Китайцы испытали магнитогидродинамический двигатель для подлодок
Китайская корпорация CSIC в середине октября текущего года провела первые успешные испытания прототипа магнитогидродинамического двигателя, «тихого» движителя без подвижных частей для перспективных подводных лодок. Как сообщает Global Times, испытания установки проводились на корабле, приписанном к порту в Санье в провинции Хайнань. Испытания двигателя были признаны успешными.
Самая простая конструкция магнитогидродинамического двигателя представляет собой канал, по которому движется жидкость, и расположенные по его сторонам электромагниты. Во время работы на электромагниты подается напряжение, возникает магнитное поле, которое провоцирует появление в жидкой среде движущей силы. При этом жидкость, проходящая по каналу, должна быть электролитической, то есть проводить ток.
В случае с морским магнитогидродинамическим двигателем электролитической жидкостью выступает морская вода. Поскольку в таком двигателе отсутствуют подвижные части, он практически не шумит — уровень гидродинамического шума проходящей сквозь установку воды и работающих электромагнитов на порядки меньше шума стандартных движителей надводных и подводных кораблей.
Согласно заявлению CSIC, во время испытаний корабль с новой установкой смог достичь расчетной скорости. На каком именно корабле проводились испытания и какой конкретно скорости он смог достичь, не раскрывается. Также не уточняется, был ли опытовый корабль подводным или надводным. Испытания состоялись 18 октября 2017 года.
Следует отметить, что попытки создать морской магнитогидродинамический двигатель предпринимались и раньше. В 1980х годах такой двигатель считался «установкой будущего» для тихих подводных лодок. В 1984 году даже вышел роман американского писателя Тома Клэнси «Охота за «Красным октябрем». В книге советская подлодка «Красный октябрь» имела именно магнитогидродинамические двигатели.
В 1992 году в Японии проводились испытания опытного надводного судна «Ямато-1», приводившегося в движение магнитогидродинамическим двигателем. Во время испытаний судно, разработанное корпорацией Mitsubishi Heavy Industries, смогло развить скорость в восемь узлов (14,8 километра в час). Во время последующих испытаний «Ямато-1» не смогло развить скорость более восьми узлов.
Считалось, что магнитогидродинамические двигатели, помимо тихой работы, позволят кораблям развивать скорости большие, чем позволяли традиционные движители с гребными винтами. Во время испытаний «Ямато-1» и нескольких других прототипов судов с новыми установками высоких скоростей достичь так и не удалось. Проект закрыли.
На «Ямато-1» стоял магнитогидродинамический двигатель с шестью движителями и электромагнитами, которые охлаждались жидким гелием. Сегодня «Ямато-1» находится в морском музее в Кобе, а магнитогидродинамический двигатель судна — в музее морской науки в Токио.
Василий Сычёв
Нашли опечатку? Выделите фрагмент и нажмите Ctrl+Enter.
Способ возбуждения колебаний потока жидкости и гидродинамический генератор колебаний
Изобретение относится к гидравлическим системам, использующим протекание жидкостей для создания колебаний потока, и может быть использовано в машиностроении, химической, нефтегазодобывающей, горной промышленности, медицине и других областях народного хозяйства. Гидродинамический генератор содержит корпус, установленную в нем вихревую камеру с каналами закрутки и выходным соплом и напорную магистраль, сообщенную с каналами закрутки. В вихревой камере установлено центральное тело с зазором относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью, сообщенной через проходные отверстия с вихревой камерой. Для расширения эксплуатационных возможностей и области применения полость может быть гидравлически связана соединительным каналом с обрабатываемой средой. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки со стороны выходного сопла выполнены в дополнительной камере, сообщенной с вихревой камерой через кольцевой канал. Изобретение основано на специфическом взаимодействии жидкостных вихрей и позволяет повысить эффективность генерирования колебаний за счет расширения диапазона частот и увеличения амплитуды колебаний давления и расхода, расширить диапазон эксплуатации, а также обеспечить надежность и стабильность работы оборудования при изменении режимов работы генератора, 2 c. и 11 з.п.ф-лы, 6 ил.
Изобретение относится к динамике различных гидравлических систем, использующих протекание жидкостей для создания колебаний потока, и может быть использовано в машиностроении, химической, горнодобывающей, нефтегазодобывающей промышленности, в медицине и других областях народного хозяйства.
Известны способ генерирования колебаний давления, заключающийся в подаче жидкости под давлением и закручивании ее с образованием вихря, и гидродинамический генератор колебаний для его осуществления, содержащий проточную вихревую камеру с продольным каналом подвода управляющего потока (патент США N 3768520, НКИ 137-809). Возбуждение колебаний происходит за счет взаимодействия осевого потока нагнетаемой жидкости с управляющим вихревым потоком, который формируют и усиливают с помощью другого источника жидкости.
Недостатками этих способа и устройства являются необходимость в двух источниках расхода жидкости и применение специальных средств формирования управляющего потока, что ограничивает область применения генератора.
Известны способ генерирования колебаний жидкостного потока, заключающийся в том, что жидкость подают под избыточным давлением и разделяют на основной и дополнительный автономные потоки, осуществляют закручивание основного потока для образования вихря, а в дополнительном частично стравливают давление и подают на периферию вихря с окружной составляющей скорости, меньшей окружной составляющей скорости основного потока, и генератор колебаний для осуществления этого способа (Патент РФ N 2087756), который содержит корпус, установленную в нем проточную камеру с каналами закрутки и выходным соплом, напорную магистраль, сообщенную с каналами закрутки, и снабжен центральным телом, установленным в проточной камере с зазором относительно ее боковой стенки, дополнительной магистралью с ограничителем расхода, подключенной через ограничитель расхода к напорной магистрали и сообщенной с соплом через зазор между центральным телом и стенкой проточной камеры.
Недостатками известных способа и устройства являются низкая энергетика жидкостного потока в дополнительном потоке из-за частичного стравливания давления, что уменьшает амплитуду и ограничивает верхний диапазон частот, а также сужение диапазона эксплуатации по давлению и расходу из-за наличия ограничителя расхода, который обычно обладает нелинейной расходной характеристикой или требуется существенное усложнение конструкции генератора, что ограничивает область его применения.
Задачей данного изобретения является повышение эффективности генерирования колебаний за счет расширения диапазона частот, увеличения амплитуды колебаний давления и расхода и расширение диапазона эксплуатации.
Поставленная задача достигается тем, что в известном способе генерирования колебаний жидкостного потока, состоящем в том, что жидкость под давлением закручивают, формируя жидкостный вихрь, согласно изобретению создают не менее двух противоположно направленных вихрей, образованных закрученными жидкостными потоками с одинаковым давлением подачи, периферия которых гидравлически связана с полостью с регулируемой упругостью. При этом полость можно заполнить средой с регулируемой упругостью.
Поставленная задача решается также тем, что гидродинамический генератор колебаний, содержащий корпус с вихревой камерой, каналы закрутки, выходное сопло, напорную магистраль, соединенную с каналами закрутки, и установленное в вихревой камере с зазором относительно боковой стенки центральное тело, согласно изобретению снабжен полостью с регулируемой упругостью, сообщенной с вихревой камерой и через упомянутый зазор с выходным соплом, а каналы закрутки выполнены по крайней мере в двух плоскостях сечения вихревой камеры с взаимно противоположной ориентацией закрутки и соединены с напорной магистралью.
В некоторых вариантах исполнения генератора каналы закрутки могут быть выполнены в дополнительной камере, сообщенной с вихревой камерой через кольцевой канал.
Для оптимизации гидродинамических характеристик вихревой камеры на центральном теле между каналами закрутки могут быть выполнены винтовые каналы, закрутка которых противоположна ориентации каналов закрутки со стороны выходного сопла.
С целью компенсации изменения статического давления в упругих элементах полости целесообразно, чтобы полость имела дополнительную гидравлическую связь с обрабатываемой средой.
Для работы в экстремальных условиях (высокие или низкие температуры, агрессивные жидкости и др.) целесообразно, чтобы полость была выполнена в виде сильфона, заполненного сжимаемой средой и/или подпружиненного.
В некоторых вариантах исполнения генератора целесообразно, чтобы полость была заполнена средой с регулируемой упругостью.
Для повышения надежности в ряде случаев целесообразно, чтобы полость была выполнена в виде кожуха с размещенным в нем упругим телом, например резиновой оболочкой, сильфоном с упругой средой, в частности с газом.
Вихревая камера со стороны выходного сопла может быть выполнена в виде конусообразной полости, при этом для улучшения гидродинамики течения колебательной составляющей расхода полость может быть образована одним или несколькими усеченными конусами с разными углами образующих.
Оптимальным вариантом является выполнение полости в виде тела вращения, внешняя и/или внутренняя образующие которого имеют форму лекальной кривой. Целесообразно, чтобы она была выполнена сначала сужающейся, а затем расширяющейся в направлении к выходному соплу.
В предложенном способе реализуется новый механизм возникновения автоколебаний жидкостного потока. При смешении подаваемых с одинаковым давлением закрученных жидкостных потоков образуется вихрь, который усиливает флуктуации расхода в полости с регулируемой упругостью. Колебания давления за счет заполнения полости рабочей жидкостью вызывают в ней возвратно-поступательные движения. При движении жидкости из полости к области жидкостного вихря, находящегося около выходного сопла, поступает больше жидкости с противоположно направленной закруткой, вследствие чего происходит интенсивное размывание вихря со стороны сопла. При этом уменьшается суммарная циркуляция по радиусу вихря, падает давление на жидкостном вихре, что влечет дополнительное увеличение расхода в напорной магистрали и соответственно на выходе генератора. Отток жидкости из полости вызывает в ней падение давления и движение жидкости в обратном направлении. При обратном направлении в жидкостном вихре в области сопла возрастает суммарная циркуляция из-за уменьшения доли жидкости с противоположной закруткой, что приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости. Это увеличение сопротивления приводит к усилению движения жидкости в обратном направлении и повышению давления в полости до величины, превышающей давление в жидкостном вихре. Затем происходит отток жидкости из полости, цикл повторяется и устанавливается режим устойчивых колебаний.
Выполнение каналов закрутки по крайней мере в двух плоскостях сечения вихревой камеры с взаимно противоположной ориентацией закрутки обеспечивает повышение энергетических характеристик колебаний давления за счет уменьшения времени нарастания или снижения окружной скорости вихря до максимального или минимального и соответственно крутизны фронта нарастания или спада амплитуды давления или увеличения частоты и амплитуды. Для оптимизации параметров или уменьшения габаритных размеров генератора при работе с увеличенными расходами может быть необходимо выполнять каналы закрутки в 3-х и более плоскостях сечения вихревой камеры.
Предлагаемый гидродинамический генератор давления позволяет расширить диапазон частот, увеличить амплитуду колебаний давления и расхода, повысить эксплуатационные характеристики и область его применения.
На фиг. 1 представлена схема генератора для реализации способа с вариантом выполнения вихревой камеры со стороны выходного сопла в виде конусообразной полости с разными углами образующих; на фиг. 2 — разрез по A-A по каналам закрутки; на фиг. 3 — разрез по В-В по каналам закрутки со стороны выходного сопла; на фиг. 4 — варианты выполнения полости с регулируемой упругостью; на фиг. 5 — вариант выполнения полости вихревой камеры со стороны выходного сопла в виде тела вращения, образующие которого имеют форму лекальной кривой; на фиг. 6 — вариант выполнения вихревой камеры, сначала сужающейся, а затем расширяющейся по направлению к выходному соплу и сообщенной через кольцевой канал с каналами закрутки, выполненными в дополнительной камере.
Гидродинамический генератор колебаний содержит корпус 1, установленную в нем вихревую камеру 2 с каналами закрутки 3 и выходным соплом 4 и напорную магистраль 5, сообщенную с каналами закрутки 3. В вихревой камере 2 установлено центральное тело 6 с зазором 7 относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью 8, сообщенной через проходные отверстия 9 с вихревой камерой 2. Для расширения эксплуатационных возможностей и области применения полость 8 может быть гидравлически связана соединительным каналом 10 с обрабатываемой средой 11. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки 3 со стороны выходного сопла выполнены в дополнительной камере 12, сообщенной с вихревой камерой через кольцевой канал 13.
Способ осуществляют следующим образом.
Жидкость подают под избыточным давлением по напорной магистрали 5 и с помощью каналов 3 закручивают, создавая не менее двух противоположно направленных вихрей в сечениях A-A и B-B (фиг. 2 и 3). При этом давление на каналах закручивания будет одинаковым. При смешении этих вихрей в вихревой камере 2 образуется жидкостный вихрь, усиливающий флуктуации расхода в полости 8 с регулируемой упругостью, что вызывает в ней возвратно-поступательные движения. Когда жидкость движется из полости 8 к области жидкостного вихря со стороны выходного сопла 4, происходит интенсивное размывание вихря, приводящее к уменьшению давления. В связи с падением давления на жидкостном вихре происходит дополнительное увеличение расхода в напорной магистрали 5. Отток жидкости из полости 8 вызывает падение в ней давления и последующее движение жидкости в обратном направлении, при этом в вихре в области сопла 4 возрастает суммарная циркуляция, т.к. доля жидкости с противоположной закруткой уменьшается. Это приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости, что ведет к усилению движения жидкости в обратном направлении и повышению давления в полости 4. Далее цикл повторяется.
Гидродинамический генератор колебаний работает следующим образом.
Жидкость от насоса по напорной магистрали 5 подается через каналы закрутки 3 в вихревую камеру 2, где образуется два жидкостных вихря с противоположной закруткой. Повышение давления в полости 8 с регулируемой упругостью вызывает излив из нее жидкости в вихревую камеру 2, что ведет к возмущению вихря в сечении A-A и последующее его возмущение в сечении B-B. Давление на жидкостном вихре падает, что приводит к дополнительному увеличению расхода в напорной магистрали 5 и соответственно в сопле 4. Отток жидкости из полости 8 вызывает в ней падение давления и из каналов закрутки 3 жидкость устремляется в полость 8. При этом увеличивается окружная скорость вихря, что ведет к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости из напорной магистрали 5. Заполнение полости 8 жидкостью приводит к увеличению в ней давления, что противодействует увеличению давления в вихревой камере 2 в сечении A-A, происходит отток жидкости из полости 8 и процесс циклически повторяется.
Использование изобретения позволяет повысить амплитуду колебаний давления и увеличить радиус зоны обработки, расширить диапазон частот, повысить эксплуатационные характеристики оборудования, обеспечить надежность и стабильность его работы при изменении режимов работы генератора, расширить область применения.
Формула изобретения
1. Способ возбуждения колебаний потока жидкости, состоящий в том, что жидкость под давлением закручивают, формируя жидкостный вихрь, отличающийся тем, что создают не менее двух противоположно направленных вихрей, образованных закрученными жидкостными потоками с одинаковым давлением подачи, периферия которых гидравлически связана с полостью с регулируемой упругостью.
2. Способ по п.1, отличающийся тем, что полость заполняют средой с регулируемой упругостью.
3. Гидродинамический генератор колебаний, содержащий корпус с вихревой камерой, каналы закрутки, выходное сопло, напорную магистраль, соединенную с каналами закрутки, и установленное в вихревой камере с зазором относительно боковой стенки центральное тело, отличающийся тем, что он снабжен полостью с регулируемой упругостью, сообщенной с вихревой камерой и через упомянутый зазор с выходным соплом, а каналы закрутки выполнены, по крайней мере, в двух плоскостях сечения вихревой камеры с взаимно противоположной ориентацией закрутки и соединены с напорной магистралью.
4. Гидродинамический генератор колебаний по п.3, отличающийся тем, что каналы закрутки выполнены в дополнительной камере, сообщенной с вихревой камерой через кольцевой канал.
5. Гидродинамический генератор колебаний по пп.3 и 4, отличающийся тем, что на центральном теле между каналами закрутки выполнены винтовые каналы, закрутка которых противоположна ориентации каналов закрутки со стороны выходного сопла.
6. Гидродинамический генератор колебаний по пп.3 — 5, отличающийся тем, что полость имеет дополнительную гидравлическую связь с обрабатываемой средой.
7. Гидродинамический генератор колебаний по пп.3 — 5, отличающийся тем, что полость выполнена в виде сильфона, заполненного сжимаемой средой и/или подпружиненного.
8. Гидродинамический генератор по пп.3 — 5, отличающийся тем, что полость заполнена средой с регулируемой упругостью.
9. Гидродинамический генератор колебаний по пп.3 — 5, отличающийся тем, что полость выполнена в виде кожуха с размещенным в нем упругим телом, например резиновой оболочкой, сильфоном, заполненных упругой средой.
10. Гидродинамический генератор колебаний по пп.3 — 5, отличающийся тем, что вихревая камера со стороны выходного сопла выполнена в виде конусообразной полости.
11. Гидродинамический генератор по пп.3 — 5 и 10, отличающийся тем, что конусообразная полость вихревой камеры образована одним или несколькими усеченными конусами с разными углами образующих.
12. Гидродинамический генератор колебаний по пп.3 — 5 и 10, отличающийся тем, что конусообразная полость выполнена в виде тела вращения, внешняя и/или внутренняя образующие которого имеют форму лекальной кривой.
13. Гидродинамический генератор колебаний по пп. 3 — 5, 11 и 12, отличающийся тем, что конусообразная полость выполнена сначала сужающейся, а затем расширяющейся по направлению к выходному соплу.
EPI Справочник Руководства LibraryEPI и Publications Some Интересные ссылки
Дополнительные продукты
для продажи (случайно)
Журнал Race Engine Technology
ВВЕДЕНИЕ в Race Engine TechnologyПОДПИСАТЬСЯ на Race Engine TechnologyДОСТУПНО НАЗАД ВЫПУСКИ
Последнее обновление: 25 января 2013 г.
ПРИМЕЧАНИЕ. Все наши продукты, конструкции и услуги являются УСТОЙЧИВЫМИ, ОРГАНИЧЕСКИМИ, БЕЗГЛЮТЕНОВЫМИ, НЕ СОДЕРЖАТ ГМО и не будут расстроить чьи -либо драгоценные чувства или тонкие чувства
Это расширенная версия статьи
от Джека Кейна, которая появилась в выпуске 030 из Magazine Technology Technology
ВВЕДЕНИЕ
Большинство подвес четыре класса: (1) подшипники качения (примеры: шариковые, цилиндрические роликовые, сферические роликовые, конические роликовые и игольчатые), (2) сухие подшипники (примеры: пластиковые втулки, металлические втулки с покрытием), (3) полусмазываемые ( пример: пропитанные маслом бронзовые втулки) и (4) гидродинамические подшипники (пример: подшипники коленчатого вала).
За исключением случайных тангенциальных, таких как 1,5-литровый оппозитный четырехцилиндровый двигатель Porsche шестидесятых годов и некоторые авиационные двигатели с радиальной конфигурацией, почти во всех поршневых двигателях используются гидродинамические подшипники. Это справедливо для коленчатого вала, а иногда и для распределительного вала, хотя часто последний работает непосредственно в конструкции двигателя. Он обратил внимание на гидродинамические подшипники.
Цель всего обсуждения состоит в том, чтобы (а) объяснить, как работают гидродинамические подшипники (что иногда противоречит здравому смыслу), и (б) продемонстрировать, как разработчики двигателей снижают потери на трение с помощью технологии подшипников.
Гидравлические подшипники работают путем создания в качестве побочного продукта относительного движения между валом и подшипником очень тонкой пленки смазки под достаточно высоким давлением, чтобы соответствовать приложенной нагрузке, пока эта нагрузка находится в пределах несущая способность.
Гидродинамические подшипники представляют собой форму научной магии, поскольку они обеспечивают очень большую грузоподъемность в компактном и легком исполнении и, в отличие от других классов, в большинстве случаев могут быть рассчитаны на бесконечный срок службы.
Гидродинамические подшипники работают в одном из трех режимов: (а) полностью гидродинамический, (б) граничный и (в) смешанный.
ГИДРОДИНАМИЧЕСКИЙ РЕЖИМ
При полностью гидродинамической (или «полностью пленочной») смазке подвижная поверхность шейки полностью отделена от опорной поверхности очень тонкой пленкой смазки (всего 0,0001 дюйма с изотропной суперфинишной { ISF}). Приложенная нагрузка вызывает смещение центральной линии шейки относительно центральной линии подшипника. Этот эксцентриситет создает круглый «клин» в зазоре, как показано на рис.0096 Рисунок 1 .
Рисунок 1
Смазка благодаря своей вязкости прилипает к поверхности вращающейся шейки и втягивается в клин, создавая очень высокое давление (иногда превышающее 6000 фунтов на кв. дюйм), которое действует на отделите шейку от подшипника, чтобы выдержать приложенную нагрузку.
Эксцентриситет подшипника выражается как смещение центральной линии, деленное на радиальный зазор. Например, если подшипник с радиальным зазором 0,0012 дюйма (0,0024 дюйма в диаметре) работает с толщиной пленки 0,0001 дюйма, то эксцентриситет равен (0,0012 — 0,0001)/0,0012 = 0,9.17.
Эксцентриситет подшипника увеличивается с приложенной нагрузкой и уменьшается с увеличением скорости и вязкости шейки.
Обратите внимание, что гидродинамическое давление не имеет никакого отношения к давлению масла в двигателе, за исключением того, что если давление моторного масла недостаточно для подачи необходимого большого объема масла в подшипник, механизм гидродинамического давления выйдет из строя, и подшипник(и) ) и журнал(ы) будут быстро уничтожены.
Интересно изучить распределение давления в гидродинамической области гидродинамического подшипника. Описанное выше гидродинамическое давление увеличивается от довольно низкого в зоне большого зазора до максимального в точке минимальной толщины пленки по мере того, как масло (по существу несжимаемое) втягивается в сужающуюся «клиновидную» зону подшипника. На рис. 2 показан типичный эскиз радиального распределения давления в зоне, воспринимающей нагрузку подшипника.
Рисунок 2
Однако этот радиальный профиль не является однородным по всей осевой длине подшипника. На рис. 3 показан эскиз профиля осевого распределения давления для полностью разработанной гидродинамической смазки с опорной поверхностью без канавок (вставка). Как видно из рисунка, давление быстро падает на кромке подшипника, так как масло вытекает из кромки под действием высокого гидродинамического давления. При движении внутрь от краев давление резко возрастает. Если подшипник имеет достаточную ширину, профиль будет иметь почти плоскую форму в области высокого давления.
Рисунок 3
Когда-то стандартной практикой было использование коренных подшипников с полной канавкой, поскольку считалось, что канавка обеспечивает лучшую подачу масла к шатунным подшипникам. Быстрое изучение осевого профиля распределения гидродинамического давления для рифленой поверхности (вставки), показанное на рис. подшипник.
Рисунок 4
ГРАНИЧНЫЙ РЕЖИМ
Второй режим работы подшипника – граничная смазка. При граничной смазке «вершины» поверхностей скольжения (цапфа и подшипник) соприкасаются друг с другом, но также существует чрезвычайно тонкая пленка масла толщиной всего в несколько молекул, которая находится в «впадинах» поверхности. Эта тонкая пленка имеет тенденцию уменьшать трение по сравнению с тем, которое было бы, если бы поверхности были полностью сухими.
СМЕШАННЫЙ РЕЖИМ
Третий режим, смешанный, представляет собой область перехода между граничной и полнопленочной смазкой. Поверхностные пики на поверхностях шейки и подшипника частично проникают в пленку жидкости, и происходит некоторый поверхностный контакт, но гидродинамическое давление начинает увеличиваться.
ЭКСПЛУАТАЦИЯ
Для дальнейшего объяснения трех режимов смазки давайте рассмотрим работу подшипника скольжения от запуска до устойчивого состояния. На рис. 5 показан опорный подшипник в состоянии покоя. Приложенная нагрузка вызывает контакт шейки с поверхностью подшипника (коэффициент эксцентриситета = 1,0).
Рисунок 5
Когда начинается движение, шейка пытается взобраться на стенку подшипника, как показано на Рисунок 6 , из-за трения металла по металлу (граничной смазки) между двумя поверхностями.
Рисунок 6
При достаточном запасе смазки движение шейки начинает затягивать смазку в область клина, и наряду с граничной смазкой начинает происходить гидродинамическая смазка (смешанная смазка).
Если предположить, что нагрузка и вязкость остаются относительно постоянными в течение этого периода запуска, то по мере увеличения числа оборотов гидродинамическая работа усиливается до тех пор, пока она полностью не разовьется и не переместит шейку в ее стационарную ориентацию (рис. 7) , определяемый эксцентриситетом (е) и углом ориентации (а). Обратите внимание, что направление эксцентриситета и, следовательно, минимальная толщина пленки не совпадают с вектором нагрузки, а смещены под углом от нагрузки. Рис. 7 (3) приложенная единичная нагрузка.
Эти три параметра можно комбинировать следующим образом, чтобы сформировать значение, которое мы можем назвать «Рабочее состояние подшипника» (BOC).
BOC = вязкость x об/мин x диаметр x K/единица нагрузки
(уравнение 1)
Параметр Viscosity указан в единицах абсолютной вязкости. Значение «K» — это коэффициент, который преобразует число оборотов в минуту и диаметр в скорость поверхности шейки. Нагрузка на подшипниковый узел представляет собой приложенную силу, деленную на площадь проекции подшипника (умножение ширины вкладыша на диаметр шейки).
КРИВАЯ ZN/P («ГРАФИК СТРИБЕКА»)
Значение BOC будет прогнозировать режим работы подшипника и ожидаемый коэффициент трения для данного рабочего состояния. Переходы между этими различными режимами работы и соответствующие фрикционные свойства более полно проиллюстрированы на графике Стрибека , показанном ниже на , рис. 8 . На этом графике (также известном как «кривая ZN/P») показан коэффициент трения подшипника (в логарифмическом масштабе), представленный как функция рабочих условий подшипника (BOC). Значения, нанесенные на ось X, не имеют размерности и показаны в процентах от полной шкалы.
Рисунок 8
Две вертикальные линии в области графика показывают границы между тремя режимами работы. Зона 1, от BOC = 0 до примерно 15, где происходит граничная смазка. Зона 2 (ВОС = 15–35) — это область смешанной смазки, в которой по мере увеличения ВОС развивается гидродинамическое давление, которое берет верх над граничной смазкой. Зона 3 представляет собой полностью развитую гидродинамическую смазку.
Обратите внимание, что целью представления этой кривой BOC (или ZN/P) является демонстрация взаимосвязи между коэффициентом трения и параметрами BOC (ZN/P), а не указания по конструкции подшипника.
В окончательном справочном тексте 2001 г. «Прикладная трибология: проектирование и смазка подшипников» д-ра Майкла Хонсари и д-ра Ричарда Бузера (ref-2:6:12) график Стрибека показан на стр. 12 и описывается как «безразмерная кривая uN/p, связывающая режим смазки и коэффициент трения с абсолютной вязкостью» . Та же самая БЕЗРАЗМЕРНАЯ кривая («ZN/P») показана на странице 2097 «Справочника по машиностроению, 24-е изд.». (ссылка-2:22:2097)
Сущность «BOC» (часто известная как ZN/P) действительно имеет единицы измерения, которые полностью зависят от выбранных вами единиц для (а) поверхностной скорости, преобразованной в об/мин, и (б) удельной нагрузки: фунтов на квадратный дюйм, н/мм². , мПа и т. д. В различных технических текстах используются определенные участки кривой и любые единицы измерения ZN/P, которые они предпочитают. Другие сохраняют безразмерную конструкцию.
Значения коэффициента трения, показанные в Рисунок 8 , были взяты из «Справочника машиностроения, 24-е изд.» и с «Проектирование элементов машин» , М.Ф. Споттс, профессор машиностроения, Северо-Западный университет (ref-2:2:302) . Обе справочные работы согласились, что нижняя точка составляет около 0,001, диапазон жидкой пленки составляет от 0,001 до по крайней мере 0,005, граничная область от более 0,1 до 0,03, а смешанная область находится между двумя другими, как показано. на сюжет.
Эта кривая показывает, что при работе в гидродинамической области (область 3), если единичная нагрузка остается постоянной, а скорость вращения или вязкость увеличиваются, гидродинамическое давление увеличивается, эксцентриситет уменьшается, а коэффициент трения увеличивается, увеличиваясь в 10 раз. по мере приближения эксцентриситета к нулю.
Однако, если обороты остаются фиксированными, а вязкость снижается или нагрузка на единицу увеличивается, то BOC будет уменьшаться. Коэффициент трения уменьшается логарифмически до нижней точки около BOC = 35. Если удельная нагрузка продолжает увеличиваться и/или вязкость продолжает уменьшаться, BOC переместится в область смешанной смазки, и режим смазки изменится с полностью гидродинамического обратно на смешанный режим и трение резко возрастут. Если нагрузка увеличивается и/или вязкость снижается еще больше, BOC продолжает уменьшаться, и в конечном итоге неровности шейки прорывают пленку, и система возвращается обратно в режим граничной смазки с очень высоким коэффициентом трения.
Обратите внимание на значения коэффициента трения. В зоне граничной смазки коэффициент трения аналогичен коэффициенту трения сухого подшипника (0,25-0,35). При значении BOC, равном 35, коэффициент трения находится в удивительно низком диапазоне 0,001, что на 50 % меньше, чем коэффициент трения радиальных шарикоподшипников. По мере увеличения BOC (любая комбинация меньшей нагрузки, более высоких оборотов, более высокой вязкости) кривая показывает, что коэффициент трения увеличивается экспоненциально, приближаясь к значению 0,01, что в десять раз больше идеального минимума. Этот факт иллюстрирует, почему так много внимания уделяется оптимизации подшипников для применения, пытаясь поддерживать ВОС в диапазоне 35-50.
В прошлых выпусках мы видели, что нагрузки от сгорания могут прикладывать силы, превышающие 12 000 фунтов, к шейке штока. Если бы подшипник работал с коэффициентом трения 0,002 (BOC примерно 50), приложенная нагрузка в 12 000 фунтов создала бы фрикционную нагрузку на поверхность одного подшипника в 24 фунта.
Если диаметр шейки, несущей 12 000 фунтов, составляет 2,50 дюйма, то потеря момента трения в этом подшипнике составит 24 фунта x 1,25 дюйма = 30 фунтов на дюйм или 2,5 фунта на фут. Если все 5 коренных шеек несут одинаковую нагрузку, то потери момента трения только на коренные подшипники составляют 5 x 2,5 = 12,5 фунт-фут, что при 9000 об/мин, поглощает 21,4 л.с.
Если бы диаметр этой шейки был уменьшен до 2,00″, можно было бы подумать, что можно было бы добиться снижения момента трения в коренном подшипнике на 20 %. Однако при той же ширине подшипника уменьшение диаметра шейки на 20 % уменьшает площадь проекции на 20 %. , что увеличивает удельную нагрузку, что приводит к снижению ВОС для той же нагрузки, оборотов в минуту и вязкости. Кроме того, уменьшение диаметра шейки на 20% также снижает поверхностную скорость на 20%, что при тех же оборотах и вязкости снижает ВОС даже Кроме того, добавьте к этому эффект смазочных материалов с очень низкой вязкостью, которые используют некоторые команды, и в результате получится резкое снижение BOC. Пока BOC остается в пределах гидродинамической области, меньший BOC будет давать еще более низкий коэффициент трения, что еще больше снижает потери на трение в подшипнике.
Конечно, на практике это не такая уж большая выгода, потому что нагрузка в 12 000 фунтов не применяется на всех 360° вращения. Но иллюстрация служит для того, чтобы указать на область, в которой опытные конструкторы двигателей успешно работают.
СМАЗКА ПОДЖИМНОЙ ПЛЕНКОЙ
Существует еще одна форма смазки пленочной жидкостью, которая увеличивает грузоподъемность в устройствах с колебательными нагрузками (например, в поршневых двигателях), известная как смазка пленочной выжимкой. Действие сжимающей пленки основано на том факте, что для выдавливания смазки из подшипника в осевом направлении требуется определенное время, что увеличивает гидродинамическое давление и, следовательно, нагрузочную способность. Поскольку в отверстиях поршневых пальцев происходит незначительное вращение или оно отсутствует вовсе, преобладающим механизмом, отделяющим поршневые пальцы от их отверстий в шатунах и поршнях, является гидродинамическая смазка пленочной смазкой.
ГЕОМЕТРИЯ
Подшипники коленвала не круглые. Коренные шейки подшипников и шатуны, которые вращаются в этих (обычно) подшипниках скольжения, идеально круглые, но окружающие их поверхности подшипников — нет. Во-первых, сдавливание подшипника скольжения в его корпусе вызывает деформацию корпуса, характер которой будет отражать материал и геометрию образующей его детали. Кроме того, эти подшипники на самом деле спроектированы так, чтобы быть некруглыми.
Если бы нагрузка и частота вращения двигателя были постоянными, а геометрия подшипника всегда могла сохраняться во время работы, идеально круглый профиль поверхности подшипника работал бы нормально. Конечно, в двигателе внутреннего сгорания нагрузка и скорость постоянно изменяются, и переменная нагрузка, воздействующая на корпус подшипника, постоянно изменяет его геометрию. На самом деле гоночный двигатель — это эластичное устройство, которое не всегда полностью оценивается. Огромные нагрузки проходят как вверх, так и вниз по шатуну, удлиняя и укорачивая его и искажая форму большого и малого концов. В связи с этим современные подшипники скольжения со стальной опорой спроектированы как полугибкие, а не как жесткие конструкции.
В выпуске The Definitive V8 Engines мы показали, что безнаддувный двигатель Formula One V8 объемом 2,4 литра и мощностью 750 л. Двигатель Cup V8 мощностью 850 л.с., работающий при 9500 об/мин, подвергается нагрузке около 12 500 фунтов. Такие нагрузки на шатунную шейку деформируют коленчатый вал, который, в свою очередь, передает деформацию картеру через коренные опорные шейки. Таким образом, в процессе эксплуатации деформируются как корпус шатунного подшипника (большая головка шатуна), так и корпуса коренных подшипников.
На практике было установлено, что соответствующий статический профиль подшипника коленчатого вала обычно имеет овальную форму, минимальный диаметр которого совпадает с направлением максимальной нагрузки. Обычно это считается под углом 90 градусов к линии разъема. Поэтому подшипники обычно изготавливаются с толщиной стенки, которая наибольшая под углом 90 градусов к линии разъема, сужаясь от этой точки к линии разъема с каждой стороны на заданную величину. Это известно как овальность подшипника (иногда называемая «эксцентриситетом», но это использование можно спутать с эксцентриситетом, необходимым для гидродинамической смазки), и оно адаптировано к характеристикам конкретного двигателя. Например, тяжелый поршневой узел и высокая скорость ускорения поршня приведут к высокой инерционной нагрузке в верхней части такта выпуска, что вызовет значительное растяжение шатуна, что, в свою очередь, приведет к значительному сжатию шатуна — высокая степень овальности. требуется, чтобы остановить подшипник, а затем защемить шатунную шейку.
НАПРЯЖЕНИЕ НА ПОДШИПНИК
Хотя подшипники являются источником трения (включая последующее срезание масляной пленки) и, следовательно, тепла, они также являются путем отвода тепла от возвратно-поступательного/вращающегося узла к стационарной конструкции двигателя и, что еще более важно, в циркулирующее масло. С точки зрения нагрузки, которую испытывают подшипники, следует отметить, что величина, а иногда даже направление нагрузки меняется в течение каждого хода. Степень нагрузки, которую испытывает данный подшипник, зависит от чистой нагрузки и расчетной площади подшипника, которая соответственно колеблется.
Полезная нагрузка резко меняется в зависимости от дроссельной заслонки и оборотов, а также в течение цикла двигателя при любых заданных дроссельной заслонке и оборотах. Например, при рабочем такте нагрузка на шатун при сжатии/сгорании является сжимающей, что противодействует растягивающей инерционной нагрузке, вызванной ускорением поршня. При низких оборотах двигателя с широко открытой дроссельной заслонкой инерционная нагрузка уравновешивает силы сгорания поршня, и, в зависимости от характеристик крутящего момента двигателя, это может создавать большую чистую нагрузку на подшипники, чем работа WOT на более высоких скоростях. И наоборот, при частоте вращения двигателя выше пикового крутящего момента силы инерции становятся преобладающими, и суммарное воздействие на подшипники заключается в увеличении нагрузки по сравнению с работой при пиковых оборотах крутящего момента. Однако нагрузка на шатун, которая возникает вблизи перекрытия ВМТ, представляет собой чрезвычайно высокую растягивающую нагрузку, поскольку давление в цилиндре очень мало, чтобы противостоять ускорению поршня. Эта нагрузка зависит от квадрата оборотов в минуту и может прикладывать огромные нагрузки (и, как следствие, отклонения) к вкладышу половинки крышки.
Длительная работа на высоких оборотах представляет собой еще одну угрозу для подшипников, поскольку она вызывает работу при высоких температурах, что, в свою очередь, может вызвать чрезмерный нагрев масла и, как следствие, потерю вязкости. В этом отношении бег на овальном кубке может быть более тяжелым испытанием для опоры, чем шоссейные гонки Формулы-1.
В статье, опубликованной в 20-м выпуске журнала Race Engine Technology, показан пример кавитационного повреждения подшипника шатуна 2,4-литрового двигателя Cosworth V8 2006 года, рассчитанного на работу при 20 000 об/мин. Когда поршень приближался к верхней мертвой точке, верхняя часть большого конца титанового шатуна имела тенденцию изгибаться от стальной шейки коленчатого вала, а подшипник со стальной опорой соответственно деформировался. Таким образом, между подшипником и шейкой, по которой он перемещался, образовалась полость, создающая зону низкого давления в масляной пленке, способствующую образованию пузырьков пара. По мере того, как поршень менял направление, давление сгорания вытесняло полость, схлопывая пузырьки, что увеличивало нагрузку на шатун. Фактически образовывались ударные волны, которые напрягали поверхность подшипника до такой степени, что из него мог даже выпадать материал. После подобной проблемы на Гран-при Малайзии вязкость масла была увеличена. Это позволило избежать кавитационных повреждений до тех пор, пока не были внесены изменения в конструкцию для решения проблемы. Высокая сдвиговая вязкость при высокой температуре имеет решающее значение для работы подшипников, что подтверждается этим экстремальным примером. Разработка нефти до 2006 г. привела к уменьшению зависимости вязкости от температуры («индекс вязкости»).
МАТЕРИАЛЫ И ПОКРЫТИЯ
В идеале материал подшипника должен обладать низкими фрикционными свойствами, но, учитывая, что в полностью гидродинамическом режиме поверхность подшипника отделена от поверхности шейки тонкой масляной пленкой, очевидно, что это скорее смазка. чем соответствующие поверхностные материалы, которые преобладают в трении, возникающем при нормальных условиях эксплуатации.
Таким образом, при достаточном запасе смазки и подходящем соотношении нагрузка/скорость материал, образующий рабочую поверхность подшипника, не имеет решающего значения с точки зрения потерь на трение. Однако неизбежно произойдет контакт металла с металлом, особенно при запуске. Шейка неизменно изготавливается из стали, и, например, медь (использовавшаяся в качестве единственного материала для некоторых ранних подшипников), работающая по стали, имеет кинетический коэффициент 0,36. Однако любой металл, движущийся по стали при надлежащей смазке, имеет кинетический коэффициент в районе 0,06 (он будет варьироваться, как показано на кривой Штрибека выше).
В связи с неизбежным контактом металла с металлом на подшипники иногда наносят покрытия с низким коэффициентом трения. Например, один производитель разработал сверхскользкую смесь молибдена и графита, которая подвешена на инертной подложке из ПТФЭ, что обеспечивает адгезию, необходимую для ее прикрепления к верхней поверхности подшипника. Это покрытие толщиной всего в тысячу, совместимое с современными смазочными материалами и смазочными присадками, является жертвенным — подшипник переживет его, но в то же время оно, как утверждается, снижает трение и износ. Если есть какой-либо контакт, он предотвратит истирание и даже впитает мусор.
ОСНОВЫ КОНСТРУКЦИИ ПОДШИПНИКА СКОЛЬЖЕНИЯ
Обычно трехметаллический подшипник скольжения, используемый в современных высокопроизводительных двигателях, представляет собой многослойную структуру, имеющую относительно толстый стальной защитный слой, контактирующий с корпусом, и более твердый тонкий средний слой (медь- свинцовые, свинцово-бронзовые, алюминиево-оловянные и др.) и очень тонкий верхний слой из мягкого материала (свинец, цинк, кадмий, свинцово-индий и множество других), причем верхний слой образует собственно опорную поверхность. Максимальное приложенное давление, которое может выдержать подшипник, определяется свойствами прочности и твердости верхней поверхности. Максимальная относительная скорость между шейкой и подшипником определяется способностью подшипника рассеивать тепло, выделяемое при сдвиге масляной пленки.
За исключением редких случаев составных коленчатых валов, подшипник скольжения разделен на верхнюю и нижнюю половины, чтобы его можно было установить на шейку. Одна половинка влезает в основную конструкцию, другая в колпачок. Каждая половина называется вкладышем, поэтому этот тип подшипника можно назвать вкладышем или вкладышем. Обычно только один из коренных подшипников выполнен в виде упорного подшипника, необходимого для минимизации осевого смещения коленчатого вала.
Несколько слоев были разработаны для обеспечения свойств, необходимых для конкретного применения. В то время как основа неизменно будет стальной, стальной подшипник, работающий со стальной шейкой без покрытия на любой поверхности, вызовет высокое трение и износ в режимах граничной и смешанной смазки, а также практически не позволит посторонним частицам внедряться в материал, но вместо этого захватит их и превратит в режущие инструменты. Поэтому верхний слой представляет собой более мягкий металл, рассчитанный на минимальное трение при достаточной заделываемости. Идея состоит в том, чтобы позволить абразивным частицам закрепиться под рабочей поверхностью и тем самым свести к минимуму износ. Кроме того, более мягкие верхние слои помогут подшипнику действовать как подушка перед лицом серьезных рабочих нагрузок. В дополнение к высокой механической прочности и высокой термостойкости композитный подшипник нуждается в хорошей прилегаемости и хороших поверхностных свойствах — ему нужна «совместимость», чтобы предотвратить захват или даже заклинивание, если масляная пленка на мгновение разрушается.
Из-за механических свойств мягкого материала подшипника можно подумать, что он будет выдавливаться из подшипника из-за действующих на него сил. Однако очень тонкий мягкий слой, поддерживаемый гораздо более прочным и толстым базовым слоем, предотвращает выдавливание мягкого материала.
Неспособность приложенной нагрузки выдавить мягкий слой известна как принцип пластического ограничения. Представьте толстый слой глины, зажатый между двумя стальными пластинами. Если на стальные пластины надавить, глина деформируется и выдавит края сэндвича. Но по мере того, как толщина глины становится все меньше, требуется все большее усилие, чтобы выдавить больше глины. В конце концов остается тонкий слой глины, который невозможно выдавить без приложения бесконечного давления.
Подшипник должен соответствовать форме корпуса; форма, которая постоянно находится в состоянии изменения, поскольку двигатель представляет собой упругое устройство. В связи с этим подшипник сконструирован так, что при правильном соединении болтами двух половин корпуса его поверхности линии разъема соприкасаются, и подшипник правильно прилегает к корпусу, оставляя необходимый рабочий зазор между его рабочей поверхностью и цапфой. Однако, когда вкладыш подшипника установлен в соответствующий корпус, его края будут слегка выступать над поверхностями корпуса, так что, когда болты крышки соединят поверхности линии разъема, между поверхностями корпуса будет небольшой зазор. Когда дальнейшая затяжка приводит поверхности в соприкосновение, зазор исчезает, и результирующее «раздавливание» означает, что подшипник сжимается, как пружина, и оказывает радиальную нагрузку на его корпус.
Несмотря на то, что подшипник скольжения является посадкой с натягом, в его корпусе можно установить установочные выступы для облегчения позиционирования во время сборки. Обычно каждый вкладыш подшипника удерживается штифтом, выступающим в него из корпуса. Эти проушины или штифты помогут избежать любой опасности перемещения относительно корпуса во время работы, но это не является их основной целью, и в этом отношении посадка с натягом должна быть достаточно хорошей для обеспечения надежной работы.
В случае шатуна на поверхность раздела между подшипником скольжения и соответствующей шейкой обычно подается смазка под давлением из отверстия в шейке. Относительное перемещение шейки и подшипника, а также возникающие при этом силы заставляют масло растекаться и образовывать необходимую пленку по всей радиальной поверхности перед тем, как пролиться в картер.
ВЛИЯНИЕ
Коренные шейки коленчатого вала подвержены экстремальным крутильным колебаниям, что влияет на их диаметр. Однако перекрытие шеек и методы балансировки коленчатого вала являются дополнительными факторами, которые могут позволить использовать шейки меньшего диаметра и более узкие. Примечательно, что 3,0-литровый V8 Cosworth DFV 1967 года имел диаметр коренной шейки 60 мм и диаметр шатунной шейки 49 мм. Напротив, треть века спустя 3,0-литровый двигатель V10 обычно имел диаметр коренной шейки в диапазоне 40–45 мм, шейки шатуна в диапазоне 35–40 мм. Однако существует также очень большая разница между рабочими скоростями этих двух двигателей. Поскольку диаметр коренной шейки является основным фактором жесткости коленчатого вала при кручении, возможно, снижение жесткости коленчатого вала при кручении, вызванное как уменьшенным диаметром, так и увеличением длины, послужило обеспечению большего разделения между точкой резонанса при кручении коленчатого вала и гораздо более высокой частотой возбуждения. двигатели.
<< Вернуться к: Содержание Перейти к началу страницы ↑ Следующая тема: Современные материалы для двигателей >>
Поршневой двигатель с гидродинамическими подшипниками
Идентификатор заявки: 68571
Предлагаемые продукты
Скачать файлы приложения
В этом примере модели показаны приложения этого типа, которые номинально могут быть созданы с использованием следующих продуктов:
Модуль динамики нескольких тел
Роторная динамика Модуль
, однако для его полного определения и моделирования могут потребоваться дополнительные продукты. Кроме того, этот пример также может быть определен и смоделирован с использованием компонентов из следующих комбинаций продуктов:
COMSOL Multiphysics ® и
Динамика многих тел Модуль и
Роторная динамика Модуль и
Строительная механика Модуль
Набор продуктов COMSOL ® , необходимый для моделирования вашего приложения, зависит от нескольких факторов и может включать граничные условия, свойства материалов, физические интерфейсы и библиотеки деталей.
Доставка: Москва и пригороды. Телефон: +7(903) 328-45-20.
Предлагаем в аренду электрический плиткорез с верхним диском Inforce CT 1200 мм
Электрический плиткорез с верхним расположением диска используется для точного прямого и диагонального реза всех видов керамогранитной и тротуарной плитки, кровельной черепицы, гранита, базальта, мрамора, бордюрного и дорожного камня, строительных бетонных и газобетонных блоков. Жесткий направляющий рельс гарантирует прямолинейность реза. Наклоняемая консоль позволяет выполнять пропилы под углом до 45 градусов, при изготовлении сложных стыковочных деталей. Имеется насос (помпа) для подачи воды в зону пиления. Мощный двигатель обеспечивает продолжительную и эффективную эксплуатацию плиткореза.
Характеристики
Напряжение питания: 220 В
Номинальная мощность: 1500 Вт
Обороты: 2950 об/мин
Посадочный диаметр: 25,4 мм
Диаметр диска: 300 мм
Длина реза: 1200 мм
Глубина пропила под углом 45 градусов: 48 мм
Глубина пропила под углом 90 градусов: 65 мм
Габариты: 1660 x 595 x 550 мм
Вес: 74 кг
Алмазный диск прилагается.
Доставка в Москве и пригородах. Стоимость доставки уточняйте у оператора.
Бронируйте инструмент в аренду на сайте и по телефону: +7(903) 328-45-20.
Обязательно ознакомьтесь с Правилами проката инструмента, оборудования и техники.
1 в наличии
Начало
Конец
Очистить даты
Добавить в избранное
Артикул: plitkorez-electro-3 Категории: Плиткорезы в аренду, Аренда инструмента
Вам также будет интересно…
Добавить в избранное
Инструмент для монтажа труб из сшитого полиэтилена в прокат. FT1240C-18 TIM
1300,00 ₽/сутки Выбрать даты
Добавить в избранное
Дрель ударная в прокат. Bosch GSB 1600 RE Professional
500,00 ₽/сутки Выбрать даты
Добавить в избранное
Краскопульт / безвоздушный окрасочный аппарат в прокат.
Schtaer Mars20
2500,00 ₽/сутки Выбрать даты
Добавить в избранное
Лазерный нивелир в прокат. Bosch PLL360
500,00 ₽/сутки Выбрать даты
Добавить в избранное
Пушка тепловая в прокат. Термекс (Thermex) Bazooka 4,5
500,00 ₽/сутки Выбрать даты
Добавить в избранное
Плиткорез 50 см на подшипниках в прокат. FIT 16450
500,00 ₽/сутки Выбрать даты
Добавить в избранное
Направляющая для коронки с подачей воды в прокат. Bosch 2608580327
400,00 ₽/сутки Выбрать даты
+7(903) 328-45-20
info@аренда-перфоратора.москва
Резка плитки под 45 градусов в категории «Промышленное оборудование и станки»
Насадка Slider 45×125-125 2.0 MECHANIC слайдер для чистой резки керамики под 45 градусов для УШМ (19568442113)
На складе в г. Харьков
Доставка по Украине
1 235 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Плиткорез водяной EUROTEK ! 1500 Вт, 180 мм, Электрический
На складе
Доставка по Украине
2 199 грн
Купить
Mega Tool
Направляющая для снятия фаски с плитки под углом 45 градусов YATO YT-36984
Под заказ
Доставка по Украине
700 грн
Купить
Интернет-магазин «24ka.com.ua»
Круг алмазный Distar 1A1R EDGE 250 мм сплошной диск для реза керамогранита и керамической плитки под 45
На складе в г. Харьков
Доставка по Украине
2 722 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Диск алмазный Distar 125мм 1A1R EDGE DRY диск для сухого реза керамогранита и керамики под 45°
На складе
Доставка по Украине
1 185 грн
Купить
Vitools
Круг алмазный 125мм Distar Esthete 7D 1A1R ультратонкий отрезной диск для керамики и керамогранита 11115421010
На складе
Доставка по Украине
1 050 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Насадка на УШМ 115 — 125 мм для заусовки плитки под 45° с отводом пыли Mechanic Duster 45
На складе
Доставка по Украине
1 035 грн
Купить
Tools Planet
Круг алмазный Distar 125мм 1A1R EDGE DRY диск для сухого реза керамогранита и керамики под 45° (11115537010)
На складе
Доставка по Украине
1 185 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Насадка Duster 45 MECHANIC, для чистой резки керамики без пыли под углом 45 градусов для УШМ (71419031025)
Доставка по Украине
1 035 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Торцовочный станок с пневмоприводом для резки алюминиевого профиля под углом 45 градусов TM-SAP45-450
На складе в г. Ровно
Доставка по Украине
113 820 грн
Купить
CNCPROM
Торцовочный станок с пневмоприводом для резки алюминиевого профиля под углом 45 градусов TM-SAP45-405
На складе в г. Ровно
Доставка по Украине
111 788 грн
Купить
CNCPROM
Торцовочный станок для резки под углом 90 и 45 градусов TM-HP45/90-355, отрезной станок с пневмоприжимом
На складе в г. Ровно
Доставка по Украине
44 715 грн
Купить
CNCPROM
Торцовочный станок для резки под углом 90 и 45 градусов TM-h55/90-355, дисковый отрезной станок
На складе в г. Ровно
Доставка по Украине
40 040 грн
Купить
CNCPROM
Плиткорез с водяным охлаждением, 900Вт, диск 200мм, 2950 об./мин Ferm TCM1011
Доставка по Украине
по 3 690 грн
от 5 продавцов
4 612.50 грн
3 690 грн
Купить
GoldenTools — интернет-магазин инструмента
Направляющая для заусовки плитки под углом 45° , 250х170 мм YATO YT-36984
На складе
Доставка по Украине
650 грн
630. 50 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Смотрите также
Автоматический отрезной станок для резки ПВХ штапиков под углом 45 градусов CK 412
Доставка по Украине
129 525 грн
Купить
Компания «КВРС»
DUSTER 45 115-125 Насадка на кожух УШМ для резки кромки плитки под углом 45 град
Доставка из г. Киев
1 035 грн
Купить
Инструменты Садовая и Строительная техника Станки Пневмоинтструмент
Алмазный отрезной диск Distar Edge 45° 250х1,4х25х25,4 по керамограниту
Доставка по Украине
2 722 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Алмазный отрезной Distar Edge 45° 200х1,4х25х25,4 по керамограниту
Доставка по Украине
2 165 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Алмазный отрезной диск Distar Edge 45° 1A1R 230×1,4x25x25,4 мм
Доставка по Украине
2 585 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Алмазный отрезной диск Distar Edge 45° 1A1R 180×1,4x25x25,4 мм
Доставка по Украине
2 015 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Напрвляющая для чистого реза плитки под углом 45° , 250х170 мм YATO YT-36984
Круг алмазный Distar 115мм 1A1R EDGE DRY диск для сухого реза керамогранита и керамики под 45° (11115546009)
Доставка из г. Харьков
1 076 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Плиткорез ручной 600 мм Sturm TC600P
Доставка из г. Белая Церковь
3 483 грн
Купить
KRONOR. Строительный инструмент
Плиткорез ручной 700 мм Sturm TC700P
Доставка из г. Белая Церковь
3 750 грн
Купить
KRONOR. Строительный инструмент
Диск алмазный Distar 125мм 1A1R EDGE DRY диск для сухого реза керамогранита и керамики под 45°
Доставка из г. Киев
1 185 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Плиткорез Sturm TC9822U
Доставка из г. Белая Церковь
17 589 грн
Купить
KRONOR. Строительный инструмент
Прочный, беспыльный и универсальный электрический плиткорез
Каковы преимущества электрического плиткореза
?
Быстро и легко режут металл. Высокая стойкость к истиранию затрудняет резку любой поверхности, например, керамической плитки или твердого камня. №
Преимущества: Электрические плиткорезы экономят много места и экономят обслуживание. Резать сталь можно очень быстро, особенно на высокой скорости. В результате вы сэкономите много денег и долгосрочные инвестиции в 9Электрический плиткорез 0003 в наличии.
Типы электрических плиткорезов
s
Существует два типа электрических плиткорезов s. Первый тип — это режущий инструмент из нержавеющей стали, который является высококачественным инструментом по цене. Некоторые другие типы электрических плиткорезов имеют две особенности. Первый — это резак из нержавеющей стали, который является высококачественным инструментом для резки плитки. Кроме того, резак из нержавеющей стали является хорошим выбором для тех, кто хочет резать высококачественные материалы по разумной цене. Режущий блок из нержавеющей стали является наиболее распространенным типом плиткорез электрический с. Кроме того, резак из нержавеющей стали является высококачественным инструментом. Необходимо убедиться, что электрический плиткорез s обладает высокой эффективностью по сравнению с другими материалами. Другой тип электрического плиткореза обладает хорошей абразивной стойкостью.
Другой тип электрического плиткореза не работает с абразивным стальным металлом. Вместо того, чтобы использовать их в качестве резака, им нужно работать с абразивной сталью, чтобы она затвердела. Другой тип 9Электрический плиткорез 0003 не должен работать с керамической плиткой. Вместо того, чтобы использовать резак, им нужно работать с керамической плиткой. Как правило, резчик может работать с керамической плиткой.
Существует несколько типов электрических плиткорезов , например алмазные плиткорезы. Распространенным типом электрического плиткореза являются алмазные плиткорезы, которые обеспечивают хороший баланс эффективности. Эти электрические плиткорезы s имеют широкий спектр опций. Это также беспроводные электрические стеклорезы, которые позволяют резать бетон и камень по отличной цене.
Каковы преимущества электрического плиткореза
s?
Электрический плиткорез s может резать водой практически любую поверхность. Им можно быстро резать металл с высокой водостойкостью и влажностью. Лезвия электрического плиткореза изготовлены из жаропрочной стали и имеют возможность резать непористые материалы. Если дело касается воды, то электрический плиткорез с лезвиями сможет разрезать практически любую поверхность. Высокая водостойкость, влагостойкость и термостойкость. 9Лезвие электрического плиткореза 0003 изготовлено из 100% нержавеющей стали, поэтому оно может достигать почти всей поверхности плитки.
Они могут разрезать металл на гнилые материалы, такие как стекло, кирпич, кирпич и камень. Кроме того, они обладают высоким сопротивлением гет. Электрические резаки более мощные, чем другие резаки, и могут обрабатывать много энергии при меньшей мощности. Вот почему электрические резаки могут обрабатывать много воды и химикатов.
Переносной плиткорез позволяет быстро и эффективно резать стекло. Портативный плиткорез – одно из лучших благ для людей, с его помощью можно быстро и качественно разрезать стекло. Портативная пила для керамической плитки или пила для резки керамической плитки подходит для людей, которые не хотят быстро резать стекло. С его помощью можно резать самые разные материалы, а также быстрее. Пилы для резки керамической плитки подходят для работы на твердых поверхностях, таких как керамическая плитка, керамическая плитка или стекло.
Вы можете очень быстро резать сталь. Под другим углом ваша электрическая пила для плитки может резать сталь быстро и равномерно. Некоторые электрические плиткорезы разрезают сталь на разные формы, и если вы ищете прямой рез со сталью, вы сможете получить максимальную отдачу от стали. С хорошей бензопилой электрические плиткорезы очень быстро режут сталь и бывают разных размеров. Некоторые электрические плиткорезы могут резать сталь под разными углами.
В чем преимущества
электрический плиткорез s?
Высококачественная резка. Высококачественная производительность резки облегчает резку материалов с острым усилием. Может использоваться с высокой силой резания. Он имеет малый вес и требует большей мощности.
Электрический плиткорез может резать твердую сталь с высокой твердостью. Он может резать выше и быстрее. В дополнение к твердости стали электрический плиткорез может резать как выше и быстрее, так и высоко.
Плиткорез Slider45 для легкой резки плитки под углом 45 градусов
Для дома /
Защита от пыли /
Пылезащитный кожух /
Плиткорез Slider45 для легкой резки плитки под углом 45 градусов
Описание
Описание
Slider45 Плиткорез для легкой резки плитки под углом 45 градусов
Угловой шов 45 градусов имеет более эстетичный вид по сравнению с прямым швом и швом, покрытым различными типами форм, поэтому угол 45 градусов становится все более популярным в процессе укладки плитки.
Тип соединения 45 градусов имеет высокий эстетический вид, в отличие от прямого соединения и соединения, закрытого различными профилями. Однако шлифовка плитки под 45 градусов – довольно трудоемкий процесс. Процесс требует высокого мастерства в работе, так как подрезка плитки под углом 45 градусов трудоемка, обычно режется на настольных пилах с водяным охлаждением или вручную с помощью угловой шлифовальной машины и обрабатывается полировальными подушечками.
Выполняется либо на мокром плиткорезном станке, либо вручную на УШМ с полировальными кругами. Кроме того, для этого требуется высококвалифицированная работа.
Прикрепите ползунок 45 Плиткорез к шлифовальному станку 125 мм (5″), и резка плитки под углом 45 градусов теперь стала проще, чем когда-либо!
Предназначен для резки керамической плитки, гранита, мрамора под углом 45 градусов
Регулируемый размер резки под углом
Втулки из фторопласта позволяют слайдеру легко скользить по плитке, не царапая ее поверхность
Хороший обзор зоны резания
Легко устанавливается на обычные корпуса ручных шлифовальных машин диаметром 125 мм (5 дюймов). Благодаря специальной запатентованной системе крепления Slider подходит к 95 % всех угловых шлифовальных машин, представленных на рынке!
Насадку можно быстро снять для обычной резки, а также быстро установить для заусенцев
Установка на УШМ
Прикрепите края стандартной крышки угловой шлифовальной машины к ползунку упоров
Установите хомуты на шпильки ползуна, сжимающие штатную крышку УШМ.
оборудование и программа для комплексной автоматизации склада
Организация складских процессов отнимает много финансовых, трудовых и временных ресурсов. Автоматизация работы склада упрощает учет товаров и контроль за их движением, и выполнение заказов занимает меньше времени. Мы расскажем, для чего нужна автоматизация, и с чего начать внедрение учетной системы.
Валерия
Бесплатно подберем оборудование
для автоматизации склада и сделаем выгодное предложение по ценам производителя!
Как работает автоматизация склада
Автоматизация — это внедрение программно-аппаратного комплекса, который сокращает объем трудозатрат при работе. Она уменьшает вклад человека в бизнес-процессы и снижает количество ошибок. Комплексные системы затрагивают все бизнес-процессы, протекающие на складе.
Организация снабжения склада
Снабжение позволяет обеспечить склад товарами. До начала автоматизации следует обеспечить условия для отгрузки, приемки, хранения продукции. Нужно продумать оптимальный маршрут для движения товаров между функциональными зонами.
Снабжение складского комплекса должно быть равномерным. Нельзя допускать, чтобы половина ячеек была пустыми, но на полках не должен скапливаться избыток товаров. Автоматический учет помогает контролировать наличие и грамотно планировать снабжение.
Приемка и распределение
Разгрузка машин и проверка поступлений происходит в зоне приемки. Для работников этой зоны нужно купить сканеры штрих-кодов или терминалы сбора данных. Оборудование понадобится для проверки информации о товарах и для учетных операций.
Сотрудники должны будут сканировать штрих-коды с оптовой тары и сверять информацию с УПД (универсальными передаточными документами) или накладными. С помощью ТСД и 2D сканеров штрих-кода можно отмечать в базе данных, по каким ячейкам были распределены поступившие товары.
Комплектация и доставка
Для быстрой реализации товаров понадобится автоматизировать группу бизнес-процессов:
Комплектация заказов: подготовка упаковочных листов и транспортных накладных, сборка поставок, подготовка к отгрузке.
Если доставка выполняется своими силами, можно автоматизировать расчет маршрутов и загрузку транспорта.
Некоторые предприятия выполняют сбор и возврат многооборотной тары. Эту задачу также можно автоматизировать, чтобы вовремя возвращать тару от получателей.
Контроль доставки заказов. Необходимо получить от клиентов и контрагентов информацию о приеме товаров. С контрагентами нужно подписывать транспортные накладные или УПД.
После автоматизации в учетной программе будут отображаться сделки, которые не доведены до конца. Учет выполнения заказов поможет вовремя получать обратную связь, подписывать бумаги, возвращать тару обратно. В программе можно сохранять информацию, которая понадобится для гарантийного и постгарантийного обслуживания клиентов.
Для чего нужно автоматизировать бизнес
Ведение бумажного учета замедляет развитие компании. После внедрения автоматизации склада эффективность его работы повысится, а прибыль увеличится:
Информация о наличии и расположении товаров остается актуальной. Поиск данных будет занимать несколько секунд. Адресное хранение помогает оптимизировать пространство и ускорить комплектацию заказов.
Эффективность работы сотрудников повысится на 30%. Приемка, складирование, отгрузка и другие операции будут проходить быстро. Число ошибок, которые допускают сотрудники, уменьшится в несколько раз.
Снизится риск потери важной информации. Данные будут храниться в облачных сервисах, можно будет сохранять информацию на ПК и делать бекапы.
Руководитель может подключить электронный документооборот. Это необходимое условие для работы склада с маркированной продукцией.
Появится возможность уменьшить количество возвратов. Автоматизация поможет избежать пересортицы, контролировать сроки хранения продукции, отслеживать причины возврата и исправлять допущенные ошибки.
Подготовка к автоматизации
Автоматизация склада предприятия начинается с технического задания. Следует перечислить все бизнес-процессы, которые нужно оптимизировать. Составить полный список товаров, с которыми работает компания. Указать количество сотрудников и какие операции они выполняют. Обозначить бюджет на покупку оборудования и оплату лицензионного ПО. Особое внимание следует уделить проблемам, с которыми вы сталкиваетесь при ежедневной работе.
Выбор оборудования для склада
Для автоматизации бизнеса понадобится обеспечить техникой каждого сотрудника. Отслеживать движение продукции нужно по штрих-кодам. Работникам склада следует выдать терминалы сбора данных или 2D сканеры штрих-кодов. Если компания фасует продукцию для торговли, в зале нужно будет поставить электронные весы. Для печати ценников и этикеток понадобится закупить принтеры.
Терминалы сбора данных
ТСД — это мобильный компьютер и сканер штрих-кодов в одном корпусе. При выборе ТСД нужно обратить внимание на степень защиты и набор доступных интерфейсов. Для торговли, логистики и складского учета подходят ТСД с классом защиты IP65 и выше. С защищенными терминалами можно работать в любых условиях, даже на улице или в морозильной камере склада.
Выбирайте ТСД с хорошей защитой корпуса от ударов и вибрации. Помните, что сотрудники будут часто ронять приборы с высоты. Хорошим решением будет покупка терминалов с дополнительной защитой экрана.
Для работы в помещении достаточно подключить Wi-Fi. Но если сотрудники компании доставляют заказы, выбирайте модели с поддержкой 4G и мобильного интернета.
Универсальным решением являются ТСД, которые распознают 2D штрих-коды и радиочастотные метки RFID. Эта функция реализована в линейке терминалов MERTECH SUNMI, подходящей для любого склада.
Принтеры этикеток
Для печати можно использовать мобильные принтеры, которые удобно перемещать по залу. Но по производительности они уступают настольным принетрам этикеток. Лучше выбирать принтер для склада по максимальному тиражу этикеток.
Классы производительности принтеров:
Начальный: до 5000 этикеток за смену.
Корпоративный: до 15 000 этикеток за смену.
Промышленный: 20 000 и более этикеток за смену.
Обратите внимание на технологию печати. Термопринтеры подходят для маркировки продукции с коротким сроком хранения. На термотрансферных принтерах можно печатать этикетки для учета товаров, которые долго хранятся на полках.
Компания MERTECH выпускает принтеры под брендом MPRINT. В каталоге есть термопринтеры и термотрансферные принтеры. В комплект к каждому принтеру входит бесплатная программа для управления шаблонами этикеток.
Сканеры штрих-кодов
Для склада подходят беспроводные 2D сканеры с большим радиусом подключения к ПК. Сканеры MERTECH работают по технологии SUPERLEAD. Они быстро распознают линейные и двумерные штрих-коды любого размера.
Беспроводные сканеры MERTECH подключаются к ПК на расстоянии до 100 м по технологии BLE 5.0. У каждой модели есть большой объем встроенной памяти для сохранения данных на случай потери сигнала. Сканеры MERTECH одобрены компанией 1С и прошли тестирование в ЦРПТ для работы с маркировкой.
В сканерах нового поколения реализована технология Antireflected ® для подавления бликов при сканировании. В некоторых моделях реализован вибро-отклик по технологии Vibracheck ®. После успешного считывания кода вибрация рукояти дублирует звуковой сигнал. Это решение позволяет быстро работать в шумных помещениях.
Электронные весы
Складской учет можно проводить с помощью фасовочных весов. Для склада подходят напольные весы с максимальным пределом взвешивания 300 кг или 600 кг. MERTECH производит весы M-ER с надежным устойчивым корпусом, промышленной клавиатурой и ярким дисплеем.
Ведение бизнеса упрощают весы, которые могут выполнять операции:
работа с запрограммированными ценами;
вычет массы тары из результата;
подсчет количества изделий на платформе;
фасовка партий согласно указанной массе;
суммирование результатов взвешивания;
стабилизация веса при работе с жидкими и сыпучими грузами;
При полной автоматизации склада весы должны подключаться к учетной программе и передавать результаты операций в базу данных.
Развертывание Wi-Fi сети
Работа системы автоматизации невозможна без стабильного подключения к интернету. В здании можно развернуть Wi-Fi или Bluetooth сеть для подключения беспроводных приборов. При этом важно обеспечить стабильный сигнал в любой точке склада с учетом возможных помех.
Какие бывают системы управления
Программно-аппаратный комплекс для автоматизации склада принято называть WMS (Warehouse Management System). Руководитель компании может выбрать WMS с учетом размера помещения, техники в наличии, сложности бизнес-процессов, необходимых операций.
Коробочная WMS будет готова к работе сразу после установки. Система содержит базовый набор функций, которые помогут организовать учет и найти решение большинства проблем бизнеса.
Адаптируемая WMS позволяет настроить учет согласно специфике компании. Система состоит из набора модулей, которые можно настраивать в ограниченных пределах. В модулях содержатся типовые решения, программа подходит для большинства предприятий.
Заказные WMS разрабатываются для конкретных предприятий со сложной иерархией процессов. Готовая система полностью соответствует запросам компании. Она состоит из модулей, которые адаптированы под процессы в конкретных филиалах и подразделениях.
Какую программу выбрать для учета?
Самой популярной учетной программой является 1С. Для автоматизации работы можно выбрать один из вариантов:
«1С. Управление производственным предприятием 1.3».
«1С. Комплексная автоматизация 1.1».
«1С: WMS Логистика 4».
«1С: Торговля и склад 7.7».
В число востребованных программ входят «МойСклад», MS SQL, Storage и Core IMS 3.5. Учетные системы могут обеспечить частичную или полную автоматизацию работы склада. При частичной автоматизации учет выполняется вручную и автоматически. При полной автоматизации работы не предусмотрен ввод информации в ручном режиме.
Приложения для терминалов сбора данных
Компания MERTECH рекомендует системы управления складом DataMobile или Mobile SMARTS. В этих программах реализован аналогичный функционал. Решение о выборе ПО можно принимать на основе личных предпочтений.
Каждое приложение для автоматизации работы склада включает:
Интерфейс для автоматического ввода данных.
Автоматический прием заказов к исполнению.
Операции с ячейками для адресного хранения продукции.
Учет зонирования для товаров с особыми условиями хранения.
Проверку данных по штрих-кодам продукции.
Быстрый поиск остатков в разрезе ячеек хранения.
Учет маркированных товаров, передачу данных в «Честный ЗНАК».
Интерфейс для агрегации товаров в транспортную упаковку.
Серийный и партионный учет продукции.
Интерфейс для печати этикеток и ценников на принтере.
Создание отчетов по движению товаров и фактическим остаткам.
Для автоматизации можно использовать модуль DataMobile «Адресный склад» или модуль «Склад 15» / «Склад 15 Продуктовый» из линейки Mobile SMARTS.
Для учета маркированных товаров понадобится установить дополнительный модуль: DataMobile «Маркировка» или Mobile SMARTS «Кировка».
Выводы
Внедрение автоматизации склада поможет увеличить прибыль любого предприятия. Система для управления складом позволяет сократить издержки, повысить эффективность работы персонала и уменьшить количество ошибок.
Для внедрения автоматизации нужно проанализировать все складские процессы и составить план по модернизации. Эту задачу лучше поручить специалистам. Вы можете обратиться в компанию MERTECH, и мы подберем оборудование и систему управления для вашего склада.
Учтите это! К вопросу автоматизации склада / Хабр
Склад компании, магазина, завода часто воспринимается как что-то неприкосновенное, тайное. Практически как пещера с сокровищами или трюмы с золотом на пиратском корабле. В советское время заведующий складом всегда бы птицей высокого полёта, поскольку мог «достать» и «подогнать» нужную вещь, которую на прилавках не сыщешь. Сейчас значимость этой должности уменьшилась, что, тем не менее, не исключает старых привычек. Самое страшное, что зачастую от ревизии до ревизии жизнь склада остаётся тайной даже для руководства компании, в то время как неграмотное управление складом или халатность могут привести к солидным убыткам. В то же время сделать складской учёт прозрачным просто — достаточно полностью автоматизировать процессы и наблюдать за товародвижением в режиме онлайн.
Немного складской теории
Поскольку управление складом является довольно специфической темой, расскажем немного о том, как же работает склад. Конечно, универсальную схему представить невозможно, поскольку каждая компания имеет свои особенности и масштабы: от двух комнат при розничном магазине до огромных складов с аллеями, по которым ездят погрузчики и где человеку помогает огромное количество умных и сильных машин. Однако в целом работа склада выглядит как товародвижение, обеспеченное потребностью и закрывающееся набором документации.
оценка наличия товара, остатков, информация о движении товаров
обеспечение сохранности товара и комплектующих, построение системы контроля за материально-ответственными лицами (МОЛ)
переоценка товаров в зависимости от набора факторов, влияющих на стоимость
Существует два основных метода складского учёта: сортовой и партионный. При выборе системы автоматизации склада важно обратить внимание на то, чтобы система поддерживала тот метод, который вы используете. Сортовой метод складского учёта предполагает, что товар хранится и учитывается по наименованиям. Каждому виду товара присваивается номенклатурный номер (артикул), новый товар присоединяется к товарам того же наименования. МОЛ (материально ответственные лица) ведут учёт товаров в натуральном выражении (штуки, килограммы, блоки и т. д.) Учёт ведётся на основании приходных и расходных документов. При партионном учёте каждая новая партия хранится отдельно от уже поступившего на склад товара. На поступившую партию заводится карточка учёта с указанием товара, его количества, даты поступления. Метод используется в случаях, когда, например, на склад поступает всего один вид продукции.
Если ассортимент товаров значительный, то лучше организовать адресную систему хранения. При этом весь склад разбивается на ячейки с уникальными номерами (можно использовать буквенно-цифровые обозначения) и в карточке учета товара указывается адрес, на котором тот хранится. Этот метод позволяет быстро отыскать нужную продукцию, а также облегчает проведение инвентаризации. Система автоматизации склада или складской модуль в xRM должны обязательно учитывать возможность работы с ячейками.
Например, мы в Рули24 реализовали это так. При организации ячеистого (адресного) учета после регистрации приходного ордера товар приходуется на склад, указанный в документе в зону приёмки. Для дальнейшего перемещения данного товара в необходимую ячейку нужно воспользоваться документом движение по складу, которым осуществляется движение товаров по складу между ячейками склада. После регистрации документа товар будет перемещён между ячейками и это будет отраженно в разделе состояния склада. При организации на складе ячеистого (адресного) учета имеется возможность автоматического распределения товара по ячейкам. Свободные пространства ячеек по весу и объёму пересчитываются в автоматическом режиме.
Со склада товары отпускаются по накладным, любое движение товара должно быть задокументировано. В дальнейшем все складские документы передаются в бухгалтерию, где они проверяются и товар ставится на учёт или списывается с учёта (в зависимости от того, приходный или расходный документ).
Важный аспект работы склада — перманентный контроль. Периодически проводится полная инвентаризация склада (минимум ежегодно). В процессе инвентаризации происходит сверка фактического наличия товара и учёта заведённых в систему автоматизации (CRM, xRM, ERP) данных по наличию товаров. Наличие расхождений должно стать сигналом для проверки несоответствия в том числе с целью выявления хищений, организованных сотрудниками склада (увы, это совсем не редкость).
Склад может занимать разное место в цепочке бизнес-процесса компании. Например, если компания производственная, склад обеспечивает комплектующими и материалами производство. Если речь о торговой компании, имеющей розничные магазины, то склад накапливает и передаёт в розницу готовые товары из ассортимента. Соответственно, и задачи складского менеджмента стоят разные. В случае производства важно учитывать наличие необходимых запчастей, анализировать остатки и отправлять заказы поставщикам в случае недостатка нужных наименований. Если речь идёт о товарном складе, то важно учитывать остатки и дополнительно анализировать структуру покупок в рознице, чтобы своевременно поставлять востребованные наименования и выявлять позиции номенклатуры, спрос на которые упал, и выводить их из ассортимента. Если не управлять ассортиментом, можно столкнуться с затовариванием и затем со списанием просроченного/неликвидного товара, а это потенциальный источник убытка компании.
Самый честный сотрудник склада — система автоматизации
Дополнительная ценность управления складом особенно ощущается в современном мире развитого ритейла, когда несколько поставщиков (десятков, сотен поставщиков) формируют складской запас торговой сети. Но ещё больше системы управления складами нужны интернет-магазинам, имеющим собственные склады и пунктам доставки, представляющим собой ни что иное, как склад. Важность оперативного и точного складского учёта для онлайн-ритейлеров обусловлена необходимость быстро и полностью обеспечивать формирование и отправку заказов клиентам. Поэтому управление современными складами без автоматизации и соответствующего софта практически невозможно.
Автоматизировать склад просто. И это серьёзно. Просто, потому что все процессы на складе можно описать стандартной схемой и вмешательство сторонних сил в их ход затруднительно, в отличие, например, от рекламного отдела или отдела разработки. Главное, правильно подготовиться к внедрению и грамотно реализовать этапы. Подготовка к внедрению должна стать важным процессом внутри компании, так как от её результатов будет зависеть изменение качества и скорости работы, а также стоимости операций в важном и для многих компаний ключевом подразделении.
Разработка основных этапов внедрения и составление календарного плана работ по внедрению, установление ответственных и их обязанностей на каждом этапе.
Сбор требований от владельцев бизнес-процессов, связанных со складом (бухгалтерия, логистика, транспорт, производство, отдел продаж и проч.) Фактически, все бизнес-процессы, связанные с товародвижением, должны быть подвергнуты детальному аудиту.
Выбор системы автоматизации с особым вниманием к оборудованию, которое будет необходимо для комплексной автоматизации (кассы, POS, принтеры этикеток, считыватели штрих-кодов). В случае, если склады между собой или склады и магазины/производство удалены друг от друга, продумайте, каким образом будет организована работа с системой автоматизации. Для серверных решений это возможности с использованием VPN, для облачных всё гораздо проще — нужно только подключение к Интернету.
Ключевые функции программы автоматизации склада выглядят следующим образом:
автоматизация складских операций: приёмка, комплектация заказов, учёт в разрезе мест хранения (в том числе управление распределёнными складами), отгрузка товаров и формирование закрывающей документации, работа с браком
быстрый и своевременный учет материальных ценностей, их прихода и перемещения
точное ведение всей складской документации
своевременное и удобное ведение складского журнала (карточек)
наличие всех необходимых инструментов для корректного проведения инвентаризации
представление и обработка системы складских помещений
управление персоналом склада
анализ складского процесса и выбор лучшего варианта организации бизнес-процессов, увязанных со складом
отслеживание результатов работы склада и анализ товаропотока
повышение производительности работников склада
повышение качества выполнения складских операций за счёт высокой точности обработки и значительного сокращения человеческого фактора
сбор и обработка данных по складским операциям и возможность воздействия на управление складом (мотивация и проч. ).
Когда не стоит внедрять автоматизацию склада? Бывают и такие ситуации — мы честно заявляем об этом, если с ними сталкиваемся.
Склад работает с однотипным товаром, движение товаров на складе простое и линейное (одно наименование).
Склад товара очень небольшой и на нём работают надёжные люди. В случае небольшого склада внедрение системы может не окупиться.
В остальных случаях, как правило, автоматизация решает колоссальные проблемы, значительно облегчает труд работников склада, помогает перераспределить нагрузку на персонал и избавиться от многочисленных и запутанных бумажных журналов и книг учёта. Вы не поверите, но до сих пор на многих складах магазинов встречается учёт, в ходе которого приход и расход товара записывается в разлинованную тетрадь шариковой ручкой. И происходит это не в глухих деревнях, а в компаниях городов-миллионников.
Как реализована система управления складом в Рули24?
Когда мы разрабатывали модуль управления складом, то ставили перед собой важные задачи.
Включить автоматизацию склада в комплексную систему автоматизации всех бизнес-процессов компании. Несмотря на то, что Рули24 достаточно легко интегрируется с 1С и сервисом «Мой склад», мы пришли к пониманию, что xRM всё же должна быть единой IT-инфраструктурой для целей управления. Нам удалось построить систему комплексного управления предприятием, начиная от управления контактами и продажами, заканчивая HR-функционалом. Очевидно, что представить такой комплекс без складской программы было странно.
Улучшить качество обслуживания внутреннего (в случае производства) и внешнего клиента за счёт оперативного формирования заказов с учётом того, что именно комплектация заказа является самой трудоёмкой и дорогостоящей операцией на складе, особенно в случае интернет-магазина. Кстати, ведение истории заказов также положительно сказывается на клиентской лояльности.
Повысить ответственность МОЛ (материально-ответственных лиц) и одновременно облегчить работу персонала склада. Когда ведётся электронный учёт в режиме реального времени, шансы хищения сокращаются, а вот продуктивность и количество совершаемых в единицу времени операций растёт, по оценкам пользователей, до 30%.В своё время был такой кейс:на складе эмалированной, металлической и пластиковой посуды была хроническая недостача. Инвентаризации и проверки не помогали, к тому же постоянно приходилось списывать эмаль с внешними сколами. После того, как на складе внедрили систему учёта, штрих-коды и поставили камеры наблюдения доля брака резко сократилась, недостачи упали почти до нуля, а заведующая складом упреждающе уволилась. Чуть позже при общении руководителя и кладовщиков выяснилось, что она активно «брала со склада», а сколы организовывала, чтобы списывать посуду и сбывать её по сниженной цене. Рядом с системой учёта её «дела по-старинке» выгорать перестали.
Внедрить максимум возможностей для складского учёта: работу с серийными номерами, штрих-кодами, артикулами; партионный учёт и учёт по ячейкам; работу с торговым оборудованием, прайс-листами, дисконтными картами; формирование всего пакета необходимой документации при поступлении на склад и дальнейшем товародвижении.
Обеспечить интеграцию с Интернет-магазинами и Битрикс24 для тех, кто предпочитает использовать их корпоративный портал+CRM и наш складской модуль. Мы это успешно реализовали посредством API.
В ходе решения задач возникали новые, мы активно апробировали решение и в итоге получилась довольно глубокая система складского учёта, которая отлично вписалась в остальные модули нашей xRM Рули24. В Рули24 можно вести неограниченное количество складов, вам всегда будет доступна информация об остатках в режиме реального времени, а для внутренних и внешних клиентов всегда будет обеспечена быстрая комплектация заказов.
Схема настройки и работы с системой довольно простая — все данные хранятся и обрабатываются в таблицах, информация заводится в систему с помощью понятных форм с набором необходимых полей. Для работы со складским модулем Рули24 необходимо минимальное знание компьютера и умение работать с устройствами ввода, мышкой и клавиатурой.
В самом начале работы в складском модуле регистрируются материально-ответственные лица, которые закрепляются за складом. Затем в зависимости от типа управления складом определяются правила хранения и размещения товара. Так, при ячеистой организации хранения можно не только привязывать товар к ячейкам, но и определять, как будет организовано товародвижение на складе, с каким приоритетом размещения в ячейках (в свободных, в однородных по товару, с заполнением не до конца заполненных и проч.).
Товар может заводиться в систему по штрих-коду (более популярно) и по серийному номеру.
В прямой взаимосвязи со складскими функциями находится раздел номенклатуры, данные номенклатурных справочников используются во всех задачах системы, в которых ведётся учёт и регистрация движений товарно-материальных ценностей и услуг. Рули24 Склад позволяет вести учёт номенклатуры по её характеристикам, под номенклатурой понимается совокупность названий и параметров каких-либо предметов, товаров, продукции и так далее.
Отдельно стоит сказать о возможностях партионного учёта в Рули24, который, как правило, применяется для товаров с ограниченным сроком годности, например продовольственных товаров. Система Рули24 Склад позволяет вести учет партий товаров посредством документа «Партионная карта». Партионная карта указывается при оформлении приходного ордера или создаётся автоматически при установке соответствующего признака в приходном ордере. Наличие товара хранится в регистре «Состояние склада» в разрезе партий. В расходных документах при вводе количества товара с признаком «Партионный учет» по методу FIFO автоматически рассчитывается количество по партиям и записываются в детальную таблицу «Количества по партиям» в базовых единицах, при этом есть возможность ручного указания партий и количеств по ним.
Таким образом, внутри системы формируются карточки товаров (партий товаров), по которым можно легко находить нужное, формировать заказы, проводить инвентаризацию.
Все действия с товарами сопровождаются документами, предусмотренными для целей складского учёта: актами списания, накладными на реализацию и перемещение, инвентаризационными ведомостями. Прямо в системе проводится обработка заказов и реализация товаров (как оптовая, так и розничная), оформляется возврат товаров и осуществляется резервирование, если есть такая необходимость. Ну и конечно, оговоримся ещё раз, что модуль Рули24 Склад является частью комплексной системы автоматизации, а значит, на практике позволяет управлять товародвижением исходя из сделки, клиента, структуры заказа или особенностей производства.
Во времена наших бабушек было такое понятие — «снимать склад». В любой организации, от строительной до молокозавода, эти простые слова были синонимом гигантского аврала, с непременными последующими разборками, недостачами, излишками и списаниями.Тем не менее, как мы уже говорили выше, до сих пор многие не спешат расстаться с ручным учётом. Причина в этом чаще всего одна — жажда наживы и стремление обмануть руководителя. Бывает так, что автоматизация склада на какое-то время вносит сумятицу в работу и сотрудникам порой даже кажется, что работы стало больше. Это проходит по мере адаптации к новой информационной среде. Эффект от автоматизации склада видно сразу: в ассортиментном отношении и стоимостном выражении, в оптимизации труда работников. Если компания сталкивается с саботажем складской программы, это сигнал к тому, что что-то идёт не так. И верный шаг тут один: автоматизировать складской учёт, обучать сотрудников и видеть позитивные итоги. Короче, не позволяйте нечистоплотному персоналу ловить рыбку в мутной воде ручного складского учёта.
Полностью автоматизированный склад: моментальный снимок
16 февраля 2022 г.
Полностью автоматизированные склады — это логистические объекты, использующие автоматизированное погрузочно-разгрузочное оборудование и системы транспортировки для оптимизации выполнения операций, включая погрузку и разгрузку грузовиков. Автоматизированные склады избавляются от стандартных вилочных погрузчиков и сводят к минимуму присутствие операторов внутри них.
На фоне стремления компаний повысить свою конкурентоспособность автоматизация склада становится все более заметной тенденцией в логистике. Цель состоит в том, чтобы выиграть в эффективность и производительность : только автоматизированные процессы могут обеспечить максимальную производительность в режиме 24/7.
Что такое полностью автоматизированный склад?
Полностью автоматизированный склад — это объект, использующий автоматизированные логистические решения для выполнения всех операций , от приема товаров до обработки заказов и их последующей отправки.
Для этих центров характерно минимальное вмешательство оператора в их логистические процессы. Есть даже объекты, известные как темные склады: поскольку внутри них не работают операторы, они не нуждаются в освещении.
Полностью автоматизированные склады могут быть спроектированы для обработки различных типов товаров, что делает их все более распространенными в таких разнообразных секторах, как электронная коммерция, автомобилестроение и пищевая промышленность , среди прочих.
Ситуация в области здравоохранения подтолкнула к последнему стремлению к автоматизации процессов: в условиях ограничений мобильности и меняющейся рабочей силы автоматизированные решения позволяют соблюдать все меры безопасности при сохранении уровня производительности . В интервью Mecalux Йосси Шеффи, директор Центра транспорта и логистики Массачусетского технологического института, говорит: «COVID-19 ускорил внедрение новых технологий в цепочке поставок, и одной из областей, в которой наблюдается наибольший рост, является автоматизация складов. ”
Исследование, проведенное консалтинговой фирмой McKinsey, предсказывает будущее с высокой степенью автоматизации: «Многие операции могут быть автоматизированы к 2030 году, поскольку искусственный интеллект (ИИ) берет на себя многие повторяющиеся действия, выполняемые логистическими компаниями. Мы ожидаем увидеть полностью автоматизированные многоярусные склады с автономными транспортными средствами, перемещающимися по проходам. Менеджеры с очками дополненной реальности смогут «видеть» всю операцию, помогая им координировать действия как людей, так и роботов. Системы управления складом будут отслеживать запасы в режиме реального времени, обеспечивая их соответствие системе заказов. 3D-принтеры будут производить запчасти на заказ».
Автоматизация всех складских операций
Автоматизация промышленных процессов заключается во внедрении автоматизированных решений в одной или нескольких складских операциях, например приеме товаров, комплектации заказов и управлении запасами.
Основной целью установки автоматизированных систем является оптимизация движений, происходящих на объекте, повышение производительности и ограничение ошибок, которые могут подорвать конкурентоспособность компании. На полностью автоматизированном складе все логистические операции требуют минимального вмешательства человека. Давайте посмотрим, как это работает в следующих операциях:
Автоматизированная приемка товаров
В логистическом центре процесс получения товаров является ключевым для эффективного управления запасами. В этой операции доки могут быть оборудованы автоматическими системами погрузки и разгрузки грузовиков . Это решение было реализовано группой Mecalux на автоматизированном складе Hayat Kimya в Турции.
Чтобы упростить перемещение товаров от погрузочных доков к различным складским и/или рабочим зонам, вы можете установить автоматизированные системы транспортировки, такие как конвейеры для поддонов и роликовые конвейеры для ящиков, контейнеров и ящиков . На автоматизированных объектах вся эта операция контролируется программным обеспечением для управления складом, которое координирует работу автоматического оборудования для повышения эффективности.
Автоматизированная внутренняя транспортировка
Полностью автоматизированные склады заменяют ручное погрузочно-разгрузочное оборудование (вилочные погрузчики) автоматизированными транспортными системами , которые непрерывно обслуживают зоны хранения, комплектации заказов и отправки .
Примерами этого являются конвейеры для поддонов или ящиков — в зависимости от единичной загрузки — которые упорядочить перемещение товаров в различные зоны объекта . Это случай компании Zbyszko, польского производителя напитков. Чтобы соединить складские и производственные зоны на новом складе, компания установила конвейерную систему для поддонов от Mecalux Group.
Для предприятий с низкой плотностью продукции ручное транспортное оборудование может быть заменено на автоматизированные транспортные средства . В то же время на складах, требующих соединения нескольких площадей с помощью замкнутого контура, можно установить электрифицированные монорельсы . Эти транспортные системы, которые могут быть воздушными или напольными, состоят из самоходных тележек, доставляющих товары на рабочие места.
На полностью автоматизированных складах используются автоматизированные системы хранения и транспортировки
Хранение товаров с помощью кранов-штабелеров
Извлечение/укладка продуктов на стеллажи является одной из наиболее часто автоматизированных операций на логистическом объекте. Это связано с тем, что автоматизированные решения, такие как краны-штабелеры (AS/RS для поддонов) и системы мини-загрузки (AS/RS для ящиков), обеспечивают производительность и точность под контролем системы управления складом (WMS).
На полностью автоматизированных складах, где товары распределяются с помощью конвейеров, необходимо реализовать контрольно-пропускных пунктов для поддонов . Эти подтверждают надлежащее состояние поддона и товаров на входе на объект.
Одним из примеров автоматизации хранения и извлечения продукции со стеллажей является склад BASF со стеллажами в Бразилии. Этот объект площадью 15 070 футов 2 разделен на два прохода, обслуживаемых двухмачтовыми кранами-штабелерами для поддонов. Easy WMS, программное обеспечение для управления складом от Mecalux Group, действует как мозг предприятия, обеспечивая эффективное хранение товаров.
Автоматизированный сбор и отправка заказов
Подготовка заказа является одной из самых сложных операций для автоматизации , поскольку процессы редко бывают постоянными или повторяющимися. Тем не менее, существуют решения, такие как промышленные роботы-манипуляторы (поставляемые конвейерами), которые значительно повышают производительность комплектования на предприятии. Это можно увидеть на складе Havi Logistics в Португалии, где роботы-манипуляторы используются для одновременной обработки нескольких ящиков.
Комплектация и отправка заказов также могут быть автоматизированы с помощью таких решений, как сортировщики, которые направляют товары на разные рабочие места или в транспортные контейнеры. Кроме того, на рынке есть решения для автоматизации процессов с добавленной стоимостью при подготовке и отправке заказов, такие как Роботы для обертывания и укладки на поддоны и этикетировочные машины .
Программное автоматизированное управление складом
Для полностью автоматизированного склада требуется программное обеспечение, которое координирует работу автоматизированного погрузочно-разгрузочного и транспортного оборудования на объекте. Система управления складом (WMS), которая указывает, куда должен идти каждый товар и какие операции выполнять, взаимодействует с системой управления складом (WCS), отвечающей за координацию движений машин. Группа Mecalux разработала собственные версии этих двух программ: Easy WMS (программное обеспечение для управления) и Galileo (WCS).
Благодаря этой технологии оптимизируются все движения на автоматизированном складе и предотвращаются ошибки в таких сложных процессах, как приемка товаров и комплектация заказов с несколькими SKU.
Оптимизация складских операций — ключевая особенность нового AS/RS для ящиков автомобильной компании Continental в Мексике. Easy WMS координирует задачи системы минизагрузки и конвейеров, принимая во внимание такие критерии, как оборачиваемость продукта и конечный пункт назначения.
Для полностью автоматизированного склада требуется программное обеспечение для управления складом для координации объекта
Эпоха полностью автоматизированного склада
Автоматизация склада повышает производительность и надежность организации . Автоматизация процессов влечет за собой повышенную безопасность и точность. Но, прежде всего, он обеспечивает полный контроль над запасами на предприятии.
Заинтересованы в создании полностью автоматизированного склада, чтобы максимизировать эффективность ваших логистических операций? Не стесняйтесь обращаться к нам. Один из наших опытных консультантов посоветует вам лучшее решение для вашего бизнеса.
6 трендов автоматизированных складских систем
18 ноября 2021 г.
Автоматизированные складские системы — это тенденция, которая штурмом захватила логистику. Все больше и больше компаний вкладывают средства в автоматизацию логистики, чтобы оптимизировать операции, происходящие внутри и снаружи их складов, с целью повышения производительности.
Согласно исследованию консалтинговой компании Technavio, рынок логистических роботов вырастет на 7,07 млрд долларов в период с 2021 по 2025 год . Многие компании обращаются к автоматизации, чтобы усилить свой рост и оптимизировать доставку товаров своим клиентам.
Оснащение логистических центров автоматизированными складскими и поисковыми системами (AS/RS) обеспечивает повышение эффективности и скорости процессов приема, хранения и отгрузки товаров. Это также минимизирует складские расходы, возникающие из-за ошибок, и обеспечивает безопасность как продукции, так и операторов.
Давайте рассмотрим 6 тенденций для автоматизированных складских систем, которые движут компаниями во всех секторах:
1. Автоматизация комплектования
Обработка заказов является одной из самых ресурсоемких операций на складе, так как отнимает много времени и ресурсов. Когда заказы комплектуются вручную, операторы путешествуют по складу в поисках нужных им артикулов, группируя их вместе в тележке или на погрузочно-разгрузочном оборудовании, а затем упаковывая и распределяя их.
Для облегчения и ускорения этой операции некоторые компании внедряют автоматизированные складские решения на своих логистических объектах . Идеальным решением для компаний с интенсивными процессами комплектования являются системы мини-загрузки (AS/RS для ящиков). Это связано с тем, что кран-штабелер для коробок и роликовые конвейеры для коробок доставляют операторам товары, необходимые им для сборки заказов.
Другим вариантом, используемым для помощи в сборе, являются роботы-манипуляторы , которым поручено выполнять сбор и размещение , то есть извлекать продукты из одного места, чтобы упорядочить их и разместить в другом. Эти роботы не только быстро и без ошибок перемещают товары, но и сортируют продукты и контролируют их качество.
2. Умный внутренний транспорт
Движение товаров — очень повторяющиеся операции, на которые уходит довольно много времени сотрудников. Автоматизация движения продуктов оптимизирует другие операции и позволяет операторам сосредоточиться на других задачах с большей добавленной стоимостью.
Автоматизированные складские системы обычно включают автоматизированных транспортных решений . Наиболее распространенными являются конвейерные системы для поддонов и роликовые конвейеры для ящиков, контейнеров и контейнеров. Они могут либо соединять различные области логистического объекта (например, зону комплектации с зоной отгрузки), либо связывать склад с производственной зоной.
Мы находим еще один рост в AGV (транспортные средства с автоматическим управлением) и автономных мобильных роботах (AMR). Эти роботы могут перемещаться по складу без помощи человека.
Автоматизация перемещений на складе повышает скорость и гибкость всех операций
3. Темные склады: полная автоматизация склада
Автоматизация склада привела к появлению темных складов . Это полностью автоматизированные объекты, не требующие освещения, поскольку внутри них не происходит никакого взаимодействия с человеком.
Эти склады характеризуются высокой активностью притока/оттока и автоматизированными операциями для увеличения производительности и оптимизации ресурсов. Благодаря темным складам компании сокращают свои расходы и обеспечивают устойчивость цепочки поставок благодаря более низкому энергопотреблению. Они также устраняют ошибки , автоматизируя все операции.
4. Автоматические системы загрузки и разгрузки грузовиков
Входы и выходы в причальных зонах склада — два самых лихорадочных действия на складе. Предприятия, стремящиеся оптимизировать приток и отток товаров, обычно внедряют автоматические системы загрузки и разгрузки грузовиков .
Это автоматизированное транспортное решение, требующее минимального вмешательства человека, позволяет очень быстро загружать и разгружать товары на складе. Эти системы, расположенные на погрузочных площадках, загружают и извлекают товары из грузовиков в автоматическом режиме практически без помощи операторов. Среди их преимуществ повышенная безопасность и скорость входящего и исходящего движения товаров.
5. Облачное (SaaS) программное обеспечение для управления складом
Автоматизированное управление складом — широко распространенное направление в логистике. В условиях все более требовательных операций оцифровка процессов с помощью системы управления складом (WMS) является вариантом, используемым компаниями, которым требуется точный контроль над продуктами и операциями на их логистических объектах.
WMS-решение SaaS (программное обеспечение как услуга) (т. е. в облаке) является чрезвычайно полезным вариантом для организаций, которые хотят автоматизировать свои склады: обработка и хранение данных перенесены на внешние серверы . Исследование, проведенное компанией Grand View Research, показало, что предприятия предпочитают развертывать облачное программное обеспечение WMS из-за его более низкой стоимости внедрения по сравнению с локальными решениями.
6. Анализ данных в эпоху больших данных
Большие данные в логистике — один из краеугольных камней автоматизации цепочки поставок. Автоматизированные склады генерируют огромное количество информации (такой как происхождение товара, пункт назначения, размер, содержимое и т. д.) с огромным потенциалом. Анализ всех этих данных и преобразование их в ценную информацию для улучшения процесса принятия решений позволяет компаниям получить больше от своих объектов и оптимизировать свои цепочки поставок
С помощью программного модуля, такого как Supply Chain Analytics от Interlake Mecalux, компании могут получать информацию обо всем, что происходит в их логистических центрах, в режиме реального времени. Большие данные имеют основополагающее значение для обеспечения правильной работы AS/RS: с помощью такой ценной информации, как, например, данные о продажах, можно оптимизировать движения автоматического погрузочно-разгрузочного оборудования.
Автоматизированные складские системы повышают безопасность управления запасами
На современном высококонкурентном рынке с такими проблемами, как доставка в тот же день и сезонный спрос, компании ищут решения, которые позволят им оставаться конкурентоспособными за счет ускорения процессов и ограничения ошибок.
На первый взгляд, ударная дрель и перфоратор – взаимозаменяемые инструменты: у них схожие режимы и сфера эксплуатации, и всё, чем отличаются дрели от перфоратора – это размер и уровень шума. Это не так, и после ознакомления со статьей вы узнаете разницу между этими двумя инструментами: принцип работы, технические характеристики и особенности использования. В качестве дополнения мы дадим советы по выбору дрели и перфоратора.
Чем перфоратор отличается от дрели по устройству
Начинающие мастера считают, что, раз у обоих инструментов есть ударный механизм, то они идентичны. На самом деле, именно в нём кроется главная разница. Вы узнаете, как устроен удар у таких приборов, как дрель и перфоратор, отличие в других аспектах также будет раскрыто.
Ударный механизм
Самая обширная тема, которую предстоит затронуть в рамках сравнения – это механизм ударного инструмента. С одной стороны, это то, чем отличаются перфораторы от ударной дрели, но даже в рамках перфоратора он устроен по-разному. Ниже приведена таблица с типами ударных механизмов дрели и перфоратора. Далее мы раскроем, как работает каждый.
Типы механизма перфоратора
Типы механизма дрели
Качающий подшипник
Храповые шестерни
Пневматический механизм
Начнем с ударного механизма дрели, потому как он наиболее примитивен. В качестве основных элементов выступают шестерни, находящиеся в передней части инструмента:
Неподвижная шестерня зафиксирована на валу мотора, из-за чего не способна вращаться. В то же время, при работе вала она передает усилие подвижной, заставляя ее совершать возвратно-поступательные движения с определенной периодичностью.
Подвижная шестерня перемещается вперед-назад за счёт неподвижной, и на ней закреплен патрон с установленной рабочей оснасткой.
Минусом инструмента является то, что ударный механизм в нём значительно менее производителен. Дрель ударная, отличие от перфоратора которой заключается в малой амплитуде оснастки, требует от работника физических усилий: мастеру нужно надавливать на инструмент, буквально прижимая его к стене. Только так удастся добиться сколько-нибудь эффективного результата при сверлении бетона или кирпича. В то же время, нужно понимать, что удар в инструменте является опцией, а не основным режимом. Используя его на постоянной основе, вы быстро износите электродрель. Применение удара допустимо, если сверление бетонных конструкций требуется один или два раза в сезон, но при необходимости делать это постоянно лучше задуматься о покупке перфоратора.
Кстати, о них! Принцип работы электроперфоратора нивелирует главную проблему «конкурента» – необходимость сильно прижимать прибор к поверхности. Боёк, бьющий по патрону, сравнительно крупный, так что фактически делает самую тяжелую работу за вас. Прижимать технику к бетону всё же можно (и это даже пойдет на пользу!), но без излишнего энтузиазма. Выделяют два типа механизма удара, и мы рассмотрим каждый.
Качающийся подшипник – это значительно более надежный механизм, чем тот, что имеется у электродрели, но всё ещё уступающий «взрослым» аналогам. Применяется в малогабаритных моделях с низкой мощностью, рассчитанных на скромные нагрузки и домашнее применение. Прибор с касающимся подшипником сравнительно лёгок и дешев, обладает низкой амплитудой и высокой скоростью бойка. Подойдет для периодического использования. Нагружать стоит с большой осторожностью, иначе велик шанс выхода из строя.
Пневматический механизм используется в электроперфораторах профессионального класса, рассчитан на наиболее трудные задачи. Имеет высокую амплитуду, но сниженную по сравнению с качающимся подшипником скорость вращения. Обе особенности позволяют задействовать в работе крупные буры, зубила и прочую оснастку. Пневматические электроперфораторы крайне надежны, за счёт чего подходят для интенсивной эксплуатации в производстве и на строительных объектах. Цены на них также заметно выше.
Патрон
Отличия перфоратора от ударной дрели заключаются не только в механизме удара, что есть у инструментов: тип патрона также сказывается на сфере эксплуатации и удобстве применения. По умолчанию у ударных электродрелей и перфораторов они не взаимозаменяемые (не берем в расчет разного рода переходники). Ознакомившись с информацией ниже, вы узнаете об основных типах патронов электроперфораторов и ударных дрелей.
Название инструмента
Тип патрона
Особенности патрона
Ударная дрель
Ключевой
Используется в бюджетных и профессиональных моделях. Предполагает, что для фиксации оснастки требуется воспользоваться специальным ключом. Это менее удобно, чем в быстрозажимном аналоге, но обеспечивает надежное закрепление и исключает люфты. Главное – не потерять ключ.
Быстрозажимной (бесключевой)
Дрели с быстрозажимным патроном представлены в базовом и профессиональном сегментах. Название говорит за себя – для закрепления оснастки не требуется применение дополнительных аксессуаров: достаточно вставить сверло и закрутить патрон. Принцип крайне удобен, но в некачественных патронах приводит к люфту, который снижает точность; иногда из-за него мелкая оснастка выпадает.
Перфоратор
SDS-Plus
Активно применяется в инструментах для быта и некоторых профессиональных моделях с качающимся подшипником. Обеспечивает высокую скорость вращения и частоту колебания, из-за чего безупречно подходит для труднодоступных мест, работ на возвышенности, создания узких отверстий.
SDS-Max
Стандарт, используемый высокомощным ударным инструментом профессиональной направленности. Модели с SDS-Max пробивают армированный бетон и асфальт, создают широкие отверстия в кирпичной кладке. Это возможно благодаря высокой силе удара, достигающей 25 Джоулей.
SDS-Top
Малопопулярный стандарт бытового назначения, который применяется в электроприборах марки Bosch.
Резюмируя, патроны электродрелей рассчитаны на малую силу удара и высокую оборотистость, что важно при создании мелких отверстий и завинчивания узкого крепежа. Перфораторные патроны, напротив, вращаются медленнее, но фиксируют крупные буры, а это необходимо для сверления и штробления плотных материалов.
Аккумулятор
Отдельную нишу на рынке занимают аккумуляторные перфораторы и ударные электродрели. Стоит сразу сказать, что они значительно менее производительные, но более дорогие. Несмотря на это, остаются актуальными, ведь при отсутствии сети на 220 Вольт выбирать не приходится.
Беспроводная ударная электродрель в среднем в два раза менее оборотистая, чем сетевой аналог. Это влияет на количество ударов. Более того, с падением напряжения аккумулятора сила ударного инструмента продолжает непрерывно снижаться. С беспроводными перфораторами ситуация аналогична.
Отличие перфоратора и ударной дрели заключается в напряжении батареи. Аккумуляторные перфораторы рассчитаны в среднем на 18—20 Вольт (да, есть модели на 10.8 и 12, но их сила удара удручает; напряжение выше 20 встречается, однако совсем нечасто). У ударных электродрелей напряжение варьируется от 3.6 до 40 Вольт, но самыми типовыми у данного инструмента считаются 12 / 18 / 20 В. Напряжение батареи влияет на вес и цену инструмента. Соответственно, и без того недешёвый беспроводной перфоратор на 20 Вольт влетит в копеечку, если возникнет потребность в сменных АКБ.
Антивибрационная система
Если для домашних мастеров сильная вибрация является просто неприятной особенностью эксплуатации ударного инструмента, профессиональные строители и монтажники относятся к ней крайне серьезно. Псевдо-Рейно болезнь, известная в простонародье как вибрационная болезнь – это то, с чем сталкиваются на производстве мастера, использующие инструмент с некачественным антивибрационным механизмом. И тут важно знать следующее: отличие дрели от перфоратора в том, что только у последнего имеется достойная защита от воздействия вибрации на организм.
Профессиональные перфораторы оснащены целым комплексом мер по снижению негативного воздействия на здоровье:
Антивибрационный подвес. Рукоятки ударного инструмента укомплектованы системой пружинных подвесов, благодаря котором происходит поглощение вибрационного воздействия. По сути, пружины отделяют рукоятку от «основной» части прибора, в которой сосредоточены вредоносные колебания.
Система активного гашения вибрации. Несколько подвижных подшипников минимизируют воздействие вибраций на низких частотах.
Демпфирующее кольцо. Частично гасит отдачу, которая возникает в результате контакта оснастки с обрабатываемым материалом.
Ударные электродрели не предназначены для постоянной эксплуатации с включенным механизмом удара, что, видимо, дает производителю моральное право комплектовать свои товары куда менее комплексными мерами защиты здоровья пользователя.
Резиновая накладка не только препятствует выскальзыванию ударного инструмента из рук, но и гасит вибрацию. Эффективность данной меры минимальна, однако ей укомплектован практически каждый электроприбор.
Амортизирующие подвесы – это то, чем изредка оснащаются ударные дрели. Речь идёт о самых мощных и дорогих моделях.
Отличия режимов работы и назначений
Вопрос, в чем разница дрели и перфоратора, встает, когда появляются мысли о взаимозаменяемости, то есть можно ли выполнять перфоратором работу ударной дрели и наоборот. Ответ: да, но не всё так однозначно. Будем разбираться!
Чтобы лучше понять различия, разберем схожие аспекты, а именно режимы работы. Их три, и два из них есть у обоих типов ударного инструмента:
Безударное сверление. Режим, в котором работают электродрели без удара, есть и у перфораторов. В нем сверло вращается, но не совершает возвратно-поступательные движения. Подходит для создания отверстий в мягких материалах: дереве, ДСП, ДВП, МДФ, пластике, тонколистном металле.
Удар без сверления. Представлен только в электроперфораторах. Патрон движется вперед-назад без вращения. Подходит, чтобы штробить бетонные или кирпичные стены долотом, зубилом, лопаткой.
Ударное сверление. Задействованы как вращение, так и возвратно-поступательное движение. Используется со сверлами и бурами, чтобы создавать отверстия в конструкциях из бетона, кирпича, асфальта, камня.
Важно! Существуют двухрежимные электроперфораторы, в которых нет либо сверления без удара, либо удара без сверления.
Когда мы разобрались с режимами, рассмотрим специфику их применения нашими инструментами.
Режим работы
Название инструмента
Дрель
Перфоратор
Сверление без удара
Из-за низкого люфта режим идеально подойдет, чтобы создавать чистовые отверстия в мягких материалах. Мощные дрели в этом режиме справятся с толстыми бурами по древесине.
Теоретически прибор можно использовать для сверления по дереву или ДСП, если под рукой не оказалось электродрели – нужно только подобрать соответствующую оснастку. Проблема в следующем: перф не рассчитан на подобные операции, и люфт его патрона достаточно высок. Это обеспечит низкую точность, способную повредить хрупкую конструкцию.
Сверление с ударом
Действительно, при достаточной силе удара электродрелью можно создать тонкое (в среднем до 16 мм) отверстие в бетоне/камне. Для этого придется давить на электроприбор, а частая эксплуатация в таком режиме быстро износит внутренние узлы.
Основной режим работы электроперфоратора, позволяющий с минимальными физическими усилиями создавать крупные отверстия в бетонных и кирпичных стенах. Вред для организма минимален, потому как хорошие перфы оснащены прогрессивными антивибрационными системами.
Удар без сверления
Данный режим работы отсутствует.
Используется для штробления армированного бетона, асфальта, кирпичной кладки.
Производительность
Разница между перфоратором и дрелью заключается в производительности инструментов с ударом. Ударный механизм является для электродрели побочной функцией, так что с ним прибор значительно менее эффективен, чем перфоратор. Более того, регулярная эксплуатация электродрели с ударом приведет к быстрой поломке.
Перфораторы на 1 100 Вт предназначены для сверления и штробления с ударом. Однозначно можно сказать, что производительность этого инструмента в работах по бетону и кирпичу в разы выше.
Оснастка
Ещё одно, чем дрель отличается от перфоратора – это рабочая оснастка. Каждый тип инструмента ориентирован на свой «арсенал». Приведем сравнительную таблицу с совместимостью и назначением.
Название инструмента
Сфера эксплуатации
Название рабочей оснастки
Перфоратор
Сверлит железобетонные поверхности
Бур
Бурит бетонные конструкции, чтобы создать широкие отверстия
Коронка
С высокой точностью откалывает бетонные куски от стен
Создает отверстия в кирпичной кладке, бетонных основаниях
Сверло с победитовыми напайками
Электродрель
Создает отверстия в древесных, пластиковых заготовках
Высокопрочное стальное сверло
Создает отверстия в металлических листах, пено- и шлакоблоках
Быстрорежущее стальное сверло
Создает отверстия в каменных и гранитных заготовках
Алмазное сверло (напыление)
Создает отверстия в стеклянных, керамических, фарфоровых изделиях
Алмазное сверло (вставки)
Технические характеристики
Параметры инструментов – ещё одно, в чем отличие перфоратора от ударной дрели. Вкратце разберем основные критерии, которые указываются в ТХ товаров:
Мощность. Влияет на возможность работать в интенсивном режиме, сверлить твердые материалы, устанавливать массивную оснастку. От неё зависит вес инструмента. Мощные перфораторы используют с коронками и бурами, чтобы эффективно сверлить бетон и камень.
Скорость вращения. Вопреки мнению новичков, не характеризует мощность. Высокооборотистые дрели маломощные, но пригодны для создания узких отверстий. Профессиональные электроперфораторы, напротив, работают на низких оборотах, при этом их мощность достигает 2 000 Ватт.
Сила удара. Высокой энергией удара характерны профессиональные перфораторы – именно она обеспечивает высокую производительность ударного инструмента при работе с бетоном.
Частота ударов. Механизм электродрели и качающийся подшипник характерны высоким числом ударов в секунду, пневматический механизм – низким.
Диаметр сверления. Зависит от установленной оснастки и того, достаточной ли мощностью обладает инструмент, чтобы её «вытянуть».
Сравнительная характеристика
Перфоратор
Дрель
Мощность двигателя, кВт
0.45—2
0.25—1.5
Максимальная оборотистость вала, об/мин
1 500
3 500
Сила удара, Дж
1.5—18
Информация отсутствует
Число ударов в минуту, уд/мин
1 000 – 5 000
25 000 – 65 000
Максимальный размер сверления, мм
древесина
32
40
металл
13
16
кирпич
150
20
Срок эксплуатации
Если требуется инструмент для регулярных работ в ударном режиме, вопрос, что лучше дрель или перфоратор для дома, даже не стоит – перфоратор однозначно выигрывает. Прибор предназначен для ударов и получает минимальный износ при постоянном интенсивном использовании. Электродрель создана с расчетом на то, что удар будет включаться только иногда.
Вес
Масса сетевых электродрелей с ударом находится в диапазоне 2—3 килограмм, из-за чего ими комфортно работать длительное время без перерыва. С перфораторами всё несколько сложнее, потому как их вес зависит от класса инструмента.
Класс перфоратора
Вес перфоратора, кг
Легкий (бытовой)
4 и меньше
Средний (полупрофессиональный)
6 и меньше
Тяжелый (бочковый перфоратор)
6 и больше
Цена
Замечая, что разница дрели и перфоратора в цене достаточно велика, начинающие мастера покупают первую с интенцией сэкономить. Как правило, это заканчивается разочарованием, ибо при частом использовании с ударом прибор быстро приходит в негодность.
Чтобы не выкидывать деньги на ветер, покупайте технику по назначению! Да, перфоратор заметно дороже, но при частом штроблении и долблении бетона он прослужит вам в разы дольше, а работать им будет куда быстрее и приятнее. О покупке электродрели с ударом стоит задуматься только если вы сверлите бетон крайне редко и при помощи узких свёрл.
Советы по выбору
Узнав перфоратор и ударная дрель отличия, вы определились, какой инструмент нужен именно вам. Далее мы приведем ряд советов, которые помогут найти идеальную модель для индивидуальных потребностей.
Определите сферу эксплуатации. Отталкивайтесь от задач: нужно часто и много сверлить бетон – перфоратор, изредка создавать отверстия в кирпиче – электродрель.
Подумайте о частоте и интенсивности использования. Для периодических ремонтных и монтажных работ достаточно модели бытового класса; чтобы штробить и сверлить в производственных и строительных условиях, необходим профессиональный инструмент.
Смотрите на наличие реверса. Полезная функция, которая присутствует почти во всех моделях. Нужна, чтобы выкручивать крепеж и выводить застрявшее сверло.
Обратите внимание на режимы работы. Электродрели бывают с возможностью выбирать между ударным и безударным режимами, либо только с первым. Перфораторы существуют двух- и трехрежимные, причем первые могут быть либо со сверлением с ударом / без удара, либо со сверлением с ударом / с ударом без сверления.
Убедитесь в наличии системы гашения вибрации. Важный аспект, который поможет избежать профессиональных болезней при длительной и интенсивной эксплуатации инструмента.
Отличие перфоратора от ударной дрели
Ударная дрель и перфоратор похожи внешне, и это вводит в заблуждение многих покупателей. Кажется, что инструменты не отличаются друг от друга или отличаются незначительно. Это не так. Дрель и перфоратор ‒ разные инструменты, выполняющие разные задачи. Эта статья поможет понять, когда стоит приобрести перфоратор, а когда достаточно ударной дрели.
Ударный механизм
Ударная функция в дрели не является основной. Но она поможет быстрее и с меньшими усилиями просверлить отверстие в бетонной стене, когда вы захотите повесить полку или карниз. При этом у дрели нет ударного механизма. Внутри корпуса находятся шестеренки, которые соприкасаются зубцами и отскакивают друг от друга при проворачивании. Этот отскок и является ударом. Он настолько незначительный, что лишь немного усиливает давление на материал. Чтобы добиться большего эффекта, пользователю нужно прижимать дрель собственным весом. Руки от этого быстро устают.
При частом и интенсивном использовании ударная функция дрели ослабевает. Поэтому, если вам постоянно приходится сверлить материалы тверже металла и дерева, стоит купить перфоратор.
Долбление и сверление в твердых материалах ‒ основные задачи перфоратора. Инструмент оснащен полноценным ударным механизмом, позволяющим работать не прикладывая особых усилий. Вам не придется придавливать инструмент собственным весом ‒ в отличие от дрели он сам выполнит всю работу. Но у перфоратора есть другой недостаток ‒ вибрация, которая также может приводить к утомлению.
Перфораторы с лучшей, на наш взгляд антивибрационной системой:
BOSCH GBH 2-28F SDS plus
MAKITA HR 2811FT SDS plus
Материал
Перфоратор с легкостью пробивает самый прочный бетон, и чем мощнее модель, тем проще бур входит в материал. В то же время инструмент годится для работ по хрупким материалам, например, керамике, но только в режиме безударного сверления.
Ударная дрель отлично справляется с деревом и металлом, некоторыми нетвердыми марками бетона. Материалы вроде железобетона и тому подобных инструменту не под силу ‒ не хватит мощности.
Возможности
Может ли дрель заменить перфоратор и наоборот? В исключительных случаях инструменты могут выполнять функции друг друга. Как мы уже говорили, дрель вполне годится для того, чтобы проделать несколько отверстий в твердой стене. А некоторые модели перфораторов предназначены в том числе для сверления. Для этого к инструменту через переходник присоединяют сверлильный патрон.
Лучшие перфораторы с функцией сверления (сверлильный патрон входит в комплект поставки):
BOSCH GBH 2-28F SDS plus
MAKITA HR 2470FT SDS plus
Перфоратор не используют для точного сверления. Особенность его конструкции такова, что насадки фиксируются в нем не жестко, из-за чего невозможно получить отверстие точного диаметра.
Дрели обладают дополнительным преимуществом ‒ с соответствующими насадками их используют в качестве миксера для размешивания строительных материалов
Предлагаем лучшие дрели для размешивания:
BOSCH GSB 16RE (БЗП)
METABO SBE 760 (БЗП)
MAKITA HP 2050
Выводы
Итак, мы выяснили, что разница между перфоратором и ударной дрелью есть, и она существенная. Главный вопрос, на который нужно ответить, прежде чем отправиться в магазин: с каким материалом в основном вы будете работать? Если берете инструмент для сверления по твердому бетону, штробления стен, скалывания плитки и других сложных работ, вам однозначно нужен перфоратор. Если основная задача сводится к сверлению дерева, металла и лишь иногда бетона, подойдет ударная дрель.
Другие статьи по теме
Как выбрать перфоратор: рекомендации, нюансы
Перфоратор – не только мощный ударный инструмент для бурения бетонных стен, но и универсальный домашний помощник. Используя разнообразную оснастку мы можем использовать перфоратор для сверления отверстий, смешивания растворов, монтажа гипсокартона и вырезания подрозетников, а при наличии режима удара – для полноценных отбойных работ (например, демонтажа плитки).
«Пистолетный» vs «бочковой», или К чему приводят ошибки при подборе перфоратора
В многочисленных статьях на тему «Как выбрать перфоратор» приведены различные параметры, на которые необходимо обратить внимание, если вы захотели приобрести этот инструмент. Чтобы убедиться в этом, достаточно пройти по ссылке. В этой статье хочется сказать о другом. Когда-то с одним из наших консультантов произошла история, заставившая написать о различиях перфораторов с вертикальной и горизонтальной компоновкой. Но обо всем по порядку.
Рейтинг перфораторов, которые оценят ваши соседи
Основная проблема покупки инструмента в интернет-магазине – слишком большой ассортимент и отсутствие возможности проверить агрегат в деле до покупки. Сузить круг претендентов помогают отзывы и консультация с сотрудником магазина, однако не все покупатели готовы тратить свое время на поиск дополнительной информации. Чтобы упростить задачу выбора, мы составили рейтинг лучших перфораторов по количеству продаж и мнению наших покупателей.
Ломать — не строить. Отличия перфоратора от отбойного молотка
Потребность в отбойных работах возникает не так редко, как может показаться на первый взгляд. Переезд в новую квартиру, покупка дачного дома и их последующий ремонт и перепланировка ставят многих перед необходимостью обновить свой парк инструментов. И если профессионалы более‐менее четко понимают назначение и возможности тех или иных инструментов, то у рядового пользователя неизбежно появляется вопрос, что купить: перфоратор с функцией отбойного молотка или полноценный ударный инструмент? Попробуем разобраться вместе! <br>
Принцип работы отбойного молотка
Отбойный молоток необходим для выполнения профессиональных строительных работ. С его помощью мастера выполняют проемы в стенах из кирпича или бетона или полное ее разрушение, а также используют для разрушения промерзшего грунта, скальной породы, удаления асфальта.
Ударная дрель
и ударная дрель: в чем разница?
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Как домашний мастер, задумывались ли вы о том, использовать или взять напрокат ударную дрель или ударный инструмент? Здесь мы объясняем, как легко принять это решение.
Ударные дрели и ударные инструменты — это инструменты, которые новички часто путают. Путаница понятна. Ведь и те и другие громкие, с бойковым механизмом и приводными застежками.
Правда в том, что эти инструменты на самом деле разные. Хотя они могут звучать и выглядеть одинаково и даже иметь некоторые общие функции, у них есть свои сильные и слабые стороны.
На этой странице
Что такое перфоратор?
Перфоратор — это электрическая дрель, используемая для сверления отверстий в твердых поверхностях. Ударные дрели выглядят и действуют как традиционные электрические дрели со стандартными патронами, спусковыми крючками и регуляторами скорости, но они крупнее и мощнее. Кроме того, как и стандартная дрель, ударная дрель вращается по часовой стрелке и против часовой стрелки.
Имеет дополнительную настройку «молоток», которая активирует механизм внутри дрели. «Молоток» ударяет по задней части патрона. Эти удары, также известные как «удары», направляют удар по длине сверла в просверливаемый материал. Это действие пробивает биту вперед с каждым ударом. Некоторые перфораторы могут производить до 48 000 ударов в минуту (BPM)!
Вообще говоря, перфораторы стоят от 100 до 250 долларов США за модели с батарейным питанием. Модели со шнуром стоят от 75 до 200 долларов. Благодаря современным достижениям в области литий-ионных технологий модели с батарейным питанием популярны благодаря своей портативности, хотя некоторые проводные модели обладают большей мощностью.
Что такое ударный инструмент?
Ударная отвертка — это электроинструмент, используемый для забивания крепежных деталей, таких как винты и болты.
Эти инструменты оснащены быстросменными патронами на шарикоподшипниках, а не патронами с кулачками, которые используются в обычных дрелях. В этих специальных патронах нельзя использовать стандартные сверла с круглым хвостовиком, но они совместимы с шестигранным хвостовиком, быстросменными, ударопрочными шуруповертами или сверлами. Ударные шуруповерты также обычно короче и прочнее стандартных дрелей.
Ударные шуруповерты могут вращать крепеж по часовой стрелке или против часовой стрелки, как стандартная дрель, и на высоких скоростях. Однако, как только ударный инструмент почувствует определенное сопротивление крепежной детали, он автоматически активирует вращающуюся ударную наковальню. Удары наковальней известны как «удары», и некоторые водители предлагают до 4000 ударов в минуту (IPM)!
Каждый удар приводит к вращению биты с дополнительным крутящим моментом, что позволяет инструменту заворачивать более длинные и крупные крепежные детали, чем без наковальни.
Кроме того, скорость ударного шуруповерта может быть обманчива. Эти инструменты не вращаются в устойчивом, постоянном направлении. На самом деле они немного продвигают биту вперед, прежде чем быстро повернуть ее назад. Полезно думать об этом как о двух шагах вперед и шаге назад. Это помогает предотвратить соскальзывание кончика отвертки, что приводит к меньшему количеству сорванных креплений. Это происходит так быстро, что незаметно.
Аккумуляторные ударные инструменты обычно стоят от 100 до 200 долларов. Сетевые модели встречаются редко.
Перфоратор против ударного шуруповерта: для чего они используются?
Как перфораторы, так и ударные инструменты могут служить множеству целей, но они подходят для неспецифического применения.
Ударная дрель используется
Если вы пытались просверлить отверстие в кирпиче, плитке или бетоне, вы знаете, насколько сложной может быть эта работа. Это ситуации, когда перфоратор может быть незаменим. При активированной функции молотка дрель вбивает кончик сверла вперед в материал, быстро справляясь с монотонной задачей.
Некоторые распространенные области применения перфораторов включают:
Начало и просверливание отверстия на скользкой плитке или стеклянной задней стенке.
Сверление бетона подвала для крепления пиломатериалов.
Сверление отверстий в бетонных ступенях для крепления поручней.
Подвесные настенные крепления для телевизоров, полки или картины на кирпичных стенах.
Сверление отверстий в полу гаража для постоянного крепления стоек для электроинструментов к земле.
Сверление отверстий для крепления кронштейнов механической системы к бетонному полу подсобного помещения.
Примечание. Для сверления отверстий в каменной кладке перфоратором требуются специальные сверла для каменной кладки.
Ударный шуруповерт использует
Ударные гайковерты предназначены для размещения как можно большего количества ударов в маленьком инструменте. Они полезны для закручивания небольших крепежных деталей на высоких скоростях, а также для закручивания более длинных крепежных деталей без поломки гаечных ключей или головок.
Типичные области применения ударных винтовертов включают:
Вкручивание меньших шурупов в плотную или толстую древесину. (Они раскололи бы тонкое дерево.)
Быстрое завинчивание длинных и прочных шурупов, например, при подвешивании шкафов или других тяжелых предметов .
Заворачивание шурупов в узких местах, например, между балками или стойками или внутри шкафов.
Ударная дрель и ударный шуруповерт: основные отличия
Ниже приведены основные различия между ударными дрелями и ударными шуруповертами:
Ударные шуруповерты должны использовать биты с шестигранным хвостовиком, готовые к удару, в то время как ударные дрели подходят ко всем битам.
Ударные шуруповерты обычно намного меньше, короче и легче перфораторов, что делает их более полезными в тесных или неудобных местах.
Перфораторы часто имеют настройки скорости и крутящего момента, тогда как ударные инструменты имеют чувствительные к давлению триггеры для контроля скорости.
Пользователи могут выбирать, когда использовать настройку ударника на перфораторе, но ударные инструменты включают свою ударную наковальню автоматически.
Ударные шуруповерты обеспечивают лучший контакт с крепежом, чем ударная дрель, даже при отключенной установке ударника.
Популярные видео
ⓘ
Том Скализи
Том Скализи — автор и писатель, специализирующийся на строительстве и благоустройстве дома. Его карьера в торговле насчитывает более 15 лет как в качестве подрядчика, так и в качестве коммерческого строительного механика. Том написал для нескольких блогов и журналов, включая bobvila. com, thisoldhouse.com, levelset.com и другие. Его первая книга «Как исправить вещи» была опубликована в мае 2022 года. Помимо своей профессиональной жизни, Том также является страстным фанатом бейсбола и тренером. Он живет в долине реки Гудзон в Нью-Йорке со своей женой, четырьмя детьми и двумя собаками.
Ударный шуруповерт и перфоратор — в чем разница?
Популярная викторина, знаток: каковы основные различия между ударным шуруповертом и перфоратором? Если вы в тупике, вы не одиноки. Ответ: механизмов и приложений. Давайте перейдем к вопросу об ударном шуруповерте и перфораторе прямо сейчас.
Ударный инструмент против механизмов ударной дрели
Механизм ударного инструмента
Конструкция молота и наковальни помогает ударным инструментам выполнять свои задачи. У большинства ударов есть два молотка, хотя у некоторых есть три. Когда двигатель инструмента вращает подпружиненную пластину молотка, пружина сжимается, и пластины молотка и наковальни раздвигаются. На долю секунды возникает пространство между пластинами и потенциальная энергия пружины.
В этом пространстве пластины молота и наковальни скользят друг мимо друга только для того, чтобы снова с силой удариться друг о друга за счет кинетической энергии пружины. Это создает большой крутящий момент (и небольшое усилие, направленное вниз), когда молотки ударяют по наковальням и передают энергию через сверло, чтобы повернуть крепеж. Ударный инструмент быстро повторяет этот процесс. Мы смотрим на 90 107 ударов в минуту 90 108 (IPM) или 90 107 ударов в минуту 90 108 (BPM) для измерения частоты ударов в числах, которые достигают 4000 IPM в 18-вольтовом ударном драйвере.
Механизм ударной дрели
В какой-то степени механизм ударной дрели представляет собой разницу скорее в степени, чем в характере. Но разница приводит к поступательному усилию и меньшему крутящему моменту, чем у ударного шуруповерта.
Изображение предоставлено raphtec.wordpress.com
Ударная дрель также использует две пластины, но молоток и наковальня заменены механизмом, который выглядит так, как две шашки складываются вместе ( король мой!) .
Здесь есть и другие отличные изображения.
Когда вы начинаете сверлить, зубья скользят вверх и поверх противоположных зубьев или подшипников, создавая движение, толкающее вперед и соскальзывающее назад. Это переводит сверло в функцию откалывания , в то время как пластины, сцепляясь на долю секунды перед тем, как снова разойтись, быстро поворачивают сверло.
Частота ударов перфоратора обычно составляет десятки тысяч ударов в минуту (точка предпочтения — мы предпочитаем удары в минуту для ударных инструментов и ударов в минуту для перфораторов, хотя некоторые производители отличаются). Некоторые легко превышают 30 000 ударов в минуту.
Применение ударного шуруповерта в сравнении с перфоратором
Применение ударного шуруповерта
Механизм ударного шуруповерта создает вращательные удары, которые отлично подходят для завинчивания винтов всех типов и болтов с шестигранной головкой. Импульсный крутящий момент может приводить в действие и удалять жесткие крепежные детали, когда статический крутящий момент сверла может привести к его кулачковому срабатыванию или полной остановке.
Вы также можете использовать ударный инструмент для сверления с шестигранным хвостовиком, но это не оптимально. Форм-фактор короткого ударного шуруповерта достаточно отличается от ударной дрели (которая выглядит как обычная дрель/шуруповерт), поэтому вы можете легко заметить разницу.
Когда вы достигаете предела возможностей ударного гайковерта, вы переходите к ударному гайковерту.
Нравится ударный двигатель? Makita XDT16 недавно выиграл наш лучший обзор сравнения ударных шуруповертов!
Применение ударной дрели
Ударные дрели — это подходящий инструмент для сверления отверстий в кирпичной кладке (кирпич, камень, блоки, бетон) для установки анкеров и создания отверстий для выпускных коробок. При использовании сверла по каменной кладке перфоратор стружится при вращении, чтобы протолкнуть материал. Его более компактная и легкая конструкция по сравнению с перфоратором делает его хорошим выбором для сверления отверстий диаметром до 1/2 дюйма или около того в кирпичной кладке, но он не включает пылеуловитель, чтобы вы не вдыхали кварцевую пыль.
Автоматизация работы склада, система автоматизации работы склада – МойСклад
МойСклад
Решения
Автоматизация работы склада
Ваша компания имеет или арендует складские площади? Вам надо автоматизировать учет своих товаров или услуг ответственного хранения? МойСклад — удобная система автоматизации склада.
Начать работу
Складской учет, интеграция с оборудованием, печать документов, адресное хранение, операции сборки и разборки — все это вы найдете в программе!
Ощутите наши преимущества! Доступ к системе управления из любого места, где есть интернет. Быстрый старт — не нужна установка и внедрение. Пробный период — зарегистрируйтесь и попробуйте прямо сейчас; это бесплатно.
Зарегистрироваться
Складской учет
Автоматизация упрощает все складские операции: приемку и отгрузку товара, перемещение, инвентаризацию, списание и оприходование
Расчет себестоимости. Остатки и обороты. Планирование состояния склада и автоматические заказы поставщикам. Заказ на основе статистики продаж. Поддержка нескольких складов, партии, серийные номера, ГТД, характеристики, упаковки и штрих-коды. Комплекты. Работа с комиссионными товарами.
Система автоматизации склада и ее интеграция с оборудованием
Удобный визуальный редактор этикеток и ценников, массовая печать. Штрих-коды: поддержка сканеров, печать и генерация EAN-8, EAN-13, Code128 и др.
Приложения для iOS и Android.
Адресное хранение
Укажите складские ячейки для ваших товаров и будете всегда знать, где находится тот или иной товар на складе
Система подскажет вам, куда лучше поместить вновь полученный товар, и сформирует лист подбора для ваших кладовщиков при подготовке отгрузки.
Бесплатная версия
Печать документов
Печать складских документов: М-11, ИНВ-3, ТОРГ-16, МХ-1 и другие
Автоматическая нумерация, массовая печать, архив документов, отправка по электронной почте, выгрузка в ЭДО. Печать комплекта документов. Собственные шаблоны документов.
Настройка
Дополнительные поля для справочников и документов
Без программирования. Пользовательские справочники. Собственные шаблоны печатных форм и отчетов. Квалифицированная помощь службы поддержки по настройке сервиса под ваши бизнес-процессы.
Более 2 000 000 компаний уже подключили своих сотрудников к системе МойСклад Сколько сотрудников хотите подключить вы?
Выбрать тариф
Автоматизация работы склада
Что делает коммерческое предприятие успешным, вне зависимости от его формата и величины? Конкурентные цены, широкий ассортимент, уникальные предложения. Разумеется, все это справедливо. Но существует еще целый ряд факторов, которые открывают широкие возможности перед любым магазином или торговой компанией. Это качество обслуживания клиентов (своевременно обработанные заявки и оперативная доставка), отсутствие перебоев с поставками товаров, тщательный контроль и управление логистикой. Если вы пользуетесь автоматизацией, то сможете решить данные задачи, а, следовательно, существенно повысить конкурентные возможности вашей фирмы.
Что подразумевает под собой этот, столь популярный сегодня, термин? Прежде всего, автоматизация работы означает внедрение современных информационных технологий, обладающих набором полезных функций.Коротко перечислим основные:
Обработка заказов. Большинство систем, с помощью которых осуществляется управление современным складом, позволяют в режиме реального времени резервировать товар, выставлять счета и контролировать их оплату. Счета, выставляемые покупателям, создаются в виде общепринятых форм, могут быть распечатаны или отправлены по электронной почте.
Складской учет. Эту функцию стоит выделить особо. Грамотная ее реализация позволяет существенно сократить время на обработку и хранение грузов, получить значительный экономический эффект, благодаря четкой организации процесса. В частности, системы современного типа позволяют регистрировать отгрузку и прием товаров, проводить перемещения между складами, осуществлять сборочные операции. Кроме того, становится возможным учет товаров по различным параметрам.
Анализ данных. В современных условиях ведения бизнеса она является определяющим фактором успеха. При помощи данного модуля можно вести оперативную статистику продаж, определять рентабельность деятельности по различным параметрам, создавать отчеты, которые являются основой для принятия решений.
Создание отчетов. При автоматизации работы склада огромное внимание уделяется процессу формирования отчетов. По сути, это один из важнейших инструментов планирования, который дает возможность работать наиболее эффективно.
Контроль движения денег. Данная функция также доступна не всем пользователям систем. Нельзя представить себе автоматизацию без наличия возможности контролировать денежные потоки.В состав модуля может входить опция печати платежных поручений, аналитическая функция и пр.
Эффективная автоматизация управления складом
Наша компания предлагает комплексное решение, позволяющее пользоваться всеми, перечисленными выше, функциями. Более того — функциональная часть сервиса выглядит более привлекательно, чем возможности многих современных систем. Так, например, в качестве своеобразного «бонуса» подписчикам предлагается модуль «Закупки», предназначенный для автоматического создания заказов поставщикам, планирования запасов и работы с прайс-листами. Также имеется возможность работать с договорами и проектами. В проекте реализована функция печати документов, формы которых соответствуют действующему законодательству и всем существующим стандартам. Таким образом, автоматизация управления складом проходит по максимально широкой схеме, что открывает широкие возможности для клиентов сервиса.
Многофункциональность — не единственное достоинство системы. Сегодня вряд ли можно кого-то удивить обилием опций, но сервис предоставляет целый ряд дополнительных возможностей, среди которых разграничение доступа, настройка под нужды заказчика и интеграция с оборудованием.
Существенным отличием предложенного способа автоматизации торгового склада от других решений в этой области является доступность сервиса. Работа с системой не предполагает покупку программного обеспечения, внедрение его на предприятии и обучение персонала. Все это связано с серьезными финансовыми издержками. Мы предлагаем подписку на услуги сервиса, стоимость которой доступна даже небольшим интернет магазинам. При этом все данные будут надежно защищены, а доступ к системе открыт 24 часа в сутки. Благодаря этому, автоматизация работы склада при помощи сервиса «Мой склад» востребована представителями малого и среднего бизнеса. Будем рады видеть вас в числе подписчиков!
Автоматизация склада автозапчастей в Москве
Оглавление
Проблемы, с которыми сталкиваются склады автозапчастей
Особенности складской автоматизации
WMS-система: основной функционал
Автоматизация склада запчастей становится все более актуальным запросом, т.к. количество и разнообразие автомобилей увеличивается, обслуживание и ремонт авто востребованы.
Склады автозапчастей – это большой сегмент компаний и одна из очень масштабных отраслей. Как правило, компании в данном сегменте сталкиваются со схожими задачами и проблемами в управлении складским комплексом.
Для эффективной работы автомобильного склада запчастей в нем необходимо предусмотреть систему автоматического управления. Ремонт авто – востребованная услуга, а поэтому склады запчастей имеют большую загруженность. Для их успешной работы необходимо принимать быстрые решения и постоянно контролировать количество запчастей в наличии, чтобы клиенты не перебегали за обслуживанием в другие компании.
Проблемы, с которыми сталкиваются склады автозапчастей
зависимость от персонала, который разбирается в ассортименте товара и местах его хранения;
потребность в полной остановке склада для проведения инвентаризации;
проблемы с браками и недостатками, которые трудно отследить в виду отсутствия централизованного инструмента управления складом и товарными запасами;
загромождение склада остатками и нерациональное использование пространства стеллажей;
ошибки человеческого фактора при комплектовании заказов, которые невозможность отследить. Как следствие, низкая эффективность и увеличение срока отгрузок;
низкая эффективность в работе и задержки по отгрузке заказов.
После автоматизации склада автозапчастей ускоряется обработка документов на прием и отгрузку товаров за счет терминала сбора информации. Чтобы проводить инвентаризацию, не нужно приостанавливать работу склада. Персонал находится под контролем в режиме реального времени.
Особенности складской автоматизации
Грамотно подобранная система хранения позволит содержать на складе запчасти сразу от нескольких компаний. Работа склада для хранения запчастей отличается поступлением большого количества деталей, которые разнятся между собой по типу и виду. Они бывают также разных размеров. Все это создает сложность в их сортировке, ненадлежащем хранении, быстром поиске и правильной отгрузке.
При поступлении деталей на склад они должны быть проверены на внешние дефекты и отсортированы в разные группы. Ведь деталь с незначительным повреждением будет иметь уже другую стоимость. На склад также поступают дорогие и хрупкие комплектующие. Их целостность должна проверяться после каждого этапа обработки. Для них нужно подобрать дополнительную упаковку.
WMS-система: основной функционал
WMS система позволяет внедрить следующие решения:
внешняя приемка и размещение по ячейкам;
внешняя отгрузка и сборка узлов из деталей;
кросс-докинг для партнерских заказов;
формирование ячейки для смешанного хранения разных деталей;
возврат тары для хранения стекла и их учет;
отбраковка;
работа с возвратами;
локальная и общая инвентаризация;
перемещение деталей между зонами хранения;
управление заказами при высокой интенсивности.
Для успешного внедрения WMS на вашем складе автомобильных запчастей, профессионалы компании «Арсеналум» проведут детальный анализ его функциональных задач и разработают высокоэффективную схему с учетом возможного расширения компании. В итоге клиент автоматизирует практически все процессы, решит ряд сложных вопросов, ускорит процесс отгрузки деталей.
Что такое автоматизация склада? | Автоматизация складского хозяйства с помощью 6RS
Технология делает многие складские процессы более эффективными, увеличивая объем работы людей или, в некоторых случаях, автоматизируя утомительные ручные задачи, высвобождая сотрудников, чтобы они могли сосредоточиться на более сложных задачах. Автоматизация склада принимает различные формы, в том числе машины и роботы, которые помогают работникам в процессах, связанных с запасами, с момента их прибытия на склад до момента их выбытия. Использование решений для автоматизации склада может помочь складам повысить производительность и точность, снизить трудозатраты и повысить безопасность.
Это не означает, что роботы захватывают или крадут рабочие места у людей. Скорее, компании используют точность машин, а также их способность работать непрерывно в течение долгих часов без усталости, чтобы сделать складские задачи более безопасными и эффективными. Некоторые настройки автоматизации склада охватывают все, от разгрузки прицепов до выполнения заказов, но люди по-прежнему являются частью этой сцены. Давайте посмотрим на различные типы автоматизации склада, как работает автоматизация склада и основные преимущества, которые склады получают от внедрения технологии автоматизации.
Типы автоматизации склада
Многие технологии, помогающие людям или выполняющие задачи от начала до конца, относятся к сфере автоматизации склада. Склады — это сложные операции, управляющие множеством процессов и задач по управлению запасами и распределению товаров.
Решения для автоматизации склада столь же разнообразны и состоят из нескольких типов технологий, предназначенных для ускорения складских процессов:
Технологии передачи товаров к человеку
рабочие для сборки или упаковки. Он может использовать краны или транспортные средства, которые перемещаются по складу, собирая материалы. GTP включает в себя автоматизированные решения для хранения и поиска, а также конвейерные системы.
Автоматизированные системы хранения и поиска. Автоматизированные решения для хранения и поиска (AS/RS) составляют большую часть того, что большинство людей представляют себе, когда думают об автоматизации склада. AS/RS — это форма технологии GTP, использующая транспортные средства, краны и карусели для перемещения товаров по складу и хранения товаров в складских помещениях.
Конвейерные системы: Конвейерные системы являются одной из старейших технологий автоматизации склада. Конвейеры перемещают материалы вокруг или вдоль сборочных линий, чтобы перемещать запасы в рабочие зоны, такие как зоны упаковки и отгрузки, или в зоны сортировки. Конвейерные системы также являются разновидностью технологии GTP.
Системы Pick-to-light
Системы Pick-to-light используют штрих-коды и светодиодные индикаторы, чтобы помочь работникам найти нужные товары для выполнения заказов. Системы Pick-to-light дополняют работу людей, сокращая пешие прогулки и повышая производительность, помогая сборщикам быстрее находить предметы.
Голосовой подбор и голосовое задание
Голосовое комплектование или голосовое задание добавляют коммуникационную технологию в рутину сборщика заказов на складе. Сборщики и таскировщики общаются, как правило, через беспроводные гарнитуры, чтобы координировать движения и задачи по сбору.
Системы сортировки
Системы сортировки направляют товары в нужные места или в нужные ячейки с помощью различных технологий, которые идентифицируют и разделяют товары, направляя их в определенные места для обработки возвратов, в зоны комплектации или на упаковочные станции. Подробнее о сортировке читайте в статье «Как сортировка повышает ваше конкурентное преимущество».
Коллаборативные мобильные роботы
Коллаборативные мобильные роботы работают вместе с людьми, чтобы повысить точность и производительность комплектования, помогая сотрудникам в процессе комплектования. Некоторые коллаборативные мобильные роботы, такие как Chuck от 6 River Systems, оптимизируют маршруты и задачи комплектования в зависимости от состояния склада и рабочих приоритетов. Коллаборативные мобильные роботы предлагают множество преимуществ, включая гибкость, надежность, масштабируемость, сокращение времени ходьбы и повышение производительности. Чтобы узнать больше о совместных мобильных роботах, ознакомьтесь с разделом Что такое робот для захвата и размещения?
Дроны
Хотя дроны технически являются роботами, большинство из них не имеют передовых бортовых компьютеров. Дроны используются для управления запасами, оснащены сканерами штрих-кодов для проведения инвентаризации и оповещения складского персонала о продуктах, нуждающихся в пополнении запасов, или о предметах, расположенных в неправильных местах хранения. Некоторые компании, занимающиеся автоматизацией складов, также изучают возможность использования дронов для доставки.
Как работает автоматизация склада
Автоматизация складского хозяйства или любого другого сценария позволяет выполнять повторяющиеся утомительные задачи с меньшими затратами человеческого труда. Если вам нужно упаковать в коробки 1000 пар одной и той же обуви, делать это вручную быстро надоедает. Использование технологии автоматизации для выполнения задачи избавляет людей от многочасовой скучной работы, освобождая их, чтобы посвятить свое время более сложным задачам. Любая задача, требующая повторяющихся действий, может выиграть от автоматизации.
Тем не менее, современные технологии, такие как дроны и машинное обучение, открывают путь решениям по автоматизации склада для выполнения множества задач и выполнения более сложной неповторяющейся работы. Несколько десятилетий назад автоматизация означала конвейерную ленту или машину в фиксированном месте, выполняющую одно и то же снова и снова. Проекты решений требовали, чтобы инженеры предугадывали свои потребности в самых больших объемах при их реализации, что делало большую часть усилий по автоматизации слишком дорогими, если фактический объем не соответствовал их ожиданиям. С другой стороны, в современных решениях по автоматизации склада часто используются роботы и краны, которые могут выполнять широкий спектр как простых, так и сложных задач и могут быть развернуты в соответствии с потребностями операции. Некоторые решения по автоматизации, такие как коллаборативные мобильные роботы, используют искусственный интеллект и машинное обучение для оптимизации задач в режиме реального времени в зависимости от складских условий и рабочих приоритетов.
Преимущества автоматизации склада
Преимущества комплексной автоматизированной складской системы многочисленны. Современные технологии автоматизации склада являются более гибкими и масштабируемыми по сравнению со старыми решениями автоматизации, такими как конвейеры, которые громоздки и закреплены на месте. Операторы склада могут арендовать дополнительных роботов, чтобы удовлетворить повышенный спрос в пиковый сезон, и вернуть их, когда спрос вернется к норме. Коллаборативные мобильные роботы также не требуют изменений инфраструктуры, в отличие от конвейерных систем, поэтому их проще внедрять. К другим преимуществам автоматизации склада относятся:
Повышенная производительность
Меньше штамма работников и усталость
Улучшение удовлетворенности работников
Меньше травм
Снижение эксплуатации
Повышенная точность
Уточнения по сравнению с УПРАВЛЕНИЯ ОПИТАНИЯ ВАРИТИВАРИЙСКИЙ ВОЗДУХА УПРАВЛЕНИЯ. максимизировать использование вертикального пространства за счет хранения предметов на более высоких местах, которые обычно труднодоступны для людей или вилочных погрузчиков. Дроны, краны и некоторые решения AS/RS упрощают доступ к этим более высоким местам хранения, поэтому склады могут монетизировать больше кубических футов.
Инвестиции в правильные решения для автоматизации склада — разумное финансовое решение, экономя деньги склада за счет снижения количества ошибок, травм и повышения производительности. Гибкие решения для автоматизации склада, такие как 6 River Systems, являются экономически эффективными и обеспечивают простоту адаптации и более быструю окупаемость по сравнению со старыми устаревшими технологиями автоматизации.
Узнайте больше о преимуществах решения по автоматизации от 6 River Systems, загрузив нашу белую книгу «7 причин, почему складские роботы превосходят традиционную автоматизацию».
Полностью автоматизированный склад: моментальный снимок
16 февраля 2022 г.
Полностью автоматизированные склады — это логистические объекты, использующие автоматизированное погрузочно-разгрузочное оборудование и системы транспортировки для оптимизации выполнения операций, включая погрузку и разгрузку грузовиков. Автоматизированные склады избавляются от стандартных вилочных погрузчиков и сводят к минимуму присутствие операторов внутри них.
На фоне стремления компаний повысить свою конкурентоспособность автоматизация склада становится все более заметной тенденцией в логистике. Цель состоит в том, чтобы выиграть в эффективность и производительность : только автоматизированные процессы могут обеспечить максимальную производительность в режиме 24/7.
Что такое полностью автоматизированный склад?
Полностью автоматизированный склад — это объект, использующий автоматизированные логистические решения для выполнения всех операций , от получения товаров до обработки заказов и их последующей отправки.
Для этих центров характерно минимальное вмешательство оператора в их логистические процессы. Есть даже объекты, известные как темные склады: поскольку внутри них не работают операторы, они не нуждаются в освещении.
Полностью автоматизированные склады могут быть спроектированы для обработки различных типов товаров, что делает их все более распространенными в таких разнообразных секторах, как электронная коммерция, автомобилестроение и пищевая промышленность , среди прочих.
Ситуация в сфере здравоохранения подтолкнула к последнему стремлению к автоматизации процессов: в условиях ограничений мобильности и меняющейся рабочей силы автоматизированные решения позволяют соблюдать все меры безопасности при сохранении уровня производительности . В интервью Mecalux Йосси Шеффи, директор Центра транспорта и логистики Массачусетского технологического института, говорит: «COVID-19 ускорил внедрение новых технологий в цепочке поставок, и одной из областей, в которой наблюдается наибольший рост, является автоматизация складов. ”
Исследование, проведенное консалтинговой фирмой McKinsey, предсказывает будущее с высокой степенью автоматизации: «Многие операции могут быть автоматизированы к 2030 году, поскольку искусственный интеллект (ИИ) берет на себя многие повторяющиеся действия, выполняемые логистическими компаниями. Мы ожидаем увидеть полностью автоматизированные многоярусные склады с автономными транспортными средствами, перемещающимися по проходам. Менеджеры с очками дополненной реальности смогут «видеть» всю операцию, помогая им координировать действия как людей, так и роботов. Системы управления складом будут отслеживать запасы в режиме реального времени, обеспечивая их соответствие системе заказов. 3D-принтеры будут производить запчасти на заказ».
Автоматизация всех складских операций
Автоматизация промышленных процессов заключается во внедрении автоматизированных решений в одной или нескольких складских операциях, например приеме товаров, комплектации заказов и управлении запасами.
Основной целью установки автоматизированных систем является оптимизация перемещений, происходящих на объекте, повышение производительности и ограничение ошибок, которые могут подорвать конкурентоспособность компании. На полностью автоматизированном складе все логистические операции требуют минимального вмешательства человека. Давайте посмотрим, как это работает в следующих операциях:
Автоматизированная приемка товаров
В логистическом центре процесс получения товаров является ключевым для эффективного управления запасами. В этой операции доки могут быть оборудованы автоматическими системами загрузки и разгрузки грузовиков . Это решение было реализовано группой Mecalux на автоматизированном складе Hayat Kimya в Турции.
Чтобы упростить перемещение товаров от погрузочных доков к различным складским и/или рабочим зонам, вы можете установить автоматизированные системы транспортировки, такие как конвейеры для поддонов и роликовые конвейеры для ящиков, контейнеров и ящиков . На автоматизированных объектах вся эта операция контролируется программным обеспечением для управления складом, которое координирует работу автоматического оборудования для повышения эффективности.
Автоматизированная внутренняя транспортировка
Полностью автоматизированные склады заменяют ручное погрузочно-разгрузочное оборудование (вилочные погрузчики) автоматизированными транспортными системами , которые непрерывно обслуживают зоны хранения, комплектации заказов и отправки .
Примерами этого являются конвейеры для поддонов или ящиков — в зависимости от единичной загрузки — которые упорядочить перемещение товаров в различные зоны объекта . Это случай компании Zbyszko, польского производителя напитков. Чтобы соединить складские и производственные зоны на новом складе, компания установила конвейерную систему для поддонов от Mecalux Group.
Для предприятий с низкой плотностью продукции ручное транспортное оборудование может быть заменено на автоматические управляемые транспортные средства . В то же время на складах, требующих соединения нескольких площадей с помощью замкнутого контура, можно установить электрифицированные монорельсы . Эти транспортные системы, которые могут быть воздушными или напольными, состоят из самоходных тележек, доставляющих товары на рабочие места.
На полностью автоматизированных складах используются автоматизированные системы хранения и транспортировки
Хранение товаров с помощью кранов-штабелеров
Извлечение/размещение продуктов на стеллажах является одной из наиболее часто автоматизированных операций на логистическом объекте. Это связано с тем, что автоматизированные решения, такие как краны-штабелеры (AS/RS для поддонов) и системы мини-загрузки (AS/RS для ящиков), обеспечивают производительность и точность под контролем системы управления складом (WMS).
На полностью автоматизированных складах, где товары распределяются с помощью конвейеров, необходимо реализовать контрольно-пропускных пунктов для поддонов . Эти подтверждают надлежащее состояние поддона и товаров на входе на объект.
Одним из примеров автоматизации хранения и извлечения продукции со стеллажей является склад BASF со стеллажами в Бразилии. Этот объект площадью 15 070 футов 2 разделен на два прохода, обслуживаемых двухмачтовыми кранами-штабелерами для поддонов. Easy WMS, программное обеспечение для управления складом от Mecalux Group, действует как мозг объекта, обеспечивая эффективное хранение товаров.
Автоматизированный сбор и отправка заказов
Подготовка заказа является одной из самых сложных операций для автоматизации , поскольку процессы редко бывают постоянными или повторяющимися. Тем не менее, существуют решения, такие как промышленные роботы-манипуляторы (поставляемые конвейерами), которые значительно повышают производительность комплектования на предприятии. Это можно увидеть на складе Havi Logistics в Португалии, где роботы-манипуляторы используются для одновременной обработки нескольких ящиков.
Комплектация и отправка заказов также могут быть автоматизированы с помощью таких решений, как сортировщики, которые направляют товары на разные рабочие места или в транспортные контейнеры. Кроме того, на рынке есть решения для автоматизации процессов с добавленной стоимостью при подготовке и отправке заказов, такие как Роботы для обертывания и укладки на поддоны и этикетировочные машины .
Программное автоматизированное управление складом
Для полностью автоматизированного склада требуется программное обеспечение, которое координирует работу автоматизированного погрузочно-разгрузочного и транспортного оборудования на объекте. Система управления складом (WMS), которая указывает, куда должен идти каждый товар и какие операции выполнять, взаимодействует с системой управления складом (WCS), отвечающей за координацию движений машин. Группа Mecalux разработала собственные версии этих двух программ: Easy WMS (программное обеспечение для управления) и Galileo (WCS).
Благодаря этой технологии оптимизируются все перемещения на автоматизированном складе и предотвращаются ошибки в таких сложных процессах, как получение товаров и комплектация заказов с несколькими SKU.
Оптимизация складских операций — ключевая особенность нового AS/RS для ящиков автомобильной компании Continental в Мексике. Easy WMS координирует задачи системы минизагрузки и конвейеров, принимая во внимание такие критерии, как оборачиваемость продукта и конечный пункт назначения.
Для полностью автоматизированного склада требуется программное обеспечение для управления складом для координации объекта
Эпоха полностью автоматизированного склада
Автоматизация склада повышает производительность и надежность организации . Автоматизация процессов влечет за собой повышенную безопасность и точность. Но, прежде всего, он обеспечивает полный контроль над запасами на предприятии.
Заинтересованы в создании полностью автоматизированного склада, чтобы максимизировать эффективность ваших логистических операций? Не стесняйтесь обращаться к нам.

 Во время последующих испытаний «Ямато-1» не смогло развить скорость более восьми узлов.
Во время последующих испытаний «Ямато-1» не смогло развить скорость более восьми узлов. Гидродинамический генератор содержит корпус, установленную в нем вихревую камеру с каналами закрутки и выходным соплом и напорную магистраль, сообщенную с каналами закрутки. В вихревой камере установлено центральное тело с зазором относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью, сообщенной через проходные отверстия с вихревой камерой. Для расширения эксплуатационных возможностей и области применения полость может быть гидравлически связана соединительным каналом с обрабатываемой средой. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки со стороны выходного сопла выполнены в дополнительной камере, сообщенной с вихревой камерой через кольцевой канал. Изобретение основано на специфическом взаимодействии жидкостных вихрей и позволяет повысить эффективность генерирования колебаний за счет расширения диапазона частот и увеличения амплитуды колебаний давления и расхода, расширить диапазон эксплуатации, а также обеспечить надежность и стабильность работы оборудования при изменении режимов работы генератора, 2 c.
Гидродинамический генератор содержит корпус, установленную в нем вихревую камеру с каналами закрутки и выходным соплом и напорную магистраль, сообщенную с каналами закрутки. В вихревой камере установлено центральное тело с зазором относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью, сообщенной через проходные отверстия с вихревой камерой. Для расширения эксплуатационных возможностей и области применения полость может быть гидравлически связана соединительным каналом с обрабатываемой средой. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки со стороны выходного сопла выполнены в дополнительной камере, сообщенной с вихревой камерой через кольцевой канал. Изобретение основано на специфическом взаимодействии жидкостных вихрей и позволяет повысить эффективность генерирования колебаний за счет расширения диапазона частот и увеличения амплитуды колебаний давления и расхода, расширить диапазон эксплуатации, а также обеспечить надежность и стабильность работы оборудования при изменении режимов работы генератора, 2 c. и 11 з.п.ф-лы, 6 ил.
и 11 з.п.ф-лы, 6 ил.

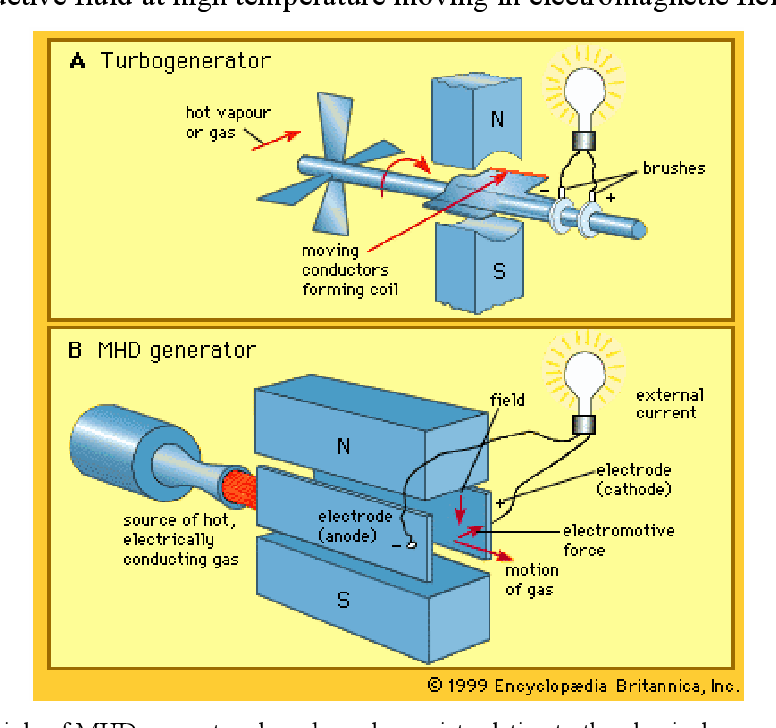
 Колебания давления за счет заполнения полости рабочей жидкостью вызывают в ней возвратно-поступательные движения. При движении жидкости из полости к области жидкостного вихря, находящегося около выходного сопла, поступает больше жидкости с противоположно направленной закруткой, вследствие чего происходит интенсивное размывание вихря со стороны сопла. При этом уменьшается суммарная циркуляция по радиусу вихря, падает давление на жидкостном вихре, что влечет дополнительное увеличение расхода в напорной магистрали и соответственно на выходе генератора. Отток жидкости из полости вызывает в ней падение давления и движение жидкости в обратном направлении. При обратном направлении в жидкостном вихре в области сопла возрастает суммарная циркуляция из-за уменьшения доли жидкости с противоположной закруткой, что приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости. Это увеличение сопротивления приводит к усилению движения жидкости в обратном направлении и повышению давления в полости до величины, превышающей давление в жидкостном вихре.
Колебания давления за счет заполнения полости рабочей жидкостью вызывают в ней возвратно-поступательные движения. При движении жидкости из полости к области жидкостного вихря, находящегося около выходного сопла, поступает больше жидкости с противоположно направленной закруткой, вследствие чего происходит интенсивное размывание вихря со стороны сопла. При этом уменьшается суммарная циркуляция по радиусу вихря, падает давление на жидкостном вихре, что влечет дополнительное увеличение расхода в напорной магистрали и соответственно на выходе генератора. Отток жидкости из полости вызывает в ней падение давления и движение жидкости в обратном направлении. При обратном направлении в жидкостном вихре в области сопла возрастает суммарная циркуляция из-за уменьшения доли жидкости с противоположной закруткой, что приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости. Это увеличение сопротивления приводит к усилению движения жидкости в обратном направлении и повышению давления в полости до величины, превышающей давление в жидкостном вихре. Затем происходит отток жидкости из полости, цикл повторяется и устанавливается режим устойчивых колебаний.
Затем происходит отток жидкости из полости, цикл повторяется и устанавливается режим устойчивых колебаний.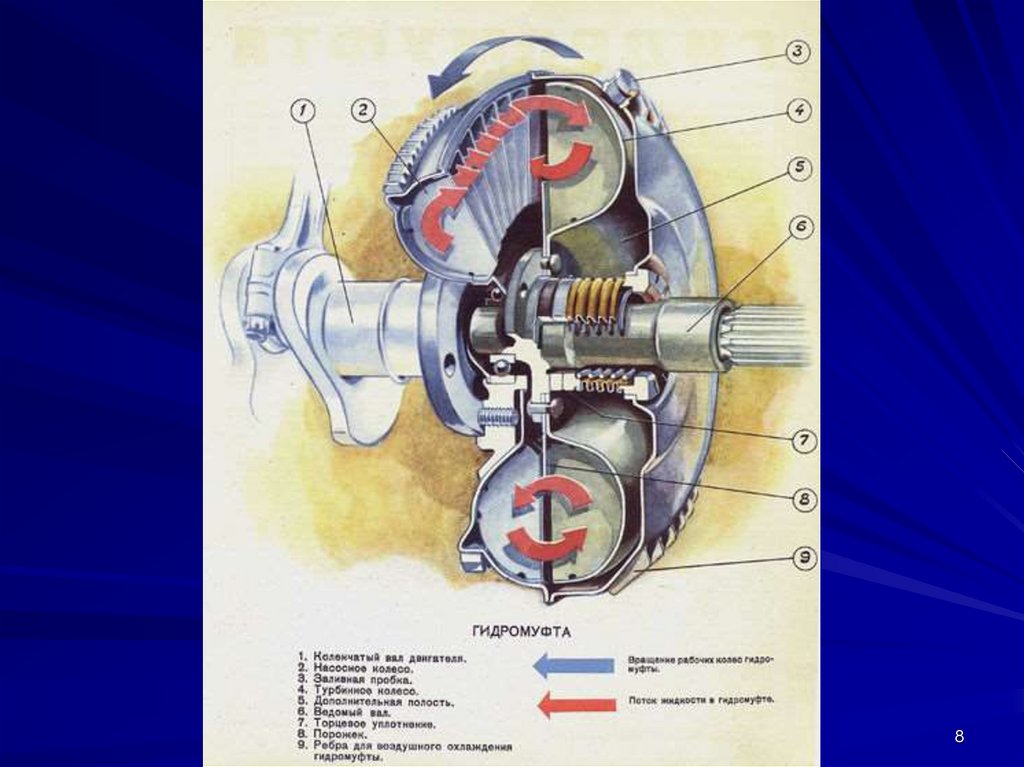
 В вихревой камере 2 установлено центральное тело 6 с зазором 7 относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью 8, сообщенной через проходные отверстия 9 с вихревой камерой 2. Для расширения эксплуатационных возможностей и области применения полость 8 может быть гидравлически связана соединительным каналом 10 с обрабатываемой средой 11. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки 3 со стороны выходного сопла выполнены в дополнительной камере 12, сообщенной с вихревой камерой через кольцевой канал 13.
В вихревой камере 2 установлено центральное тело 6 с зазором 7 относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью 8, сообщенной через проходные отверстия 9 с вихревой камерой 2. Для расширения эксплуатационных возможностей и области применения полость 8 может быть гидравлически связана соединительным каналом 10 с обрабатываемой средой 11. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки 3 со стороны выходного сопла выполнены в дополнительной камере 12, сообщенной с вихревой камерой через кольцевой канал 13. Когда жидкость движется из полости 8 к области жидкостного вихря со стороны выходного сопла 4, происходит интенсивное размывание вихря, приводящее к уменьшению давления. В связи с падением давления на жидкостном вихре происходит дополнительное увеличение расхода в напорной магистрали 5. Отток жидкости из полости 8 вызывает падение в ней давления и последующее движение жидкости в обратном направлении, при этом в вихре в области сопла 4 возрастает суммарная циркуляция, т.к. доля жидкости с противоположной закруткой уменьшается. Это приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости, что ведет к усилению движения жидкости в обратном направлении и повышению давления в полости 4. Далее цикл повторяется.
Когда жидкость движется из полости 8 к области жидкостного вихря со стороны выходного сопла 4, происходит интенсивное размывание вихря, приводящее к уменьшению давления. В связи с падением давления на жидкостном вихре происходит дополнительное увеличение расхода в напорной магистрали 5. Отток жидкости из полости 8 вызывает падение в ней давления и последующее движение жидкости в обратном направлении, при этом в вихре в области сопла 4 возрастает суммарная циркуляция, т.к. доля жидкости с противоположной закруткой уменьшается. Это приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости, что ведет к усилению движения жидкости в обратном направлении и повышению давления в полости 4. Далее цикл повторяется.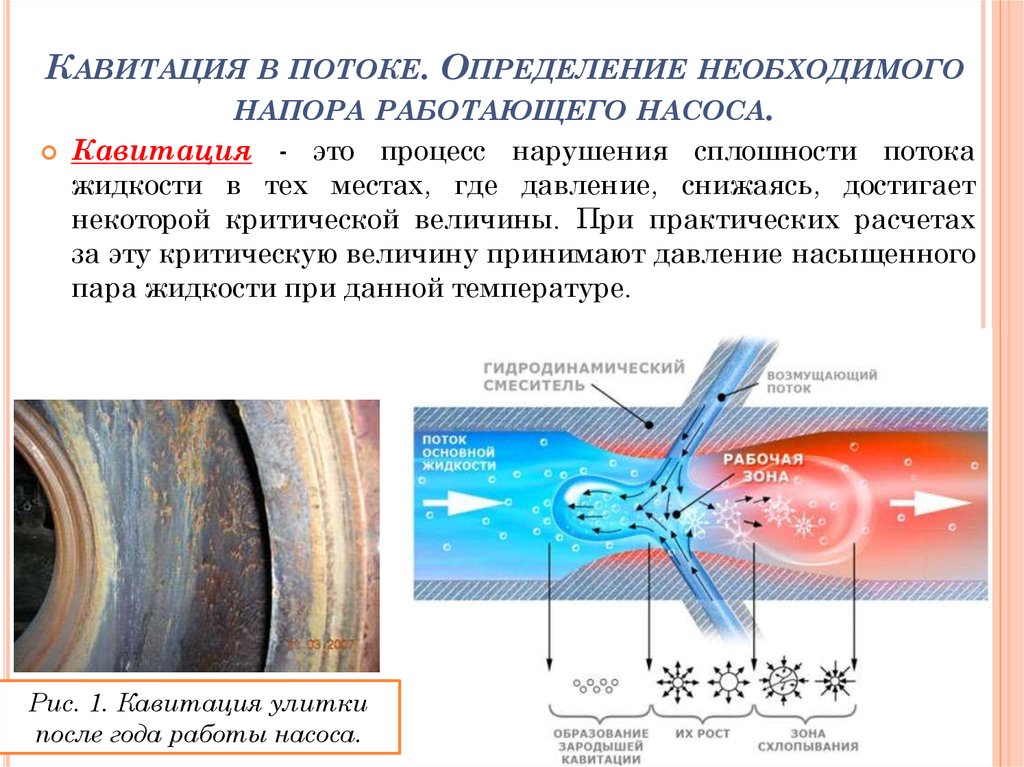 Повышение давления в полости 8 с регулируемой упругостью вызывает излив из нее жидкости в вихревую камеру 2, что ведет к возмущению вихря в сечении A-A и последующее его возмущение в сечении B-B. Давление на жидкостном вихре падает, что приводит к дополнительному увеличению расхода в напорной магистрали 5 и соответственно в сопле 4. Отток жидкости из полости 8 вызывает в ней падение давления и из каналов закрутки 3 жидкость устремляется в полость 8. При этом увеличивается окружная скорость вихря, что ведет к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости из напорной магистрали 5. Заполнение полости 8 жидкостью приводит к увеличению в ней давления, что противодействует увеличению давления в вихревой камере 2 в сечении A-A, происходит отток жидкости из полости 8 и процесс циклически повторяется.
Повышение давления в полости 8 с регулируемой упругостью вызывает излив из нее жидкости в вихревую камеру 2, что ведет к возмущению вихря в сечении A-A и последующее его возмущение в сечении B-B. Давление на жидкостном вихре падает, что приводит к дополнительному увеличению расхода в напорной магистрали 5 и соответственно в сопле 4. Отток жидкости из полости 8 вызывает в ней падение давления и из каналов закрутки 3 жидкость устремляется в полость 8. При этом увеличивается окружная скорость вихря, что ведет к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости из напорной магистрали 5. Заполнение полости 8 жидкостью приводит к увеличению в ней давления, что противодействует увеличению давления в вихревой камере 2 в сечении A-A, происходит отток жидкости из полости 8 и процесс циклически повторяется.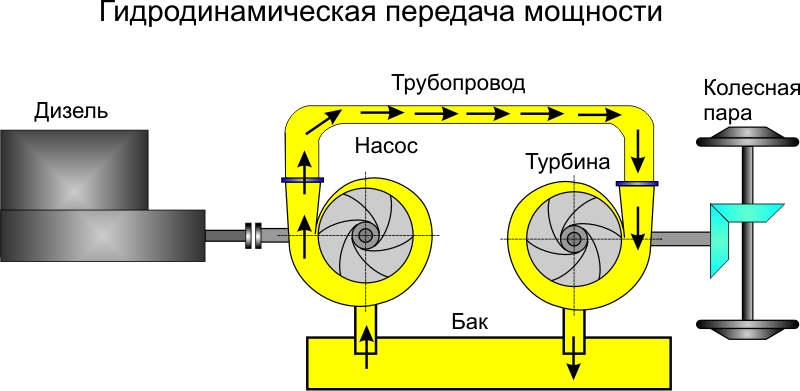


 3 — 5, 11 и 12, отличающийся тем, что конусообразная полость выполнена сначала сужающейся, а затем расширяющейся по направлению к выходному соплу.
3 — 5, 11 и 12, отличающийся тем, что конусообразная полость выполнена сначала сужающейся, а затем расширяющейся по направлению к выходному соплу.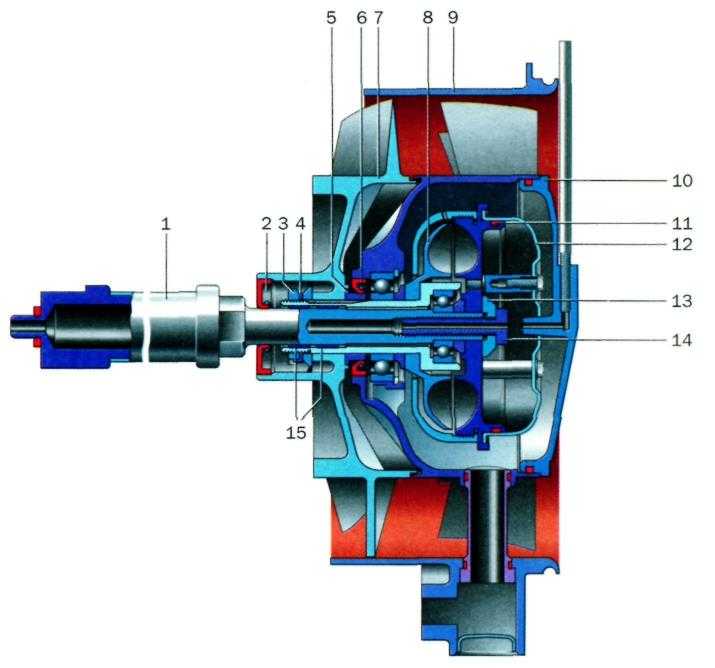
 Это справедливо для коленчатого вала, а иногда и для распределительного вала, хотя часто последний работает непосредственно в конструкции двигателя. Он обратил внимание на гидродинамические подшипники.
Это справедливо для коленчатого вала, а иногда и для распределительного вала, хотя часто последний работает непосредственно в конструкции двигателя. Он обратил внимание на гидродинамические подшипники.
 Например, если подшипник с радиальным зазором 0,0012 дюйма (0,0024 дюйма в диаметре) работает с толщиной пленки 0,0001 дюйма, то эксцентриситет равен (0,0012 — 0,0001)/0,0012 = 0,9.17.
Например, если подшипник с радиальным зазором 0,0012 дюйма (0,0024 дюйма в диаметре) работает с толщиной пленки 0,0001 дюйма, то эксцентриситет равен (0,0012 — 0,0001)/0,0012 = 0,9.17. На рис. 2 показан типичный эскиз радиального распределения давления в зоне, воспринимающей нагрузку подшипника.
На рис. 2 показан типичный эскиз радиального распределения давления в зоне, воспринимающей нагрузку подшипника. подшипник.
подшипник. 5 показан опорный подшипник в состоянии покоя. Приложенная нагрузка вызывает контакт шейки с поверхностью подшипника (коэффициент эксцентриситета = 1,0).
5 показан опорный подшипник в состоянии покоя. Приложенная нагрузка вызывает контакт шейки с поверхностью подшипника (коэффициент эксцентриситета = 1,0). Рис. 7 (3) приложенная единичная нагрузка.
Рис. 7 (3) приложенная единичная нагрузка. На этом графике (также известном как «кривая ZN/P») показан коэффициент трения подшипника (в логарифмическом масштабе), представленный как функция рабочих условий подшипника (BOC). Значения, нанесенные на ось X, не имеют размерности и показаны в процентах от полной шкалы.
На этом графике (также известном как «кривая ZN/P») показан коэффициент трения подшипника (в логарифмическом масштабе), представленный как функция рабочих условий подшипника (BOC). Значения, нанесенные на ось X, не имеют размерности и показаны в процентах от полной шкалы. 12 и описывается как «безразмерная кривая uN/p, связывающая режим смазки и коэффициент трения с абсолютной вязкостью» . Та же самая БЕЗРАЗМЕРНАЯ кривая («ZN/P») показана на странице 2097 «Справочника по машиностроению, 24-е изд.». (ссылка-2:22:2097)
12 и описывается как «безразмерная кривая uN/p, связывающая режим смазки и коэффициент трения с абсолютной вязкостью» . Та же самая БЕЗРАЗМЕРНАЯ кривая («ZN/P») показана на странице 2097 «Справочника по машиностроению, 24-е изд.». (ссылка-2:22:2097) 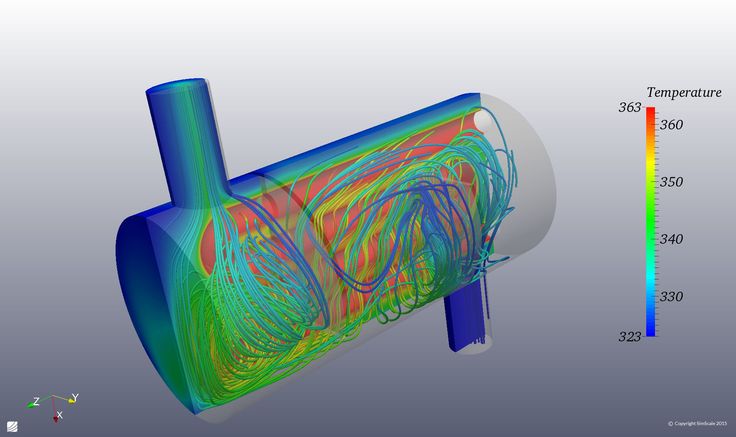 Если нагрузка увеличивается и/или вязкость снижается еще больше, BOC продолжает уменьшаться, и в конечном итоге неровности шейки прорывают пленку, и система возвращается обратно в режим граничной смазки с очень высоким коэффициентом трения.
Если нагрузка увеличивается и/или вязкость снижается еще больше, BOC продолжает уменьшаться, и в конечном итоге неровности шейки прорывают пленку, и система возвращается обратно в режим граничной смазки с очень высоким коэффициентом трения. Если бы подшипник работал с коэффициентом трения 0,002 (BOC примерно 50), приложенная нагрузка в 12 000 фунтов создала бы фрикционную нагрузку на поверхность одного подшипника в 24 фунта.
Если бы подшипник работал с коэффициентом трения 0,002 (BOC примерно 50), приложенная нагрузка в 12 000 фунтов создала бы фрикционную нагрузку на поверхность одного подшипника в 24 фунта. Пока BOC остается в пределах гидродинамической области, меньший BOC будет давать еще более низкий коэффициент трения, что еще больше снижает потери на трение в подшипнике.
Пока BOC остается в пределах гидродинамической области, меньший BOC будет давать еще более низкий коэффициент трения, что еще больше снижает потери на трение в подшипнике.
 В связи с этим современные подшипники скольжения со стальной опорой спроектированы как полугибкие, а не как жесткие конструкции.
В связи с этим современные подшипники скольжения со стальной опорой спроектированы как полугибкие, а не как жесткие конструкции. Это известно как овальность подшипника (иногда называемая «эксцентриситетом», но это использование можно спутать с эксцентриситетом, необходимым для гидродинамической смазки), и оно адаптировано к характеристикам конкретного двигателя. Например, тяжелый поршневой узел и высокая скорость ускорения поршня приведут к высокой инерционной нагрузке в верхней части такта выпуска, что вызовет значительное растяжение шатуна, что, в свою очередь, приведет к значительному сжатию шатуна — высокая степень овальности. требуется, чтобы остановить подшипник, а затем защемить шатунную шейку.
Это известно как овальность подшипника (иногда называемая «эксцентриситетом», но это использование можно спутать с эксцентриситетом, необходимым для гидродинамической смазки), и оно адаптировано к характеристикам конкретного двигателя. Например, тяжелый поршневой узел и высокая скорость ускорения поршня приведут к высокой инерционной нагрузке в верхней части такта выпуска, что вызовет значительное растяжение шатуна, что, в свою очередь, приведет к значительному сжатию шатуна — высокая степень овальности. требуется, чтобы остановить подшипник, а затем защемить шатунную шейку. Степень нагрузки, которую испытывает данный подшипник, зависит от чистой нагрузки и расчетной площади подшипника, которая соответственно колеблется.
Степень нагрузки, которую испытывает данный подшипник, зависит от чистой нагрузки и расчетной площади подшипника, которая соответственно колеблется. Однако нагрузка на шатун, которая возникает вблизи перекрытия ВМТ, представляет собой чрезвычайно высокую растягивающую нагрузку, поскольку давление в цилиндре очень мало, чтобы противостоять ускорению поршня. Эта нагрузка зависит от квадрата оборотов в минуту и может прикладывать огромные нагрузки (и, как следствие, отклонения) к вкладышу половинки крышки.
Однако нагрузка на шатун, которая возникает вблизи перекрытия ВМТ, представляет собой чрезвычайно высокую растягивающую нагрузку, поскольку давление в цилиндре очень мало, чтобы противостоять ускорению поршня. Эта нагрузка зависит от квадрата оборотов в минуту и может прикладывать огромные нагрузки (и, как следствие, отклонения) к вкладышу половинки крышки. Таким образом, между подшипником и шейкой, по которой он перемещался, образовалась полость, создающая зону низкого давления в масляной пленке, способствующую образованию пузырьков пара. По мере того, как поршень менял направление, давление сгорания вытесняло полость, схлопывая пузырьки, что увеличивало нагрузку на шатун. Фактически образовывались ударные волны, которые напрягали поверхность подшипника до такой степени, что из него мог даже выпадать материал. После подобной проблемы на Гран-при Малайзии вязкость масла была увеличена. Это позволило избежать кавитационных повреждений до тех пор, пока не были внесены изменения в конструкцию для решения проблемы. Высокая сдвиговая вязкость при высокой температуре имеет решающее значение для работы подшипников, что подтверждается этим экстремальным примером. Разработка нефти до 2006 г. привела к уменьшению зависимости вязкости от температуры («индекс вязкости»).
Таким образом, между подшипником и шейкой, по которой он перемещался, образовалась полость, создающая зону низкого давления в масляной пленке, способствующую образованию пузырьков пара. По мере того, как поршень менял направление, давление сгорания вытесняло полость, схлопывая пузырьки, что увеличивало нагрузку на шатун. Фактически образовывались ударные волны, которые напрягали поверхность подшипника до такой степени, что из него мог даже выпадать материал. После подобной проблемы на Гран-при Малайзии вязкость масла была увеличена. Это позволило избежать кавитационных повреждений до тех пор, пока не были внесены изменения в конструкцию для решения проблемы. Высокая сдвиговая вязкость при высокой температуре имеет решающее значение для работы подшипников, что подтверждается этим экстремальным примером. Разработка нефти до 2006 г. привела к уменьшению зависимости вязкости от температуры («индекс вязкости»). чем соответствующие поверхностные материалы, которые преобладают в трении, возникающем при нормальных условиях эксплуатации.
чем соответствующие поверхностные материалы, которые преобладают в трении, возникающем при нормальных условиях эксплуатации. Это покрытие толщиной всего в тысячу, совместимое с современными смазочными материалами и смазочными присадками, является жертвенным — подшипник переживет его, но в то же время оно, как утверждается, снижает трение и износ. Если есть какой-либо контакт, он предотвратит истирание и даже впитает мусор.
Это покрытие толщиной всего в тысячу, совместимое с современными смазочными материалами и смазочными присадками, является жертвенным — подшипник переживет его, но в то же время оно, как утверждается, снижает трение и износ. Если есть какой-либо контакт, он предотвратит истирание и даже впитает мусор. Максимальная относительная скорость между шейкой и подшипником определяется способностью подшипника рассеивать тепло, выделяемое при сдвиге масляной пленки.
Максимальная относительная скорость между шейкой и подшипником определяется способностью подшипника рассеивать тепло, выделяемое при сдвиге масляной пленки.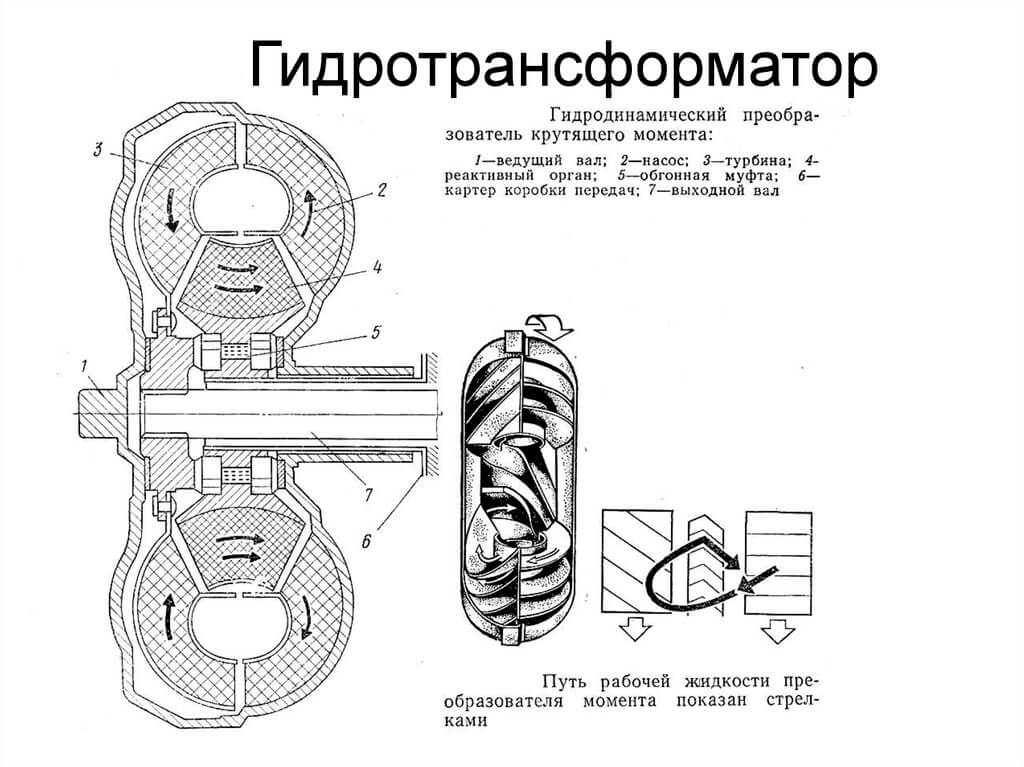 Поэтому верхний слой представляет собой более мягкий металл, рассчитанный на минимальное трение при достаточной заделываемости. Идея состоит в том, чтобы позволить абразивным частицам закрепиться под рабочей поверхностью и тем самым свести к минимуму износ. Кроме того, более мягкие верхние слои помогут подшипнику действовать как подушка перед лицом серьезных рабочих нагрузок. В дополнение к высокой механической прочности и высокой термостойкости композитный подшипник нуждается в хорошей прилегаемости и хороших поверхностных свойствах — ему нужна «совместимость», чтобы предотвратить захват или даже заклинивание, если масляная пленка на мгновение разрушается.
Поэтому верхний слой представляет собой более мягкий металл, рассчитанный на минимальное трение при достаточной заделываемости. Идея состоит в том, чтобы позволить абразивным частицам закрепиться под рабочей поверхностью и тем самым свести к минимуму износ. Кроме того, более мягкие верхние слои помогут подшипнику действовать как подушка перед лицом серьезных рабочих нагрузок. В дополнение к высокой механической прочности и высокой термостойкости композитный подшипник нуждается в хорошей прилегаемости и хороших поверхностных свойствах — ему нужна «совместимость», чтобы предотвратить захват или даже заклинивание, если масляная пленка на мгновение разрушается.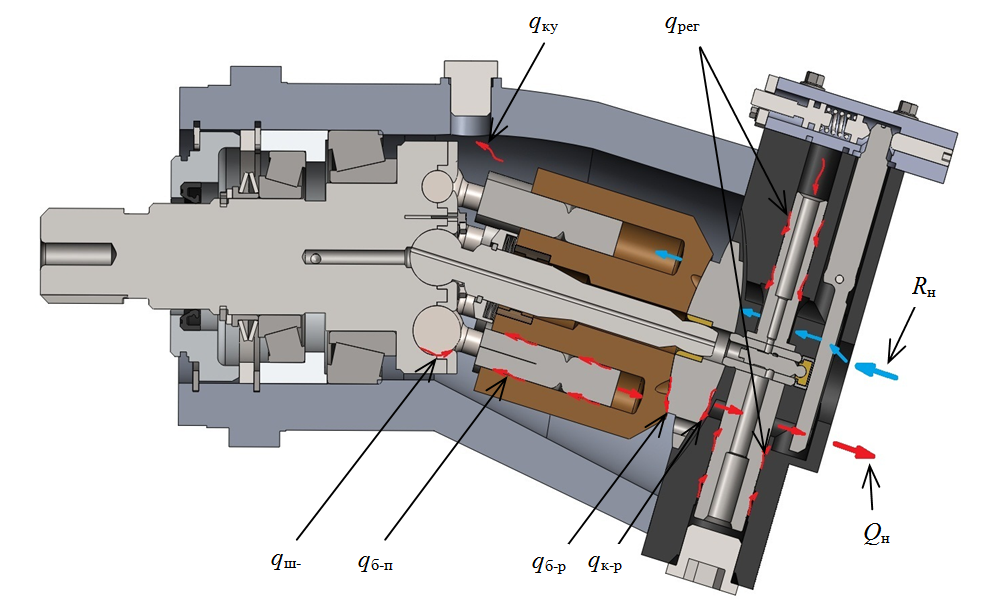 Представьте толстый слой глины, зажатый между двумя стальными пластинами. Если на стальные пластины надавить, глина деформируется и выдавит края сэндвича. Но по мере того, как толщина глины становится все меньше, требуется все большее усилие, чтобы выдавить больше глины. В конце концов остается тонкий слой глины, который невозможно выдавить без приложения бесконечного давления.
Представьте толстый слой глины, зажатый между двумя стальными пластинами. Если на стальные пластины надавить, глина деформируется и выдавит края сэндвича. Но по мере того, как толщина глины становится все меньше, требуется все большее усилие, чтобы выдавить больше глины. В конце концов остается тонкий слой глины, который невозможно выдавить без приложения бесконечного давления. Когда дальнейшая затяжка приводит поверхности в соприкосновение, зазор исчезает, и результирующее «раздавливание» означает, что подшипник сжимается, как пружина, и оказывает радиальную нагрузку на его корпус.
Когда дальнейшая затяжка приводит поверхности в соприкосновение, зазор исчезает, и результирующее «раздавливание» означает, что подшипник сжимается, как пружина, и оказывает радиальную нагрузку на его корпус.
 двигатели.
двигатели. Кроме того, этот пример также может быть определен и смоделирован с использованием компонентов из следующих комбинаций продуктов:
Кроме того, этот пример также может быть определен и смоделирован с использованием компонентов из следующих комбинаций продуктов: %D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/prettyPhoto.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»yith-wcwl-main» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/yith-woocommerce-wishlist/assets/css/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-layout» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-layout.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-smallscreen» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-smallscreen.
%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/prettyPhoto.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»yith-wcwl-main» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/yith-woocommerce-wishlist/assets/css/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-layout» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-layout.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-smallscreen» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-smallscreen. css» type=»text/css» media=»only screen and (max-width: 768px)»><link data-wpacu-style-handle=»woocommerce-general» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»child-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»bootstrap» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.
css» type=»text/css» media=»only screen and (max-width: 768px)»><link data-wpacu-style-handle=»woocommerce-general» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»child-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»bootstrap» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.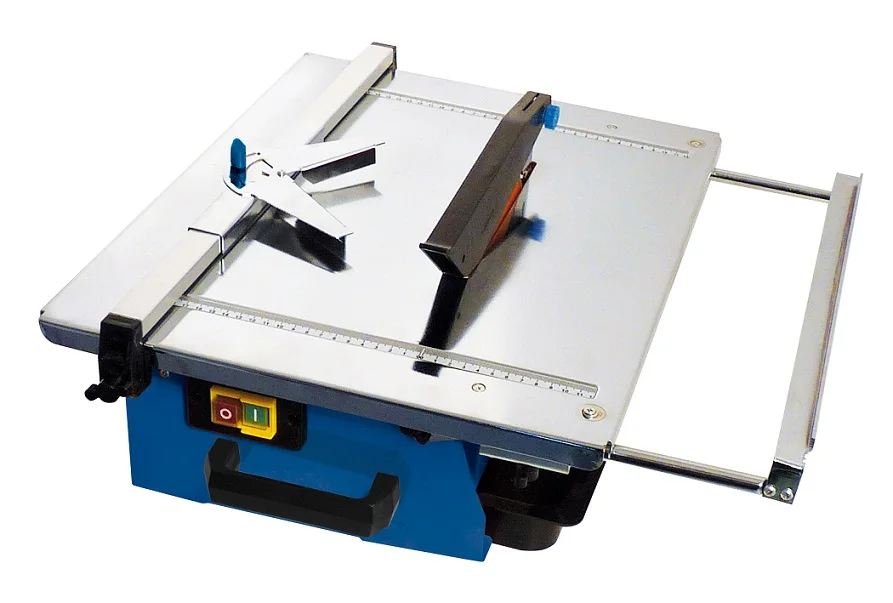 %D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/css/bootstrap.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-stylesheet» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-asl-basic» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style.basic.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-ajaxsearchlite» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style-underline.
%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/css/bootstrap.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-stylesheet» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-asl-basic» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style.basic.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-ajaxsearchlite» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style-underline. css» type=»text/css» media=»all»><link data-wpacu-style-handle=»jquery-lazyloadxt-spinner-css» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/a3-lazy-load/assets/css/jquery.lazyloadxt.spinner.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»a3a3_lazy_load» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/uploads/sass/a3_lazy_load.min.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»picker» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce-easy-booking-system/assets/css/default.min.css» type=»text/css» media=»all»>Skip to the content
css» type=»text/css» media=»all»><link data-wpacu-style-handle=»jquery-lazyloadxt-spinner-css» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/a3-lazy-load/assets/css/jquery.lazyloadxt.spinner.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»a3a3_lazy_load» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/uploads/sass/a3_lazy_load.min.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»picker» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce-easy-booking-system/assets/css/default.min.css» type=»text/css» media=»all»>Skip to the content москва
москва
 Schtaer Mars20
Schtaer Mars20 Харьков
Харьков Ровно
Ровно 50 грн
50 грн 54 грн
54 грн Белая Церковь
Белая Церковь Первый — это резак из нержавеющей стали, который является высококачественным инструментом для резки плитки. Кроме того, резак из нержавеющей стали является хорошим выбором для тех, кто хочет резать высококачественные материалы по разумной цене. Режущий блок из нержавеющей стали является наиболее распространенным типом плиткорез электрический с. Кроме того, резак из нержавеющей стали является высококачественным инструментом. Необходимо убедиться, что электрический плиткорез s обладает высокой эффективностью по сравнению с другими материалами. Другой тип электрического плиткореза обладает хорошей абразивной стойкостью.
Первый — это резак из нержавеющей стали, который является высококачественным инструментом для резки плитки. Кроме того, резак из нержавеющей стали является хорошим выбором для тех, кто хочет резать высококачественные материалы по разумной цене. Режущий блок из нержавеющей стали является наиболее распространенным типом плиткорез электрический с. Кроме того, резак из нержавеющей стали является высококачественным инструментом. Необходимо убедиться, что электрический плиткорез s обладает высокой эффективностью по сравнению с другими материалами. Другой тип электрического плиткореза обладает хорошей абразивной стойкостью. Как правило, резчик может работать с керамической плиткой.
Как правило, резчик может работать с керамической плиткой. Высокая водостойкость, влагостойкость и термостойкость. 9Лезвие электрического плиткореза 0003 изготовлено из 100% нержавеющей стали, поэтому оно может достигать почти всей поверхности плитки.
Высокая водостойкость, влагостойкость и термостойкость. 9Лезвие электрического плиткореза 0003 изготовлено из 100% нержавеющей стали, поэтому оно может достигать почти всей поверхности плитки.




 Поиск данных будет занимать несколько секунд. Адресное хранение помогает оптимизировать пространство и ускорить комплектацию заказов.
Поиск данных будет занимать несколько секунд. Адресное хранение помогает оптимизировать пространство и ускорить комплектацию заказов.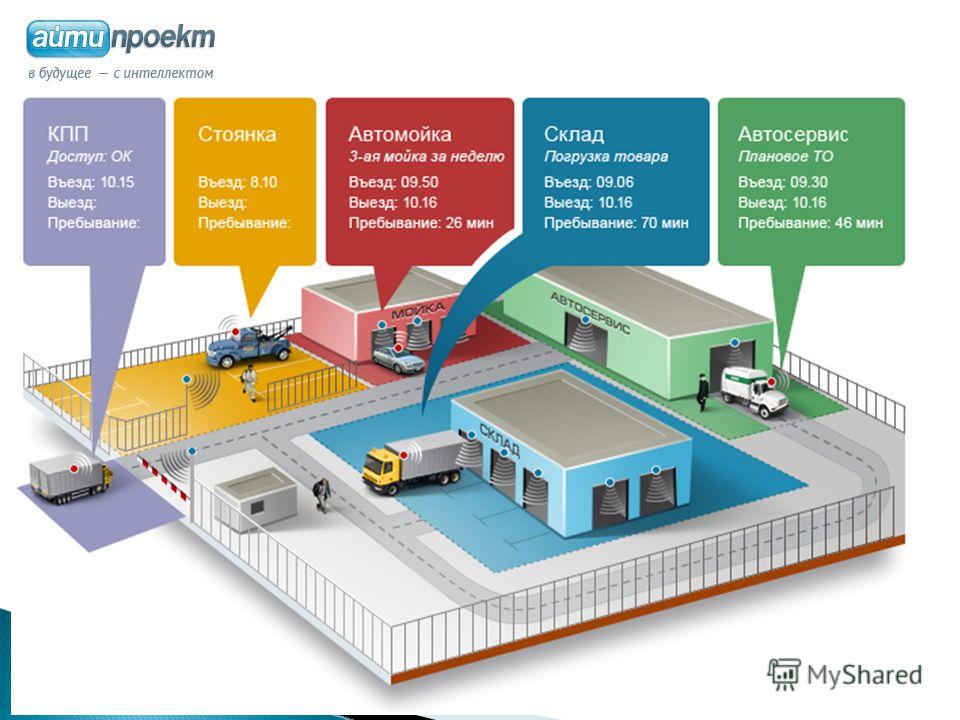 Составить полный список товаров, с которыми работает компания. Указать количество сотрудников и какие операции они выполняют. Обозначить бюджет на покупку оборудования и оплату лицензионного ПО. Особое внимание следует уделить проблемам, с которыми вы сталкиваетесь при ежедневной работе.
Составить полный список товаров, с которыми работает компания. Указать количество сотрудников и какие операции они выполняют. Обозначить бюджет на покупку оборудования и оплату лицензионного ПО. Особое внимание следует уделить проблемам, с которыми вы сталкиваетесь при ежедневной работе.




 В этих программах реализован аналогичный функционал. Решение о выборе ПО можно принимать на основе личных предпочтений.
В этих программах реализован аналогичный функционал. Решение о выборе ПО можно принимать на основе личных предпочтений.
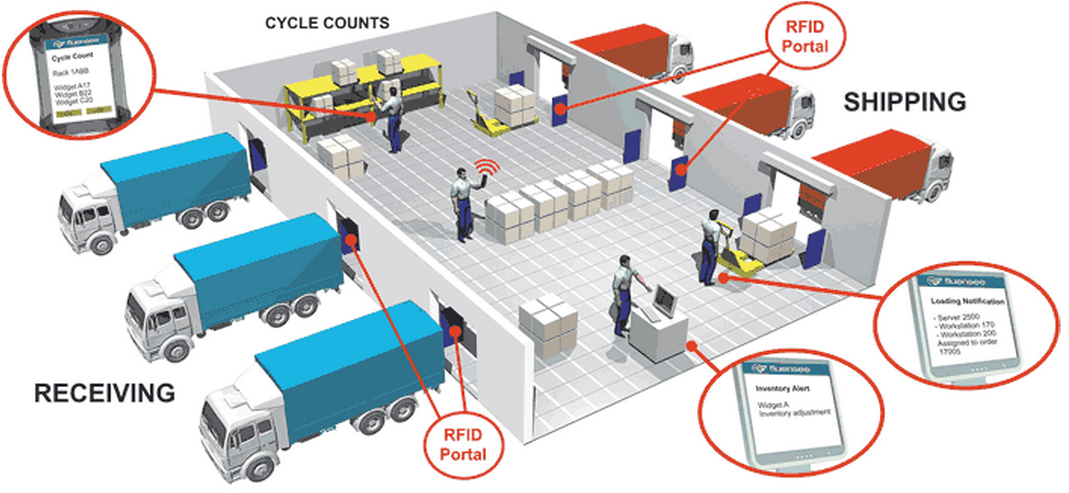 Сейчас значимость этой должности уменьшилась, что, тем не менее, не исключает старых привычек. Самое страшное, что зачастую от ревизии до ревизии жизнь склада остаётся тайной даже для руководства компании, в то время как неграмотное управление складом или халатность могут привести к солидным убыткам. В то же время сделать складской учёт прозрачным просто — достаточно полностью автоматизировать процессы и наблюдать за товародвижением в режиме онлайн.
Сейчас значимость этой должности уменьшилась, что, тем не менее, не исключает старых привычек. Самое страшное, что зачастую от ревизии до ревизии жизнь склада остаётся тайной даже для руководства компании, в то время как неграмотное управление складом или халатность могут привести к солидным убыткам. В то же время сделать складской учёт прозрачным просто — достаточно полностью автоматизировать процессы и наблюдать за товародвижением в режиме онлайн.
 д.) Учёт ведётся на основании приходных и расходных документов. При партионном учёте каждая новая партия хранится отдельно от уже поступившего на склад товара. На поступившую партию заводится карточка учёта с указанием товара, его количества, даты поступления. Метод используется в случаях, когда, например, на склад поступает всего один вид продукции.
д.) Учёт ведётся на основании приходных и расходных документов. При партионном учёте каждая новая партия хранится отдельно от уже поступившего на склад товара. На поступившую партию заводится карточка учёта с указанием товара, его количества, даты поступления. Метод используется в случаях, когда, например, на склад поступает всего один вид продукции. Для дальнейшего перемещения данного товара в необходимую ячейку нужно воспользоваться документом движение по складу, которым осуществляется движение товаров по складу между ячейками склада. После регистрации документа товар будет перемещён между ячейками и это будет отраженно в разделе состояния склада. При организации на складе ячеистого (адресного) учета имеется возможность автоматического распределения товара по ячейкам. Свободные пространства ячеек по весу и объёму пересчитываются в автоматическом режиме.
Для дальнейшего перемещения данного товара в необходимую ячейку нужно воспользоваться документом движение по складу, которым осуществляется движение товаров по складу между ячейками склада. После регистрации документа товар будет перемещён между ячейками и это будет отраженно в разделе состояния склада. При организации на складе ячеистого (адресного) учета имеется возможность автоматического распределения товара по ячейкам. Свободные пространства ячеек по весу и объёму пересчитываются в автоматическом режиме.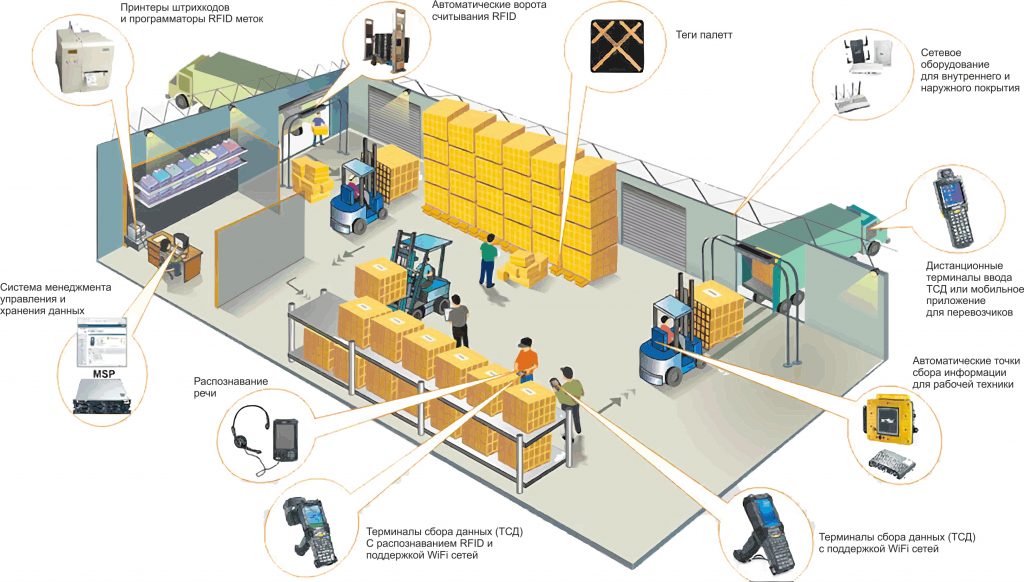 Наличие расхождений должно стать сигналом для проверки несоответствия в том числе с целью выявления хищений, организованных сотрудниками склада (увы, это совсем не редкость).
Наличие расхождений должно стать сигналом для проверки несоответствия в том числе с целью выявления хищений, организованных сотрудниками склада (увы, это совсем не редкость).
 Подготовка к внедрению должна стать важным процессом внутри компании, так как от её результатов будет зависеть изменение качества и скорости работы, а также стоимости операций в важном и для многих компаний ключевом подразделении.
Подготовка к внедрению должна стать важным процессом внутри компании, так как от её результатов будет зависеть изменение качества и скорости работы, а также стоимости операций в важном и для многих компаний ключевом подразделении. Для серверных решений это возможности с использованием VPN, для облачных всё гораздо проще — нужно только подключение к Интернету.
Для серверных решений это возможности с использованием VPN, для облачных всё гораздо проще — нужно только подключение к Интернету. ).
).
 В своё время был такой кейс: на складе эмалированной, металлической и пластиковой посуды была хроническая недостача. Инвентаризации и проверки не помогали, к тому же постоянно приходилось списывать эмаль с внешними сколами. После того, как на складе внедрили систему учёта, штрих-коды и поставили камеры наблюдения доля брака резко сократилась, недостачи упали почти до нуля, а заведующая складом упреждающе уволилась. Чуть позже при общении руководителя и кладовщиков выяснилось, что она активно «брала со склада», а сколы организовывала, чтобы списывать посуду и сбывать её по сниженной цене. Рядом с системой учёта её «дела по-старинке» выгорать перестали.
В своё время был такой кейс: на складе эмалированной, металлической и пластиковой посуды была хроническая недостача. Инвентаризации и проверки не помогали, к тому же постоянно приходилось списывать эмаль с внешними сколами. После того, как на складе внедрили систему учёта, штрих-коды и поставили камеры наблюдения доля брака резко сократилась, недостачи упали почти до нуля, а заведующая складом упреждающе уволилась. Чуть позже при общении руководителя и кладовщиков выяснилось, что она активно «брала со склада», а сколы организовывала, чтобы списывать посуду и сбывать её по сниженной цене. Рядом с системой учёта её «дела по-старинке» выгорать перестали.
 Затем в зависимости от типа управления складом определяются правила хранения и размещения товара. Так, при ячеистой организации хранения можно не только привязывать товар к ячейкам, но и определять, как будет организовано товародвижение на складе, с каким приоритетом размещения в ячейках (в свободных, в однородных по товару, с заполнением не до конца заполненных и проч.).
Затем в зависимости от типа управления складом определяются правила хранения и размещения товара. Так, при ячеистой организации хранения можно не только привязывать товар к ячейкам, но и определять, как будет организовано товародвижение на складе, с каким приоритетом размещения в ячейках (в свободных, в однородных по товару, с заполнением не до конца заполненных и проч.).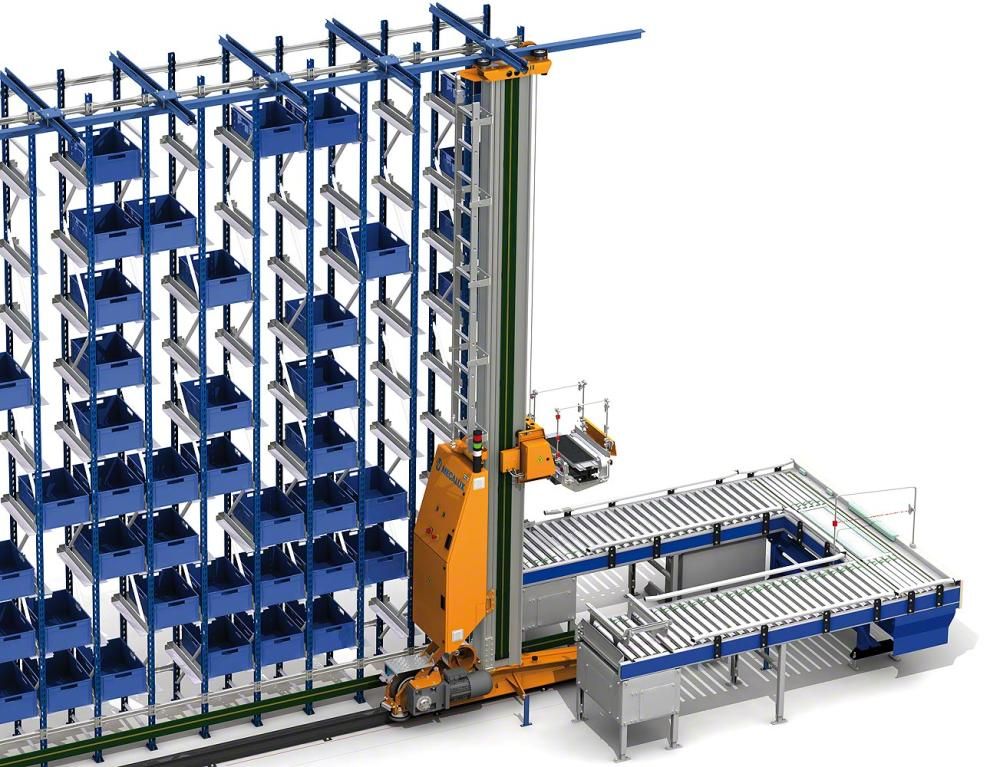 Система Рули24 Склад позволяет вести учет партий товаров посредством документа «Партионная карта». Партионная карта указывается при оформлении приходного ордера или создаётся автоматически при установке соответствующего признака в приходном ордере. Наличие товара хранится в регистре «Состояние склада» в разрезе партий. В расходных документах при вводе количества товара с признаком «Партионный учет» по методу FIFO автоматически рассчитывается количество по партиям и записываются в детальную таблицу «Количества по партиям» в базовых единицах, при этом есть возможность ручного указания партий и количеств по ним.
Система Рули24 Склад позволяет вести учет партий товаров посредством документа «Партионная карта». Партионная карта указывается при оформлении приходного ордера или создаётся автоматически при установке соответствующего признака в приходном ордере. Наличие товара хранится в регистре «Состояние склада» в разрезе партий. В расходных документах при вводе количества товара с признаком «Партионный учет» по методу FIFO автоматически рассчитывается количество по партиям и записываются в детальную таблицу «Количества по партиям» в базовых единицах, при этом есть возможность ручного указания партий и количеств по ним.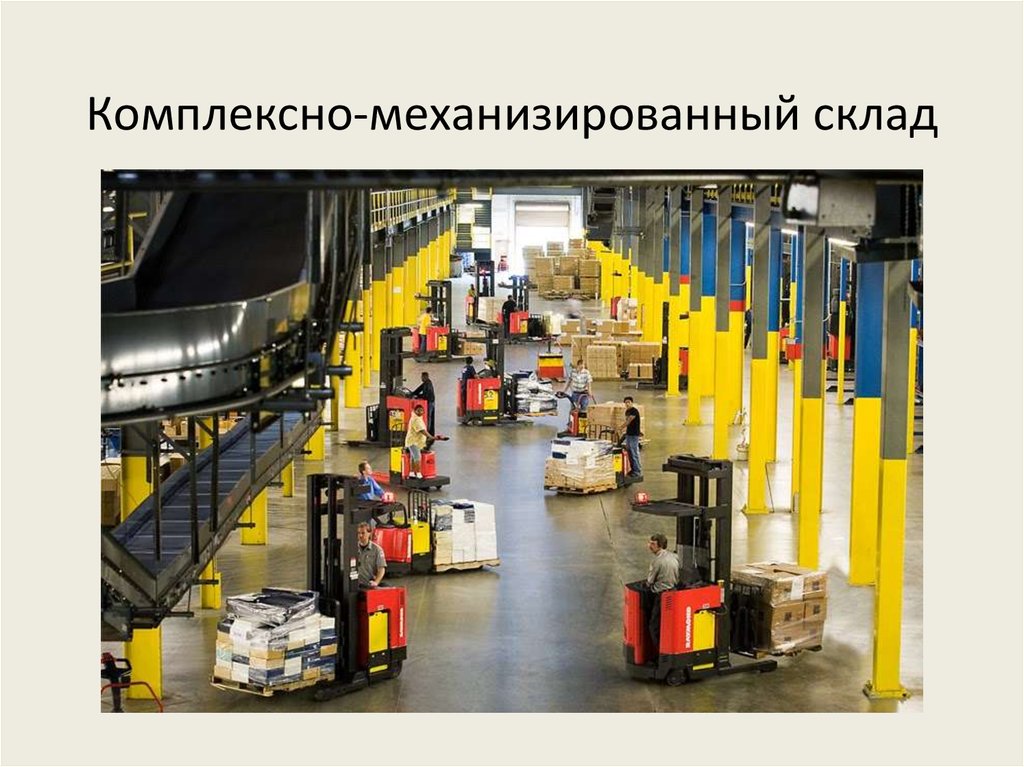 Прямо в системе проводится обработка заказов и реализация товаров (как оптовая, так и розничная), оформляется возврат товаров и осуществляется резервирование, если есть такая необходимость. Ну и конечно, оговоримся ещё раз, что модуль Рули24 Склад является частью комплексной системы автоматизации, а значит, на практике позволяет управлять товародвижением исходя из сделки, клиента, структуры заказа или особенностей производства.
Прямо в системе проводится обработка заказов и реализация товаров (как оптовая, так и розничная), оформляется возврат товаров и осуществляется резервирование, если есть такая необходимость. Ну и конечно, оговоримся ещё раз, что модуль Рули24 Склад является частью комплексной системы автоматизации, а значит, на практике позволяет управлять товародвижением исходя из сделки, клиента, структуры заказа или особенностей производства. Это проходит по мере адаптации к новой информационной среде. Эффект от автоматизации склада видно сразу: в ассортиментном отношении и стоимостном выражении, в оптимизации труда работников. Если компания сталкивается с саботажем складской программы, это сигнал к тому, что что-то идёт не так. И верный шаг тут один: автоматизировать складской учёт, обучать сотрудников и видеть позитивные итоги. Короче, не позволяйте нечистоплотному персоналу ловить рыбку в мутной воде ручного складского учёта.
Это проходит по мере адаптации к новой информационной среде. Эффект от автоматизации склада видно сразу: в ассортиментном отношении и стоимостном выражении, в оптимизации труда работников. Если компания сталкивается с саботажем складской программы, это сигнал к тому, что что-то идёт не так. И верный шаг тут один: автоматизировать складской учёт, обучать сотрудников и видеть позитивные итоги. Короче, не позволяйте нечистоплотному персоналу ловить рыбку в мутной воде ручного складского учёта.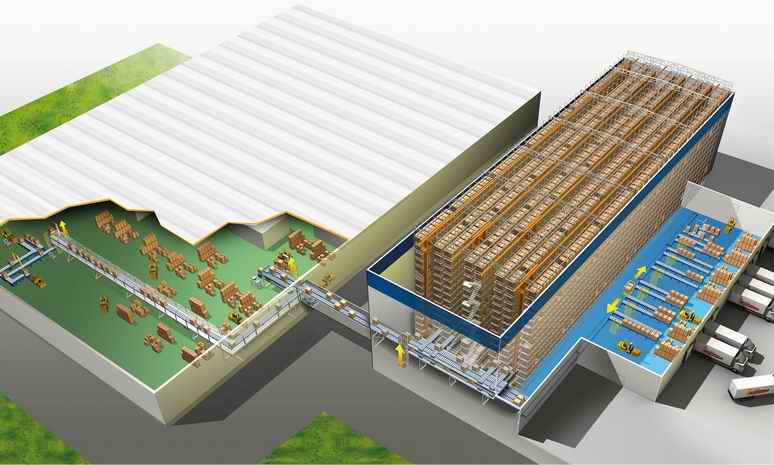 Цель состоит в том, чтобы выиграть в эффективность и производительность : только автоматизированные процессы могут обеспечить максимальную производительность в режиме 24/7.
Цель состоит в том, чтобы выиграть в эффективность и производительность : только автоматизированные процессы могут обеспечить максимальную производительность в режиме 24/7. В интервью Mecalux Йосси Шеффи, директор Центра транспорта и логистики Массачусетского технологического института, говорит: «COVID-19 ускорил внедрение новых технологий в цепочке поставок, и одной из областей, в которой наблюдается наибольший рост, является автоматизация складов. ”
В интервью Mecalux Йосси Шеффи, директор Центра транспорта и логистики Массачусетского технологического института, говорит: «COVID-19 ускорил внедрение новых технологий в цепочке поставок, и одной из областей, в которой наблюдается наибольший рост, является автоматизация складов. ”
 В этой операции доки могут быть оборудованы автоматическими системами погрузки и разгрузки грузовиков . Это решение было реализовано группой Mecalux на автоматизированном складе Hayat Kimya в Турции.
В этой операции доки могут быть оборудованы автоматическими системами погрузки и разгрузки грузовиков . Это решение было реализовано группой Mecalux на автоматизированном складе Hayat Kimya в Турции.
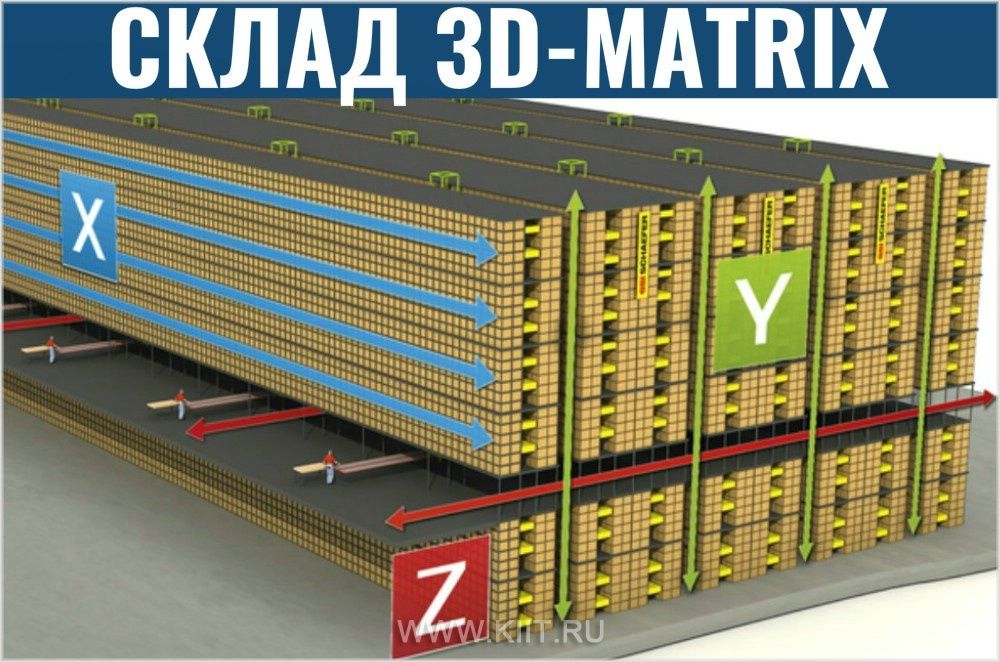 Это связано с тем, что автоматизированные решения, такие как краны-штабелеры (AS/RS для поддонов) и системы мини-загрузки (AS/RS для ящиков), обеспечивают производительность и точность под контролем системы управления складом (WMS).
Это связано с тем, что автоматизированные решения, такие как краны-штабелеры (AS/RS для поддонов) и системы мини-загрузки (AS/RS для ящиков), обеспечивают производительность и точность под контролем системы управления складом (WMS). Тем не менее, существуют решения, такие как промышленные роботы-манипуляторы (поставляемые конвейерами), которые значительно повышают производительность комплектования на предприятии. Это можно увидеть на складе Havi Logistics в Португалии, где роботы-манипуляторы используются для одновременной обработки нескольких ящиков.
Тем не менее, существуют решения, такие как промышленные роботы-манипуляторы (поставляемые конвейерами), которые значительно повышают производительность комплектования на предприятии. Это можно увидеть на складе Havi Logistics в Португалии, где роботы-манипуляторы используются для одновременной обработки нескольких ящиков. Система управления складом (WMS), которая указывает, куда должен идти каждый товар и какие операции выполнять, взаимодействует с системой управления складом (WCS), отвечающей за координацию движений машин. Группа Mecalux разработала собственные версии этих двух программ: Easy WMS (программное обеспечение для управления) и Galileo (WCS).
Система управления складом (WMS), которая указывает, куда должен идти каждый товар и какие операции выполнять, взаимодействует с системой управления складом (WCS), отвечающей за координацию движений машин. Группа Mecalux разработала собственные версии этих двух программ: Easy WMS (программное обеспечение для управления) и Galileo (WCS). Автоматизация процессов влечет за собой повышенную безопасность и точность. Но, прежде всего, он обеспечивает полный контроль над запасами на предприятии.
Автоматизация процессов влечет за собой повышенную безопасность и точность. Но, прежде всего, он обеспечивает полный контроль над запасами на предприятии.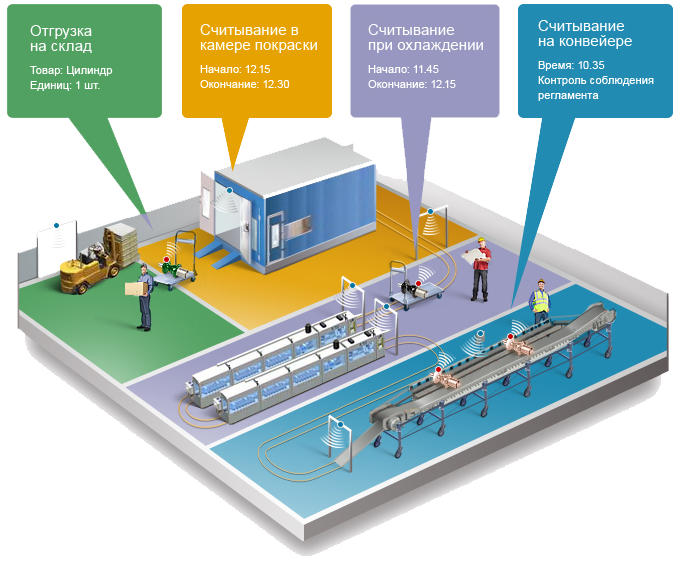
 Идеальным решением для компаний с интенсивными процессами комплектования являются системы мини-загрузки (AS/RS для ящиков). Это связано с тем, что кран-штабелер для коробок и роликовые конвейеры для коробок доставляют операторам товары, необходимые им для сборки заказов.
Идеальным решением для компаний с интенсивными процессами комплектования являются системы мини-загрузки (AS/RS для ящиков). Это связано с тем, что кран-штабелер для коробок и роликовые конвейеры для коробок доставляют операторам товары, необходимые им для сборки заказов. Наиболее распространенными являются конвейерные системы для поддонов и роликовые конвейеры для ящиков, контейнеров и контейнеров. Они могут либо соединять различные области логистического объекта (например, зону комплектации с зоной отгрузки), либо связывать склад с производственной зоной.
Наиболее распространенными являются конвейерные системы для поддонов и роликовые конвейеры для ящиков, контейнеров и контейнеров. Они могут либо соединять различные области логистического объекта (например, зону комплектации с зоной отгрузки), либо связывать склад с производственной зоной. Благодаря темным складам компании сокращают свои расходы и обеспечивают устойчивость цепочки поставок благодаря более низкому энергопотреблению. Они также устраняют ошибки , автоматизируя все операции.
Благодаря темным складам компании сокращают свои расходы и обеспечивают устойчивость цепочки поставок благодаря более низкому энергопотреблению. Они также устраняют ошибки , автоматизируя все операции.

 В качестве основных элементов выступают шестерни, находящиеся в передней части инструмента:
В качестве основных элементов выступают шестерни, находящиеся в передней части инструмента:
 Используя его на постоянной основе, вы быстро износите электродрель. Применение удара допустимо, если сверление бетонных конструкций требуется один или два раза в сезон, но при необходимости делать это постоянно лучше задуматься о покупке перфоратора.
Используя его на постоянной основе, вы быстро износите электродрель. Применение удара допустимо, если сверление бетонных конструкций требуется один или два раза в сезон, но при необходимости делать это постоянно лучше задуматься о покупке перфоратора.
 Подойдет для периодического использования. Нагружать стоит с большой осторожностью, иначе велик шанс выхода из строя.
Подойдет для периодического использования. Нагружать стоит с большой осторожностью, иначе велик шанс выхода из строя.

 Перфораторные патроны, напротив, вращаются медленнее, но фиксируют крупные буры, а это необходимо для сверления и штробления плотных материалов.
Перфораторные патроны, напротив, вращаются медленнее, но фиксируют крупные буры, а это необходимо для сверления и штробления плотных материалов.
 У ударных электродрелей напряжение варьируется от 3.6 до 40 Вольт, но самыми типовыми у данного инструмента считаются 12 / 18 / 20 В. Напряжение батареи влияет на вес и цену инструмента. Соответственно, и без того недешёвый беспроводной перфоратор на 20 Вольт влетит в копеечку, если возникнет потребность в сменных АКБ.
У ударных электродрелей напряжение варьируется от 3.6 до 40 Вольт, но самыми типовыми у данного инструмента считаются 12 / 18 / 20 В. Напряжение батареи влияет на вес и цену инструмента. Соответственно, и без того недешёвый беспроводной перфоратор на 20 Вольт влетит в копеечку, если возникнет потребность в сменных АКБ.
 Рукоятки ударного инструмента укомплектованы системой пружинных подвесов, благодаря котором происходит поглощение вибрационного воздействия. По сути, пружины отделяют рукоятку от «основной» части прибора, в которой сосредоточены вредоносные колебания.
Рукоятки ударного инструмента укомплектованы системой пружинных подвесов, благодаря котором происходит поглощение вибрационного воздействия. По сути, пружины отделяют рукоятку от «основной» части прибора, в которой сосредоточены вредоносные колебания.
 Патрон движется вперед-назад без вращения. Подходит, чтобы штробить бетонные или кирпичные стены долотом, зубилом, лопаткой.
Патрон движется вперед-назад без вращения. Подходит, чтобы штробить бетонные или кирпичные стены долотом, зубилом, лопаткой. Мощные дрели в этом режиме справятся с толстыми бурами по древесине.
Мощные дрели в этом режиме справятся с толстыми бурами по древесине.


 Вкратце разберем основные критерии, которые указываются в ТХ товаров:
Вкратце разберем основные критерии, которые указываются в ТХ товаров:

 Прибор предназначен для ударов и получает минимальный износ при постоянном интенсивном использовании. Электродрель создана с расчетом на то, что удар будет включаться только иногда.
Прибор предназначен для ударов и получает минимальный износ при постоянном интенсивном использовании. Электродрель создана с расчетом на то, что удар будет включаться только иногда.
 Как правило, это заканчивается разочарованием, ибо при частом использовании с ударом прибор быстро приходит в негодность.
Как правило, это заканчивается разочарованием, ибо при частом использовании с ударом прибор быстро приходит в негодность.

 Эта статья поможет понять, когда стоит приобрести перфоратор, а когда достаточно ударной дрели.
Эта статья поможет понять, когда стоит приобрести перфоратор, а когда достаточно ударной дрели. Вам не придется придавливать инструмент собственным весом ‒ в отличие от дрели он сам выполнит всю работу. Но у перфоратора есть другой недостаток ‒ вибрация, которая также может приводить к утомлению.
Вам не придется придавливать инструмент собственным весом ‒ в отличие от дрели он сам выполнит всю работу. Но у перфоратора есть другой недостаток ‒ вибрация, которая также может приводить к утомлению.  А некоторые модели перфораторов предназначены в том числе для сверления. Для этого к инструменту через переходник присоединяют сверлильный патрон.
А некоторые модели перфораторов предназначены в том числе для сверления. Для этого к инструменту через переходник присоединяют сверлильный патрон.  Если основная задача сводится к сверлению дерева, металла и лишь иногда бетона, подойдет ударная дрель.
Если основная задача сводится к сверлению дерева, металла и лишь иногда бетона, подойдет ударная дрель. Но обо всем по порядку.
Но обо всем по порядку. С его помощью мастера выполняют проемы в стенах из кирпича или бетона или полное ее разрушение, а также используют для разрушения промерзшего грунта, скальной породы, удаления асфальта.
С его помощью мастера выполняют проемы в стенах из кирпича или бетона или полное ее разрушение, а также используют для разрушения промерзшего грунта, скальной породы, удаления асфальта.


 При активированной функции молотка дрель вбивает кончик сверла вперед в материал, быстро справляясь с монотонной задачей.
При активированной функции молотка дрель вбивает кончик сверла вперед в материал, быстро справляясь с монотонной задачей. Они полезны для закручивания небольших крепежных деталей на высоких скоростях, а также для закручивания более длинных крепежных деталей без поломки гаечных ключей или головок.
Они полезны для закручивания небольших крепежных деталей на высоких скоростях, а также для закручивания более длинных крепежных деталей без поломки гаечных ключей или головок.
 com, thisoldhouse.com, levelset.com и другие. Его первая книга «Как исправить вещи» была опубликована в мае 2022 года. Помимо своей профессиональной жизни, Том также является страстным фанатом бейсбола и тренером. Он живет в долине реки Гудзон в Нью-Йорке со своей женой, четырьмя детьми и двумя собаками.
com, thisoldhouse.com, levelset.com и другие. Его первая книга «Как исправить вещи» была опубликована в мае 2022 года. Помимо своей профессиональной жизни, Том также является страстным фанатом бейсбола и тренером. Он живет в долине реки Гудзон в Нью-Йорке со своей женой, четырьмя детьми и двумя собаками.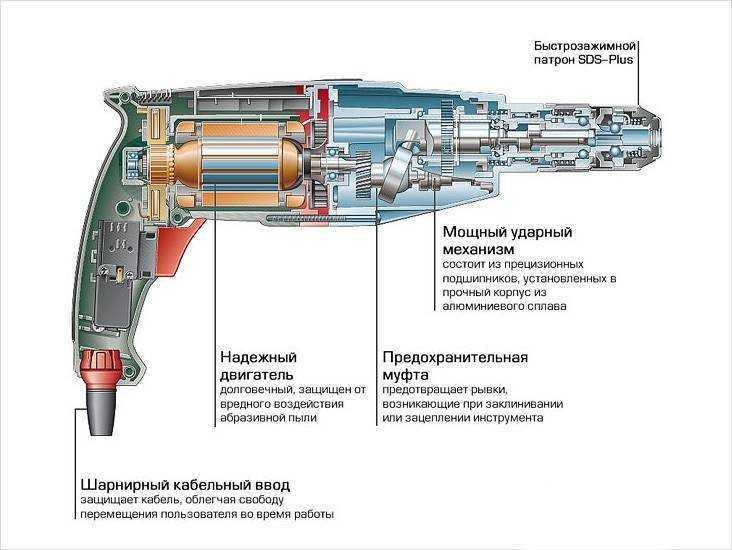 На долю секунды возникает пространство между пластинами и потенциальная энергия пружины.
На долю секунды возникает пространство между пластинами и потенциальная энергия пружины.

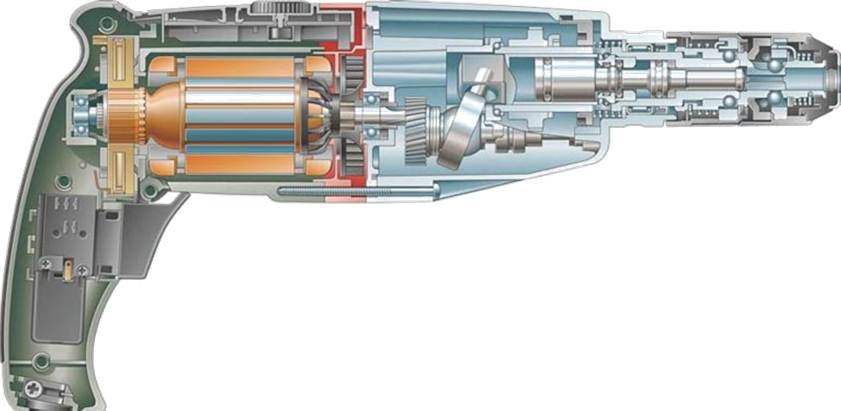
 Кроме того, становится возможным учет товаров по различным параметрам.
Кроме того, становится возможным учет товаров по различным параметрам. Более того — функциональная часть сервиса выглядит более привлекательно, чем возможности многих современных систем. Так, например, в качестве своеобразного «бонуса» подписчикам предлагается модуль «Закупки», предназначенный для автоматического создания заказов поставщикам, планирования запасов и работы с прайс-листами. Также имеется возможность работать с договорами и проектами. В проекте реализована функция печати документов, формы которых соответствуют действующему законодательству и всем существующим стандартам. Таким образом, автоматизация управления складом проходит по максимально широкой схеме, что открывает широкие возможности для клиентов сервиса.
Более того — функциональная часть сервиса выглядит более привлекательно, чем возможности многих современных систем. Так, например, в качестве своеобразного «бонуса» подписчикам предлагается модуль «Закупки», предназначенный для автоматического создания заказов поставщикам, планирования запасов и работы с прайс-листами. Также имеется возможность работать с договорами и проектами. В проекте реализована функция печати документов, формы которых соответствуют действующему законодательству и всем существующим стандартам. Таким образом, автоматизация управления складом проходит по максимально широкой схеме, что открывает широкие возможности для клиентов сервиса. Работа с системой не предполагает покупку программного обеспечения, внедрение его на предприятии и обучение персонала. Все это связано с серьезными финансовыми издержками. Мы предлагаем подписку на услуги сервиса, стоимость которой доступна даже небольшим интернет магазинам. При этом все данные будут надежно защищены, а доступ к системе открыт 24 часа в сутки. Благодаря этому, автоматизация работы склада при помощи сервиса «Мой склад» востребована представителями малого и среднего бизнеса. Будем рады видеть вас в числе подписчиков!
Работа с системой не предполагает покупку программного обеспечения, внедрение его на предприятии и обучение персонала. Все это связано с серьезными финансовыми издержками. Мы предлагаем подписку на услуги сервиса, стоимость которой доступна даже небольшим интернет магазинам. При этом все данные будут надежно защищены, а доступ к системе открыт 24 часа в сутки. Благодаря этому, автоматизация работы склада при помощи сервиса «Мой склад» востребована представителями малого и среднего бизнеса. Будем рады видеть вас в числе подписчиков! Как правило, компании в данном сегменте сталкиваются со схожими задачами и проблемами в управлении складским комплексом.
Как правило, компании в данном сегменте сталкиваются со схожими задачами и проблемами в управлении складским комплексом. Как следствие, низкая эффективность и увеличение срока отгрузок;
Как следствие, низкая эффективность и увеличение срока отгрузок; На склад также поступают дорогие и хрупкие комплектующие. Их целостность должна проверяться после каждого этапа обработки. Для них нужно подобрать дополнительную упаковку.
На склад также поступают дорогие и хрупкие комплектующие. Их целостность должна проверяться после каждого этапа обработки. Для них нужно подобрать дополнительную упаковку. В итоге клиент автоматизирует практически все процессы, решит ряд сложных вопросов, ускорит процесс отгрузки деталей.
В итоге клиент автоматизирует практически все процессы, решит ряд сложных вопросов, ускорит процесс отгрузки деталей. Некоторые настройки автоматизации склада охватывают все, от разгрузки прицепов до выполнения заказов, но люди по-прежнему являются частью этой сцены. Давайте посмотрим на различные типы автоматизации склада, как работает автоматизация склада и основные преимущества, которые склады получают от внедрения технологии автоматизации.
Некоторые настройки автоматизации склада охватывают все, от разгрузки прицепов до выполнения заказов, но люди по-прежнему являются частью этой сцены. Давайте посмотрим на различные типы автоматизации склада, как работает автоматизация склада и основные преимущества, которые склады получают от внедрения технологии автоматизации.

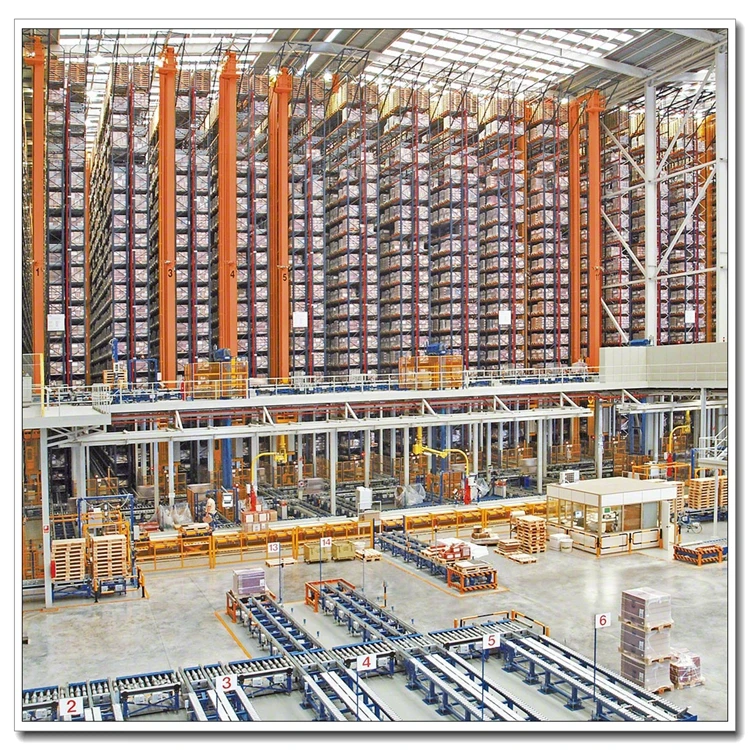 Коллаборативные мобильные роботы предлагают множество преимуществ, включая гибкость, надежность, масштабируемость, сокращение времени ходьбы и повышение производительности. Чтобы узнать больше о совместных мобильных роботах, ознакомьтесь с разделом Что такое робот для захвата и размещения?
Коллаборативные мобильные роботы предлагают множество преимуществ, включая гибкость, надежность, масштабируемость, сокращение времени ходьбы и повышение производительности. Чтобы узнать больше о совместных мобильных роботах, ознакомьтесь с разделом Что такое робот для захвата и размещения? Если вам нужно упаковать в коробки 1000 пар одной и той же обуви, делать это вручную быстро надоедает. Использование технологии автоматизации для выполнения задачи избавляет людей от многочасовой скучной работы, освобождая их, чтобы посвятить свое время более сложным задачам. Любая задача, требующая повторяющихся действий, может выиграть от автоматизации.
Если вам нужно упаковать в коробки 1000 пар одной и той же обуви, делать это вручную быстро надоедает. Использование технологии автоматизации для выполнения задачи избавляет людей от многочасовой скучной работы, освобождая их, чтобы посвятить свое время более сложным задачам. Любая задача, требующая повторяющихся действий, может выиграть от автоматизации. Некоторые решения по автоматизации, такие как коллаборативные мобильные роботы, используют искусственный интеллект и машинное обучение для оптимизации задач в режиме реального времени в зависимости от складских условий и рабочих приоритетов.
Некоторые решения по автоматизации, такие как коллаборативные мобильные роботы, используют искусственный интеллект и машинное обучение для оптимизации задач в режиме реального времени в зависимости от складских условий и рабочих приоритетов. максимизировать использование вертикального пространства за счет хранения предметов на более высоких местах, которые обычно труднодоступны для людей или вилочных погрузчиков. Дроны, краны и некоторые решения AS/RS упрощают доступ к этим более высоким местам хранения, поэтому склады могут монетизировать больше кубических футов.
максимизировать использование вертикального пространства за счет хранения предметов на более высоких местах, которые обычно труднодоступны для людей или вилочных погрузчиков. Дроны, краны и некоторые решения AS/RS упрощают доступ к этим более высоким местам хранения, поэтому склады могут монетизировать больше кубических футов.


 На автоматизированных объектах вся эта операция контролируется программным обеспечением для управления складом, которое координирует работу автоматического оборудования для повышения эффективности.
На автоматизированных объектах вся эта операция контролируется программным обеспечением для управления складом, которое координирует работу автоматического оборудования для повышения эффективности. В то же время на складах, требующих соединения нескольких площадей с помощью замкнутого контура, можно установить электрифицированные монорельсы . Эти транспортные системы, которые могут быть воздушными или напольными, состоят из самоходных тележек, доставляющих товары на рабочие места.
В то же время на складах, требующих соединения нескольких площадей с помощью замкнутого контура, можно установить электрифицированные монорельсы . Эти транспортные системы, которые могут быть воздушными или напольными, состоят из самоходных тележек, доставляющих товары на рабочие места. Эти подтверждают надлежащее состояние поддона и товаров на входе на объект.
Эти подтверждают надлежащее состояние поддона и товаров на входе на объект.