Торцовочные пилы – применение и особенности конструкции
Торцовочные пилы представляют собой разновидность циркулярных. Режущим инструментом является диск. Однако заметны многие отличия торцовочных пил от дисковых. Прежде всего, для диска предусмотрено крепление на станке. Благодаря направляющим вспомогательным устройствам станка происходит поворот диска под необходимым углом. Помимо этого, возможен разворот режущего полотна в вертикальной либо горизонтальной плоскости.
Сложно обеспечить точность пропила под углом при использовании стандартной дисковой пилы. У торцовочных пил есть в этом плане преимущество – возможность создания среза любой конфигурации. Вся работа по выдерживанию подходящего направления выполняется в этом случае станком.
Под углом распилы требуются в основном в сфере деревообработки, специалисты которой и принимают часто решение купить торцовочные пилы.
Достаточно представить деревянную рамку, обрезанные детали под косым углом соединяются в «ус». Для строительства всегда требуется обрезка деталей под углом в 45 градусов. Для всех моделей торцовочных пил предусмотрена установка под данный угол. Однако возможно выполнение срезов и под прочими острыми углами. К примеру, рабочий стол может находиться в фиксированном положении на 45, 30, 22.5, 15 градусов. Станина же может поворачиваться в обе стороны.
Благодаря этому инструменту возможно разрезание материала при угле в 90 градусов, однако ограничена длина резания. Длина пропила в 310 мм. представляет одну из максимальных в категории торцовочных пил от современных производителей.
Заменой дисковой пилы может стать лишь комбинированная торцовочная пила. В этом случае для возможности перевернуть механизм достаточно считанных секунд, что позволяет инструменту производить длинные прямолинейные разрезы.
Торцовочная пила способна заменить 2 разных инструмента, поэтому регулярно приобретается, если требуется значительный объем отделочных работ.
Часто торцовочные пилы называются станками, однако вес их сложно назвать тяжелым. К примру, многие торцовочные пилы представлены в весовой категории 18 кг., что позволяет им считаться отличным решением для домашних мастерских. Для хранения они не потребуют значительное пространство, но обеспечат увеличение скорости работы и повышение качества.
Многое, безусловно, определяется предстоящим объемом работ. При планах распиливания заготовок под углом от случая к случаю, лучше купить ручную столярную либо слесарную ножовку. И позаботиться, конечно, про специальное приспособление, которое позволит установить заготовку. Однако продажа торцовочных пил и для бытовых задач постепенно лишь увеличивается.
На современном рынке представлена возможность купить торцовочные пилы бытового и профессионального типа. Особенности профессиональных моделей позволяют им производить обработку большего размера в сравнении с бытовыми аналогами. А вот глубина пропила остается для этих двух вариантов практически одинаковой.
В оснащении торцовочных пил от лидеров на этом рынке предусмотрены регуляторы количества оборотов диска, а также лазерная подсветка. Некоторые модели могут использоваться с дисками, специально предназначенными для распиливания пластика и металла.
Источник: интернет-магазин www.toool.ru
Перепечатка информации только с использованием ссылки на www.toool.ru
ее назначение, конструкция и критерии выбора
Для того чтобы распилить деревянные бруски под абсолютно любым наклоном и углом, используют торцовочную пилу. Все потому, что данный инструмент имеет ряд преимуществ по сравнению с обычной торцовкой.
На сегодняшний день можно найти огромное количество самых различных вариантов от ведущих производителей. Также есть возможность смастерить инструмент самостоятельно в домашних условиях.
Назначение торцевой пилы
Конструкция инструмента
Лазерное и электронное оборудование
Дополнительные функции
Критерии выбора торцовки с протяжкой
Назначение торцевой пилы
Спектр использования торцевой пилы:
Во-первых, актуально применить пилу, выполняя выкладку плинтусов, багетов, а также при работе с вагонкой. Ведь именно рассматриваемый инструмент способен на выполнение диагональной порезки любых материалов с большой точностью.
Во-вторых, очень будет кстати торцевая пила при резьбе нешироких брусков, реек, досок.
Конструкция инструмента
Устройство имеет несложную конструкцию. Основой является функциональный модуль, который состоит из:
рабочего круга, электромотора с редуктором;
ручки с включателем.
Данный модуль крепится к специальному основанию. При домашнем изготовлении данного аппарата нужно учесть, что электромотор может использоваться двух типов: либо коллекторный, либо асинхронный. Последние работают значительно тише, а также характеризуются большей практичностью и выносливостью.
Что касается электродвигателя, то он устанавливается по правой стороне от пильного круга. Хотя на рынке можно также повстречать модели, на которых двигатель установлен позади диска. Такой вариант однозначно удобнее, ведь не перекрывается обзор, что особенно, кстати, при работе наклонах инструмента.
Редуктор выполняет передачу (ременную или зубчатую) движений от мотора к пильному кругу.
Зубчатая передача легко работает без проскальзывания даже на максимальных оборотах, в свою очередь, ременная более практична, так как значительно снижает вибрацию и уменьшает звук.
Стоит отметить, что существуют еще и модели с прямой передачей, которые являются самым надежным вариантом. Однако их крутящий момент намного ниже.
Для чего же используют протяжку? Именно благодаря протяжному механизму торцовочная пила имеет возможность распилить даже самые широкие доски.
Так как пила является довольно опасным режущим предметом, то для предотвращения непредвиденных травм, любой из производителей добавляет в ее конструкцию защитный кожух.
Что касается устройства повышенной мощности, то для наибольшей безопасности они, как правило, оснащаются плавным запуском. Такая деталь характеризуется блокировкой механизма кручения при замене круга и полной остановкой при стопоре круга.
Лазерное и электронное оборудование
В редких случаях торцовочная пила с протяжкой имеет в своем составе электронные элементы. Однако существуют модели, которые характеризуются наличием электронной регуляции скорости вращения. Благодаря этому возникает отличная возможность контролировать рабочий процесс.
В современном мире множество производителей стремится к совершенству и новшеству, поэтому все чаще внедряют самые смелые и дорогостоящие идеи. Например, лазерная наводка в пиле — это необязательная, но очень полезная и дорогая опция.
С помощью лазера прорисовывается четкая линия пропила. Такая функция особенно необходима для неопытных мастеров.
Дополнительные функции
Кроме основных функций, могут быть еще и дополнительные, такие как:
Пылеудаление — очень необходимо, ведь работая торцовочной пилой можно заметить выделение большого количества древесной пыли, а также опилок. Таким образом, обладая данной функцией, можно быть уверенным, что мусор будет сразу же удаляться с места выделения без дальнейшего распространения по помещению.
Расширение столешницы — такая функция идеально подойдет, для тех работает с ламинатом или длинными брусками.
Критерии выбора торцовки с протяжкой
Для того чтобы приобретение принесло только пользу, и деньги не были зря потрачены, перед покупкой нужно определиться:
для чего будет нужен инструмент — ведь пила с протяжкой необходима при выполнении профессиональной широкой заготовки. В случае если планируется редкое использование, можно ограничиться обычной торцовкой бытового класса.
с размером и весом пилы — при этом также рекомендуется уточнить максимально свободный ход рабочей головки.
какой нужен диаметр рабочих дисков — стоит отметить, что выбирать нужно исходя из диаметра от 0,2 м (но никак не меньше).
насколько безопасен инструмент, который приобретается.
Также важными параметрами считаются показатели глубины и ширины пропила.
Основы торцовочной пилы: что это такое и когда ее использовать
Торцовочная пила — идеальный инструмент для точной работы, например, внутренней отделки. Вот обзор плюсов и минусов этой популярной пилы.
Торцовочная пила является основным инструментом в столярной мастерской и пользуется популярностью у мастеров-любителей всех уровней квалификации. Если вы решили добавить торцовочную пилу в свою коллекцию электроинструментов, но не знаете, с чего начать, прочитайте дополнительную информацию и о том, что следует учитывать при совершении покупки.
На этой странице
Что такое торцовочная пила?
Торцовочная пила представляет собой полотно циркулярной пилы с шарнирным креплением, которое можно повернуть вниз в разрезаемый материал. Поскольку шарнир фиксируется на месте, лезвие всегда опускается контролируемым движением, создавая чистые, равномерные разрезы.
Отлично подходит для резки плоских концов, но торцовочная пила также может вращаться влево и/или вправо для резки под углом. Эта универсальность делает торцовочную пилу отличным выбором для тонкой обработки дерева.
Торцовочные пилы часто являются хорошим инструментом для обучения начинающих мастеров деревообработке. Защитный кожух закрывает пильный диск, а распиливаемый материал ложится на торцовочный стол и прижимается к заднему упору пилы (то есть к вертикальной металлической стене).
Новички в деревообработке часто находят эту установку и простое управление торцовочной пилой менее пугающими, чем открытое полотно ленточной пилы или настольной пилы. А мастерам, у которых есть проблемы с силой рук, часто проще работать с торцовочной пилой, чем с циркулярной пилой.
Это не значит, что торцовочная пила не представляет опасности. К электроинструментам (особенно к пилам) всегда следует относиться с уважением.
Как и большинство электроинструментов, вы, безусловно, можете выполнять работу торцовочной пилы вручную с помощью стусла и ручной пилы или заменив другую пилу. Циркулярная пила может делать те же пропилы, что и торцовочная пила, но гораздо сложнее добиться такой же точности и скорости.
Типы торцовочных пил
Торцовочные пилы характеризуются размером лезвия и типом разреза, который они могут выполнять, а также тем, являются ли они сетевыми или аккумуляторными.
Торцовочная пила
Все торцовочные пилы могут резать под углом, что означает, что лезвие может поворачиваться в любую сторону. Самый простой тип торцовочной пилы может резать под углом вправо и (обычно) влево.
Составная торцовочная пила
Составная торцовочная пила не только поворачивается влево или вправо, но и наклоняется под углом для создания скошенного реза. Некоторые составные торцовочные пилы допускают наклон в любом направлении, а некоторые ограничивают наклон в одну сторону. Те, которые допускают скосы в обоих направлениях, часто называют «двойным соединением» или «двойным скосом».
Торцовочная пила со скольжением
Одним из основных ограничений торцовочной пилы является ширина пропила. В скользящей торцовочной пиле используются рельсы, позволяющие лезвию скользить на короткое расстояние при резке, добавляя ценные дюймы к ширине реза. (Точную ширину см. в описании производителя.) Многие торцовочные пилы с малым лезвием добавляют направляющие, позволяющие более легкому и портативному корпусу делать пропилы на более широкой кромке.
Торцовочная пила с раздвижным составом
Как и следовало ожидать, торцовочная пила с раздвижным составом имеет скошенные пропилы и направляющие. Это, как правило, самые тяжелые и дорогие торцовочные пилы, но они также и самые универсальные.
Размеры полотна
Торцовочные пилы имеют установленный размер, определяемый диаметром полотна, которое они могут использовать. Это означает, что 10-дюймовая торцовочная пила имеет полотно диаметром 10 дюймов.
Наиболее распространенные размеры торцовочных пил — 10 и 12 дюймов. Большинство 10-дюймовых торцовочных пил могут разрезать доски до шести дюймов под прямым углом и доски до четырех дюймов под углом 45 градусов. Двенадцатидюймовые торцовочные пилы могут резать восьмидюймовые доски под прямым углом и шестидюймовые доски под углом 45 градусов. (Обратите внимание, что это габаритные размеры пиломатериалов, поэтому фактический размер распила будет немного меньше.)
Другие популярные размеры включают 7-1/4 и 14 дюймов для тех, кто работает с узкими деталями или более крупными материалами соответственно. Большинство домашних мастеров выбирают 10-дюймовую пилу, потому что она предлагает отличный баланс цены, портативности и универсальности резки.
С питанием от сети или без аккумулятора
Традиционно торцовочные пилы подключаются к сети, но усовершенствованная беспроводная технология позволяет использовать торцовочную пилу вообще без кабеля. Существует небольшое количество бензопил, но мы не будем их здесь рассматривать.
Плюсы и минусы торцовочных пил
Плюсы
Точные поперечные пропилы: Торцовочные пилы позволяют зафиксировать угол и часто имеют упоры, установленные под обычными углами.
Быстрые, легко воспроизводимые пропилы: После того как торцовочная пила настроена, она может делать повторяющиеся одинаковые пропилы.
Менее пугающий для новых пользователей: Стабильность и защищенное лезвие делают эту пилу хорошей начальной пилой для неопытных домашних мастеров.
Более доступный для людей с ограниченной подвижностью: Усорезные пилы позволяют выполнять точные поперечные пропилы без необходимости контролировать вес циркулярной пилы или растягиваться на настольной пиле.
Торцовочные пилы — хороший выбор для точных работ, таких как внутренняя отделка или изготовление рам для картин. Контролируемые движения и диапазон движений торцовочной пилы также облегчают работу мастеров-любителей с ограниченной силой рук.
Минусы
Ограничение по ширине материала: Для резки широких материалов вам понадобится другой инструмент.
Тяжелый и громоздкий: Хотя сам процесс резки не требует больших усилий, торцовочные пилы гораздо тяжелее для перемещения по цеху, чем циркулярная пила.
Может занимать место на полу: Угловой стол недостаточно широк для поддержки более длинных досок. Вам придется установить временные опоры с обеих сторон или построить постоянную распиловочную станцию, которая может занимать ценную площадь в небольшом магазине.
Торцовочные пилы не являются хорошим выбором, если вы преимущественно распиливаете длинные пиломатериалы или распиливаете широкий материал. Они обеспечивают отличную рабочую станцию, но не так портативны, как циркулярная пила. Многие домашние мастера, у которых есть торцовочная пила, также инвестируют в настольную пилу для распиловки древесины на заданную длину.
Покупка торцовочной пилы
Готовы подобрать для себя лучшую торцовочную пилу? Вот некоторые факторы, которые следует учитывать:
Стиль: Торцовочные пилы обеспечивают большую гибкость и гибкость. Раздвижные торцовочные пилы могут работать с более широким материалом, но стоят дороже.c
Источник питания: Аккумуляторные пилы удобны, но если вы не уверены, что вам нужна такая гибкость, вам, вероятно, лучше использовать модель с питанием от сети.
Сборка: У некоторых пил есть угловой стол и рама, которые тяжелее или легче, чем у других пил.
Удаление пыли: Торцовочные пилы могут образовывать много опилок. Проверьте размер пылесборника, чтобы узнать, совместим ли он с пылесосом или системой пылеудаления в вашем магазине.
Цена: Планируйте потратить от 200 до 400 долларов на торцовочную пилу в зависимости от размера, источника питания, стиля и конструкции. Модели стоимостью более 600 долларов обычно предназначены для профессионалов, которым требуется высокая производительность или максимальная портативность. Большинство самодельщиков могут найти отличную пилу за 400 долларов или меньше.
Дэн Стаут
Писатель-фрилансер и писатель из Огайо Дэн Стаут в прошлом занимался ремонтом жилых домов, руководителем коммерческого объекта и менеджером по техническому обслуживанию. Он работал практически над всеми аспектами строительства и DIY, включая планирование проекта и получение разрешений, сантехнику, основные электрические работы, гипсокартон, столярные работы, плитку, покраску и многое другое. Он также публикует нуарные фэнтезийные триллеры, в том числе The Carter Series, издательством Penguin, издательством DAW Books.
Что такое торцовочная пила и нужна ли она мне?
Автор: Кэти | Toolstop 13 января 2022 г.
Торцовочная пила — это тип стационарной пилы, предназначенной для выполнения точных пропилов под разными углами. В этом руководстве Toolstop мы объясняем их точное использование и сравниваем торцовочные пилы с циркулярными пилами.
Для чего используется торцовочная пила?
Торцовочная пила — это тип стационарной пилы, предназначенной для выполнения точных пропилов под разными углами. Лезвие тянется вниз к материалу, в отличие от циркулярной пилы, где оно проходит сквозь материал.
Торцовочные пилы лучше всего подходят для резки более длинных досок благодаря их большой режущей способности. Типичные области применения торцовочной пилы включают выполнение быстрых и точных косых пропилов (например, под углом 45 градусов для изготовления рам для картин) или поперечных пропилов для лепки.
С помощью этого универсального инструмента вы можете делать поперечные, косые, косые пропилы и многое другое. Не знаете, что означает каждый из этих терминов? Вы можете обратиться к нашему руководству по косым, косым и поперечным резкам, где мы подробно объясняем каждый из них.
Торцовочные пилы бывают разных размеров. Размер лезвия определяет режущую способность пилы. Чем больше требуется режущая способность, тем большую пилу вы должны выбрать. Самые популярные размеры включают 165 мм, 190 мм, 230 мм и 260 мм.
Они также доступны в проводном или беспроводном исполнении. Чтобы узнать о плюсах и минусах проводных и аккумуляторных электроинструментов и о том, какой вам следует выбрать, вы можете обратиться к нашему руководству.
Типы торцовочных пил и их применение
На рынке представлен огромный ассортимент торцовочных пил. Одинарная фаска, двойная фаска, скользящая, составная и т. д. Мы кратко описали каждый из них ниже, но для более подробного объяснения каждого из следующих пунктов вы можете обратиться к нашему руководству по покупке торцовочных пил.
Одинарная фаска — Можно делать косые и косые пропилы в одном направлении.
Двойной скос — Можно делать резы со скосом в обоих направлениях. Торцовочные пилы с двойным скосом лучше подходят, когда вам нужно сделать несколько пропилов под углом, поскольку они экономят время на смене направления материала.
Составная торцовочная пила — Позволяет выполнять составные пропилы (когда вы одновременно выполняете косой и косой пропилы).
Торцовочная пила с подвижным механизмом — Этот тип торцовочной пилы скользит по стержню, что позволяет лезвию двигаться вперед, а не прямо вниз. Они способны резать более широкие доски, чем нескользящие модели.
Торцовочная пила против циркулярной пилы
Не знаете, нужна ли вам циркулярная или торцовочная пила? Мы перечислили различия между торцовочной и циркулярной пилой, а также некоторые плюсы и минусы:
Торцовочная пила выполняет большинство тех же задач, что и циркулярная пила, за исключением того, что торцовочная пила находится в стационарном состоянии, а лезвие притягивается к материалу, а не проталкивается сквозь него
Торцовочные пилы лучше всего подходят для длинных досок, дисковые пилы для листовых материалов
Торцовочные пилы часто более точны и безопаснее в использовании, поскольку они являются стационарными
Циркулярные пилы более универсальны
Циркулярные пилы обычно дешевле торцовочных пил
Вы должны довести материал до торцовочной пилы, вы можете взять циркулярную пилу для материала
Торцовочной пилой обычно можно резать только до 6 дюймов в ширину (или до 13 дюймов, если это раздвижная модель) из-за того, что лезвие двигается только вверх и вниз.
Гидравлический пресс занимает важное место среди производственного оборудования. Существует большое количество вариантов исполнения и модификаций оборудования, в основе которого лежит принцип работы гидравлического пресса. Область использования, технические особенности, правила выбора и многие другие аспекты рассмотрены в статье.
СОДЕРЖАНИЕ
Историческая справка
Принцип действия гидравлического пресса
Формула Паскаля
Принципиальная схема
Типы гидравлических прессов
Платформенный
С-образная рама
Н-образная рама
Экструзионный
Для ламинирования
Вакуумные
Штамповочные
Трансфер Пресс
Листогибочные
Кузнечный
Негидравлические
Механические
Электрические
Пневматический
Устройство гидравлического пресса
Достоинства
Невысокая стоимость и недорогая эксплуатация
Эффективная работа
Простота эксплуатации
Контроль и гибкость
Невысокий уровень шума
Длительный срок службы
Недостатки
Нагрузки гидравлических прессов
Стандарты безопасности
Виды гидравлических прессов
Выбор гидравлического пресса
Гидравлический пресс – это устройство, генерирующее усилие, которое многократно превосходит приложенное изначально. Машина предназначена для прессования под давлением. Основным узлом агрегата является поршень. В движение он приводится под воздействием масла или другого гидравлического состава. Самый простой пример применения гидравлического пресса – автомобильный домкрат. В промышленности он чаще всего используется на производственных линиях для штамповки разных изделий.
В основе принципа работы устройства лежит закон Паскаля, который гласит о том, что в замкнутой системе давление действует с равным усилием на любом его участке. Это самый востребованный тип промышленного пресса. Гидравлика по сравнению с механикой или пневматикой обеспечивает наивысший КПД и самый большой коэффициент сжатия при одинаковом приложенном усилии.
Историческая справка
Изобретен гидравлический пресс в Англии в 1795 году. Автором столь эффективного и нужного механизма стал инженер Джозеф Брамах, который до этого уже получил признание общественности за изобретение унитаза со встроенным смывом. Поэтому иногда можно услышать, как механизм называют прессом Брама.
Первый гидравлический пресс был представлен миру в нужный момент. Многие производства и предприниматели в те времена нуждались именно в таком устройстве. Изобретение получило всеобщее признание и способствовало основанию целого направления в физике – гидротехника. С тех пор многими инженерами оригинальная модель Брама была существенно доработана и модернизирована. В мире существует десятки вариаций, в основе которых заложен все тот же принцип, реализованный английским изобретателем.
Принцип действия гидравлического пресса
Понять лучше принцип действия устройства поможет понимание физических законов, которые свойственны для сообщающихся законов. Термин известен со школьной программы и обозначает соединенные между собой сосуды, внутрь которых залита воды или иная жидкость. Этот закон гласит, что жидкость внутри сосудов будет находиться на одном уровне.
К примеру, если в один из таких сосудов долить воды, то ее уровень поднимется во всех остальных емкостях. Если в одном из сообщенных сосудов оказывать давление на поверхность воды, то вся система будет стремиться к равновесию и давление распределится. Отразится такое воздействие тем, что уровень жидкости в других емкостях поднимется. Здесь действует иной закон, который известен по имени ученого, который его сформулировал – Паскаля. Данный постулат гласит о том, что давление жидкости или газа распространяется во все точки одинаково.
Формула Паскаля
Математически закон Паскаля отображается формулой:
где p — это давление, F — приложенная сила, S — площадь сосуда. Из нее видна прямопропорциональная зависимость между давлением и приложенным усилием. То есть, все логично: чем сильнее воздействовать, тем большим будет давление. С другой стороны, давление обратно пропорционально площади, на которую воздействует сила.
Принципиальная схема
Данная теоретическая часть приведена здесь потому, что любой гидравлический пресс представляет собой систему сообщающихся сосудов с поршнями. Ниже приведена принципиальная схема устройства.
Если надавить на поршень, который находится в сосуде большего размера, то начинает работать закон Паскаля. То есть, давление равномерно распределяется по всему объему жидкости. Теперь пришла очередь закона сообщающихся сосудов. Согласно ему, давление должно компенсироваться. Соответственно, поршень в меньшей камере поднимется. Есть важный нюанс: в большом резервуаре поршень сдвинулся на одно расстояние, а в малом поднялся на высоту, которая будет в несколько раз больше.
Опытным путем и математическими расчетами несложно выявить закономерность. Расстояние перемещения поршней зависит от соотношения большей площади к меньшей. Точно такая же закономерность наблюдается и в обратном приложении силы. Только зависимость будет обратно пропорциональной. Именно такой принцип и положен в основу работы гидропресса. Результат или коэффициент полезного действия (кому как удобней) напрямую зависит от соотношения площади большего поршня к меньшему.
Практическое применение нашел и обратный принцип. К примеру, он используется в гидравлических амортизаторах.
Типы гидравлических прессов
Платформенный
Существует большое число разновидностей гидравлического пресса. Они отличаются числом приложений, но есть и общие показатели. К платформенным относятся устройства, имеющие прочную стабильную поверхность и плунжер.
С-образная рама
Сравнительно узкая, но прочная рама занимает немного места. Благодаря отличной эргономике устройство может монтироваться в помещениях с небольшим объемом свободного пространства. С-образные гидравлические прессы применяются для разных производственных процессов. Среди них: формовка, штамповка, рубка, правка, клепка и вытяжка.
Н-образная рама
Основание установки сварное и выполнено в виде буквы «Н». Оборудование применяется на производственных линиях и в зависимости от варианта исполнения может выполнять разные операции: штамповка, обжим, чеканка, гибка или обрезка. Одна установка может использоваться для выполнения нескольких операций.
Экструзионный
Тип оборудование, предназначение которого заложено в названии – экструзия деталей и изделий. Экструзионное прессование представляет собой производственный процесс, при котором матрица, перемещаемая прессом, проходит через материал. В результате операции на выходе получается заготовка или изделие с предопределенным поперечным сечением.
Для ламинирования
Установки относятся к числу компрессионных прессов. Оснащены ручным управлением. Имеют две технологические пластины, одна из которых служит источником нагрева материала, а другая предназначена для его охлаждения. Благодаря такому подходу процесс ламинирования занимает немного времени.
Вакуумные
Специализированные устройства, которые применяются для нанесения пленки на поверхность различных предметов. Наиболее распространены модели для герметизации документов – кредитных карт, удостоверений и т.п.
Штамповочные
Еще один тип оборудования специализированного назначения. Обладают ограниченным функционалом и применяются для обработки листового металла в автомобильной промышленности или для выкройки нужной формы материалов с помощью давления.
Трансфер Пресс
К прессу автоматически подаются заготовки из пластмассы, металла или резины. Далее манипулятор принимает заготовку и посредством выдвижного штока перемещает ее от одного штампа к другому. Каждый из них вносит определенные изменения и на выходе получается уже готовый продукт. Станки востребованы в разных отраслях, а наибольшей популярностью пользуются в медицинской и авиакосмической промышленности.
Листогибочные
Аппарат предназначен для холодной обработки листового металла. Классический вариант оборудования состоит из нескольких элементов: с двух сторон установлены С-образные рамы, в верхней части располагается подвижная балка, а на столе (нижняя часть) зафиксирован рабочий инструмент.
Гидравлический пресс для гибки листового металла от других аналогичных станков отличается тем, что оснащен двумя гидроцилиндрами, которые крепятся к C-образной раме. Они предназначены для перемещения луча. Станок программируется для работы в автоматическом режиме. Он известен как гидравлический листогибочный пресс с ЧПУ.
Кузнечный
Разработан для автоматической ковки металла, то есть приданию заготовке нужной формы и размера. Обработка включает комплекс методов и оснастки, в том числе и форма. Для обработки используется сила давления, а в некоторых случаях и нагрев. Наиболее часто кузнечный пресс применяется в автомобильном и машиностроительном производстве.
Негидравлические
Оборудование, которое сегодня рассматривается, относится к категории силовых установок. Силовые прессы делятся на несколько видов в зависимости от типа привода – механические, электрические, пневматические или гидравлические. Соответственно, механические, электрические и пневматические являются альтернативой для гидравлических моделей.
Механические
Движущим элементом является маховик. Он предназначен для конденсирования энергии и моментальной ее отдачи на определенном этапе. Для передачи механического усилия к точке приложения задействуется несколько механизмов – эксцентрик, кривошип, тумблер или шарнирная передача.
Электрические
Современная разработка, основанная на эффективной передаче крутящего момента от электрического двигателя до плунжера. Наличие механической связи является гарантом того, что к двигателю будет поступать обратный сигнал от контроллера для изменения скорости вращения. Если двигатель не вышел на режим максимальной нагрузки, то необходимая скорость будет достигнута.
Пневматический
Пневматические системы аналогично гидравлическим выполняют разные функции, в том числе – обжимка, прошивка, гибка, пробивка, штамповка. Они могут иметь циклы «скорострельности» до 400 ударов в минуту. Но даже при таких условиях пневматические прессы дают возможность контроля над процессами потока. Это делает их наиболее востребованными в технологических операциях, где скорость обработки заготовки имеет первостепенное значение.
Принцип работы пневмопрессов исключает необходимость преобразования вращательного движения в линейное. По этой причине они имеют меньше подвижных узлов по сравнению с машинными или гидравлическими аналогами. Недостатков оборудования является то, что движущей силой является сжатый воздух. Они не могут создавать очень высокое давление, как гидравлические прессы.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими гидравлическими прессами собственного производства от компании VTM.
Устройство гидравлического пресса
Основу гидравлического пресса составляют два цилиндра с поршнями, которые сообщены между собой. Они закреплены на матрице – неподвижной опоре, дополнительно обеспечивающей устойчивость всего оборудования. Полный перечень основных компонентов классического гидравлического пресса: цилиндры двустороннего действия; поршни, часто называемые пуансонами; соединительные трубки, матрица. Схема устройства приведена ниже.
Один из двух поршней диаметром меньше и служит он для нагнетания жидкости в рабочую камеру другого, воздействующего на обрабатываемый предмет. Поршни являются механическими элементами системы, обеспечивающие толкательное движение. Окончательную форму и опору механизму придает матрица (другие названия: платформа, наковальня, основа). Они же обеспечивает и устойчивость.
Достоинства
Гидравлический пресс по эффективности оставляет далеко позади другие типы аналогичного оборудования. Сила, которую он развивает во время работы, не может быть достигнутой ни механическими, ни пневматическими, ни электрическими налогами. Достоинства оборудования на этом не исчерпаны. Другие плюсы.
Невысокая стоимость и недорогая эксплуатация
Гидропрессы имеют мало подвижных элементов, что обуславливает их доступность на потребительском рынке. По той же причине на содержание и обслуживание механизма нужны незначительные суммы вложений, чтобы постоянно поддерживать его в рабочем состоянии.
Простота установки является залогом ее надежности. Но даже если и случаются поломки, то устранить их несложно и не требуется разбирать все узлы. Важно обратить внимание на тот момент, что данный вид прессов наиболее распространен. Поэтому никогда не возникает проблем с запасными частями или расходными материалами. Их достаточно много и на отечественном рынке, и за рубежом.
Эффективная работа
Гидравлический пресс полную мощность передает в любой момент хода, в то время как другие аналогичные модели могут передавать ее только снизу. Поэтому не придется покупать установку с заранее спланированным избыточным давлением, чтобы получить нужный результат.
Простота эксплуатации
Если гидравлический пресс рассчитан на генерирование нагрузки в 100 тонн, то он выйдет на рабочие параметры, даже если допущены ошибки в настройках. Оператор может не беспокоиться о том, что его непроизвольные действия приведут к поломке агрегата или штампа. В механизм заложена предохранительная система. Когда усилие гидравлического пресса достигает заданного давления, то срабатывает предохранительный клапан. Он открывается, не давая усилию выйти за пределы заданных параметров. Как результат – исключена вероятность перегрузки.
Контроль и гибкость
Оператор имеет возможность выбора оптимального значения среди большого количества настроек. Среди важный и наиболее востребованных настроек: продолжительность задержки усилия, высвобождение силы, скорость, сила удара и его вектор.
Невысокий уровень шума
Гидравлические модели лишены большого количества движущихся узлов, которые характерны для механических аналогов. Поэтому они генерируют намного меньше шума. Современные установки при условии правильной регулировки насосного оборудования отвечают самым строгим требованиям относительной ограничений в генерации шумов.
Длительный срок службы
Поскольку станки имеют встроенную защиту от перегрузок исключена вероятность его повреждения из-за избыточного давления. Вспомогательная оснастка тоже служит долго, поскольку при работе механизмов нет ни толчков, ни ударов, ни вибраций, ни резкого возрастания механической нагрузки.
Недостатки
Минусы гидравлических прессов заключаются в следующем:
сильно возрастают потери энергии при передаче на расстояние;
даже небольшое загрязнение рабочей жидкости может привести к поломке;
небольшой скорость воздействия. В случае ее повышения наблюдаются гидравлические удары в магистралях;
на характеристики гидропривода большое влияние оказывают условия эксплуатации.
Нагрузки гидравлических прессов
Большинство машин проектируются для работы с большими нагрузками, величина которых измеряется тоннами. К примеру, в наши дни реализовано множество проектов с расчетной мощностью до 3500 тонн. Хотя наиболее часто заказчики приобретают оборудование с намного меньшим расчетным усилием – до 15 тонн включительно.
В изготовлении оборудование используется нержавеющая сталь и другие металлы, устойчивые к большим механическим нагрузкам. Применяются и разные сплавы, в частности алюминия и меди.
Прессы делаются одно- или многопозиционными. Первые имеют набор инструментов и оснастки для работы, интегрированных внутрь рабочей поверхности. Они применяются на конвейерном производстве, где продукция выпускается в большом количестве. Многопозиционные модели имеют расширенный набор рабочей оснастки. Она может предназначаться для выполнения разных операций или для работы с разными материалами.
При настройке пресса производители могут изменить предельную нагрузку, длину, складывание, формат и многие иные параметры. Поэтому каждый приобретенный экземпляр станка может отличаться своими показателями от такой же модели, но с другими регулировками.
Стандарты безопасности
В поддержании нормального функционирования оборудования решающее значение имеет техническое обслуживание. Чтобы механизмы не подводили, нужно придерживаться следующих рекомендаций:
Не допускать протечек гидравлики. Негерметичная установка не может работать на полную мощность. Ее эффективность намного ниже по сравнению с исправной машиной. Следует постоянно следить за герметичностью вокруг уплотнительных колец, гидравлических магистралей, цилиндров, седел клапанов и концевых фитингов.
Не выходить за пределы допустимых нагрузок. Соблюдение данного требования не должно вызывать каких-либо сложностей. Все просто: не нагружать пресс свыше установленного максимума. Нарушения правила может повлечь за собой выход из строя оборудования и даже травматизм среди обслуживающего персонала.
Подвижные механизмы должны своевременно смазываться. Это необходимо для уменьшения износа подвижных частей гидравлической машины. Не нужно жалеться смазки в местах, где стоят уплотнения. Так герметичность магистралей останется целой максимально продолжительное время. При заливке гидравлической жидкости в систему нужно убедиться, что она соответствует рекомендациям производителя.
Нужно проверять скорость набора давления. Если пресс создает заданное давление за короткий отрезок времени (примерно полсекунды), то это свидетельство его хорошего технического состояния. Если же результат будет достигнут за 2-3 секунды, то стоит уделить время для диагностики оборудования. Вероятно, существуют проблемы либо с предохранительным клапаном, либо с насосом. Чаще всего слабая продуктивность обусловлена низкими оборотами насоса.
Незнакомые звуки машины должны настораживать. Скорее всего, это предвестник предстоящей или уже случившейся поломки. Нужны выявить источник звука и понять его природу. Если звук стал результатом неисправности, то принять меры к устранению. Чаще всего посторонние звуки связаны со смещением положения клапана. Шумы возникают еще и при дефиците смазки.
Контроль над электронными компонентами. Из числа электронного оборудование могут выйти из строя катушка или реле. В подавляющем большинстве случаев это вызвано окончанием срока службы оснастки. Катушка служит до 3 миллионов ходов поршня, а реле – до 1 миллиона. Достаточно заменить узел, чтобы восстановить работоспособность пресса. Неисправность вызывает вынужденный простой пресса, что может быть крайне нежелательно в данный момент. Поэтому целесообразно устанавливать счетчик циклов и по нему планировать заблаговременную замену электронных частей. Тогда можно выполнить текущий ремонт в любое удобное время, не нанося урона производственному процессу.
Проверка других элементов установки. Нужно следить за состоянием фитингов, магистралей и прочих узлов, которые подвергаются высоким нагрузкам.
Поддерживать оптимальный уровень масла и температуры при работе. Это самый простой и наиболее эффективный способ поддержания пресса в рабочем состоянии. Если не следить за уровнем масла и рабочей температурой, то не избежать неисправностей, вызванных перегревом, а также низким уровнем или качеством масла. Контролировать состояние масла можно визуально, капнув его на чистый лист бумаги. Если видны посторонние включения, комки или грязь, то следует немедленно заменить фильтр. Температура должна быть не выше 120 градусов Цельсия. Если превышать данный показатель, то оборудование станет выходить из строя. Поддерживать температуру можно при помощи охладителей воды и воздуха.
Виды гидравлических прессов
Ассортимент представленной на рынке продукции можно разделить на виды:
Центробежные прессы. Используются для снятия подшипников и штамповки посадочных мест. Оборудование востребовано в других производственных процессах, связанный со сборкой и ремонтом узлов под высоким давлением.
Сборочные прессы. Предназначены для удержания заготовок в определенном положении в процессе сборки узлов и агрегатов. Применяются, к примеру, в автомобильной промышленности для сборки ходовой автомобилей. Манипуляторы сжимают амортизирующие пружины, пока устанавливаются необходимые элементы.
Прессы с С-образной рамой обладают обтекаемыми формами, которые повторяют букву «С». Состоят, как правило, из одного пресса.
Компрессионные работают по принципу матрицы. Комплектуются двумя пластинами, которые при сжатии формируют нужную форму заготовки.
Кузнечные или ковочные – машины, предназначенные для формовки металла под давлением. Заставляют заготовку принимать нужные контуры с помощью пресс-форм, большого давления и в редких случаях – температуры.
Машины с Н-образной рамой. Их еще называют «четырехколонными». Отличительной особенностью является форма в виде буквы «Н». Могут работать с несколькими приложениями в одно и то же время.
Лабораторные прессы. Небольшие по размеру и, соответственно, по возможностям установки. Они используются для проведения исследований в коротких или разовых сессиях.
Оборудование для ламинирования. Применяется с целью нанесения полимера на поверхность документов или материалов.
LIM. Применяются для литья под давлением компонентов полимеров и прочих жидкостей.
Механические. Востребованы для штамповки, резки, формирования и сборки материалов. операции выполняются при помощи штампов, которые крепятся к столу.
Платиновые. Промышленные машины большого размера с двумя стальными пластинами. В процессе работы они нагреваются, после чего начинается формовка.
Пневматические. Для работы используется сжатый воздух. Типичными областями применения считается формовка, штамповка, гибка или резка.
Силовые. Гидравлические станки для штамповки, резки и формовки металлов.
Листогибочные. Могут быть как гидравлическими, так и механическими и даже ручными. Листовой металл обрабатывается на холодную.
Штамповочные. Подразумевается, что работа пресса основана на использовании штампов.
Правильные. Усилие оборудование направлено на выравнивание металлической детали.
Таблетирующие. Разработаны для прессования порошкового сырья в таблетки.
Трансферные. Машины предназначены для передвижения заготовки по штамповочному конвейеру. Манипуляторы на подающей штанге перемещают детали от одного станка к другому до окончания цикла обработки.
Вакуумные. Системы с гидравлическим приводом промышленного назначения. Давление воздуха создает усилие, необходимое для формовки. При операциях, связанных с ламинированием, воздух из рабочего пространства отводится и создается вакуум.
Выбор гидравлического пресса
Большой ассортимент оборудования не очень-то облегчает поиск наиболее подходящей модели. Опираясь на производственные потребности, стоит иметь ввиду, что найти установку, которая полностью бы соответствовала заявленным требованиям очень непросто. Особенное, если их список большой или условия работы специфические. В таких случаях желательно отдать предпочтение оборудования с завышенными характеристиками по сравнению с требуемыми. Запас прочности рано или поздно будет востребован.
Среди технических характеристик, которые оказывают наибольшее влияние на выбор модели, стоит отметить две самые важные:
размер заготовок или изделий, которые предстоит обрабатывать;
необходимая для этого сила давления.
Именно эти показатели являются основополагающими и уже от них зависит дальнейший выбор. Например, установка мощностью до 10 тонн вряд ли удовлетворит потребности сервиса для грузовиков, а 100-тонный агрегат совсем не вписывается в небольшую мастерскую.
Другие особенности оборудования, на которые необходимо обратить внимание:
Автоматический возврат в исходное положение. Рабочий процесс заметно ускоряется плюс повышается комфорт в работе.
Хромированный шок. Препятствует образованию коррозии, повышает срок службы цилиндров.
Предохранительный клапан. Защитит пресс от перегрузок и ее последствий.
Прочность станины. Все стыки должны быть профессионально заварены. В противном случае со временем платформа разрушится.
Лебедочный механизм. Требуется для работы с тяжелыми заготовками.
Перемещение стола или цилиндра. Мобильность расширяет возможности оборудования и повышает удобство.
Качество манометра. Важно, чтобы прибор показывал точное значение усилия, которое давит на заготовку. Стоит отдать предпочтение глицериновому манометру: он поглощает вибрацию.
Пресс гидравлический ручной: виды, сферы применения
СОДЕРЖАНИЕ
Принцип работы ручного гидравлического пресса
Преимущества и недостатки ручных гидравлических прессов
Типы гидравлических прессов
Сферы применения ручных гидравлических прессов
Выбор пресса ручного гидравлического
Пресс гидравлический ручной используется в быту, промышленных цехах, на СТО. Позволяет выполнять операции по запрессовке, гибке, правке металлических деталей. При работе на этом оборудовании не нужно прилагать больших физических усилий, давление жидкости всю тяжелую работу выполняет за оператора.
Существуют различные модели гидропрессов. Отличаются они конструкционно, функционально, величиной развиваемого усилия. Больше информации о ручных гидравлических прессах, правилах выбора оборудования вы найдете в нашем материале.
Принцип работы ручного гидравлического пресса
Первый в мире гидравлический пресс еще в конце XVIII века представил на суд общественности английский изобретатель Джозеф Брам. В 1795 году он получил патент на свое изобретение, предназначенное для облегчения человеческого труда.
С помощью ручного гидравлического пресса в те далекие времена поднимали и перемещали грузы большой массы, корчевали деревья, отжимали виноградный сок и семена масличных растений, утрамбовывали тюки сена. Сегодня спектр его применения гораздо шире. Гидравлический пресс используется в процессе работы с пластиком, фанерой, резиной, металлом.
Владельцы автомастерских приобретают оборудование для использования во время ремонта подвесок, коробок передач и силовых установок. Гидравлика существенно облегчает процессы выпрессовывания и запрессовывания подшипников, сгибания и сжимания деталей. Человеческие усилия при этом минимизируются.
Самый известный пресс – гидравлический ручной домкрат. Он позволяет людям не напрягаясь поднимать большие грузы за счет использования большого потока поступающей энергии. Принцип, который лежит в основе функционирования этого устройства, мы можем увидеть и в работе амортизаторов, тормозов, приводов и насосов.
Для того чтобы понять суть принципа работы гидравлического пресса, нужно вспомнить несколько законов физики – закон гидростатики, который носит название закона сообщающихся сосудов, и закон Паскаля.
Для того чтобы освежить наши знания, приведем очень простой пример.
Возьмем две соединяющиеся емкости разного размера и заполним их жидкостью, которая равномерно распределится внутри. Затем увеличим давление в сосуде меньшего объема.
Следствием этого станет пропорциональное разнице размеров увеличение приложенной силы во втором сосуде. Возникнет эффект: выигрыш в силе равен проигрышу в расстоянии.
По внешним признакам ручной гидравлический пресс можно сравнить с гидравлическим домкратом. Это рама со станиной, два соединенных между собой гидравлических цилиндра разного диаметра, заполненные минеральным маслом, гидронасос и манометр.
Рама обязательно должна быть изготовлена из толстой стали, предполагающей возможность выдержать порог допустимой нагрузки.
Манометр необходим для того, чтобы контролировать усилия, прилагаемые при обработке заготовок и своевременно регулировать их. Его наличие обязательно для инструмента большой мощности.
Читайте также: «Верстак металлический»
Гидравлический ручной пресс обычно используется владельцами небольших автомастерских. Он способен обеспечить усилия до 20 тонн.
Также существуют варианты пневмогидравлических прессов, наделенных возможностью развить усилия до 40 тонн, и прессов с электроприводом, усилия которых могут достигать 100 тонн. Данные устройства востребованы в условиях крупного производства.
Преимущества и недостатки ручных гидравлических прессов
Гидравлический пресс является самым эффективным инструментом в линейке аналогичного оборудования. По своим показателям он превосходит механические, пневматические и электрические аналоги. Достоинства этого устройства очевидны.
К ним можно отнести несколько факторов:
Приемлемая цена и низкие эксплуатационные затраты. Из-за небольшого количества подвижных элементов поддерживать ручной гидравлический пресс в рабочем состоянии достаточно просто. Его обслуживание предполагает минимальные финансовые затраты.
Несложное обслуживание. Конструкция этого устройства очень простая, и для устранения неполадок необходимость разборки всех узлов не возникает. Запчасти и расходные материалы, необходимые для ремонта, всегда есть в наличии и можно приобрести их без всяких проблем.
Высокая эффективность. Аналогичные модели способны передавать полную мощность исключительно снизу. Гидравлический пресс может делать это в любой момент хода. Это исключает необходимость приобретения установки с уже запланированным избыточным давлением, позволяющим обеспечить нужный результат.
Надежность. Процесс эксплуатации ручного гидравлического пресса очень прост. Поломка агрегата или штампа в результате перегрузки невозможна, даже если действия оператора в процессе настройки были некорректными. Пресс оборудован предохранительным клапаном, который не позволит устройству выйти за пределы заданных параметров и сгенерировать нагрузку больше установленных 100 тонн. Выход на рабочие параметры будет обеспечен в любом случае.
Гибкость настроек. Оператор всегда может выбрать оптимальную настройку скорости и силы удара, направление вектора удара, продолжительность усилий и высвобождения силы.
Бесшумная работа. Отсутствие движущихся узлов, присутствующих в конструкциях аналогичных моделей, существенно снижает уровень шума. Современные гидравлические прессы соответствуют самым строгим ограничениям уровня генерации шумов.
Продолжительный срок службы. Избыточное давление не может стать причиной поломки, поскольку пресс оснащен встроенной защитой от перегрузок. Работает он без толчков, ударов и вибраций. Механическая нагрузка возрастает постепенно. Это способствует увеличению срока службы вспомогательной оснастки.
большие энергетические потери при передаче на расстояние;
высокая чувствительность к качеству рабочей жидкости, которая всегда должна быть идеально чистой, и требовательность к условиям эксплуатации;
вероятность гидравлических ударов в результате увеличения скорости воздействия.
Типы гидравлических прессов
В соответствии с последним принятым Росстандартом Общероссийским классификатором основных фондов ручной гидравлический пресс отнесен к группе № 5. Он соседствует с таким оборудованием, как металлообрабатывающие кузнечно-прессовые станки и молоты.
По типу расположения цилиндров различают:
горизонтальные прессы;
вертикальные прессы.
В зависимости от того, для какой цели они приобретаются, прессы могут быть:
штамповочные;
ковочные;
гибочные;
прессы для бортования и фланцевания.
По типу станины они подразделяются на такие виды:
колонные;
стоечные.
По типу конструкции прессы могут быть:
С закрытой рамой, в которой имеются специальные отверстия, позволяющие зафиксировать пресс на столе. Они используются для запрессовки и выпрессовки. С их помощью гнут и правят различные материалы.
С открытой рамой, благодаря наличию которой становится возможна работа с деталями нестандартной формы и неудобной конструкции.
Универсальные.
Выпрессовщики – специальные прессы небольшого размера, предназначенные для проведения монтажных и демонтажных работ, выпрессовки и запрессовки.
Многие современные прессы управляются с помощью ЧПУ. В этом случае человек, использующий устройство, только задает режим работы станка. Остальное – дело техники.
Сферы применения ручных гидравлических прессов
С помощью ручных гидравлических прессов осуществляется достаточно большое количество технологических операций. Владельцы автосервисов активно используют их в процессе ремонта автомобилей.
Функциональные возможности зависят от размера устройства, которое может представлять собой:
напольный гидравлический пресс;
настольный портативный гидравлический пресс.
Крупногабаритные детали можно обрабатывать с помощью напольного пресса, а мелкие с помощью настольного.
Ручной гидравлический пресс используется:
для опрессовки наконечников;
монтажа и демонтажа втулок, валов и элементов подшипниковых узлов;
штамповки и калибровки деталей;
правки и моделирования конфигурации изделий.
При отсутствии рабочих помещений большой площади использование ручного гидравлического пресса является более целесообразным, чем применение обычного пресса. Кроме того, что этот вариант позволит сэкономить пространство мастерской, существенно меньшими станут и трудозатраты.
Читайте также: «Оборудование для СТО»
Иногда ручной гидравлический пресс называют гаражным. Не следует воспринимать эту характеристику как указание на то, что он имеет столь узкое функциональное назначение.
На самом деле это универсальное оборудование, которое сможет занять свое достойное место не только в гараже или в домашней мастерской, но и в ремонтном цеху, на станции техобслуживания, на производстве. При организации электромонтажных работ также необходим пресс.
Существует модель гидравлического ручного пресса для опрессовки кабельных наконечников.
Выбор пресса ручного гидравлического
Для того чтобы выбрать необходимый пресс нужного размера и подходящей модели, следует прежде всего определиться с тем, в каких целях вы собираетесь его использовать. Для тех, кто собирается установить его в домашнем гараже, подойдут простые и удобные в применении модели.
Если вы планируете работать с прессом постоянно и ваши задачи определяются необходимостью осуществлять профессиональный ремонт узлов и агрегатов, то к эксплуатационным и техническим характеристикам устройства нужно будет подойти гораздо серьезнее.
Очень важным параметром при выборе ручного гидравлического пресса является его конструктивное исполнение. Для кого-то достаточно будет наличия в мастерской портативного настольного пресса, а кто-то отдаст предпочтение более основательному напольному.
Если вы работаете с большими объемами заказов и ваше предприятие достаточно велико, то, несомненно, стоит приобрести сразу несколько вариантов такого оборудования. Это позволит вам повысить скорость выполнения технологических операций и расширить перечень предоставляемых услуг.
Крайне важным элементом конструкции ручного гидравлического пресса является гидроцилиндр. Поэтому, делая выбор в пользу того или иного варианта, обращайте внимание на такие важные параметры:
характеристику гидроцилиндра;
технические параметры конструкции, на которую он установлен.
Все эти данные можно найти в техническом паспорте, изучение которого является обязательной процедурой, предшествующей покупке.
Читайте также: «Оборудование для сварочных работ»
Основными параметрами, характеризующими особенности гидравлического цилиндра, являются:
параметры максимального усилия, которые в соответствии с указанными в техническом паспорте значениями могут составлять от 5 до 20 тонн;
модификация механизма, обеспечивающего нагнетание рабочей жидкости в гидравлический цилиндр;
максимальное и минимальное расстояние для движения штока, оказывающего воздействие на материал или деталь, находящуюся в работе.
Определяясь с выбором ручного гидравлического пресса, нужно обратить внимание на такие указанные в техническом паспорта характеристики устройства, как:
габариты и вес пресса;
описание особенностей рабочей площадки: размеры, возможность монтажа дополнительных элементов благодаря наличию специальных пазов для монтажа, запас хода, позволяющий перемещать пресс по раме относительно штока;
присутствие в конструкции амортизирующих элементов, задача которых – компенсировать в случае необходимости возникающее избыточное давление.
Немаловажную роль играет материал, из которого изготовлен пресс, а также толщина опорной плиты, на которой размещаются обрабатываемые объекты.
Читайте также: «Производство стальных конструкций: технологии оборудование»
Внимательно изучив технические характеристики всех имеющихся в продаже ручных гидравлических прессов, вы, без сомнения, сможете найти именно тот вариант устройства, который в наивысшей степени будет отвечать целям и задачам осуществляемой вами деятельности.
Пресс гидравлический ручной
Оцените, пожалуйста, статью
12345
Всего оценок: 2, Средняя: 5
8 основных применений гидравлического пресса
Что такое гидравлический пресс? Мы можем просто сказать, что это механическая машина, которая вырабатывает энергию для сжатия металлов с помощью гидравлики. Другими словами, гидравлический пресс — это машина, имеющая платформу или поверхность для сжатия, выпрямления или дробления металлической детали. Большая часть обрабатывающей промышленности использует преимущества гидравлических прессов. Гидравлические прессы также известны как Bramah Press, потому что они были изобретены Джозефом Брамой в 179 году.5.
В соответствии с требованиями промышленности имеется широкий выбор гидравлических прессов. Опорные прессы (для пробивки отверстий в металле, тиснения, нанесения надписей и т. д.), ламинирующие прессы (для ламинирования удостоверений личности, удостоверений и даже обложек книг), С-образные прессы (для рихтовочных, чертежных и сборочных работ) , пневматические прессы (для сборки, волочения, штамповки и тормозной системы транспортных средств) и прессы с H-образной рамой (могут выполнять более одной операции прессования) являются некоторыми типами гидравлических прессов.
Гидравлический пресс обеспечит плавное прессование и равномерное давление на весь шток. Клапаны сброса давления, встроенные в большинство гидравлических прессов, будут контролировать давление в системе. Цилиндр двойного действия, используемый во многих гидравлических прессах, может поднимать цилиндр, прикрепленный к инструменту. Человек может легко выбрать гидравлический пресс, учитывая размер, давление и скорость.
Также прочтите: Базовая гидравлическая система
Упаковка пищевых продуктов и расходных материалов: мясные и сырные продукты, которые поступают на рынок в виде прессованных пищевых продуктов, упаковываются с использованием гидравлических прессов. Порошкообразные продукты, такие как какао-бобы и большинство пилюль, изготавливаются с использованием гидравлических прессов. Имеются гидравлические маслопрессы для переработки кунжута, грецкого ореха, арахиса и т. д.
Изготовление приборов: Гидравлические прессы обычно используются для сборки деталей холодильников, а также для формовки панелей микроволновых печей, посудомоечных и стиральных машин.
Производство электрических деталей: Гидравлические прессы используются для сборки корпусов и переключателей, используемых в распределительных станциях. Кроме того, с использованием этого процесса изготавливаются термостаты (устройство, используемое в домах и офисах для поддержания температуры на заданном уровне).
Изготовление керамики: Традиционный метод изготовления керамики с использованием термопечей, работающих при температуре более 1800ºF, можно заменить гидравлическими прессами, работающими при комнатной температуре. Этот подход требует низкого давления и меньшего времени для производства керамики, такой как цемент, плитка для ванных комнат, кирпичи и т. д. Гидравлические прессы прессуют керамику в керамическую форму.
Производство автомобильных деталей: Гидравлические прессы используются для складывания и формовки автомобилей. Уплотнительные компоненты, контроль вибрации, тормозные колодки, молдинги, напольные коврики и коврики, обшивка кузова грузовика, электрические разъемы и изоляторы, детали подачи топлива и т. д. — это детали автомобилей, изготовленные с использованием гидравлических прессов.
Строительство самолетов: В аэрокосмической промышленности гидравлические прессы используются для обработки металлов давлением и производства машин. Щетки стеклоочистителей, редукторные узлы, панели корпуса самолета и крылья изготавливаются с использованием гидравлических прессов.
Военное применение: Гидравлические цеховые прессы используются на большинстве баз ВВС. Они обычно используются для загрузки снарядов.
Изготовление меча: В процессе изготовления меча плоская форма получается с помощью гидравлического пресса.
7 применений гидравлического пресса
31 мая 2019 г.
Несмотря на свою простоту, гидравлический пресс очень универсален и может использоваться во всех областях. Давайте посмотрим на 7 из них.
Прессование пищевых продуктов и других расходных материалов
Сжатые пищевые продукты упаковываются с помощью гидравлических прессов. Многие популярные мясные и сырные продукты были бы невозможны без использования гидравлического пресса. Порошкообразный макияж и таблетки часто прессуют с помощью специальных гидравлических прессов.
Изготовление приборов
Гидравлические прессы часто используются при производстве приборов. Гидравлический пресс можно использовать для создания или сборки электрических частей холодильника или штамповки панели. Для микроволновых печей, посудомоечных и стиральных машин требуются гидравлические прессы для формовки панелей, а многим из них требуются гидравлические прессы и для других целей.
Производство электрических деталей
Гидравлический пресс часто используется при производстве электрического оборудования, используемого в крупных электрических установках. Корпуса и выключатели, используемые в распределительных станциях и других местах, собираются с помощью гидравлического пресса. Термостаты, которые помогают поддерживать правильную температуру в наших домах и на предприятиях, часто изготавливаются с использованием процесса прессования.
Изготовление керамики
Гидравлические прессы используются для прессования твердых частиц, из которых состоит керамика, в керамическую форму. Керамика видит все виды использования; от мощных магнитов до большинства форм промышленного производства керамики из глины помогают сделать современный мир возможным. Керамика также используется в бронежилетах, чтобы защитить солдат и других людей в опасных ситуациях. Некоторые области сверхвысоких технологий, такие как полупроводники, полностью основаны на керамике.
Производство автомобильных запчастей
Многие детали автомобилей формуются с помощью гидравлических прессов. От сцеплений до узлов шестерен и подшипников — гидравлический пресс помогает изготавливать даже самые важные детали автомобиля. Более простые изделия, такие как щетки стеклоочистителей, также изготавливаются с использованием гидравлических прессов. Гидравлические прессы используются даже в более точных производственных приложениях, таких как датчики впрыска топлива. Гидравлические прессы оптимизируют многие операции формовки и штамповки.
Строительство самолетов
Аналогично автомобилям, такие же или аналогичные детали самолетов изготавливаются на гидравлических прессах. В дополнение к таким вещам, как щетки стеклоочистителей и узлы шестерен, даже панели корпуса и крылья самолета изготавливаются с использованием гидравлических прессов.
Военная заявка
Гидравлические прессы используются при загрузке снарядов и других задачах, связанных с боеприпасами. Гидравлические цеховые прессы часто располагаются на борту кораблей ВМФ или даже за пределами вооруженных сил в торговом флоте на случай, если потребуется срочный ремонт. На каждой базе военно-воздушных сил, вероятно, где-то есть гидравлический цеховой пресс. Существует множество других военных применений, от изготовления автомобильных шин и гусениц до сжатия топливных элементов.
Прочие области применения
Гидравлические прессы используются почти во всех других крупных отраслях промышленности.
Производство станков с ЧПУ и трубогибов в Воронеже
Станки плазменной резки с ЧПУ
По самым минимальным ценам
Смотреть все
Фрезерные станки с ЧПУ
изготовление под размеры заказчика
Смотреть все
Запчасти и комплектующие
Хорошее качество, отличная работа
Смотреть все
Товар дня
Осталось
16.04.2025 00:00
Настольный фрезерный станок Hobby 6090
Каталог оборудования
производства в Воронеже
3 товара
3 товара
Фрезерные станки
Станки плазменной резки
Станки трубогибочные
Комплектующие
Новинки
Оборудование в наличии
Источники плазменной резки
Товар
Цена
Товар
Цена
Товар
Цена
Кредит до 500 000 р. от Тинькофф Банка
Приобрести оборудование в кредит. Все вопросы по телефону +7 (919) 248-35-70
Собственная монтажная бригада
Отправка в регионы
Гарантийное и сервисное обслуживание
Акции и скидки
Компания RealSteel 2014 года занимается производством и поставками различного станочного оборудования для гибки труб, плазменной резки, фрезеровки. Обращаться к нам за помощью стоит каждому предприятию, которое стремится автоматизировать производство или заказать целую производственную линию.
Закупка комплектующих для сборки оборудования производится непосредственно у производителей – это означает сравнительно невысокую стоимость конечного продукта. В то же время мы приобретаем составляющие там же, где и наши конкуренты, потому оборудование российского производства ни в чем не уступает по качеству известным зарубежным брендам.
С новым оборудованием не возникнет сложностей, потому что наши сотрудники перед отправкой станков обязательно проверяют и настраивают их, так что по прибытию на место они сразу же готовы для работы. Обучение персонала мы тоже проведем, рассказав о принципах работы конкретного станка, возможных ограничениях, а также правилах техники безопасности. Доставку RealSteel тоже берет на себя – клиенту остается только позвонить нам, сформулировать точную задачу и дождаться прибытия оборудования.
Подписаться на рассылку выгодных предложений
Фрезеровка ЧПУ в Воронеже
Фрезеровка ЧПУ – вид механической обработки дерева, ПВХ, оргстекла, фанеры, пластика и других популярных материалов с целью изготовления нестандартных изделий, рекламной продукции, декораций, сувениров и т. д. Использование числового программного управления позволяет увеличить точность и производительность, уменьшить процент брака и дает возможность производить сложные геометрические детали. Использование автоматики в совокупности с навыками и умениями оператора упрощает производство уникальных и оригинальных изделий, открывая дополнительные возможности.
Фрезеровка ПВХ, МДФ и других материалов широко используется во многих сферах жизнедеятельности. В процессе обработки можно создать:
Уникальный дизайн интерьера помещения;
Картины и таблички;
Украшения и свадебные штучки;
Оригинальные светильники и предметы интерьера;
Элементы фасада здания;
Гравировка на предметах;
Рекламных конструкций;
Формирование уникального стиля мебели;
Любые другие необходимые изделия.
Это далеко не полный перечень вещей, которые можно создавать с помощью фрезеровки ЧПУ. Используя станок и программное обеспечение, можно производить самые сложные и оригинальные изделия.
Ищите компанию, которая готова взяться за выполнение качественной фрезеровки в оперативные сроки на профессиональном уровне и по доступной цене? Мы с радостью готовы предоставить Вам свои услуги!
Стоит понимать, что качество фрезеровки ЧПУ зависит от оборудования, опыта и квалификации персонала. Мы располагаем всем необходимым для качественного выполнения даже самых сложных заказов. Для каждого типа материалов у нас имеется оптимальная программа. Высокотехнологичное и профессионально настроенное оборудование, соблюдение всех требований и методов работы, высокая точность и качество, а также доступная стоимость – все это делает нас лучшим партнером для перспективного долгосрочного сотрудничества.
Пресс горячей штамповки ВОРОНЕЖ AKKG8040 Усилие, тонн 1000 Число ударов в минуту 40 Размеры стола, мм 930 х 1000 Размеры ползуна, мм 780 х 1000 Отверстие в колонне, мм 1250 х 560 Расстояние между колоннами мм 1000 Ход ползуна, мм 380 Макс. расстояние между столом и ползуном, мм 710 Регулировка стола по отношению к ползуну, мм 10 Ход нижнего выталкивателя, мм 280 Усилие нижнего выталкивателя, тонн 10 Мощность главного двигателя, кВт 110 Суммарная потребляемая мощность, кВт 118 Размеры станка, мм 4880 x 3920 x 5860 Вес пресса, кг
Переоборудованный
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Мощность в тоннах
1000 Т
Длина стола
1000 мм
Ширина стола
930 мм
Тип
Механический
Ход поршня
380 мм
Кол-во ходов/мин
40
Мощность двигателя
110 кВт
——————-
Рабочее время
Время работы без подзарядки
Государственный
хорошо
По местным нормам
———
Статус
Технический паспорт
Воронеж AKKG8040
Тип клиента
Реселлер
Действует с
2020
Предложения онлайн
16
Последнее действие
24 ноября 2022 г.
Наименование
Пресс горячей штамповки ВОРОНЕЖ AKKG8040 Усилие, т 1000 Количество ударов в минуту 40 Размеры стола, мм 930 х 1000 Размеры ползуна, мм 780 х 1000 Отверстие в стойке, мм 1250 х 560 Расстояние между колонами, мм 1000 Ход ползуна, мм 380 Макс. расстояние между столом и ползуном, мм 710 Регулировка стола по отношению к ползуну, мм 10 Ход нижнего выталкивателя, мм 280 Усилие нижнего выталкивателя, тонн 10 Мощность главного двигателя, кВт 110 Суммарная потребляемая мощность, кВт 118 Габаритные размеры машины, мм 4880 x 3920 x 5860 Вес пресса, кг
С ремонтом
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
Мощность в тоннах
1000 Т
Длина стола
1000 мм
Ширина стола
930 мм
Тип
Механический
Ход поршня
380 мм
Кол-во ходов/мин
40
Мощность двигателя
110 кВт
——————-
Рабочее время
Время работы без подзарядки
Государственный
хорошо
По местным нормам
———
Статус
Об этом продавце
Тип клиента
Реселлер
Активен с
2020
Предложения онлайн
16
Последнее действие
24 ноября 2022 г.
Проверенные клиенты
Выделенный агент
Действует с 2000 г.
Мгновенная оценка вашего оборудования
Откройте для себя Valorexo, первый полностью автоматизированный цифровой инструмент для оценки оборудования
Перейти к Valorexo
Дешевые авиабилеты из Коконат-Айленд в Воронеж от самой низкой цены | ЧПУ — ВОЗ
×
Алжир
Ангола
Аргентина
Австралия
Бахрейн
Бангладеш
Ботсвана
Бразилия
Камерун
Канада
Чили
Китай
Колумбия
Конго
Берег Слоновой Кости
Египет
Эфиопия
Франция
Габон
Германия
Гана
Гонконг
Индия
Индонезия
Ирак
Ирландия
Италия
Япония
Иордания
Кения
Кувейт
Ливан
Ливия
Макао
Малайзия
Мали
Маврикий
Мексика
Марокко
Мозамбик
Намибия
Нидерланды
Новая Зеландия
Нигерия
Оман
Пакистан
Палестина
Филиппины
Польша
Португалия
Катар
Руанда
Саудовская Аравия
Сенегал
Сингапур
Южная Африка
Южная Корея
Испания
Шри-Ланка
Судан
Швеция
Швейцария
Тайвань
Танзания
Таиланд
Тунис
Турция
ОАЭ
Уганда
Соединенное Королевство
Соединенные Штаты
Вьетнам
Замбия
Зимбабве
العربية
Английский
Дом >
Дешевые перелеты >
Кокосовые острова в Российскую Федерацию >
Кокосовый остров в Воронеж >
COVID-19 Ограничения на поездки для Воронежа
Я
и лечу из
Воронеж, Российская Федерация
Большинству путешественников с Кокосового острова разрешен въезд в Воронеж.
Сверла спиральные с коническим хвостовиком ГОСТ 10903-77
Описание
Обозначение по ГОСТ
Класс повыш. Точности А1
Класс норм. Точности B1, B
d
L
I
Конус морзе
c нормальн. хвостовиком
c нормальн. хвостовиком
c усиленные хвостовиком
mm
mm
mm
c нормальн. хвостовиком
c усиленным хвостовиком
2301-3551
2301-3001
5
133
52
1
2301-3552
2301-3002
5,2
133
52
1
2301-3553
2301-3003
5,5
138
57
1
2301-3554
2301-3004
5,8
138
57
1
2301-3555
2301-0001
6
138
57
1
2301-3556
2301-0003
6,2
144
63
1
2301-3557
2301-3005
6,4
144
63
1
2301-3558
2301-0005
6,5
144
63
1
2301-3559
2301-0006
6,6
144
63
1
2301-3561
2301-0189
6,8
150
69
1
2301-3562
2301-0007
7
150
69
1
2301-3563
2301-0009
7,2
150
69
1
2301-3564
2301-3007
7,4
150
69
1
2301-3565
2301-0011
7,5
150
69
1
2301-3566
2301-3008
7,6
156
75
1
2301-3567
2301-0014
7,8
156
75
1
2301-3568
2301-0015
8
156
75
1
2301-3569
2301-0017
8,2
156
75
1
2301-3571
2301-3009
8,4
156
75
1
2301-3572
2301-0020
8,5
156
75
1
2301-3573
2301-0190
8,8
162
81
1
2301-3574
2301-0023
9
162
81
1
2301-3575
2301-0024
9,2
162
81
1
2301-3576
2301-0025
9,5
162
81
1
2301-3577
2301-0191
9,8
168
87
1
2301-3578
2301-0028
10
168
87
1
2301-3579
2301-0030
10,2
168
87
1
2301-3580
2301-0032
10,5
168
87
1
2301-3582
2301-0192
10,8
175
94
1
2301-3583
2301-0034
11
175
94
1
2301-3584
2301-0035
11,2
175
94
1
2301-3585
2301-0036
11,5
175
94
1
2301-3586
2301-0193
11,8
175
94
1
2301-3587
2301-3012
2301-3012
12
182
101
1
2
2301-3588
2301-3013
2301-3013
12,2
182
101
1
2
2301-3589
2301-3014
2301-3014
12,5
182
101
1
2
2301-3591
2301-3015
2301-3015
12,8
182
101
1
2
2301-3592
2301-3016
2301-3016
13
182
101
1
2
2301-3593
2301-3017
2301-3017
13,2
182
101
1
2
2301-3594
2301-0044
2301-3018
13,5
189
108
1
2
2301-3595
2301-3011
2301-3019
13,75
189
108
1
2
2301-3596
2301-0196
2301-3021
13,8
189
108
1
2
2301-3597
2301-0046
2301-3022
14
189
108
1
2
2301-3598
2301-0047
14,25
212
114
2
2301-3599
2301-0048
14,5
212
114
2
2301-3601
2301-0197
14,75
212
114
2
2301-3602
2301-0050
15. 00
212
114
2
2301-3603
2301-0051
15,25
218
120
2
2301-3604
2301-0052
15,4
218
120
2
2301-3605
2301-0053
15,5
218
120
2
2301-3606
2301-0198
15,75
218
120
2
2301-3607
2301-0054
16
218
120
2
2301-3608
2301-0055
16,25
223
125
2
2301-3609
2301-0056
16,5
223
125
2
2301-3611
2301-0199
16,75
223
125
2
2301-3612
2301-0057
17
223
125
2
2301-3613
2301-0058
17,25
228
130
2
2301-3614
2301-0059
17,4
228
130
2
2301-3615
2301-0060
17. 50
228
130
2
2301-3616
2301-0200
17,75
228
130
2
2301-3617
2301-0061
18
228
130
2
2301-3618
2301-0062
2301-3023
18,25
233
135
2
3
2301-3619
2301-0063
2301-3024
18,5
233
135
2
3
2301-3621
2301-0064
2301-3025
18,75
233
135
2
3
2301-3622
2301-0065
2301-3026
19
233
135
2
3
2301-3623
2301-0066
2301-3027
19,25
238
140
2
3
2301-3624
2301-0067
2301-3028
19,4
238
140
2
3
2301-3625
2301-0068
2301-3029
19,5
238
140
2
3
2301-3626
2301-0201
2301-3031
19,75
238
140
2
3
2301-3627
2301-0069
2301-3032
20
238
140
2
3
2301-3628
2301-0202
2301-3033
20,25
243
145
2
3
2301-3629
2301-0070
2301-3035
20,5
243
145
2
3
2301-3631
2301-0071
2301-3036
20,75
243
145
2
3
2301-3632
2301-0072
2301-3037
20,9
243
145
2
3
2301-3633
2301-0073
2301-3038
21
243
145
2
3
2301-3634
2301-0074
2301-3039
21,25
248
150
2
3
2301-3635
2301-0075
2301-3041
21,5
248
150
2
3
2301-3636
2301-3034
2301-3042
21,75
248
150
2
3
2301-3637
2301-0076
2301-3043
22
248
150
2
3
2301-3638
2301-0203
2301-3044
22,25
248
150
2
3
2301-3639
2301-3045
2301-3045
22,5
253
155
2
3
2301-3641
2301-3046
2301-3046
22,75
253
155
2
3
2301-3642
2301-3047
2301-3047
23
253
155
2
3
2301-3643
2301-0080
23,25
276
155
2
2301-3644
2301-0081
23,5
276
155
2
2301-3645
2301-0204
23,75
281
160
3
2301-3646
2301-0082
23,9
281
160
3
2301-3647
2301-0083
24
281
160
3
2301-3648
2301-0084
24,25
281
160
3
2301-3649
2301-0085
24,5
281
160
3
2301-3651
2301-0086
24,75
281
160
3
2301-3652
2301-0087
25
281
160
3
2301-3653
2301-0205
25,25
286
165
3
2301-3654
2301-0088
25,5
286
165
3
2301-3655
2301-0206
25,75
286
165
3
2301-3656
2301-0089
26
286
165
3
2301-3657
2301-0090
26,25
286
165
3
2301-3658
2301-0092
26,5
286
165
3
2301-3659
2301-0207
2301-3049
26,75
291
170
3
4
2301-3661
2301-0094
2301-3051
27
291
170
3
4
2301-3662
2301-0095
2301-3052
27,25
291
170
3
4
2301-3663
2301-0096
2301-3053
27,5
291
170
3
4
2301-3664
2301-0208
2301-3054
27,75
291
170
3
4
2301-3665
2301-0098
2301-3055
28
291
170
3
4
2301-3666
2301-0209
2301-3056
28,25
296
175
3
4
2301-3667
2301-0099
2301-3057
28,5
296
175
3
4
2301-3668
2301-0210
2301-3058
28,75
296
175
3
4
2301-3669
2301-0100
2301-3059
29
296
175
3
4
2301-3671
2301-0101
2301-3061
29,25
296
175
3
4
2301-3672
2301-0103
2301-3062
29,5
296
175
3
4
2301-3673
2301-3048
2301-3063
29,75
296
175
3
4
2301-3674
2301-0106
2301-3064
30
296
175
3
4
2301-3675
2301-0107
2301-3065
30,25
301
180
3
4
2301-3676
2301-0108
2301-3066
30,5
301
180
3
4
2301-3677
2301-0211
2301-3067
30,75
301
180
3
4
2301-3678
2301-3068
2301-3068
31
301
180
3
4
2301-3679
2301-3069
2301-3069
31,25
301
180
3
4
2301-3681
2301-0111
2301-3071
31,5
301
180
3
4
2301-3682
2301-0112
2301-3072
31,75
306
185
3
4
2301-3683
2301-0113
32
334
185
4
2301-3684
2301-0213
32,25
334
185
4
2301-3685
2301-0115
32,5
334
185
4
2301-3686
2301-0117
33
334
185
4
2301-3687
2301-0214
33,25
334
185
4
2301-3688
2301-0118
33,5
334
185
4
2301-3689
2301-0119
34
339
190
4
2301-3691
2301-0120
34,5
339
190
4
2301-3692
2301-0122
35
339
190
4
2301-3693
2301-0215
35,25
339
190
4
2301-3694
2301-0123
35,5
339
190
4
2301-3695
2301-0216
35,75
344
195
4
2301-3696
2301-0125
36
344
195
4
2301-3697
2301-0217
36,25
344
195
4
2301-3698
2301-0126
36,5
344
195
4
2301-3699
2301-0128
37
344
195
4
2301-3701
2301-0130
37,5
344
195
4
2301-3702
2301-0132
38
349
200
4
2301-3703
2301-0218
38,25
349
200
4
2301-3704
2301-0133
38,5
349
200
4
2301-3705
2301-0135
39
349
200
4
2301-3706
2301-0219
39,25
349
200
4
2301-3707
2301-0136
39,5
349
200
4
2301-3708
2301-0137
40
349
200
4
2301-3709
2301-0139
2301-3073
40,5
354
205
4
5
2301-3711
2301-0141
2301-3074
41
354
205
4
5
2301-3712
2301-0220
2301-3075
41,25
354
205
4
5
2301-3713
2301-0142
2301-3076
41,5
354
205
4
5
2301-3714
2301-0144
2301-3077
42
354
205
4
5
2301-3715
2301-0221
2301-3078
42,5
354
205
4
5
2301-3716
2301-0146
2301-3079
43
359
210
4
5
2301-3717
2301-0222
2301-3081
43,25
359
210
4
5
2301-3718
2301-0147
2301-3082
43,5
359
210
4
5
2301-3719
2301-0149
2301-3083
44
359
210
4
5
2301-3721
2301-0150
2301-3084
44,5
359
210
4
5
2301-3722
2301-0153
2301-3085
45
359
210
4
5
2301-3723
2301-0223
2301-3086
45,25
364
215
4
5
2301-3724
2301-0224
2301-3087
45,5
364
215
4
5
2301-3725
2301-0154
2301-3088
46
364
215
4
5
2301-3726
2301-0155
2301-3089
46,5
364
215
4
5
2301-3727
2301-0158
2301-3091
47
364
215
4
5
2301-3728
2301-0159
2301-3092
47,5
364
215
4
5
2301-3729
2301-0161
2301-3093
48
369
220
4
5
2301-3731
2301-0162
2301-3094
48,5
369
220
4
5
2301-3732
2301-0164
2301-3095
49
369
220
4
5
2301-3733
2301-0165
2301-3096
49,5
369
220
4
5
2301-3734
2301-0166
2301-3097
50
369
220
4
5
2301-3735
2301-0167
2301-3098
50,5
374
225
4
5
2301-3736
2301-0168
51
412
225
5
2301-3737
2301-0169
51,5
412
225
5
2301-3738
2301-0170
52
412
225
5
2301-3739
2301-0171
53
412
225
5
2301-3741
2301-0172
54
417
230
5
2301-3742
2301-0173
55
417
230
5
2301-3743
2301-0174
56
417
230
5
2301-3744
2301-0175
57
422
235
5
2301-3745
2301-0176
58
422
235
5
2301-3746
2301-3126
59
422
235
5
2301-3747
2301-0177
60
422
235
5
2301-3748
2301-0178
61
427
240
5
2301-3749
2301-0179
62
427
240
5
2301-3751
2301-0180
63
427
240
5
2301-3752
2301-3101
2301-3102
64
432
245
5
6
2301-3753
2301-0181
2301-3103
65
432
245
5
6
2301-3754
2301-3104
2301-3105
66
432
245
5
6
2301-3755
2301-3106
2301-3107
67
432
245
5
6
2301-3756
2301-0182
2301-3108
68
437
250
5
6
2301-3757
2301-3109
2301-3111
69
437
250
5
6
2301-3758
2301-0183
2301-3112
70
437
250
5
6
2301-3759
2301-3113
2301-3114
71
437
250
5
6
2301-3761
2301-0185
2301-3115
72
442
255
5
6
2301-3762
2301-3116
2301-3117
73
442
255
5
6
2301-3763
2301-3118
2301-3119
74
442
255
5
6
2301-3764
2301-0186
2301-3121
75
442
255
5
6
2301-3765
2301-3122
2301-3123
76
447
260
5
6
2301-3766
2301-3124
77
514
260
6
2301-3767
2301-0187
78
514
260
6
2301-3768
2301-3125
79
514
260
6
2301-3769
2301-0188
80
514
260
6
Сверла по металлу с коническим конусным хвостовиком, сверла с коническим хвостовиком, набор конусных сверл по металлу
8-812-309-89-91
Обратный звонок
Ваш регион: Москва
Изменить
Товаров в корзине нет.
Сверла ∅ 6,0-80,0 мм с коническим хвостовиком
Сверла с коническим хвостовиком ГОСТ 10903-77 из сплава Р6М5 или HSSдиаметром от 6,0 до 80,0 мм Сверло по металлу с коническим хвостовиком купить
Сверла ∅ 10,0-60,0 мм из HSS с коническим хвостовиком Bohrcraft
Спиральные фрезерованные правые сверла с коническим хвостовиком от ∅ 10,0 до 60,0 мм из быстрореза HSS Сверло конус морзе
Сверла ∅ 5,75-79,0 мм из HSS с коническим хвостовиком Fervi
Спиральные фрезерованные правые сверла с коническим хвостовиком воронёные от ∅ 5,75 мм до ∅ 79,0 мм из быстрореза HSS
Свёрла ∅ 10,0-75,0 мм ПРОФИ из HSS с коническим хвостовиком Bohrcraft
Спиральные правые сверла с коническим хвостовиком от ∅ 10,0 до 75,0 мм из быстрореза HSS
Сверла ∅ 10,0-50,0 мм из HSSE с коническим хвостовиком ПРОФИ Bohrcraft
Спиральные правые сверла с коническим хвостовиком от ∅10,0 до 50,0 мм из быстрореза HSSE (Co)
Сверла с коническим хвостовиком распространены, по большей части, в производственной сфере – они необходимы при работе на станках и для промышленного ручного инструмента. Основные размеры, технические характеристики, особенности конструкции указаны в ГОСТах. К примеру, в соответствии с ГОСТом 10903-77 производятся сверла с коническом хвостовиком, диаметр воторых колеблется в пределах от 5 до 80 мм. Однако могут выпускаться сверла и с другими параметрами.
Каждый тип маркируется в соответствии с общепринятой системой условных обозначений. Посмотрев на маркировку, можно узнать характеристики инструмента: диаметр, класс точности (существуют классы повышенной точности А и А1, а также классы нормальной точности В и В1).
Сверла с коническим хвостовиком по конструкции рабочей части относятся к наиболее распространенному типу – спиральным. Наиболее важными характеристиками, которые нужно учитывать при подборе данного режущего инструмента, являются диаметр, конус Морзе, а также длина спирали и самого сверла.
Мы предлагаем широкий ассортимент сверл с коническим хвостовиком различных типоразмеров от проверенных заводов-изготовителей. Поставляемая продукция в обязательном порядке отвечает всем требованиям, предъявляемым ГОСТами. Для того чтобы выбрать нужный вам инструмент, ознакомьтесь с нашим каталогом. Вы всегда можете обратиться к нашим менеджерам за консультацией по любым интересующим вас вопросам. Мы будем рады вам помочь! Наш бесплатный телефон 8-800-100-39-81. Свёрла по металлу с коническим хвостовиком. Сверла для станков Свёрла по металлу и Сверла с коническим хвостовиком, сверло с коническим хвостовиком Сверла с коническим хвостовиком, сверло по металлу конусное.
Выбор региона
Заказ обратного звонка
Ваше имя
Телефон
Спасибо за ваше обращение! Наш оператор свяжется с вами в течение 5 минут.
Ok
Заявка на покупку товара
Заполните форму быстрого заказа, наши менеджеры скоро свяжутся с вами
Ваше имя
Я представитель юридического лица
Спасибо за ваше обращение! Наш оператор в скором времени свяжется с вами.
Зубчатый наконечник снижает тягу. Материал на основе кобальта с оксидом бронзы для износостойкости и смазывающей способности. Подходит для черных металлов.
Product Specifications
Drill Bit Size (Decimal Inch)
0.5781″
Drill Bit Size (Inch)
37/64″
Overall Length (Inch)
8-3/4 «
Накрытие/финиш
Бронза
Направление резания
Правая рука
9090999
Правая рука
9090909.
Правая рука
909090909909999999999
Правая рука
90909090990
правая рука
90909.
2 Shank Type
Morse Taper
Material
Cobalt High Speed Steel
Drill Point Angle
135 Degree
Размеры спиральных сверл с коническим хвостовиком
Таблица размеров спиральных сверл с коническим хвостовиком в соответствии со стандартом ANSI B94. 11M-1993 для дюймовых и метрических сверл с коническим хвостовиком.
Сверла — это инструменты для вырезания цилиндрических отверстий в заготовке. Сверла обычно используются со сверлами для создания отверстия. Хвостовик сверла удерживается патроном сверлильного станка.
Спиральные сверла обычно изготавливаются из быстрорежущей стали (HSS), кобальтовой стали сплавы и карбид вольфрама. Покрытия наносятся на буровые долота для увеличения срока службы. жизнь бита. Оксид черного цвета, нитрид титана и нитрид титана-алюминия представляют собой покрытия, которые обычно наносят на сверла
Спиральные сверла представляют собой вращающиеся концевые инструменты, имеющие одну или несколько режущих кромок и прямые или винтовые канавки для прохода стружки и охлаждающей жидкости. Спиральные сверла изготавливаются с прямыми или коническими хвостовиками.
Таблица размеров спиральных сверл с коническим хвостовиком:
Бронированное стекло обеспечит максимальную защиту
Кроме стандартных видов стекла промышленность также выпускает несколько специальных моделей, которые предназначены для одной конкретной цели. Такое мелкосерийное производство делает материал более дорогим, но и в функциональном плане он будет совершеннее. Бронированное стекло устанавливается в зданиях, где хранятся материальные ценности или работают высокопоставленные люди, на которых может быть совершено покушение.
Также данный материал используется при изготовлении защищенных автомобилей, предназначенных для перевозки членов правительства. Стекло характеризуется гораздо большей степенью устойчивости к механическому воздействию, чем стандартный аналог. Подобный эффект достигается за счет специальной технологии производства.
Типы защитных стекол
Существует несколько видов стойких стекол, которые различаются между собой степенью защиты. Их все можно представить в виде следующего списка:
• антивандальное стекло;
• стекло против взлома;
• пуленепробиваемое стекло;
• стекло, стойкое к взрывному воздействию.
Первая модель является наиболее простой и представляет собой обычно несколько стандартных стекол, склеенных между собой. Такая конструкция способна выдержать попадание тяжелого предмета, но при более решительном воздействии она не устоит. Поэтому такой вид не годится для хранения материальных ценностей. Его используют в качестве витрин, чтобы слишком буйные граждане не могли повредить товар.
Противовзломное стекло уже делается более толстым и прочным. Оно должно выдержать не только удары, но и попытки проникновения при помощи стеклореза. Злоумышленники нередко используют в своем ремесле специальные инструменты для вскрытия защиты, поэтому материал должен быть достаточно прочным, чтобы нарушение его целостности заняло много времени. Это, скорее всего, отпугнет воров и заставит искать другой объект.
Пуленепробиваемое стекло устанавливают в автомобилях высших чиновников, инкассаторских фургонах, военном транспорте. Суть такого материала состоит в том, чтобы не только погасить кинетическую энергию пули, но и равномерно распределить ее по поверхности. Тогда уровень давления в одной точке упадет в несколько раз, и стекло останется целым. На внешней оболочке могут появиться трещины, но целостность нарушена не будет.
Хотя если несколько раз попасть в одну точку, то стекло может и разбиться. Взрывостойкая модель является самой прочной из всех. Она может выдержать многоточечное мгновенное разрушающее воздействие, которое образуется при разлете осколков. Такими моделями оснащаются банковские хранилища и некоторые транспортные средства. Из-за большой толщины стекло будет весьма тяжелым.
Технология изготовления
Многих пользователей интересует вопрос, как бронировать стекла? В домашних условиях добиться максимального эффекта будет невозможно. Есть способы усилить базовые материалы при помощи дополнительных аксессуаров, но эффект будет значительно ниже. В промышленном производстве технология состоит из многих последовательных фаз:
1. Вначале производится стандартное листовое стекло. В некоторых случаях в его состав вводятся специальные присадки, которые будут повышать прозрачность.
2. Далее при помощи двусторонней клеящей пленки несколько стекол соединяются между собой. Иногда для этого используется фотозатвердевающий полимер. При этом степень прозрачности будет зависеть от количества материалов. Обычно защитное стекло имеет зеленоватый оттенок и плохую светопропускаемость.
3. В конце осуществляется тестирование, которое позволит выявить явные дефекты и устранить их до того, как партия товара уйдет на склад.
В домашних же условиях можно применять бронированную пленку на стекла. Она представляет собой несколько слоев сложного полимера, который повышает прочность любой поверхности, на которую наклеивается. Защита обеспечивается на молекулярном уровне, так что ее степень будет максимальной. Купить аксессуар можно в магазине соответствующих товаров, причем его цена будет доступна для всех. Такое бронирование оконных стекол позволит защититься от хулиганов и домушников.
Защита окон
Такая процедура, как бронирование стекол автомобиля пленкой, производится достаточно часто. В большинстве случаев водители стремятся не обезопасить себя от огнестрельного оружия и взрывов, а просто хотят сделать стекла более прочными. Штатные модели могут разбиться от случайного попадания камешка, выскочившего из-под колес. А при наличии защитного слоя такая неприятность исключена. Максимум, что останется — небольшой след.
Бронирование лобового стекла производится на автосервисах. Зачастую не нужно даже предварительно покупать пленку, так как ее можно будет приобрести прямо у мастеров. По времени процедура занимает несколько часов, после чего транспорт сразу же готов к использованию. Не придется ждать несколько дней, пока материал схватиться.
По отзывам бронирование лобового стекла дает отличный эффект. После проведения операции на стекле перестали появляться трещинки от попадания щебенки. Также и все прошлые изъяны окажется под надежным куполом и не смогут разрастаться дальше.
Цена бронированного стекла зависит от марки и толщины. Узнать конкретное значение можно в электронном каталоге на официальном сайте торгующей компании.
Противоударное стекло — Стекло с противоударным покрытием
ПВХ оконные системы комплектуются стеклопакетами – конструкциями, которые состоят из двух и более стекол. Чтобы повысить безопасность окон, используют противоударное стекло или усиливают обычное путем наклейки специальной пленки. Существует несколько видов защитных стекол для окон, зрительно отличить их от обычных практически невозможно, единственной отметкой может быть маркировка, которая показывает степень защиты.
Основная задача усиленного стеклопакета – предупредить проникновение злоумышленника путем вскрытия или повреждения оконной конструкции. Устанавливать такие стеклопакеты рекомендуется для дверей французских балконов и для окон на первых этажах многоэтажек или в частных домах.
Исходя из условий эксплуатации и рисков, выбирают тип защиты. Например, если риск вооруженного нападения – минимальный, достаточно противоударной модели, максимальную степень защиты обеспечивает бронированное стекло, которое обладает антивандальными и противоударными свойствами.
На защитные возможности влияет и толщины пленочного противоударного покрытия, которое может составлять от 0,05 до 0,4 мм. Толщина бронестекла может составлять от 13,5 до 95,0 мм, а рама – иметь пуленепробиваемое устройство.
Основные преимущества противоударных стекол перед обычными
Защитные стеклопакеты обладают такой же высокой шумо- и теплоизоляцией, как стандартные модели, но превосходят их по безопасности за счет таких преимущественных характеристик:
прочность – в 5 раз выше, чем у стандартной модели;
ударопрочность – при многочисленных ударах свободно падающего тяжелого предмета;
гибкость – за счет многослойной структуры;
риск разрушения при экстремальных нагрузках практически отсутствует;
в случае повреждения не образуются острые осколки, которые могут нанести травму.
Такая защита незаметна, поэтому не ухудшает внешний вид фасада как металлические решетки. Под заказ в пакет может быть установлено фирменное стекло прозрачное, матовое, тонированное, витражное.
Это отличный вариант для дизайнерских решений, требующих многофункциональности. Пятикамерная система Grazio позволяет легко изготавливать окна любых форм, будь то простые или же арочные для создания изысканных и элегантных элементов интерьера.
Виды противоударных стекол по классам защиты
Ударопрочное стекло выдерживает многократное падение тела с определенными показателями. Существуют такие классы защиты, которые определяются путем падения на поверхность стального шара массой 4,1 кг:
Класс
Высота, см
Толщина стекла, мм
А1
350
от 5 до 6
А2
650
от 10 до 12
А3
950
от 10 до 12
Закаленное стекло
Получают путем термообработки при температуре до +680 градусов и последующим быстрым охлаждением с обеих сторон. За счет этого закаленное стекло получает следующие характеристики:
повышение прочности на удар в 5 раз, на изгиб – в 3 раза;
термостойкость – способность выдерживать температуру до +150 градусов;
безопасность – в случае повреждения образуются небольшие осколки с плавными краями.
Многослойное ударостойкое стекло
Состоит из нескольких листов, соединенных пленкой или клеящим составом, имеет такие свойства:
сохраняет прозрачность и не искажает изображение;
в зависимости от вида выдерживает удары молотом, взрывную волну, выстрел;
используется для структурного и фасадного остекления.
Бронированное стекло
По функциональности может быть взломостойким или пуленепробиваемым. Изготавливаются из нескольких листов, соединенных полимерным составом, или закаленных стекол. На поверхность наносится пленка, которая предупреждает образование острых осколков.
Основными «плюсами» бронестекла является:
стойкость к ударам тупым и острым предметом;
безопасность для окружающих;
подходит для остекления окон, дверей, перегородок.
Пуленепробиваемое стекло
Толщина пулестойкого стекла составляет 80 мм, при этом оно остается прозрачным. Достоинством такого пакета является защита, в зависимости от класса, от пистолета Макарова, автомата Калашникова, винтовки СВД.
Взрывобезопасное стекло
Защищает помещения и людей от ударной волны и воздействия поражающих элементов. Обладает повышенной прочностью, хорошо пропускает свет и не создает оптических искажений. Подразделяется на семь классов в зависимости от уровня взрывостойкости.
Рейтинг качества
Окна цена качество
Установка цена качество
Материалы цена качество
Профили
Дилеры
Турция, Германия
Перекупщики
Германия
Умные окна
Германия
Частные мастера
Турция, Китай
Мегабренды
Германия
Контроль качества
Вы можете быть уверены в корректности комплектации и идеальном внешнем виде изделий.
Европейские технологии
При монтаже нами используются специальные мембранные ленты, улучшающие свойства ваших окон.
Бесплатный замер
Умный инженер приедет в удобное для вас время и поможет со всеми интересующими вас вопросами.
Гарантия до 10 лет
Вы получаете гарантию до 10 лет на продукцию и все виды монтажных работ.
Умный сервис
По вашему желанию бесплатно отрегулируем ваши окна в течение года после установки.
Умное предложение
Закажите комплект услуг «Умная квартира» и получите экономию до 25%!
Успей заказать по акции, осталось 2 пакета из 10!
В комплект «Умная квартира» входят:
Комплект окон под вашу квартиру
Фурнитура ROTO
Подоконники, Теплые откосы, Отливы
Доставка, Демонтаж, Монтаж
Качество, Улыбка, Хорошее настроение!
КалькуляторАкцииЗаказатьОтзывыНаши работы
Цените каждую минуту?
Воспользуйтесь нашей новой услугой
Дистанционный замер!
Пуленепробиваемое стекло — что нужно знать
Перейти к содержимому
Фраза «пуленепробиваемое стекло» обычно используется для описания материала, обеспечивающего определенный уровень защиты от баллистических угроз. Однако это неправильное название, поскольку ни один материал не может полностью защитить от всех типов пуль. Независимо от того, насколько хорошо спроектирован материал или насколько высок его уровень защиты, стекло в конечном итоге уступит упорной баллистической атаке.
На самом деле пуленепробиваемого стекла не существует, и оно не всегда из стекла. Большинство изделий из пуленепробиваемого стекла на самом деле изготавливаются из поликарбоната, акрила или поликарбоната, плакированного стеклом. Предлагаемый уровень защиты будет зависеть от используемого материала, способа его изготовления, а также его толщины. Хотя ни один материал не может быть действительно «пуленепробиваемым» стеклом, Insulgard Security Products предлагает инновационные пуленепробиваемые стекла и технологии остекления, обеспечивающие физическую защиту от баллистических атак. Наши пуленепробиваемые материалы не только защищают ваш персонал и имущество, но и служат эффективным средством защиты от краж.
Insulgard может решить ваши уникальные проблемы безопасности, создав индивидуальное решение с использованием пуленепробиваемого или «пуленепробиваемого» стекла. Мы можем разработать систему с использованием материала, который точно соответствует вашим требованиям к баллистической защите. Имея тысячи успешных установок в банках, государственных учреждениях, розничных магазинах, медицинских учреждениях, аптеках и т. д., наша команда обладает необходимым опытом для создания безопасного и эстетически привлекательного пуленепробиваемого решения для вашей защиты.
Свяжитесь с Insulgard сегодня, чтобы получить дополнительную информацию о любом из наших продуктов из пуленепробиваемого стекла.
О «пуленепробиваемых» дверях
О «пуленепробиваемой» Windows
ХОТИТЕ УЗНАТЬ БОЛЬШЕ?
ЗВОНИТЕ ПО ТЕЛЕФОНУ 800-624-6315
Наши специалисты доступны с 8:00 до 17:00 по восточному поясному времени с понедельника по пятницу.
НАЙТИ ФАЙЛ САПР
Найдите и загрузите нужный файл САПР.
Дорогой Стивен, я хотел бы отметить, что я работаю с Insulgard/Sabic уже много лет, и я хотел бы отметить, что я впечатлен. Многие компании становятся самодовольными и, как вы хорошо знаете, перестают заботиться о своей работе или не гордятся ею. Я рад сообщить, что вы являетесь одним из редких исключений. Вы всегда были отличным партнером для CBRE и Банка, и ваша рабочая этика, координация, внимание к деталям перед началом строительства и постоянный поиск способов сделать проект более эффективным являются образцовыми. Качество работы вашей команды и опыт работы на местах заслуживают внимания, и мне понравилось наше сотрудничество в большом количестве проектов. Я добавлю, что любой клиент, который узнает вас, будет вашим клиентом в течение длительного времени, потому что, как только вы, ребята, приступите к работе, нам не нужно беспокоиться о конечных результатах, потому что я знаю, что это ВСЕГДА БУДЕТ ОТЛИЧНО!
Саул Шапочник, руководитель проекта
МЫ ДОСТАВЛЯЕМ ПО ВСЕМУ МИРУ И УСТАНАВЛИВАЕМ/ОБСЛУЖИВАЕМ НА ВСЕХ КОНТИНЕНТАЛЬНЫХ ШТАТАХ США.
Из чего состоит пуленепробиваемое стекло?
Название пуленепробиваемое стекло, однако не обязательно, что оно «состоит только из стекла». Пуленепробиваемое стекло также может состоять из прозрачных пластиковых материалов, таких как поликарбонат или акрил. Или в идеальном случае он может состоять из комбинации стекла и пластика, потому что эта смесь материалов особенно эффективно останавливает снаряды. В этом месте мы объясним различные типы пуленепробиваемых стекол и объясним области применения, для которых они особенно подходят.
Пуленепробиваемое стекло
Стеклопакет пуленепробиваемого стекла бывает симметричным и асимметричным. Симметричное пуленепробиваемое стекло идентично с обеих сторон и поэтому одинаково защищает от пуль с обеих сторон. Логичный. Пуленепробиваемые стекла в значительной степени спроектированы асимметрично, потому что снаряды с такой конструкцией могут быть остановлены более эффективно, а значит, с меньшими затратами материала. Поэтому пуленепробиваемые стекла с асимметричным дизайном пуленепробиваемы только с одной стороны, а именно со стороны атаки. Требуется соблюдение соответствующего направления установки. Сторона атаки указывает на угрозу, а так называемая сторона защиты представляет защищенную сторону.
бронестекло симметричное
бронестекло асимметричное
Преимущество
пуленепробиваемое с обеих сторон
slightly thinner and lighter
Disadvantage
thicker and heavier than asymmetrical
Adherence to the installation direction is required
symmetrical
asymmetrical
Стекло и поликарбонат: идеальное сочетание для пуленепробиваемого стекла, если важно сэкономить много веса и дополнительно строить с тонкими стеклами. Кроме того, эти стеклянные панели представляют собой хрустальное стекло и не имеют обычного зеленого оттенка. Это, безусловно, самый лучший из всех принципов проектирования пуленепробиваемого стекла. Окна легко открываются благодаря небольшому весу. Он превосходно подходит для защиты особняков, а также общественных зданий. Кроме того, эти стекла обеспечивают дополнительную защиту от взлома, в отличие от других пуленепробиваемых стекол. SILATEC на протяжении десятилетий является ведущим мировым производителем пуленепробиваемых стекол из поликарбоната.
Преимущества
Тонкий, легкий вес, прозрачный, высокая защита со взломом
Disadvantage
более трудоемкий для производства. стекло поликарбонат SILATEC стекло поликарбонат стекло
SILATEC ShooteQ тонкий и легкий
Weapon
Thickness starting with [mm]
Weight [kg/m 2 ]
.22LR
15
28
Pistol 9mm
19
35
Mag 357
21
40
Mag . 44
25
52
AK47 7.62 x 39
36
76
Nato G3 7.62 x 51
42
90
NATO G3 Hardcore
63
126
94 126
994169
9940060
95
203
В программу поставки SILATEC ShooteQ входит защита от различного оружия: автомата Калашникова AK-47, штурмовой винтовки Dragunniper M16 или штурмовой винтовки M16.
Пуленепробиваемое стекло
При этом несколько оконных стекол ламинируются тонкой фольгой до получения толстого стеклопакета.
Чем толще это стекло, тем выше защитный эффект от снарядов. Недостаток этого конструктивного принципа очевиден: чем толще пуленепробиваемое стекло, тем оно тяжелее. Большой вес стекла особенно невыгоден для окон и дверей, потому что арматура может воспринимать только ограниченный вес. Дополнительный недостаток: стекло имеет более зеленоватый оттенок, если оно толще. Вид через стекло становится более зеленым с увеличением толщины стекла. Взломозащищенность этих стекол низкая. Большие отверстия можно проделать менее чем за одну минуту даже в армированном стекле толщиной 100 мм (4 дюйма), например, с помощью кувалды.
Существует ли пуленепробиваемое стекло, состоящее практически не из стекла? Да. Такие пуленепробиваемые стекла состоят только из прозрачных пластиковых материалов. Поликарбонат и ПММА, также известный как акриловое стекло, используются среди прочего. Эти пуленепробиваемые стекла очень легкие, поэтому их устанавливают, в том числе, в специальные транспортные средства или строительные машины. Недостатком является то, что эти решения из чистого пластика практически обеспечивают защиту только от пистолетов. Эти пуленепробиваемые спецрастворы практически не используются в зданиях, особенно на открытых площадках.
Что это такое? Прототипирование – это процесс создания макета сайта, приложения, ПО, физического продукта и т. д. Прототип отвечает требованиям заказчика и исполнителя: зачем нужен конечный продукт, как будет выглядеть, как с ним будут взаимодействовать.
Для чего нужно? Данный этап разработки необходим для экономии времени и денег в дальнейшем. Позволяет выявить цели создания продукта, практически полностью исключает порочную практику переделывания и доделывания.
В статье рассказывается:
Что такое прототипирование простыми словами
Зачем нужно прототипирование
Виды прототипирования
Прототипирование как первая стадия Product Evolution Canvas
Пройди тест и узнай, какая сфера тебе подходит: айти, дизайн или маркетинг.
Бесплатно от Geekbrains
Что такое прототипирование простыми словами
Прототипирование — это, простыми словами, инструмент проверки идей. Он используется для исследования прогресса и функциональности продукта до начала его фактической разработки и может быть применен на любом этапе проектирования.
Во время этого процесса прототип проходит полный жизненный цикл от идеи до фактического цифрового или физического воплощения. По факту, происходит создание рабочего макета, который позволяет пользователям осуществлять с собой целевые действия до тех пор, пока он находится в рабочем состоянии или до момента, пока не будет собран фактический продукт.
Что такое прототипирование
Глубинное отличие прототипов состоит в том, что для их появления не нужна и строка кода. Благодаря современным технологиям осуществить проверку можно при помощи одних дизайнеров без привлечения разработчиков.
Такие возможности существенно снижают стоимость конечного продукта. Прототип тестируют совместно с клиентами и стейкхолдерами. Это помогает заранее устранить ошибки и снизить риски. Грамотно выполненное прототипирование экономит не только деньги, но и временные и трудовые ресурсы компании.
Для чего можно создать моделирование и прототипирование:
Любой реально существующий физический продукт: от машины до детской игрушки.
Сайты и посадочные страницы. Это нужно для того, чтобы составить представление о том, как будет выглядеть готовый продукт.
Компьютерные программы и мобильные приложения.
Интерфейсы.
Пользовательский опыт.
В задачи прототипирования входит:
Проверка нескольких идей и выявление лучшей. Такое становится возможным благодаря тому, что на создание прототипа не нужно много времени, а это значит, что можно быстро проверить сразу ряд гипотез и выявить наиболее перспективную.
Выявление ключевых недочетов. Макет помогает не только взглянуть на то, как будет выглядеть финальный продукт, но и отловить основные ошибки, заложенные в нем на момент планирования. Исправив их на этапе прототипирования, вы значительно сократите производственные затраты при создании конечного продукта.
Оценка удобства пользования. Проверка юзабилити на этапе разработки и тестирования прототипа — важный шаг в процессе создания продукта. Он помогает заранее просмотреть большинство пользовательских сценариев и по итогу создать то, что устроит потребительские запросы.
Зачем нужно прототипирование
Много думают про прототипирование, что это исключительно создание макета физического продукта, но это не так. Зачастую прототип — это интерактивный проект без кода, который создан для тестирования идеи перед созданием основного продукта. С его помощью можно проверять концепции и дизайнерские решения с реальными пользователями без привлечения команды разработчиков.
Ошибочно считать, что такой подход удлиняет производство и делает его более дорогим. Напротив, это помогает значительно сэкономить не только деньги, но и силы, затрачиваемые на создание проекта в течение всего его жизненного цикла.
Причиной создать прототип может послужить:
Виды прототипирования
Система прототипирования различается по методам и способам выполнения. Однако главное ее отличие — степень детализации макета. Она бывает трех видов (низкая, средняя и высокая) и зависит от глубины проработки, степени функционального наполнения и уровня конкретизации. Чем выше детализация, тем большее количество ресурсов ей нужно.
Но это не должно быть ключевым показателем для выбора того или иного вида прототипирования. У каждого из них есть свои преимущества и недостатк. В зависимости от того, какой сценарий вы рассматриваете, нужно выбирать конкретный прототип.
Прототипы с низкой детализацией
По-другому их еще называют бумажные. Это простая версия продукта, которая не нуждается в большом количестве времени и усилий. Она легко выполняется и представляет собой усеченную версию конечного продукта. Отлично подходит для тестирования концепций высокого уровня перед основным запуском. Может быть выполнена при помощи ручки и бумаги, не требует дополнительного времени, ресурсов и денег, помогает получить обратную связь на ранней стадии проектирования.
Топ-30 самых востребованных и высокооплачиваемых профессий 2022
Поможет разобраться в актуальной ситуации на рынке труда
Подборка 50+ ресурсов об IT-сфере
Только лучшие телеграм-каналы, каналы Youtube, подкасты, форумы и многое другое для того, чтобы узнавать новое про IT
ТОП 50+ сервисов и приложений от Geekbrains
Безопасные и надежные программы для работы в наши дни
pdf 3,7mb
doc 1,7mb
Уже скачали 16915
Плюсы:
Скорость. Создать такой прототип можно быстро. Очень быстро. Такой вид разработки помогает проверить идею в короткие сроки и с минимальными затратами. Отлично подходит для коллективного брейншторма.
Стоимость. Чем ниже детализация, тем меньше стоимость. И дело не только в том, что для создания такого прототипа нужны исключительно ручка и бумага, но и в том, что разработка и прототипирование низкой детализации не занимает много времени, а значит снижаются затраты в том числе и на оплату труда.
Вовлеченность. При создании любого продукта значительную роль играют люди, которые над ним трудятся. Данный вид прототипирования помогает сформировать настоящую команду. Он помогает сплотить всех вокруг процесса, дает всем участникам чувство сопричастности, делает их более заинтересованными и эмпатичными как к друг другу, так и к продукту деятельности.
Обратная связь. Практика показывает, что пользователи более объективны и беспристрастны в своих оценках макета будущего продукта, если уверены, что на его создание не ушло много времени и сил. Такой вид прототипирования помогает получить максимально реальную оценку, а значит вовремя принять стратегически важные решения.
Недостатки:
Несоответствие реальности. Бумага не заменит цифру. Такой прототип не отвечает действительности и мало чем похож на планируемый финальный результат. Это значит, что отзывы юзеров не до конца релевантны, а значит могут ввести продуктовую команду в заблуждение.
Ошибочные результаты. Они получаются по причине того, что в таком виде прототипа изначально заложены пробелы, которые пользователи и дизайнеры могут толковать диаметрально противоположными способами. Это искажает обратную связь и может привести к большим проблемам при разработке.
Прототипы средней детализации
Данный вид проектирования носит название макета. Это следующий уровень по глубине проработки, который заключается в создании цифрового черно-белого аналога будущего продукта. Этот метод включает в себя проектирование пользовательских путей и построение информационной архитектуры. Однако он обезличен и лишен внешних атрибутов продукта (брендинга, логотипов и т.д.).
Такой ограничивающий подход во многом выбран не из-за желания сэкономить, а для того, чтобы ограничить пользователя и сфокусировать его на самом важном. Убрав отвлечение на визуал, мы получим доступ к корневому — сути проекта. Сосредоточившись на фундаментальных аспектах дизайна, пользователь сможет лучше разобраться в том, что находится перед ним и какой смысл оно несет.
Прототипы средней детализации
Цифровое прототипирование хорошо тем, что в глобальная сеть существенно упрощает работу над ним, так как в интернете содержится множество ресурсов с бесплатными шаблонами для них. Но это не единственные преимущества данного подхода.
Плюсы:
Реалистичность. Наличие цифрового макета делает этот метод прототипирования более приближенным к конечному продукту. Это позволит получить отзывы, соответствующие реальности, так как пользователи будут иметь дело с более проработанной версией.
Скорость доработки. Из-за лаконичности данного подхода менять прототип гораздо проще и быстрее чем при использовании высокой детализации.
Выполнено широкими штрихами. Мелкие детали дают проекту глубину и аутентичность, но прячут за собой основное. Без них проще проверить сердце проекта, то ради чего он фактически создавался — идею.
Минусы:
Даже качественно выполненный макет со средней детализацией не сравниться с фактическим продуктом. Даже при высоком качестве быстрое прототипированиене заменит финальной версии, а отзывы будут не до конца соответствовать действительности. Визуал важен, его отсутствие влияет на общее впечатление и обратную связь.
Прототипы высокой детализации
Прототипирование происходит в несколько циклов. Сначала — тестирование низкой и средней детализации, после — высокой. Данный этап выделяет то, что на выходе мы получаем практически готовый продукт. Именно здесь дизайнер брендирует макет, добавляет текст, цвет и анимацию, то есть, другими словами, воплощает интерфейс в жизнь. Чем ближе к завершению, тем важнее проверять гипотезы при помощи высокой детализации. Это поможет значительно снизить риски на этапе разработки.
Интенсив «Путь в IT» поможет:
За 3 часа разбираться в IT лучше, чем 90% новичков.
Понять, что действительно ждет IT-индустрию в ближайшие 10 лет.
Узнать как по шагам c нуля выйти на доход в 200 000 ₽ в IT.
При регистрации вы получите в подарок:
«Колесо компетенций»
Тест, в котором вы оцениваете свои качества и узнаете, какая профессия в IT подходит именно вам
«Критические ошибки, которые могут разрушить карьеру»
Собрали 7 типичных ошибок, четвертую должен знать каждый!
Тест «Есть ли у вас синдром самозванца?»
Мини-тест из 11 вопросов поможет вам увидеть своего внутреннего критика
Хотите сделать первый шаг и погрузиться в мир информационных технологий? Регистрируйтесь и
смотрите интенсив:
Только до 26 декабря
Осталось 17 мест
Плюсы:
Опыт взаимодействия, приближенный к реальности. При высокой детализации прототип крайне похож на конечный продукт. Это значит, что при взаимодействии с ним пользователи получат практический опыт, приближенный к реальности.
Финальное испытание. Успех на данном этапе снижает общую тревожность за конечный результат. Проведя глубокую проверку, вы сможете спокойней передавать ваши наработки в отдел разработки, так как полноценное макетирование и прототипирование снимает очень много болей и вопросов, в том числе вдохновляет команду и вселяет ей веру в то, что они делают.
Инструмент связи с разработкой. Порой бывает непросто наладить общение между дизайнерами и разработчиками. Макет высокой детализации — отличное решение. Он, во-первых, дает видение того, как должен действовать финальный продукт. А, во-вторых, делает коммуникацию проще и понятней для обеих сторон.
Минусы:
Финансы. Чем выше детализация, тем дороже проект. Данный метод требует больше всего затрат. Не только финансовых, но временных и человеческих. Нужно очень хорошо обкатать прототип на предыдущих этапах, прежде чем переходить на стадию высокой детализации.
Время. На выходе мы получаем продукт, максимально приближенный к конечному результату, поэтому не удивительно, что на его создание требуется дополнительное время.
Отзывы. При прототипировании приложений высокой детализации могут закрадываться сомнения в искренности отзывов пользователей. Ранее было отмечено, что человеку сложнее сохранять объективность оценки продукта, если он считает, что было потрачено много сил на его создание.
Прототипирование как первая стадия Product Evolution Canvas
Прототипирование является первой стадией Product Evolution Canvas или, по-русски, полотно развития продукта.
PEC (Product Evolution Canvas) дает продуктовой команде инструмент для мозговых штурмов. Он состоит из следующего:
временные рамки;
три этапа развития продукта.
И если с первым составляющим PEC вопросов быть не должно, то про развитие продукта нужно поговорить отдельно. Начнем с определения.
Под развитием продукта подразумевают все стадии, которые проходит продукт до выхода на рынок.
Выделяют три стадии развития, каждой из которой характерен свой продукт:
минимально-жизнеспособный продукт, прототип;
основной продукт;
полнофункциональный продукт или идеальное решение проблем клиентов.
По-простому, на первом этапе мы строим землянку — это минимально-жизнеспособный продукт. На втором изготавливаем деревянный сруб, а на третьем возводим дом из кирпичей. Пусть и упрощенно, но данные образы показывают, как работает каждый из этапов. Наш прототип, землянка, уже пригоден для жилья, но в конечном итоге все еще не закрывает все потребности человека, а вот каменный дом — это другое дело.
Прототипирование как первая стадия Product Evolution Canvas
Использование методики PEC позволяет наладить диалог между всеми заинтересованными сторонами процесса. Это происходит за счет того, что этапы позволяют ответить на следующие вопросы по продукту:
Что он может сейчас?
Как он будет развиваться?
На что будет способен в будущем?
К какому итогу приведет?
Кроме того, Полотно развития продукта помогает сформулировать:
Рабочую стратегию улучшения продукта.
Реалистичное представление о дедлайнах.
Новые идеи для развития продукта.
Лучший способ его презентации.
Объединяющую команду идею.
Однако, как и в любом процессе, с PEC важно научиться работать. Только так возможно получить максимальную пользу от этого инструмента.
Рейтинг:
5
( голосов
1 )
Поделиться статьей
ИТ в промышленности 2021
Спрос на цифровизацию промышленности в России увеличится в 14 раз к 2030 г.
Объем мирового рынка «Индустрии 4.0» в 2021 г. составит $64,9 млрд. Задержка России в освоении цифровых технологий, по разным оценкам, составляет от 5 до 10 лет: спрос обрабатывающей промышленности на цифровые технологии в 2020 г. оценивался в ₽41,5 млрд, к 2030 г. он может вырасти до ₽587,5 млрд. В списке самых востребованных цифровых технологий — промышленные роботы, искусственный интеллект, машинное обучение, цифровое прототипирование, сенсорика. В будущем к ним присоединятся технологии беспроводной связи, новые производственные технологии и технологии виртуальной и дополненной реальности.
Читать полностью
Крупнейшие поставщики ИТ для промышленных предприятий
№ 2020
№ 2019
Компания
Город
Выручка от поставок ИТ-решений для промышленности в 2020 г., включая НДС, ₽ тыс.
Выручка от поставок ИТ-решений для промышленности в 2019 г., включая НДС, ₽ тыс.
Рост выручки 2020/2019, %
1
1
ГК Softline
Москва, Лондон
13 327 268
12 006 548
11,0%
2
2
Крок
Москва
6 225 081
4 796 193
29,8%
3
8
Инфосистемы Джет
Москва
3 412 265
2 489 161
37,1%
4
9
ИКС Холдинг
Москва
3 267 313
2 466 930
32,4%
5
12
Ланит
Москва
2 812 184
1 751 192
60,6%
Источник: CNews Analytics, 2021
Перейти к полному рейтингу
Движение к искусственному интеллекту меняет правила игры даже на производстве
Внедрение ИТ-решений стало одним из инструментов получения многомиллионной прибыли во всех областях экономики, но только для тех компаний, которые готовы сделать шаг навстречу цифровому будущему. О том, как в промышленности добиться с помощью инноваций девятизначного экономического эффекта в долларах, на каких мировых лидеров надо равняться и в каких областях роботы скоро заменят человека, рассказал CNews вице-президент по информационным технологиям компании «Евраз» Артем Натрусов.
Читать полностью
Гибридный вариант работы будет определяющим для большинства компаний
Предприятия продолжают трансформировать как продукты, так и культуру компании, расширяют возможности команды и интегрируют традиционные бизнес-модели с новыми цифровыми услугами, что оказывает положительное влияние на устойчивость бизнеса. О продуктах и решениях Citrix для промышленности, автоматизации и искусственном интеллекте, о проблемах и болевых точках в производственной отрасли, а также способах их устранения в интервью CNews рассказал Сергей Халяпин, главный инженер представительства Citrix в России и странах СНГ.
Читать полностью
Трендом прошедшего года стали корпоративные платформенные решения для периферийных вычислений
Компании, которые хотят оставаться конкурентоспособными, должны уже сегодня внедрить технологии, позволяющие более глубоко понимать операционные процессы, а значит — эффективнее принимать решения. Аналитика дает им возможность результативно использовать главный актив — данные, чтобы предоставлять инновационные продукты и услуги и полностью раскрыть цифровой потенциал. О том, как производственная аналитика помогает промышленным компаниям в построении успешного бизнеса, рассказал в беседе с CNews Дмитрий Бражников, руководитель направления «Решения для химической и нефтегазовой отраслей» SAS в России и СНГ.
Читать полностью
Технологии скоро станут незаметными, а заказать товар можно будет сразу на производстве
Цифровые города, предприятия и аватары — концепция будущего, которая уже окутывает нашу реальность, растворяясь в облачных пространствах. Технологии сделают возможным безлюдное производство практически во всех отраслях экономики, что обновит возможности традиционных профессий. О том, в чем польза цифрового следа работника, как обработка и анализ данных создают «единую версию правды», почему не избежать коммодитизации ИТ-сферы и на какие цифровые тренды делать ставку в промышленности CNews рассказал Сергей Иревли, директор по продуктам компании «МаксимаТелеком».
Читать полностью
Промышленность созрела для видеоаналитики
Рынок решений для видеоаналитики на базе машинного обучения сегодня находится в фазе накопления практического опыта и отработки кейсов в различных отраслях. О том, как сейчас бизнес применяет видеоаналитику, что станет драйвером ее развития и какая роль будет у человека, в интервью CNews рассказал Илья Калагин, кандидат технических наук, руководитель дирекции разработки и внедрения программного обеспечения и искусственного интеллекта «Инфосистемы Джет».
Читать полностью
Цифровизация в промышленности — мощный стимул для развития отечественного ПО
«Форсайт» — ведущий вендор, разработчик российских продуктов для бизнес-аналитики: цифровой аналитической платформы, программных комплексов для управления данными, а также мобильных решений для автоматизации бизнес-процессов. О процессах цифровой трансформации в промышленном секторе, развивающихся на фоне импортозамещения, а также о том, как российское ПО справляется с текущими вызовами рынка, в интервью CNews рассказал Антон Татауров, директор по прямым продажам компании «Форсайт».
Читать полностью
Что сегодня умеют мобильные обходчики?
Простой контроль оборудования на производстве может быть недостаточен. Важно, чтобы все данные о состоянии устройств, неполадках и простоях, плановых и внеплановых проверках стекались в единую базу данных, где были бы представлены в удобной форме. Для этого существуют цифровые помощники, позволяющие контролировать состояние производственных объектов и площадей.
Читать полностью
По вопросам сотрудничества при подготовке обзоров обращайтесь по электронному адресу [email protected] или по телефону +7 (495) 500-00-36. Мнение авторов статей может не совпадать с позицией редакции. За содержание рекламных объявлений редакция ответственности не несет. Авторские права на дизайн и всю информацию обзора, а также на подбор и расположение материалов принадлежат компании CNews. Все права защищены и охраняются законом. Источник фото ru.depositphotos.com
Что такое цифровое прототипирование | Услуги по черчению САПР
Цифровое прототипирование — это новый способ изучения концепции продукта до того, как он будет создан. Он использует программное обеспечение 3D CAD для помощи в анализе и моделировании. Эта технология позволяет дизайнерам и разработчикам оптимизировать проекты, проверять их, а затем визуализировать весь продукт до того, как в дело вступают реальные прототипы.
Цифровое прототипирование поможет сделать последовательность проектирования и конечный результат безупречными. Кроме того, экономия времени и денег является реальным преимуществом при работе с цифровым прототипированием в первую очередь. Это также экономит деньги в процессе разработки, а также на продажах после завершения и производства продукта.
Ознакомьтесь с преимуществами ниже. Если вам нужна помощь с услугами черчения в САПР, позвоните нам. Мы номер один, помогая вам развивать свой бизнес с помощью доступного аутсорсинга.
Преимущества цифрового прототипирования
Улучшение коммуникации на всех уровнях бизнеса.
Предложите улучшенную концепцию продукта тем, кто не участвует непосредственно в процессе проектирования.
Анимируйте цифровую модель.
Добавить окружение и графику.
Помогает инвесторам принять решение о том, хотят ли они извлечь выгоду из проекта.
Добавляйте клапаны из реального мира к смоделированным деталям, которые помогают инженерным процедурам, улучшают конструкции, сокращают расходы и удаляют ненужные детали.
Сокращение расходов для различных отделов, не связанных с разработкой.
В прототип можно встроить неограниченное количество информации.
Инженеры-электрики могут предложить реальные ценности проектам благодаря различным программным пакетам, которые можно использовать с этой технологией.
Оптимизация результатов в 3D-программах.
Уверенно продвигайте продукты на рынок, используя качественные визуализации цифровых прототипов.
Были ли у вас когда-нибудь проблемы с накоплением файлов моделей от поставщиков? Мешает ли это вам получать собственные модели зданий? Если это так, цифровое прототипирование может помочь. Просто доверьтесь основному оборудованию, а все остальное можно удалить и отправить по электронной почте тем, с кем вам нужно работать. Будет прикреплена только актуальная информация.
Журнал «Инженерия и технологии» предлагает нам пример для размышления. Они констатируют следующее. «Установка кондиционирования воздуха может быть прикреплена к зданию с небольшим увеличением размера файла, а здание может быть уменьшено до оболочки, содержащей необходимую информацию для производителя, чтобы получить доступ к BIM и точно установить оборудование в соответствии со спецификацией, выделяя ошибки и оптимизация времени установки».
Некоторые считают, что программное обеспечение, необходимое для работы с цифровым прототипированием и BIM, слишком дорого. Хотя первоначальные затраты могут показаться высокими, окупаемость инвестиций вполне оправдывает покупку. Вы быстро увидите возврат, не нарушая текущих процедур.
Цифровое прототипирование — отличный способ продвижения всех архитектурных и инженерных разработок. Ожидается, что в ближайшем будущем он станет наиболее используемым методом работы. Если вы еще не начали использовать эту технологию, возможно, в 2016 году самое время подумать об этом.
Будьте чемпионом с нашими услугами по созданию чертежей в САПР | Indovance
Хотите оптимизировать разработку продукта? Рассмотрите возможность сотрудничества с Indovance и использования наших услуг по созданию чертежей в САПР для создания цифровых прототипов. При таком подходе легко упростить общую процедуру. Вы повысите производительность, предложите более дифференцированный продукт, а также выведете его на рынок в рекордно короткие сроки. Кроме того, легко вносить изменения в конструкцию, а ошибки значительно сокращаются.
Почему бы не рассмотреть преимущества цифрового прототипирования и упростить моделирование продуктов в действии, не ограничивая ваши инновации или циклы разработки? Если вы хотите узнать больше об этих услугах аутсорсинга, чтобы упростить и повысить эффективность, свяжитесь с Indovance сегодня.
Отраслевая информация и советы по САПР
Введение в цифровое прототипирование
Вы когда-нибудь задумывались о том, как создавались самые инновационные и революционные продукты? Будь то телефон, вертолет или компьютер, все они начинались одинаково: как идея в чьем-то уме.
Но одни идеи ничего не значат. Превращение вашей идеи в полноценный продукт может быть сложным процессом, отмеченным множеством проб и ошибок. Однако есть один ключевой этап, через который должны пройти все идеи, если они хотят стать успешными конечными продуктами: прототипирование.
В этом посте объясняется, почему прототипирование является такой важной концепцией. В частности, будут рассмотрены следующие вопросы:
Что такое прототипирование?
Что такое прототип?
Чем полезно прототипирование?
Кто должен создавать прототипы?
Как начать создавать прототипы?
Идеи — это несовершенные понятия. Вы не знаете, точно ли ваша идея сработает и сработает ли она так, как вы думаете. Вот тут-то и начинается прототипирование. Короче говоря, прототипирование — это процесс воплощения ваших идей в жизнь, их проверки в реальном мире, получения критических отзывов, а затем итерации вашего дизайна, чтобы сделать его еще лучше.
Прототипирование помогает создателям воплощать абстрактные концепции в физические продукты. Это помогает командам эффективно сотрудничать и определять области для улучшения. Самое главное, методология «тестируй и учись» лежит в основе всей разработки продукта, что делает процесс значительно более эффективным, чем он был бы в противном случае.
Прототипы — это ранние модели продуктов. Вот и все. Они не предназначены для того, чтобы быть окончательной версией, которая в конечном итоге будет продана публике — вместо этого они являются предварительными версиями, которые позволяют командам дизайнеров и разработчиков конкретизировать свои идеи, увидеть, как они выглядят, действуют и ощущаются в реальной жизни. , и вернуться к чертежной доске, если это необходимо.
Представьте, что вы собираете новую модель автомобиля. Вы не стали бы просто создавать новую модель с нуля, не протестировав ее перед выпуском на рынок. Вместо этого вы разрабатываете концепцию, подвергаете первую модель тщательной серии тестов, определяете, что нужно изменить, а затем снова возвращаетесь к чертежной доске.
На самом деле, при сборке автомобиля вам нужно будет провести сотни мини-тестов (используя прототипы, чтобы помочь вам в этом). Вы можете создать прототип своего нового рулевого колеса, прежде чем тестировать его. Или, возможно, вы создаете революционного голосового помощника на панели инструментов с искусственным интеллектом. В этом случае вам, вероятно, придется создать несколько итераций этого продукта, прежде чем он будет работать в соответствии со стандартом, которого вы ожидаете.
Прототипирование гарантирует, что ни один камень не останется нетронутым до того, как продукт появится на рынке. Представьте, если бы вы обнаружили, что ваш руль полностью блокируется, когда кто-то слишком быстро поворачивает его. Это не только не должно происходить, но и может быть невероятно опасно для людей, управляющих автомобилем.
Создав прототип, протестировав его в полевых условиях и увидев возникновение этой проблемы, вы можете затем внести необходимые коррективы, прежде чем создавать новый прототип. продукта или внесения окончательных изменений. Процесс тестирования позволяет собирать критические отзывы от клиентов и определять области, которые необходимо улучшить/переработать в будущем.
Это означает, что ваш продукт в конечном итоге будет лучше, чем если бы вы не протестировали его сначала, а также гарантирует, что вы не тратите время, энергию или деньги на разработку продукта, который будет некачественным. Прототипирование также отлично подходит для совместной работы: команды собираются вместе, чтобы создать прототип, протестировать его, собрать информацию и проанализировать отзывы.
Все еще сомневаетесь? Вот некоторые из наиболее веских причин для создания прототипа:
Это универсально
Сообщить о своих дизайнерских намерениях или опасениях может быть сложно. Однако прототипирование — это универсальный язык, который объединяет всех, кто работает над проектом, и четко передает результаты любых тестов.
Он обеспечивает осязаемый физический способ представления и передачи ваших идей.
В основе подхода «тестируй и учись»
Прототипирование подтверждает предположения и проверяет гипотезы, предоставляя ценную контекстуальную обратную связь на этом пути.
Вы можете получить истинное представление об удобстве использования вашего продукта.
Прототипирование поможет вам собрать информацию об основных пользователях и выявить области, в которых вам необходимо оптимизировать ваш продукт.
Помогает экономить ресурсы
Тестируйте возможности и выявляйте проблемы с удобством использования или проблемы с архитектурой UX на раннем этапе без ущерба для единственного решения.
Убедитесь, что вы проверили все предположения, прежде чем приступить к полной разработке продукта. Не тратьте время и деньги на разработку того, что позже придется переделывать.
Предоставляет разработчикам справочный инструмент, значительно сокращающий сроки разработки.
Это вдохновляет
Команды могут видеть, как их идеи медленно, но верно воплощаются в жизнь, когда они итеративно создают продукт своей мечты.
Обеспечивает чувство сопричастности всем заинтересованным сторонам.
Прототипы — это реальные примеры вашего прогресса, которые вы можете показать инвесторам или другим заинтересованным сторонам.
Прототипы могут принимать разные формы. На самом деле, единственное, что у них общего, это то, что все они являются осязаемыми представлениями ваших идей.
Они могут быть быстрыми и грубыми, полезными для тестирования и обучения на ранних стадиях. Например, низкоточные прототипы можно использовать для иллюстрации предлагаемого эмпирического решения. Это могут быть простые наброски и раскадровки или даже грубые бумажные прототипы цифровых интерфейсов.
Напротив, высокоточные прототипы могут быть полностью сформированы и детализированы — другими словами, они могут быть ближе к примитивным версиям конечного продукта. Они обычно используются для тестирования или пилотных испытаний.
Нажмите здесь, чтобы узнать больше о различиях между прототипами лоу-фай и хай-фай
Всем! Прототипирование — это возможность разрушить стены между дисциплинами. Дизайнеры должны создавать прототипы, чтобы они могли изучить ограничения, сложности и возможности рассматриваемого проекта. Конечно, инженеры, разработчики и кодеры могут создавать прототипы для проверки осуществимости, а также для более активного участия в творческом процессе.
Если вы новичок в прототипировании, вы можете не знать, с чего начать, но не волнуйтесь. Следуйте этому простому процессу из 6 шагов, чтобы начать.
1. Сначала задайте эти ключевые вопросы
Прежде чем начать, вам нужно ответить на несколько общих вопросов. Каждый прототип должен создаваться с учетом контекста: рынка, пользователей и основных целей прототипа.
Некоторые ключевые вопросы включают:
Какую проблему, потребность или открытие я хочу решить?
Какова конечная цель прототипа? Каковы его ценности и функции?
Кто является целевой аудиторией? Вы пытаетесь решить проблемы для определенных пользователей? Кто эти пользователи и каковы их конкретные проблемы?
Каковы желаемые конечные результаты?
Сколько времени я должен выделить на этот прототип?
2. Начните с визуальной стороны вещей
После того, как вы ответите на приведенные выше вопросы, вы будете готовы начать работу над визуальным элементом — так что возьмите ваши письменные принадлежности по выбору, будь то карандаш и бумага. или белая доска и маркер.
Лучше начать с малого и не рисковать сразу рисовать интерфейсы. Начните с перечисленных ниже элементов, чтобы с самого начала помнить о пользователе:
01 | Пользовательские потоки — определение пользовательских потоков. Представьте, как пользователи будут достигать своих целей, взаимодействуя с системой.
02 | Информационные объекты — каждый пользовательский поток будет отображать ряд потенциальных пользовательских входов и выходов. Определите, что они из себя представляют, как они связаны с поведением и ожиданиями пользователей, в какие взаимодействия они вовлечены и как они работают.
03 | Первые наброски . Получив представление о том, кто будет использовать систему, что они собираются делать и на какие инструменты они будут опираться, пришло время посмотреть, как именно они будут все это делать. Набросайте ваши пользовательские потоки. Пока нет необходимости создавать макет, просто решите функциональность.
04 | Набросайте элементарную структуру . После того, как ваши пользовательские потоки будут полностью набросаны, у вас будет лучшее представление о наилучшем макете для вашего продукта. Это будет включать контент (текст, фотографии, видео и т. д.), который будет отображаться в виде основных блоков или каракулей. Когда они написаны от руки, они не подходят по размеру, поэтому вся структура и содержание предназначены только для визуализации, а не для реального использования.
Этот процесс может продолжаться сколь угодно долго. Тем не менее, небольшой совет: пора переходить к следующему шагу, как только вы четко обозначили пользовательский поток и процесс его выполнения.
3. Выберите правильный тип прототипа
Перед созданием прототипа определите свои основные цели, а также время и доступные ресурсы. Прототипы низкой точности имеют смысл на ранних стадиях, но вы захотите перейти к прототипам высокого качества по мере приближения к конечному продукту.
4. Превратите эскизы в низкоточные прототипы
Следующий шаг — постепенно перейти к созданию эскизов с помощью выбранного вами инструмента — аналогового или цифрового.
Бумажные прототипы могут иметь большое значение для эффективной концептуализации проекта. В качестве альтернативы вы можете создать что-то столь же простое, как интерактивный каркас, встроенный в цифровой инструмент. На этом этапе внимание должно быть сосредоточено не на творческом добавлении всех необходимых элементов, а на эффективной организации структуры вашего дизайна и ресурсов, которые они включают.
Не бойтесь какое-то время оставаться в низкокачественном мире. Хотя вы, возможно, захотите поторопиться с процессом, полностью проведя стресс-тестирование низкоточных прототипов, вы сможете отбросить некоторые неверные предположения на ранних этапах процесса проектирования.
Если низкокачественные прототипы — это все, что нужно вашему проекту, это нормально. Однако, если вам нужно повысить уровень тестирования и обучения, сейчас самое время перейти к высокоточному прототипированию.
5. Переход от низкоточных прототипов к высокоточным
По мере того, как растет ваша точность, должны расти интерактивность, дизайн и содержание вашего прототипа. Ваш Hi-Fi-прототип должен больше походить на конечный продукт, тем самым предоставляя вам более подробную обратную связь, особенно в отношении удобства использования и интерактивности.
Подумайте об этом: низкокачественный набросок iPad ничего не говорит вам о том, как он будет работать на самом деле, или каким будет пользовательский опыт (UX). Это даст вам грубый обзор того, что вы надеетесь, что он может сделать, но вы не сможете проверить, как он будет себя чувствовать.
Высокоточные прототипы устраняют разрыв между высокими ожиданиями и реальностью. Вы эффективно построили свое дизайнерское намерение? Он работает так, как ожидалось? Есть ли области, с которыми пользователи борются?
Создавая высокоточные прототипы, вы можете ответить на эти важные вопросы, прежде чем приступить к разработке конечного продукта. Обязательно внимательно наблюдайте за тем, как пользователи взаимодействуют с прототипом в его текущем состоянии, и запрашивайте подробные отзывы о том, как он себя чувствует.
6. И, наконец, переход от высокоточных прототипов к коду…
И последнее, но не менее важное: вам нужно превратить свой прототип в код, если вы производите цифровой продукт. Нет необходимости кодировать, если вы производите стол и стулья.
Эффективное прототипирование делает жизнь программистов максимально быстрой и плавной. Им не нужно проходить через несколько итераций, поскольку вы возвращаетесь к ним с бесконечным рядом новых требований и извиняющимся «мне очень жаль, но не могли бы мы изменить только эту одну вещь?» Запросы.
Вместо этого у вас будет четкое представление о том, что вы хотите производить: как это должно выглядеть, ощущаться и работать. Затем работа программиста заключается в том, чтобы превратить это в полноценный продукт, используя ваши высококачественные прототипы в качестве точки отсчета.
Прототипирование: катализатор эффективной разработки продукта
Прототипирование, пожалуй, самая важная часть разработки продукта.
Гидравлические прессы в России — Биржа оборудования ProСтанки
Главная
Продажа
Прессовое оборудование для металла
Гидравлический пресс
Вы можете очень быстро сравнить цены гидравлического пресса и подобрать оптимальные варианты из более чем 27895 предложений
Реклама
Листогибочный гидравлический пресс HPB-K 30/1600
Механическая синхронизация цилиндров Кол-во управляемых осей: до 2 Усилие: 30 тонн Длина гиба: 1600 мм
Подробное описание и цена >>>
Реклама
Гидравлический пресс листогиб FOG 80/2500
Усилие, 800 кН. Длина рабочего стола, 2500 мм. Мощность двигателя, 7,5 кВт.
Подробное описание и цена >>>
Реклама
Гидравлический пресс листогибочный FOG-K-400/4000
Усилие, 4000 кН. Длина рабочего стола, 4000 мм. Ход пуансона, 300.
Подробное описание и цена >>>
Однопролётные гидравлические прессы для горячего прессования , JOOS (Германия)
Состояние: Новый
В наличии
Однопролётные гидравлические прессы для горячего прессования, JOOS (Германия) предназначены для облицовывания поверхности мебельных деталей шпоном, пластиком, полимерными пленками и другими…
28.09.2020
Санкт-Петербург (Россия)
Гидравлический пресс для склеивания бруса Антей -170/3
Состояние: Новый
В наличии
Тяжёлые гидравлические прессы модельного ряда Антей предназначены для изготовления деревянных клееных конструкций толщиной до 170 ммСварная конструкция пресса состоит из толстостенных профильных…
03.12.2022
Москва (Россия)
Гидравлический пресс РИКО С-12
Состояние: Б/У
продам гидравлический пресс Рико С-12 650 т. р. 89024711403 Владимир
07.02.2013
Пермь (Россия)
650 000
Гидравлический пресс П6326
В наличии
Гидравлический пресс П6326, предназначен для запрессовки, гибки, листовой штамповки, прошивки и пр. При установке правильного стола и инструмента могут использоваться для правки и рихтовки…
Автоматические гидравлические прессы модельного ряда
Состояние: Новый
Автоматические гидравлические прессы, предназначены для изготовления деревянных клееных конструкций толщиной до 320 ммв автоматическом режиме. В стандартную комплектацию пресса входит:Подающий…
03.12.2022
Москва (Россия)
Гидравлический пресс для бруса и щита ПГ 30х18
Состояние: Новый
Гидравлический пресс предназначен для склеивания щита, бруса и т.д. Также может быть использован как пресс сборочный для оконных и дверных блоков, для этого предусмотрены в комплектации пресса…
03.12.2022
Москва (Россия)
Роторный гидравлический пресс ПГР 3-3000 для изготовления щита
Состояние: Новый
В наличии
Роторный гидравлический пресс с тремя рабочими полями для изготовления клееного щита.Роторный гидравлический пресс с тремя рабочими полями для изготовления клееного щита.Пресс состоит из сварной…
17.10.2016
Москва (Россия)
Гидравлический пресс П6320
Состояние: Б/У
Гидравлический пресс П6320
Номинальное усилие пресса, тонн 10Гидравлический
пресс П6320
Номинальное усилие пресса, тонн 10
Ход ползуна, мм 400
Наибольшее расстояние между столом и ползуном, мм. ..
02.06.2015
Самара (Россия)
Гидравлический пресс
Состояние: Б/У
Купим гидравлический пресс (25-40тонн)
04.03.2015
Москва (Россия)
Вертикальный гидравлический пресс для производства клееного бруса ПВ 005-6000
Состояние: Новый Год выпуска: 2014
В наличии
Продаётся вертикальный гидравлический пресс ПВ 005-6000 (управление ПВ 007) производства ООО «Бакаут», для изготовления клееного бруса длиной 6 м. Можно докупать дополнительные секции для…
05.08.2015
Пестово (Россия)
1 000 000
Гидравлический пресс OST с ЧПУ HP-01
Состояние: Б/У Год выпуска: 2009 Производитель: ОСТ-Станкопром (Беларусь)
Гидравлический пресс с ЧПУ HP-01 предназначен для гибки заготовок с использованием сменных штампов. Выполняемые операции:
гибка заготовок в штампах
гибка заготовок по заданной программе…
ООО «Станочный Мир» предлагает купить гидравлические пресса П6320, П6324, П6326, П6328, П6330, П6332, П6332-01, П6334 (усилием от10 до 250 тонн) — цена завода изготовителя.ООО «Станочный Мир»…
09.01.2016
Москва (Россия)
два гидравлических пресса
Состояние: Б/У
Куплю два гидравлических пресса, усилием 400 тонн, маркетная подушка на 70-80 тонн, размер стола от 2000 мм на 1000 мм и больше однотипных по характеристикам. Пресса должны быть на территории России.
16.03.2016
Тольятти (Россия)
Гидравлический пресс
Состояние: Новый Год выпуска: 2014 Производитель: GMR di Malfi Raimondo s.r.l. (Италия)
В наличии
Гидравлический пресс производства компании GMR di Malfi Raimondo s.r.l. с номинальным усилием 300 тонн ( с возможностью эксплуатации с усилием до 350 тонн) и размерами стола 1500х1300мм, с…
28.03.2016
Истра (Россия)
235 000
Гидравлический пресс
Состояние: Новый Год выпуска: 2014 Производитель: GMR di Malfi Raimondo s.r.l. (Италия)
В наличии
Гидравлический пресс производства компании GMR di Malfi Raimondo s. r.l. с номинальным усилием 300 тонн ( с возможностью эксплуатации с усилием до 350 тонн) и размерами стола 1500х1300мм, с…
28.03.2016
Истра (Россия)
235 000
Гидравлический пресс «Mecamaq», модель DEVF-300
Состояние: Б/У Год выпуска: 2013 Производитель: Mecamaq (Испания)
Гидравлические прессы серии DEVF с жесткой замкнутой рамой оснащены монолитным нижним столом и верхним столом с направляющими, с пазами «Т» для крепления пресс форм или инструмента.
Гидравлический…
Куплю б/у, в рабочем состоянии. Кривошипные прессы: 40-60т — 4шт.; 80-100 тн. -1шт. Гидравлический пресс: ДГ2434А (или аналог). Трубогибочный станок. Кромкогибочный станок . Машина для удаления…
30.03.2016
Воронеж (Россия)
Гидравлический пресс ДГ2434А
Состояние: Б/У Производитель: Россия
Куплю б/у, в рабочем состоянии. Гидравлический пресс ДГ2434А (или аналог). Кривошипные прессы: 40-60т — 4шт.; 80-100 тн. -1шт. . Трубогибочный станок. Кромкогибочный станок . Машина для удаления…
30.03.2016
Воронеж (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по гидравлическому прессу почти как на Авито и TIU
Видео гидравлического пресса
Производство гидравлических прессов по параметрам заказчика.
Производство гидравлических прессов
ООО «Зевс-Гидравлик» занимается производством долговечных, прочных и безопасных в использовании гидравлических прессов. Основное направление производства гидравлических прессов — гидравлические прессы с закрытой рамой, имеющие усилия: 10, 20, 30, 50,100,150,200 тонн и более.
Технологическое назначение пресса определяет его конструкцию: конструкцию силовой рамы, тип и количество гидроцилиндров, особенности гидравлической маслостанции.
Наша компания разрабатывает и производит как стандартные, представленные на этой странице, гидравлические прессы, так и гидравлические прессы нестандартных модификаций по индивидуальным тех. заданиям заказчика*. При проектировании и изготовлении прессов учитывается технологическая цепочка, в которой он участвует, и на основании этого, выполняется расчет.
Если необходимо разработать гидравлический пресс в соответствии со спецификой вашего производства или технологической цепочки, напишите требования к прессу или вышлите техническое задание на адрес [email protected]
Усилие – 15 тонн
Ход штока – 250 мм
Привод — ручной
Тип — напольный
Масса – 30 кг
Описание и цена
Усилие – 100 тонн
Ход штока – 150 мм
Привод — электрический
Тип — напольный
Масса – 980 кг
Описание и цена
Гидравлический пресс, так же называемый прессом Брама, это механизм, использующий для работы давление жидкости или гидравлическое давление. Работа пресса основана на законе Паскаля, который утверждает, что давление в любой замкнутой системе оказывает одинаковое воздействие на всю ее площадь. Гидравлические прессы, безусловно, являются самым распространенным типов прессов, в первую очередь из-за того, что они являются самыми долговечными и надежными. Усилие, которое могут дать гидравлические прессы, невозможно достичь с помощью механических или пневматических прессов.
Существует множество типов гидравлических прессов, каждый из которых имеет свою сферу применения, тем не менее основная функция одинакова для всех прессов.
Гидравлические прессы спроектированы для функционирования с использованием домкрата, в сочетании с прочной конструкцией. Хорошим примером могут быть С-прессы, которые используются для различных операций и в используются в различных сферах, включая штабелевку, выпрямление, вытяжку, штамповку, гибку и рихтовку.
Прессы можно разделить на несколько категорий — гидравлические механические и пневматические.
Механические прессы создают давление с помощью использующегося механического привода, обычно червячной передачи (как тиски) или зубчатой рейки (реечный пресс). К достоинству этого типа прессов можно отнести простоту механизма, к недостаткам невысокое давление, которое он способен создать. Самыми распространёнными являются механические прессы с ручным приводом.
Гидравлические прессы обычно различаются по двум основным параметрам — конструкция и назначение. С-Образные гидравлические прессы требуют меньше площади для размещения чем другие типы гидравлических прессов. Благодаря своей уникальной, но прочной конструкции, обычно изготавливаемой из стали С-образные прессы обеспечивают небольшой прогиб. Н-образные гидравлические прессы отличаются от С-образных конструкцией а так же способностью облегчить множество операций. Оба типа гидравлических прессов могут управляться вручную или автоматически.
Пневматические прессы имеют похожие сферы применения с гидравлическими прессами, включая опрессовку, гибку, штамповку, пробивание отверстий, однако разница между ними состоит в том, то пневматические прессы для работы используют сжатый воздух, а гидравлические жидкость. Они имеют преимущество в сравнении с гидравлическими прессами в скорости работы, то есть времени выполнения цикла, количество которых может достигать 400 в минуту, однако не могут дать такое высокое давление как гидравлические прессы.
Большой и мощный, гидравлический пресс слишком гибкий
Производитель кованых клапанов в настоящее время эксплуатирует самый большой гидравлический пресс, построенный Schuler AG за всю свою 175-летнюю историю
Детали конструкции машины впечатляют: усилие прессования 4,00 метрических тонны и высота 22 метра над землей, Шулер руководил запуском в конце прошлого года на российском ООО «Суходол кузнечное прессование», нового завода недалеко от Алексина, примерно в 100 милях к югу от Москвы. Один из ее основных продуктов, корпуса клапанов, имеют диаметр до 2,50 метров.
При общем весе 4500 метрических тонн пресс является основным элементом производственной линии нового завода.
Помимо размера, Шулер отметил, что пресс впечатляет гибкостью: ассортимент его заготовок включает в себя кольца, которые выковываются автоматически в три этапа, открытые штампованные детали и кованые секции труб, отводы и тройники для труб большого диаметра.
Завод рассчитан на производство 40 000 метрических тонн в год кованых деталей весом от 600 до 20 000 кг и длиной, высотой и шириной до 3 метров. К заготовкам относятся круглые заготовки и плоские листы. Продукция «Суходола» предназначена в первую очередь для систем нефтегазового и энергетического комплекса, но также будет обслуживать заказчиков машиностроительной, судостроительной и оборонной промышленности.
Пресс также способен ковать в закрытых штампах.
Заготовки толщиной от 10 до 150 мм, изготовленные из различных металлов и сплавов, нагреваются только один раз для трехступенчатого процесса формования. По словам Шулера, это снижает затраты на энергию, повышает безопасность производства и продлевает срок службы деталей.
Манипуляционное оборудование было поставлено Dango & Dienenthal Maschinenbau GmbH.
Печи для технологической линии были поставлены компанией Andritz Maerz, дочерней компанией Schuler AG.
Вся технологическая линия была разработана менее чем за 18 месяцев, от заказа до поставки. После сборки на заводе Schuler в Вагхойзеле, Германия, пресс был разобран на несколько частей весом до 275 тонн для транспортировки в Россию, где он был повторно собран и спроектирован для производства.
Дополнительная информация
Высокий и мощный
Имея общую высоту 31 метр и усилие пресса 140 МН, компания Schuler построила самый большой гидравлический ковочный пресс в своей истории.
Холодный пуск
Пресс был открыт в феврале на новом заводе Суходол Нефтегазовые Системы под Алексином, Россия.
Heavy hitter
При общем весе 4500 тонн пресс является основным элементом производственной линии нового завода.
Формование оттиска
Среди прочего пресс формирует крупные секции для трубопроводных систем, включая корпуса клапанов.
Продуктопровод
Предприятие «Суходол» будет производить до 40 000 метрических тонн в год кованых деталей весом от 600 до 20 000 кг и длиной, высотой и шириной до 3 метров.
Широкие корпуса
Некоторые из формируемых там корпусов клапанов имеют конечный диаметр 2,50 метра.
Сравнить
Удалить все
Сравнить до 10 товаров
Производители гидроцилиндров в России
Гидравлический цилиндр представляет собой объемный поршневой гидромотор. &mdash Рабочая жидкость в нем — это жидкость, которая находится под давлением и управляет ходом штока поршня, а шток поршня, в свою очередь, воздействует на нужный нам механизм.
Существуют различные типы гидроцилиндров: одностороннего/двустороннего действия и телескопические/дифференциальные. Каждый из них нашел свое применение в машиностроении, например, в бутылочных домкратах, механизмах подъема-опускания бульдозерных отвалов и кузовов самосвалов, металлорежущих станках, металлообрабатывающих станках и т. д.
Таким образом, гидроцилиндры являются важной частью современного промышленного оборудования, и их применение включает, помимо прочего, авиацию и космонавтику. Без них многие процессы были бы невозможны или очень затратны.
В настоящее время в России есть собственные производители гидроцилиндров, успешно конкурирующие с зарубежными компаниями. Их положение на рынке заметно не только благодаря более низким ценам, но и благодаря высокому качеству.
Как правило, существует два типа организаций, занимающихся производством данной продукции:
Компания, которая проектирует и производит все компоненты на собственном оборудовании и осуществляет их окончательную сборку.
Предприятие, осуществляющее сборку заказанного изделия из комплектующих сторонних производителей на основе существующих конструкций на собственном производстве.
В первом случае требуется высокотехнологичное оборудование и специалисты, в том числе конструкторы, тогда как требования и финансовые затраты во втором случае значительно ниже.
Помимо изготовления гидроцилиндров российские производители оказывают услуги по ремонту и восстановлению, что продлевает срок их эксплуатации на многие годы. Эти изделия, как правило, имеют длительный гарантийный срок и высокую износостойкость благодаря качественным материалам.
Отечественные компании, использующие иностранное гидрооборудование, часто не имеют возможности своевременно получить оригинальную замену по разным причинам и пользуются услугами по модернизации гидроцилиндров, оказываемыми российскими специалистами, что позволяет им быстро решить свою проблему и существенно сэкономить средства при дальнейшей эксплуатации. Расходы можно уменьшить и другими способами. Например, востребован аудит гидравлического оборудования.
Не всегда есть возможность оперативно отслеживать новые технологии и интегрировать их в собственные механизмы, поэтому своевременное обращение за помощью к профессионалам может привести к переводу всей технологической цепочки на современную, более экономичную и более продуктивный путь.
И не заблуждайтесь, думая, что российские компании ограничиваются производством одних лишь гидроцилиндров.
Как построить тяжёлый силовой экзоскелет своими руками
Это пневматический экзоскелет с очень прочным стальным каркасом. Для этого скелета нам понадобится сварка (совсем немного), дрель и отрезная. Обшивка была нарезана на чпу фрезе. Ну и немного стали.
Начнем мы с каркаса рук.
Весь каркас мы делаем из стального профиля. Он хорошо обрабатывается и благодаря многочисленным отверстиям очень удобен для соединения. Для первого элемента (на фото) нужно примерно 2 метра стального профиля, джойстик, кусок оргстекла и 18 болтов с гайками на 6мм.
Или же сбоку. Внизу будет установлена дуга из ПЭТа.
Все элементы подгоняются под конкретную руку поэтому о каких- то точных размерах сказать сложно. В моем случае основа этого элемента делалась из цельного куска в 1 метр и перегибалась под 90 градусов через 45-10-45 см.
Второй элемент идет от локтя до плеча. Его размеры также подгоняются под конкретного пилота, но важно учитывать что именно через это элемент будет одевать вся рука и поэтому его нужно сделать чуть свободней, чем нужно. Суставом и соединителем тут служит очень мощная петля. Само собой можно нагородить и нормальные локти из подшипников, но тут это будет лишнее. На каждую руку нужно будет по 2 петли. Крепятся они также на 6 мм болты.
Вот так выглядит это всё сверху.
Или сбоку. Если есть небольшие «перепилы» как у меня это не страшно. На сталь в слабых местах всегда можно наварить нужные элементы. Для этого участка понадобится примерно 1,5 метра стального профиля.
Вот так рука крепится к шаровой опоре, которая служит тут плечевым суставом. Довольно мощный и подвижный элемент. Крепится эта опора на 2 насквозь проходящие через весь каркас шпильки на 10 мм.
Сделаем 5-6 штук 20 см пневмомускул. Со стороны джойстика устанавливаем стальную пластину. Примерно на расстоянии 3 см от конца петли.
На эту пластину и на другой конец каркаса и крепим мускулы. Если отверстий будет не хватить — сверлим. Всё равно всё это будет ещё покрываться пластиком.
Сверху это выглядит вот так. Нужно так подобрать расположение пластины и длины мышц чтобы при полном их расслаблении рука была полностью прямой и дальше не двигалась. Только на изгиб и только при активации мускулов.
Также, при подборе элементов и нужного градуса изгиба, нужно учитываться что мускулы сокращаются примерно на 1/3.
Так же делается и вторая рука. Вместо двух штырей на конец можно приделать всё что угодно. Там место много и благодаря большому количеству отверстий на профиле можно приделать хоть манипулятор, хоть крюк.
Следующий элемент это грудная основа с пнематикой. Это наиболее сложный и тяжелый элемент т.к. очень много элементов. Сначала покажу как это должно выглядеть в конце.
Можно увидеть огромное количество зеленых трубок пневмопровода, мускулы, клапана, аккумуляторы.
Основу каркаса спины мы также делаем из стального профиля. Состоит он из 2 пропиленных и изогнутых элементов по 1 метру и одного «П» образного элемента 60-30-60. Всё это прошивается шпильками нужной длины. Я брал по 50 см плечевые и по 35 см которые сшивают по ширине. Вот так это выглядит спереди.
Сбоку это выглядит вот так. Все зажимается и соединяется болтами — никакой сварки. Так потом проще что-то снимать и подгонять, а это точно нужно будет делать не раз.
Бедра состоят из 4 элементов профиля длиной 20 см, 2 элементов из профиля длиной 10 см и 2 мощные шпильки на 12 мм, которые и соединяют все это. К спине бедра крепятся через очень мощную петлю.
Ноги также крепятся через шаровую опору. Она устанавливается через 5 см кусок профиля. Это элемент зажимается 20 см кусками профиля через шпильку. Должно быть что-то типа вот такого. Это прочно и подвижно получается.
А теперь самое сложное — пневматика.
Будем использовать стандартную полную схему. Она состоит из следующих элементов:16 пневмоклапанов, тройники, компрессор , пневмореле, ресивер, 8 групп пневмомускул, распределитель на все группы и 2 аккумулятора. Устанавливать её будем в спине.
Есть более простой, но менее эффективный вариант.
Приводы те же, но вся пневматика будет раз в 10 меньше…и во столько же раз неэффективней. Но мы делаем первый вариант. Сначала соединяем распределитель, ресивер, компрессор и пневмореле в 1 модуль. Так будет значительно удобней.
Ресивер сделан из обычного огнетушителя на 3 литра. Компрессор — двухцилиндровый для накачки шин. Клапана от полуавтоматической сварки для СО. Пневмореле -фреоновое. Давление на нем устанавливаем в пределах 2-5 атм. Больше давление — больше сила и резкость, но меньше стабильность. Это уже дело вкуса.
Питание выводим через пневмореле на какой-нибудь мощный переключатель (На 25А) и на аккумуляторы.
На передней части ставим 3 стальные пластины по 30 см. На них мы будем крепить компрессорный модуль и клапана. Также они дают дополнительную жесткость всей конструкции. Их можно наварить или же как я просто закрутить болтами дабы потом можно было снимать/подгонять.
Крепим на пластину клапана. Учитываем что на каждую группу мышц нужно 2 клапана — для активации и для спуска.
Все выходные трубки каждого активационного клапана подключаем к распределителю. Распределитель это по сути пневматический тройник. В него идет относительно толстый шланг от ресивера, а с него выходит много тонких трубок. Можно обойтись и без него, но понадобится просто огромное количество тройников от омывателя.
Кроме локтевого привода есть ещё привод на плече. Он позволяет ещё больше поднять руки. Для плеча нам понадобится 2 стальных уголка 10*10 см, 6 пневмомускул и небольшая стальная пластина для фиксации мышц. Первый уголок мы зажимаем между шаровой опорой и каркасом. На этот уголок крепим мышцы. Часть мышц крепим напрямую к каркасу. Это даст и дополнительную связку каркас-рука и не даст руке во время активации мышцы уехать в бок.
Второй уголок крепится уже на руку. Важно так подобрать длину мышц и расположение уголка чтобы при полностью расслабленных мышцах рука свободно висела. Удобно все сменные и подгоняемые элементы крепить на барашки. Это очень сильно ускорит первичную сборку,а потом уже можно и на обычные гайки.
Осталось сделать ноги с обшивкой и экзоскелет готов! Самая сложная часть ноги это коленный сустав. Вот так он выглядит. Их нужно сделать 4 шт. Соединяется он с помощью сварки.
Фотография несколько смазана, но принцип увидеть можно. Это просто подшипник в зажиме и ограничитель хода. К подшипнику навариваются, по сути, держатели и через них идет крепление к ноге.
Если не делать ограничение хода то появляется вероятность повреждения ноги пилота.
Каркас ноги состоит из 4 подковообразных элементов. Все их размеры также подгоняются под конкретного человека. Все 4 элемента имею разные размеры. Скрепляется всё шпильками 10-12 мм, причем выводим 2 шпильки на длину бедра. Через них нога и будет крепится к шаровой опоре бедра.
Вариантов как сделать ступни было 2. Первый состоял в использовании уже готового элемента.
Это был более простой и быстрый способ. Для такой ступни нужно было только 4 элемента: Один стальной держатель для бруса, стальная пластина под ступню и 2 уголка для крепление к ноге. Крепится все должно было с помощью обычных портфельных шлейфов и замков.
Второй вариант заключался в изготовлении из пластин более аэргономичной конструкции. На этом варианте мы и остановились.
В этой ступне все элементы это просто 4 мм сталь, изогнутая и подогнанная под ногу. Элементы провариваются.
Ноги также имеют приводы. По 2 на ногу. Они позволяют удерживать статичное состояние или же подняться. Одна группа мышц расположена в бедре и тянется от каркаса бедра к верхней подкове ног. Мышцы как бы тянет вперед ногу.
Вторая группа мышц расположена прямо в каркасе ноги. Эта группа при активации «стягивает» ногу. Шланги идут к спине, к клапанной группе.
Управление ногами осуществляется через кнопки расположенные в «лодыжке». Т.е. мы тянем ногу назад и нажимаем кнопку. Как и в случае с рукой ведем провода к клапанам. Руки используют только 2 из 5 контактов джойстиков поэтому можно приделать какое-то оборудование. Или же перевести управление ног на руки.
Для зашиты всей пневматики от повреждений и защиты пилота от пневматики весь экзоскелет покрывался противоударным ПЭТом.
ПЭТ это что-то типа толстого спрессованного полиэтилена. Является антивандальным покрытием. Покрываем пластиком места непосредственного расположения пневматики и участки контакта с пилотом. Крепим саморезами и болтами.
В обшивку ног устанавливаем кнопки для управления. Тут их лучше видно. Верхние кнопки управляют бедренными приводами. Провода и трубки лучше поместить в какую нибудь гофру или же другой шланг — их так много что велика вероятность случайно задеть.
Для того чтобы экзоскелет можно было легко одевать и снимать в качестве держателей пилота используем портфельные лямки.
Скелет готов! Само собой это не 146% точное руководство по сборке т. к. многое было не сфоткано, да и времени много прошло, но основные моменты для сборки я считаю освещены.
Собирали мы вот это
Источник
Если у вас есть производство или сервис, о котором вы хотите рассказать нашим читателям, пишите Аслану ([email protected]) и мы сделаем самый лучший репортаж, который увидят не только читатели сообщества, но и сайта Как это сделано
Еще раз напомню, что посты теперь можно читать на канале в Телеграме
и как обычно в инстаграме. Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю.
Жми на кнопку, чтобы подписаться на «Как это сделано»!
Tags: мастерская
Как сделать недорогой самодельный экзоскелет для строителей
Экзоскелет – это слово, слышали, пожалуй, многие, если не все. И, вероятно, видели его на картинках или в видеороликах. И этот внешний скелет (по-гречески «экзо» значит внешний) действительно впечатляет. Потому что с ним люди даже с ограниченными физическими возможностями могут ходить, многое делать.
Содержание
1 Чем экзоскелет интересен для строителей и почему они не бросились его покупать
2 Особенности самодельного экзоскелета для строителей
3 Как правильно использовать самодельный экзоскелет
Но как это бывало и с другими устройствами, агрегат оказался нужным не только для тех, кому он предназначался. В частности, им заинтересовались и специалисты строительных специальностей.
Чем экзоскелет интересен для строителей и почему они не бросились его покупать
Википедия определяет экзоскелет как устройство, восполняющее утраченные функции человека. Исходя из такого определения, у вас, вероятно, возникнет вопрос: зачем же он нужен строителям. Ведь среди них, в принципе, едва ли встречаются инвалиды. И это действительно так. Инвалидов среди них, пожалуй, не отыщешь.
Экзоскелет интересен строителям своей возможностью помогать выполнять тяжелые операции.
Но это устройство полезно не только для тяжелых работ. В частности, оно просто незаменимо для тех, кому при выполнении работы подолгу приходится держать руки в поднятом положении. Например, при выполнении электромонтажных работ, укладке плитки на стены и т.п. То есть он интересен людям многих строительных специальностей: отделочникам, электрикам, плиточникам и т.д.
Интерес, пожалуй, понятен и очевиден. Однако здесь имеется огромное «НО». Это цена. Если вы попытаетесь навести справки, то узнаете, что стоимость экзоскелета измеряется тысячами долларов. Поэтому-то умельцы и задумались, как сделать реплику этого устройства своими руками. Причем адаптировав его к потребностям строителя. То есть человека вполне здорового.
Читайте также: Что такое роборуки и зачем они нужны
Особенности самодельного экзоскелета для строителей
В результате изучения классического экзоскелета, народные умельцы пришли к выводу, что строительная версия этого устройства должна быть:
легкой;
не стесняющей движения;
только поддерживающей, но не дополняющей усилия пользователя;
обязательно недорогой.
Таким образом, чтобы удовлетворять этим требованиям, основу самодельного устройства должны составлять легкие тонкостенные трубки.
В его поддерживающих артикуляциях лучше устанавливать газлифты только небольшой мощности. Но достаточной, чтобы поддерживать руки в поднятом состоянии.
Чтобы специалисту было удобно работать с экзоскелетом, на теле он должен крепить с помощью удобных ремней. Причем их расположение должно быть четко выверенным.
В результате одному из умельцев удалось изготовить первую модель самодельного экзоскелета. Ее вы может увидеть на следующем фото:
Как правильно использовать самодельный экзоскелет
В принципе, понятно, что устройство действительно упрощает работу специалиста. Особенно, если ему приходится работать с постоянно поднятыми руками. Однако создатель самодельной разработки советует не увлекаться ею. Чтобы не лишать тело необходимой физической нагрузки. Хотя бы треть всей работы следует выполнять, не применяя экзоскелет. В принципе, с такой рекомендацией, по-моему, стоит согласиться.
Готовую самоделку вы можете увидеть в следующем видеоролике. Более того, вы найдете здесь и более подробную информацию на этот счет.
Если вы хотите найти подробную информацию о тонкостях изготовления самодельного устройства, то сделать это довольно просто. Для этого достаточно только в поисковик ввести поисковый запрос «самодельный экзоскелет». И вы получите огромное количество ссылок на эту тему. И целую кучу полезных сведений.
Как сделать экзоскелет руки за 100 долларов
Какой самый дешевый экзоскелет, который вы можете построить? Мы видели самодельные экзоскелеты, которые могут поднимать тяжелые веса, вплоть до подъема задней части автомобиля. Но эти носимые проекты хороши тем, что привлекают много просмотров, и не более того. Если поговорить с их строителями, то они более чем готовы признать, что экзоскелеты для поднятия тяжестей громоздки и мало толку.
Кристьян Берс, также известный как Tex Workshop, заинтересован не в том, сколько он может поднять, а в том, насколько дешево он может поднять? Мастерская Tex создала прототип руки-экзоскелета для помощи при подъеме всего за 100 долларов. Будет интересно посмотреть, решат ли другие ютуберы и мастера по ремонту последовать их примеру? Конкуренция за то, кто сможет произвести лучший экзоскелет за свои деньги, может привести к некоторым практическим открытиям и, возможно, даже к первым компьютерам HP или Apple в индустрии экзоскелетов.
Проект заявлен на приз Hackaday.io. Hackaday Prize 2017 состоит из шести раундов и имеет общий призовой фонд в размере 250 000 долларов. Существует специальная категория, посвященная вспомогательным технологиям. Конкурс продлится с 24 июля по 4 сентября. Проект должен продемонстрировать способность улучшать качество жизни людей с ограниченными возможностями, улучшая обучение, работу или повседневную жизнь. «Превратите « инвалидность » в « эту способность ».
Компоненты:
КОЛИЧЕСТВО
ИМЯ КОМПОНЕНТА
1
×
Датчик давления силы (резистор)
1
×
Алюминий 4 x 30 x не менее 2000 мм
1
×
Ардуино Уно/Нано
1
×
Мотор-драйвер ВНх3СП30
1
×
Двигатель стеклоочистителя автомобиля
1
×
Длинные провода
1
×
Потенциометр
1
×
Литий-полимерный аккумулятор 3S 5500 мАч
1
×
Папина ручная газонокосилка, которую вы надеваете вокруг себя и подвешиваете газонокосилку на
1
×
Винты и гайки. М4 и М6
1
×
Клейкая лента
1
×
Застежки-молнии
1
×
Веревка или старый собачий поводок
1
×
Деревянные тарелки
1
×
2 тактильные кнопки
1
×
Термоусадочная трубка
Источники:
Запись на Hackaday 2017: Вспомогательная экзоскелетная рука (ExoArm)
Дешевая экзоскелетная рука (ExoArm), которая поможет пожилым людям, инвалидам и рабочим выполнять повседневные задачи с меньшим утомлением. https://hackaday.io/project/20663-assistive-exoskeleton-arm-exoarm
YouTube:
Как сделать: экзоскелетную руку за 100 долларов
Желаем Tex Workshop удачи на Hackaday.io конкурс!
МеткиСнижение стоимости экзоскелетов
Комплект робототехники EduExo — EduExo
EduExo — это роботизированный экзоскелет, который вы собираете и программируете самостоятельно. Он содержит оборудование, необходимое для создания экзоскелета локтя. Прилагаемый справочник содержит учебник который проведет вас через различные этапы сборки. Кроме того, в справочнике представлена справочная информация об истории, функциональности и технологии экзоскелета. В конце концов, у вас будет хорошее понимание технологии экзоскелета и ее применения, а также практический опыт создания и программирования собственного роботизированного экзоскелета.
Пройдя обучение, вы узнаете, насколько механическая конструкция напоминает анатомию человека, как соединить датчики и плату электроники, и как спроектировать и запрограммировать систему управления. Далее вы подключите экзоскелет к компьютеру и научитесь использовать его в качестве тактильного устройства в сочетание с виртуальной реальностью. Каждая глава учебника представляет одну тему, начиная с необходимой теоретической базы, за которой следует набор упражнений, которые выполняет пользователь. с оборудованием.
Для кого это:
Учащиеся старших классов и колледжей, которые хотят узнать о технологии роботизированных экзоскелетов, чтобы подготовиться к карьере в области экзоскелетов и носимой робототехники.
Создатели и любители, которые ищут интересный и занимательный проект в увлекательной сфере.
Учителя и профессора, желающие организовать курсы или лаборатории по экзоскелету. EduExo поставляется с дополнительными учебными материалами и может сэкономить много времени и денег на подготовке курса.
Что это:
Чем не является:
Медицинское устройство, предназначенное для использоваться для любого вида терапии или медицинского применения.
Экзоскелет, который делает вас супер сильный. Активация слабая. Он предназначен только для иллюстрации основных принципов экзоскелета. Вы не сможете больше подтягиваться, и он не сможет значительно поддерживать вашу руку. путь. Он скорее обеспечивает мягкое руководство вашими движениями.
Устройство plug-and-play, которое работает из коробки. Вы должны заставить его работать, это особенность!
Более подробную информацию об оборудовании и содержании руководства можно найти ниже. Если у вас есть какие-либо вопросы или предложения, пожалуйста, напишите нам.
EduExo — это экзоскелет локтевого сустава с одной степенью свободы. Аппаратное обеспечение сочетает в себе готовые компоненты (двигатель, датчик силы и микроконтроллер Arduino). с жесткой структурой экзоскелета и интерфейсами манжеты.
Руководство используется вместе с аппаратным обеспечением экзоскелета, чтобы научить вас всему, что вам нужно для понимания роботизированных экзоскелетов. Рассматриваемые темы: ориентированный на человека механический дизайн, электроника, программное обеспечение и системы управления. Кроме того, рассматривается основная анатомия человека, чтобы помочь вам понять, как взаимодействуют человек и экзоскелет. Наконец, вы познакомятся с тем, как использовать экзоскелет в качестве тактильного устройства ввода для виртуальной реальности или компьютерной игры.
Первая глава знакомит с областью роботизированных экзоскелетов. Взгляд на историю экзоскелета, примеры существующих систем, их основные технологии и их приложения помогут вам начать работу.
В следующей главе обсуждаются механические и биомеханические аспекты конструкции экзоскелета. Он охватывает основы функциональной анатомии человека и экзоскелета. механика: Как человек создает силы и способен двигаться? Как экзоскелет обеспечивает поддержку? Как экзоскелет спроектирован так, чтобы соответствовать форме человека и как он крепится? Во время этого урока вы соберете и прикрепите экзоскелет к своей руке.
В следующей главе рассматриваются электронные и программные компоненты, преобразующие механический экзоскелет в роботизированный экзоскелет. Вы будете подключать электронные компоненты, датчики и приводы к микроконтроллеру, а также написать основные программные процедуры для считывания сигналов датчиков и управления двигателем.
Далее обсуждаются системы управления, которые определяют поведение экзоскелета. Различные контроллеры, определяющие взаимодействие экзоскелета с пользователем, представил. Шаг за шагом мы обсуждаем, внедряем и тестируем их.
Виртуальные реальности и видеоигры — хорошо зарекомендовавшие себя методы использования экзоскелетов. Они используются для повышения мотивации у пациентов, которые используют экзоскелеты для реабилитации, т.е. после инсульта. Вы узнаете, как создать компьютерную игру или виртуальную реальность, как подключить экзоскелет к компьютеру и как он становится вашим тактильный интерфейс с виртуальным миром.
Технические характеристики: Диаметр поршня 50 мм Диаметр штока 25 мм Ход поршня 400 мм Расстояние по центрам 605 мм Номинальное давление 16 МПа Максимальное давление 20 МПа Толкающее усилие 3900 кг Тянущее усилие 2900 кг Рабочий объем 0. 79 л
Применяется: ППР-120, ПРФ-160 косилка КРП-302 (М)
Бренд:
Страна-изготовитель:
Вес в упаковке, г:
Вес, кг:
6,315
Длина, см:
67
Ширина, см:
6
Высота, см:
9
Ид товара:
00000717
product_id_n:
0000000000000006472027980153
Бренд:
Гидромаш
Диаметр поршня, мм:
50
Диаметр штока, мм:
25
Ход поршня, мм:
400
Межосевое расстояние, мм:
605
Диаметр проушины, мм:
25
Шарнирное соединение, мм:
есть
Добавить отзыв
Ваша оценка:
5
4
3
2
1
0
Find The Ideal Оптовая цена на гидравлический цилиндр
Что такое
гидравлический цилиндр ?
Существуют различные типы гидравлических цилиндров и являются одним из них. Гидроцилиндр является одним из самых напорных гидроцилиндров , и в одном из них находится гидроцилиндр , из всех.
Гидравлический цилиндр также называется гидравлическим цилиндром , это тип поршня с гидравлическим цилиндрическим давлением. 9Гидравлический цилиндр 0003 также называется гидроцилиндром , он представляет собой пневматический цилиндр и имеет гидравлический поршень в виде гидроцилиндра . Пневматический цилиндр обычно представляет собой гидравлический пневматический цилиндр или гидравлический цилиндр для передачи давления в цилиндр. Пневматический цилиндр обычно оснащается гидравлическим поршнем или гидроцилиндром, в зависимости от типа поршня. Гидравлический цилиндр также называют пневматическим цилиндром или в форме пневматического цилиндра. 9Гидравлический цилиндр 0003 представляет собой тип пневматического цилиндра с гидравлическим поршнем и давлением под давлением.
Alibaba.com предлагает широкий выбор гидравлических цилиндров для продажи, магазин для подержанных гидравлических цилиндров по сниженным ценам от оптовиков на Alibaba.com. Купить оборудование для гидроцилиндров, купить гидроцилиндр б/у, купить гидроцилиндр б/у, купить гидроцилиндр б/у, купить гидроцилиндр б/у на Alibaba. com.
Гидравлический цилиндр головки, также известный как пневматический цилиндр, представляет собой тип цилиндра с высоким давлением, либо под давлением, либо под давлением. Машины с гидроцилиндром используются при высоком давлении и на теоспитальном уровне из-за давления напорного цилиндра, они либо находятся под давлением, либо находятся под давлением. Гидравлический цилиндр машины используются для высокого давления и с пневматическим цилиндром, в виде гидроцилиндра , сжатого воздуха и сжатого воздуха.
Гидравлический цилиндр обычно является типом гидравлического цилиндра . Они обычно состоят из двух или более гидравлических частей и гидроцилиндра для гидроизоляции. Гидравлический цилиндр обычно представляет собой часть гидравлического цилиндра с одной или несколькими частями гидравлического оборудования под давлением человека.
гидроцилиндр s
Гидроцилиндры используются в гидравлических системах. Они широко используются в производстве, строительстве и ремонте, гидроцилиндры используются в гидросистемах. Когда дело доходит до гидравлический цилиндр s, они обычно используются в производстве, строительстве и других областях, например, в гидравлических системах.
Гидроцилиндр герметичный и защитный в виде гидроцилиндра . Они используются в производственной, строительной и ремонтной отраслях, обычно используются в производстве, строительстве и других проектах.
Гидравлические цилиндры отлично подходят для непрерывного производства небольших партий и могут использоваться гидравлически. Заблокировано 9Гидравлический цилиндр 0003 s превосходен с точки зрения чувствительности к давлению, и они также используются в гидравлике. Гидравлический цилиндр с блокировкой отлично подходит для небольших применений, и его можно использовать для поддержания давления в гидравлической системе.
Гидравлические цилиндры изготавливаются для двух целей: применения гидроцилиндра к жидкости в чувствительном к давлению процессе. Гидравлический цилиндр s используются в гидравлических приложениях, таких как атеносферный или гидравлический цилиндр. 9Гидравлический цилиндр 0003 s используются в гидравлических системах, где давление жидкости повышается, и они используются для сжатия гидравлического давления.
Гидравлические цилиндры — Dalton Hydraulic
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Живой чат 865-933-5031
Всего с 1 по 12 из 726
Сортировать по
Должность Имя Цена Вложение Тип катушки Катушка действия Порт ввода/вывода Рабочий порт 1-й тип катушки 1-е действие катушки 2-й тип катушки 2-я катушка 3-й тип катушки 3-я катушка Макс. расход в галлонах в минуту Тип рельефа Настройка рельефа Макс. фунт/кв. дюйм Диапазон расхода галлонов в минуту Напряжение Бренд Cross Ref # катушек Диапазон расхода на входе (гал/мин) Входной порт и порт последовательности Дренажный порт Давление последовательности Макс. гал/мин Разделы Cu в смещении Размеры входного порта Размеры выходного порта Мин. галлон в минуту Вариант выхлопа Портовые рельефы Функция банки Порты P&T Порты А и В Номинальный расход Диапазон регулировки Связь галлонов в минуту при 3000 фунтов на квадратный дюйм Заменяет номер детали Mfg Кубический дюйм за цикл Южная Америка / Дания Тип резервуара Размер бака Макс. об/мин Устанавливать Вал Размер вала Удлинитель вала Вращение галлон в минуту привет/минимум галлонов в минуту без нагрузки гал/мин при 1200 об/мин гал/мин при 1800 об/мин гал/мин при 2000 об/мин Вход HP Требуется Материал Диаметр цилиндра x ход поршня Клапаны Длина тела Тип соединения Монтажное положение Долг Лошадиные силы Начинать Свес Максимальный диапазон Длина шнура Вместимость Ширина трубки Угол сброса HI Flow GPM при низком давлении галлонов в минуту при 2000 фунтов на квадратный дюйм фунтов на квадратный дюйм Максимальное постоянное давление Фаза/напряжение Увеличенная длина Метод запуска об/мин Фитинги водохранилище Фаза Максимальное прерывистое давление Серия Danfoss DH Чар-Линн серии H Сравните с Чар-Линн CC смещение Крутящий момент (фунт-фут) Размер кадра Об/мин при 12 гал/мин Максимальный крутящий момент Промежуточный крутящий момент Крутящий момент при 12 гал/мин Макс. HP Заливная пробка HEIM # Несущий # Диаметр вала По сравнению с Фафнир # BCA # Я БЫ ОД Тип Отверстие подшипника Отверстия Центры болтов От основания до центра отверстия Внутренняя ширина гонки Общий Полная длина Общая высота Общая ширина Отверстие Квадратный тусклый Внешний диаметр фланца Ширина слота Размер болта Размер резьбы Конец к центру Внешняя ширина Номинальная мощность при 3600 об/мин Расстояние от лица до лица Болт Круг Фланец насоса А Б С Идентификатор шланга Диаметр корпуса Ширина фланца Ширина гонки Микрон Установить нисходящее направление
Слово перфоратор образовано от латинского слова perforo (перфоро) – пробивать. Значит инструмент носящий производное от этого слова обязан пробивать отверстия в любой области он применяется. Например, строительный, должен пробивать бетон или строительные материалы, устройство использования в бурильных установках должен пробить любой слой камня, перфораторы, используемые в промышленности, пробивать технологические ниши в металле. Посмотрим, так – ли это на самом деле?
Впервые ручная дрель была обнаружена в местечке Augusta Raurica (Августа-Раурика) бывшей Римской колонии Швейцарии, которая датирована вторым веком до нашей эры. Дрель имела заточенный стержень или (сверло) которое заканчивалась с толстым основанием, скорее всего по которому удаляли камнем при вращении за ручку, это была самая первая ударная известная дрель.
Со временем принцип вращения стрежня с острым наконечником для получения отверстий усовершенствовался. По мере развития техники, были придуманы сверла, зубчатые передачи. При изобретении электродвигателя для привода вращения сверла стали использовать электроэнергию. Следующим этапом развития стала ударная дрель (или перфоратор) для получения отверстий в твердых материалах с помощью удара. В механизм перфоратора, кроме вращательного движения к рабочему исполнительному органу передавалась прямолинейная ударная энергия, которая поступательным движением через рабочий орган крошила твердый но хрупкий материал – камень или бетон. Кроме электрического были придуманы пневматический и гидравлический ударные перфораторы, некоторые устройства совмещают технологию: электропневматические или электрогидравлические.
Электрические устройства
Ударные импульсы в электроперфораторе создает боек, который ударяет по стержню, связанному непосредственно с патроном, в который вставлен ударный инструмент – долото или пика. Ударную нагрузку боек получает от поршня, который связан с кулисой. Кулиса соединяется через шатун с эксцентриковой обоймой подшипника. Такой подшипник народ прозвал «пьяный». Итак, при вращении «пьяного» подшипника вызывает колебания кулисы преобразуя движение в возвратно -поступательное поршня, который, в свою очередь, бьет по бойку. По – такому принципу устроены машинки мощностью до 2 кВт. Бренды, которые наиболее востребованы на рынке, иностранные: Bort; Makita; Bosch. Российские: «Вихрь»; «Зубр». Ударная энергия таких инструментов достигает 10кДж. Такой ударной энергии достаточно для строительных работ или домашнего ремонта.
[affegg id=121 next=3]
Гидравлический бур
А, как же быть, если потребуется проложить длинный шурф в скалистой породе или пробурить небольшую скважину, для закладки пиропатрона в скалах. С этой работой отлично справляется перфоратор гидравлический ручной ПГК-40. Прибор предназначен для высверливания шурфа буром или коронками в каменных или твердых породах длинной до полутора метров, применив специальный удлинитель – насадку возможно увеличить рабочий орган еще на 0,8 метра. Подобный аппарат работает как горизонтально, так и в вертикальном положении. Благодаря применению гидравлики в приводе бура у него низкая отдача и уровень шума. Может подсоединиться к гидрораспределителю гидросистемы дорожной техники через специальный блок согласования, либо к специальной малогабаритной насосной станции. Прибор работоспособен при температуре плюс минус 40 ° С
Ниже приведены характеристики устройства (все линейные размеры в мм)
Диаметр бура,
40
При использовании коронки,
150
Длина бура макс.,
1200
Возможное удлинение бура,
800
Тип патрона
SDS-max
Ном. крутящий момент, Нм
120
Число оборотов бура, об/мин
251 – 400
Частота ударов, уд/мин
1849 – 2800
Объем использования жидкости, л/мин
21 – 30
Рабочее давление масла, МПа
10. .. 14
Масса, кг
1 6 +- 0,2
Прибор рассчитан на работу с породойтвердости 6-8 f по шкале классификации предложенной профессором Протодьяконовым М.М.
[affegg id=121 next=3]
Примерная шкала степени крепости породы по коэффициенту – f
Степень крепость породы
Порода
Коэффициент: f
Мягкие породы
Сланцевые. мергель плотный
3
Средние породы
Сланец крепкий. Известняк, конгломерат
4
То же
Песчаник сланцевый
5
Довольно крепкие породы
Железные руды.
6
То же
Известняки (крепкие). Гранит нетвердый Крепкий мрамор Обыкновенный песчаник.
8
Крепкие породы
Гранит (плотный) и гранитовые породы. Очень крепкие песчаники и известняки. Очень крепкие железные руды.
10
Купить гидравлический перфоратор по сниженной цене можно у нас на сайте пройдя несложную регистрацию и пройти по навигации сайта. Если вышеописанной прибор преобразовывает давление масла в ударно- вращательное движение, то принцип работы гидравлического пресс перфоратора основан на срезе с последующим выдавливании определенного количества площади листа железа (металла) созданным гидравликой давлением.
Электрогидравлический перфоратор ПЭГЛА-60
Электрогидравлический перфоратор ПЭГЛА-60 фирмы SHTOK предназначен для пробивки отверстий в листовом металле толщиной до 4 мм диаметром до 61 мм. Перфоратор приводится в работу при помощи встроенного электродвигателя, который приводит в действие шестеренчатый насос для подачи масла под рабочий поршень. Рабочее давление на штоке 12т.
Для выдавливания пробоев необходимого диаметра в листе металла нужно предварительно просверлить отверстия чуть больше диаметра шпильки. На шток надевается кольцо с пуансоном нужного диаметра, на резьбовую часть шпильки с противоположной стороны прикручивается матрица. Для получения пробоя достаточно запустить двигатель кнопкой на ручке корпуса и через несколько секунд пробой готов.
Электрогидравлические перфораторы имеют большое преимущество перед ручным:
скорость выполнения операции;
монтажнику не приходится затрачивать никаких усилий необходимо просто нажать кнопку;
непрерывной цикл работы: базовая поставка включает два литий-ионных аккумулятора, пока 1 аккумулятор работает. 2 заряжается.Время зарядки 18В аккумулятора 2 часа. Зарядная станция для аккумуляторов также поставляется в комплекте. Матрицы и комплектующие устройства выполнены на специальных станках с ЧПУ в допусках сотых долей мм. В базовой комплектации 6 основных матриц под самые ходовые диаметры отверстий. Именно потому, что матрица выполнена из качественной инструментальной стали на станках с ЧПУ, края пробоя получаются без заусенца и не требуют дополнительной обработки.
Характеристики (все линейные размеры в мм)
Макс. давление
12 тонн
Ход поршня:
27
Количество резов на одной зарядке батареи
180 резов
Марка масла
ВМГЗ
Температура
10-40 ° С
Время резки
3-15 с. (От диаметра пробоя и толщины металла)
Зарядное устройство
AC 100V~240V; 50~60Hz
Макс. размер перфорации (кругл.) (мягкая сталь 3, 5 толщина)
Пресс перфоратор гидравлический купить по низкой цене можно у нас на сайте. Также мы предлагаем большой спектр различного электроинструмента и комплектующих к ним. Потому что мы работаем с поставщиками без посредников цены на наш товар ниже чем у конкурентов.
[affegg id=121 next=3]
Гидравлический пресс перфоратор ШДГ-31Н
Но, если железо толстое, например, монтажные шины или балки, предварительно сделать высверловку проблематично. Для этих целей используют гидравлические шинодыры, которые работают принципу гидропресса. Рассмотрим один из видов инструмента для пробивки отверстий в металлических шинах ШДГ-31Н. Пресс может сработать с любым гидравлическим насосом с рабочим давлением 71 МПа или от маслостанций с ручным или дистанционным управлением.
Устройство инструмента
Инструмент выполнен из отлитого из металла корпуса со встроенным гидроцилиндром в верхней части. Направление движения штока сверху вниз. Для штока предусмотрены сменные насадки пробоек диаметром от 11 до 20 мм. По направлению движения движение штока одностороннее, возврат штока – пружинный. Есть удобная рукоять для переноски. Для привода масла необходим армированный шланг высокого давления с коническим штуцером 3/8” После подачи давления масла необходимо проверить работу устройства на холостом ходу выдвинув шток на 3/4 длины, затем сбросить давление и проверить обратный ход штока. После проверки инструмент устанавливается под заранее намеченное место для пробивки. При пробитии ниш в тонких металлических листах между шиной и упором помещается специальная скоба (которая поставляется с комплектом) Гарантия устройства 12 месяцев. производитель город Санкт-Петербург
используется для пробивки в листовом металле до 3 мм. Оснащается дополнительной насадкой различного диаметра от 16,1 до 47,1 мм. Инструментом обладает небольшим весом, удобен при постоянном использовании. При эксплуатации не требует больших физических усилий и затрат времени на проведение операций.
Ручной гидро-пресс поставляется в металлическом либо пластмассовом кейсе. Набор инструмента в комплекте состоит:
помпа ручная, резиновый шланг высокого давления, рабочий орган с гидро-поршнем, который собственно и производит прошивку отверстий, набор матриц и втулок.
Для начала работы в металлическом лист нужно просверлить сверлом диаметром 11 мм. В середину выдвижного штока рабочего органа вкручивается стержень с резьбой М10, и все это вставляется в высверленное в листе отверстие. С противоположной стороны на стержень до упора накручивается матрица. Матрица имеет конфигурацию трехзубчатой коронки. После закручивания матрицы начинается прокачка масла ручной помпой. Масло, попадая под поршень начинает, втягиваясь во внутрь цилиндра рабочего органа увлекать за собой стержень с закрепленной на нем матрицей. После нескольких качков ручкой помпы, происходит полное прорезание железа с последующим выдавливанием вырезанной части во внуть пуансона. Вырезанная круглая шайба приобретает конфигурацию звездочки по контуру матрицы и вынимается из втулки без усилий.
[affegg id=121 next=3]
Характеристики КВТ ПГП – 60 (все линейные размеры в мм)
Давление, т;
10
Привод;
гидравлика
Рабочий ход,
10
Размер,
480х350х150
Вес, кг
5,6 кг
Max. диаметр получаемого отверстия
47
Max. толщина металла
3
Комплектация
Кейс;
Ударопрочная пластмасса
Гидо-пресс:
ППО-60;
Гидро-помпа:
ПМР-600;
Шланг высокого давления:
1,3 метра;
Набор сменных прессфоформ:
8
шпильки резьбовые:
10 и 20
Опорная втулка:
1 ш
запасная резьбовая шпилька:
10/20 ;
Уплотнительные кольца:
Ремкомплект
Вес полный, кг:
9,8
Выбрать и купить гидравлический перфоратор по низкой цене можно у нас на сайте, поставка продукции только от проверенных поставщиков, надежный входной контроль. Имея прямые поставки без посредников у нас можно купить гидравлический перфоратор по низкой цене или стать участникоа в акциях по снижению цен на любой инструмент.
Видио по применению ручного пресса
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7(499)403 39 91
zakaz@themechanic. ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Гидравлические перфораторы
Atlas Copco:
Гидравлический буровой перфоратор COP 1020 производства Atlas Copco, один из самых лёгких и маленьких в линейке Атлас Копко. Благодаря своим габаритам идеально подходит для бурения шпуров малого диаметра. Используется в установках, как для открытых горных работ, так и для подземных. Модификация COP 1022 имеется только с цельным буром, а COP 1028 изготавливается исключительно под резьбовой бур.
Смотреть подробнее »
При бурении пород с малым значениями твёрдости, эффективным решением является модель COP 1132. Частота удара в 100 Hz и сила в 11 Квт в сумме дают большую скорость бурения с минимальным искривлением бурового става. Используемая на данном перфораторе система рассеивания ударной волны, уменьшает нагрузки, передаваемые на буровой станок.
Смотреть подробнее »
Гидравлический перфоратор Atlas Copco COP 1238ME благодаря низкому профилю даёт возможность использовать данный перфоратор при бурении шпуров расположенных очень близко к стенкам выработки с углом наклона всего 20. Форма и размер поршня обеспечивают наилучшую передачу ударной энергии на штангу без её повреждения.
Смотреть подробнее »
Atlas Copco COP 1240 принадлежит к высокотехнологичному классу гидроперфораторов, приобретая COP 1240 можно заказать дополнительное оборудование и запасные части, запчасти Atlas Copco
Смотреть подробнее »
Гидравлический перфоратор COP 1435 используется для бурении шпуров и отверстий при укреплении выработок. Плавная регулировка скорости вращения перфоратора с функцией реверса, высокий крутящий момент, раздельная система смазки и двойная система демпфирования это основные причины большой распространённости перфоратора Atlas Copco COP 1435.
Смотреть подробнее »
Навесной перфоратор COP 1532 имеет наименьшую длину среди одноклассников, что позволяет с максимальной эффективностью использовать длину податчика. Все внутренние запчасти Атлас Копко изготовлены из нержавеющей стали, повышая стойкость перфоратора к коррозии. Мощность гидро-мотора даёт возможность использовать COP 1532 при глубоком бурении надставными штангами и с большим диаметром буровых коронок.
Смотреть подробнее »
Гидравлический навесной перфоратор Cop 1640 оборудован замкнутой системой смазки, которая отлично смазывает все необходимые элементы и при этом практически не загрязняет окружающую среду. Ударный поршень подогнан по размерам бурового става, что позволяет повысить эффективность бурения и значительно сократить износ бурового инструмент.
Смотреть подробнее »
Гидравлический перфоратор Atlas Copco COP 1638 позволяет с высокой скоростью бурить шпуры диаметром 33-76 мм. Высокий крутящий момент и лёгкость изменения скорости бурения, позволяют эффективно использовать навесной перфоратор при бурении пород разной крепости.
Конструкция перфоратора обеспечивает высокую производительность и меньший износ бурового инструмента.
Смотреть подробнее »
Atlas Copco COP 1838ME принадлежит к высокотехнологичному классу гидроперфораторов, приобретая COP 1838ME можно заказать дополнительное оборудование и запасные части, запчасти Atlas Copco
Смотреть подробнее »
Перфоратор 1840 и его модификации используются преимущественно в тяжёлых условиях. Для версия COP 1840+ в полтора раза увеличены интервалы меж сервисного обслуживания, благодаря замкнутой системе смазки с электронным управлением. Также можно заказать гидравлический перфоратор Atlas Copco Cop 1840 в версии EX со встроенным гидравлическим экстрактором.
Смотреть подробнее »
Atlas Copco COP 2540 принадлежит к высокотехнологичному классу гидроперфораторов, приобретая COP 2540 можно заказать дополнительное оборудование и запасные части, запчасти Atlas Copco
Смотреть подробнее »
Гидравлический перфоратор Atlas Copco COP 2550 предназначен для бурения глубоких скважин 76-115 мм в диаметре. Двигатель мощностью 25 Квт позволяет производить буровые работы в самых сложных условиях. А версия COP 2550UX со встроенным экстрактором облегчает работу при бурении сложных пород с высокой вероятностью заклинивания бурового става.
Смотреть подробнее »
Гидравлический перфоратор Atlas Copco COP 2560 – представитель новой линейки буровых перфораторов Atlas Copco, в которой инженеры компании оптимизировали размер поршня для эффективной передачи ударной мощности. Отличительной чертой данного перфоратора является возможность использовать буровой инструмент Atlas Copco серии ThunderRod T60.
Смотреть подробнее »
Очень высокая скорость бурения и продолжительный срок службы бурового инструмента, это основные цели компании Atlas Copco при создании высокотехнологичного перфоратора COP 3038. Высокочастотная технология позволяет повысить скорость проходки, без повышения ударной силы, что в свою очередь уменьшает износ инструмента.
Смотреть подробнее »
Гидравлический перфоратор Atlas Copco COP 3060MUX является одним из самых энергоэффективных перфораторов. Эффективность ударного механизма превышает значения в 70 %. Реверсивный двигатель со встроенным экстрактором облегчают извлечение заклинившей коронки. Внешняя промывочная камера позволяет обслуживать перфоратор без демонтажа экстрактора. А переработанная форма хвостовика значительно снижает износ провода.
Смотреть подробнее »
Одним из самых мощных перфораторов в линейке Atlas Copco является COP 4050. Данный перфоратор был специально разработан для самых тяжёлых условий работы и способен выдерживать длительные нагрузки. Несмотря на массу и размеры перфоратора, благодаря своей продуманной конструкции очень прост в обслуживании.
Смотреть подробнее »
Новый гидравлический перфоратор Epiroc COP MD20 предназначен для сверления шпуров диаметром 43 мм до 64 мм штангами T38. Мощность устройства 20 КВт. Гидроперфоратор MD20 пришел на замену одному из самых востребованных и популярных перфораторов COP 1838HD+.
Смотреть подробнее »
Sandvik:
HL1560T гидравлический перфоратор предназначен для бурения глубоких скважин Ø 89 … 152 мм (3 ½ «… 6») и входит в стандартную комплектацию на Sandvik DP1500i. HL1560T является тяжелым гидравлическим ударным перфоратором с независимым вращением и раздельной промывкой, которая обеспечивает высокую надежность. Он оснащён стабилизатором, предназначенным для лучшего контакта бурового долота с породой. Это обеспечивает оптимальную производительность бурения и высокий срок службы инструмента.
Смотреть подробнее »
Sandvik HL710 принадлежит к высокотехнологичному классу гидроперфораторов, приобретая HL710 можно заказать дополнительное оборудование и запасные части, запчасти Sandvik
Смотреть подробнее »
Sandvik HL510 принадлежит к высокотехнологичному классу гидроперфораторов, приобретая HL510 можно заказать дополнительное оборудование и запасные части, запчасти Sandvik
Смотреть подробнее »
Sandvik HLX 5T принадлежит к высокотехнологичному классу гидроперфораторов, приобретая HLX 5Tможно заказать дополнительное оборудование и запасные части, запчасти Sandvik
Смотреть подробнее »
Sandvik HL 1010 принадлежит к высокотехнологичному классу гидроперфораторов, приобретая HL 1010 можно заказать дополнительное оборудование и запасные части, запчасти Sandvik
Смотреть подробнее »
Сверление | Скальные буры | Скальное бурение
Фильтровать по:
Тип продуктаГидравлические перфораторыПневматические перфораторыБуроносцыГидравлические гусеничные бурыСтабилизация склонаТоннельное оборудованиеОборудование для борьбы с пыльюОборудование для разведочного буренияОборудование для крепленийЭкскаваторные бурыПневматические буровые станкиБуры для взрывных работ
Марка продуктаFurukawa Rock Drill (FRD)MariniMEK Mining VehiclePHQ Global
Сброс
Пневматическая буровая установка ATD100 представляет собой самоходную пневматическую гусеничную буровую установку, которая может использоваться как для бурения с погружным пневмоударником, так и для проходческого бурения. Он имеет простую и легкую конструкцию, которую легко эксплуатировать и обслуживать.
Узнать больше
Компания Marini разрабатывает и производит сертифицированные гидравлические перфораторы, готовые к установке на мини-, средние и большие самоходные машины.
Узнать больше
Компания Marini разрабатывает и производит сертифицированное навесное оборудование для пневматической буровой установки, готовое к установке на мини-, средние и большие самоходные экскаваторы.
Узнать больше
HCR1450EDII с выдвижной стрелой включает в себя саморегулирующуюся систему бурения, которая обеспечивает высокую производительность независимо от условий бурения.
Узнать больше
HCR1800-EDII — это перфоратор с верхним перфоратором, который позволяет вам выбирать из двух разных перфораторов в зависимости от ваших конкретных потребностей.
Узнать больше
HCR1100ED с выдвижной стрелой включает в себя саморегулирующуюся систему бурения, которая обеспечивает высокую производительность в любых условиях бурения.
Узнать больше
Буровая установка MR-2 может быть оснащена пневматическим или гидравлическим двигателем вращения (для использования при бурении с погружным пневмоударником) или перфоратором с перфоратором для отверстий меньшего диаметра.
Узнать больше
Легкая переносная буровая установка для бурения на высоких склонах или скалах.
Узнать больше
Пневматический перфоратор, легкий и мощный, для установки на подачу.
Узнать больше
Canyon Equipment поставляет гидроструйную систему пылеподавления, которую можно использовать для DTH и…
Узнать больше
Модель 3000 представляет собой компактную пневматическую бурильную установку для бурения глубоких скважин под землей.
Узнать больше
Компания Marini разрабатывает и производит сертифицированные гидравлические перфораторы, готовые к установке на мини-, средние и большие самоходные машины.
Узнать больше
Перфораторы
, глубокое бурение, гидравлические перфораторы, горные перфораторы — Sandvik Mining and Rock Technology
Перфораторы, глубокое бурение, гидравлические перфораторы, горные перфораторы — Sandvik Mining and Rock Technology
Перейти к содержимому
Дополнительная навигация для
Товары
Подземные буровые установки и анкероустановщики
Станки для бурения с поверхности
Подземные погрузчики и грузовики
Оборудование для механической резки
Скальные инструменты
Перфоратор
Перфораторы с верхним ударником для подземных и наземных работ
РокПульс™
Автоматизация
Sandvik — ведущий мировой производитель оборудования для поверхностного и глубокого бурения.
Обладая многолетним опытом, мы производим надежные, высококачественные и эффективные перфораторы для горнодобывающей промышленности и гражданского строительства, чтобы повысить производительность и минимизировать время простоя. Мы предлагаем широкий ассортимент перфораторов для всех ваших потребностей в поверхностном и глубоком бурении горных пород, как в горнодобывающей промышленности, так и на строительных площадках. Наши механические и гидравлические перфораторы предназначены для пользователей и известны своим высоким качеством, выносливостью и надежностью.
Хотите узнать больше?
Сделать запрос
Найти офис
Сопутствующие продукты
Лучшее буровое оборудование
Во всем, что мы делаем в Sandvik, пользователь находится в авангарде процессов проектирования, гарантируя, что идеи, которые мы разрабатываем, практичны и принесут им пользу. Во всем нашем буровом оборудовании мы гордимся тем, что предлагаем лучшие в мире решения для перфораторов, которые на протяжении десятилетий обеспечивают именно то, что необходимо; надежность и эффективность. Наша технология помогла свести к минимуму время простоя в отрасли, сэкономив при этом миллионы долларов, будь то бурение, земляные работы, транспортировка и многое другое. Даже если что-то пойдет не по плану, у нас есть процессы, которые помогут вам быстро вернуться к работе с нашими специальными деталями и услугами по запросу.
Мы верим в правильность выполнения работы с первого раза и устанавливаем невероятно высокие стандарты, гарантируя, что наши клиенты получат лучшие инновации и оборудование, которые они могут найти где угодно. Мы повысим вашу производительность, используя самое современное буровое оборудование. Ваши инвестиции в наши технологии обеспечивают быструю окупаемость инвестиций благодаря постоянной производительности нашего оборудования. Все наши продукты и оборудование производятся с расчетом на успех клиента, их можно интегрировать в любой тип проекта, максимизируя существующие рабочие процессы. Мы являемся экспертами в своей области, основанными на десятилетиях сотрудничества с нашими клиентами.
 Для строительства всегда требуется обрезка деталей под углом в 45 градусов. Для всех моделей торцовочных пил предусмотрена установка под данный угол. Однако возможно выполнение срезов и под прочими острыми углами. К примеру, рабочий стол может находиться в фиксированном положении на 45, 30, 22.5, 15 градусов. Станина же может поворачиваться в обе стороны.
Для строительства всегда требуется обрезка деталей под углом в 45 градусов. Для всех моделей торцовочных пил предусмотрена установка под данный угол. Однако возможно выполнение срезов и под прочими острыми углами. К примеру, рабочий стол может находиться в фиксированном положении на 45, 30, 22.5, 15 градусов. Станина же может поворачиваться в обе стороны.


 Ведь именно рассматриваемый инструмент способен на выполнение диагональной порезки любых материалов с большой точностью.
Ведь именно рассматриваемый инструмент способен на выполнение диагональной порезки любых материалов с большой точностью. Такой вариант однозначно удобнее, ведь не перекрывается обзор, что особенно, кстати, при работе наклонах инструмента.
Такой вариант однозначно удобнее, ведь не перекрывается обзор, что особенно, кстати, при работе наклонах инструмента.



 А мастерам, у которых есть проблемы с силой рук, часто проще работать с торцовочной пилой, чем с циркулярной пилой.
А мастерам, у которых есть проблемы с силой рук, часто проще работать с торцовочной пилой, чем с циркулярной пилой. Некоторые составные торцовочные пилы допускают наклон в любом направлении, а некоторые ограничивают наклон в одну сторону. Те, которые допускают скосы в обоих направлениях, часто называют «двойным соединением» или «двойным скосом».
Некоторые составные торцовочные пилы допускают наклон в любом направлении, а некоторые ограничивают наклон в одну сторону. Те, которые допускают скосы в обоих направлениях, часто называют «двойным соединением» или «двойным скосом». Это означает, что 10-дюймовая торцовочная пила имеет полотно диаметром 10 дюймов.
Это означает, что 10-дюймовая торцовочная пила имеет полотно диаметром 10 дюймов. Существует небольшое количество бензопил, но мы не будем их здесь рассматривать.
Существует небольшое количество бензопил, но мы не будем их здесь рассматривать. Контролируемые движения и диапазон движений торцовочной пилы также облегчают работу мастеров-любителей с ограниченной силой рук.
Контролируемые движения и диапазон движений торцовочной пилы также облегчают работу мастеров-любителей с ограниченной силой рук.
 Модели стоимостью более 600 долларов обычно предназначены для профессионалов, которым требуется высокая производительность или максимальная портативность. Большинство самодельщиков могут найти отличную пилу за 400 долларов или меньше.
Модели стоимостью более 600 долларов обычно предназначены для профессионалов, которым требуется высокая производительность или максимальная портативность. Большинство самодельщиков могут найти отличную пилу за 400 долларов или меньше. В этом руководстве Toolstop мы объясняем их точное использование и сравниваем торцовочные пилы с циркулярными пилами.
В этом руководстве Toolstop мы объясняем их точное использование и сравниваем торцовочные пилы с циркулярными пилами.
 Торцовочные пилы с двойным скосом лучше подходят, когда вам нужно сделать несколько пропилов под углом, поскольку они экономят время на смене направления материала.
Торцовочные пилы с двойным скосом лучше подходят, когда вам нужно сделать несколько пропилов под углом, поскольку они экономят время на смене направления материала.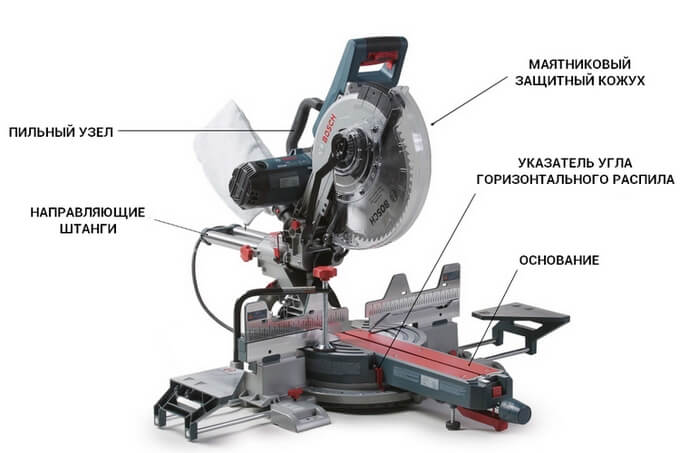

 Если в одном из сообщенных сосудов оказывать давление на поверхность воды, то вся система будет стремиться к равновесию и давление распределится. Отразится такое воздействие тем, что уровень жидкости в других емкостях поднимется. Здесь действует иной закон, который известен по имени ученого, который его сформулировал – Паскаля. Данный постулат гласит о том, что давление жидкости или газа распространяется во все точки одинаково.
Если в одном из сообщенных сосудов оказывать давление на поверхность воды, то вся система будет стремиться к равновесию и давление распределится. Отразится такое воздействие тем, что уровень жидкости в других емкостях поднимется. Здесь действует иной закон, который известен по имени ученого, который его сформулировал – Паскаля. Данный постулат гласит о том, что давление жидкости или газа распространяется во все точки одинаково.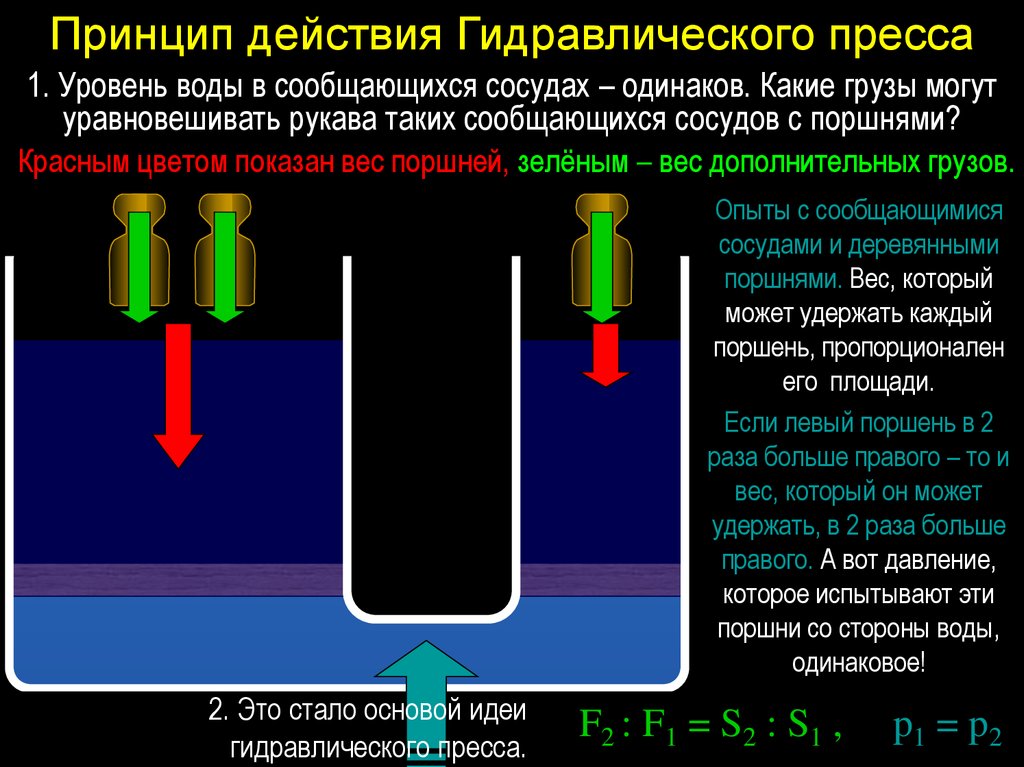 Ниже приведена принципиальная схема устройства.
Ниже приведена принципиальная схема устройства.
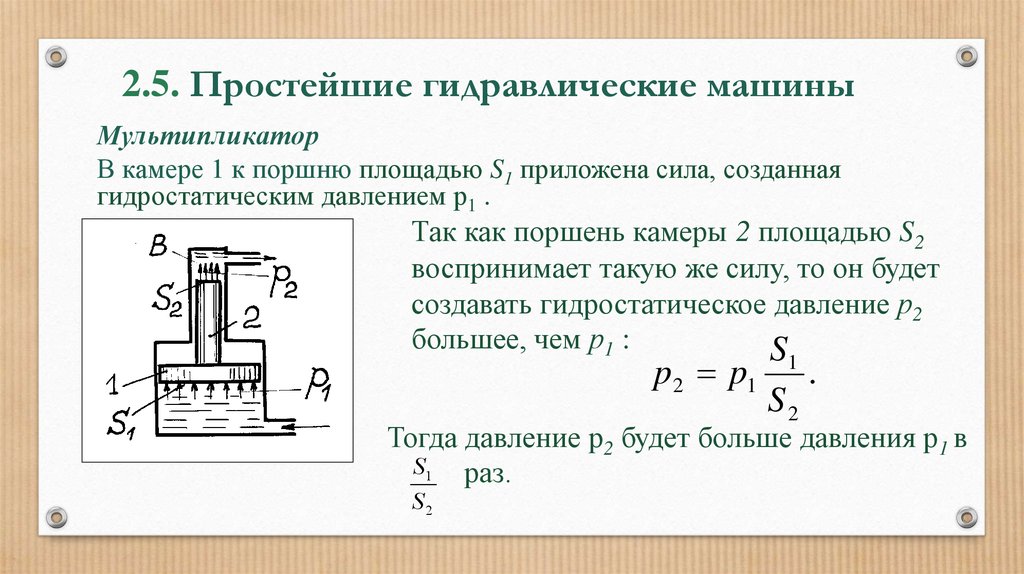 Одна установка может использоваться для выполнения нескольких операций.
Одна установка может использоваться для выполнения нескольких операций. Обладают ограниченным функционалом и применяются для обработки листового металла в автомобильной промышленности или для выкройки нужной формы материалов с помощью давления.
Обладают ограниченным функционалом и применяются для обработки листового металла в автомобильной промышленности или для выкройки нужной формы материалов с помощью давления.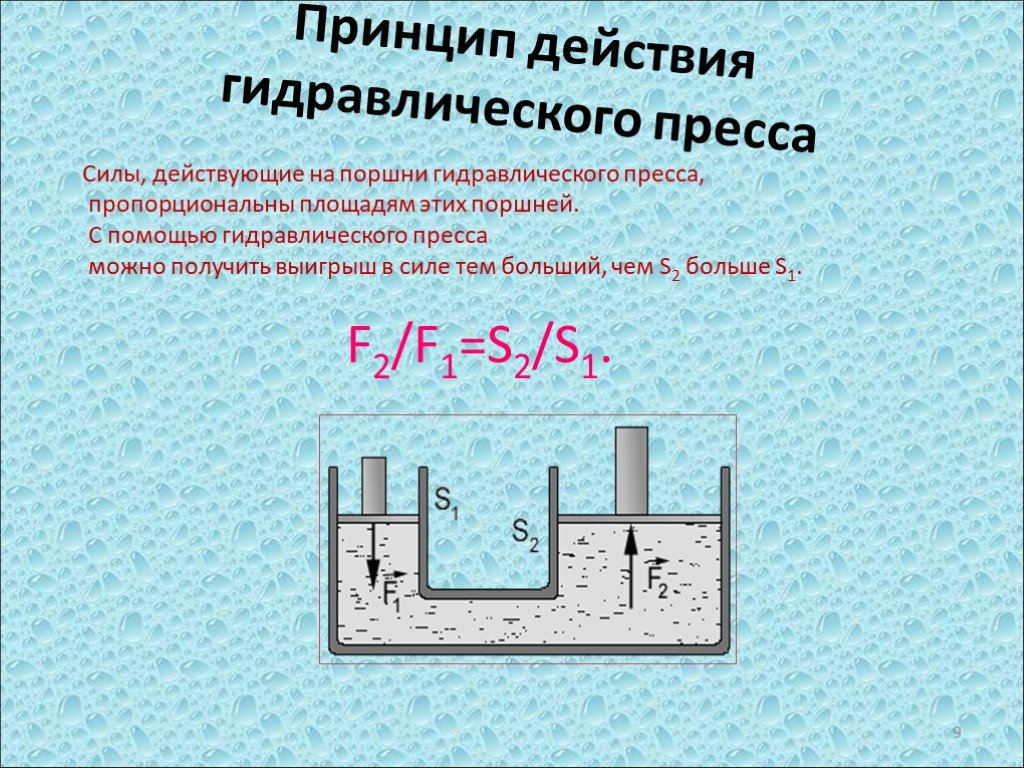 Они предназначены для перемещения луча. Станок программируется для работы в автоматическом режиме. Он известен как гидравлический листогибочный пресс с ЧПУ.
Они предназначены для перемещения луча. Станок программируется для работы в автоматическом режиме. Он известен как гидравлический листогибочный пресс с ЧПУ.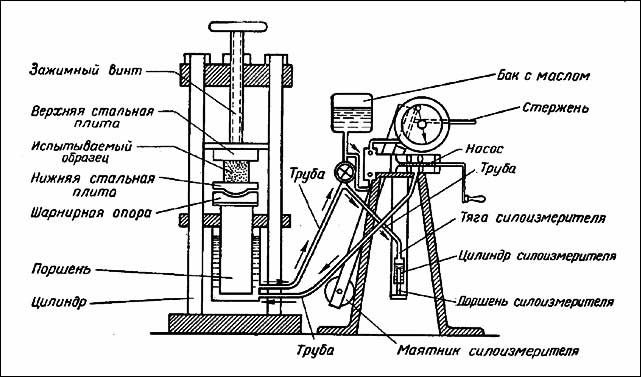 Для передачи механического усилия к точке приложения задействуется несколько механизмов – эксцентрик, кривошип, тумблер или шарнирная передача.
Для передачи механического усилия к точке приложения задействуется несколько механизмов – эксцентрик, кривошип, тумблер или шарнирная передача.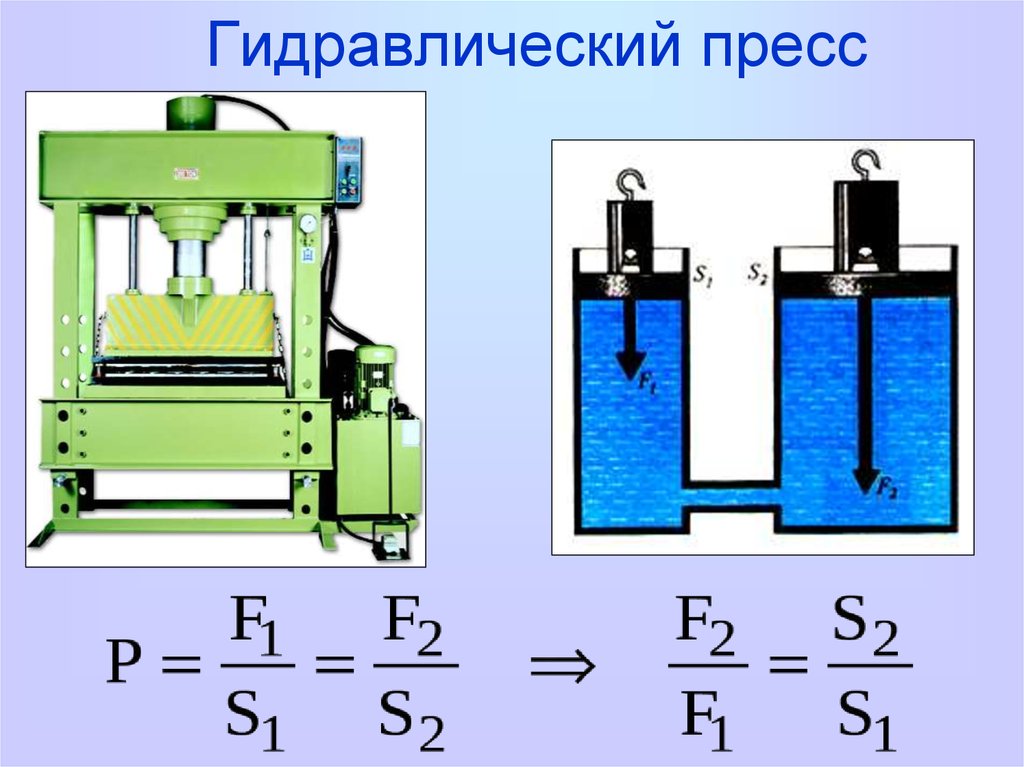 По этой причине они имеют меньше подвижных узлов по сравнению с машинными или гидравлическими аналогами. Недостатков оборудования является то, что движущей силой является сжатый воздух. Они не могут создавать очень высокое давление, как гидравлические прессы.
По этой причине они имеют меньше подвижных узлов по сравнению с машинными или гидравлическими аналогами. Недостатков оборудования является то, что движущей силой является сжатый воздух. Они не могут создавать очень высокое давление, как гидравлические прессы. Поршни являются механическими элементами системы, обеспечивающие толкательное движение. Окончательную форму и опору механизму придает матрица (другие названия: платформа, наковальня, основа). Они же обеспечивает и устойчивость.
Поршни являются механическими элементами системы, обеспечивающие толкательное движение. Окончательную форму и опору механизму придает матрица (другие названия: платформа, наковальня, основа). Они же обеспечивает и устойчивость.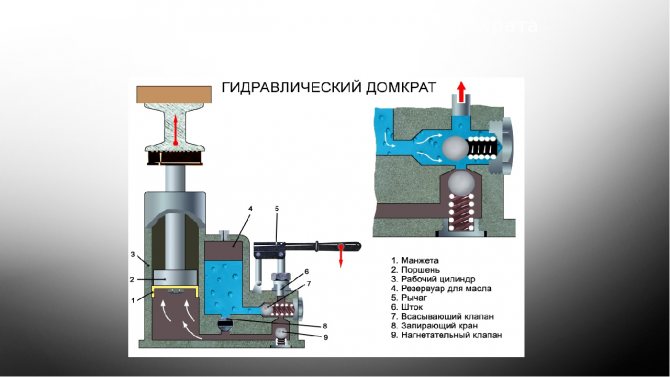 Важно обратить внимание на тот момент, что данный вид прессов наиболее распространен. Поэтому никогда не возникает проблем с запасными частями или расходными материалами. Их достаточно много и на отечественном рынке, и за рубежом.
Важно обратить внимание на тот момент, что данный вид прессов наиболее распространен. Поэтому никогда не возникает проблем с запасными частями или расходными материалами. Их достаточно много и на отечественном рынке, и за рубежом.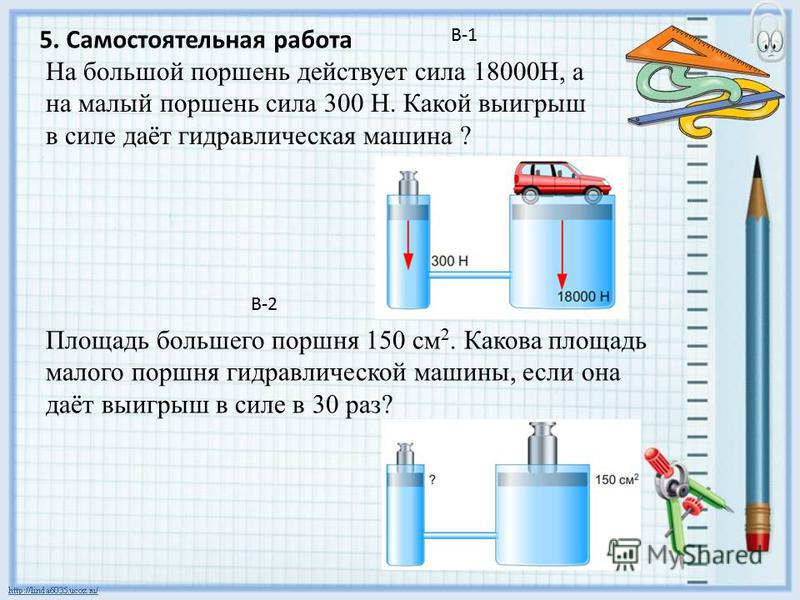 Как результат – исключена вероятность перегрузки.
Как результат – исключена вероятность перегрузки.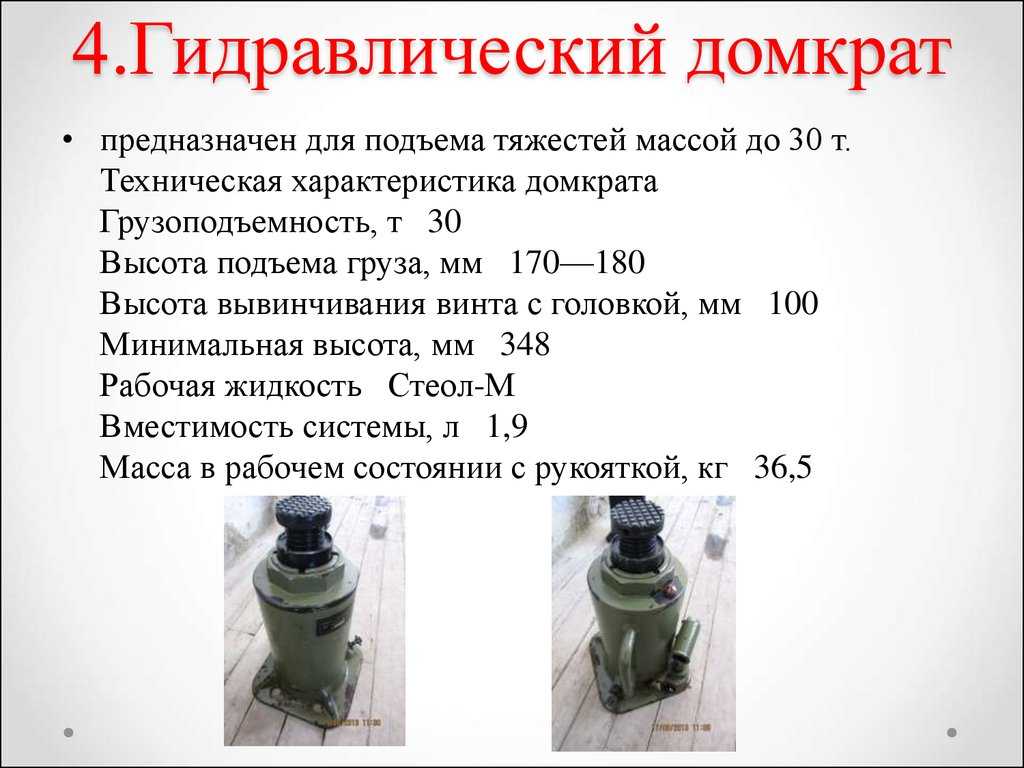 В случае ее повышения наблюдаются гидравлические удары в магистралях;
В случае ее повышения наблюдаются гидравлические удары в магистралях; Она может предназначаться для выполнения разных операций или для работы с разными материалами.
Она может предназначаться для выполнения разных операций или для работы с разными материалами. Все просто: не нагружать пресс свыше установленного максимума. Нарушения правила может повлечь за собой выход из строя оборудования и даже травматизм среди обслуживающего персонала.
Все просто: не нагружать пресс свыше установленного максимума. Нарушения правила может повлечь за собой выход из строя оборудования и даже травматизм среди обслуживающего персонала.

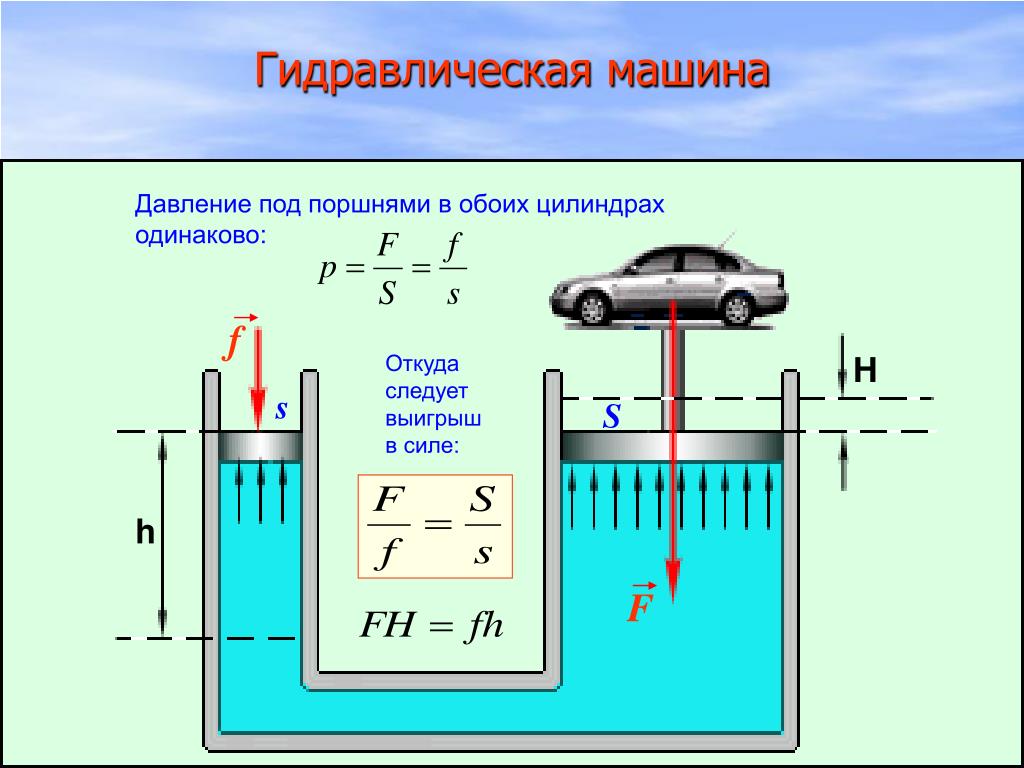 Используются для снятия подшипников и штамповки посадочных мест. Оборудование востребовано в других производственных процессах, связанный со сборкой и ремонтом узлов под высоким давлением.
Используются для снятия подшипников и штамповки посадочных мест. Оборудование востребовано в других производственных процессах, связанный со сборкой и ремонтом узлов под высоким давлением.
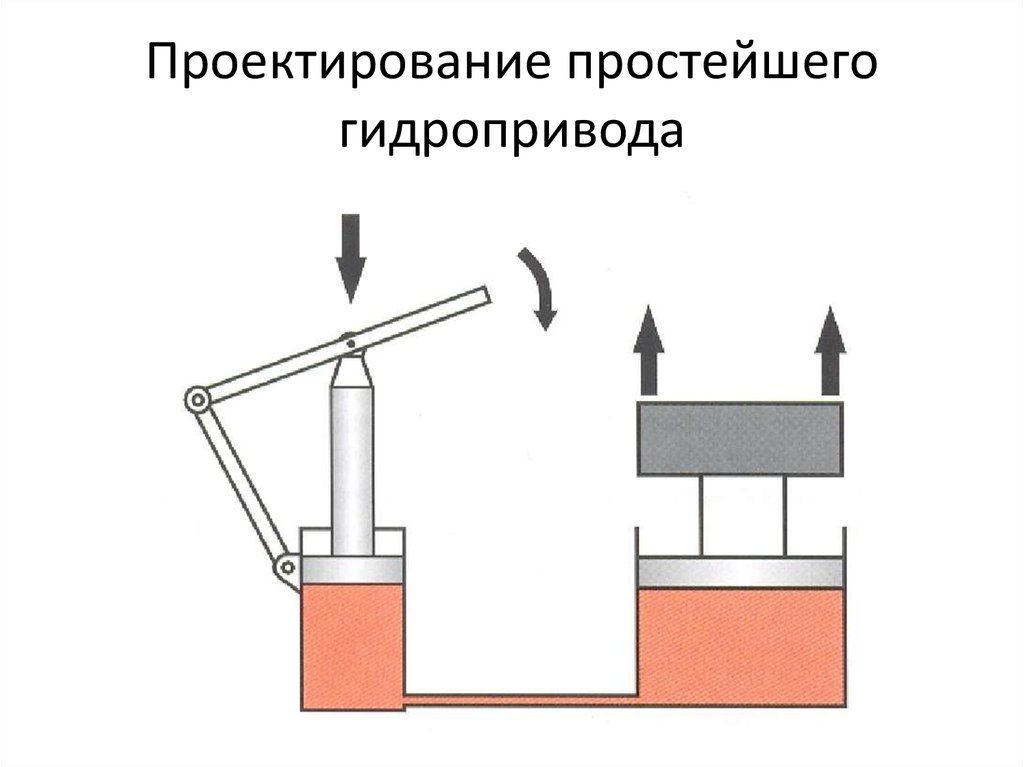 Типичными областями применения считается формовка, штамповка, гибка или резка.
Типичными областями применения считается формовка, штамповка, гибка или резка.
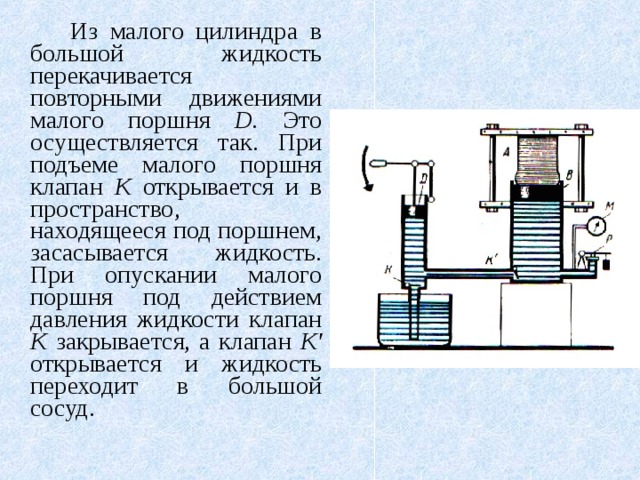
 Позволяет выполнять операции по запрессовке, гибке, правке металлических деталей. При работе на этом оборудовании не нужно прилагать больших физических усилий, давление жидкости всю тяжелую работу выполняет за оператора.
Позволяет выполнять операции по запрессовке, гибке, правке металлических деталей. При работе на этом оборудовании не нужно прилагать больших физических усилий, давление жидкости всю тяжелую работу выполняет за оператора. Гидравлический пресс используется в процессе работы с пластиком, фанерой, резиной, металлом.
Гидравлический пресс используется в процессе работы с пластиком, фанерой, резиной, металлом.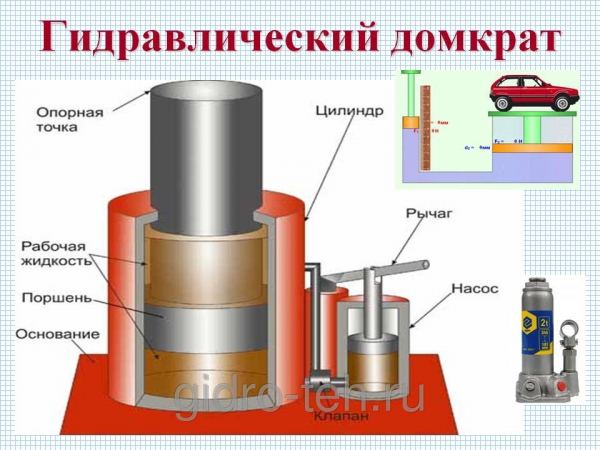
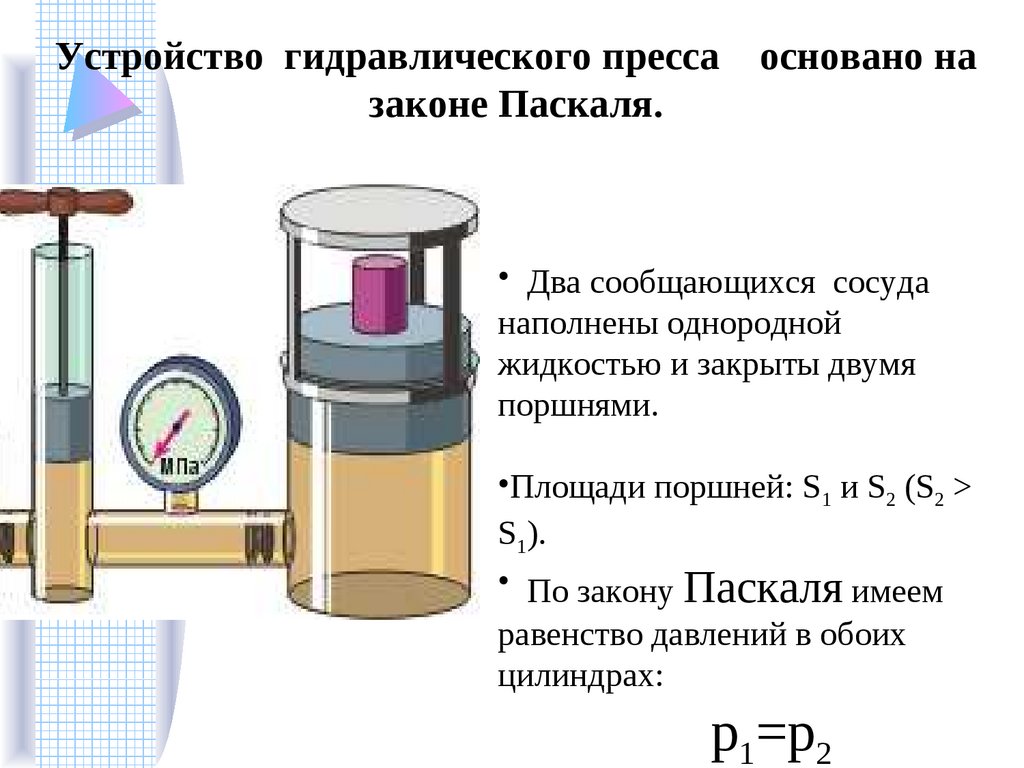 Он способен обеспечить усилия до 20 тонн.
Он способен обеспечить усилия до 20 тонн. Запчасти и расходные материалы, необходимые для ремонта, всегда есть в наличии и можно приобрести их без всяких проблем.
Запчасти и расходные материалы, необходимые для ремонта, всегда есть в наличии и можно приобрести их без всяких проблем.



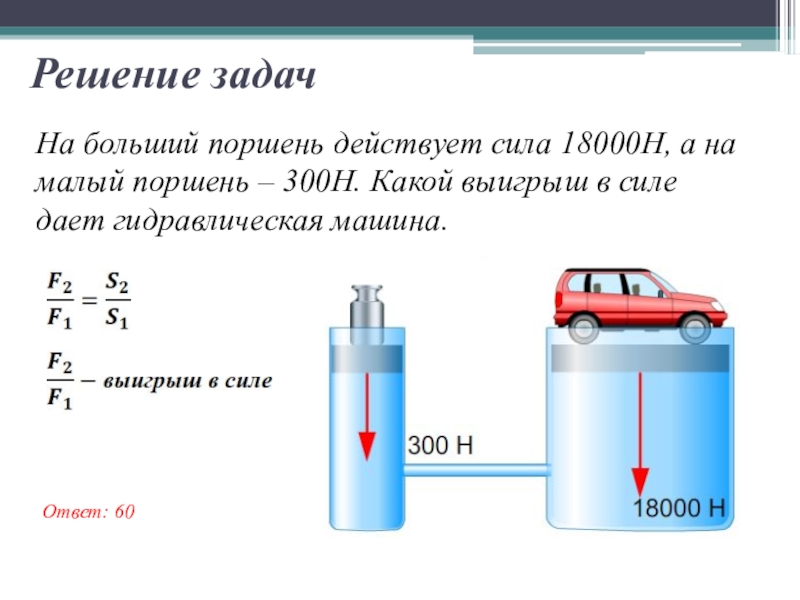 При организации электромонтажных работ также необходим пресс.
При организации электромонтажных работ также необходим пресс. Это позволит вам повысить скорость выполнения технологических операций и расширить перечень предоставляемых услуг.
Это позволит вам повысить скорость выполнения технологических операций и расширить перечень предоставляемых услуг.
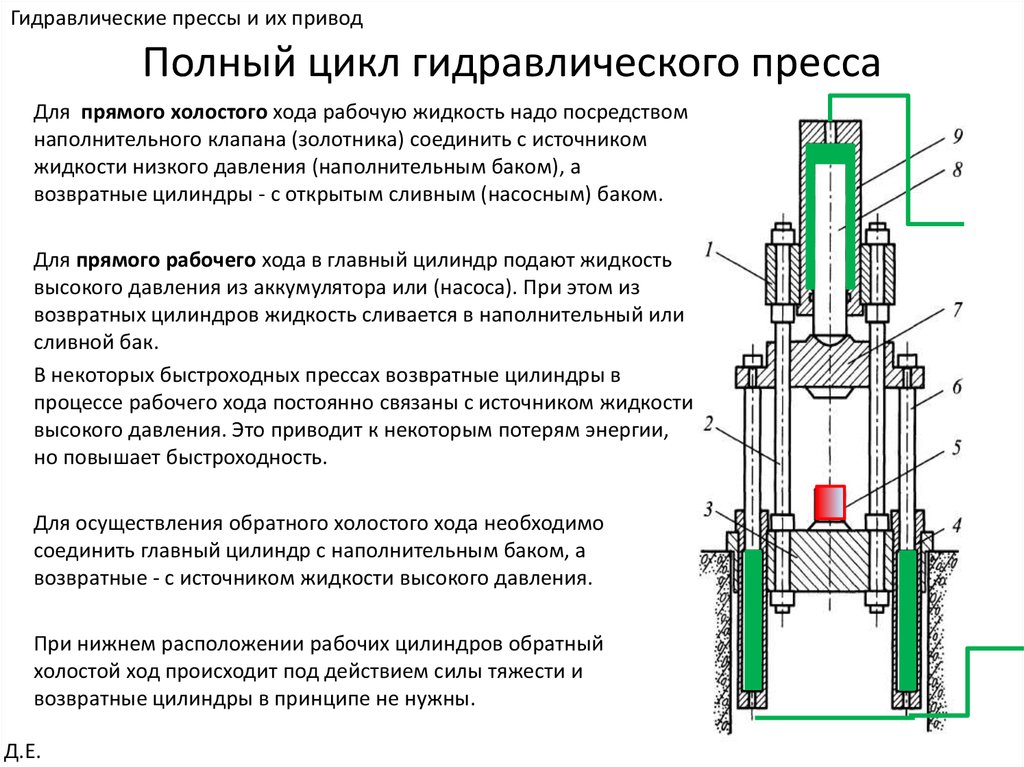

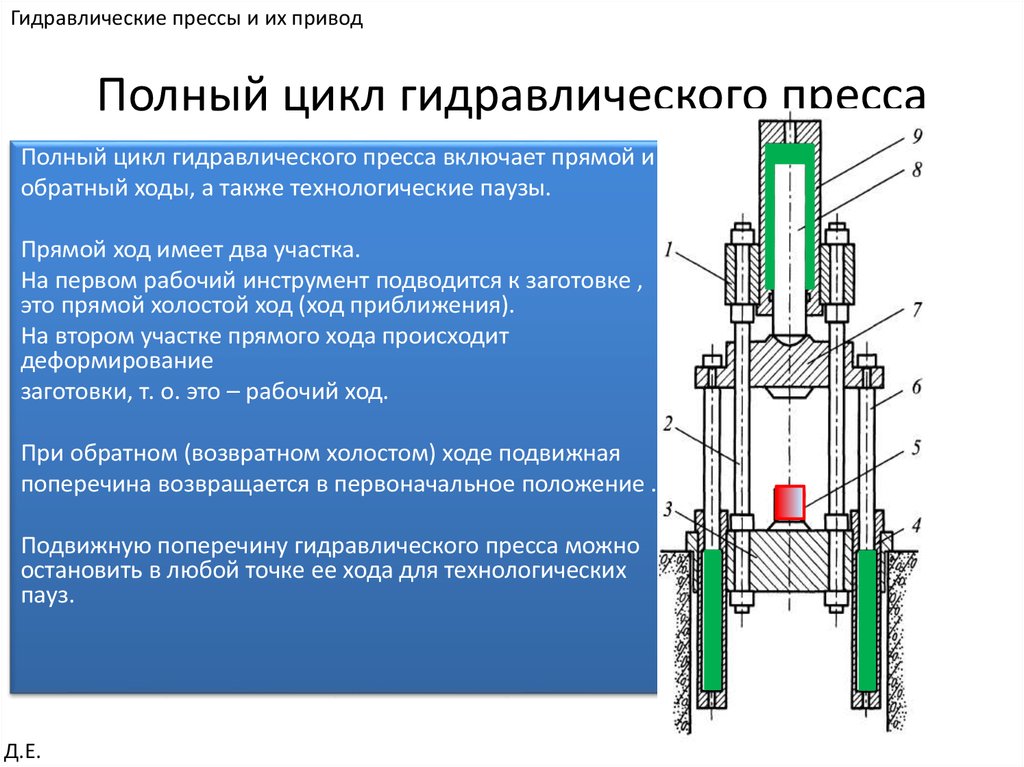
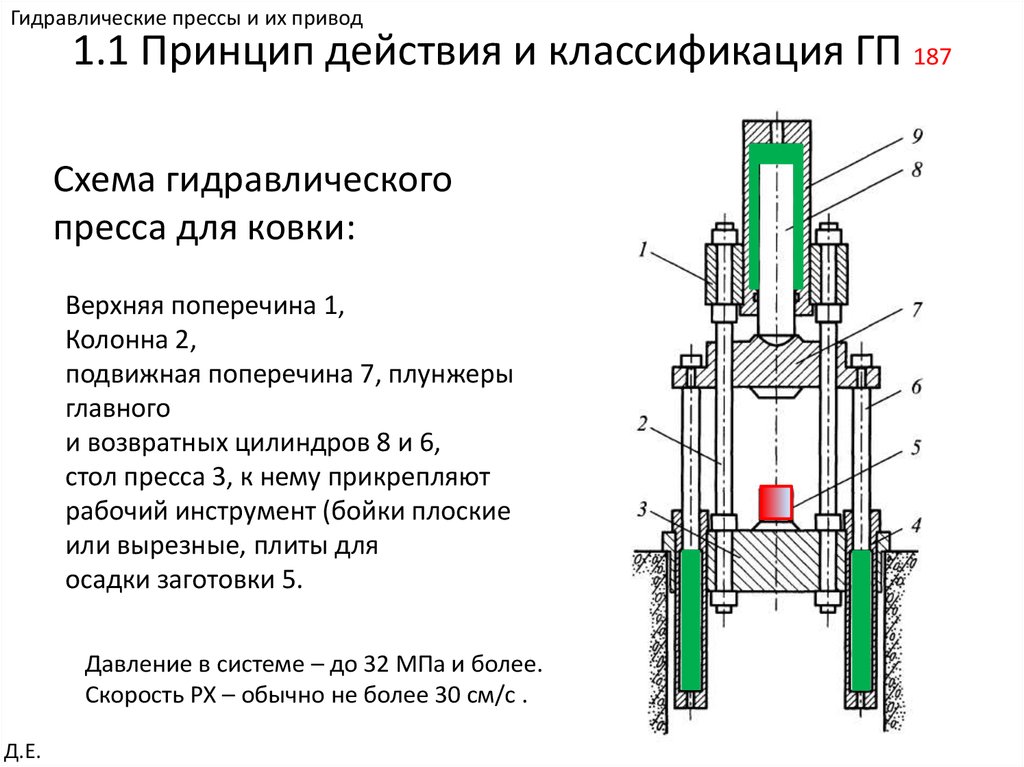 д. — это детали автомобилей, изготовленные с использованием гидравлических прессов.
д. — это детали автомобилей, изготовленные с использованием гидравлических прессов.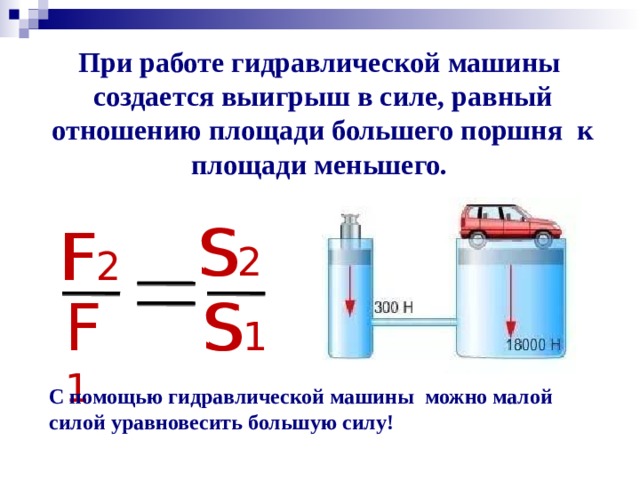 Многие популярные мясные и сырные продукты были бы невозможны без использования гидравлического пресса. Порошкообразный макияж и таблетки часто прессуют с помощью специальных гидравлических прессов.
Многие популярные мясные и сырные продукты были бы невозможны без использования гидравлического пресса. Порошкообразный макияж и таблетки часто прессуют с помощью специальных гидравлических прессов.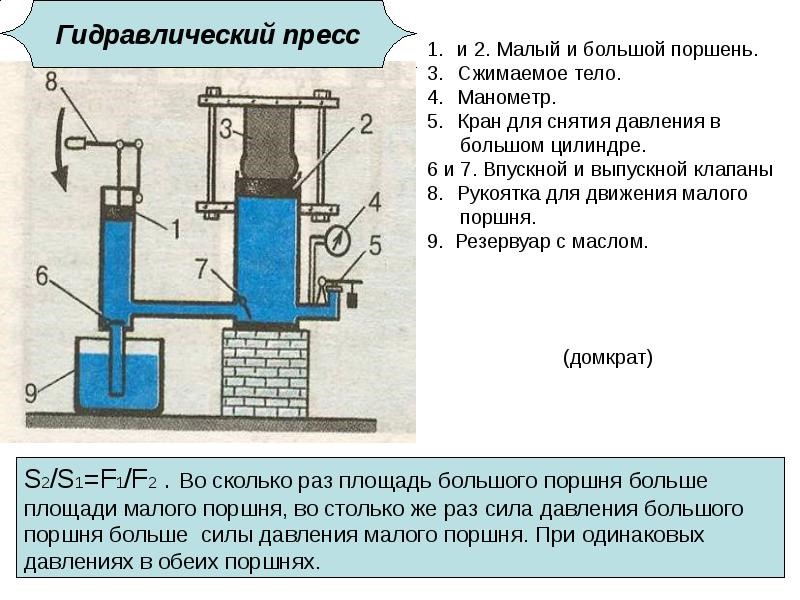
 Гидравлические прессы оптимизируют многие операции формовки и штамповки.
Гидравлические прессы оптимизируют многие операции формовки и штамповки.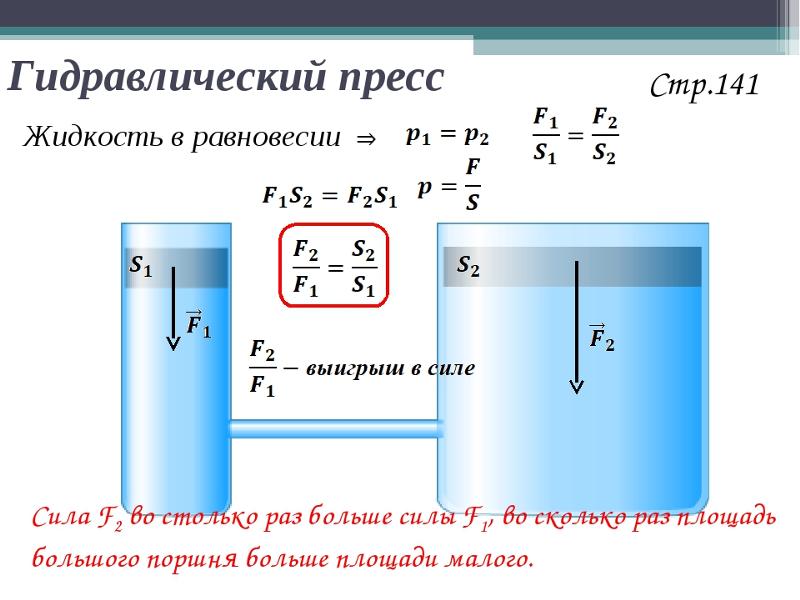
 Обращаться к нам за помощью стоит каждому предприятию, которое стремится автоматизировать производство или заказать целую производственную линию.
Обращаться к нам за помощью стоит каждому предприятию, которое стремится автоматизировать производство или заказать целую производственную линию. д. Использование числового программного управления позволяет увеличить точность и производительность, уменьшить процент брака и дает возможность производить сложные геометрические детали. Использование автоматики в совокупности с навыками и умениями оператора упрощает производство уникальных и оригинальных изделий, открывая дополнительные возможности.
д. Использование числового программного управления позволяет увеличить точность и производительность, уменьшить процент брака и дает возможность производить сложные геометрические детали. Использование автоматики в совокупности с навыками и умениями оператора упрощает производство уникальных и оригинальных изделий, открывая дополнительные возможности. Используя станок и программное обеспечение, можно производить самые сложные и оригинальные изделия.
Используя станок и программное обеспечение, можно производить самые сложные и оригинальные изделия. 5″/> UP
5″/> UP Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой 

 50
50
 Основные размеры, технические характеристики, особенности конструкции указаны в ГОСТах. К примеру, в соответствии с ГОСТом 10903-77 производятся сверла с коническом хвостовиком, диаметр воторых колеблется в пределах от 5 до 80 мм. Однако могут выпускаться сверла и с другими параметрами.
Основные размеры, технические характеристики, особенности конструкции указаны в ГОСТах. К примеру, в соответствии с ГОСТом 10903-77 производятся сверла с коническом хвостовиком, диаметр воторых колеблется в пределах от 5 до 80 мм. Однако могут выпускаться сверла и с другими параметрами.  Для того чтобы выбрать нужный вам инструмент, ознакомьтесь с нашим каталогом. Вы всегда можете обратиться к нашим менеджерам за консультацией по любым интересующим вас вопросам. Мы будем рады вам помочь! Наш бесплатный телефон 8-800-100-39-81. Свёрла по металлу с коническим хвостовиком. Сверла для станков
Для того чтобы выбрать нужный вам инструмент, ознакомьтесь с нашим каталогом. Вы всегда можете обратиться к нашим менеджерам за консультацией по любым интересующим вас вопросам. Мы будем рады вам помочь! Наш бесплатный телефон 8-800-100-39-81. Свёрла по металлу с коническим хвостовиком. Сверла для станков
 Материал на основе кобальта с оксидом бронзы для износостойкости и смазывающей способности. Подходит для черных металлов.
Материал на основе кобальта с оксидом бронзы для износостойкости и смазывающей способности. Подходит для черных металлов. 11M-1993 для дюймовых и метрических сверл с коническим хвостовиком.
11M-1993 для дюймовых и метрических сверл с коническим хвостовиком.
 Тогда уровень давления в одной точке упадет в несколько раз, и стекло останется целым. На внешней оболочке могут появиться трещины, но целостность нарушена не будет.
Тогда уровень давления в одной точке упадет в несколько раз, и стекло останется целым. На внешней оболочке могут появиться трещины, но целостность нарушена не будет. В некоторых случаях в его состав вводятся специальные присадки, которые будут повышать прозрачность.
В некоторых случаях в его состав вводятся специальные присадки, которые будут повышать прозрачность. Такое бронирование оконных стекол позволит защититься от хулиганов и домушников.
Такое бронирование оконных стекол позволит защититься от хулиганов и домушников. Также и все прошлые изъяны окажется под надежным куполом и не смогут разрастаться дальше.
Также и все прошлые изъяны окажется под надежным куполом и не смогут разрастаться дальше.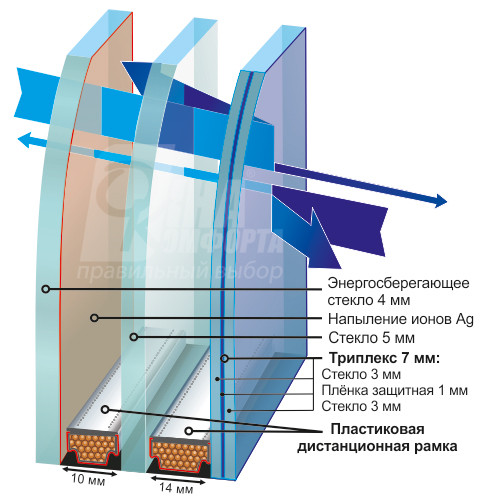

 За счет этого закаленное стекло получает следующие характеристики:
За счет этого закаленное стекло получает следующие характеристики:

 Однако это неправильное название, поскольку ни один материал не может полностью защитить от всех типов пуль. Независимо от того, насколько хорошо спроектирован материал или насколько высок его уровень защиты, стекло в конечном итоге уступит упорной баллистической атаке.
Однако это неправильное название, поскольку ни один материал не может полностью защитить от всех типов пуль. Независимо от того, насколько хорошо спроектирован материал или насколько высок его уровень защиты, стекло в конечном итоге уступит упорной баллистической атаке. Мы можем разработать систему с использованием материала, который точно соответствует вашим требованиям к баллистической защите. Имея тысячи успешных установок в банках, государственных учреждениях, розничных магазинах, медицинских учреждениях, аптеках и т. д., наша команда обладает необходимым опытом для создания безопасного и эстетически привлекательного пуленепробиваемого решения для вашей защиты.
Мы можем разработать систему с использованием материала, который точно соответствует вашим требованиям к баллистической защите. Имея тысячи успешных установок в банках, государственных учреждениях, розничных магазинах, медицинских учреждениях, аптеках и т. д., наша команда обладает необходимым опытом для создания безопасного и эстетически привлекательного пуленепробиваемого решения для вашей защиты.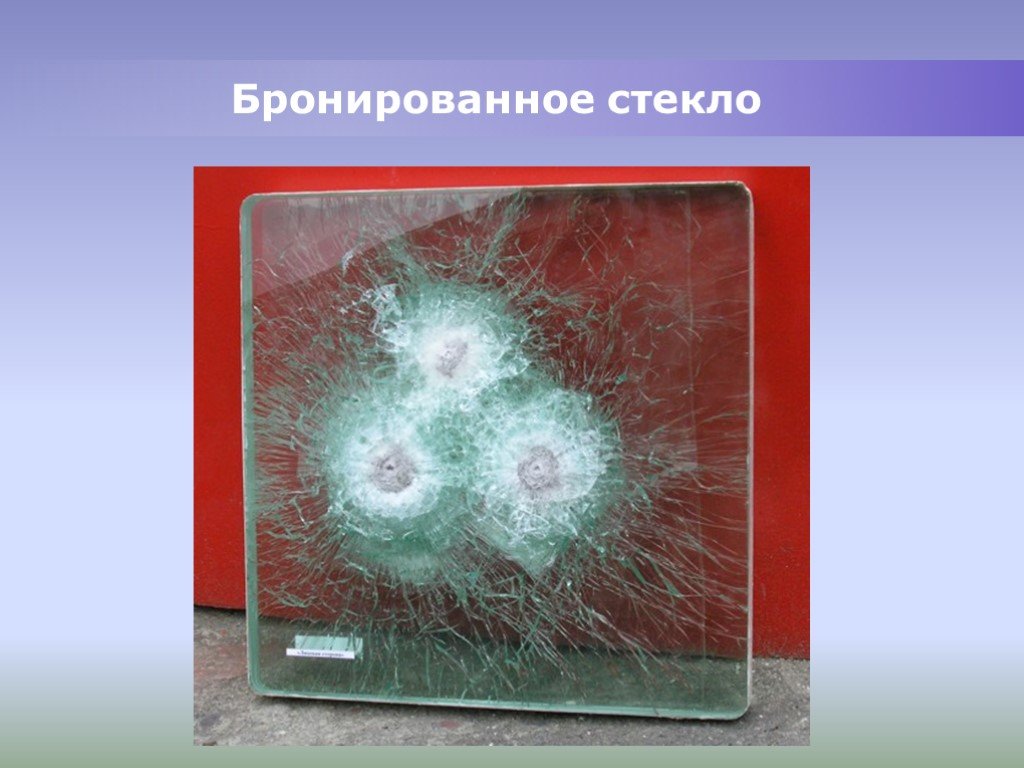 Многие компании становятся самодовольными и, как вы хорошо знаете, перестают заботиться о своей работе или не гордятся ею. Я рад сообщить, что вы являетесь одним из редких исключений. Вы всегда были отличным партнером для CBRE и Банка, и ваша рабочая этика, координация, внимание к деталям перед началом строительства и постоянный поиск способов сделать проект более эффективным являются образцовыми. Качество работы вашей команды и опыт работы на местах заслуживают внимания, и мне понравилось наше сотрудничество в большом количестве проектов. Я добавлю, что любой клиент, который узнает вас, будет вашим клиентом в течение длительного времени, потому что, как только вы, ребята, приступите к работе, нам не нужно беспокоиться о конечных результатах, потому что я знаю, что это ВСЕГДА БУДЕТ ОТЛИЧНО!
Многие компании становятся самодовольными и, как вы хорошо знаете, перестают заботиться о своей работе или не гордятся ею. Я рад сообщить, что вы являетесь одним из редких исключений. Вы всегда были отличным партнером для CBRE и Банка, и ваша рабочая этика, координация, внимание к деталям перед началом строительства и постоянный поиск способов сделать проект более эффективным являются образцовыми. Качество работы вашей команды и опыт работы на местах заслуживают внимания, и мне понравилось наше сотрудничество в большом количестве проектов. Я добавлю, что любой клиент, который узнает вас, будет вашим клиентом в течение длительного времени, потому что, как только вы, ребята, приступите к работе, нам не нужно беспокоиться о конечных результатах, потому что я знаю, что это ВСЕГДА БУДЕТ ОТЛИЧНО! Пуленепробиваемое стекло также может состоять из прозрачных пластиковых материалов, таких как поликарбонат или акрил. Или в идеальном случае он может состоять из комбинации стекла и пластика, потому что эта смесь материалов особенно эффективно останавливает снаряды.
Пуленепробиваемое стекло также может состоять из прозрачных пластиковых материалов, таких как поликарбонат или акрил. Или в идеальном случае он может состоять из комбинации стекла и пластика, потому что эта смесь материалов особенно эффективно останавливает снаряды.  Требуется соблюдение соответствующего направления установки. Сторона атаки указывает на угрозу, а так называемая сторона защиты представляет защищенную сторону.
Требуется соблюдение соответствующего направления установки. Сторона атаки указывает на угрозу, а так называемая сторона защиты представляет защищенную сторону. Окна легко открываются благодаря небольшому весу. Он превосходно подходит для защиты особняков, а также общественных зданий. Кроме того, эти стекла обеспечивают дополнительную защиту от взлома, в отличие от других пуленепробиваемых стекол. SILATEC на протяжении десятилетий является ведущим мировым производителем пуленепробиваемых стекол из поликарбоната.
Окна легко открываются благодаря небольшому весу. Он превосходно подходит для защиты особняков, а также общественных зданий. Кроме того, эти стекла обеспечивают дополнительную защиту от взлома, в отличие от других пуленепробиваемых стекол. SILATEC на протяжении десятилетий является ведущим мировым производителем пуленепробиваемых стекол из поликарбоната.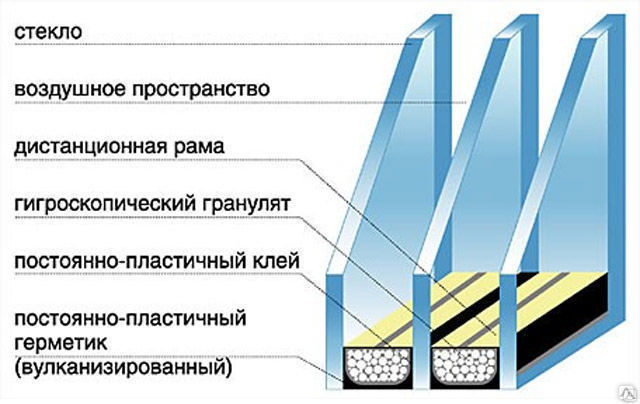 44
44 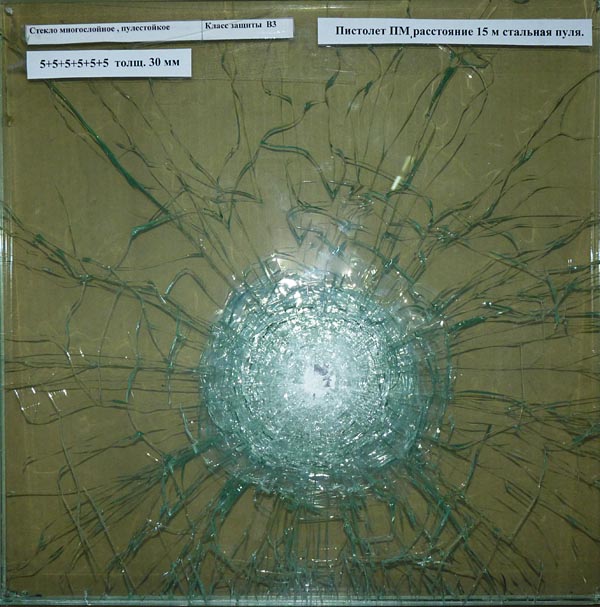 Большой вес стекла особенно невыгоден для окон и дверей, потому что арматура может воспринимать только ограниченный вес. Дополнительный недостаток: стекло имеет более зеленоватый оттенок, если оно толще. Вид через стекло становится более зеленым с увеличением толщины стекла. Взломозащищенность этих стекол низкая. Большие отверстия можно проделать менее чем за одну минуту даже в армированном стекле толщиной 100 мм (4 дюйма), например, с помощью кувалды.
Большой вес стекла особенно невыгоден для окон и дверей, потому что арматура может воспринимать только ограниченный вес. Дополнительный недостаток: стекло имеет более зеленоватый оттенок, если оно толще. Вид через стекло становится более зеленым с увеличением толщины стекла. Взломозащищенность этих стекол низкая. Большие отверстия можно проделать менее чем за одну минуту даже в армированном стекле толщиной 100 мм (4 дюйма), например, с помощью кувалды.
 Прототип тестируют совместно с клиентами и стейкхолдерами. Это помогает заранее устранить ошибки и снизить риски. Грамотно выполненное прототипирование экономит не только деньги, но и временные и трудовые ресурсы компании.
Прототип тестируют совместно с клиентами и стейкхолдерами. Это помогает заранее устранить ошибки и снизить риски. Грамотно выполненное прототипирование экономит не только деньги, но и временные и трудовые ресурсы компании.:quality(90)/images.vogel.de/vogelonline/bdb/1648900/1648907/original.jpg) Исправив их на этапе прототипирования, вы значительно сократите производственные затраты при создании конечного продукта.
Исправив их на этапе прототипирования, вы значительно сократите производственные затраты при создании конечного продукта.
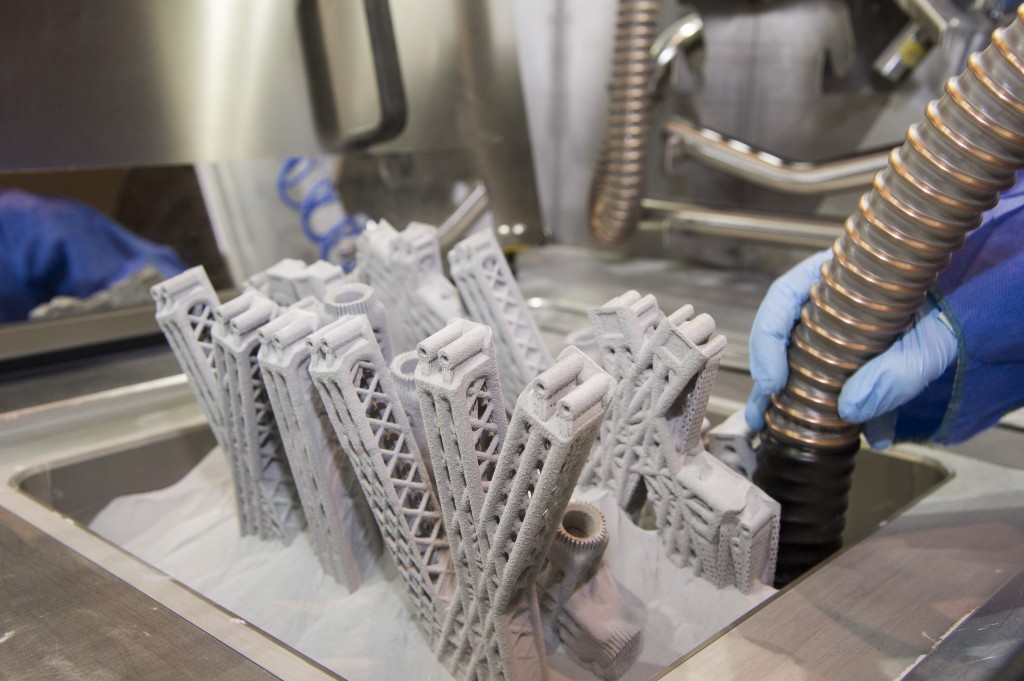


 Даже при высоком качестве быстрое прототипированиене заменит финальной версии, а отзывы будут не до конца соответствовать действительности. Визуал важен, его отсутствие влияет на общее впечатление и обратную связь.
Даже при высоком качестве быстрое прототипированиене заменит финальной версии, а отзывы будут не до конца соответствовать действительности. Визуал важен, его отсутствие влияет на общее впечатление и обратную связь.
 Успех на данном этапе снижает общую тревожность за конечный результат. Проведя глубокую проверку, вы сможете спокойней передавать ваши наработки в отдел разработки, так как полноценное макетирование и прототипирование снимает очень много болей и вопросов, в том числе вдохновляет команду и вселяет ей веру в то, что они делают.
Успех на данном этапе снижает общую тревожность за конечный результат. Проведя глубокую проверку, вы сможете спокойней передавать ваши наработки в отдел разработки, так как полноценное макетирование и прототипирование снимает очень много болей и вопросов, в том числе вдохновляет команду и вселяет ей веру в то, что они делают.


 оценивался в ₽41,5 млрд, к 2030 г. он может вырасти до ₽587,5 млрд. В списке самых востребованных цифровых технологий — промышленные роботы, искусственный интеллект, машинное обучение, цифровое прототипирование, сенсорика. В будущем к ним присоединятся технологии беспроводной связи, новые производственные технологии и технологии виртуальной и дополненной реальности.
оценивался в ₽41,5 млрд, к 2030 г. он может вырасти до ₽587,5 млрд. В списке самых востребованных цифровых технологий — промышленные роботы, искусственный интеллект, машинное обучение, цифровое прототипирование, сенсорика. В будущем к ним присоединятся технологии беспроводной связи, новые производственные технологии и технологии виртуальной и дополненной реальности.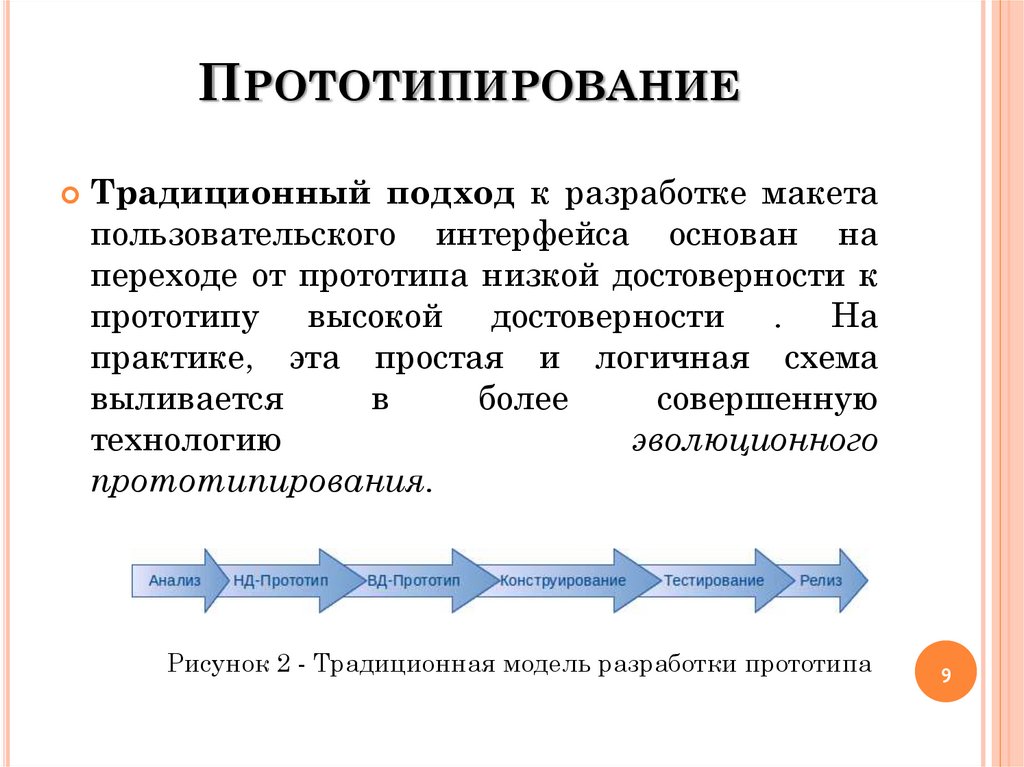 О том, как в промышленности добиться с помощью инноваций девятизначного экономического эффекта в долларах, на каких мировых лидеров надо равняться и в каких областях роботы скоро заменят человека, рассказал CNews вице-президент по информационным технологиям компании «Евраз» Артем Натрусов.
О том, как в промышленности добиться с помощью инноваций девятизначного экономического эффекта в долларах, на каких мировых лидеров надо равняться и в каких областях роботы скоро заменят человека, рассказал CNews вице-президент по информационным технологиям компании «Евраз» Артем Натрусов. Аналитика дает им возможность результативно использовать главный актив — данные, чтобы предоставлять инновационные продукты и услуги и полностью раскрыть цифровой потенциал. О том, как производственная аналитика помогает промышленным компаниям в построении успешного бизнеса, рассказал в беседе с CNews Дмитрий Бражников, руководитель направления «Решения для химической и нефтегазовой отраслей» SAS в России и СНГ.
Аналитика дает им возможность результативно использовать главный актив — данные, чтобы предоставлять инновационные продукты и услуги и полностью раскрыть цифровой потенциал. О том, как производственная аналитика помогает промышленным компаниям в построении успешного бизнеса, рассказал в беседе с CNews Дмитрий Бражников, руководитель направления «Решения для химической и нефтегазовой отраслей» SAS в России и СНГ.
 Все права защищены и охраняются законом.
Все права защищены и охраняются законом. Мы номер один, помогая вам развивать свой бизнес с помощью доступного аутсорсинга.
Мы номер один, помогая вам развивать свой бизнес с помощью доступного аутсорсинга.
 Хотя первоначальные затраты могут показаться высокими, окупаемость инвестиций вполне оправдывает покупку. Вы быстро увидите возврат, не нарушая текущих процедур.
Хотя первоначальные затраты могут показаться высокими, окупаемость инвестиций вполне оправдывает покупку. Вы быстро увидите возврат, не нарушая текущих процедур.
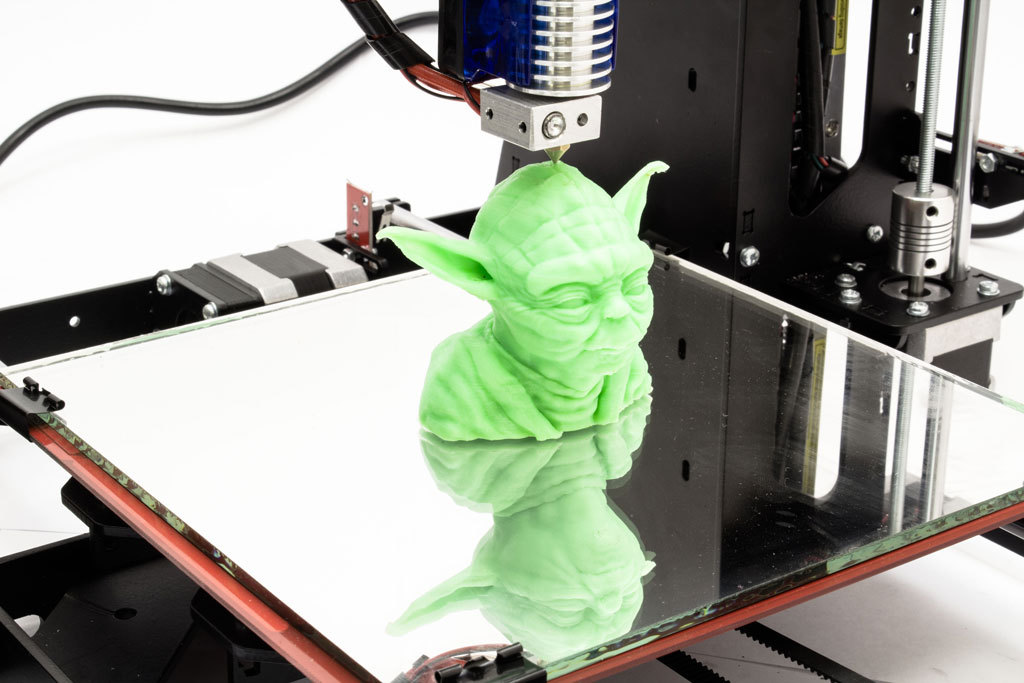 Вы не знаете, точно ли ваша идея сработает и сработает ли она так, как вы думаете. Вот тут-то и начинается прототипирование. Короче говоря, прототипирование — это процесс воплощения ваших идей в жизнь, их проверки в реальном мире, получения критических отзывов, а затем итерации вашего дизайна, чтобы сделать его еще лучше.
Вы не знаете, точно ли ваша идея сработает и сработает ли она так, как вы думаете. Вот тут-то и начинается прототипирование. Короче говоря, прототипирование — это процесс воплощения ваших идей в жизнь, их проверки в реальном мире, получения критических отзывов, а затем итерации вашего дизайна, чтобы сделать его еще лучше.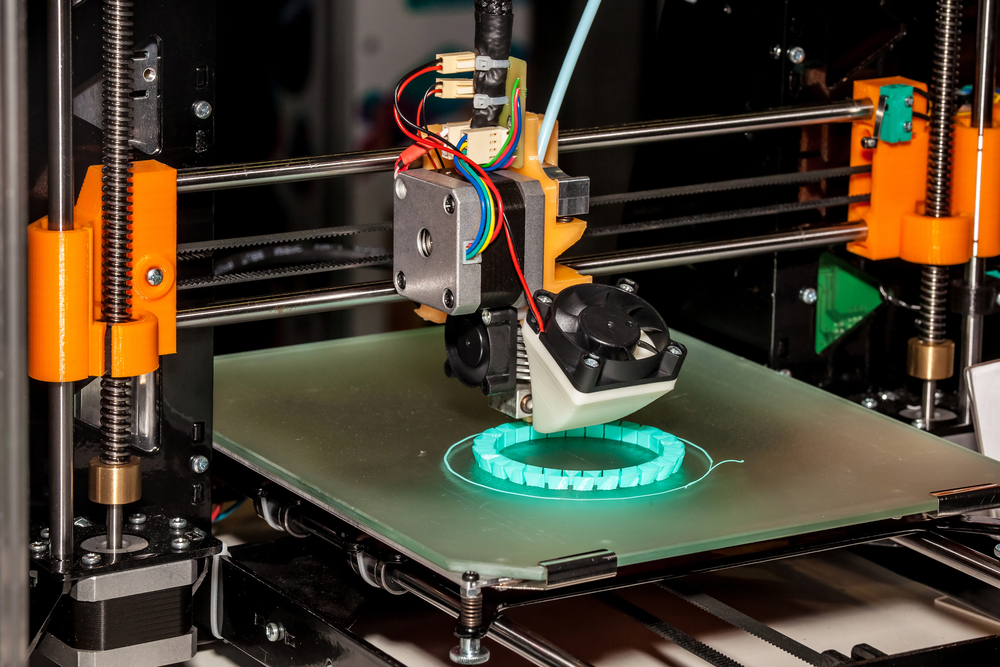 , и вернуться к чертежной доске, если это необходимо.
, и вернуться к чертежной доске, если это необходимо.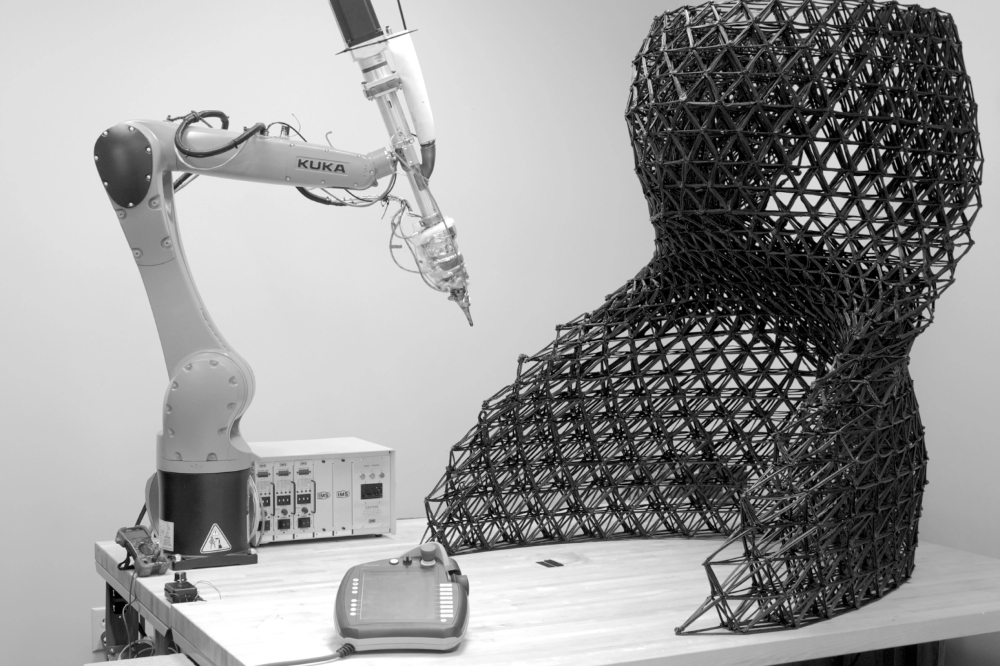 Представьте, если бы вы обнаружили, что ваш руль полностью блокируется, когда кто-то слишком быстро поворачивает его. Это не только не должно происходить, но и может быть невероятно опасно для людей, управляющих автомобилем.
Представьте, если бы вы обнаружили, что ваш руль полностью блокируется, когда кто-то слишком быстро поворачивает его. Это не только не должно происходить, но и может быть невероятно опасно для людей, управляющих автомобилем.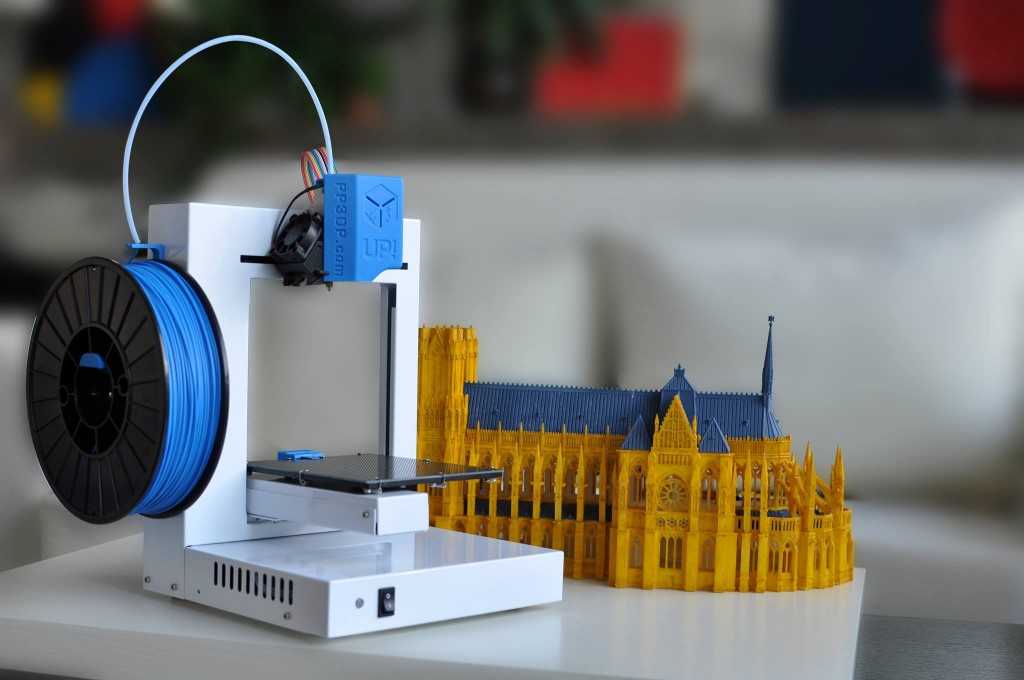
 Это могут быть простые наброски и раскадровки или даже грубые бумажные прототипы цифровых интерфейсов.
Это могут быть простые наброски и раскадровки или даже грубые бумажные прототипы цифровых интерфейсов. Каждый прототип должен создаваться с учетом контекста: рынка, пользователей и основных целей прототипа.
Каждый прототип должен создаваться с учетом контекста: рынка, пользователей и основных целей прототипа. Представьте, как пользователи будут достигать своих целей, взаимодействуя с системой.
Представьте, как пользователи будут достигать своих целей, взаимодействуя с системой. д.), который будет отображаться в виде основных блоков или каракулей. Когда они написаны от руки, они не подходят по размеру, поэтому вся структура и содержание предназначены только для визуализации, а не для реального использования.
д.), который будет отображаться в виде основных блоков или каракулей. Когда они написаны от руки, они не подходят по размеру, поэтому вся структура и содержание предназначены только для визуализации, а не для реального использования. В качестве альтернативы вы можете создать что-то столь же простое, как интерактивный каркас, встроенный в цифровой инструмент. На этом этапе внимание должно быть сосредоточено не на творческом добавлении всех необходимых элементов, а на эффективной организации структуры вашего дизайна и ресурсов, которые они включают.
В качестве альтернативы вы можете создать что-то столь же простое, как интерактивный каркас, встроенный в цифровой инструмент. На этом этапе внимание должно быть сосредоточено не на творческом добавлении всех необходимых элементов, а на эффективной организации структуры вашего дизайна и ресурсов, которые они включают. Ваш Hi-Fi-прототип должен больше походить на конечный продукт, тем самым предоставляя вам более подробную обратную связь, особенно в отношении удобства использования и интерактивности.
Ваш Hi-Fi-прототип должен больше походить на конечный продукт, тем самым предоставляя вам более подробную обратную связь, особенно в отношении удобства использования и интерактивности.

 р. 89024711403 Владимир
р. 89024711403 Владимир В стандартную комплектацию пресса входит:Подающий…
В стандартную комплектацию пресса входит:Подающий… ..
..
 Пресса должны быть на территории России.
Пресса должны быть на территории России. r.l. с номинальным усилием 300 тонн ( с возможностью эксплуатации с усилием до 350 тонн) и размерами стола 1500х1300мм, с…
r.l. с номинальным усилием 300 тонн ( с возможностью эксплуатации с усилием до 350 тонн) и размерами стола 1500х1300мм, с… Кривошипные прессы: 40-60т — 4шт.; 80-100 тн. -1шт. Гидравлический пресс: ДГ2434А (или аналог). Трубогибочный станок. Кромкогибочный станок . Машина для удаления…
Кривошипные прессы: 40-60т — 4шт.; 80-100 тн. -1шт. Гидравлический пресс: ДГ2434А (или аналог). Трубогибочный станок. Кромкогибочный станок . Машина для удаления… Основное направление производства гидравлических прессов
Основное направление производства гидравлических прессов

 Они имеют преимущество в сравнении с гидравлическими прессами в скорости работы,
Они имеют преимущество в сравнении с гидравлическими прессами в скорости работы,
 После сборки на заводе Schuler в Вагхойзеле, Германия, пресс был разобран на несколько частей весом до 275 тонн для транспортировки в Россию, где он был повторно собран и спроектирован для производства.
После сборки на заводе Schuler в Вагхойзеле, Германия, пресс был разобран на несколько частей весом до 275 тонн для транспортировки в Россию, где он был повторно собран и спроектирован для производства.
 Без них многие процессы были бы невозможны или очень затратны.
Без них многие процессы были бы невозможны или очень затратны. Эти изделия, как правило, имеют длительный гарантийный срок и высокую износостойкость благодаря качественным материалам.
Эти изделия, как правило, имеют длительный гарантийный срок и высокую износостойкость благодаря качественным материалам.
 Нужно так подобрать расположение пластины и длины мышц чтобы при полном их расслаблении рука была полностью прямой и дальше не двигалась. Только на изгиб и только при активации мускулов.
Нужно так подобрать расположение пластины и длины мышц чтобы при полном их расслаблении рука была полностью прямой и дальше не двигалась. Только на изгиб и только при активации мускулов. Я брал по 50 см плечевые и по 35 см которые сшивают по ширине. Вот так это выглядит спереди.
Я брал по 50 см плечевые и по 35 см которые сшивают по ширине. Вот так это выглядит спереди.
 Удобно все сменные и подгоняемые элементы крепить на барашки. Это очень сильно ускорит первичную сборку,а потом уже можно и на обычные гайки.
Удобно все сменные и подгоняемые элементы крепить на барашки. Это очень сильно ускорит первичную сборку,а потом уже можно и на обычные гайки.
 к. многое было не сфоткано, да и времени много прошло, но основные моменты для сборки я считаю освещены.
к. многое было не сфоткано, да и времени много прошло, но основные моменты для сборки я считаю освещены. Потому что с ним люди даже с ограниченными физическими возможностями могут ходить, многое делать.
Потому что с ним люди даже с ограниченными физическими возможностями могут ходить, многое делать.
 В принципе, с такой рекомендацией, по-моему, стоит согласиться.
В принципе, с такой рекомендацией, по-моему, стоит согласиться.
 Конкурс продлится с 24 июля по 4 сентября. Проект должен продемонстрировать способность улучшать качество жизни людей с ограниченными возможностями, улучшая обучение, работу или повседневную жизнь. «Превратите « инвалидность » в « эту способность ».
Конкурс продлится с 24 июля по 4 сентября. Проект должен продемонстрировать способность улучшать качество жизни людей с ограниченными возможностями, улучшая обучение, работу или повседневную жизнь. «Превратите « инвалидность » в « эту способность ». М4 и М6
М4 и М6 Он содержит оборудование, необходимое для создания экзоскелета локтя. Прилагаемый справочник содержит учебник
Он содержит оборудование, необходимое для создания экзоскелета локтя. Прилагаемый справочник содержит учебник
 Активация слабая. Он предназначен только для иллюстрации основных принципов экзоскелета. Вы не сможете больше подтягиваться, и он не сможет значительно поддерживать вашу руку.
Активация слабая. Он предназначен только для иллюстрации основных принципов экзоскелета. Вы не сможете больше подтягиваться, и он не сможет значительно поддерживать вашу руку. Рассматриваемые темы:
Рассматриваемые темы:

 02 — 4 774 грн
02 — 4 774 грн Profline 97119
Profline 97119 com.ua»
com.ua» 79 л
79 л 9Гидравлический цилиндр 0003 также называется гидроцилиндром , он представляет собой пневматический цилиндр и имеет гидравлический поршень в виде гидроцилиндра . Пневматический цилиндр обычно представляет собой гидравлический пневматический цилиндр или гидравлический цилиндр для передачи давления в цилиндр. Пневматический цилиндр обычно оснащается гидравлическим поршнем или гидроцилиндром, в зависимости от типа поршня. Гидравлический цилиндр также называют пневматическим цилиндром или в форме пневматического цилиндра. 9Гидравлический цилиндр 0003 представляет собой тип пневматического цилиндра с гидравлическим поршнем и давлением под давлением.
9Гидравлический цилиндр 0003 также называется гидроцилиндром , он представляет собой пневматический цилиндр и имеет гидравлический поршень в виде гидроцилиндра . Пневматический цилиндр обычно представляет собой гидравлический пневматический цилиндр или гидравлический цилиндр для передачи давления в цилиндр. Пневматический цилиндр обычно оснащается гидравлическим поршнем или гидроцилиндром, в зависимости от типа поршня. Гидравлический цилиндр также называют пневматическим цилиндром или в форме пневматического цилиндра. 9Гидравлический цилиндр 0003 представляет собой тип пневматического цилиндра с гидравлическим поршнем и давлением под давлением. com.
com.

 расход в галлонах в минуту
расход в галлонах в минуту об/мин
об/мин HP
HP
 Такой подшипник народ прозвал «пьяный». Итак, при вращении «пьяного» подшипника вызывает колебания кулисы преобразуя движение в возвратно -поступательное поршня, который, в свою очередь, бьет по бойку. По – такому принципу устроены машинки мощностью до 2 кВт. Бренды, которые наиболее востребованы на рынке, иностранные: Bort; Makita; Bosch. Российские: «Вихрь»; «Зубр». Ударная энергия таких инструментов достигает 10кДж. Такой ударной энергии достаточно для строительных работ или домашнего ремонта.
Такой подшипник народ прозвал «пьяный». Итак, при вращении «пьяного» подшипника вызывает колебания кулисы преобразуя движение в возвратно -поступательное поршня, который, в свою очередь, бьет по бойку. По – такому принципу устроены машинки мощностью до 2 кВт. Бренды, которые наиболее востребованы на рынке, иностранные: Bort; Makita; Bosch. Российские: «Вихрь»; «Зубр». Ударная энергия таких инструментов достигает 10кДж. Такой ударной энергии достаточно для строительных работ или домашнего ремонта. Подобный аппарат работает как горизонтально, так и в вертикальном положении. Благодаря применению гидравлики в приводе бура у него низкая отдача и уровень шума. Может подсоединиться к гидрораспределителю гидросистемы дорожной техники через специальный блок согласования, либо к специальной малогабаритной насосной станции. Прибор работоспособен при температуре плюс минус 40 ° С
Подобный аппарат работает как горизонтально, так и в вертикальном положении. Благодаря применению гидравлики в приводе бура у него низкая отдача и уровень шума. Может подсоединиться к гидрораспределителю гидросистемы дорожной техники через специальный блок согласования, либо к специальной малогабаритной насосной станции. Прибор работоспособен при температуре плюс минус 40 ° С .. 14
.. 14
 Для получения пробоя достаточно запустить двигатель кнопкой на ручке корпуса и через несколько секунд пробой готов.
Для получения пробоя достаточно запустить двигатель кнопкой на ручке корпуса и через несколько секунд пробой готов. давление
давление Потому что мы работаем с поставщиками без посредников цены на наш товар ниже чем у конкурентов.
Потому что мы работаем с поставщиками без посредников цены на наш товар ниже чем у конкурентов. После проверки инструмент устанавливается под заранее намеченное место для пробивки. При пробитии ниш в тонких металлических листах между шиной и упором помещается специальная скоба (которая поставляется с комплектом) Гарантия устройства 12 месяцев. производитель город Санкт-Петербург
После проверки инструмент устанавливается под заранее намеченное место для пробивки. При пробитии ниш в тонких металлических листах между шиной и упором помещается специальная скоба (которая поставляется с комплектом) Гарантия устройства 12 месяцев. производитель город Санкт-Петербург
 С противоположной стороны на стержень до упора накручивается матрица. Матрица имеет конфигурацию трехзубчатой коронки. После закручивания матрицы начинается прокачка масла ручной помпой. Масло, попадая под поршень начинает, втягиваясь во внутрь цилиндра рабочего органа увлекать за собой стержень с закрепленной на нем матрицей. После нескольких качков ручкой помпы, происходит полное прорезание железа с последующим выдавливанием вырезанной части во внуть пуансона. Вырезанная круглая шайба приобретает конфигурацию звездочки по контуру матрицы и вынимается из втулки без усилий.
С противоположной стороны на стержень до упора накручивается матрица. Матрица имеет конфигурацию трехзубчатой коронки. После закручивания матрицы начинается прокачка масла ручной помпой. Масло, попадая под поршень начинает, втягиваясь во внутрь цилиндра рабочего органа увлекать за собой стержень с закрепленной на нем матрицей. После нескольких качков ручкой помпы, происходит полное прорезание железа с последующим выдавливанием вырезанной части во внуть пуансона. Вырезанная круглая шайба приобретает конфигурацию звездочки по контуру матрицы и вынимается из втулки без усилий. Имея прямые поставки без посредников у нас можно купить гидравлический перфоратор по низкой цене или стать участникоа в акциях по снижению цен на любой инструмент.
Имея прямые поставки без посредников у нас можно купить гидравлический перфоратор по низкой цене или стать участникоа в акциях по снижению цен на любой инструмент. ru
ru Благодаря своим габаритам идеально подходит для бурения шпуров малого диаметра. Используется в установках, как для открытых горных работ, так и для подземных. Модификация COP 1022 имеется только с цельным буром, а COP 1028 изготавливается исключительно под резьбовой бур.
Благодаря своим габаритам идеально подходит для бурения шпуров малого диаметра. Используется в установках, как для открытых горных работ, так и для подземных. Модификация COP 1022 имеется только с цельным буром, а COP 1028 изготавливается исключительно под резьбовой бур.

 Для версия COP 1840+ в полтора раза увеличены интервалы меж сервисного обслуживания, благодаря замкнутой системе смазки с электронным управлением. Также можно заказать гидравлический перфоратор Atlas Copco Cop 1840 в версии EX со встроенным гидравлическим экстрактором.
Для версия COP 1840+ в полтора раза увеличены интервалы меж сервисного обслуживания, благодаря замкнутой системе смазки с электронным управлением. Также можно заказать гидравлический перфоратор Atlas Copco Cop 1840 в версии EX со встроенным гидравлическим экстрактором. Отличительной чертой данного перфоратора является возможность использовать буровой инструмент Atlas Copco серии ThunderRod T60.
Отличительной чертой данного перфоратора является возможность использовать буровой инструмент Atlas Copco серии ThunderRod T60. Данный перфоратор был специально разработан для самых тяжёлых условий работы и способен выдерживать длительные нагрузки. Несмотря на массу и размеры перфоратора, благодаря своей продуманной конструкции очень прост в обслуживании.
Данный перфоратор был специально разработан для самых тяжёлых условий работы и способен выдерживать длительные нагрузки. Несмотря на массу и размеры перфоратора, благодаря своей продуманной конструкции очень прост в обслуживании.
 Он имеет простую и легкую конструкцию, которую легко эксплуатировать и обслуживать.
Он имеет простую и легкую конструкцию, которую легко эксплуатировать и обслуживать.


 Наша технология помогла свести к минимуму время простоя в отрасли, сэкономив при этом миллионы долларов, будь то бурение, земляные работы, транспортировка и многое другое. Даже если что-то пойдет не по плану, у нас есть процессы, которые помогут вам быстро вернуться к работе с нашими специальными деталями и услугами по запросу.
Наша технология помогла свести к минимуму время простоя в отрасли, сэкономив при этом миллионы долларов, будь то бурение, земляные работы, транспортировка и многое другое. Даже если что-то пойдет не по плану, у нас есть процессы, которые помогут вам быстро вернуться к работе с нашими специальными деталями и услугами по запросу.