Электроплата.ру (Краснодар) — официальный сайт, адрес, телефон — ID135877
Пожаловаться
Контакты Электроплата.
ру
Телефон: +7 (918) 320-09-25
Email: Написать
Веб-сайт: Перейти
Представитель компании на сайте: Электроплата.ру (Электроплата.ру)
Фактический адрес: г. Краснодар, ул. Калинина, 106
Электроплата.ру расположена по адресу г. Краснодар, ул. Калинина, 106. Юридический адрес компании: . Основными видами деятельности Электроплата.ру являются:
На сайте Проминдекс можно связаться с представителем организации Электроплата.ру (Электроплата.ру) по телефону: +7 (918) 320-09-25 или по электронной почте Написать. На официальном сайте Электроплата.ру, указанном в контактах, узнайте подробную информацию о деятельности и режиме работы организации.
Описание
Электрорадиокомпоненты для приятной работы
Электроплата.ру на карте
Телефонные номера с этой страницы: 79183200925
На сайте с 15 авг 2017
Новые товары и услуги компании
6 объявлений
Все объявления компании
Отзывы о Электроплата.
ру
Сферы деятельности Электроплата.ру
Похожие компании
Казанова Ксения
Дмитрий
Новиков Александр Иванович
Руслан Рузалевич Халиуллин
Батыр
Карточка компании
Объявления компании
Электрические скутеры и скейтборды с усилителем, лонгборды
Ищем скейтборды с ускорением оборотов, скейтборды Evolve,
или Minimotors Dualtron / Speedway
Хотя мы ЛЮБИМ Boosted, мы также ЛЮБИМ Evolve и Minimotors. Boosted USA теперь предлагает скейтборды Evolve и аксессуары, а также электрические скутеры Minimotors. Доски в наличии и отправляются прямо сейчас.
Почему именно электрические скутеры Minimotors?
Качество сборки так же впечатляет, как и производительность.
Электрические скутеры Dualtron представляют собой электрические скутеры высочайшего качества, которые вы можете найти сегодня. Они лучше всего построены, наиболее эффективны и имеют самый большой радиус действия на рынке. Испытайте лучшие электрические скутеры в мире. Переосмысление транспорта!
Все скутеры
Почему Evolve Skateboards
Тщательно продуманные доски Evolve — это высокопроизводительные машины, сочетающие в себе прочность, изысканность и материалы высочайшего качества с передовыми технологиями.
Создано гонщиками для гонщиков!
Компания Evolve Skateboards появилась на свет в Австралии в 2008 году из-за чистой страсти и одержимости поиском связи между сноубордом, серфингом и всем, что происходит на суше. После поиска лучшего электрического скейтборда по всему миру, Evolve была разработана из-за потребности в эстетически изысканных и качественных электрических скейтбордах, которые были ориентированы на создание незабываемых ощущений от бесконечных волн.
Купить все доски
Комплект форсированного двигателя $119,00
Усиленное зарядное устройство Продано
Комплект усиленного пояса 25,00 $
Shred Lights для усиленных плат из 7,99 $ 104,99 $
Усиленные защитные пластины Продано
Комплект для обслуживания подшипников $50,00
Батарейный блок стандартной серии $299,00
Шнур для дистанционной зарядки 4,00 $
CaliRides 105 из 169,00 $ 199,00 $
Колеса Boa Constrictor 100 мм 76a $120,00
Загруженный Caguama 85’s Complete Orange from 45,00 $
Loaded Caguama 85, полный синий цвет от 45,00 $
Loaded Caguama 85’s Complete Purple from 45,00 $
Caguama 85 с грузом — пара двух колес всего за 40 долларов США
Колеса 2-го поколения — 80 мм из 25,00 $ 119,00 $
Усиленные колеса Lunar Wheels — 80 мм — оранжевые от 30,00 $
Комплект для модернизации шкива/ремня с усилителем $69,00 $75,00
Винты/крылья усиленной батареи 9,00 $
Усиленная защита двигателя x2 Распродано
Усиленный наручный поводок (ремешок) X2 $5,00
Усиленная задняя шайба, прозрачная/черная 20,00 $
Инструмент для коньков Emfiss 15,00 $
Boosted Mini-X Deck Всего $149,00
Усиленный инструмент для коньков $9. 00
Усиленное оборудование для деки $12,00
Усиленный стелс-бампер $30,00
Драйвер двигателя/ESC/контроллер двигателя от 265,00 $
Шлем Triple 8 Gotham 74,99 $
Усиленный шлем — Тройной 8 миль в секунду $69,00 $99,00
Винты / Крылья привода двигателя с усилителем $9,00
Усиленные стояки $12,00
Boosted — Крышка драйвера двигателя от 10,00 $
Усиленные грузовики from 40,00 $
Тормозные колодки с усилителем оборотов (пара) $15,00
Рюкзак Boost 69,00 $ 179,00 $
Аккумуляторная батарея Boosted Rev
Продано
Защелка штока с усилителем оборотов $19,00 $29,00
Удлинитель форсированного клапана оборотов $7,00
Rev Tube 16,00 $ 19,00 $
Шина с форсированным двигателем $39,00 $49,00
Комплект ротора с форсированным двигателем $34,00
Двигатель с форсированным двигателем в сборе от 150,00 $
Шнур для зарядки от стены к коробке 7,00 $
Тормозная крышка с усилителем оборотов $25,00
Усиленная подставка Rev Kickstand $25,00
Комплект суппорта с усилителем оборотов $45,00
Stomp Brake Fender from $35,00
Тормозной рычаг с усилителем оборотов $75,00
Наклейки из 3,00 $
Усиленный задний привод полностью продан
Батарея Evolve — Bamboo GTR 14AH Продано
Аккумулятор Evolve Carbon GTR 14AH Продано
Аккумулятор Evolve Bamboo GTR 4AH Продано
Комплект для переоборудования Evolve GT/GTR 97mm Street 38T Gear 280,00 $
Комплекты для переоборудования ABEC 107 мм серии Evolve Hadean $280,00
Комплекты для переоборудования Evolve GT/GTR Evolve/ABEC 107 мм Street $280,00
Комплект для переоборудования Evolve GT/GTR 97mm Street 32T Gear 280,00 $
Комплекты для переоборудования Evolve GT/GTR All Terrain Продано
Evolve Phase Remote $200,00
Колеса Evolve F1 Street, черные (107 мм, 74a) $159,99
Двигатель Evolve GTR $149,99
Bluetooth-пульт Evolve GTR/Stoke R2 Продано
Набор втулок Evolve Performance (20 комплектов: по 4 шт. ) $115,00
Колоды Evolve из 110,00 $
Колеса Evolve GTR Street (97 мм, 76a), разные цвета 109,99 $
Зарядное устройство серии Evolve GTR/Stoke $99,99
Evolve Aluminium Street Drive Upgrade Kit 38T $94,99
Вездеходная шина Evolve 150 мм / 6 дюймов одинарная Продано
Чехлы для ремней Evolve 14,99 $
Evolve 6-дюймовая внутренняя камера Продано
Evolve 7-дюймовая внутренняя камера Продано
Y-образный ключ Evolve $9,99
Носовая защита для скейтбордов Evolve GT/GTR Продано
Быстрозарядные устройства MiniMotors $150,00
Сменные шины из 15,00 $
Тормозные колодки из 8,00 $
Буксирная рукоятка CarbonRevo Dualtron из 56,00 $
CarbonRevo Dualtron Upper Kiddy Bar 80,00 $
Стандартное зарядное устройство $60,00
Слайдеры CarbonRevo Dualtron $20,00
Алюминиевые шайбы CarbonRevo Dualtron 10,00 $
CarbonRevo Dualtron Заднее крыло из углеродного волокна from 95,00 $
Считыватель отпечатков пальцев Dualtron Продано
Подпишитесь на нашу рассылку новостей
Подпишитесь, чтобы получать последние новости о распродажах, новых выпусках и многом другом …
Купить электрические скейтборды онлайн | Evolve Skateboards US
Продажа сейчас
Shop and Save
Продажа от
GTR Bamboo All Terrain
Iconic ‘Go-Everywhere’ Cruiser
до 24-му места • 19000. Диапазон Sale: Salol: Salol: Salol: Salol: Salol: Salol: Salol: Salol: . $1 299,00
Узнать больше
Распродажа
Hadean Bamboo All Terrain
High Performance Cruiser
До 26 миль в час • Запас хода 25 миль ПРОДАЖА: $1 849,00
Узнать больше
ДОБРО ПОЖАЛОВАТЬ В ВАШЕ ЛЮБИМОЕ НОВОЕ ХОББИ
Катание на электрическом скейтборде — это весело, легко в освоении и быстро набирает популярность во всем мире. Отлично подходит для всех возрастов, чтобы освоить основы, требуется всего 15 минут.
Не знаете, с чего начать?
ОТВЕТЬТЕ НА ТЕСТ
СИЛЬНЫЙ, УМНЫЙ И СТИЛЬНЫЙ
Evolve сочетает в себе динамичный дизайн и новейшие технологии, чтобы обеспечить вам непревзойденную езду. Обладая несколькими наградами за инновации и дизайн, Evolve раздвигает границы с помощью первых в отрасли концепций, поэтому вы знаете, что катаетесь на электрических лонгбордах с революционными функциями.
ПОЧЕМУ ЭВОЛЮЦИЯ?
ПРЕИМУЩЕСТВА EVOLVE
Работая на рынке более 13 лет, Evolve имеет самую большую сеть центров обслуживания и поддержки клиентов, охватывающую более 50 стран. В США наши технические специалисты и вспомогательный персонал базируются в Южной Калифорнии.
УЗНАТЬ БОЛЬШЕ
УЗНАТЬ БОЛЬШЕ
Наша самая быстрая и мощная доска.
Непревзойденное качество сборки и производительность.
Карманная ракета. Наша самая легкая доска.
BOARD BUILDER
Пока мы производим доски Evolve, наше сообщество персонализирует их. С помощью Board Builder вы можете создать собственный электрический скейтборд именно так, как вы этого хотите!
ПОСТРОЙТЕ МОЮ ДОСКУ
Гонщики сказали
Отличная доска!
Это моя первая доска Evolve Board, и я очень впечатлен ею. Это идеальный размер с большой мощностью.
— Крейг В
Сток
Это потрясающе!
В равной степени удивительные и ужасающие. Лучшая покупка за долгое время. Отличный запас хода, и я рад, что могу снизить максимальную скорость.
— Toby K
Bamboo GTR 2in1
Одна из лучших вещей, которые я когда-либо покупал!
Если вы хотите снова почувствовать себя ребенком, катаясь на своей волшебной доске, купите это.
— Майк Б
Carbon GTR 2in1
Не знаете, с чего начать?
С таким количеством досок на выбор мы сделали викторину, чтобы помочь вам найти идеальную пару.
НАЧАТЬ ТЕСТ
КАК СМОТРЕТЬ В
Бесплатная доставка свыше 70 долларов США*
Для заказов на новые платы в США. Стандартные сборы применяются для других заказов.
Акционерное общество открытого типа «Завод Растр» организован в 1996г. на базе завода «Растр» министерства электронной промышленности бывшего СССР. Завод «Растр» МЭП СССР являлся одним из основных изготовителей прямоугольных соединителей, а по некоторым типам-единственным изготовителем.
АООТ «Завод Растр» специализированное предприятие по выпуску прямоугольных, малогабаритных, низковольтных (до 1500в), низкочастотных (до 3 мгц ) соединителей предназначенных для применения в аппаратурах связи, вычислительной техники и спецтехнике. Соединители выпускаются согласно ОСТ В 11 0121-91 и по частным техническим условиям МО РФ. На предприятии действует представительство заказчика ПЗ ВПУ МО Республики Армения, а с 2001г. ежегодно успешно проходит аттестацию со стороны «Военэлектронсерт» МО РФ, а выпускаемые соединители включены в перечень электроизделий разрешенных к применению при разроботке, модернизации, производстве и эксплуатации аппаратуры, приборов, устройств и оборудования военного назначения согласно МОП 44001.014. Наши изделия выпускаются с приемками «1» и «5».
На предприятии накоплен огромный опыт работы и внедрены передовые технологии по автоматической штамповке (до 1200 уд/мин), прессованию стеклонаполненных поликарбонатов и других пластмасс, имеется большой парк высокоточных автоматов продольного точения, богатое инструментальное производство, а также уникальный опыт локального, селективного покрытия контактов соединителей сплавами золота, серебра на автоматических линиях гальванопокрытий. АООТ «Завод Растр» сумел сохранить основной костяк высококвалифицированных инженерно-технических работников и специалистов, а главное — своих партнеров-потребителей наших изделий. И сегодня мы готовы к сотрудничеству, ждем Ваших предложений и замечаний для полного удовлетворения Ваших запросов и обеспечения выпуска традиционно качественных соединителей.
Продукция по классификатору
Отрасль
Электронная и электротехническая промышленность
Категория
Электронное производство
Подкатегория
Производство прочих радиоэлектронных компонентов, Производство радиоэлектронного оборудования
Реквизиты
Год основания
1996 г.
Расположение на карте
Оставить отзыв
Похожие компании
Эчмиадзинский приборостроительный завод
Выпускаемая продукция завода служит для использования в авиационной промышленности.
Электроприбор
Предприятие АООТ “Электроприбор” — завод по производству электро-измерительных приборов.
Горисский Гамма
ОАО «Горисский гамма» (прежний Горисский Приборный завод) создалось в 1981 г. на базе Института Радиофизики и электроники АН Республики Армения, как специализированное предприятие в составе ПО «ЗАРЯ» г. Санкт — Петербург, для серийного производства четырнадцати — разрядных фотоэлектрических цифровых преобразователей угла типа ППФЭ — 14.
Арменал
Единственный производитель фольги на Кавказе и в Центральной Азии.
Газпром Армения
Основной вид деятельности — поставка и реализация природного газа на внутреннем рынке Республики Армения.
31502639860 Поставка соединителей (Республика Армения АООТ Завод «Растр») (545544)
×
Бесплатный период истек
Избранное, цветные метки и изменения в избранных закупках
доступны на тарифах Стандарт и Эксперт.
Выбрать тариф
Закрыть
×
Требуется оплата
Подробные результаты доступны на тарифах Стандарт и Эксперт
Выбрать тариф
Закрыть
×
Произошла ошибка, последние действия не сохранились
Попробуйте снова или обновите страницу
Поставка соединителей (Республика Армения АООТ Завод «Растр»)
Начальная цена контракта
810 660,00 ₽
Контактные данные
Порядок размещения
Указано московское время
223-ФЗ, Запрос ценовых котировок в электронной форме
Перейти на B2B
Окончание подачи заявок
19. 08.2015 14:00
Рассмотрение заявок
20.08.2015 13:00
Подведение итогов
20.08.2015 13:00
Документы
Скачать одним архивом
Заказчик
Акционерное общество «Уральское Проектно-Конструкторское Бюро «Деталь»
ИНН 6612011546
КПП 661201001
Анализ заказчика
Все закупки заказчика
Место поставки
623409, Свердловская обл. , г. Каменск-Уральский, ул. Пионерская, д. 8
Объекты закупки
Условия участия
Требования к участникам
Требование к отсутствию участников закупки в реестре недобросовестных поставщиков
[Вашингтон, округ Колумбия: Центральное разведывательное управление, 2002 г.]
Заголовки
—
Армения (Республика) — Карты
—
Армения (Республика)
Заметки
—
«База 802741AI (C00132) 8-02».
—
Также показаны основные административные единицы.
—
Также выпускается с заштрихованным рельефом.
—
Доступен также на веб-сайте Библиотеки Конгресса в виде растрового изображения.
—
Включает примечание.
Середина
1 карта: цв. ; 18 х 17 см.
Номер телефона/физическое местоположение
G7150 2002 .U5
Репозиторий
Отдел географии и карт Библиотеки Конгресса Вашингтон, округ Колумбия 20540-4650 США dcu
Цифровой идентификатор
http://hdl. loc.gov/loc.gmd/g7150.ct002044
Контрольный номер Библиотеки Конгресса
2002625531
Онлайн формат
изображение
Постоянная ссылка LCCN
https://lccn.loc.gov/2002625531
Дополнительные форматы метаданных
MARCXML-запись
МОДС Запись
Дублинская основная запись
Манифест презентации IIIF
Манифест (JSON/LD)
Часть
Общие карты (6685)
Отдел географии и карт (56 413)
Американская память (513 356)
Онлайн-каталог Библиотеки Конгресса (1 347 684)
Права и доступ
Карты в материалах Коллекции карт были либо опубликованы до 1922, произведенные правительством США, или и то, и другое (см. каталог записи, которые сопровождают каждую карту для информации о дате издание и источник). Библиотека Конгресса предоставляет доступ к эти материалы в образовательных и исследовательских целях и не знает о любой защиты авторских прав США (см. Раздел 17 Кодекса Соединенных Штатов) или любой другие ограничения в материалах Коллекции карт.
Обратите внимание, что письменное разрешение владельцев авторских прав и/или других прав владельцев (таких как права на публичность и/или конфиденциальность) требуется для распространения, воспроизведение или иное использование охраняемых объектов, выходящее за рамки разрешенного добросовестным использованием или другие установленные законом исключения. Ответственность за создание независимого юридическая оценка объекта и получение необходимых разрешений в конечном итоге остается за лицами, желающими использовать предмет.
Кредитная линия: Библиотека Конгресса, отдел географии и карт.
Процитировать этот товар
Цитаты генерируются автоматически из библиографических данных, как для удобства и может быть неполным или точным.
Стиль цитирования Чикаго:
Центральное разведывательное управление США. Армения . [Вашингтон, округ Колумбия: Центральное разведывательное управление, 2002] Карта. https://www.loc.gov/item/2002625531/.
Стиль цитирования APA:
Центральное разведывательное управление США. (2002) Армения . [Вашингтон, округ Колумбия: Центральное разведывательное управление] [Карта] Получено из Библиотеки Конгресса, https://www.loc.gov/item/2002625531/.
Стиль цитирования MLA:
Центральное разведывательное управление США. Армения . [Вашингтон, округ Колумбия: Центральное разведывательное управление, 2002] Карта. Получено из Библиотеки Конгресса, .
Прогнозирование местонахождения доисторических памятников на Южном Кавказе
Прогноз местоположения доисторических местонахождений на Южном Кавказе
Кристофер М. Николсон, Чарльз П. Эгеланн и Борис Гаспарян
Основные моменты
Моделирование расширения ArcGIS Spatial Analyst направлено на выявление областей с потенциальным местонахождением сохранение.
Анализ пригодности участка вводит географические переменные в модель ГИС.
Исследования в других областях и периодах времени могут выиграть от прогнозного моделирования.
Горы Южного Кавказа (которые включают современные республики Армения, Азербайджан и Грузия), расположенные между Африкой, Европой и Азией, служили важной артерией для людей на протяжении всего периода палеолита (от 2,6 млн до 12 000 лет). назад). Хотя в этом регионе есть богатые записи палеолитических исследований, многие из памятников не были проанализированы современными археологическими методами. Поэтому выявление новых памятников в регионе, которые можно раскопать и проанализировать с помощью современных методов, является обязательным. По сравнению с памятниками более поздних периодов времени палеолитические памятники обычно редки и невзрачны.
Растровая карта оценок пригодности участка для долины реки Дебед.
Используя лицензии Esri University, исследователи из Университета Северной Каролины в Гринсборо и Университета Вайоминга совместно с Национальной академией наук Республики Армения использовали ArcGIS for Desktop с Spatial Analyst для прогнозирования местоположения палеолитических стоянок в северной Армения. Моделирование в ArcGIS Spatial Analyst было сосредоточено на двух задачах: определении в очень широком смысле потенциальных регионов исследования и выявлении областей в пределах региона исследования с хорошим потенциалом для сохранения участков такого отдаленного возраста.
Древние тропы и современные районы исследования
Одним из основных источников евразийского населения на протяжении всего периода палеолита была Африка. Поэтому был построен теоретический маршрут миграции между северо-восточной Африкой и палеолитической стоянкой Дманиси (Республика Грузия). Датированный примерно 1,8 миллиона лет назад и сохранивший как каменные орудия труда, так и ископаемые останки вымерших животных и Homo erectus , Дманиси является старейшим общепризнанным свидетельством присутствия человека за пределами Африки. Была использована простая модель анализа пути затрат (CPA), которая определяет путь от источника к месту назначения с учетом препятствий для путешествия. Предполагая, что люди выбрали бы путь, который минимизирует стоимость (энергию) путешествия, цель CPA состояла в том, чтобы определить путь с наименьшими затратами (LCP). Эта функция была выполнена в ArcGIS 9.3 с помощью Spatial Analyst. Стоимостной растр был представлен современной местностью (цифровая модель рельефа), которая создала самый «дешевый» кумулятивный маршрут относительно стоимости.
Исходя из этого, самый дешевый маршрут проходит на северо-восток через Сирию в западную Турцию и огибает северо-западную границу Армении. Оказавшись на Малом Кавказе в северной Армении, LCP проходит на север и заканчивается в Дманиси. Учитывая его зависимость от современной местности, CPA не предназначался для предсказания точного местоположения палеолитических стоянок, а скорее для изоляции потенциальных областей исследования. То, что CPA хорошо соответствовало распределению известных палеолитических памятников в Армении, подтверждает идею о том, что этот регион был важным коридором для перемещения палеолитических человеческих популяций.
Пригодность участка и местонахождение участка
Среднепалеолитические каменные артефакты из Баграташена.
Следующим шагом было определение конкретных областей внутри или рядом с LCP для целенаправленного обследования пешеходов. Вскоре стало очевидно, что в долине реки Дебед на севере Армении не хватает палеолитических памятников, несмотря на то, что многочисленные памятники были зарегистрированы в прилегающих районах.
Учитывая это и расположение реки вблизи смоделированного LCP, был проведен анализ пригодности участка. Анализ пригодности участков вводит переменные в ГИС-модель, которая географически отображает области, которые с наибольшей (и наименьшей) вероятностью сохранения участков на основе показателей пригодности (чем выше показатель, тем более благоприятна территория для сохранения участков). Расположение ранее идентифицированных палеолитических памятников в Армении использовалось для определения прогностических переменных для местоположения памятника. Переменными, наиболее тесно связанными с местоположением участка, были уклон, экспозиция, высота, растительный покров и близость к рекам. Используя преобразование линейной шкалы (LST), числовые значения для каждой переменной были присвоены на основе количества сайтов, попавших в определенную категорию. Затем значения LST для каждой переменной суммировались с помощью растрового калькулятора и усреднялись для удаления возможных выбросов. Это привело к оценке пригодности в диапазоне от 0 (самая низкая пригодность) до 100 (самая высокая пригодность). В целом самые высокие оценки пригодности были связаны с участками, расположенными вблизи рек, с пологим уклоном и относительно открытой растительностью.
Рассчитанные значения растра были переклассифицированы в три категории пригодности: Неподходящие, Подходящие и Очень подходящие. Затем эти значения были использованы для создания растровой карты для визуализации потенциального местоположения палеолитических памятников в долине реки Дебед, что, в свою очередь, послужило для сосредоточения усилий по исследованию.
Заключение
На основе анализа пригодности участка предварительное обследование пешеходов, проведенное летом 2009 года в долине реки Дебед, выявило 25 новых палеолитических стоянок, охватывающих почти два миллиона лет. Среди этих стоянок следует отметить Баграташен 1, который содержит очень хорошо сохранившийся комплекс каменных орудий среднего палеолита (~ 100 000 лет назад), и Ахтанак 3, в котором сохранились каменные орудия, похожие на орудия из соседнего Дманиси. На самом деле есть несколько областей с высокими показателями пригодности, которые еще не обследовались.
Об авторах
Кристофер Николсон является исполняющим обязанности директора Системы данных о водных ресурсах Университета Вайоминга. Чарльз Эгеланд — доцент антропологии в Университете Северной Каролины в Гринсборо. Борис Гаспарян — научный сотрудник Института археологии и этнографии Национальной академии наук Республики Армения.
За дополнительной информацией обращайтесь к Кристоферу Николсону (эл.
LB-52U, Ф 2,6 | Проект Курск-Строй. Качественные решения.
2 100 ₽
Низководородные сварочные электроды компании kobelco, LB-52U считаются эталонными в части качества и заслуженно стоят очень достойных денег. Многие компании России стремятся приблизиться к стандартам, заданным KOBE STILL. Предложив рынку аналоги, достойные внимания. но пока получается не очень чтобы удачно, что безусловно печалит, но тем не менее лучше приобрести дорогие электроды для особо ответственных конструкций, например магистральных трубопроводов, чем отвечать за разрушение или менее трагичную ситуацию. Но шутки в сторону!
Тактико-технические характеристики ЛБ-52У, Ф 2,6:
Электроды хороши для работы в любых положениях. Дуга стабильна, разбрызгивание минимально. Диффузия водорода низкая. Дуга и проплавление наиболее качественные в линейке аналогов (это наше субъективное мнение).
Сертифицированы НАКС
Диаметр: 2,6 мм
Длина: 350 мм
Основное покрытие
Возможно работать током любой полярности. Переменная или постоянная — неважно. Тут по вкусу.
Режим прокалки: 300-350 градусов Цельсия, 30-60 минут
Рабочий ток: 60-90 А
Предел текучести: 441 Ньютон на квадратный сантиметр
Предел прочности: 546 Ньютон на квадратный сантиметр
Удлинение: 31 %
Ударная вязкость KCV: 65; 72; 140; 158; 212 для температур -60; -40; -20; 0; +20 градусов Цельсия соответственно
Некоторые считаю, что Российский аналог это УОНИ 13/55, но нам так не кажется. В любом случае производителей УОНИ 13/55 много и если хотите заменить LB-52U — выбирайте наиболее топовых.
Химический состав в процентах (%): C (углерод) — 0,06; Mn (марганец) — 1; Si (Кремний) — 0,52; Cr (Хром) — 0,03; Ni (Никель) — 0,01; Mo (Молибден) — 0,01; V (Ванадий) — в виде следов; S (Сера) — 0,005; P (Фосфор) — 0,011
Ну и в конце описания можно пошутить.
Итак, шутка 1: «Электродом ЛБ-52У от Японцев в принципе можно варить и без сварочного аппарата. Настолько он хороший. Берешь электрод и трешь тщательнее»
шутка 2: «Электроды Кобелко настолько дорогие, что должны вариться сами»
шутка 3: «Что раскаляется сильнее? Электрод LB-52U во время сварки или различные части тел директоров и снабженцев когда они видят цену за килограмм?»
Послесловие:
Шутки на тему цены проверены на себе, так как мы и сами периодически варим металлоконструкции, но эти зверские стальные Японские прутья в секретной обмазке стоят своих денег. Швы мягкие, стабильные. В общем если не знать цены, то это гарантированно одни из лучших электродов в мире.
Quantity
1
Категория: Электроды Метка: электроды
Описание
Детали
Описание
Электроды кобелко, кобе стилл, LB-52U
диаметр: 2,6 мм,
упаковка: 5 кг.
В наличии на складе в г. Курчатов, Курской области. Возможна доставка курьером или отправка транспортной компанией в любую точку ЦФО..
Детали
Вес
5 kg
Габариты
36 × 8 × 6 cm
Сварочные электроды Кобелко (Kobelco) LB 52U диаметр 2,6 мм
Тип металла: Вседля углеродистых и низколегированных сталейдля высоколегированных сталей, нержавейкидля легированных сталейдля чугунадля алюминиядля бронзыдля меди
Вес упаковки, кг:
Производитель: ВсеСпецЭлектродESABЭлектродный завод (СПб)ЛЭЗСЗСЭ TM MONOLITHKOBELKO (Япония)РИМЕТАЛКChangZhengTCWM, Китай
Новинка: Вседанет
Спецпредложение: Вседанет
Результатов на странице: 5203550658095
Электроды
New Products
jpg»> Oxygen Concentrators
SUPER SPECIALS
Analgesics / Biofreeze
Billing Forms / Envelopes
Bottles, Jars and Holsters
Braces / Supports
Chiropractic Drop Table
Diagnostic
Disinfectants / Gloves
Электроды ЭКГ
Электротерапия
Электроды
Портативные десятки, EMS, IF, Micro
jpg»> ECG -электроды
Проводящие гели и спреи
Портативные единицы. для клинических отделений
Ионофорез
Эфирные масла
Упражнения/реабилитация
Горячая/холодная терапия
Ионофорез
Kinesiology Tape
Massage Bolsters
jpg»> Massage Chairs & Stools
Massage Cremes, Lotions, Gels and Oils
Massage Hot Stones
Massage Sheets & Covers
Massage Tables
Massagers: Electric & Manual
Paper Products
Подушки / подушки
Настольные обогреватели
Полотенца и полотенцесушители
jpg»> Теннисные шляпы от солнца
Скидки за объем
Подержанные товары
Выбирать …
Бомонт Продактс, Инк.
Биозаморозка
Биотон
Чаттануга Групп
Клинические медицинские услуги
Основные продукты
Крио-273®
Криодерм®
Выбор доктора
Драйв Медицинский
Страховые формы
ИОМЕД
Ортогель
Паркер Лабс
Роско Медикал, Инк.
Сомбра
Терабат
Выбор терапевта®
Главная > Электротерапия > Электроды
Отображаемые продукты 1 — 26 из 26 результатов
Показать: 30
60
90
200
Сортировка: По умолчанию
Цена от низкой до высокой
Цена от высокой к низкой
Имя (А-Я)
Имя (Я-А)
Новейшие
Круглые электроды диаметром 2 дюйма, коричневое тканевое покрытие, высококачественные гелевые электроды премиум-класса для максимального повторного использования, 4 шт.
в упаковке
Ваша цена: $1,99
СПЕЦИАЛЬНЫЕ: 1,99 за штуку, (10+) 1,89 доллара за штуку, (50+) 1,79 доллара за штуку, (100+) 1,59 доллара за штуку
2,75-дюймовые круглые электроды с белой пенопластовой накладкой, 4 шт. в упаковке
Ваша цена: $2,99
Купите 100 электродов и получите бесплатный предмет из выпадающего списка подарков
Ваша цена: от $119,00
СПЕЦИАЛЬНАЯ АКЦИЯ: Купите 100 электродов и получите подарок бесплатно или со скидкой из выпадающего списка (действительно, пока есть в наличии)
Купите 100 упаковок электродов 2 x 4 дюйма и получите блок TENS в подарок
Ваша цена: $219,00
СПЕЦИАЛЬНЫЙ: Купите 100 упаковок электродов 2 x 4 дюйма и получите блок TENS БЕСПЛАТНО
Электроды Therapist’s Choice® TENS/EMS, 4 отдельных электрода в упаковке
Ваша цена: от 1,49 долл. США
1,5″ x 1,5″ тканевое покрытие желтовато-коричневого цвета, высококачественные гелевые электроды премиум-класса для максимального повторного использования, 4 шт.
в упаковке
Ваша цена: $1,79
Высококачественный гель размером 1,5 x 1,5 дюйма для максимального повторного использования
Круглые электроды 2 дюйма, покрытие из белой пены, высококачественные гелевые электроды премиум-класса для максимального повторного использования, 4 шт. в упаковке
Ваша цена: $1,99
Экономичные электроды 2″x2″ «Отличное соотношение цены и качества», 4 шт. в упаковке
Ваша цена: $1,49
Специальное предложение: $1,49каждый, (10+) 1,39 долл. США каждый, (100+) 1,19 долл. США каждый, (400+) 0,99 долл. США. Торопитесь, Спецпредложение закончится без предупреждения! Доступен в белой ткани и белой пене
2″x2″ Тканевое покрытие желтовато-коричневого цвета, высококачественные гелевые электроды премиум-класса для максимального повторного использования, 4 шт. в упаковке
Ваша цена: $1,99
СПЕЦИАЛЬНЫЕ: 1,99 за штуку, (10+) 1,89 доллара за штуку, (50+) 1,79 доллара за штуку, (100+) 1,59 доллара за штуку
Высококачественные гелевые электроды премиум-класса с белым тканевым покрытием 2 x 2 дюйма для максимального повторного использования, 4 шт.
в упаковке
Ваша цена: $1,99
СПЕЦИАЛЬНЫЕ: 1,99 за штуку, (10+) 1,89 доллара за штуку, (50+) 1,79 доллара за штуку, (100+) 1,59 доллара за штуку. Белая ткань 2 x 2 дюйма, гель премиум-класса для максимального повторного использования.
Высококачественные гелевые электроды премиум-класса с белым поролоновым покрытием 2 x 2 дюйма для максимального повторного использования, 4 шт. в упаковке
Ваша цена: $1,99
СПЕЦИАЛЬНЫЕ: 1,99 за штуку, (10+) 1,89 доллара за штуку, (50+) 1,79 доллара за штуку, (100+) 1,59 доллара за штуку. Белая пена 2 x 2 дюйма, гель премиум-класса для максимального повторного использования.
2″x4″ Great Value, электроды из коричневой ткани, 4 шт. в упаковке
Ваша цена: $2,49
2″x4″ Great Value, Электроды из белой пены, 4 шт. в упаковке
Ваша цена: $2,49
Высококачественные электроды из коричневой ткани 2 x 4 дюйма, 4 шт.
в упаковке
Ваша цена: $2,79
Высококачественные белые поролоновые электроды 2 x 4 дюйма, 4 шт. в упаковке
Ваша цена: $2,79
Высококачественные белые поролоновые электроды 2 x 4 дюйма, 4 шт. в упаковке.
2,75-дюймовые круглые коричневые электроды с тканевым покрытием, 4 шт. в упаковке
Ваша цена: $2,79
Электрод-бабочка с белым тканевым покрытием 4 x 6 дюймов, 1 шт. в упаковке
Ваша цена: $1,99
СПЕЦИАЛЬНЫЙ: Всего $1,99 за упаковку. Спешите, акция закончится без предупреждения
Профессиональные электроды TENS Doctor’s ChoiceTM, 4 отдельных электрода в упаковке
Ваша цена: Доступно только для практикующих врачей, для покупки требуется вход в систему с подтвержденным медицинским обслуживанием
Электроды Doctor’s ChoiceTM Professional TENS
Эластичный бинт для позиционирования/фиксации резиновых электродов
Ваша цена: от 11,99 долл. США
Signa Spray
Ваша цена: $36,99
Электродный гель Spectra 360, туба 2 унции (60 г)
Ваша цена: $1,99
Электродный гель Spectra 360, туба 2 унции (60 г)
Провода TENS & EMS с защелкивающимися наконечниками 3,5 мм, длиной 47 дюймов, белого цвета.
СВЕРХДЛИННЫЕ отведения Tens и Ems длиной 6 футов (72 дюйма) для большинства стандартных устройств, таких как TENS 3000, TENS 7000, Twin Stim, линия Roscoe Medical
Ваша цена: $5,99
Десятки и Ems СВЕРХДЛИННЫЕ провода длиной 6 футов (72 дюйма)
Отведения Tens и Ems для TENS 3000, TENS 7000, Twin Stim, линии Roscoe Medical
Ваша цена: от $3,99
Провода отведений Tens и Ems для Therapist’s Choice® TENS 3MT и EMS 250
Ваша цена: $2,99
Эластичный проводящий адгезивный гель, туба 50 г
Ваша цена: $4,99
Ваша корзина пуста.
Biofreeze Special (Купите 20, получите 4 БЕСПЛАТНО)
От $165,44
Профессиональный обезболивающий гель Biofreeze® — 1 галлон. — Зеленый
Доступно только для практикующих врачей, для покупки требуется подтвержденная медицинская учетная запись
Двухканальный комбинированный блок TENS3N1: TENS, EMS и массаж
15,99 $
Шейное углубление, подушка 20 x 26 дюймов СПЕЦИАЛЬНО: ( 3+) $16,99 за шт., (6+) $15,99 за шт., (12+) $14,99 за шт.каждый, (20+) 1,59 долл. США каждый
Начиная с 1,79 долл. США
Подголовники премиум-класса 12 x 24 дюйма с прорезью для лица, 1000 шт. в упаковке
29,99 долл. США
Двойная опора для спины — купите 1 шт. за 15,98 долл. США, получите 1 БЕСПЛАТНО!
15,98 долл. США
Одноразовые подголовники Therabuilt®, купите 10 штук по 10,99 долл. США каждый и получите бесплатный товар на выбор из раскрывающегося списка
109,90 долл. США
Электроды эконом-класса «Отличное соотношение цены и качества», 2 x 2 дюйма, 4 шт. в упаковке
1,49 $
Купите 100 электродов и получите бесплатный предмет из выпадающего списка подарков
От 119 долларов США
Электроды с 2 иглами для доставки лекарств или генов in vivo
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
800-272-2775
Больше просмотров
2-игольчатые электроды в виде массива
Электрод типа in vivo, специально разработанный для доставки генов в мышцы.
Продукт
Артикул №
Цена
Набор из 2 игл, 5 мм, упаковка. из 6, с ручкой
45-0168
Посмотреть цену
Набор из 2 игл, 10 мм, упаковка. из 6, с ручкой
45-0167
Посмотреть цену
Набор из 2 игл, 5 мм, упак. из 6
45-0121
Посмотреть цену
Набор из 2 игл, 10 мм, упаковка. из 6
45-0120
Посмотреть цену
Ручка с двумя иглами, 5 мм, для 45-0168
45-0206
Посмотреть цену
Ручка с двумя иглами, 10 мм, для 45-0167
45-0205
Посмотреть цену
Войдите/зарегистрируйтесь, чтобы делать покупки только в США. Все остальные, пожалуйста, войдите/зарегистрируйтесь или свяжитесь с нами, чтобы узнать местные цены.
Двухигольный матричный электрод BTX представляет собой электрод типа in vivo, специально разработанный для внутримышечной или внутрикожной доставки генов. Он доступен с зазорами между электродами 5 мм и 10 мм (расстояние между электродами). Рукоятка 45-0167 предназначена для наконечников игл 45-0120 10 мм и используется для больших мышечных масс, таких как икроножная мышца крысы. Рукоятка 45-0168 предназначена для наконечников игл 45-0121 диаметром 5 мм и рекомендуется для небольших мышечных масс, таких как большеберцовая мышца мыши. Другие виды и ткани можно подвергать электропорации с помощью двухигольной матрицы. Сами иглы изготовлены из медицинской нержавеющей стали.
Набор состоит из многоразовой рукоятки с двумя иглами Delrin и одноразовых сборок с двумя иглами. Наборы игл в сборе удобно упакованы в «шесть упаковок». Сами иглы изготовлены из медицинской нержавеющей стали.
ПРИМЕНЕНИЕ И ПРИМЕНЕНИЕ
Среди невирусных методов переноса генов in vivo прямая инъекция плазмидной ДНК в мышцу является простой, недорогой и безопасной. Было показано, что доставка генов in vivo путем инъекции и электропорации ДНК в мышечную ткань увеличивает экспрессию генов в 100 раз по сравнению с одной инъекцией. Вакцинация ДНК путем прямого введения ДНК-векторов на основе плазмид in vivo на животных моделях оказалась очень эффективной. В литературе было продемонстрировано, что невирусная электропорация значительно увеличивает экспрессию генов в мышцах, что позволяет индуцировать иммунный ответ у крупных животных.
Взявшись за ручку блока игл, просто поместите ручку над блоком блока игл и нажмите, чтобы закрепить блок игл на ручке. Присоедините рукоятку к генератору импульсов BTX с помощью банановых кабелей высокого напряжения. Снимите защитный экран иглы, поместите его в ткань и подайте импульс. Откажитесь от массива игл и подготовьтесь к следующему эксперименту.
НЕОБХОДИМЫЕ КАБЕЛИ
Требуется для подключения к Gemini X2 и ECM 830
45-0088
Набор адаптеров «мама/мама» для кабелей с разъемами типа «банан»
45-0217
Кабели банан-банан, красный и черный, 10 футов
Требуется для подключения к ECM 2001+
45-0088
Набор адаптеров «мама/мама» для кабелей с разъемами типа «банан»
45-2057 или 45-2058
Высоковольтный выходной кабель ECM 2001+, длина 5 футов или 10 футов
Требуется для подключения к Legacy ECM 2001
45-0088
Набор адаптеров «мама/мама» для кабелей с разъемами типа «банан»
45-0083
Коаксиальный кабель с разъемом типа «банан», красный и черный, 10 футов
ИСПОЛЬЗОВАНИЕ ДВУХИГОЛЬЧНЫХ ЭЛЕКТРОДОВ С СИСТЕМАМИ ЭЛЕКТРОПОРАЦИИ GEMINI X2 И ECM 830
В этом примере генератор Gemini X2 подключается с помощью показанной ниже последовательности кабелей и адаптеров. Электрод с 2 иглами.
ИСПОЛЬЗОВАНИЕ ЭЛЕКТРОДОВ С ДВУМЯ ИГЛАМИ С СИСТЕМОЙ ЭЛЕКТРОФУЗИИ И ЭЛЕКТРОПОРАЦИИ ECM 2001+
-Игольчатый электрод.
ИСПОЛЬЗОВАНИЕ МАТРИЧНЫХ ЭЛЕКТРОДОВ С 2 ИГЛАМИ С СИСТЕМОЙ ELECTRO CELL FUSION & ELECTROPORATION ECM 2001
В этом примере генератор Legacy ECM 2001 подключается с помощью кабелей и адаптеров, показанных ниже, к электрод с 2 иглами.
Трубогиб ручной гидравлический ТГ-15 – устройство, предназначенное для холодной гибки стальных водопроводных и газопроводных труб диаметром от 0,5 до 3 дюймов под нужным углом (но не более 90 градусов). Устройство может работать при температуре воздуха от -10 до +50 С в горизонтальном либо вертикальном положениях. Трубогиб ТГ-15 отличается компактностью, простотой эксплуатации и удобством при транспортировке.
Конструктивно трубогиб ручной гидравлический ТГ-15 представляет собой гидравлический плунжерный насос, совмещенный с гидроцилиндром, на резьбе которого крепится опорная плита. На наконечник гидроцилиндра надевается гибочный сегмент. С помощью штырей к опорной плите крепятся траверсы, в их отверстия вставляются упоры. Устройство приводится в действие при помощи ручки.
Устройство широко используется в строительстве, теплоэнергетике, нефтехимической промышленности, жилищно-коммунальной сфере. Преимуществом ручного трубогиба является возможность его использования в тесных помещениях и непосредственно на месте монтажа трубопровода. При этом не требуется предварительно набивать трубы песком или иными наполнителями, что значительно сокращает время гибки труб и повышает производительность.
Технические характеристики трубогиба ручного гидравлического ТГ-15
Подготовка устройства к работе и порядок выполнения работы
Выберете гибочный сегмент нужного размера и наденьте его на шток.
Установите ролики-упоры в специальные отверстия на раме и закрепите их в соответствующем положении.
Вставьте трубу в желоб гибочного сегмента, с помощью качков рукоятки обеспечьте выход штока и выполните гибку трубы под нужным углом.
Отверните винт у основания гидроцилиндра на один-полтора оборота для возврата штока в исходное положение.
Меры безопасности
Перед тем, как начать работу, необходимо внимательно изучить инструкцию по эксплуатации трубогиба ручного гидравлического ТГ-15, ознакомиться с его устройством, убедиться в исправности узлов и механизмов. Затем проверьте надежность крепления технологической оснастки и протестируйте работу трубогиба на холостом ходу.
Регулировка и чистка механизмов производится только при снятии гидравлического давления и полной остановке агрегата.
К трубогибочным работам допускаются лица, изучившие устройство ручного гидравлического трубогиба, правила эксплуатации и имеющие навыки работ с подобными механизмами.
Трубогибы: Трубогиб ручной гидравлический ТГ-1
Профилегиб (трубогиб) — ПТ-200 УПрофилегиб ПГ-400
Вернуться к: Трубогибы
Базовая цена для комбинации 11500,00 руб
Цена 11500,00 руб
Цена без налогов 11500,00 руб
Скидка
Размер налога
Цена / кг:
Описание
Трубогиб гидравлический ручной ТГ-1 имеет широкую область применения — строительство, организации теплоэнергетики, нефтепереработка и предприятия ЖКХ. Его предназначение – сгибать водо- и газопроводные трубы из стали для придания нужного угла без риска деформации профиля (при гибке нет нужды нагревать или набивать песком трубу). Незаменим трубогиб гидравлический ТГ 1 при работе в небольших по площади помещениях и на «выездных» работах, так как имеет довольно компактные габариты и невысокий вес для транспортировки.
Описание и преимущества гидравлического трубогиба ТГ-1
Гидроцилиндр модели ТГ 1 оснащен поршнем оптимального размера, что позволяет купить гидравлический трубогиб для работы с трубами используемыми во внутри домовом хозяйстве. Состоит аппарат из гидравлического насоса, совмещенного с гидравлическим цилиндром, наконечник которого завершается сменным гибочным сегментом. Для удобства перемещения агрегат снабжен регулируемыми опорными ножками. Реализуется в комплекте с металлическим кейсом для хранения и набором гибочных сегментов из чугуна (башмаков) с параметрами от 3/8″ до 1″.
Производитель ООО «ПК Сатурн» предлагает приобрести гидравлические трубогибы, цена которых при покупке от завода-изготовителя сделает покупку инструмента не только полезной, но и исключительно выгодной.
Внимание! Внешний вид и конструкция трубогиба может иметь отличия от представленной на сайте. Отличия принципиально не влияют на характеристики оборудования.
Диаметр гиба составляет 4 D
Поставляется в металлическом ящике.
Характеристики изгибаемых труб:
Условный проход ДУ (мм)
Обозначение в дюймах
Наружный диаметр (мм)
Радиус гиба (мм)
10
3/8
17
50
15
1/2
21,3
65
20
3/4
26,8
80
25
1
33,5
100
Габариты
435х110х370
Макс круглая труба, мм
33,5
Вид гибки
Прямой угол
Тип привода
Гидравлический
Возврат штока
Пружинный
Размеры трубогибных сегментов
3/8
Возможность поворота рабочей части в горизонтальное положение
90
Похожие товары:
11500,00 руб
49750,00 руб
34800,00 руб
17000,00 руб
Трубогибочные станки | Carell Corporation
ТРУБОГИБЫ
Нажмите на изображение или прокрутите вниз, чтобы увидеть описания,
стандартное оборудование, опции и технические характеристики Процедуры гибки, такие как «гибка прессом» или «гибка вращающейся вытяжкой», используются для придания заготовке формы штампа. Прямую трубную заготовку можно формовать с помощью гибочного станка, чтобы создать множество одиночных или множественных изгибов и придать заготовке желаемую форму.
— Подробнее о гибке труб и труб —
СЕРИЯ ETM
Серия ETM оснащена самыми современными технологиями, предназначенными для гибки труб и профилей с оправкой или без нее, и способна изгибать как прямо, так и левое направление. Диапазон диаметров составляет от 1/2 дюйма до 3 дюймов, и они могут изгибаться более чем на 180° с высочайшим качеством отделки при минимальном радиусе изгиба, равном 3-кратному диаметру трубы.
Благодаря нашему новому «цифровому сенсорному экрану программирования гибки» эти станки чрезвычайно просты в использовании: он позволяет выбрать до 99 программ, каждая из них с последовательностью 5 остановов в операции гибки с автоматической регулировкой упругости материала. Более того, он также может сохранять каждый проект как повторяемую программу.
Вверху до
Верхний
Верхний
Верхний
Верхний
. Компрессионные Бендеры
5555. Цитата
НАВЕРХ
Корпорация Carell гордится тем, что является национальным дистрибьютором ротационных прессов Pedrick!
Компания Pedrick Tool & Machine Co., основанная в 1875 году в Филадельфии, штат Пенсильвания, разработала нашу линейку ротационных компрессионно-гибочных станков для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру с использованием самых современных материалов и компонентов в машиностроении для гибки тяжелых стен. трубы, трубы и конструкционные секции. Линейка включает 12 моделей для любого бюджета и сферы применения.
Изгибы, выполненные по радиусу 3D-изгиба, соответствуют спецификациям Американского института нефти (API) в отношении овальности (сплющивания) и утончения стенки.
КОНЦЕПЦИЯ: Вращательный принцип гибки сжатия использует стационарную формовочную матрицу и мощный грязесъемный рычаг, который вращается вокруг матрицы и тянет заготовку вокруг матрицы для создания изгиба. Рычаг стеклоочистителя фиксируется на вращающейся верхней пластине. Различные конструкционные, профилированные и экструдированные профили также могут быть сформированы с использованием процесса ротационного прессования, что экономит время и деньги!
СТАНДАРТНОЕ ОБОРУДОВАНИЕ: Эти машины Pedrick имеют рабочую поверхность и вращающуюся верхнюю плиту из толстого нормализованного стального листа, установленного на прочной раме из литой или легированной стали. Гибочный рычаг приводится в действие электрическим самотормозящим бесщеточным прямоугольным мотор-редуктором SEW-Eurodrive, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL. Распределительное устройство заключено в шкаф типа NEMA с внешним разъединителем с предохранителем Lock-Out/Tag-0ut. Регулируемые концевые выключатели и ручное управление входят в стандартную комплектацию.
Особенности: (нажмите, чтобы открыть файл в формате pdf)
• Механический привод. (Гидравлика или
пневматика не используются для гибки труб или труб)
• Прочный чугунный или стальной корпус
• Редуктор с конической шестерней
с двигателем и тормозом TEFC
• Валы из термообработанного сплава
3
3
3 Сферические роликоподшипники
• Блок управления NEMA 12 соответствует спецификациям NEC JIC
• Концевой выключатель для выбора угла и
Автоматический реверс
Преимущества:
• Быстрая смена инструмента
• Регулируемые концевые выключатели
• Требует минимального обслуживания
• Доступно 12 моделей и портативных устройств!
Опции: • Инструменты не являются обязательными и рассчитываются в соответствии с
в соответствии с производственными потребностями.
Машины доставляются прямо с нашего предприятия к вам после тщательного тестирования нашими механиками, обученными на заводе C UNI-76 UNI-89
Ротационные гибочные станки, изготовленные из прочной стали, но недорогие по цене, с компактными размерами, системой быстрой смены инструментов и цифровым программированием для точной воспроизводимости.
Request-A-Quote
BACK TO TOP
UNI-42 BENDER 3/4″
Трубогибочный станок без стержня
Цифровое сохранение 9 программ, до 9 гибов в каждой
0 Односкоростная гибка 23 Поворотный привод с питанием, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскостей изгиба
UNI-60 BENDER 1-1/2″
Бездорновый поворотный трубогиб
Цифровое хранение 9 программ, до 9 изгибов в каждой
Односкоростная гибка
Электрический привод вращения, 220 В, только одна фаза
ОПЦИИ Гибка с объемной оправкой, гибка с малым радиусом Принадлежности
UNI-60 Combi-Cal 1-1/2″
Ротационный гибочный станок без оправки
Цифровое хранение 9 программ, до 9 изгибов в каждой
Односкоростная гибка
Электрический привод вращения, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскости гибки
Наша команда имеет опыт, чтобы подобрать для вашего трубогибочного станка правильные матрицы для нужного наружного диаметра (OD) и CLR (радиуса центральной линии или «размера изгиба»). Большинство из этих применений относятся к стали, но некоторые из них отличаются. Некоторые материалы более склонны к растрескиванию, например алюминий. Некоторые материалы более склонны к образованию складок, например медь и нержавеющая сталь. К материалам, которые имеют тенденцию хорошо изгибаться, относятся Docol R8, 4130 Chromoly, углеродистая сталь и Sandvik 2507 Duplex Stainless.
Есть 2 коэффициента, о которых вы должны знать, когда речь заходит о штампах, это коэффициент D и коэффициент стенки (или просто «D и «WR»). «D» матрицы — это CLR, деленное на наружный диаметр трубки или трубы, которую она изгибает. Таким образом, матрица 3,5 CLR для 1-дюймовой трубки — это матрица 3,5D. Меньшие значения всегда хуже для качества гибки, при этом 3,0 является общим нижним порогом для большинства отраслей. WR (или соотношение стенок) основано только на материале, но очень важно для выбора штампа. Это отношение наружного диаметра материала к толщине стенки. Таким образом, трубка с наружным диаметром 1,75 и стенкой 0,120 составляет 1,75/0,120 = 14,58.
Все, что в старшем подростковом возрасте или выше для WR, становится сложной территорией для изгиба. Когда у вас коэффициент D на уровне 3 или ниже, а коэффициент стенки от среднего до старшего подросткового или выше, вы можете ожидать, что ваша деформация составит 10% или более (это означает, что 2-дюймовая труба деформируется примерно до 1,80 в середине). сгибать). Наша диаграмма производительности, конечно, намного точнее, чем общая теория, изложенная в этом абзаце, поэтому, пожалуйста, полагайтесь на этот источник для ваших окончательных критериев выбора штампа. Вот несколько рекомендаций по выбору штампа в зависимости от того, что вы делаете:
Проекты 4×4:
(отбойники, багги, экзоклетки, каркасы кабины, джипы, Тойоты и т. д.): используйте головку для трубы с наружным диаметром 1,75 (1 3/4). Вы будете использовать стенку .120, и лучше всего она будет смотреться на штампе 6″ CLR (радиус изгиба), но можно сделать и на 4,5 CLR с большей деформацией.
Клетки NHRA/SFI:
1,625 (1 5/8) x 0,083 — это трубка, на которой основано большинство спецификаций NHRA, но вам придется получить свой свод правил, чтобы определить все необходимые размеры. Например, 25,3 SFI также использует 3/4″, 1″, 1 1/8″, 1 1/4″ и 1 1/2″. Получите 6,0 CLR для всех размеров, которые вы покупаете с наружным диаметром более 1,25, чтобы иметь возможность сгибать используемую тонкостенную трубку. Помните, что в сводах правил указана минимальная толщина стенки и минимальный диаметр, вы всегда можете увеличить и увеличить толщину и пройти проверку, что позволит вам купить меньше штампов для завершения проекта. Справочник NHRA охватывает автомобили с 8,50-секундным ET (прошедшее время) на 1/4 мили и медленнее, и это бесплатно в Интернете NHRA. Более быстрые автомобили покрываются фондом SFI, а спецификации не бесплатны (вы можете приобрести их у SFI).
Клетки SCCA/NASA/autocross/rallycross/Pro Touring/Road Racing:
Спецификации SCCA/NASA широко варьируются в зависимости от гоночного класса и веса автомобиля. . Для некоторых автомобилей допускается внешний диаметр 1,5 (1 1/2), а для некоторых требуется внешний диаметр 1,75 (1 3/4). Спецификации доступны на веб-страницах SCCA и NASA бесплатно. Следуйте тем же рекомендациям CLR, что и NHRA/SFI, описанным выше.
SCORE offroad:
(Ultra4, Trophy Trucks, Baja 500/1000, другие гоночные серии): Для получения дополнительной информации перейдите на веб-страницу SCORE. По состоянию на 05.06.17 автомобили с гоночной массой более 4400 фунтов должны использовать трубы с наружным диаметром 2,00 дюйма и минимальной стенкой 0,120 дюйма для основной конструкции каркаса. Мы предлагаем только 2-дюймовые штампы с радиусом 6 дюймов, которые изгибают стену толщиной 0,120 дюйма. В 2017 году компания SCORE опубликовала пересмотр своих правил, согласно которому все клетки должны быть «изгибами оправки». Мы полагаем, что это не было хорошо понято автором, когда писалось. SCORE ежегодно утверждает множество сепараторов, которые не изгибаются на оправке, но технически это требуется в их документации. См. в другом месте на этой странице и в нашем магазине, как M600, который мы разрабатываем и продаем, является единственным доступным трубогибочным станком в мире. Вы должны быть в состоянии сделать сепаратор, соответствующий SCORE, без оправки, но теперь это серая зона из-за того, что их процесс проверки не соответствует их документации.
Машины для песка:
(песочные рельсы, багги для езды по дюнам и т. д.): Они, как правило, никак не регулируются. У нас есть калькулятор для труб, который может помочь вам сравнить материалы, и имейте в виду, что это ваша безопасность на линии. Свет быстр, а свет и быстрота могут быть опасны. Эти проекты варьируются от легких машин с двигателем VW до автомобилей с двигателем LS мощностью более 1000 лошадиных сил. С небольшой стороны для более легких и медленных проектов может быть достаточно 1,5 x 0,095 (используйте кристалл 1,5 OD x 6 CLR). В более тяжелых и быстрых проектах 1,75 x 0,095 — хороший материал для рассмотрения (матрица 1,75 OD x 6 CLR). Уменьшите вес на более коротких опорных трубах, купив вторую и третью матрицу, уменьшив размер основной трубы на 1/4 дюйма и 1/2 дюйма. Рекомендуемые матрицы: 1,5 OD x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR.
Side-by-Side, SXS, RZR и т. д.:
Мы рекомендуем использовать тот же наружный диаметр, который был на складе рядом с вами, чтобы клетка могла использовать все болты, которые поставлялись с ней (зеркала, крепления для ремня). , огнетушитель, фонари и т.д.). Это 1,75 OD почти для всех бок о бок, за исключением Can-Am Maverick, у которого 2,0 OD. Мы рекомендуем матрицу 6.0 CLR для обоих этих материалов. Популярный размер поддержки составляет 1,25 OD, и мы рекомендуем кристалл 4,5 CLR для этого приложения.
Другие автомобили:
Если ваша сборка предназначена для отдыха (не рассматривается в другом месте в этом разделе), мы рекомендуем 1,75 OD для автомобилей весом более 3500 фунтов, 1,625 (1 5/8″) для автомобилей весом более 3000–3499 фунтов и Трубка с наружным диаметром 1,50 для автомобилей до 3000 фунтов. Мы не несем ответственности за решения, которые вы принимаете в отношении сборки. Это просто руководство, чтобы помочь вам учиться. Толщина стенок варьируется и обычно составляет 0,120 и 0,095, а иногда включает 0,083 (0,083 — это обычно сплав 4130). Имейте в виду, что клетки и шлемы обычно идут вместе, и вам следует обратить внимание на то, как далеко вы кладете металл от головы водителя и как вы планируете предотвратить травму головы, если водитель не всегда будет носить шлем. .
JEEP Wrangler (TJ/LJ/JK):
Большинство наших клиентов используют стенку 1,75x.120, на ваш выбор штамп 4,5 или 6,0 CLR. Сепаратор OEM на TJ/LJ имеет наружный диаметр 2,125 (2 1/8″). Jeep использовал этот большой внешний диаметр в попытке компенсировать серьезное отсутствие трубок и треугольников, присутствующих на стандартной клетке, а также все неподдерживаемые изгибы. Стандартный каркас безопасности явно не подходит для многих ситуаций опрокидывания на бездорожье, но его можно сильно укрепить/реконструировать, чтобы сделать его безопасным, если все сделано правильно.
Поручни:
Труба диаметром 1 1/4″ сортамента 40 является наиболее распространенным материалом из стали, нержавеющей стали или алюминия. Этот удобный размер соответствует строительным нормам в большинстве областей и очень недорог. Вы можете использовать кристалл 4.5 или 6.0 CLR. Этот материал имеет наружный диаметр 1,66.
Лодочные работы:
Спортивные катера в большинстве случаев имеют кильватерные башни, изготовленные из трубы 1,50 (материал наружного диаметра 1,90… труба, а не труба). Алюминий является предпочтительным материалом. Возьми себе 1.90 x 6 CLR из нашего ассортимента трубных штампов, а также прижимные ролики или прижимные штампы сверхвысокой молекулярной массы, чтобы вы могли сгибать алюминий. Рыбацкие лодки и другие прогулочные суда часто имеют ракетные установки, стойки для удочек, навесы для бимини и бикини, Т-образные топы и т. д. Их можно сделать из чего угодно, но наиболее распространена алюминиевая труба 1 1/4, поскольку она доступна по цене и не заржавеет.
Техническое описание печей электронагревательных ПЭА
Печи электронагревательные ПЭА предназначены для обогрева помещений АЭС.
Классификация печей согласно ПНАЭГ-01-011-97 (ОПБ 88/97) — 3 класс безопасности. Категория сейсмостойкости согласно НП-031-01 — I.
Эксплуатация печей предусмотрена в макроклиматическом районе УХЛ по ГОСТ 15150-69.
Конструкция печей допускает установку в вертикальном положении, с напольным или настенным способом крепления, а также обеспечивает возможность механического и электрического соединения печей в блоки для получения необходимой мощности. При заказе в блочном исполнении в комплект поставки входят соединительные пластины и питающий кабель между печами.
Структура условного обозначения печей при заказе и в других документах:
ПЭА — Х/3 — П или С — ГТА.27.00.000 ТУ
где: ГТА.27.00.000 ТУ — обозначение ТУ П или С — способ закрепления при соединении блоком Х/3 — номинальные мощность нагревателя, кВт/ напряжение, В (только при 380 В) ПЭА — печь электронагревательная для АЭС
Пример условного обозначения печи номинальной мощностью 1 кВт, номинальным напряжением 220 В: ПЭА-1- ГТА. 27.00.000 ТУ.
Пример условного обозначения печи номинальной мощностью 5 кВт, номинальным напряжением 380 В, с блочным соединением по полу: ПЭА-5/3-П-ГТА.27.00.000 ТУ.
Конструктивно печи состоят (см. рисунок) из корпуса, внутри которого закреплены трубчатые электронагреватели (ТЭН): в печах ПЭА-1, ПЭА-1/3 — один ТЭН, в печах ПЭА-1,5, ПЭА-1,5/3, ПЭА-2, ПЭА-2/3 — два ТЭНа, в печах ПЭА-3/3, ПЭА-5/3 — 3 ТЭНа. Печи оборудованы устройством аварийного отключения ТЭНов в случае перегрева корпуса — биметаллическим термостатом. ТЭНы после срабатывания термостата автоматически включаются через 5-10 мин. Также печи снабжены устройством защиты от короткого замыкания — вставкой плавкой. О работоспособности печей сигнализирует лампа индикаторная. Для крепления печей в комплект поставки входят стеновые и напольные кронштейны. Подключение к сети производится через кабельный ввод на корпусе к клеммной колодке внутри печей.
Складная печь из стали и чугуна Mil-Tec Tent Stove Small 14260000
Недоступен
9 795 грн
Смотреть
DOM-ONLINE — защита и расходные материалы
Печь крановая типа ПЭТ (ПЭТ-2, ПЭТ-4) 0. 6кВт / 220В
Недоступен
618 грн
Смотреть
ТИТАН АТЛАНТ
Печь крановая типа ПЭТ (ПЭТ-2, ПЭТ-4) 0.8кВт / 220В
Недоступен
720 грн
Смотреть
ТИТАН АТЛАНТ
Печь крановая типа ПЭТ (ПЭТ-2, ПЭТ-4) 1.25кВт / 220В
Недоступен
798 грн
Смотреть
ТИТАН АТЛАНТ
Руководство по покупке электропечи
| Семейный мастер на все руки
Ищете новую систему отопления? Когда вы рассмотрите все свои варианты, вот что вам нужно знать об электрических печах.
Если вы планируете заменить систему отопления или установить ее впервые, не исключайте электрическую печь. Простые, долговечные и более дешевые, чем другие варианты нагрева, современные электрические печи являются потомками дуговой печи, разработанной в 1879 году британским изобретателем немецкого происхождения сэром Уильямом Сименсом. По оценкам, от 10 до 15 процентов домов в США используют электрические печи в качестве основного источника тепла. Узнайте подробности об электрических печах и о том, как они работают, чтобы принять взвешенное решение о том, как отапливать свой дом.
На этой странице
Что такое электрические печи и как они работают?
Электрические печи представляют собой отопительные приборы, состоящие из закрытого металлического ящика, содержащего электрический нагревательный элемент и нагнетательный вентилятор. Как и их аналоги, работающие на жидком и газовом топливе, электрические печи представляют собой агрегаты с принудительной подачей воздуха с термостатическим управлением, которые автоматически включаются, когда термостат обнаруживает, что температура в здании упала ниже заданного значения. При включенном нагревательном элементе автоматически включается внутренний вентилятор, который обдувает нагревательный элемент воздухом, а затем распределяет подогретый воздух по сети воздуховодов туда, где он необходим в здании. При достижении заданной температуры нагревательный элемент и вентилятор отключаются до тех пор, пока они снова не потребуются.
Детали и детали электропечей
Нагревательные элементы: Толстые полосы или проволоки из электростойкого металла (обычно из смеси никеля и хрома). Когда в них подается электричество, электрическое сопротивление производит тепло.
Тепловые реле: Они регулируют количество электроэнергии, подаваемой на нагревательные элементы.
Пленум: Небольшая воздушная камера в печи, которая собирает воздух и способствует его более эффективной циркуляции.
Электрический трансформатор: Снижает входное напряжение (240 вольт) до напряжения, используемого элементами управления печи (часто 24 вольта). , затем нагнетает этот воздух в воздуховоды, нагревая здание в соответствии с настройками термостата.
Возвратные воздуховоды: Они втягивают ненагретый воздух из здания в топку, где вентилятор нагнетает его на нагревательный элемент.
Фильтры: Бытовой воздух естественным образом насыщен переносимой по воздуху пылью, пухом и мусором. Фильтры предотвращают попадание этого нежелательного вещества в печь и его выталкивание вентилятором через воздуховоды в другие части здания. Фильтры следует заменять каждые несколько месяцев (конкретные рекомендации производителя см. в руководстве пользователя), чтобы печь работала оптимально.
Секвенсоры: Многие электрические печи имеют несколько нагревательных элементов. Секвенсоры контролируют, когда каждый из них включается и выключается по мере потребности в тепле, равномерно распределяя электрическую нагрузку.
Термостат: Встроенный в печь термостат управляет включением и выключением нагревательных элементов и вентилятора, включает их при потребности в тепле и выключает при достижении заданной температуры.
Электрическая печь. Вопросы и стоимость
Электрические печи стоят от 685 до 1100 долларов. Стоимость установки варьируется от 1000 до 2000 долларов в зависимости от размера и сложности устройства.
В целом, электрические печи примерно на 300% дороже в использовании, чем газовые.
Исходя из текущей средней стоимости электроэнергии в США, составляющей 0,13 доллара США за киловатт-час, эксплуатация типичной электрической печи стоит 32 доллара США за миллион БТЕ по сравнению со стоимостью от 10 до 12 долларов США за миллион БТЕ для типичной газовой печи.
Электрические печи относительно компактны по сравнению с другими типами печей и могут быть установлены вместе с охлаждающим змеевиком, обеспечивающим кондиционирование воздуха в теплое время года.
Некоторые считают электрические печи более безопасными и экологичными, чем печи, работающие на газе и жидком топливе, потому что они не создают выбросов и не предполагают никакого сжигания топлива.
В целом, электрические печи дороже в эксплуатации, чем плинтусные или настенные обогреватели.
Большинство бюджетных электропечей служат от 15 до 20 лет, в то время как более качественные устройства часто служат от 18 до 25 лет.
Электрическая печь по сравнению с другими вариантами нагрева
Электрическая печь Плюсы:
Первоначальные удельные затраты на 50% ниже, чем у газовых и масляных печей.
Затраты на установку ниже из-за того, что электрические печи не нуждаются в вентиляции, в отличие от газовых и масляных печей.
Им не требуются внешние топливные баки, такие как газовые и масляные печи. Резервуары масляных печей часто нуждаются в замене каждые 10 лет или около того из-за страховых полисов и риска коррозии.
Электрические печи не производят угарный газ.
Электрические печи относительно просты в обслуживании, только фильтры, двигатели вентиляторов и нагревательные элементы требуют периодической или редкой замены.
В целом они более долговечны, чем тепловые насосы, и так же долговечны, как газовые печи. Узнайте разницу между тепловым насосом и печью.
Недостатки электропечи:
Более высокие эксплуатационные расходы по сравнению с газовыми или жидкотопливными печами из-за того, что электричество дороже, чем природный газ и мазут.
Электрические печи обычно не рекомендуются для постоянного использования в холодном климате (в основном из-за стоимости).
Популярные видео
ⓘ
Является ли электрическая печь энергоэффективным вариантом
Исследование энергопотребления в жилых домах показывает, что почти 50% американских домов имеют газовые печи, и это число будет еще выше, если вы ограничите это исследование до только государства и регионы с холодным климатом. С другой стороны, электрические печи и тепловые насосы присутствуют примерно в 30% домов, и это число увеличилось за последние два десятилетия. Одна из причин этой тенденции заключается в том, что электрические печи часто рекламируются как наиболее энергоэффективный вариант. Но так ли это просто?
Энергоэффективность
Вопрос «Эффективны ли электрические печи?» распространен в мире HVAC. Среди многих потребителей существует определенная путаница, и одна из причин заключается в том, что термин энергоэффективность часто неоднозначен. В научном смысле энергоэффективность – это соотношение между потребляемой энергией и полезной отдачей. В этом смысле электрические печи очень эффективны. Но когда потребитель спрашивает об энергоэффективности, на самом деле он часто спрашивает об экономической эффективности, и этот вопрос требует гораздо более сложного ответа.
Годовая эффективность использования топлива
Годовая эффективность использования топлива — часто сокращенно AFUE — это показатель, который измеряет тепловую эффективность печей и другого отопительного оборудования. Стандартные газовые печи имеют AFUE от 78% до 84%. Если газовая печь имеет 81% AFUE, это означает, что 19% сжигаемого газа теряется и, таким образом, не превращается в тепло.
Все электропечи имеют 100% АФУЭ. Это означает, что 100% потребляемой электроэнергии преобразуется в тепло. Но сравнивать AFUE электрической печи с AFUE газовой печи все равно, что сравнивать яблоки с апельсинами. Вот где возникает путаница, и почему ответ намного больше, чем просто сравнение показателей эффективности.
Электрические и газовые печи
Как газовые, так и электрические печи относятся к типам обогрева с принудительной подачей воздуха. Оба получают сигнал от термостата и когда начинать и прекращать производство тепла.
Когда газовая установка получает этот сигнал, она зажигает свою основную горелку с помощью запальника, представляющего собой небольшое постоянно горящее пламя. Затем печь использует свой теплообменник для передачи тепла от горелки воздуху, который будет распространяться по всему дому. Электрическая печь не имеет запальника или горелки. Вместо этого у него есть электрический теплообменник.
Тепловая эффективность
Хотя электрическая печь технически более эффективна с точки зрения термической эффективности, чем газовая печь, она не является более эффективной из-за характера своей конструкции. Газовые печи часто описываются как обеспечивающие более сильный или мощный нагрев, и многие люди замечают, что газовое тепло ощущается теплее, чем электрическое. Причина этого в том, что газовые печи нагревают воздух до температуры от 120 до 140 градусов по Фаренгейту.
Однако электрическая печь нагревает воздух только примерно до 95 градусов — ниже температуры тела. Этого достаточно, чтобы обогреть дом, но это означает, что газовая печь будет нагревать дом быстрее, ее не нужно будет включать так долго и часто, и она менее подвержена потерям энергии при циркуляции нагретого воздуха по воздуховодам.
Предварительные и эксплуатационные расходы
Электрические печи обычно дешевле газовых. Это варьируется от региона к региону, но общая стоимость газовой печи — оборудование плюс установка и при условии, что не требуется переоборудование — будет в 1,5-2,5 раза больше, чем у электрической печи.
Однако стоимость эксплуатации газовой печи намного меньше, потому что природный газ дешевле электричества. Ваш счет за отопление может быть на 30% выше с электрической печью, что более чем компенсирует более высокие первоначальные затраты.
Срок службы
Этот аспект сравнения становится еще более интересным, если учесть срок службы. Ожидается, что электрические печи прослужат 10 лет и могут прослужить до 20 лет при регулярном обслуживании. Ожидается, что газовые печи прослужат 20 лет и могут прослужить до 30 лет с очисткой и настройкой.
Таким образом, несмотря на то, что электропечи изначально стоят меньше, на самом деле их совокупная стоимость владения намного выше. Из-за более длительного срока службы газовые печи обычно имеют более длительные и надежные гарантии.
Качество воздуха в помещении
Одним из привлекательных аспектов электрической печи является то, что она безопаснее и чище. Сжигание природного газа грязно. Воздух, нагретый газом, имеет запах, а воздух, нагретый электричеством, — нет. Угарный газ является побочным продуктом сжигания природного газа.
Вы должны планировать сезонное обслуживание как электрических, так и газовых печей, но это особенно важно для газовых печей из-за связанных с этим рисков для здоровья. Это не означает, что электрические печи не создают загрязнения. Они делают, но в гораздо меньшей степени.
Размер печи
Определение размера любой печи важно, но определение размера электрической печи является более сложной задачей. Факторы включают не только квадратные метры вашего дома, но также планировку и климатическую зону, в которой вы живете. Важно привлечь профессионала к выбору устройства, чтобы убедиться, что вы выбрали правильные характеристики.
Печь неправильного размера будет неэффективной и не прослужит долго. Это верно даже для печи, которая слишком велика для своего дома, потому что это приводит к короткому циклу и, следовательно, к дополнительному износу.
Высокоэффективные печи
Высокоэффективные печи существуют с 1980-х годов, и за прошедшие 40 лет технология значительно улучшилась. Они становятся достаточно популярными, и по этой причине покупатели часто спрашивают, а существует ли такое понятие, как электропечи с высоким КПД.
Ответ на этот вопрос — нет. Что касается причины, почему нет, давайте вернемся к разделу AFUE. Электропечи имеют 100% АФУЭ. Стандартные газовые печи имеют AFUE от 78% до 84%, но высокоэффективные газовые печи имеют AFUE от 90% до 97%.
Энергоэффективны ли электрические печи? Это относительно!
Да, электрические печи энергоэффективны, но будут ли они энергоэффективны для вас, зависит от ряда факторов. Как правило, газовые печи более эффективны в холодном северном климате, а электрические печи могут быть эффективными в течение длительного времени в более теплом южном климате, где они используются не так часто.
Фен строительный промышленный YATO 82293 LED новий 2000Вт
На складе в г. Львов
Доставка по Украине
2 000 грн
Купить
Интернет-магазин «Казка»
Фен строительный Parkside PHLG 2000 F 5
На складе
Доставка по Украине
950 грн
Купить
Интернет магазин » Korvet»
Строительный технический фен Б/У Steinel HG 2220 E
На складе в г. Чернигов
Доставка по Украине
по 2 783 грн
от 3 продавцов
2 783 грн
Купить
Cifrobus Sale
Строительный технический фен Б/У Makita HG5002
На складе в г. Чернигов
Доставка по Украине
по 1 328 грн
от 3 продавцов
1 328 грн
Купить
Cifrobus Sale
Строительный технический фен Б/У Dewalt D26411
На складе в г. Киев
Доставка по Украине
по 2 657 грн
от 5 продавцов
2 657 грн
Купить
Cifrobus Sale
Строительный технический фен Б/У Compass HG1028
На складе в г. Киев
Доставка по Украине
по 1 104 грн
от 3 продавцов
1 104 грн
Купить
Cifrobus Sale
Строительный технический фен Б/У Dnipro-M GH-201N
На складе в г. Прилуки
Доставка по Украине
по 1 403 грн
от 2 продавцов
1 403 грн
Купить
Cifrobus Sale
Строительный фен AEG HG 560 D
Доставка по Украине
1 720 грн
Купить
Магазин инструмента Лес и Сад
Строительный фен AEG HG600V
Доставка по Украине
2 730 грн
Купить
Магазин инструмента Лес и Сад
Фен строительный Stark HG-2002D
Доставка по Украине
964 грн
Купить
Магазин инструмента Лес и Сад
Аккумуляторный фен строительный Worcraft CHG-S20Li без АКБ и ЗУ, промышленный
На складе
Доставка по Украине
2 650 грн
2 090 грн
Купить
Магазин инструментов i-Tools
Фен строительный промышленный термофен прокрафт Procraft Ph3100 с насадками сетевой
На складе в г. Киев
Доставка по Украине
1 470 грн
970 грн
Купить
Маркет24
Лучшие строительные фены, топ-9 рейтинг хороших фенов
Подписаться на наше сообщество VK!
Строительный фен представляет собой уникальное устройство, которое подходит для целого ряда ремонтных работ – сварки полотен линолеума, пайки, сплавления мягкой черепицы, резки рубероида и так далее. Диапазон применения данного инструмента довольно широк, поэтому к выбору данного устройства следует подходить с особой тщательностью. В связи с этим, мы решили начать наш обзор лучших строительных фенов именно с характеристик, на которые следует обращать внимание при покупке этого оборудования.
Краткое содержание рейтинга: (скрыть/показать)
Какие параметры влияют на выбор строительного фена?
Одними из ключевых свойств данного инструмента являются наибольшая температура струи выдуваемого воздуха, мощность и производительность. Как правило, предельно допустимая температура у большинства таких моделей находится в пределах от 600 до 650 градусов, у профессиональных фенов этот параметр может достигать 750 или 800 градусов.
Производительность фена характеризуется объемом воздуха, проходящим через электрический мотор в единицу времени. Средний класс устройств пропускает через себя от 200 до 650 литров в минуту, причем этот момент напрямую связан с температурой нагрева. Мощность находится в пределах от 500 до 2500 Вт, причем самые сильные в этом плане модели будут довольно габаритными, массивными и дорогостоящими. Для домашнего применения будет вполне достаточно устройства с показателем не более 2 кВт.
Немаловажной функцией изделия является регулировка объема нагнетаемого воздуха – она предусмотрена не в каждой модели, однако она весьма полезна для проведения тонких ремонтных работ. Еще одним из ключевых моментов является возможность регулировки температуры нагреваемого элемента, за счет чего можно будет работать с материалами различной природы. В устройствах для домашнего применения эта функция изменяется ступенчато и имеет порядка 2 или 3 фиксированных значений. Профессиональные модели оборудованы плавной регулировкой, поэтому ими можно работать абсолютно с любым материалом.
Холодный обдув является немаловажным положительным качеством строительного фена, данная функция обеспечивает быстрое остужение участка, на котором производятся работы. Чтобы электродвигатель и нагревательная спираль не забивались пылью, содержащейся в воздухе (это неизбежно в процессе выполнения ремонтных работ), строительные фены оборудуются фильтром входящего воздуха.
При составлении нашего обзора мы постарались включить в него наиболее оптимальные с точки зрения эксплуатационных характеристик модели, учитывали отзывы пользователей любителей и профессионалов, постоянно занимающихся проведением ремонтных работ. Кроме того, мы принимали во внимание соотношение цены и качества устройства, поэтому в данном рейтинге находятся только приемлемые в плане стоимости модели. Надеемся, что наш обзор даст вам всю необходимую информацию, которая поможет вам выбрать наиболее подходящую модель строительного фена.
Недорогие конструкции
3. Строительный фен ЗУБР ФТ-1600
Эта модель обладает хорошим функциональным ресурсом, который позволяет обеспечить порядка 200 часов работы в непрерывном режиме. Корпус выполнен из качественного пластика, сборка надежная, нет люфтов и щелей между элементами, с течением времени не возникает посторонних скрипов. Рукоятка эргономичная, которая удобно держится в руке, предусмотрена функция регулировки температуры и объема проходящего через него воздуха. Корпус оснащен хорошей термоизоляцией, не нагревается при использовании, что позволяет надежно защитить конструкцию от перегрева, а руки от ожогов, а также в значительной степени продлить срок службы модели.
Фен может использоваться для просушивания краски или для ее снятия, для приклеивания различных материалов друг к другу за счет нагрева. Кроме того, эта модель хорошо подходит для качественного и равномерного высушивания шпатлевки или слоя штукатурки, гипсовых конструкций. В комплекте поставляются три разных насадки, которые обеспечивают направленность потока воздуха – от точечной до больших площадей. Внутри устройства расположены два предохранителя, обеспечивающие качественное предохранение модели от перегрева. На рукоятке находится упор, благодаря которому фен может использоваться в стационарном положении.
Преимущества:
Превосходное качество сборки;
Долгий срок службы;
Расширенная функциональность.
Недостатки:
Слабый и короткий питающий кабель, который, к тому же, деревенеет на морозе.
Строительный фен ЗУБР ФТ-1600
2. Интерскол ФЭ-2000Э
Это одна из наиболее экономичных моделей, которая, несмотря на свою приемлемую стоимость, имеет в своем комплекте пластиковый кейс, облегчающий хранение и транспортировку. Кроме того, имеется ряд насадок, выполненных из тонкой листовой нержавеющей стали – они прекрасно подходят для выполнения всех возложенных на них задач. Фен помещен в качественный пластиковый корпус, который отличается надежной сборкой. На рукоятке имеется вставка из матового пластика, что позволяет устройству надежно держаться в руке и не выскальзывать из нее. В нижней части рукояти имеется резиновая кнопка, отвечающая за включение и выключение устройства.
Задняя крышка при необходимости поворачивается – так регулируется мощность нагрева выдуваемого воздуха. Питающий кабель резиновый, довольно тонкий, но хлипким он кажется только на первый взгляд, так как прекрасно выдерживает любые нагрузки. Включающая кнопка имеет три положения, которые отвечают за скорость воздушного потока. Первая ступень представляет собой режим остывания вне зависимости от выставленной температуры. Кожух, защищающий сопло, при необходимости можно снять, благодаря чему можно проникать и в труднодоступные места.
Преимущества:
Приемлемая стоимость;
В комплекте идет кейс для хранения самого фена и насадок;
Регулировка температура плавная;
Имеется холодный обдув.
Недостатки:
Максимальная температура воздуха немного ниже по сравнению с заявленной;
Насадки немного слабоваты, с течением времени расшатываются.
Интерскол ФЭ-2000Э
1. METABO H 16-500
Это довольно компактная конструкция, которая отличается высокой производительностью, что позволяет использовать данную модель в довольно широком диапазоне работ. Мощность данного оборудования составляет 1,6 кВт – весьма хороший показатель для такого малогабаритного устройства, стабильность высокая. Выход на рабочую температуру занимает минимальное количество времени. Чтобы модель была надежной и долговечной, в ее конструкции имеется тепловое реле, способное отключать питание, когда изделие достигает критического уровня температуры. У фена есть два режима работы – самый слабый предназначен для сушки или размораживания, а также для материалов, имеющих невысокую температуру плавления. Здесь наивысшая температура нагрева составляет порядка 300 градусов.
У высокого режима нагрев выходящего воздуха составляет 500 градусов, а объем воздушных масс достигает 450 литров в минуту. Рукоятка немного сдвинута к центральной части устройства, что позволяет обеспечить идеальный баланс центра тяжести. На ней имеется прорезиненная рукоятка, масса устройства составляет всего лишь 700 граммов, поэтому феном можно пользоваться без перерыва в течение долгого времени. Задняя поверхность ровная, поэтому конструкцию можно устанавливать вертикально в случае необходимости.
Преимущества:
Небольшая масса;
Конструкция быстро нагревается до рабочей температуры;
Качественный корпус;
Приемлемая стоимость;
Идеальный центр тяжести.
Недостатки:
Питающий провод зачастую отходит внутри корпуса – приходится его паять.
METABO H 16-500
Лучшие строительные фены среднего ценового диапазона
3. Makita HG551V
Эта модель характеризуется широким спектром функций, она подходит абсолютно для всех разновидностей работ, которые нуждаются в применении горячего воздуха: снятия лакокрасочных покрытий, склеивание, формирование конструкций из акрила и других легкоплавких материалов. Работать с такой конструкцией достаточно легко: на задней стороне рукоятки имеется трехпозиционный переключатель. В первом режиме он способен пропустить через себя порядка 250 литров воздуха. Температура нагрева находится в промежутке от 100 до 550 градусов, причем она может регулироваться – для этого предусмотрена специальная рукоятка на 11 режимов.
Корпус изготавливается из ударопрочного пластика, рукоятка прорезинена, задняя часть конструкции плоская, поэтому фен можно установить соплом вверх. Оно довольно широкое, в комплекте есть несколько насадок: узкая щель, отражатель, круглая насадка с диаметром 20 мм. Фен разработан таким образом, что можно использовать не родные насадки, а от других производителей – главное, чтобы они были выполнены из жаропрочных материалов.
Преимущества:
Модель поставляется в кейсе, где есть место и для самого фена, и для насадок;
Надежная сборка;
Небольшая масса;
Долгий срок службы.
Недостатки:
Короткий кабель.
Makita HG551V
2. Профессиональный строительный фен BOSCH GHG 660 LCD Professional nozzle x2 Case
Это достаточно широко распространенная модель, которая прекрасно подходит для выполнения как домашних, так и профессиональных работ. Фен абсолютно безопасен в использовании при соблюдении требований техники безопасности, с его помощью можно придать изделию из плавящихся материалов желаемую форму, сваривать пластмассу, паять и лудить медные трубки, разделять клееные поверхности, отогревать замерзшие трубы и так далее. Максимум устройство способно разогревать струю воздуха до 600 градусов. В комплекте с феном идет удобных кейс, куда он помещается вместе со всеми насадками: в стандартном наборе идут все две из них, однако можно приобрести комплектацию Extra, где таких насадок целых 5, они продаются отдельно.
Масса устройства довольно серьезная – весит почти килограмм, потребляет 2,3 кВт энергии, ручка имеет прорезиненную вставку, немного смещена к центральной части изделия, что обеспечивает идеальный баланс. Максимум через фен в минуту может проходить до 500 литров воздуха, причем этот параметр является регулируемым. Менять можно и температуру –от 50 до 600 градусов Цельсия. На корпусе располагается небольшой жидкокристаллический дисплей, где и будет отображаться выбранный температурный режим.
Преимущества:
Хорошая эргономика – инструмент очень удобно держать в руке;
Широкий температурный диапазон;
Надежная сборка;
Наличие дисплея позволяет точно выставлять требуемую температуру.
Недостатки:
Дорого стоит.
Профессиональный строительный фен BOSCH GHG 660 LCD Professional nozzle x2 Case
1. DeWalt D26414
Это одна из самых мощных моделей во всем нашем обзоре лучших строительных фенов, она очень удобна в работе и способна справляться с большинством задач, так или иначе связанных с нагреванием поверхности. Температура выдуваемого воздуха может изменяться в пределах от 50 до 600 градусов, потребляемая мощность составляет 2 кВт. Масса невелика – меньше килограмма, к тому же размеры довольно компактные, поэтому устройство можно использовать даже в наиболее труднодоступных местах. Конструкция идеально сбалансирована – ее очень удобно держать в руках. В комплекте с данным феном идут всего лишь две насадки – коническая и в форме рыбьего хвоста.
Рукоятка замкнутая, выполнена из пластика с матовой поверхностью, изделие прекрасно держится в руке. На поверхности корпуса имеется дисплей, отображающий уровень температура. Электрический двигатель имеет надежную систему охлаждения, что предохраняет его от перегрева, продлевает период эксплуатации и позволяет долгое время работать без перерыва. Выключатель находится на том же месте, что и курок дрели. Регулировка температуры плавная.
Преимущества:
Долгий срок службы конструкции;
Универсальность;
Продолжительная работа без перерыва.
Недостатки:
Термоэлемент бывает не слишком надежным, периодически может выходить из строя.
DeWalt D26414
Лучшие профессиональные строительные фены 2020 года
3. Weldy Energy HT 1600
Данное устройство может использоваться в качестве полноценного промышленного сварочного аппарата при работе с полимерными материалами и другими плавкими изделиями. В зависимости от установленной насадки, данная конструкция может использоваться и для сваривания гидроизоляционных покрытий, мембран, выполненных из поливинилхлоридных материалов, линолеума, используемого в помещениях с высокой проходимостью.
Минимальная температура выдуваемого воздуха составляет 40 градусов, максимальная – 700 градусов при объеме пропускаемого воздуха 240 литров в минуту. Стоит отметить, что данная конструкция считается достаточно шумной – она издает звук громкостью 67 дБ. Этот фен весит около килограмма, габариты уравновешены, поэтому пользоваться данной моделью очень удобно. В отличие от любительских и полупрофессиональных моделей, это изделие после непосредственного применения придется специально остужать, в противном случае двигатель может перегреваться, что, в конечном счете, приведет к значительному сокращению срока службы конструкции.
Преимущества:
Плавная регулировка температуры;
Наличие защитного воздушного фильтра, который будет предохранять щетки двигателя от накапливания пыли;
В комплекте идет валик для прикатывания материалов друг к другу.
Недостатки:
Очень высокая цена.
Weldy Energy HT 1600
2. LEISTER TRIAC ST
Эта модель является лучшим профессиональным строительным феном в плане соотношения цены и качества. Она выпускается уже довольно давно, но, несмотря на это, она все равно остается популярной у опытных строителей. Форма устройства отличается высокой эргономикой, двигатель защищен при помощи воздушных фильтров. Масса фена составляет 990 граммов, хотя двигатель достаточно мощный. Если щетки достигают критических размеров, то двигатель отключается автоматически благодаря специальной защитной системе. Конструкция простая в плане сборки-разборки, поэтому щетки можно менять самостоятельно.
Этот фен разработан специально для продолжительной эксплуатации, в комплекте идет большое количество различных насадок, предназначенных для целого ряд материалов. Модель хорошо усаживает напольные покрытия, кровлю, мембраны, защищающие от проникновения воды или пара. Фен может использоваться во время сварки пластиковых деталей автомобиля, например, бамперов. Воздушные фильтры находятся по обеим сторонам корпуса, их при необходимости можно извлечь и вымыть. Сопло универсальное – к нему подходят свыше 80 самых разных насадок. Конструкция идеально ложится в руку, отличается небольшими габаритными размерами, ей удобно пользоваться даже в стесненном пространстве.
Преимущества:
Очень широкая функциональность;
Сбалансированная модель;
Возможность быстрой замены щеток и очистки воздушных фильтров.
Недостатки:
Сопло не совсем хорошо продумано, поэтому об него можно получить ожоги.
LEISTER TRIAC ST
1. STEINEL HG 2620E
Оборудована надежным и долговечным двигателем мощностью 2,3 кВт, который пропускает через себя от 150 до 500 литров воздуха в минуту, кабель имеет длину 3 метра. Устройство выдает температуру от 50 до 700 градусов. Регулировка данного параметра производится в ступенчатом режиме. Фен оснащен небольшим монохромным жидкокристаллическим дисплеем. Модель имеет надежную защиту от перегрева и массу менее килограмма – его удобно держать в одной руке. Двигатель не имеет щеток, поэтому он не требует регулярного технического обслуживания. Все электронные элементы защищены от попадания пыли при помощи специальной тонкой системы фильтрации воздуха.
Модель является профессиональной, поэтому цена довольно высока, однако она вполне по своим параметрам подойдет и для бытового использования. В конструкции имеется индикатор остаточного тепла, который в значительной степени увеличивает безопасность в процессе проведения работ. В комплекте вместе с феном идет удобный пластиковый кейс, прижимной валик и две насадки.
Преимущества:
Прекрасно справляется даже с тугоплавкими пластмассами;
Незначительная масса;
Высокая степень безопасности;
Удобная в использовании конструкция.
Недостатки:
Высокая цена и небольшая стандартная комплектация.
STEINEL HG 2620E
В заключении интересное видео
Вот и подошел к завершению наш обзор – как видите, выбор строительных фенов довольно велик: можно найти и недорогие конструкции, и профессиональные модели, отличающиеся высокой ценой. Надеемся, что предоставленной нами информации будет вполне достаточно для того, чтобы облегчить вам выбор такого устройства. Если же у вас после его изучения остались некоторые вопросы, возникли пожелания или же вы просто решили поделиться своим опытом работы с данным оборудованием, то в вашем распоряжении комментарии к этой статье.
13 лучших доступных фенов до 60 долларов в 2022 году
Давайте будем реалистами: никто не хочет тратить кучу денег на выпрямители для волос, щипцы для завивки и фены. Я имею в виду, что с целым рядом недорогих инструментов для укладки волос на рынке, которые не лишены качества, вы можете поспорить, что сможете сэкономить немного денег. Сегодняшний горячий выбор? Самый доступный фен. Существует несколько действительно аптечных фенов хорошего качества , которые (1) используют инфракрасную технологию (т. привет, диффузоры для волос) и (3) имеют достаточно настроек, чтобы дать вам множество вариантов нагрева и охлаждения.
TL;DR? Готов поспорить, что вы можете получить почти салонное качество, которое не отнимет у вас ни копейки из ваших арендных денег. Если вы хотите получить товар и уйти, вот некоторые из моих лучших вариантов, чтобы поймать сейчас (но продолжайте читать, чтобы узнать все подробности):
Наш лучший выбор для лучших доступных фенов в 2022 году:
Недорогой фен лучшего дизайна
Фен InfinitPro от Conair
18 долларов на АМАЗОН
Подробнее
18 долларов на АМАЗОН
ЛУЧШИЙ недорогой фен ЩЕТКА
Revlon One-Step Volumizer Фен для волос
37 долларов на АМАЗОН
Подробнее
37 долларов на АМАЗОН
Лучший фен для тонких локонов
Jinri 1875W Профессиональный фен салонного класса
48 долларов на АМАЗОН
Подробнее
48 долларов на АМАЗОН
Лучший фен для Flyaways
John Frieda Frizz Ease Фен для волос полного объема
50 долларов на АМАЗОН
Подробнее
50 долларов на АМАЗОН
Лучший доступный инфракрасный фен
Инфракрасный фен Revlon 1875W
13 долларов на АМАЗОН
Подробнее
13 долларов на АМАЗОН
Лучший фен для вьющихся волос
Bed Head Curls in Check Фен с диффузором мощностью 1875 Вт
27 долларов на АМАЗОН
Подробнее
27 долларов на АМАЗОН
Лучший высокотехнологичный фен
Фен для волос «Слоуп Хилл»
43 доллара на амазонке
Подробнее
43 доллара на амазонке
Лучший для поврежденных волос
Remington D3190 Фен для защиты от повреждений
14 долларов на АМАЗОН
Подробнее
14 долларов на АМАЗОН
Лучшее средство для выдувания натуральных волос
Одноступенчатая лопастная сушилка Revlon
45 долларов в ULTA BEAUTY
Подробнее
45 долларов в ULTA BEAUTY
Лучший фен для волос с крышкой
Ионный фен Conair 1875 Watt Pro Style Bonnet
70 долларов на АМАЗОН
Подробнее
70 долларов на АМАЗОН
Загрузи больше
Показывай меньше
Если вы хотите подробно изучить каждый фен, в том числе то, что говорят рецензенты и тестировщики, продолжайте прокручивать список из 13 лучших доступных фенов 2022 года. Эти фены от таких брендов, как John Frieda, Revlon, Kosas, и многое другое подарит вам эти святые волосы, сохраняя при этом ваш бюджет менее 60 долларов. (Да, правда.)
Недорогой фен лучшего дизайна
Фен InfinitPro от Conair
Сейчас скидка 60%
18 долларов на АМАЗОН
37 долларов в Walmart
31 доллар США в JCPENNEY
ЛУЧШИЙ недорогой фен ЩЕТКА
Revlon One-Step Volumizer Фен для волос
37 долларов на АМАЗОН
60 долларов в стойке NORDSTROM
$33 ПРИ КУПИТЬ КУПИТЬ РЕБЕНОК
Лучший фен для тонких локонов
Jinri 1875W Профессиональный фен салонного класса
Courtesy Image
Скидка 20%
48 долларов на АМАЗОН
Лучший фен для Flyaways
John Frieda Frizz Ease Фен для волос полного объема
Изображение предоставлено
50 долларов на АМАЗОН
Лучший доступный инфракрасный фен
Инфракрасный фен Revlon 1875W
Изображение предоставлено
Сейчас скидка 49%
13 долларов на АМАЗОН
Лучший фен для кудрявых волос
Bed Head Curls in Check Фен с диффузором мощностью 1875 Вт
Courtesy Image
Скидка 23%
27 долларов на АМАЗОН
35 долларов США в Walmart
Лучший высокотехнологичный фен
Фен для волос «Слоуп Хилл»
Courtesy Image
Сейчас скидка 39%
43 доллара на амазонке
Лучший для поврежденных волос
Remington D3190 Фен для защиты от повреждений
Amazon
Сейчас скидка 33%
14 долларов на АМАЗОН
19 долларов в Walmart
25 долларов на FARMANDFLEET. COM
Best for Blow Out Natural Hair
Одноступенчатая лопастная сушилка Revlon
Изображение предоставлено
45 долларов в ULTA BEAUTY
Фен Best Bonnet
Ионный фен Conair 1875 Watt Pro Style Bonnet
70 долларов на АМАЗОН
70 долларов в ВАЛМАРТ
Лучший фен для густых и жестких волос
Фен BaBylissPRO Nano Titanium
Изображение предоставлено
72 доллара в Walmart
85 долларов США в Walmart
85 долларов в JCPENNEY
Лучший фен до 50 долларов
Kim Kimble Celebrity Series Сверхлегкий профессиональный фен мощностью 1875 Вт
Изображение предоставлено
40 долларов США в Walmart
Лучший универсальный фен
Инфракрасный фен Kosas «Тройная угроза»
Изображение предоставлено
159 долларов на KOSAPROFESSIONALS. COM
Как выбрать недорогой фен
.
Определите свой тип волос
Чтобы свести к минимуму тепловые повреждения, парикмахеры обычно рекомендуют использовать фен мощностью менее 1800 Вт. Как правило, чем выше мощность, тем горячее и мощнее фен, что означает , если у вас тонкие волосы, вам может понадобиться более низкая мощность , и наоборот, если у вас густые или вьющиеся волосы. И не забудьте запастись хорошим термозащитным средством, чтобы уберечь волосы от чрезмерного повреждения (и использовать его каждый раз, когда делаете термоукладку, ладно?).
Учитывайте свои потребности в укладке
Если вы любите упругую укладку, ищите фен с универсальными насадками, такими как круглая щетка , и несколькими температурными режимами, которые идеально подходят для укладки больших локонов. А если вы просто хотите грубо высушить волосы, то продолжайте свой день, простой фен без высокотехнологичных экранов и кнопок, вероятно, сделает свое дело.
А если у вас кудрявые волосы, обратите внимание на фены с низкой температурой нагрева и диффузоры, чтобы вы могли мягко распределять горячие волосы по кудрям, не повреждая и не выдергивая их.
Зачем доверять Cosmo?
.
Сиена Гальяно является редактором отдела красоты в Cosmopolitan и имеет трехлетний опыт написания новостей о красоте, моде и образе жизни. Она эксперт в написании историй о прическах, которые варьируются от кремов для завивки до лучших щеток для фена. Она авторитет во всех категориях ухода за волосами, но является экспертом, когда дело доходит до инструментов для укладки, благодаря тому, что всю жизнь пробовала каждый фен и выпрямитель для волос, которые она могла достать. Она регулярно тестирует и анализирует горячие инструменты и продукты для укладки, работая с лучшими парикмахерами отрасли над оценкой новых продуктов и брендов.
Сами Робертс ранее был помощником по красоте в Cosmopolitan с четырехлетним опытом исследования, написания и редактирования историй о здоровье, социальных сетях и красоте, включая лучшие продукты для выпрямления волос. продукты для увеличения объема. Ее выбор доступных фенов был основан на обзорах продуктов, рейтингах и личном тестировании, а также на информации от экспертов.
Сиена Гальяно Содействующий редактор Сиена Гальяно — пишущий редактор журнала Cosmopolitan, где она в основном освещает красоту макияжа, кожи и волос.
Сами Робертс Сами Робертс была предыдущим помощником по красоте в Cosmopolitan.
Электрические фены | OEC
О
#постоянная ссылка на раздел
Обзор Эта страница содержит последние данные о продажах электрических фенов. В 2020 году Электрические фены заняли 1339-е место в мире по объемам продаж с общим объемом продаж 1,8 миллиарда долларов. В период с 2019 по 2020 год экспорт Электрические фены вырос на 6,17%, с 1,7 млрд долларов до 1,8 млрд долларов. Торговля Электрические фены для волос составляет 0,011% от общего объема мировой торговли.
Электрические фены входят в состав электронагревателей.
Экспорт В 2020 году крупнейшими экспортерами Электрические фены были Китай (868 млн долларов), Филиппины (202 млн долларов), Малайзия (156 млн долларов), Германия (132 млн долларов) и Италия (79,5 млн долларов).
Импорт В 2020 году ведущие импортеры Электрические фены были США (284 млн долларов), Япония (154 млн долларов), Германия (143 млн долларов), Китай (112 млн долларов) и Великобритания (82,6 млн долларов).
Рейтинг Электрические фены занимает 2430-е место в индексе сложности продукта (PCI).
Описание Электрический фен используется для уменьшения влажности волос человека, сокращения времени, необходимого для сушки волос с помощью обдувочного устройства, а также для улучшения внешнего вида волос человека.
Последние тенденции
#permalink к разделу
Последние данные
#permalink к разделу
Просмотр
Flow
Шкала Y-оси
ValuecaretTrade ValueIndexindex (yoy) Рост. Электрические фены. Страны показаны на основе наличия данных.
Для получения полной информации о структуре торговли посетите обозреватель тенденций или продукт в профиле страны.
* С использованием обменных курсов на январь 2020 г., если торговые данные представлены в местной валюте.
Electric hair dryers are the world’s 1339th самый продаваемый продукт.
В 2020 году ведущие экспортеры Электрические фены : Китай (868 млн долларов), Филиппины (202 млн долларов), Малайзия (156 млн долларов), Германия (132 млн долларов) и Италия (79,5 млн долларов).
В 2020 году крупнейшими импортерами Электрические фены были США (284 млн долларов), Япония (154 млн долларов), Германия (143 млн долларов), Китай (112 млн долларов) и Великобритания (82,6 млн долларов).
Between 2019 and 2020, the exports of Electric hair dryers grew the fastest in Philippines ($72.9M), Germany ($23M), United Kingdom ($8. 05M), Hong Kong ($6.77 м) и России (6,6 млн долларов).
В период с 2019 по 2020 год наиболее быстро растущие импортеры Электрические фены : Россия (26,1 млн долларов), Южная Корея (16,3 млн долларов), Германия (16,1 млн долларов), Китайский Тайбэй (15,5 млн долларов) и Великобритания (14,6 млн долларов).
Изучение визуализаций
Концентрация рынка
#permalink to section
Совокупная доля рынка
Стоимость
На этой диаграмме показано изменение концентрации рынка экспорта Электрические фены для волос.
В 2020 году концентрация рынка, измеренная с помощью энтропии Шеннона, составила 3. Это означает, что большая часть экспорта Электрические фены объясняются 8 странами.
This map shows which countries export or import more of Electric hair dryers . Каждая страна окрашена в зависимости от разницы в экспорте и импорте Электрические фены в течение 2020 г.
В 2020 г. странами с наибольшей стоимостью экспорта по сравнению с импортом Электрические фены были Китай (756 млн долл. США), Филиппины (197 млн долл. США), Малайзия (147 млн долл. США), Таиланд (60,3 млн долларов) и Италия (14,7 млн долларов).
В 2020 году странами с наибольшей стоимостью импорта по сравнению с экспортом Электрические фены были США (276 млн долл. США), Япония (151 млн долл. США), Россия (64,8 млн долл. США), Великобритания (56,8 долл. США). м) и Южная Корея (49 долларов США)..5М).
Сравнение страны
#permalink в раздел
Continentscaret Downallafricaantarcticaasiaeuropenorth Americaoceaniasout America
Flow
Измерение
Рейтинг
. Эти визуализации показывают страны, которые имеют важную оценку, связанные с их торговой точкой, связанными с
Применение: Используется для сварки коррозионно-стойких сталей, типа 321, 347.
Характеристики электродов: S-347.16 это покрытый электрод рутилового типа с отличными сварочно-технологическими свойствами для всепозиционной сварки. Металл шва имеет аустенитную структуру и стабилизирован Nb. Наплавленный металл имеет высокие механические свойства при высоких температурах, отлично подходит для сварки деталей и конструкций, работающих при высокой температуре.
Рекомендуется прокалка 350 °С в течении 1 часа.
Выпускаемые диаметры: 2,6 мм, 3,2 мм, 4,0 мм мм Упаковка: пластиковый бокс 2,5/ коробка 10 кг Ток = / ~ ± Положение 1G (PA), 2F (PB), 3G (PF), 4G (PE)
Классификация
Сертификация
AWS A5. 4 / ASME SFA5.4 E347-16
JIS Z3221 ES347-16
EN ISO 3581-A-E 19 9 Nb R
Химический состав
С
Mn
Si
P
S
Cr
Ni
Nb
0.02
0.82
0.75
0.027
0.014
18.5
9.8
0.35
Механические свойства
Предел текучести σт, Н/мм²
Предел прочности σв, Н/мм²
Удлинение δ, %
Ударная вязкость KCV, Дж/см²
—
603
42. 4
—
Информация для заказа
Наименование
Артикул
Сварочный электрод HYUNDAI Welding S-347L.16 2.6×300 mm
10000561
Сварочный электрод HYUNDAI Welding S-347L.16 3.2×350 mm
10000563
Сварочный электрод HYUNDAI Welding S-347L.16 4.0×350 mm
ООО «ИНТРОВЭЛД» является авторизированным представителем продукции
ООО «Судиславский завод сварочных материалов» — одного из ведущих производителей российских сварочных материалов — электроды и проволока сварочные: высокое качество, широкий ассортимент (более 70 марок), привлекательные цены, свой научно-исследовательский центр.
Электроды для сварки углеродистых и низколегированных сталей
АНО-6 (тип Э42)
МР-3 (тип Э46)
ОЗС-4 (тип Э46)
СЗСМ-46.00 (тип Э46А)
ОЗС-18 (тип Э50А)
ТМУ-21У (тип Э50А)
СЗСМ-02 (тип Э50А)
АНО-ТМ (тип Э50А)
УОНИ-13/55У (тип Э50А)
СЗСМ-Х80К (тип Э60)
УОНИ-13/45 (тип Э42А)
МР-3С (тип Э46)
ОЗС-6 (тип Э46)
УОНИ-13/45А (тип Э46А)
УОНИ 13/55 (тип Э50)
ЦУ-5 (тип Э50А)
УОНИИ-13/45Р (тип Э50А)
УОНИИ-13/55 (тип Э50А)
УОНИ-13/65 (тип Э60)
УОНИИ-13/45 (тип Э42А)
АНО-21 (тип Э46)
ОЗС-12 (тип Э46)
УОНИИ-13/45А (тип Э46А)
УОНИИ-13/55Р (тип Э50А)
СЗСМ-01К (тип Э50А)
АНО-11 (тип Э50А)
Э-138/50Н (тип Э50А)
СЗСМ-03 (тип Э60)
Электроды для сварки высоколегированных сталей и сплавов
ОЗЛ-17У (тип Э-03Х23Н27М3Д3Г2Б)
АНЖР-2 Э-06Х25Н40М7Г2
ОЗЛ-8 (тип Э-07Х20Н9)
ЭА-606/11 (Э-08Х19Н9Ф2С2)
ОЗЛ-25Б
(тип Э-10Х20Н70Г2М2Б2В)
ОЗЛ-19 (тип Э-10Х25Н13Г2)
НИАТ-5 (Э-11Х15Н25М6АГ2)
ОЗЛ-9А (Э-28Х24Н16Г6)
ОЗЛ-36 (тип Э-04Х20Н9)
ЭА-400/10У
(Э-07Х19Н11М3Г2Ф)
НИАТ-1 (Э-08Х17Н8М2)
ЦЛ-11 (тип Э-08Х20Н9Г2Б)
ЭА-981/15
(Э-09Х15Н25М6Г2Ф)
НИИ-48Г (Э-10Х20Н9ГС)
ЗИО-8 (Э-10Х25Н13Г2)
УОНИ-13/НЖ/12Х13 (Э-12Х13)
ОЗЛ-7 (тип Э08Х20Н9Г2Б)
УОНИ-13НЖ
(Э-06Х19Н11Г2М2)
ЭА-400/10Т
(Э-07Х19Н11М3Г2Ф)
ЦТ-15 (Э-08Х19Н10Г2Б)
ЭА-48М/22 (Э-08Х24Н12Г3СТ)
НЖ-13 (тип Э-09Х19Н10Г2М2)
ОЗЛ-6 (тип Э-10Х25Н13Г2)
ЭА-395/9 (Э-11Х15Н25М6АГ2-ЭА)
ОЗЛ-5 (Э-12Х24Н14С2)
Электроды для сварки теплоустойчивых и легированных сталей
ТМЛ-5 (тип Э-06Х1М)
ТМЛ-1У (тип Э-09Х1М)
ЦЛ-20 (тип Э-09Х1МФ)
УОНИ-13/85 (тип Э85)
ОЗС-11 (тип Э-09МХ)
ЦЛ-39 (Э-09Х1МФ)
АНП-2 (тип Э70)
ЦУ-2ХМ (тип Э-09Х1М)
ТМЛ-3У (тип Э-09Х1МФ)
СЗСМ-Ni2K70 (тип Э70)
Электроды для сварки сплавов на никелевой основе
ЦТ-28 (Э-08Х14Н65М15В4Г2)
Электроды для наплавки на рабочие поверхности изделий
предлагает широкий ассортимент стандартных электродов, а также услуги и поддержку по индивидуальному дизайну электродов.
Сокращение времени выполнения заказа.
Цены ниже, чем у компании, которая произвела ваш сварочный аппарат.
Наше качество гарантировано
Нестандартные электроды — это не проблема.
Конструкция электрода для точечной сварки по AIT
Воспользуйтесь преимуществами нашего 25-летнего опыта изготовления электродов для Unitek, Hughes, Avio и многих других сварочных аппаратов. Мы являемся ведущим мировым поставщиком сварочных электродов.
Прокрутите вниз, чтобы просмотреть наш выбор и просмотреть нашу таблицу перекрестных ссылок.
Нажмите на эти изображения, чтобы увидеть чертежи продукта и запросить расценки.
ESQ Electrode RFQ
S-1 Electrode RFQ
S-2 Электрод RFQ
S-3 Electrod S-6 Electrode RFQ
S-7 Электрод RFQ
S-8 Электрод RFQ
S- Electrode RFQ
S-10 030 Electrode RFQ
S-11 Electrode RFQ
S-12 Electrode RFQ
S-13 Electrode RFQ
S-140030 Electrod RFQ
777779 S-140030 Electrod RFQ
77777777777777777777777777. S-16 Electrode RFQ
S-17 Электрод RFQ
S-18 Электрод RFQ
S-1 Electrode RFQ
S-1 Electrode RFQ
0027 S-20 Electrode RFQ
S-21 Electrode RFQ
S-22 Electrode RFQ
S-23 Electrode RFQ
S-24 Electrode RFQ
S-25 Electrode RFQ
S-26 Electrode RFQ
S-27 Электрод RFQ
Женская крышка Электроды
0165
Заостренный
Купол
Плоский
Смещение
Усеченный
Радиус
Электроды с наружной резьбой
Заостренный
Купол
Плоский
Смещение
Усеченный
Радиус
Прямые электроды
Купол
Заостренный
Плоский
Смещение
Усеченный
Радиус
Смещение 30°
Составной носовой купол
Соединение с плоским носиком
Составная вставка с носиком
Резервные электроды
Плоские
Соединение с плоской поверхностью
Прямоугольный
Прямоугольный
Альтернативный прямоугольный
ХВОСТОВИКИ ЭЛЕКТРОДОВ С ВНУТРЕННИМ И ВНУТРЕННИМ КОЛПАЧКОМ
Хвостовики для электродов с вставным колпачком
Хвостовики для электродов с внутренней резьбой
Advanced Integrated Technologies ( AIT ) является ведущим производителем электродов для контактной сварки для всех марок сварочных аппаратов, включая Palomar/Hughes, Unitek, Avio, MacGregor и Sunstone Engineering. Наши эффективные производственные процессы позволяют нам создавать очень доступные электроды. Мы изготавливаем как параллельные, так и встречные электроды для сварки из всех материалов RWMA. Наша стандартная линейка электродов для контактной сварки охватывает широкий спектр различных областей применения. Несмотря на разнообразие нашей продуктовой линейки, мы по-прежнему выполняем очень большой процент работ по индивидуальному заказу, изготавливая электроды в соответствии со спецификацией и дизайном конечного пользователя. Если вам нужны электроды для микроконтактной сварки, позвоните нам сегодня и узнайте, как передовые интегрированные технологии (AIT) могут вам помочь.
Компания Advanced Integrated Technologies производит электроды для контактной микросварки уже более двадцати пяти лет. Мы начали с того, что компания Hughes Aircraft построила электроды типа duo tip и esq, которые часто категорически называют электродами с параллельным зазором. Хьюз не смог успешно построить свою новую конструкцию с двумя наконечниками где-либо в Калифорнии. В конце концов они связались с Полом Балентином, основателем AIT, который успешно изготовил эти крошечные электроды с помощью микрошлифовального станка. Компания AIT установила долгую историю создания качественных электродов для контактной сварки для многих клиентов по всему миру.
Микроэлектроды для контактной сварки выпускаются с квадратным или круглым хвостовиком в соответствии с конструкцией электрододержателя. Электроды с круглым хвостовиком представляют собой либо одноточечные электроды, используемые для встречной сварки, либо электроды с параллельным зазором, которые имеют зеркальные левую и правую стороны, которые касаются объекта сварки на верхней стороне. Примерами этого являются наши электроды типа S20 и S23, которые эквивалентны электродам серии Unitek Unibond C. Все остальные стили 9Электроды 0027 для контактной микросварки имеют квадратный стержень с параллельным зазором и могут быть либо соединены с изолятором, либо разделены на две отдельные половины для клиентов, которые могут установить расстояние между зазорами с помощью держателя электрода.
Необходимость сконцентрировать сварочный ток и давление в области желаемого сварного шва часто требует использования электродов специальной формы. Эта потребность обычно определяется просто путем изучения приложения под рукой. AIT предлагает широкий ассортимент электродов для сварки сопротивлением для большинства областей применения. Эти стандартные электроды имеют либо плоскую, либо слегка закругленную (выпуклую) поверхность наконечника. Эти поверхности наконечников обычно подходят для многих приложений без дальнейших модификаций. В тех случаях, когда для достижения оптимальных результатов требуются наконечники особой формы, AIT может изготовить их в соответствии с вашими требованиями. Позвоните нам сегодня и узнайте, как AIT может помочь вам получить электроды для контактной сварки для вашего применения.
НОМЕР ДЕТАЛИ
ХЬЮЗ/МИКРОСОЕДИНЕНИЕ
С-3-М-А. 007Б.005С.012Д.0015
ДУО-7B5-00
С-3-М-А.010Б.010С.020Д.0015
ДУО-10B10-00
С-3-М-А.015Б.020С.040Д.003
ДУО-15C20-00
С-3-М-А.033Б.015С.060Д.003
ДУО-33C15-00
НОМЕР ДЕТАЛИ
ХЬЮЗ/МИКРОСОЕДИНЕНИЕ
ГАЙЗЕР
ГАЙЗЕР СВЯЗАННЫЙ
С ПРОКЛАДКОЙ 0,002
ГАЙЗЕР СВЯЗАННЫЙ
С ПРОКЛАДКОЙ 0,004
С-6-М-А.010В.010С.020
ESQ-1010-00
С-6-2-А.010Б.010С.020
ESQ-1010-02
S-6-W-A.010B. 010C.020
ESQ-1010-13
С-6-М-А.010В.015С.035
ESQ-1015-00
ПГЭ-1015-ЭСК
PGE-22152-ESQA
ПГЕ-22154-ЭСКА
С-6-2-А.010Б.015С.035
ESQ-1015-02
ПГЕ-1015-ESQ-CU2
ПГЕ-22152-ESQA-CU2
ПГЕ-22154-ESQA-CU2
S-6-W-A.010B.015C.035
ESQ-1015-13
ПГЭ-1015-ESQ-W
ПГЭ-22152-ЭСКА-В
ПГЭ-22154-ЭСКА-В
С-6-М-А.015Б.025С.060
ESQ-1525-00
ПГЭ-1525-ЭСК
PGE-32252-ESQA
PGE-32254-ESQA
С-6-2-А.015Б.025С.060
ESQ-1525-02
ПГЭ-1525-ESQ-CU2
ПГЭ-32252-ESQA-CU2
ПГЭ-32254-ESQA-CU2
S-6-W-A.015B.025C.060
ESQ-1525-13
ПГЭ-1525-ESQ-W
ПГЭ-32252-ЭСКА-В
PGE-32254-ESQA-W
С-6-М-А. 025В.045С.100
ESQ-2545-00
ПГЭ-2545-ESQ
PGE-52452-ESQA
PGE-52454-ESQA
С-6-2-А.025В.045С.100
ESQ-2545-02
ПГЭ-2545-ESQ-CU2
ПГЕ-52452-ESQA-CU2
PGE-52454-ESQA-CU2
S-6-W-A.025B.045C.100
ESQ-2545-13
PGE-2545-ESQ-W
PGE-52452-ESQA-W
ПГЕ-52454-ЭСКА-В
НОМЕР ДЕТАЛИ
ХЬЮЗ/МИКРОСОЕДИНЕНИЕ
С-11-М-А.015Б.015С.030Д.0015Е7Ф3.0
ГВ011-3А
С-11-М-А.0205Б.020С.035Д.003Е7Ф3.0
ГВ011-2А
С-11-М-А.025Б.025С.045Д.005Е7Ф3.0
ГВ011-1А
НОМЕР ДЕТАЛИ
ЮНИТЕК
С-12-2-А. 020Б.030С.080Д1.125Е.625-С
ЕС1000
С-12-2-А.020Б.030С.080Д2.000Е1.500-С
ЕС1002
С-12-М-А.020Б.030С.080Д2.000Е1.500-С
EU2030ML
С-12-М-А.025Б.037С.100Д1.125Е.625-С
EU2537M
С-12-М-А.020Б.030С.080Д1.125Е.625-С
ЕС2030MR
НОМЕР ДЕТАЛИ
ЮНИТЕК
С-13-2-А.020Б.344С1.312
EP0402
С-13-3-А.020Б.344С1.312
EP0403
С-13-Г-А.020Б.344С1.312
EP0450
НОМЕР ДЕТАЛИ
ХЬЮЗ/МИКРОСОЕДИНЕНИЕ
С-14-М-А.015Б. 015С.040Д.0015Е7Ф3.00
GW012-4A
С-14-М-А.020Б.020С.055Д.003Е7Ф3.00
GW012-3A
С-14-М-А.025Б.025С.075Д.003Е7Ф3.00
GW012-2A
С-14-М-А.050Б.050С.075Д.003Е7Ф3.00
GW012-8A
С-14-М-А.025Б.025С.075Д.003Е20Ф3.00
GW012-1A
С-14-М-А.050Б.050С.075Д.003Е20Ф3.00
ГВ012-7А
НОМЕР ДЕТАЛИ
ЮНИТЕК
С-15-2-А.003Б.250С10Д1.75
EP0802
С-15-3-А.003Б.250С10Д1.75
EP0803
С-15-11-А.003Б.250С10Д1.75
EP0811
С-15-М-А.003Б.250С10Д1.75
EP0820
НОМЕР ДЕТАЛИ
ЮНИТЕК
ХЬЮЗ/МИКРОСОЕДИНЕНИЕ
С-16-2-А. 062Б.125С.188Д15Е2.0Ф35
ЭО0402
С-16-3-А.062Б.125С.188Д15Е2.0Ф35
ЭО0403
С-16-11-А.062Б.125С.250Д90Е2.0Ф35
ЭО0411
С-16-13-А.062Б.125С.250Д90Е2.0Ф35
ЭО0413
С-16-М-А.062Б.125С.250Д90Е2.0Ф35
ЭО0420
С-16-11-А.062Б.125С.250Д1.83Е2.0Ф55
ЭО-125-11
С-16-13-А.062Б.125С.250Д1.83Е2.0Ф55
ЭО-125-13
С-16-М-А.062Б.125С.250Д1.83Е2.0Ф55
ЭО-125-00
НОМЕР ДЕТАЛИ
ЮНИТЕК
ХЬЮЗ/МИКРООБЪЕДИНЕНИЕ
С-17-2-А. 093Б.250С.312Д4.0
ЭС0802Е
С-17-3-А.093Б.250С.312Д4.0
ES0803E
С-17-Г-А.093Б.250С.312Д4.0
ЭС0850Е
С-17-М-А.093Б.250С.312Д4.0
ЭС0820Е
S-17-G-A.062B.250C.312D4.0
ES0850ES
С-17-2-А.062Б.125С.150Д1.52Е45
ЭР-125-02Э
С-17-Г-А.062Б.125С.150Д1.52Е45
ЭР-125-15Э
НОМЕР ДЕТАЛИ
ЮНИТЕК
АВИО
ХЬЮЗ/МИКРОСОЕДИНЕНИЕ
С-19-Г-А.063Б.125С.125Д15Е1.25
ЕС0450
ЭР-125-15
ДЛИНА НАКОНЕЧНИКА 0,150
С-19-2-А. 063Б.125С.125Д15Е1.25
ES0402
ЭР-125-02
ДЛИНА НАКОНЕЧНИКА 0,150
С-19-2-А.093Б.250С.188Д15Е2.0
ES0802
ЭХ-250-02
С-19-3-А.093Б.250С.188Д15Е2.0
ES0803
ЭХ-250-03
С-19-Г-А.093Б.250С.188Д15Е2.0
ES0850
ЭХ-250-15
С-19-М-А.093Б.250С.188Д30Е2.75
ES0802
ЭО-250-00
С-19-11-А.093Б.250С.188Д30Е2.75
ES0803
ЭО-250-11
S-19-W-A.093B.250C.188D30E2.75
ES0850
ЭО-250-13
С-19-2-А.78Б1.6С1.6Д15Е25
EH-062-02A
С-19-2-А2. 5В6.4С5.0Д15Е69Р1.25
ЭО-250-02А
С-19-3-А2.5Б6.4К5.0Д15Э69Р1.25
ЭО-250-03
0,6875
С-19-М-А2.5Б6.4К5.0Д15Е69.0Р1.25
ЭО-250-00А
С-19-11-А2.5Б6.4К5.0Д15Э69.0R1.25
ЭО-250-11А
С-19-13-А2.5Б6.4К5.0Д15Е69.0Р1.25
ЭО-250-13А
НОМЕР ДЕТАЛИ
ЮНИТЕК
ГАЙЗЕР
С-20-М-А.009Б.010С.025Д.001
УТМ111С
ПГЭ-09101-60D
С-20-М-А.010Б.010С.025Д.002
УТМ112К
ПГЭ-10102-60Д
С-20-М-А. 018Б.020С.050Д.002
УТМ222К
ПГЭ-18202-60D
С-20-М-А.020Б.020С.050Д.004
УТМ224К
ПГЭ-20204-60Д
С-20-М-А.010Б.010С.015Д.002
УТМ224КС
НОМЕР ДЕТАЛИ
ЮНИТЕК
АВИО
ХЬЮЗ/МИКРОСОЕДИНЕНИЕ
С-21-11-А.063Б.125С.125Д1.25
ES0411
ЭХ-125-11
S-21-W-A.063B.125C.125D1.25
ES0413
ЭХ-125-13
С-21-М-А.063Б.125С.125Д1.25
ES0420
ЭХ-125-00
С-21-11-А.093Б.250С.188Д2.00
ES0811
ЭХ-250-11
S-21-W-A. 093B.250C.188D2.00
ES0813
ЭХ-250-13
С-21-М-А.093Б.250С.188Д2.00
ES0820
ЭХ-250-00
С-21-М-А.125Б.250С.188Д2.00
ES0820A
ЭХ-250-00-125
ВОЛЬФРАМ ИС ЭХ-250-13-125
МЕДЬ ВОЛЬФРАМ ИС ЭХ-250-11-125
С-21-М-А.250Б.250Д2.5
ЭС0820Б
С-21-М-А1.6Б3.2С.3.2Д35
ЭХ-125-00А
С-21-11-А1.6Б3.2С.3.2Д35
ЭХ-125-11А
С-21-13-А1.6Б3.2С.3.2Д35
ЭХ-125-13А
С-21-М-А3.2Б6.4С5.0Д56
ЭХ-250-00А
С-21-11-А3.2Б6.4С5.0Д56
ЭХ-250-11А
С-21-13-А3. 2Б6.4С5.0Д56
ЭХ-250-13А
С-21-М-А2.5Б6.4С5.0Д35
ЭХ-250-00С
С-21-13-А2.5Б6.4С5.0Д35
ЭХ-250-13С
С-21-2-А3.2Б6.4С5.0Д56.0
ЭХ-250-02А
С-21-3-А3.2Б6.4С5.0Д56.0
ЭХ-250-03
С-21-2-А3.2Б6.4С5.0Д35.0
ЭХ-250-02С
НОМЕР ДЕТАЛИ
ЮНИТЕК
ХЬЮЗ/МИКРОСОЕДИНЕНИЕ
С-22-М-А.062Б.344С1.312
ET0420
Серия ET-125 Молибден
С-22-2-А.062Б.344С1.312
ET0402
Серия ET-125, класс 2
С-22-3-А. 062Б.344С1.312
ET0403
Серия ET-125, класс 3
С-22-11-А.062Б.344С1.312
ET0411
Серия ET-125 Класс 11
S-22-W-A.062B.344C1.312
ET0413
Серия ET-125, класс 13
С-22-Г-А.062Б.344С1.312
ET0450
Глидкоп серии ET-125
НОМЕР ДЕТАЛИ
ЮНИТЕК
ГАЙЗЕР
С-23-М-А.009Б.010С.025Д.001
УТМ111Л
ПГЭ-09101-15D
С-23-М-А.010Б.010С.025Д.002
УТМ112Л
ПГЭ-10102-15D
С-23-М-А.010Б.005С.025Д.002
УТМ152Л
ПГЭ-10052-15D
С-23-М-А.020Б.020С.050Д.002
УТМ222Л
ПГЕ-18202-15D
С-23-М-А. 022Б.020С.050Д.004
УТМ224Л
ПГЭ-20204-15Д
С-23-М-А.020Б.030С.050Д.007
УТМ237Л
ПГЭ-20307-15Д
С-23-М-А.010Б.010С.015Д.002
УТМ112ЛС
НОМЕР ДЕТАЛИ
ХЬЮЗ/МИКРОСОЕДИНЕНИЕ
ГАЙЗЕР
С-24-М-А.007Б.005С.012Д.0015
DUS-7B5-00
ПГЭ-07052-ДУС
С-24-М-А.010Б.010С.020Д.0015
DUS-10B10-00
ПГЭ-10102-ДУС
С-24-М-А.015Б.020С.040Д.003
DUS-15C20-00
ПГЭ-15203-ДУС
С-24-М-А.020Б.020С.040Д.003
ПГЭ-20203-ДУС
Магазин для Стержневых электродов | Алюминиевые и стальные электроды – Weldingoutfitter.
com
Электроды-палки
У нас полно ПАЛОК! Будь то электроды из мягкой стали, электроды из нержавеющей стали, чугунные электроды или любые специальные электроды, у нас есть подходящий электрод для вас! Если вы не нашли нужный электрод на нашей странице, позвоните нам! Пожалуйста, спрашивайте о наших СУПЕР низких ценах на электроды паллетного количества!!!
По любым вопросам звоните по телефону 1-641-201-1352!
Сортировать по
ПопулярныеЦена, от низкой к высокойЦена, от высокой к низкойПо алфавиту, от A до ZПо алфавиту, от Z до ADДата, от старой к новойДата, от новой к старойЛучшие продажи
Быстрый просмотр
Сделать выбор
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
С самых первых лет строительства, проектирования, ремонта и производства каждый когда-либо используемый инструмент всегда нуждался в каком-то «топливе», чтобы поддерживать его работу. В давние времена этим топливом была чистая мышечная сила, когда кузницам, мехам и молотам требовались старомодные человеческие усилия, чтобы получить максимум инструментов и результатов, которых хотели люди. Сегодня все может быть совсем иначе. Современным инструментам часто для работы требуется электричество, но помимо этого есть и другие источники топлива, которые необходимо учитывать для обеспечения бесперебойной работы. Например, пистолеты для гвоздей требуют не только мощности для работы, но и гвоздей для эффективной работы. Малярам с электроприводом требуется краска для нанесения, в дополнение к электричеству, чтобы распылить краску гладким, ровным слоем. А когда дело доходит до сварки, для поддержания производительности сварщика требуется множество деталей, и одной из таких вещей являются электроды.
Сварочные электроды являются важным расходным материалом
Стержневые электроды или сварочные электроды подпадают под категорию «расходных материалов». Это просто означает, что, хотя они необходимы для работы сварщика, они, подобно электричеству, не являются чем-то, что работает все время после того, как устройство подключено к сети. Расходные материалы вставляются в сварочные устройства и, как следует из названия, постепенно « израсходован» в ходе работы, и в конечном итоге его необходимо заменить. В случае с электродами это очень важный расходный материал для сварщиков. Для разных металлов и разных видов работ требуются разные стержневые электроды. Они выполняют множество различных функций, таких как защита обрабатываемого металла, улучшение качества дуги, исходящей от сварочного аппарата, или даже удаление загрязнений на поверхность при работе с металлами, что позволяет легче удалить этот «шлак». , обеспечивая более высокое качество сварочных работ. И у нас есть электроды, которые вам нужны.
Все типы, все марки
Мы знаем, что сварщикам нужны разные электроды для разных задач, поэтому мы создали большой ассортимент, чтобы удовлетворить ваши потребности и ваши предпочтения.
Электронно-лучевая плавка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Электронно-лучевая плавка — весьма удобный способ получения слитков тугоплавких и химически высокоактивных металлов. При этом используются такие особенности электронно-лучевой об -, работки, как высокая удельная мощность в рабочем пятне и наличие вакуума, позволяющие удалять газы в ходе плавки.
[1]
Электронно-лучевая плавка ( рис. 153), осуществляемая в глубоком вакууме, является одним из перспективных методов переплавки драгоценных металлов и сплавов с наиболее высокими температурами плавления, особенно для зонной пирометаллургической перекристаллизации платины и металлов платиновой группы.
[2]
Электронно-лучевая плавка в вакууме дает возможность очищать тугоплавкие металлы ниобий, тантал, молибден, вольфрам, рений. При этом содержание газов ( О2, N2, h3) в металлах уменьшается в сотни раз. Первоначально твердые и хрупкие, плохо обрабатываемые металлы ( например, ниобий и тантал) становятся пластичными и легко прокатываемыми в фольгу при комнатной температуре. Для успешной очистки давление паров примеси должно не менее чем в 10 раз превышать упругость паров самого металла и быть не менее 10 — 2 мм рт. ст. Из молибдена можно удалить практически все примеси, кроме рения, тантала и вольфрама, из вольфрама — все, кроме тантала и рения. Тантал очищается при — 3000 С до 0 002 % примесей.
[3]
Электронно-лучевая плавка — наиболее совершенный способ получения слитков тугоплавких металлов. При этом достигается значительный перегрев расплавленного металла.
[4]
Схема простой дуговой печи с расходуемым электродом для получения титановых слитков в инертной атмосфере ( Рипяблик стал корпорейшн.| Дуговая печь с расходуемым электродом для переплавки титановой губки в вакууме или в инертной атмосфере ( Тайтэниум металс корпорейшн оф Америка. [5]
Электронно-лучевая плавка представляет собой новый способ переплавки тугоплавких металлов в слитки высокой степени чистоты. При этом способе плавки в качестве источника тепла используется пучок электронов, движущихся с большой скоростью.
[6]
Электронно-лучевая плавка проводится в вакуумной камере, в которой ускоренные электроны фокусируются на порцию расплавленного вольфрама п поверхность слитка, питающего расплавленную ванну. Давление в камере необходимо поддерживать ниже 5 — 10 4 мм рт. ст., чтобы предотвратить ионизацию газа и последующий низковольтный разряд.
[7]
Электронно-лучевая плавка имеет важные преимущества перед другими методами плавки. В электронно-лучевых печах слитки можно получать из порошков или скрапа, что исключает трудоемкие операции по изготовлению электродов, а также дает возможность перерабатывать отходы. Электронно-лучевую плавку проводят в глубоком вакууме ( 10 — 4 — 10 — 6 мм рт. ст.) при нагреве ванны жидкого металла на несколько сот градусов выше температуры плавления, что позволяет осуществлять глубокое рафинирование металла. При плавке происходит дополнительная очистка от кислорода, азота, а также от некоторых металлических примесей: Sn, Fe, Pb, которые имеют более / высокое давление пара по сравнению с основным металлом.
[8]
Схема электронно-лучевой плавив.
[9]
Электронно-лучевая плавка основана на расплавлении металла пучком электронов, испускаемых катодом и обладающих высокой кинетической энергией. Сфокусированный электромагнитной катушкой поток электронов при ударе о металл преобразует кинетическую энергию в тепловую, которая разогревает металл и плавит его.
[10]
Схема электронно-лучевой плавив.
[11]
Электронно-лучевая плавка позволяет длительное время выдерживать жидкий металл в глубоком вакууме и избавиться в результате этого от многих летучих примесей. [12]
Электронно-лучевая плавка, позволяющая существенно снизить содержание в тантале примесей, повышает его пластичность и снижает температуру перехода в хрупкое состояние.
[13]
Электронно-лучевая плавка обеспечивает получение молибденовых слитков диаметром до 300 мм и больше. В результате такой плавки значительно снижается концентрация кислорода, азота, углерода, кремния, железа, меди, марганца, никеля, кобальта.
[14]
Электронно-лучевая плавка — наиболее совершенный способ получения слитков тугоплавких металлов. При этом достигается значительный перегрев расплавленного металла.
[15]
Страницы:
1
2
3
4
Электронно-лучевые установки.
В последние годы все большее применение в металлургии находят электронно-лучевые пушки высоковольтного тлеющего разряда с холодным катодом (ВТР), в которых эмиссия свободных электронов из катода обеспечивается его бомбардировкой ионами водорода из тлеющего разряда. Отличительной чертой этих пушек является простота конструкции и возможность работы в вакууме 0,1-10Па.
Основным достоинством электронно-лучевого нагрева является возможность независимо от процесса плавления плавно и в широких пределах изменять мощность вкладываемого тепла и конфигурацию зоны нагрева.
Классической схемой электронно-лучевой плавки является капельная плавка, при которой заготовка переплавляется непосредственно в медный водоохлаждаемый кристаллизатор, где происходит затвердевание металла.
Конструктивно любая электронно-лучевая установка состоит из следующих основных частей (рис. 2):
1) вакуумная камера;
2) электронно-лучевые пушки;
3) источник высокого напряжения и система управления разверток лучей;
4) вакуумная система;
5) система загрузки сплавляемой заготовки, которая подает расходуемую заготовку в зону плавки;
6) технологическая оснастка установки, включающая в себя при прямом переплаве кристаллизатор с поддоном;
Так как жидкий металл имеет высокую температуру и интенсивно излучает тепло, для защиты от перегрева стенки вакуумной камеры и технологические узлы установки охлаждаются проточной водой.
Под влиянием бомбардировки ускоренными электронами осуществляется нагрев и плавление торца расходуемой заготовки, а расплавленный металл стекает при этом в водоохлаждаемый медный кристаллизатор, где создается ванна жидкого металла, подогреваемая электронными лучами. По мере плавления расходуемой заготовки осуществляют вытягивание формируемого слитка со скоростью, обеспечивающей поддержание постоянного уровня жидкой ванны в кристаллизаторе.
Важной составной частью электронно-лучевой установки является высокопроизводительная вакуумная система, от которой зависит эффективность работы электронно-лучевых пушек. Вакуумная система включает в себя последовательно соединённые высоковакуумные диффузионные или бустерные паромасляные насосы и механические форвакуумные насосы, а также вакуумные затворы и систему управления.
Значительный прогресс в развитии электронно-лучевой металлургии был достигнут в 80-х годах прошлого века, когда промышленное применение нашли технологические схемы электронно-лучевой плавки с промежуточной емкостью (рис. 3). По данной схеме плавление металла осуществляют в промежуточную емкость, в которой происходит рафинирование металла и усреднение его химического состава, а затем жидкий металл сливают в кристаллизатор, где происходит формирование слитка. Применение промежуточной емкости позволило практически полностью разделить процессы плавления и рафинирования, которые протекают в промежуточной емкости, и процессы затвердевания металла в кристаллизаторе. Это дало возможность более полно использовать такое преимущество технологии электронно-лучевой плавки, как гибкость и управляемость источника нагрева, и, создавая на поверхности слитка температурные поля специального профиля, управлять процессами кристаллизации. При ЭЛП с промежуточной емкостью не предъявляют особых требований к формированию расходуемой заготовки. В качестве переплавляемого материала могут быть использованы слитки, брикеты, гранулы, губка, а также различные отходы металлургических производств и механической обработки. Все эти особенности технологии ЭЛП с промежуточной емкостью обусловили ее широкое применение при выплавке слитков титана.
Основной тенденцией в развитии оборудования для электронно-лучевой плавки является создание больших многофункциональных электронно-лучевых установок мегаватного класса, рассчитанных на выплавку слитков весом 8 тонн и более. Электронно-лучевые установки последнего поколения позволяют за счет достаточно простой операции замены технологической оснастки осуществлять практически все технологические схемы электронно-лучевой плавки.
Благодаря возможности программного сканирования электронного луча по поверхности металлической ванны форма поперечного сечения кристаллизатора и, следовательно, формируемого слитка может быть различной (круглая, прямоугольная, квадратная и, при необходимости, другой более сложной формы).
Возрастающие требования к качеству металла, а также последние достижения в повышении надежности работы электронно-лучевого оборудования и его автоматизации обуславливают все более широкое применение технологии электронно-лучевой плавки на металлургическом переделе титана. На рубеже XX и XXI веков были введены в эксплуатацию новые электронно-лучевые печи для выплавки титановых слитков в США (фирмы TIMET, Allegheny Technologies Inc.) и Украине (Институт электросварки им. Е.О. Патона, ООО «ФИКО», МК «АНТАРЕС»). Активно используются электронно-лучевые технологии получения высококачественных слитков титана в России (Южно-Уральский металлургический комбинат, НПО «Композит»), Японии (TOHO Titanium). Ведется строительство новых электронно-лучевых печей для плавки губчатого титана и титанового лома в США (TIMET), Китае (Баоцзи), Японии (TOHO Titanium), Украине (Институт электросварки им. Е.О. Патона, МК «АНТАРЕС», ООО «Стратегия БМ»).
Общая годовая производственная мощность выпуска титановых слитков методом ЭЛП в ближайшее время составит более 50 тыс. тонн. Это обусловлено тем, что основанная на использовании электронного луча как источника нагрева технология электронно-лучевой плавки получила в последние годы надежную техническую реализацию в виде современных высокопроизводительных и эффективных электронно-лучевых установок конструкции фирм Германия, США, Украины, которые обеспечивают получение высококачественных слитков (слябов) титана и снижение себестоимости металлургического передела титана.
Что такое электронно-лучевая плавка (ЭЛП)?
Что такое электронно-лучевая плавка (ЭЛП)?
Что такое электронно-лучевая плавка (ЭЛП)?
Электронно-лучевая плавка (ЭЛП) — это трехмерный производственный процесс, при котором порошковый металл плавится пучком электронов высокой энергии. Электронный луч создает поток электронов, который направляется магнитным полем, расплавляя слой за слоем порошкового металла, чтобы создать объект, соответствующий точным характеристикам, заданным моделью САПР. Производство происходит в вакуумной камере для защиты от окисления, которое может повредить высокореактивные материалы. Электронно-лучевое плавление похоже на селективное лазерное плавление (SLM), так как они оба печатают из порошка из порошкового слоя 3D-принтера, но EBM использует электронный луч вместо лазера.
EBM производит высокопрочные детали, которые максимально используют природные свойства металлов, используемых в процессе, исключая примеси, которые могут накапливаться при использовании литья металлов или других методов изготовления. Он используется для печати компонентов для аэрокосмической, автомобильной, оборонной, нефтехимической и медицинской промышленности.
Преимущества и недостатки EBM-печати
Технология электронно-лучевой плавки является запатентованной, и для работы с EBM-принтерами требуются квалифицированные специалисты. Хотя EBM может быть намного быстрее, чем SLM (селективное лазерное плавление), SLM производит более гладкие и точные детали.
История EBM Printing
В 1993 году компания Arcam совместно с Технологическим университетом Чалмерса в Гетеборге подала заявку на получение патента на принципы EBM. Процесс был разработан с целью создания 3D-объектов путем плавления электропроводящего порошка слой за слоем с помощью электрического луча. В 1997 году была основана компания Arcam AB, которая продолжила разработку EBM и коммерциализацию EBM-печати.
Часто задаваемые вопросы
В чем разница между электронно-лучевой плавкой (EBM) и селективной лазерной плавкой (SLM)? Электронно-лучевое плавление похоже на SLM в том, что оба они печатают из порошка из порошкового слоя 3D-принтера, но EBM использует электроны, а не фотоны, используемые в процессе SLM. В EBM высокоэнергетический электронный пучок плавит слои порошкообразного металла, создавая форму в вакууме. В SLM лазерный луч, излучающий фотоны, связывает или спекает слои порошкообразных металлов для затвердевания металла. SLM не требует вакуумной среды.
Какие температуры необходимы для EBM? Поскольку EBM часто используется для обработки металлов с высокой температурой плавления, в процессе электронно-лучевой плавки были измерены температуры до 2000 градусов Цельсия.
Почему процесс EBM происходит в вакууме? Обработка металлов при высокой температуре приводит к усилению окисления, что может сделать конечный продукт хрупким. Поскольку процесс EBM происходит в вакууме, что позволяет использовать высокую температуру в бескислородной среде, он снимает внутренние напряжения и приводит к более упругим и гибким деталям.
Как работает электронно-лучевая пушка? Электронно-лучевая пушка имеет вольфрамовую нить накала, которая при перегреве испускает поток электронов, которые в вакууме ускоряются примерно до половины скорости света.
Можно ли использовать EBM на пластмассах, металлах и керамике? Поскольку EBM основан на электрических зарядах и чрезвычайно высоких температурах, его можно использовать только на проводящих материалах, таких как металлы.
Что лучше для быстрого прототипирования: SLS или EBM? Поскольку электронный луч шире лазерного луча, EBM может производить менее точную деталь, чем SLS, но быстрее производит более крупные объекты.
Послойный контроль плавления электронного пучка посредством обнаружения электронов обратного рассеяния
Реферат
Цель
Целью данного исследования является внедрение и валидация новой методики контроля процесса при электронно-лучевой плавке (ЭЛП).
Дизайн/методология/подход
В этом исследовании детектор обратно рассеянных электронов внутри камеры здания используется для получения изображения в процессе EBM. Путем систематического изменения параметров процесса исследуется возможность отображения различных топографий, особенно пор. Результаты оценивают с точки зрения пористости и сравнивают с данными оптической микроскопии и рентгеновской компьютерной томографии.
Выводы
Метод позволяет обнаруживать крупные дефекты (например, поры) и дает информацию о качестве полученного компонента.
Оригинальность/ценность
Получение изображения путем оценки обратного рассеяния электронов во время процесса EBM представляет собой новый подход к мониторингу процесса, который позволяет избежать недостатков, ограничивающих ранее исследованные методы.
Ключевые слова
Контроль качества
Аддитивное производство
Сканирующая электронная микроскопия
Электронно-лучевая плавка
Пористость
Оптическая микроскопия
Мониторинг процесса
Электроны обратного рассеяния
Рентгеновский компьютерный томограф
Цитата
Арнольд, К. , Побель, К., Османлич, Ф. и Кёрнер, К. (2018), «Послойный мониторинг плавления электронного луча с помощью обнаружения электронов обратного рассеяния», Журнал быстрого прототипирования , Vol. 24 № 8, стр. 1401-1406. https://doi.org/10.1108/RPJ-02-2018-0034
Опубликовано Emerald Publishing Limited. Эта статья опубликована в соответствии с лицензией Creative Commons Attribution (CC BY 4.0). Любой может воспроизводить, распространять, переводить и создавать производные работы на основе этой статьи (как в коммерческих, так и в некоммерческих целях) при условии полной ссылки на оригинальную публикацию и авторов. С полными условиями этой лицензии можно ознакомиться по адресу http://creativecommons.org/licences/by/4. 0/legalcode 9.0009
1. Введение
Электронно-лучевая плавка (ЭЛП) представляет собой процесс аддитивного производства металлов, основанный на послойном и селективном уплотнении порошка. Благодаря своей способности производить сложные геометрические формы и обрабатывать сложные металлические сплавы, EBM вызывает интерес в сложных областях, таких как медицинская и аэрокосмическая промышленность. Это сочетается с высокими требованиями к контролю процесса и повторяемости, что в настоящее время рассматривается как препятствие для промышленного прорыва технологий аддитивного производства (Grasso and Colosimo, 2017). Для обеспечения высокого качества производимых компонентов необходимо контролировать и, следовательно, контролировать различные параметры процесса. В последнее время активная рецензирование (Grasso and Colosimo, 2017; Everton и др. , 2016; Мани и др. , 2017) продемонстрировали постоянный спрос на подходящие инструменты для мониторинга процессов в области аддитивного производства металлов.
EBM — это аддитивный процесс плавки в порошковом слое. Грабельная система внутри вакуумной камеры используется для нанесения определенного слоя порошка. На первом этапе слой порошка слегка спекают, нагревая его быстрым и расфокусированным электронным пучком. Полученная связность частиц обеспечивает достаточную электрическую проводимость и механическую стабильность для следующего этапа, на котором сфокусированный электронный пучок избирательно плавит текущее поперечное сечение желаемой геометрии. После этого наносится следующий слой порошка, и цикл повторяется до тех пор, пока не будет получена окончательная твердая деталь.
В случае процесса EBM большая часть работы по мониторингу процесса сосредоточена на использовании инфракрасной термографии для получения изображений (Schwerdtfeger et al. , 2012; Price et al. , 2012; Rodriguez et al. , 2012). ; Dinwiddie и др. , 2013). Оценивая распределение температуры по слою, можно получить информацию о состоянии поверхности и сопоставить ее с локальными дефектами, т. е. поры. Недостатком этого метода является склонность светооптических систем к металлизации за счет испарения из ванны расплава (Швердтфегер 9).0127 и др. , 2012; Динвидди и др. , 2013). Этому должны противодействовать дополнительные системы защиты, такие как механический затвор (Schwerdtfeger и др. , 2012; Dinwiddie и др. , 2013) или намотка пленки (Dinwiddie и др. , 2013). Кроме того, размер столбца луча препятствует коаксиальному расположению системы визуализации (Schwerdtfeger et al. , 2012), что приводит к искажениям и, следовательно, к различному пространственному разрешению.
Помимо этих научных подходов, существует также коммерческая система под названием Arcam LayerQam TM , предлагаемая разработчиком системы EBM Arcam AB (Mölndal, Швеция) . Он работает в диапазоне видимого света с некоторым расширением в ИК-диапазон и поэтому имеет те же недостатки, о которых упоминалось ранее.
Целью данной работы является введение альтернативного метода мониторинга EBM, который обнаруживает обратнорассеянные электроны (BSE) и получает электронно-оптическое (ELO) изображение способом, сравнимым со сканирующей электронной микроскопией (SEM). BSE возникают в результате упругих столкновений между электронами падающего пучка и атомами подложки. Часть обратнорассеянных электронов попадает в детектор BSE, который расположен вокруг луча, недалеко от рабочей камеры, как показано на рисунке 1. Интенсивность сигнала коррелирует с количеством обратнорассеянных электронов, которое, в частности, является функцией тока пучка, атомного номера. атомов образца и топографии поверхности. Сканируя область по определенному образцу, можно получить карту интенсивности, то есть изображение. Хотя этот основной принцип, безусловно, получает дальнейшее развитие в анализе с помощью СЭМ, тот же метод плоскостной сварки некоторое время используется в электронно-лучевой сварке (Шиллер 9).0127 и др. , 1977).
Метод использовался для послойного получения изображения и обнаружения дефектов в процессе сборки. Результаты были проверены с помощью рентгеновской компьютерной томографии и оптической микроскопии конечного образца.
2. Экспериментальный
Процесс аддитивного производства был выполнен с использованием системы EBM собственной разработки, которая сочетает в себе вакуумную камеру, включая управление порошком и сборочный бак, Arcam EBM S12 и электронно-лучевую сварочную горелку pro-beam AG & CO. KGaA (Planegg, Германия) . Пушка работает с ускоряющим напряжением 60 кВ, а вольфрамовая нить накала обеспечивает мощность луча до 6 кВт. Отличительной особенностью системы является наличие вышеупомянутого детектора BSE, который обеспечивает возможность записи изображений ELO.
Прямоугольный образец размером 15 × 15 × 22,5 мм 3 и его столбчатые опоры были построены на стальной опорной плите с постоянной толщиной слоя 50 мкм. Исходным сырьем служил газораспыленный порошок Ti-6Al-4V, поставляемый Tekna Advanced Materials Inc. (Шербрук, Канада) с гранулометрическим составом от 45 до 105 мкм.
Параметры процесса для Ti-6Al-4V были выбраны в соответствии с предыдущими исследованиями (Jüchter et al. , 2014). Предварительный нагрев был настроен на проведение процесса при заданной температуре 1023 К (750°С). Кроме того, применялся контролируемый вакуум 2 × 10 -3 мбар атмосферы гелия. Поперечное сечение было расплавлено с использованием стандартной схемы штриховки, при которой направление сканирования соседних линий штриховки чередовалось на 180°, что часто называют змееподобным или возвратно-поступательным образом. Расстояние между линиями во время штриховки было постоянным и составляло 100 мкм, а контурное плавление не применялось. Направление люка было повернуто на 90° после каждого слоя.
Объектом исследования было поведение консолидации сыпучего материала в зависимости от подводимой энергии. При постоянной скорости отклонения 2 м/с мощность штриховочного луча изменялась каждые 2,5 мм высоты сборки. 2,5 мм эквивалентны 50 слоям, что является эмпирическим значением для учета эффектов перехода между секциями. Начиная с технологического окна для плотных образцов со значением 120 Вт, мощность луча увеличивали в четыре равноотстоящих шага до 165, 210, 255 и 300 Вт, при которых были получены плотные слои. Впоследствии мощность соответственно снова уменьшили до 120 Вт, чтобы учесть эффекты гистерезиса. В результате была получена выборка из девяти сложенных секций с различной подводимой энергией и, следовательно, с различной плотностью (рис. 2).
Детектор BSE использовался в течение всего процесса для получения ELO-изображений поверхности образца после штриховки. Пиксельное разрешение 60 мкм/пиксель было выбрано в соответствии с масштабом признаков, которые, как ожидается, будут обнаружены с помощью электронного луча с доступным диаметром около 300 мкм. Чтобы получить подходящий сигнал обратного рассеяния, время экспозиции было установлено на 0,1 мкс/пиксель, а ток луча — на 7 мА.
Информация о подповерхностных структурах (например, закрытых порах) ограничена глубиной проникновения электронного луча. Оценка Канайи и Окаямы (с использованием данных о материалах для чистого титана и энергии электронов 60 кэВ) дает максимальный диапазон приблизительно 17 мкм (Каная и Окаяма, 19).72). Только дефекты, расположенные между поверхностью и этим максимальным расстоянием, влияли на сигнал обратного рассеяния. Принимая во внимание диаметр луча 300 мкм, глубина проникновения и, следовательно, информация о недрах в последующем исследовании была незначительной.
Исходный образец был снят с базовой пластины и разрезан вдоль направления сборки на две части. После этого поперечное сечение было подготовлено путем шлифовки на бумаге из карбида кремния, смазанной водой, механической полировки алмазной суспензией размером 3 мкм и заключительной стадии химической полировки (50 мл Struers OP-S NonDry , 50 мл дист. H 2 O, 10 г KOH, 10 мл H 2 O 2 ). Подготовленный микрошлиф исследовали с помощью оптической микроскопии (ОМ) с использованием Leica DM6000 M. Режим точного сшивания изображений микроскопа использовался для создания изображения с высоким разрешением (13 мкм/пиксель) всего поперечного сечения для дальнейшей оценки в Условия пористости.
В качестве альтернативного подхода к количественной оценке пористости одна половина исходного образца была проанализирована с помощью рентгеновской компьютерной томографии (КТ). CT-система на Институт Фраунгофера EZRT использовал ускоряющее напряжение 150 кВ для создания поперечных срезов образца с размером вокселя 26 мкм.
Для упрощения качественного визуального сравнения трех методов визуализации было рассчитано виртуальное продольное сечение образца из послойно захваченных ELO-изображений. Принимая во внимание соотношение между размером пикселя и толщиной слоя, ЭЛО-изображения накладывались друг на друга в хронологическом порядке для восстановления трехмерной карты плотности образца. Последнюю впоследствии фактически разрезали в продольном направлении.
Общей чертой трех методов визуализации является эффективность пор в качестве стока интенсивности для соответствующего измерительного сигнала. Интенсивность I коррелирует со значениями пикселей захваченных изображений в градациях серого, то есть низкими значениями, представляющими низкую интенсивность. Поэтому темные области в определенной степени можно считать пористыми, в отличие от более светлых, которые считаются более плотными.
Скалярная величина, представляющая пористость, была определена путем вычисления нормализованного среднего значения шкалы серого I ¯ для каждого метода визуализации в зависимости от высоты строения z [уравнение (1)]. Приходилось учитывать, что методы отображения преобразуют реальное пространство ( x , y , z ) в дискретное пространство ( i , j , k ), а n количество пикселей в k -направлении. Усреднение ЭЛО- и КТ-изображений выполнялось на основе поперечных 2D-срезов, полученных при получении и реконструкции изображения соответственно. ОМ-изображение анализировали, вычисляя среднее значение оттенков серого для каждой строки сшитого растрового изображения ( j = const .). Все значения были нормализованы с использованием соответствующего максимума в каждом методе к интервалу [0, 1] для учета различной глубины цвета. Корреляция с высотой строения была достигнута при использовании соответствующего разрешения изображения R z (в пикс/м):
3. Результаты
На рис. 3 приведены примерные поперечные сечения прямоугольного образца для всех уровней мощности. Изображения были получены с помощью послойного получения изображения ELO в процессе обработки и после обработки рентгеновской компьютерной томографии. Для обоих методов визуализации можно констатировать, что количество дефектов уменьшается с увеличением мощности луча.
Снижение пористости можно объяснить количеством энергии, доступной для консолидации порошка. С учетом других параметров процесса, таких как скорость отклонения и расстояние между линиями штриховки, 120 Вт намного ниже технологического окна для плотных образцов. С увеличением мощности луча больше энергии доступно для плавления порошка и нижележащих слоев, что приводит к более гладкой поверхности самого последнего расплавленного слоя (Jüchter et al. , 2014).
Во-первых, становится очевидным, что ELO-визуализация способна визуализировать изменение топографии поверхности от сильно пористой до полностью плотной структуры. Малую интенсивность дефекта можно объяснить углами между нормалью к поверхности, падающим лучом и направлением на детектор электронов. Благодаря коаксиальному расположению детектора направление падающего луча и направление на детектор электронов практически совпадают. Следовательно, увеличение угла между нормалью к поверхности и падающим лучом уменьшает количество электронов, которые измеряются детектором. Кроме того, электроны могут многократно рассеиваться внутри полости дефекта, что дополнительно снижает интенсивность сигнала.
Принимая во внимание соответствующие КТ-изображения, предполагается, что ELO-изображение не только предоставляет информацию о топографии поверхности, но также указывает места предпочтительного образования пор и, следовательно, может использоваться для оценки пористости внутри конечного образца. Однако характеристики пористости, т.е. количество и размер пор, не идентичны.
Путем наложения ЭЛО-изображений послойно друг на друга была получена виртуальная 3D-модель образца. Рисунок 4 включает виртуальное центральное поперечное сечение этой модели в продольном направлении. Чтобы продемонстрировать зависимость между конструкцией и потребляемой энергией, выделены применяемые силовые каскады. Видно, что достаточно небольшое увеличение или уменьшение мощности на 45 Вт приводило к отчетливой модификации объемной структуры. Поскольку эти превращения происходят довольно резко, можно констатировать, что пористость очень сильно связана с энерговкладом, а переходные области ограничены высотой лишь нескольких слоев порошка.
При сравнении верхней и нижней секции мощностью 255 Вт было отмечено, что нижняя секция содержала некоторые каналообразные поры, тогда как верхняя была достаточно однородной. Bauereiß и др. дают подробное объяснение лежащего в основе механизма образования дефектов каналообразной пористости (Bauereiß et al. , 2014). Текущее наблюдение указывает на дополнительный эффект гистерезиса при изменении пористости путем изменения мощности луча. Создание плотных слоев на пористой поверхности потребует более высоких затрат энергии, чем создание таких же слоев на плотной поверхности.
Чтобы оценить способность in situ ELO-визуализации конкурировать с обычными инструментами анализа после сборки, поперечные сечения, полученные с помощью ОМ и КТ, также изображены на рисунке 4. Визуальное сравнение показывает, что существует хорошее качественное соответствие между тремя методами визуализации. Если вдаваться в подробности, сравнивая ELO- с КТ-изображением, даже некоторые дефекты, например. характерная каналообразная пористость в нижней секции 255 W может быть точно предсказана. Эта отличительная пористость не может наблюдаться на ОМ-изображении. Это связано с процедурой препарирования, препятствующей получению такого же поперечного сечения, как при ЭЛО- и КТ-томографии.
Для количественной оценки конкретных характеристик и взаимосвязи между тремя методами визуализации на основе соответствующих изображений в градациях серого были рассчитаны нормализованные средние значения интенсивности как функция высоты строения тела. Диаграммы на рисунке 5 показывают, что все методы визуализации способны отображать пошаговое изменение интенсивности в зависимости от высоты построения и, соответственно, мощности луча. Гладкость графиков зависит от метода визуализации и его соответствующей оценки. Рентгеновская компьютерная томография дает довольно гладкую кривую, в то время как оценка двумерного микросреза с помощью оптической микроскопии показывает сильные вариации усредненного сигнала интенсивности. Это можно объяснить разным объемом выборки, формирующим соответствующее среднее значение. В этом отношении кривая ELO-визуализации находится где-то посередине.
Несмотря на нормализацию значений, существует значительная разница между соответствующими уровнями интенсивности. В случае ОМ- и КТ-визуализации это можно объяснить исключительно разным разрешением и контрастом, обеспечиваемым соответствующим измерительным сигналом. Кроме того, ELO-изображения ограничены топографией поверхности, что вносит дополнительный источник вариаций. Высота ступеньки средней интенсивности при 210/255 Вт-переходах, т.е. в области критического энерговклада для консолидации материала, исключительно высока для ЭЛО-визуализации. По-видимому, критическая подводимая энергия оказывает большее влияние на топографию поверхности, чем на пористость конечного объемного материала. Следовательно, можно сделать вывод, что ELO-визуализация завышает результирующую пористость, факт, который также можно качественно вывести из рисунка 4. 9.0009
При сравнении переходов на 210/255 Вт и 255/210 Вт наклоны кривых всех трех методов кажутся несколько более крутыми при снижении мощности. Это можно рассматривать как дополнительное указание на вышеупомянутый эффект гистерезиса.
4. Обсуждение
По сравнению с оптической микроскопией и рентгеновской компьютерной томографией, визуализация ELO с помощью BSE характеризуется некоторыми выдающимися особенностями, но при этом необходимо учитывать некоторые ограничения.
Во-первых, пространственное разрешение в настоящее время довольно низкое по сравнению с ОМ- и КТ-изображениями. Поэтому количество возможных дефектов, которые можно обнаружить с помощью ELO-изображения, ограничивается крупными дефектами. Кроме того, ELO-визуализация ограничивается записью поверхностей слоев и последующей реконструкцией трехмерной модели. Было продемонстрировано, что из-за этого подхода возникают некоторые расхождения, особенно завышенная оценка пористости с помощью ELO-визуализации. Предположительно, соответствующее количество дефектов, присутствующих на поверхности и, следовательно, на ЭЛО-изображении, частично заполняется и даже закрывается при плавлении последующих слоев. В результате абсолютное количество пор и их размер меньше в готовой части. Пригодность ELO-визуализации в качестве инструмента контроля качества еще не ограничена, поскольку дефекты надежно выявляются, а в худшем случае переоцениваются.
Как видно из нижнего разреза 255 Вт на рис. 4, ОМ-изображение двухмерного разреза не может дать полной информации о пористости. Если плотность дефектов настолько мала, что в поперечном сечении ни один дефект не вырезается, качество образца может быть переоценено. Анализ с помощью рентгеновской КТ дает полную трехмерную информацию, но должен учитывать другие ограничения, например. относительно размера образца. Напротив, ELO-изображение способно реконструировать 3D-информацию о крупных дефектах без учета дополнительных требований.
Кроме того, ELO-imaging обладает некоторыми уникальными свойствами, которые делают его выдающимся инструментом для наблюдения за процессом EBM. В отличие от ОМ и КТ, ELO-визуализация является внутрипроцессным методом, позволяющим получать информацию о текущем слое в режиме реального времени. Он не только позволяет оператору вручную регулировать параметры во время процесса, но также имеет возможность подключить оценку к управлению с обратной связью для расширенных стратегий обработки и более быстрого определения окна процесса.
Термография как альтернативный инструмент производственного мониторинга ограничена либо небольшими полями зрения в несколько квадратных миллиметров (Price et al. , 2012), либо пространственным разрешением выше 100 мкм/пиксель (Schwerdtfeger et al. , 2012; Rodriguez и др. , 2012 г.), в зависимости от используемых линз. ELO-изображение способно записывать всю область построения с разрешением ниже 100 мкм/пиксель.
В отличие от других методов, детектор BSE устойчив к температуре процесса, рентгеновскому излучению и загрязнению порошком. Более того, металлизация BSE-детектора не снижает качество измеряемого сигнала с течением времени, как это видно в оптических методах (Schwerdtfeger 9). 0127 и др. , 2012; Динвидди и др. , 2013). Поэтому можно отказаться от особой защиты извещателя, такой как жалюзи и окна. Это позволяет интегрировать детектор внутри камеры здания в коаксиальном положении, что является новинкой для процесса EBM. Уменьшение оптических аберраций в результате коаксиального расположения датчика дополнительно улучшает качество изображения.
Детектор BSE не только улучшает контроль качества в процессе, но также упрощает предварительную оценку качества пучка. Путем сравнения определенного объекта и соответствующего ему ELO-изображения можно получить информацию о форме и размере пятна луча и использовать ее для документирования и оптимизации, гарантируя стабильное и высокое качество луча в течение длительного периода времени.
5. Выводы
Было показано, что получение изображений в процессе EBM с использованием BSE является многообещающим подходом. Пространственное разрешение достаточно для обнаружения крупных дефектов, таких как дефекты поверхности, в то время как недостатков, ограничивающих другие методы мониторинга, можно избежать. Было продемонстрировано, что можно сделать выводы о пористости конечного компонента. Таким образом, обнаружение BSE уже способно улучшить процесс EBM. Система может быть дополнительно усовершенствована, например. путем введения дополнительных внеосевых детекторов для сбора дополнительной информации о топографии поверхности или даже расчета трехмерной реконструкции всей топологии поверхности (Палушинский и Словко, 2009 г.).). Такой инструмент открыл бы новые возможности для понимания процессов и управления ими. За счет уменьшения размера пятна электронного луча можно ожидать более высокого пространственного разрешения. Размер пятна луча определяется типом нити накала, фокусными линзами и током луча. Одной из будущих целей будет определение оптимального компромисса между требованиями процесса EBM и ELO-визуализации.
В области технологии EBM исследуемый подход является первым шагом в объединении процесса плавления в порошковом слое с методами анализа на основе электронного луча, такими как электронная визуализация, дифракция обратного рассеяния электронов или рентгеновская спектроскопия. Предполагается, что эти методы предоставляют расширенную информацию о процессе и, следовательно, вносят большой вклад в его дальнейшее развитие.
Цифры
Рисунок 1
Слева: Схема системы электронно-лучевой плавки для аддитивного производства металлов
Рисунок 2
Схематическое изображение геометрии образца и изменения мощности луча -лучевая компьютерная томография исходного образца (поперечный срез)
Рисунок 4
Сравнение продольных сечений, полученных тремя различными методами визуализации
Рисунок 5
Количественная оценка пористости путем построения нормированной средней интенсивности, полученной тремя методами визуализации, в зависимости от высоты образца
Ссылки
Бауэрайс, А., Шаровски, Т. и Кёрнер, К. (2014), «Механизм образования и распространения дефектов во время аддитивного производства методом селективного плавления», Журнал технологий обработки материалов, Vol. 214 № 11, стр. 2497-2504.
Динвидди, Р.Б., Дехофф, Р.Р., Ллойд, П.Д., Лоу, Л.Е. и Ульрих, Дж. Б. (2013 г.), «Термографический мониторинг процесса электронно-лучевой плавки, используемого в аддитивном производстве», в Stockton, G.R. и Кольбер, Ф.П. (Eds), Proceedings SPIE 8705, Thermosense: Thermal Infrared Applications XXXV, 87050K.
Эвертон, С.К., Хирш, М., Страврулакис, П., Лич, Р.К. и Клэр, А.Т. (2016), «Обзор мониторинга процессов на месте и метрологии на месте для аддитивного производства металлов», Materials & Design, Vol. 95, стр. 431-445.
Грассо, М. и Колозимо, Б.М. (2017), «Технологические дефекты и методы мониторинга на месте при плавке в металлическом порошковом слое: обзор», Измерительная наука и техника, Vol. 28 № 4, с. 044005.
Юхтер В., Шаровски Т., Зингер Р.Ф. и Кёрнер, К. (2014), «Окно обработки и явление испарения для Ti-6Al-4V, полученного селективным электронно-лучевым плавлением», Acta Materialia, Vol. 76, стр. 252-258.
Каная, К. и Окаяма, С. (1972), «Теория проникновения и потери энергии электронов в твердых мишенях», Journal of Physics D: Applied Physics, Vol. 5 № 1, с. 308.
Мани, М., Лейн, Б.М., Донмез, М.А., Фэн, С.К. и Мойлан, С.П. (2017), «Обзор потребностей измерительной науки для контроля в реальном времени процессов плавки в слое металлического порошка в аддитивном производстве», International Journal of Production Исследования, Том. 55 № 5, стр. 1400-1418.
Палушинский, Дж. и Словко, В. (2009), «Измерения микрошероховатости поверхности с помощью сканирующего электронного микроскопа», Журнал микроскопии, Vol. 233 № 1, стр. 10-17.
Прайс, С. , Купер, К. и Чоу, К. (2012), «Оценка измерений температуры с помощью ближней инфракрасной термографии в порошковом электронно-лучевом аддитивном производстве», Труды симпозиума по изготовлению твердых материалов произвольной формы, Техасский университет. , Остин, Техас, стр. 761-773.
Родригес Э., Медина Ф., Эспалин Д., Терразас К., Мьюз Д., Генри К., Макдональд Э. и Викер Р. Б. (2012), «Интеграция тепловизионного управления с обратной связью» система в электронно-лучевой плавке», 23-й ежегодный международный симпозиум по изготовлению твердых материалов произвольной формы – конференция по аддитивному производству, рис. 1, стр. 945-961.
Шиллер, С., Панцер, С. и фон Арденн, Т. (1977), «Контроль над процессами в Rückstreuelektronen», ZIS-Mitteilungen, Vol. 19№ 2, стр. 238-248.
Швердтфегер, Дж., Зингер, Р.Ф. и Кёрнер, К. (2012), «Обнаружение дефектов на месте с помощью ИК-изображения во время электронно-лучевой плавки», Журнал быстрого прототипирования, Vol.
ООО «ИНТРОВЭЛД» является авторизированным представителем продукции
ООО «Судиславский завод сварочных материалов» — одного из ведущих производителей российских сварочных материалов — электроды и проволока сварочные: высокое качество, широкий ассортимент (более 70 марок), привлекательные цены, свой научно-исследовательский центр.
Электроды для сварки углеродистых и низколегированных сталей
АНО-6 (тип Э42)
МР-3 (тип Э46)
ОЗС-4 (тип Э46)
СЗСМ-46. 00 (тип Э46А)
ОЗС-18 (тип Э50А)
ТМУ-21У (тип Э50А)
СЗСМ-02 (тип Э50А)
АНО-ТМ (тип Э50А)
УОНИ-13/55У (тип Э50А)
СЗСМ-Х80К (тип Э60)
УОНИ-13/45 (тип Э42А)
МР-3С (тип Э46)
ОЗС-6 (тип Э46)
УОНИ-13/45А (тип Э46А)
УОНИ 13/55 (тип Э50)
ЦУ-5 (тип Э50А)
УОНИИ-13/45Р (тип Э50А)
УОНИИ-13/55 (тип Э50А)
УОНИ-13/65 (тип Э60)
УОНИИ-13/45 (тип Э42А)
АНО-21 (тип Э46)
ОЗС-12 (тип Э46)
УОНИИ-13/45А (тип Э46А)
УОНИИ-13/55Р (тип Э50А)
СЗСМ-01К (тип Э50А)
АНО-11 (тип Э50А)
Э-138/50Н (тип Э50А)
СЗСМ-03 (тип Э60)
Электроды для сварки высоколегированных сталей и сплавов
ОЗЛ-17У (тип Э-03Х23Н27М3Д3Г2Б)
АНЖР-2 Э-06Х25Н40М7Г2
ОЗЛ-8 (тип Э-07Х20Н9)
ЭА-606/11 (Э-08Х19Н9Ф2С2)
ОЗЛ-25Б
(тип Э-10Х20Н70Г2М2Б2В)
ОЗЛ-19 (тип Э-10Х25Н13Г2)
НИАТ-5 (Э-11Х15Н25М6АГ2)
ОЗЛ-9А (Э-28Х24Н16Г6)
ОЗЛ-36 (тип Э-04Х20Н9)
ЭА-400/10У
(Э-07Х19Н11М3Г2Ф)
НИАТ-1 (Э-08Х17Н8М2)
ЦЛ-11 (тип Э-08Х20Н9Г2Б)
ЭА-981/15
(Э-09Х15Н25М6Г2Ф)
НИИ-48Г (Э-10Х20Н9ГС)
ЗИО-8 (Э-10Х25Н13Г2)
УОНИ-13/НЖ/12Х13 (Э-12Х13)
ОЗЛ-7 (тип Э08Х20Н9Г2Б)
УОНИ-13НЖ
(Э-06Х19Н11Г2М2)
ЭА-400/10Т
(Э-07Х19Н11М3Г2Ф)
ЦТ-15 (Э-08Х19Н10Г2Б)
ЭА-48М/22 (Э-08Х24Н12Г3СТ)
НЖ-13 (тип Э-09Х19Н10Г2М2)
ОЗЛ-6 (тип Э-10Х25Н13Г2)
ЭА-395/9 (Э-11Х15Н25М6АГ2-ЭА)
ОЗЛ-5 (Э-12Х24Н14С2)
Электроды для сварки теплоустойчивых и легированных сталей
ТМЛ-5 (тип Э-06Х1М)
ТМЛ-1У (тип Э-09Х1М)
ЦЛ-20 (тип Э-09Х1МФ)
УОНИ-13/85 (тип Э85)
ОЗС-11 (тип Э-09МХ)
ЦЛ-39 (Э-09Х1МФ)
АНП-2 (тип Э70)
ЦУ-2ХМ (тип Э-09Х1М)
ТМЛ-3У (тип Э-09Х1МФ)
СЗСМ-Ni2K70 (тип Э70)
Электроды для сварки сплавов на никелевой основе
ЦТ-28 (Э-08Х14Н65М15В4Г2)
Электроды для наплавки на рабочие поверхности изделий
Что такое сварочные электроды (и что вы должны знать)?
Независимо от того, являетесь ли вы профессиональным сварщиком или любителем делать что-то своими руками, вы должны знать, что такое сварочные электроды, а также их относительные плюсы и минусы.
Так что же такое сварочные электроды? Сварочные электроды — это отрезки проволоки, которые соединяются со сварочным аппаратом для создания электрической дуги. Через эту проволоку проходит ток, образуя дугу, которая выделяет много тепла для расплавления и сплавления металла для сварки.
Основные типы:
Плавящийся
Неплавящийся
что вы можете определить лучший выбор для ваших приложений сварки. Читай дальше, чтобы узнать больше.
Различные сварочные электроды
Стержни, используемые для MIG и сварки электродами, являются примерами расходуемых электродов. У них есть присадочный материал, который плавится, образуя сварные швы.
Сварка ВИГ, с другой стороны, использует неплавящиеся электроды. Эти электроды состоят в основном из вольфрама, который не плавится (в отличие от расходуемых электродов) из-за его высокой температуры плавления. Он просто подает электрическую дугу для сварки. Присадочный материал подается с помощью проволоки, подаваемой вручную.
Следовательно, основное различие между ними заключается в том, что плавящиеся электроды плавятся, а неплавящиеся — нет.
Эти две категории также имеют несколько типов электродов.
Плавящиеся электроды
Плавящиеся электроды являются ключом к электродуговой сварке электродом, сварке в инертном газе и дуговой сварке с флюсовой проволокой. Плавящиеся электроды, используемые для электродуговой сварки, называются штучными электродами. К ним относятся электроды с толстым покрытием, экранированная дуга и электроды с легким покрытием.
Электроды со светлым покрытием
Как следует из названия, электроды со светлым покрытием имеют на своей поверхности тонкое покрытие, которое наносится распылением и кистью.
Эти электроды и их покрытия изготовлены из нескольких различных материалов. Присадочный материал во многом похож на свариваемый основной металл.
Световое покрытие служит еще одной важной цели. Это покрытие снижает содержание примесей, таких как сера и оксид, что обеспечивает более высокое качество сварного шва. Это также обеспечивает более равномерное плавление присадочного материала, что позволяет создать гладкий и надежный сварной шов.
Поскольку покрытие тонкое, образующийся шлак не слишком толстый. Электроды с экранированной дугой имеют некоторое сходство с электродами со светлым покрытием. Главное отличие в том, что они имеют более толстое покрытие. Эти сверхпрочные электроды подходят для сварки в более сложных условиях, например, для сварки чугуна.
Неизолированные электроды
Использование неизолированных электродов может быть затруднительным, поскольку дуга несколько нестабильна и ее трудно контролировать. Легкое покрытие повышает стабильность электрической дуги, тем самым облегчая вам управление. Голые электроды имеют ограниченное применение. Например, они используются для сварки марганцовистой стали.
Электроды для дуговой защиты
Электроды для дуговой защиты имеют три различных типа покрытий, которые служат разным целям. Один вид покрытия содержит целлюлозу и использует слой защитного газа для защиты зоны сварки. Второй тип покрытия имеет минералы, образующие шлак. Третий вид покрытия представляет собой комбинацию минералов и целлюлозы.
Защитные дуговые электроды создают слой защитного газа, который образует эффективный барьер, защищающий горячую зону сварки от загрязнения и коррозии со стороны окружающего воздуха. Это приводит к более прочным и надежным сварным швам. Нагретая зона сварки должна быть защищена от атмосферных газов, таких как азот и кислород, которые вступают в реакцию с высокотемпературным металлом, что приводит к образованию хрупких, пористых и непрочных сварных швов.
Электроды с экранированной дугой сводят к минимуму содержание серы, оксидов и других типов примесей в основном металле, обеспечивая ровные, гладкие и чистые сварные швы. Эти электроды с покрытием также обеспечивают более стабильную электрическую дугу по сравнению с электродами без покрытия, что делает сварку более управляемой и уменьшает разбрызгивание.
Защитные дуговые электроды также выделяют шлак из-за минерального покрытия. Этот шлак кажется трудным для удаления, но он служит полезной цели. Он остывает намного медленнее по сравнению с экранированными дуговыми электродами. Этот процесс вытягивает примеси и отправляет их на поверхность. Следовательно, вы получите высококачественные сварные швы, которые будут чистыми, долговечными и прочными.
Неплавящиеся электроды
Неплавящиеся электроды проще для понимания не только потому, что они не плавятся, но и потому, что их всего два типа.
Угольные электроды
Первый тип — это угольные электроды, которые используются как для резки, так и для сварки. Этот электрод изготовлен из угольного графита. Он может быть покрыт слоем меди или оставлен без покрытия.
Американское общество сварщиков не выпустило спецификаций для этого типа электродов. Однако для угольных электродов существуют военные спецификации.
Вольфрамовые электроды и их различные виды
Вторым видом неплавящихся электродов являются вольфрамовые электроды, которые используются для сварки TIG. Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрама, содержащего от 0,3 до 0,5% циркония (с коричневой маркировкой), вольфрама с 2% тория (с красной маркировкой) и вольфрама, содержащего 1% тория (с желтой маркировкой). маркировка).
Неплавящиеся электроды из чистого вольфрама имеют ограниченное применение и подходят для легких сварочных работ. Этому есть две причины. Во-первых, чистый вольфрам не обладает долговечностью и прочностью вольфрамовых сплавов. Во-вторых, чистый вольфрам может иметь проблемы с высоким током.
Вольфрамовые электроды с содержанием циркония от 0,3 до 0,5% дают отличные результаты при работе с переменным током. Они лучше чистого вольфрама, но не так хороши, как вольфрамовый электрод с содержанием тория.
Вольфрамовые электроды с содержанием тория 1-2% являются одними из наиболее широко используемых неплавящихся электродов, поскольку они служат дольше и имеют более высокое сопротивление, чем другие виды вольфрамовых электродов. Их можно использовать для более высоких токов по сравнению с электродами из чистого вольфрама. Эти электроды также обеспечивают лучший контроль дуги и их легче запускать.
При использовании вольфрамового электрода лучше использовать максимально допустимый ток, если они имеют гладкую цилиндрическую форму, иначе становится трудно контролировать дугу и поддерживать ее.
Для лучшего контроля и стабильности дуги следует заточить кончики этих электродов до остроты, то есть нужно сделать кончики коническими. Если вы сделаете это, вам придется выбирать аппараты с контактным пуском вместо сварочных аппаратов постоянного тока. Помните, что вольфрамовые электроды с торием и цирконием будут иметь повышенную износостойкость по сравнению с электродами из чистого вольфрама, если вы выберете конические электроды с пуском касанием.
Как читать код на стержневых электродах
Теперь, когда вы хорошо разобрались с основами, пришло время углубиться в классификацию сварочных электродов.
Эта классификация стержневых электродов учитывает различные факторы, такие как процентное содержание железного порошка, наиболее подходящее положение сварки, прочность на растяжение, материал покрытия и диаметр.
Не используйте плавящиеся электроды, толщина которых превышает толщину свариваемого металла. Чаще всего используется электрод диаметром 3/32 дюйма. Однако в некоторых случаях диаметр электрода может быть в пять раз больше или составлять всего 1/16 дюйма.
Прочность на растяжение — это максимальное усилие, которое может выдержать сварной шов. Чтобы сделать прочный и надежный сварной шов, вам необходимо использовать электрод с более прочным присадочным материалом, чем основной металл. Если присадочный материал слабее основного металла, то сварное соединение станет слабым местом, которое может легко сломаться.
Процентное содержание железного порошка в электроде также имеет значение, так как оно будет преобразовано в сталь при расплавлении под действием тепла сварки. Более высокий процент железного порошка означает, что каждый электрод может предоставить вам больше присадочного материала для сварки большего количества деталей. Однако следует иметь в виду, что процентное содержание железа вряд ли превышает 60 процентов.
Поняв эти свойства, теперь вы можете рассмотреть код классификации для этих электродов.
Например, вы можете встретить E6010. Буква «Е» указывает на то, что это электрод. Первые две цифры, следующие за буквой «Е», обозначают предел прочности при растяжении. «60» здесь означает, что предел прочности на растяжение составляет 60 000 фунтов на квадратный дюйм.
Таким образом, вы должны добавить четыре нуля к этим двум цифрам, чтобы определить прочность электрода на растяжение. Таким образом, число 70 означает прочность на растяжение в 70 000 фунтов на квадратный дюйм.
Если имеется пять цифр, то первые три цифры после «Е» относятся к пределу прочности при растяжении.
Вторая последняя цифра указывает позицию, для которой вы можете использовать электрод. «1» означает, что вы можете использовать электрод во всех положениях — над головой, горизонтально, вертикально и горизонтально. «2» означает, что электрод подходит только для горизонтального и плоского положения.
Последняя цифра в сочетании с предпоследней цифрой говорит о покрытии. Эта информация поможет вам определить сварочный ток. Производитель электродов предоставит таблицу с текущими настройками для различных покрытий в соответствии с двумя последними цифрами.
Вопросы по теме
Из чего сделаны сварочные электроды?
Сварочный электрод состоит из двух компонентов: чистого металла и флюсового покрытия. Сплав может отличаться от мягкой стали, чугуна, нержавеющей стали, высокопрочной стали, бронзы, алюминия, алюминия или алюминия.
Что означают цифры на сварочном электроде 7018?
В этой процедуре классификации самые первые 2 или 3 числа указывают на прочность на растяжение склеенного продукта, которая может быть измерена в килофунтах на квадратный дюйм или в килофунтах на квадратный дюйм. В E7018 70 символизирует 70 000 фунтов на квадратный дюйм или 70 кПа. 1: 3-я цифра указывает положение сварки.
Для чего используется сварочная проволока 6012?
Используйте сварочные палочки 6012 для соединения открытого соединения между двумя соединениями. Профессиональные сварщики используют электроды 6012 в плоском положении из-за их собственных быстрых, сильноточных угловых сварных швов.
Руководство по покупке электродов для сварки электродами (SMAW)
Одним из наиболее распространенных способов ремонта сваркой в полевых условиях является дуговая сварка в защитном металле (SMAW) или электродуговая сварка. Стержневые электроды самозащитны и сокращают количество необходимого оборудования — нет необходимости тащить газовый баллон, шланг и регулятор. Он также обеспечивает достаточную защиту сварного валика при наружных работах, когда ветер мешает защитным газам. Важно отметить, что сварка флюсовой проволокой (FCAW) также является отличным вариантом для ремонта в полевых условиях, но в этой статье мы сосредоточимся на сварке флюсом, которая более доступна для многих подрядчиков.
Для каждого применения различаются механические свойства, такие как требуемая прочность, пластичность, износостойкость, ударная вязкость и прочность на растяжение. Точное соответствие материала обеспечивает качество сварки и долговечность, а также позволяет избежать преждевременного выхода из строя и нежелательных простоев.
Для электродной сварки обычно используются электроды 6010, 6011, 6013, 7018 и 7024 с наиболее распространенными диаметрами от 1/8 до 5/32 дюйма. Каждый из этих электродов обеспечивает возможность сварки во всех положениях (кроме 7024). Первые две цифры стержневого электрода представляют минимальную прочность на растяжение «после сварки»: например, 6010 обеспечивает прочность на растяжение 60 000 фунтов на квадратный дюйм. Третья цифра обозначает допустимые положения сварки для каждого электрода (1 = все положения, 2 = только плоское или горизонтальное, 3 = плоское, горизонтальное, вертикальное вниз и над головой). Четвертая цифра обозначает тип покрытия и тип сварочного тока (переменный ток (AC)/постоянный ток (DC)), который можно использовать с электродом. Вот краткое описание каждого электрода, обычно используемого в этом приложении (любезно предоставлено Hobart Brothers):
6010: Всепозиционный электрод подходит только для источников питания постоянного тока. Он обеспечивает глубокое проникновение и способен проникать сквозь ржавчину, масло, краску и грязь. Этот электрод имеет чрезвычайно тугую дугу, что может затруднить работу неопытных сварщиков. Отлично подходит для проникновения в соединения с плотной посадкой. Всепозиционный электрод для использования с источниками переменного и постоянного тока. Он создает глубокую проникающую дугу, которая прорезает корродированные и загрязненные металлы, что идеально подходит для технического обслуживания и ремонта. Отлично подходит для проникновения в соединения с плотной посадкой.
6011: Всепозиционный электрод с мягкой дугой и минимальным разбрызгиванием, средним проплавлением и легко удаляемым шлаком. Этот электрод, подходящий для источников питания переменного или постоянного тока, лучше подходит для новых и чистых материалов, более тонких материалов и широких корневых отверстий.
7018: Всепозиционный электрод с густым флюсом и высоким содержанием порошка железа, что делает его одним из самых простых в использовании электродов. Эти электроды обеспечивают ровную, тихую дугу с минимальным разбрызгиванием и средним проплавлением дуги. Обеспечивает прочные сварные швы с высокими ударными характеристиками (даже в холодную погоду) и может использоваться для сварки основных металлов из углеродистой, высокоуглеродистой, низколегированной и высокопрочной стали. Подходит для источников переменного и постоянного тока.
7024: Для плоской или горизонтальной сварки с источником питания переменного или постоянного тока этот электрод содержит большое количество железного порошка, что помогает увеличить скорость наплавки. Хорошо работает на стальном листе толщиной не менее ¼ дюйма. толстый и может использоваться на металлах размером более ½ дюйма.
Bobcat™ 250CST™ 280 компании Miller обеспечит достаточную мощность. Многопроцессорные сварочные аппараты, такие как серия Miller XMT®, также предоставляют подрядчикам дополнительные преимущества возможностей MIG, TIG, импульсной сварки MIG, сварки порошковой проволокой и строжки угольной дугой в одном устройстве, хотя сварочные генераторы с приводом от двигателя также предлагают эти процессы, за исключением импульсной сварки. Подрядчики ожидают от сварочных генераторов с приводом от двигателя двойных возможностей сварки и выработки электроэнергии. Эти машины экономят место на грузовиках для технического обслуживания, устраняя необходимость в автономном генераторе, и могут работать с шлифовальными машинами, дрелями, отрезными пилами, осветительными приборами и воздушными компрессорами. Производители также начинают добавлять в приводы двигателей зарядные устройства/пускатели от внешнего источника, чтобы предоставить полевым механикам еще один инструмент для борьбы с простаивающим оборудованием.
Для выполнения тяжелых ремонтных работ и экономии места на ремонтных машинах руководителям автопарков следует рассмотреть возможность использования комбинированного сварочного аппарата, генератора и воздушного компрессора. Эти машины не только оснащены сварочными аппаратами и генераторами, но также включают в себя автономные винтовые воздушные компрессоры для работы пневматических инструментов и плазменных резаков. Например, Trailblazer 302 Air Pak предлагает 26 кубических футов в минуту воздуха (до 160 фунтов на квадратный дюйм) при 100-процентном рабочем цикле.
Другим фактором, который следует учитывать при выборе двигателя, является топливо. Большинство сварочных генераторов доступны с бензиновыми или дизельными двигателями. Газовые двигатели предлагают более низкую стоимость продукта, меньший вес и меньшие размеры. Новые сварочные генераторы с электронным впрыском топлива и газовыми двигателями сокращают потребление топлива на целых 27 процентов и выбросы вредных веществ до 33 процентов по сравнению с карбюраторными моделями, предлагая подрядчикам еще один способ стать экологичнее.
Автоматический станок для экструзионной гибки труб в Каменском (Гибочные станки)
Украина
Каменское
Металлообрабатывающие станки
Гибочные станки
Автоматический станок для экструзионной гибки труб в Каменском
Цена: Цену уточняйте
за 1 ед.
Компания ЧП Грид (Каменское) является зарегистрированным поставщиком на сайте BizOrg. su. Вы можете приобрести товар Автоматический станок для экструзионной гибки труб, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Автоматический станок для гибки труб методом экструзии
Данная модель станка использует для гибки труб, технологию экструзии. Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании материала, через формующий инструмент (экструзионную головку, фильеру), с целью получения изделия нужной формы(радиуса) машина по предварительно заданной программе меняет положение фильеры в пространстве. Проходя через фильеру труба деформируется в нужном направлении, с необходимым радиусом.
В качестве инструмента, используется керамическая фильера, которая позволяет снизить значительные силы трения возникающие в процессе гибки, а так же уменьшить повреждение поверхности и исключить возникновение царапин.
Станок для гибки труб и позволяет получать различные радиуса, без смены инструмента. Основой для этого является запатентованная гибочная головка, работающая в сочетании с системой управления. Радиусы могут быть легко выполнены и могут быть расположены в нескольких плоскостях. Особенно находит применение в областях где необходимо изготовление заготовок различных размеров с большими радиусами. Нет необходимости содержать большой парк инструмента, а так же затрачивать время на переналадку станка.
Кроме того, большие радиусы, которые не могут быть выполнены на обычных механических гибочных машинах могут быть выполнены на этой модели с высокой скоростью и точностью в одну операцию.
Машина практически не имеет ограничения по углу гибки от 0 до 360
Машина позволяет обрабатывать не только круглые трубы, квадратные, но и другого не стандартного сечения.
Машина наилучшим образом подходит для предприятий занимающихся изготовлением мебели. Но так же с успехом может использоваться в других областях производства.
Машина полностью сервоприводная
Ознакомиться с работой станка можно перейдя по следующей ссылке
Характеристики автоматического станка для экструзионной гибки труб
— Страна производитель: Германия
— Угол сгиба: 360.0 (град.)
— ЧПУ: Да
— Диаметр трубы сталь: от 6 до 90 мм
— максимальный радиус гибки: не ограничен
— Минимальный радиус гибки: 2,5 D — 3 D
— минимальный радиус дорновой гибки: 2 D
— Скорость: 400 мм/с
— стандартная длина трубы: 3000 мм
— количество контролимруемых осей: до 6
— Толщина стенки: до 3 мм
Товары, похожие на Автоматический станок для экструзионной гибки труб
Вы можете оформить заказ на «Автоматический станок для экструзионной гибки труб» в фирме «ЧП Грид» через площадку BizOrg. Su. Сейчас предложение находится в статусе «под заказ».
Что может предложить «ЧП Грид»
специальное предложение по сервису и стоимости для пользователей торговой площадки BizOrg.Su;
своевременное выполнение взятых на себя обязательств;
разнообразные варианты оплаты.
Оставьте заявку прямо сейчас!
Ответы на популярные вопросы
Как оформить заявку?Чтобы оформить заявку на «Автоматический станок для экструзионной гибки труб» свяжитесь с организацией «ЧП Грид» по контактным данным, которые указаны сверху справа. Обязательно укажите, что нашли фирму на торговой площадке BizOrg.Su.
Где получить более подробную информацию о фирме «ЧП Грид»?Для получения подробных даных о фирме перейдите сверху справа по ссылке с именем организации. После этого перейдите на нужную вкладку с описанием.
Предложение указано с ошибками, телефон не отвечает и т.п.Если у вас обнаружились проблемы при сотрудничестве с «ЧП Грид» – сообщите идентификаторы фирмы (24767) и товара/услуги (3387161) в нашу службу по работе с клиентами.
Служебная информация
«Автоматический станок для экструзионной гибки труб» и другие подобные предложения можно найти в категории: «Гибочные станки».
Предложение было создано 01.09.2013, дата последнего обновления — 16.11.2013.
С начала размещения предложение было просмотрено 1281 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией ЧП Грид цена товара «Автоматический станок для экструзионной гибки труб» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ЧП Грид по указанным телефону или адресу электронной почты.
Телефоны:
+380 (569) 58-81-27
Купить автоматический станок для экструзионной гибки труб в Каменском:
ул. Сыровца 46, офис 309, Днепродзержинск, 51921, Украина
Автоматический станок для экструзионной гибки труб
Гибка оргстекла и поликарбоната на струне
Оргстекло и поликарбонат хорошо поддаются термической формовке. Одной из самых востребованных операций термоформовки является гибка на струне. Технология применима для листов небольшой толщины (до 8-10 мм). Гибка осуществляется по прямой линии, с небольшим радиусом изгиба под любым углом.
Основной инструмент для гибки акриловых и поликарбонатных листов – туго натянутая нихромовая струна, подключаемая к источнику электропитания. Струна накаляется и локально нагревает материал по прямой линии. На участке местного нагрева заготовка становится пластичной, происходит изгиб листа. После остывания изогнутый лист сохраняет свою форму и восстанавливает исходную прочность. Нихромовая струна выполняет две функции: служит источником нагрева и направляющей для линии изгиба.
Режимы гибки на струне
Технологический процесс гибки на струне требует строгого соблюдения правильных режимов нагрева. Диапазон температур, при которых термопластичные материалы могут подвергаться формовке, составляет: для литьевого акрила Plexiglas GS – 160…175 °С, экструзионного акрила Plexiglas XT – 150…160 °С, поликарбоната Makrolon – 190…210 °C.
Недостаточный нагрев не позволит выполнить качественную гибку. Изгиб получается не плавным, а ступенчатым, с неровной, шероховатой поверхностью. Заготовка должна прогреться не только на поверхности, но и по всей толщине листа. Поэтому нельзя нагревать материал слишком быстро: важно соблюдать точное соотношение времени и интенсивности нагрева.
Перегрев заготовки приводит к сильному размягчению материала, он теряет свою форму, превращается в расплавленную массу, которая не поддается восстановлению.
В процессе гибки экструзионного акрила на результат влияет расположение линии изгиба по отношению к линии экструзии. Если лист сгибается вдоль направления экструзии, то может возникнуть усадка, поэтому эструзионный акрил гнется поперек экструзионной линии. Также на результат гибки влияет качество самой струны – если она износилась, то линия изгиба получится неровной. Струна не должна провисать, ее положение должно быть строго горизонтальным.
От того, насколько правильно соблюдаются режимы гибки, зависит качество готового изделия. Поэтому эту операцию важно доверять специалистам с большим опытом работы, которые знают все технические нюансы процесса и не допускают ошибок, которые могли бы привести к появлению брака. Помимо опыта и профессионализма мастеров, на качество гибки влияет применяемое оборудование. Применение самодельных приспособлений не приведет к хорошему результату, гибка на струне не может быть выполнена идеально качественно без применения надежного специализированного оборудования.
Последовательность реализации техпроцесса гибки на струне
Лист акрила или поликарбоната раскраивается в нужный размер.
Осуществляется разметка места расположения линии изгиба.
Заготовка укладывается на стол специального оборудования и фиксируется таким образом, чтобы струна располагалась строго по линии изгиба.
Нихромовая струна подключается к источнику электропитания и накаляется до расчетной температуры.
Лист становится пластичным в месте нагрева, в результате чего происходит изгиб заготовки.
Далее происходит охлаждение заготовки на воздухе, материал снова затвердевает и сохраняет новую форму. В процессе охлаждения положение изогнутой грани фиксируется с помощью специальных упоров.
После завершения процесса термической гибки в структуре материала возникают остаточные внутренние напряжения – для их устранения заготовка отжигается в печи. Отжиг производится при температуре ниже точки размягчения (около 80°С). Заготовка медленно нагревается, а затем – медленно остывает. Нагрев длится не менее 2 часов, температура снижается примерно на 15°С в час. Если не провести отжиг, то в месте изгиба может появиться «паутинка» тонких трещинок.
Гибка на термодизайнере
Для гибки больших партий листовых заготовок целесообразно использовать специальное оборудование – термодизайнер. Принцип его работы аналогичен гибке на струне, но станок обеспечивает более высокую производительность. Качество гибки на струне и на станке идентично (при условии выполнения данных операций профессионалами), но станок выигрывает по скорости работы.
Также термодизайнер не требует длительной настройки, позволяет точно регулировать температуру нагрева и угол изгиба, справляется с гибкой более толстых листовых заготовок за счет глубокого двухстороннего нагрева.
Изделия, получаемые с помощью технологии гибки на струне
Технология гибки на струне незаменима в том случае, когда необходимо изготовить небольшие изделия из тонкого листового материала. Чаще всего данный метод используется для производства POS-материалов: менюхолдеров, карманов для ценников, подставок, стоек, горок, буклетниц, визитниц, лотков, контейнеров, держателей и прочих изделий для оформления витрин и выставочных стендов. Профессионально выполненная гибка на струне позволяет получить продукцию идеального качества.
Немалая часть товаров, представленных на сайте PlexiStore, изготовлена с применением технологии гибки на струне. Приобретая изделия от компании «Плексистор», Вы застрахованы от неприятных сюрпризов (таких как брак, несоответствие размеров, недостаточное качество поверхности). Помимо предложенных модификаций POS-материалов, мы оказываем услугу изготовления акриловой продукции под заказ в точном соответствии с техническим заданием. Мы работаем с партиями любого объема – от единичных заказов до крупного опта.
Для получения информации по вопросам приобретения продукции из акрила или поликарбоната обращайтесь с нашим менеджерам. Мы предоставим подробную консультацию и предложим самую выгодную схему сотрудничества.
Обзор для инженеров-проектировщиков
От рельсов для промышленного оборудования и автомобилей до смелых художественных скульптур и архитектурных проектов — существует множество причин, по которым вы можете захотеть создать изогнутые алюминиевые профили.
Несмотря на то, что пластичность алюминия делает его пригодным для гибки в этих областях, необходимо решить несколько задач, чтобы конечный продукт соответствовал спецификациям качества. Этот процесс принятия решений в конечном итоге сводится к управлению напряжениями при изгибе.
Изгиб алюминиевых профилей оказывает на заготовку огромное напряжение. Экструзия может испытывать растяжение, сжатие и кручение одновременно. Результаты могут варьироваться от незначительного утончения и вздутия сегментов профиля до неприемлемых дефектов, таких как деформация профилей, коробление или растрескивание.
В этой статье рассказывается о некоторых передовых методах, которые разработчики экструзионных профилей могут применять для обеспечения хорошей гибкости своих изделий, а также о шести популярных методах гибки алюминиевых профилей.
Содержание
Рекомендации по проектированию гибки алюминиевых профилей
Конструкторам, которые хотят согнуть алюминиевые профиля, нужно многое учесть. В то время как некоторые методы гибки позволяют получить более узкий радиус изгиба, а другие могут лучше обеспечить стабильность профиля, несколько ключевых соображений могут помочь вам улучшить гибкость вашего продукта для любого метода гибки.
Выбор материала
Во-первых, выбор материала оказывает большое влияние на гибкость. Как мы уже обсуждали в предыдущих статьях, некоторые сплавы лучше подходят для гибки, чем другие. Несмотря на то, что сплавы серии 6XXX не самые легкие для гибки, они, как правило, находят широкое применение благодаря своему исключительному сочетанию свойств.
Гибка перед отпуском
Физические свойства сплава также можно улучшить с помощью отпуска, но их применение перед гибкой может сделать гибку алюминиевого профиля более трудным и более дорогим в производстве. Простой обходной путь — провести полную или частичную отпускную обработку после гибки, чтобы ваш продукт был дешевле в производстве и лучше соответствовал спецификациям.
Выбор дизайна профиля
Другие соображения по улучшению качества изогнутых алюминиевых профилей и снижению производственных затрат могут включать:
Улучшение геометрии профиля,
Расчет одинаковой толщины стенок и
Минимизация размера профиля, когда это возможно.
Неправильный дизайн, особенно в случае формы профиля, может привести к деформации профиля и растрескиванию при изгибе. Закругленные углы, симметрия профиля и хорошие внутренние опоры помогают улучшить устойчивость при изгибе.
Выполнение операций чистовой обработки поверхности после гибки
Наконец, если конструкция с экструзионным изгибом требует финишной обработки поверхности, например анодирования, или других вторичных операций, лучше всего выполнять эти операции после гибки. Хотя некоторые виды отделки поверхности, такие как порошковое покрытие, могут выдерживать ограниченный изгиб, всегда существует риск того, что процесс гибки повредит поверхность.
Хотя применение приведенных выше соображений может улучшить гибкость и снизить стоимость, это может быть невозможно в зависимости от ограничений конструкции. К счастью, у вас еще есть варианты. Если у вас есть алюминиевый профиль, который трудно согнуть, вы можете проконсультироваться с опытным специалистом по гибке, чтобы определить, какие дополнительные меры вы можете предпринять для удовлетворения ваших потребностей в гибке или необходимо ли специальное оборудование.
Как согнуть экструдированный алюминий: 6 методов
Существует несколько распространенных способов сгибания экструдированного алюминия, которые можно разделить на шесть основных методов.
1) Роликовая гибка
Как один из наиболее широко используемых методов гибки длинных алюминиевых профилей, трехвалковая гибка обеспечивает минимальные затраты на инструмент для обычных профилей и может прокатывать полностью круглые компоненты. В то время как ключевым преимуществом роликовой гибки является то, что вы можете сгибать всю длину экструзии, а не только один сегмент за один раз, прокатку для более жестких изгибов может потребоваться выполнять поэтапно, чтобы постепенно уменьшать радиус изгиба до желаемой кривизны.
Последствия этого пошагового проката могут включать более низкую точность, чем другие методы, и плохую масштабируемость. Эти ограничения обычно делают роликовую гибку более подходящей для малых и средних производственных циклов и идеальной для прототипирования.
2) Изгиб на поршне
Этот метод, также известный как изгиб под давлением, иногда считается самым простым и наименее дорогим подходом, что делает его сравнимым с изгибом сжатием. Хотя он может надежно сгибать экструзии под точными углами, сгибание поршнем с большей вероятностью, чем большинство других методов, приведет к нежелательной деформации профиля и может сгибать только одну часть за раз.
3) Гибка с помощью вращательного вытягивания
Источник изображения: Kolb-Rahmenbau.ch на Flickr
Гибка с помощью вращательного вытягивания включает в себя зажим экструзии и протягивание ее вокруг вращающейся гибочной матрицы. Несмотря на возможность гибки на исключительно точные углы, гибка с вращающимся вытягиванием может сгибать только один сегмент за раз.
Ротационно-вытяжная гибка также позволяет обрабатывать экструзионные профили большего размера и выполнять множественные гибки с близким расположением в одной детали. Это идеальный метод гибки нестандартных профилей на круглых трубах, которые могут поддерживаться внутренней оправкой для обеспечения дополнительной поддержки профиля во время гибки.
4) Гибка сжатием
Несмотря на то, что базовая установка похожа на гибку с вращательным вытягиванием, этот процесс менее сложен. Вместо вращающейся матрицы, вытягивающей экструзию по периметру, при гибке сжатием используется пресс-матрица, которая оборачивает экструзию вокруг неподвижной гибочной матрицы.
Подобно гибке с вращающимся вытягиванием, вы можете сгибать только одну секцию за раз и делать несколько гибок в любом направлении. Однако этот метод предлагает алюминиевому профилю гораздо меньшую опору и может легко привести к деформации. Основное преимущество компрессионной гибки заключается в больших объемах производства, поскольку выполнение каждой гибки выполняется быстро и с минимальными затратами.
5) Гибка с растяжением
Изгиб с растяжением, который иногда называют гибкой с растяжением, может быть одним из самых дорогих решений гибки из-за стоимости гибочного штампа, но он предлагает уникальные преимущества. Специалист по гибке может добиться желаемой формы гибки с минимальными искажениями или повреждением поверхности, помещая заготовку в постоянное натяжение во время гибки.
Несмотря на то, что гибочная матрица для этого специального метода ограничена большим радиусом изгиба, она позволяет получать различные динамические формы на очень больших заготовках. Большие объемы производства с использованием одного и того же профиля могут помочь компенсировать влияние затрат на матрицу для гибки с растяжением.
6) Гибка произвольной формы
Как один из самых передовых методов в этом списке, гибка произвольной формы с ЧПУ пропускает алюминиевый профиль через шарнирную керамическую головку для формирования широкого спектра сложных нестандартных гибов. Хотя этот метод наиболее распространен для круглых труб, этот метод может формировать другие профили экструзии в уникальные продукты. Эта технология менее распространена, чем другие методы гибки, но в ближайшем будущем она может иметь значительный потенциал.
Какой метод лучше всего подходит для вашего продукта?
Каждый метод гибки имеет уникальные преимущества, которые делают его более подходящим для конкретных применений. В то время как гибка под давлением и гибка сжатием предлагают недорогие варианты гибки алюминиевых профилей, они могут негативно сказаться на эстетике и прочности. С другой стороны, гибка с растяжением и гибка с вращательным вытягиванием могут производить высококачественные и точные гибки, но с более высокими затратами и с другими потенциальными недостатками.
В целом, даже при использовании наилучшего метода гибки для вашего продукта постоянное соблюдение требований к качеству для сложных профилей экструзии может оказаться чрезвычайно трудным. Чтобы помочь в этом, обратитесь к нашему Руководству по проектированию экструзии или поговорите со специалистом по обслуживанию Gabrian, чтобы получить экспертную информацию о проектировании и гибке экструдированных алюминиевых изделий.
Получите максимальную отдачу от своего следующего проекта по экструзии алюминия, сотрудничая с Gabrian. Наши услуги по экструзии алюминия на заказ помогут вам удовлетворить требования вашего проекта, сохраняя при этом низкие производственные затраты.
Демистификация гибки алюминиевого профиля
Рынок производства требует более низких затрат и меньшего веса, и алюминиевые профили, которые часто необходимо изогнуть, удовлетворяют эту потребность. Хорошо спроектированная экструзия, которая эффективно изогнута, может создать бесшовную связь в конструкции и, в конечном итоге, привести к меньшему количеству проблем для субподрядчика по гибке, производителя и конечного потребителя.
С технической точки зрения можно сгибать профили всех размеров, но небольшие гибочные цеха часто изготавливают максимум профилей высотой 10 дюймов или шириной 6 дюймов. Когда производитель ищет субподрядчика по гибке, он должен изучить опыт компании по гибке аналогичных профилей. Один специалист по гибке может сказать, что определенные качества работы приемлемы, а другой может сказать, что это не так.
Это восходит к конкретному опыту компании в области экструзионной гибки и, что не менее важно, к технологии, которой располагает цех гибки. Например, если в цехе говорят, что могут формовать большие конструкционные профили, ему нужен гибочный станок с широкими центрами валов.
Думая о привлечении субподрядчиков или выполнении работ собственными силами, производитель должен начать с двух основных вопросов: Какие конструктивные особенности позволяют легко сгибать профиль? и если все проектные приспособления не могут быть реализованы, какие есть варианты? Ответив на эти два вопроса заблаговременно — до начала проекта по гибке алюминиевого профиля — можно помочь производителю избежать огромного количества головной боли в будущем.
Прежде всего, обратите внимание на конструкцию
Когда дело доходит до формовки алюминиевых профилей, инженеру-конструктору приходится многое учитывать. Это выходит за рамки типичных факторов стоимости, включая вес и сплав, используемый при экструзии, которые являются естественными соображениями для любого крупномасштабного проекта.
Инженер-конструктор должен иметь общее представление о том, что делает профиль гибким. Толщина различных областей экструзии будет влиять на изгибаемость секции. То же самое касается симметрии. Довольно часто потребность в экономии денег делает экструзию негнущейся.
Сплав, который выберет дизайнер, будет определять не только прочность, коррозионную стойкость, вес и долговечность профиля, но и его гибкость. Как и в любой ситуации формовки, некоторые марки экструдированного алюминия более гибкие, чем другие.
В большинстве случаев экструзионная гибка алюминия включает сплавы серии 6000, поскольку эти алюминиевые сплавы обладают хорошей прочностью и формуемостью. Идеальный характер зависит от области применения. T6 обладает наибольшей прочностью, но его труднее всего сформировать (см. , рис. 1 ). Для более узких радиусов, менее 10D (радиус менее чем в 10 раз больше диаметра), конструктор должен учитывать максимальный отпуск T4. T0 предлагает наилучшую формуемость, но имеет небольшую прочность и подвержен повреждениям во время установки и эксплуатации. Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает.
Обработка поверхности и требования к отделке также должны быть включены в уравнение. Например, рассмотрим анодированный профиль, распространенный способ защиты алюминия в неблагоприятных условиях. Изгиб секции по маленькому радиусу приведет к «трещинам» на поверхности, поскольку микротрещины распространяются по анодированному слою, которому не хватает пластичности. Растрескивание происходит в области нароста анодированного покрытия, а не в подложке. Чтобы избежать этого, операцию анодирования следует выполнять после гибки.
Окрашивание или порошковое покрытие, однако, не всегда должны выполняться после гибки ( Рисунок 2 ). Хорошо подготовленный участок, окрашенный или окрашенный порошковой краской, может быть сформирован без маркировки, если радиус не настолько мал, чтобы приближаться к пределу профиля, а участок относительно симметричен.
Рисунок 1 Способность к формованию экструдированных алюминиевых профилей серии 6000 зависит от состояния. 9 на 2,5 дюйма. заготовка со стенкой толщиной 1/16 дюйма слева выполнена из материала Т6, и даже малейший изгиб профиля образовывал рябь. Справа та же заготовка, хотя и в гибком состоянии, сформирована чисто до 34 дюймов. радиус. Этот профиль был успешно сформирован на станке с 44-дюймовым профилем. центры.
Также играет роль сложность выдавленной формы. Создание более сложной формы может снизить некоторые затраты, например, связанные со сборкой, но в то же время может увеличить другие затраты, включая затраты на гибку. Более того, если гибочная машина и ее инструменты не могут надежно контролировать движение профиля во время гибки, процесс становится менее стабильным, более дорогостоящим, а иногда непрактичным или просто невозможным.
Дизайнер также должен подумать о том, как будет использоваться экструзия. Если определенные поверхности экструдированных секций видны и имеют косметическое значение, проектировщик должен убедиться, что эти поверхности могут быть сформированы без маркировки.
Конструкция для гибкости
Довольно часто небольшое изменение конструкции секции может сделать ее сгибаемой или, по крайней мере, сгибаемой до необходимого радиуса. При создании профиля дизайнеры должны стараться сохранить как можно больше симметрии в соответствии с осью изгиба.
Когда сечение несимметрично, скручивающая (крутящая) сила реагирует на изгибающую силу. Чем меньше симметрия в сечении, тем больше становится скручивающая сила при изгибе. Это создает проблемы при изгибе, так как это часто менее предсказуемая сила. Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы.
На рис. 3 слева показаны исходные выдавленные секции из конструктора, а справа те же конструкции, модифицированные для гибки по меньшему радиусу. Обратите внимание, что ключевую роль играют симметрия и внутренняя опора, а также форма (например, достаточно глубокий фланец), которую инструмент для гибки может постоянно захватывать. Конечно, не всегда возможно внести такие изменения в выдавленную форму. В таких случаях лучше обратиться к опытному специалисту.
Полые профили
Квадратные полые профили могут вызывать проблемы при изгибе по двум основным причинам. Во-первых, конструкторы часто создают эти секции с прямыми внутренними углами, что может привести к растрескиванию и даже разрушению твердого материала. Добавляя очень небольшие затраты, дизайнер может просто скруглить углы и устранить эту точку напряжения.
Во-вторых, полый профиль может стать вогнутым с внутренней стороны, если толщина стенки недостаточна. Это указывает на то, что форма не может выдержать необходимые усилия изгиба. Это потому, что силы при изгибе действуют по направлению к центру и к нейтральной оси, которая находится в середине симметричного сечения.
Чтобы противодействовать этому, у дизайнеров есть несколько вариантов. Они могут увеличить толщину стенки, но часто это невозможно из-за слишком высокой стоимости. В качестве альтернативы они могут добавить элемент жесткости или ребро в плоскости изгиба, добавить радиус к внутренним углам или сделать и то, и другое (см. Рисунок 4 ). Добавление ребер жесткости и внутренних радиусов, естественно, увеличивает вес профиля, но это может быть приемлемо для улучшения качества.
Швеллерные секции
Асимметрия — враг легкого изгиба, поэтому швеллерные секции могут быть так трудно сформировать (см. Рисунок 5 ). Их резко асимметричная форма подвергается большой скручивающей силе при сгибании, а ноги пытаются двигаться к центральной оси. Изменение конструкции — на конструкцию с основанием, равным ногам или немного шире их, — поможет специалистам по сгибанию немного лучше контролировать скручивание.
Секции канала часто служат определенной цели, например, являются частью пути или транспортной системы. Большинство специалистов по гибке должны уметь их правильно формовать, если допуски указаны в нескольких ключевых областях. Если производитель отдает работу на субподряд, он должен отправить детали или фитинги специалисту по гибке, чтобы убедиться, что все подходит как надо.
Рисунок 2 Этот предварительно окрашенный алюминиевый профиль был согнут без маркировки
В любом заказе для специалиста по формовке алюминия должны быть указаны требования, которые позволили бы секции вписаться в сборку или свободно перемещаться в ней в соответствии с проектом. В заказе также должен быть указан допуск на зазор (№ 1 в рис. 6 ) для тележки или направляющей, а также допуск на скручивание (№ 2 на рис. 6), который гарантирует, что тележка не заденет профиль.
Конструктивные профили
Рассмотрим алюминиевый конструкционный профиль на рис. 7 , изогнутый в направлении, указанном черной стрелкой. Все опоры смещены к центру (как показано красными стрелками на рисунке) — эта тенденция особенно заметна на несущих балках.
Если бы это была обычная балка из углеродистой стали, то полки тянулись бы в противоположном направлении, вызывая натяжение стенки и, следовательно, сохраняя ее плоской. Однако этот метод обычно не подходит для алюминия, поэтому в игру вступают другие методы.
Когда модификации профиля невозможны
В идеале дизайнер изменяет форму профиля или добавляет элементы, чтобы облегчить формирование. Но в реальном мире, конечно, это не всегда возможно, часто потому, что желаемые функции в разделе просто не допускают каких-либо существенных изменений.
Компания по гибке может иметь станок для гибки оправки с большим радиусом, который может поддерживать секцию внутри во время гибки. Но это особый процесс, и немногие компании владеют такими машинами.
Другое решение — заполнить профиль; подходящие материалы включают легкоплавкие сплавы; водорастворимый наполнитель воскового типа; гибкий нейлон; и плотно утрамбованный песок, чтобы поддерживать форму. Каждый наполнительный материал имеет свои преимущества и недостатки. Некоторые из этих опций обычно предоставляются только более крупными специалистами по гибке на конкретном рынке.
Специальные функции
Алюминиевые профили могут иметь специальные функции, которые могут значительно упростить последующее изготовление и сборку. Но при добавлении таких функций дизайнеры должны тщательно их размещать и учитывать, как эти функции повлияют на изгиб.
Резьбовые порты — отличная идея для экономии времени при креплении торцевых заглушек к профилям — яркий пример (см. рис. 8 ). Если дизайнер поместит их перпендикулярно радиусу изгиба, эти порты, скорее всего, переместятся к центральной линии, если они не поддерживаются изнутри. При размещении по радиусу порты способствуют изгибу, так как создают эффект ребра жесткости. Крайне важно передать саму заглушку специалисту по гибке, который может использовать ее в качестве контрольного инструмента.
Следы орехов — еще один хороший пример. Эти функции помогают скрепить экструдированные секции вместе. По сути, они представляют собой канал, предназначенный для плотной посадки головки гайки или болта между плоскими поверхностями, что предотвращает вращение головки гайки или болта.
Конструкторы должны следить за тем, чтобы дорожка гайки не находилась на линии изгиба, как показано слева на Рис. 9 . При изгибе вокруг оси усилия должны легко передаваться поперек профиля. Если возможно, всегда лучше добавить резьбовое отверстие на одну сторону профиля, как показано справа на рис. 9..
Рисунок 3 Алюминиевые профили слева представляют собой оригинальные конструкции, а справа — конструкции, модифицированные для изгиба с меньшим радиусом.
Гибка профиля по всей длине
Если секция несколько симметрична, ее, вероятно, можно согнуть до самого конца профиля, что устраняет необходимость отрезания прямого остатка после гибки. Вопрос о том, можно ли это сделать эффективно и воспроизводимо, зависит от конструкции экструзии.
Рассмотрим анализ методом конечных элементов (МКЭ) трех различных форм профиля на рисунке 10. Выдавливание слева представляет собой сечение Z-типа, а красные (напряженные) области показывают отчетливо неровные участки под действием изгибающих усилий. Средний профиль представляет собой угол, который также является асимметричным, но показывает меньшее напряжение с одной стороны и, следовательно, меньшее усилие скручивания. Крайний справа профиль симметричен оси изгиба и поэтому изгибается равномерно до самого конца сечения.
 Низкая температура
Низкая температура Сухие глазури с эффектами, порошок. Бессвинцовые. Низкая температура.
Сухие глазури с эффектами, порошок. Бессвинцовые. Низкая температура. С_бессвинцовые
С_бессвинцовые 0
0
 Горизонтальной и вертикальной загрузки. Муфельные печи)
Горизонтальной и вертикальной загрузки. Муфельные печи) r.l., ИталияSio2, ИспанияTerraColor GmbH, ГерманияTREND, Великобритания-КитайValentine Clays Ltd, АнглияVICENTE DIEZ S.L., ИспанияWitgert, ГерманияZSCHIMMER & SCHWARZАкцент-керамика, РоссияБеларусьБелхудожкерамика, БеларусьГон-КонгинтернациональныйКазахстанКерамические массы Донбасса, УкраинаКиевский ЭКХЗ (г.Вишнёвый)КитайКореяМануфактура керамики, РоссияМастерская «Никодим», РоссияОбжиг ПроООО «ПИК «АГНИ»Польша. Институт стекла и керамики, Варшава.ПЯТЫЙ ЭЛЕМЕНТ, РоссияРоссияРоссия. ВОЛОЦКИЕ ТЕХНОЛОГИИСонет, РоссияУкраинаФранцияЭлектроплата.ру
r.l., ИталияSio2, ИспанияTerraColor GmbH, ГерманияTREND, Великобритания-КитайValentine Clays Ltd, АнглияVICENTE DIEZ S.L., ИспанияWitgert, ГерманияZSCHIMMER & SCHWARZАкцент-керамика, РоссияБеларусьБелхудожкерамика, БеларусьГон-КонгинтернациональныйКазахстанКерамические массы Донбасса, УкраинаКиевский ЭКХЗ (г.Вишнёвый)КитайКореяМануфактура керамики, РоссияМастерская «Никодим», РоссияОбжиг ПроООО «ПИК «АГНИ»Польша. Институт стекла и керамики, Варшава.ПЯТЫЙ ЭЛЕМЕНТ, РоссияРоссияРоссия. ВОЛОЦКИЕ ТЕХНОЛОГИИСонет, РоссияУкраинаФранцияЭлектроплата.ру ру
ру
 ру
ру Доски в наличии и отправляются прямо сейчас.
Доски в наличии и отправляются прямо сейчас. После поиска лучшего электрического скейтборда по всему миру, Evolve была разработана из-за потребности в эстетически изысканных и качественных электрических скейтбордах, которые были ориентированы на создание незабываемых ощущений от бесконечных волн.
После поиска лучшего электрического скейтборда по всему миру, Evolve была разработана из-за потребности в эстетически изысканных и качественных электрических скейтбордах, которые были ориентированы на создание незабываемых ощущений от бесконечных волн. 00
00 ) $115,00
) $115,00 Диапазон
Диапазон 
 Это идеальный размер с большой мощностью.
Это идеальный размер с большой мощностью.


 08.2015 14:00
08.2015 14:00
 , г. Каменск-Уральский, ул. Пионерская, д. 8
, г. Каменск-Уральский, ул. Пионерская, д. 8


 loc.gov/loc.gmd/g7150.ct002044
loc.gov/loc.gmd/g7150.ct002044 каталог
каталог
 Эгеланн и Борис Гаспарян
Эгеланн и Борис Гаспарян 
 Была использована простая модель анализа пути затрат (CPA), которая определяет путь от источника к месту назначения с учетом препятствий для путешествия. Предполагая, что люди выбрали бы путь, который минимизирует стоимость (энергию) путешествия, цель CPA состояла в том, чтобы определить путь с наименьшими затратами (LCP). Эта функция была выполнена в ArcGIS 9.3 с помощью Spatial Analyst. Стоимостной растр был представлен современной местностью (цифровая модель рельефа), которая создала самый «дешевый» кумулятивный маршрут относительно стоимости.
Была использована простая модель анализа пути затрат (CPA), которая определяет путь от источника к месту назначения с учетом препятствий для путешествия. Предполагая, что люди выбрали бы путь, который минимизирует стоимость (энергию) путешествия, цель CPA состояла в том, чтобы определить путь с наименьшими затратами (LCP). Эта функция была выполнена в ArcGIS 9.3 с помощью Spatial Analyst. Стоимостной растр был представлен современной местностью (цифровая модель рельефа), которая создала самый «дешевый» кумулятивный маршрут относительно стоимости.
 Переменными, наиболее тесно связанными с местоположением участка, были уклон, экспозиция, высота, растительный покров и близость к рекам. Используя преобразование линейной шкалы (LST), числовые значения для каждой переменной были присвоены на основе количества сайтов, попавших в определенную категорию. Затем значения LST для каждой переменной суммировались с помощью растрового калькулятора и усреднялись для удаления возможных выбросов. Это привело к оценке пригодности в диапазоне от 0 (самая низкая пригодность) до 100 (самая высокая пригодность). В целом самые высокие оценки пригодности были связаны с участками, расположенными вблизи рек, с пологим уклоном и относительно открытой растительностью.
Переменными, наиболее тесно связанными с местоположением участка, были уклон, экспозиция, высота, растительный покров и близость к рекам. Используя преобразование линейной шкалы (LST), числовые значения для каждой переменной были присвоены на основе количества сайтов, попавших в определенную категорию. Затем значения LST для каждой переменной суммировались с помощью растрового калькулятора и усреднялись для удаления возможных выбросов. Это привело к оценке пригодности в диапазоне от 0 (самая низкая пригодность) до 100 (самая высокая пригодность). В целом самые высокие оценки пригодности были связаны с участками, расположенными вблизи рек, с пологим уклоном и относительно открытой растительностью.

 Настолько он хороший. Берешь электрод и трешь тщательнее»
Настолько он хороший. Берешь электрод и трешь тщательнее»
 70
70 46.58.010.012.012.713.016.019.0
46.58.010.012.012.713.016.019.0 jpg»> Oxygen Concentrators
jpg»> Oxygen Concentrators jpg»> ECG -электроды
jpg»> ECG -электроды jpg»> Massage Chairs & Stools
jpg»> Massage Chairs & Stools jpg»> Теннисные шляпы от солнца
jpg»> Теннисные шляпы от солнца в упаковке
в упаковке в упаковке
в упаковке в упаковке
в упаковке в упаковке
в упаковке США
США
 США
США
 из 6, с ручкой
из 6, с ручкой из 6
из 6
 Наборы игл в сборе удобно упакованы в «шесть упаковок». Сами иглы изготовлены из медицинской нержавеющей стали.
Наборы игл в сборе удобно упакованы в «шесть упаковок». Сами иглы изготовлены из медицинской нержавеющей стали. Снимите защитный экран иглы, поместите его в ткань и подайте импульс. Откажитесь от массива игл и подготовьтесь к следующему эксперименту.
Снимите защитный экран иглы, поместите его в ткань и подайте импульс. Откажитесь от массива игл и подготовьтесь к следующему эксперименту. Электрод с 2 иглами.
Электрод с 2 иглами.



 Отличия принципиально не влияют на характеристики оборудования.
Отличия принципиально не влияют на характеристики оборудования.
 Прямую трубную заготовку можно формовать с помощью гибочного станка, чтобы создать множество одиночных или множественных изгибов и придать заготовке желаемую форму.
Прямую трубную заготовку можно формовать с помощью гибочного станка, чтобы создать множество одиночных или множественных изгибов и придать заготовке желаемую форму.
 Рычаг стеклоочистителя фиксируется на вращающейся верхней пластине. Различные конструкционные, профилированные и экструдированные профили также могут быть сформированы с использованием процесса ротационного прессования, что экономит время и деньги!
Рычаг стеклоочистителя фиксируется на вращающейся верхней пластине. Различные конструкционные, профилированные и экструдированные профили также могут быть сформированы с использованием процесса ротационного прессования, что экономит время и деньги!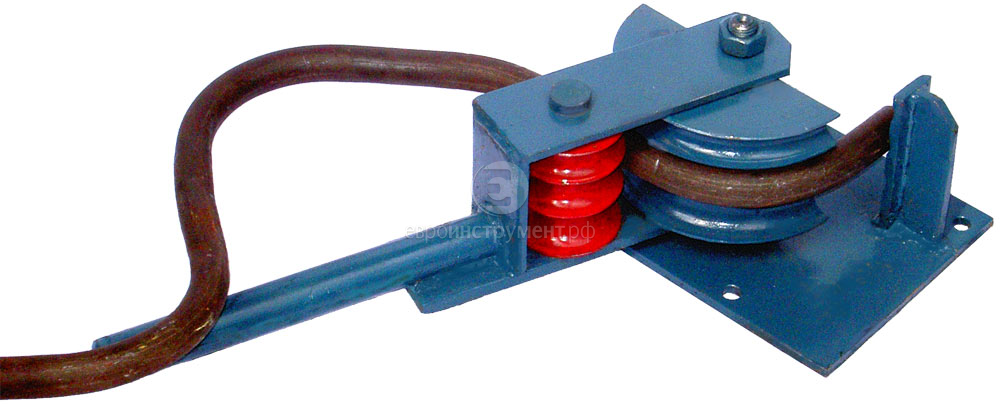

 UNI-76 BENDER 2-1/2″
UNI-76 BENDER 2-1/2″ 11, 15 и 18 футов
11, 15 и 18 футов Большинство из этих применений относятся к стали, но некоторые из них отличаются. Некоторые материалы более склонны к растрескиванию, например алюминий. Некоторые материалы более склонны к образованию складок, например медь и нержавеющая сталь. К материалам, которые имеют тенденцию хорошо изгибаться, относятся Docol R8, 4130 Chromoly, углеродистая сталь и Sandvik 2507 Duplex Stainless.
Большинство из этих применений относятся к стали, но некоторые из них отличаются. Некоторые материалы более склонны к растрескиванию, например алюминий. Некоторые материалы более склонны к образованию складок, например медь и нержавеющая сталь. К материалам, которые имеют тенденцию хорошо изгибаться, относятся Docol R8, 4130 Chromoly, углеродистая сталь и Sandvik 2507 Duplex Stainless.  Все, что в старшем подростковом возрасте или выше для WR, становится сложной территорией для изгиба. Когда у вас коэффициент D на уровне 3 или ниже, а коэффициент стенки от среднего до старшего подросткового или выше, вы можете ожидать, что ваша деформация составит 10% или более (это означает, что 2-дюймовая труба деформируется примерно до 1,80 в середине). сгибать). Наша диаграмма производительности, конечно, намного точнее, чем общая теория, изложенная в этом абзаце, поэтому, пожалуйста, полагайтесь на этот источник для ваших окончательных критериев выбора штампа. Вот несколько рекомендаций по выбору штампа в зависимости от того, что вы делаете:
Все, что в старшем подростковом возрасте или выше для WR, становится сложной территорией для изгиба. Когда у вас коэффициент D на уровне 3 или ниже, а коэффициент стенки от среднего до старшего подросткового или выше, вы можете ожидать, что ваша деформация составит 10% или более (это означает, что 2-дюймовая труба деформируется примерно до 1,80 в середине). сгибать). Наша диаграмма производительности, конечно, намного точнее, чем общая теория, изложенная в этом абзаце, поэтому, пожалуйста, полагайтесь на этот источник для ваших окончательных критериев выбора штампа. Вот несколько рекомендаций по выбору штампа в зависимости от того, что вы делаете:
 . Для некоторых автомобилей допускается внешний диаметр 1,5 (1 1/2), а для некоторых требуется внешний диаметр 1,75 (1 3/4). Спецификации доступны на веб-страницах SCCA и NASA бесплатно. Следуйте тем же рекомендациям CLR, что и NHRA/SFI, описанным выше.
. Для некоторых автомобилей допускается внешний диаметр 1,5 (1 1/2), а для некоторых требуется внешний диаметр 1,75 (1 3/4). Спецификации доступны на веб-страницах SCCA и NASA бесплатно. Следуйте тем же рекомендациям CLR, что и NHRA/SFI, описанным выше. См. в другом месте на этой странице и в нашем магазине, как M600, который мы разрабатываем и продаем, является единственным доступным трубогибочным станком в мире. Вы должны быть в состоянии сделать сепаратор, соответствующий SCORE, без оправки, но теперь это серая зона из-за того, что их процесс проверки не соответствует их документации.
См. в другом месте на этой странице и в нашем магазине, как M600, который мы разрабатываем и продаем, является единственным доступным трубогибочным станком в мире. Вы должны быть в состоянии сделать сепаратор, соответствующий SCORE, без оправки, но теперь это серая зона из-за того, что их процесс проверки не соответствует их документации. Уменьшите вес на более коротких опорных трубах, купив вторую и третью матрицу, уменьшив размер основной трубы на 1/4 дюйма и 1/2 дюйма. Рекомендуемые матрицы: 1,5 OD x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR.
Уменьшите вес на более коротких опорных трубах, купив вторую и третью матрицу, уменьшив размер основной трубы на 1/4 дюйма и 1/2 дюйма. Рекомендуемые матрицы: 1,5 OD x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR. Мы не несем ответственности за решения, которые вы принимаете в отношении сборки. Это просто руководство, чтобы помочь вам учиться. Толщина стенок варьируется и обычно составляет 0,120 и 0,095, а иногда включает 0,083 (0,083 — это обычно сплав 4130). Имейте в виду, что клетки и шлемы обычно идут вместе, и вам следует обратить внимание на то, как далеко вы кладете металл от головы водителя и как вы планируете предотвратить травму головы, если водитель не всегда будет носить шлем. .
Мы не несем ответственности за решения, которые вы принимаете в отношении сборки. Это просто руководство, чтобы помочь вам учиться. Толщина стенок варьируется и обычно составляет 0,120 и 0,095, а иногда включает 0,083 (0,083 — это обычно сплав 4130). Имейте в виду, что клетки и шлемы обычно идут вместе, и вам следует обратить внимание на то, как далеко вы кладете металл от головы водителя и как вы планируете предотвратить травму головы, если водитель не всегда будет носить шлем. .


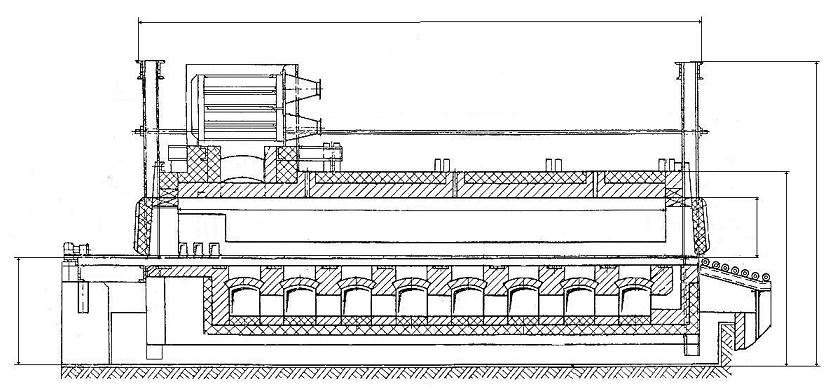 Днепр
Днепр «Все-для Дома».
«Все-для Дома». А.8,5/1,6.Т.220/380)
А.8,5/1,6.Т.220/380) 6кВт / 220В
6кВт / 220В
 Когда в них подается электричество, электрическое сопротивление производит тепло.
Когда в них подается электричество, электрическое сопротивление производит тепло. Фильтры следует заменять каждые несколько месяцев (конкретные рекомендации производителя см. в руководстве пользователя), чтобы печь работала оптимально.
Фильтры следует заменять каждые несколько месяцев (конкретные рекомендации производителя см. в руководстве пользователя), чтобы печь работала оптимально.

 С другой стороны, электрические печи и тепловые насосы присутствуют примерно в 30% домов, и это число увеличилось за последние два десятилетия. Одна из причин этой тенденции заключается в том, что электрические печи часто рекламируются как наиболее энергоэффективный вариант. Но так ли это просто?
С другой стороны, электрические печи и тепловые насосы присутствуют примерно в 30% домов, и это число увеличилось за последние два десятилетия. Одна из причин этой тенденции заключается в том, что электрические печи часто рекламируются как наиболее энергоэффективный вариант. Но так ли это просто? Стандартные газовые печи имеют AFUE от 78% до 84%. Если газовая печь имеет 81% AFUE, это означает, что 19% сжигаемого газа теряется и, таким образом, не превращается в тепло.
Стандартные газовые печи имеют AFUE от 78% до 84%. Если газовая печь имеет 81% AFUE, это означает, что 19% сжигаемого газа теряется и, таким образом, не превращается в тепло. Электрическая печь не имеет запальника или горелки. Вместо этого у него есть электрический теплообменник.
Электрическая печь не имеет запальника или горелки. Вместо этого у него есть электрический теплообменник. Это варьируется от региона к региону, но общая стоимость газовой печи — оборудование плюс установка и при условии, что не требуется переоборудование — будет в 1,5-2,5 раза больше, чем у электрической печи.
Это варьируется от региона к региону, но общая стоимость газовой печи — оборудование плюс установка и при условии, что не требуется переоборудование — будет в 1,5-2,5 раза больше, чем у электрической печи.
 Это верно даже для печи, которая слишком велика для своего дома, потому что это приводит к короткому циклу и, следовательно, к дополнительному износу.
Это верно даже для печи, которая слишком велика для своего дома, потому что это приводит к короткому циклу и, следовательно, к дополнительному износу.
 95 грн
95 грн Львов
Львов Киев
Киев Киев
Киев Как правило, предельно допустимая температура у большинства таких моделей находится в пределах от 600 до 650 градусов, у профессиональных фенов этот параметр может достигать 750 или 800 градусов.
Как правило, предельно допустимая температура у большинства таких моделей находится в пределах от 600 до 650 градусов, у профессиональных фенов этот параметр может достигать 750 или 800 градусов. В устройствах для домашнего применения эта функция изменяется ступенчато и имеет порядка 2 или 3 фиксированных значений. Профессиональные модели оборудованы плавной регулировкой, поэтому ими можно работать абсолютно с любым материалом.
В устройствах для домашнего применения эта функция изменяется ступенчато и имеет порядка 2 или 3 фиксированных значений. Профессиональные модели оборудованы плавной регулировкой, поэтому ими можно работать абсолютно с любым материалом. Надеемся, что наш обзор даст вам всю необходимую информацию, которая поможет вам выбрать наиболее подходящую модель строительного фена.
Надеемся, что наш обзор даст вам всю необходимую информацию, которая поможет вам выбрать наиболее подходящую модель строительного фена. Кроме того, эта модель хорошо подходит для качественного и равномерного высушивания шпатлевки или слоя штукатурки, гипсовых конструкций. В комплекте поставляются три разных насадки, которые обеспечивают направленность потока воздуха – от точечной до больших площадей. Внутри устройства расположены два предохранителя, обеспечивающие качественное предохранение модели от перегрева. На рукоятке находится упор, благодаря которому фен может использоваться в стационарном положении.
Кроме того, эта модель хорошо подходит для качественного и равномерного высушивания шпатлевки или слоя штукатурки, гипсовых конструкций. В комплекте поставляются три разных насадки, которые обеспечивают направленность потока воздуха – от точечной до больших площадей. Внутри устройства расположены два предохранителя, обеспечивающие качественное предохранение модели от перегрева. На рукоятке находится упор, благодаря которому фен может использоваться в стационарном положении. Кроме того, имеется ряд насадок, выполненных из тонкой листовой нержавеющей стали – они прекрасно подходят для выполнения всех возложенных на них задач. Фен помещен в качественный пластиковый корпус, который отличается надежной сборкой. На рукоятке имеется вставка из матового пластика, что позволяет устройству надежно держаться в руке и не выскальзывать из нее. В нижней части рукояти имеется резиновая кнопка, отвечающая за включение и выключение устройства.
Кроме того, имеется ряд насадок, выполненных из тонкой листовой нержавеющей стали – они прекрасно подходят для выполнения всех возложенных на них задач. Фен помещен в качественный пластиковый корпус, который отличается надежной сборкой. На рукоятке имеется вставка из матового пластика, что позволяет устройству надежно держаться в руке и не выскальзывать из нее. В нижней части рукояти имеется резиновая кнопка, отвечающая за включение и выключение устройства.
 У фена есть два режима работы – самый слабый предназначен для сушки или размораживания, а также для материалов, имеющих невысокую температуру плавления. Здесь наивысшая температура нагрева составляет порядка 300 градусов.
У фена есть два режима работы – самый слабый предназначен для сушки или размораживания, а также для материалов, имеющих невысокую температуру плавления. Здесь наивысшая температура нагрева составляет порядка 300 градусов.
 Фен разработан таким образом, что можно использовать не родные насадки, а от других производителей – главное, чтобы они были выполнены из жаропрочных материалов.
Фен разработан таким образом, что можно использовать не родные насадки, а от других производителей – главное, чтобы они были выполнены из жаропрочных материалов. В комплекте с феном идет удобных кейс, куда он помещается вместе со всеми насадками: в стандартном наборе идут все две из них, однако можно приобрести комплектацию Extra, где таких насадок целых 5, они продаются отдельно.
В комплекте с феном идет удобных кейс, куда он помещается вместе со всеми насадками: в стандартном наборе идут все две из них, однако можно приобрести комплектацию Extra, где таких насадок целых 5, они продаются отдельно.
 Выключатель находится на том же месте, что и курок дрели. Регулировка температуры плавная.
Выключатель находится на том же месте, что и курок дрели. Регулировка температуры плавная. Стоит отметить, что данная конструкция считается достаточно шумной – она издает звук громкостью 67 дБ. Этот фен весит около килограмма, габариты уравновешены, поэтому пользоваться данной моделью очень удобно. В отличие от любительских и полупрофессиональных моделей, это изделие после непосредственного применения придется специально остужать, в противном случае двигатель может перегреваться, что, в конечном счете, приведет к значительному сокращению срока службы конструкции.
Стоит отметить, что данная конструкция считается достаточно шумной – она издает звук громкостью 67 дБ. Этот фен весит около килограмма, габариты уравновешены, поэтому пользоваться данной моделью очень удобно. В отличие от любительских и полупрофессиональных моделей, это изделие после непосредственного применения придется специально остужать, в противном случае двигатель может перегреваться, что, в конечном счете, приведет к значительному сокращению срока службы конструкции. Форма устройства отличается высокой эргономикой, двигатель защищен при помощи воздушных фильтров. Масса фена составляет 990 граммов, хотя двигатель достаточно мощный. Если щетки достигают критических размеров, то двигатель отключается автоматически благодаря специальной защитной системе. Конструкция простая в плане сборки-разборки, поэтому щетки можно менять самостоятельно.
Форма устройства отличается высокой эргономикой, двигатель защищен при помощи воздушных фильтров. Масса фена составляет 990 граммов, хотя двигатель достаточно мощный. Если щетки достигают критических размеров, то двигатель отключается автоматически благодаря специальной защитной системе. Конструкция простая в плане сборки-разборки, поэтому щетки можно менять самостоятельно.

 Если же у вас после его изучения остались некоторые вопросы, возникли пожелания или же вы просто решили поделиться своим опытом работы с данным оборудованием, то в вашем распоряжении комментарии к этой статье.
Если же у вас после его изучения остались некоторые вопросы, возникли пожелания или же вы просто решили поделиться своим опытом работы с данным оборудованием, то в вашем распоряжении комментарии к этой статье. привет, диффузоры для волос) и (3) имеют достаточно настроек, чтобы дать вам множество вариантов нагрева и охлаждения.
привет, диффузоры для волос) и (3) имеют достаточно настроек, чтобы дать вам множество вариантов нагрева и охлаждения. Эти фены от таких брендов, как John Frieda, Revlon, Kosas, и многое другое подарит вам эти святые волосы, сохраняя при этом ваш бюджет менее 60 долларов. (Да, правда.)
Эти фены от таких брендов, как John Frieda, Revlon, Kosas, и многое другое подарит вам эти святые волосы, сохраняя при этом ваш бюджет менее 60 долларов. (Да, правда.) COM
COM COM
COM

 В период с 2019 по 2020 год экспорт Электрические фены вырос на 6,17%, с 1,7 млрд долларов до 1,8 млрд долларов. Торговля Электрические фены для волос составляет 0,011% от общего объема мировой торговли.
В период с 2019 по 2020 год экспорт Электрические фены вырос на 6,17%, с 1,7 млрд долларов до 1,8 млрд долларов. Торговля Электрические фены для волос составляет 0,011% от общего объема мировой торговли.

 05M), Hong Kong ($6.77 м) и России (6,6 млн долларов).
05M), Hong Kong ($6.77 м) и России (6,6 млн долларов). Каждая страна окрашена в зависимости от разницы в экспорте и импорте Электрические фены в течение 2020 г.
Каждая страна окрашена в зависимости от разницы в экспорте и импорте Электрические фены в течение 2020 г.
 4
4
 Все права защищены.
Все права защищены.
 S-16 Electrode RFQ
S-16 Electrode RFQ Наши эффективные производственные процессы позволяют нам создавать очень доступные электроды. Мы изготавливаем как параллельные, так и встречные электроды для сварки из всех материалов RWMA. Наша стандартная линейка электродов для контактной сварки охватывает широкий спектр различных областей применения. Несмотря на разнообразие нашей продуктовой линейки, мы по-прежнему выполняем очень большой процент работ по индивидуальному заказу, изготавливая электроды в соответствии со спецификацией и дизайном конечного пользователя. Если вам нужны электроды для микроконтактной сварки, позвоните нам сегодня и узнайте, как передовые интегрированные технологии (AIT) могут вам помочь.
Наши эффективные производственные процессы позволяют нам создавать очень доступные электроды. Мы изготавливаем как параллельные, так и встречные электроды для сварки из всех материалов RWMA. Наша стандартная линейка электродов для контактной сварки охватывает широкий спектр различных областей применения. Несмотря на разнообразие нашей продуктовой линейки, мы по-прежнему выполняем очень большой процент работ по индивидуальному заказу, изготавливая электроды в соответствии со спецификацией и дизайном конечного пользователя. Если вам нужны электроды для микроконтактной сварки, позвоните нам сегодня и узнайте, как передовые интегрированные технологии (AIT) могут вам помочь. В конце концов они связались с Полом Балентином, основателем AIT, который успешно изготовил эти крошечные электроды с помощью микрошлифовального станка. Компания AIT установила долгую историю создания качественных электродов для контактной сварки для многих клиентов по всему миру.
В конце концов они связались с Полом Балентином, основателем AIT, который успешно изготовил эти крошечные электроды с помощью микрошлифовального станка. Компания AIT установила долгую историю создания качественных электродов для контактной сварки для многих клиентов по всему миру.
 007Б.005С.012Д.0015
007Б.005С.012Д.0015 010C.020
010C.020 025В.045С.100
025В.045С.100 020Б.030С.080Д1.125Е.625-С
020Б.030С.080Д1.125Е.625-С 015С.040Д.0015Е7Ф3.00
015С.040Д.0015Е7Ф3.00 062Б.125С.188Д15Е2.0Ф35
062Б.125С.188Д15Е2.0Ф35 093Б.250С.312Д4.0
093Б.250С.312Д4.0 063Б.125С.125Д15Е1.25
063Б.125С.125Д15Е1.25 5В6.4С5.0Д15Е69Р1.25
5В6.4С5.0Д15Е69Р1.25 018Б.020С.050Д.002
018Б.020С.050Д.002 093B.250C.188D2.00
093B.250C.188D2.00 2Б6.4С5.0Д56
2Б6.4С5.0Д56 062Б.344С1.312
062Б.344С1.312 022Б.020С.050Д.004
022Б.020С.050Д.004 com
com В давние времена этим топливом была чистая мышечная сила, когда кузницам, мехам и молотам требовались старомодные человеческие усилия, чтобы получить максимум инструментов и результатов, которых хотели люди. Сегодня все может быть совсем иначе.
В давние времена этим топливом была чистая мышечная сила, когда кузницам, мехам и молотам требовались старомодные человеческие усилия, чтобы получить максимум инструментов и результатов, которых хотели люди. Сегодня все может быть совсем иначе. Это просто означает, что, хотя они необходимы для работы сварщика, они, подобно электричеству, не являются чем-то, что работает все время после того, как устройство подключено к сети. Расходные материалы вставляются в сварочные устройства и, как следует из названия, постепенно « израсходован» в ходе работы, и в конечном итоге его необходимо заменить.
Это просто означает, что, хотя они необходимы для работы сварщика, они, подобно электричеству, не являются чем-то, что работает все время после того, как устройство подключено к сети. Расходные материалы вставляются в сварочные устройства и, как следует из названия, постепенно « израсходован» в ходе работы, и в конечном итоге его необходимо заменить.
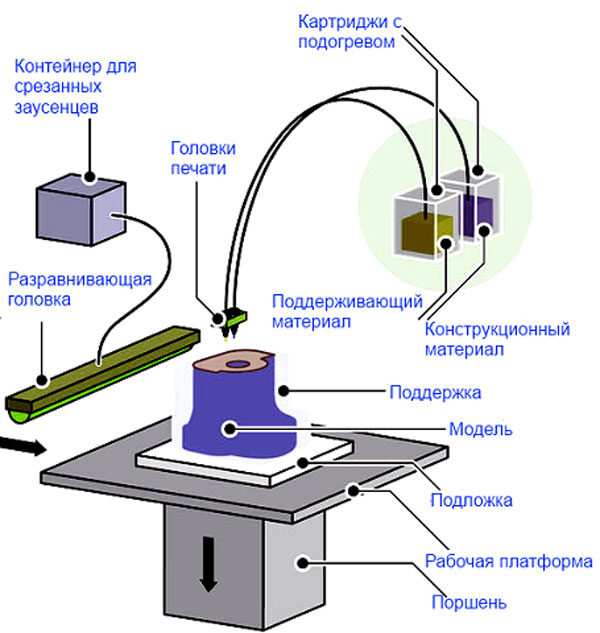
 ст.) при нагреве ванны жидкого металла на несколько сот градусов выше температуры плавления, что позволяет осуществлять глубокое рафинирование металла. При плавке происходит дополнительная очистка от кислорода, азота, а также от некоторых металлических примесей: Sn, Fe, Pb, которые имеют более / высокое давление пара по сравнению с основным металлом.
ст.) при нагреве ванны жидкого металла на несколько сот градусов выше температуры плавления, что позволяет осуществлять глубокое рафинирование металла. При плавке происходит дополнительная очистка от кислорода, азота, а также от некоторых металлических примесей: Sn, Fe, Pb, которые имеют более / высокое давление пара по сравнению с основным металлом.
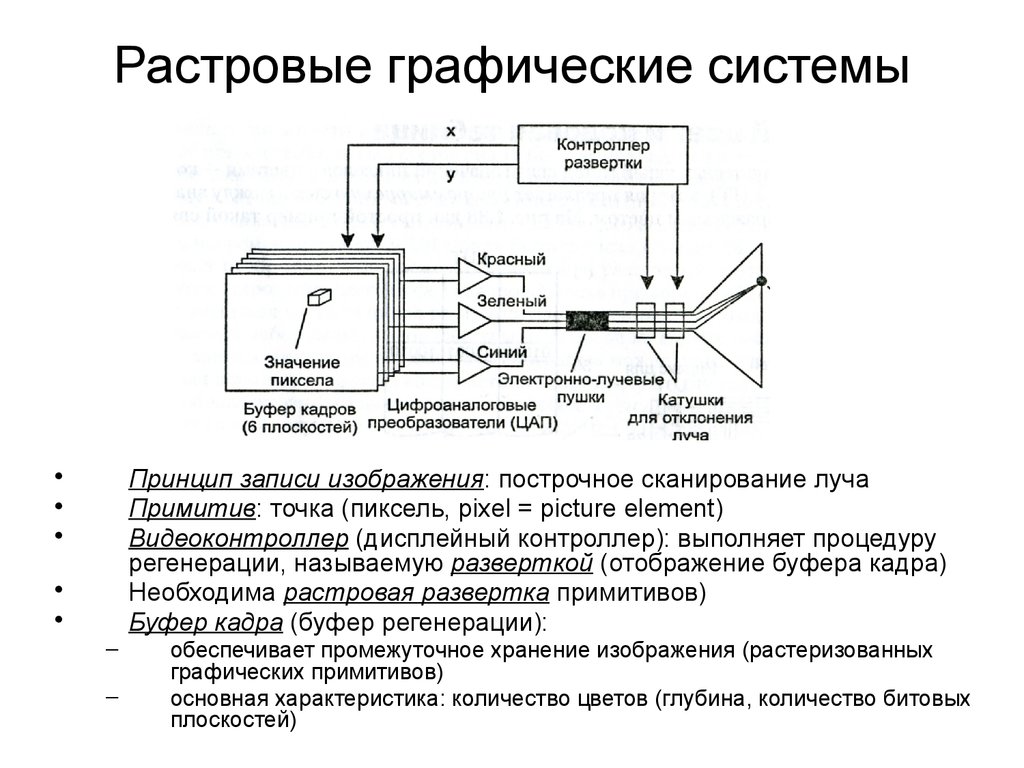



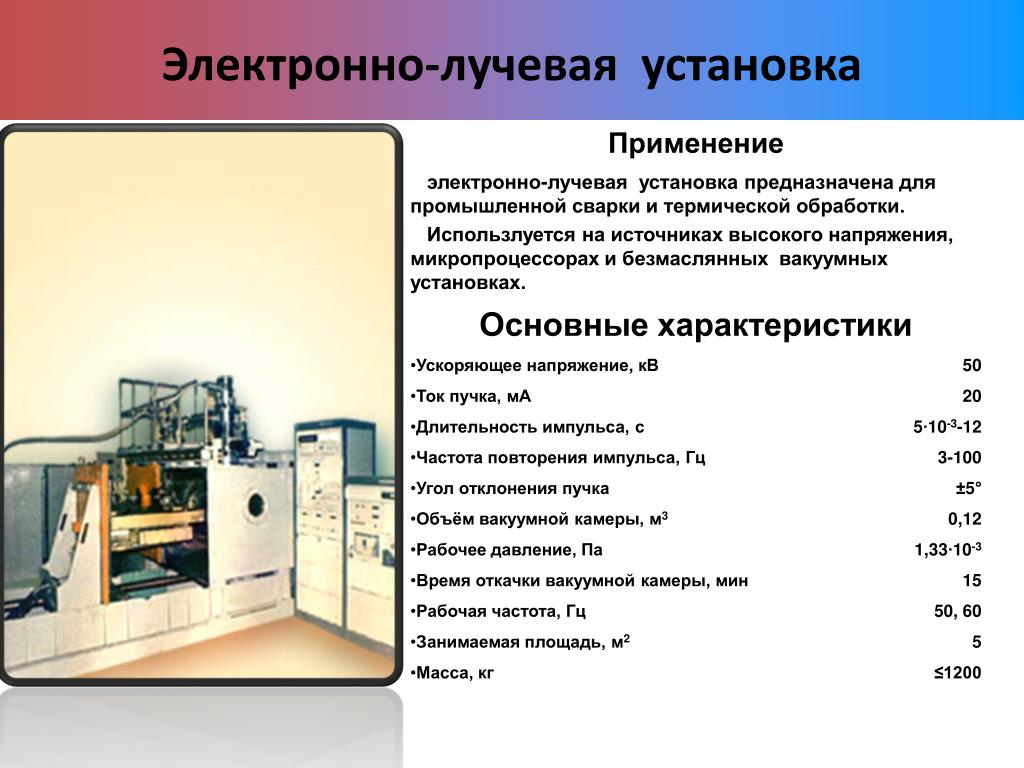 В качестве
В качестве

 Производство происходит в вакуумной камере для защиты от окисления, которое может повредить высокореактивные материалы. Электронно-лучевое плавление похоже на селективное лазерное плавление (SLM), так как они оба печатают из порошка из порошкового слоя 3D-принтера, но EBM использует электронный луч вместо лазера.
Производство происходит в вакуумной камере для защиты от окисления, которое может повредить высокореактивные материалы. Электронно-лучевое плавление похоже на селективное лазерное плавление (SLM), так как они оба печатают из порошка из порошкового слоя 3D-принтера, но EBM использует электронный луч вместо лазера.
 SLM не требует вакуумной среды.
SLM не требует вакуумной среды. 
 , Побель, К., Османлич, Ф. и Кёрнер, К. (2018), «Послойный мониторинг плавления электронного луча с помощью обнаружения электронов обратного рассеяния», Журнал быстрого прототипирования , Vol. 24 № 8, стр. 1401-1406. https://doi.org/10.1108/RPJ-02-2018-0034
, Побель, К., Османлич, Ф. и Кёрнер, К. (2018), «Послойный мониторинг плавления электронного луча с помощью обнаружения электронов обратного рассеяния», Журнал быстрого прототипирования , Vol. 24 № 8, стр. 1401-1406. https://doi.org/10.1108/RPJ-02-2018-0034 0/legalcode 9.0009
0/legalcode 9.0009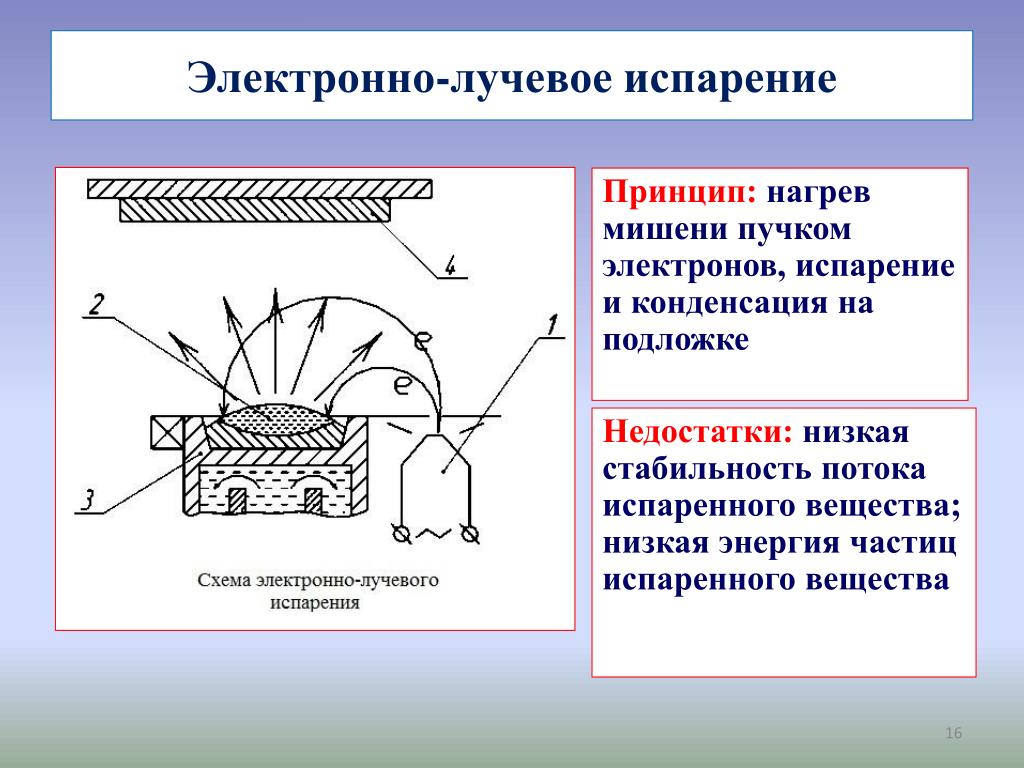
 е. поры. Недостатком этого метода является склонность светооптических систем к металлизации за счет испарения из ванны расплава (Швердтфегер 9).0127 и др. , 2012; Динвидди и др. , 2013). Этому должны противодействовать дополнительные системы защиты, такие как механический затвор (Schwerdtfeger и др. , 2012; Dinwiddie и др. , 2013) или намотка пленки (Dinwiddie и др. , 2013). Кроме того, размер столбца луча препятствует коаксиальному расположению системы визуализации (Schwerdtfeger et al. , 2012), что приводит к искажениям и, следовательно, к различному пространственному разрешению.
е. поры. Недостатком этого метода является склонность светооптических систем к металлизации за счет испарения из ванны расплава (Швердтфегер 9).0127 и др. , 2012; Динвидди и др. , 2013). Этому должны противодействовать дополнительные системы защиты, такие как механический затвор (Schwerdtfeger и др. , 2012; Dinwiddie и др. , 2013) или намотка пленки (Dinwiddie и др. , 2013). Кроме того, размер столбца луча препятствует коаксиальному расположению системы визуализации (Schwerdtfeger et al. , 2012), что приводит к искажениям и, следовательно, к различному пространственному разрешению. BSE возникают в результате упругих столкновений между электронами падающего пучка и атомами подложки. Часть обратнорассеянных электронов попадает в детектор BSE, который расположен вокруг луча, недалеко от рабочей камеры, как показано на рисунке 1. Интенсивность сигнала коррелирует с количеством обратнорассеянных электронов, которое, в частности, является функцией тока пучка, атомного номера. атомов образца и топографии поверхности. Сканируя область по определенному образцу, можно получить карту интенсивности, то есть изображение. Хотя этот основной принцип, безусловно, получает дальнейшее развитие в анализе с помощью СЭМ, тот же метод плоскостной сварки некоторое время используется в электронно-лучевой сварке (Шиллер 9).0127 и др. , 1977).
BSE возникают в результате упругих столкновений между электронами падающего пучка и атомами подложки. Часть обратнорассеянных электронов попадает в детектор BSE, который расположен вокруг луча, недалеко от рабочей камеры, как показано на рисунке 1. Интенсивность сигнала коррелирует с количеством обратнорассеянных электронов, которое, в частности, является функцией тока пучка, атомного номера. атомов образца и топографии поверхности. Сканируя область по определенному образцу, можно получить карту интенсивности, то есть изображение. Хотя этот основной принцип, безусловно, получает дальнейшее развитие в анализе с помощью СЭМ, тот же метод плоскостной сварки некоторое время используется в электронно-лучевой сварке (Шиллер 9).0127 и др. , 1977).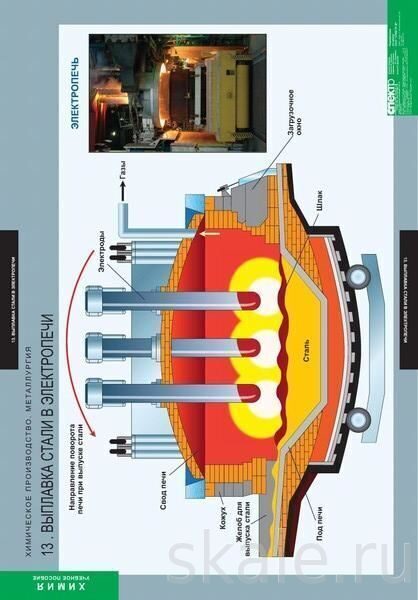 KGaA (Planegg, Германия) . Пушка работает с ускоряющим напряжением 60 кВ, а вольфрамовая нить накала обеспечивает мощность луча до 6 кВт. Отличительной особенностью системы является наличие вышеупомянутого детектора BSE, который обеспечивает возможность записи изображений ELO.
KGaA (Planegg, Германия) . Пушка работает с ускоряющим напряжением 60 кВ, а вольфрамовая нить накала обеспечивает мощность луча до 6 кВт. Отличительной особенностью системы является наличие вышеупомянутого детектора BSE, который обеспечивает возможность записи изображений ELO.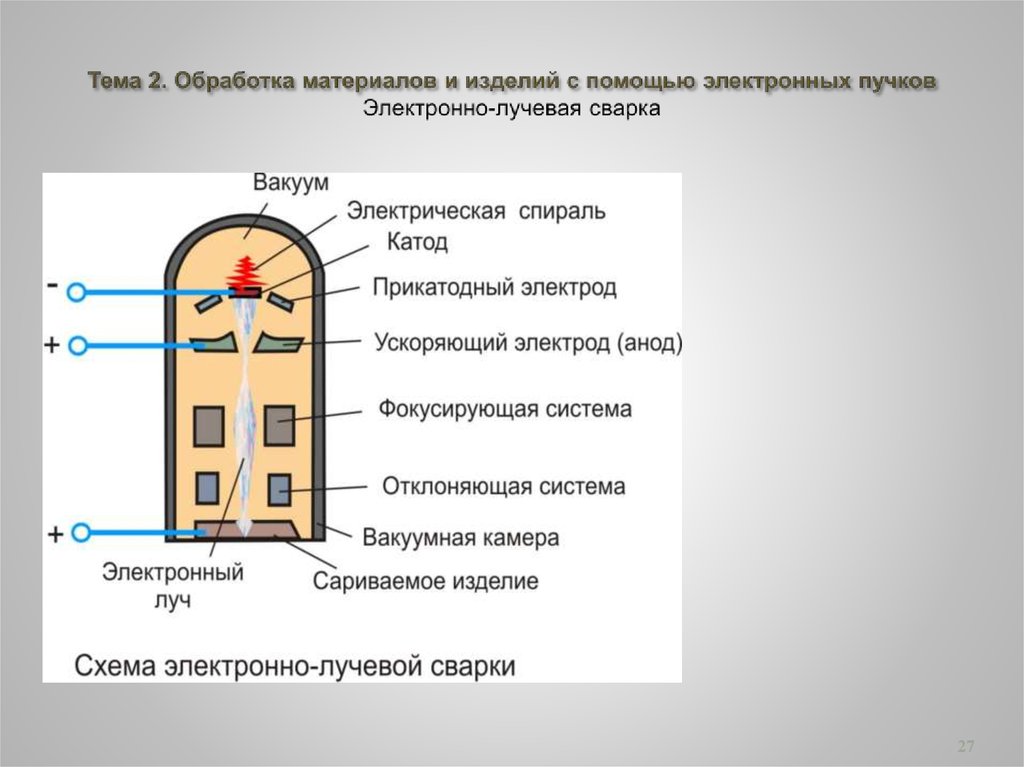 Расстояние между линиями во время штриховки было постоянным и составляло 100 мкм, а контурное плавление не применялось. Направление люка было повернуто на 90° после каждого слоя.
Расстояние между линиями во время штриховки было постоянным и составляло 100 мкм, а контурное плавление не применялось. Направление люка было повернуто на 90° после каждого слоя. Пиксельное разрешение 60 мкм/пиксель было выбрано в соответствии с масштабом признаков, которые, как ожидается, будут обнаружены с помощью электронного луча с доступным диаметром около 300 мкм. Чтобы получить подходящий сигнал обратного рассеяния, время экспозиции было установлено на 0,1 мкс/пиксель, а ток луча — на 7 мА.
Пиксельное разрешение 60 мкм/пиксель было выбрано в соответствии с масштабом признаков, которые, как ожидается, будут обнаружены с помощью электронного луча с доступным диаметром около 300 мкм. Чтобы получить подходящий сигнал обратного рассеяния, время экспозиции было установлено на 0,1 мкс/пиксель, а ток луча — на 7 мА. После этого поперечное сечение было подготовлено путем шлифовки на бумаге из карбида кремния, смазанной водой, механической полировки алмазной суспензией размером 3 мкм и заключительной стадии химической полировки (50 мл Struers OP-S NonDry , 50 мл дист. H 2 O, 10 г KOH, 10 мл H 2 O 2 ). Подготовленный микрошлиф исследовали с помощью оптической микроскопии (ОМ) с использованием Leica DM6000 M. Режим точного сшивания изображений микроскопа использовался для создания изображения с высоким разрешением (13 мкм/пиксель) всего поперечного сечения для дальнейшей оценки в Условия пористости.
После этого поперечное сечение было подготовлено путем шлифовки на бумаге из карбида кремния, смазанной водой, механической полировки алмазной суспензией размером 3 мкм и заключительной стадии химической полировки (50 мл Struers OP-S NonDry , 50 мл дист. H 2 O, 10 г KOH, 10 мл H 2 O 2 ). Подготовленный микрошлиф исследовали с помощью оптической микроскопии (ОМ) с использованием Leica DM6000 M. Режим точного сшивания изображений микроскопа использовался для создания изображения с высоким разрешением (13 мкм/пиксель) всего поперечного сечения для дальнейшей оценки в Условия пористости. Принимая во внимание соотношение между размером пикселя и толщиной слоя, ЭЛО-изображения накладывались друг на друга в хронологическом порядке для восстановления трехмерной карты плотности образца. Последнюю впоследствии фактически разрезали в продольном направлении.
Принимая во внимание соотношение между размером пикселя и толщиной слоя, ЭЛО-изображения накладывались друг на друга в хронологическом порядке для восстановления трехмерной карты плотности образца. Последнюю впоследствии фактически разрезали в продольном направлении. Усреднение ЭЛО- и КТ-изображений выполнялось на основе поперечных 2D-срезов, полученных при получении и реконструкции изображения соответственно. ОМ-изображение анализировали, вычисляя среднее значение оттенков серого для каждой строки сшитого растрового изображения ( j = const .). Все значения были нормализованы с использованием соответствующего максимума в каждом методе к интервалу [0, 1] для учета различной глубины цвета. Корреляция с высотой строения была достигнута при использовании соответствующего разрешения изображения R z (в пикс/м):
Усреднение ЭЛО- и КТ-изображений выполнялось на основе поперечных 2D-срезов, полученных при получении и реконструкции изображения соответственно. ОМ-изображение анализировали, вычисляя среднее значение оттенков серого для каждой строки сшитого растрового изображения ( j = const .). Все значения были нормализованы с использованием соответствующего максимума в каждом методе к интервалу [0, 1] для учета различной глубины цвета. Корреляция с высотой строения была достигнута при использовании соответствующего разрешения изображения R z (в пикс/м): С учетом других параметров процесса, таких как скорость отклонения и расстояние между линиями штриховки, 120 Вт намного ниже технологического окна для плотных образцов. С увеличением мощности луча больше энергии доступно для плавления порошка и нижележащих слоев, что приводит к более гладкой поверхности самого последнего расплавленного слоя (Jüchter et al. , 2014).
С учетом других параметров процесса, таких как скорость отклонения и расстояние между линиями штриховки, 120 Вт намного ниже технологического окна для плотных образцов. С увеличением мощности луча больше энергии доступно для плавления порошка и нижележащих слоев, что приводит к более гладкой поверхности самого последнего расплавленного слоя (Jüchter et al. , 2014).
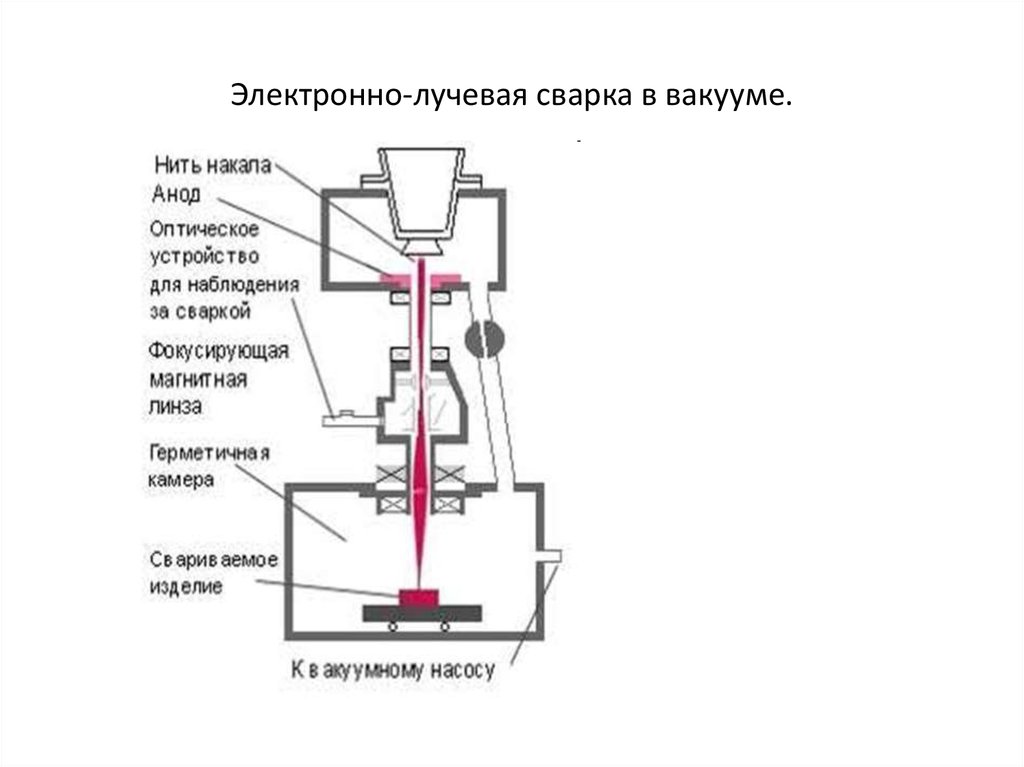
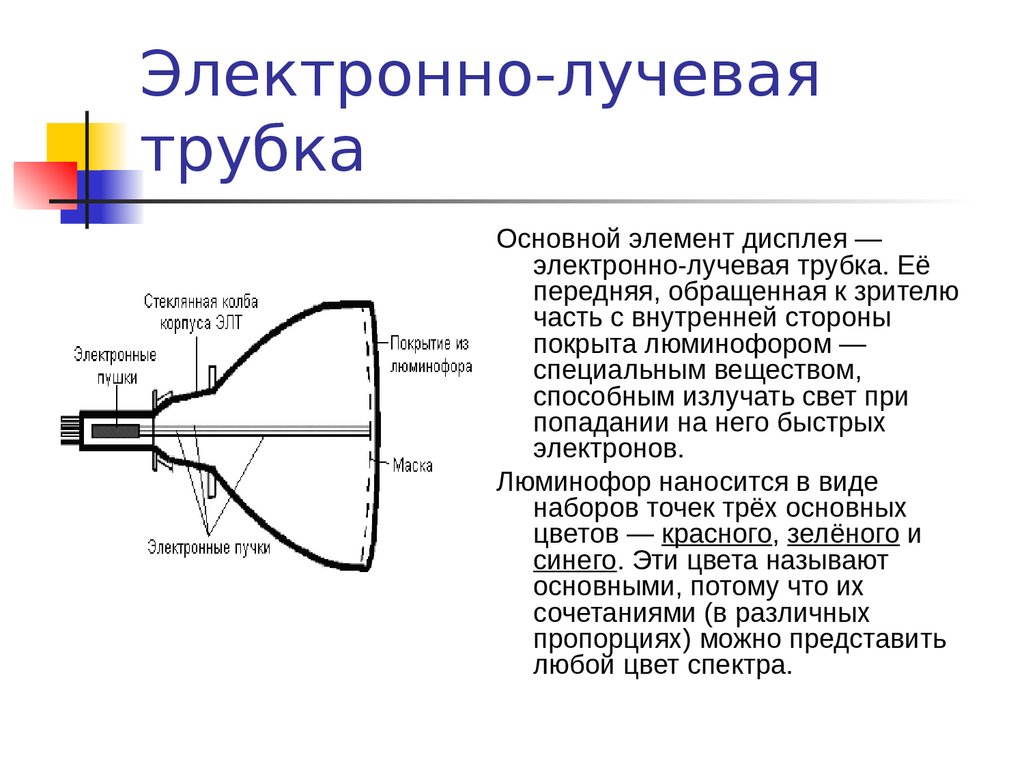 характерная каналообразная пористость в нижней секции 255 W может быть точно предсказана. Эта отличительная пористость не может наблюдаться на ОМ-изображении. Это связано с процедурой препарирования, препятствующей получению такого же поперечного сечения, как при ЭЛО- и КТ-томографии.
характерная каналообразная пористость в нижней секции 255 W может быть точно предсказана. Эта отличительная пористость не может наблюдаться на ОМ-изображении. Это связано с процедурой препарирования, препятствующей получению такого же поперечного сечения, как при ЭЛО- и КТ-томографии. Это можно объяснить разным объемом выборки, формирующим соответствующее среднее значение. В этом отношении кривая ELO-визуализации находится где-то посередине.
Это можно объяснить разным объемом выборки, формирующим соответствующее среднее значение. В этом отношении кривая ELO-визуализации находится где-то посередине.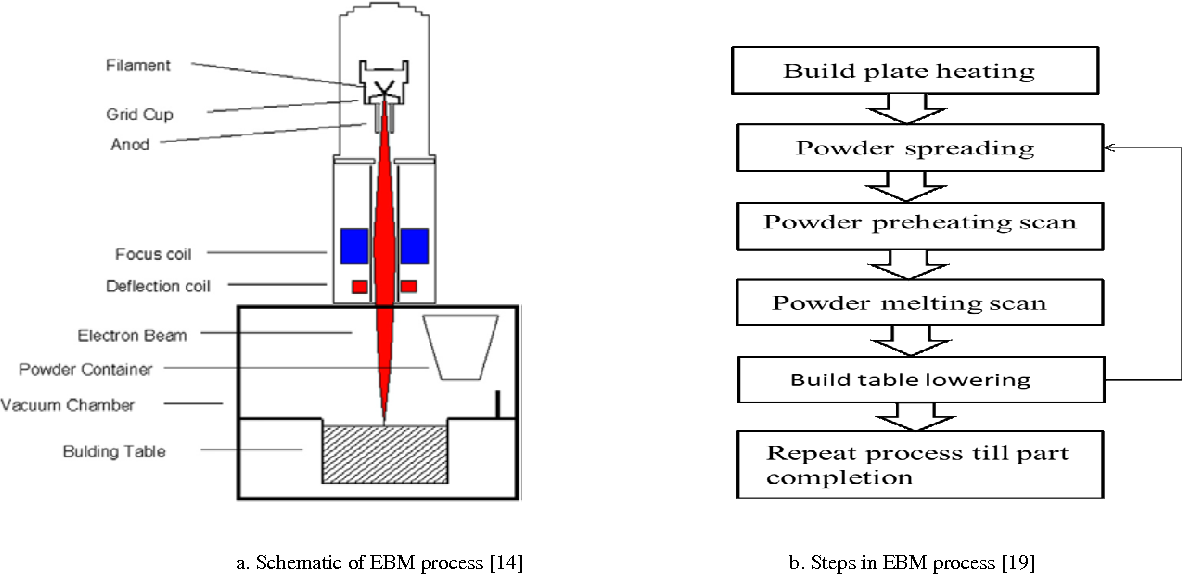 9.0009
9.0009 Предположительно, соответствующее количество дефектов, присутствующих на поверхности и, следовательно, на ЭЛО-изображении, частично заполняется и даже закрывается при плавлении последующих слоев. В результате абсолютное количество пор и их размер меньше в готовой части. Пригодность ELO-визуализации в качестве инструмента контроля качества еще не ограничена, поскольку дефекты надежно выявляются, а в худшем случае переоцениваются.
Предположительно, соответствующее количество дефектов, присутствующих на поверхности и, следовательно, на ЭЛО-изображении, частично заполняется и даже закрывается при плавлении последующих слоев. В результате абсолютное количество пор и их размер меньше в готовой части. Пригодность ELO-визуализации в качестве инструмента контроля качества еще не ограничена, поскольку дефекты надежно выявляются, а в худшем случае переоцениваются. В отличие от ОМ и КТ, ELO-визуализация является внутрипроцессным методом, позволяющим получать информацию о текущем слое в режиме реального времени. Он не только позволяет оператору вручную регулировать параметры во время процесса, но также имеет возможность подключить оценку к управлению с обратной связью для расширенных стратегий обработки и более быстрого определения окна процесса.
В отличие от ОМ и КТ, ELO-визуализация является внутрипроцессным методом, позволяющим получать информацию о текущем слое в режиме реального времени. Он не только позволяет оператору вручную регулировать параметры во время процесса, но также имеет возможность подключить оценку к управлению с обратной связью для расширенных стратегий обработки и более быстрого определения окна процесса.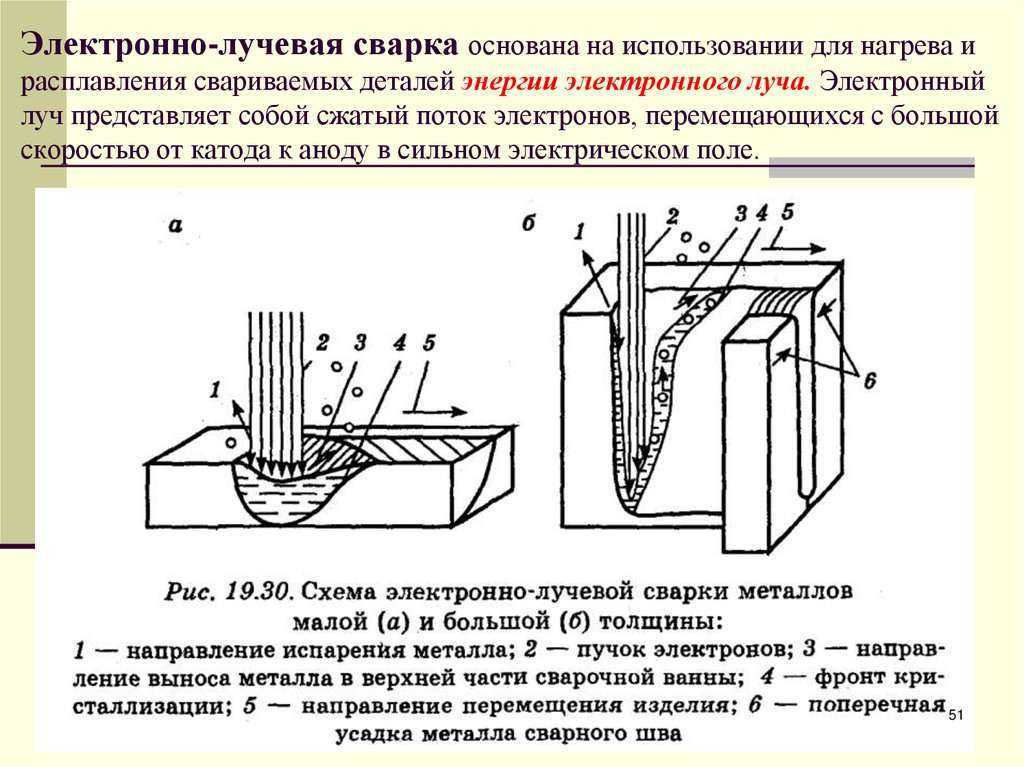 0127 и др. , 2012; Динвидди и др. , 2013). Поэтому можно отказаться от особой защиты извещателя, такой как жалюзи и окна. Это позволяет интегрировать детектор внутри камеры здания в коаксиальном положении, что является новинкой для процесса EBM. Уменьшение оптических аберраций в результате коаксиального расположения датчика дополнительно улучшает качество изображения.
0127 и др. , 2012; Динвидди и др. , 2013). Поэтому можно отказаться от особой защиты извещателя, такой как жалюзи и окна. Это позволяет интегрировать детектор внутри камеры здания в коаксиальном положении, что является новинкой для процесса EBM. Уменьшение оптических аберраций в результате коаксиального расположения датчика дополнительно улучшает качество изображения. Было продемонстрировано, что можно сделать выводы о пористости конечного компонента. Таким образом, обнаружение BSE уже способно улучшить процесс EBM. Система может быть дополнительно усовершенствована, например. путем введения дополнительных внеосевых детекторов для сбора дополнительной информации о топографии поверхности или даже расчета трехмерной реконструкции всей топологии поверхности (Палушинский и Словко, 2009 г.).). Такой инструмент открыл бы новые возможности для понимания процессов и управления ими. За счет уменьшения размера пятна электронного луча можно ожидать более высокого пространственного разрешения. Размер пятна луча определяется типом нити накала, фокусными линзами и током луча. Одной из будущих целей будет определение оптимального компромисса между требованиями процесса EBM и ELO-визуализации.
Было продемонстрировано, что можно сделать выводы о пористости конечного компонента. Таким образом, обнаружение BSE уже способно улучшить процесс EBM. Система может быть дополнительно усовершенствована, например. путем введения дополнительных внеосевых детекторов для сбора дополнительной информации о топографии поверхности или даже расчета трехмерной реконструкции всей топологии поверхности (Палушинский и Словко, 2009 г.).). Такой инструмент открыл бы новые возможности для понимания процессов и управления ими. За счет уменьшения размера пятна электронного луча можно ожидать более высокого пространственного разрешения. Размер пятна луча определяется типом нити накала, фокусными линзами и током луча. Одной из будущих целей будет определение оптимального компромисса между требованиями процесса EBM и ELO-визуализации.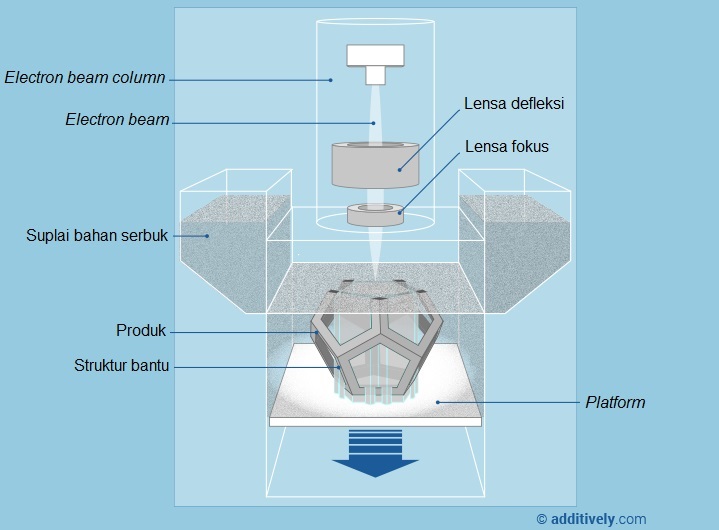 Предполагается, что эти методы предоставляют расширенную информацию о процессе и, следовательно, вносят большой вклад в его дальнейшее развитие.
Предполагается, что эти методы предоставляют расширенную информацию о процессе и, следовательно, вносят большой вклад в его дальнейшее развитие.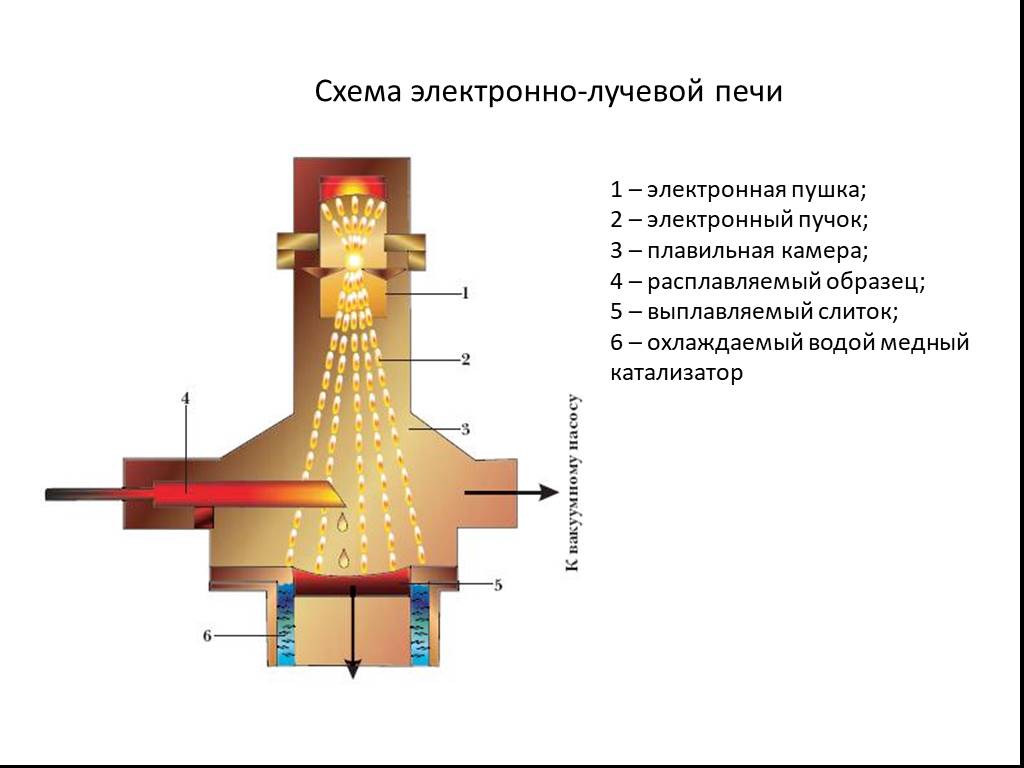 214 № 11, стр. 2497-2504.
214 № 11, стр. 2497-2504.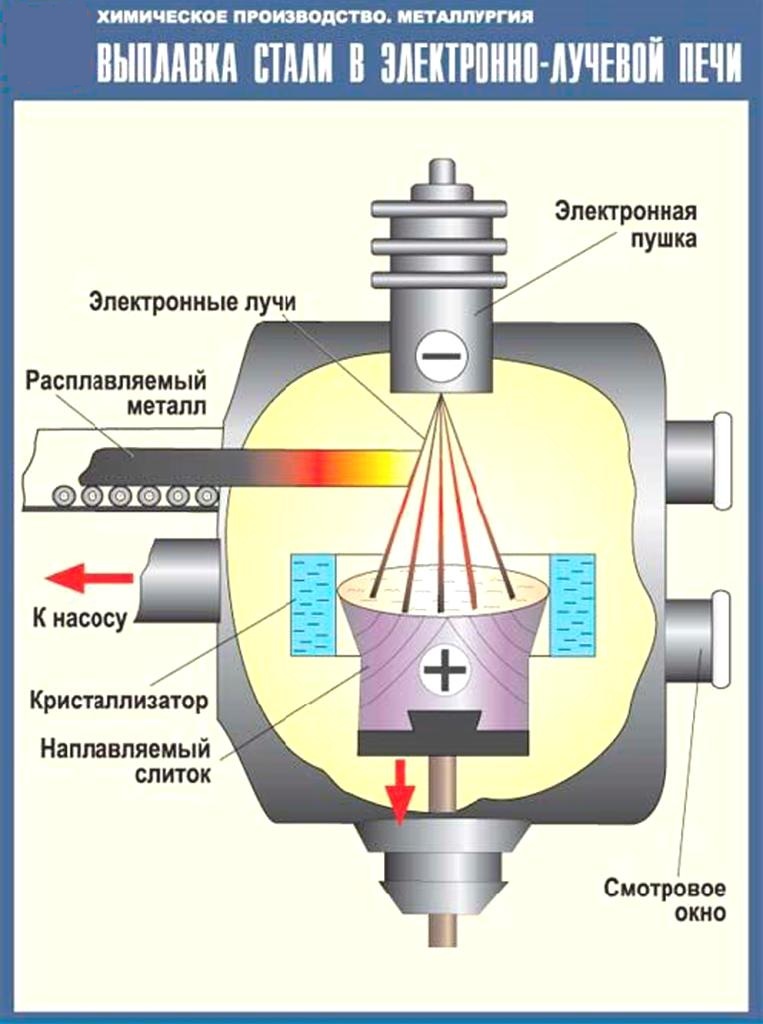 (2014), «Окно обработки и явление испарения для Ti-6Al-4V, полученного селективным электронно-лучевым плавлением», Acta Materialia, Vol. 76, стр. 252-258.
(2014), «Окно обработки и явление испарения для Ti-6Al-4V, полученного селективным электронно-лучевым плавлением», Acta Materialia, Vol. 76, стр. 252-258. , Купер, К. и Чоу, К. (2012), «Оценка измерений температуры с помощью ближней инфракрасной термографии в порошковом электронно-лучевом аддитивном производстве», Труды симпозиума по изготовлению твердых материалов произвольной формы, Техасский университет. , Остин, Техас, стр. 761-773.
, Купер, К. и Чоу, К. (2012), «Оценка измерений температуры с помощью ближней инфракрасной термографии в порошковом электронно-лучевом аддитивном производстве», Труды симпозиума по изготовлению твердых материалов произвольной формы, Техасский университет. , Остин, Техас, стр. 761-773.
 10
10 1
1 1
1 1
1 1
1 1
1 подробнее
подробнее Сварка углеродистых и низколегированных типов сталей. Рекомендован для сварки трубопроводов. подробнее
Сварка углеродистых и низколегированных типов сталей. Рекомендован для сварки трубопроводов. подробнее 00 (тип Э46А)
00 (тип Э46А) Все права защищены.
Все права защищены.

 Голые электроды имеют ограниченное применение. Например, они используются для сварки марганцовистой стали.
Голые электроды имеют ограниченное применение. Например, они используются для сварки марганцовистой стали. Эти электроды с покрытием также обеспечивают более стабильную электрическую дугу по сравнению с электродами без покрытия, что делает сварку более управляемой и уменьшает разбрызгивание.
Эти электроды с покрытием также обеспечивают более стабильную электрическую дугу по сравнению с электродами без покрытия, что делает сварку более управляемой и уменьшает разбрызгивание. Однако для угольных электродов существуют военные спецификации.
Однако для угольных электродов существуют военные спецификации.



 Он также обеспечивает достаточную защиту сварного валика при наружных работах, когда ветер мешает защитным газам. Важно отметить, что сварка флюсовой проволокой (FCAW) также является отличным вариантом для ремонта в полевых условиях, но в этой статье мы сосредоточимся на сварке флюсом, которая более доступна для многих подрядчиков.
Он также обеспечивает достаточную защиту сварного валика при наружных работах, когда ветер мешает защитным газам. Важно отметить, что сварка флюсовой проволокой (FCAW) также является отличным вариантом для ремонта в полевых условиях, но в этой статье мы сосредоточимся на сварке флюсом, которая более доступна для многих подрядчиков. Третья цифра обозначает допустимые положения сварки для каждого электрода (1 = все положения, 2 = только плоское или горизонтальное, 3 = плоское, горизонтальное, вертикальное вниз и над головой). Четвертая цифра обозначает тип покрытия и тип сварочного тока (переменный ток (AC)/постоянный ток (DC)), который можно использовать с электродом. Вот краткое описание каждого электрода, обычно используемого в этом приложении (любезно предоставлено Hobart Brothers):
Третья цифра обозначает допустимые положения сварки для каждого электрода (1 = все положения, 2 = только плоское или горизонтальное, 3 = плоское, горизонтальное, вертикальное вниз и над головой). Четвертая цифра обозначает тип покрытия и тип сварочного тока (переменный ток (AC)/постоянный ток (DC)), который можно использовать с электродом. Вот краткое описание каждого электрода, обычно используемого в этом приложении (любезно предоставлено Hobart Brothers): Отлично подходит для проникновения в соединения с плотной посадкой.
Отлично подходит для проникновения в соединения с плотной посадкой. Хорошо работает на стальном листе толщиной не менее ¼ дюйма. толстый и может использоваться на металлах размером более ½ дюйма.
Хорошо работает на стальном листе толщиной не менее ¼ дюйма. толстый и может использоваться на металлах размером более ½ дюйма.



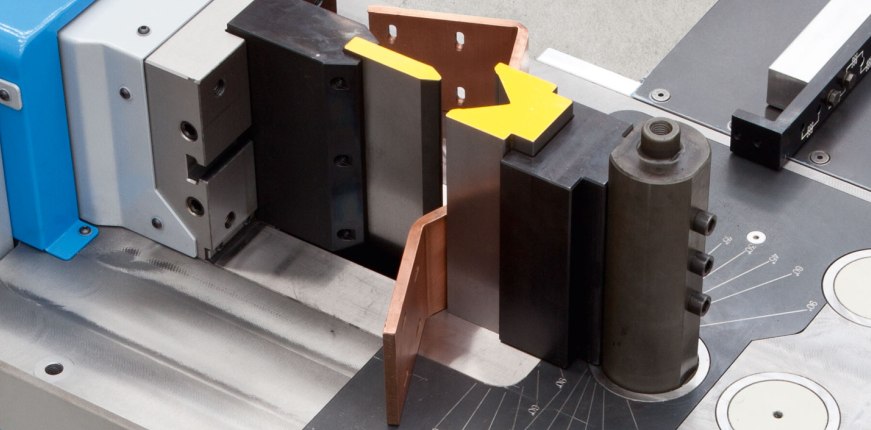 Su. Сейчас предложение находится в статусе «под заказ».
Su. Сейчас предложение находится в статусе «под заказ».
 Сыровца 46, офис 309, Днепродзержинск, 51921, Украина
Сыровца 46, офис 309, Днепродзержинск, 51921, Украина Диапазон температур, при которых термопластичные материалы могут подвергаться формовке, составляет: для литьевого акрила Plexiglas GS – 160…175 °С, экструзионного акрила Plexiglas XT – 150…160 °С, поликарбоната Makrolon – 190…210 °C.
Диапазон температур, при которых термопластичные материалы могут подвергаться формовке, составляет: для литьевого акрила Plexiglas GS – 160…175 °С, экструзионного акрила Plexiglas XT – 150…160 °С, поликарбоната Makrolon – 190…210 °C. Также на результат гибки влияет качество самой струны – если она износилась, то линия изгиба получится неровной. Струна не должна провисать, ее положение должно быть строго горизонтальным.
Также на результат гибки влияет качество самой струны – если она износилась, то линия изгиба получится неровной. Струна не должна провисать, ее положение должно быть строго горизонтальным.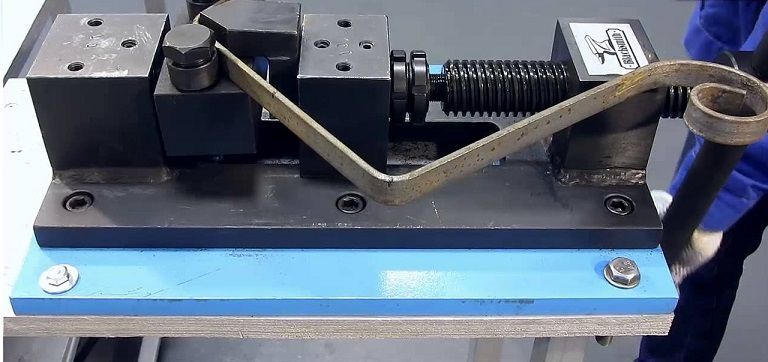
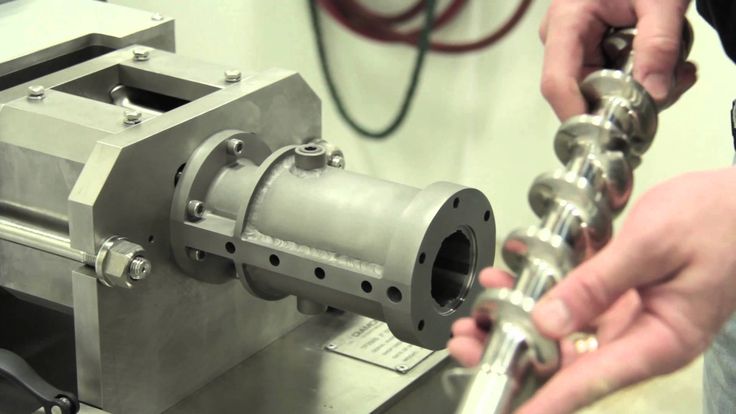 Принцип его работы аналогичен гибке на струне, но станок обеспечивает более высокую производительность. Качество гибки на струне и на станке идентично (при условии выполнения данных операций профессионалами), но станок выигрывает по скорости работы.
Принцип его работы аналогичен гибке на струне, но станок обеспечивает более высокую производительность. Качество гибки на струне и на станке идентично (при условии выполнения данных операций профессионалами), но станок выигрывает по скорости работы.

 В то время как некоторые методы гибки позволяют получить более узкий радиус изгиба, а другие могут лучше обеспечить стабильность профиля, несколько ключевых соображений могут помочь вам улучшить гибкость вашего продукта для любого метода гибки.
В то время как некоторые методы гибки позволяют получить более узкий радиус изгиба, а другие могут лучше обеспечить стабильность профиля, несколько ключевых соображений могут помочь вам улучшить гибкость вашего продукта для любого метода гибки.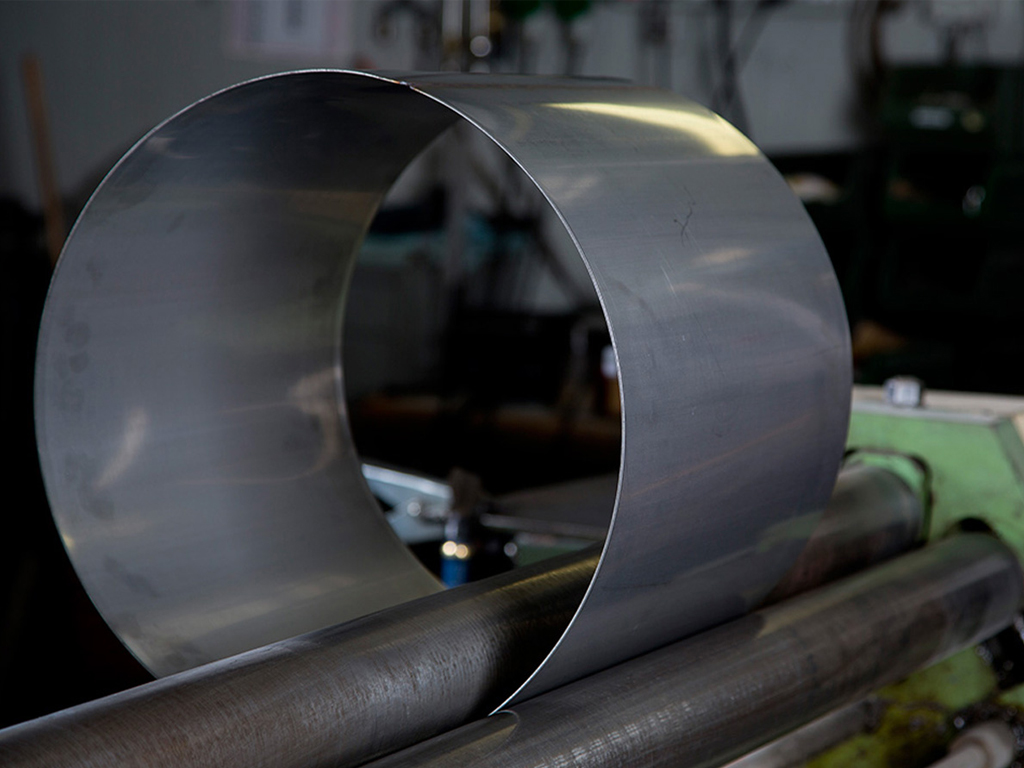


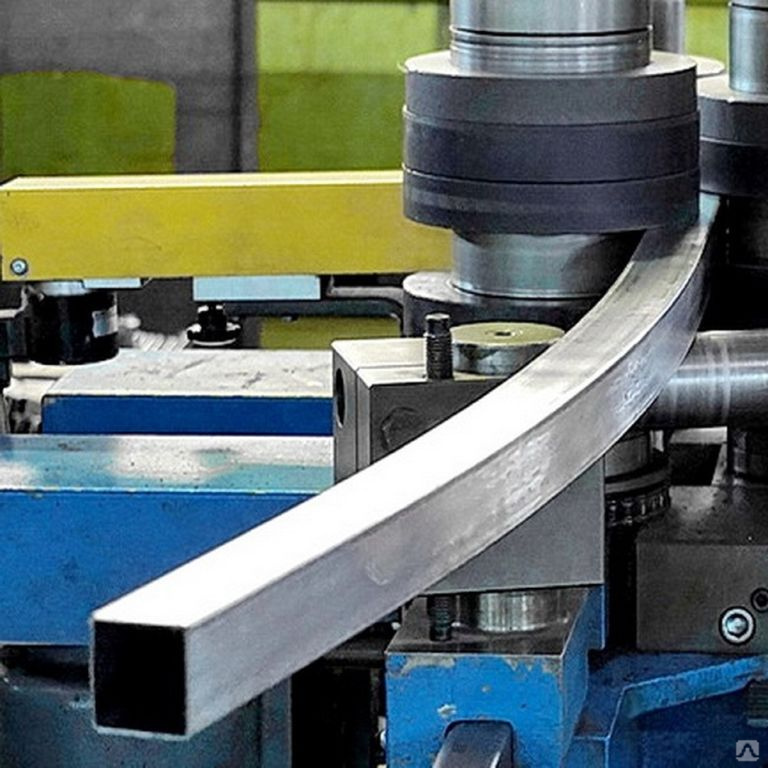

 Хотя этот метод наиболее распространен для круглых труб, этот метод может формировать другие профили экструзии в уникальные продукты. Эта технология менее распространена, чем другие методы гибки, но в ближайшем будущем она может иметь значительный потенциал.
Хотя этот метод наиболее распространен для круглых труб, этот метод может формировать другие профили экструзии в уникальные продукты. Эта технология менее распространена, чем другие методы гибки, но в ближайшем будущем она может иметь значительный потенциал. Чтобы помочь в этом, обратитесь к нашему Руководству по проектированию экструзии или поговорите со специалистом по обслуживанию Gabrian, чтобы получить экспертную информацию о проектировании и гибке экструдированных алюминиевых изделий.
Чтобы помочь в этом, обратитесь к нашему Руководству по проектированию экструзии или поговорите со специалистом по обслуживанию Gabrian, чтобы получить экспертную информацию о проектировании и гибке экструдированных алюминиевых изделий.

 Идеальный характер зависит от области применения. T6 обладает наибольшей прочностью, но его труднее всего сформировать (см. , рис. 1 ). Для более узких радиусов, менее 10D (радиус менее чем в 10 раз больше диаметра), конструктор должен учитывать максимальный отпуск T4. T0 предлагает наилучшую формуемость, но имеет небольшую прочность и подвержен повреждениям во время установки и эксплуатации. Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает.
Идеальный характер зависит от области применения. T6 обладает наибольшей прочностью, но его труднее всего сформировать (см. , рис. 1 ). Для более узких радиусов, менее 10D (радиус менее чем в 10 раз больше диаметра), конструктор должен учитывать максимальный отпуск T4. T0 предлагает наилучшую формуемость, но имеет небольшую прочность и подвержен повреждениям во время установки и эксплуатации. Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает. Чтобы избежать этого, операцию анодирования следует выполнять после гибки.
Чтобы избежать этого, операцию анодирования следует выполнять после гибки. Более того, если гибочная машина и ее инструменты не могут надежно контролировать движение профиля во время гибки, процесс становится менее стабильным, более дорогостоящим, а иногда непрактичным или просто невозможным.
Более того, если гибочная машина и ее инструменты не могут надежно контролировать движение профиля во время гибки, процесс становится менее стабильным, более дорогостоящим, а иногда непрактичным или просто невозможным. Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы.
Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы. Это указывает на то, что форма не может выдержать необходимые усилия изгиба. Это потому, что силы при изгибе действуют по направлению к центру и к нейтральной оси, которая находится в середине симметричного сечения.
Это указывает на то, что форма не может выдержать необходимые усилия изгиба. Это потому, что силы при изгибе действуют по направлению к центру и к нейтральной оси, которая находится в середине симметричного сечения. Изменение конструкции — на конструкцию с основанием, равным ногам или немного шире их, — поможет специалистам по сгибанию немного лучше контролировать скручивание.
Изменение конструкции — на конструкцию с основанием, равным ногам или немного шире их, — поможет специалистам по сгибанию немного лучше контролировать скручивание. 6 ) для тележки или направляющей, а также допуск на скручивание (№ 2 на рис. 6), который гарантирует, что тележка не заденет профиль.
6 ) для тележки или направляющей, а также допуск на скручивание (№ 2 на рис. 6), который гарантирует, что тележка не заденет профиль.
 рис. 8 ). Если дизайнер поместит их перпендикулярно радиусу изгиба, эти порты, скорее всего, переместятся к центральной линии, если они не поддерживаются изнутри. При размещении по радиусу порты способствуют изгибу, так как создают эффект ребра жесткости. Крайне важно передать саму заглушку специалисту по гибке, который может использовать ее в качестве контрольного инструмента.
рис. 8 ). Если дизайнер поместит их перпендикулярно радиусу изгиба, эти порты, скорее всего, переместятся к центральной линии, если они не поддерживаются изнутри. При размещении по радиусу порты способствуют изгибу, так как создают эффект ребра жесткости. Крайне важно передать саму заглушку специалисту по гибке, который может использовать ее в качестве контрольного инструмента. 9..
9..