Основные виды резцов: Виды резцов по металлу — РИНКОМ
Виды токарных резцов по металлу
Огромное количество самых разных работ, которые постоянно выполняются с помощью токарных станков, привело к созданию ряда резцов позволяющих производительно выполнять технологические операции. Все они имеют разную конструкцию и назначение, для которого создавались.
Каждый токарный резец, в зависимости от того, какую геометрическую форму он имеет, получил свое отдельное название. Оно зависит не только от формы, но также от его свойств и назначения. Все они будут указаны ниже.
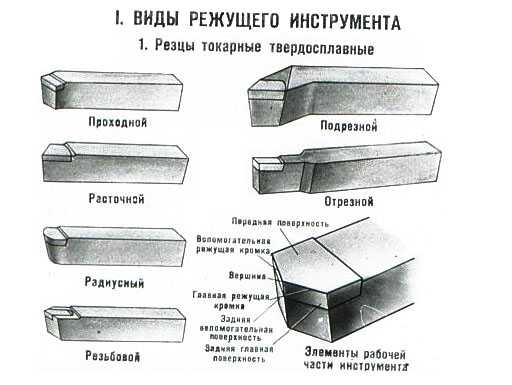
1 – проходной прямой резец ; 2 – проходной отогнутый; 3 – проходной упорный; 4 – подрезной резец; 5 – широкий проходной; 6 – расточный резец; 7 – расточный упорный; 8 – отрезной резец; 9 – резьбовой резец; 10 – фасонный резец.
Проходные прямые резцы используются, если нужно обточить внешнюю поверхность цилиндрической формы.
Проходные упорные резцы используются для протачивания цилиндрических поверхностей и валов с небольшими уступами. Если обратить внимание на форму резца, то главный угол подобного инструмента ровен девяносто градусам. Это позволит уменьшить вибрацию, которая появится во время выполнения работы.
Проходной отогнутый резец считается более универсальным инструментом. Не меняя его положение в резцедержателе, можно обтачивать, как цилиндрические поверхности, так и подрезать торцы заготовки. Этот резец часто используют, чтобы обрабатывать ступенчатые валы или какие либо другие детали, которые в результате технологического процесса требуют подрезки небольшого уступа.
Подрезной резец используют, чтобы обработать торцевые наружные поверхности. В процессе работы подача движения инструмента должна быть такой, чтобы её движение было перпендикулярно оси вращения детали, которая будет обрабатываться.
Расточные резцы используют, чтобы растачивать различные сквозные отверстия, предварительно обработанные сверлом.
Расточные упорные резцы так же используют для расточки детали после сверления. Обычно этот инструмент используется для обработки глухих отверстий.
Отрезные резцы используют, чтобы разрезать материал. Обычно чтобы получить желаемый результат при выполнении работ подобными резцами, нужно выбирать такой инструмент, у которого длина головки будет больше, чем радиус самой обрабатываемой детали. При этом соблюдается правило, когда толщина головки по направлению к телу резца постепенно уменьшается. Это делается, чтобы минимизировать трение, которое образуется во время резки детали, между торцевыми плоскостями и вспомогательными режущими кромками.
Резьбовые резцы используют, чтобы нарезать внутреннюю резьбу или наружную. При этом профилю резьбы, которая нарезается, должна соответствовать форма режущей части инструмента.
Канавочные резцы используют для обработки технологических канавок различного профиля и назначения.
Фасонные резцы используют, чтобы обрабатывать специальные фасонные поверхности. При этом важно соблюсти профиль, который будет у режущей кромки инструмента. Он должен быть таким, чтобы отвечать профилю заготовки и ее поверхности, которая будет обрабатываться. Затачивают такие резцы исключительно по передней поверхности. По этой причине не меняется профиль кромки.
При этом важно соблюсти профиль, который будет у режущей кромки инструмента. Он должен быть таким, чтобы отвечать профилю заготовки и ее поверхности, которая будет обрабатываться. Затачивают такие резцы исключительно по передней поверхности. По этой причине не меняется профиль кромки.
Современное эффективное производство отличается использованием специальных резцов, которые оснащаются неперетачиваемыми и часто многогранными твердосплавными пластинками. Когда лезвие изнашивается, то пластинка достается и переставляется таким образом, чтобы закрепить следующую не сработанную грань лезвия.
На токарном станке могут использовать самые разные режущие инструменты, каждый из которых будет работать в более тяжелых условиях по сравнению с любыми деталями машин. По этой причине к материалу, из которого они изготовляются, предъявляются повышенные требования.
Твердость инструмента всегда должна оказываться выше, чем она же у обрабатываемой заготовки. Если это не соблюдать, то вместо резания будет наблюдаться смятие режущей кромки.
Высокая износостойкость наиважнейшая требование, предъявляемое к металлорежущему инструменту от которого зависит время на обработку до последующей переточки.
Высокая теплостойкость подразумевает такое качество инструмента, при котором он способен выполнять обработку без потери режущих свойств не смотря на высокую температуру.
Высокая механическая прочность влияет на устойчивость инструмента к воздействию силы резания, которая в процессе обработки достигает высоких значений. Материал, из которого изготавливается режущий инструмент, должен хорошо работать, как на изгиб, так и на сжатие.
Основные виды токарных резцов по металлу
Этот материал полностью раскрывает тему токарных резцов по металлу. После знакомства с текстом станет понятно, для чего нужны эти изделия, чем они отличаются между собой и какие имеют особенности. Сразу необходимо заострить внимание на характеристиках режущих поверхностей. Независимо от типа, они всегда делаются из специальных сплавов.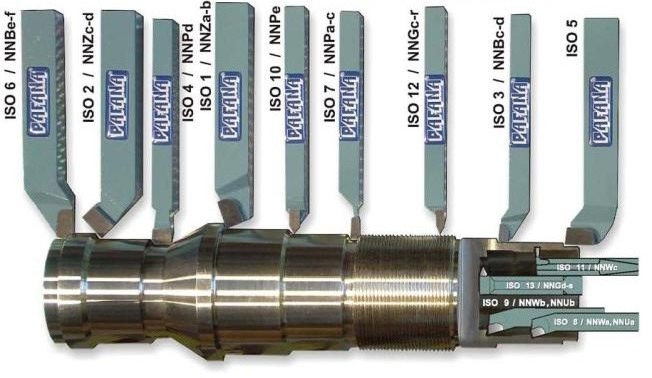 Самыми популярными считаются Т5К10, ВК8 и т. д.
Самыми популярными считаются Т5К10, ВК8 и т. д.
Проходные прямые резцы
По своим рабочим свойствам эти инструменты сходны с аналогами, относящимися к отогнутому типу. Но прямыми резцами сложней обрабатывать фаски. Именно поэтому работники цехов так неохотно используют изделия данного вида. А если и отдают им предпочтение, то почти всегда применяют для обработки заготовок с цилиндрической формой.
Проходные прямые резцы
Резцедержатели для таких инструментов бывают двух форм, имеющих следующие соответствующие размеры (указаны в мм):
- 25×25 — квадратные (используются не часто и преимущественно для решения нестандартных задач),
- 25×16 — прямоугольные (самые востребованные).
Купить твердосплавные напаиваемые пластины для проходных прямых резцов
Перейти
Проходные отогнутые резцы
Резцы этого типа имеют характерный отгиб рабочей части. Он может иметь направление в правую или левую стороны. Применяются они в соответствии с расположением обрабатываемой детали на станке. Чаще всего применение сводится к работам на торцах будущих изделий и реже к съему фасок.
Чаще всего применение сводится к работам на торцах будущих изделий и реже к съему фасок.
Проходные отогнутые резцы
Резцедержатели для подобных металлообрабатывающих инструментов имеют целый ряд типовых размеров (даны в миллиметрах):
- 16×10 (используются на станках для обучения токарному делу),
- 20×12 (нестандартная размерность, используется по необходимости),
- 25×16 (самый ходовой размер, используемый на большинстве станков),
- 32×20,
- 40×25 (державки с такими габаритами встречаются редко).
Характеристики таких резцов отражены в действующем ГОСТ 18877-73.
Купить твердосплавные напаиваемые пластины для проходных отогнутых резцов
Перейти
Проходные упорные отогнутые резцы
Ошибочно считать, что отогнутая часть резцов данного типа — это важнейшая конструктивная особенность. Они также могут быть прямыми! Для обозначения изделий не обязательно упоминать все нюансы их формы. Достаточно сказать, что они являются проходными упорными!
Проходные упорные отогнутые резцы
Этот тип токарных инструментов является самым универсальным и востребованным. Именно с их помощью производится резка или точение металлических заготовок, имеющих форму цилиндров. Резец подается вдоль оси вращения. При должной заточке и мастерстве специалиста он способен снимать внушительный слой стали.
Именно с их помощью производится резка или точение металлических заготовок, имеющих форму цилиндров. Резец подается вдоль оси вращения. При должной заточке и мастерстве специалиста он способен снимать внушительный слой стали.
Резцедержатели для подобных инструментов выполняются в следующих типоразмерах (мм):
- 16×10,
- 20×12,
- 25×16,
- 32×20,
- 40x
Инструментальные цеха производят резцы указанного типа с разнонаправленным отгибом рабочей части (как левым, так и правым).
Купить твердосплавные напаиваемые пластины для проходных упорных изогнутых резцов
Перейти
Подрезные отогнутые резцы
Визуально они очень схожи с проходными изделиями. Главное и единственное отличие в том, что у первых форма режущей пластины похожа на равносторонний треугольник с одной изогнутой гранью. При этом подрезные инструменты бывают как отогнутыми, так и упорными. Хотя второй тип встречается намного реже.
Особенность работы с резцами заключается в их перпендикулярной подаче к оси вращения!
Подрезные отогнутые резцы
У изделий этого типа есть три основных размера (указаны в мм):
- 16×10,
- 25×16,
- 32x
Купить твердосплавные напаиваемые пластины для подрезных отогнутых резцов
Перейти
Отрезные резцы
Такие резцы встречаются в токарном деле чаще других. Их название говорит само за себя, указывая на основную область использования — отрезание. Изделия подаются строго перпендикулярно к оси вращения заготовки. Помимо отрезов с их помощью делают различные канавки.
Их название говорит само за себя, указывая на основную область использования — отрезание. Изделия подаются строго перпендикулярно к оси вращения заготовки. Помимо отрезов с их помощью делают различные канавки.
Основная конструктивная особенность подобных металлообрабатывающих инструментов — очень тонкая ножка. Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости.
Отрезные резцы
Для удобства использования на станках резцы отрезного типа изготавливают разнонаправленными: лево- и правосторонними. Если возникает сложность с их идентификацией, достаточно положить изделие так, чтобы режущая пластина находилась снизу. По стороне расположения ножки можно понять, к какой группе и относится инструмент.
Изделия могут предназначаться для резцедержателей следующих размеров (указано в мм):
- 16×10 (встречаются на станках для обучения),
- 20×12,
- 20×16 (оптимальный и самый популярный размер),
- 40×25 (редкая размерность, которая используется на нестандартных работах).

Купить твердосплавные напаиваемые пластины для отрезных резцов
Перейти
Резьбонарезные резцы для создания наружной резьбы
Подобные изделия призваны выполнять одни задачи — качественно создавать метрические резьбы на наружных частях обрабатываемых деталей. В случае необходимости токарь может переточить кромку для изготовления резьб других видов.
Резьбонарезные резцы для создания наружной резьбы
Главная отличительная черта данных резцов — их режущие пластины выполняются в виде конуса или наконечника копья. Ее изготавливают из стандартных сплавов с повышенными показателями прочности и твердости.
Имеют три типоразмера (в мм):
- 16×10 (применяются на маломощных или станках небольшого размера),
- 25×16 (самый ходовой размер),
- 32×20 (редко используемый форм-фактор).
Купить твердосплавные напаиваемые пластины для наружных резьбонарезных резцов
Перейти
Резцы для нарезания внутренней резьбы
Резцы предназначены для качественного нарезания резьбы на внутренних поверхностях заготовок. Нюанс в том, что делать это возможно на отверстиях значительного диаметра. Всему виной объемная рабочая часть, имеющая явное сходство с расточными аналогами. Но это не взаимозаменяемые инструменты, предназначенные для разных работ.
Нюанс в том, что делать это возможно на отверстиях значительного диаметра. Всему виной объемная рабочая часть, имеющая явное сходство с расточными аналогами. Но это не взаимозаменяемые инструменты, предназначенные для разных работ.
Резцы для нарезания внутренней резьбы
Резцедержатели для указанных изделий всегда имеют квадратное сечение. В их маркировке кроме двух привычных цифр имеется третья. Она указывает на длину самой державки, то есть на сколько можно погрузить резец внутрь заготовки.
Области использования инструментов ограничена. Ими можно пользоваться только на тех станках, где установлена так называемая «гитара». Она имеет одну или две пары зубчатых колес, призванных регулировать частоту вращения шпинделя.
Для наглядности представим размерность резцов в мм:
- 16x16x150,
- 20x20x200,
- 25x25x
Купить твердосплавные напаиваемые пластины для внутренних резьбонарезных резцов
Перейти
Расточные резцы для обработки отверстий глухого типа
Такими резцами обычно обрабатывают глухие отверстия разного диаметра, а для максимального удобства их рабочая часть имеет небольшой изгиб. Они внешне схожи с подрезными аналогами — режущая пластина также выполнена в форме треугольника.
Они внешне схожи с подрезными аналогами — режущая пластина также выполнена в форме треугольника.
Расточные резцы для обработки отверстий глухого типа
Резцедержатели выполняют в трех основных размерах (указаны в мм):
- 16x16x170,
- 20x20x200,
- 25x25x
Размер державки напрямую влияет на диаметр обрабатываемого отверстия!
Купить твердосплавные напаиваемые пластины на расточные резцы для глухих отверстий
Перейти
Расточные резцы для обработки отверстий сквозного типа
Главная отличительная особенность подобных резцов — рабочая часть со значительным изгибом. Причем между величиной отгиба и толщиной снимаемого металла есть прямая зависимость.
Изделиями этого типа производят обработку отверстий, которые были предварительно просверлены насквозь в заготовке. Причем глубина обработки напрямую зависит от длины резцедержателя!
Расточные резцы для обработки отверстий сквозного типа
Расточные резцы имеют держатели следующих габаритов (размеры в мм):
- 16x16x170,
- 20x20x200,
- 25x25x
Все параметры инструментов регулирует ГОСТ 18882-73.
Купить твердосплавные напаиваемые пластины на расточные резцы для сквозных отверстий
Перейти
Сборные резцы для использования на токарных станках
Все предыдущие резцы обладали узкими областями применения. Но в токарной обработке существуют инструменты, способные выполнять универсальные задачи. Речь идет о резцах, называемых сборными. На них возможно установка практически любых режущих пластин (в зависимости от текущих задач). Имея такое изделия, можно выполнять различные токарные работы.
Сборные резцы для использования на токарных станках
Подобный вид резцов используется в двух случаях:
- на станках с ЧПУ,
- на специализированных токарных станках.
Они имеют практически неограниченную область применения: от обычной расточки, до контурной обработки и т. п.
Это не весь список существующих резцов. В токарном деле существуют и другие типы инструментов, например, фасонные, прорезные и т. д. В таблице вверху страницы подробно показаны все основные виды инструментов.
4 типа зубов и их функции
Зубы подобны уличным фонарям ночью — вы не заметите, насколько они полезны, пока они не исчезнут. Зубы выполняют несколько функций, незаметно за кадром. Помимо значительного вклада в вашу идеальную улыбку, зубы играют роль в речи и в переваривании пищи .
Сегодня мы обратим внимание на четыре различных типа зубов во рту. Спорим, вы не знали, что у вас разные типы зубов!
У большинства взрослых людей около 32 постоянных зубов, и зубы можно разделить на следующие четыре категории: резцы, клыки, премоляры и моляры.
Изображение https://www.fatfreekitchen.com/teeth/
1. Резцы
Резцы — это тип зубов, которые приветствуют ваших друзей, семью и украшают ваши фотографии. Если вы ищете эстетически приятную улыбку, вам следует тщательно мыть резцы, то есть пользоваться зубной нитью и регулярно чистить зубы щеткой.
Резцы — это четыре самых средних зуба на верхней и нижней челюстях. Резцы делают первые укусы пищи, а также помогают поддерживать губы.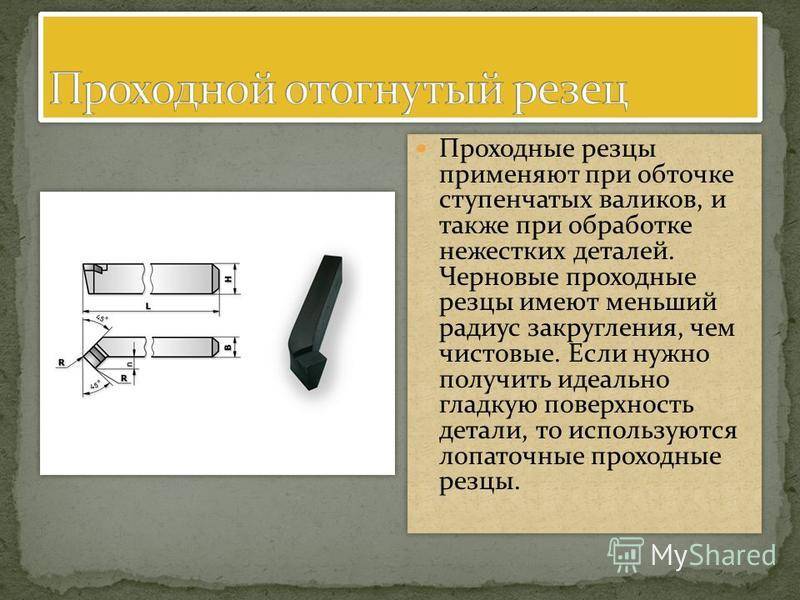
Резцы бывают двух типов – центральные резцы и боковые резцы .
Центральные резцы
Знаете, что заставляет вас четко произносить согласные? Это ваши два центральных резца верхней челюсти!
Центральные резцы находятся в передней части челюстей. Верхний ряд центральных резцов имеет форму лопаты и является самой заметной чертой вашей улыбки.
Нижние центральные резцы имеют один корень. Их основная функция – помогать пережевывать пищу при пережевывании.
Боковые резцы
Маленькие зубы между центральными резцами и клыками называются боковыми резцами. У взрослых обычно четыре боковых резца, два верхних резца и два нижних резца. Боковые резцы имеют один корень, и они, как правило, маленькие и тонкие.
Боковые резцы играют решающую роль в пищеварении, так как они помогают делить пищу на более мелкие кусочки во время жевания. В следующий раз, когда вы будете пережевывать пищу, вы будете знать, что ваши боковые резцы усердно работают!
2.
 Клыки
Клыки
Второй тип зубов – клыки. Всего у взрослых особей четыре клыка, по одному с каждой стороны от верхних и нижних резцов. Вы можете найти свои клыки прямо на изгибе зубной дуги с обеих сторон челюсти.
Термин «собака» вызывает в воображении образ дружелюбной собачки с клыками. Вероятно, это связано с формой клыков, заостренных на кончиках. Самая верхняя вершина клыка известна как «бугорок».
Клыки являются самым сильным из всех четырех типов зубов и очень устойчивы к огромному давлению, вызываемому жеванием. Клыки жизненно важны для общего функционирования ваших зубов. Клыки помогают разрезать пищу, поддерживают губы и дополняют друг друга, помогая вашим резцам и премолярам пережевывать пищу. Что еще более важно, клыки направляют все ваши зубы на место, когда верхняя и нижняя челюсти соприкасаются.
3. Премоляры
Сразу за клыками находятся премоляры. У взрослых четыре премоляра, по четыре на верхней и нижней челюсти. Премоляры имеют два бугорка. Они плоские сверху и привыкли, удивлять, удивлять, пережевывать пищу. В частности, премоляры разрывают и измельчают пищу на более мелкие кусочки при жевании. Интересным фактом о премолярах является то, что они помогают поддерживать высоту лица.
Они плоские сверху и привыкли, удивлять, удивлять, пережевывать пищу. В частности, премоляры разрывают и измельчают пищу на более мелкие кусочки при жевании. Интересным фактом о премолярах является то, что они помогают поддерживать высоту лица.
4. Моляры
Ваши моляры находятся рядом с премолярами. Это ваши самые широкие и плоские зубы, а также самые крепкие и мощные зубы. Как правило, у взрослых двенадцать зубов — шесть сверху и шесть снизу. Моляры группируются в четыре группы по три в задней части рта.
Третьи моляры — ваш зуб мудрости
Источник: Wikimedia Commons
Помните болезненное удаление зуба мудрости, которое у вас было ранее? Это вам удалили коренные зубы. Зубы мудрости, также известные как третьи моляры, прорезываются последними, и обычно это происходит в молодом возрасте. Если зуб мудрости прорезается прямо, его не нужно удалять.
Однако эти зубы мудрости не всегда растут так, как хотелось бы. Когда они не прорезываются должным образом, зубы мудрости могут вызывать боль и инфекцию и даже разрушаться до коренного зуба перед ним. Это когда удаление этих зубов мудрости становится необходимым. Конечно, дискуссия о третьих молярах вызывает вопрос, почему третьи моляры называют зубами мудрости.
Это когда удаление этих зубов мудрости становится необходимым. Конечно, дискуссия о третьих молярах вызывает вопрос, почему третьи моляры называют зубами мудрости.
Предполагается, что именно из-за позднего прорезывания третьего моляра по сравнению с другими зубами в молодом возрасте человек действительно обретает мудрость, когда появляются его третьи моляры. Эта теория подтверждается наукой, так как недавние исследования показали, что мозг не достигает полной зрелости до 25 лет. лица. Ваши нижние и верхние моляры имеют два и три корня соответственно.
Поскольку коренные зубы расположены в глубоких углах рта, моляры, как правило, упускаются из виду при чистке зубов. Следовательно, моляры более уязвимы, чем другие типы зубов, к кариесу. Приложите сознательное усилие, чтобы показать своим коренным зубам немного любви, когда чистите зубы! Мы пользуемся нашими зубами каждый день, но, как и большинство других функций организма, не уделяем им должного внимания.
Заключение
Теперь, когда вы знаете о четырех типах зубов, в следующий раз, когда вы будете есть свою любимую еду или улыбаться в камеру, вы будете знать, как работают ваши зубы вместе!
Если у вас есть какие-либо вопросы, отправьте онлайн-запрос или позвоните нам в один из наших филиалов. Мы свяжемся с вами как можно скорее.
Мы свяжемся с вами как можно скорее.
Форма и функция четырех типов зубов
Какие бывают типы зубов?
Зубы — одна из самых сильных частей вашего тела. Они состоят из белков, таких как коллаген, и минералов, таких как кальций. Помимо того, что они помогают вам пережевывать даже самую жесткую пищу, они также помогают вам говорить четко.
Большинство взрослых имеют 32 зуба, называемых постоянными или вторичными:
- 8 резцов
- 4 клыка, также называемых клыками
- 8 премоляров, также называемых премолярами
- 12 моляров, включая 4 зуба мудрости
- 4 резца
- 2 клыка
- 4 моляра
902091 зубы, называемые первичными, временными или молочными зубами. Они включают одинаковые 10 зубов на верхней и нижней челюсти:
Молочные зубы начинают прорезываться через десны, когда ребенку около 6 месяцев. Нижние резцы обычно появляются первыми молочными зубами. У большинства детей к 3 годам вырастают все 20 молочных зубов.
Дети, как правило, теряют свои молочные зубы в возрасте от 6 до 12 лет. Затем они заменяются постоянными зубами. Моляры обычно появляются первыми постоянными зубами. У большинства людей все постоянные зубы прорезываются к 21 году.
Продолжайте читать, чтобы узнать больше о различных типах зубов, включая их форму и функции.
Восемь резцов расположены в передней части рта. У вас их четыре на верхней челюсти и четыре на нижней.
Резцы имеют форму небольших стамесок. У них острые края, которые помогают откусывать пищу. Всякий раз, когда вы вонзаете зубы во что-то, например в яблоко, вы используете свои резцы.
Резцы обычно прорезываются первыми, они появляются примерно в 6-месячном возрасте. Взрослый набор вырастает в возрасте от 6 до 8 лет.
Четыре клыка располагаются рядом с резцами. У вас есть два клыка в верхней части рта и два внизу.
Клыки имеют острую заостренную поверхность для разрывания пищи.
Первые клыки появляются в возрасте от 16 до 20 месяцев. Сначала растут верхние клыки, затем нижние.
Сначала растут верхние клыки, затем нижние.
Нижние взрослые клыки появляются наоборот. Сначала нижние клыки протыкают десны в возрасте 9 лет, затем верхние клыки появляются в возрасте 11 или 12 лет.
Восемь премоляров располагаются рядом с клыками. Четыре премоляра сверху и четыре снизу.
Премоляры крупнее клыков и резцов. Они имеют плоскую поверхность с выступами для дробления и измельчения пищи на более мелкие кусочки, чтобы ее было легче глотать.
Молочные коренные зубы заменены взрослыми премолярами. У младенцев и детей младшего возраста нет премоляров, потому что эти зубы не начинают прорезываться примерно до 10 лет.
Ваши 12 моляров — ваши самые большие и крепкие зубы. У вас шесть сверху и шесть снизу. Основные восемь коренных зубов иногда делятся на 6-летние и 12-летние в зависимости от того, когда они обычно растут.
Большая площадь поверхности ваших коренных зубов помогает им перемалывать пищу. Когда вы едите, ваш язык проталкивает пищу к задней части рта.
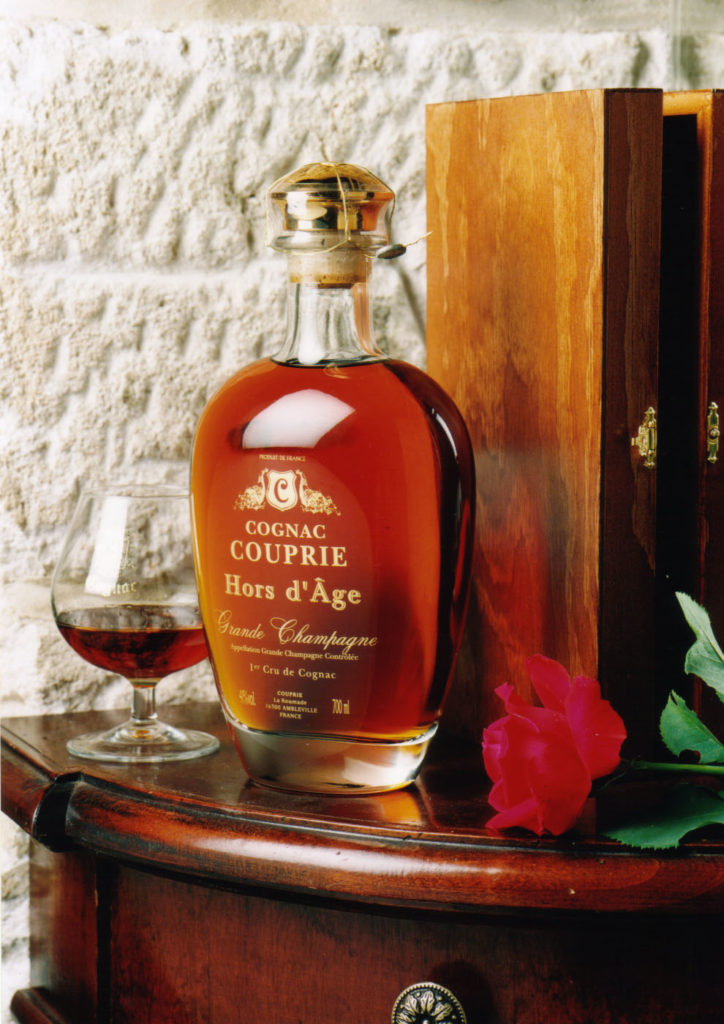
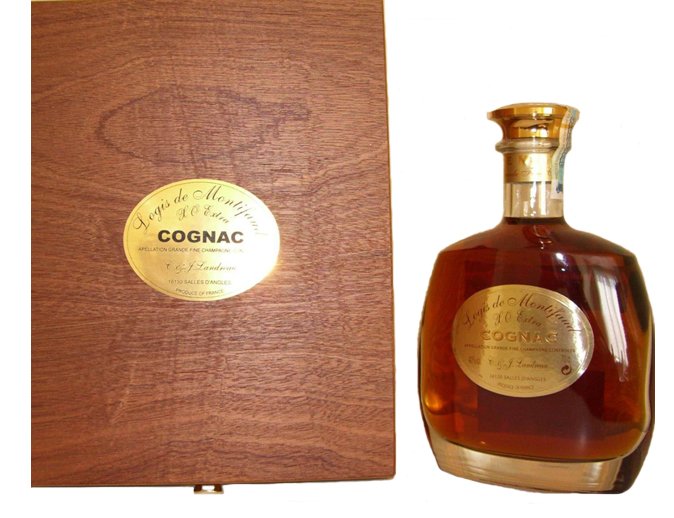
 Так, в 1840 году было основано поместье и одноименный коньячный дом «Ложи де Монтифо» (Logis de Montifaud), что переводится как «обитель Монтифо». Но в 1849 году дочь Пьера, Мари, унаследовала имение отца, и усадьбой перестали заниматься. Очень скоро все хозяйство, включая плодороднейшие, богатейшие земли и великолепный некогда дом, опять пришло в полнейшее запустение. В последующие несколько десятилетий никто им не занимался. Только в 1959 году это безнадежное поместье выкупил талантливый виноградарь и прямой потомок рода Ландро — Эмиль Ландро. Коньячный дом «Ложи де Монтифо» ожил вновь!
Так, в 1840 году было основано поместье и одноименный коньячный дом «Ложи де Монтифо» (Logis de Montifaud), что переводится как «обитель Монтифо». Но в 1849 году дочь Пьера, Мари, унаследовала имение отца, и усадьбой перестали заниматься. Очень скоро все хозяйство, включая плодороднейшие, богатейшие земли и великолепный некогда дом, опять пришло в полнейшее запустение. В последующие несколько десятилетий никто им не занимался. Только в 1959 году это безнадежное поместье выкупил талантливый виноградарь и прямой потомок рода Ландро — Эмиль Ландро. Коньячный дом «Ложи де Монтифо» ожил вновь! По причине умышленно ограниченных урожаев винограда, коньячные спирты получаются ароматно-насыщенными и элегантными. Виноградники не подвергаются никакому вмешательству химикатов, даже в особых случаях. В конце зимы, в феврале, вино (белое) подвергается двойной перегонке в двух медных кубах (аламбиках) «шарантского типа», объемом 12 и 22 гектолитров, сначала — до 28-30%, а потом — до 70%. Коньяк Logis de Montifaud обладает так называемой округлостью и красивым цветом янтаря, а во вкусе угадываются мотивы дубовой стружки и ванили.
По причине умышленно ограниченных урожаев винограда, коньячные спирты получаются ароматно-насыщенными и элегантными. Виноградники не подвергаются никакому вмешательству химикатов, даже в особых случаях. В конце зимы, в феврале, вино (белое) подвергается двойной перегонке в двух медных кубах (аламбиках) «шарантского типа», объемом 12 и 22 гектолитров, сначала — до 28-30%, а потом — до 70%. Коньяк Logis de Montifaud обладает так называемой округлостью и красивым цветом янтаря, а во вкусе угадываются мотивы дубовой стружки и ванили. Делать это, постоянно находясь в тени «большой четверки» (Couryoisier, Remy Martin, Hennessy и Martell), довольно сложно. Зато дому Logis de Montifaud удается создавать уникальные коньяки ручной выдержки, хоть и в крайне малых количествах.
Делать это, постоянно находясь в тени «большой четверки» (Couryoisier, Remy Martin, Hennessy и Martell), довольно сложно. Зато дому Logis de Montifaud удается создавать уникальные коньяки ручной выдержки, хоть и в крайне малых количествах.
 Отличается пряным, живым и тонким ароматом, фруктовым вкусом и длительным послевкусием.
Отличается пряным, живым и тонким ароматом, фруктовым вкусом и длительным послевкусием.
 Коньяк категории VS и VSOP доступен для широкого круга покупателей, также у нас вы можете купить раритетные версии коньяка с выдержкой более 50 лет. Рекомендуем также попробовать великие французские коньяки Хеннесси, Камю, Мартель, Remy Martin, Курвуазье.
Коньяк категории VS и VSOP доступен для широкого круга покупателей, также у нас вы можете купить раритетные версии коньяка с выдержкой более 50 лет. Рекомендуем также попробовать великие французские коньяки Хеннесси, Камю, Мартель, Remy Martin, Курвуазье. Таким образом, он стал первым представителем семьи Ландро, ведущим коньячное производство.
Таким образом, он стал первым представителем семьи Ландро, ведущим коньячное производство.

 Для производства коньяков в доме Logis de Montifaud используется виноград сорта Уньи Блан, произрастающий на известковых почвах.
Для производства коньяков в доме Logis de Montifaud используется виноград сорта Уньи Блан, произрастающий на известковых почвах. В купаж входят спирты, возраст самого молодого из которых 4 года. Вкус отличает хорошая атака и ванильные ноты. Может употребляться как соло, так и в качестве аперитива с тоником.
В купаж входят спирты, возраст самого молодого из которых 4 года. Вкус отличает хорошая атака и ванильные ноты. Может употребляться как соло, так и в качестве аперитива с тоником. Сортовой состав: 100% Уньи Блан. Крепость: 40%. XO — Extra — коньяк потрясающей округлости и сложности.
Сортовой состав: 100% Уньи Блан. Крепость: 40%. XO — Extra — коньяк потрясающей округлости и сложности.


 А что делать? – тут же сетует он. Профессии коньячного купажиста нигде не учат.
А что делать? – тут же сетует он. Профессии коньячного купажиста нигде не учат. Дело в том, что дистиллировать вино с осадком довольно хлопотно.
Дело в том, что дистиллировать вино с осадком довольно хлопотно. А затем, перемещают в так называемые «рыжие бочки».
А затем, перемещают в так называемые «рыжие бочки».
 Чтобы градус алкоголя опустился естественным образом до стандартного уровня 40 градусов, необходимо, чтобы коньяк пробыл в бочке порядка 70-80 лет.
Чтобы градус алкоголя опустился естественным образом до стандартного уровня 40 градусов, необходимо, чтобы коньяк пробыл в бочке порядка 70-80 лет. Такой, почти медицинский, способ разбавления спиртов, по словам Мишеля, крайне благоприятно сказывается на качестве напитка.
Такой, почти медицинский, способ разбавления спиртов, по словам Мишеля, крайне благоприятно сказывается на качестве напитка.

 Первый из продегустированных коньяков с приличной терпкой древесной доминантой, но не лишенный мягкости, гармонии фруктовых тонов и игрой ароматов в послевкусии.
Первый из продегустированных коньяков с приличной терпкой древесной доминантой, но не лишенный мягкости, гармонии фруктовых тонов и игрой ароматов в послевкусии. Данный пост является лишь выражением эмоций и отношения автора к определенному напитку и не ставит собой целью пропагандировать алкоголь и конкретный напиток, равно как и порочить их.
Данный пост является лишь выражением эмоций и отношения автора к определенному напитку и не ставит собой целью пропагандировать алкоголь и конкретный напиток, равно как и порочить их. Усадьба и благородные земли оказались преступно запущены.
Усадьба и благородные земли оказались преступно запущены.

 Он входит в группу независимых виноделов Шаранты (Vignerons Independants des Charentes).
Он входит в группу независимых виноделов Шаранты (Vignerons Independants des Charentes). Вот посему, в феврале 2007 года он был избран коллегами президентом Синдиката независимых виноделов Шаранты.
Вот посему, в феврале 2007 года он был избран коллегами президентом Синдиката независимых виноделов Шаранты. 01.2020.
01.2020. Однако во время Французской революции семья исчезла, а все их имущество было конфисковано. В 1789 г.Затем поместье было продано Пьеру Лонге, фермеру тогдашней графини Талейран-Перигор, за символическую цену.
Однако во время Французской революции семья исчезла, а все их имущество было конфисковано. В 1789 г.Затем поместье было продано Пьеру Лонге, фермеру тогдашней графини Талейран-Перигор, за символическую цену. Кристиан является постоянным участником многих винодельческих выставок по всей стране, увековечивая знания и признание бренда Cognac Logis de Montifaud.
Кристиан является постоянным участником многих винодельческих выставок по всей стране, увековечивая знания и признание бренда Cognac Logis de Montifaud.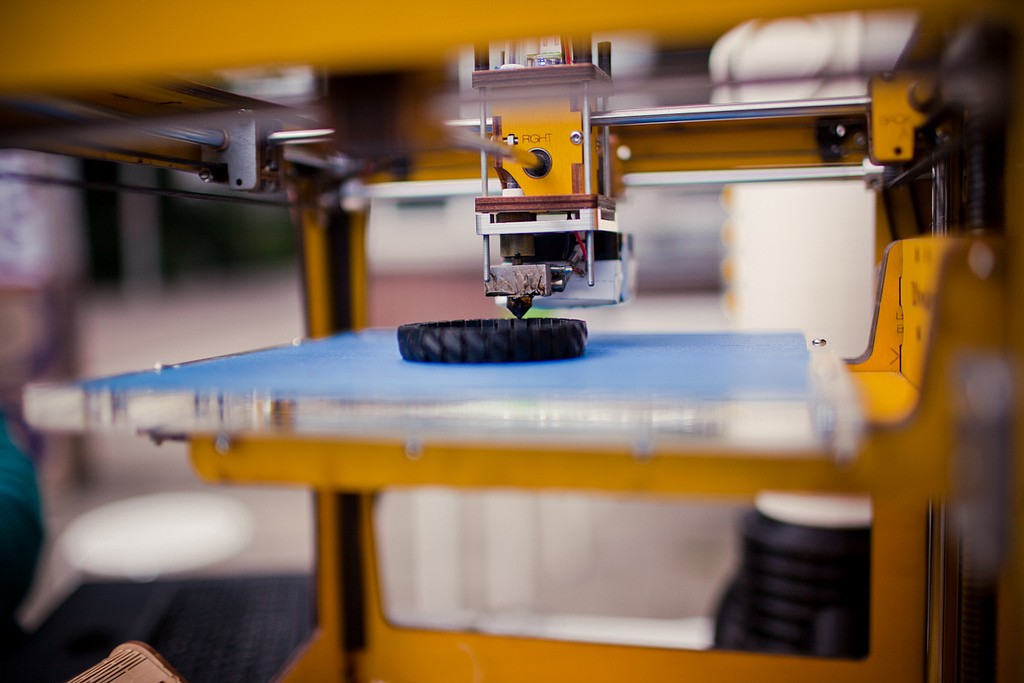



 4 мм
4 мм
 Трехмерная визуализация
Трехмерная визуализация
 Прямо сейчас
Прямо сейчас
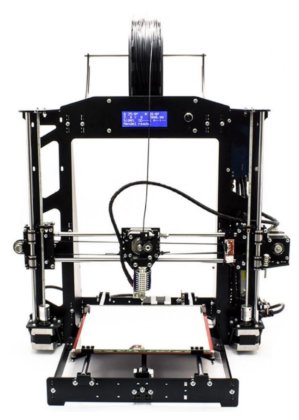
 Загрузите STL в Eiger и выберите материал и ориентацию. Программное обеспечение нарезает вашу деталь, автоматически создавая подложку, опоры, где это необходимо, и слой разделительного материала между подложкой/подпорками и самой деталью.
Загрузите STL в Eiger и выберите материал и ориентацию. Программное обеспечение нарезает вашу деталь, автоматически создавая подложку, опоры, где это необходимо, и слой разделительного материала между подложкой/подпорками и самой деталью. Агломерат
Агломерат Загрузите STL в Eiger и выберите базовые материалы и ориентацию детали.
Загрузите STL в Eiger и выберите базовые материалы и ориентацию детали. Используйте
Используйте
 см
см Это означает отсутствие рассыпчатой пудры, лазеров и традиционных мер предосторожности. Его безопасно использовать в условиях магазина с минимальными обновлениями оборудования.
Это означает отсутствие рассыпчатой пудры, лазеров и традиционных мер предосторожности. Его безопасно использовать в условиях магазина с минимальными обновлениями оборудования.
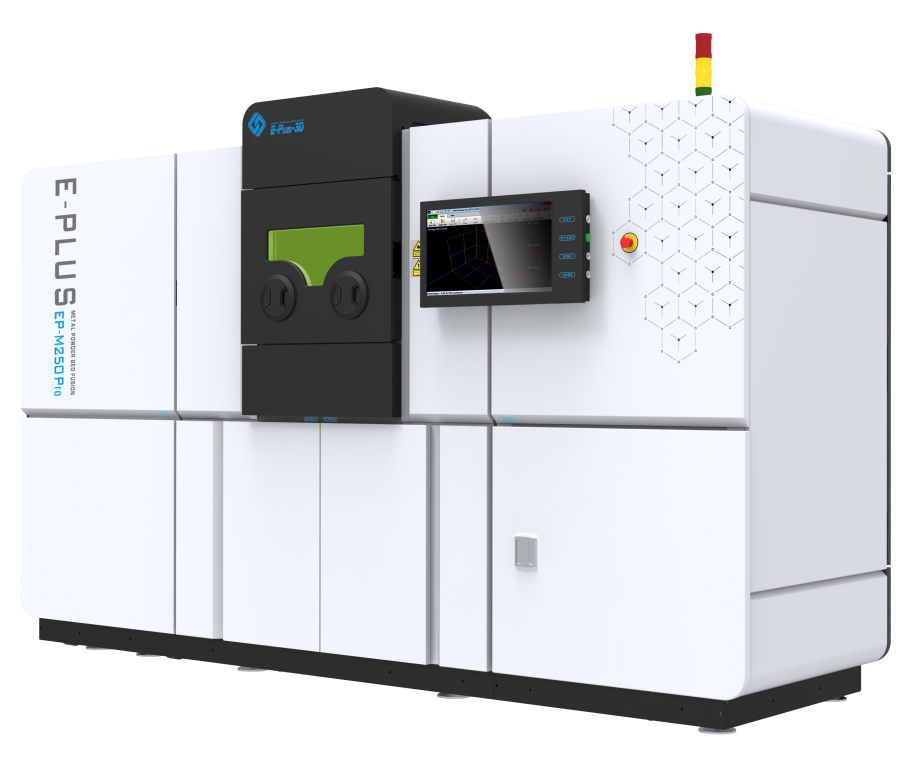
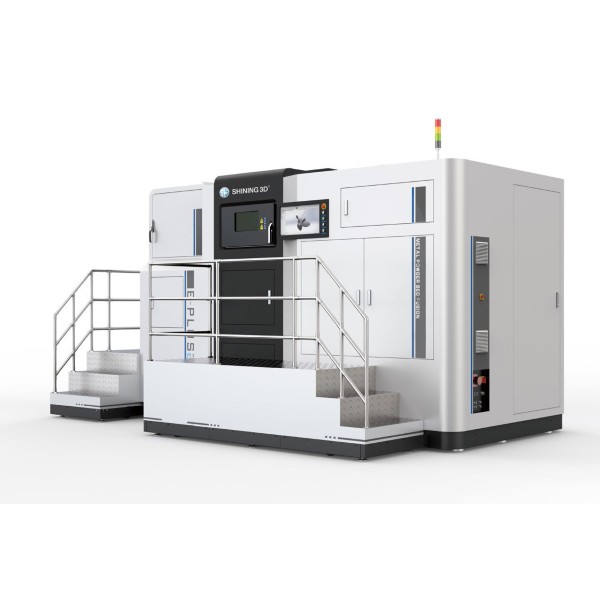
 Грубая механическая обработка, вибрационное старение, полуобработка, эффективность вибрации и тонкая обработка для уменьшения деформации станка, для обеспечения его точности и гарантии того, что точность станка останется неизменной в течение длительного времени.
Грубая механическая обработка, вибрационное старение, полуобработка, эффективность вибрации и тонкая обработка для уменьшения деформации станка, для обеспечения его точности и гарантии того, что точность станка останется неизменной в течение длительного времени.
 частота модуляции
частота модуляции




 Это гарантирует полное удаление выбросов выше и ниже материала.
Это гарантирует полное удаление выбросов выше и ниже материала.







 -Качественные комплексные решения для клиентов в области литиевых батарей, 3C, листового металла.
-Качественные комплексные решения для клиентов в области литиевых батарей, 3C, листового металла. .
.

 , робот, панелегиб и автоматизированный логистический склад.
, робот, панелегиб и автоматизированный логистический склад.

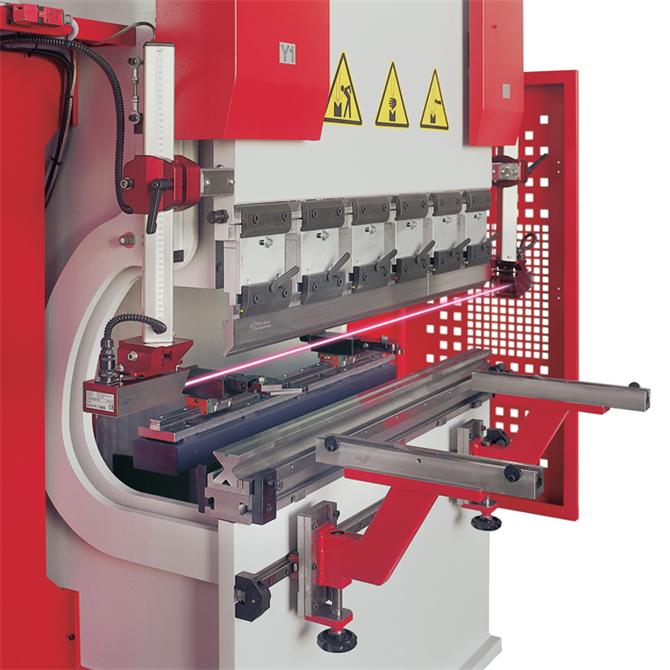
 Моторизованная система работает в автоматическом режиме. Параметры работы просчитываются системой ЧПУ в зависимости от введенных параметров заготовки и используемого инструмента.
Моторизованная система работает в автоматическом режиме. Параметры работы просчитываются системой ЧПУ в зависимости от введенных параметров заготовки и используемого инструмента.

 Некоторые люди говорят, что «наверху одиноко», нам это нравится. Помните ту сцену в старом салуне Дикого Запада, когда плохой человек вошел в двери, и все стало тихо. Что ж, наш листогибочный пресс с ЧПУ ADS — это наш «плохой человек», только без шпор. Когда ваша родословная не что иное, как лучшее, ваши результаты обычно следуют сами за собой.
Некоторые люди говорят, что «наверху одиноко», нам это нравится. Помните ту сцену в старом салуне Дикого Запада, когда плохой человек вошел в двери, и все стало тихо. Что ж, наш листогибочный пресс с ЧПУ ADS — это наш «плохой человек», только без шпор. Когда ваша родословная не что иное, как лучшее, ваши результаты обычно следуют сами за собой. DA-66T предлагает двухмерное программирование, которое включает в себя автоматический расчет последовательности изгибов и обнаружение столкновений. Полная 3D-настройка станка с несколькими инструментальными станциями. Высокоэффективные алгоритмы управления оптимизируют машинный цикл и минимизируют время настройки. Это делает эксплуатацию наших листогибочных станков еще проще, эффективнее и универсальнее, чем когда-либо.
DA-66T предлагает двухмерное программирование, которое включает в себя автоматический расчет последовательности изгибов и обнаружение столкновений. Полная 3D-настройка станка с несколькими инструментальными станциями. Высокоэффективные алгоритмы управления оптимизируют машинный цикл и минимизируют время настройки. Это делает эксплуатацию наших листогибочных станков еще проще, эффективнее и универсальнее, чем когда-либо. Это обеспечивает больший зазор при гибке деталей с большими фланцами. В некоторых случаях это позволяет покупателю приобрести более короткий листогибочный пресс. Большое пространство также может сократить время цикла, а применение высокодинамичных гидравлических сервоклапанов, управляющих всеми основными компонентами листогибочного пресса, способствует более быстрому движению машины, резко сокращая время цикла и улучшая производительность. Длинные двойные направляющие в сочетании с хорошо спроектированной цилиндрической конструкцией обеспечивают большое и гибкое раскрытие балки.
Это обеспечивает больший зазор при гибке деталей с большими фланцами. В некоторых случаях это позволяет покупателю приобрести более короткий листогибочный пресс. Большое пространство также может сократить время цикла, а применение высокодинамичных гидравлических сервоклапанов, управляющих всеми основными компонентами листогибочного пресса, способствует более быстрому движению машины, резко сокращая время цикла и улучшая производительность. Длинные двойные направляющие в сочетании с хорошо спроектированной цилиндрической конструкцией обеспечивают большое и гибкое раскрытие балки. Используя очень прочную конструкцию канала и трубы, весь компонент полностью изготовлен из стали и рассчитан на длительную работу.
Используя очень прочную конструкцию канала и трубы, весь компонент полностью изготовлен из стали и рассчитан на длительную работу. Основные компоненты доступны, если они когда-либо понадобятся.Список поставщиков листогибочного пресса ADS является как самым качественным, так и непатентованным, доступным со значительной сетью поддержки по всей территории США.
Основные компоненты доступны, если они когда-либо понадобятся.Список поставщиков листогибочного пресса ADS является как самым качественным, так и непатентованным, доступным со значительной сетью поддержки по всей территории США.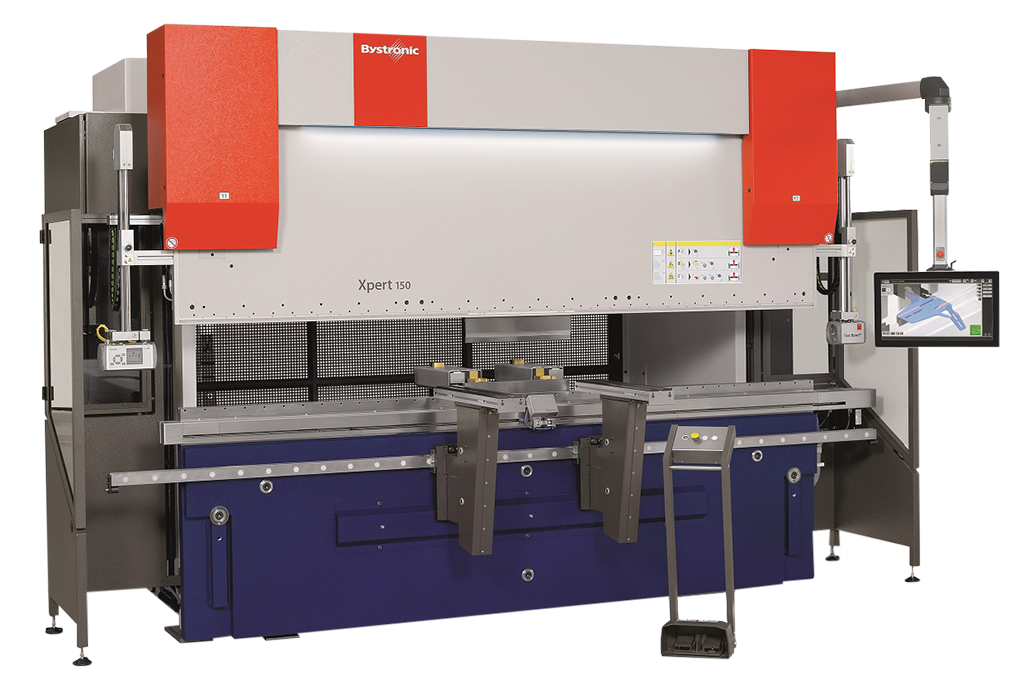 У нас они есть на складе, у нас есть поддержка на вашем заднем дворе, и у нас есть знания, необходимые для того, чтобы ваша компания была в плюсе. Запросите предложение у JMT, и вы получите отзывчивую компанию, которая по-прежнему считает, что обслуживание превыше всего.
У нас они есть на складе, у нас есть поддержка на вашем заднем дворе, и у нас есть знания, необходимые для того, чтобы ваша компания была в плюсе. Запросите предложение у JMT, и вы получите отзывчивую компанию, которая по-прежнему считает, что обслуживание превыше всего. Благодаря нашей экологически чистой гибридной технологии гибки листового металла с сервоприводом и электрическим сервоприводом компания ACCURL вошла в десятку лучших производителей листогибочных прессов в Китае, обладая значительным технологическим преимуществом перед конкурентами.
Благодаря нашей экологически чистой гибридной технологии гибки листового металла с сервоприводом и электрическим сервоприводом компания ACCURL вошла в десятку лучших производителей листогибочных прессов в Китае, обладая значительным технологическим преимуществом перед конкурентами. Благодаря передовым системам управления DELEM DA66T или Cybelec CybTouch 15PS с поддержкой 2D, серия Euro Pro справляется со всеми потребностями формовки листового металла по 4-6 осям.
Благодаря передовым системам управления DELEM DA66T или Cybelec CybTouch 15PS с поддержкой 2D, серия Euro Pro справляется со всеми потребностями формовки листового металла по 4-6 осям. Кроме того, это устраняет необходимость в гидравлическом масле и снижает потребление энергии на 50%.
Кроме того, это устраняет необходимость в гидравлическом масле и снижает потребление энергии на 50%.

 Хотя некоторые из этих материалов легче обрабатывать, чем массив, клей, скрепляющий материал, может быть чрезвычайно абразивным. Это может вызвать преждевременный износ инструмента и создать трудности при обработке дерева с ЧПУ. Важно отметить, что некоторые виды инженерной древесины труднее обрабатывать, чем другие, особенно с большим количеством связующего материала. Эти типы должны быть запрограммированы с менее агрессивными скоростями и подачами. Например, древесноволокнистые плиты средней плотности (МДФ) труднее обрабатывать, чем фанеру, но намного легче, чем фенольные.
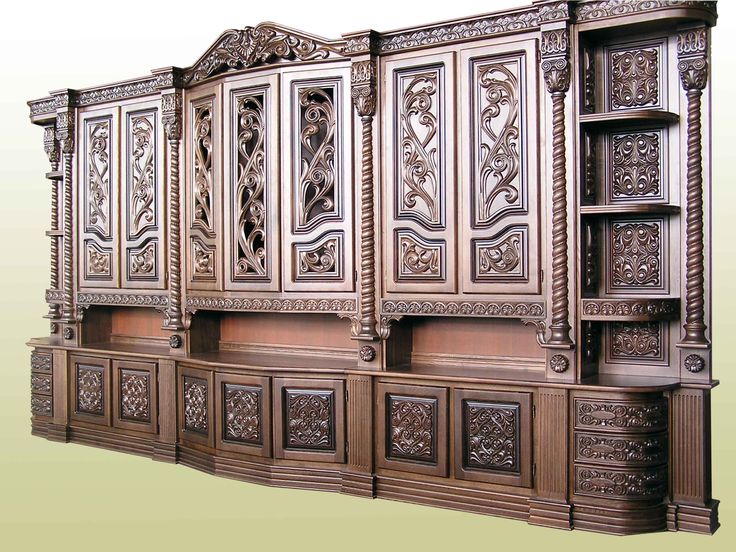
Хотя некоторые из этих материалов легче обрабатывать, чем массив, клей, скрепляющий материал, может быть чрезвычайно абразивным. Это может вызвать преждевременный износ инструмента и создать трудности при обработке дерева с ЧПУ. Важно отметить, что некоторые виды инженерной древесины труднее обрабатывать, чем другие, особенно с большим количеством связующего материала. Эти типы должны быть запрограммированы с менее агрессивными скоростями и подачами. Например, древесноволокнистые плиты средней плотности (МДФ) труднее обрабатывать, чем фанеру, но намного легче, чем фенольные. И это неудивительно, ведь лист фанеры характеризуется повышенными прочностными качествами, простотой обработки, длительным сроком эксплуатации и доступной стоимостью.
И это неудивительно, ведь лист фанеры характеризуется повышенными прочностными качествами, простотой обработки, длительным сроком эксплуатации и доступной стоимостью. Покрывается высокопрочной бумагой (пленкой), которую тщательно пропитывают синтетической смолой. Оптимальна для уличных работ, в частности, организация опалубки и строительство;
Покрывается высокопрочной бумагой (пленкой), которую тщательно пропитывают синтетической смолой. Оптимальна для уличных работ, в частности, организация опалубки и строительство; Оптимальна там, где на стройматериал будут оказываться повышенные нагрузки и давление;
Оптимальна там, где на стройматериал будут оказываться повышенные нагрузки и давление;
 Чрезвычайно распространенной проблемой при строительстве чего-либо из дерева является его склонность к деформации. Изменчивость влажности воздуха неизбежно влияет на содержание влаги в древесине. Любое изменение содержания влаги (будь то увеличение или уменьшение) нарушит форму заготовки. Вот почему необходимо учитывать, какой влажности подвергается продукт в месте произрастания.
Чрезвычайно распространенной проблемой при строительстве чего-либо из дерева является его склонность к деформации. Изменчивость влажности воздуха неизбежно влияет на содержание влаги в древесине. Любое изменение содержания влаги (будь то увеличение или уменьшение) нарушит форму заготовки. Вот почему необходимо учитывать, какой влажности подвергается продукт в месте произрастания. Стоит отметить, что, как и синтетические полимеры, древесина является вязкоупругим материалом, который поглощает энергию по мере того, как становится более влажным. Пропорциональный предел его механических свойств усиливается с увеличением влаги.
Стоит отметить, что, как и синтетические полимеры, древесина является вязкоупругим материалом, который поглощает энергию по мере того, как становится более влажным. Пропорциональный предел его механических свойств усиливается с увеличением влаги. Эти свойства ниже в этой части древесины, потому что волокна вокруг сучка деформируются и приводят к концентрации напряжений. Вокруг сучков во время сушки часто возникает «чеканка» (растрескивание из-за усадки). Твердость и прочность перпендикулярно зерну являются исключениями из обычно более низких механических свойств. Из-за этих последних двух исключений параметры деревообрабатывающей обработки должны быть уменьшены при столкновении с сучковатым участком заготовки, чтобы избежать ударной нагрузки.
Эти свойства ниже в этой части древесины, потому что волокна вокруг сучка деформируются и приводят к концентрации напряжений. Вокруг сучков во время сушки часто возникает «чеканка» (растрескивание из-за усадки). Твердость и прочность перпендикулярно зерну являются исключениями из обычно более низких механических свойств. Из-за этих последних двух исключений параметры деревообрабатывающей обработки должны быть уменьшены при столкновении с сучковатым участком заготовки, чтобы избежать ударной нагрузки. Для этого материала как никогда важна точность позиционирования станка, чтобы мелкие узоры получились максимально точные и ровные.
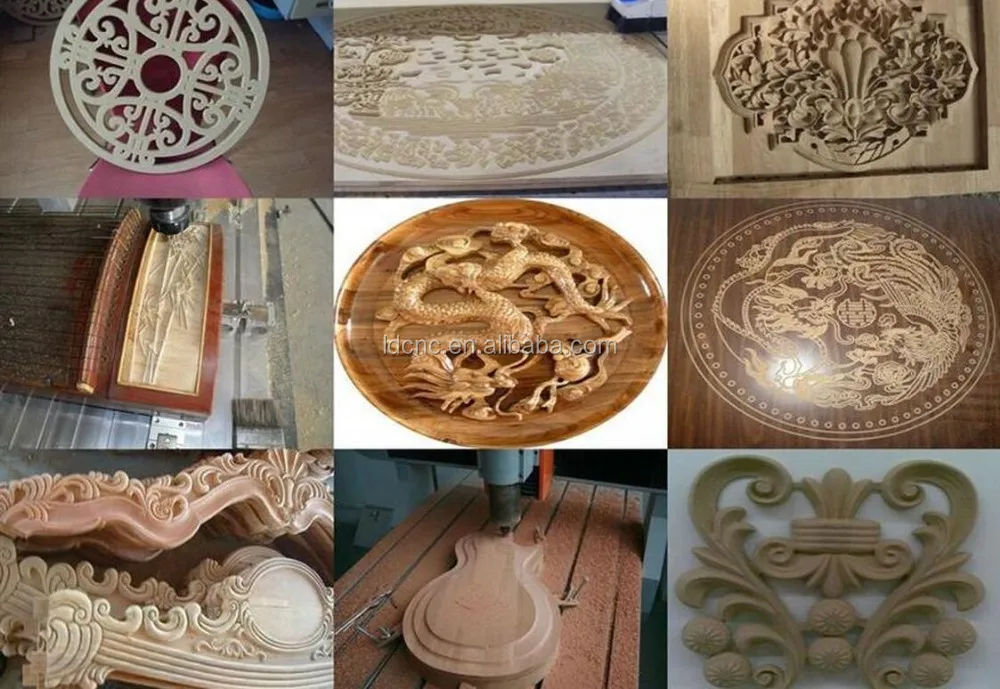
Для этого материала как никогда важна точность позиционирования станка, чтобы мелкие узоры получились максимально точные и ровные. 3D — не очень хорошо, потому что могут отрываться какие то элементы.
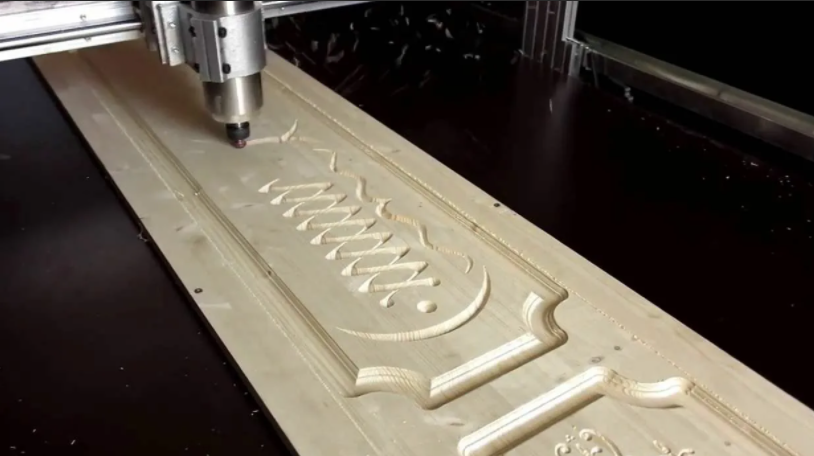
3D — не очень хорошо, потому что могут отрываться какие то элементы. Подумайте обо всех творческих возможностях фрезерования: дверные панели, крышки ящиков, фризовые доски, эмблемы, награды, произведения искусства, знаки или ваша подпись, вырезанная на обратной стороне проекта. Чем больше вы будете использовать свой фрезерный станок с ЧПУ, тем больше проектов вы для него найдете.
Подумайте обо всех творческих возможностях фрезерования: дверные панели, крышки ящиков, фризовые доски, эмблемы, награды, произведения искусства, знаки или ваша подпись, вырезанная на обратной стороне проекта. Чем больше вы будете использовать свой фрезерный станок с ЧПУ, тем больше проектов вы для него найдете. Vectric Aspire, Rhino и 3D Systems Geomagic Freeform являются одними из многих примеров программного обеспечения, способного создавать 3D-модели, пригодные для резьбы на станке с ЧПУ.
Vectric Aspire, Rhino и 3D Systems Geomagic Freeform являются одними из многих примеров программного обеспечения, способного создавать 3D-модели, пригодные для резьбы на станке с ЧПУ. д.
д. Разница между отличным и средним фрезерованием сводится к параметрам шага и боковой скорости при настройке файлов для фрезерования. Шаг — это расстояние между проходами инструмента во время операции. Чем больше шаг, тем быстрее процесс резки, но меньше детализация. Меньший шаг означает большее время процесса, но более высокая детализация. Как правило, скорость черновой резки можно регулировать с помощью максимального шага и боковой скорости. Однако чистовая резка требует некоторой осторожности, чтобы найти необходимый баланс между детализацией и временем производства. Последний совет: когда вы переходите от чернового сверла к чистовому, не забудьте обнулить высоту оси z!
Разница между отличным и средним фрезерованием сводится к параметрам шага и боковой скорости при настройке файлов для фрезерования. Шаг — это расстояние между проходами инструмента во время операции. Чем больше шаг, тем быстрее процесс резки, но меньше детализация. Меньший шаг означает большее время процесса, но более высокая детализация. Как правило, скорость черновой резки можно регулировать с помощью максимального шага и боковой скорости. Однако чистовая резка требует некоторой осторожности, чтобы найти необходимый баланс между детализацией и временем производства. Последний совет: когда вы переходите от чернового сверла к чистовому, не забудьте обнулить высоту оси z!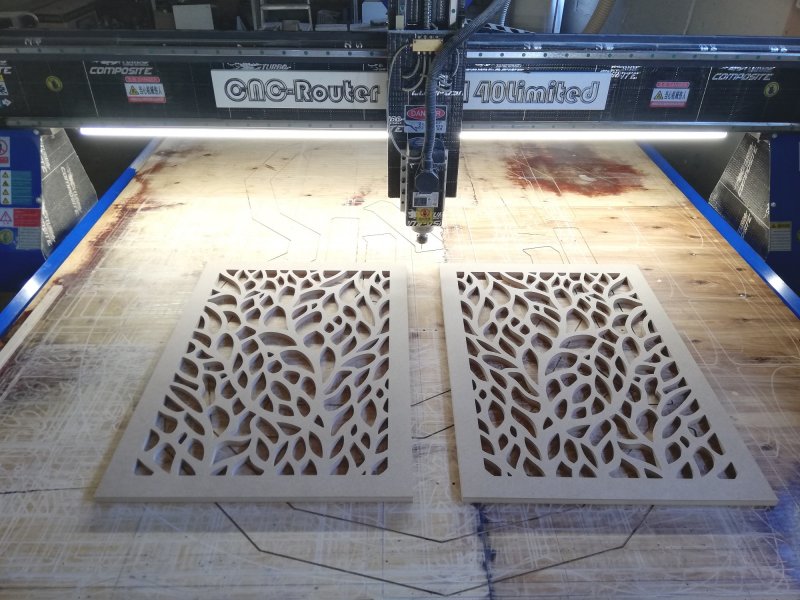 Допустим, вам нужно вырезать дюжину верхних крышек для упаковки рождественских подарков. Вы можете запрограммировать фрезерный станок с ЧПУ так, чтобы сделать только черновой вариант дизайна. После этого вам будет необходимо оживить резьбу так, как это не под силу машине, с помощью четких деталей и ручной текстуризации.
Допустим, вам нужно вырезать дюжину верхних крышек для упаковки рождественских подарков. Вы можете запрограммировать фрезерный станок с ЧПУ так, чтобы сделать только черновой вариант дизайна. После этого вам будет необходимо оживить резьбу так, как это не под силу машине, с помощью четких деталей и ручной текстуризации.
 2 Градус
2 Градус США
США
 Эти станки с ЧПУ, универсальные в производстве из дерева и многих других материалов, являются одними из лучших фрезерных станков с ЧПУ, которые вы найдете на рынке. От 3-осевых, 4-осевых до 5-осевых фрезерных станков с ЧПУ — эти станки подойдут для любого бюджета и любой работы.
Эти станки с ЧПУ, универсальные в производстве из дерева и многих других материалов, являются одними из лучших фрезерных станков с ЧПУ, которые вы найдете на рынке. От 3-осевых, 4-осевых до 5-осевых фрезерных станков с ЧПУ — эти станки подойдут для любого бюджета и любой работы. 0003
0003 5KW MTC 18K ROM Lower Spindle
5KW MTC 18K ROM Lower Spindle  4 x 8 футов, 5 футов x 10 футов
4 x 8 футов, 5 футов x 10 футов 
 Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Отогнутый проходной резец может обрабатывать торцы при поперечной подаче. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
 Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.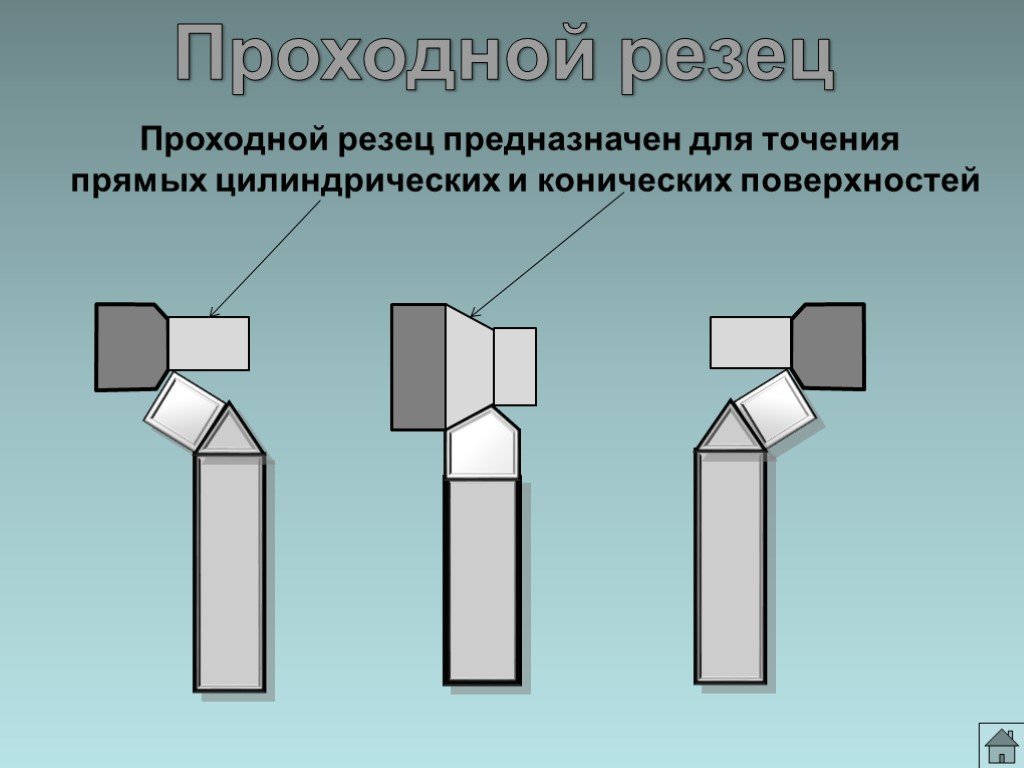 Сразу необходимо заострить внимание на характеристиках режущих поверхностей. Независимо от типа, они всегда делаются из специальных сплавов. Самыми популярными считаются Т5К10, ВК8 и т. д.
Сразу необходимо заострить внимание на характеристиках режущих поверхностей. Независимо от типа, они всегда делаются из специальных сплавов. Самыми популярными считаются Т5К10, ВК8 и т. д.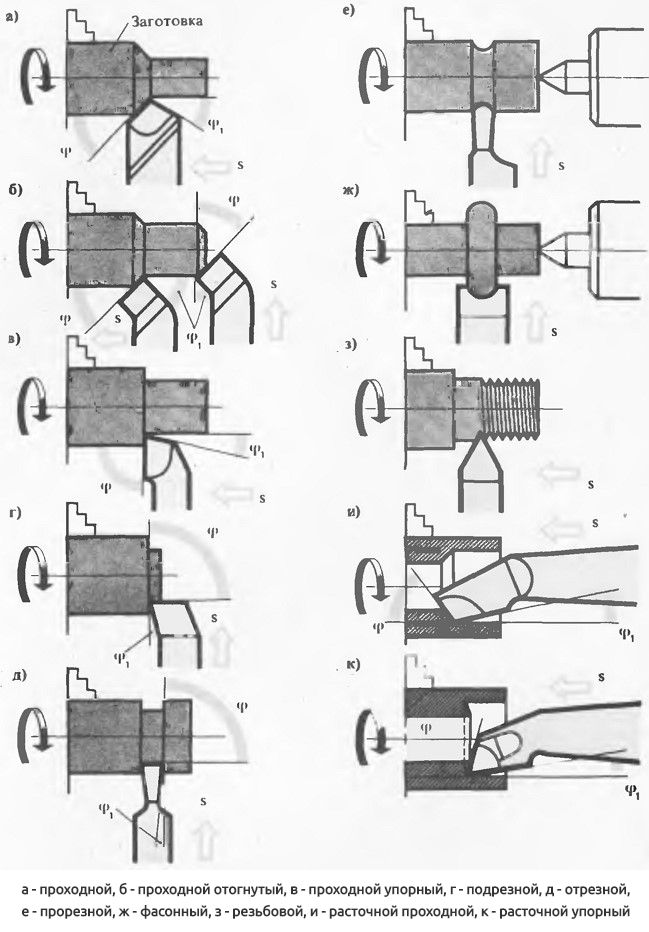 Он может иметь направление в правую или левую стороны. Применяются они в соответствии с расположением обрабатываемой детали на станке. Чаще всего применение сводится к работам на торцах будущих изделий и реже к съему фасок.
Он может иметь направление в правую или левую стороны. Применяются они в соответствии с расположением обрабатываемой детали на станке. Чаще всего применение сводится к работам на торцах будущих изделий и реже к съему фасок.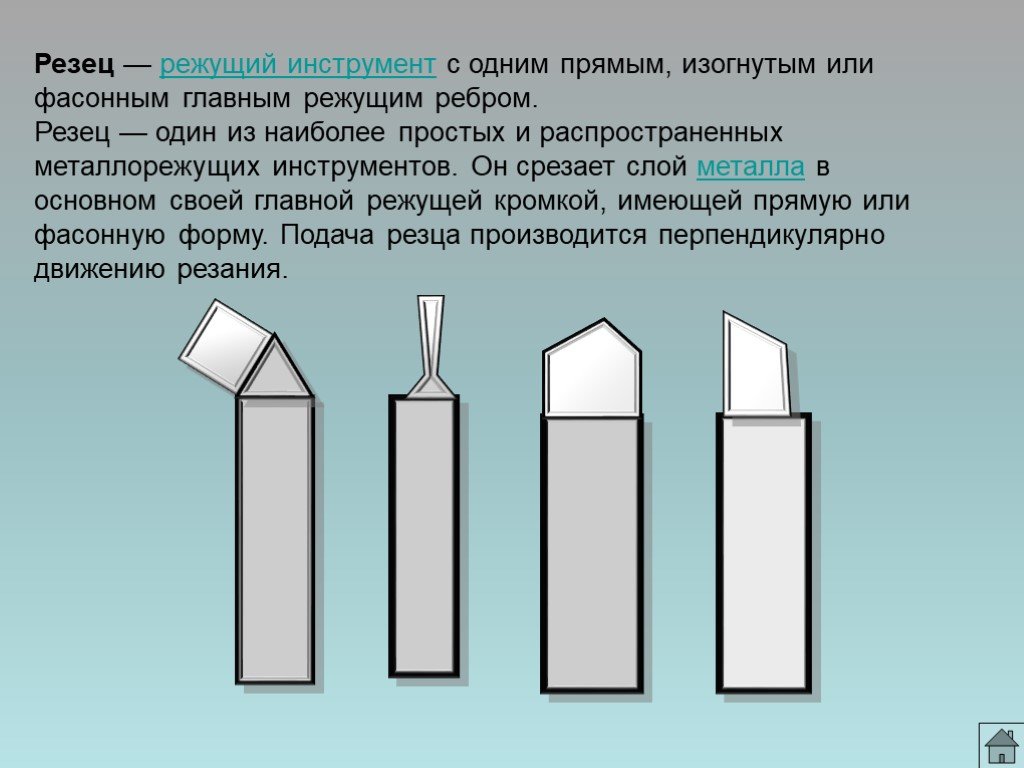 Они также могут быть прямыми! Для обозначения изделий не обязательно упоминать все нюансы их формы. Достаточно сказать, что они являются проходными упорными!
Они также могут быть прямыми! Для обозначения изделий не обязательно упоминать все нюансы их формы. Достаточно сказать, что они являются проходными упорными! Главное и единственное отличие в том, что у первых форма режущей пластины похожа на равносторонний треугольник с одной изогнутой гранью. При этом подрезные инструменты бывают как отогнутыми, так и упорными. Хотя второй тип встречается намного реже.
Главное и единственное отличие в том, что у первых форма режущей пластины похожа на равносторонний треугольник с одной изогнутой гранью. При этом подрезные инструменты бывают как отогнутыми, так и упорными. Хотя второй тип встречается намного реже. Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости.
Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости.


 Центральные резцы имеют более острые резцовые углы, чем боковые резцы. Центральные резцы верхней челюсти также уникальны тем, что они больше, чем центральные резцы нижней челюсти. Верхнечелюстные боковые резцы часто наиболее разнообразны по своей форме. Иногда боковые резцы верхней челюсти могут иметь форму штифта и поэтому называются «латеральными штифтами». Боковые резцы верхней челюсти также могут отсутствовать врожденно. Центральный резец нижней челюсти — самый маленький зуб из всех резцов. 4
Центральные резцы имеют более острые резцовые углы, чем боковые резцы. Центральные резцы верхней челюсти также уникальны тем, что они больше, чем центральные резцы нижней челюсти. Верхнечелюстные боковые резцы часто наиболее разнообразны по своей форме. Иногда боковые резцы верхней челюсти могут иметь форму штифта и поэтому называются «латеральными штифтами». Боковые резцы верхней челюсти также могут отсутствовать врожденно. Центральный резец нижней челюсти — самый маленький зуб из всех резцов. 4  Язычная образована одним язычным гребнем, который лежит между двумя язычными ямками. 4
Язычная образована одним язычным гребнем, который лежит между двумя язычными ямками. 4 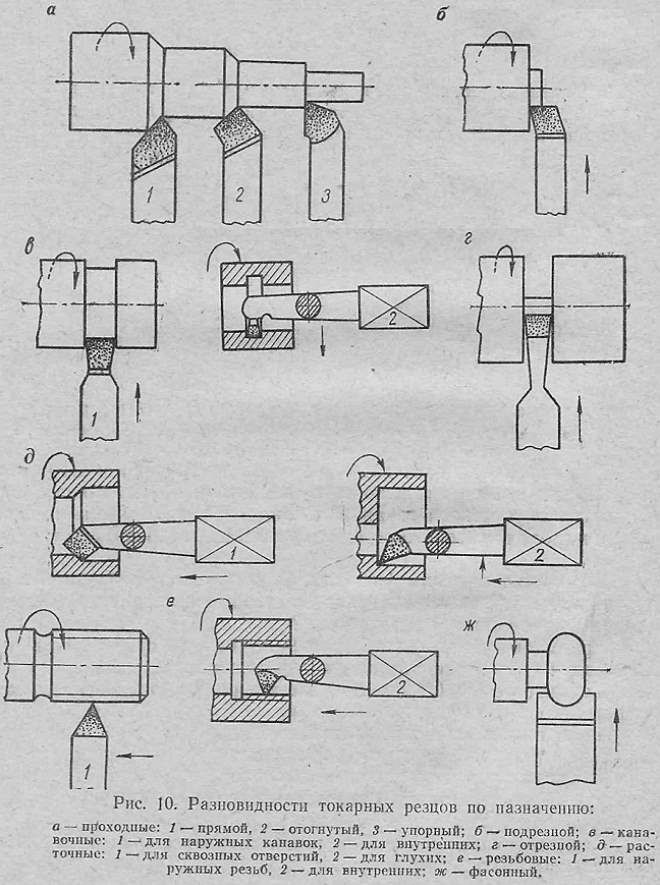 Первые клыки начинают появляться в возрасте от 16 до 20 месяцев. Для молочных клыков верхние зубы появятся непосредственно перед нижними. Их заменяют постоянные клыки. Эти зубы обычно появляются в возрасте от 9 до 12 лет. Они прорезываются напротив молочных клыков, поскольку нижние зубы обычно появляются раньше верхних. Нижние клыки обычно появляются в возрасте около девяти лет, а верхние клыки обычно появляются в возрасте около 11 или 12 лет.
Первые клыки начинают появляться в возрасте от 16 до 20 месяцев. Для молочных клыков верхние зубы появятся непосредственно перед нижними. Их заменяют постоянные клыки. Эти зубы обычно появляются в возрасте от 9 до 12 лет. Они прорезываются напротив молочных клыков, поскольку нижние зубы обычно появляются раньше верхних. Нижние клыки обычно появляются в возрасте около девяти лет, а верхние клыки обычно появляются в возрасте около 11 или 12 лет.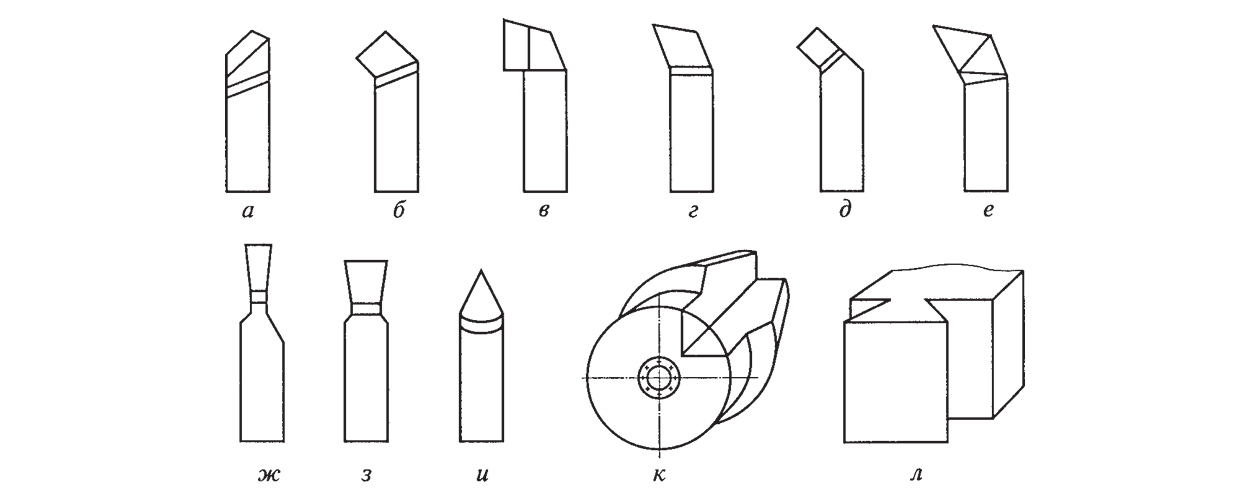 Постоянные моляры располагаются позади молочных зубов, а не заменяют их. Эти зубы впервые начинают появляться в возрасте от 12 до 15 месяцев. Первые моляры обычно прорезываются примерно в возрасте шести лет до того, как молочные моляры выпадут. Вторые моляры обычно прорезываются в возрасте от 11 до 13 лет.0003
Постоянные моляры располагаются позади молочных зубов, а не заменяют их. Эти зубы впервые начинают появляться в возрасте от 12 до 15 месяцев. Первые моляры обычно прорезываются примерно в возрасте шести лет до того, как молочные моляры выпадут. Вторые моляры обычно прорезываются в возрасте от 11 до 13 лет.0003 Все эти пять типов зубов служат определенной цели, когда речь идет о расщеплении пищи, чтобы сделать ее более удобоваримой. Служа такой важной цели, помимо вашей улыбки, вы хотите убедиться, что о ваших зубах заботятся должным образом. Приходите к доктору Акосте в стоматологическую клинику Hancock Village Dental, чтобы убедиться в здоровье своих зубов.
Все эти пять типов зубов служат определенной цели, когда речь идет о расщеплении пищи, чтобы сделать ее более удобоваримой. Служа такой важной цели, помимо вашей улыбки, вы хотите убедиться, что о ваших зубах заботятся должным образом. Приходите к доктору Акосте в стоматологическую клинику Hancock Village Dental, чтобы убедиться в здоровье своих зубов. Меня приняли очень вовремя, ждать не пришлось. Очень рекомендую пройти эту практику!
Меня приняли очень вовремя, ждать не пришлось. Очень рекомендую пройти эту практику!

 ) для фрезерного станка корвет 86 Назначение: фрезерные станки
) для фрезерного станка корвет 86 Назначение: фрезерные станки К-86 для фрезерного станка (фрезера) энкор Корвет 86 Производитель: Энкор
К-86 для фрезерного станка (фрезера) энкор Корвет 86 Производитель: Энкор вес заготовки)
вес заготовки) Ведущая бобышка 50 мм (коническое отверстие HSK-A100)
Ведущая бобышка 50 мм (коническое отверстие HSK-A100)  с.
с.
 prof.ru
prof.ru 5037583-02
5037583-02 70 р. шт
70 р. шт options",
"triggerTarget":"#switcher-language-trigger-nav",
"closeOnMouseLeave": false,
"triggerClass":"active",
"parentClass":"active",
"buttons":null}}»>
options",
"triggerTarget":"#switcher-language-trigger-nav",
"closeOnMouseLeave": false,
"triggerClass":"active",
"parentClass":"active",
"buttons":null}}»>

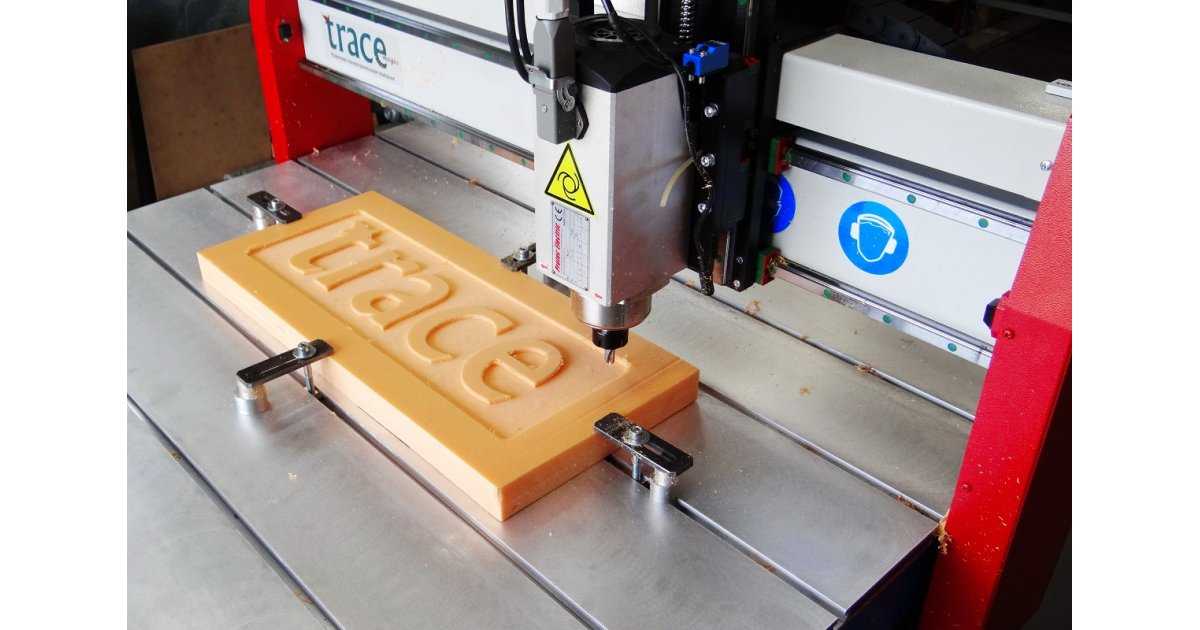
 Можно задавать разные параметры работы сверла и фрезы — прорезка древесины насквозь, большие или небольшие углубления.
Можно задавать разные параметры работы сверла и фрезы — прорезка древесины насквозь, большие или небольшие углубления.

 д. — ассортимент продукции чрезвычайно широк.
д. — ассортимент продукции чрезвычайно широк.
 Глубокие пазы рекомендуется «проходить» в несколько этапов.
Глубокие пазы рекомендуется «проходить» в несколько этапов.
 создаётся программа обработки для станка. Сложную трёхмерную модель изделия можно создавать в программах 3DMax, Rhinoceros и пр., или воспользоваться съёмкой прототипа с натуры при помощи лазерного трёхмерного сканера.
создаётся программа обработки для станка. Сложную трёхмерную модель изделия можно создавать в программах 3DMax, Rhinoceros и пр., или воспользоваться съёмкой прототипа с натуры при помощи лазерного трёхмерного сканера. Конический гравер предназначен для нанесения U-образной гравировки (в том числе текста) и обработки трёхмерных объектов, содержащих множество мелких деталей рисунка. В обработке трёхмерных изображений существует самостоятельный дизайнерский стиль, так называемая V-гравировка. Для её осуществления применяется специализированная фреза — V-гравер.
Конический гравер предназначен для нанесения U-образной гравировки (в том числе текста) и обработки трёхмерных объектов, содержащих множество мелких деталей рисунка. В обработке трёхмерных изображений существует самостоятельный дизайнерский стиль, так называемая V-гравировка. Для её осуществления применяется специализированная фреза — V-гравер. 2 Градус
2 Градус США
США


 STYLECNC предложит вам 2022 высококлассных фрезерных станка с ЧПУ по дереву с индивидуальными услугами по резке, резьбе, гравировке, фрезерованию и маршрутизации с ЧПУ, чтобы соответствовать вашим 2D, 2.5D и 3D деревообрабатывающим проектам с ЧПУ, планам и идеям в области искусства и ремесел по дереву, изготовление вывесок, изготовление шкафов, изготовление дверей, изготовление мебели для дома и офиса, украшения и музыкальные инструменты.
STYLECNC предложит вам 2022 высококлассных фрезерных станка с ЧПУ по дереву с индивидуальными услугами по резке, резьбе, гравировке, фрезерованию и маршрутизации с ЧПУ, чтобы соответствовать вашим 2D, 2.5D и 3D деревообрабатывающим проектам с ЧПУ, планам и идеям в области искусства и ремесел по дереву, изготовление вывесок, изготовление шкафов, изготовление дверей, изготовление мебели для дома и офиса, украшения и музыкальные инструменты.
 Программное обеспечение САПР позволяет пользователям создавать проекты, которые они хотят, для работы на деревообрабатывающем станке с ЧПУ. После завершения этого проекта программное обеспечение CAM преобразует проект в код пути инструмента, который может понять станок с ЧПУ по дереву. Затем компьютер преобразует этот код в сигнал, управляющий движением системы привода машины. Система привода включает в себя шпиндель, который является частью, сохраняющей фактическое положение станка. Шпиндель вращается от 8 000 до 50 000 раз в минуту для резки материала. Короче говоря, пользователь создает дизайн и использует программное обеспечение для создания инструкций для машины.
Программное обеспечение САПР позволяет пользователям создавать проекты, которые они хотят, для работы на деревообрабатывающем станке с ЧПУ. После завершения этого проекта программное обеспечение CAM преобразует проект в код пути инструмента, который может понять станок с ЧПУ по дереву. Затем компьютер преобразует этот код в сигнал, управляющий движением системы привода машины. Система привода включает в себя шпиндель, который является частью, сохраняющей фактическое положение станка. Шпиндель вращается от 8 000 до 50 000 раз в минуту для резки материала. Короче говоря, пользователь создает дизайн и использует программное обеспечение для создания инструкций для машины.

 5D Machining, 3D Machining
5D Machining, 3D Machining Большинство фрезерных станков с ЧПУ по дереву начального уровня для любителей стоят от 2580 до 5280 долларов, а некоторые могут стоить до 7200 долларов. Высококачественные станки с ЧПУ по дереву, такие как профессиональные фрезерные станки с ЧПУ по дереву для энтузиастов, стоят от 3680 до 16 000 долларов, в зависимости от возможностей станка. Наконец, корпоративные и промышленные фрезерные станки с ЧПУ по дереву дороги в владении и эксплуатации для коммерческого использования и могут стоить от 18 000 до 120 000 долларов.
Большинство фрезерных станков с ЧПУ по дереву начального уровня для любителей стоят от 2580 до 5280 долларов, а некоторые могут стоить до 7200 долларов. Высококачественные станки с ЧПУ по дереву, такие как профессиональные фрезерные станки с ЧПУ по дереву для энтузиастов, стоят от 3680 до 16 000 долларов, в зависимости от возможностей станка. Наконец, корпоративные и промышленные фрезерные станки с ЧПУ по дереву дороги в владении и эксплуатации для коммерческого использования и могут стоить от 18 000 до 120 000 долларов. 00
00

 Это призматическая фреза, используемая при изготовлении плит высокой плотности, дверей из массива дерева и мебели.
Это призматическая фреза, используемая при изготовлении плит высокой плотности, дверей из массива дерева и мебели.


 Механический сброс.
Механический сброс.  Возможно, щелкните правой кнопкой мыши в активном окне обработки, чтобы открыть контекстное меню, выберите [Открыть и загрузить (O)…] и выберите нужный файл обработки во всплывающем диалоговом окне операции с файлом. Затем после нажатия кнопки «Открыть» программа обработки загружается в систему. В этот момент вы можете щелкнуть окно «Активно», чтобы проверить текущий файл.
Возможно, щелкните правой кнопкой мыши в активном окне обработки, чтобы открыть контекстное меню, выберите [Открыть и загрузить (O)…] и выберите нужный файл обработки во всплывающем диалоговом окне операции с файлом. Затем после нажатия кнопки «Открыть» программа обработки загружается в систему. В этот момент вы можете щелкнуть окно «Активно», чтобы проверить текущий файл.