 1/2 дюйма, так и 1/4 дюйма). фрезы с дюймовым хвостовиком).
10 основных электроинструментов для деревообрабатывающих мастеров | Семейный мастер на все руки
Используйте инструмент в проекте, а не проект в инструменте! Портативные электроинструменты для деревообработки открывают безграничные возможности.
Наши редакторы и эксперты тщательно отбирают каждый продукт, который мы представляем. Мы можем получать комиссию от ваших покупок.
VIA MERCHANT
Независимо от того, являетесь ли вы мастером или новичком в деревообработке, для ваших проектов вам понадобятся электроинструменты. Формы, размеры и стоимость будут варьироваться. Существуют проводные и беспроводные версии большинства этих инструментов. Благодаря достижениям в области аккумуляторных технологий иногда беспроводная версия может быть лучше, чем проводная.
Когда придет время сверлить, вести машину, резать, строгать, соединять, прокладывать маршрут или шлифовать, вам понадобится один из этих электроинструментов.
1 / 9
через продавца. Дрель и ударный инструмент полезны каждый по-своему, но гораздо дешевле и удобнее покупать их вместе. Таким образом, вы избегаете разбросанных по магазину аккумуляторов/зарядных устройств.
Комбинированный комплект DeWalt 20-Volt Max с литий-ионным шуруповертом и ударным шуруповертом — отличный выбор для любого столяра. Эти модели отличаются компактной и легкой конструкцией, светодиодной подсветкой и эргономичными ручками для удобства и контроля. В комплект также входят два аккумулятора емкостью 1,3 ампер-часа (Ач), зарядное устройство и сумка для переноски.
С более чем 36 000 отзывов с пятью звездами на Amazon этот комбинированный комплект — настоящая находка. Вот несколько идей для хранения электроинструментов, которые помогут вам организовать свою мастерскую.
Плюсы
Мощные двигатели 20 В;
Отличное время автономной работы;
Более 200 других инструментов DeWalt используют те же батареи;
Трехлетняя гарантия.
Минусы
Жаль, что у них не было аккумуляторов побольше.
Купить
2 / 9
через продавца
Фрезерный станок
Фрезерный станок — это один из самых универсальных деревообрабатывающих инструментов в магазине, который я часто использую. Вращая фрезы или фрезы со скоростью от 6 000 до 24 000 оборотов в минуту (об/мин), фрезер может создавать пазы и канавки, формировать кромки, выпрямлять материал и даже изготавливать столярные изделия.
Маршрутизаторы мощные, обычно мощностью от 1-3/4 до 3-1/4 лошадиных сил (л.с.). Каждая поставляется с 1/4-дюймовыми и 1/2-дюймовыми цангами для бит с валами разного размера. При добавлении упора фрезер следует вдоль края доски, а погружное основание позволяет выполнять точную резку по глубине.
Фрезерный станок Makita с D-образной рукояткой с регулируемой скоростью оснащен двигателем мощностью 2 1/4 л.с. и удобной рукояткой с пистолетной рукояткой для дополнительной устойчивости. Он поставляется с системой плавного запуска, кнопкой блокировки курка и прочной рукояткой, которую можно отрегулировать для правшей и левшей.
Pros
Пистолетная рукоятка;
Мощный мотор;
Тихо.
Минусы
Дорого;
Для доступа к цанге необходимо снять основание.
Купить
3 / 9
через продавца
Маршрутизатор для ладони
Маршрутизатор для ладони меньше и менее мощный, чем полноразмерный маршрутизатор, что делает его идеальным для обработки краев, снятия фаски и других легких задач. Первые версии этого инструмента назывались фрезерными станками, потому что краснодеревщики использовали их при обрезке ламината на столешницах. Однако вскоре стало очевидно, что легкий одноручный фрезер будет полезен.
Небольшая опорная плита улучшает обзор, а более низкий крутящий момент облегчает управление инструментом. Комбинированный комплект фрезерного станка для ладони с регулируемой скоростью Bosch Colt 1,25 HP предлагает множество функций, включая направляющую для кромок и отдельные фиксированные и погружные основания.
Pros
Включает в себя направляющую для кромки и основание для погружения;
Мощный двигатель с регулируемой скоростью;
Замена насадок одним ключом.
Минусы
Дорого;
Плохая система микрорегулировки.
Купить
4 / 9
через торговца
Шлифовальный станок
Большинство проектов требуют некоторого сглаживания древесины, и орбитальные шлифовальные станки являются практичным способом выполнить это. Доступные в пяти- и шестидюймовом диаметре, эти шлифовальные машины оснащены абразивными дисками, которые прикрепляются к шлифовальной подушке с помощью липучки или клея, похожего на наклейку.
Мягкий корпус шлифовальной машины Bosch снижает вибрацию и подходит для абразивных материалов с восемью отверстиями для сбора пыли. Устройство оснащено регулятором скорости и системой пылевого фильтра. Он может подключаться к вашему пылесосу для более крупных шлифовальных работ.
Pros
Эффективный сбор пыли;
Двигатель с регулируемой скоростью;
Сумка для хранения в комплекте.
Минусы
Не для быстрого удаления материала.
Купить
5 / 9
через продавца
Строгальный станок
Старая поговорка гласит: «Поднесите материал к инструменту или инструмент к материалу». Здесь точно так! Ручные рубанки нужны не в каждой мастерской, но они бесценны для выравнивания необработанных пиломатериалов, установки дверей и выпрямления шпилек.
Для выполнения таких задач традиционным ручным рубанком требуется терпение и много усилий. Такой инструмент, как ручной рубанок DeWalt 3-1/4 дюйма, который вращается со скоростью 34 000 об/мин и может выполнять резку глубиной до 1/16 дюйма, может выполнить эти задачи в кратчайшие сроки. Кроме того, когда лезвия изнашиваются, вы можете недорого заменить или заточить их.
Pros
Автоматическая подножка;
Канавка для снятия фаски на кромке;
Доступные сменные лезвия.
Минусы
Порт для сбора пыли не входит в комплект.
Купить
6 / 9
через продавца
Лобзик
Резка кривых может быть сложной задачей, но простой лобзик упрощает этот процесс. Аккумуляторный лобзик Craftsman 20 В с регулируемой скоростью поставляется с регулируемым основанием для угла резки, тремя настройками для регулировки интенсивности резки и быстродействующим зажимом для замены полотна без инструментов.
Электролобзиком можно резать дерево, древесноволокнистые плиты средней плотности (МДФ), алюминий, сталь, пластик и ПВХ. Несмотря на то, что электролобзик менее мощный, чем ленточная пила, он идеально подходит для крупных проектов, где его легче подвести к заготовке благодаря легкому весу и точности.
Плюсы
Беспроводной;
Триггер переменной скорости.
Минусы
Нет рабочего освещения;
Зарядное устройство не входит в комплект.
Купить
7 / 9
через продавца
Столярный станок
Этот ручной инструмент идеально подходит для склеивания досок. Он имеет маленькое лезвие, которое вращается горизонтально, оставляя прорезь в форме полумесяца в куске дерева. Затем можно вырезать зеркальный слот в соседней плате, прежде чем они будут склеены.
Ограждение идеально выравнивает щели. Затем вставляется сжатый «бисквит» в форме футбольного мяча, соединяющий части. Клей набухает сжатым бисквитом, образуя сверхпрочное соединение. Соединитель кабельных пластин Porter поставляется с удобной рукояткой с курком и точно регулируемым упором. Глубину нарезки можно регулировать для печенья разного размера.
Pros
Включает мешок для пыли и футляр для хранения;
Эргономичный спусковой крючок;
Удобно для пользователя.
Минусы
Плохой сбор пыли;
Прецизионный инструмент — не уронить;
Дороже аналогов.
Купить
8 / 9
через продавца
Гусеничная пила
Резка полных листов фанеры на полноразмерной корпусной пиле не самая простая задача, не говоря уже о небольшой версии для стройплощадки. Вот почему я купил гусеничную пилу, когда начал строить шкафы из своего гаража.
Опять же, легче перемещать легкую пилу по тяжелому материалу, чем наоборот. И хотя на выравнивание каждого отдельного реза уходило гораздо больше времени, качество было сравнимо даже с самыми лучшими лезвиями настольной пилы, особенно при поперечной резке фанеры или меламина.
Аккумуляторная литий-ионная батарея Makita LXT 6-1/2 дюйма. Погружная циркулярная пила — это круто. Две батареи 18 В обеспечивают достаточную мощность. Эта пила очень точная с отличным сбором пыли.
Поскольку гусеничная пила режет сверху, ей нужен дополнительный кусок фанеры или жесткий изоляционный лист, который будет выступать в качестве доски для грунта под ней. Это будет слегка надрезано, чтобы убедиться, что лезвие прошло через вашу заготовку.
Pros
Ограничивает потребность в настольной пиле;
Превосходный сбор пыли;
Точно.
Минусы
Врезное резание требует привыкания;
Фактор в доске отвала;
Лучше всего купить хомуты для крепления рейки.
Купить
9 / 9
через продавца
Осциллирующий инструмент
В отличие от вращающихся или возвратно-поступательных электроинструментов, они оснащены стойкой, которая колеблется вперед и назад на высоких оборотах для создания режущей силы. Лезвия, скребки и шлифовальные блоки могут быть прикреплены к качающейся стойке для выполнения различных задач.
Вращающийся многофункциональный инструмент изменит ваши представления о рукоделии. Они удобны для шлифовки углов, обрезки сломанной фурнитуры, погружной резки электропроводки и даже для удаления плитки и затирки.
Выбрать одну универсальную фрезу под все задачи нельзя, даже если она будет самая лучшая. Важно по максимуму укомплектовать станок инструментом, требующимся для решения всех задач, которые стоят перед мастером.
Продолжаем тему фрезерования. Для тех, кто пропустил, первая часть про фрезы здесь.
Разобраться в видах фрез по металлу не так-то просто. Одни необходимы для выборки металла, вторые пригодятся для обработки наклонных поверхностей, третьими – прорезаются канавки… Ясно одно: любой уважающий себя фрезеровщик имеет в арсенале самые популярные типы этого инструмента, чтобы реализовывать любой заказ. Исходя из того, какую форму требуется придать детали, мастер и будет подбирать фрезу. Пройдемся по основным.
Концевые фрезы
Если нужно создать контурный выступ или выемку, то фрезеровщику понадобится инструмент концевого типа. Благодаря ему также можно легко обработать любые плоскости. Среди концевых фрез выделяют:
торцевые фрезы. Они просто необходимы для вытачивания плоских или ступенчатых деталей. Основной съём металла производится боковой частью фрезы при продольной подаче, а обработка горизонтальной плоскости ведётся вершинами режущих элементов и считается дополнительной;
сферические, которыми легко обработать криволинейную поверхность;
радиусные, предназначающиеся для фрезеровки пазов с внутренними и внешними закруглениями.
T-образные фрезы
Их еще называют грибковыми за характерную геометрию режущей поверхности. Инструмент применяется для изготовления в заготовках т-образного паза или фигурных выступов.
Дисковые фрезы
Если вам нужно отрезать лишнюю часть заготовки, прорезать канавку или снять фаску, то дисковые фрезы подойдут для этой работы как нельзя лучше! Несмотря на непривычную форму это режущий инструмент довольно часто используется в металлообработке.
Зубцы дисковых фрез оснащены дополнительными рабочими кромками на торцах (или одном из них). А размер инструмента и его режущих элементов зависит от типа выполняемой обработки – от черновой до финишной.
Этому виду фрез под силу работа в самых тяжёлых условиях – с вибрацией, зажатием, плохим отведением металлической стружки.
Угловые фрезы
Это разновидность дискового инструмента, которая отличается наличием угла наклона режущей кромки относительно горизонтальной оси.
При помощи углового инструмента фрезеровщик обработает любую угловую выемку, наклонную поверхность и даже «латочкин хвост».
Фасонные фрезы
Фасонные фрезы нашли своё предназначение для фрезеровки заготовок, у которых слишком сильная разница между длиной и шириной.
Зубья фасонных фрез встречаются как острозаточенные, так и затылованные.
Этот инструмент несильно истирается во время фрезеровки, при этом отличается качеством обработки. Единственная проблема – заточка, произвести которую можно лишь используя особые приспособления. Поэтому фасонные фрезы используют в основном только на больших производствах.
Червячные фрезы
Довольно специфичный, а оттого не сильно распространенный тип металлорежущего инструмента. Он применяется для нарезания зубьев на звездочках, валах и прочих изделиях.
Выборка металла осуществляется за счёт точечного воздействия на заготовку.
Исходя из технологического задания фрезеровщику может пригодится сразу несколько фрез. К счастью, все виды и размеры этого инструмента для металлообработки имеются в продаже, что позволит мастеру сделать станок максимально оснащённым.
что это такое, какие бывают разновидности и классификации, для чего нужны
23.03.2020
Конструкция и принцип работы
Классификация фрез: по каким параметрам
Типы фрез по металлу
Классификация фрез по некоторым характеристикам
Нюансы выбора
Правила хранения и эксплуатации
Широкие возможности фрезерных станков
Во время фрезерной металлообработки важно, какой вид фрезы по металлу выбрал мастер. В статье мы расскажем о многочисленных разновидностях и особенностях их применения – это понадобится как новичку, так и для повторения профессионалу.
Данный инструмент повсеместно используется на современном оборудовании с целью создания на заготовке среза любой формы. Это довольно оптимальное устройство, позволяющее делать отверстия, канавки, а также убирать лишний слой стали.
Инструментная единица создается из прочного инструментального сплава с соблюдением максимальной точности. Чтобы выполнить параметры, которые заявлены в ТУ, используется обработка торцовым инструментом с большим набором зубцов – резцовые вставки регулируют параметры до 1 мк.
Конструктивно резец имеет несколько рабочих острых граней. Вставки часто делаются из алмаза, керамики и кардной проволоки для прочности.
Конструкция состоит из:
• Части для работы.
• Хвостика.
• Центрового отверстия.
• Торцовых зубьев и канавок между ними.
• Шейки посередине.
Каждый зубец обладает, в свою очередь, передней и задней поверхностью, режущей кромкой.
Принцип работы заключается в том, что инструмент быстро вращается. Одновременно движется заготовка. При соприкосновении механически под воздействием давления срезается верхний слой стали.
Во время классифицирования ориентируются на следующие основные признаки:
• как расположены зубцы;
• сборная или цельная конструкция;
• направление режущих кромок;
• как крепятся насадки;
• материал изготовления.
Кроме того, важен типоразмер и максимальное напряжение.
Обычно при разносторонней деятельности и многочисленных задачах фрезеровщик имеет полный набор, причем сам он отлично знает, как они работают. Но новичкам нужно сделать небольшой обзор.
Дисковые
Они представляют собой диск с зубьями. При этом срезающие кромки бывают или с одной стороны, или с обеих – в зависимости от назначения. В ходе этапов металлообработки (от черновой до финишной) может изменяться размер зазубрин. Твердосплавный инструмент применяется при сложных условиях резки, когда очень сложно выводить стружку из зоны работы. Когда применяют эту разновидность фрез:
• для обрезки краев или распиловки;
• для прорезки пазов;
• для снятия фасок и пр.
Соответственно, среди дисковых можно встретить отрезные, прорезные и другие подвиды. Расскажем о некоторых из них, которые имеют конструктивные отличия.
Двусторонние
Зубья таких дисков оснащены двумя режущими кромками – классической на торцевой части, а также на прямой поверхности. Такая модификация дороже и производительнее.
Трехсторонние
Еще более опасные зубцы – теперь их оснащают тремя лезвиями, то есть с каждой из сторон – по краям, с торцов и сверху.
Пазовые
Здесь только одна кромка, располагающаяся на рабочей поверхности. Инструмент подходит для не очень глубокой и точной выборки стали. Он может быть с различным количеством зубьев и глубиной выемок. Одно распространенное название фрезы этого типа – «ласточкин хвост». Почему? Потому что зона резки имеет форму усеченного конуса, как перья ласточки.
Торцевые
Из наименования уже понятно, что работает такой инструмент своей боковой частью. Именно торцы цилиндра (разной ширины) наделены лезвиями, которые обрабатывают плоскость металлической заготовки. Устанавливается деталь, соответственно, перпендикулярно стальной детали.
Очень часто они бывают со съемными пластинами, что экономит расходные материалы фрезеровщика. Это возможно, благодаря общей массивности конструкции. К преимуществам следует отнести:
• Легкость работы с плоскими элементами, листами и ступенчатыми поверхностями.
• Высокая скорость металлообработки.
• Плавность процесса.
Цилиндрические фрезы по металлу – что это такое
Форма – цилиндр. Довольно массивный инструмент, которым удобно делать обработку плоскостей. Это основной вид оснастки станков как классических механических, так и с ЧПУ. На сайте https://stanokcnc.ru/ большой выбор фрезерного оборудования с числовым пультом управления. Современная модификация позволяет увеличить скорость и производительность одного рабочего места, а также снизить риск ошибок из-за человеческого фактора.
Цилиндрические инструменты могут быть с разной формой зубьев.
Прямые
Менее востребованные и универсальный, даже редко встречающейся. Он хорош и удобен, но при очень узком профиле работ: оснастка должна располагаться параллельно заголовки, а сам участок металлообработки должен иметь легкий доступ, ровную поверхность. В целом такие идеальные условия встречаются редко – это только узкие плоскости.
Винтовые
Наиболее многофункциональные, универсальные и, соответственно, востребованные. Линии реза идут не прямо, а по закрученной спирали. Заданный угол наклона может быть различным. В зависимости от выбранных граней можно проводить фактически любую выборку – на различных деталях. Особенности:
• Высокое усилие при работе.
• Возможность использования сдвоенных инструментов, когда грани находятся в противоположных направлениях – это уменьшает силу, воздействующую на кромки.
Отдельный вид фрезы – «кукуруза», которая находит применение в обработке уступов и создании канавок и их шлифовании. Они интересно выглядят.
Угловые
Это усеченный конус, который имеет острые внешние края и торцы зубьев. Основное назначение использования – металлообработка углов и неровных поверхностей, снятие прямоугольных фасок. Также с их помощью делают стружечные желобки и много дополнительных операций. Кромки резания сделаны с наклоном, что позволяет добиться любого угла работы. Посмотрим, какие есть подвиды.
Монолитные
Второе название – цельнометаллические. Их суть в том, что вся конструкция выполняется из одного прочного материала. Дополнительное усовершенствование – наличие кольцевых канавок, которые позволяют беспрепятственно убирать образованную стружку.
Снапаянными режущими пластинами (коронками)
Здесь все просто, наконечники выбираются, а затем припаиваются к основанию. Сами зубцы изготавливаются из твердых сплавов, их модификаций многочисленное множество, распространенной является корончатый.
Для предварительной обработки
Это фрезы, которые не отличаются высокой точностью, а предназначены именно для грубого среза сразу большого объема металла.
Для финишной стадии
Они имеют более мелкие, неглубокие зубья из твердого сплава с добавлением других прочных абразивных веществ. Их не стоит путать со шлифовкой. Задача – достигнуть максимальной чистоты при металлообработке.
С хвостовиком цилиндрического типа
Хвостовая часть не является рабочей, она не взаимодействует с заготовкой, а служит для надежного крепления в крепеже основания. Когда хвост создан в форме цилиндра, то есть бочонка, то возможности довольно ограничены – движение может быть осуществлено только под одним углом, поэтому обрабатываются только прямые поверхности.
Для чего нужны фрезы с хвостовиком конического вида
Такая модификация имеет намного большую свободу действий только за счет приспособленности к наклону. За счет этого они более распространены, особенно при оснастке станков с ЧПУ. Современное высокотехнологичное оборудование можно заказать на сайте https://stanokcnc.ru/.
Концевые
Их также называют пальчиковыми из-за аккуратного внешнего типа – вытянутый цилиндр напоминает палец. Их основное предназначение – врезка пазов, создание выемки, работа с контурными уступами. Очень хорошо они подходят для металлообработки двух перпендикулярных плоскостей. Они делятся аналогично угловым на:
• монолитные или со сменными пластинами;
• разную форму хвостовиков;
• степень обработки – от начальной до финишной.
Фасонные
Подходит для производства фасок и обточки протяжных фасонных деталей. Если они короткие, то обычно фрезеровка не применяется, а используется протягивание. Интересен внешний вид оснастки – два круга с зазубринами. Есть несколько разновидностей.
Острая заточка
Второе название – остроконечные. Их режущий край хорошо виден, а также прекрасно поддается повторной заточке. Их просто корректировать при необходимости.
Затылованные инструменты
Ими очень удобно обрабатывать закрытые канавки и фаски, кромки. Режущие ножи у них немного выступают за пределы основного диска, поэтому их сложно затачивать.
Какие червячные фрезы бывают по металлу
Это многолезвийный инструмент. Его назначение – нарезание зубчатых колес, а также шлицевых валов, которые имеют эвольвентный профиль. Металлообработка заключается в точечном касании лезвий поверхности.
Цельные и сборные
Монолитные инструменты выполнены полностью из инструментальных сплавов – они крепкие и более надежные. Зато вторая модификация отличается тем, что можно менять наконечники, а также заменять их при порче, производить более удобную заточку.
Однозаходные и многозаходные
Это число витков, которые есть на червячной фрезе. Чем их больше, тем выше производительность, но вот точность начинает хромать. Поэтому большое количество заходов применяется в основном только при черновой отделке.
Со шлифовальными и не шлифованными зубьями
Проще говоря – это степень исправности. Чем она выше (тонкая обработка), тем лучше происходит шлифовка. В то время как обдирная, черновая, промежуточная и даже чистовая стадия – это инструменты, которые не предназначены для шлифования.
Корончатые сверла
Их используют для создания отверстий. Можно применять классическую спиральную разновидность, но по степени точности они в 4 раза уступают рассматриваемому варианту. Их назначение – для станков с ЧПУ.
Можно услышать название борфрез. Это аналогичная оснастка, но крепится она в ручной электродрели, выполняет аналогичную функцию.
Шпоночные
Удобный небольшой цилиндр с очень плавно расположенными витками режущих кромок на рабочей части. Особенность заключается в том, что есть специальные выемки, которые предназначены для легкого отвода стружки.
Конические
Или конусные. Имеют вид усеченного конуса и подходят не для прямых участков, а для округлых деталей. Одна из разновидностей – пальчиковая.
Сферические
Не самые популярные, применяются при однопроходной металлообработке с целью создать довольно качественные пазы и фигурные уступы. Маленькие лезвия находятся со всех сторон рабочей сферы.
Фреза под Т-образные выемки
Такая форма необходима при создании углублений в головке крепежных изделий или при подготовке валов со шлицевыми соединениями. Иногда их называют грибком, действительно, они имеют похожую конфигурацию, но перевернутую.
Сборные
Это очень удобный и многогранный инструментальный комплект, который состоит из основания и нескольких отверстий для крепежей нужных резцов. С одной стороны, это крайне эффективно, можно совместить в одном наконечнике массу функций. Но, как и любая универсальная вещь, она уступает узкоспециализированной.
Конечно, приведенные выше разграничения (по конфигурации, назначению) – это не единственные способы различать оснастку. Настоящий фрезеровщик имеет такой большой ассортимент изделий, что не без труда сможет его разложить. Какие еще бывают причины для классифицирования.
Разное число заходов
Стандартными считаются:
• Однозаходные.
• Двухзаходные.
• Четырехзаходные.
Но может быть любое количество витков.
Чем меньше заходов, тем больше отведенная площадь под канавки. Особенностью работы с таким инструментом является то, что в каждое мгновение на заготовку оказывает воздействие только одна конкретная режущая кромка. Это очень положительно сказывается на создании продукта на высоких оборотах и при большой скорости, поскольку это позволяет беспрепятственно удалять отходы.
Также это актуально при осуществлении деятельности с мягкими металлами и другими веществами, например, с пластиком или ПВХ,акрилом. Еще их применяют при черновой и обдирочной процедуре, когда качество и точность – это не самые главные показатели.
Многозаходные используются при работе с материалом, имеющим твердую и хрупкую структуру. Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.
Тип удаления стружки
Здесь все просто — отход летит либо вверх, с таким направлением привыкли обращаться все фрезеровщики, либо вниз. Первый вариант наиболее удобен, если создаются пазы или глухое отверстие, поскольку металл не скапливается там. Но есть и минус – из всего «вылетевшего» часть может приземлиться опять на рабочую зону и препятствовать хорошему резанию. Второй вариант, соответственно, имеет более узкие возможности, но при некоторых видах работ более рекомендован.
Мы рекомендуем отталкиваться от:
• поставленной задачи;
• прочности обрабатываемого материала;
• потенциала механизма.
На все инструментальные единицы нанесена классическая маркировка, поэтому в типоразмере вы не ошибетесь.
Обязательно необходимо следить за:
• Остротой заточки.
• Отсутствием ржавчины или прочих загрязнений.
• Надежной фиксацией в суппорте.
Лучше всего использовать специальные сухие и освещенные шкафы для складирования.
Если у вас есть оборудование с ЧПУ от компании https://stanokcnc.ru/, вы сможете совершать практически любые операции – от обычной распиловки до фигурного вырезания отверстий и нарезания внутренней резьбы.
В статье мы рассказали про виды фрез и их назначение по металлу. Будьте внимательны во время работы за станковым оборудованием!
Типы фрез, используемых в процессе обработки
Вам интересно узнать о типах фрез? Что ж, эта статья даст вам информацию обо всех фрезах. И так, чего же ты ждешь? Давайте начнем.
Давайте начнем с того, что узнаем, что такое фрезерование? Фрезерование — это процесс резки, при котором мы используем фрезу для удаления материала с поверхности металла или заготовки. Этот резак, который мы используем, имеет несколько вращающихся режущих поверхностей. Фрезы играют важную роль в процессе фрезерования и используются в нескольких фрезерных станках. Фрезы бывают разных размеров и форм.
Ниже приведены типы фрез, которые мы используем на различных фрезерных станках:
Концевая фреза для черновой обработки
Слябовый стан
Концевая фреза
Полая фреза
Резак шаровой мельницы
Фреза для эвольвентных зубьев
Торцевая фреза
Нож для резки ерша
Резьбовая фреза
Резак для мух
Направляющие и торцевые фрезы
Зубофрезерная фреза
Кусачки типа «ласточкин хвост»
Некоторые фрезы с описанием
1.
Черновая концевая фреза
Этот тип резака используется, когда вам нужно удалить больше материала с заготовки. Используя черновые концевые фрезы, мы получаем черновую чистовую обработку поверхности. Черновые концевые фрезы также известны как фрезы «риппа». Они более выгодны с коммерческой точки зрения и используются в различных промышленных целях.
2. Слябовый стан
Этот тип резака используется, когда вам нужно удалить больше материала с заготовки. Используя черновые концевые фрезы, мы получаем черновую чистовую обработку поверхности. Черновые концевые фрезы также известны как фрезы «риппа». Они более выгодны с коммерческой точки зрения и используются в различных промышленных целях.
3. Концевая фреза
Эти типы фрез имеют режущие зубья с обеих сторон. Мы больше используем концевую фрезу в процессах вертикального фрезерования. Быстрорежущая сталь или цементированный карбид используются для создания концевых фрез. Быстрорежущая сталь также называется HS или HSS. Быстрорежущая сталь не теряет своей твердости при повышении температуры. Следовательно, из-за лучшей твердости для изготовления концевых фрез используется быстрорежущая сталь. Концевые фрезы в основном используются при плунжерном, копировальном, торцевом фрезеровании и т. д. Торцовые фрезы и т. д. — это различные фрезы, которые используются в термине «концевая фреза».
4. Полая фреза
Их также называют полыми фрезами. Они выглядят как труба с более толстыми стенками. Вы найдете режущие зубья полых фрез на внутренних поверхностях. Полые фрезы используются в винтовых станках.
5. Резак шаровой мельницы
Шаровые фрезы также известны как фрезы со сферическим концом. Вы можете быть легко идентифицированы как шаровые резаки, так как их конец имеет полусферическую форму. Шаровые фрезы используются для уменьшения концентрации напряжений и также известны как шаровые концевые фрезы. Всякий раз, когда возникает необходимость вырезать трехмерные формы, используются шаровые резаки, чтобы идеально вырезать эти трехмерные формы.
Университет Мадхав предлагает все типы инженерных курсов-
— Машиностроение
— Гражданское строительство
— Информатика и инженерия
— Компьютерные приложения
— Электротехника
9009 & Коммуникационная техника 0036 — Электроника 0000 Объяснение инструментов фрезы — типы и руководство по выбору
Фреза — это режущий инструмент, используемый для удаления материала с поверхности заготовки. Эти инструменты бывают разных форм и размеров. Их различия обусловлены их использованием в различных целях для достижения различных типов конструкций. В результате фрезерный инструмент требует точности и тщательного выбора правильных типов для достижения наилучших возможных результатов.
В этой статье мы представляем вам различные типы фрез, материалы, используемые для этих фрез, а также рекомендации по выбору правильного фрезы для ваших операций фрезерования.
Как фреза используется во фрезерных станках?
Фрезерные станки представляют собой ротационные, широко используемые субтрактивные производственные инструменты, необходимые для процесса изготовления металлов и пластмасс. Более того, при фрезеровании целесообразна смена инструмента для получения требуемой конструкции.
Фрезерные станки выполняют процесс резания, удаляя материал с заготовки путем вращения фрезы и перемещения ее в заготовку. Подайте заготовку во вращающуюся многоточечную фрезу фрезерного станка, который быстро вращается, чтобы быстро разрезать металл или пластик. Фрезерный станок может удерживать одну или несколько фрез одновременно, чтобы ускорить процесс резки и быстро создать желаемую форму.
Типы фрез
Существуют различные типы и категории фрез, каждая из которых имеет свое назначение и режущую способность. Вот распространенные типы фрезерных инструментов.
Категории#1: Концевые фрезы
Концевые фрезы — это инструменты для фрезерования, которые режут во всех направлениях, что отличает их от сверл, которые режут только в осевом направлении. Производители используют концевые фрезы для резки инструментальной стали и других процессов фрезерования, включая врезание, развертывание, прорезание пазов, сверление, торцевое фрезерование, профильное фрезерование и т. д. Существуют распространенные типы концевых фрез.
1.1 Фрезы для шаровых фрез
Эти фрезы для концевых фрез имеют сферическую головку. Благодаря круглой режущей поверхности они идеально подходят для фрезерования контурных поверхностей.
1.2 Квадратные концевые фрезы
Используемые для кругового фрезерования, эти концевые фрезы имеют профиль под углом 90 градусов. Также известные как фрезы с плоским концом, они идеально подходят для операций фрезерования, таких как врезание, профилирование и прорезание пазов.
1.3 Радиусные концевые фрезы
Эти концевые фрезы имеют закругленные углы. Эти углы идеально подходят для более равномерной резки заданного радиуса, предотвращения износа инструмента и продления срока службы инструмента.
1.4 Концевые фрезы для подрезки
Этот многофункциональный режущий инструмент с ЧПУ, также известный как резак для леденцов, обеспечивает максимальную универсальность. Их форма делает их идеальным выбором для обработки поднутрений.
1.5 Концевые фрезы для закругления
Концы этой фрезы усилены. Их основное назначение — фрезерование круглых кромок.
1.6 Концевые фрезы с угловым радиусом
Имея несколько канавок, этот инструмент, известный как боровая фреза, оставляет черновую поверхность. Его способность быстро удалять большое количество материала выделяет его.
Категория#2: Инструмент для торцевого фрезерования
Этот инструмент используется для торцевого фрезерования. Так что же такое торцевая фрезеровка? Это удаление частей заготовки. Торцевой фрезерный инструмент используется для достижения превосходной чистоты поверхности. По бокам этого инструмента у него есть режущие кромки, которые режут в горизонтальном направлении, в отличие от концевых фрез, которые режут вертикально. Кроме того, торцевая фреза в основном используется для резки внешней стороны заготовки.
Категории#3: Фрезы для Т-образных пазов
Фрезы для Т-образных пазов имеют зубья, расположенные перпендикулярно внешнему диаметру. Эти фрезы, также известные как фрезы для дерева, наиболее известны тем, что прорезают Т-образные пазы в деталях и заготовках. Эти типы фрез идеально подходят для вырезания пазов, используемых для головок болтов и подвесных кронштейнов в стеновых панелях.
Категория#4: Инструмент для продольной резки металла
Эти пилы находят применение в различных отраслях промышленности благодаря своей уникальной геометрии и жесткости. Однако такие отрасли, как автомобилестроение, точное машиностроение и строительство, обычно используют их для резки цветных и стальных материалов. Вот различные типы пил по металлу.
4.1 Плоские фрезы для продольной резки металла
Это режущие инструменты с ЧПУ только с периферийными режущими кромками, с вогнутой стороной для предотвращения затягивания реза.
как боковые, так и периферические зубы. Эта функция позволяет поддерживать постоянную ширину резания при удалении стружки.
4.3 Вогнутая фреза
Это продольная пила, используемая для получения истинного выпуклого радиуса. Этот резак придает бесшовную и гладкую полукруглую форму заготовкам.
4.4 Цилиндрическая фреза
Идеально подходит для операций, требующих высокой скорости съема материала. Эта продольная пила имеет зубья только на периферийной поверхности.
4.5 Плоская фреза
Этот тип фрезы, также известный как плитная или поверхностная фреза, имеет винтовые или прямые зубья. Кроме того, его зубья, нарезанные на цилиндрических или периферийных участках, фрезеруют плоские поверхности параллельно оси фрезы. Плоские фрезы идеально подходят для небольших проектов и тех, где требуется легкая фрезерная работа.
Категория#5: Fly Cutter
Эти плоские поверхности фрезерных инструментов используют один или несколько одноточечных вращающихся инструментов. Как и токарно-фрезерный инструмент, производители монтируют мухорез на специальном держателе. Также важно отметить, что летучие резаки не идеальны для тяжелых операций резки. Ниже приведены различные типы резаков для листовок.
5.1-точечный резак
Оснащен далеко идущими игольчатыми наконечниками, идеально подходящими для резки плотно расположенных кораллов. Срезы, производимые здесь, всегда чистые и точные.
5.2 Вращающийся инструмент для резьбы
Основное назначение этого инструмента — резка твердых материалов. Он находит применение в резьбе по дереву и гравировке на выдувном стекле.
5.3 Вращающийся режущий инструмент
Эти фрезерные режущие инструменты прорезают ткань материала, не искажая узорчатую линию разреза. Некоторые профессионалы используют этот инструмент для резки до восьми слоев материала за один сеанс фрезерования.
Категории#6: Фасонные фрезы
Эта фреза используется для формирования неправильных контуров, как 2D, так и 3D. Эти фрезы также бывают разных конфигураций и форм. Он идеально подходит для создания винтовых зубчатых колес и других сложных и замысловатых поверхностей. Он используется для обработки канавок, снятия фасок и фрезерования по всему радиусу. Существует три основных типа фасонных фрез.
6.1 Конвексная фреза
Это фасонная токарно-фрезерная фреза с ЧПУ, предназначенная для изготовления полукруга, изогнутого внутрь. Выпуклые фрезы облегчают изготовление вогнутых форм.
6.2 Фрезы для скругления углов
Эти фрезы используются индивидуально или парами. Эти фрезы для скругления углов, также известные как радиусные фрезы, облегчают фрезерование радиусов.
6.3 Фрезы со сменными зубьями
Фреза со вставными зубьями имеет зубья, припаянные в правильном месте с помощью винтов или механически добавленные к фрезе. Материал зубьев обычно карбид или инструментальная сталь. С другой стороны, обработанная сталь идеально подходит для изготовления корпуса фрезы.
Материалы, используемые для фрез
Существуют различные процессы резки, идеально подходящие для различных условий. Эта разница в процессах и условиях приводит к необходимости использования различных материалов для фрез. Вот наиболее распространенные материалы, используемые для изготовления фрез.
Углеродистая инструментальная сталь
Это недорогой металлический материал с хорошей обрабатываемостью для изготовления режущих инструментов. Этот материал содержит 0,6-1,5% углерода и обычно менее 0,5% марганца и кремния. Он также может включать такие металлы, как хром и ванадий, в зависимости от размера зерна и твердости, которых хочет достичь производитель.
Фрезы из углеродистой инструментальной стали долго сохраняют режущую кромку благодаря высокой стойкости к истиранию. Однако при температурах выше 250°C твердость этого материала быстро снижается. Это делает его идеальным для изготовления инструментов для низкоскоростной обработки, таких как спиральные сверла, фрезерные инструменты, формовочные и токарные инструменты. Он также отлично подходит для обработки материалов из мягких металлов, таких как магний, алюминий, латунь и т. д.
Быстрорежущая сталь (HSS)
Это углеродистая сталь, но с небольшим содержанием молибдена, вольфрама, хрома и других легирующих металлов, что значительно отличает ее от обычной углеродистой стали. С добавлением этих сплавов быстрорежущая сталь имеет более высокую вязкость, износостойкость и прокаливаемость, что обеспечивает более высокую скорость съема металла.
Чтобы увеличить срок службы этого инструмента, производители применяют как переточку, так и охлаждающие жидкости (поскольку он теряет свою твердость при температурах выше 650°C). Этот материал для фрезерных инструментов идеально подходит для изготовления сверл, протяжек и одноточечных токарных станков.
Инструмент из цементированного карбида и металлокерамика
Этот фрезерный инструмент, изготовленный методом порошковой металлургии, чрезвычайно твердый и может выдерживать операции резания на очень высокой скорости. Этот материал, состоящий из вольфрама, карбида титана и тантала, остается твердым до 1000°C. Существуют различные связующие, которые производители используют для связывания компонентов этого инструмента, в том числе кобальт, никель и молибден.
При использовании в качестве связующего материала никеля и молибдена этот инструмент называется кермет и используется для различных чистовых и получистовых фрезерных операций на различных материалах, в том числе на легированных и нержавеющих сталях. С другой стороны, инструменты с низким содержанием кобальта идеально подходят для чистовой обработки, а инструменты с высоким содержанием кобальта лучше всего подходят для черновой обработки.
Керамика
Этот материал не вступает в реакцию и тверже, чем его аналоги из кермета. Он также имеет лучшую устойчивость к нагреву, износу и разрыву, чем карбиды. Эта термостойкость делает керамические фрезы идеальными для фрезерования заготовок из жаропрочных сплавов. Для твердых материалов требуется высокая температура, чтобы керамика функционировала должным образом.
Стеллит
Это материал из сплава цветных металлов, изготавливаемый только шлифованием или литьем. Он содержит различные количества хрома и кобальта. Он также может содержать вольфрам или молибден. Режущие кромки с использованием этого материала сохраняют свое качество даже при экстремально высоких температурах и скоростях.
Производители прикрепляют стеллитовые зубья к стальному диску на больших фрезах; на резцах меньшего размера они используют твердый стеллит. Фрезы, изготовленные с использованием стеллита, идеально подходят для изготовления отливок автомобильных двигателей и других серийных деталей.
Советы по выбору правильного режущего инструмента для фрезы
Чтобы правильно выбрать фрезу для своего проекта, необходимо помнить о нескольких вещах. Вот несколько советов, которые могут вам помочь:
Размер и диаметр фрезы
Глубина и ширина фрезы определяют размер режущих инструментов фрезы. Увеличение ширины и глубины перед фрезерной оснасткой означает увеличение размеров фрезы. Тем не менее, Φ16~Φ630 мм является стандартным диапазоном диаметров индексных фрез.
При фрезеровании деталей с большой площадью поверхности рекомендуется использовать фрезы меньшего диаметра. В идеале при любой фрезерной операции в резании должно принимать участие 70% режущих кромок фрезы.
Другим фактором, который может определить диаметр фрезы, является диаметр шпинделя станка. Рекомендация по выбору диаметра торцевой фрезы D = 1,5d, где d — диаметр шпинделя.
Кроме того, при фрезеровании отверстий размер инструмента также требует большого внимания, поскольку слишком большой или слишком маленький диаметр фрезы по сравнению с отверстием может привести к повреждению заготовки или инструмента.
Мощность фрезы
При выборе правильной фрезы основными факторами, которые следует учитывать, являются мощность резания и размер обрабатываемой заготовки. Например, при выборе диаметра режущего инструмента торцевой фрезы требуемая мощность инструмента должна быть в пределах диапазона мощности режущего инструмента фрезерного станка.
Кроме того, для концевой фрезы малого диаметра максимальное число оборотов станка, соответствующее минимальной скорости резания инструмента (60 м/мин), должно быть главным соображением.
Выбор корпуса фрезы
При выборе фрезы большое значение имеет количество зубьев. Фреза с густыми зубьями может иметь 8 зубьев диаметром 100 мм, а инструмент с крупными зубьями того же диаметра имеет только 6 зубьев. Фрезы для грубого металла идеально подходят для черновой обработки благодаря большой стружечной канавке, которая снижает трение между заготовкой, корпусом фрезы и самой стружкой.
Кроме того, важно отметить, что режущая нагрузка на зуб фрезы с частыми зубьями меньше, чем у фрезы с крупными зубьями при одинаковой скорости подачи.
Выбор лезвия фрезерного инструмента
Использование шлифовального лезвия является лучшим вариантом для тонкой фрезерной обработки. Пластины этого типа обеспечивают повышенную точность размеров, повышая точность размещения режущей кромки во время фрезерования, что позволяет улучшить шероховатость поверхности и точность обработки. Однако предпочтительнее использовать прессованное лезвие для черновой обработки, поскольку это может снизить стоимость обработки.
Кроме того, использование твердосплавных пластин без острых передних углов может сократить срок службы инструмента, особенно при малых глубинах резания и малых подачах.
Инструменты фрезы важны для любого процесса фрезерования, потому что эти инструменты прикреплены к фрезерному станку для удаления или резки материалов в различные формы, используемые для различных операций. Эти фрезерные инструменты бывают разных типов для разных целей фрезерования. Рекомендуется обратиться к специалисту за профессиональной консультацией.
В WayKen у нас есть команда экспертов для всех ваших производственных потребностей, включая услуги фрезерной обработки с ЧПУ, токарную обработку с ЧПУ, 3D-печать, быструю оснастку и т. д. Обладая 20-летним опытом обработки, наши инженеры подберут правильные фрезы для ваших обрабатываемых деталей. части. Вы уверены, что получите качественную и стандартную продукцию.
Есть еще вопросы о фрезеровании или других процессах? Просто свяжитесь с нами и получите цитату сегодня!
В чем разница между концевой и торцевой фрезой?
Основное различие между торцовой фрезой и концевой фрезой заключается в том, что концевые фрезы используют как конец фрезы, так и стороны, тогда как торцевая фреза предназначена для горизонтальной резки.
Как используются концевые фрезы?
Концевые фрезы могут выполнять определенные формы и отверстия в заготовке во время таких промышленных процессов, как фрезерование, профилирование, контурная обработка, развертывание, прорезка пазов, зенковка и сверление.
Леска для триммеров (2.0 мм, 15 м, сечение витой квадрат) Би-материал
Леска для триммеров (2.0 мм, 15 м, звезда)
Аккумулятор Makita BL1830B (197599-5)
4 990 ₽
197280-8 Аккумулятор Makita тип BL1850B, 18В, 5Ач Li-ion
6 490 ₽
Аккумуляторный кусторез Makita DUH 523 Z (DUH523Z)
9 630 ₽
Газонокосилка аккумуляторная Makita DLM382Z
17 220 ₽
Газонокосилка аккумуляторная Makita DLM382PM2
25 500 ₽
Набор из 2х АКБ Makita BL 1850 5 Ач и двойного зарядного устройства DC18RD (196186-7)
18 990 ₽
Аккумуляторная дрель-шуруповерт Makita DDF 453 Z (DDF453Z)
5 490 ₽
Аккумуляторный пылесос Makita DCL 180 Z (DCL180Z)
3 390 ₽
Газонокосилка электрическая Makita ELM4621
32 000 ₽
DCL181FZ, Аккумуляторный пылесос Makita
4 710 ₽
Избавляемся от проводов! Аккумуляторный триммер Makita по специальной цене!
Аккумуляторный триммер Makita DUR181RF – компактный, легкий и удобный, предназначен для скашивания травы малой и средней жесткости. Особенно удобен данный инструмент как дополнение к колесной газонокосилке (электрической или бензиновой) для аккуратного обкашивания вдоль дорожек, заборок, клумб.
Полуавтоматическая катушка — при легком ударе катушки о землю выполняется подача лески. Для защиты катушки от повреждений предусмотрена металлическая скоба.
В комплектацию Makita DUR181RF входит один (!) аккумулятор 18v емкостью 3а*ч и зарядное устройство
Производитель
Makita
Бесщеточный двигатель
Бесщеточный двигатель – современная технология двигателя, в
конструкции которой нет скользящих контактов. Такой двигатель компактнее, надежнее,
имеет большее КПД, а отсутствие
коллекторно-щеточного узла упрощает обслуживание
инструмента. Единственный минус (на данный момент) – инструмент с бесщеточным
двигателем дороже
Нет
Тип двигателя
Аккумуляторный
Ширина обработки, см
26
Режущий элемент
Леска
Режущий элемент в комплекте
Часто бывает предусмотрена возможность использовать триммер с разными типами режущего элемента (леска, диск, нож), но в комплект входит только один тип оснастки, а другие приобретаются отдельно. Будьте внимательны!
Леска
Штанга
В общем случае, триммеры с изогнутой штангой не предназначены для высоких нагрузок. На них нельзя поставить нож, работать можно только леской. Зато они легче и удобнее, особенно для невысоких людей.
Триммеры с прямой штангой готовы к высоким нагрузкам, на них можно устанавливать режущий нож или диск. Мощные бензиновые триммеры бывают только с прямой штангой. Кроме того, прямой жесткий вал более надежен и долговечен.
прямая
Диаметр лески, мм
2
Обороты
0-7800
Свойства аккумуляторов
Напряжение аккумулятора, В
18
Линейка (тип) АКБ
Как правило, к аккумуляторному инструменту подходят батареи того же производителя, с тем же рабочим напряжением. Но у некоторых производителей существует несколько НЕ взаимозаменяемых линеек АКБ. Например, Makita BL-series и G-series
Makita DUR181RF — входит ли в комплектацию плечевой ремень ?
MakitaRussia
19 апреля 2022 09:14
Да. В комплекте.
Денис Смирнов
26 июня 2021 20:10
Добрый день. Гарантия на этот триммер 12 месяцев или более?
MakitaRussia
28 июня 2021 12:48
Добрый день. Верно. Гарантия 1 год.
Юлия
15 июня 2021 13:01
Добрый день. Данный триммер имеет возможность вертикального скашивания? Крутится ли головка данного устройства?
MakitaRussia
15 июня 2021 16:43
головка регулируется по углу. что такое вертикальне скашивание? для кустов? он не предназначен для этого
Павел
15 июня 2021 09:18
Какую леску надо использовать?
MakitaRussia
15 июня 2021 16:43
1.6мм в комплекте, но отлично встает и 2мм
Сергей
9 июня 2021 23:38
Можно ли на данный триммер повесить другую катушку? Очень хочется катушку с двумя выводами под леску вместо однеого
MakitaRussia
10 июня 2021 10:09
производителем не предусмотрено, триммеру может быть банально тяжело. ..
Наталья
8 июня 2021 15:34
сколько стоит дополнительный аккумулятор?
MakitaRussia
8 июня 2021 16:32
если покупать сразу с триммером то по акции аккумулятор 3 А*ч со скидкой! +3 800 ₽
Руслан
27 мая 2021 18:00
Меняется ли длина штанги, и в каких пределах?
MakitaRussia
28 мая 2021 16:02
да, штанга телескопическая. ход не очень большой, сантиметров 20
Александр
24 мая 2021 21:24
Добрый день. Какая мощность?
MakitaRussia
25 мая 2021 22:56
у аккумуляторного инструмента нет такого показателя. субьективно — он близок к легким маломощных электротриммерам с нижним расположением двигателя и мощностью до 500Вт
Алексей
24 мая 2021 08:55
можно использовать при влажной траве?(росса)
MakitaRussia
24 мая 2021 16:35
двигатель неплохо защищен, но всеже мы не рекомендуем косить мокрую траву
Вадим
20 мая 2021 11:54
Аккумуляторный триммер Makita DUR 181 RF (DUR181RF), есть ли в комплектации
акб , зарядка? Спасибо!
MakitaRussia
21 мая 2021 09:36
В комплектацию Makita DUR181RF входит один (!) аккумулятор 18v емкостью 3а*ч и зарядное устройство
Стоимость товара в интернет-магазине может отличаться от стоимости в магазинах розничной сети. Продукты с пометкой «только онлайн» не продаются в магазинах.
Страхование покупки
Застрахуй свое новое устройство и сэкономь до 80% от его стоимости
12 месяцев (+39,93 €)
24 месяцев (+72,82 €)
Текущая гарантия
Бесплатный ремонт устройства
12 месяцев (+23,49 €)
24 месяцев (+32,89 €)
36 месяцев (+39,93 €)
48 месяцев (+54,03 €)
60 месяцев (+65,77 €)
12 месяцев (+32,89 €)
24 месяцев (+42,28 €)
36 месяцев (+49,33 €)
Текущая гарантия (с заменой)
Бесплатный ремонт устройства (с заменой)
12 месяцев (+42,28 €)
24 месяцев (+54,03 €)
36 месяцев (+65,77 €)
Добавить к сравнению
Выбери от 2 до 5 продуктов для сравнения характеристик
Well balanced design with fully adjustable features to suit any operator.
Up to 45 min. of run time on a single charge under no load using BL1830B.
Makita-built motor delivers 7,800 RPM for faster cutting.
Telescoping shaft (123 to 143cm) for optimum cutting position.
Adjustable 5-position pivoting head for cutting angle adjustment when trimming in tight spaces.
Оттенок товара может отличаться от изображенного на фотографии. Описание продукта носит общий характер, и оно необязательно содержит все свойства продукта. Цены на товары, опубликованные в интернет-магазине, могут отличаться от цен на товары, применяемые в супермаркетах и сервисных центрах. Остатки товаров на складе и в интернет-магазине в исключительных случаях могут не совпадать, поэтому сохраняется вероятность того, что сроки доставки могут отличаться от указанных при размещении заказа и / или мы не сможем выполнить Твой заказ или выполним лишь частично (в таких случаях Покупатель будет немедленно проинформирован).
Заметил ошибку в описании товара, таблице свойств или фотогалерее? Сообщи нам
Аккумуляторный триммер Makita DUR181 Обзор
Вердикт
Хороший и прочный двигатель, но одна струна и возникающая в результате вибрация при использовании не позволяют аккумуляторному триммеру Makita DUR181 заткнуться и забрать мои деньги.
Pros
Легкий и хорошо сбалансированный
Регулируется по росту пользователя
Регулируемая по 5 углам поворотная головка
Простота использования в ограниченном пространстве
45 минут работы от батареи
Минусы
Небольшая вибрация
Лучше всего использовать 10-минутными сериями
Основные характеристики
Обзорная цена: 169,99 фунтов стерлингов
Регулируемая по 5 углам поворотная головка
Подъем и подача одиночной линии реза
Обеспечивает скорость до 7800 об/мин для резки
Диаметр реза 250 мм
Вес с батареей 3,1 кг
Вращающаяся на 180 градусов головка для обработки кромок
82 дБ
Регулируемая длина, от 1229 мм до 1433 мм
Что такое Аккумуляторный триммер Makita DUR181?
Аккумуляторный триммер с струнным шнуром — один из широкого ассортимента инструментов, производимых Makita, все в характерной зеленой окраске. Makita используются большинством мастеров, потому что они способны выдерживать большие нагрузки и сверхнадежны, а String Trimmer обычно хорошо спроектирован и прост в использовании.
Он хорошо сбалансирован, легко адаптируется и прост в использовании в ограниченном пространстве. Makita DUR181 продается на некоторых интернет-сайтах только в корпусе, но для него требуется 18-вольтовая 4-амперная литий-ионная батарея Makita BL1840B и зарядное устройство Makita BL 1840B. Вышеупомянутое предложение от Amazon включает в себя два аккумулятора и зарядное устройство вместе с триммером. Обзор Husqvarna Automower 450X Он прочный и выглядит прочным и хорошо сделанным. Угол наклона головы можно регулировать почти через 90 градусов, что подходит для работы на берегу или на уровне земли, и может поворачиваться на 180 градусов для обработки кромки.
Сразу за петлевой рукояткой находится ручка с рукояткой, которая используется для выдвижения и втягивания вала, а также для его вращения для обработки кромок. Его можно удлинить на 200 мм в зависимости от роста пользователя. Предохранитель, нажимаемый большим пальцем, и спусковой крючок запускают триммер. Вы толкаете предохранитель вперед, нажимаете на спусковой крючок и работаете, удерживая спусковой крючок.
Используется один нейлоновый шнур. Нажмите на две защелки с обеих сторон крышки катушки, и вся режущая головка нейлонового шнура выскочит. Вы вынимаете катушку и наматываете новый шнур — это занимает целых 8 метров, что в два раза больше, чем в более мощных триммерах.
Затем вы пропускаете шнур через проушину в крышке катушки, совмещаете проушину с выемкой отверстия для установки режущей головки и защелкиваете весь узел обратно. Это хорошая система, которая означает отсутствие риска разматывания шнура. — распространенная проблема. Он поставляется с полезным плечевым ремнем и запасной линией.
Связанный: Лучший триммер для травы
Аккумуляторный триммер Makita DUR181 — зарядка и время работы .
Он легкий и компактный, и его хватит на впечатляющие 45 минут. Это означает, что вы можете легко подстригать все вокруг вашего сада, не перезаряжая его.
Кроме того, батарея на 18 В подходит и для других продуктов Makita. Так что, если вам нравится делать что-то своими руками, помимо триммера, вы можете запастись целым рядом других инструментов для мастерских Makita, таких как дрели, ножовки с электроприводом, циркулярная пила и электролобзик, и для их непрерывной работы требуется всего пара батареек. .
Аккумулятор Makita BL 1840B подходит для зарядного устройства Makita DC18RC. Зарядка аккумулятора заняла 36 минут. У него есть вентилятор, поэтому во время работы был непрерывный мягкий гул. И зарядное устройство, и аккумулятор были просты в использовании, а зарядное устройство имело удобный дисплей со световыми индикаторами. Они загорались в разных комбинациях, чтобы показать состояние вашей батареи — полностью заряженная, частично заряженная, неисправная. Другие индикаторы указывают на неисправность зарядного устройства. Я был впечатлен эффективностью этой системы и быстрым временем зарядки.
Связанный: Лучшая аккумуляторная газонокосилка
Аккумуляторный струнный триммер Makita DUR181 – управляемость и производительность
Машина хорошо сбалансирована; длина триммера регулируется по высоте от 1,433 метра до 1,229, поэтому мне было так же удобно работать с ним на высоте 6 футов 5 дюймов, как и моей девушке на высоте 5 футов 4 фута.
Его также легко носить с собой. Makita DUR181 отлично подходит, если вы работаете в ограниченном пространстве среди кустарников и деревьев, потому что его более короткий радиус действия означает, что с ним легко обращаться. Аккумулятор находится под ручкой, прямо в задней части машины, поэтому вы можете перемещать руки поперек передней части тела во время стрижки и поворачивать инструмент. (Некоторые триммеры мешают аккумулятору, что делает это движение невозможным.)
Аккумуляторный триммер Makita обладает удивительной универсальностью. И, конечно же, он оснащен поворотной головкой, регулируемой в пяти углах, что делает его превосходным инструментом для обрезки и обрезки кромок.
Для обработки кромок головку можно поворачивать на 180 градусов, что дает вам четкое представление о том, что вы делаете во время работы. Это дало хороший результат, и ему даже удалось прорезать газон.
В качестве дополнительного бонуса, если вы полностью наклоните головку Makita DUR181, вы сможете легко срезать верхнюю часть банка, а легкость машины означает, что делать это удобно. Поднятие не напрягает спину.
Хотя Makita DUR181 не особенно мощная при 18 В, она хорошо работала на газонной траве и молодой крапиве. Он немного боролся со старой, более жесткой крапивой и садовой травой, но я был впечатлен тем, как он прорезал жесткую траву ежи, не останавливаясь. Лучше попробовать его на отдельных крапивах, чем сразу браться за целый куст. Он срезал квадратный метр трехдюймовой травы за 18 секунд.
Производители разработали триммер Makita для прерывистого, а не постоянного использования. Это означало, что после десятиминутной езды вокруг яблонь в жаркий день двигатель был довольно теплым на ощупь, требуя короткого отдыха. (Он снова быстро остыл.)
Небольшая вибрация, которую вы всегда будете ощущать при использовании однострунных триммеров, но она может оказаться неприятной для пользователя с таким заболеванием, как артрит. Вибрация была низкой: Правила контроля вибрации на рабочем месте 2005 г. определяют максимум 5 м/с2 для вибрации рук, а Makita DUR181 показывает только 2,5 м/с2 или меньше.
Поскольку у Makita DUR181 всего одна струна, а у более мощных машин их две, значит, вы не сможете резать так быстро. Тем не менее, мне все же удалось за десять минут скосить 20 квадратных метров садовой травы.
Makita DUR 181 был продуманно разработан, чтобы стать хорошим универсальным инструментом для сада среднего размера. Он легко маневрен и способен выполнять широкий спектр работ. Его легкость и сбалансированность означают, что любой маленький или не особенно сильный может использовать его. Время автономной работы и мощность также впечатляют для его размера.
Вердикт
Makita DUR 181 имеет низкий уровень вибрации, который может не подойти некоторым пользователям, и лучше всего работать десятиминутными очередями. Тем не менее, это легко адаптируемая, недорогая и легкая машина для садов среднего размера. Это особенно полезно в замкнутых пространствах.
Триммер для струн Makita DUR181RF | Модель: M-DUR181RF
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Makita DUR181RF Триммер для струн | Модель: M-DUR181RF
Пожалуйста, звоните, если у вас есть какие-либо вопросы относительно этого продукта.
Характеристики:
Легкие аккумуляторные триммеры для травы 260 мм (10-1/4 дюйма)
Питание от литий-ионных аккумуляторов
Хорошо сбалансированная конструкция инструмента с режущей головкой с регулируемым углом наклона для домашнего садоводства
Технические характеристики:
Тип аккумулятора: литий-ионный
Время зарядки: 22 мин
Напряжение: 18 В
Скорость без нагрузки: 7800 об/мин
Вес нетто: 2,6 кг
American ExpressApple PayGoogle PayMastercardPayPalShop PayUnion PayVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Страна
Сингапур
Почтовый индекс
Возврат Наш полис действует 7 дней. Если с момента покупки прошло 7 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Пожалуйста, сфотографируйте ваш товар, который нужно вернуть, и отправьте его через WhatsApp по номеру +65 8923 2880 вместе со счетом-фактурой или доказательством покупки, чтобы мы могли его проверить.
На основании нашей оценки, если товары приемлемы, мы попросим вас доставить их в наш главный филиал по адресу: Блок 5022 Индустриальный парк Анг Мо Кио 2 #01-31 Сингапур (569525).
Некоторые виды товаров не подлежат возврату. Скоропортящиеся товары, такие как шлифовальные круги, защитная обувь, защитные каски, ремни безопасности, привязные ремни, сварочные электроды, силиконовые/акриловые герметики, сверла и т. д. возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы. Машины, работающие на бензине или дизельном топливе, также не подлежат возврату.
Дополнительные невозвратные товары: Подарочные карты Загружаемые программные продукты Некоторые товары для здоровья и личной гигиены
Для оформления возврата нам потребуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте покупку обратно производителю.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо) — Машины или инструменты с явными признаками использования — Шлифовальные круги, отрезные круги, которые были вскрыты недостающие детали по причинам, не связанным с нашей ошибкой — Любой товар, который возвращается более чем через 7 дней после доставки
Возврат средств
Пожалуйста, сфотографируйте ваши товары, которые будут возвращены, и отправьте их в WhatsApp по номеру +65 8923 2880 вместе со счетом или доказательством покупки, чтобы мы могли проверить это.
На основании нашей оценки, если товары приемлемы, мы попросим вас доставить их в наш главный филиал по адресу: Блок 5022 Индустриальный парк Анг Мо Кио 2 #01-31 Сингапур (569525).
Если вы будете одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или первоначальному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возмещения Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз. Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен. Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку. Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по телефону +65 8923 2880.
Предметы со скидкой Возврат возможен только за товары по обычной цене, к сожалению, возврат за товары со скидкой невозможен.
Принтер для печати на пластике применяется в технологии изготовления кредитных и дисконтных карт, дорогих визиток, игральных карт, обложек, каталогов, сувенирной продукции.
В принципе, печатать на не очень толстом пластике можно и в печатных машинах, в том числе и офсетных. В последнем случае нужно использовать УФ краски (уф печать на пластике), которые моментально закрепляются во время прохождения ультрафиолетовой камеры сушки. Для лучшего закрепления слоя краски дополнительно наносится защитный лак.
Но во многих случаях финансово выгоднее использовать специализированное и компактное устройство для нанесения изображения на такие материалы.
Перед тем, как рассмотрим принтер для печати на пластике, нужно знать, что для нанесения изображения можно использовать как дорогие промышленные устройства, которые стоят достаточно дорого, так и недорогие струйные.
И одни и другие модели рассмотрим в этой статье, а вы уже выберите оптимальный для себя вариант.
Выбор принтера зависит от толщины пластика. На тонких материалах могут без особых проблем печатать струйные принтеры фирмы Epson, а на толстых листах неплохо справляются ультрафиолетовые принтеры.
Настольный принтер для печати на пластике Mimaki UJF-3042
Принтер для пластика Mimaki UJF-3042 предназначен для нанесения изображения на большинство материалов (пластик, стекло, металл, керамика, акрил, алюминий, и т.д.), в том числе не стойких к воздействию температуры.
Максимальная площадь запечатывания составляет 30х42 см, а толщина материала до 5 см.
Возможна цветная печать на пластике. Печатающая головка Ricoh Gen4 может наносить сразу основные цвета с максимальным разрешением 1440х1200 dpi. Также есть возможность наносить лак. Для предметов с жесткой поверхностью производитель советует использовать чернила Mimaki LH-100, а для гибких поверхностей — Mimaki LF-140(для жестких также подходят).
Материал формата А3 принтер запечатывает за 5 минут.
Для лучшей надежности используется вакуумный способ крепления. К преимуществам принтера Mimaki UJF-3042 (как и старшей модели UJF-6042) относят надежность, экономичность и высокую производительность.
Принтер пвх не занимает много места, и во время делать не выделяет неприятного запаха, что позволяет работать без вытяжки.
Принтер Millenium 770
Принтер Millenium 770 используется для печати на пластике а также металлических поверхностях площадью до 64×94 мм, и толщиной от 0,5 мм до 1,5 мм.
Нанесение изображения происходит методом сублимационного вида печати. Также, используется полимерный термоперенос.
Максимальное расширение печати составляет 300 dpi, и Millenium 770 способен воспроизвести более 16 млн цветов.
Размеры устройства составляют 254х458х267мм (В х Ш х Г), вес — 14 кг.
Цена такого принтера примерно равна 2 400$.
Принтер Epson L800
Некоторые предприниматели для печати на тонком пластике используют струйные принтеры Epson, например модель L800. Потом этот пластик можно припресовывать к более толстой заготовке.
Epson L800 печатает с максимальным расширением 5760×1440 dpi и форматом А4 210×297 (это для тех, кто ищет “принтеры печати пластике а4”).
Минимальный размер капли составляет 1.5 пл, что позволяет получить высококачественные изображения с прекрасной детализацией.
За минуту Epson L800 способен печатать до 38 цветных страниц формата А4. Устройство не поддерживает двусторонней печати.
Плоттер Mimaki JFX-1615 Plus
Широкоформатный принтер Mimaki JFX-1615 Plus может печатать на пластике большого формата. В работе прибор использует технологию УФ печати.
Максимальное расширение печати составляет 1200х1200 dpi, а размер капли можно изменять.
Кроме основных цветов можно наносить изображение белым цветом а также покрывать лаком.
За час Mimaki JFX-1615 Plus может запечатывать 23,6 м2 материала, а максимальный формат печати составляет 1602 x 1500 мм.
Для ускорения закрепления чернил используется устройство пост-сушки.
Размеры оборудования составляют (Ширина х Глубина х Высота): 4,300×2,700×1,600 мм.
Принтер для печати пластиковых карт ZEBRA P310i
Принтер ZEBRA P310i относится к аппаратам среднего класса, и используется для нанесения цветных и монохромных изображений при изготовлении студенческих билетов, дисконтных карт, карт доступа, и др.
В работе устройство использует технологию сублимационной печати, а разрешение использует до 300 dpi.
За час принтер может напечатать до 140 карт при цветной печати и 900 в монохромном варианте.
Размеры оборудования составляют (Ширина х Глубина х Высота): 315×220×315 мм, вес 6,1 кг.
Мы описали принтер для печати на пластике, но вы должны помнить, что существуют и другие технологии нанесения изображения на этот вид материала. Например, можете обратить внимание на трафаретную печать (шелкографию) или тампонную.
В любом случае, перед покупкой вам нужно посоветоваться с менеджером торговой компании, чтобы получить лучший вариант для тех требований, которые вы требуете.
Успехов!
укр
Categories:
Оборудование
Tags:
оборудование
Печать на пластике: виды и технологии
Одно из новых направлений в полиграфии — печать на пластике. С помощью этой технологии привычной продукции придают индивидуальность, а также становится возможным серийный выпуск рекламных конструкций, причем с минимальными трудозатратами и риском брака.
Оборудование для печати на пластике можно встретить в промышленных полиграфических цехах, специализированных типографиях и даже дома у энтузиастов и любителей хэндмейда. Одно из преимуществ технологии — работа с вариативными материалами. Полимерное сырье долговечно и практично.
Пластиковый лайтбокс украшает интерьер магазина
Материалы
В процессе используют полимеры, отвечающие евростандартам экологической безопасности. Возможна печать на прозрачном пластике, матовых, глянцевых листах, жестком, гибком, вспененном сырье. В производстве применяют:
Гибкий светоблокирующий поливинилхлорид. Привычный стандарт для печатников — ПВХ-листы (матовые, белые либо цветные). Их толщина варьируется в пределах 1—10 мм.
Полистиролы с глянцем. Материал жесткий, пропускает свет, средняя толщина листа — 3 мм.
Прозрачное оргстекло. Светопропускающий акрил — 100 % прозрачности или молочно-матовый цвет. Толщина — 3—10 мм, гибкость низкая.
Транспарентный ПЭТ. Гибкие сверхтонкие полотна толщиной 1 мм.
Нежесткие полипропилены/поликарбонаты. Отличаются сотовой фактурой, поэтому толщина стандартно превышает 4 мм.
Сверхтонкие рулонные материалы. Печать на тонком пластике чаще всего подразумевает применение гибкого и неломкого пентапринта — белого или транспарентного, толщина листа — 0,2-0,7 мм.
Специализированное сырье (гравировальное, декоративное, с зеркальной поверхностью), синтетическая бумага.
Для пластиковых карт полимерная основа покрывается ламинатом и лаком
Создание изображений на разных по составу основах требует внимательного подбора краски и изучения специфики материала: уровня смолы, реакции на высокотемпературное воздействие, скорости высыхания краски. Закажите чуть больше листов, чтобы сделать пробную партию и не испортить тираж.
Широкоформатная прямая технология
Технологий печати на пластике много: трафаретная,
офсетная, сублимационная, шелко- и флексографическая. Берут активированный материал и наносят изображение латексными или сольвентными чернилами. Небольшие тиражи — сфера использования цифровой технологии, ультратонких пленок, накатки. Оперативность на крупных партиях обеспечит ризография.
Наибольшим удобством, рациональностью и широтой возможностей отличается широкоформатный прямой метод нанесения изображений. Его основа — струйная UV-технология без применения пленок, неприятно пахнущих сольвентов, защитного лака. Их заменяют чернила, затвердевающие на поверхности листов под воздействием УФ-излучения.
УФ-чернила безопасны для человека, поэтому их применяют в оформлении интерьеров
Ультрафиолетовые чернила решают проблему плоховпитывающих материалов. Также они:
водоустойчивы — готовые изделия используют в уличных условиях;
долговечны — рисунки остаются яркими 3 года и больше;
экологичны — изделия используют для интерьерной печати;
наносятся без дефектов — результат радует четкостью, детализацией рисунка.
UV-реагирующие составы применяют при производстве POS- и POP-материалов, маркетинговых товаров, элементов оформления коммерческих, частных интерьеров, выставочных экспозиций.
Преимущества УФ-технологии
Ультрафиолетовая печать на пластике практически не имеет ограничений формата. Рисунок покрывает листы 2х3 метра или рулоны 2,1х12 метров. Другие преимущества UV-печати по пластику:
универсальность — возможна двусторонняя печать на листовом пластике, рулонных нежестких полотнах, светопропускающем или непрозрачном сырье;
ширина нанесения — 3,5 метров без ограничений длины;
не требуется ламинация изображений;
поверхность сгибается без деформации рисунков;
высокая скорость работы — чернила оперативно отвердевают под УФ-лучами;
разрешение до 1200 dpi — детализированность и тонкость цветовой градации позволяют соблюсти стандарты качества интерьерной продукции.
Образцы полимерных основ для УФ-печати
Фотографии, ростовые фигуры и POS-материалы
УФ-метод — основа печати фото на пластике, изготовления объемных фигур, рекламно-сувенирных изделий. Полимерная поверхность — износоустойчивое информационное поле.
Используя полимеры, создают:
фотографии, картины, литографии: для интерьерного декора важно высокое разрешение, и UV-печать обеспечивает его;
ростовые куклы, муляжи, тантанамарески, пресс-воллы — гибкой и жесткой объемной заготовке можно придать нужную форму;
Картинку можно нанести на любой пластиковый предмет
Принтеры для печати на пластике
В домашних условиях применяют недорогое струйное оборудование — Epson, Mimaki, Millenium, Zebra. Эти принтеры справляются с тонкими заготовками, поддерживают широкоформатное нанесение, компактны.
Типографии используют специальное оборудование, работающее с листовым материалом и ультратонкими полимерами в рулонах. Такие принтеры подбирают под толщину основы. Нужны машины, запечатывающие листы А3 за 3—5 минут.
Широкоформатный плоттер печатает на пластике
Кроме принтера, для струйной и лазерной печати на пластике понадобятся:
широкоформатные UV-плоттеры;
цифровые резаки для контурного раскроя;
техника для постобработки — конгрева, вырубки, тиснения.
Опасность постпечатного процесса — разрушение поверхностного натяжения рисунков при фальцовке, склейке, тиснении. Сохранить качество поможет знание уровня адгезии каждого материала.
Формирование стоимости
Стоимость квадратного метра печати на пластике рассчитывают в зависимости от:
класса полимера;
расхода краски;
объема партии и сроков изготовления;
размеров изделий;
необходимости в дополнительной декоративной обработке.
Наценка возможна за опциональные услуги — замеры, цветопробы, дизайн, верстку макета, монтаж изделий.
На видео показан процесс УФ-печати на пластиковом чехле для телефона:
Итоги
На полимерах можно напечатать долговечное многоцветное изображение.
Для печати используют ПВХ, акрил, полистирол, ПЭТ, поликарбонат.
Оптимальная технология — широкоформатная ультрафиолетовая печать.
Используют струйные и лазерные принтеры, а также оборудование для постобработки.
Стоимость зависит от характеристик полимеров, объема партии, декора и дополнительных услуг.
Пластиковые визитные карточки производят сильное первое впечатление.
Ваша визитная карточка должна быть такой же уникальной, как и вы, чтобы выделяться, и пластиковые карты — это то, что вам нужно!
Мы здесь, чтобы помочь.
Запись на консультацию
Запросить цену
Образцы запроса
Пластиковые визитки
Памятные и уникальные пластиковые визитки. Заказать легко. Эксклюзивные функции и формы, специально разработанные для того, чтобы произвести сильное впечатление. Ваш бренд профессионально отлит на эффектной пластиковой карте.
Прозрачные визитные карточки
Несомненно, прозрачные визитные карточки — это круто и, безусловно, самый популярный вариант. Если вы ищете четкий или матовый вид, мы вам поможем. Нам нравится находить новые и творческие способы использования прозрачного пластика для создания самых уникальных визитных карточек в мире.
Оцифруйте: Ваши визитные карточки уже оцифрованы?
Создайте свой цифровой профиль, чтобы отправлять свою контактную информацию, веб-сайты, социальные ссылки и многое другое вашим клиентам и заказчикам. Связывайтесь со своим цифровым профилем, используя QR-коды, технологию NFC и многое другое с BitSignal.
Дизайн визитных карточек
Наша команда графического дизайна может добавить ваш существующий логотип, контактную информацию и создать дизайн для вас, или мы можем создать совершенно новый свежий вид. У вас уже есть свой дизайн визитки? Можем распечатать и из вашего файла. Давай поговорим!
Визитные карточки NFC
Благодаря технологии NFC ваша визитная карточка стала намного умнее. Прикоснитесь своей визитной карточкой к телефону, и ваша карта сможет передавать и обмениваться контактной информацией, веб-сайтом, вашим профилем BitSignal и многим другим.
Визитные карточки нестандартной формы
Визитные карточки нестандартной формы — отличный способ произвести неизгладимое первое впечатление. Обладая самым большим в отрасли выбором нестандартных форм и возможностью создавать совершенно новые, мы готовы помочь вам создать карту идеальной формы для вашего бизнеса!
Визитные карточки из матового пластика
Визитные карточки из матового пластика не только эффектно выглядят, но и обладают уникальным ощущением. Комбинация создает незабываемую визитную карточку, которая понравится вашим клиентам и потенциальным клиентам.
Размеры визитных карточек
У нас есть стандартные размеры визитных карточек, или мы можем настроить любую карточку на размер, который лучше соответствует потребностям вашего бизнеса или конкретным требованиям.
Специальные улучшения
Мы являемся лидерами в области инновационных форм, дизайна и индивидуальной настройки, благодаря которым вы сможете выделиться среди конкурентов просто, легко и весело.
Прозрачные визитные карточки
Формы для высечки
Печать переменных
QR-код
Кодирование штрих-кода
Магнитная полоса
Готово для записи
Премиум-обновления
Наши премиум-функции могут быть добавлены только к стандартным размерам визитных карточек, но также могут включать вариативную печать, кодирование штрих-кодов, магнитные полосы, панели для подписи, добавление изображений или QR-кодов.
Прозрачный матовый и матовый
Тиснение
Тиснение фольгой
Металлические визитки
Карточки из ПВХ
Есть вопросы?
Наши специалисты готовы помочь!
Маркетинговые визитные карточки
Элизабет Т. и Мэтью Б. используют свои четкие визитные карточки, чтобы продемонстрировать креативность своего маркетингового бизнеса и выделить свой бизнес среди конкурентов.
Визитные карточки врачей
Карри Л. использует матовый металл на визитных карточках своих врачей, чтобы создать уникальный дизайн, который выглядит профессионально и передает качество его бизнеса.
Визитные карточки графического дизайнера
Тимоти Л. демонстрирует один из своих удивительных дизайнов на своих визитных карточках графического дизайнера, что позволяет потенциальным клиентам увидеть его работу.
Визитные карточки риэлторов
Мария Ракель П. использует нестандартные формы, чтобы отразить свою отрасль на визитных карточках риэлторов и произвести незабываемое впечатление.
Опыт, которым стоит поделиться.
Качество карты превосходное, и она действительно помогает нам выделиться. Компания DMG очень довольна инвестициями, которые мы вложили в наши пластиковые визитные карточки.
Райан Маккроски
Группа управления дизайном (DMG)
Пластиковая визитка с фольгой
Прозрачные визитки
Пример двусторонней визитной карточки
Приступим к изготовлению ваших нестандартных пластиковых визитных карточек.
Уже есть дизайн? Запросите образцы визитных карточек, чтобы увидеть и почувствовать детали ваших новых карточек.
Часто задаваемые вопросы
Plastic Printers — ваш источник решений даже для самых сложных задач. Если вы не видите ответа на свой вопрос ниже, наши специалисты ждут вас.
Индивидуальные подарочные карты от пластиковых принтеров
Нужен ли вам один или миллион пластиковых подарочных карт, наша команда готова помочь вам в создании и поддержании вашей программы корпоративных подарочных карт.
Мы здесь, чтобы помочь.
Экспресс-старт
Запросить цену
Образцы запроса
Быстрый повторный заказ
Формы и функции Вы не найдете больше нигде
Выберите одну из сотен вырубных подарочных карт нестандартной формы в нашем портфолио. . Добавьте фольгу, тиснение, прозрачную, матовую, беспроводную связь и многое другое, чтобы сделать ваши карты такими же уникальными, как и ваш бренд.
См. нашу галерею
Индивидуальный дизайн подарочных карт и печать подарочных карт
Ваши индивидуальные пластиковые подарочные карты ждут. Бесплатный дизайн, бесплатная доставка. Заказ делается быстро и легко. Произведите впечатление на своих клиентов! Десятилетия опыта и отраслевых знаний к вашим услугам и воплощены в каждой карте, которую мы делаем.
Запланировать консультацию
Готовность к росту
С пластиковыми принтерами ваши подарочные карты могут быть легко распространены во всех ваших местах. Мы позаботимся обо всех сложностях, а вы пожинаете плоды программы подарочных карт в нескольких местах!
Единый брендинг, подключенные данные, гибкие выплаты и общие скидки за количество — это лишь некоторые из преимуществ.
Готовы сделать заказ?
У вас есть работа, позвольте нам взять на себя все хлопоты по заказу ваших подарочных карт. Идеальное решение для занятых профессионалов, быстрое, дружелюбное и комплексное обслуживание включено в ваш заказ.
Начало работы
Подарочные карты ресторана
Фалин использует свои подарочные карты, чтобы увеличить доход в своем ресторане. Независимо от того, открыт ваш бизнес или закрыт из-за пандемии, индивидуальные подарочные карты помогут вам сохранить денежные потоки.
Подарочные карты продуктовых магазинов
JT использует дизайн своих подарочных карт, чтобы напомнить покупателям, где находится его магазин. Его нестандартные подарочные карты также имеют тонкий полосатый узор, который помогает отличить их от подарочных карт его конкурентов.
Подарочные карты спа-салона
Лаура делает акцент на своем бренде, разрабатывая свой индивидуальный дизайн подарочной карты. Подарочные карты — это отличная возможность для продвижения вашего бренда, что может привести к увеличению продаж и повышению доверия клиентов к вашему бизнесу.
Подарочные карты кинотеатра
Логан показывает покупателям, чего ожидать в его кинотеатре, с помощью своих подарочных карт. Неоновый вид делает дизайн этой подарочной карты действительно привлекательным и крутым.
Подарочные карты для ресторанов и баров
Создавайте персонализированные пластиковые подарочные карты, которые понравятся вашим клиентам, для вашего ресторана, пивоварни или гостиничного бизнеса.
Начало работы
Розничные подарочные карты
Создайте подарочную карту, идеально подходящую для любого розничного бизнеса, с нашим широким выбором размеров, форм и цветов. Подарочные карты привлекают новых клиентов в ваш магазин и заставляют их возвращаться.
Посмотреть параметры
Подарочные карты для спа-салонов и спа-салонов
Позвольте своим клиентам поддержать ваш бизнес и подарить отдых и стиль с помощью уникальных и индивидуальных подарочных карт для салонов и спа-салонов.
Узнать больше
Подарочные карты кинотеатра
Превратите свою подарочную карту кинотеатра в маркетинговый инструмент, придав ей форму вашего логотипа, киноленты, коробки попкорна, 3D-очков или других забавных и значимых форм для вашего бизнес.
Подробнее
Вырезанные подарочные карты
Создайте действительно единственную в своем роде подарочную карту, используя нестандартные формы! Вырезанные подарочные карты — отличный способ привлечь внимание к вашим нестандартным открыткам и произвести впечатление на ваших клиентов.
Квадратные подарочные карты
Мы изготавливаем подарочные карты тысяч форм, но наши квадратные подарочные карты — одни из самых популярных. Включение этой уникальной формы в ваши подарочные карты обязательно выведет вашу программу подарочных карт на новый уровень.
Прозрачные подарочные карты
Помогите своему бренду выделиться на дизайне подарочной карты с помощью четких подарочных карт! Прозрачные подарочные карты выделены жирным шрифтом и совершенно уникальны, чтобы выделиться среди тысяч других подарочных карт.
Пластиковые подарочные карты
Пластик — лучший материал для подарочных карт. С пластиковыми подарочными картами возможны такие функции, как нестандартные формы, платина, прозрачные карты и многое другое. Пластиковые подарочные карты также допускают совместимость с POS.
Особые характеристики
Мы являемся лидерами в области инновационных форм, дизайна и персонализации, позволяющих выделиться среди конкурентов просто, легко и весело.
Формы для высечки
Печать переменных
QR-код
Штрих-код
Магнитные полоски
Кодировка
Готовая к записи отделка
Премиум-функции
Наши премиум-функции могут быть добавлены только к стандартным размерам подарочных карт, но также могут включать вариативную печать, кодирование штрих-кодов, магнитные полосы, панели для подписи, добавление изображений или QR-кодов.
Прозрачный сатин «Морозный»
Рельефный
Тиснение фольгой
Металлические визитки
Карточки из ПВХ
Нужны идеи?
Посмотрите наши галереи вдохновения.
Посмотреть нашу галерею
Опыт, которым стоит поделиться.
Подарочные карты и конверты с подарочными картами были абсолютно разумным вложением. Мы очень рады предложить их клиентам, потому что мы любим их, и они выглядят потрясающе!
Лори Гиблин
Дышите легко
Пластиковые подарочные карты
Подарочные карты ресторана
Премиум обновления
Полное руководство по подарочным картам ресторанов
Сколько ресторанов вы посетили на этой неделе? Для большинства людей ответ, вероятно, пару раз. Люди любят есть вне дома по многим причинам. Фактор удобства огромен! У вас нет…
20 вдохновляющих подарочных карт
Подарочные карты являются самым популярным подарком в мире, а это означает, что множество людей покупают и дарят их каждый день. Чем ваши подарочные карты выделяются среди тысяч других? Привлекает ли это внимание, когда они проходят мимо? Подарочные карты – это…
Как продавать больше подарочных карт
Вам интересно, как продавать больше подарочных карт? Хотя подарочные карты являются невероятно ценным маркетинговым инструментом и необходимы для каждого бизнеса, иногда они просто не слетают с полок. Хорошая новость в том, что эту проблему легко решить. Вы можете перевернуть свои подарочные карты…
5 Удивительные аксессуары для подарочных карт
Существует множество способов сделать ваши подарочные карты эффектными; дизайн, материал, размер — все, что касается вашей карты, может помочь ей выделиться. Иногда, однако, вы не хотите оставлять его в покое. Есть много…
Давайте начнем с ваших подарочных карт.
Поговорите с экспертом Запросить предложение Запросить образцы
Часто задаваемые вопросы
Plastic Printers — ваш источник решений даже для самых сложных задач. Если вы не видите ответа на свой вопрос ниже, наши специалисты ждут вас.
Совместимость с точками продаж имеет первостепенное значение для успеха программы подарочных карт. Plastic Printers гордится тем, что установила прочные партнерские отношения с вашей POS-системой. Благодаря нашим отношениям мы можем обеспечить превосходную производительность и полную совместимость с вашей системой. Мы даже поможем ответить на любые вопросы по настройке или использованию и можем помочь в продвижении ваших подарочных карт.
Пластиковые принтеры — самые быстрые в бизнесе! Благодаря нашему огромному отраслевому и рыночному опыту, у нас есть знания и подготовка для быстрого и эффективного выполнения даже самых сложных проектов. Мы получаем большинство заказов в течение нескольких дней, но вы всегда можете обновить или ускорить свой заказ, чтобы получить его еще раньше. Стандартные сроки доставки в среднем составляют 3-5 дней.
Все проекты и заказы отправляются вам для утверждения или корректировок, которые вы хотели бы внести до начала производства.
Мы работаем с вами, чтобы определить лучшее решение для ваших конкретных потребностей. Если вашей целью является возмещение средств, потраченных на карты из вашей предыдущей системы, замена карт, импорт остатков, перенос карт в вашу новую систему или любой из многих возможных сценариев, у нас есть возможности и опыт, чтобы обеспечить плавный переход.
Как правило, на оборотной стороне подарочных карт указаны основные положения и условия. Они включают в себя такие вещи, как то, где подарочные карты можно выкупить и как их можно использовать. Часто требования могут варьироваться в зависимости от местоположения. Мы здесь, чтобы помочь вам убедиться, что вы получаете правильную информацию о своих подарочных картах. Вот ссылка на некоторые образцы Условий использования, которые помогут вам начать работу: https://www.plasticprinters.com/terms-and-conditions-samples
В Plastic Printers у вас есть специальный агент, который поможет обеспечить успех вашего заказа. Вы получаете уведомления об отправке и ходе выполнения вашего заказа, а ваш агент всегда готов ответить на любые дополнительные вопросы.
Абсолютно! У нас есть шаблоны, чтобы вы могли легко создавать и отправлять нам свои собственные дизайны открыток. Мы предлагаем бесплатные дизайнерские услуги, если вы хотите, чтобы мы разработали дизайн для них.
Подарочные карты и карты лояльности — это проверенные способы привлечь новых клиентов и заставить их вернуться. Демонстрация карточек, созданных по индивидуальному заказу, означает увеличение продаж карт, что означает увеличение бизнеса. Просто покупатели, которые с гордостью демонстрируют свои подарочные карты, продают больше. Подумайте о том, чтобы заказать несколько дизайнов, чтобы открытки понравились более широкой аудитории. Воспользуйтесь скидками за количество и снижением цен. Типичный заказ колеблется от 200-1000 карт на место.
В Plastic Printers мы считаем, что подарочные карты и карты лояльности являются важной частью любых усилий по маркетингу и развитию. Мы профессионально разработаем ваши карты в соответствии с вашим брендингом и спецификациями. Когда вы работаете с пластиковыми принтерами, вы получаете индивидуальный профессиональный дизайн.
Компания Plastic Printers не только производит карты высочайшего качества, но и стремится предлагать наиболее конкурентоспособные цены. Есть несколько факторов, влияющих на цену карт, в том числе характеристики и требования к скорости. Есть также различные скидки, доступные в зависимости от количества ценовых скидок и многое другое. Типичные цены на карты варьируются от 0,25 до 1,50 долларов США за карту и включают индивидуальный профессиональный дизайн.
Да, карты можно закодировать для работы независимо в каждой локации, в определенных определенных локациях или во всех локациях.
Plastic Printers имеет партнеров и клиентов по всему миру! Мы отправляем товары по всему миру каждый день, и у нас есть системы и опыт, чтобы гарантировать успешную доставку каждый раз.
Конечно! Вы получите одинаковый сервис, качество и скорость для всех видов решений. Мы изготавливаем меню, бейджи, вывески, брелоки, брошюры и многое другое.
Продукция Быстросменный резцедержатель типа MULTIFIX
В рубрике: Детали и принадлежности станков
ОКПД2: 28.41.40
Цена договорная
Описание
Система крепления инструмента на универсальные токарные и токарные станки с ЧПУ (при крупносерийном производстве) поволяет существенно повысить (расширить) технологические возможности оборудования. Система может быть использована как универсальная «спутниковая» система базирования для фрезерных станков (и сверлильных)
Характеристики
AA
A
E
B
C
Наибольший диаметр обработки, мм
120 — 220
150 — 300
200 — 400
300 — 500
400 — 700
Наибольшая мощность станка, кВт
1
2,2
4,4
6,6
13
Ширина верхней каретки, макс.
z
80
100
120
150
180
Высота режущей кромки, мин.
x
h + y
h + y
h + y
h + y
h + y
Высота режущей кромки, макс.
x + hv
x + hv
x + hv
x + hv
x + hv
Регулировка по высоте, мм
hv
8
11
17/15
20/11
40/35/30
Высота подкладки под резец, мм
y
6
9
10/11
12,5/14
15/18
Ширина подкладки под резец, мм
d
10
12
20
20
20/30
Макс. высота державки резца, мм
h
12
20
20
25
32
Сверление, мм
t
12
20
20
32
40
Сверление, макс. мм
t max
12
31
31
51
70
Общая ширина, макс. мм
v
70
100
125
150
92/202/202
Общая высота, мм
s
37
54
68
75
110
Вылет, макс. мм
u
30
35
35
45
90
Быстросменный резцедержатель картриджного типа.
Подходит ко всем распространенным типам токарно-винторезных станков.
Надежный эксцентриковый зажим.
Точность перестановки 0.01 мм.
Шлифованный зубчатый венец.
40 возможных угловых положений с отсчетом по шкале.
Изготовлена из высококачественной легированной стали.
Регулировка положения сменных картриджей по высоте.
«Станкомонтаж»
Стерлитамак, с. Новая Отрадовка, Ул.Горького, 34
8(3473)267679, 267556
Запрос
Еще в рубрике:
Быстросменный резцедержатель в Великом Новгороде: 45-товаров: бесплатная доставка, скидка-27% [перейти]
Партнерская программаПомощь
Великий Новгород
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
37 000
Резцедержатель 1К625 ф110 мм Тип: резцедержатель, Назначение: токарные станки
Сортировать по: позиции Сортировать по имени Сортировать по: Артикул Сортировать по: Цена
Показать
Показать: 9 Показать: 15 Показать: 30 на странице
Позиции 1-15 из 239
1 из 16
2
3
4
5
Артикул 202-9461
$212,95
Страница 174
Артикул 202-9474
Обычная цена:
$264,95
Только онлайн-цена
$194,95
Страница 174
Артикул 214-0129
540,95 $
Страница 172
Артикул 212-7570
Нет в наличии
$433,95
Страница 172
Артикул 202-9401
Обычная цена:
21,95 доллара США
Только онлайн-цена
15,95 долларов США
Страница 174
Артикул 202-9440
25,50 $
Страница 174
Артикул 202-9401C
Обычная цена:
21,95 доллара США
Только онлайн-цена
15,95 долларов США
Страница 174
Артикул 214-0161
$55,95
Страница 173
Артикул 212-7030
$55,95
Страница 173
Артикул 212-7031
$83,50
Страница 172
Артикул 202-9402
$24,95
Страница 174
Артикул 202-9441
$26,95
Страница 174
Артикул 202-9402C
$24,95
Страница 174
Артикул 214-0174
$65,50
Страница 173
Артикул 212-7039
$65,50
Страница 173
Быстросменные стойки для инструментов — LittleMachineShop.
com
Мы предлагаем набор быстросменных резцедержателей для небольших токарных станков. Ты можешь выбрать из ряда размеров. Вот страница, которая будет помогу выбрать правильный быстросменный инструментальный набор для вашего токарного станка.
Мы продаем только один вид быстросменных резцедержателей; быстросменный инструмент Aloris пост и его копия. Эти стойки для инструментов полностью стальные и используют клинья для крепления. держатель инструмента. Они значительно более жесткие, чем алюминиевые стойки для инструментов, и более воспроизводимы, чем инструментальные стойки поршневого типа. Мы несем этот стиль поста инструмента в три типоразмера (0XA, AXA, BXA) с наборами, сконфигурированными для нескольких различных токарных станков. Их иногда называют инструментальными штифтами «Фаза II», потому что Фаза II была первой, кто импортировал копию инструментального поста Aloris из Китая. В общем, посты инструментов и держатели инструментов взаимозаменяемы в каждом диапазоне размеров. Например, довольно любой держатель инструмента AXA подходит к любому резцедержателю AXA.
0XA или серия 000
0XA — наименьший из трех размеров. Корпус инструментальной стойки 1,75 дюйма. квадратный и высотой 2,5 дюйма. Этот инструментальный пост хорошо подходит для токарных станков с поворотом до 8 дюймов. Мы носить с собой два стандартных комплекта этого размера.
PN 3112 имеет держатель отрезного инструмента, который удерживает отрезной диск в горизонтальном положении. Этот позволяет набору работать с токарными станками с вертикальным расстоянием всего 0,63 дюйма от вершины соединения к центральной линии токарного станка. Этот набор инструментов для быстрой замены болтами на токарных мини-станках 7×10, 7×12, 7×14 и 7×16 без дополнительного оборудования.
PN 3048 имеет держатель отрезного инструмента, который удерживает отрезной диск в стандартном положении. угол 4°. Для этого набора требуется вертикальное расстояние 0,75 дюйма от верхней части компаунда. к центральной линии станка.
Единственная разница между набором PN 3112 и набором PN 3048 заключается в отрезном инструменте. держатель; посты инструментов идентичны. В комплект PN 3112 входит PN 3117 отсечка держатель инструмента. В комплект PN 3048 входит держатель отрезного инструмента PN 3774.
Наши комплекты быстросменных стоек 0XA, настроенные для конкретных токарных станков, включают либо PN 3112, либо PN 3048. Помимо наборов быстросменных резцедержателей, эти продукты включают в себя специальное монтажное оборудование.
AXA или серия 100
Быстросменный резцедержатель AXA предназначен для токарных станков с размахом от 7 до 12 дюймов. У нас есть торговая марка Aloris (номер детали 3876) и менее дорогая версия аналогичного дизайна. (№ 2280).
BXA или серия 200
Быстросменный резцедержатель BXA предназначен для токарных станков с поворотом от 12” до 15”. Наш набор быстросменных резцедержателей BXA имеет артикул 3658.
Таблицы совместимости и спецификаций
Таблица совместимости показывает, какие наборы быстросменных резцедержателей доступны. для нескольких разных станков. Обратите внимание, что все эти инструментальные стойки подходят для многих других токарных станков. чем те, что в списке. Если вашего токарного станка нет в списке, посмотрите, как работает ваш инструмент. монтируется и найти что-то подобное.
В таблице совместимости приведены подробные сведения о монтаже резцедержателя. Даже если ваш токарного станка нет в списке, вы все равно можете выяснить, какой QCTP будет работать на вашем токарном станке. Например, если ваш резцедержатель крепится с помощью болта или шпильки M8, вы можете использовать QCTP. для токарного станка Prazi D400.
В таблице спецификаций приведены подробные сведения о каждом наборе быстросменных резцедержателей.
Совместимость
Технические характеристики Вершина
Серия 0XA 000
Серия АХА 100
LittleMachineShop. com Мини-токарный станок HiTorque 7×12
3112,
Устанавливается на существующую шпильку M10
2280 или 3876 Требуется 1881 или 1777 и модификация
Секатор плоскостной, 8″ (20 см), c пластиковыми ручками
4549 тг
Одеколон Тройка, 85 мл
1242 тг
13166 — Kaedra — универсальный для розетки — 1 x 12+1 модуль — 340 x 335 мм
Описание
Этот универсальный корпус Kaedra с защитой от непогоды, вмещающий до 13 модулей в 1 ряд, поставляется с прозрачной крышкой. Позволяет устанавливать розетки. Размеры коробки: (Ш) 340 мм x (В) 335 мм x (Г) 160 мм. Номинальный ток 63А, согласно EN 60439-1 полная изоляция класса 2. Степень защиты IP65 и IK09. Цвет корпуса светло-серый (RAL 7035). Рабочая температура составляет от -25°C до 60°C. Он поставляется с защитными колпачками, крепежными винтами класса 2, а также маркировочными полосками и защитой для этикеток. Он поставляется с набором петель, закрепленных между нижней и передней частью, и разделяемой шторкой. Пустой, этот корпус соответствует IEC 60670. Оборудованные распределительные щиты, этот корпус соответствует IEC 60493-3. Этот корпус предназначен для внутренней и наружной водонепроницаемой установки.
МЭК 60529 EN 50102 EN 50262 МЭК 670 МЭК 60439-3 9014
Огнестойкость 0016
750 °C в соответствии с IEC 60695-2-1
Степень защиты IP
IP65 в соответствии с IEC 60529
Степень защиты IK
IK09 в соответствии с EN 50102
Характеристики окружающей среды )
Устойчивость к УФ-излучению: класс 3 в соответствии с ISO 4582:2010 Испытание на разложение ультрафиолетом в соответствии с ISO 4892-2:2013
Категория перенапряжения
II
Рабочая температура окружающего воздуха
-25…60 °C
Единицы упаковки
Тип упаковки 1
PCE
1 шт. 017 1
Упаковка 1 Высота
34 500 см
Упаковка 1 Ширина
36 000 см
Упаковка 1 Длина
16 800 см
Вес Упаковка 1 6
4 90 17 2,122 кг
Единица Тип упаковки 2
P12
Количество единиц в упаковке 2
36
Упаковка 2 Высота
8 5 Упаковка 2 Ширина
80 000 см
Упаковка 2 Длина
120 000 см
Упаковка 2 Вес
88 392 кг
Гарантия по договору
Гарантия
0017 18 месяцев
Green Premium TM Этикетка — это обязательство Schneider Electric поставлять продукты с лучшими в своем классе экологическими характеристиками. Green Premium обещает соответствие последним нормам, прозрачность в отношении воздействия на окружающую среду, а также продукты с низким содержанием CO 2 .
Узнать большеarrow2_left
Показатели благополучия
Без ртути
уведомление_ok
Информация об исключении RoHS
Регламент REACh
Декларация REACh
Директива ЕС RoHS
Упреждающее соответствие требованиям (Продукт, не подпадающий под действие директивы RoHS ЕС)
Декларация RoHS ЕС
Регламент RoHS Китая
Декларация RoHS Китая
Продукт вне сферы действия RoHS Китая. Декларация о веществе для информации
Документы
Программное и микропрограммное обеспечение
13167 — Kaedra — универсальный для розетки — 1 x 12+1 модуль — 340 x 460 мм
Описание
Всепогодный универсальный корпус Kaedra, вмещающий до 13 модулей в 1 ряд, поставляется с прозрачной крышкой. Позволяет устанавливать розетки. Размеры коробки: (Ш) 340 мм x (В) 460 мм x (Г) 160 мм. Номинальный ток 63А, согласно EN 60439-1 полная изоляция класса 2. Степень защиты IP65 и IK09. Цвет корпуса светло-серый (RAL 7035). Рабочая температура составляет от -25°C до 60°C. Он поставляется с защитными колпачками, крепежными винтами класса 2, а также маркировочными полосками и защитой для этикеток. Он поставляется с набором петель, закрепленных между нижней и передней частью, и разделяемой шторкой. Пустой, этот корпус соответствует IEC 60670. Оборудованные распределительные щиты, этот корпус соответствует IEC 60493-3. Этот корпус предназначен для внутренней и наружной водонепроницаемой установки.
EN 50262 IEC 60529 IEC 670 EN 50102 IEC 60439-3 9014
Огнестойкость 0016
750 °C в соответствии с IEC 60695-2-1
Степень защиты IP
IP65 в соответствии с IEC 60529
Степень защиты IK
IK09 в соответствии с EN 50102
Характеристики окружающей среды )
Устойчивость к УФ-излучению: класс 3 в соответствии с ISO 4582:2010 Испытание на разложение ультрафиолетом в соответствии с ISO 4892-2:2013
Категория перенапряжения
II
Рабочая температура окружающего воздуха
-25…60 °C
Единицы упаковки
Тип упаковки 1
PCE
1 шт. 017 1
Упаковка 1 Высота
47 000 см
Упаковка 1 Ширина
36 000 см
Упаковка 1 Длина
16 800 см
Вес Упаковка 1 6
4 90 17 2,687 кг
Тип упаковки 2
P12
Количество штук в упаковке 2
28
Упаковка 2 Высота
8 5 Упаковка 2 Ширина
80 000 см
Упаковка 2 Длина
120 000 см
Упаковка 2 Вес
87 236 кг
Договорная гарантия
Гарантия
0017 18 месяцев
Green Premium TM Этикетка — это обязательство Schneider Electric поставлять продукты с лучшими в своем классе экологическими характеристиками. Green Premium обещает соответствие последним нормам, прозрачность в отношении воздействия на окружающую среду, а также продукты с низким содержанием CO 2 .
 Если Вы хотите просто ненадолго прилечь в спальне, чтобы почитать книгу или подремать, магазин h&m предлагает мягкие пледы, в которые можно закутаться и расслабиться. Для любителей подольше поспать эйч энд эм создал коллекцию плотных штор со слаб-структурой, которые не пропускают яркий солнечный свет. Когда Вы возвращаетесь после тяжелого трудового дня, стоит просто укутаться в мягкий халат из смесового кашемира, зажечь ароматическую свечу h&m home, положить голову на эргономичную подушку H&M из белого утиного пера – и Ваше тело погрузится в мягкие волны релаксации.
Если Вы хотите просто ненадолго прилечь в спальне, чтобы почитать книгу или подремать, магазин h&m предлагает мягкие пледы, в которые можно закутаться и расслабиться. Для любителей подольше поспать эйч энд эм создал коллекцию плотных штор со слаб-структурой, которые не пропускают яркий солнечный свет. Когда Вы возвращаетесь после тяжелого трудового дня, стоит просто укутаться в мягкий халат из смесового кашемира, зажечь ароматическую свечу h&m home, положить голову на эргономичную подушку H&M из белого утиного пера – и Ваше тело погрузится в мягкие волны релаксации. Все, что нужно – зайти в онлайн h&m каталог товаров Home. Небольшой хлопковый коврик рядом с диваном может выгодно подчеркнуть и освежит цвет его обивки. Мягкие диванные подушки сделают вечерне семейные просмотры кино действительно уютными и заставят интерьер заиграть новыми красками. H&M каталог товаров предлагает широкий выбор разноцветных чехлов для подушек. Это позволяет без труда и серьезных затрат изменять интерьерное решение гостиной несколько раз в сезон.
Все, что нужно – зайти в онлайн h&m каталог товаров Home. Небольшой хлопковый коврик рядом с диваном может выгодно подчеркнуть и освежит цвет его обивки. Мягкие диванные подушки сделают вечерне семейные просмотры кино действительно уютными и заставят интерьер заиграть новыми красками. H&M каталог товаров предлагает широкий выбор разноцветных чехлов для подушек. Это позволяет без труда и серьезных затрат изменять интерьерное решение гостиной несколько раз в сезон. Мягкий жаккардовый коврик с оригинальным рисунком в скандинавском стиле не позволит вам поскользнуться на мокром полу в ванной. А как приятно после утреннего душа закутаться в уютный халат из стираного льна. Удачно в интерьер ванной вписываются текстильные корзины для белья, которые вместительны и не занимают много места. Шторки для душа с яркими принтами, представленные в h&m каталоге помогут кардинально и в лучшую сторону стилистическое решение ванной комнаты.
Мягкий жаккардовый коврик с оригинальным рисунком в скандинавском стиле не позволит вам поскользнуться на мокром полу в ванной. А как приятно после утреннего душа закутаться в уютный халат из стираного льна. Удачно в интерьер ванной вписываются текстильные корзины для белья, которые вместительны и не занимают много места. Шторки для душа с яркими принтами, представленные в h&m каталоге помогут кардинально и в лучшую сторону стилистическое решение ванной комнаты.
 Простой и выдержанный скандинавский стиль аксессуаров для интерьера является универсальным. Если Вы хозяин или менеджер кафе, паба или ресторана, но в конце очередного сезона не хотите тратить большие средства на обновление интерьера заведения – h&m каталог Home – идеальное решение. Несколько новых чехлов для диванных подушек ярких цветов, необычных стеклянных ваз h7m разнообразного геометрического исполнения и другие аксессуары — и привычный интерьер выглядит совершенно по-новому. Предложите своим гостям морозным зимним днем чашку ароматного кофе и теплый плед из коллекции h&m home и эти гости будут возвращаться к вам снова и снова. Эйчндэм предлагает уютные и практичные решения для интерьера! Пусть Вас окружает красота вместе с H&M Home.
Простой и выдержанный скандинавский стиль аксессуаров для интерьера является универсальным. Если Вы хозяин или менеджер кафе, паба или ресторана, но в конце очередного сезона не хотите тратить большие средства на обновление интерьера заведения – h&m каталог Home – идеальное решение. Несколько новых чехлов для диванных подушек ярких цветов, необычных стеклянных ваз h7m разнообразного геометрического исполнения и другие аксессуары — и привычный интерьер выглядит совершенно по-новому. Предложите своим гостям морозным зимним днем чашку ароматного кофе и теплый плед из коллекции h&m home и эти гости будут возвращаться к вам снова и снова. Эйчндэм предлагает уютные и практичные решения для интерьера! Пусть Вас окружает красота вместе с H&M Home. xn--p1ai/awards/
xn--p1ai/awards/ Первые туристы едут в Грузию
Первые туристы едут в Грузию



 Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США.
Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США. Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США.
Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США. 37 mi
37 mi

 †
† 
 В конструкторском бюро компании работают высококвалифицированные инженеры с большим опытом. Многие из них прошли старую школу, работая на предприятиях оборонно-промышленного комплекса. Новаторская работа ведется целенаправленно и приносит реальные результаты: инженерами создан ряд современных разработок, решения которых запатентованы.
В конструкторском бюро компании работают высококвалифицированные инженеры с большим опытом. Многие из них прошли старую школу, работая на предприятиях оборонно-промышленного комплекса. Новаторская работа ведется целенаправленно и приносит реальные результаты: инженерами создан ряд современных разработок, решения которых запатентованы. Склады компании оснащены современным оборудованием для приема, сбора и контроля продукции. Эргономичная система хранения и планшетная сборка позволяют точно отслеживать наличие инструментов на складе, а собственный автопарк — быстро доставлять их.
Склады компании оснащены современным оборудованием для приема, сбора и контроля продукции. Эргономичная система хранения и планшетная сборка позволяют точно отслеживать наличие инструментов на складе, а собственный автопарк — быстро доставлять их. ..Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
..Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее

 ..Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
..Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее


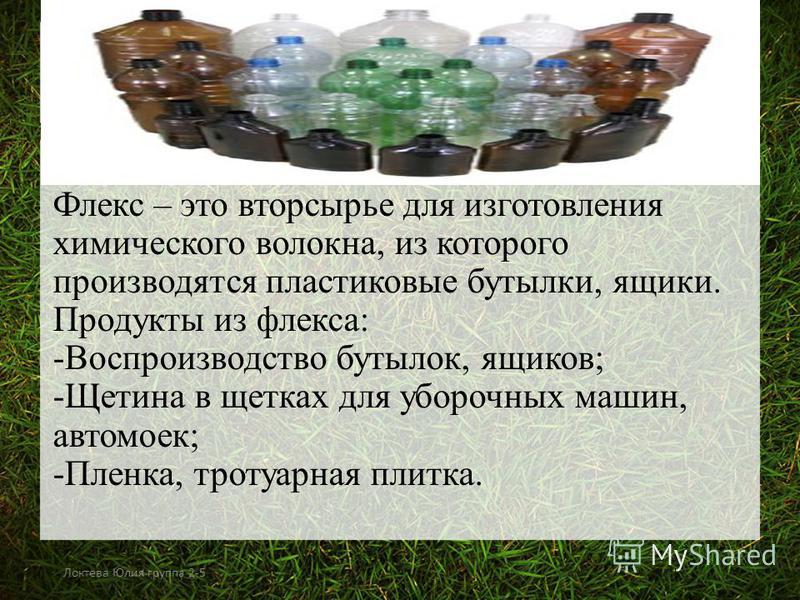 Винил открывали минимум 2 раза. В первый раз это сделал французский ученый Анри Реньо еще в 1838 году. Во второй раз открытие совершил немецкий исследователь Герман Бауман. Это случилось в 1872 году.
Винил открывали минимум 2 раза. В первый раз это сделал французский ученый Анри Реньо еще в 1838 году. Во второй раз открытие совершил немецкий исследователь Герман Бауман. Это случилось в 1872 году.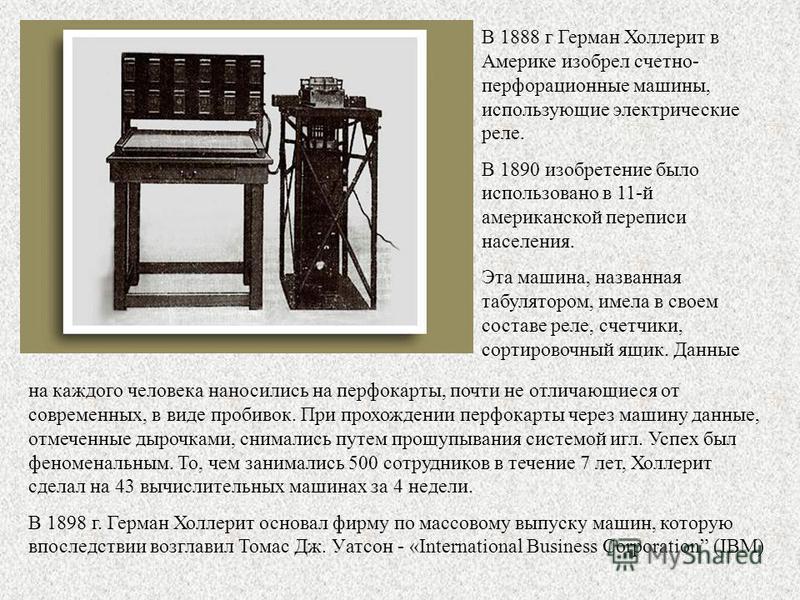
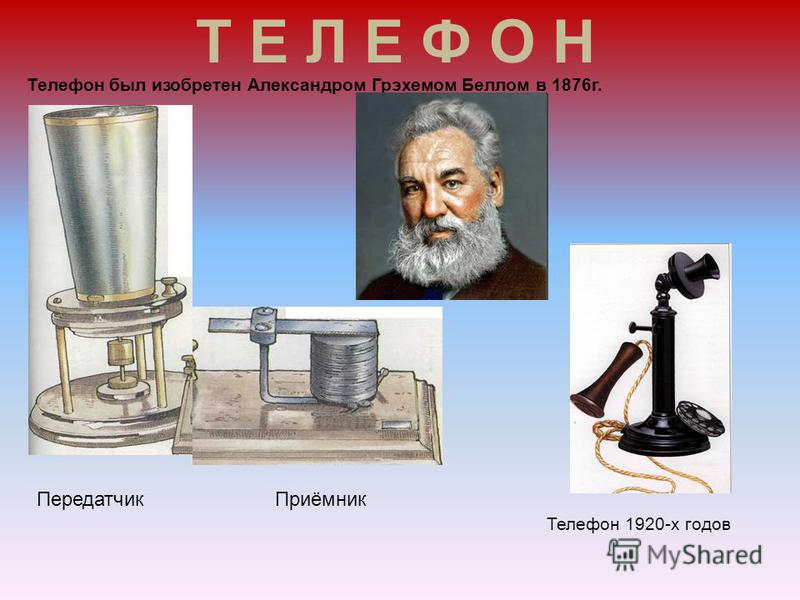
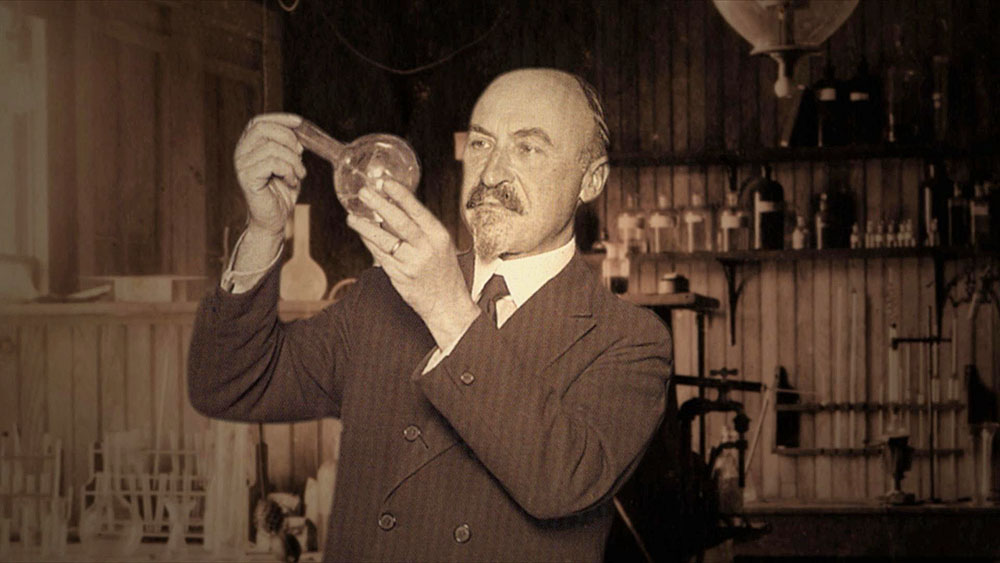 Несмотря на схожесть названия и свойств общего между ними довольно мало
Несмотря на схожесть названия и свойств общего между ними довольно мало
 Первым изделием из нового материала стали шары для гольфа (а вовсе не цирковые мальчики). Сегодня этот материал используют для изоляции подводных и подземных кабелей и производства клеев.
Первым изделием из нового материала стали шары для гольфа (а вовсе не цирковые мальчики). Сегодня этот материал используют для изоляции подводных и подземных кабелей и производства клеев.
 Ученый изобрел жидкое вещество, напоминающее смолу, которое после застывания превращалось в материал с удивительными свойствами. Изделия из него были прочными и не растворялись даже в кислоте. Первые телефонные аппараты были сделаны именно из находки Беикеланда. Пластик мгновенно (менее чем за год) распространился по всему миру.
Ученый изобрел жидкое вещество, напоминающее смолу, которое после застывания превращалось в материал с удивительными свойствами. Изделия из него были прочными и не растворялись даже в кислоте. Первые телефонные аппараты были сделаны именно из находки Беикеланда. Пластик мгновенно (менее чем за год) распространился по всему миру. При этом требовалось, чтобы заменитель пластика можно было делать из возобновляемых компонентов (например, растений) и чтоб он был по зубам бактериям, то есть мог разлагаться в природных условиях. В середине 1990-х, как грибы после дождя, стали появляться сенсационные сообщения об изобретении биопластика — пластика из натурального крахмала, разлагающегося под воздействием различных микроорганизмов. Но тогда о крупномасштабном внедрении новшества в нашу повседневную жизнь не могло быть и речи: производство биопластика оказалось слишком дорогим удовольствием.
При этом требовалось, чтобы заменитель пластика можно было делать из возобновляемых компонентов (например, растений) и чтоб он был по зубам бактериям, то есть мог разлагаться в природных условиях. В середине 1990-х, как грибы после дождя, стали появляться сенсационные сообщения об изобретении биопластика — пластика из натурального крахмала, разлагающегося под воздействием различных микроорганизмов. Но тогда о крупномасштабном внедрении новшества в нашу повседневную жизнь не могло быть и речи: производство биопластика оказалось слишком дорогим удовольствием. А ведь, если посчитать затраты на переработку пластмассовых отходов и внести эту цифру в стоимость обычного пластика, еще неизвестно, какой из них будет дороже.
А ведь, если посчитать затраты на переработку пластмассовых отходов и внести эту цифру в стоимость обычного пластика, еще неизвестно, какой из них будет дороже. Для того чтобы придать крахмалу большую прочность, его обрабатывают специфическими бактериями, разлагающими полимеры крахмала в мономеры молочной кислоты. Затем химическим способом мономеры заставляют соединиться в цепочки полимеров. Эти полимеры гораздо прочнее, но при этом не так длинны, как полимеры пластмассы, и могут разлагаться микроорганизмами. Полученный материал назвали полилактидом (PLA). В прошлом году в штате Небраска открылся первый в мире завод по изготовлению PLA.
Для того чтобы придать крахмалу большую прочность, его обрабатывают специфическими бактериями, разлагающими полимеры крахмала в мономеры молочной кислоты. Затем химическим способом мономеры заставляют соединиться в цепочки полимеров. Эти полимеры гораздо прочнее, но при этом не так длинны, как полимеры пластмассы, и могут разлагаться микроорганизмами. Полученный материал назвали полилактидом (PLA). В прошлом году в штате Небраска открылся первый в мире завод по изготовлению PLA. К тому же, так как процесс включает в себя вмешательство на генетическом уровне, он имеет и своих противников.
К тому же, так как процесс включает в себя вмешательство на генетическом уровне, он имеет и своих противников.
 Он безвреден для живого организма и быстро разрушается ферментами человеческого кишечника.
Он безвреден для живого организма и быстро разрушается ферментами человеческого кишечника. Он даже вошел в летопись окаменелостей.
Он даже вошел в летопись окаменелостей.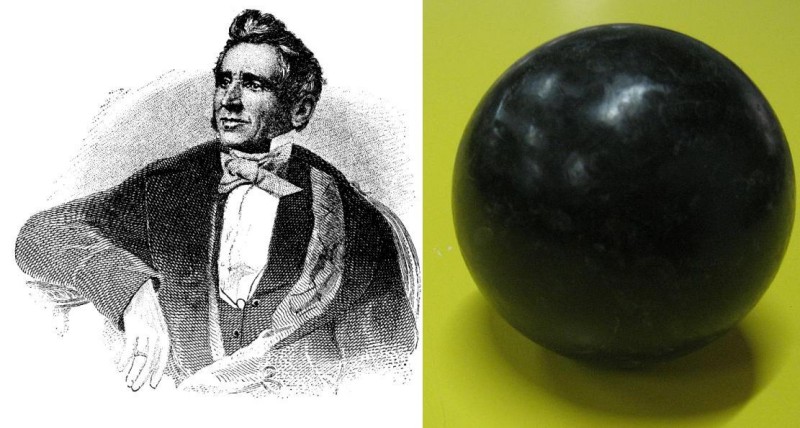 Производство гребней было одним из самых больших применений рога в 19 веке.
Производство гребней было одним из самых больших применений рога в 19 веке. Одним из первых был нитрат целлюлозы — волокна хлопка, растворенные в азотной и серной кислотах, затем смешанные с растительным маслом.
Одним из первых был нитрат целлюлозы — волокна хлопка, растворенные в азотной и серной кислотах, затем смешанные с растительным маслом.







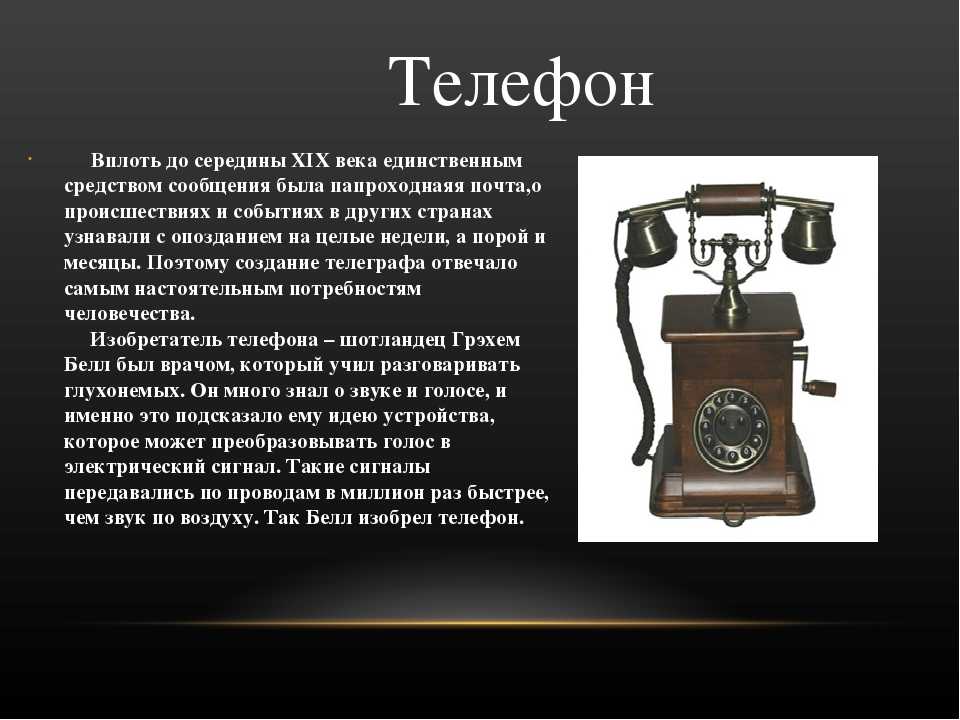 Такие поставщики, как супермаркеты, должны делать больше. И в культурном плане нас должна вдохновлять ранняя индустрия пластмасс, когда красиво оформленные расчески, радиоприемники и телефоны были желанными товарами, которые вы ценили и хранили.
Такие поставщики, как супермаркеты, должны делать больше. И в культурном плане нас должна вдохновлять ранняя индустрия пластмасс, когда красиво оформленные расчески, радиоприемники и телефоны были желанными товарами, которые вы ценили и хранили. Только недавно оно стало названием категории материалов, называемых полимерами. Слово полимер означает «состоящий из многих частей», а полимеры состоят из длинных цепочек молекул. Полимеров в природе предостаточно. Целлюлоза, материал, из которого состоят клеточные стенки растений, является очень распространенным природным полимером.
Только недавно оно стало названием категории материалов, называемых полимерами. Слово полимер означает «состоящий из многих частей», а полимеры состоят из длинных цепочек молекул. Полимеров в природе предостаточно. Целлюлоза, материал, из которого состоят клеточные стенки растений, является очень распространенным природным полимером. В особенности за последние 50 лет пластик наполнил наш мир и изменил наш образ жизни.
В особенности за последние 50 лет пластик наполнил наш мир и изменил наш образ жизни. В рекламе целлулоид превозносился как спаситель слона и черепахи. Пластмассы могут защитить мир природы от разрушительных сил человеческой потребности.
В рекламе целлулоид превозносился как спаситель слона и черепахи. Пластмассы могут защитить мир природы от разрушительных сил человеческой потребности.
 В статье журнала «Тайм» отмечалось, что из-за войны «пластмассы нашли новое применение, и снова и снова продемонстрирована адаптируемость пластмасс». [1] Во время Второй мировой войны производство пластика в США увеличилось на 300 %.
В статье журнала «Тайм» отмечалось, что из-за войны «пластмассы нашли новое применение, и снова и снова продемонстрирована адаптируемость пластмасс». [1] Во время Второй мировой войны производство пластика в США увеличилось на 300 %. В послевоенные годы произошел сдвиг в восприятии американцев, поскольку пластик больше не считался однозначно положительным. Пластиковый мусор в океанах впервые наблюдали в 1960-е годы, десятилетие, когда американцы все больше осознавали экологические проблемы. В книге Рэйчел Карсон 1962 года «Безмолвная весна» раскрывается опасность химических пестицидов. В 1969 году у побережья Калифорнии произошел крупный разлив нефти, и загрязненная река Кайахога в Огайо загорелась, что вызвало опасения по поводу загрязнения. По мере распространения информации об экологических проблемах сохранение пластиковых отходов начало беспокоить наблюдателей.
В послевоенные годы произошел сдвиг в восприятии американцев, поскольку пластик больше не считался однозначно положительным. Пластиковый мусор в океанах впервые наблюдали в 1960-е годы, десятилетие, когда американцы все больше осознавали экологические проблемы. В книге Рэйчел Карсон 1962 года «Безмолвная весна» раскрывается опасность химических пестицидов. В 1969 году у побережья Калифорнии произошел крупный разлив нефти, и загрязненная река Кайахога в Огайо загорелась, что вызвало опасения по поводу загрязнения. По мере распространения информации об экологических проблемах сохранение пластиковых отходов начало беспокоить наблюдателей.

 Легкие и хорошо изолирующие пластмассы помогают экономить ископаемое топливо, используемое в отоплении и на транспорте. Возможно, важнее всего то, что недорогие пластмассы повысили уровень жизни и сделали изобилие материалов более доступным. Без пластика многие вещи, которые мы считаем само собой разумеющимися, могли бы оказаться недоступными для всех, кроме самых богатых американцев. Замена натуральных материалов пластиком сделала многие наши вещи дешевле, легче, безопаснее и прочнее.
Легкие и хорошо изолирующие пластмассы помогают экономить ископаемое топливо, используемое в отоплении и на транспорте. Возможно, важнее всего то, что недорогие пластмассы повысили уровень жизни и сделали изобилие материалов более доступным. Без пластика многие вещи, которые мы считаем само собой разумеющимися, могли бы оказаться недоступными для всех, кроме самых богатых американцев. Замена натуральных материалов пластиком сделала многие наши вещи дешевле, легче, безопаснее и прочнее.

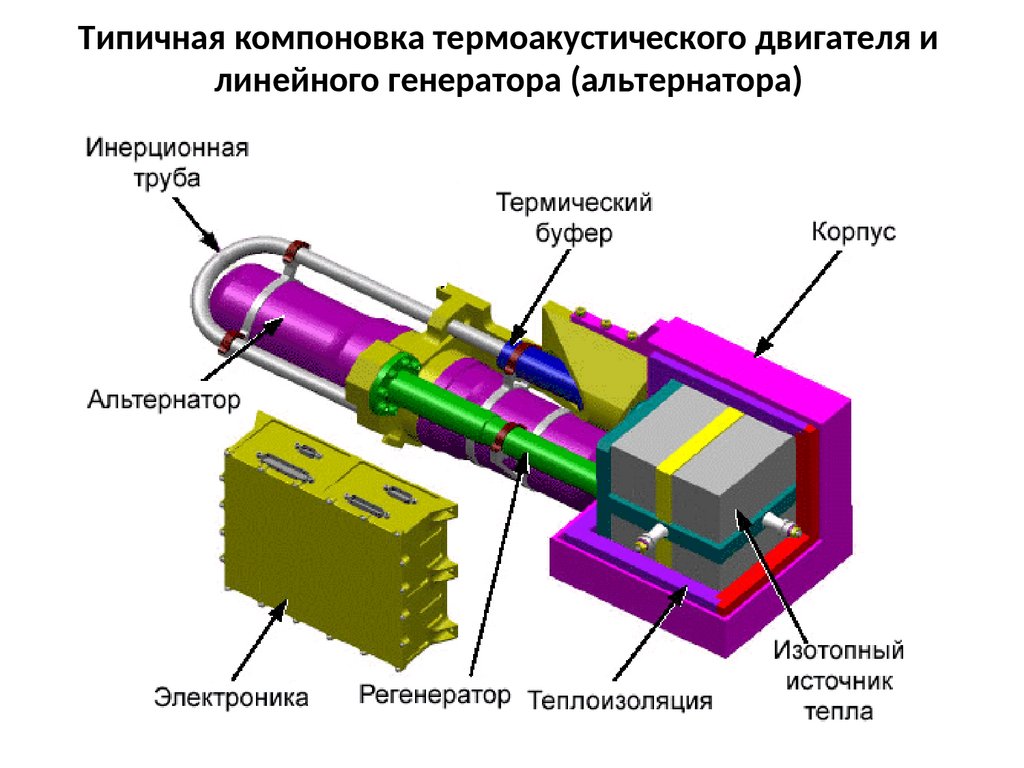
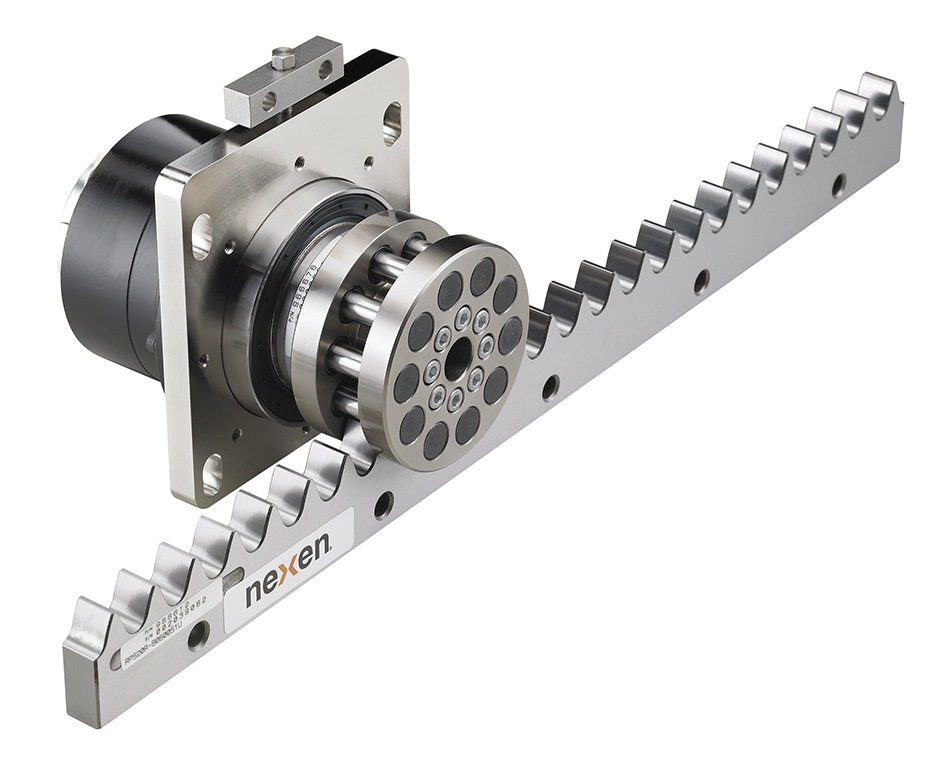 Однако, использование линейного двигателя позволяет реализовать такие заманчивые опции, как движение с высочайшей скоростью ( до 1,8 м/с и более!), практически без механического износа:
Однако, использование линейного двигателя позволяет реализовать такие заманчивые опции, как движение с высочайшей скоростью ( до 1,8 м/с и более!), практически без механического износа: Они устроены следующим образом: цилиндрическая обмотка расположена вокруг сердечника, образованного из магнитов. То есть, катушка может перемещаться по этому сердечнику.
Они устроены следующим образом: цилиндрическая обмотка расположена вокруг сердечника, образованного из магнитов. То есть, катушка может перемещаться по этому сердечнику.

 Алюминиевая прокладка помещается между парами противоположных магнитов для облегчения конструкции. Когда ток течёт по трём фазам катушек, катушки генерируют силы на постоянные магниты в соответствии с уравнением силы Лоренца.
Алюминиевая прокладка помещается между парами противоположных магнитов для облегчения конструкции. Когда ток течёт по трём фазам катушек, катушки генерируют силы на постоянные магниты в соответствии с уравнением силы Лоренца. Тем более что благодаря своей простоте, — такой двигатель собирают даже энтузиасты. Для высокоточного движения в конструкции можно использовать датчики положения.
Тем более что благодаря своей простоте, — такой двигатель собирают даже энтузиасты. Для высокоточного движения в конструкции можно использовать датчики положения.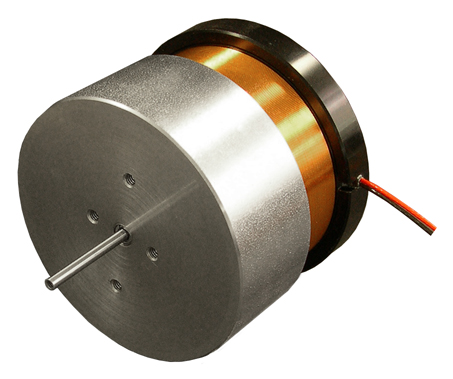
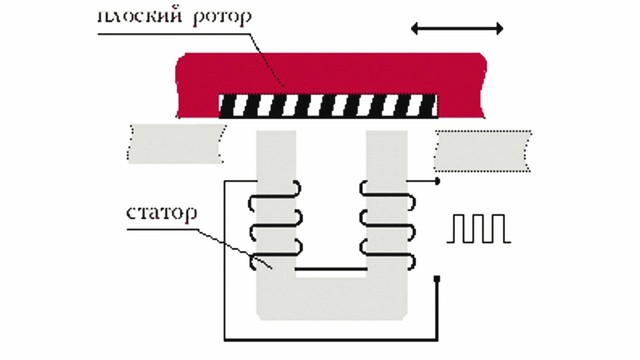
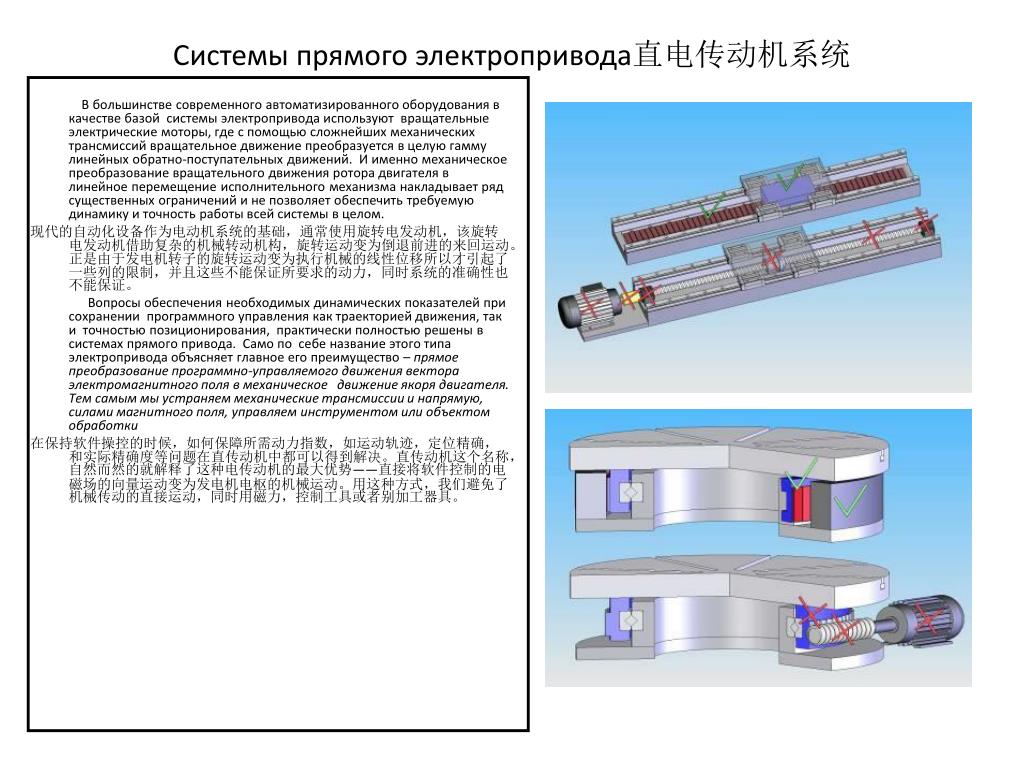


 Принципиальная схема такого двигателя приведена на рис. 3.
Принципиальная схема такого двигателя приведена на рис. 3.

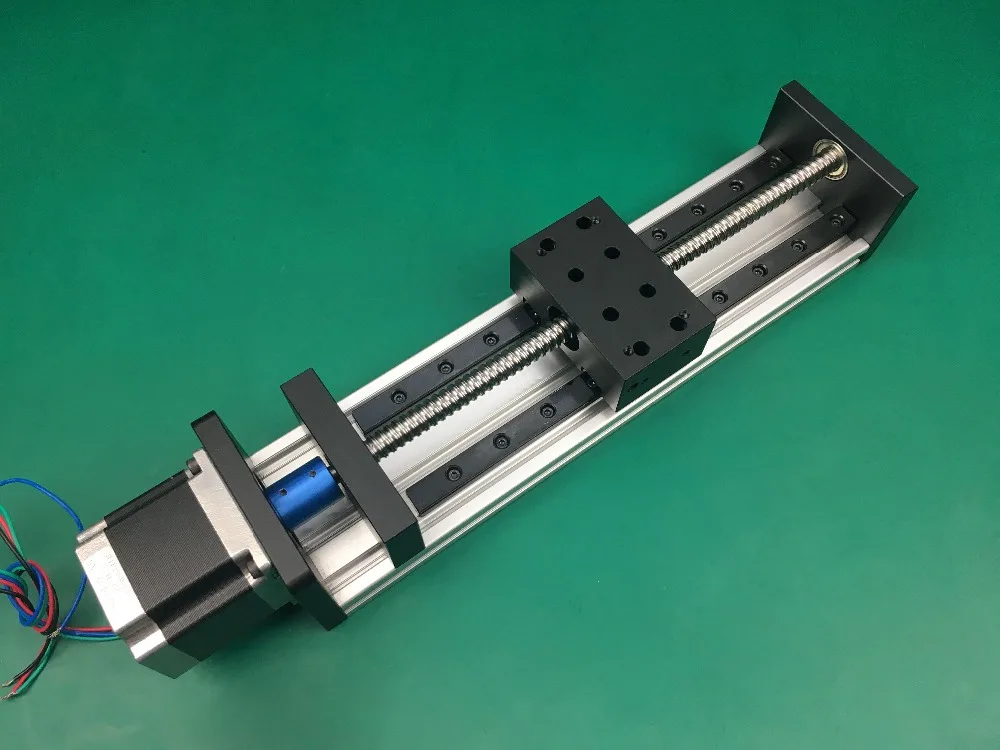 Практически это влечет к появлению дополнительных сложностей, возникающих при сборке и монтаже приводов с плоскими линейными двигателями.
Практически это влечет к появлению дополнительных сложностей, возникающих при сборке и монтаже приводов с плоскими линейными двигателями. Следствием этого является наличие так называемых «предпочтительных положений» у плоского линейного двигателя. Т.е. на всей величине хода присутствуют положения, которые соответствуют минимуму потенциальной энергии. Ползун сам стремится занять такое положение, а для вывода из него требуется приложить усилие.
Следствием этого является наличие так называемых «предпочтительных положений» у плоского линейного двигателя. Т.е. на всей величине хода присутствуют положения, которые соответствуют минимуму потенциальной энергии. Ползун сам стремится занять такое положение, а для вывода из него требуется приложить усилие.
 В ультрапрецизионном станке Mitsubishi NA 1200 в качестве приводов по осям X, Y, U, V использованы цилиндрические линейные двигатели
В ультрапрецизионном станке Mitsubishi NA 1200 в качестве приводов по осям X, Y, U, V использованы цилиндрические линейные двигатели Плюс в конструкции нет сердечника — источника дополнительного нагрева под действием вихревых токов.
Плюс в конструкции нет сердечника — источника дополнительного нагрева под действием вихревых токов.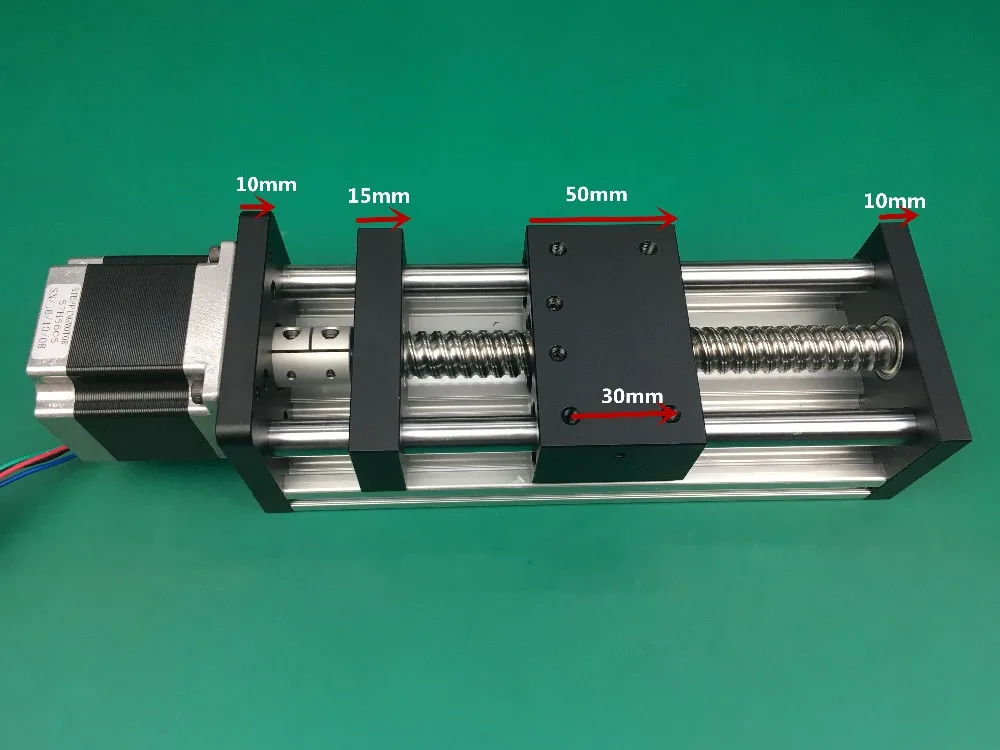 И как следствие — избавиться от тех минимальных погрешностей, которые он вызывает и которые способны оказывать воздействие на работу столь точного оборудования. При этом необходимая мощность системы охлаждения значительно меньше, а контур значительно проще, чем у плоского линейного двигателя.
И как следствие — избавиться от тех минимальных погрешностей, которые он вызывает и которые способны оказывать воздействие на работу столь точного оборудования. При этом необходимая мощность системы охлаждения значительно меньше, а контур значительно проще, чем у плоского линейного двигателя.

 Все те недостатки плоских линейных двигателей, рассмотренные выше, не свойственны цилиндрическим.
Все те недостатки плоских линейных двигателей, рассмотренные выше, не свойственны цилиндрическим.

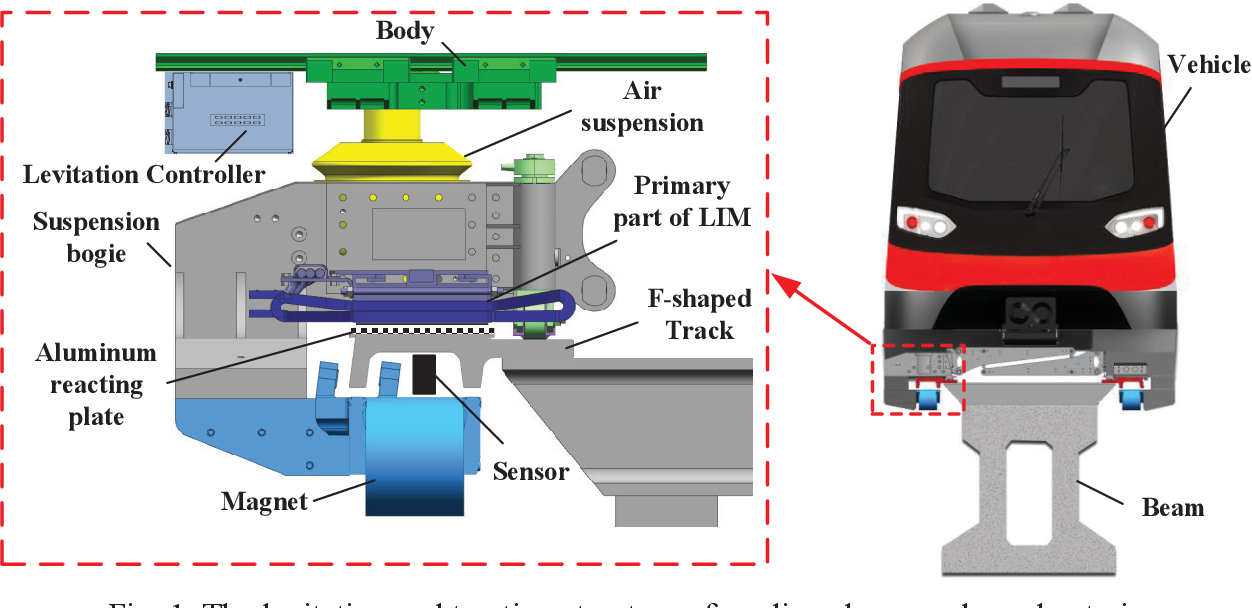
 скорость 17,8 м/с. КПД двигателя может быть выше 90%! Производство и установка линейного двигателя MMF дает нашим клиентам чрезвычайно высокую плотность усилия, простоту сборки для их применения, повышенную рабочую скорость и точное движение.
скорость 17,8 м/с. КПД двигателя может быть выше 90%! Производство и установка линейного двигателя MMF дает нашим клиентам чрезвычайно высокую плотность усилия, простоту сборки для их применения, повышенную рабочую скорость и точное движение. ..
..
 ускорение 100 м/с² (без нагрузки)
ускорение 100 м/с² (без нагрузки) Благодаря особой конструкции двигателя с расположением силовой установки между двумя статорами (сэндвич-конструкция) силы притяжения нейтрализованы. Это снимает нагрузку с направляющих.
Благодаря особой конструкции двигателя с расположением силовой установки между двумя статорами (сэндвич-конструкция) силы притяжения нейтрализованы. Это снимает нагрузку с направляющих.
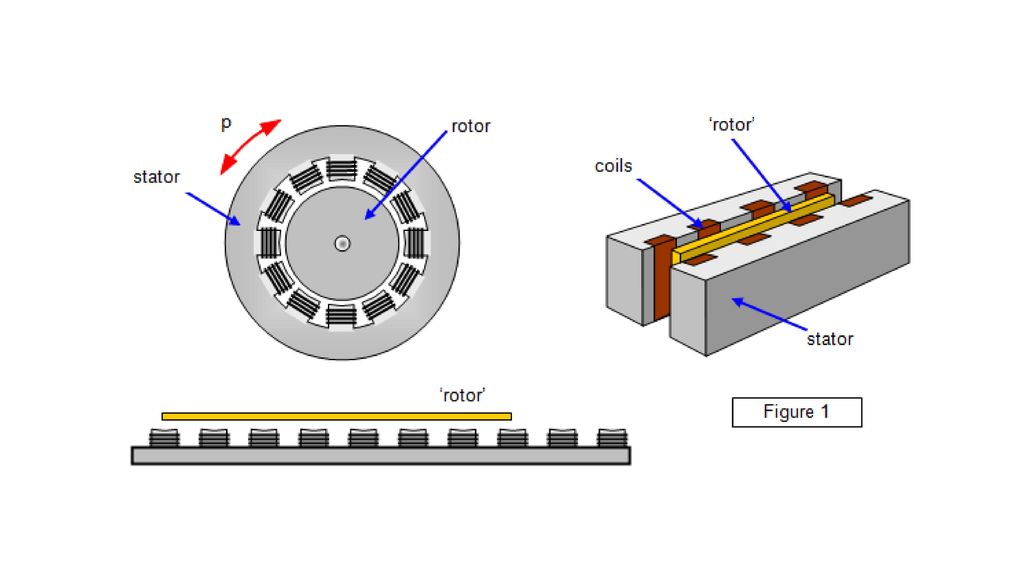

 Вторичная часть состоит из U-образного статора из постоянных магнитов.
Вторичная часть состоит из U-образного статора из постоянных магнитов.
 В процессе шлифования вращающийся шлифовальный круг или шлифующая лента контактируют с заготовкой. Возможно как движение детали относительно абразива, так и движение абразива относительно изделия.
В процессе шлифования вращающийся шлифовальный круг или шлифующая лента контактируют с заготовкой. Возможно как движение детали относительно абразива, так и движение абразива относительно изделия.


 Они представляют собой стержни с клиновидной рабочей частью. Зубила сделаны из стали и имеют ширину от 0,5 до 2 см. Угол заточки режущей кромки обычно находится в пределах 35–70°.
Они представляют собой стержни с клиновидной рабочей частью. Зубила сделаны из стали и имеют ширину от 0,5 до 2 см. Угол заточки режущей кромки обычно находится в пределах 35–70°.
 Круглые инструменты делаются с нарезным и насеченным зубом, а остальные – только с насеченным.
Круглые инструменты делаются с нарезным и насеченным зубом, а остальные – только с насеченным.
 Вид насечки при этом двойной (перекрестный).
Вид насечки при этом двойной (перекрестный).
 Также инструменты делятся по форме и конструкции. Они могут быть прорезными (лерки) либо круглыми цельными, раздвижными либо призматическими.
Также инструменты делятся по форме и конструкции. Они могут быть прорезными (лерки) либо круглыми цельными, раздвижными либо призматическими.
 Также важна термическая обработка инструмента.
Также важна термическая обработка инструмента.

 Большая часть вспомогательных инструментов не требует от рабочих профессионализма, что обусловлено простотой использования.
Большая часть вспомогательных инструментов не требует от рабочих профессионализма, что обусловлено простотой использования.

 Шлифовка и полировка также помогают достичь большей или меньшей шероховатости.
Шлифовка и полировка также помогают достичь большей или меньшей шероховатости.



 Дешевые варианты часто не соответствуют заявленным возможностям и быстро приходят в негодность. Со временем они потребуют дополнительных затрат на постоянный ремонт.
Дешевые варианты часто не соответствуют заявленным возможностям и быстро приходят в негодность. Со временем они потребуют дополнительных затрат на постоянный ремонт.
 6 Инструменты для выполнения скульптур: долота, большая и малая киянки
6 Инструменты для выполнения скульптур: долота, большая и малая киянки При работе следует придерживаться основного правила: всегда срезать небольшое количество древесины. При резьбе применяют ручной режущий инструмент, при этом правая рука направляет инструмент, а левая прижимает деталь.
При работе следует придерживаться основного правила: всегда срезать небольшое количество древесины. При резьбе применяют ручной режущий инструмент, при этом правая рука направляет инструмент, а левая прижимает деталь.
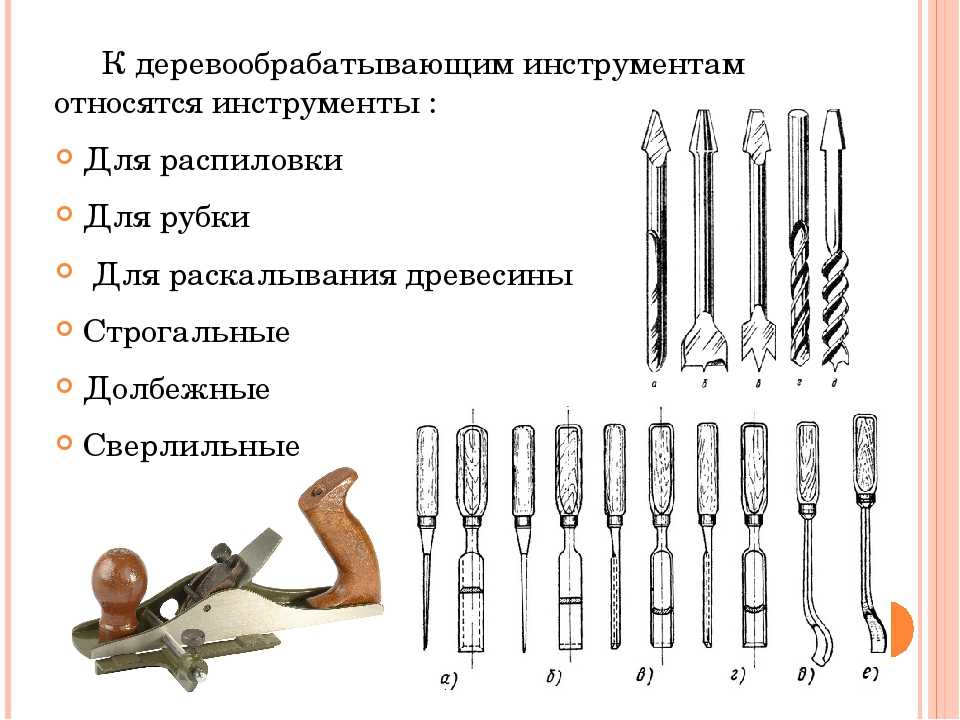
 Перед заточкой инструмента камни следует смочить водой, смазать маслом или керосином. Сначала резец кладут обратной стороной на плоский оселок и перемещают его кругообразными движениями. Затем правят фаску, делая прямые возвратно-поступательные движения. Нож с обеих сторон перемещают круговыми движениями. Последний этап заточки выполняют на оселке и кожаном ремне.
Перед заточкой инструмента камни следует смочить водой, смазать маслом или керосином. Сначала резец кладут обратной стороной на плоский оселок и перемещают его кругообразными движениями. Затем правят фаску, делая прямые возвратно-поступательные движения. Нож с обеих сторон перемещают круговыми движениями. Последний этап заточки выполняют на оселке и кожаном ремне. Лист наждачной бумаги, уложенный на стол, используют для зачистки и выравнивания поверхности древесины. После склеивания отдельных элементов поверхность древесины необходимо еще раз тщательно отшлифовать наждачной бумагой. Грунт следует наносить толстым слоем, при этом рисунок проявляется более интенсивно, а древесина становится несколько темнее.
Лист наждачной бумаги, уложенный на стол, используют для зачистки и выравнивания поверхности древесины. После склеивания отдельных элементов поверхность древесины необходимо еще раз тщательно отшлифовать наждачной бумагой. Грунт следует наносить толстым слоем, при этом рисунок проявляется более интенсивно, а древесина становится несколько темнее. На рисунке показаны игрушки, изготовленные из кубиков со вставны ми шкантами.
На рисунке показаны игрушки, изготовленные из кубиков со вставны ми шкантами.
 Однако с помощью этих семи инструментов новичок может справиться практически с любым проектом.
Однако с помощью этих семи инструментов новичок может справиться практически с любым проектом.
 Для универсальности выберите электролобзик с орбитальным движением, который удобно лежит в руке и имеет простую систему смены лезвий.
Для универсальности выберите электролобзик с орбитальным движением, который удобно лежит в руке и имеет простую систему смены лезвий. Настольная пила — это сердце и душа каждой деревообрабатывающей мастерской, центральный элемент, вокруг которого используются и организуются все остальные инструменты. Сила настольной пилы заключается в ее способности резать листовые материалы с идеально прямыми краями, но она также может делать практически любой разрез, который вы хотите, включая скосы, фаски и даже пазы.
Настольная пила — это сердце и душа каждой деревообрабатывающей мастерской, центральный элемент, вокруг которого используются и организуются все остальные инструменты. Сила настольной пилы заключается в ее способности резать листовые материалы с идеально прямыми краями, но она также может делать практически любой разрез, который вы хотите, включая скосы, фаски и даже пазы. Составная пила позволяет наклонять головку двигателя в двух направлениях, поэтому вы можете пилить как под прямым углом (под углом), так и под углом (под углом).
Составная пила позволяет наклонять головку двигателя в двух направлениях, поэтому вы можете пилить как под прямым углом (под углом), так и под углом (под углом). Но большинство новичков считают, что качественная стационарная базовая модель позаботится о целом ряде задач, и ее также можно установить на фрезерном столе, если вы решите инвестировать в него. Выберите модель маршрутизатора с двигателем мощностью не менее 2 л.с. Другие функции, на которые стоит обратить внимание: электронное управление переменной скоростью (поскольку более крупные режущие инструменты должны использовать более низкие скорости), механизм плавного пуска и легко заменяемая цанга (предпочтительно с возможностью использования как 1/2 дюйма, так и 1/4 дюйма). фрезы с дюймовым хвостовиком).
Но большинство новичков считают, что качественная стационарная базовая модель позаботится о целом ряде задач, и ее также можно установить на фрезерном столе, если вы решите инвестировать в него. Выберите модель маршрутизатора с двигателем мощностью не менее 2 л.с. Другие функции, на которые стоит обратить внимание: электронное управление переменной скоростью (поскольку более крупные режущие инструменты должны использовать более низкие скорости), механизм плавного пуска и легко заменяемая цанга (предпочтительно с возможностью использования как 1/2 дюйма, так и 1/4 дюйма). фрезы с дюймовым хвостовиком).

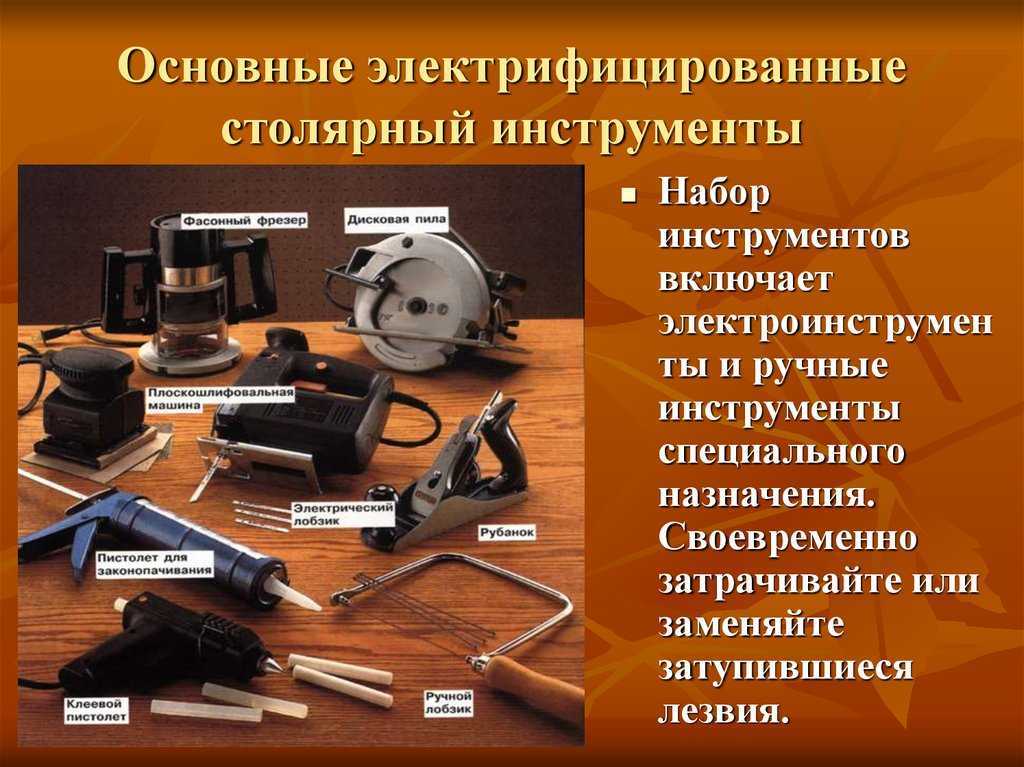 Вращая фрезы или фрезы со скоростью от 6 000 до 24 000 оборотов в минуту (об/мин), фрезер может создавать пазы и канавки, формировать кромки, выпрямлять материал и даже изготавливать столярные изделия.
Вращая фрезы или фрезы со скоростью от 6 000 до 24 000 оборотов в минуту (об/мин), фрезер может создавать пазы и канавки, формировать кромки, выпрямлять материал и даже изготавливать столярные изделия.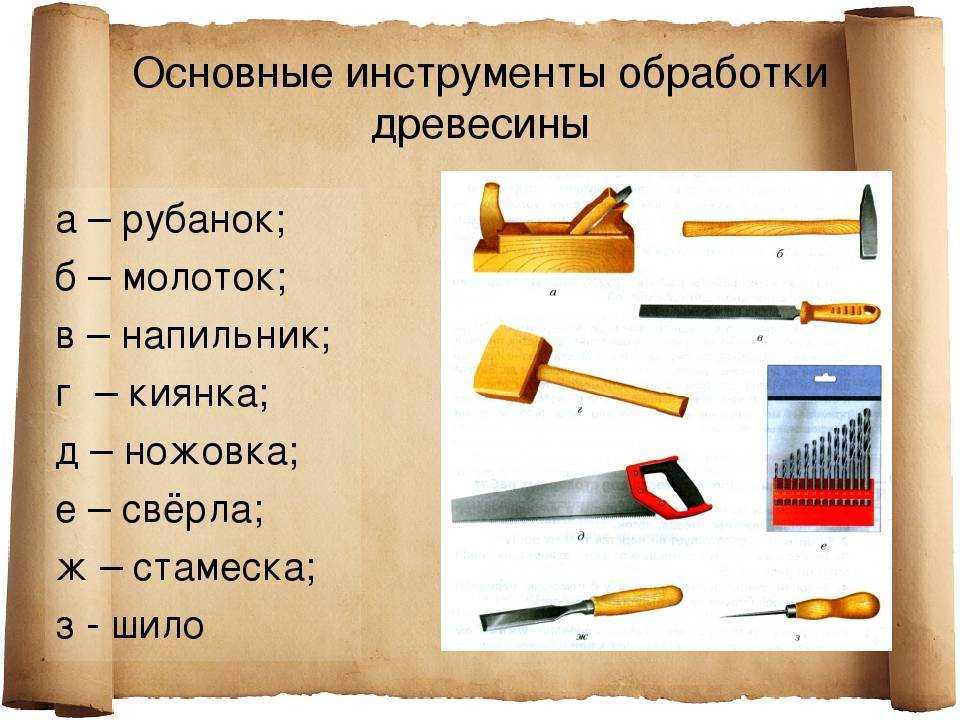

 Устройство оснащено регулятором скорости и системой пылевого фильтра. Он может подключаться к вашему пылесосу для более крупных шлифовальных работ.
Устройство оснащено регулятором скорости и системой пылевого фильтра. Он может подключаться к вашему пылесосу для более крупных шлифовальных работ. Такой инструмент, как ручной рубанок DeWalt 3-1/4 дюйма, который вращается со скоростью 34 000 об/мин и может выполнять резку глубиной до 1/16 дюйма, может выполнить эти задачи в кратчайшие сроки. Кроме того, когда лезвия изнашиваются, вы можете недорого заменить или заточить их.
Такой инструмент, как ручной рубанок DeWalt 3-1/4 дюйма, который вращается со скоростью 34 000 об/мин и может выполнять резку глубиной до 1/16 дюйма, может выполнить эти задачи в кратчайшие сроки. Кроме того, когда лезвия изнашиваются, вы можете недорого заменить или заточить их.

 Вот почему я купил гусеничную пилу, когда начал строить шкафы из своего гаража.
Вот почему я купил гусеничную пилу, когда начал строить шкафы из своего гаража.



 В статье мы расскажем о многочисленных разновидностях и особенностях их применения – это понадобится как новичку, так и для повторения профессионалу.
В статье мы расскажем о многочисленных разновидностях и особенностях их применения – это понадобится как новичку, так и для повторения профессионалу.

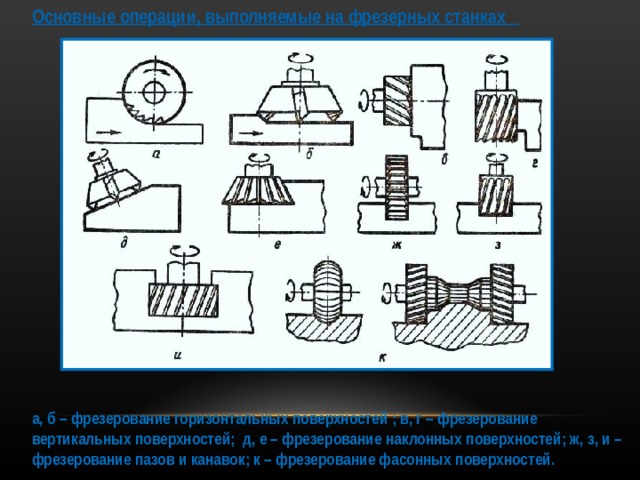



 Кромки резания сделаны с наклоном, что позволяет добиться любого угла работы. Посмотрим, какие есть подвиды.
Кромки резания сделаны с наклоном, что позволяет добиться любого угла работы. Посмотрим, какие есть подвиды.
 Их не стоит путать со шлифовкой. Задача – достигнуть максимальной чистоты при металлообработке.
Их не стоит путать со шлифовкой. Задача – достигнуть максимальной чистоты при металлообработке.
 Очень хорошо они подходят для металлообработки двух перпендикулярных плоскостей. Они делятся аналогично угловым на:
Очень хорошо они подходят для металлообработки двух перпендикулярных плоскостей. Они делятся аналогично угловым на:
 В то время как обдирная, черновая, промежуточная и даже чистовая стадия – это инструменты, которые не предназначены для шлифования.
В то время как обдирная, черновая, промежуточная и даже чистовая стадия – это инструменты, которые не предназначены для шлифования.
 Маленькие лезвия находятся со всех сторон рабочей сферы.
Маленькие лезвия находятся со всех сторон рабочей сферы.

 Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.
Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.

 И так, чего же ты ждешь? Давайте начнем.
И так, чего же ты ждешь? Давайте начнем. Черновая концевая фреза
Черновая концевая фреза Быстрорежущая сталь также называется HS или HSS. Быстрорежущая сталь не теряет своей твердости при повышении температуры. Следовательно, из-за лучшей твердости для изготовления концевых фрез используется быстрорежущая сталь. Концевые фрезы в основном используются при плунжерном, копировальном, торцевом фрезеровании и т. д. Торцовые фрезы и т. д. — это различные фрезы, которые используются в термине «концевая фреза».
Быстрорежущая сталь также называется HS или HSS. Быстрорежущая сталь не теряет своей твердости при повышении температуры. Следовательно, из-за лучшей твердости для изготовления концевых фрез используется быстрорежущая сталь. Концевые фрезы в основном используются при плунжерном, копировальном, торцевом фрезеровании и т. д. Торцовые фрезы и т. д. — это различные фрезы, которые используются в термине «концевая фреза».
 Более того, при фрезеровании целесообразна смена инструмента для получения требуемой конструкции.
Более того, при фрезеровании целесообразна смена инструмента для получения требуемой конструкции. д. Существуют распространенные типы концевых фрез.
д. Существуют распространенные типы концевых фрез. Их форма делает их идеальным выбором для обработки поднутрений.
Их форма делает их идеальным выбором для обработки поднутрений. Эти фрезы, также известные как фрезы для дерева, наиболее известны тем, что прорезают Т-образные пазы в деталях и заготовках. Эти типы фрез идеально подходят для вырезания пазов, используемых для головок болтов и подвесных кронштейнов в стеновых панелях.
Эти фрезы, также известные как фрезы для дерева, наиболее известны тем, что прорезают Т-образные пазы в деталях и заготовках. Эти типы фрез идеально подходят для вырезания пазов, используемых для головок болтов и подвесных кронштейнов в стеновых панелях. Этот резак придает бесшовную и гладкую полукруглую форму заготовкам.
Этот резак придает бесшовную и гладкую полукруглую форму заготовкам.
 Существует три основных типа фасонных фрез.
Существует три основных типа фасонных фрез. Вот наиболее распространенные материалы, используемые для изготовления фрез.
Вот наиболее распространенные материалы, используемые для изготовления фрез. С добавлением этих сплавов быстрорежущая сталь имеет более высокую вязкость, износостойкость и прокаливаемость, что обеспечивает более высокую скорость съема металла.
С добавлением этих сплавов быстрорежущая сталь имеет более высокую вязкость, износостойкость и прокаливаемость, что обеспечивает более высокую скорость съема металла. С другой стороны, инструменты с низким содержанием кобальта идеально подходят для чистовой обработки, а инструменты с высоким содержанием кобальта лучше всего подходят для черновой обработки.
С другой стороны, инструменты с низким содержанием кобальта идеально подходят для чистовой обработки, а инструменты с высоким содержанием кобальта лучше всего подходят для черновой обработки. Фрезы, изготовленные с использованием стеллита, идеально подходят для изготовления отливок автомобильных двигателей и других серийных деталей.
Фрезы, изготовленные с использованием стеллита, идеально подходят для изготовления отливок автомобильных двигателей и других серийных деталей.
 Фрезы для грубого металла идеально подходят для черновой обработки благодаря большой стружечной канавке, которая снижает трение между заготовкой, корпусом фрезы и самой стружкой.
Фрезы для грубого металла идеально подходят для черновой обработки благодаря большой стружечной канавке, которая снижает трение между заготовкой, корпусом фрезы и самой стружкой. Эти фрезерные инструменты бывают разных типов для разных целей фрезерования. Рекомендуется обратиться к специалисту за профессиональной консультацией.
Эти фрезерные инструменты бывают разных типов для разных целей фрезерования. Рекомендуется обратиться к специалисту за профессиональной консультацией.
 Будьте внимательны!
Будьте внимательны! 6 кг
6 кг Данный триммер имеет возможность вертикального скашивания? Крутится ли головка данного устройства?
Данный триммер имеет возможность вертикального скашивания? Крутится ли головка данного устройства?
 ..
..
 субьективно — он близок к легким маломощных электротриммерам с нижним расположением двигателя и мощностью до 500Вт
субьективно — он близок к легким маломощных электротриммерам с нижним расположением двигателя и мощностью до 500Вт
 ..
..

 Makita используются большинством мастеров, потому что они способны выдерживать большие нагрузки и сверхнадежны, а String Trimmer обычно хорошо спроектирован и прост в использовании.
Makita используются большинством мастеров, потому что они способны выдерживать большие нагрузки и сверхнадежны, а String Trimmer обычно хорошо спроектирован и прост в использовании. Его можно удлинить на 200 мм в зависимости от роста пользователя. Предохранитель, нажимаемый большим пальцем, и спусковой крючок запускают триммер. Вы толкаете предохранитель вперед, нажимаете на спусковой крючок и работаете, удерживая спусковой крючок.
Его можно удлинить на 200 мм в зависимости от роста пользователя. Предохранитель, нажимаемый большим пальцем, и спусковой крючок запускают триммер. Вы толкаете предохранитель вперед, нажимаете на спусковой крючок и работаете, удерживая спусковой крючок. Он легкий и компактный, и его хватит на впечатляющие 45 минут. Это означает, что вы можете легко подстригать все вокруг вашего сада, не перезаряжая его.
Он легкий и компактный, и его хватит на впечатляющие 45 минут. Это означает, что вы можете легко подстригать все вокруг вашего сада, не перезаряжая его. Я был впечатлен эффективностью этой системы и быстрым временем зарядки.
Я был впечатлен эффективностью этой системы и быстрым временем зарядки. И, конечно же, он оснащен поворотной головкой, регулируемой в пяти углах, что делает его превосходным инструментом для обрезки и обрезки кромок.
И, конечно же, он оснащен поворотной головкой, регулируемой в пяти углах, что делает его превосходным инструментом для обрезки и обрезки кромок. Это означало, что после десятиминутной езды вокруг яблонь в жаркий день двигатель был довольно теплым на ощупь, требуя короткого отдыха. (Он снова быстро остыл.)
Это означало, что после десятиминутной езды вокруг яблонь в жаркий день двигатель был довольно теплым на ощупь, требуя короткого отдыха. (Он снова быстро остыл.) Его легкость и сбалансированность означают, что любой маленький или не особенно сильный может использовать его. Время автономной работы и мощность также впечатляют для его размера.
Его легкость и сбалансированность означают, что любой маленький или не особенно сильный может использовать его. Время автономной работы и мощность также впечатляют для его размера. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте. Скоропортящиеся товары, такие как шлифовальные круги, защитная обувь, защитные каски, ремни безопасности, привязные ремни, сварочные электроды, силиконовые/акриловые герметики, сверла и т. д. возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы. Машины, работающие на бензине или дизельном топливе, также не подлежат возврату.
Скоропортящиеся товары, такие как шлифовальные круги, защитная обувь, защитные каски, ремни безопасности, привязные ремни, сварочные электроды, силиконовые/акриловые герметики, сверла и т. д. возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы. Машины, работающие на бензине или дизельном топливе, также не подлежат возврату.

 К преимуществам принтера Mimaki UJF-3042 (как и старшей модели UJF-6042) относят надежность, экономичность и высокую производительность.
К преимуществам принтера Mimaki UJF-3042 (как и старшей модели UJF-6042) относят надежность, экономичность и высокую производительность. Потом этот пластик можно припресовывать к более толстой заготовке.
Потом этот пластик можно припресовывать к более толстой заготовке.
 Возможна печать на прозрачном пластике, матовых, глянцевых листах, жестком, гибком, вспененном сырье. В производстве применяют:
Возможна печать на прозрачном пластике, матовых, глянцевых листах, жестком, гибком, вспененном сырье. В производстве применяют:

 Его основа — струйная UV-технология без применения пленок, неприятно пахнущих сольвентов, защитного лака. Их заменяют чернила, затвердевающие на поверхности листов под воздействием УФ-излучения.
Его основа — струйная UV-технология без применения пленок, неприятно пахнущих сольвентов, защитного лака. Их заменяют чернила, затвердевающие на поверхности листов под воздействием УФ-излучения.
 Рисунок покрывает листы 2х3 метра или рулоны 2,1х12 метров. Другие преимущества UV-печати по пластику:
Рисунок покрывает листы 2х3 метра или рулоны 2,1х12 метров. Другие преимущества UV-печати по пластику:

 Эти принтеры справляются с тонкими заготовками, поддерживают широкоформатное нанесение, компактны.
Эти принтеры справляются с тонкими заготовками, поддерживают широкоформатное нанесение, компактны.

 Ваша визитная карточка должна быть такой же уникальной, как и вы, чтобы выделяться, и пластиковые карты — это то, что вам нужно!
Ваша визитная карточка должна быть такой же уникальной, как и вы, чтобы выделяться, и пластиковые карты — это то, что вам нужно! Связывайтесь со своим цифровым профилем, используя QR-коды, технологию NFC и многое другое с BitSignal.
Связывайтесь со своим цифровым профилем, используя QR-коды, технологию NFC и многое другое с BitSignal. Комбинация создает незабываемую визитную карточку, которая понравится вашим клиентам и потенциальным клиентам.
Комбинация создает незабываемую визитную карточку, которая понравится вашим клиентам и потенциальным клиентам.


 Мы позаботимся обо всех сложностях, а вы пожинаете плоды программы подарочных карт в нескольких местах!
Мы позаботимся обо всех сложностях, а вы пожинаете плоды программы подарочных карт в нескольких местах!



 Чем ваши подарочные карты выделяются среди тысяч других? Привлекает ли это внимание, когда они проходят мимо? Подарочные карты – это…
Чем ваши подарочные карты выделяются среди тысяч других? Привлекает ли это внимание, когда они проходят мимо? Подарочные карты – это… Если вы не видите ответа на свой вопрос ниже, наши специалисты ждут вас.
Если вы не видите ответа на свой вопрос ниже, наши специалисты ждут вас.

 Когда вы работаете с пластиковыми принтерами, вы получаете индивидуальный профессиональный дизайн.
Когда вы работаете с пластиковыми принтерами, вы получаете индивидуальный профессиональный дизайн.
 мм
мм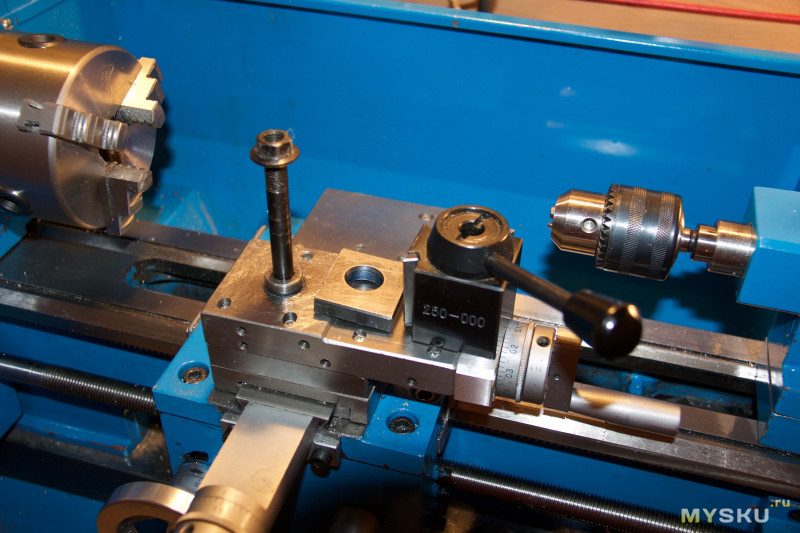 Новая Отрадовка, Ул.Горького, 34
Новая Отрадовка, Ул.Горького, 34 342.132.000 Тип: резцедержатель
342.132.000 Тип: резцедержатель 04.166 Тип: резцедержатель
04.166 Тип: резцедержатель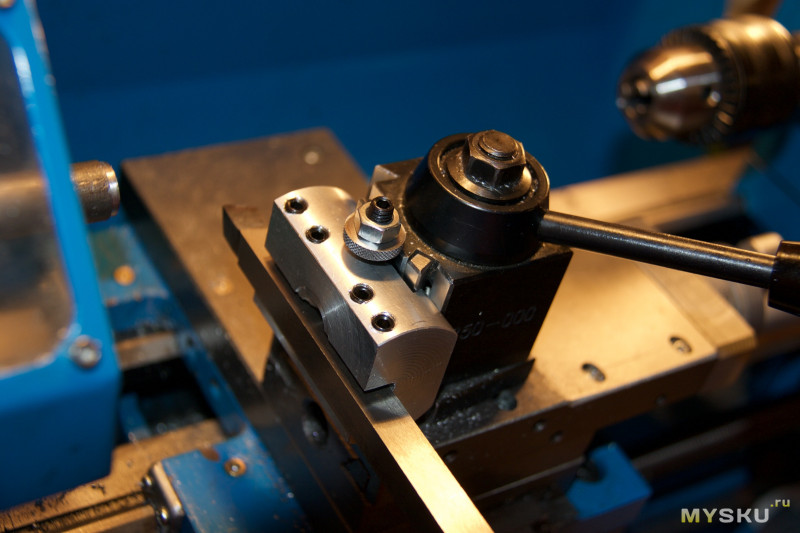 com
com В общем, посты инструментов
В общем, посты инструментов
 Наш набор быстросменных резцедержателей BXA имеет артикул 3658.
Наш набор быстросменных резцедержателей BXA имеет артикул 3658. com Мини-токарный станок HiTorque 7×12
com Мини-токарный станок HiTorque 7×12

 2
2 05.2023
05.2023 Позволяет устанавливать розетки. Размеры коробки: (Ш) 340 мм x (В) 335 мм x (Г) 160 мм. Номинальный ток 63А, согласно EN 60439-1 полная изоляция класса 2. Степень защиты IP65 и IK09. Цвет корпуса светло-серый (RAL 7035). Рабочая температура составляет от -25°C до 60°C. Он поставляется с защитными колпачками, крепежными винтами класса 2, а также маркировочными полосками и защитой для этикеток. Он поставляется с набором петель, закрепленных между нижней и передней частью, и разделяемой шторкой. Пустой, этот корпус соответствует IEC 60670. Оборудованные распределительные щиты, этот корпус соответствует IEC 60493-3. Этот корпус предназначен для внутренней и наружной водонепроницаемой установки.
Позволяет устанавливать розетки. Размеры коробки: (Ш) 340 мм x (В) 335 мм x (Г) 160 мм. Номинальный ток 63А, согласно EN 60439-1 полная изоляция класса 2. Степень защиты IP65 и IK09. Цвет корпуса светло-серый (RAL 7035). Рабочая температура составляет от -25°C до 60°C. Он поставляется с защитными колпачками, крепежными винтами класса 2, а также маркировочными полосками и защитой для этикеток. Он поставляется с набором петель, закрепленных между нижней и передней частью, и разделяемой шторкой. Пустой, этот корпус соответствует IEC 60670. Оборудованные распределительные щиты, этот корпус соответствует IEC 60493-3. Этот корпус предназначен для внутренней и наружной водонепроницаемой установки. 017 1
017 1
 Цвет корпуса светло-серый (RAL 7035). Рабочая температура составляет от -25°C до 60°C. Он поставляется с защитными колпачками, крепежными винтами класса 2, а также маркировочными полосками и защитой для этикеток. Он поставляется с набором петель, закрепленных между нижней и передней частью, и разделяемой шторкой. Пустой, этот корпус соответствует IEC 60670. Оборудованные распределительные щиты, этот корпус соответствует IEC 60493-3. Этот корпус предназначен для внутренней и наружной водонепроницаемой установки.
Цвет корпуса светло-серый (RAL 7035). Рабочая температура составляет от -25°C до 60°C. Он поставляется с защитными колпачками, крепежными винтами класса 2, а также маркировочными полосками и защитой для этикеток. Он поставляется с набором петель, закрепленных между нижней и передней частью, и разделяемой шторкой. Пустой, этот корпус соответствует IEC 60670. Оборудованные распределительные щиты, этот корпус соответствует IEC 60493-3. Этот корпус предназначен для внутренней и наружной водонепроницаемой установки. 017 1
017 1