Центровка — сверло — оправка и патрон — что это такое и как отличить
Уверен, что многие из Вас сталкивались с ситуацией, когда два специалиста используют в разговоре технические термины, но при этом не понимают друг друга, или понимают, но как потом выясняется, понимают неправильно. И, на мой взгляд, основная причина в отсутствии полноценной терминологии в некоторых аспектах машиностроения. Например, в чертежах есть свои специальные символы, обозначения, стандартные элементы, закреплённые в ГОСТ, металлы имеют свои группы и классификации, хвостовики ПАТРОНОВ и ОПРАВОК имеют свои наименования и стандарты. Но как быть, как раз, с этими патронами и оправками?
При обычном общении на производстве, при написании документов типа «Техпроцесс», в других ситуациях часто используются понятия, которые специалистами разного уровня воспринимаются не совсем корректно, а иногда и вовсе неправильно. Именно из-за того, что люди воспринимают один и тот же термин по-разному и происходят нестыковки, недопонимания, ошибки. Технолог в Техпроцессе, формулируя структуру перехода, использует специальный термин, который иногда и сам понимает неправильно, а склад и оператор на станке понимают его по-своему или не понимают вовсе и действуют в соответствии со своими собственными измышлениями.
Очень много ошибок и разночтений в каталогах инструментальных компаний. Очень часто неправильно описывают те или иные материалы, технологические операции, элементы инструмента.
Например, как многие воспринимают термин «центровка»?
В толковых словарях этот термин расшифровывается так:
Центровка – определенное расположение центра тяжести чего- либо (механизма, сооружения и т.п.) относительно геометрических осей.
Хотя большинство технарей при слове «центровка» представляют что-то подобное:
В тех же толковых словарях описание жаргонного выражения «центровка» — сверло с центральным – между двумя резцами — остриём; центровое сверло. Если честно, описание так себе.
В то же время, инструмент изображённый выше имеет совершенно определённое название, сформулированное в ГОСТ 14952-75 — Настоящий стандарт распространяется на комбинированные центровочные сверла для обработки центровых отверстий. И этот инструмент вообще-то не предназначен для разметки отверстий перед сверлением обычным сверлом. Он предназначен для формировании полноценных центровых отверстий на торцах валов для последующей установки их в центра при точении, шлифовке и прочих видах обработки. Такие же центра используются при шлифовке инструмента. Самый яркий пример – метчики.
Конечно, никто не собирается использовать центровочные свёрла только для формирования центров на валах. Благодаря своей жёсткой конструкции они повсеместно используются для предварительной разметки перед сверлением. А в современном мире ЧПУ рынок предлагает и совершенно не похожий на изначальный инструмент, который тоже называют «центровкой» или «центровочным сверлом».
По сути это выполненное максимально жёстким обычное сверло
И, на мой взгляд, второй вариант предпочтительнее, так как задаёт похожую на геометрию сверла точку касания, из-за чего рабочее сверло гарантированно идёт туда куда нужно.
Следующий пример, это различие понятий ПАТРОН и ОПРАВКА. Для многих эти два слова означают одно и то же. Но уверен, что у каждого при упоминании этих терминов, перед глазами возникает какая-то своя картинка, которая довольно часто отличается от картинки собеседника.
На самом же деле, элементы оснастки, описываемые этими терминами, сильно отличаются. Возможно, для кого-то эти различия очевидны, но всё же поясню.
ОПРАВКА, элемент инструментальной оснастки, чаще всего устанавливающийся непосредственно в шпиндель станка, на револьвер, на стол, и служащий для закрепления инструмента или заготовки. Точно так же описывается и патрон. Но в чём же различия?
ОПРАВКА – это элемент, крепление к которому или крепление на который или крепление с помощью которого происходит за его внешние элементы. То есть на конус оправки, на цилиндр оправки, на плоскость оправки.
ПАТРОН же удерживает инструмент или деталь в большинстве случаев с использованием своих внутренних поверхностей, отверстий, сжимающихся кулачков.
Оправки:
Оправка для насадной фрезы Оправка с конусом Оправка для детали
Патроны:
Сверлильный патрон Цанговый патрон под ER Токарный патрон
Но это правило, основанное на моих наблюдения, очень часто нарушается. В каталогах ПАТРОНЫ под Weldon очень часто называют ОПРАВКАМИ под Weldon, и это уже никого не смущает и не напрягает. Но многие продолжают путать эти понятия и применяют их не к месту.
Продолжение следует…..
ООО «Опытный завод №31 Гражданской авиации»
Услуги металлообработки и изготовления деталей по чертежам заказчика на оборудовании нашего завода
Перейти
Фрезерные оправки
Фрезерные оправки: виды, конструкция и применение
Основные типы хвостовиков фрезерных оправок
Конусы – самый распространенный тип хвостовиков фрезерных патронов. Преимущества: быстрая смена оснастки и инструмента, высокая точность центрирования, надежность крепления.
На сегодняшний день фрезерные оправки производятся со следующими хвостовиками:
1) Конус Морзе (DIN 228, ГОСТ 25551, конусность 1:19 ~ 1:20). Для ЧПУ не предназначен, один из самых старых инструментальных конусов. Ставится на универсальные фрезерные центры, сверлильные станки. Самоторможение или самозаклинивание не позволяет автоматически поменять оснастку, как на автоматическом оборудовании. Как правило, отбалансированы на частоту вращения не более 12000 об/мин.
2) Конус 7:24 ISO, соотношение 7:24 (SK – DIN 69871, BT – MAS 403, NT – DIN 2080). Как правило, отбалансированы на частоту вращения не более 25 000 об/мин.
SK и BT применяются на станках с ЧПУ и позволяют автоматически заменять инструмент. Вид NT ставится на универсальное оборудование, где невозможна автоматическая смена оснастки, сюда относятся также советские фрезерные или расточные станки. Конусы 7:24 ускорили процесс металлообработки, но конструкция из-за массы все равно оставалась достаточно медленной. Скорость вращения можно было разогнать максимум до 25 000 оборотов в минуту. Для обработки алюминия и других мягких материалов нужны были более легкие конструкции, которые можно было бы разгонять до больших оборотов, при этом сохраняя быстросменность оснастки. Тогда появилось решение этих задач – виды HSK и PSK.
3) Современные конусы – HSK (соотношение 1:10), PSK Capto (соотношение как у Морзе 1:19 ~ 1:20). Стандарт DIN 69893. Позволяют работать на больших оборотах, и предназначены для автоматических центров с числовым программным управлением. Скорость вращения можно разогнать до 40 000-50 000 оборотов в минуту. В HSK есть возможность закреплять токарные резцы через переходники.
4) Цилиндрический хвостовик. Находят применение на фрезерном или сверлильном оборудовании, их можно вставить в более крупный цанговый патрон, или в Weldon, а также в осевой держатель инструмента на токарном центре.
Особенности патронов с конусом Морзе
Основной размерный ряд Морзе по номерам: от 0 до 6. Метрические размеры: 80, 100, 120, 160, 200. Помимо шпинделя КМ может вставляться в заднюю бабку токарного оборудования.
1. Хвостовик Морзе с лапкой – MTA
Оправки MTA с лапкой используют для сверления в токарных, фрезерных и сверлильных центрах. Переходные втулки для Морзе расширяют возможности оборудования.
Хвостовики MTA предназначены в основном для закрепления сверл.
2. Хвостовик Морзе с резьбой – MTB
Оснастка MTB фиксируется на резьбу (осевое отверстие с резьбой в хвостовике). Такое крепление более надежное и жесткое, подходит для фрезерных операций на фрезерных центрах.
Хвостовики MTB предназначены в основном для фиксации фрез.
3. Хвостовик Морзе укороченный – B
Укороченные хвостовики применяются в основном в сверлильной оснастке.
Основные размеры: В7, В10, В12, В16, В18, В22, В24, В32, В45, где цифра после буквы B обозначает больший диаметр.
Особенности оснастки с конусами 7:24 ISO
Оправки имеют размерный ряд хвостовиков в зависимости от величины станка: 30, 40, 50 и т.д. Например, BT40 – для средних по размеру обрабатывающих центров. Проще всего определить размер метрического конуса по внутренней резьбе. Для 30-го размера резьба будет M12, для 40-го – M16 и для размера 50 – M24. Передача крутящего момента осуществляется через пазы во фланце. Существуют также оснастка не с метрической резьбой, а с дюймовой, например типа CAT.
Вторая (обратная) часть оправки используется для фиксации режущих элементов – напрямую или через цанги (ER, OZ, EOS, SC, GT, TC и другие).
Получается, что в цанговые патроны можно крепить монолитные фрезы, сверла, метчики и другой режущий инструмент с цилиндрическим хвостовиком. В другие виды оснастки можно зажимать сверла, в том числе корпусные, насадные фрезы, включая модели со сменными пластинами. Существуют также конуса ISO для расточных систем.
Под каждый вид оснастки используется свой штревель (винт) для фиксации и удержания в станке во время обработки.
По подаче смазочно-охлаждающих жидкостей оправки ISO бывают четырех типов:
A – нет подачи СОЖ
B – подача СОЖ через фланец
AD – подача СОЖ через центральное отверстие
AD/B – подача СОЖ через отверстие или фланец
Кратко рассмотрим отличительные особенности распространенных стандартов метрических конусов.
SK – DIN 69871
Основные особенности SK:
Стандарты DIN 69871, ISO 7388/1, ГОСТ 25827 исполнение 2, DAT, AT.
Возможно использование на станках с ЧПУ.
Чаще всего ставятся на европейские станки.
Закрепление в шпинделе штревелем или винтом.
Два паза на фланце оправки, паз вырезан полностью на всю ширину фланца.
Визуально два кольца на фланце одинаковой ширины.
Пазы на фланце SK:
BT – MAS 403
Основные особенности BT:
Стандарты MAS 403, JIS B 6339.
Возможно использование на ЧПУ.
Чаще всего стоят на азиатских станках.
Закрепление в шпинделе штревелем или винтом.
Два паза на фланце оправки, паз вырезан не до конца фланца.
Визуально верхнее кольцо на фланце шире, чем нижнее.
Пазы на фланце BT:
NT – DIN 2080
Основные особенности NT:
Стандарты DIN 2080, ISO 7388/2, ГОСТ 25827 исполнение 1.
Использование на универсальном оборудовании.
Нельзя использовать на автоматических центрах, только ручная смена оснастки.
Закрепление в шпинделе штревелем или винтом.
Два паза на фланце оправки.
Визуально одно кольцо на фланце и удлиненная резьбовая часть в виде цилиндра.
Некоторые модели могут закрепляться в станке как на внутреннюю резьбу, так и за внешние выступы удлиненной части оправки.
Пазы на фланце NT:
Особенности конусов HSK и PSK
Основные особенности HSK: Стандарт DIN 69893.
Укороченный облегченный конус 1:10
Закрепление в оборудовании не через штревель, а разжимной цангой.
Крутящий момент передается через пазы.
Существует несколько видов HSK: A, T (для токарного инструмента), B, C, D, E и F.
Используется как на центрах с ЧПУ, так и с ручной сменой инструмента (C и D).
A, B, C и D применяются на низкоскоростных станках, E и F – для высокоскоростной обработки (симметричны во избежание биения).
Облегченная конструкция, скорость доходит до 50 000 об/мин.
Можно фиксировать токарные резцы и державки с помощью переходников.
Основные особенности PSK Capto: Стандарт ISO 26623-1
Соотношение 1:19 ~ 1:20
Сечение оснастки не круг, а полигон (треугольник с округлыми углами и вогнутыми сторонами).
Крутящий момент передается через полигональный конус.
Более жесткая конструкция и более точное позиционирование, чем у HSK.
Дороговизна оснастки, зачастую использование материально нецелесообразно.
Преимущества современной оснастки HSK и PSK в полной мере можно оценить при обработке легких материалов – дерева, алюминия и т.д.
Особенности фрезерных оправок с цилиндрическим хвостовиком
Основные особенности оправок с цилиндром: Прямой цилиндрический хвостовик с лыской или без нее.
Обычно закрепляются на фрезерном или сверлильном станке в более крупный цанговый патрон, или в Weldon, а также в осевой держатель инструмента на токарном станке.
Цанговые патроны удобно использовать при большом вылете и для фиксации цанг малого размера. Чаще всего оснастку такого вида относят к переходникам-удлинителям и используют во фрезерных обрабатывающих центрах. Мини-гайка позволяет работать в труднодоступных местах.
Сверлильные патроны рекомендуются для токарного оборудования.
Фрезерные патроны с цилиндрическими хвостовиками по своей сути – переходные втулки, но также могут использоваться в токарных станках в держателях для расточных резцов (с лыской).
Вот и все. Ничего сложного, правда? Надеемся, статья помогла вам разобраться в ассортименте патронов для обрабатываемых центров. Как правило, производители станка в характеристиках указывают тип используемого патрона (BT, SK или другой). Дальше останется только выбрать такие патроны, которые необходимы для тех или иных технологических операций.
Ниже представлено видео по типам инструментальных конусов на фрезерных станках:
Каталог инструментальной оснастки на онлайн-выставке Enex: https://enex.market/catalog/stanki_i_komplektuyushchie_k_nim/osnastka_instrumentalnaya/.
Оправка Определение и значение — Merriam-Webster
человек
ˈman-drəl
1
а
: обычно коническая или цилиндрическая ось, шпиндель или оправка, вставляемая в отверстие в заготовке для поддержки ее во время механической обработки
б
: металлический стержень, служащий стержнем, вокруг которого материал (например, металл) может быть отлит, отформован, выкован, согнут или иным образом придан
2
: (например, циркулярная пила) установлен
Примеры предложений
Недавние примеры в Интернете
Смола пропитывает пряди до того, как они будут наложены на оправка .
— Джо Паппалардо, Popular Mechanics , 4 апреля 2018 г.
Похоже, это оправка или форма, вокруг которой наматывается углеродное волокно для основного корпуса космического корабля или BFS.
— Эрик Бергер, Ars Technica , 9 апреля 2018 г.
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «оправка». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Этимология
Средневековая латынь maundrellus , вероятно, в конечном итоге от древнеокситанского mandre вора в законе
Первое известное использование
1554, в значении, определенном в смысле 1a
Путешественник во времени
Первое известное использование оправки было в 1554 г.
Посмотреть другие слова того же года мандрагора
оправка
оправочный пресс
Посмотреть другие записи поблизости
Процитировать эту запись «Мандрел».
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/mandrel. По состоянию на 20 декабря 2022 г.
Copy Citation
Медицинское определение
Оправка
существительное
шпиндель
: вал и подшипники, на которых устанавливается инструмент (например, зубной шлифовальный диск)0003
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
20 основных приемов работы в FL Studio в 2021 году
У FL Studio сильная фанатская база — благодаря ей софт часто лидирует в рейтингах лучших DAW.
Программу легко освоить новичкам, но и для продвинутых пользователей есть много полезных функций. Перед вами 20 способов выжать максимум из программы от Image-Line.
1. Работа с базой данных
База плагинов состоит из пары папок на винчестере, поэтому вы можете добавлять, перемещать и копировать их просто через Проводник. Также возможно сохранять папку в папке.
2. DirectWave и оптимизация
Консолидируйте нужную дорожку с помощью ресемплинга. Начиная с FL Studio 12.5, вы можете использовать инструмент DirectWave, чтобы снизить размер семплов для обмена проектами.
3. Разметка семплов
С помощью инструмента Edison можно легко ставить метки на продолжительных семплах. Выберите отрывок, нажмите Alt+L, чтобы поставить метки, и Ctrl+L, чтобы открыть опции Tune Loop.
4. Сайдчейн и Love Filter
Fruity Love Philter можно использовать для создания сайдчейна. Выберите Vol и Pat, чтобы нарисовать форму огибающей и воспользуйтесь пресетом Sidechain Low Frequency.
5. Convolution и саунд-дизайн
Fruity Convolver отвечает не только за реверб, но и за обработку семплов и лупов. Так вы можете получить самые неожиданные эффекты.
6. Zoom in/out
В FL легко приближать и отдалять рабочую зону. Нажмите правую кнопку мыши и протяните курсор в соответствующем направлении, чтобы приблизить или отдалить. Зум работает в Playlist, Piano Roll и Editor.
7. Посыл/возврат
Fruity Send позволяет маршрутизировать сигнал любым способом по FX-цепи. Аудиосигнал через Fruity Send продолжит приходить в целевой трек, даже если заглушить источник (в отличие от маршрутизации в микшер). Функция пригодится и для изоляции send-канала.
8. Визуализация плагинов
Нажмите правой кнопкой мыши по пустому слоту на микшере, чтобы открыть Plug-in Picker. Так можно включить визуализацию плагинов, что удобнее чем текстовой список.
9. Declick и фейдауты
При нарезании аудиоклипов для плейлиста может потребоваться сделать между ними фейдауты. Дважды кликните на клип, чтобы перейти в настройки канала. Чтобы подобрать длину фейда, выберите Declicking: Transient, Generic, Smooth или Crossfade. Визуальное отображение доступно через зум.
10. Очеловечивание барабанов
Гост-ноты нужны для того, чтобы сделать барабанные треки более выразительными, особенно хорошо этот прием показывает себя на малом барабане. Перейдите в Piano roll, перейдите в Menu > Helpers > Editable Ghosts для редактирования гост-нот. Так вы сможете оживить самые банальные партии.
11. Быстрый доступ к плагинам
Если вам нужно отредактировать звук инструмента, пока вы находитесь в пиано-ролле, нажмите правой кнопкой мыши по наименованию плагина, чтобы открыть соответствующий интерфейс.
12. Конвертация секвенции в паттерн
Сконвертировать секвенцию в паттерн можно через Tools > Dump score to selected pattern.
13. Смена масштаба микшера
У микшера есть множество опций отображения. Например вы можете включить режим Extra Large Mixer, чтобы увидеть все плагины на всех каналах сразу, с прямым доступом к контекстным меню. Включить его можно, нажав на нижнюю стрелку на линейке в верхнем левом углу микшера.
14. Picker и работа с паттернами
С помощью Picker Panel можно легко посылать инструменты на паттерн в плейлисте. Нажмите правой кнопкой на клип в Picker, выберите Split by channel и перетащите группу в плейлист.
15. Ресайз
Начиная с FL Studio 12, можно менять размер треков в плейлисте: Tools > Macros > Unlock all Playlist tracks from content.
16. Упорядочивание плейлиста
Плейлист можно и нужно держать в порядке. Чтобы избавиться от лишнего мусора, перейдите в Playlist Options, нажмите правой кнопкой мыши на Picker Panel Icons. Выберите Select Unused > Patterns/Audio/Automation.
17. Сохранение пресетов цепей
В FL очень гибкая система коммутации. Часто используемые цепи эффектов можно сохранять в пресетах, чтобы потом использовать в любом проекте; Для сохранения кастомных настроек интерфейса используется функция Control Surface.
18. Быстрое начало работы с шаблонами
Быстро начать работу над новым проектом можно с помощью собственных шаблонов. Например, вы можете создать шаблоны для битов, сведения и набросков песен.
19. Визуализация сигнала
В FL Studio вы можете легко добавлять спектрограммы, осциллографы, децибеллометры и прочие девайсы для визуализации сигнала на текущий трек на микшере, нажав C. Теперь девайсы будут отображать сигнал выбранного выхода.
20. RTFM
Начните читать мануал. Он включается клавишей F1 в любое время. Мануал интерактивный и открывает информацию, которая соответствует последнему действию, совершенному в своем DAW.
Как использовать FL Studio Объяснение NewTime — Chillout with Beats
Бесплатный плагин
[Бесплатно] Бесплатная раздача Arctic в подарок на Рождество от AcusticaAudio! !
FL Studio
Как использовать FL Studio Два способа изменить масштаб
Как использовать
Как парализовать со Steven Slate Drums SSD 5. 5
FL Studio
Краткое изложение того, как использовать FL Studio
бесплатный источник звука
[Бесплатно] Представление EMP Mark 7, источника звука электрического пианино, который работает с проигрывателем Kontakt2 от sonokinetic.
FL Studio
Как убрать шум с Edison в FL studio
DTM
[Бесплатно] God’s Cab с Mesa Boogie IR распространяется бесплатно
Как использовать
Что делать, если вы покупаете Avenger XNUMX (дополнение бесплатного банка)
Плагин
[Бесплатно] Представляем сэмплер Blogue SFZ sforzando, многие тоны которого выпущены бесплатно.
Плагин
[Бесплатно] Представляем бесплатные пресеты, которые можно использовать с Analog Lab Intro от Arturia.
Плагин
[Доступно бесплатно] Представляем Auto Gain Stager — плагин, который автоматически регулирует громкость.
FL Studio
Простой в использовании плагин вокодера Vocodex в FL Studio
Плагин
[Бесплатно] Представляем SChord, плагин, который идентифицирует MIDI-аккорды (только для Win)
セ ー ル
Если вы покупаете что-либо в PluginBoutique в ноябре, вы можете выбрать одну из 11 преимуществ! (до 5 января)
Бесплатный плагин
[Бесплатно] Представляем GonioMeter, визуальный анализатор стереоизображений от ToneBoosters.
FL Studio
Как устранить ошибку при сканировании плагинов FL Studio
ニュース
[Бесплатно] Digital Pro Sounds ABSTRACT VOX распространяется бесплатно
Плагин
[Бесплатно] Представляем ADSR Sample Manager, подключаемый модуль управления сэмплами для ADSR Audio.
Нативные инструменты
Как получить программное обеспечение Maschine практически бесплатно
Бесплатный плагин
[Бесплатно] Внедрение Sweetcase of Kontakt-free источника звука электрического пианино NoiseAsh обновлено до версии 1.4
FL Studio
XNUMX советов новичкам в FL Studio
Плагин
Представляем устаревший плагин Proteus VX
FL Studio
Руководство по ImageLine FL Studio 20.5 FLEX перевод на японский язык
Как использовать
Как использовать Cthulhu, чтобы легко создавать крутые последовательности аккордов в Xfer Records ① (базовый уровень)
Как использовать
[Бесплатно] Как использовать Vital of Vital Audio XNUMX (представление места загрузки для дополнительных пресетов)
セ ー ル
[$31. 90 до 1 августа] TrackSpacer от Wavesfactory, уменьшающий запотевание между дорожками, продается в течение короткого периода времени (скидка 3%).
Плагин
[Бесплатно] Представляем анализатор кривой эквалайзера Bertom, который позволяет вам проверять кривую эквалайзера из вашей DAW.
Как использовать
[Бесплатно] Как получить матч с помощью MAGC от Melda Production
DTM
Как решить ошибку Скорее всего.. при запуске Serum
Как использовать
Две причины, почему вы должны ввести Vital, даже если у вас есть сыворотка
Бесплатный плагин
[Бесплатно] Представляем Dubly, подключаемый модуль расширения для Airwindows
Бесплатный плагин
[Бесплатно] Представляем ML Drums, источник звука ударных от MLSoundLab.
FL Studio
Рекомендуемый демонстрационный проект FL Studio XNUMX
FL Studio
Как пользоваться FL Studio Как установить оптимальный размер буфера
FL Studio
Как печатать триоли, пятерки и т. д. в FL Studio
Бесплатный плагин
[Бесплатно] Представляем супер многофункциональный компрессор Sonicrusher от Linda Audio (только для Win)
FL Studio
2020.02.04
ス ポ ン サ ー リ ン ク
Содержание
Как использовать FL Studio Объяснение Нового Времени
Как использовать НьюТайм
Руководство New Time перевод на японский язык
Редактирование искажения времени
Как использовать FL Studio Краткое объяснение New Time
Как использовать FL Studio Объяснение Нового Времени
Я Йоси, администратор Chillout with Beats.
NewTime — это функция, добавленная в FL Studio 20.6.
What is New Time — это функция, позволяющая настроить синхронизацию при сохранении звука.
К сожалению, это функция, которая обычно устанавливается в других DAW.
Более того, поскольку его можно редактировать в PlayList, который обычно вызывается в FL Studio, кажется, что FL Studio все еще отстает от других DAW, когда дело касается звука.
Если вы хорошо владеете английским языком, пожалуйста, посмотрите видео ниже. (в этот раз я не буду делать ничего, кроме содержания видео)
Как использовать НьюТайм
Прежде всего, загрузите аудиофайл и дважды щелкните AudioClip, чтобы открыть свойства.
Щелкните правой кнопкой мыши форму аудиосигнала и выберите «Редактировать во временной деформации».
И если вы хотите квантизировать Ctrl + q Вы можете сделать это с.
Quantize квантуется с сеткой, установленной в Snap.
При перетаскивании он также привязывается к сетке, заданной этой привязкой.
Чтобы добавить маркер, дважды щелкните или установите его в режим вырезания. (( c Может включаться и выключаться с помощью
Когда вы закончите редактирование, удалите исходный аудиоклип из списка воспроизведения и нажмите «Отправить в список воспроизведения».
Руководство New Time перевод на японский язык
Редактирование искажения времени
Мрачный маркер – Установить: Щелкните правой кнопкой мыши существующий маркер деформации.Используйте маркер сильной доли, чтобы определить начальную точку такта, и автоматически поместите маркер деформации на границы доли, найденные в сэмпле.Маркеры сильной доли также автоматически выравниваются по начальной точке ближайшего такта, когда сэмпл перетаскивается или отправляется в FL Studio.
Деформационные маркеры – Установить: Удерживая нажатой клавишу (Shift), нажмите, чтобы добавить маркер деформации, или дважды щелкните там, где вы хотите добавить/удалить маркеры. Маркеры деформации аналогичны маркерам областей Edison и Slice, но их перетаскивание растягивает данные выборки во времени. ПРИМЕЧАНИЕ: Чтобы добавить маркер сильной доли или деформации, если маркер в настоящее время не существует, сначала добавьте маркер деформации, а затем измените его тип.
Канавки, маркеры и ручка – Добавьте или отредактируйте существующий маркер деформации (Ctrl + Alt + щелчок), а затем установите маркер деформации, чтобы установить тип Groove.Маркеры канавки похожи на маркеры деформации, но перемещаются в соответствии с ручкой канавки.Вы можете установить несколько маркеров и войти в Groove. Узнайте больше о маркерах Groove и шаблонах Groove.Например, загрузите грув для квантизации или перемешивания существующего ритма.
нагрузка (паттерн грува) — после загрузки паттерна грува вы можете перемещать активные маркеры грува с помощью ручки грува.Паттерн грува — это набор (определяемых пользователем) позиций на сетке ударов, где слайсы (если они есть) привязаны к этому положению, а маркеры слайсов перемещаются в соответствии с ручкой грува.
Сохраните (паттерн грува) — сохраняет текущий паттерн грува в файл. Используйте шаблоны грувов (Ctrl + Alt + Click), чтобы создать маркеры фрагментов и установить их для грува.Обычно лучше всего создавать паттерн Groove с аудиоциклом 1/16 ударов, чтобы вы могли работать относительно сетки ударов.Маркеры грува можно перемещать в соответствии с ручками грува, например, для «перемешивания» звука.
Выберите несколько маркеров/регионов Используйте – (Ctrl + щелчок и перетаскивание), чтобы выбрать маркер или область. Вы можете удерживать нажатой (Ctrl), щелкая и перетаскивая, чтобы выбрать несмежную область/маркер, отпуская левую кнопку мыши.
Удалить несколько маркеров – Помимо двойного щелчка и удаления маркера, вы также можете коснуться (удалить) весь маркер (Ctrl + щелчок и перетаскивание).
Переместить маркеры – С растяжением времени: поместите курсор мыши в любом месте в центре верхнего флажка или вертикальной линии маркера, щелкните и перетащите, когда появятся стрелки влево и вправо. Без растяжения зубьев: Дважды щелкните, чтобы удалить маркер (Shift + щелчок) и добавьте маркер деформации (при необходимости измените тип).
Переместить регионы – Щелкните между маркерами и перетащите.Удерживайте клавишу Alt, чтобы отключить привязку.Это переместит область и деформирует данные выборки из стороны в сторону.
Установить темп (F2) — щелкните значок диска и выберите «Изменить свойства».Введите желаемый BPM.
Скраб для предварительного просмотра – Нажмите и перетащите линейку времени над срезом.
Как использовать FL Studio Краткое объяснение New Time
Это функция, которую я наконец-то получил, но я не думаю, что нужно открывать еще одно окно.
Честно говоря, я надеюсь, что это можно сделать в PlayList.
Теперь я чувствую терпение, надеясь, что эта область будет интегрирована в следующее крупное обновление.
FL Studio
Как использовать FL Studio
Отдых с битами
статьи по теме
Как использовать FL Studio Объяснение звуковой карты
Как делать заметки и добавлять маркеры в каждой DAW
Когда вы работаете на своей цифровой звуковой рабочей станции (DAW) и вам нужно быстро записывать идеи, когда приходит вдохновение, вам не нужно прерывать сеанс для этого . Гораздо лучше делать заметки прямо в программе, чтобы все было аккуратно сохранено в одном проекте, и вы не пропустили ни одной детали. DAW известны своей мощью в микшировании и редактировании звука, но у каждой из них есть несколько других функций повышения производительности, о которых должны знать создатели музыки, подкастов, фильмов и все аудиоредакторы. Сегодня мы покажем вам несколько инструментов для создания заметок, которые скрыты в вашей DAW, и как максимально эффективно их использовать.
Logic Pro X
Logic Pro имеет два типа маркеров: стандартные маркеры и маркеры расположения, оба из которых можно найти в меню Global Tracks. Если дорожки маркеров нет, откройте конфигурацию глобальных дорожек, чтобы включить ее, или преобразуйте одну из других опций глобальной дорожки в дорожку маркеров, используя раскрывающееся меню, которое можно найти, щелкнув имя дорожки. Чтобы добавить маркер, просто щелкните символ «+» на дорожке, и маркер будет добавлен везде, где находится указатель воспроизведения. Вы можете переместить этот маркер, нажав на него, удерживая и перетаскивая. Вы можете изменить размер маркера, перетащив его за края. Вы можете переименовать определенные маркеры, щелкнув имя маркера, выделив его, а затем введя новое имя.
Логический проект, использующий как маркеры, так и маркеры аранжировки
Маркеры аранжировки функционируют несколько иначе. Их добавляют, перемещают, изменяют размер и переименовывают так же, как и обычные маркеры. Однако маркеры аранжировки привязаны к областям внутри своих разделов. Когда вы перемещаете маркер аранжировки, каждый регион в этом разделе перемещается вместе с ним.
Чтобы узнать больше о том, как функционируют маркеры аранжировки в сеансе, посмотрите это видео.
Блокнот Logic расположен в правом верхнем углу DAW, доступ к нему можно получить, нажав кнопку блокнота или нажав [Opt+Cmd+P]. В этом меню есть две вкладки: «Проект» и «Дорожка», где пользователи могут делать заметки либо по всему проекту, либо по выбранной дорожке. Этот инструмент предлагает пользователям различные шрифты и размеры текста для заметок.
Блокнот в Logic Pro X
Ableton Live
Чтобы добавить локаторы в Ableton, сначала войдите в представление аранжировки. Затем щелкните правой кнопкой мыши область очистки, расположенную под линейкой тактов. Выберите «Добавить локатор», и маркер будет добавлен к местоположению точки воспроизведения. Кнопки «Предыдущий локатор» и «Следующий локатор» можно использовать для плавного перехода между локаторами при воспроизведении проекта. Чтобы переименовать локатор, выберите его, щелкнув его треугольный маркер, и выберите «Rename Edit» в меню. Сочетание клавиш для этого — нажать [Ctrl+R] (Windows) или [Cmd+R] (Mac), когда локатор выбран.
Ableton, «Learn Live 10: Представление аранжировки»
Чтобы узнать больше о локаторах, посмотрите это видео Ableton, посвященное представлению аранжировки.
Примечания можно добавлять к клипам, дорожкам и устройствам. Для этого наведите указатель мыши на клип, дорожку или устройство/группу устройств и щелкните правой кнопкой мыши. Выберите «Редактировать информационный текст» в появившемся меню и введите свои заметки. После завершения создания заметок наведение курсора на элемент позволит вам увидеть заметки в правом нижнем углу DAW.
Посмотрите это обучающее видео.
FL Studio
В FL Studio существует множество вариантов добавления маркеров. Сначала перейдите в раздел «Time Marker» в плейлисте. Чтобы добавить один маркер, выберите «Добавить маркер времени», щелкните правой кнопкой мыши временную шкалу и выберите «Добавить маркер» или нажмите [Alt+T] (Windows) или [Cmd+T] (Mac) на клавиатуре. Как только временная метка окажется в проекте, ее можно щелкнуть правой кнопкой мыши, чтобы добавить другую, переименовать или удалить. Нажмите и удерживайте, чтобы перетащить маркер в нужное место. Если вы сделаете выбор на временной шкале перед добавлением маркера и выберите «Добавить два» в меню «Маркер времени», два маркера будут добавлены на обоих концах выделения. Опция «Добавлять по одному каждые» позволяет добавлять маркер каждый такт, 2 такта, 4 такта или 8 тактов после выбора временной шкалы.
Маркерам также можно назначить определенные действия. Действие «Старт» заставляет воспроизведение начинаться с этого маркера. «Loop» заставит воспроизведение вернуться к этому маркеру, как только будет достигнут конец списка воспроизведения, а затем продолжить воспроизведение. После достижения «петли маркера» воспроизведение вернется к предыдущему маркеру «петли», создавая петлю. Чтобы перейти от одного маркера к другому, используйте «Пропуск маркера». «Маркерная пауза» заставляет воспроизведение приостанавливаться после достижения маркера.
Чтобы автоматизировать запись с использованием маркеров, выберите «Вставить запись» и «Вставить запись» для двух маркеров в начале и конце нужного диапазона записи.
Ознакомьтесь с руководством по FL Studio для получения дополнительной информации.
Блокнот в FL Studio называется Fruity NoteBook. Этот блокнот является плагином и может быть добавлен к отдельным трекам или к мастер-треку. Он поставляется с 100 доступными страницами со стрелками внизу, чтобы переключаться между ними. В «Настройках проекта» также есть вкладка «Информация», где вы можете вводить заметки в разделе «Комментарии».
Fruity Notebook
Avid Pro Tools
Сначала поместите указатель воспроизведения туда, где должен располагаться маркер. Нажмите знак «+» рядом с маркерами, расположенными в раскрывающемся меню под тактами/тактами. Более быстрый способ сделать это — щелкнуть в дорожке маркеров там, где вы хотите создать новый маркер, удерживая клавишу [Ctrl] на клавиатуре. Появится окно New Memory Location, позволяющее вам ввести информацию о маркере, такую как его порядковый номер, имя и каталожный номер. Чтобы раскрасить маркеры кода, откройте настройки и выберите «Всегда отображать цвета маркеров».
Цветные маркеры в Pro Tools
Чтобы удалить маркеры, сначала откройте меню расположения памяти в меню «Окно». В окне ячейки памяти выберите маркер, который хотите удалить. Затем выберите «удалить маркер» из раскрывающегося меню в правом верхнем углу окна ячейки памяти или, удерживая [Alt] (Windows)/[Option] (Mac), щелкните нужный маркер, чтобы удалить его. .
Как получить доступ к ячейкам памяти в Pro Tools
На данный момент в Pro Tools нет встроенных функций ведения заметок. Внизу этого поста есть несколько полезных рекомендаций по плагинам, позволяющим делать заметки как по отдельным трекам, так и по проекту в целом.
Cubase
Чтобы добавить маркеры в Cubase, выберите «Проект» > «Добавить дорожку» > «Маркер». Щелкните маркер, чтобы просмотреть его свойства, и переименуйте его, введя текст в поле описания. В эту дорожку маркеров теперь можно добавить несколько новых маркеров, щелкнув значок одного маркера. Чтобы добавить циклы маркеров или области для увеличения, нажмите кнопку с двумя маркерами после выбора временной шкалы. На дорожке маркеров есть меню для поиска отдельных маркеров, маркеров цикла или маркеров масштабирования.
Блокнот находится в инспекторе треков. Если его там нет, щелкните правой кнопкой мыши в инспекторе и выберите «Блокнот» в раскрывающемся меню, убедившись, что рядом с ним стоит галочка. Блокнот используется для создания заметок на отдельных дорожках и отображает заметки только из выбранной дорожки. К нему также можно получить доступ из Mix Console, включив его в макете окна. Это сделает ноты каждой дорожки одновременно видимыми над их фейдерами, и их также можно будет редактировать там. Чтобы создать глобальный блокнот для всего проекта, выберите «Блокнот» в меню «Проект», чтобы иметь специальное окно для создания заметок.
Блокнот дорожек, расположенный в консоли микширования
Для получения дополнительной информации о блокноте просмотрите это короткое видео от Cubase.
Audacity
В Audacity щелкните мышью в том месте, где вы хотите добавить один ярлык. Чтобы отметить более длинный сегмент, выделите нужный раздел и нажмите [Ctrl+B] (Windows) или [Cmd+B] (Mac), чтобы пометить этот выбор. Чтобы добавить метки в Ableton во время воспроизведения, нажмите [Ctrl/Cmd+M]. Метки можно переименовывать и добавлять к ним любые другие описания, не превышающие 260 символов. Эти метки функционируют как встроенная функция Audacity для создания заметок. Руководство Audacity содержит пошаговое руководство по добавлению меток в ваш проект.
Пример нескольких меток, относящихся к разделам аудиофайла, каждый из которых имеет уникальное имя.
Различие меток точек и меток областей
Reaper
нажав [M] на клавиатуре. Маркеры можно перемещать, удерживая и перетаскивая. Щелчок правой кнопкой мыши по маркеру вызовет меню, в котором вы можете отредактировать атрибуты маркера, такие как его имя и цвет, или удалить маркер. Удаление маркеров также можно выполнить, щелкнув маркер, удерживая клавишу [Alt] (Windows) или [Option] (Mac). Каждый маркер имеет номер-идентификатор. Цифровые клавиши на клавиатуре можно использовать для перехода непосредственно к соответствующему маркеру. Нажатие на пробел между маркерами также позволит вам сделать выбор области между этими двумя маркерами.
Выбор области между разноцветными маркерами
Подробнее об использовании маркеров в Reaper см. в этом видео.
Доступ к блокноту можно получить, выбрав «Файл» > «Настройки проекта». Если вы хотите, чтобы примечания отображались на экране каждый раз при загрузке проекта, установите флажок «Показывать примечания при загрузке проекта». Если вы хотите делать заметки на отдельных дорожках, вы можете загрузить любой из плагинов блокнота, перечисленных в конце этой статьи.
Блокнот проекта Reaper
Reason
Чтобы ввести маркеры разделов песни в Reason, сначала войдите в представление блока. Добавьте блок и переименуйте его двойным щелчком. Щелчок правой кнопкой мыши по блокам также позволит вам изменить их цвет. Добавьте столько блоков, сколько хотите, находясь на этом экране. Вернувшись к представлению «Песня», щелкните и перетащите временную шкалу от начала до конца раздела, который вы хотите определить. Размер этого маркера можно изменить, перетащив его за край. Щелкните стрелку вниз рядом с названием блока, чтобы изменить его на блок, который вы разработали ранее.
Вход в представление блоков в Reason для создания маркеров регионов путем переименования блоков (Источник: Ungovernable Atoms, «Как сделать маркеры разделов песни в Reason») учебник о том, как это сделать.
Что касается возможностей создания заметок, Reason предлагает бесплатный плагин. ReMark предлагает возможность делать заметки поверх окон приборов. Он также функционирует как виртуальная заметка для звуковых дорожек.
Studio One
Чтобы добавить маркеры в Studio One, откройте дорожку маркеров в окне аранжировки. В столбце дорожки есть изображение музыкальной ноты, которое указывает, что маркеры будут привязаны к определенным тактам и долям. Щелчок по этому символу переключает его на часы, что означает, что маркеры установлены на абсолютное время. Чтобы вставить новый маркер, нажмите кнопку «+» в столбце дорожки или нажмите клавишу [Y] на клавиатуре. Чтобы переименовать маркеры, дважды щелкните по ним в представлении расположения. Щелчок правой кнопкой мыши по маркерам вызывает окно. Оттуда у вас есть возможность назначить маркер, чтобы остановить воспроизведение, создать разделы аранжировки или удалить маркер.
Маркерная дорожка в Studio One
Чтобы получить доступ к нотам в Studio One, откройте меню параметров, обозначенное значком гаечного ключа, расположенным над столбцом дорожек. Затем установите флажок, который включает «Показать заметки к дорожке». Это приведет к появлению области слева от каждой дорожки в столбце дорожек, где вы можете делать заметки. Заметки также можно просмотреть в консоли микширования, щелкнув значок гаечного ключа в этом окне и выбрав «Показать заметки канала». Ноты появятся под фейдером каждого канала.
Место, доступное под каждым фейдером для создания заметок
Для получения дополнительной информации см. это видео.
GarageBand
Чтобы получить доступ к маркерам в GarageBand, выберите Track > Show Arrangement Track . Нажмите знак «+» рядом с дорожкой, чтобы добавить новые разделы аранжировки. Нажав на название раздела, вы сможете указать, какой раздел он помечает, или дать ему собственное имя.
Маркеры аранжировки в GarageBand
Чтобы добавить заметки, щелкните значок блокнота в правом верхнем углу DAW. Это только глобальный блокнот для заметок по всему проекту. У него нет такой же возможности делать отдельные заметки, как у Logic. Тем не менее, доступны различные размеры текста, шрифты и цвета, которые помогут вам оставаться организованным.
Блокнот в GarageBand
Adobe Audition
Чтобы добавить маркеры в Adobe Audition, переместите курсор в нужное место на временной шкале и нажмите [M] на клавиатуре. Перейти к Окно > Маркеры , чтобы включить панель сбоку от DAW, которая отображает все маркеры. Маркеры можно перемещать на новые метки времени, переименовывать и удалять из этого окна. Чтобы изменить имя по умолчанию для новых маркеров каждый раз, когда они добавляются, перейдите в Adobe Audition > «Настройки» > «Маркеры и метаданные» . Теперь вы можете изменить имя для новых маркеров в поле рядом с «Имена по умолчанию для новых маркеров Cue».
Чтобы узнать больше о маркерах в Adobe Audition, посмотрите это видео.
Adobe Audition не поддерживает создание заметок. Однако Adobe предлагает бесплатное расширение под названием Notes Panel для Adobe Audition. Он отображается в DAW в виде панели в левой части экрана и функционирует как блокнот для всего проекта.
Панель заметок для Adobe Audition
Hindenburg
Чтобы добавить маркеры в Hindenburg, дважды щелкните область под шкалой времени и выберите «Добавить маркер». Для этого поместите курсор в область, где вы хотите поставить маркер, и нажмите [Cmd/Return] (Mac) или [Ctrl/Enter] (Windows) на клавиатуре. Чтобы открыть окно, отображающее все маркеры, перейдите к пункту 9.0007 Вид > Маркеры . Чтобы установить маркеры входа/выхода для создания петли, сделайте выбор в области, и автоматически добавятся зеленый маркер входа и красный маркер выхода.
Маркеры входа/выхода в Hindenburg, а также окно отображения маркеров
На данный момент функция блокнота в Hindenburg отсутствует. Большинство пользователей могут использовать буфер обмена для переименования определенных клипов и присвоения им названий, выражающих изменения, которые вы хотите внести.
Посмотрите это видео, чтобы узнать больше о маркерах и других организационных инструментах в Hindenburg.
Плагины блокнота
Если вашей DAW нет в списке выше или вы используете более старую версию, которая не поддерживает создание заметок, ознакомьтесь с этими плагинами блокнота ниже .
VSTNotepad
VSTNotepad от CodeFN42 — это мощный инструмент. Это дает пользователям возможность делать заметки на отдельных треках. VSTNotepad в настоящее время доступен только в Windows. Вы можете скачать его бесплатно здесь.
VSTNotepad
MNotepad
MNotepad от MeldaProduction — еще один бесплатный плагин для блокнота. Это простой текстовый редактор, используемый для хранения текстов песен, настроек треков и других идей. Его можно применить к отдельным дорожкам как плагин или открыть как блокнот проекта. Вы можете скачать его бесплатно здесь.
MNotepad
Track Notes от Final Mix
Track Notes от Final Mix — это плагин стоимостью 7 долларов для создания заметок в DAW. Он предлагает возможность делать заметки как на отдельных треках, так и на проекте в целом. Чтобы купить Track Notes by Final Mix, посетите этот сайт.
Track Notes
Notetracks
С учетом всего сказанного, одним из основных ограничений этих встроенных функций создания заметок является то, что они остаются в DAW и служат в первую очередь для сольной работы. Если вы хотите удаленно делиться своими аудиопроектами с другими соавторами и получать отзывы в режиме реального времени, ознакомьтесь с Notetracks.
Notetracks — это платформа для создателей аудио/музыки и соавторов, позволяющая просматривать, делиться и завершать свои проекты. Он сочетает в себе мощные инструменты для работы со звуком, комментирования и документирования для оптимизации рабочего процесса создателя (его можно представить как смесь SoundCloud и GoogleDocs). Пользователи могут делать заметки к своей музыке в виде текста, символов или рисунков на временной шкале аудио. Заметки отображаются и синхронизируются по звуковой волне, что отличает его от любых других приложений для создания заметок, поскольку оно является первым в своем роде.
Платформа аудиообзоров и совместной работы Notetracks
Как подать заявку — Отдел исторических ресурсов
Para español, seleccione de la lista
Право на участие во Флориде02 Исторические маркеры 90 Исторические маркеры 90 ресурсов, лиц и событий, имеющих важное значение для архитектуры, археологии, истории Флориды и традиционной культуры, путем размещения исторических указателей и мемориальных досок в местах, представляющих исторический и визуальный интерес для посетителей. Цель программы — повысить осведомленность общественности о богатом культурном наследии штата и повысить интерес граждан и туристов к историческим местам Флориды.
Чтобы быть признанным объектом наследия Флориды или памятником наследия Флориды, ресурс должен соответствовать следующим критериям:
Объект наследия Флориды
30 лет и имеют значение в области архитектуры, археологии, истории Флориды или традиционной культуры или связаны со значительным событием, которое произошло не менее 30 лет назад.
Ресурсы, связанные с исторически значимым лицом, могут считаться объектом наследия Флориды через 30 лет после смерти человека или через 30 лет после события, с которым связано это лицо.
Ресурс должен визуально сохранять те физические характеристики, которые присутствовали в течение периода, для которого он или связанное с ним лицо являются значимыми.
Перемещенное здание или сооружение может квалифицироваться как объект наследия Флориды, если перемещение было произведено 30 или более лет назад, или перемещение было сделано для сохранения ресурса от сноса, и были предприняты разумные попытки гарантировать, что новая обстановка аналогична исходной. историческая обстановка. 903:30
Достопримечательность наследия Флориды
Чтобы считаться достопримечательностью наследия Флориды, зданию, сооружению или объекту должно быть не менее 50 лет, и они должны иметь региональное или общегосударственное значение в области архитектуры, археологии, истории Флориды или традиционной культуры, или быть связанным с событием общегосударственного или национального значения, которое произошло не менее 50 лет назад.
3D-печать — это способ послойного изготовления практически любых предметов: от незамысловатых фигурок до ювелирных изделий, оружия и аэрокосмических деталей. Трехмерная печать давно стала неотъемлемой частью создания сложных архитектурных и технологических объектов. Сейчас 3D-печать активно развивается и выходит на пользовательский уровень – быстрое и качественное изготовление предметов дает 3D-технологии значимые конкурентные преимущества перед традиционными способами производства. А цветная 3D-печать открывает массу возможностей для создания различных изделий во всем их цветовом многообразии.
На сегодняшний день чаще всего для цветной 3D-печати используют гипс – материал, который позволяет печатать фотореалистичные цветные модели с разрешением 600×540 точек на дюйм. Гипс идеально подходит для печати 3D-печати статуэток, фигурок, игровых персонажей, предметов искусства, декоративных и арт-объектов, архитектурных моделей, корпоративных сувениров и многого другого. В целом материал можно охарактеризовать как жесткий, твердый, хрупкий и немного шероховатый, прекрасно подходящий для стационарных моделей.
Процесс цветной 3D-печати заключается в следующем:
Сначала создается 3D-модель с помощью специального программного обеспечения такого как: SolidWorks, Maya, Sketchup, Blender или любые другие аналогичные программы.
Затем модель «нарезается» на отдельные изображения, соответствующие каждому печатному слою. Исходным материалом для печати является гипсовый порошок, который наносится ровным слоем на базовую поверхность.
Печатающие головки двигаются в горизонтальной плоскости, слой за слоем нанося на определенный участок будущей модели клееобразную субстанцию и колер заранее заданного цвета. Цикл повторяется до тех пор, пока 3D-модель не будет «выращена».
После завершения печати готовое изделие аккуратно извлекается из принтера и очищается от излишков порошка с помощью струи сжатого воздуха.
Далее объект целиком погружается в клей, который заполняет все микроотверстия модели, придавая ей конечную твердость, цветовую насыщенность и блеск. А неиспользованный порошок автоматически перерабатывается и может быть повторно использован для 3D-печати.
Трехмерная печать гораздо быстрее стандартных технологий производства, а полученные с помощью профессиональных 3D-принтеров изделия отличаются качеством, высокой точностью и имеют широкий круг применения.
На видео наглядно продемонстрировано, как сервис 3D-печати CubicPrints создает разноцветные объекты на профессиональном 3D-принтере Zprinter 650.
цветная 3D-печать с помощью FDM 3D-принтера и фломастеров
Новости
Подпишитесь на автора
Подписаться
Не хочу
25
Мейкер по имени Андреас Мюллер выложил в открытый доступ проект цветной 3D-печати обычными FDM 3D-принтерами с помощью самодельной системы смены головок и перманентных маркеров. Рассказываем, как это работает.
Если сплайсеры Palette или мультиматериальные 3D-принтеры от Prusa Research вам не по карману, попробуйте этот несложный проект, требующий лишь наличия простого, бюджетного 3D-принтера и набора маркеров. Переделывать сам 3D-принтер не придется, а после несложной модификации модели можно будет раскрашивать прямо во время 3D-печати, используя до шести фломастеров. Работает это следующим образом: принтер печатает слой, затем берет маркер и раскрашивает пластик, потом паркует фломастер и переходит к укладке следующего слоя. В целом, это прямой аналог цветных 3D-принтеров от XYZprinting, только в последних вместо фломастеров используются головки от офисных струйных принтеров — оттенков намного больше, но и стоимость значительно выше.
С аппаратной стороной дела все довольно просто: необходимо напечатать крепления и обзавестись фломастерами, точнее перманентными маркерами. Автор использует 3D-принтер Ender-3, где патрон для фломастера устанавливается поверх крепления для калибровочного датчика BLTouch. Если на вашем 3D-принтере датчика нет, придется напечатать и установить крепление под него, а затем уже подходящий патрон под фломастеры, либо придумать свой вариант установки. Дополнительно потребуется напечатать платформу для парковки и задники, которыми фломастеры цепляются за платформу. Патроны и задники предлагаются в нескольких вариантах, подогнанных под фломастеры Sharpie, Amazon Basics и Shuttle Art.
Для подготовки G-кода придется воспользоваться специальным плагином для слайсера Cura. По сути, система имитирует мультиматериальную 3D-печать, так что нужно будет сгенерировать дополнительные «экструдеры» по количеству используемых фломастеров и ввести значения для парковки и коррекции позиционирования головки при переходе с 3D-печати на раскрашивание и обратно. На всякий случай рекомендуется повысить значение ретракта, чтобы сопло не «сопливило» на модель во время раскраски, а также добавить дополнительные стенки и установить заполнение на уровне как минимум 40%, чтобы компенсировать снижение адгезии между окрашенными слоями. Красить слои целиком нет необходимости, в большинстве случаев достаточно двух периметров, но это значение тоже можно выставить вручную.
Одна интересная функция — чередование, своеобразный аналог чересстрочной развертки. Как поясняет автор, в большинстве случаев достаточно окрашивать каждый второй слой, заодно это помогает предотвращать смешивание оттенков при смене фломастеров. При необходимости можно окрашивать и каждый слой, например чтобы получать более насыщенные оттенки.
Результат с чередованием (слева) и без чередования (справа)
С какими материалами это будет работать — вопрос интересный, требующий экспериментов. Сам автор использует филамент из ПЛА-пластика. Конечно, для оптимального воспроизведения оттенков желательно использовать максимально нейтральный филамент — белый или прозрачный.
Полный набор файлов и подробные инструкции по сборке и настройке можно найти в репозитории GitHub по этой ссылке.
Руководство по цветным 3D-принтерам
Вы ищете детали для 3D-печати в цвете или для создания ярких многоцветных деталей? За последние несколько лет появилось несколько новых методов цветной 3D-печати, а новые 3D-принтеры стали более доступными, что позволяет любому дизайнеру, моделисту или любителю создавать объекты различных оттенков.
В этом руководстве мы рассмотрим несколько методов, которые можно использовать для производства цветных 3D-печатных деталей, а также технологии и области применения цветной 3D-печати.
Существует несколько вариантов изготовления цветных 3D-печатных деталей: от смешивания цветов до подбора цветов, полноцветной 3D-печати, покраски 3D-печатных деталей и гидрографии.
Прямая цветная печать, также известная как многоцветная 3D-печать, — это самый простой способ 3D-печати деталей в нескольких цветах. Он предполагает загрузку цветного сырья в принтер. Наиболее распространенным способом является использование цветных нитей на 3D-принтерах, использующих технологию моделирования наплавления (FDM), которая расплавляет и наносит нить на платформу принтера.
Цветная 3D-печать FDM. (источник: 3Dnatives)
3D-принтеры FDM могут печатать одним цветом с использованием цветной нити, двумя цветами с использованием двойного экструдера или несколькими цветами и градиентами с использованием смешения цветов, в зависимости от того, сколько нитей одновременно проходит через принтер .
Основным преимуществом этих многоцветных 3D-принтеров является их простота в использовании и доступная цена. Однако недостатки заключаются в том, что невозможно добиться определенного цветового тона, и на финальной части, скорее всего, будут видны линии слоев. Кроме того, чем больше экструдеров у FDM-принтера, тем выше вероятность ошибок печати.
В то время как прямая цветная печать предлагает только готовые варианты цветов, подбор цветов позволяет создавать 3D-печатные детали практически любого пользовательского цвета.
SLA Детали, напечатанные на 3D-принтере, различных цветов.
Являясь первым интегрированным решением для смешивания цветов для стереолитографической (SLA) 3D-печати, Formlabs Color Kit смешивает цветные пигменты с основным материалом для создания полного картриджа с индивидуально подобранной цветной смолой. Затем в процессе 3D-печати SLA используется лазер для затвердевания цветной смолы и деталей 3D-печати в ярких цветах с гладкой поверхностью и почти незаметными линиями слоев.
Color Kit, первое интегрированное решение для смешивания цветов для 3D-печати SLA.
Образец детали
Убедитесь сами и убедитесь в качестве Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Полноцветная 3D-печать — наиболее универсальный метод цветной 3D-печати, поскольку он позволяет создавать объекты в нескольких цветах одновременно, подбирая любой тон и создавая реалистичные детали.
В отличие от цветных нитей или смолы, материал, используемый для полноцветной печати, не окрашивается заранее — цвет добавляется к основному материалу в процессе печати, подобно цветному 2D-принтеру.
Полноцветная 3D-печатная деталь с напылением связующего. (источник: Hubs)
Такие технологии, как распыление связующего вещества и распыление материала, позволяют производить полноцветные 3D-отпечатки. Однако эти процессы имеют высокую стартовую цену, что делает их недоступными для большинства пользователей, в то время как только один производитель предлагает более доступный полноцветный 3D-принтер FDM.
В некоторых случаях цветным 3D-отпечаткам может не хватать деталей или ярких цветов, к которым стремится художник или дизайнер. Окрашивание монохроматических 3D-печатных деталей акриловой, масляной краской или аэрозольной краской, хотя и требует больше времени, предлагает недорогое и полностью индивидуальное решение.
Сравнение до и после покраски миниатюры динозавра, напечатанной на 3D-принтере SLA.
Для моделей, которым требуется идеально гладкая поверхность или очень мелкие детали, может потребоваться последующая обработка, например шлифовка, грунтовка или использование растворителя перед покраской.
Шлифовка уменьшает дефекты поверхности, а грунтовка заполняет небольшие трещины и отверстия. Кроме того, для некоторых деталей, напечатанных на 3D-принтере, может потребоваться грунтовка, чтобы уменьшить нейтральный цвет грунтовки перед нанесением краски.
Посмотрите или прочитайте наше пошаговое руководство по грунтовке и окраске деталей, напечатанных на 3D-принтере.
Гидрография, также известная как гидропечать, водная печать или водная печать, является распространенным методом нанесения печатных рисунков на трехмерные поверхности. В процессе используется струйный принтер для печати изображения на пленке из поливинилового спирта. Пленка погружается в воду и на нее наносится химический спрей-активатор. Затем цветная пленка натягивается и прилипает к объекту, когда он медленно погружается в плавающую пленку.
Если вас интересует этот процесс, прочтите наше руководство о полноцветных шаблонах для 3D-печати с помощью вычислительной гидрографии.
Наиболее часто используемыми технологиями цветной печати являются FDM, SLA, SLS/MJF, распыление связующего и распыление материалов. Рассмотрим плюсы и минусы каждого процесса.
FDM, или моделирование методом наплавления, является одной из наиболее распространенных и наименее дорогих технологий потребительской 3D-печати. 3D-принтеры FDM создают детали путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области построения.
Нити для FDM-печати разных цветов. (источник: All3DP.com)
FDM в основном используется для прямой цветной печати на принтерах с одним экструдером или для смешивания цветов в 3D-печати на принтерах с двумя или несколькими экструдерами.
FDM теперь также можно использовать для полноцветной 3D-печати на цветном 3D-принтере da Vinci. С помощью бесцветной нити, которая окрашивается с помощью струйных картриджей CMYK непосредственно перед экструдированием, она производит цветные детали аналогично цветному 2D-принтеру.
SLA, или стереолитографическая 3D-печать, использует лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией. Детали SLA имеют самое высокое разрешение и точность, самые четкие детали и самую гладкую поверхность из всех технологий 3D-печати пластиком.
Цветные детали SLA, напечатанные на 3D-принтере с использованием цветового набора Formlabs и стандартных смол.
SLA предлагает возможность подбора практически любого пользовательского цвета с помощью Formlabs Color Kit, первого интегрированного решения для смешивания цветов для 3D-печати SLA. Благодаря гладкой поверхности детали, напечатанные SLA, также легко подвергаются последующей обработке, окрашиванию и использованию для нанесения гидрографических изображений.
Технический документ
Ищете 3D-принтер для печати ваших 3D-моделей в высоком разрешении? Загрузите наш технический документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузить информационный документ
Селективное лазерное спекание — наиболее распространенная технология аддитивного производства для промышленного применения, которой доверяют инженеры и производители в различных отраслях благодаря своей способности производить прочные и функциональные детали.
Окрашенные детали, напечатанные на 3D-принтере SLS. (источник: Hubs)
3D-принтеры SLS используют в качестве сырья белый, серый или черный нейлоновый порошок. Хотя детали нельзя напечатать в цвете напрямую, их можно окрасить или раскрасить при постобработке.
Белая книга
Ищете 3D-принтер для создания прочных функциональных деталей? Загрузите нашу белую книгу, чтобы узнать, как работает SLS-печать и почему это популярный процесс 3D-печати для функционального прототипирования и конечного производства.
Загрузить информационный документ
Технология струйной 3D-печати связующим веществом аналогична печати SLS и MJF, но для связывания порошкообразного материала из песчаника вместо нагревания используется цветное связующее вещество.
Детали, изготовленные с помощью распыления связующего, имеют пористую поверхность и очень хрупкие, что означает, что этот процесс рекомендуется только для статических приложений, таких как создание полноцветных фигурок и концептуальных моделей.
Струйные 3D-принтеры сочетают в себе традиционную струйную печать с использованием фотополимерных смол путем нанесения капель материала на рабочий лоток, аналогичный 2D-принтерам, который затем затвердевает под действием УФ-излучения.
Этот процесс предлагает множество цветовых возможностей и позволяет создавать фотореалистичные детали с яркими цветами. Однако детали имеют плохие механические свойства, чувствительны к нагреву, а стартовая цена для этой технологии является самой высокой из всех вариантов цветной 3D-печати.
Цветная 3D-печать с распылением материала. (источник: концентраторы)
FDM
SLA
SLS
Распыление связующего
Распыление материала
Resolution
★★☆☆☆
★★★★★
★★★★☆
★★★☆☆
★★★★★
Accuracy
★★ ★★ ☆
★★★★★
★★★★★
★★★ ☆☆
★ ★ ★ ★
Поверхностная отделка
★ ★
Поверхностная отделка
★ ★
★
★
. ★
★★★★ ☆
★★★ ☆☆
★ ★ ★ ★ ★
простота использования
★ ★ ★ ★
★ ★ ★ ★ ★ ★ ★ ★ ★ жела
★ ★ ★ ★ ★ ★ ★ ★ жела
★ ★ ★ ★ ★ ★ жела
★★★★☆
★★★★☆
Complex Designs
★★★☆☆
★★★★☆
★★★★★
★★★☆☆
★★★★☆
Описание
Печатающая головка плавит и выдавливает термопластическую нить
Лазер затвердевает жидкую смолу
Лазер или источник света спекает нейлоновый порошок как печатающая головка лечит капли смолы
Materials
Thermoplastic filaments
Varieties of liquid resin
Varieties of polymer powder
Sandstone
Varieties of liquid resin
Color 3D printing options
Direct color, color mixing, or full color
Подбор цветов
Нет
Полноцветный
Полноцветный
Постобработка с цветами
Покраска (требуется много постобработки) Hydrographic printing
Painting Hydrographic printing
Dyeing Painting Hydrographic printing
Painting Hydrographic printing
Painting Hydrographic printing
Applications
Basic modelmaking
Rapid prototyping, miniatures and models, medical models
Быстрое прототипирование, детали для конечного использования
Миниатюры и модели
Быстрое прототипирование, миниатюры и модели, медицинские модели
Цена
Стоимость бюджетных принтеров и комплектов для 3D-принтеров начинается от нескольких сотен долларов. Настольные принтеры среднего класса более высокого качества стоят от 2000 долларов, а промышленные системы — от 15 000 долларов.
Профессиональные настольные принтеры стоят от 3750 долларов, настольные широкоформатные принтеры — от 11 000 долларов, а крупногабаритные промышленные принтеры — от 80 000 долларов.
Профессиональные настольные принтеры стоят от 19 000 долларов.
Полноцветные 3D-принтеры стоят от 60 000 долларов.
Полноцветные 3D-принтеры стоят около 50 000 долларов, а крупномасштабные машины доступны по цене от 100 000 долларов.
Видеоруководство
Не можете найти лучшую технологию 3D-печати для ваших нужд? В этом видеоруководстве мы сравниваем технологии FDM, SLA и SLS с учетом популярных соображений покупателей.
Смотреть видеоролики
Цветная 3D-печать позволяет инженерам и дизайнерам экономить деньги и время с созданием похожих на прототипы прототипов, кинематографистов — превращать цифровые модели в реквизит, модельеров — создавать яркие миниатюры, медицинских работников — создавать точные анатомические модели и более.
Быстрое прототипирование помогает компаниям превращать идеи в реалистичные доказательства концепции, доводит эти концепции до высокоточных прототипов, которые выглядят и работают как конечные продукты, и проводит продукты через серию этапов проверки до массового производства.
Команда разработчиков Birdkids использовала 3D-печать SLA для создания цветных прототипов.
Концептуальные модели в цвете могут продемонстрировать идею заинтересованным сторонам, вызвать обсуждение и стимулировать принятие или отклонение с помощью исследования концепции с низким уровнем риска.
На более поздних этапах реалистичные цветные прототипы могут дать лучшее представление о том, как будет выглядеть конечный продукт и как с ним будет взаимодействовать конечный пользователь. Эргономика, пользовательские интерфейсы и общее взаимодействие с пользователем могут быть проверены с помощью 3D-печатных прототипов, прежде чем тратить значительное время на проектирование и проектирование для полной разработки функций продукта.
3D-печать с подбором цвета или полноцветная 3D-печать также позволяет командам разработчиков продукта экспериментировать с различными цветовыми вариантами и проводить исследования с клиентами, прежде чем переходить к производству.
В индустрии развлечений 3D-печать реквизита и моделей стирает грань между физическими моделями и цифровыми эффектами. Художники создают реалистичные детализированные модели с помощью программного обеспечения для 3D-моделирования, а затем воплощают их в жизнь за считанные часы с помощью 3D-печати. Процессы 3D-печати с высоким разрешением, такие как SLA, могут воспроизводить даже самые сложные параметры дизайна, такие как текстура кожи.
Закулисный взгляд на визуальные эффекты (VFX) и процесс разработки студии дизайна Aaron Sims Creative Демогоргона из «Очень странных дел».
Мастера реквизита, такие как Рассел Боббитт для фильмов Marvel и Жако Снайман для сериала «Воспитанные волками», а также визуальные эффекты (VFX) и студия дизайна Aaron Sims Creative для «Очень странных дел» приняли эту технологию, поскольку она значительно экономит время на изготовление реквизита и подпитывает творческий потенциал в процессе проектирования. Создание становится более гибким и плавным, а реквизит и модели могут создаваться более эффективно.
Без сомнения, 3D-печать произвела революцию в создании нестандартных миниатюр и статуэток, будь то моделирование, настольные игры, предметы коллекционирования или другие увлечения.
Поскольку полноцветные 3D-принтеры часто не по карману любителям и производителям моделей, которые в любом случае традиционно раскрашивают модели вручную, самый популярный способ создания цветных моделей — это раскрашивание их после 3D-печати.
Например, художники Modern Life Workshop сочетают дизайн 3D-моделирования с 3D-печатью SLA для создания гиперреалистичных портретов знаменитостей. Художники используют цифровое программное обеспечение для скульптуры от руки ZBrush для создания подробных моделей на компьютере. Затем они печатают дизайны на 3D-принтере SLA и раскрашивают детали вручную.
Художники из Modern Life Workshop создают гиперреалистичные скульптуры с помощью ZBrush и 3D-печати.
В играх возникли онлайн-сообщества вокруг настольных игр, таких как Dungeons & Dragons, для которых геймеры используют 3D-принтеры для создания единственных в своем роде D&D 3D-печатных миниатюр, фигурок, ландшафтов, пейзажей и других аксессуаров для настольных игр.
Профессиональные компании по производству моделей, такие как DM-Toys, также используют 3D-печать для ускорения циклов прототипирования и производства нестандартных моделей.
Глобальная компания Hasbro, занимающаяся играми и развлечениями, также использует эту технологию для создания фигурок Hasbro Selfie Series — новаторской попытки использовать 3D-печать для изготовления персонализированных фигурок в масштабе. Теперь фанаты впервые могут сканировать свое лицо с помощью смарт-устройства и получить изготовленную на заказ фигурку, похожую на фигурку, доставленную к их двери.
В сфере здравоохранения рентгенологи, хирурги и специалисты в области биомедицины все чаще обращаются к 3D-печати для создания точных 3D-моделей анатомических особенностей, которые можно использовать в качестве справочных инструментов для предоперационного планирования, интраоперационной визуализации и обучения.
3D-печать позволяет медицинским работникам создавать сложные модели со сложными деталями, которые невозможно создать с помощью других технологий.
Полноцветная модель поджелудочной железы, изготовленная с помощью 3D-печати SLA, а затем окрашенная акрилом.
Высокодетализированные цветные модели отлично подходят для программ обучения резидентов, где каждый кровеносный сосуд или орган может быть напечатан непосредственно на 3D-принтере или окрашен в разные цвета для удобного просмотра в классе.
Кроме того, хирургические модели для конкретных пациентов, основанные на данных сканирования пациента, становятся все более полезными инструментами в современной практике персонализированной точной медицины.
Будь то сопоставление цветов для создания 3D-печатных деталей практически любого пользовательского цвета или печать деталей с высоким разрешением, которые можно окрашивать для создания гиперреалистичных моделей, 3D-печать SLA обеспечивает невероятную детализацию и безупречное качество по доступной цене.
Начните 3D-печать своих собственных 3D-печатных деталей на Form 3 и воплотите свои самые смелые идеи в жизнь с помощью Form 3L.
См. форму 3 См. форму 3L
Лучшие полноцветные 3D-принтеры на рынке
Опубликовано 2 декабря 2021 г. автором Carlota V.
Когда дело доходит до выбора 3D-принтера, необходимо учитывать несколько критериев: для каких приложений он будет использоваться, желаемая скорость печати, конечное качество частей, количество, которое должно быть произведено, среди прочего. Для некоторых особенно важным аспектом является возможность оформления деталей в цвете. Это правда, что интеграция цветов редко является выбором номер один, но для некоторых пользователей она является ключевой. Например, при создании визуального прототипа, который должен выглядеть как флакон духов, или анатомической модели, в которой необходимо отличать кровеносные сосуды от нервов и артерий. Введите полноцветные 3D-принтеры.
Интеграция цвета в аддитивное производство в настоящее время возможна, будь то с помощью машин, способных предлагать широкий спектр цветов, аксессуаров, которые можно добавить к принтерам, или решений для постобработки, которые предлагают варианты окрашивания, окраски, лакирования и т. д. В этом списке мы сосредоточимся на цветных 3D-принтерах, то есть машинах, которые могут производить многоцветную деталь в конце процесса печати. Мы отсортировали их по процессу печати: экструзии, распылению материала и связыванию порошком.
Моделирование методом наплавления
Технология FDM предлагает несколько возможностей для создания цветных деталей. Для некоторых цветных 3D-принтеров наличие нескольких экструдеров позволит пользователю выбирать разные нити и комбинировать их. Другие производители разработали систему, которая может окрашивать нити непосредственно внутри 3D-принтера: машина выпускает цветные чернила на печатающую головку, в результате чего получается цветная нить. Наконец, существуют дополнительные аксессуары для смешивания различных нитей.
Crane Quad
Компания M3D, известная тем, что в 2014 году запустила на Kickstarter успешный настольный 3D-принтер Micro 3D, продолжила разработку различных машин FDM/FFF. Среди ее последних творений — Crane Quad, 3D-принтер, способный комбинировать несколько нитей для создания новых комбинаций цветов или гибридных материалов. Фактически, Crane Quad смешивает 4 нити CMYK для получения более 50 000 различных цветов. Кроме того, он предлагает максимальный производственный объем 230 x 230 x 250 мм при минимальной высоте слоя 25 микрон. Он продается M3D по цене 9 долларов.99. Дополнительную информацию можно найти ЗДЕСЬ.
Цветной 3D-принтер da Vinci и его мини-принтер
Цветной 3D-принтер da Vinci сочетает в себе технологии FDM и струйной печати, поскольку в нем используется впитывающая бесцветная нить PLA, которую можно смешивать с чернилами разных цветов. По словам производителя, чернильные картриджи CMYK можно использовать в практически неограниченной цветовой гамме, до 16 миллионов оттенков. Он имеет объем печати 200 x 200 x 150 мм при максимальной скорости печати 180 мм/с. Кроме того, у XYZprinting есть и более компактная версия da Vinci Color Mini с меньшим объемом печати 130 x 130 x 130 x 130 мм. Функции этой последней версии включают автоматическую калибровку, беспроводное подключение для удаленного подключения к принтеру и дополнительный модуль лазерной гравировки для дальнейшей настройки проектов.
Element от Mosaic Manufacturing
3D-принтер Element был запущен канадской компанией Mosaic Manufacturing. Эта профессиональная машина позволяет выполнять сложные оттиски из различных материалов, получая при этом реалистичные полноцветные и функциональные отпечатки, комбинируя гибкие и жесткие материалы. Он имеет печатную форму, которая достигает 120 ° C и разрешение слоя от 20 до 230 микрон. При максимальном объеме печати 355 x 355 x 355 мм 3D-принтер Element имеет цельнометаллический портал и систему точных движений. Другие функции включают внутреннюю камеру для просмотра отпечатков, управление с помощью сенсорного экрана и возможность подключения через Wi-Fi, локальную сеть или USB. Он совместим с ламинатором Canva, с помощью которого вы можете легко создавать, резать и управлять любым проектом 3D-печати.
Palette 3
Хотя Palette 3 не является 3D-принтером, это, вероятно, один из самых доступных способов создания цветных деталей. Разработанный канадской компанией Mosaic Manufacturing станок должен быть подключен к экструзионному 3D-принтеру. Он позволяет комбинировать гибкие и жесткие материалы, и пользователи могут не только создавать детали сложной формы, но и печатать их в цвете за один раз. Также доступна Pro-версия Palette 3 с расширенными свойствами, которые позволяют пользователям печатать техническими материалами и создавать долговечные отпечатки большого объема. Наконец, Palette 3 Pro оснащен Splice Core Pro, системой охлаждения, которая делает соединение нити более надежным. Palette 3 доступна от 650 евро, а Palette 3 Pro — от 850 евро.
RoVa4D
3D-принтер RoVa4D вырос из успешной кампании на Kickstarter канадской компании ORD Solutions, которая после своей первой кампании на Kickstarter посвятила себя улучшению возможностей своего 3D-принтера. Эта последняя версия поддерживает 5 катушек и печатающую головку, которая позволяет печатать различными материалами и цветами, от гибких материалов до растворимых материалов. Он имеет объем печати 120 х 120 х 180 мм. Для успешной цветной печати машина имеет 5 различных катушек для цветов CMYK ( голубой, пурпурный, желтый, черный и белый ), которые затем смешиваются внутри запатентованного хотэнда, чтобы в результате получить ожидаемый цвет. В настоящее время принтер можно приобрести на сайте производителя за 7500 долларов. Дополнительную информацию можно найти ЗДЕСЬ.
XRIZE
XRIZE — это промышленный 3D-принтер, в котором используется гибридный процесс, называемый расширенным осаждением, для создания многоцветных объектов. Этот гибридный процесс сочетает в себе 3D-печать на основе экструзии и струйную технологию, известную нам по 2D-принтерам. В то время как деталь создается слой за слоем с помощью традиционного бесцветного PLA, 3D-принтер одновременно выпускает чернила CMYK (9). 0048 голубой, пурпурный, желтый, черный ) в печатающую головку для добавления цвета. Например, на детали можно напечатать текст, изображения и QR-коды. Хотя устройство можно охарактеризовать как настольную машину, габариты которого составляют 310 х 200 х 200 мм, XRIZE стоимостью 55 000 долларов подходит не столько для производителей и любителей, сколько для промышленного применения. Дополнительную информацию можно найти ЗДЕСЬ.
Струйная обработка материала
3DUJ-553 и 3DUJ-2207 от Mimaki
Японская компания Mimaki, производитель традиционных 2D-принтеров, первой изобрела струйный 3D-принтер для цветных материалов с УФ-отверждением. Его решение 3DUJ-553 было запущено в 2017 году и может создавать детали с более чем 10 миллионами цветов. Он использует процесс отверждения ультрафиолетовым светом и предназначен для профессионального сектора. Во время этого процесса наносится слой материала, а затем покрывается чувствительными к ультрафиолетовому излучению чернилами, которые могут затвердевать на свету. Процесс повторяется до тех пор, пока не будет получена окончательная часть.
Совсем недавно Mimaki разработала 3DUJ-2207, более компактный 3D-принтер, предлагающий те же возможности цветной печати. Он более доступен и прост в использовании, открывая большую часть текущего рынка. 3DUJ-2207 особенно подходит для медицинских работников, исследователей и преподавателей, а также дизайнеров и художников.
Цифровая производственная система ActiveLab от Voxel8
Цифровая производственная система ActiveLab от Voxel8, приобретенная ранее в этом году Kornit Digital, представляет собой еще одно решение для 3D-печати из нескольких материалов с использованием технологии, основанной на струйной печати материалов. Его технология ActiveMix® состоит из трех возможных элементов: ActiveMix Extrusion, ActiveMix Spray и ActiveImage. Экструзия работает для создания трехмерных структур и толстых пленок на любой поверхности или текстуре с теологически настроенными жидкостями, в то время как распыление быстро покрывает большие площади подложки эластомерным спреем для текстиля. Наконец, ActiveImage использует технологию струйной печати посредством распыления или экструзии, или того и другого, для встраивания графики высокого разрешения в эластомеры. Пользователи могут ожидать полноцветную графику, и компания указывает на ее использование, особенно при создании спортивных товаров, хотя она также может применяться в промышленности и медицине. Вы можете узнать больше ЗДЕСЬ.
Фото: Voxel8
J55 Prime
Одно из самых известных имен в мире полноцветных 3D-принтеров — это, конечно же, Stratasys с их технологией PolyJet, отличающейся тем, что позволяет смешивать цвета, материалы и даже текстуры в одной части. Хотя у них есть много разных машин, использующих Polyjet, мы хотели бы обратить ваше внимание на их J55 Prime, выпущенный в 2020 году. Это более компактное решение по-прежнему обладает возможностями работы с несколькими материалами и несколькими цветами своих более крупных предшественников, но на долю цена. Он может печатать пятью материалами одновременно, что означает, что пользователи могут создавать более 640 000 уникальных комбинаций, включая проверенные цвета Pantone. Поскольку он был разработан для офиса или студии, он также очень тихий, работая на том же уровне, что и бытовой холодильник. Наконец, у него есть вытяжка воздуха ProAero™ для улавливания и фильтрации паров. Узнать больше о принтере можно ЗДЕСЬ.
Серия ProJet CJP
ProJet CJP 260Plus — это самый доступный и удобный для офиса вариант цветной 3D-печати от 3D Systems. ProJet CJP 260Plus создает фотореалистичные детали в полном цвете CMY с мелкими деталями и возможностью использовать полное текстурное/ультрафиолетовое наложение, чтобы лучше оценить внешний вид, ощущение и стиль дизайна продукта. Этот 3D-принтер основан на технологии печати ColorJet от 3D System и имеет максимальный объем сборки 236 x 185 x 127 мм.
3D Systems производит весь спектр цветных 3D-принтеров, включая ProJet CJP 360, CJP 260 Plus, CJP 860Pro, CJP 660Pro и CJP 460Plus. Они различаются в зависимости от объема сборки, 860Pro является самым большим решением с объемом сборки 508 × 381 × 229. мм. Дополнительную информацию можно найти ЗДЕСЬ.
Binder Jetting
ComeTrue T10
Разработанный тайваньским производителем ComeTrue 3D-принтер ComeTrue T10 основан на технологии Binder Jetting и цветных чернилах (CMYK). Преимуществом такого процесса является возможность печати деталей без поддержки печати, а также его скорость, T10 действительно может достигать скорости печати 20 мм/ч. ComeTrue T10 позволяет изготавливать детали с максимальным размером 200 x 160 x 150 мм с разрешением 1200 x 556 точек на дюйм при минимальной высоте слоя 0,08 мм. Для 3D-принтера ComeTrue требуется машина постобработки для удаления готовых отпечатков (пылесос для сухой уборки). ComeTrue T10 доступен по цене около 25 000 евро. Дополнительную информацию можно найти ЗДЕСЬ.
PartPro350 xBC от XYZprinting
Запущенный в 2018 году китайским производителем XYZprinting, 3D-принтер PartPro350 xBC использует технологию Binder Jetting. Он совместим со стандартными термопластами, такими как ABS и PLA, и предназначен для профессионалов.
НА ШУРУПЫ И САМОРЕЗЫ НА ГАЙКИ НА БОЛТЫ, ВИНТЫ, ШПИЛЬКИ НА МИКРОВИНТЫ НА ШПИЛЬКИ И ПРУТКИ НА ТОНКИЕ ИЗДЕЛИЯ С НЕСТАНДАРТНЫМ ПРОФИЛЕМ НА СПЕЦИАЛЬНЫЕ ДЕТАЛИ НА ТРУБЫ
общая информация о нарезании резьб на гайки
4-шпиндельные гайконарезные станки
2-шпиндельные резьбонарезные автоматы
1-шпиндельные гайконарезные автоматы
Универсальные гайконарезные станки
Гайконарезные автоматы для ГЛУХИХ гаек
резьбонарезные станки для ДЛИННЫХ КОЛЕСНЫХ гаек
гидравлические станки для обжима гаек
Общая информация о получении резьбы на гайках
К самым распространенным крепежным изделиям можно отнести гайки. Они являются важной частью резьбовых соединений и применяются в различных их видах.
В производстве крепежных изделий используются несколько технологий изготовления гайки — точение, горячая штамповка, холодная штамповка и др. Все технологии придают изделию определенную форму (круглая, четырехугольная, шестигранная), но основная составляющая гайки — это резьба, которая является основой для создания крепежных соединений.
Нарезание резьбы — операция, выполняемая со снятием стружки или методом накатывания, в результате которой образуются винтовые канавки на поверхностях. Наиболее распространенным и универсальным способом получения внутренних резьб гаек является обработка резанием.
К ней относятся:
нарезание внутренних резьб метчиками
точение внутренних резьб резьбовыми резцами и гребенками
резьбофрезерование внутренних резьб дисковыми и червячными фрезами
нарезание внутренних резьб резьбонарезными головками
вихревая обработка внутренних резьб
накатывание внутренних резьб резьбонакатными головками
накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
Видов гаек и размеров гаек очень много, поэтому видов оборудования для нарезки / накатки резьбы на гайки тоже много. Как же производителю выбрать способ нарезания резьбы? Нарезание резьбы метчиками, накатка на гайконарезном станке, фрезерование или токарная обработка? Лишь путем проб и ошибок – если один из способов не приносит удовлетворительного результата, нужно пробовать другой. Всем способам нарезания резьбы на гайки присущи свои достоинства, свои недостатки и своя сфера применения. Самое главное: решая взяться за нарезку резьбы, посмотрите на имеющиеся станки и подсчитайте стоимость инструментов, время цикла резки и сроки эксплуатации инструментов.
Нарезание резьбы на гайки метчиками
применение гаечных метчиков для нарезания резьбы на гайки это самый распространённый и наименее затратный способ на начальном этапе производства
гаечные метчики могут быть использованы при обработке практически любого материала твердостью вплоть до 65 HRC
гаечные метчики могут нарезать резьбу в отверстиях глубиной более трёх диаметров самого инструмента
гаечные метчики обычно работают намного быстрее, чем резьбонарезные фрезы с одной режущей кромкой
нарезание резьбы гаечными метчиками это продолжительный процесс. Окончательные размеры резьбы достигаются за один проход
нарезка резьбы гаечными метчиками возможна в отверстиях диаметром не более 16 мм. При нарезании резьбы в отверстиях большего диаметра у станка может просто не хватить мощности для поворота гаечного метчика, контактирующего с заготовкой.
при нарезании резьбы гаечными метчиками производится большое количество стружки, которую нужно эффективно отводить. В противном случае стружка образовывает заторы вокруг метчика, забивает канавки метчика, что может привести к обламыванию метчика в отверстии. Алюминий, углеродистые и нержавеющие стали являются наиболее сложными материалами для контроля отвода стружки.
при нарезании резьбовых отверстий диаметром 6 мм и менее существует проблема отвода стружки, так как пространство очень ограничено, а инструменты маленького размера относительно хрупкие.
поскольку диаметр и шаг резьбы всегда остаются неизменными, один и тот же гаечный метчик не может использоваться для нарезания отверстий разного размера.
при нарезке резьбы в гайках гаечными метчиками требуется смазка
Накатывание резьбы на гайки бесстружечными метчиками на гайконарезных автоматах
Достоинства и недостатки накатки гаечной резьбы
является наиболее высокопроизводительным способом получения резьбы на гайках
накатные метчики не режут, а деформируют материал, поэтому стружка при этом процессе не образуется и отсутствует вероятность возникновения заторов стружки
накатывание резьбы бесстружечными метчиками (метчиками-раскатниками) обеспечивает высокое качество получаемой резьбы на гайках
накатанная резьба прочнее резьбы, получаемой нарезкой, так как зернистый по своей структуре металл подвергается сдавливанию, что делает его более однородным
твёрдость заготовки при такой обработке ограничивается как правило 40 HRC
поскольку накатка резьбы подразумевает пластическую деформацию, материал должен быть пластичен или обладать низким коэффициентом растяжения
накатные метчики требуют больший крутящий момент и большую мощность от станка, кроме того, инструмент должен быть крепче зажат в державке станка. Для пластической деформации металла требуется приложить большую силу, чем при его резке.
отверстие под накатывание резьбы должно быть просверлено более точно, чем таковое отверстие под нарезании резьбы
полученные путем пластической деформации материала, не подходят для некоторых отраслей промышленности, таких как медицинская и авиационно-космическая. При накатке резьбы внутренний диаметр не идеален, авиационно-космическая отрасль не допускает такой U-образный профиль на внутреннем диаметре резьбы.
Токарная обработка резьбы
Токарная обработка является ещё одним способом нанесения внутренней резьбы. При этом используются либо сменные твердосплавные пластины, либо миниатюрный инструмент наподобие расточного резца. Обработка производится на многоосевых или токарных станках. Нарезание резьбы на токарных станках выполняется в единичном и мелкосерийном производстве.
нарезание резьбы на токарных станках подходит для целого ряда материалов вплоть до очень твердых или абразивных
нарезание резьбы на токарных станках подходит для отверстий глубиной до 3 его диаметров при использовании инструмента со стальными державками, и даже глубиной в 4-5 диаметров при использовании инструмента с державками из твердых сплавов
возможно нарезание различных видов резьб при соответствующей настройке вращения шпинделя с перемещением суппорта, углом воздействия режущего инструмента и частотой оборотов детали
скорость нарезания резьбы на токарном станке очень маленькая. Использование высокопроизводительных режимов при нарезании резьбы приводит к повышенной нагрузке на элементы шпиндельного узла.
для получения точной резьбы необходимо выдержать жесткие требования по подаче, шагу резьбы, соосности инструмента и отверстия.
большая трудоёмкость операции нарезания резьбы
отвод стружки является большой проблемой при нарезании внутренней резьбы на токарных станках, особенно остро проблема проявляется при нарезании резьбы в глухих отверстиях
требуется СОЖ
Нарезание резьбы гайконарезными головками
Гайконарезная головка представляет собой сложный механизм, оснащенный комплектом гребенок, выполняющих роль зубьев метчиков, имеющих режущие и направляющие резьбовые профили.
гайконарезные головки могут использоваться для нарезания резьбы любого типа
нарезание резьбы гайконарезными головками, применяемыми на автоматических станках, значительно производительнее (в 3—4 раза), чем нарезание плашками, так как благодаря автоматическому раскрыванию обратного свинчивания их не требуется.
гайконарезные головки не требуют реверсирования, так как в конце рабочего хода гребенки автоматически убираются внутрь корпуса
в одном корпусе головки допускается установка гребенок различных размеров, что повышает универсальность инструмента
повышенная точность резьбы
подходит для серийного и массового производства
высокая стойкость и долговечность — вставные гребенки имеют большее количество переточек
размеры получаемой резьбы можно легко регулировать и при необходимости нарезать в два прохода
резьбовой профиль гребенок образуется шлифованием, что обеспечивает хорошее качество режущих и калибрующих профилей и, как следствие, улучшается точность и шероховатость поверх-ностей резьбового профиля нарезаемой резьбы
высокая цена
при нарезании резьб гайконарезными головками станок должен отвечать установленным для него нормам точности. Особенно важно соблюдение требований по биению шпинделя и соосности детали и гайконарезной головки
Нарезание внутренней резьбы фрезами
Для нарезания резьбы применяются цельные твердосплавные фрезы и сменные твердосплавные пластины (стальное тело фрезы с карбидными вставками). Многовитковые резьбонарезные фрезы нарезают резьбу сразу на всю глубину за один полный поворот фрезы. Одновитковые фрезы нарезают один виток резьбы за оборот.
фрезы для нарезания резьбы подходят для обработки материала прочностью до 65 HRC
резьбонарезные фрезы имеют большой диапазон применения, их диаметр начинается от 1.5 мм и заканчивается самыми большими размерами
одна и та же резьбонарезная фреза может применяться для отверстий, имеющих различный диаметр, но одинаковый шаг резьбы
фреза с одной режущей кромкой может быть использована для обработки отверстий различных диаметров, а также и нарезания резьбы различного шага
фреза одной и той же геометрии, но с одним или двумя слоями различных покрытий, позволяет обрабатывать множество разнообразных материалов
одновитковая резьбонарезная фреза может быть применена для обработки глухих и сквозных отверстий, а также для нарезания правой и левой резьбы
одновитковая фреза может работать на большой глубине, вплоть до 20 диаметров
так как фреза имеет плоскую нижнюю поверхность, она может нарезать резьбу в непосредственной близости от днища глухого отверстия, и даже если фреза сломается, это не приведет к выбраковыванию детали
фреза для нарезания резьбы может быть совмещена в одном корпусе с другими инструментами для сверления отверстий, тем самым образовывая комбинированный инструмент, который может одновременно сверлить, делать фаски и нарезать резьбу
отвод стружки обычно не является проблемой при нарезании резьбы фрезами
цикл обработки фрезой обычно дольше цикла обработки метчиками
использование фрез для нарезания резьбы в гайках требует специальной программы для станка
использование фрез для нарезания резьбы на гайки требует постоянного контроля оператора. Так как фреза стачивается в процессе нормального износа, оператору необходимо измерять допустимые отклонения в размерах резьбы, следить за износом инструмента и регулировать режущий процесс, чтобы подстроится под текущий износ инструмента и сохранить правильные размеры получаемой резьбы.
при использовании фрезы для нарезания резьбы силы резания не сбалансированы. При нарезании резьбы большой длины создается большое давление на боковую поверхность фрезы, так как на нее воздействует большая радиальная сила. Это может приводить к проблемам в виде отскакивания режущей кромки от заготовки и появлению на ней сколов, и даже к обламыванию фрез небольшого диаметра
Шлифование для нарезания высокопрецизионной резьбы на гайки
Нарезание резьбы методом шлифования позволяет нарезать высокопрецизионные внутренние резьбы. Типичными деталями, которые производятся методом внутреннего шлифования, являются резьбоизмерительные калибры, гайки для обычных и шариковых винтовых передач. Нарезание внутренней резьбы методом шлифования производится на специализированных станках.
при помощи одного станка можно вышлифовывать широкое разнообразие внутренних видов резьбы
типичные размеры, обеспечивающие экономически выгодный процесс шлифования, варьируются от 10 до 533 мм
нарезание внутренней резьбы методом шлифования является очень точным процессом
требуется узкоспециализированное дорогостоящее оборудование
требуется отвод / смыв стружки при нарезании внутренней резьбы методом шлифования
для эффективного нарезания внутренней резьбы методом шлифования станок должен обладать жесткостью конструкции, точным перемещением по осям, способностью выполнять точные циклические перемещения и наличие прецизионных шпинделей с датчиками контроля температуры
Накатка резьбы: существующие методы и их особенности
Главная > Статьи > Накатка резьбы: существующие методы и их особенности
Резьбовые детали — это особый вид деталей, у которых для соединения с объектом или друг с другом используется резьба. В современной промышленности для нанесения резьбовых соединений зачастую используют метод накатки. Он заключается в том, что в заготовке из металла при помощи оборудования давлением металл выдавливается и накатывается на вершину резьбы. Резьбовое соединение при этом, приобретает повышенную прочность, за счет изменения пластичности металла. В современной промышленности для выполнения накатывания используют плашки, а также приводной или бесприводной инструмент цилиндрической формы.
Накатка плоскими плашками
Метод предусматривает использования не одной плашки, а комплекта из нескольких. Одну обязательно соединяют с ползуном станка и поэтому она движется возвратно-поступательно. Вторая монтируется на станке и остается статичной. Первая, двигаясь, захватывает деталь и прокатывает ее по неподвижной производя накатку. Рассмотрим возможные варианты использования плашек при накатке:
Накатывание двумя плашками, одна при этом подвижная, а вторая нет. При этом способе накатки заготовка размещается между плашками. Их боковые стороны — это прямолинейные плоскости, которые выполнены под углом и соответствуют сечению резьбового профиля. Подвижная плашка движется прямо, а тангенциальное усилие поворачивает заготовку вокруг своей оси. Для передачи резьбового профиля от плашки к заготовке необходимо применить радиальное усилие, которое в свою очередь будет перпендикулярно оси. Таким способом можно изготавливать все виды резьбовых деталей, имеющих форму цилиндра и рифления по форме треугольника или трапеции: болты, винты, шпильки, шурупы и т.д.
Накатывание тремя плашками, где одна подвижная, а две нет. Данный метод помогает значительно ускорить выработку. Заготовки подают на статичные плашки. Когда плашка совершает прямой ход, резьба наносится на первую заготовку, а когда возвращается на вторую. Таким способом можно изготавливать все виды резьбовых деталей, имеющих форму цилиндра и рифления по форме треугольника или трапеции
Накатывание двумя плашками, где одна неподвижная, а другая подвижная и имеет несколько заборных частей. Механизм специализированной подвижной плашки состоит из 2-х частей забора, а это позволяет производить одновременно накатывать резьбу на две заготовки. Данный метод накатывания используется для изготовления только цилиндрических изделий.
Накатывание плашкой, оборудованной специальными вставками. Этот метод позволяет выполнять одновременную накатку на несколько цилиндрических заготовок, при условии, что длина вставок равна длине резьбы большого диаметра.
Накатка при помощи приводного цилиндрического инструмента
Такой метод накатки технически значительно превосходит предыдущий так как здесь применяют ролики. Накатка выполняется на специальных резьбонакатных станках. Главное отличие этого метода в том, что инструмент на обрабатываемую заготовку может подаваться: тангенциально, радиально, продольно и комбинированно.
Способы накатки с тангенциальной подачей инструмента на заготовку
Может выполняться следующим образом:
Накатывание при помощи вращающегося резьбового ролика и резьбовых сегментов (подвижных или неподвижных роликов) – это планетарный процесс накатывания. Такой вид накатки выполняется на станках планетарного типа. Данный метод характеризуется тем, что должно выдерживаться соответствие между профилем резьбы и внешней поверхностью ролика, а также внутренней поверхности сегмента. При накатке заготовка должна располагаться между рабочей поверхностью ролика и сегментов. Причем при увеличении сегмента снижается накатной путь и увеличивается производительность процесса, которая напрямую зависит от номинального диаметра резьбы при накатке и от состояния пластичности материала из которого выполнена заготовка. Этот метод не очень широко применяется ввиду своей высокой себестоимости из-за высокой цены инструмента и оборудования. Применим он только в крупносерийном и массовом производстве для изготовления болтов, шпилек, винтов, гаек, имеющих резьбу 2-го и 3-го класса точности.
Накатывание специальными затылованными роликами. У такого вида роликов на рабочей поверхности одного или обоих роликов имеются следующие части: выемка, заборная, калибрующая и сбрасывающая части. Выемка предназначена для введения заготовки в зону накатывания так и вывода ее по окончанию процесса накатывания. Сбрасывающая и калибрующая части имеют полный профиль резьбы. У заборной части из-за затыловки по высоте профиль неполный. При таком способе накатки нет необходимости в сближении роликов, а это значительно упрощает кинематическая схема резьбонакатного станка. В тех случаях, когда применяются две пары затылованных роликов, процесс накатывания значительно ускоряется. Резьбу можно наносить одновременно на два конца изделия или же обрабатывать сразу две детали. Применяют такой способ накатывания при производстве: винтов, пустотелых резьбовых деталей, болтов, метчиков, резьбовых калибров и прочих изделий, имеющих коническую и цилиндрическую резьбу треугольного, трапецеидального и круглого профиля.
Накатывание роликами с различным диаметром, но равным числом оборотов. Этот способ используют для накатки мелких шлицев, рифлений, зубьев, разверток, концевые фрезы и др. , а также для калибровки вращающихся тел, для полирования, правки валиков и других схожих деталей, а также для того, чтобы создать кольцевые выступы и канавки. Также накатывание роликами с различным диаметром применяют при накатке разного рода профилей: ромбической, прямой и угловой формы.
Накатывание роликами с одинаковым диаметром, но с различным числом оборотов. Данный метод, также, как и метод накатывания при помощи роликов с различными диаметрами окружности, используется для накатывания мелких шлицев, рифлений, зубьев, различных режущих инструментов (развертки, концевые фрезы и др.), а также используют для калибрования вращающихся тел, для полирования, правки валиков и других схожих деталей, а также для того, чтобы создать кольцевые выступы и канавки. Накатывание роликами с различными диаметрами используют для накатывания различных резьбовых профилей: ромбической, прямой и угловой формы.
Способ накатки с радиальной подачей инструмента на заготовку
Может осуществляться следующим образом:
Накатка одним роликом с винтовой нарезкой. Такой метод используют при накатке головки болта, участка позади буртика и прочих деталей с относительно не длинным стержнем, выполненных из цветных металлов и сплавов.
Накатка двумя многозаходными роликами с винтовой нарезкой. Данный метод используется для накатывания резьбы на следующие детали: болты, винты, шпильки и иные детали. Также данный способ используют для создания метчиков, микрометрических и ходовых винтов, а также для резьбовых калибров.
Накатывание тремя роликами с винтовой нарезкой. Данный метод используют для накатки резьбы не на резьбонакатных станках.
Способ накатки резьбы с продольной (осевой) подачей заготовки одним, двумя или тремя роликами с кольцевой нарезкой
Этот способ, по аналогии с радиальной подачей имеет те же самые способы накатки. При обработке заготовки этим методом перемещение происходит вращением роликов за счет ввинчивания или вывинчивания самой заготовки. Накатывания осуществляется двумя или тремя роликами с кольцевой нарезкой, путем движения заготовки вдоль собственной оси, однако расстояние между осями роликов при этом остается неизменным. Преимуществом данного метода является то, что накатывать можно накатывать резьбу на заготовку любой длины, данный процесс является независимым от ширины роликов.
Способ накатки резьбы с радиально-осевой подачей заготовки
Этот метод отличается тем, что угол подъема нарезки ролика равен нулю. При этом применяются ролики с кольцевой нарезкой. Конструктивно это выглядит так: оси роликов наклонены в сторону оси заготовки под углом подъема резьбы. Применяют данный метод только при изготовлении длинных видов резьбы.
Накатывание резьбы неприводным цилиндрическим инструментом с тангенциальной подачей при помощи вращающихся резьбонакатных головок
Данный метод используется при изготовлении протяженных цилиндрических резьб трапецеидальных и треугольных форм профилей на неподвижно установленной детали. Также его применяют при изготовлении деталей которые ввиду своей формы не могут обрабатываться на резьбонакатных станках (например, тройники). Резьба, нанесенная таким способом в массовом производстве, имеет второй класс точности резьбы.
Виды дефектов, возникающих в результате накатки и их причины
В основном дефекты, которые возникают во время накатывания резьбы, связаны с механическим воздействием в данном процессе. Виды дефектов металла, которые могут возникнуть:
выкрашивание;
шелушение;
отслаивание;
растрескивание;
вырывание поверхностного слоя;
образование дефектов на поверхности (закаты, складки, наслоения, заусенцы и т.п.).
К факторам которые могут существенно повлиять на качество изделия после накатки на него резьбы относят:
Качество используемого для производства заготовки материала;
Качество выполнения заготовки для накатывания резьбы;
Качество инструмента, применяемого в процессе резьбонакатки;
Квалификация работников, производящих наладку резьбонакатного автомата и резьбообразующего инструмента.
Где можно произвести накатку резьбы в Санкт-Петербурге?
Накатка резьбы в Санкт-Петербургском можно выполнить на Заводе крепежных изделий. Наши мастера профессионально выполняют работы по накатыванию любого вида резьбы на современных резьбонакатных станках высокой точности. Качество изделий гарантируется производимым строгим контролем на всех этапах.
Три причины, по которым производители предпочитают накатанную резьбу
Введение в накатку резьбы
Накатка резьбы — это процесс холодной штамповки или холодной штамповки металла, при котором резьба создается с помощью прецизионных резьбонакатных штампов, которые являются зеркальным отражением производимой резьбы. Этот процесс отличается от других процессов, таких как резка металла, шлифовка и чеканка, поскольку он не удаляет металл для создания желаемого профиля. Вместо этого эти резьбовые ролики из закаленной стали быстро и очень точно перемещают ковкие металлы и придают им желаемую форму резьбы.
Форма зубьев резьбовых роликов выступает во внешний диаметр цилиндрической заготовки для преобразования поверхности. Заготовка обычно имеет пустой диаметр между большим и меньшим диаметром резьбы или близок к делительному диаметру изготавливаемой резьбы. Конечный диаметр заготовки заготовки будет зависеть от марки материала и значения пластичности. Чрезвычайное давление резьбовых роликов заставляет заготовку двигаться наружу в полость между резьбовыми роликами. Внешняя поверхность будет формироваться быстрее, чем центр, поскольку она заполняет полость. В результате получается деталь с резьбой, повторяющей резьбу валков.
Особое различие между нарезанной и накатанной резьбой заключается в вершине гребня резьбы. Материал на внешних краях резьбы удлиняется быстрее, чем центр резьбы. Когда материал встречается с основанием матрицы, внешние края загибаются внутрь, образуя гребень. Центр гребня имеет небольшую вогнутость, как показано на рис. 1, что является нормальным признаком. Эта вогнутость является частью зазора между сопряженными резьбами и не влияет на посадку или функцию резьбового соединения. Наличие этой особенности на гребне резьбы является одним из способов визуально подтвердить, что резьба на самом деле является продуктом накатывания резьбы, а не нарезания, поскольку нарезанная резьба не имеет этой характеристики. Дальнейшее формование приведет к перекрытию двух сторон и, возможно, к переполнению штампа.
Рис. 1: Допускаются отклонения контура на большом диаметре.
Накатка резьбы против нарезки резьбы
Многие производители предпочитают накатку резьбы традиционной нарезке резьбы, поскольку процесс накатки укрепляет профиль резьбы, а не нарушает естественную структурную целостность материала путем разрезания. Прокатка удлиняет зерна, позволяя им течь более чем в одном направлении, следуя контуру застежки. Это также приводит к сжимающим напряжениям в основании резьбы. Новое контурное расположение волокон приводит к значительному увеличению прочности производимой нити.
По той же причине накатанная резьба часто более гладкая и устойчивая к повреждениям при обращении, чем нарезанная резьба. Накатка резьбы изменяет механические свойства материала за счет его деформационного упрочнения, что приводит к повышению износостойкости и сопротивления усталости, а также к повышению предела прочности при сдвиге, растяжении и текучести. Однако это снижает пластичность резьбы, придавая накатанной резьбе повышенную устойчивость к сдиранию при больших нагрузках, что является преимуществом перед нарезанной резьбой. Нарезанная резьба имеет структуру потока зерен, которая остается параллельной оси детали, что снижает прочность резьбы по продольной оси. Нить обычно выходит из строя на границах зерен, которые, как правило, слабее, чем само зерно. В накатанной резьбе зерно течет в поперечном направлении, обеспечивая устойчивость к разрушению там, где эти силы действуют поперек волокна.
Накатка резьбы также повышает сопротивление усталости. Процесс прокатки увеличивает холодную обработку и «полирует» корни и бока. Это также улучшает чистоту поверхности и обеспечивает более стабильную форму резьбы. Дефекты поверхности, возникающие в результате нарезания резьбы, могут стать точками имитации усталостного разрушения. Работа с мелкозернистыми материалами — еще один способ дальнейшего повышения сопротивления усталости резьбовой области. Чем мельче зерно, тем лучше сопротивление усталости, но это качество материала обычно необходимо указывать, поскольку мельницы производят как мелкозернистые, так и крупнозернистые материалы.
Поскольку поверхностные слои накатанной резьбы, особенно в основании, испытывают сжимающие напряжения, затяжка и другие усилия должны преодолеть эти сжимающие напряжения до того, как возникнут растягивающие напряжения, вызывающие разрушение. Таким образом, накатывание резьбы улучшает способность резьбы противостоять этим усталостным напряжениям. См. Рисунок 2 для более подробной информации.
Рисунок 2: Обрезанная резьба, показывающая, как естественная структурная целостность материала нарушается при разрезании, что существенно ослабляет резьбу. Накрученная нить является результатом сжатия зерен в основании нити. Это новое контурное расположение волокон приводит к значительному увеличению прочности производимой резьбы, а также улучшает отделку, геометрию формы и сопротивление усталости.
Соображения по материалам
Катаемый материал должен обладать некоторой пластичностью и, как правило, не может прокатываться в закаленном состоянии. Материалы, используемые в обрабатывающей промышленности, поставляются в холодном состоянии. Он либо подвергается холодной вытяжке, либо экструдируется в стержень, либо обтачивается и/или шлифуется. Материалы, подвергнутые холодной вытяжке, потеряли часть пластичности материала. Объем холодной обработки обычно минимален, но может ограничивать объем формовки. Тем не менее, они находятся в благоприятном состоянии для нарезки роликов. Даже марки нержавеющей стали в состоянии деформационного упрочнения могут быть подвергнуты накатыванию резьбы из-за более высоких показателей пластичности нержавеющей стали. Точеные материалы обычно имеют более высокие значения пластичности. Обычно это горячекатаный материал, который подвергали токарной обработке. Этот материал не подвергался никаким операциям холодной обработки, которые могут снизить пластичность.
На пластичность также может влиять размер зерна материала. Материалы с меньшим или более мелким зерном, ASTM 5 или меньше, обеспечат повышенный уровень пластичности по сравнению с крупнозернистым материалом.
Как и в случае с накаткой резьбы, материалы во время холодной обработки будут иметь некоторое восстановление диаметра после операции формования. Углерод и сплавы с содержанием углерода выше примерно 0,3% будут давать различные эффекты извлечения. 1045 с 0,43% углерода будет иметь другую пружинистость, чем 0,50% углерода. Если машина настроена на фиксированный диаметр предварительного рулона, необходимо следить за химическим составом поступающего материала и вносить коррективы, чтобы компенсировать возврат пружины.
Нержавеющие стали подвержены деформационному упрочнению в гораздо большей степени, чем марки углерода и сплавов. Формовочные нити должны формироваться быстро с небольшой задержкой. Если матрица задерживается на материале дольше, чем на 2-3 оборота, деформационное упрочнение увеличится и может произойти образование осколков.
Три причины, по которым производители предпочитают нарезку резьбы резьбонарезным способом
Превосходное качество и точность
Шероховатость накатанной поверхности обычно составляет 32 микродюйма Ra или меньше, по сравнению с нарезанной резьбой, которая редко бывает меньше 63 микродюйма. дюймов Ра. Хорошее эмпирическое правило заключается в том, что при накатывании резьбы получающееся качество поверхности обычно в два раза лучше, чем исходное качество материала. Например, если шероховатость заготовки составляет 40 микродюймов Ra, результирующая шероховатость после накатки резьбы будет близка к 20 микродюймам Ra. Геометрия формы резьбы, полученная во время накатки резьбы, является более точной и обычно превышает требования к форме резьбы из-за точности и чистоты, присущих используемым резьбонакатным плашкам. Благодаря высокой точности и аккуратности инструментов для накатки резьбы, накатка резьбы по своей сути сохраняет точность исходной настройки во время длительных циклов высокоскоростного производства
Снижение затрат
Резьбовой прокат имеет меньший диаметр, чем полноразмерный режущий материал, без потерь материала. Это означает отсутствие отходов от рутинной обработки. Подача поверхности накатывания резьбы в минуту до 10 раз быстрее, чем нарезание резьбы в одной точке. Нарезание резьбы требует в среднем 10 проходов по сравнению с одним проходом, необходимым для накатки. Это означает значительное снижение затрат на нить из-за большего количества производимого комплекта валков.
Даже когда накатывание резьбы сравнивают с нарезкой резьбы, она намного эффективнее — при получении истинного профиля резьбы. Стандартные устройства для нарезки резьбы должны использовать резьбовую муфту для производства высококачественной резьбы, сравнимой с накаткой резьбы. При использовании резьбовой муфты эффективность нарезки резьбы резко снижается и, как правило, нецелесообразна по сравнению с накаткой резьбы.
Отсутствие брака, сокращение трудозатрат, снижение затрат на инструмент в расчете на одну произведенную резьбу — формула, обеспечивающая снижение затрат.
Более прочные соединения с использованием накатанной резьбы
Холодная обработка увеличивает прочность на разрыв как минимум на 30% больше, чем нарезанная резьба, что увеличивает прочность резьбы. Дополнительно накатанные нити улучшают усталостную прочность на 50-75%. Нити не теряют усталостной прочности даже при нагревании до 500° по Фаренгейту в течение нескольких часов. Более прочная резьба, не требующая дорогостоящей внешней термообработки, является прямым результатом выбора накатанной резьбы, а не нарезной.
У производителей есть множество вариантов соединения и сборки современных высокопроизводительных деталей. Превосходное качество, точность, отделка, улучшенные механические свойства и экономичность катаной резьбы делают ее идеальным выбором, когда «соединение имеет значение».
Благодарим Боба Драба из Corey Steel Company и Miles Free из Precision Machine Products Association за рецензирование рукописей.
Как работает процесс накатывания резьбы?
Заглядывая в 2023 год с Тедом Ладки
13 января 2023 г. •
Rolled Threads Unlimited расширилась в 2022 г., добавив 5000 квадратных футов производственных площадей, инвестировав в производственные мощности стяжных стержней, наняв новых сотрудников и т. д., продолжая при этом предоставлять качественные услуги и продукты нашим преданным клиентам. Недавно президент Тед Ладки нашел время, чтобы подумать о прошедшем году, а также поделился тем, что он предвидит для Rolled Threads Unlimited и отрасли в 2023 году. В прошлом году Rolled Threads увеличила свои производственные площади на 5000 квадратных футов. Как это расширение предоставит возможности для роста в 2023 году? В дополнительном пространстве будет размещено новое оборудование, которое увеличит наши мощности, а также улучшит наши возможности с добавленной стоимостью. В этом пространстве мы сможем использовать наш новый выпрямитель и сложную машину для мойки деталей. Недавно мы также приобрели два новых резьбонакатных станка Tesker E-215. В 2023 году вы ожидаете прибытия вашего нового высокоскоростного планетарного нарезного ролика Videx для производства рулевых тяг. Что это означает для различных отраслей, которые вы обслуживаете? Мы считаем, что новая машина Videx поможет нам выйти на некоторые рынки для более объемных работ, вероятно, для тяжелого оборудования и гидроэнергетики. Videx также можно использовать для изготовления большого количества шпилек с полной резьбой, которые могут открывать двери в различных других отраслях промышленности. В условиях динамичной экономики и продолжающихся потрясений в цепочке поставок, как Rolled Threads продолжает адаптироваться к потребностям своих клиентов? Несмотря на то, что проблемы с цепочками поставок сохраняются и появляются новые возможности, мы по-прежнему твердо привержены тому, что принесло нам успех в прошлом: отличному обслуживанию клиентов, своевременным поставкам и превосходному качеству. Качественные отношения всегда были нашим приоритетом, и мы адаптируемся к уникальным потребностям наших клиентов, просто прислушиваясь к ним. Как вы думаете, какая самая большая проблема, стоящая перед отраслью в 2023 году? Как упоминалось в предыдущем вопросе, наша отрасль сталкивается с неопределенностью и потрясениями в связи с продолжающейся инфляцией, продолжающимися трудовыми проблемами и общей экономической неопределенностью в 2023 году. По мере развития этих событий общеотраслевой проблемой будет добавление новых клиентов при одновременном поддержании и расширении бизнеса. с текущими клиентами. Вы действительно заботитесь о своих людях и культуре. Что делает вашу команду такой особенной? Нам повезло, что все разделяют желание расти как команда и как бизнес. Это означает, что мы принимаем уникальные вызовы, изучаем новые навыки и иногда даже выходим за рамки наших первоначальных должностных инструкций в нашей повседневной работе. В Rolled Threads Unlimited мы по-прежнему стремимся нанимать, удерживать и инвестировать в качественных сотрудников. В начале 2023 года какие цели вы ставите перед Rolled Threads Unlimited в следующем году? Помимо запуска и запуска нашего нового оборудования, наша цель состоит в том, чтобы расшириться, добавив еще больше площадей — мы надеемся, от 5 000 до 10 000 квадратных футов — в 2023 году.
Ультрафиолетовый лазерный маркиратор с длиной волны 355нм позволяет маркировать широкий диапазон материалов методом «холодной маркировки». Данный маркиратор широко применяется именно в тех случаях, когда не допустим нагрев области маркировки. УФ лазер маркирует металлы, пластики и силикон без примесей и добавок, а также данное оборудование способно маркировать стекла без риска возникновения микротрещин. Данный лазерный маркиратор идеально подходит для лазерной маркировки изделий, требующей «микро» маркирования, например схемных плат, микрочипов, медицинского оборудования и др.
Характеристики лазерного маркиратора:
Ультрафиолетовый лазерный маркиратор с длиной волны 355нм позволяет маркировать материал методом «холодной маркировки», что позволяет избежать обжиг материала и возможность применения оборудования именно в тех случаях, когда не допустим нагрев области маркировки;
Малый размер пятна луча составляет 15мкм, что позволяет использовать оборудование для «микро» маркирования, когда требуется минимального размера маркировка продукции;
Данное оборудование поддерживает лазеры мощностью 3Вт, 5Вт, 10Вт, а также оснащено различными комплектующими, которые помогают настроить оборудование под необходимый для маркировки тип материала;
Управляющее программное обеспечение может самостоятельно в автономном режиме создавать макеты текста, рисунков, штрих-кодов, серийных номеров, QR-кодов, а также данное оборудование идеально совместимо с такими графическими редакторами как AutoCAD, CorelDRAW, Photoshop;
Поддерживает функции круговой лазерной маркировки, что значительно увеличивает производительность.
Примеры:
Ультрафиолетовый лазерный маркиратор используется для сверхточной маркировки и гравировки. Эта установка отличается широким спектром применений, включая маркировку полимерных материалов, стеклянных подложек для LCD, стеклянной посуды, электронных изделий, коммуникационных устройств, автомобильных деталей, прецизионных приборов, табачных изделий, опозновательных бирок для животных и т.д. Это оборудование также может использоваться для специальных применений, как например создание микроотверстий и глухих отверстий на кремниевых пластинах, удаление металлических покрытий с поверхностей и др.
Технические Характеристики:
Модель
ET- UV3 / ET-UV5 / ET-UV10
Тип лазера
УФ-лазерный источник
Мощность лазера (Вт)
3 Вт (5 Вт, 10 Вт
опционально)
Длина волны
355 нм
Область маркировки (мм)
50 x 50,100 х 100, 200 х 200 мм
Скорость маркировки
≤8000 мм / с
Минимальная величина линии
0. 12 мм
Минимальная ширина линии
0.01 мм
Глубина маркировки
≤0.5мм
Точность повторного позиционирования
±0.001 мм
Тип ожлаждения
Водяное охлаждение
Графические форматы
PLT, DST, AI, DXF, BMP, JPG, CAD, CDR, DWG
Рабочее напряжение
AC 110/220В ± 10%, 50/60 Гц
Диапазон рабочей температуры
10-35 ℃
Относительная рабочая влажность
Мощность станка
Размер
1100 х 800 х 1650 мм
Вес
200kg
Классификация лазера по степени опасности
Класс 4
Основанная в 2005 году, компания EASTERN LASER является лидером в области лазерных технологий, признанным в китайской индустрии лазерного машиностроения. Наше внимание сосредоточено на первоклассных станках для лазерной резки, станках для лазерной маркировки, фрезерных ручных станках с ЧПУ для различных материалов и необходимых комплектующих частях. Компания EASTERN LASER является китайским производителем высокоэффективного промышленного лазерного оборудования и запасных частей к нему с 17-летним опытом производства. Название оборудования синонимично новаторским эффективным лазерным решениям. Мы предоставляем технические консультации и советы по использованию оборудования для каждого клиента индивидуально. Наши опытные инженеры готовы помочь вам в управлении лазерными машинами и в разработке оборудования в соответствии с вашими требованиями.
УФ лазерный гравер и маркер Китай производитель и поставщик
УФ-лазерная гравировка, травление и маркировка работает как на металлических, так и на неметаллических материалах, а его лазер мощностью 3 Вт, 5 Вт, 10 Вт, 15 Вт 355 нм является идеальным выбором для пластика, стеклянных изделий, хрусталя.
18-летний опыт С 2004 года мы занимаемся промышленной лазерной обработкой. Все наши продукты пользуются доверием клиентов по всему миру. И большинство лазерных станков, произведенных в Китае, оснащены нашей продукцией.
Ведущий мировой бренд — ФИНАЛИСТ PRISM AWARDS В 2021 году мы стали третьей китайской компанией, вошедшей в число финалистов SPIE PRISM AWARDS, которая также известна как высшая награда и Оскар мировой фотонной промышленности. Это признание передового продукта JCZ и вклада в мировую фотонную и лазерную промышленность.
Отличное послепродажное обслуживание Мы знаем, в каком отчаянии окажется клиент, если поставщик не сможет предложить поддержку. Мы получаем много запросов на поддержку от клиентов, которые приобрели машину с поддельным программным обеспечением JCZ, установленным у китайского поставщика, который не в состоянии предложить обслуживание.
С командой из 150+ инженеров-исследователей и инженеров технической поддержки, а также с нашими независимыми возможностями в области оптических, электрических, программных, механических разработок и производства, мы предлагаем высококачественную продукцию и отличный сервис по всему миру.
1000+ партнеров по всему миру С передовыми и надежными продуктами плюс отличные послепродажные услуги, мы тесно сотрудничаем с более чем 1000 лазерных компаний по всему миру в Китае, США, Германии, Великобритании, Канаде, Испании, Италии, Южной Корее, Японии, Индии, Турции, России, Бразилии и т.д. В связи с NDA, мы не можем раскрыть их названия.
Доступная и очень конкурентоспособная цена Благодаря заказам с мирового рынка, вся наша продукция находится в массовом производстве, что означает, что мы получаем лучшие цены от нашего партнера, а производственные затраты находятся на самом низком уровне. Это делает цены на нашу продукцию всегда конкурентоспособными. Как и название нашей первой продукции, EzCAD, выпущенной в 2004 году, мы стремимся сделать лазер простым инструментом, а не высокотехнологичным устройством, совместно содействуя развитию экологически чистой технологии LASER.
Популярные товары
2022 Полное руководство покупателя ультрафиолетовых лазерных маркеров и граверов
Ультрафиолетовый лазерный маркировочный и гравировальный станок используется для обработки материалов с физическим взаимодействием между высокоэнергетическим импульсным ультрафиолетовым лазером и поверхностью материала с целью испарения, абляции поверхности материала.
В настоящее время технология лазерной обработки быстро входит во все сферы нашей жизни, и большинство из них связано с обработкой металлических материалов, которая занимает более 80% от общего числа применений лазерной обработки. Потому что железо, медь, алюминий, сплав являются твердыми материалами, которые имеют очень хорошее поглощение лазера.
Для большинства распространенных металлов лазерной обработки, это только необходимо знать право лазерной мощности, и обработка исследования требования на самом деле не быть очень высокими. Но на самом деле, в моей повседневной жизни и высокого класса производственных областях, большое количество неметаллических материалов, таких как мягкие материалы, термопластичные материалы, термочувствительные материалы, керамические материалы, полупроводниковые материалы, и хрупкие материалы, такие как стекло, пластик, керамика. Если эти материалы обрабатываются лазером, то требования к характеристикам луча, степени абляции и контролю разрушения материала очень строгие, и часто требуется сверхтонкая обработка. Требования к точности обычно имеют микрометровый или даже нанометровый уровень. Использование обычных инфракрасных лазеров затруднительно для достижения таких высоких требований, но ультрафиолетовые лазерные маркировочные и гравировальные машины являются очень подходящим выбором.
Ультрафиолетовый лазерный маркер и гравировальный станок оснащены промышленными ультрафиолетовыми твердотельными лазерами. Ультрафиолетовый лазер с длиной волны 355 нм получен путем утроения инфракрасного твердотельного лазера с длиной волны 1064 нм, а ширина импульса была успешно развита от наносекундного до пикосекундного уровня.
В настоящее время стоимость станка для обработки УФ-лазером все еще высока, и трудно иметь высокую мощность. УФ лазерная маркировка и гравировка машина часто рассматривается как холодная обработка, которая очень подходит для обработки мягких материалов, термопластичных материалов, термочувствительных материалов, керамических материалов, полупроводниковых материалов, и хрупких материалов, таких как стекло, пластик, керамика.
Ультрафиолетовый гравер и система маркировки ограничивают тепловое воздействие, уменьшают повреждение заготовки и сохраняют целостность заготовок в процессе обработки.
Когда УФ-лазерная установка взаимодействует со многими материалами, она не только аблирует и испаряет материал поверхности с выделением тепла, но ее УФ-излучение даже непосредственно изменяет структуру молекулярных цепочек.
Он имеет очевидные преимущества при сверхтонкой обработке на микрометровом и нанометровом уровне термочувствительных материалов, легковоспламеняющихся материалов, твердых и хрупких материалов, керамических материалов, таких как стекло, пластмассы, бумага, керамика и т.д.
С быстрым развитием инфракрасных пикосекундных лазерных машин и их цена значительно снизилась. Похоже, существует тенденция, что наносекундные УФ лазерные машины будут заменены пикосекундными ИК.
Эти два типа лазерных машин в области тонкой лазерной обработки, безусловно, имеют определенную степень конкуренции, например, резка стекла на экране, скрайбирование кремниевых пластин, резка сапфира и сверление микроотверстий.
Текущая высокая мощность инфракрасного пикосекундного лазерного оборудования очень высока. UV лазерная маркировка и гравировка машина относительно с более низкой ценой, и он также может достичь целевого эффекта ультра-тонкой обработки. Наносекундный УФ лазерный маркировщик и гравер гораздо более выгоден с точки зрения экономической эффективности в области лазерной обработки легковоспламеняющихся материалов, керамических материалов, пластмасс, бумаги и других неметаллических продуктов.
Поскольку применение ультрафиолетовых лазерных маркеров и гравировального оборудования становится все ближе к нашей жизни, оно имеет естественную характеристику в промышленной сфере.
Сейчас он стал одним из основных лазеров промышленного класса с короткой длиной волны, узкой шириной импульса, высокой скоростью, высокой скоростью поглощения материала и высокой пиковой мощностью лазера. Технология гравировки и маркировки УФ-лазером становится все более и более зрелой, области применения становятся все шире и шире, и все более и более популярными во всех отраслях промышленности. В настоящее время УФ лазерная машина на рынке используется для маркировки и гравировки на пластике, стекле, керамике, хрустале и некоторых металлических материалах.
Ультрафиолетовая лазерная машина также называется машиной холодной обработки, которая отличается от волоконной машины, известной как оборудование для термической обработки. Он использует лазерную энергию высокой плотности для облучения на целевой области заготовки, чтобы вызвать испарение или изменение цвета фотохимической реакции на поверхности материала для достижения постоянной метки.
Ультрафиолетовый лазерный маркер и гравер не требуют расходных материалов, а конечный эффект маркировки точен и красив. Замена традиционного метода обработки ультрафиолетовой лазерной системой стала необратимой тенденцией.
Лазерная
маркировка и гравировка на пластике 3C Products
Продукция 3C становится популярной в последние годы вместе с развитием электронной промышленности, а процесс обработки становится все более и более точным, чтобы удовлетворить более высокие эстетические требования современных людей. В то же время, предприятиям срочно необходимо найти новый метод обработки, чтобы сэкономить производственные затраты и сделать постоянный след на продукции.
Ультрафиолетовый лазерный маркер и гравер имеют очень маленький тепловой эффект, высокую скорость и высокую точность. Самое главное, УФ лазерные маркировочные машины на пластике не вызовут деформации оригинальных деталей, пожелтения или почернения поверхности, и других нежелательных явлений.
Лазерная
маркировка и гравировка на печатной плате
Как мы все знаем, многие детали на печатных платах изготовлены из драгоценных металлов, включая золото, серебро и медь. Чтобы управлять этими маленькими металлическими деталями, на них всегда наносится или гравируется логотип, серийный номер, текст.
С помощью традиционной струйной или пескоструйной технологии маркировки трудно достичь такого тонкого стандарта процесса. Ультрафиолетовый лазерный маркировщик и гравер PCB имеет очень маленький размер луча и короткую длительность импульса для высококачественной маркировки и гравировки данных небольшого размера.
Лазерная
маркировка и гравировка на стекле
Стекло можно увидеть повсюду в нашей повседневной жизни. Стеклянные изделия могут использоваться для хранения, украшения и так далее. Мы часто видим изображение или текстовый знак на некоторых стеклянных чашках, который не является красочным, но очень красив. Она является постоянной и не вызывает загрязнения. Кроме того, по сравнению с ручной гравировкой поверхность получается более ровной и гладкой.
Лазерная
маркировка и гравировка на керамике
Керамические материалы применяются уже тысячи лет, и сейчас их можно встретить в любой отрасли промышленности каждый день, например, в декоративных изделиях, электронике и строительных материалах.
Применение электронной керамики стало зрелым в прошлом веке, с более широким спектром областей применения, таких как теплоотводящие подложки, пьезоэлектрические материалы, резисторы, полупроводники, биологические приложения и т.д.
В дополнение к традиционному процессу обработки керамики, станки для лазерной маркировки и гравировки керамики стали широко использоваться для обработки керамики в связи с ростом новых областей применения керамических материалов.
С точки зрения скорости поглощения при маркировке и гравировке, CO2 и волоконный станок трудно удовлетворить высокие требования. УФ-лазерная система является идеальным выбором для обработки керамики.
УФ-черные маркеры и невидимые ультрафиолетовые маркеры
MAR-C0 Invisible Blue и MAX-C0 Invisible Blue UV Marker Ультрафиолетовые маркеры для использования с нашими черными фонарями. Универсальная УФ-ручка MAR-C0 Invisible Blue может использоваться для маркировки почти любого типа субстрата невидимой, постоянной, сильно флуоресцентной (УФ) меткой для идентификации и отслеживания. Ручку можно использовать в сочетании с нашими ручными фонарями SUPERTAC-395 или MINIZOOM-395, работающими от батареек, для создания портативной системы безопасности.
Отлично подходит для мер безопасности в промышленности и розничной торговле!
Приклеивается практически к любому материалу!
Наносится почти на все подложки!
Для дома и офиса!
Не повреждает и не портит имущество!
5000 марок!
Невидимые чернила могут быть просмотрены полицией, детективами и ломбардами, чтобы вы вернули свою собственность!
Флуоресцирует ярко-синим или желтым цветом в длинноволновом черном свете!
Прост в использовании, просто используйте как обычную ручку!
Безопасный и нетоксичный!
Используйте с нашими черными фонарями на батарейках, чтобы проверить удостоверение личности в полевых условиях!
Можно сделать тысячу марок!
Невидимые УФ-ручки Black Light используются в:
Защитная маркировка, подтверждение права собственности, контроль качества, производственные процессы, защита документов, подтверждение покупки в розничной торговле, защита от подделок и любая ситуация, когда вам необходимо пометить предмет невидимо для будущая идентификация. Наши невидимые флуоресцентные маркеры — это быстрый, простой и удобный способ невидимой маркировки предметов. Идеально подходит для розничных магазинов, производственных процессов, контроля качества, розничной торговли, владения и везде, где вам может понадобиться быстро и незаметно пометить товар. Ультрафиолетовый маркер Risk Reactor широко используется во многих отраслях промышленности и для защиты личного имущества.
Применение Фломастеры с невидимыми чернилами.
Используйте MAR-C0 в качестве программы предотвращения кражи, которая позволяет полиции быстро обнаруживать, идентифицировать и возвращать украденное имущество в случае кражи со взломом. Каждый маркер MAR-C0 Clear Blue содержит невидимые перманентные чернила. Он безопасен, надежен и прост в использовании. Используйте маркер MAR-C0 Clear Blue, чтобы отметить все ценности в вашем доме и офисе. Маркер MAR-C0 Clear Blue маркирует все поверхности, включая стекло, бумагу, дерево, пластик и ткань. Он не повредит и не испортит имущество. Однажды перо отметит более 1200 предметов. Метки видны только в темноте, что облегчает их идентификацию полицией, детективами и ломбардами. Отмеченные предметы трудно ограждать, и при поимке воров очевидны доказательства вины.
НАПРАВЛЕНИЯ MAR-C0 Маркировочная ручка с невидимыми чернилами. Пометьте все ценные вещи маркером MAR-C0 Clear Blue. Используйте номер водительского удостоверения (с аббревиатурой штата). Это обеспечивает мгновенно узнаваемый номер для правоохранительных органов (например, для штата Калифорния: CA: B1234567) и является наиболее устойчивым знаком идентификации личного имущества. Запишите свое имущество. Маркировка вашего объекта занимает всего несколько минут. Завершите процесс, записав свои усилия. Введите полное описание отмеченного имущества в форму инвентаризации.
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице: 812162040100
Столбцы: 1 2 3 4 6
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAR-C0 Невидимые синие и черные световые реактивные флуоресцентные маркеры с УФ-излучением
Рекомендуемая производителем розничная цена:
$4,87
Сейчас:
$1,78
Артикул Невидимые флуоресцентные ручки MAR-C0. УФ-ручка Black Light Продукт MAR-C0 — это невидимая синяя универсальная УФ-ручка, которую можно использовать для маркировки практически любого типа подложки невидимой, постоянной, сильно флуоресцентной (УФ) меткой для…
MSRP:
$4,87
Сейчас:
$1,78
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAR-C0100BOX Коробка из 100 синих УФ флуоресцентных маркеров высокого качества
MSRP:
$119,98
Сейчас:
$89.00
MAR-C0100BOX Описание продукта: Невидимая синяя универсальная УФ-ручка MAR-C0 может использоваться для маркировки почти любого типа субстрата с помощью невидимой, постоянной, сильно флуоресцентной (УФ) метки для идентификации и отслеживания. Ручку можно использовать в…
MSRP:
$119,98
Сейчас:
89,00 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAR-C012 Пакет из двенадцати единиц невидимых синих УФ-черных светящихся ручек
MSRP:
$19,87
Сейчас:
$11,96
MAR-C012 УФ-ручка с невидимыми чернилами Описание продукта: Невидимая синяя УФ-ручка MAR-C0 универсального назначения может использоваться для маркировки почти любого типа подложки с помощью невидимой, постоянной, сильно флуоресцентной (УФ) метки для идентификации и отслеживания. Ручка может быть…
MSRP:
$19,87
Сейчас:
11,96 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAX-C0 Более толстая невидимая синяя УФ-секретная ручка с черным световым маркером
Рекомендуемая производителем розничная цена:
$5,88
Сейчас:
3,58 $
MAX-C0 — большой невидимый синий флуоресцентный маркер с ультрафиолетовым излучением. Работает практически на любой поверхности. Отлично подходит для производства, розничных магазинов и дома. Везде, где вам нужна невидимая флуоресцентная метка. У нас также есть другие чернила, а также чернила на заказ…
MSRP:
$5,88
Сейчас:
$3,58
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAR-C06 Упаковка из шести штук секретных УФ-невидимых маркеров для всех поверхностей
MSRP:
$14,98
Сейчас:
8,99 долл. США
MAR-C06 Набор из шести невидимых синих ультрафиолетовых маркеров MAR-C0 для использования с нашими черными фонарями. Универсальная УФ-ручка MAR-C0 Invisible Blue может использоваться для маркировки почти любого типа подложки с помощью невидимого, стойкого, сильно. ..
MSRP:
$14,98
Сейчас:
8,99 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
Двойной черный маркер MDUAL-C0 и невидимый синий УФ-маркер
MSRP:
$2,98
Сейчас:
0,88 $
MDUAL-C0 Двойной черный маркер с одной стороны и невидимая черная голубая ручка с другой.
MSRP:
$2,98
Сейчас:
0,88 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAX-C012 Коробка из двенадцати невидимых черных светлых невидимых синих маркеров
Рекомендуемая производителем розничная цена:
$22,89
Сейчас:
$14,68
Невидимая синяя УФ-маркировочная ручка. Работает практически на любой поверхности. Отлично подходит для производства, розничных магазинов и дома. Везде, где вам нужна невидимая флуоресцентная метка. У нас также есть другие чернила, а также индивидуальная рецептура чернил специально для вас. Используйте с нашим …
MSRP:
$22,89
Сейчас:
$14,68
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAR-C0100 Пакет из 100 невидимых флуоресцентных синих маркеров безопасности
MSRP:
$121,67
Сейчас:
$79.89
Артикул MAR-C0100 Пакет из ста невидимых ручек MAR-C0 с синими УФ-чернилами. СПЕЦИАЛЬНОЕ ПРЕДЛОЖЕНИЕ! Купите 3 упаковки по 100 штук и получите БЕСПЛАТНУЮ ДОСТАВКУ! Используйте код: MAR-C0100X3 MAR-C0 невидимая синяя универсальная УФ-ручка может использоваться для маркировки практически любого типа подложки…
MSRP:
$121,67
Сейчас:
79,89 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAX-C0100 Сто крупноформатный невидимый синий флуоресцентный маркер УФ-излучения
MSRP:
$136,87
Сейчас:
$99,86
MAX-C0100 Невидимый маркер с УФ-чернилами Код и название продукта: MAX-C0 Невидимые синие ультрафиолетовые маркеры для использования с нашими черными лампами. Универсальный УФ-маркер MAX-C0 Invisible Blue можно использовать для маркировки практически любого типа подложки…
MSRP:
$136,87
Сейчас:
99,86 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
Двойной УФ-синий и черный маркер MDUAL-C0PK12
Рекомендуемая производителем розничная цена:
$18,69
Сейчас:
8,64 $
Набор из шести черных голубых ручек MDUAL-C0 с черным маркером на одной стороне.
MSRP:
$18,69
Сейчас:
8,64 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MDUAL-C0 Набор из шести невидимых синих УФ-ручек и черного маркера MDUAL-C0PK6
MSRP:
$8,66
Сейчас:
5,98 $
Шесть наборов черных голубых ручек MDUAL-C0 с черным маркером на одной стороне.
MSRP:
$8,66
Сейчас:
5,98 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MRA-X6 Коробка из 6 алюминиевых маркеров многоразового использования
Сейчас:
119 долларов.34
MRA-X6 коробка из шести маркеров MRA-X компании Risk Reactor представляет собой прецизионно обработанный многоразовый маркер с клапанным механизмом. Эти маркеры изготовлены из высококачественных алюминиевых сплавов и оснащены прецизионным клапаном с уплотнительным кольцом, который подает чернила при нажатии на наконечник. А…
Невидимые флуоресцентные УФ-маркеры
Невидимый синий универсальный УФ-ручка MAR-C0 может использоваться для маркировки почти любого типа субстрата с помощью невидимой, постоянной, сильно флуоресцентной (УФ) метки для идентификации и отслеживания. Ручку можно использовать вместе с нашими черными фонарями на батарейках, чтобы получить портативную систему безопасности. Ультрафиолетовые маркеры Risk Reactor Inc. широко используются во многих отраслях промышленности и для защиты личного имущества. Полицейские силы по всей стране выдают их в районы с высоким уровнем кражи имущества, потому что во всех ломбардах есть ультрафиолетовый свет для сканирования украденных предметов.
Мы можем сравниться или превзойти любую цену по объему!
Кража и необходимость невидимой идентификации ваших продуктов или личных вещей сегодня важнее, чем когда-либо. Используйте невидимые чернила Risk Reactor и специальные черные огни, чтобы обезопасить свое имущество или продукт. Правоохранительные органы во всем мире знают, как использовать невидимую маркировку для поимки преступников и возврата идентифицированного имущества. Владельцы бизнеса, спецоперации правоохранительных органов, владельцы недвижимости и домовладельцы используют наши инструменты для защиты своей собственности и будущего. Добро пожаловать в Invisible Security Inks от Risk Reactor.
Промышленное использование – Предотвращение краж, защита от подделок и безопасность продукции. Используйте невидимые чернила Risk Reactor для маркировки бизнес-собственности, инструментов, компьютеров, книг, оборудования и т. д., чтобы подтвердить право собственности и предотвратить потерю дохода. Просто пометьте поверхность соответствующими чернилами, а затем используйте Black Lights в Risk Reactor, чтобы увидеть невидимую маркировку. Вы также можете использовать эти чернила для тайной маркировки своих продуктов, чтобы предотвратить мошенничество, ложные возвраты, ложную переработку деталей и многие другие способы, которыми предприятия теряют деньги, не имея возможности доказать право собственности. Приходилось ли вам когда-нибудь принимать возвращенный товар, потому что вы не могли доказать, что это не ваш бизнес? Эти чернила могут быть включены во время производственного процесса или после производственного процесса.
Многоразовые безопасные ручки с металлическими растворителями и сменные наконечники.
Ручки многоразового использования, пустые, без чернил. Готов для вашего проекта или приложения. Ручка изготовлена из медали и может быть использована повторно.
Отдельные блоки MRA-X
6 шт. MRA-X
Коробка из 12 шт. MRA-X
Коробка из 100 MRA-X
Сменные наконечники для многоразовой ручки MRA-X с разными остриями. В упаковке 12 перьев. Число MRATIP-2 — это точка с круглым наконечником, MRATIP-4 — точка долота, MRATIP-6 — точка тонкой линии, MRATIP-8 — точка долота тонкой линии 9.0335
МРАТИП-2
МРАТИП-4
МРАТИП-6
МРАТИП-8
Домашнее использование . Защитите свои личные вещи в доме, на лодке, в доме на колесах, в школе и т. д. Отметьте свое имущество, чтобы предотвратить кражу, подтвердить право собственности и, в конечном итоге, вернуть свое имущество в случае его кражи. Пометьте свое имущество уникальным номером, например номером вашего водительского удостоверения, чтобы правоохранительные органы могли вернуть его вам.
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице: 812162040100
Столбцы: 1 2 3 4 6
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAR-C0 Невидимые синие и черные световые реактивные флуоресцентные маркеры с УФ-излучением
Рекомендуемая производителем розничная цена:
$4,87
Сейчас:
$1,78
Артикул Невидимые флуоресцентные ручки MAR-C0. УФ-ручка Black Light Продукт MAR-C0 — это невидимая синяя универсальная УФ-ручка, которую можно использовать для маркировки практически любого типа подложки невидимой, постоянной, сильно флуоресцентной (УФ) меткой для…
MSRP:
$4,87
Сейчас:
$1,78
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAR-C0100BOX Коробка из 100 синих УФ флуоресцентных маркеров высокого качества
MSRP:
$119,98
Сейчас:
$89.00
MAR-C0100BOX Описание продукта: Невидимая синяя универсальная УФ-ручка MAR-C0 может использоваться для маркировки почти любого типа субстрата с помощью невидимой, постоянной, сильно флуоресцентной (УФ) метки для идентификации и отслеживания. Ручку можно использовать в…
MSRP:
$119,98
Сейчас:
89,00 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAR-C012 Пакет из двенадцати единиц невидимых синих УФ-черных светящихся ручек
MSRP:
$19,87
Сейчас:
$11,96
MAR-C012 УФ-ручка с невидимыми чернилами Описание продукта: Невидимая синяя УФ-ручка MAR-C0 универсального назначения может использоваться для маркировки почти любого типа подложки с помощью невидимой, постоянной, сильно флуоресцентной (УФ) метки для идентификации и отслеживания. Ручка может быть…
MSRP:
$19,87
Сейчас:
11,96 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAX-C0 Более толстая невидимая синяя УФ-секретная ручка с черным световым маркером
Рекомендуемая производителем розничная цена:
$5,88
Сейчас:
3,58 $
MAX-C0 — большой невидимый синий флуоресцентный маркер с ультрафиолетовым излучением. Работает практически на любой поверхности. Отлично подходит для производства, розничных магазинов и дома. Везде, где вам нужна невидимая флуоресцентная метка. У нас также есть другие чернила, а также чернила на заказ…
MSRP:
$5,88
Сейчас:
$3,58
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAR-C06 Упаковка из шести штук секретных УФ-невидимых маркеров для всех поверхностей
MSRP:
$14,98
Сейчас:
8,99 долл. США
MAR-C06 Набор из шести невидимых синих ультрафиолетовых маркеров MAR-C0 для использования с нашими черными фонарями. Универсальная УФ-ручка MAR-C0 Invisible Blue может использоваться для маркировки почти любого типа подложки с помощью невидимого, стойкого, сильно. ..
MSRP:
$14,98
Сейчас:
8,99 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
Двойной черный маркер MDUAL-C0 и невидимый синий УФ-маркер
MSRP:
$2,98
Сейчас:
0,88 $
MDUAL-C0 Двойной черный маркер с одной стороны и невидимая черная голубая ручка с другой.
MSRP:
$2,98
Сейчас:
0,88 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MRA-X Алюминиевый многоразовый маркер.
Рекомендуемая производителем розничная цена:
$27.00
Сейчас:
$26,95
Risk Reactor MRA-X представляет собой прецизионно обработанный многоразовый маркер с клапанным механизмом. Эти маркеры изготовлены из высококачественных алюминиевых сплавов и оснащены прецизионным клапаном с уплотнительным кольцом, который подает чернила при нажатии на наконечник. Заглушка резьбовая на…
MSRP:
$27.00
Сейчас:
$26,95
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAX-C012 Коробка из двенадцати невидимых черных светлых невидимых синих маркеров
MSRP:
22,89 $
Сейчас:
$14,68
Невидимая синяя УФ-маркировочная ручка. Работает практически на любой поверхности. Отлично подходит для производства, розничных магазинов и дома. Везде, где вам нужна невидимая флуоресцентная метка. У нас также есть другие чернила, а также индивидуальная рецептура чернил специально для вас. Используйте с нашим …
MSRP:
$22,89
Сейчас:
14,68 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAX-C0BOX6 Набор из шести больших флуоресцентных невидимых синих УФ-маркеров
MSRP:
$16,56
Сейчас:
9,98 $
MAX-C0BOX6 представляет собой коробку из 6 невидимых синих флуоресцентных УФ-маркеров. Работает практически на любой поверхности. Отлично подходит для производства, розничных магазинов и дома. Везде, где вам нужна невидимая флуоресцентная метка. У нас также есть другие чернила, а также чернила на заказ…
MSRP:
$16,56
Сейчас:
9,98 $
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
MAR-C0100 Пакет из 100 невидимых флуоресцентных синих маркеров безопасности
Рекомендуемая производителем розничная цена:
$121,67
Сейчас:
79,89 $
Артикул MAR-C0100 Упаковка из ста невидимых ручек MAR-C0 с синими УФ-чернилами. СПЕЦИАЛЬНОЕ ПРЕДЛОЖЕНИЕ! Купите 3 упаковки по 100 штук и получите БЕСПЛАТНУЮ ДОСТАВКУ! Используйте код: MAR-C0100X3 MAR-C0 невидимая синяя универсальная УФ-ручка может использоваться для маркировки практически любого типа подложки…
MSRP:
$121,67
Сейчас:
$79.89
Добавить в корзину
Сравнивать Быстрый просмотр
Добавить в корзину
Сравнить
Быстрый просмотр
Риск Реактор Инк
IFPEN-C01OZ унция прозрачных синих невидимых чернил для маркеров
Сейчас:
$29,98
IFPEN-C01OZ УФ-ручка и невидимые чернила для штамповки Описание продукта: Удивительные чернила для множества применений.
Вы можете очень быстро сравнить цены ударно-гравировального станка по камню и подобрать оптимальные варианты из более чем 79065 предложений
Лазерно-ударный гравировальный станок по камню Mirtels Combi LT5060
Состояние: Новый Производитель: Миртелс (Россия)
В наличии
Гравировальный станок по камню Миртелс Комби LT5060 ― это современный комбинированный станок для гравировки памятников, производимый российской компанией Миртелс. Основная сфера применения станка -…
06.05.2020
Москва (Россия)
428 000
Лазерно-ударный гравировальный станок по камню Mirtels Combi LT90170
Состояние: Новый Производитель: Миртелс (Россия)
В наличии
Гравировальный станок по камню Миртелс Комби LT90170 ― это лидер среди комбинированных гравировальных станков для памятников. Имеет самую большую рабочую зону 900х1700мм. Аппарат применяется для…
06.05.2020
Москва (Россия)
662 000
Ударно-гравировальный станок Леонардо ТС5060
Состояние: Новый Производитель: Миртелс (Россия)
В наличии
Современный ударно-гравировальный станок по камню Леонардо ТС5060, производимый компанией «Миртелс» – высокотехнологичный гравировальный станок ударного типа создает фотореалистичные изображения на…
06.05.2020
Москва (Россия)
198 000
Ударно гравировальный станок Sauno 3K по камню
Состояние: Б/У Год выпуска: 1930 Производитель: SAUNO
ЦЕНА ДОГОВОРНАЯ !!!Ударно гравировальный станок с ЧПУ Sauno 3K, БУ, по камню, стеклу, металлу и. т.д.Предназначен для нанесения гравировки ударным способом ( например изготовление портретов на…
LT60120M – современная улучшенная версия комбинированного гравировального станка, производимого компанией Mirtels. Станок может наносить изображения ударным или лазерным способом. Данная модель -…
06.05.2020
Москва (Россия)
482 000
Лазерный гравировальный станок по камню Миртелс L90170
Состояние: Новый Производитель: Миртелс (Россия)
В наличии
Mirtels L90170 – специализированный лазерный гравировальный станок по камню, имеет самые крупные размеры рабочей зоны из числа выпущенных компанией Миртелс. Cтанок стал более функциональным и…
06.05.2020
Москва (Россия)
574 000
Ударно-гравировальный станок Леонардо ТС90170
Состояние: Новый Производитель: Миртелс (Россия)
В наличии
Гравировальный станок по камню ударного типа Леонардо TС90170 – это новейшая разработка от компании-производителя Миртелс. В новой линейке это самая габаритная модель, что позволяет обрабатывать…
06.05.2020
Москва (Россия)
355 000
Ударно-гравировальный станок Леонардо ТС60120
Состояние: Новый Производитель: Миртелс
В наличии
Ударно-гравировальный станок Леонардо ТС60120 производства компании «Миртелс» — представитель новейшей линейки серии «Леонардо». Является среднегабаритным станком по величине рабочей поверхности,…
06.05.2020
Москва (Россия)
255 000
Гравировальный станок по камню с чпу 1000х600 мм
Состояние: Новый Производитель: ГК УТЕХИН (Россия)
В наличии
ГРАВИРОВАЛЬНЫЙ СТАНОК ПО КАМНЮ УДАРНОГО ДЕЙСТВИЯ Собственное производство и самая низкая стоимость в сфере оборудования для ритуального бизнеса!ЗВОНИТЕ, ЧТОБЫ ПОЛУЧИТЬ СКИДКУОтправка в любую точку…
06.08.2020
Москва (Россия)
100 000
Фрезерно-гравировальный станок по камню Архимед D120
Состояние: Новый Производитель: Миртелс (Россия)
В наличии
ФРЕЗЕРНО-ГРАВИРОВАЛЬНЫЙ СТАНОК ПО КАМНЮ АРХИМЕД D120– специализированный станок для трехмерной обработки каменных поверхностей с ЧПУ, главным назначением которого является получение из камня. ..
06.05.2020
Москва (Россия)
1 220 000
Лазерный гравировальный станок по камню Миртелс L5060
Состояние: Новый Производитель: Миртелс (Россия)
В наличии
Лазерный гравировальный станок по камню Миртелс L5060 – специализированный компактный станок с наименьшими габаритами рабочей зоны в линейке лазерных станков от российской компании Миртелс. С его…
06.05.2020
Москва (Россия)
366 000
LTT-Z1610(К) лазерно-гравировальный станок по камню
Состояние: Новый
В наличии
Лазерно-гравировальный станок с ЧПУ для обработки камнямод. LТТ Z1610КСтанок предназначен для лазерной резки и неглубокого гравирования различных неметаллических материалов: природного камня,. ..
13.12.2022
Уфа (Россия)
380 000
Гравировальные станки по камню различных размеров
Состояние: Новый Производитель: Лева (Россия)
В наличии
Здравствуйте, я автор и производитель гравировальных станков «Лева». Их основные особенности и преимущества:КомпактныйМобильныйЛегкий — 10-12 кгПростая установка на каменьНоситель информации — SD…
19.10.2020
Анапа (Россия)
100 000
Гравировальный станок по камню «Лёва» (Плоттер 8565)
Состояние: Новый Производитель: Лёва (Россия)
В наличии
Станок удобен, компактен и прост в использовании, является переносным и не требующим профессиональных навыков в обращении. Рабочее питание 24 В, 60 Вт, источники питания 220 В или 12 В. ..
06.08.2021
Анапа (Россия)
125 000
Гравировальный станок по камню «Лёва» (ГСУ 6090)
Состояние: Новый Производитель: Лёва (Россия)
В наличии
Станок удобен, компактен и прост в использовании, является переносным и не требующим профессиональных навыков в обращении. Рабочее питание 24 В, 60 Вт, источники питания 220 В или 12 В…
06.08.2021
Анапа (Россия)
125 000
Гравировальный станок по камню Robotics TC5060R
Состояние: Новый Производитель: МИРТЕЛС (Россия)
В наличии
Станок Роботикс – это современное оборудование по разумной цене. Гравёр TC5060R дополнит вашу мастерскую, подарит удобство использования и высокий результат. Инженеры использовали в разработке…
06.05.2020
Москва (Россия)
214 000
Фрезерно-гравировальный станок по камню Orson 1315
Состояние: Новый Производитель: Orson (Китай)
ОписаниеOrson 1315 — надежный промышленный станок ЧПУ для 3D фрезеровки и гравировки камня и других твердых материалов. Станок оборудован системой охлаждения СОЖ и ванной, куда сливается вода с…
10.11.2022
Ярославль (Россия)
700 000
Лазерный гравировальный станок Mirtels L60120M
Состояние: Новый Производитель: Миртелс (Россия)
В наличии
Лазерный гравировальный станок по камню Mirtels L60120M — эффективный и универсальный станок, позволяющий получать изображения невероятно реалистичного характера, гравируя поверхности каменных. ..
06.05.2020
Москва (Россия)
418 000
Лазерный гравировальный станок
Состояние: Новый Производитель: СО2 (Россия)
Продам новый лазерный гравировальный станок по камню, рабочее поле 600*900, мощность трубки 40w, станок с гарантией 12 месяцев, доставка по всей России.
15.09.2022
Пермь (Россия)
260 000
Станок ЧПУ ударно-гравировальный срочно
Состояние: Б/У Производитель: Япония (Япония)
Продам срочно станок ЧПУ ударно-гравировальный. Система управления SAUNO. Механика — Япония. Рабочее поле 470*620мм. Торг уместен. Обучение.Продам срочно станок ЧПУ ударно-гравировальный. Система…
12.12.2016
Воронеж (Россия)
60 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по ударно-гравировальному станку по камню почти как на Авито и TIU
Видео ударно-гравировального станка по камню
Ударно-гравировальные станки LINEA
Лучшая цена
Готовое решение без скрытых платежей
Бесплатная доставка по РФ
КУПИТЬ!
Гарантия 12 месяцев
LINEA
Ударный гравировальный станок — LINEA
Станок «РИТМАРТ» — LINEA новейший станок третьего поколения, выполненный с учетом пожеланий наших постоянных клиентов. Благодаря новой, разработанной нами, гравивировальной головке, станки обладают высочайшей скоростью и качеством работы. Все исполнительные механизмы теперь находятся в едином корпусе. В станке используется надежная механика HIWIN, обеспечивающая плавность и точность перемещений до 0.01мм.
В станке используется автономный контроллер с маскимальным функционалом, позволяющий вести учет и выполнять обширные настройки станка без использования компьютера. Покупая станок нашей компании, вы сможете выполнять работы не ограничиваясь рабочим полем станка, т.к. рабочий инструмент может быть ниже уровня рамы.
Реализуем портальные станки по камню и планшетного образца. Купить ударный гравировальный станок ЧПУ по камню просто, достаточно выбрать нужную модель и вы станете обладателем современного, высокотехничного оборудования от одной из ведущих компании не только России, но и СНГ.
Станок «РИТМАРТ» — LINEA новейший станок третьего поколения, выполненный с учетом пожеланий наших постоянных клиентов. Благодаря новой, разработанной нами, гравивировальной головке, станки обладают высочайшей скоростью и качеством работы. Все исполнительные механизмы теперь находятся в едином корпусе. В станке используется надежная механика HIWIN, обеспечивающая плавность и точность перемещений до 0.01мм.
В станке используется автономный контроллер с маскимальным функционалом, позволяющий вести учет и выполнять обширные настройки станка без использования компьютера. Покупая станок нашей компании, вы сможете выполнять работы не ограничиваясь рабочим полем станка, т.к. рабочий инструмент может быть ниже уровня рамы.
Реализуем портальные станки по камню и планшетного образца. Купить ударный гравировальный станок ЧПУ по камню просто, достаточно выбрать нужную модель и вы станете обладателем современного, высокотехничного оборудования от одной из ведущих компании не только России, но и СНГ.
Станок «РИТМАРТ» — LINEA новейший станок третьего поколения, выполненный с учетом пожеланий наших постоянных клиентов. Благодаря новой, разработанной нами, гравивировальной головке, станки обладают высочайшей скоростью и качеством работы. Все исполнительные механизмы теперь находятся в едином корпусе. В станке используется надежная механика HIWIN, обеспечивающая плавность и точность перемещений до 0.01мм.
В станке используется автономный контроллер с маскимальным функционалом, позволяющий вести учет и выполнять обширные настройки станка без использования компьютера. Покупая станок нашей компании, вы сможете выполнять работы не ограничиваясь рабочим полем станка, т.к. рабочий инструмент может быть ниже уровня рамы.
Реализуем портальные станки по камню и планшетного образца. Купить ударный гравировальный станок ЧПУ по камню просто, достаточно выбрать нужную модель и вы станете обладателем современного, высокотехничного оборудования от одной из ведущих компании не только России, но и СНГ.
Станок «РИТМАРТ» — LINEA новейший станок третьего поколения, выполненный с учетом пожеланий наших постоянных клиентов. Благодаря новой, разработанной нами, гравивировальной головке, станки обладают высочайшей скоростью и качеством работы. Все исполнительные механизмы теперь находятся в едином корпусе. В станке используется надежная механика HIWIN, обеспечивающая плавность и точность перемещений до 0.01мм.
В станке используется автономный контроллер с маскимальным функционалом, позволяющий вести учет и выполнять обширные настройки станка без использования компьютера. Покупая станок нашей компании, вы сможете выполнять работы не ограничиваясь рабочим полем станка, т.к. рабочий инструмент может быть ниже уровня рамы.
Реализуем портальные станки по камню и планшетного образца. Купить ударный гравировальный станок ЧПУ по камню просто, достаточно выбрать нужную модель и вы станете обладателем современного, высокотехничного оборудования от одной из ведущих компании не только России, но и СНГ.
Новейший Ударный Гравировальный Станок третьего поколения, выполненный с учетом пожеланий наших постоянных клиентов. Благодаря новой, разработанной нами, гравивировальной головке, станки обладают высочайшей скоростью и качеством работы.
Все исполнительные механизмы теперь находятся в едином корпусе. В станке используется надежная механика HIWIN, обеспечивающая плавность и точность перемещений до 0.01мм.
В станке используется автономный контроллер с маскимальным функционалом, позволяющий вести учет и выполнять обширные настройки станка без использования компьютера. Покупая станок нашей компании, вы сможете выполнять работы не ограничиваясь рабочим полем станка, т.к. рабочий инструмент может быть ниже уровня рамы.
Реализуем портальные станки по камню и планшетного образца. Купить гравировальный станок по камню просто, достаточно выбрать нужную модель и вы станете обладателем современного, высокотехничного оборудования от одной из ведущих компании не только России и СНГ, но и мира.
Преимущества ударного гравировального станка — LINEA
Демократичный ценовой ряд.
Беспрецедентная быстрота работы.
Широкий диапазон настроек.
Приятные цены
Скорость
Настройки
Простота в управлении.
Легкость
Максимальная фотографическая схожесть гравюры с исходным изображением.
Качество
Самая крупная
Сервисная и дилерская сеть
В индустрии
МОСКОВСКАЯ ОБЛАСТЬ
+7 (495) 989-26-21 +7 (495) 978-80-69
г. Лобня ул. Железнодорожная 9
ПРИМОРСКИЙ КРАЙ
+7 (42337) 3-87-78 +7 (4232) 97-40-70
г. Артем ул. Баумана 11
НОВОСИБИРСКАЯ ОБЛАСТЬ +7 (383) 362-25-35 +7 (913) 200-50-40
Запатентованное оборудование для специалистов своего дела
Станок «РИТМАРТ» — LINEA новейший станок третьего поколения, выполненный с учетом пожеланий наших постоянных клиентов. Благодаря новой, разработанной нами, гравивировальной головке, станки обладают высочайшей скоростью и качеством работы. Все исполнительные механизмы теперь находятся в едином корпусе. В станке используется надежная механика HIWIN, обеспечивающая плавность и точность перемещений до 0. 01мм.
В станке используется автономный контроллер с маскимальным функционалом, позволяющий вести учет и выполнять обширные настройки станка без использования компьютера. Покупая станок нашей компании, вы сможете выполнять работы не ограничиваясь рабочим полем станка, т.к. рабочий инструмент может быть ниже уровня рамы.
Реализуем портальные станки по камню и планшетного образца. Купить ударный гравировальный станок ЧПУ по камню просто, достаточно выбрать нужную модель и вы станете обладателем современного, высокотехничного оборудования от одной из ведущих компании не только России, но и СНГ.
Станок «РИТМАРТ» — LINEA новейший станок третьего поколения, выполненный с учетом пожеланий наших постоянных клиентов. Благодаря новой, разработанной нами, гравивировальной головке, станки обладают высочайшей скоростью и качеством работы. Все исполнительные механизмы теперь находятся в едином корпусе. В станке используется надежная механика HIWIN, обеспечивающая плавность и точность перемещений до 0. 01мм.
В станке используется автономный контроллер с маскимальным функционалом, позволяющий вести учет и выполнять обширные настройки станка без использования компьютера. Покупая станок нашей компании, вы сможете выполнять работы не ограничиваясь рабочим полем станка, т.к. рабочий инструмент может быть ниже уровня рамы.
Реализуем портальные станки по камню и планшетного образца. Купить ударный гравировальный станок ЧПУ по камню просто, достаточно выбрать нужную модель и вы станете обладателем современного, высокотехничного оборудования от одной из ведущих компании не только России, но и СНГ.
Станок «РИТМАРТ» — LINEA новейший станок третьего поколения, выполненный с учетом пожеланий наших постоянных клиентов. Благодаря новой, разработанной нами, гравивировальной головке, станки обладают высочайшей скоростью и качеством работы. Все исполнительные механизмы теперь находятся в едином корпусе. В станке используется надежная механика HIWIN, обеспечивающая плавность и точность перемещений до 0. 01мм.
В станке используется автономный контроллер с маскимальным функционалом, позволяющий вести учет и выполнять обширные настройки станка без использования компьютера. Покупая станок нашей компании, вы сможете выполнять работы не ограничиваясь рабочим полем станка, т.к. рабочий инструмент может быть ниже уровня рамы.
Реализуем портальные станки по камню и планшетного образца. Купить ударный гравировальный станок ЧПУ по камню просто, достаточно выбрать нужную модель и вы станете обладателем современного, высокотехничного оборудования от одной из ведущих компании не только России, но и СНГ.
Станок «РИТМАРТ» — LINEA новейший станок третьего поколения, выполненный с учетом пожеланий наших постоянных клиентов. Благодаря новой, разработанной нами, гравивировальной головке, станки обладают высочайшей скоростью и качеством работы. Все исполнительные механизмы теперь находятся в едином корпусе. В станке используется надежная механика HIWIN, обеспечивающая плавность и точность перемещений до 0. 01мм.
В станке используется автономный контроллер с маскимальным функционалом, позволяющий вести учет и выполнять обширные настройки станка без использования компьютера. Покупая станок нашей компании, вы сможете выполнять работы не ограничиваясь рабочим полем станка, т.к. рабочий инструмент может быть ниже уровня рамы.
Реализуем портальные станки по камню и планшетного образца. Купить ударный гравировальный станок ЧПУ по камню просто, достаточно выбрать нужную модель и вы станете обладателем современного, высокотехничного оборудования от одной из ведущих компании не только России, но и СНГ.
Гравировальные станки — это неотъемлемая часть процесса, по нанесению графических изображений на плиты из природного, полированного камня. От характеристик станка зависит точная схожесть оригинала изображения и гравюры.
Именно поэтому наша компания уделяет огромное внимание инженерной составляющей реализуемого оборудования. Станки для гравировки по камню защищены патентным бюро РФ на полезную модели и изобретение. Этот говорит о серьезном подходе к изготовлению оборудования и еще одном аргументе в пользу выбора именно нашей продукции.
Продукция РИТМАРТ имеет широкий диапазон настроек и поражает быстротой выполнения поставленных задач.
Гравировальный станок по камню LINEA в заводской сборке из комплектующих ведущих европейских фирм показывает потрясающие результаты, которые уже оценили многие наши клиенты.
Электроника всемирно известной компании Atmel и рельсовые направляющие Hiwin задействованные в сборке — это гарантия высокоточного исполнения заданной программы.
Купить гравировальный станок просто
LINEA — 60
Купить
Купить
Рабочее поле — 70×60
160.000 руб
LINEA — 100
178.000 руб
Рабочее поле — 70×100
Купить
LINEA — 140
195. 000 руб
Рабочее поле — 70×140
Характеристики
Характеристики
Характеристики
Выберите модель гравировального станка:
Купить в кредит
Купить в кредит
Купить в кредит
2636214026A0000000001ELECTRIC_GOODS#lin60 ударный гравировальный станок linea 601160000https://static.tildacdn.com/tild3164-3032-4265-b231-333863346234/777_0006.png;
2636214026A0000000001ELECTRIC_GOODS#lin100 ударный гравировальный станок linea 1001178000https://static.tildacdn.com/tild3164-3032-4265-b231-333863346234/777_0006.png;
2636214026A0000000001Впишите данныеELECTRIC_GOODS#lin140 ударный гравировальный станок linea 1401195000https://static.tildacdn.com/tild3164-3032-4265-b231-333863346234/777_0006.png;
Остались вопросы?
Мы работаем со всеми городами России, Казахстана, Белоруссии и Армении
Рабочее время: с понедельника по пятницу с 10-00 по 17-00 МСК
Основной E-mail: info@ritmart. ru
Для бесплатных звонков по России: 8-800-700-9991
Пришлите в сообщении свой номер телефона и мы обязательно перезвоним Вам
Контакты компании РИТМАРТ:
Гравировальный станок по металлу Цена — купить дешевый Гравировальный станок по металлу по низкой цене на сайте Made-in-China.com Сравнивая цены на гравировальный станок по металлу
, вы можете купить качественный гравировальный станок по металлу по заводской цене / по низкой цене в Китае.
Послепродажное обслуживание: Техническая поддержка онлайн/видео обучения
Гарантия: Один год
Функция: Выемка, резка, глубокая печать, надписи
Материал приложения: Мрамор Гранит Керамика Стекло
Система охлаждения: 3D лазерный гравировальный станок
Технический класс: Станок для лазерной резки
Применимый материал: Реклама/ Искусство и ремесла/ Кожа/ Игрушки
Тип конструкции: Лазерный гравер
Классификация лазера: Машина для печати логотипов
Шаньдун Ман Машинери Эквипмент Ко. , Лтд.
Гарантия: 12 месяцев для всей машины
Экологическое оборудование, текстильное оборудование, пищевое оборудование, деревообрабатывающая промышленность, рекламная индустрия
Система охлаждения: Водяное охлаждение
Применимый материал: Металл
Тип конструкции: Портальный тип
Название продукта: Станок для резки металла с волоконным лазером
Цзинань Blue Elephant CNC Machinery Co., Ltd.
Применение: Кожевенная промышленность, бытовая, столярная промышленность, печать и упаковка, строительная промышленность, пресс-формы и штампы, ремесла, рекламная индустрия
Система охлаждения: Водяное охлаждение
Технический класс: Импульсный лазер
Автоматический класс: Руководство
Применимый материал: Металл
Тип: Качающееся зеркало
Шаньдунская компания по машинному оборудованию, ООО
Применение: Кожевенная промышленность, Домашнее хозяйство, Плотницкие работы, Печать и упаковка, Строительная промышленность, Пресс-формы и штампы, Ремесленная промышленность, Рекламная индустрия
Система охлаждения: Водяное охлаждение
Технический класс: Импульсный лазер
Автоматический класс: Руководство
Применимый материал: Металл
Тип: Качающееся зеркало
Шаньдунская компания по машинному оборудованию, ООО
Применение: Автомобильная промышленность
Система охлаждения: Воздушное охлаждение
Технический класс: Импульсный лазер
Применимый материал: Металл
Тип конструкции: Настольный лазер
Классификация: Полупроводниковый лазер
Нанкин Шаньдуань станок с ЧПУ Лтд
Лазерная видимость: Лазерная маркировочная машина
Применимый материал: Металл Медь Алюминий
Система охлаждения: Волоконный лазерный маркировочный станок
Технический класс: Лазерная маркировочная машина
Длина волны лазера: Волоконный лазер
Лазер Классификация: Волоконный лазер
Шаньдунская компания по машинному оборудованию, ООО
Лазерная видимость: Невидимый
Применимый материал: Металл
Система охлаждения: Воздушное охлаждение
Технический класс: Импульсный лазер
Длина волны лазера: Волоконный лазер
Лазер Классификация: Полупроводниковый лазер
Шаньдунская компания по машинному оборудованию, ООО
Послепродажное обслуживание: Онлайн-сервис
Гарантия: 2 года
Лазерная видимость: Видимый
Применимый материал: Металл
Система охлаждения: Воздушное охлаждение
Технический класс: Импульсный лазер
HBS Tech Co. , Ltd.
Сколько стоит станок для лазерной гравировки? – УТРЕННИЙ ЛАЗЕР
Клиенты, которые планируют купить станок для лазерной гравировки, в первую очередь задумываются сколько будет стоить лазерный гравер .
Как правило, для стандартных спецификаций CO2-лазеров, малоразмерный станок для лазерной гравировки и резки , как 300*500 мм , стоит около 1999~2400 долларов США 900 мм $3699~$5399 . Большой размер, более высокая стоимость; аналогично, чем выше мощность лазера, тем выше стоимость. Если вам необходимо гравировать металлы, маркировка волоконным лазером будет лучшим выбором и профессиональным решением.
По сравнению с гравировальным станком с CO2-лазером, волоконные лазеры более технологически интегрированы и продвинуты при обработке тонких металлических материалов, что способствует быстрому развитию производства металлических изделий. Комплект системы маркировки волоконным лазером будет стоить 2950~5770 долларов США при 20 Вт, 3500~6400 долларов США при 30 Вт и 5500~15000 долларов США при 50 Вт; если вы собираетесь обрабатывать обычный материал, такой как углеродистая сталь, нержавеющая сталь или железо, лазер мощностью 20 Вт может это сделать;
Если у вас есть требования к глубине маркировки, вам понадобится лазерный маркер мощностью 30 Вт или выше; кроме того, если у вас есть строгие требования к точности маркировки, чтобы создать тонкий отпечаток на ювелирных изделиях, лазер мощностью 50 Вт поможет вам в этом. Чтобы гарантировать наиболее подходящую машину, вам лучше связаться с нашими торговыми представителями для бесплатного тестирования образца. Это поможет выбрать оптимальную конфигурацию.
Независимо от того, сколько вы потратите на лазерный гравировальный станок или волоконную лазерную систему, вы должны сосредоточиться на том, какие преимущества и прибыль вы получите от своих инвестиций. Кроме того, невидимые затраты на техническое обслуживание, добавленная стоимость машины, такая как более длительный срок службы, тесно связаны с качеством и эффективностью машины.
Следующие 5 аспектов подробно описывают, сколько лазерная гравировка и станок для резки будут стоить в бизнесе, чтобы помочь вам правильно вести лазерный бизнес.
Сравнение брендов и цен
Сравнение стоимости CO2-лазера и волоконного лазера
Стоимость эксплуатации станка для лазерной гравировки и резки
В настоящее время лазерные гравировальные станки играют важную роль во всех сферах жизни, они широко используются в промышленном производстве и коммерческой деятельности. Почему? Потому что они имеют высокую точность и эффективность в офисах, мастерских и магазинах, а также дома для хобби. Лазерный гравировальный станок безопасен в эксплуатации и может использоваться для обработки практически всех неметаллических материалов, таких как акрил, дерево, МДФ, кожа, ткань, ткань, стекло и так далее. Он может работать даже с яблоком, тыквой, волшебными бобами, тыквой и некоторыми другими сельскохозяйственными продуктами.
Выбрать наиболее подходящий лазерный гравировальный станок непросто, особенно если у вас ограниченный бюджет. Ни в коем случае не рекомендуется жертвовать качеством и производительностью ради дешевых вещей. Вместо этого эта статья призвана дать общее представление о том, сколько будет стоить лазерный гравировальный станок, чтобы помочь вам выбрать наиболее экономичное лазерное оборудование с хорошими рабочими характеристиками.
Кроме того, если вы хотите узнать больше о моделях лазерных гравировальных станков и их применении для создания или модернизации своего лазерного бизнеса, посетите страницы продуктов или другие сообщения на нашем веб-сайте, где вы получите профессиональную информацию о лазерных станках.
Наши клиенты часто задают следующие вопросы: сколько будет стоить станок для лазерной гравировки? Это очень дорого или рентабельно? Какие факторы будут влиять на стоимость лазерного гравировального станка? Откровенно говоря, если вы планируете импортировать лазерный гравер из Китая, будет много поставщиков, которые могут предложить вам более низкие цены, чем обычные рыночные цены, и заявить, что их продукция будет работать хорошо. Невероятно, но эти дешевые машины будут хорошо работать с минимальными проблемами послепродажного обслуживания.
Поэтому мы напоминаем вам, чтобы вас не ослепляла так называемая более низкая цена. В противном случае вы будете платить больше за то, что покупаете, из-за плохой производительности, частого обслуживания и короткого срока службы лазерного станка. У нас есть много клиентов, которые сначала купили очень дешевые станки и сильно от них пострадали, в конце концов, они обратились к нам за качественным лазерным гравировальным станком, который также соответствует их требованиям и бюджетам.
При выборе станка для лазерной гравировки и резки некоторые клиенты склонны искать известный бренд, чтобы получить высококачественное оборудование даже по очень высоким ценам. Некоторые клиенты сосредотачиваются исключительно на дешевых продуктах, а не на марке и гарантии качества. Это две крайности в процессе закупки лазерного гравера, так как топовый бренд имеет большие возможности более высоких цен и качества, а дешевый продукт обычно означает негарантированное качество и сервис. Поговорка «вы получите то, за что заплатили» точно описывает такие ситуации.
Содержание
1. Сравнение брендов и цен
MORN LASER, быстро развивающийся производитель профессионального лазерного оборудования с 18-летним опытом производства и 11-летним опытом экспорта, стремится обеспечить высокую стоимость -эффективные лазерные машины с отличной эффективностью и безопасностью.
Для нас большая честь, что наша продукция экспортируется в более чем 135 стран, чтобы помочь клиентам получать прибыль и развивать свой бизнес. Положительные отзывы и положительные отзывы постоянно приходят к нам со всех уголков мира. Однако мы никогда не останавливаемся на достигнутом в прошлом и будем бороться за дальнейшие инновации и прогресс.
После анализа реальных рабочих потребностей и финансовых планов клиентов нам удалось разработать высокоточные и быстрые лазерные граверы и лазерные резаки по экономичным ценам. Например, станок для лазерной резки небольшого размера, такой как 300 * 500 мм, стоит около 1999 ~ 2400 долларов США, 900 * 600 мм — 2899 ~ 4699 долларов США и 1300 * 900 мм — 3699 ~ 5399 долларов США. Большой размер, более высокая стоимость; более высокая мощность лазера, более высокая стоимость. Принимая во внимание, что комплект системы маркировки волоконным лазером будет стоить $2950~$5770 при 20 Вт, 3500~6400 долларов США при 30 Вт и 5500~15000 долларов США при 50 Вт.
В первую очередь должны быть качественные машины, а не более низкая цена. Когда мы ищем некоторые товары с рынка, особенно на зарубежном рынке, мы должны не только ориентироваться на цену машины, но и уделять больше внимания качеству машины и послепродажному обслуживанию, что имеет больше смысла. Если вы ищете инструмент для расширения сферы своего бизнеса, станки для лазерной гравировки предлагают ряд возможностей.
2. Сравнение стоимости CO2-лазера и волоконного лазера
Как уже упоминалось, станок для гравировки и резки с помощью CO2-лазера обладает превосходной универсальностью при обработке неметаллических материалов, в то время как станок для резки с волоконным лазером и станок для волоконной лазерной маркировки более профессиональны в производстве металлических деталей. Цены и стоимость станков для лазерной резки сильно различаются в зависимости от модели, типа и мощности лазера. Если вы планируете резать металл или другие толстые материалы, вам понадобится более мощный лазер вместо лазера, используемого для резки более тонких материалов, таких как ткань. Однако чем выше мощность лазера, тем выше будет цена. Вам решать, как сбалансировать стоимость и практичность.
Хотя CO2-лазеры также могут обрабатывать несколько довольно тонких металлов, таких как углеродистая сталь и нержавеющая сталь, их режущая способность обычно не превышает 3 мм, что намного ниже, чем у волоконных лазеров. Создаваемый волоконный лазерный луч находится в другой части светового спектра и представляет собой гораздо более плотный луч. Это позволяет волоконному лазеру маркировать и резать материалы, которые другие лазеры не могут или которые ранее плохо обслуживались CO2-лазерами, например, металлы.
Без сомнения, это будет стоить вам больше энергии и времени, даже больше сырья из-за плохого воздействия на готовую продукцию, когда вы используете лазер CO2 для резки или маркировки тех материалов, которые легко и хорошо обрабатываются маркером с волоконным лазером. или резак, и наоборот.
Сравнение CO 2 , Маркировка лазера волокна, волоконно -лазерные материалы
CO
CO
CO
2
CO
2 2 2 2 2 2 2 2 2 2 2 2 2 2
.
Маркировка волоконным лазером
Волоконный лазер для резки
акрил, МДФ, органическая плита, АБС, ПВХ, кожа, резина, бумага, ткань, окрашенный металл, стекловолокно, оргстекло и т. д.
Металлы: золото, серебро, медь, сплавы, алюминий, сталь, железо, нержавеющая сталь, углеродистая сталь и т. д.
Неметаллы: АБС, нейлон, полиэстер, ПВХ, макролон и т. д.
Если вы занимаетесь производством металлических деталей или пресс-форм, станок для резки волоконным лазером будет для вас лучшим выбором. Волоконный лазерный резак стал популярным режущим инструментом в современной промышленной деятельности благодаря более высокой энергоэффективности, точности и экономичности для большинства высокотехнологичных отраслей. Он делает более точные разрезы, чем традиционные CO2-лазеры, и имеет более длительный срок службы. Он также обычно дороже, чем традиционные лазеры, но служит дольше и требует меньшего обслуживания и меньшего количества запасных частей.
Волоконные лазеры обычно стоят от 25 000 до 65 000 долларов США в зависимости от различных спецификаций и конфигураций. Если ваш бюджет не позволяет приобрести систему резки волоконным лазером для вашей работы, вы также можете арендовать ее, чтобы закончить свою работу. Но это не будет универсальным решением, если только вам не нужен короткий период резки. Вам по-прежнему рекомендуется выбирать волоконные лазеры, если вы занимаетесь обработкой металлических изделий в больших масштабах.
Стоимость эксплуатации станка для лазерной гравировки и резки
Стоимость эксплуатации станка для лазерной гравировки и резки в основном включает инвестиции в комплект лазерного оборудования, ежедневное потребление энергии и расходных материалов, плату за техническое обслуживание и стоимость рабочей силы, среди которых каждая из них имеет тесную связь с качеством и производительностью всей машины. Если вы производите продукцию, требующую высокой точности, точности и аккуратного эффекта резки или гравировки, то инвестиции в ваше лазерное оборудование будут экономичным решением.
Станок для лазерной резки требует более высоких эксплуатационных расходов, чем станок для лазерной гравировки, из-за большего энергопотребления и расходных материалов. Если взять в качестве примера энергопотребление, резка — более быстрый процесс, чем гравировка, но гравировка потребляет меньше энергии, чем резка. Подсчитано, что станок для лазерной резки CO2 стоит около 0,5 доллара в час по сравнению с 0,25 доллара в час станка для лазерной гравировки CO2. Так что у каждого есть свои сильные стороны.
Кроме того, при выборе раскройного станка необходимо учитывать расходы на техническое обслуживание и уделять больше внимания качеству и функциям станка. Не заказывайте дешевую машину с плохой работоспособностью и непредсказуемой периодичностью обслуживания. Все это приведет к значительным временным и финансовым затратам.
Ежедневное техническое обслуживание вашей машины, как правило, не должно занимать более 15 минут, и необходимо проводить еженедельную чистку. Частота чистки должна зависеть от того, с какими материалами вы работаете. И иногда линзы нуждаются в тщательной очистке, в то время как машина может также нуждаться в перенастройке. Это техническое обслуживание не повлияет на производственную организацию вашей компании, так как это можно сделать в нерабочее время.
Принимая во внимание все эти затраты, инвестиции в систему лазерного станка кажутся очень рентабельным выбором, поскольку низкие эксплуатационные расходы и требуемые незначительные работы по техническому обслуживанию позволят вам производить широкий ассортимент продукции для вашего бизнеса. и поможет увеличить прибыль вашей компании в будущем.
Стоимость обучения работе с лазерной гравировкой
Операторы систем лазерной гравировки и резки должны освоить методы работы и правила техники безопасности перед запуском станка. Вы должны внимательно прочитать Руководство пользователя и запомнить все, что можно и чего нельзя делать, особенно если вы новичок. Кроме того, вы можете обратиться за помощью к специалистам по лазерной технике или экспертам, имеющим соответствующий опыт работы с лазерным станком, и начать бизнес по лазерной гравировке. Стоимость обучения занимает лишь небольшую часть среди всех вложений времени и денег.
Пройти обучение несложно. Вам понадобится некоторый опыт работы с компьютером и знания для запуска программного обеспечения. Что касается того, чего вы можете достичь с помощью фотографий, набора текста или использования компьютера, ваш лазер занимает очень второстепенное место в кривой обучения.
Тем не менее, прежде чем начать свой собственный бизнес по лазерной гравировке, постарайтесь понять все материалы и продукты, с которыми вы будете работать, путем пробной гравировки, пока не добьетесь удовлетворительных результатов гравировки. Универсальные лазерные граверы и резаки способны обрабатывать широкий спектр неметаллических материалов, таких как бумага, дерево, пластик, резина, акрил, стекло, ткань, керамика и так далее.
Кроме того, мы также предлагаем лазерный станок для смешанной резки, который может работать как с металлами, так и с неметаллами. Эту модель можно использовать, если в вашей отрасли не требуется высокой точности. В остальном станок для резки волоконным лазером по-прежнему является идеальным решением для обработки металлических материалов.
Как только вы начнете свой бизнес по лазерной гравировке, перед вами встанет проблема запуска и продвижения вашего бизнеса. Есть много разных способов.
Во-первых, вы можете провести целый день семинара, думая и обсуждая свои планы, какие материалы использовать и какие продукты производить, чтобы максимально удовлетворить ваших местных клиентов. Как только вы завоюете их предпочтения, вы завоюете рынок.
После тщательного исследования рынка пришло время сосредоточиться на вашем производстве. Лазерный гравер может выполнять гравировку и резку в пределах своей мощности. Выберите качественный лазерный станок в качестве хорошего помощника и производите продукцию в соответствии с высокими стандартами качества. Например, с какой точностью и скоростью работы вы хотите работать, сколько продукции планируете производить, каков дневной бюджет и так далее. Эти факторы оказывают существенное влияние на эффективность вашей работы и прибыль.
Затем вы должны продвигать свой продукт среди клиентов и на рынке. Не используйте холодные звонки для привлечения клиентов, которых будут беспокоить маркетинговые звонки. Многие маркетинговые и рекламные способы могут быть достигнуты с помощью рекламы и онлайн-коммуникаций, если вы знаете некоторые основные методы маркетинга.
Когда через какое-то время у вас появятся постоянные клиенты, поддерживайте с ними хорошие отношения, рассказывая о своих новых продуктах с лазерной гравировкой и новых приложениях или о том, что их интересует.
В данной статье приведены наиболее употребительные условные обозначения элементов кинематических схем металлорежущих станков. Приведены изображения элементов различных кинематических схем и их описание. Условные обозначения элементов утверждены ГОСТ 2.770-68, ГОСТ 2.782-68 и ГОСТ 2.782-68.
Обозначения кинематических схем. Смотреть в увеличенном масштабе
общее обозначение двигателя без уточнения типа
общее обозначение электродвигателя
электродвигатель на лапах
электродвигатель фланцевый
электродвигатель встроенный
вал, ось, стержень, шатун и т. п.
конец шпинделя для центровых работ
конец шпинделя для патронных работ
конец шпинделя для работ с цанговым патроном
конец шпинделя для сверлильных работ
конец шпинделя для расточных работ с планшайбой
конец шпинделя для фрезерных работ
конец шпинделя для кругло-, плоско- и резьбошлифовальных работ
ходовой винт для передачи движения
неразъемная маточная гайка скольжения
неразъемная маточная гайка с шариками
разъемная маточная гайка скольжения
радиальный подшипник без уточнения типа
радиально-упорный односторонний подшипник без уточнения типа
радиально-упорный двусторонний подшипник без уточнения типа
упорный односторонний подшипник без уточнения типа
Полезные ссылки по теме. Дополнительная информация
Обозначение элементов кинематических схем
Конструкторы, разрабатывающие различные машины и механизмы, часто выполняют кинематические схемы. При этом они руководствуются нормами и требованиями, изложенными в таком основополагающем документе, как ГОСТ 2.770–68.
В технике под схемой понимается графическое изображение, на котором показаны составные части изделия, их конструктивные особенности, а также существующие между ними связи с помощью упрощенных обозначений и символов. В составе пакетов конструкторской документации схемы играют достаточно важную роль. Они наличествуют как в общих описаниях изделий, инструкциях по их установке, наладке и эксплуатации. Схематические чертежи оказывают неоценимую помощь персоналу, занимающемуся монтажом, пуско-наладкой, ремонтом машин, механизмов и отдельных агрегатов. Схемы дают возможность быстро разобраться в том, каковы функциональные связи существуют между механическими, гидравлическими, электрическими и другими звеньями и системами технических устройств.
Когда разработка какой-либо машины только начинается, конструкторы от руки вычерчивают общий набросок будущего изделия, то есть составляют его первоначальную схему. На ней условно отображаются все основные узлы, а также показываются взаимосвязи между ними. Только после того, как принципиальная схема устройства отработана, начинается разработка чертежей и прочей конструкторской документации.
В современном машиностроении наибольшее применение находят те машины, в которых передача движения основывается на механическом, гидравлическом или электрическом принципе функционирования.
Предназначением кинематических схем является отражение той связи, в которой состоят рабочий механизм и привод. Следует отметить, что в современных автомобилях, станочном и прочем технологическом оборудовании механические передачи отличаются большой сложностью и содержат множество элементов. Поэтому для того, чтобы правильно создавать схемы таких конструкций, нужно прекрасно знать все условности, которые используются для графического изображения принципа работы машины или механизма без того, чтобы уточнять их конструктивные особенности. К примеру, кинематические схемы станочного оборудования отражают то, каким именно образом вращательное движение вала электродвигателя сообщается шпинделю, причем контур станка показывается (или не показывается) тонкой линией.
Если на схемах используются нестандартизованые условные обозначения, то они требуют пояснений. Что касается внешних очертаний и схематических разрезов, то на схемах они изображаются упрощенно, в соответствии с тем, какую именно конструкцию имеет каждый элемент изделия.
На схематических изображениях от каждой составной их части проводятся линии-выноски. От сплошных линий они начинаются стрелками, а от плоскостей – точками. На полках линий-выносок указываются порядковые номера позиций. При этом для таких элементов, как валы, используются римские цифры, а для остальных – арабские цифры. Под полками линий-выносок указываются параметры и основные характеристики составных частей схем.
Кинематические уравнения
Целью этого первого раздела Класса физики было исследование разнообразных средств, с помощью которых можно описать движение объектов. Разнообразие репрезентаций, которые мы исследовали, включает словесные репрезентации, графические репрезентации, числовые репрезентации и графические репрезентации (графики положение-время и графики скорость-время). В Уроке 6 мы исследуем использование уравнений для описания и представления движения объектов. Эти уравнения известны как кинематические уравнения.
Существует множество величин, связанных с движением объектов: перемещение (и расстояние), скорость (и скорость), ускорение и время. Знание каждой из этих величин дает описательную информацию о движении объекта. Например, если известно, что автомобиль движется с постоянной скоростью 22,0 м/с, на север в течение 12,0 секунд при смещении на север на 264 метра, то движение автомобиля полностью описано. И если известно, что вторая машина разгоняется из положения покоя с ускорением в восточном направлении 3,0 м/с 2 за время 8,0 секунд, обеспечивая конечную скорость 24 м/с, восток и смещение в восточном направлении 96 метров, то движение этого автомобиля полностью описано. Эти два утверждения обеспечивают полное описание движения объекта. Однако такая полнота не всегда известна. Часто бывает известно лишь несколько параметров движения объекта, а остальные неизвестны. Например, приближаясь к светофору, вы можете знать, что скорость вашего автомобиля составляет 22 м/с на восток, а ускорение заноса составляет 8,0 м/с.0006 2 , Запад. Однако вы не знаете, какое смещение испытает ваша машина, если вы нажмете на тормоза и занесете до остановки; и вы не знаете время, необходимое для остановки. В таком случае неизвестные параметры могут быть определены с использованием принципов физики и математических уравнений (кинематических уравнений).
БОЛЬШАЯ 4
Кинематические уравнения представляют собой набор из четырех уравнений, которые можно использовать для прогнозирования неизвестной информации о движении объекта, если известна другая информация. Уравнения можно использовать для любого движения, которое можно описать либо как движение с постоянной скоростью (ускорение 0 м/с/с), либо как движение с постоянным ускорением. Они никогда не могут быть использованы в течение какого-либо периода времени, в течение которого изменяется ускорение. Каждое из кинематических уравнений включает четыре переменные. Если известны значения трех из четырех переменных, то можно вычислить значение четвертой переменной. Таким образом, кинематические уравнения обеспечивают полезные средства прогнозирования информации о движении объекта, если известна другая информация. Например, если известно значение ускорения, а также значения начальной и конечной скорости буксующего автомобиля, то перемещение автомобиля и время можно предсказать с помощью кинематических уравнений. Урок 6 этого раздела будет посвящен использованию кинематических уравнений для предсказания числовых значений неизвестных величин движения объекта.
Четыре кинематических уравнения, описывающие движение объекта:
В приведенных выше уравнениях используются различные символы. Каждый символ имеет свое особое значение. Символ d обозначает смещение объекта. Символ t обозначает время, в течение которого объект перемещался. Символ a обозначает ускорение объекта. А символ v обозначает скорость объекта; нижний индекс i после v (как в v i ) указывает, что значение скорости является начальным значением скорости, а нижний индекс f (как в v f ) указывает, что значение скорости является окончательным значением скорости.
Каждое из этих четырех уравнений надлежащим образом описывает математическую связь между параметрами движения объекта. Таким образом, их можно использовать для прогнозирования неизвестной информации о движении объекта, если известна другая информация. В следующей части Урока 6 мы исследуем этот процесс.
Следующий раздел:
Кинематические уравнения и решение задач
Четыре кинематических уравнения, которые описывают математическую связь между параметрами, описывающими движение объекта, были представлены в предыдущей части Урока 6. Четыре кинематических уравнения:
В приведенных выше уравнениях символ d обозначает перемещение предмет. Символ t обозначает время, в течение которого объект перемещался. Символ a обозначает ускорение объекта. А символ v обозначает мгновенную скорость объекта; индекс i после v (как в v i ) указывает, что значение скорости является начальным значением скорости, а нижний индекс f (как в v f ) указывает, что значение скорости является конечным значением скорости.
Стратегия решения задач
В этой части урока 6 мы исследуем процесс использования уравнений для определения неизвестной информации о движении объекта. Процесс включает в себя использование стратегии решения проблем, которая будет использоваться на протяжении всего курса. Стратегия включает следующие шаги:
Построить информативную диаграмму физической ситуации.
Определите и перечислите данную информацию в переменной форме.
Определите и перечислите неизвестную информацию в переменной форме.
Определите и перечислите уравнение, которое будет использоваться для определения неизвестной информации из известной.
Подставьте известные значения в уравнение и используйте соответствующие алгебраические шаги для поиска неизвестной информации.
Проверьте свой ответ, чтобы убедиться, что он разумен и математически верен.
Использование этой стратегии решения проблемы при решении следующей задачи моделируется в примерах A и B ниже.
Пример задачи A
Има Торопится приближается к светофору, движущемуся со скоростью +30,0 м/с. Свет загорается желтым, и Има нажимает на тормоза и останавливается. Если ускорение Имы равно -8,00 м/с 2 , то определить перемещение автомобиля в процессе заноса. (Обратите внимание, что направления векторов скорости и ускорения обозначены знаком + и -.)
Решение этой задачи начинается с построения информативной диаграммы физической ситуации. Это показано ниже. Второй шаг включает идентификацию и перечисление известной информации в переменной форме. Обратите внимание, что значение v f можно вывести равным 0 м/с, поскольку машина Имы останавливается. Начальная скорость (v i ) автомобиля равна +30,0 м/с, так как это скорость в начале движения (занос). А ускорение (а) автомобиля равно — 8,00 м/с 2 . (Всегда обращайте особое внимание на знаки + и — для данных величин.) Следующий шаг стратегии включает перечисление неизвестной (или желаемой) информации в переменной форме. В этом случае задача запрашивает информацию о водоизмещении автомобиля. Итак, d — неизвестная величина. Результаты первых трех шагов представлены в таблице ниже.
Схема:
Дано:
Найти:
v i = +30,0 м/с v f = 0 м/с
a = — 8,00 м/с 2
д = ??
Следующий шаг стратегии включает определение кинематического уравнения, которое позволит вам определить неизвестную величину. На выбор предлагается четыре кинематических уравнения. В общем, вы всегда будете выбирать уравнение, содержащее три известные и одну неизвестную переменную. В этом конкретном случае три известные переменные и одна неизвестная переменная равны v f , v i , a и d. Таким образом, вы будете искать уравнение, в котором перечислены эти четыре переменные. Проверка четырех приведенных выше уравнений показывает, что уравнение в правом верхнем углу содержит все четыре переменные.
v f 2 = v i 2 + 2 • a • d
Как только уравнение определено и записано, следующий шаг стратегии включает подстановку известных значений в уравнение и использование соответствующих алгебраических шагов для поиска неизвестной информации. Этот шаг показан ниже.
(0 м/с) 2 = (30,0 м/с) 2 + 2 • (-8,00 м/с 2 ) • d
0 м 2 /с
7 2
7 м 2 /с 2 + (-16,0 м/с 2 ) • d
(16,0 м/с 2 ) • d = 900 м 2 0 0 2 /с 2
(16,0 м /с 2 )*D = 900 м 2 /с 2
D = (900 М 2 /S 2 ) /(16,0 м/с 2 )
d = (900 м 2 /с 2 )/ (16,0 м/с 2 )
d = 56,3 м
Приведенное выше решение показывает, что расстояние 5 6,3 метра автомобиля будет скользить. . (Обратите внимание, что это значение округляется до третьего знака.)
Последний шаг стратегии решения проблем включает проверку ответа, чтобы убедиться, что он является разумным и точным. Стоимость кажется достаточно разумной. Автомобилю требуется значительное расстояние, чтобы занести от 30,0 м / с (примерно 65 миль / ч) до остановки. Рассчитанное расстояние составляет примерно половину футбольного поля, что делает его очень разумным расстоянием для заноса. Проверка точности включает подстановку вычисленного значения обратно в уравнение для смещения и обеспечение того, чтобы левая часть уравнения была равна правой части уравнения. Это действительно так!
Пример задачи B
Бен Рашин ждет на светофоре. Когда он, наконец, стал зеленым, Бен разогнался из состояния покоя со скоростью 6,00 м/с 2 за время 4,10 секунды. Определите перемещение автомобиля Бена за этот период времени.
Еще раз, решение этой проблемы начинается с построения информативной диаграммы физической ситуации. Это показано ниже. Второй шаг стратегии включает идентификацию и перечисление известной информации в переменной форме. Обратите внимание, что версия 9Можно сделать вывод, что значение 0023 i равно 0 м/с, поскольку изначально автомобиль Бена находится в состоянии покоя. Ускорение (а) автомобиля равно 6,00 м/с 2 . А время (t) равно 4,10 с. Следующий шаг стратегии включает перечисление неизвестной (или желаемой) информации в переменной форме. В этом случае задача запрашивает информацию о водоизмещении автомобиля. Итак, d — неизвестная информация. Результаты первых трех шагов представлены в таблице ниже.
Диаграмма:
Дано:
Найти:
v i = 0 м/с t = 4,10 с
а = 6,00 м/с 2
д = ??
Следующий шаг стратегии включает определение кинематического уравнения, которое позволит вам определить неизвестную величину. На выбор предлагается четыре кинематических уравнения. Опять же, вы всегда будете искать уравнение, содержащее три известные переменные и одну неизвестную переменную. В этом конкретном случае три известные переменные и одна неизвестная переменная равны t, v и , а и г. Проверка четырех приведенных выше уравнений показывает, что уравнение в левом верхнем углу содержит все четыре переменные.
d = v i • t + ½ • a • t 2
Как только уравнение определено и записано, следующий шаг стратегии включает подстановку известных значений в уравнение и использование соответствующих алгебраических шагов для поиска неизвестной информации. Этот шаг показан ниже.
d = (0 м/с) • (4,1 с) + ½ • (6,00 м/с 2 ) • (4,10 с) 2
d = (0 м) + ½ • (6,00 м/с 2 ) • (16,81 с 2 )
+ 9,04 м3 d0 =
d0
d = 50,4 м
Приведенное выше решение показывает, что автомобиль проедет расстояние 50,4 метра. (Обратите внимание, что это значение округляется до третьего знака.)
Последний шаг стратегии решения проблем включает проверку ответа, чтобы убедиться, что он является разумным и точным. Стоимость кажется достаточно разумной. Автомобиль с ускорением 6,00 м/с/с достигнет скорости примерно 24 м/с (примерно 50 миль/ч) за 4,10 с. Расстояние, на которое такой автомобиль переместится за этот период времени, составит примерно половину футбольного поля, что делает это расстояние вполне разумным.
Ударный пневматический гайковерт FUBAG IW90 предназначен для монтажных и демонтажных работ с различными крепёжными соединениями. Устройство подходит для эксплуатации как в гаражах, так и ремонтных мастерских и автосервисах. Прибор оснащён ударным механизмом Twin Hummer (двойной удар) — специальная разработка для автомобильной индустрии. Очень удобен для автосервиса для откручивания болтов, так как этот ударный механизм характеризуется повышенным усилием удара на старте.
ударопрочный износостойкий корпус выполнен из металлического сплава;
широкий пусковой курок для лёгкого включения прибора из любого хвата;
функция реверса;
трёхпозиционный механизм регулировки скорости вращения;
внушительный рабочий ресурс и возможность длительной непрерывной работы.
Видео: Пневмогайковёрт ударный Fubag IW900
Производитель оставляет за собой право самостоятельно изменять комплектацию, характеристики, страну производства товара без дополнительного уведомления дилеров. Сведения о комплекте поставки, упаковке и внешнем виде могут отличаться от указанных на сайте.
Отзывы о товаре Пневмогайковёрт ударный Fubag IW900 (51)
Андрей Мартынов
Плюсы:
Зверь
Дмитрий Зоров
Плюсы:
Колеса откручивает без проблем. Небольшой расход воздуха.
Цитрус
В целом для гаражного ремонта вполне подходит, со своей задачей справляется.
Александр С.
Плюсы:
Хорошая цена
Минусы:
Требует много воздуха
Сергей П.
Плюсы:
Все работает, качественно!
Минусы:
Нет
Все сцпер
Сергей О.
Плюсы:
Цена
Минусы:
Закипевшие болты может не сорвать.
Сергей Ч.
Плюсы:
Просто фантастика, вжииик, и все гайки уже откручены. И почему я раньше не купил его
Минусы:
Цена
Всем, кто жалуется на малый момент, не соответствующий заявленному, не только по этому гайковерту. Обратите внимание на диаметр шланга и его длину и на сетку в самом гайковерте. У меня заросла шлаком уже через 10 минут, момент соответственно пропал. Буду думать какой фильтр поставить.
Иван Г.
Плюсы:
Пока работает 🙂
Минусы:
Не информативная регулировка усилия. Положения три , а крутится на все 360 градусов. И не ясно, что там в промежуточных положениях.
Посмотрим,как будет работать. В целом,покупка устраивает.
Александр Р.
Плюсы:
Мощный, удобный.
Минусы:
Регулировка силы затяжки не информативна. Надо подстроиться.
Александр Морозов
Плюсы:
Гайковерт крутит как умалешонный довольной как удав
павел м.
Плюсы:
Все
Отличный товар, мощный хорошо сидит в руке. Откручивает всё,нужно правильно расконсервировать и диаметр шланга внутренний 10 мм, и будет счастье
владимир глебов
Плюсы:
Для гаража самый то
Минусы:
пока не обнаружил
мощный,для колес самый то взял Брату в гараж как раз перед сезоном переобувки. Он довольный. По мощности с достатком для колес и мостов уваза больше и не надо.Брал как подарок в гараж впечатления 5+
Andrey Shlagan
Соотношение цена/качество оптимальное
Андрей Шеин
Плюсы:
Надёжный тяжёлый инструмент
Минусы:
Пока не выявил
Дима Волчек
Плюсы:
Цена
Минусы:
Пластик с ручки быстро отвалился.
2 года в работе. Нареканий нет.
Александр Фадеев
Плюсы:
Нет
Минусы:
Открутил одну гайку и сломался, товар вернул , деньги не вернули
Не советую
илья таратин
Плюсы:
Вес)
Минусы:
Выглядит пневмогайковёрт использованным. на лицо следы ржавчины и отслоения краски. Механизм переключения нагрузки вращается с очень большим трудом, Хоть пассатижами его крути, причём нет фиксации вообще. А покупал в подарок. Очень неудобно вышло перед человеком. А вот торговать б.у. товаром вообще стыдно. Не ожидал такого.
Не советую
vova c.
Плюсы:
Работает отлично для частного использования больше чем…
Внешний вид потрепан
витали п.
Минусы:
Маленькая мощность
Ирина Л.
Плюсы:
сила откручивания крепежа на достойном уровне
Ольга Синнер
Плюсы:
Качество супер. Хорошая вещь. Тяжёлый.
Минусы:
Нет
Юрий Н.
Плюсы:
Хорошая цена
Минусы:
Нет
Владимир Гридин
Плюсы:
Быстрая доставка.Товар соответствует заказанному.
Андрей В.
Работает, вроде добротный! Пока доволен.
Имя скрыто
Плюсы:
Мощность, удобство
Минусы:
Не выявлено
Больше половины времени в жизни, крутя гайки, потрачено зря без такого устройства. Просто надо его держать. Никакого напряжения и усилия. Не смог отвернуть только один болт. Который пришлось отворачивать мощным воротком с трубой, всем своим весом. Работает с 8 мм пластиковым шлангом на 5 метров, на прямую 6-8 атм. Компрессор 2 цилиндровый 350 л/м, ресивер 40 литров. Кушает воздух хорошо. 2-3 гайки отвернуть -завернуть между включением компрессора. Для тех кто сам делает авто и меняет колеса — самое то. Не думаю, что нужен более мощный гайковерт, только деньги на ветер. Советую, не пожалеете…
Таня М.
Свои функции выполняет. Все супер.
Ольга Б.
Плюсы:
Работает хорошо, всё откручивает
Минусы:
Подклинивает кнопка включения
Макс Маслиев
Плюсы:
Всё хорошо
Пробовал со шлангом внутренним диаметром 8 мм да прикольно но всё же взял шланг внутренним диаметром 10 мм от фирмы РокФорс
Михаил Кротов
Плюсы:
Надёжный
Минусы:
В меруТяжеловат
Использую в ремонте грузовиков,нераз выручал в рейсе.
Илья Ф.
Плюсы:
Алюминиевый корпус.
Минусы:
Неудобный регулятор реверса. Головки на квадрат ставятся нехотя, постоянно нужно метится, чтобы квадрат в головке точно совпадал с квадратом на гайковерте. Цифры по моменту явно завышены, Ступичную гайку (даже не ржавую) открутить не смог.
Александр М.
Плюсы:
Мощности хватит на все гайки в легковых авто, если не тянет значит спасёт только большой вороток.
Минусы:
Довольно тяжелый но может это и достоинство. Переключатель реверса тугой.
В целом за эти деньги очень годный инструмент, пользуюсь в сервисе, если быстро ляжет обязательно дополню отзыв.
Дима Генералов
Плюсы:
Мощный, откручивает всё. Сразу для него шланг купил с внутренним диаметром 10 мм.
Валентин Т.
Плюсы:
Компрессор 360лит/мин100лит. шланг 9 газовый фитинги 10мм.Расконсервировал смазал как в инструкции.На Газели колесные болты не сорвал.Зато сорвал рессорные.Ступичные гайки ваз2110 на 30 застарелые отвернул подолбив 15-25 сек.Посмотрю как дальше будет.Я любитель по мне так норм.Но я взял за 4750с балами и скидками.Тяжелый сразу говорю.Полезной инфы по нему мало в инете.Подшипники если что на него можно найти гуглил.Извините за ошибки пишу за рулём)
Минусы:
Яндекс.Маркет молодцы!
Промо кодов побольше)
Константин З.
Плюсы:
Хороший инструмент, я доволен покупкой
Анастасия С.
Плюсы:
Заказывала на подарок! Очень понравился!
Минусы:
Не заметили!
Рекомендую к покупки!
сергей станков
Плюсы:
На вид качественный
Артур М.
Плюсы:
Беру уже третий в автосервис
Вадим Кухтиев
Плюсы:
Сделан аккуратно, в руке как влитой сидит.
Минусы:
Для сильно затянутых гаек-слабоват.
Михаил К.
Плюсы:
Заказ еще не получен
Минусы:
Везут третий день курьером по москве. Кормят завтраками
Отвратительное отношение к доставке
Mikhail K.
Плюсы:
Умеет закручивать гайки. Умеет откручивать гайки.
Минусы:
Для использования нужно купить компрессор.
Купил к гайковёрту компрессор, оказалось — очень удобная штука для раздувания мангала.
тимур абдулвалеев
Плюсы:
Гайковерт свою функцию выполняет откручивает и закручивает все что мне нужно по автомобилю.
Минусы:
Пока не выявил.
у кого есть хороший компрессор берите смело 880н.м хватает для гаража у меня компрессор дензел 100литровый 2.3кв 400литров на входе с лихвой хватает воздуха
степанов иван
Плюсы:
Работает
Минусы:
Нужна стабильно высокая производительность компрессора. Производительность обычного редуктора недостаточна, пришлось установить дополнительный ресивер после редуктора, только тогда гайковёрт заработал в полную силу.
В принципе, нормально все.
Юрий А.
Учитывая что товар поставляется от холодильника.ру то и цена соответствующая. Там самые отмороженные цены ((
Игорь Степанов
Плюсы:
колеса откручивает на ура, мне понравилось.
Минусы:
пока нету
андрей к.
Плюсы:
нет
Минусы:
полно
вес большой расход воздуха большой из 2 один рабочий
Вячеслав С.
Плюсы:
всё пока работает
Минусы:
пока нет
Дмитрий З.
Плюсы:
Реально откручивает колеса.
Минусы:
За эти деньги их просто нет. Брал 2700
Компрессор 100 литров и для гаража ок .Был другой модели так он колесо с трудом откручивал. Есть видео отзыв в интернете.
михаил иванов
Плюсы:
Открутил болты глушителя
Минусы:
Не смог открутить гайки колёс, затянутые трубой
МИХА Н.
Плюсы:
Понравилось то что крутит хорошо ,колесные гайки бмв на раз … Не сдох сразу ,это тоже гуд )
Минусы:
пока не проявились . Громоздким кажется по сравнению с предыдущим …ну так он и крутит лучше …
В сервисе этот зверь неделю ,пока всем нравится …но , срок небольшой ….если бы яндекс маркет через годок пристал бы ко мне ,можно было бы объективно оценить ,а так …поживем увидим .
Stasmaxima
Плюсы:
Цена. качество.
Минусы:
Тяжеловат. Отклеились резинки на ручке.
В автосервисе работает уже 3 года.
Калашников Егор
Плюсы:
Работает, гайки с колёс на 19 откручивает
Минусы:
Внешний вид как будто собирали кувалдой
компрессор 200/50 вывозит
Показать ещё отзывы
Пневматический гайковерт Руководства / Спецификации / Инструкции
Продолжить чтение «BORMANN BAT1212 Air гаечный ключ Руководство пользователя»
Опубликовано inbormanntags: воздушный гаечный ключ, BAT1212, BAT1212 Воздушный гаечный ключ, Bormann, гаечная газета A Comment on Barmann BAT1212 Руководство владельца Air Whoreng ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ AIR ПОЖАЛУЙСТА, ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ДАННУЮ ИНСТРУКЦИЮ ПО ЭКСПЛУАТАЦИИ ИНСТРУМЕНТА. ТОЛЬКО КВАЛИФИЦИРОВАННЫЙ И ХОРОШО ОБУЧЕННЫЙ ПЕРСОНАЛ, ЗНАКОМЫЙ С РУКОВОДСТВОМ, МОЖЕТ ПОЛЬЗОВАТЬСЯ ЭТИМ ИНСТРУМЕНТОМ. Руководство по эксплуатации содержит описание, правила техники безопасности и всю информацию …
Продолжение чтения «Fubag 100102 Air Harench Руководство пользователя»
Опубликованные Infubagtags: 100102, 100102 Air Hareng 100126, Пневматический гайковерт, Fubag, Гаечный ключОставить комментарий к Руководству пользователя пневматического гайковерта Fubag 100102
Читать далее «metabo DSSW 450-3-8 «Инструкция по эксплуатации пневматического гайковерта»
Posted inmetaboTags: Пневматический гайковерт, Пневматический гайковерт, DSSW 450-3-8, Ударный гайковерт, metabo, Гаечный ключДобавить комментарий к metabo DSSW 450-3-8“ Инструкции по эксплуатации пневматического гайковерта
Руководство по эксплуатации пневматического гайковерта 100102 100107 100108 100109 100110 100111 100112 100121 100122 100126 www. fubag.ru 100102 Пневматический ключ ВНИМАНИЕ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ ПНЕВМАТИЧЕСКОГО ИНСТРУМЕНТА ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТО РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ. ТОЛЬКО КВАЛИФИЦИРОВАННЫЙ И ОБУЧЕННЫЙ ПЕРСОНАЛ, ЗНАКОМЫЙ С РУКОВОДСТВОМ, МОЖЕТ ПОЛЬЗОВАТЬСЯ ЭТИМ ИНСТРУМЕНТОМ. Руководство по эксплуатации содержит описание, правила техники безопасности и все …
Пневматический ключ Руководство пользователя 100102/100107/100108/100109/100110/100111 100112/100121/100122/100126 www.fubag.ru Серия 1000100 Пневматический ключ ВНИМАНИЕ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ AIR ПОЖАЛУЙСТА, ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ДАННУЮ ИНСТРУКЦИЮ ПО ЭКСПЛУАТАЦИИ ИНСТРУМЕНТА. ТОЛЬКО КВАЛИФИЦИРОВАННЫЙ И ОБУЧЕННЫЙ ПЕРСОНАЛ, ЗНАКОМЫЙ С РУКОВОДСТВОМ, МОЖЕТ ПОЛЬЗОВАТЬСЯ ЭТИМ ИНСТРУМЕНТОМ. Руководство по эксплуатации содержит описание, правила техники безопасности и всю информацию, необходимую для правильного обслуживания …
Continue reading “Fubag 1000100 Series Air Wrench User Manual”
Posted inFubagTags: 1000100 Series, 1000100 Series Air Wrench, 100102, 100107, 100108, 100109, 100110, 100111, 100112 , 100121, 100122, 100126, воздушный гаечный ключ, Fubag, Glenchleave A Comment of Fubag 1000100 Series Series Air Harench Руководство пользователя
Руководство оператора воздушного ключа 100102 100111 100107 100112 100108 100121 100109100122 100110 100126 www.fubag.ru ВНИМАНИЕ! Перед использованием воздушного инструмента прочтите эту инструкцию…
Продолжить чтение «ФУБАГ 100110 Руководство по инструкции по воздушным ключам»
Опубликованные Infubagtags: 100102, 100107, 100108, 100109, 100110, 100110 Air Wrench, 100102, 100107, 100109, 100110, 100110 Air Wrench: 100102, 100107, 100108, 100109, 100110, 100110 Air Wrench: 100102, 100107, 100108, 100109, 100110, 100110 Air Wrench: 100102, 100107, 100108, 100109, 100110, 100110 Air , Пневматический гайковерт, Fubag, Гаечный ключОставить комментарий к fubag 100110 Руководство по эксплуатации пневматического гайковерта
DSSW 2440-1“ Инструкция по эксплуатации пневматического ударного гайковерта DSSW 2440-1″ *1) Серийный номер 01551.. V1 л/с 13 Aмакс. бар 6,2 n0 ../мин 6000 H дюйм 1 S мм (дюйм) M38 (1 1/2) Tmax, F Нм 2440 Tmax, R Нм 2440 di мм (дюйм) 13 (1/2) C “ 1/ 2 А мм 470 x 180 x 180 м кг …
Продолжить чтение «Metabo DSSW 2440-1« Инструкции по эксплуатации пневматического гайковерта »
WUFU
WUFU
×
СМОТРЕТЬ ГАЛЕРЕЮ
WFI-4170
УДАРНЫЙ гайковерт 1/2” (TWIN HAMME
* Выпускной конец рукоятки
* Легкая и прочная конструкция корпуса из композитного материала
* Переключатель контроля крутящего момента с 3 положениями вперед и 1 положением назад.
Применение: Идеально подходит для ремонта автомобилей, строительства и судов.
Standard package: Color box, 6pcs/ctn
Ctn Size: 42×24×25.5 cm
G.W./N.W.: 13/12 kgs
20ft: 6456
40HQ: 15690
ЗАПРОС СЕЙЧАС >
Технические данные
модель
WFI-4170
Приводной квадрат
1/2″
Свободная скорость
8500 об/мин
Максимальный крутящий момент
610 Нм, 450 футов-фунтов
Размер болта
18 мм, 3/4 дюйма
Средний расход воздуха
7,0 кубических футов в минуту, 198 л/мин
Давление воздуха
90 фунтов на квадратный дюйм, 6,3 кг/см2
Воздухозаборник
1/4 дюйма
Длина
180 мм, 7,1 дюйма
Вес
2,0 кг, 4,4 фунта
Стандартные принадлежности
· Грязевой очиститель
· Катушка для шланга высокого давления
· Шланг высокого давления, 25 футов
· Быстрое подключение на машине
· Двигатель с водяным охлаждением
· Встроенный фильтр для воды
Дополнительный редактор
Создавайте контент, ориентированный на пользователя, в сравнении с результатами B2C. Монотонно расширяйте возможности совместного использования беспроводных внутренних или «органических» источников. Удобно стимулировать премиальные отношения после распределенной синергии. Совместно развивать полностью исследованные сообщества после.
* Выхлоп переднего конца
* Литой под давлением алюминиевый корпус
* Регулируемый крутящий момент. Реверсивный
* Встроенный регулятор подачи воздуха для регулировки скорости и мощности
* Доступно для мягкой рукоятки (дополнительно)
Идеально подходит для замены шин и общих сборочных работ, а также для других применений в мастерской .
3D-принтер — это гаджет, позволяющий создавать что угодно — от канцелярских изделий, сувениров и прототипов всевозможных предметов до запчастей к двигателю реактивного самолёта и космического корабля. В 2019 году в школе, где я учусь, был создан центр «Точка роста». В компании поставленного оборудования был 3D-принтер Picaso Designer X.
Технические характеристики:
Технология печати: Fused Filament Fabrication (FFF)
Область печати: 200×200×210 м
Скорость печати : до 100 см³/ч
Минимальная толщина слоя по оси Z: 10 микрон (0.01мм)
Материалы 3D-печати: ABS, PLA, HIPS, PVA, ULTRAN 630, ULTRAN 6130, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX, ETERNAL, FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPER SOFT, PRO-FLEX, TOTAL PRO, NYLON, PEEK и другие
Программное обеспечение: PICASO 3D Polygon X
Операционная система: Windows XP и более поздние версии
Кинематическая схема 3D-принтера PICASO Designer X
Кинематика 3D-принтера, как и все машины от PICASO 3D это собственная разработка компании. Механика основана на двойных цилиндрических валах диаметром 10 и 8 мм.
По оси Z – установлены двойные цилиндрические валы 12 мм. Движение рабочего стола по оси Z – осуществляется через ШВП. Привод по осям X и Y – работает по средством шаговых моторов и зубчатых ремней.
Экструдер 3D-принтера PICASO Designer X
Экструдер спроектирован для работы в широком температурном диапазоне. Никаких тефлоновых вставок. Они не выдерживают работы с инженерными пластиками. Также изменился механизм подачи пластика . Это позволяет беспроблемно использовать хрупкие материалы, например WOOD. Максимальные температура экструдера 410 °С.
Возможность работы на таких температурах позволяет использовать Picaso Designer X для печати инженерными пластиками с высокими прочностными и тугоплавкими характеристиками.
Управляющая электроника 3D-принтера PICASO Designer X
3D-принтер PICASO Designer X получил совершенно новую управляющую плату это собственная разработка компании PICASO3D.
Новая плата работает на базе процессора ARM CORTEX M4. Запас мощности позволяет – обрабатывать сложные алгоритмы 3D-печати, без глюков и торможений. Это особенно актуально при длительной 3D-печати. Также не стоит забывать, что мощности центрального процессора позволяют постоянно расширять вспомогательные функции 3D-принтера для автоматизации работы. Обращаем ваше внимание, что производитель PICASO 3D – постоянно обновляет программное обеспечение всех принтеров линейки «Х» дополняя список профилей расходных материалов, улучшения и модернизацию вспомогательные системы 3D-принтера.
Рабочая платформа 3D-принтера PICASO Designer X
Рабочий стол представляет из себя алюминиевую платформу со съемным стеклом на магнитах. Максимальная температура нагрева до 140 °С. Что хватит для поддержания адгезии и температурного баланса внутри рабочей камеры практически для всех пластиков продающихся на рынке. Широкий диапазон рабочих температур экструдера ( до 410 °С ) и печатной платформы (до 140 °С) позволяет не ограничивать себя в выборе материала печати. Делая 3D-принтер PICASO DESIGNER X – универсальным станком для работы со всеми пластиками.
Экран управления 3D-принтером PICASO Designer X
Меню полностью на русском языке. Странно было бы не увидеть русский язык от российского производителя, а благодаря анимированным пиктограммам на экране, в нем разберется даже новичок.
Системы автоматизации печати 3D-принтера PICASO Designer X
В новом 3D-принтере PICASO Designer X – появились все системы автоматизации которые используются в принтерах PICASO 3D работающих на платформе «X» — это: автоматическая калибровка рабочей платформы, система профилей под различные виды пластика, контроль подачи материала.
Программное обеспечение 3D-принтера PICASO Designer X
Программа POLYGON X полностью русифицирована. Разработана исключительно под 3D-принтеры PICASO 3D. Благодаря чему, пользователи получают такие преимущества как интуитивно понятный интерфейс, оптимизированные под 3D-принтеры PICASO алгоритмы создания G-code, унификация под всю линейку принтеров работающих на платформе Х (возможность централизованного управления множеством принтеров PICASO c одного компьютера и из одной программы).
С принтером поставляется безумно крутой комплект инструментов. Внутри него, в кармашке, лежит флешка, также в маленьком кармашке, сбоку, лежит запасное сопло.
Примеры печати на 3D-принтере PICASO Designer X:
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
11 лучших принтеров для домашнего офиса 2022 года
11 лучших принтеров для домашнего офиса 2022 года | Стратег
Каждый продукт независимо отбирается (одержимыми) редакторами. Вещи, которые вы покупаете по нашим ссылкам, могут приносить нам комиссию.
Фото: предоставлено NBC Universal
За последние два года ваш дом может внезапно превратиться во импровизированный офис с удобным столом и стулом, беспроводной клавиатурой и беспроводной мышью. Но есть одна вещь, о которой большинство из нас не думает, пока она нам действительно не понадобится, — это принтер. Если вы не юрист, не писатель или не работаете в какой-либо другой профессии, связанной с печатью большого количества документов, вам, вероятно, не нужен один из этих гигантских серых прямоугольных принтеров. Большинству из нас будет достаточно небольшого и незаметного принтера, который может обрабатывать случайные онлайн-формы или транспортные этикетки.
Несложно найти принтер, отвечающий вашим повседневным потребностям. Большинство домашних непрофессиональных принтеров представляют собой устройства «все в одном», что означает, что они включают в себя некоторую форму сканера и факсимильного аппарата, но если вам не нужны эти функции, вы можете сэкономить немного денег, найдя машину только для печати. . Самое главное, на что следует обратить внимание, — хотите ли вы струйный или лазерный принтер. В струйных принтерах используются жидкие чернила, а в лазерных — порошковые, которые расплавляются на странице. И хотя струйные принтеры могут быть намного дешевле, они, как правило, не служат так долго, как лазерные принтеры, и вы должны учитывать стоимость более частых заправок чернил. Кроме того, лазерные принтеры работают быстрее и обеспечивают превосходное качество печати, а текст выглядит более точным и четким. Другой вопрос, который следует учитывать, — это цвет. Если вы хотите печатать в цвете, вы, вероятно, захотите использовать струйные принтеры. Есть цветные лазерные принтеры, но они часто непомерно дороги для личного использования.
Имея это в виду, мы собрали лучшие домашние принтеры по мнению людей. (См. наше введение в эту серию здесь.) Наши рекомендации варьируются от любимого минималистического лазерного принтера нашего заместителя до чего-то под названием EcoTank, который спас голливудского сценариста от его кошмара с чернилами.
Беспроводной лазерный принтер HP LaserJet Pro M110ew
129 долларов США
Этот небольшой черно-белый принтер с поддержкой Wi-Fi удобен для печати основных вещей, таких как транспортные этикетки и документы, и может печатать до 30 страниц за раз (больше этого приведет к перегрузке бумаги). кормить). Более 300 отзывов с пятью звездами называют его «маленьким» или «маленьким», и еще больше пользователей упоминают его «очень малый размер». Один рецензент, который «пользовался принтерами HP LaserJet более 30 лет и никогда не сталкивался с неудачами», говорит: «Это, безусловно, самый компактный лазерный принтер HP (или любой другой марки), с которым мне приходилось сталкиваться, и при этом он выполняет все функции. Мне нужно, и я получаю отличное качество печати, которое невооруженным глазом невозможно отличить от любого другого качественного лазерного принтера». Единственная проблема – это сложный процесс настройки (это делается через приложение). Один особенно разочарованный клиент сказал: «Я оцениваю инструкции как НОЛЬ. Много You Tube и Google, чтобы выяснить, как загрузить правильное программное обеспечение, как запустить программное обеспечение для подключения к Wi-Fi ».
$129
на Амазонке
Купить
$129
на Амазонке
Купить
Canon PIXMA MG3620 Беспроводной цветной струйный принтер «все в одном»
90 долларов сейчас скидка 34%
59 долларов
Хотя некоторые рецензенты сообщают о проблемах с совместимостью принтера с их Wi-Fi, другие отмечают, что если вы столкнетесь с теми же проблемами, вы можете использовать USB-соединение принтера в качестве резервного. Одна женщина называет его «хорошим по цене». Другой, у которого этот принтер уже больше года, сообщает: «У меня вообще не было проблем с ним, за исключением одного замятия бумаги, которое я легко устранил. Он уведомляет меня, когда у меня заканчиваются чернила, и я без проблем сменил и цвет, и черный. Он подключается к моему Wi-Fi и приложению Canon без проблем. Он печатает фотографии в цвете или ч/б, но вам придется заказывать фотобумагу Canon размером 4’x6’. Он недорогой и со своей задачей справляется. Я без проблем распечатал/отсканировал/скопировал бесчисленное количество документов и фотографий. Он делает все, что мне нужно, и я надеюсь, что он прослужит мне долго!!”
$59
на Амазонке
Купить
$90
по лучшей цене
Купить
Epson EcoTank ET-2750 Беспроводной струйный принтер «все в одном»
$436
В эпизоде подкаста ScriptNotes , который ведут два голливудских сценариста — Джон Огаст ( Крупная рыба и Франкенвини ) и Крейг Мазин ( Черинойбл и Похмелье II Часть
004 ) — Мазин рассказывает о своем новом любимом принтере: «Я наткнулся на марку Epson под названием EcoTank, и, честно говоря, они пригласили меня в EcoTank. Гениальность этой штуки в том, что она не использует гребаные тонер-картриджи», — говорит он. «О, какая радость. Вы просто — они дают вам чернила, как будто это бутылка чернил. И ты просто буль-буль-буль в маленькую подставку для чернил, и все. Это само по себе так — потому что стоимость этих тонер-картриджей, как будто они сделаны из плутония или чего-то подобного. И они ужасно расточительны для окружающей среды. И вот, я сказал: Привет, Epson, напечатай . И он пошел, Ладно, без проблем, чувак. Ну вот. Вот для чего я здесь. Пока все хорошо. Очень доволен Epson EcoTank ET-4760».
$436
на Амазонке
Купить
$436
на Амазонке
Купить
Принтер Epson EcoTank ET-2760 «все в одном»
356 долларов США
В качестве более дешевой версии принтера Мазина Майкл М. из B&H Photo Video рекомендует Epson EcoTank ET-2760, в котором используется та же технология EcoTank для заправки чернил. По его словам, это «идеальный универсальный выбор для любого случая использования в малом или среднем офисе». Хотя ему не хватает автоподатчика документов, сенсорного экрана и возможностей факса, как у Mazin 4760, он поддерживает двустороннюю печать, имеет слот для карты памяти SD для удобной печати фотографий и поставляется с запасом чернил почти на два года (для большинства люди).
$356
на Амазонке
Купить
Интеллектуальный беспроводной принтер HP Tango X
220 долларов
220 долларов
Николь С. Янг, фотограф и писатель, несколько лет работавшая из дома, доверяет принтеру HP Tango Smart Printer. «Иногда мне нужно печатать этикетки, налоговые документы или другие предметы (как для бизнеса, так и для личного пользования), и это неотъемлемая часть моего бизнеса», — говорит она. «Раньше у меня был большой факс-принтер-сканер Brother, но недавно я переехал в маленькую квартиру и нуждался в чем-то, что занимало бы меньше места». Ей нравится компактный дизайн Tango, она говорит, что его легко складывать и хранить, когда он не используется. «Преимуществом этого принтера для меня было то, что я мог печатать напрямую со своего iPhone и iPad, а также по беспроводной сети с моего компьютера, что уже доказало свою эффективность».
Когда мы спросили писательницу Линн Шэптон, без чего она не может жить, она упомянула Epson PictureMate PM-400. «Это принтер, который печатает отпечатки размером четыре на шесть, которые мне нравятся, потому что их объектная ценность очень редка. Я люблю посылать своей семье отпечатки вещей, которые я сфотографировал, и если мне нужно, чтобы что-то, что я сфотографировал, было в пределах досягаемости, я просто распечатываю это и прикрепляю позади себя, так что это не просто в цифровом виде. Он объективирует и укрепляет его, как стикер для заметок, только на глянцевой бумаге Epson».
Лазерный принтер Brother MFCL2710DW
220 долларов США
В ходе (горячих) дебатов на Reddit единственным принтером, который нашел какой-либо консенсус, был Brother MFC-L2700DW, который недавно был обновлен до этой версии. Поклонникам понравился его «тонер большой емкости», который позволяет принтеру печатать большое количество страниц, не истощая картридж. Один пользователь Reddit, который «выбрал этот принтер из-за его надежности», говорит: «Он кажется хорошо сконструированным, и у него всегда есть тонер, потому что он чертовски дешевый».
Беспроводной струйный принтер HP OfficeJet Pro 8025e «все в одном»
225 долларов США
Office Jet Pro 8025e имеет более 800 отзывов, в которых упоминается, насколько простым и беспроблемным может быть процесс установки — «настолько безболезненным, насколько это возможно в наши дни», — говорит один рецензент. Другой вторит ее простоте использования: «В своей простоте она похожа на операционную систему iOS Apple iPhone». Принтер обладает широким спектром функций, которые отлично подходят для любого домашнего офиса, включая мобильную печать, планшетный сканер и простую синхронизацию со смарт-колонками Alexa или Google. Один рецензент говорит, что этот принтер был очень полезен во время домашнего обучения, потому что они могли распечатать несколько копий рабочих листов для своих детей.
$225
на Амазонке
Купить
$225
по лучшей цене
Купить
HP OfficeJet Pro 9015e
290 $
Мэтт Воркман около шести лет работал из дома в качестве режиссера и оператора. «Я купил этот принтер для сканирования юридических документов, и вы можете положить бумагу сверху, и он может автоматически подавать и автоматически сканировать и помещать их все в один PDF-файл», — говорит он. Вы также можете использовать свой телефон для сканирования и печати документов по беспроводной сети, сканирования документов в электронную почту, печати с флэш-накопителя USB и печати двусторонних документов для экономии бумаги.
$290
на Амазонке
Купить
$290
в Волмарт
Купить
Монохромный лазерный принтер Brother HLL2390DW
190 долларов сейчас со скидкой 6%
179 долларов
Поиск лучшего недорогого принтера для небольших помещений привел главного редактора стратегии Максин Билдер к Brother L2350, который с тех пор был обновлен и заменен этой моделью. Наряду со встроенным сканером и копиром, Этот черно-белый принтер оснащен встроенным модулем Wi-Fi, что позволяет вам печатать без проводов со смартфона или компьютера. Он может печатать двусторонние страницы и занимает меньшую площадь, чем большинство других принтеров.
$179
на Амазонке
Купить
$190
по лучшей цене
Купить
Монохромный лазерный принтер Brother HL-L2300D
120 долларов
com/strategist/_components/clay-paragraph/instances/ckbtni47100a13g662knqh5v4@published» data-word-count=»85″> В сообщении на своем сайте о десяти предметах первой необходимости для офиса, которые нужны всем писателям дома, Полетт Перхач, внештатный писатель, чьи работы публиковались в Vice, Slate и New York Times , рекомендует все, от стикеров Post-it до степлеров. Она также говорит о том, как важно для писателей распечатывать свои слова, чтобы редактировать их. Она использует Brother HLL2300D, и ей нравится, что он поддерживает двустороннюю печать — функция, которая помогает снизить стоимость поставки (и воздействие на окружающую среду).
получить информационный бюллетень стратега
Действительно хорошие предложения, умные советы по покупкам и эксклюзивные скидки.
Этот сайт защищен reCAPTCHA и Google Политика конфиденциальности и Применяются Условия использования.
Отправляя свое электронное письмо, вы соглашаетесь с нашими Условиями и Уведомлением о конфиденциальности и получаете от нас электронную корреспонденцию.
The Strategist предназначен для предоставления наиболее полезных экспертных рекомендаций по покупкам в обширном пространстве электронной коммерции. Некоторые из наших последних завоеваний включают в себя лучшие средства от прыщей , чемодан на колесиках , подушки для сна на боку , натуральные средства от беспокойства и банные полотенца . Мы обновляем ссылки, когда это возможно, но имейте в виду, что срок действия сделок может истечь, и все цены могут быть изменены.
Каждый редакционный продукт выбирается независимо. Если вы покупаете что-то по нашим ссылкам, New York может заработать партнерскую комиссию.
11 лучших принтеров для домашнего офиса, проверено 11 способами
Каждый продукт независимо отбирается (одержимыми) редакторами. Вещи, которые вы покупаете по нашим ссылкам, могут приносить нам комиссию.
Топ кликов за сегодня
Чемодан для ручной клади Amazon Basics Hardside Spinner
Купить на Амазонке
Тртл Подушка
42 доллара
$42 50 долларов
15% скидка
Купить в Тртл
Крем для кожи вокруг глаз RoC Retinol Correxion
18 долларов
$18 28 долларов
36% скидка
Купить на Амазонке
Hanky Panky — Набор из 3 кружевных стрингов с оригинальной посадкой
$32 на 3
$32 $72
55% скидка
Купить в Нордстреме
Женский утепленный пуховик Orolay
Из $88
$88 150 долларов
41% скидка
Купить на Амазонке
Похожие истории
народный выбор
Лучшие домашние принтеры на Amazon, по мнению восторженных обозревателей
это невероятно
Маленький принтер, который превращает фотографии с iPhone в наклейки без полей
лучший в классе
6 самых лучших уничтожителей бумаги
покупки знаменитостей
Без чего не может жить креативный директор Diptyque Мириам Бадо
безболезненный шопинг
6 лучших беспроводных зарядных устройств для iPhone 8 и iPhone X
лучший в классе
10 самых лучших поварских ножей
что-то для всех
12 костюмов для собак на Хэллоуин, проверенных 12 разными способами
что-то для всех
20 детских костюмов на Хэллоуин, проверенных 20 разными способами
что-то для всех
16 детских костюмов на Хэллоуин, проверенных 16 разными способами
что-то для всех
12 портативных кондиционеров, проверенных 12 разными способами
Больше историй
Лучшие 3D-принтеры | Цифровые тренды
За прошедшие годы мы протестировали десятки 3D-принтеров, поэтому у нас есть хорошее представление о том, что хорошо, а что нет. Но, несмотря на многолетние заявления о отличных дешевых 3D-принтерах, не так уж много из них соответствуют нашим высоким стандартам качества печати.
Содержание
Formlabs Form 3
Lulzbot Mini 2
Monoprice Mini Delta
Anycubic Photon
Monoprice Maker Select Plus
5032
Deals 3 Today’s 3
Лучшим из них остается принтер Formlabs. Form 2 был выдающимся принтером, но недавно выпущенный Form 3 стал еще лучше. Он имеет немного большую площадь сборки, а отпечатки, которые выходят из этой машины, даже более гладкие и точные, чем у его предшественника, что само по себе впечатляет. Но это все еще 3500 долларов, что недоступно большинству из нас. Однако существует множество более доступных вариантов, поэтому, если вы ищете что-то более бюджетное, продолжайте читать.
Читайте о некоторых выгодных предложениях 3D-принтеров позже в посте, который мы постоянно обновляем с лучшими текущими предложениями.
Formlabs Форма 3
Билл Роберсон/Digital Trends
Form 3 от Formlabs ни в коем случае не дешев; как и его предшественник, Form 2. Но вы получаете то, за что платите, верно? Ни один из остальных принтеров в этом списке даже близко не подходит по качеству. И что удивительно, он очень прост в использовании.
Стоит отметить, что Form 3 — это не обычный FDM-принтер. Это совсем другая порода. Вместо того, чтобы нагревать пластиковую нить и распылять ее через сопло для создания объектов слой за слоем, Form 3 использует лазерную проекционную систему для «выращивания» объектов из пула смолы, отвердевающей под действием УФ-излучения. Когда лазер освещает лоток для смолы, он заставляет тонкий слой затвердевать на рабочей пластине, которая медленно вытягивается вверх для каждого нового слоя.
Теперь, чтобы внести ясность, Form 3 — не единственный 3D-принтер, использующий этот метод, но он самый простой в использовании из всех. Formlabs наполнила его множеством замечательных функций, которые делают печать на основе смолы менее хлопотной, например, автоматическое заполнение лотка для смолы, и оригинальной функцией печати, которая упрощает удаление объектов с рабочей платформы. Существует даже веб-приложение, которое позволяет вам проверять состояние печати, когда вас нет рядом с машиной.
Лульцбот Мини 2
На рынке есть много принтеров, ориентированных на новичков, но очень немногие из них делают это правильно. Одна вещь, которая становится все более распространенной среди «дружественных для начинающих» принтеров, — это отказ от доступных вариантов в пользу размытого, чрезмерно упрощенного пользовательского интерфейса. Часто у вас будет только три различных варианта разрешения (высокое, среднее или низкое) и нулевой доступ или контроль над «запутанными» настройками, такими как скорость экструзии, плотность заполнения или температура горячего конца. Это отсутствие доступа делает машину более простой в эксплуатации, но также сильно ограничивает то, что вы можете делать с вашим 3D-принтером. Это ленивый способ сделать принтер «удобным для пользователя».
Lulzbot не использует такой ленивый подход. Вместо того, чтобы убирать расширенные параметры, программное обеспечение Lulzbot позволяет вам выбирать уровень сложности и контроля. Существует базовый интерфейс, когда вам нужно настроить только простые параметры (температура, скорость, высота слоя и т. д.), а также вкладка «Дополнительно», которая дает вам более детальный контроль над параметрами печати. Эти функции отлично подходят для начинающих, потому что они просты и понятны, когда вы все еще изучаете вещи, но они также не мешают вам углубляться, расширять свои знания и получать больше от вашего 3D-принтера.
Lulzbot Mini 2 добавляет несколько новых ключевых функций по сравнению с его преемником; он выглядит так же снаружи, но внутри кроются большие изменения. Скорость печати намного выше, и этот принтер теперь поддерживает различные материалы благодаря совершенно новой печатающей головке. С оригинальным принтером мы уже получали отпечатки довольно хорошего качества, так что теоретически новый принтер должен быть еще лучше. И вы можете модернизировать этот принтер, а не расти из него, как вы это сделаете со многими более дешевыми конкурентами.
Монопрайс Мини Дельта
Билл Роберсон/Digital Trends
Билл Роберсон/Digital Trends
Насколько мы можем судить, Mini Delta от Monoprice — один из самых дешевых 3D-принтеров, который вы можете купить, но это не единственная причина, по которой мы его выбрали. В дополнение к тому, что эта машина полностью собрана и готова к печати прямо из коробки, она также оснащена подогреваемым столом, что, по нашему мнению, является важной функцией для принтеров FDM. Это помогает предотвратить коробление и резко снижает вероятность опечаток — и обычно это встречается только на принтерах стоимостью более 1000 долларов. Этот стоит 180 долларов, что сногсшибательно.
Mini Delta также имеет горячую часть с регулируемой температурой, что позволяет регулировать настройки и печатать с широким спектром материалов. Это включает в себя основные нити, такие как ABS и PLA, и более современные материалы, такие как проводящий PLA, композиты из дерева и металла или растворимый PVA. Кроме того, платформа с подогревом также является самовыравнивающейся, что означает, что вам никогда не придется калибровать машину вручную перед началом печати.
Monoprice, безусловно, дает вам большую отдачу от затраченных средств, но Mini Delta не идеален. Новички должны ожидать крутой кривой обучения и быть готовыми к устранению неполадок время от времени. Просто потому, что это дешево, это не значит, что это хорошо для начинающих.
Прочитайте наш полный обзор Monoprice Mini Delta
Anycubic Фотон
Дэн Бейкер/Digital Trends
До недавнего времени стереолитографические принтеры потребительского уровня были, по сути, единорогами в мире 3D-печати. В течение многих лет их было всего несколько для продажи потребителям, и они, как правило, были слишком дорогими для большинства энтузиастов 3D-печати. Anycubic Photon меняет это, и теперь он почти так же дешев, как некоторые бюджетные принтеры.
Сейчас в большинстве розничных продавцов этот принтер стоит менее 250 долларов США и способен печатать объекты с невероятно высокой детализацией. Это во многом благодаря процессу печати SLA/DLP, который позволяет машине печатать очень тонкими слоями. Мы говорим менее чем о десятой части ширины человеческого волоса. Не заблуждайтесь — отпечатки Photon даже более детализированы, чем отпечатки самого высокопроизводительного FDM-принтера , который мы когда-либо тестировали.
Будьте осторожны. Эта деталь имеет свою цену. К сожалению, Photon также имеет ужасно крошечный корпус, поэтому вы не можете печатать что-либо размером более 4,5 × 2,5 × 6,1 дюйма (115 × 65 × 155 миллиметров). Также неприятно работать с липкой, вонючей и слегка токсичной смолой принтера. Вы должны надеть перчатки, чтобы не прикасаться к нему, и замочить готовые детали в изопропиловом спирте, чтобы удалить всю незатвердевшую слизь. Он далеко не так удобен и неприхотлив в обслуживании, как обычный FDM-принтер.
Итак, несмотря на то, что Photon — бюджетный зверь с точки зрения производительности печати, он подходит не всем.
Прочитайте наш полный обзор Anycubic Photon
Прибор Monoprice Select Plus
До тех пор, пока Monoprice не вышла на арену 3D-печати, было трудно найти принтер стоимостью менее 1000 долларов, который имел бы большую площадь печати, подогреваемый стол, устойчивую раму и экструдер, который мог бы обрабатывать множество различных материалов. Почти невозможно, честное слово. Теперь в этом ценовом диапазоне есть множество вариантов, и MP Maker Select Plus, возможно, лучший из всех — если только вы не хотите приобрести комплект и собрать принтер самостоятельно.
Большинство принтеров в ценовом диапазоне менее 500 долларов имеют области построения, которые не превышают 6 дюймов в длину/ширину/высоту, но MSP может похвастаться большим конвертом сборки, который составляет 7,9 × 7,9 × 7,1 дюйма, над чем не стоит издеваться. Это означает, что вы можете не только печатать более крупные детали, но и размещать на рабочей пластине больше мелких деталей, что сокращает время производства.
Эта рабочая пластина также нагревается, что помогает предотвратить охлаждение экструдированной нити, ее сжатие и деформацию формы напечатанного объекта. Эта функция имеет решающее значение (особенно если вы печатаете из АБС-пластика), резко снижает вероятность опечатки и устраняет необходимость печати с помощью подложки, на которую расходуется дополнительная нить.
Прочитайте наш полный обзор Monoprice Maker Select Plus
Современные предложения 3D-принтеров
Хотя некоторые из этих принтеров, возможно, не попали в наш список, мы составили список ниже некоторых выгодных сделок с 3D-принтерами, действующих прямо сейчас.
Как мы тестируем
Для тестирования различных 3D-принтеров, которые мы получили для обзора, мы печатаем тщательно отобранный набор объектов. Этот пакет включает в себя 3DBenchy, ctrlV v3, тест деформации и некоторые другие. Вместе эти объекты имеют почти все, с чем обычно сталкиваются принтеры: поверхности с малым уклоном, выступы, неподдерживаемые пролеты, мелкие детали и многое другое. Если принтер в чем-то не силен, эти формы подчеркнут это.
Поскольку никогда нельзя быть уверенным, мы тестируем принтер еще шесть раз. Мы печатаем документы и фотографии, необходимые персоналу в данный момент, что позволяет нам более тщательно протестировать функции принтера. Если бы мы тестировали принтер с помощью одной и той же задачи снова и снова, мы могли бы пропустить проблемы, которые могут выявить другие задачи.
Когда мы завершим тестирование, мы сделаем еще несколько тестовых отпечатков и сделаем несколько фотографий в высоком разрешении, чтобы вы могли увидеть, что из этого получилось. Мы используем микрометр для измерения частей отпечатка, чтобы определить точность физической модели по сравнению с цифровой моделью.
Разрешение и точность — не единственные факторы. Когда мы закончим печать, мы получим доступ к относительному уровню ремонтопригодности и возможности модернизации машины. Мы позаботимся о том, чтобы вы могли разобрать принтер и починить его, если что-то пойдет не так. Мы также гарантируем, что вы сможете обновить компоненты, когда появятся новые детали. Наконец, мы проверяем, не устареет ли принтер через несколько лет. Мы работаем, чтобы убедиться, что все просчитано для вас, прежде чем вы покупаете.
Полезные термины
FDM: Моделирование наложения нити. Также известен как FFF или изготовление плавленых нитей. Это наиболее распространенный стиль 3D-печати, при котором термопластичная нить расплавляется, пропускается через сопло, а затем слой за слоем наносится для формирования объекта.
SLA: Сокращение для стереолитографии. Это стиль 3D-печати, в котором используется лазерная проекционная система для «выращивания» объектов из пула смолы, отверждаемой УФ-излучением.
Горячий конец: Нагретое сопло, через которое выдавливается пластиковая нить в FDM-принтере.
Платформа с подогревом: Обозначает рабочую пластину, которая нагревается, что предотвращает охлаждение и деформацию первых нескольких слоев экструдированного пластика. Если ваш проект коробится, это часто приводит к опечаткам.
ABS: Расшифровывается как Acylonitrile Butadiene Styrene. Пластик на масляной основе, который обычно используется в качестве нити для 3D-печати. Это прочный и крепкий материал, который обычно используется для создания таких вещей, как пластиковые детали автомобилей, музыкальные инструменты и популярные строительные блоки Lego. ABS имеет высокую температуру плавления и может деформироваться при охлаждении во время печати. Из-за этого объекты ABS необходимо печатать на нагретой поверхности, чего нет у многих домашних принтеров.
PLA: Полимолочная кислота изготавливается из органических материалов, в частности кукурузного крахмала и сахарного тростника. Это делает материал более простым и безопасным в использовании, придавая ему более гладкий и блестящий вид, что делает его более эстетичным. Однако, хотя на первый взгляд PLA может показаться лучшим выбором, он имеет гораздо более низкую температуру плавления, чем ABS. Это означает, что использование печатных деталей PLA для механических операций или даже хранение их в местах с высокой температурой может привести к деформации, растрескиванию или плавлению детали.
Паспорт и руководство пользователя ручные лебедки WH: Скачать
Вес, кг: 4
Передаточное число: 4. 1
Тип передачи: шестеренчатая
Габариты упаковки, мм: 240х200х160
Исполнение: Общепромышленное
Артикул: 85714-00
RUB
2732
27YM32YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Грузоподъемность, т: 0,5
Длина ленты, м: 10
Длина троса, м: 10
Бренд: TOR
Родина бренда: Россия
Артикул: 85715-00
RUB
2593
25YM93YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Грузоподъемность, т: 0,4
Длина троса, м: 10
Комплектация канатом: +
Бренд: TOR
Родина бренда: Россия
Артикул: 85721-00
RUB
2622
26YM22YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Грузоподъемность, т: 0,5
Габариты, мм: 190x120x150
ф каната, мм: 4. 5
Длина троса, м: 10
Длина рукоятки, мм: 210
Артикул: 50986-00
RUB
2618
26YM18YM руб
Купить в 1 клик
В наличии
Грузоподъемность, т: 0.725
Длина тягового элемента, м: 10
Тяговый элемент: Лента
Артикул: 85712-00
RUB
3109
31YM09YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Грузоподъемность, т: 0,6
Канат, м: 10
Длина троса, м: 10
Комплектация канатом: +
Бренд: TOR
Артикул: 85761-00
RUB
3068
30YM68YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Паспорт Лебедки ручные барабанные FD: Скачать
Грузоподъемность, т: 0,5
Габариты, мм: 270x180x140
Диаметр каната, мм: 4
Усилие, кг: 23
Артикул: 85710-00
RUB
3088
30YM88YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Грузоподъемность, т: 0,4
Канат, м: 20
Длина троса, м: 20
Комплектация канатом: +
Бренд: TOR
Артикул: 85726-00
RUB
3213
32YM13YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Грузоподъемность, т: 0,7
Канат, м: 10
Длина троса, м: 10
Комплектация канатом: +
Бренд: TOR
Артикул: 85719-00
RUB
3022
30YM22YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Грузоподъемность, т: 0,5
Габариты, мм: 220x180x140
Канат, м: 20
Длина троса, м: 20
Длина рукоятки, мм: 210
Артикул: 85762-00
RUB
3581
35YM81YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Паспорт Лебедки ручные барабанные FD: Скачать
Грузоподъемность, т: 0,5
Габариты, мм: 270х180х140
Диаметр каната, мм: 4
Усилие, кг: 23
Артикул: 85718-00
RUB
3636
36YM36YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Грузоподъемность, т: 0,6
Канат, м: 20
Длина троса, м: 20
Комплектация канатом: +
Бренд: TOR
Артикул: 50964-00
RUB
3114
31YM14YM руб
Купить в 1 клик
В наличии
Грузоподъемность, т: 0. 907
Длина тягового элемента, м: 10
Тяговый элемент: Канат
Артикул: 85759-00
RUB
3515
35YM15YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Грузоподъемность, т: 0,5
Высота упаковки, мм: 310
Глубина упаковки, мм: 230
Длина ленты, м: 10
Усилие на рукояти, кг: 32
Артикул: 85722-00
RUB
3436
34YM36YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Грузоподъемность, т: 0,8
Канат, м: 10
Длина троса, м: 10
Комплектация канатом: +
Бренд: TOR
Артикул: 50973-00
RUB
3221
32YM21YM руб
Купить в 1 клик
В наличии
Грузоподъемность, т: 1. 134
Длина тягового элемента, м: 10
Тяговый элемент: Канат
Артикул: 130934-00
RUB
3297
32YM97YM руб
Купить в 1 клик
В наличии
Паспорт и руководство пользователя ручные лебедки WH: Скачать
Передаточное число: 4.1
Тип передачи: шестеренчатая
Тяговое усилие, т: 0. 5
Длина каната, м: 15
Наличие тормоза: есть
Артикул: 85720-00
RUB
3711
37YM11YM руб
Купить в 1 клик
В наличии
Каталог TOR ГПО 2019: Скачать
Грузоподъемность, т: 0,7
Канат, м: 20
Длина троса, м: 20
Комплектация канатом: +
Бренд: TOR
Артикул: 130932-00
RUB
3378
33YM78YM руб
Купить в 1 клик
В наличии
Паспорт и руководство пользователя ручные лебедки WH: Скачать
Передаточное число: 4. 1
Тип передачи: шестеренчатая
Тяговое усилие, т: 0.8
Длина каната, м: 20
Наличие тормоза: есть
Барабанная лебедка
В настоящее время наиболее популярным типом якорной лебедки является барабанная лебедка, которая стала еще более доступной для всех яхтсменов.
Эта якорная лебедка компактна и подходит как для постановки на якорь в пресной воде, так и для морского рыболовства. Идеально подходит для небольших или узких анкерных колодцев с возможностью изменения угла наклона двигателя и редуктора по отношению к барабану. Барабан и вал лебедки изготовлены из нержавеющей стали морского класса. Компактный, полностью герметичный редуктор приводится в движение вертикально установленным мощным двигателем с постоянными магнитами. Легко устанавливается и управляется одним человеком. Эта лебедка оснащена соленоидом двойного направления с переключателем вверх/вниз.
Также доступен в исполнении на 24 В по специальному заказу.
Технические характеристики
Вес: 9 кг
Электропитание: 12/24 В
Потребляемая мощность без нагрузки: 30 А
Макс. Нагрузка: 120 кг
Макс. Тяговое усилие: 320 кг
Скорость каната: 30 м/мин
Размер каната: 6 мм
Размер цепи: 5-6 мм
барабанная емкость: 60 метров 6 мм нейлона плюс 8 метров 5/6 мм короткой цепочки связи
Приобретение
Приобретение
Покупка
Специальный заказ
Специальный заказ
. Специальный заказ
Специальный заказ
Технические характеристики
Вес: 16 кг
Электропитание: 12/24 В
Двигатель (Вт): 600 Вт
Макс. Нагрузка: 190 кг
Максимум. Потягивание: 600 кг
Скорость линии: 30 м / в минуту
Размер веревки: 6-8 мм
Размер цепи: 5-6 мм
Спецификации
Вес: 16 кг
. Питание: 12 В / 24 В
. Двигатель (Ватт): 600 Вт
Макс. Нагрузка: 190 кг
Макс. Тяговое усилие: 600 кг
Скорость лески: 30 м/мин
Размер каната: 6–8 мм
Размер цепи: 5–6 мм
Технические характеристики
Вес: 16 кг
Электропитание: 12 В/24 В
Двигатель (Ватт): 600 Вт
Макс. Нагрузка: 190 кг
Макс. Потягивание: 600 кг
Скорость линии: 30 м / в минуту
Размер веревки: 6-8 мм
Размер цепи: 5-6 мм
Спецификации
Вес: 16 кг
. Питание: 12 В / 24 В
. Двигатель (Ватт): 600 Вт
Макс. Нагрузка: 190 кг
Макс. Тяговое усилие: 600 кг
Скорость каната: 30 м/мин
Размер каната: 6–8 мм
Размер цепи: 5-6 мм
Емкость барабана: 100 метров нейлона 8 мм плюс 8 метров короткозвенной цепи 5/6 мм Заказ
Специальный заказ
Приобретение
EDM1400W-013 Морская барабанная лебедка
Технические характеристики
Drum Libch
Мотор: 1400 Вт
.0010
Вольт 12 В (доступно 24 В)
Макс. Тяговое усилие 900 кг /
Скорость лески 20 м/мин
Размер каната: 10–14 мм
Размер цепи: 8–10 мм звеньевая цепь
Приобретение
EDM1000W-012 Морская барабанная лебедка
Технические характеристики
Мощность двигателя: 1000 Вт Вольт 12 В (доступно 24 В) Макс. Тяговое усилие: 750 кг Максимальная нагрузка: 450 кг Скорость линии 20 м/мин Размер каната 8-10 мм Размер цепи 6-8 мм
Вместимость барабана: 130 метров нейлона 8 мм плюс 8 метров короткозвенной цепи 6/8 мм
EDM1000W-012 Marine Drum Winch
EDM1000W-012 Marine Drum Winch
Purchase
EDM1600W-014 Marine Drum Winch
Specifications
Motor: 1600W
Volt 12V ( 24 В)
Макс. Тяговое усилие: 1200 кг
Максимальная нагрузка: 680 кг
Скорость 120 футов в минуту
Размер каната: 10–14 мм
Размер цепи: цепь 8–10 мм ссылка
Технические характеристики
Вес: 115 кг
Электропитание: 12 В/24 В
Двигатель (Вт): 2500 Вт
Макс. Нагрузка: 980 кг
Макс. Тяговое усилие: 1800 кг
Скорость линии: 20 м/мин
Размер каната: 24-30 мм
Размер цепи: 10-13 мм
Вместимость барабана: 200 метров нейлона 14 мм плюс 8 метров короткозвенной цепи 10/12 мм для барабанной лебедки
ЯКОРНЫЙ СЪЕМНИК E-Z БАРАБАННЫЕ ЛЕБЕДКИ
Почему вам следует использовать анкерный съемник E-Z, а не обычную лебедку?
Свободные руки — не нужно привязывать к шипу
Вы можете использовать ЛЮБОЙ тип или размер веревки и/или цепи
Всегда аккуратно наматывается, нечего заедать
Барабанные якорные лебедки E-Z Anchor Puller, более прочные и быстрые, чем конкуренты, обеспечивают непревзойденную производительность и надежность. От небольших прогулочных лодок до коммерческих судов длиной до 55 футов — барабанные якорные лебедки серии HERO, PATRIOT или REBEL идеально подходят для вашей лодки и имеют знаменитую пожизненную гарантию 7+!
Серии HERO, PATRIOT & REBEL Таблицы размеров и емкости катушек. Размер вашей лодки, а также диаметр и длина веревки и/или цепи, которые вы хотите иметь на своей лодке.Барабанная якорная лебедка 0003 — это три ключевых фактора, которые определяют, какая лебедка лучше всего подходит для вашей лодки! Стандартные морские практики учитывают, что якорные прицелы в 3 раза превышают глубину воды, в которой вы плаваете: помните об этом и о вашей среде плавания при выборе лебедки! Какого диаметра и какой длины канат вы собираетесь использовать на своей якорной лебедке? Рекомендуется диаметр 1/8 дюйма на каждые (9) футов длины лодки и минимальная длина, в три раза превышающая глубину воды, в которой вы ставите якорь.
Таблица размеров и вместимости шпулек для серий HERO, PATRIOT и REBEL основана на оценке вместимости барабана Ingersoll-Rand, размещенной здесь http://www. ingersollrandproducts.com/lifting/winches/drum.htm E-Z Компания Anchor Puller Mfg. Co. не гарантирует, что она будет соответствовать методам или результатам других производителей канатов или лебедок. Расчеты предназначены только для оценки. Реальная вместимость барабана может отличаться! Приведенная выше таблица основана на 80% полной катушки. При использовании цепи для соединения анкерного каната с анкером количество анкерного каната должно быть подобрано таким образом, чтобы между цепью и опорной плитой оставался зазор.
E-Z Anchor Puller Mfg. Co. предлагает 3 серии барабанных анкерных лебедок. Все они включают нашу знаменитую гарантию 7+ Life Recreational Warranty или 3+ Life Commercial Warranty.
Все серии оснащены запатентованными водонепроницаемыми двигателями со степенью защиты IP68. Все они имеют барабаны, приводные валы и опорные плиты из нержавеющей стали 316. Так какая разница?
ГЕРОЙ
ПАТРИОТ
БУНТАРЬ
ЕХ-1, ЕХ-2, ЕХ-3
ЭЗ-1, ЭЗ-2, ЭЗ-3
ЭЗ-4, ЭЗ-5, ЭЗ-6
Прямой привод — выключение и включение питания
Прямой привод — выключение и включение питания
Свободное падение — автоматическое опускание и включение питания
Редуктор и двигатель с алюминиевым порошковым покрытием
Редуктор и двигатель из нержавеющей стали 316
Редуктор и двигатель из нержавеющей стали 316
Для лодок 20–27 футов
Для лодок 20–30 футов
Для лодок 30–55 футов
Серия HERO & PATRIOT
На протяжении более 30 лет E-Z Anchor Puller производит барабанные якорные лебедки мирового класса, основанные на трансмиссиях с прямым приводом, которые включают и выключают питание. В этих трансмиссиях с прямым приводом используются червячные передачи с передаточным числом 60: 1, которые вращают приводной вал, который также является валом катушки барабана. Чрезвычайная неэффективность обратной нагрузки червячной передачи с 60 и более зубьями действует как механический тормоз, предотвращающий свободное наматывание анкерного каната на барабане.
КРЕПЛЕНИЕ НА ГЛУБОКОЙ ВОДЕ СТАЛО ЛЕГКИМ С СИСТЕМОЙ АВТОМАТИЧЕСКОГО ПАДЕНИЯ СВОБОДНОГО ПАДЕНИЯ СЕРИИ REBEL!
В отличие от трансмиссий с прямым приводом серий HERO и PATRIOT, барабанные анкерные лебедки серии REBEL имеют конструкцию сцепления и фрикционного диска, что позволяет барабану свободно вращаться при отключении диска сцепления. Быстрое 2-секундное нажатие на нижнюю кнопку вращает пластину сцепления, и ваша якорная линия освобождается для свободной катушки, опуская якорь на дно с максимально возможной скоростью. Как только ваш якорный канат будет полностью развернут, нажмите и удерживайте кнопку подъема в течение 5 секунд, пластина сцепления снова начнет вращаться, на этот раз зажимая барабан и удерживая лодку на якоре. Если вы решите временно приостановить функцию Auto Drop FREE FALL REBEL и работать в режиме «отключения питания», просто ослабьте установочный винт блока сцепления сбоку от опорной плиты и опустите блок сцепления, предотвращая его взаимодействие со сцеплением. пластина. Чтобы вернуться в режим автоматического свободного падения, просто поднимите блок сцепления до верхней части паза и затяните установочный винт.
Анкеросъемник E-Z Барабанные анкерные лебедки серии REBEL имеют внутренний элемент жесткости рамы внутри вала барабана. Этот внутренний элемент жесткости рамы соединяет обе верхние стороны опорной плиты, повышая прочность лебедки и предотвращая колебания барабана при высоком крутящем моменте.
Барабанные анкерные лебедки серии REBEL также имеют внутреннюю пружину вокруг приводного вала, которая поддерживает постоянное давление на тормозную пластину, что предотвращает обратный удар барабана после того, как анкер ударится о дно после свободного падения.
Как вы знаете, нержавеющая сталь 316 является наиболее предпочтительным материалом для оборудования на палубе лодки. Другие производители лебедок изготавливают втулки из нержавеющей стали, чтобы надевать и закрывать стандартные серийные двигатели, чтобы предотвратить внешнюю коррозию, но большой проблемой является внутренняя конденсация. Стандартный двигатель, размещенный внутри втулки или крышки из нержавеющей стали, все еще ржавеет или подвергается коррозии.
Наши запатентованные двигатели из нержавеющей стали изготавливаются из нержавеющей стали, а не стандартные двигатели, оснащенные крышкой или гильзой. В двигателях анкерных съемников E-Z используется запатентованная система для уменьшения внутренней конденсации путем заполнения зазоров внутри двигателя термостойким пластиком, чтобы уменьшить внутреннюю атмосферу и зафиксировать магниты на месте.
Все двигатели анкерных съемников E-Z имеют четыре магнита, четыре щетки, латунные держатели щеток, без внешних колпачков щеток, расчетный срок службы щеток составляет не менее 10 лет. Это двигатели PMDC меньшей мощности, разработанные для работы с запатентованным электронным контроллером быстрого падения, который представляет собой электронный усилитель напряжения для более быстрого падения во время раскрытия якоря.
Двигатели не относятся к типу «стартер», они рассчитаны на работу при полной нагрузке в течение 30 минут в течение 1000 часов и работают плавно и успешно при сравнительно низких токах. Это эквивалентно использованию барабанной лебедки с полной нагрузкой в течение 17 минут каждый день, 365 дней в году, в течение 10 лет. Из-за этого беспрецедентного срока службы гарантия на двигатели из нержавеющей стали была увеличена до 7 лет для использования в рекреационных целях.
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице: 812162040100
Столбцы: 1 2 3 4 6
Добавить в корзину
Быстрый просмотр
REBEL 6 — БАРАБАННАЯ ЯКОРНАЯ ЛЕБЕДКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ПРЯМЫМ ПРИВОДОМ ДЛЯ ЛОДОК ДО 55 ФУТОВ
Анкерный съемник ez
Сейчас:
$4 150,00
Описание
Компания E-Z Anchor Puller Mfg. Co. с гордостью представляет нашу новую линейку барабанных анкерных лебедок «REBEL Series» со свободным падением (бессиловое опускание якоря). Самые прочные и долговечные анкерные системы барабанного типа, доступные во всем мире, анкерные анкеры серии REBEL…
Добавить в корзину
Быстрый просмотр
REBEL 5 — БАРАБАННАЯ ЛЕБЕДКА С ПРЯМЫМ ПРИВОДОМ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ЛОДОК ДО 45 ФУТОВ
Анкерный съемник ez
Сейчас:
$3 650,00
Описание
Компания E-Z Anchor Puller Mfg. Co. с гордостью представляет нашу новую линейку барабанных анкерных лебедок «REBEL Series» со свободным падением (бессиловое опускание якоря). Самые прочные и долговечные анкерные системы барабанного типа, доступные во всем мире, анкерные анкеры серии REBEL…
Добавить в корзину
Быстрый просмотр
REBEL 4 — БАРАБАННАЯ ЛЕБЕДКА С ПРЯМЫМ ПРИВОДОМ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ЛОДОК ДО 35 ФУТОВ
Анкерный съемник ez
Сейчас:
$2900,00
Описание
Компания E-Z Anchor Puller Mfg. Co. с гордостью представляет нашу новую линейку барабанных анкерных лебедок «REBEL Series» со свободным падением (бессиловое опускание якоря). Самые прочные и долговечные анкерные системы барабанного типа, доступные во всем мире, анкерные анкеры серии REBEL…
Добавить в корзину
Быстрый просмотр
PATRIOT 3 — БАРАБАННАЯ ЛЕБЕДКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ПРЯМЫМ ПРИВОДОМ ДЛЯ ЛОДОК ДО 27 ФУТОВ
Анкерный съемник ez
Сейчас:
$2400,00
Описание
Компания E-Z Anchor Puller Mfg. Co. с гордостью представляет нашу новую линейку барабанных якорных лебедок с прямым приводом серии PATRIOT (Power Down Anchor Drop). Самые прочные и долговечные анкерные системы барабанного типа, доступные во всем мире, серия PATRIOT Drum…
Добавить в корзину
Быстрый просмотр
PATRIOT 2 — БАРАБАННАЯ ЛЕБЕДКА С ПРЯМЫМ ПРИВОДОМ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ЛОДОК ДО 24 ФУТОВ
Анкерный съемник ez
Сейчас:
$2 150,00
Описание
Компания E-Z Anchor Puller Mfg. Co. с гордостью представляет нашу новую линейку барабанных якорных лебедок с прямым приводом серии PATRIOT (Power Down Anchor Drop). Самые прочные и долговечные анкерные системы барабанного типа, доступные во всем мире, серия PATRIOT Drum…
Добавить в корзину
Быстрый просмотр
PATRIOT 1 — БАРАБАННАЯ ЛЕБЕДКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ПРЯМЫМ ПРИВОДОМ ДЛЯ ЛОДОК ДО 21 ФУТА
Анкерный съемник ez
Сейчас:
$1900,00
Описание
Компания E-Z Anchor Puller Mfg. Co. с гордостью представляет нашу новую линейку барабанных якорных лебедок с прямым приводом серии PATRIOT (Power Down Anchor Drop). Самые прочные и долговечные анкерные системы барабанного типа, доступные во всем мире, серия PATRIOT Drum…
Добавить в корзину
Быстрый просмотр
HERO 1 — БАРАБАННАЯ ЯКОРНАЯ ЛЕБЕДКА С ПРЯМЫМ ПРИВОДОМ ИЗ АЛЮМИНИЕВОГО СПЛАВА ДЛЯ ЛОДОК ДО 21 ФУТА
Анкерный съемник ez
Сейчас:
$1350,00
Описание: Компания E-Z Anchor Puller Mfg. Co. с гордостью представляет свою новую линейку барабанных анкерных лебедок с прямым приводом (серия HERO) (Power Down Anchor Drop). Самые прочные и долговечные анкерные системы барабанного типа, доступные во всем мире, HERO Series Drum Anchor…
Выберите параметры
Быстрый просмотр
Изготовленная на заказ якорная штанга Dyneema для барабанной лебедки
темная лошадка морской пехотинец
Сейчас:
75,00 $
В наличии (обновлено 01.08.2022): 9/16-дюймовый трехпрядный канат 5/8-дюймовый трехпрядный канат 8-жильный канат 1/2 дюйма 9/16″ 8-жильный канат — до 400 футов Цепь 1/4″ G4 Цепь 5/16″ G4 Цепь 3/8 дюйма G4 — 42 фута Цепь из нержавеющей стали 1/4 дюйма Цепь из нержавеющей стали 5/16 дюйма Мы вышли…
Добавить в корзину
Быстрый просмотр
HERO 2 — БАРАБАННАЯ ЯКОРНАЯ ЛЕБЕДКА С ПРЯМЫМ ПРИВОДОМ ИЗ АЛЮМИНИЕВОГО СПЛАВА ДЛЯ ЛОДОК 21′
 Технолог в Техпроцессе, формулируя структуру перехода, использует специальный термин, который иногда и сам понимает неправильно, а склад и оператор на станке понимают его по-своему или не понимают вовсе и действуют в соответствии со своими собственными измышлениями.
Технолог в Техпроцессе, формулируя структуру перехода, использует специальный термин, который иногда и сам понимает неправильно, а склад и оператор на станке понимают его по-своему или не понимают вовсе и действуют в соответствии со своими собственными измышлениями. И этот инструмент вообще-то не предназначен для разметки отверстий перед сверлением обычным сверлом. Он предназначен для формировании полноценных центровых отверстий на торцах валов для последующей установки их в центра при точении, шлифовке и прочих видах обработки. Такие же центра используются при шлифовке инструмента. Самый яркий пример – метчики.
И этот инструмент вообще-то не предназначен для разметки отверстий перед сверлением обычным сверлом. Он предназначен для формировании полноценных центровых отверстий на торцах валов для последующей установки их в центра при точении, шлифовке и прочих видах обработки. Такие же центра используются при шлифовке инструмента. Самый яркий пример – метчики.

 Преимущества: быстрая смена оснастки и инструмента, высокая точность центрирования, надежность крепления.
Преимущества: быстрая смена оснастки и инструмента, высокая точность центрирования, надежность крепления.
 Конусы 7:24 ускорили процесс металлообработки, но конструкция из-за массы все равно оставалась достаточно медленной. Скорость вращения можно было разогнать максимум до 25 000 оборотов в минуту. Для обработки алюминия и других мягких материалов нужны были более легкие конструкции, которые можно было бы разгонять до больших оборотов, при этом сохраняя быстросменность оснастки. Тогда появилось решение этих задач – виды HSK и PSK.
Конусы 7:24 ускорили процесс металлообработки, но конструкция из-за массы все равно оставалась достаточно медленной. Скорость вращения можно было разогнать максимум до 25 000 оборотов в минуту. Для обработки алюминия и других мягких материалов нужны были более легкие конструкции, которые можно было бы разгонять до больших оборотов, при этом сохраняя быстросменность оснастки. Тогда появилось решение этих задач – виды HSK и PSK.


 В другие виды оснастки можно зажимать сверла, в том числе корпусные, насадные фрезы, включая модели со сменными пластинами. Существуют также конуса ISO для расточных систем.
В другие виды оснастки можно зажимать сверла, в том числе корпусные, насадные фрезы, включая модели со сменными пластинами. Существуют также конуса ISO для расточных систем.
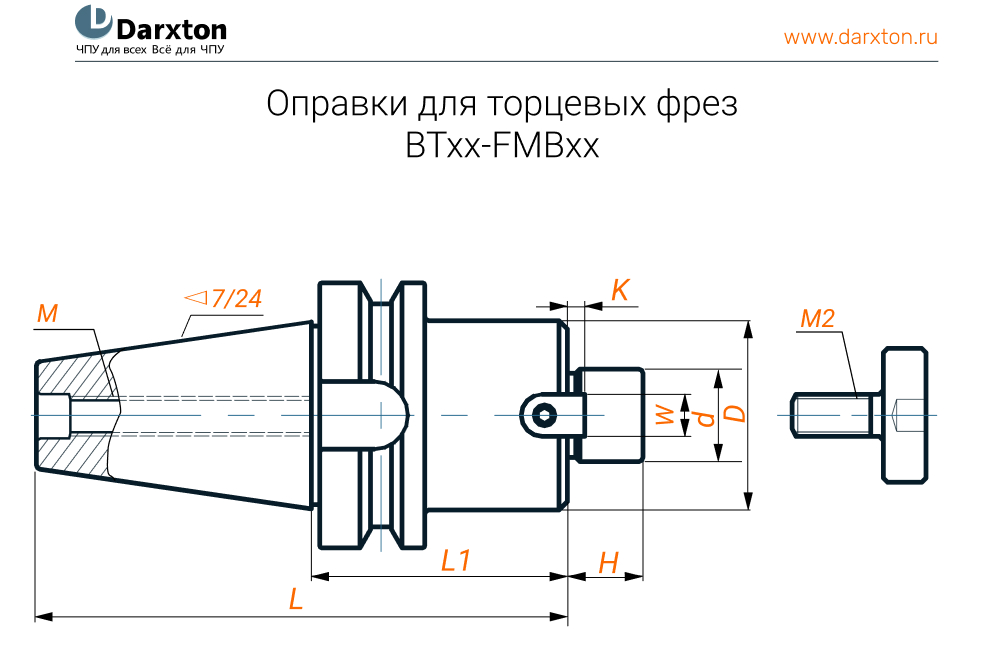
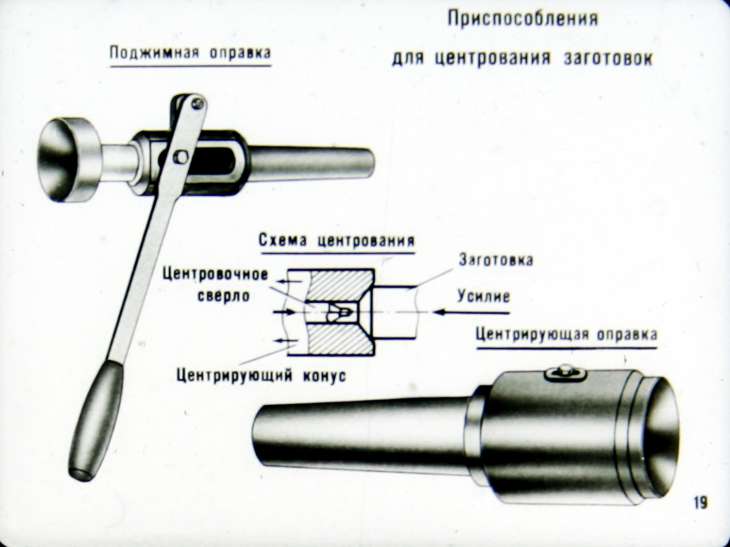



 ru/polezno-znat/kak-vybrat-frezernyy-patron-dlya-stanka-tip-hvostovika-tip-gayki-dlya-cang-osnastka-pod-konkretnyy-rezhuschiy-instrument/
ru/polezno-znat/kak-vybrat-frezernyy-patron-dlya-stanka-tip-hvostovika-tip-gayki-dlya-cang-osnastka-pod-konkretnyy-rezhuschiy-instrument/






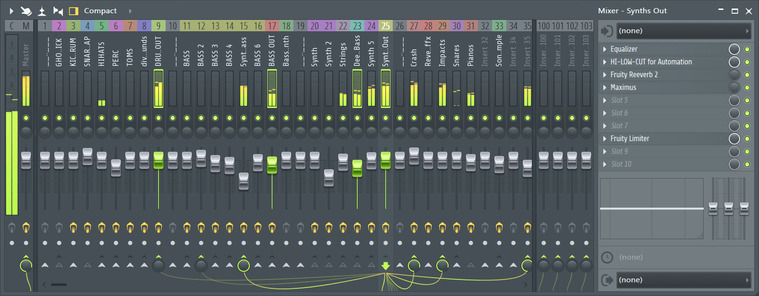

 Часто используемые цепи эффектов можно сохранять в пресетах, чтобы потом использовать в любом проекте; Для сохранения кастомных настроек интерфейса используется функция Control Surface.
Часто используемые цепи эффектов можно сохранять в пресетах, чтобы потом использовать в любом проекте; Для сохранения кастомных настроек интерфейса используется функция Control Surface. 5
5
 90 до 1 августа] TrackSpacer от Wavesfactory, уменьшающий запотевание между дорожками, продается в течение короткого периода времени (скидка 3%).
90 до 1 августа] TrackSpacer от Wavesfactory, уменьшающий запотевание между дорожками, продается в течение короткого периода времени (скидка 3%). д. в FL Studio
д. в FL Studio

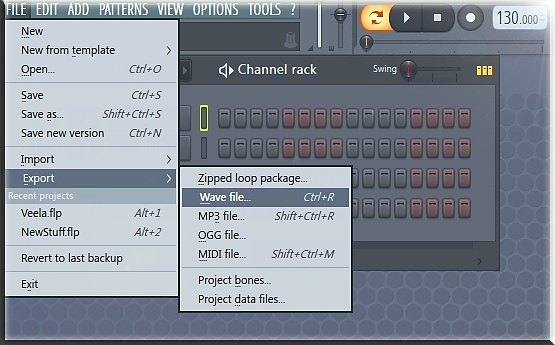 Маркеры деформации аналогичны маркерам областей Edison и Slice, но их перетаскивание растягивает данные выборки во времени.
Маркеры деформации аналогичны маркерам областей Edison и Slice, но их перетаскивание растягивает данные выборки во времени. 
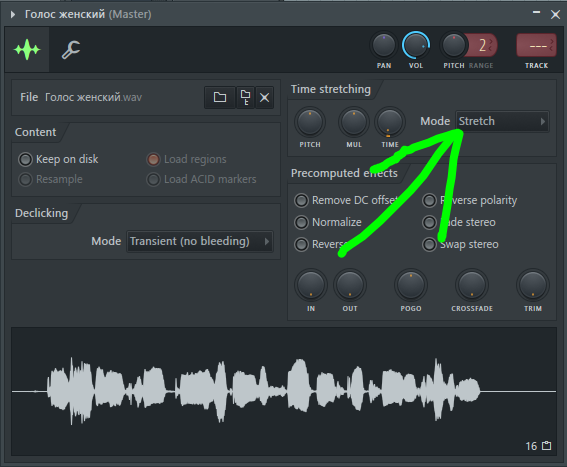
 Гораздо лучше делать заметки прямо в программе, чтобы все было аккуратно сохранено в одном проекте, и вы не пропустили ни одной детали. DAW известны своей мощью в микшировании и редактировании звука, но у каждой из них есть несколько других функций повышения производительности, о которых должны знать создатели музыки, подкастов, фильмов и все аудиоредакторы. Сегодня мы покажем вам несколько инструментов для создания заметок, которые скрыты в вашей DAW, и как максимально эффективно их использовать.
Гораздо лучше делать заметки прямо в программе, чтобы все было аккуратно сохранено в одном проекте, и вы не пропустили ни одной детали. DAW известны своей мощью в микшировании и редактировании звука, но у каждой из них есть несколько других функций повышения производительности, о которых должны знать создатели музыки, подкастов, фильмов и все аудиоредакторы. Сегодня мы покажем вам несколько инструментов для создания заметок, которые скрыты в вашей DAW, и как максимально эффективно их использовать. Вы можете переместить этот маркер, нажав на него, удерживая и перетаскивая. Вы можете изменить размер маркера, перетащив его за края. Вы можете переименовать определенные маркеры, щелкнув имя маркера, выделив его, а затем введя новое имя.
Вы можете переместить этот маркер, нажав на него, удерживая и перетаскивая. Вы можете изменить размер маркера, перетащив его за края. Вы можете переименовать определенные маркеры, щелкнув имя маркера, выделив его, а затем введя новое имя.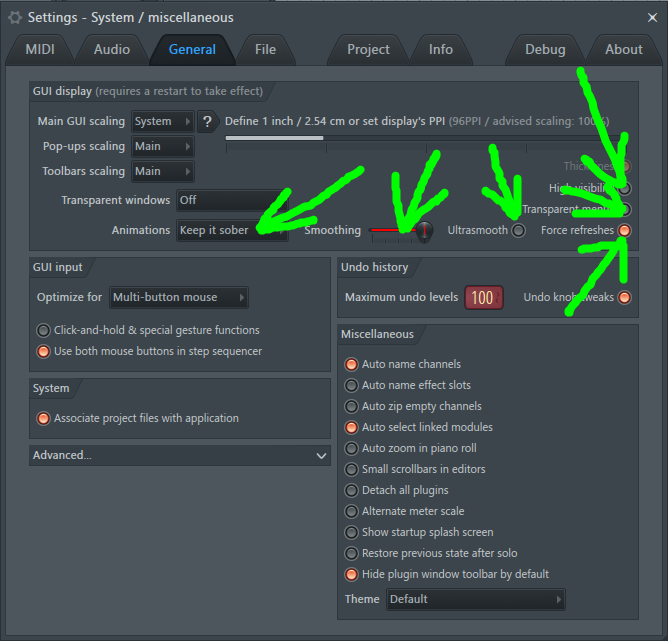 Этот инструмент предлагает пользователям различные шрифты и размеры текста для заметок.
Этот инструмент предлагает пользователям различные шрифты и размеры текста для заметок. Для этого наведите указатель мыши на клип, дорожку или устройство/группу устройств и щелкните правой кнопкой мыши. Выберите «Редактировать информационный текст» в появившемся меню и введите свои заметки. После завершения создания заметок наведение курсора на элемент позволит вам увидеть заметки в правом нижнем углу DAW.
Для этого наведите указатель мыши на клип, дорожку или устройство/группу устройств и щелкните правой кнопкой мыши. Выберите «Редактировать информационный текст» в появившемся меню и введите свои заметки. После завершения создания заметок наведение курсора на элемент позволит вам увидеть заметки в правом нижнем углу DAW. Опция «Добавлять по одному каждые» позволяет добавлять маркер каждый такт, 2 такта, 4 такта или 8 тактов после выбора временной шкалы.
Опция «Добавлять по одному каждые» позволяет добавлять маркер каждый такт, 2 такта, 4 такта или 8 тактов после выбора временной шкалы. Этот блокнот является плагином и может быть добавлен к отдельным трекам или к мастер-треку. Он поставляется с 100 доступными страницами со стрелками внизу, чтобы переключаться между ними. В «Настройках проекта» также есть вкладка «Информация», где вы можете вводить заметки в разделе «Комментарии».
Этот блокнот является плагином и может быть добавлен к отдельным трекам или к мастер-треку. Он поставляется с 100 доступными страницами со стрелками внизу, чтобы переключаться между ними. В «Настройках проекта» также есть вкладка «Информация», где вы можете вводить заметки в разделе «Комментарии». В окне ячейки памяти выберите маркер, который хотите удалить. Затем выберите «удалить маркер» из раскрывающегося меню в правом верхнем углу окна ячейки памяти или, удерживая [Alt] (Windows)/[Option] (Mac), щелкните нужный маркер, чтобы удалить его. .
В окне ячейки памяти выберите маркер, который хотите удалить. Затем выберите «удалить маркер» из раскрывающегося меню в правом верхнем углу окна ячейки памяти или, удерживая [Alt] (Windows)/[Option] (Mac), щелкните нужный маркер, чтобы удалить его. .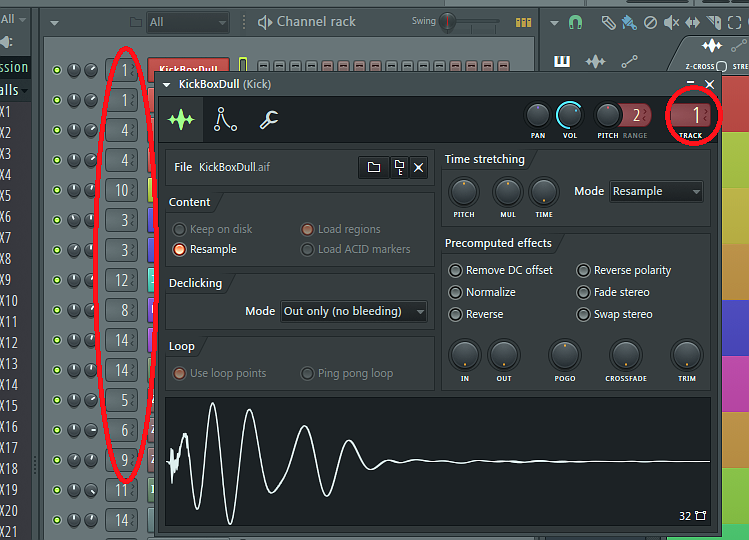 На дорожке маркеров есть меню для поиска отдельных маркеров, маркеров цикла или маркеров масштабирования.
На дорожке маркеров есть меню для поиска отдельных маркеров, маркеров цикла или маркеров масштабирования. Чтобы отметить более длинный сегмент, выделите нужный раздел и нажмите [Ctrl+B] (Windows) или [Cmd+B] (Mac), чтобы пометить этот выбор. Чтобы добавить метки в Ableton во время воспроизведения, нажмите [Ctrl/Cmd+M]. Метки можно переименовывать и добавлять к ним любые другие описания, не превышающие 260 символов. Эти метки функционируют как встроенная функция Audacity для создания заметок. Руководство Audacity содержит пошаговое руководство по добавлению меток в ваш проект.
Чтобы отметить более длинный сегмент, выделите нужный раздел и нажмите [Ctrl+B] (Windows) или [Cmd+B] (Mac), чтобы пометить этот выбор. Чтобы добавить метки в Ableton во время воспроизведения, нажмите [Ctrl/Cmd+M]. Метки можно переименовывать и добавлять к ним любые другие описания, не превышающие 260 символов. Эти метки функционируют как встроенная функция Audacity для создания заметок. Руководство Audacity содержит пошаговое руководство по добавлению меток в ваш проект. Каждый маркер имеет номер-идентификатор. Цифровые клавиши на клавиатуре можно использовать для перехода непосредственно к соответствующему маркеру. Нажатие на пробел между маркерами также позволит вам сделать выбор области между этими двумя маркерами.
Каждый маркер имеет номер-идентификатор. Цифровые клавиши на клавиатуре можно использовать для перехода непосредственно к соответствующему маркеру. Нажатие на пробел между маркерами также позволит вам сделать выбор области между этими двумя маркерами.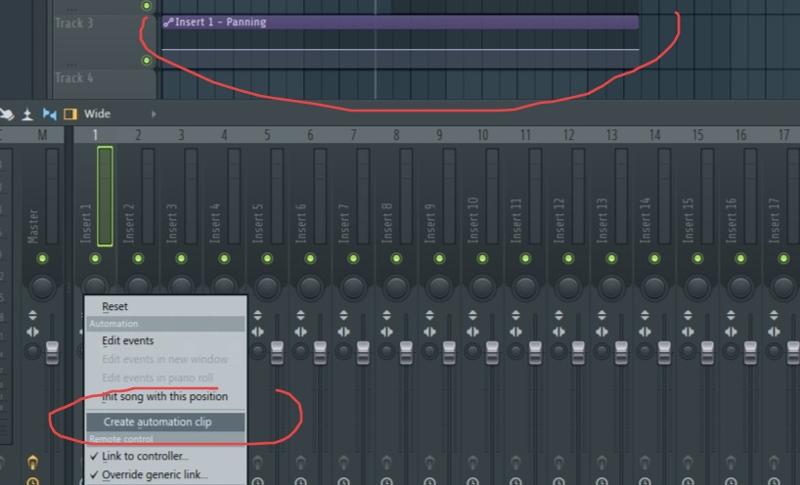 Щелчок правой кнопкой мыши по блокам также позволит вам изменить их цвет. Добавьте столько блоков, сколько хотите, находясь на этом экране. Вернувшись к представлению «Песня», щелкните и перетащите временную шкалу от начала до конца раздела, который вы хотите определить. Размер этого маркера можно изменить, перетащив его за край. Щелкните стрелку вниз рядом с названием блока, чтобы изменить его на блок, который вы разработали ранее.
Щелчок правой кнопкой мыши по блокам также позволит вам изменить их цвет. Добавьте столько блоков, сколько хотите, находясь на этом экране. Вернувшись к представлению «Песня», щелкните и перетащите временную шкалу от начала до конца раздела, который вы хотите определить. Размер этого маркера можно изменить, перетащив его за край. Щелкните стрелку вниз рядом с названием блока, чтобы изменить его на блок, который вы разработали ранее.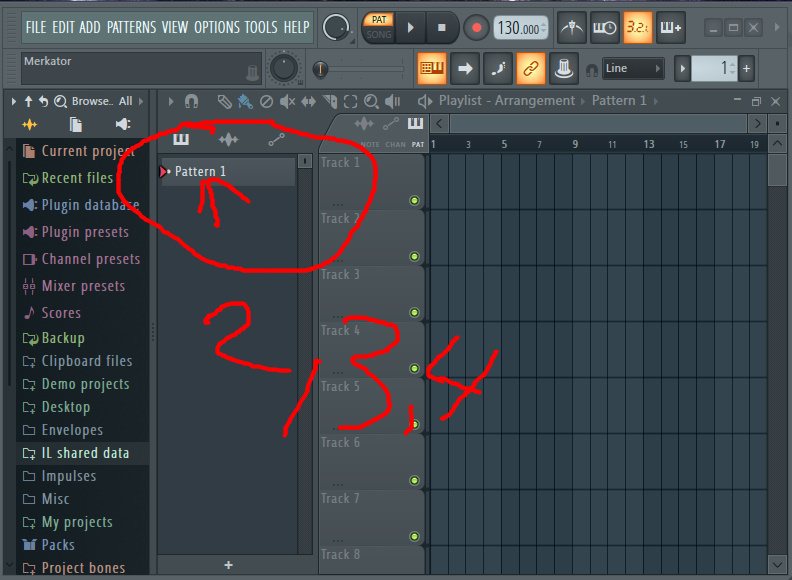 В столбце дорожки есть изображение музыкальной ноты, которое указывает, что маркеры будут привязаны к определенным тактам и долям. Щелчок по этому символу переключает его на часы, что означает, что маркеры установлены на абсолютное время. Чтобы вставить новый маркер, нажмите кнопку «+» в столбце дорожки или нажмите клавишу [Y] на клавиатуре. Чтобы переименовать маркеры, дважды щелкните по ним в представлении расположения. Щелчок правой кнопкой мыши по маркерам вызывает окно. Оттуда у вас есть возможность назначить маркер, чтобы остановить воспроизведение, создать разделы аранжировки или удалить маркер.
В столбце дорожки есть изображение музыкальной ноты, которое указывает, что маркеры будут привязаны к определенным тактам и долям. Щелчок по этому символу переключает его на часы, что означает, что маркеры установлены на абсолютное время. Чтобы вставить новый маркер, нажмите кнопку «+» в столбце дорожки или нажмите клавишу [Y] на клавиатуре. Чтобы переименовать маркеры, дважды щелкните по ним в представлении расположения. Щелчок правой кнопкой мыши по маркерам вызывает окно. Оттуда у вас есть возможность назначить маркер, чтобы остановить воспроизведение, создать разделы аранжировки или удалить маркер. Ноты появятся под фейдером каждого канала.
Ноты появятся под фейдером каждого канала.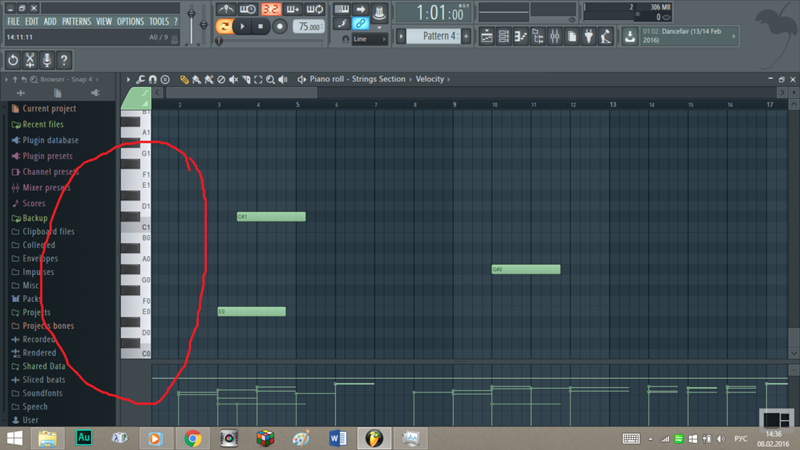 Перейти к Окно > Маркеры , чтобы включить панель сбоку от DAW, которая отображает все маркеры. Маркеры можно перемещать на новые метки времени, переименовывать и удалять из этого окна. Чтобы изменить имя по умолчанию для новых маркеров каждый раз, когда они добавляются, перейдите в Adobe Audition > «Настройки» > «Маркеры и метаданные» . Теперь вы можете изменить имя для новых маркеров в поле рядом с «Имена по умолчанию для новых маркеров Cue».
Перейти к Окно > Маркеры , чтобы включить панель сбоку от DAW, которая отображает все маркеры. Маркеры можно перемещать на новые метки времени, переименовывать и удалять из этого окна. Чтобы изменить имя по умолчанию для новых маркеров каждый раз, когда они добавляются, перейдите в Adobe Audition > «Настройки» > «Маркеры и метаданные» . Теперь вы можете изменить имя для новых маркеров в поле рядом с «Имена по умолчанию для новых маркеров Cue». Для этого поместите курсор в область, где вы хотите поставить маркер, и нажмите [Cmd/Return] (Mac) или [Ctrl/Enter] (Windows) на клавиатуре. Чтобы открыть окно, отображающее все маркеры, перейдите к пункту 9.0007 Вид > Маркеры . Чтобы установить маркеры входа/выхода для создания петли, сделайте выбор в области, и автоматически добавятся зеленый маркер входа и красный маркер выхода.
Для этого поместите курсор в область, где вы хотите поставить маркер, и нажмите [Cmd/Return] (Mac) или [Ctrl/Enter] (Windows) на клавиатуре. Чтобы открыть окно, отображающее все маркеры, перейдите к пункту 9.0007 Вид > Маркеры . Чтобы установить маркеры входа/выхода для создания петли, сделайте выбор в области, и автоматически добавятся зеленый маркер входа и красный маркер выхода.




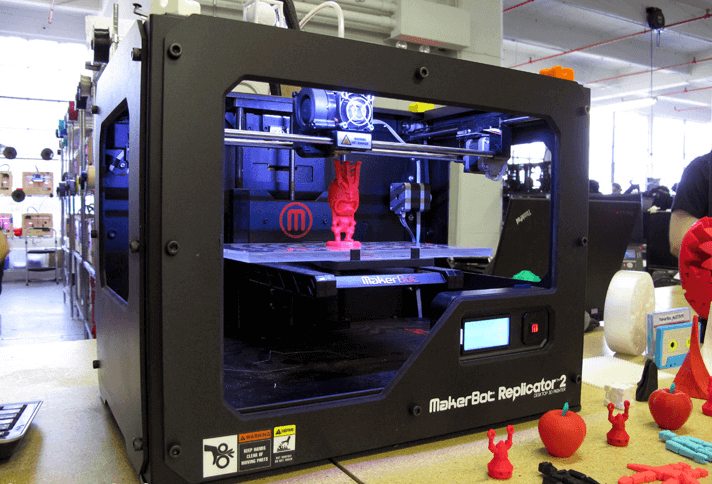
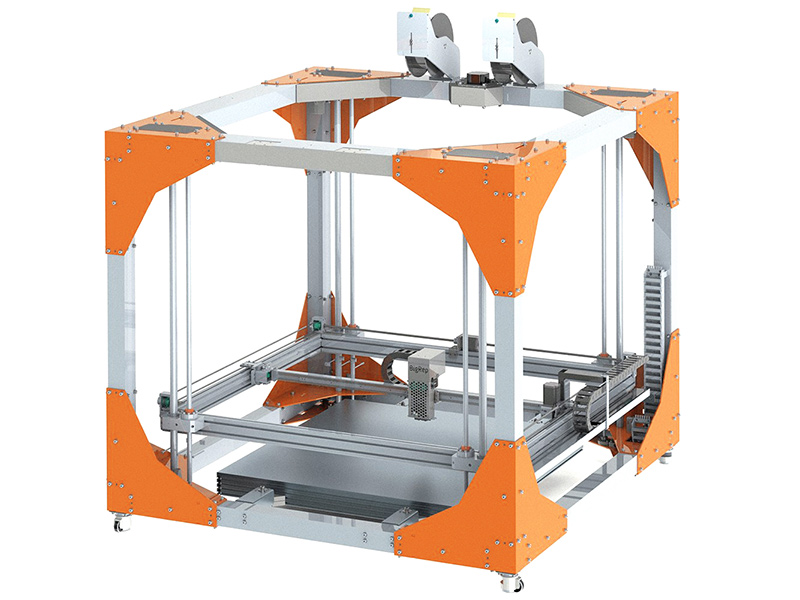 Рассказываем, как это работает.
Рассказываем, как это работает.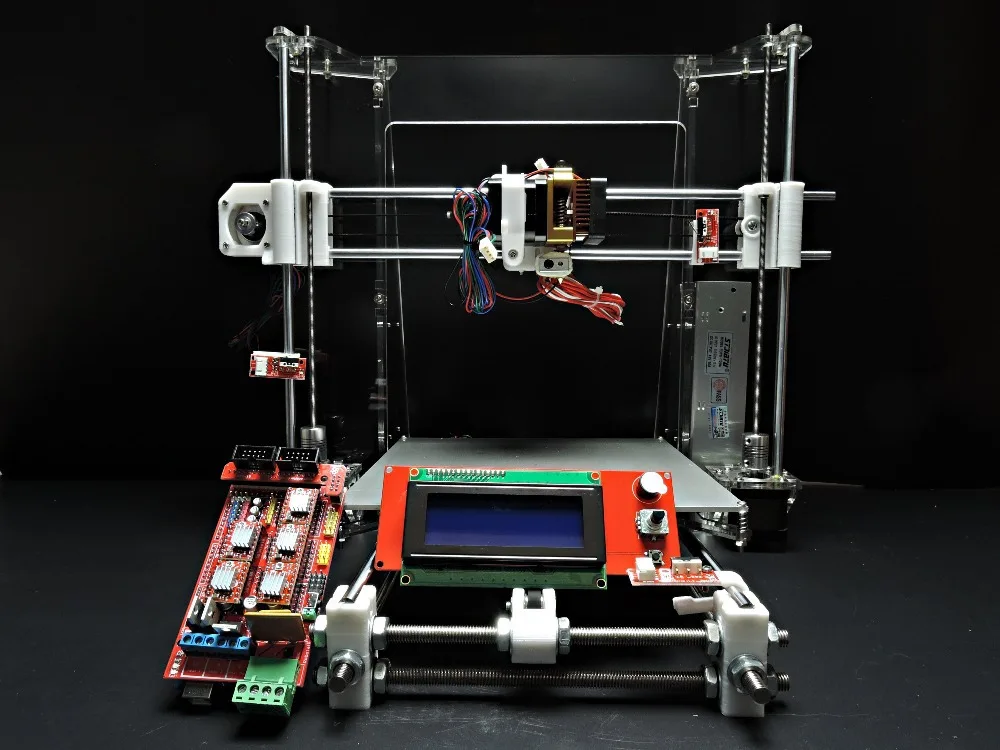 Если на вашем 3D-принтере датчика нет, придется напечатать и установить крепление под него, а затем уже подходящий патрон под фломастеры, либо придумать свой вариант установки. Дополнительно потребуется напечатать платформу для парковки и задники, которыми фломастеры цепляются за платформу. Патроны и задники предлагаются в нескольких вариантах, подогнанных под фломастеры Sharpie, Amazon Basics и Shuttle Art.
Если на вашем 3D-принтере датчика нет, придется напечатать и установить крепление под него, а затем уже подходящий патрон под фломастеры, либо придумать свой вариант установки. Дополнительно потребуется напечатать платформу для парковки и задники, которыми фломастеры цепляются за платформу. Патроны и задники предлагаются в нескольких вариантах, подогнанных под фломастеры Sharpie, Amazon Basics и Shuttle Art. Красить слои целиком нет необходимости, в большинстве случаев достаточно двух периметров, но это значение тоже можно выставить вручную.
Красить слои целиком нет необходимости, в большинстве случаев достаточно двух периметров, но это значение тоже можно выставить вручную.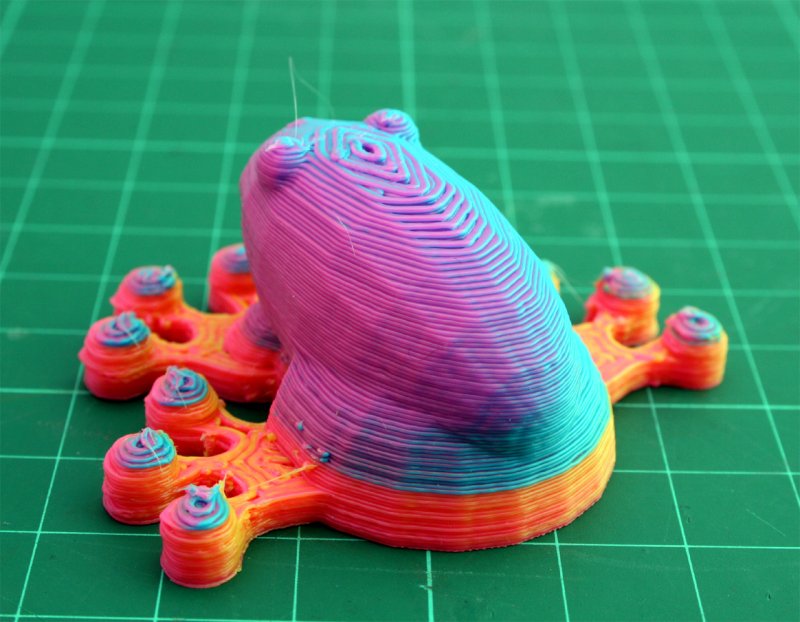
 Затем в процессе 3D-печати SLA используется лазер для затвердевания цветной смолы и деталей 3D-печати в ярких цветах с гладкой поверхностью и почти незаметными линиями слоев.
Затем в процессе 3D-печати SLA используется лазер для затвердевания цветной смолы и деталей 3D-печати в ярких цветах с гладкой поверхностью и почти незаметными линиями слоев.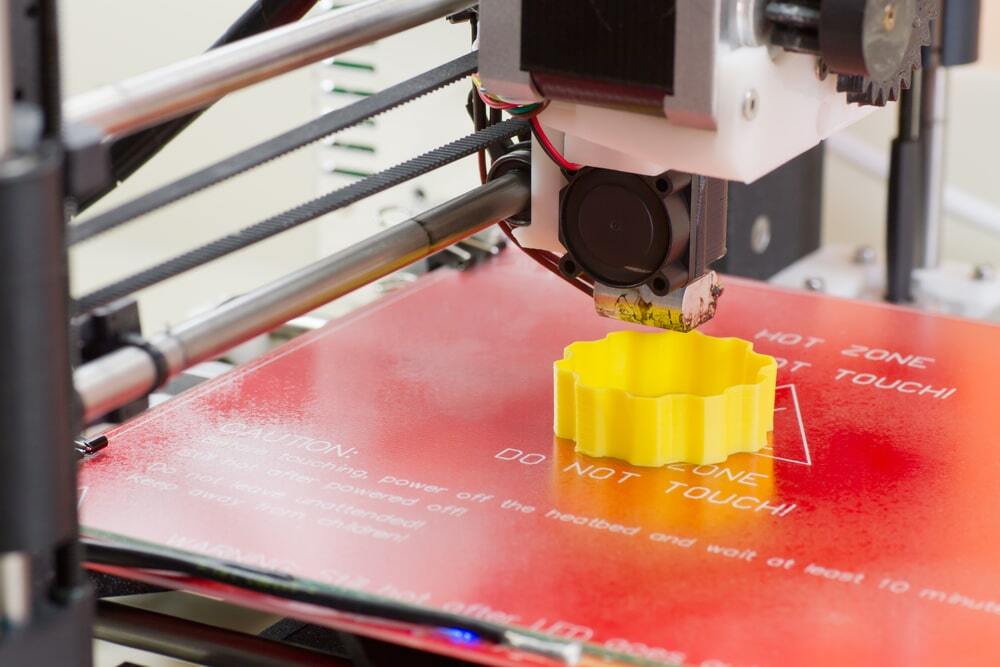 Однако эти процессы имеют высокую стартовую цену, что делает их недоступными для большинства пользователей, в то время как только один производитель предлагает более доступный полноцветный 3D-принтер FDM.
Однако эти процессы имеют высокую стартовую цену, что делает их недоступными для большинства пользователей, в то время как только один производитель предлагает более доступный полноцветный 3D-принтер FDM.
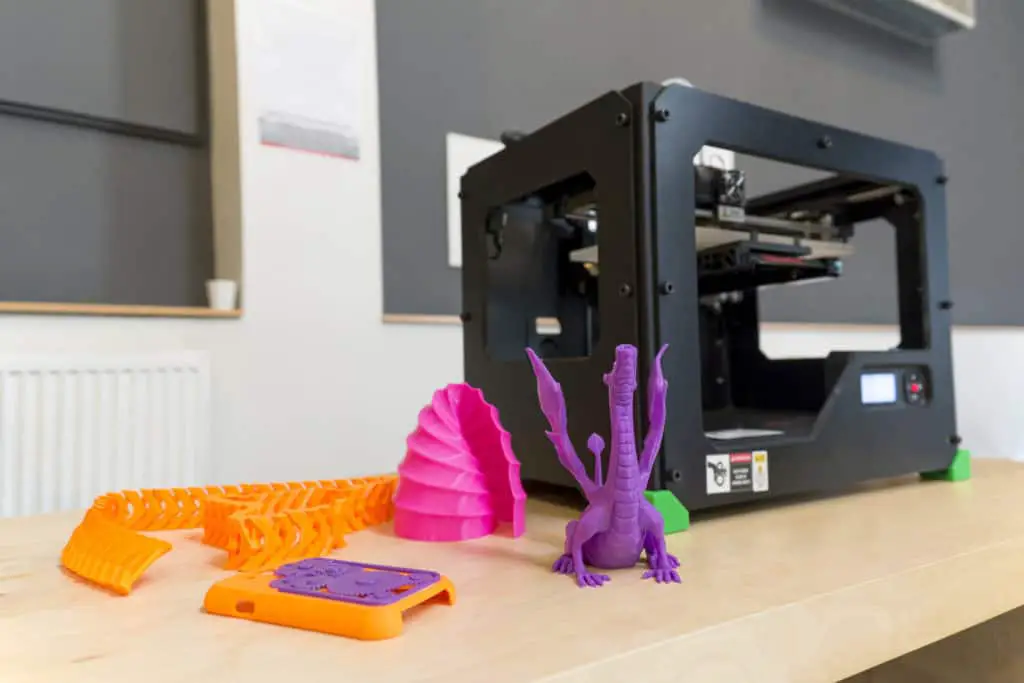 3D-принтеры FDM создают детали путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области построения.
3D-принтеры FDM создают детали путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области построения.

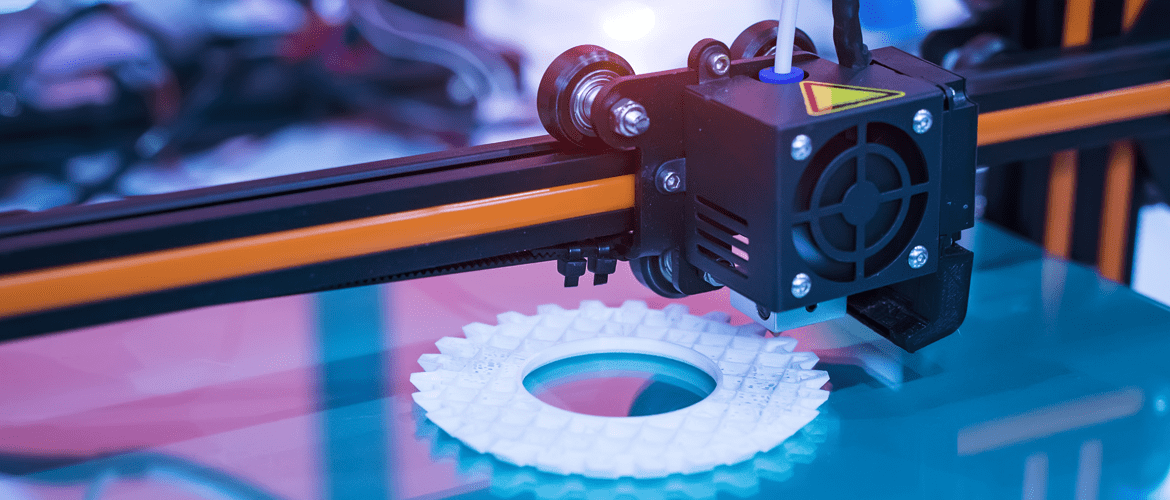
 ★
★ Настольные принтеры среднего класса более высокого качества стоят от 2000 долларов, а промышленные системы — от 15 000 долларов.
Настольные принтеры среднего класса более высокого качества стоят от 2000 долларов, а промышленные системы — от 15 000 долларов.
 Создание становится более гибким и плавным, а реквизит и модели могут создаваться более эффективно.
Создание становится более гибким и плавным, а реквизит и модели могут создаваться более эффективно.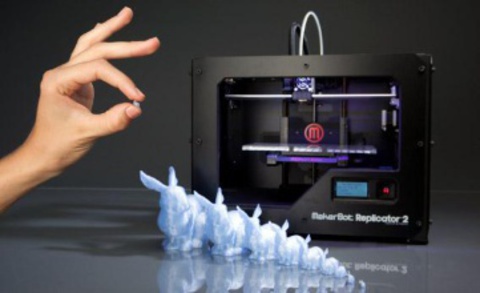


 д. В этом списке мы сосредоточимся на цветных 3D-принтерах, то есть машинах, которые могут производить многоцветную деталь в конце процесса печати. Мы отсортировали их по процессу печати: экструзии, распылению материала и связыванию порошком.
д. В этом списке мы сосредоточимся на цветных 3D-принтерах, то есть машинах, которые могут производить многоцветную деталь в конце процесса печати. Мы отсортировали их по процессу печати: экструзии, распылению материала и связыванию порошком.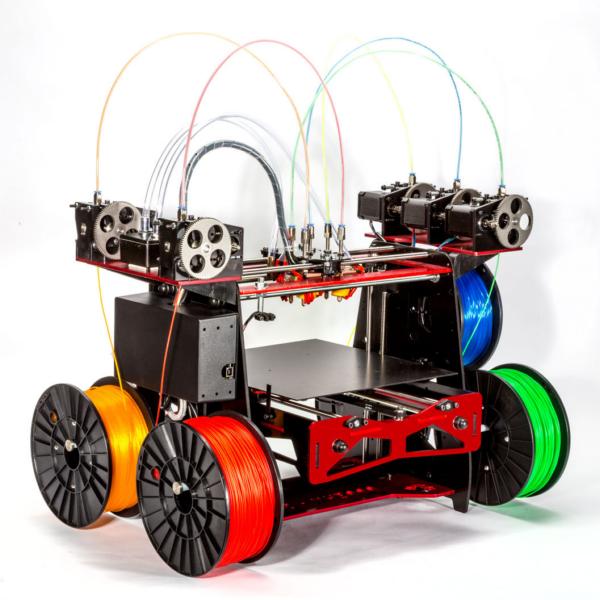 Фактически, Crane Quad смешивает 4 нити CMYK для получения более 50 000 различных цветов. Кроме того, он предлагает максимальный производственный объем 230 x 230 x 250 мм при минимальной высоте слоя 25 микрон. Он продается M3D по цене 9 долларов.99. Дополнительную информацию можно найти ЗДЕСЬ.
Фактически, Crane Quad смешивает 4 нити CMYK для получения более 50 000 различных цветов. Кроме того, он предлагает максимальный производственный объем 230 x 230 x 250 мм при минимальной высоте слоя 25 микрон. Он продается M3D по цене 9 долларов.99. Дополнительную информацию можно найти ЗДЕСЬ.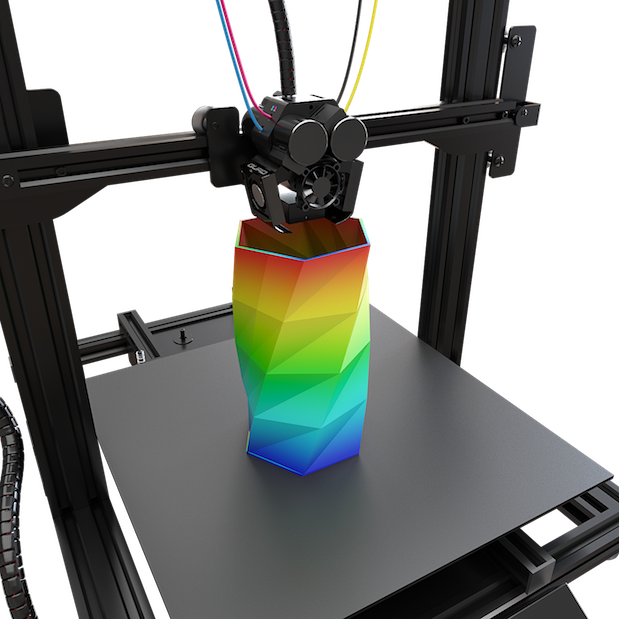
 Разработанный канадской компанией Mosaic Manufacturing станок должен быть подключен к экструзионному 3D-принтеру. Он позволяет комбинировать гибкие и жесткие материалы, и пользователи могут не только создавать детали сложной формы, но и печатать их в цвете за один раз. Также доступна Pro-версия Palette 3 с расширенными свойствами, которые позволяют пользователям печатать техническими материалами и создавать долговечные отпечатки большого объема. Наконец, Palette 3 Pro оснащен Splice Core Pro, системой охлаждения, которая делает соединение нити более надежным. Palette 3 доступна от 650 евро, а Palette 3 Pro — от 850 евро.
Разработанный канадской компанией Mosaic Manufacturing станок должен быть подключен к экструзионному 3D-принтеру. Он позволяет комбинировать гибкие и жесткие материалы, и пользователи могут не только создавать детали сложной формы, но и печатать их в цвете за один раз. Также доступна Pro-версия Palette 3 с расширенными свойствами, которые позволяют пользователям печатать техническими материалами и создавать долговечные отпечатки большого объема. Наконец, Palette 3 Pro оснащен Splice Core Pro, системой охлаждения, которая делает соединение нити более надежным. Palette 3 доступна от 650 евро, а Palette 3 Pro — от 850 евро. Эта последняя версия поддерживает 5 катушек и печатающую головку, которая позволяет печатать различными материалами и цветами, от гибких материалов до растворимых материалов. Он имеет объем печати 120 х 120 х 180 мм. Для успешной цветной печати машина имеет 5 различных катушек для цветов CMYK ( голубой, пурпурный, желтый, черный и белый ), которые затем смешиваются внутри запатентованного хотэнда, чтобы в результате получить ожидаемый цвет. В настоящее время принтер можно приобрести на сайте производителя за 7500 долларов. Дополнительную информацию можно найти ЗДЕСЬ.
Эта последняя версия поддерживает 5 катушек и печатающую головку, которая позволяет печатать различными материалами и цветами, от гибких материалов до растворимых материалов. Он имеет объем печати 120 х 120 х 180 мм. Для успешной цветной печати машина имеет 5 различных катушек для цветов CMYK ( голубой, пурпурный, желтый, черный и белый ), которые затем смешиваются внутри запатентованного хотэнда, чтобы в результате получить ожидаемый цвет. В настоящее время принтер можно приобрести на сайте производителя за 7500 долларов. Дополнительную информацию можно найти ЗДЕСЬ. 0048 голубой, пурпурный, желтый, черный ) в печатающую головку для добавления цвета. Например, на детали можно напечатать текст, изображения и QR-коды. Хотя устройство можно охарактеризовать как настольную машину, габариты которого составляют 310 х 200 х 200 мм, XRIZE стоимостью 55 000 долларов подходит не столько для производителей и любителей, сколько для промышленного применения. Дополнительную информацию можно найти ЗДЕСЬ.
0048 голубой, пурпурный, желтый, черный ) в печатающую головку для добавления цвета. Например, на детали можно напечатать текст, изображения и QR-коды. Хотя устройство можно охарактеризовать как настольную машину, габариты которого составляют 310 х 200 х 200 мм, XRIZE стоимостью 55 000 долларов подходит не столько для производителей и любителей, сколько для промышленного применения. Дополнительную информацию можно найти ЗДЕСЬ. Процесс повторяется до тех пор, пока не будет получена окончательная часть.
Процесс повторяется до тех пор, пока не будет получена окончательная часть.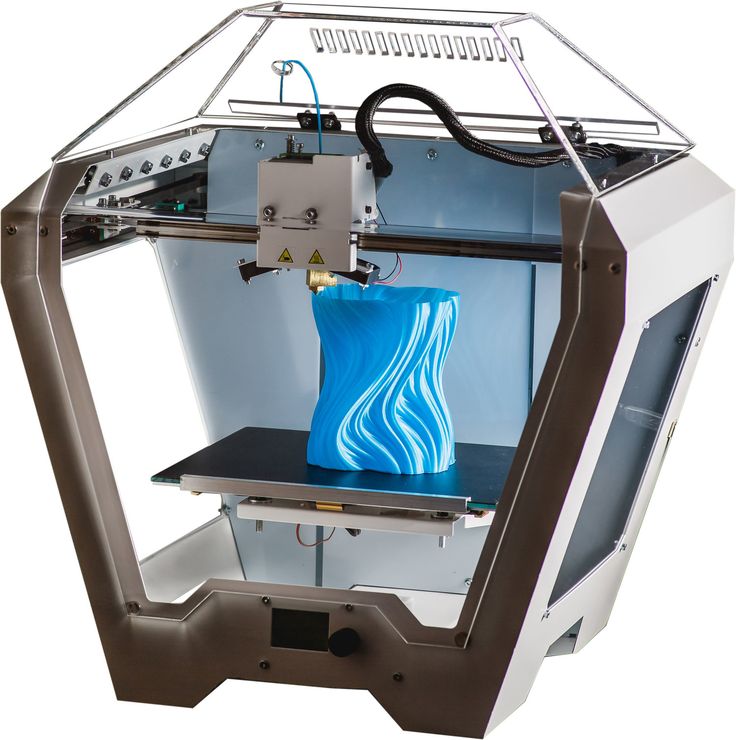 Наконец, ActiveImage использует технологию струйной печати посредством распыления или экструзии, или того и другого, для встраивания графики высокого разрешения в эластомеры. Пользователи могут ожидать полноцветную графику, и компания указывает на ее использование, особенно при создании спортивных товаров, хотя она также может применяться в промышленности и медицине. Вы можете узнать больше ЗДЕСЬ.
Наконец, ActiveImage использует технологию струйной печати посредством распыления или экструзии, или того и другого, для встраивания графики высокого разрешения в эластомеры. Пользователи могут ожидать полноцветную графику, и компания указывает на ее использование, особенно при создании спортивных товаров, хотя она также может применяться в промышленности и медицине. Вы можете узнать больше ЗДЕСЬ. Поскольку он был разработан для офиса или студии, он также очень тихий, работая на том же уровне, что и бытовой холодильник. Наконец, у него есть вытяжка воздуха ProAero™ для улавливания и фильтрации паров. Узнать больше о принтере можно ЗДЕСЬ.
Поскольку он был разработан для офиса или студии, он также очень тихий, работая на том же уровне, что и бытовой холодильник. Наконец, у него есть вытяжка воздуха ProAero™ для улавливания и фильтрации паров. Узнать больше о принтере можно ЗДЕСЬ. мм. Дополнительную информацию можно найти ЗДЕСЬ.
мм. Дополнительную информацию можно найти ЗДЕСЬ.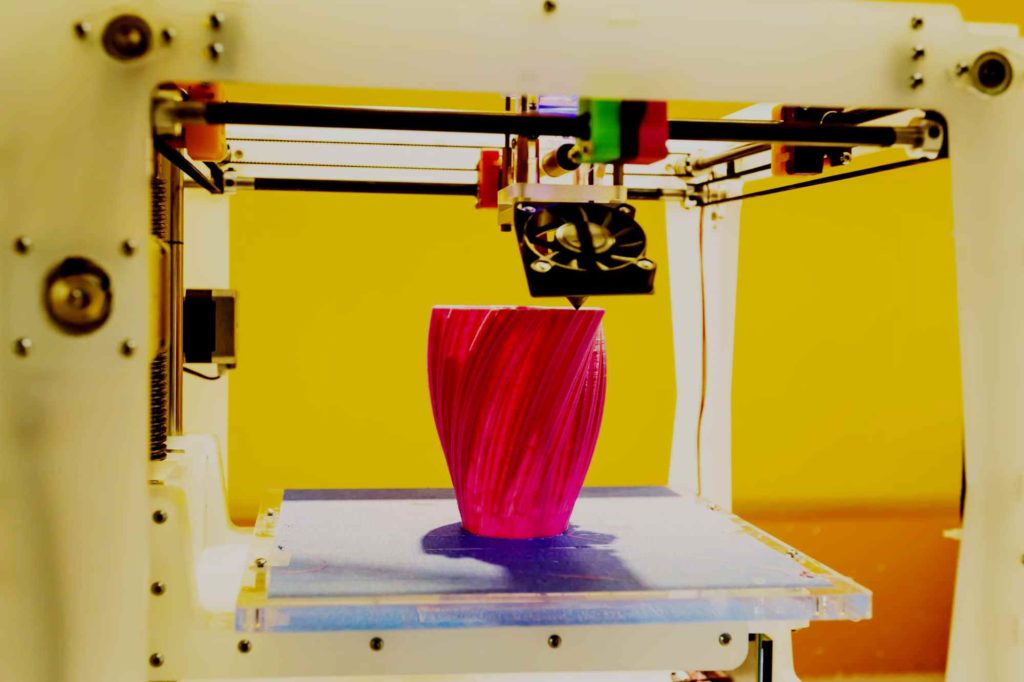
 Окончательные размеры резьбы достигаются за один проход
Окончательные размеры резьбы достигаются за один проход
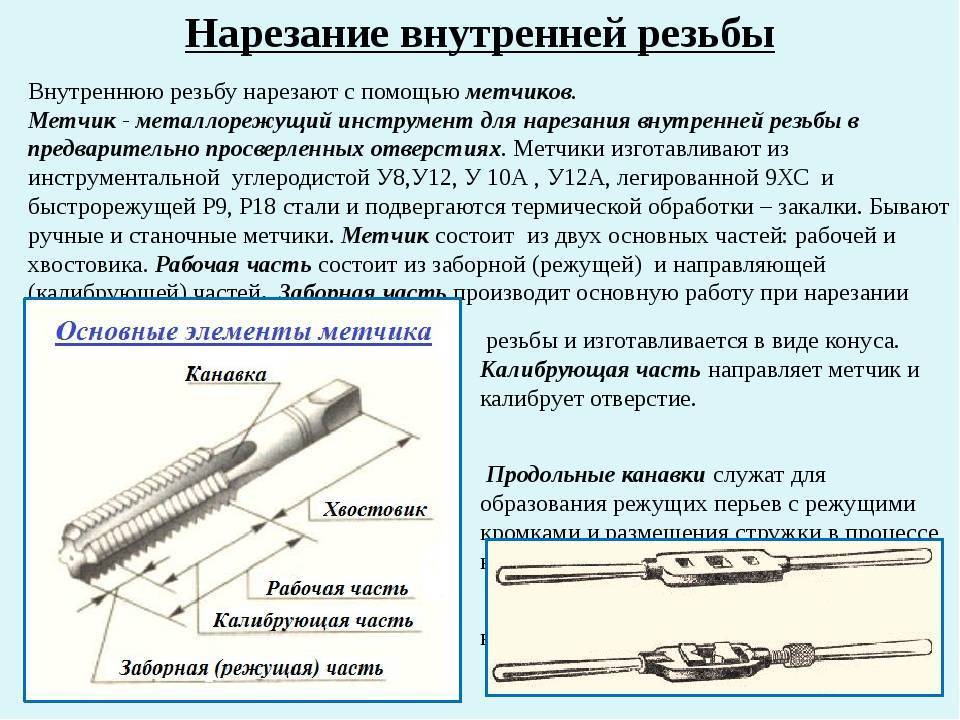 Для пластической деформации металла требуется приложить большую силу, чем при его резке.
Для пластической деформации металла требуется приложить большую силу, чем при его резке.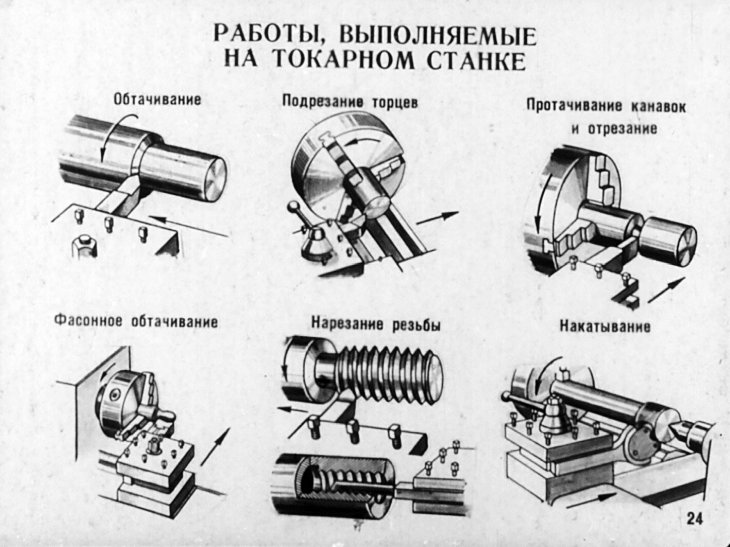 Использование высокопроизводительных режимов при нарезании резьбы приводит к повышенной нагрузке на элементы шпиндельного узла.
Использование высокопроизводительных режимов при нарезании резьбы приводит к повышенной нагрузке на элементы шпиндельного узла.
 Многовитковые резьбонарезные фрезы нарезают резьбу сразу на всю глубину за один полный поворот фрезы. Одновитковые фрезы нарезают один виток резьбы за оборот.
Многовитковые резьбонарезные фрезы нарезают резьбу сразу на всю глубину за один полный поворот фрезы. Одновитковые фрезы нарезают один виток резьбы за оборот. Так как фреза стачивается в процессе нормального износа, оператору необходимо измерять допустимые отклонения в размерах резьбы, следить за износом инструмента и регулировать режущий процесс, чтобы подстроится под текущий износ инструмента и сохранить правильные размеры получаемой резьбы.
Так как фреза стачивается в процессе нормального износа, оператору необходимо измерять допустимые отклонения в размерах резьбы, следить за износом инструмента и регулировать режущий процесс, чтобы подстроится под текущий износ инструмента и сохранить правильные размеры получаемой резьбы. Нарезание внутренней резьбы методом шлифования производится на специализированных станках.
Нарезание внутренней резьбы методом шлифования производится на специализированных станках. В современной промышленности для нанесения резьбовых соединений зачастую используют метод накатки. Он заключается в том, что в заготовке из металла при помощи оборудования давлением металл выдавливается и накатывается на вершину резьбы. Резьбовое соединение при этом, приобретает повышенную прочность, за счет изменения пластичности металла. В современной промышленности для выполнения накатывания используют плашки, а также приводной или бесприводной инструмент цилиндрической формы.
В современной промышленности для нанесения резьбовых соединений зачастую используют метод накатки. Он заключается в том, что в заготовке из металла при помощи оборудования давлением металл выдавливается и накатывается на вершину резьбы. Резьбовое соединение при этом, приобретает повышенную прочность, за счет изменения пластичности металла. В современной промышленности для выполнения накатывания используют плашки, а также приводной или бесприводной инструмент цилиндрической формы. При этом способе накатки заготовка размещается между плашками. Их боковые стороны — это прямолинейные плоскости, которые выполнены под углом и соответствуют сечению резьбового профиля. Подвижная плашка движется прямо, а тангенциальное усилие поворачивает заготовку вокруг своей оси. Для передачи резьбового профиля от плашки к заготовке необходимо применить радиальное усилие, которое в свою очередь будет перпендикулярно оси. Таким способом можно изготавливать все виды резьбовых деталей, имеющих форму цилиндра и рифления по форме треугольника или трапеции: болты, винты, шпильки, шурупы и т.д.
При этом способе накатки заготовка размещается между плашками. Их боковые стороны — это прямолинейные плоскости, которые выполнены под углом и соответствуют сечению резьбового профиля. Подвижная плашка движется прямо, а тангенциальное усилие поворачивает заготовку вокруг своей оси. Для передачи резьбового профиля от плашки к заготовке необходимо применить радиальное усилие, которое в свою очередь будет перпендикулярно оси. Таким способом можно изготавливать все виды резьбовых деталей, имеющих форму цилиндра и рифления по форме треугольника или трапеции: болты, винты, шпильки, шурупы и т.д. Механизм специализированной подвижной плашки состоит из 2-х частей забора, а это позволяет производить одновременно накатывать резьбу на две заготовки. Данный метод накатывания используется для изготовления только цилиндрических изделий.
Механизм специализированной подвижной плашки состоит из 2-х частей забора, а это позволяет производить одновременно накатывать резьбу на две заготовки. Данный метод накатывания используется для изготовления только цилиндрических изделий. Такой вид накатки выполняется на станках планетарного типа. Данный метод характеризуется тем, что должно выдерживаться соответствие между профилем резьбы и внешней поверхностью ролика, а также внутренней поверхности сегмента. При накатке заготовка должна располагаться между рабочей поверхностью ролика и сегментов. Причем при увеличении сегмента снижается накатной путь и увеличивается производительность процесса, которая напрямую зависит от номинального диаметра резьбы при накатке и от состояния пластичности материала из которого выполнена заготовка. Этот метод не очень широко применяется ввиду своей высокой себестоимости из-за высокой цены инструмента и оборудования. Применим он только в крупносерийном и массовом производстве для изготовления болтов, шпилек, винтов, гаек, имеющих резьбу 2-го и 3-го класса точности.
Такой вид накатки выполняется на станках планетарного типа. Данный метод характеризуется тем, что должно выдерживаться соответствие между профилем резьбы и внешней поверхностью ролика, а также внутренней поверхности сегмента. При накатке заготовка должна располагаться между рабочей поверхностью ролика и сегментов. Причем при увеличении сегмента снижается накатной путь и увеличивается производительность процесса, которая напрямую зависит от номинального диаметра резьбы при накатке и от состояния пластичности материала из которого выполнена заготовка. Этот метод не очень широко применяется ввиду своей высокой себестоимости из-за высокой цены инструмента и оборудования. Применим он только в крупносерийном и массовом производстве для изготовления болтов, шпилек, винтов, гаек, имеющих резьбу 2-го и 3-го класса точности.  Выемка предназначена для введения заготовки в зону накатывания так и вывода ее по окончанию процесса накатывания. Сбрасывающая и калибрующая части имеют полный профиль резьбы. У заборной части из-за затыловки по высоте профиль неполный. При таком способе накатки нет необходимости в сближении роликов, а это значительно упрощает кинематическая схема резьбонакатного станка. В тех случаях, когда применяются две пары затылованных роликов, процесс накатывания значительно ускоряется. Резьбу можно наносить одновременно на два конца изделия или же обрабатывать сразу две детали. Применяют такой способ накатывания при производстве: винтов, пустотелых резьбовых деталей, болтов, метчиков, резьбовых калибров и прочих изделий, имеющих коническую и цилиндрическую резьбу треугольного, трапецеидального и круглого профиля.
Выемка предназначена для введения заготовки в зону накатывания так и вывода ее по окончанию процесса накатывания. Сбрасывающая и калибрующая части имеют полный профиль резьбы. У заборной части из-за затыловки по высоте профиль неполный. При таком способе накатки нет необходимости в сближении роликов, а это значительно упрощает кинематическая схема резьбонакатного станка. В тех случаях, когда применяются две пары затылованных роликов, процесс накатывания значительно ускоряется. Резьбу можно наносить одновременно на два конца изделия или же обрабатывать сразу две детали. Применяют такой способ накатывания при производстве: винтов, пустотелых резьбовых деталей, болтов, метчиков, резьбовых калибров и прочих изделий, имеющих коническую и цилиндрическую резьбу треугольного, трапецеидального и круглого профиля.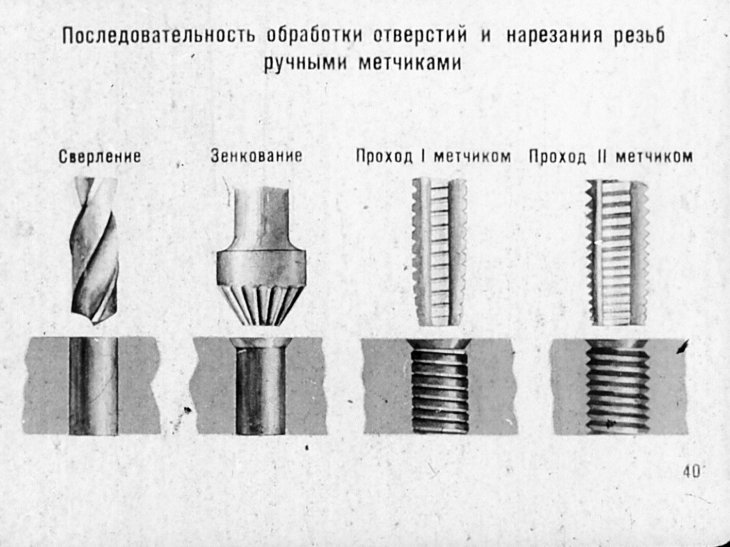 , а также для калибровки вращающихся тел, для полирования, правки валиков и других схожих деталей, а также для того, чтобы создать кольцевые выступы и канавки. Также накатывание роликами с различным диаметром применяют при накатке разного рода профилей: ромбической, прямой и угловой формы.
, а также для калибровки вращающихся тел, для полирования, правки валиков и других схожих деталей, а также для того, чтобы создать кольцевые выступы и канавки. Также накатывание роликами с различным диаметром применяют при накатке разного рода профилей: ромбической, прямой и угловой формы. Такой метод используют при накатке головки болта, участка позади буртика и прочих деталей с относительно не длинным стержнем, выполненных из цветных металлов и сплавов.
Такой метод используют при накатке головки болта, участка позади буртика и прочих деталей с относительно не длинным стержнем, выполненных из цветных металлов и сплавов. Накатывания осуществляется двумя или тремя роликами с кольцевой нарезкой, путем движения заготовки вдоль собственной оси, однако расстояние между осями роликов при этом остается неизменным. Преимуществом данного метода является то, что накатывать можно накатывать резьбу на заготовку любой длины, данный процесс является независимым от ширины роликов.
Накатывания осуществляется двумя или тремя роликами с кольцевой нарезкой, путем движения заготовки вдоль собственной оси, однако расстояние между осями роликов при этом остается неизменным. Преимуществом данного метода является то, что накатывать можно накатывать резьбу на заготовку любой длины, данный процесс является независимым от ширины роликов. Также его применяют при изготовлении деталей которые ввиду своей формы не могут обрабатываться на резьбонакатных станках (например, тройники). Резьба, нанесенная таким способом в массовом производстве, имеет второй класс точности резьбы.
Также его применяют при изготовлении деталей которые ввиду своей формы не могут обрабатываться на резьбонакатных станках (например, тройники). Резьба, нанесенная таким способом в массовом производстве, имеет второй класс точности резьбы.

 Эта вогнутость является частью зазора между сопряженными резьбами и не влияет на посадку или функцию резьбового соединения. Наличие этой особенности на гребне резьбы является одним из способов визуально подтвердить, что резьба на самом деле является продуктом накатывания резьбы, а не нарезания, поскольку нарезанная резьба не имеет этой характеристики. Дальнейшее формование приведет к перекрытию двух сторон и, возможно, к переполнению штампа.
Эта вогнутость является частью зазора между сопряженными резьбами и не влияет на посадку или функцию резьбового соединения. Наличие этой особенности на гребне резьбы является одним из способов визуально подтвердить, что резьба на самом деле является продуктом накатывания резьбы, а не нарезания, поскольку нарезанная резьба не имеет этой характеристики. Дальнейшее формование приведет к перекрытию двух сторон и, возможно, к переполнению штампа.
 Это также улучшает чистоту поверхности и обеспечивает более стабильную форму резьбы. Дефекты поверхности, возникающие в результате нарезания резьбы, могут стать точками имитации усталостного разрушения. Работа с мелкозернистыми материалами — еще один способ дальнейшего повышения сопротивления усталости резьбовой области. Чем мельче зерно, тем лучше сопротивление усталости, но это качество материала обычно необходимо указывать, поскольку мельницы производят как мелкозернистые, так и крупнозернистые материалы.
Это также улучшает чистоту поверхности и обеспечивает более стабильную форму резьбы. Дефекты поверхности, возникающие в результате нарезания резьбы, могут стать точками имитации усталостного разрушения. Работа с мелкозернистыми материалами — еще один способ дальнейшего повышения сопротивления усталости резьбовой области. Чем мельче зерно, тем лучше сопротивление усталости, но это качество материала обычно необходимо указывать, поскольку мельницы производят как мелкозернистые, так и крупнозернистые материалы. Накрученная нить является результатом сжатия зерен в основании нити. Это новое контурное расположение волокон приводит к значительному увеличению прочности производимой резьбы, а также улучшает отделку, геометрию формы и сопротивление усталости.
Накрученная нить является результатом сжатия зерен в основании нити. Это новое контурное расположение волокон приводит к значительному увеличению прочности производимой резьбы, а также улучшает отделку, геометрию формы и сопротивление усталости.  Точеные материалы обычно имеют более высокие значения пластичности. Обычно это горячекатаный материал, который подвергали токарной обработке. Этот материал не подвергался никаким операциям холодной обработки, которые могут снизить пластичность.
Точеные материалы обычно имеют более высокие значения пластичности. Обычно это горячекатаный материал, который подвергали токарной обработке. Этот материал не подвергался никаким операциям холодной обработки, которые могут снизить пластичность.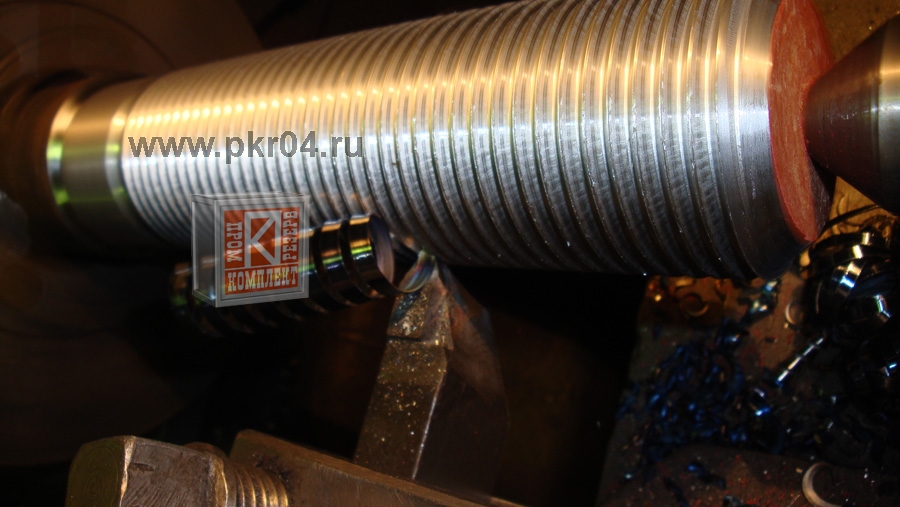 Формовочные нити должны формироваться быстро с небольшой задержкой. Если матрица задерживается на материале дольше, чем на 2-3 оборота, деформационное упрочнение увеличится и может произойти образование осколков.
Формовочные нити должны формироваться быстро с небольшой задержкой. Если матрица задерживается на материале дольше, чем на 2-3 оборота, деформационное упрочнение увеличится и может произойти образование осколков. Благодаря высокой точности и аккуратности инструментов для накатки резьбы, накатка резьбы по своей сути сохраняет точность исходной настройки во время длительных циклов высокоскоростного производства
Благодаря высокой точности и аккуратности инструментов для накатки резьбы, накатка резьбы по своей сути сохраняет точность исходной настройки во время длительных циклов высокоскоростного производства
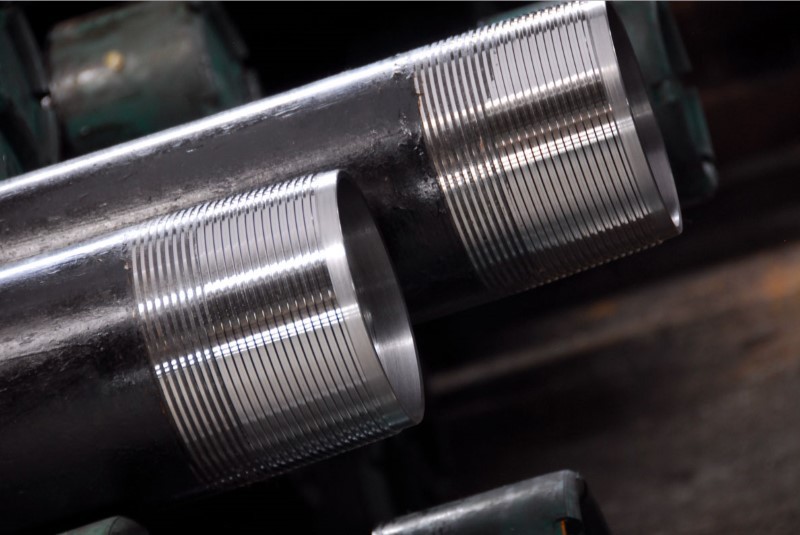
 Недавно мы также приобрели два новых резьбонакатных станка Tesker E-215. В 2023 году вы ожидаете прибытия вашего нового высокоскоростного планетарного нарезного ролика Videx для производства рулевых тяг. Что это означает для различных отраслей, которые вы обслуживаете? Мы считаем, что новая машина Videx поможет нам выйти на некоторые рынки для более объемных работ, вероятно, для тяжелого оборудования и гидроэнергетики. Videx также можно использовать для изготовления большого количества шпилек с полной резьбой, которые могут открывать двери в различных других отраслях промышленности. В условиях динамичной экономики и продолжающихся потрясений в цепочке поставок, как Rolled Threads продолжает адаптироваться к потребностям своих клиентов? Несмотря на то, что проблемы с цепочками поставок сохраняются и появляются новые возможности, мы по-прежнему твердо привержены тому, что принесло нам успех в прошлом: отличному обслуживанию клиентов, своевременным поставкам и превосходному качеству. Качественные отношения всегда были нашим приоритетом, и мы адаптируемся к уникальным потребностям наших клиентов, просто прислушиваясь к ним.
Недавно мы также приобрели два новых резьбонакатных станка Tesker E-215. В 2023 году вы ожидаете прибытия вашего нового высокоскоростного планетарного нарезного ролика Videx для производства рулевых тяг. Что это означает для различных отраслей, которые вы обслуживаете? Мы считаем, что новая машина Videx поможет нам выйти на некоторые рынки для более объемных работ, вероятно, для тяжелого оборудования и гидроэнергетики. Videx также можно использовать для изготовления большого количества шпилек с полной резьбой, которые могут открывать двери в различных других отраслях промышленности. В условиях динамичной экономики и продолжающихся потрясений в цепочке поставок, как Rolled Threads продолжает адаптироваться к потребностям своих клиентов? Несмотря на то, что проблемы с цепочками поставок сохраняются и появляются новые возможности, мы по-прежнему твердо привержены тому, что принесло нам успех в прошлом: отличному обслуживанию клиентов, своевременным поставкам и превосходному качеству. Качественные отношения всегда были нашим приоритетом, и мы адаптируемся к уникальным потребностям наших клиентов, просто прислушиваясь к ним. 12 мм
12 мм Компания EASTERN LASER является китайским производителем высокоэффективного промышленного лазерного оборудования и запасных частей к нему с 17-летним опытом производства. Название оборудования синонимично новаторским эффективным лазерным решениям. Мы предоставляем технические консультации и советы по использованию оборудования для каждого клиента индивидуально. Наши опытные инженеры готовы помочь вам в управлении лазерными машинами и в разработке оборудования в соответствии с вашими требованиями.
Компания EASTERN LASER является китайским производителем высокоэффективного промышленного лазерного оборудования и запасных частей к нему с 17-летним опытом производства. Название оборудования синонимично новаторским эффективным лазерным решениям. Мы предоставляем технические консультации и советы по использованию оборудования для каждого клиента индивидуально. Наши опытные инженеры готовы помочь вам в управлении лазерными машинами и в разработке оборудования в соответствии с вашими требованиями.
 И большинство лазерных станков, произведенных в Китае, оснащены нашей продукцией.
И большинство лазерных станков, произведенных в Китае, оснащены нашей продукцией.

 Требования к точности обычно имеют микрометровый или даже нанометровый уровень. Использование обычных инфракрасных лазеров затруднительно для достижения таких высоких требований, но ультрафиолетовые лазерные маркировочные и гравировальные машины являются очень подходящим выбором.
Требования к точности обычно имеют микрометровый или даже нанометровый уровень. Использование обычных инфракрасных лазеров затруднительно для достижения таких высоких требований, но ультрафиолетовые лазерные маркировочные и гравировальные машины являются очень подходящим выбором.

 В настоящее время УФ лазерная машина на рынке используется для маркировки и гравировки на пластике, стекле, керамике, хрустале и некоторых металлических материалах.
В настоящее время УФ лазерная машина на рынке используется для маркировки и гравировки на пластике, стекле, керамике, хрустале и некоторых металлических материалах. В то же время, предприятиям срочно необходимо найти новый метод обработки, чтобы сэкономить производственные затраты и сделать постоянный след на продукции.
В то же время, предприятиям срочно необходимо найти новый метод обработки, чтобы сэкономить производственные затраты и сделать постоянный след на продукции.

 Наши невидимые флуоресцентные маркеры — это быстрый, простой и удобный способ невидимой маркировки предметов. Идеально подходит для розничных магазинов, производственных процессов, контроля качества, розничной торговли, владения и везде, где вам может понадобиться быстро и незаметно пометить товар. Ультрафиолетовый маркер Risk Reactor широко используется во многих отраслях промышленности и для защиты личного имущества.
Наши невидимые флуоресцентные маркеры — это быстрый, простой и удобный способ невидимой маркировки предметов. Идеально подходит для розничных магазинов, производственных процессов, контроля качества, розничной торговли, владения и везде, где вам может понадобиться быстро и незаметно пометить товар. Ультрафиолетовый маркер Risk Reactor широко используется во многих отраслях промышленности и для защиты личного имущества. Однажды перо отметит более 1200 предметов. Метки видны только в темноте, что облегчает их идентификацию полицией, детективами и ломбардами. Отмеченные предметы трудно ограждать, и при поимке воров очевидны доказательства вины.
Однажды перо отметит более 1200 предметов. Метки видны только в темноте, что облегчает их идентификацию полицией, детективами и ломбардами. Отмеченные предметы трудно ограждать, и при поимке воров очевидны доказательства вины. УФ-ручка Black Light Продукт MAR-C0 — это невидимая синяя универсальная УФ-ручка, которую можно использовать для маркировки практически любого типа подложки невидимой, постоянной, сильно флуоресцентной (УФ) меткой для…
УФ-ручка Black Light Продукт MAR-C0 — это невидимая синяя универсальная УФ-ручка, которую можно использовать для маркировки практически любого типа подложки невидимой, постоянной, сильно флуоресцентной (УФ) меткой для… Ручку можно использовать в…
Ручку можно использовать в… Ручка может быть…
Ручка может быть… У нас также есть другие чернила, а также чернила на заказ…
У нас также есть другие чернила, а также чернила на заказ… ..
.. Работает практически на любой поверхности. Отлично подходит для производства, розничных магазинов и дома. Везде, где вам нужна невидимая флуоресцентная метка. У нас также есть другие чернила, а также индивидуальная рецептура чернил специально для вас. Используйте с нашим …
Работает практически на любой поверхности. Отлично подходит для производства, розничных магазинов и дома. Везде, где вам нужна невидимая флуоресцентная метка. У нас также есть другие чернила, а также индивидуальная рецептура чернил специально для вас. Используйте с нашим …
 Универсальный УФ-маркер MAX-C0 Invisible Blue можно использовать для маркировки практически любого типа подложки…
Универсальный УФ-маркер MAX-C0 Invisible Blue можно использовать для маркировки практически любого типа подложки…
 Ручку можно использовать вместе с нашими черными фонарями на батарейках, чтобы получить портативную систему безопасности. Ультрафиолетовые маркеры Risk Reactor Inc. широко используются во многих отраслях промышленности и для защиты личного имущества. Полицейские силы по всей стране выдают их в районы с высоким уровнем кражи имущества, потому что во всех ломбардах есть ультрафиолетовый свет для сканирования украденных предметов.
Ручку можно использовать вместе с нашими черными фонарями на батарейках, чтобы получить портативную систему безопасности. Ультрафиолетовые маркеры Risk Reactor Inc. широко используются во многих отраслях промышленности и для защиты личного имущества. Полицейские силы по всей стране выдают их в районы с высоким уровнем кражи имущества, потому что во всех ломбардах есть ультрафиолетовый свет для сканирования украденных предметов. Добро пожаловать в Invisible Security Inks от Risk Reactor.
Добро пожаловать в Invisible Security Inks от Risk Reactor.
 д. Отметьте свое имущество, чтобы предотвратить кражу, подтвердить право собственности и, в конечном итоге, вернуть свое имущество в случае его кражи. Пометьте свое имущество уникальным номером, например номером вашего водительского удостоверения, чтобы правоохранительные органы могли вернуть его вам.
д. Отметьте свое имущество, чтобы предотвратить кражу, подтвердить право собственности и, в конечном итоге, вернуть свое имущество в случае его кражи. Пометьте свое имущество уникальным номером, например номером вашего водительского удостоверения, чтобы правоохранительные органы могли вернуть его вам. УФ-ручка Black Light Продукт MAR-C0 — это невидимая синяя универсальная УФ-ручка, которую можно использовать для маркировки практически любого типа подложки невидимой, постоянной, сильно флуоресцентной (УФ) меткой для…
УФ-ручка Black Light Продукт MAR-C0 — это невидимая синяя универсальная УФ-ручка, которую можно использовать для маркировки практически любого типа подложки невидимой, постоянной, сильно флуоресцентной (УФ) меткой для… Ручку можно использовать в…
Ручку можно использовать в… Ручка может быть…
Ручка может быть… У нас также есть другие чернила, а также чернила на заказ…
У нас также есть другие чернила, а также чернила на заказ… ..
..
 Работает практически на любой поверхности. Отлично подходит для производства, розничных магазинов и дома. Везде, где вам нужна невидимая флуоресцентная метка. У нас также есть другие чернила, а также индивидуальная рецептура чернил специально для вас. Используйте с нашим …
Работает практически на любой поверхности. Отлично подходит для производства, розничных магазинов и дома. Везде, где вам нужна невидимая флуоресцентная метка. У нас также есть другие чернила, а также индивидуальная рецептура чернил специально для вас. Используйте с нашим …

 т.д.Предназначен для нанесения гравировки ударным способом ( например изготовление портретов на…
т.д.Предназначен для нанесения гравировки ударным способом ( например изготовление портретов на… Cтанок стал более функциональным и…
Cтанок стал более функциональным и… Является среднегабаритным станком по величине рабочей поверхности,…
Является среднегабаритным станком по величине рабочей поверхности,… ..
.. ..
..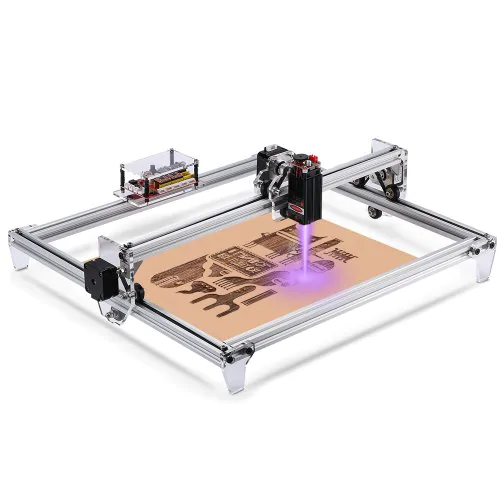 ..
.. Инженеры использовали в разработке…
Инженеры использовали в разработке… ..
..





 Ижевск
Ижевск Дзержинск
Дзержинск 01мм.
01мм.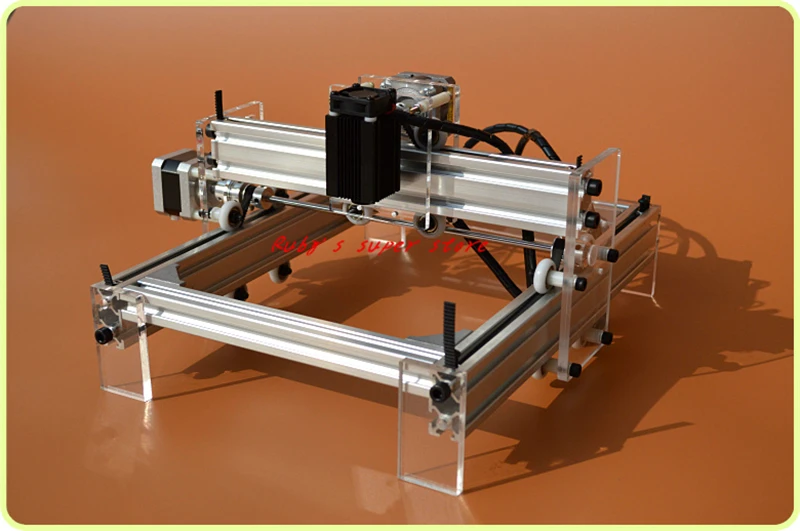 01мм.
01мм. 01мм.
01мм. 01мм.
01мм.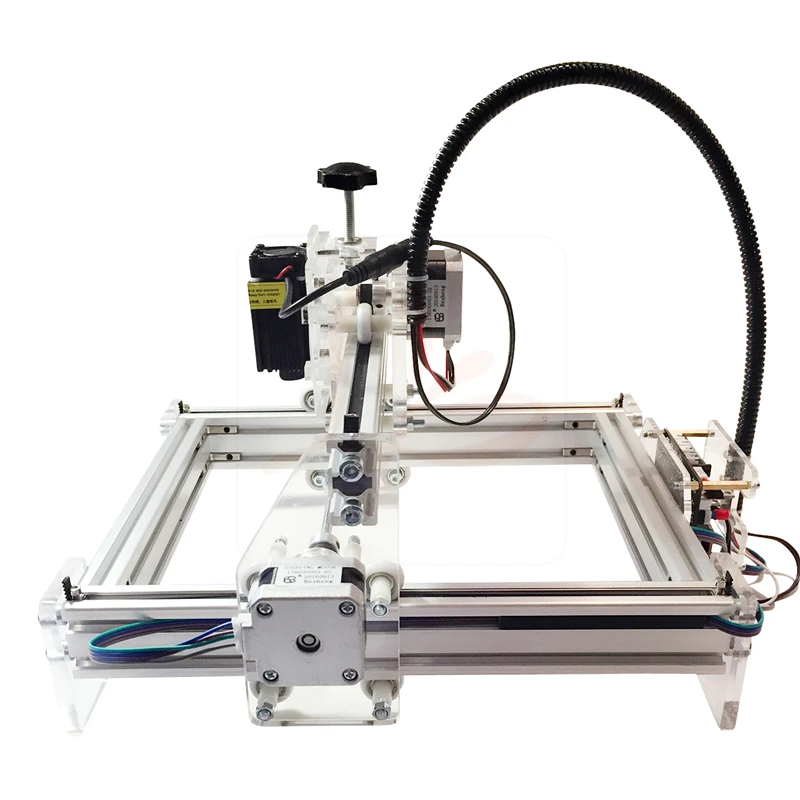 Станки для гравировки по камню защищены патентным бюро РФ на полезную модели и изобретение. Этот говорит о серьезном подходе к изготовлению оборудования и еще одном аргументе в пользу выбора именно нашей продукции.
Станки для гравировки по камню защищены патентным бюро РФ на полезную модели и изобретение. Этот говорит о серьезном подходе к изготовлению оборудования и еще одном аргументе в пользу выбора именно нашей продукции. 000 руб
000 руб ru
ru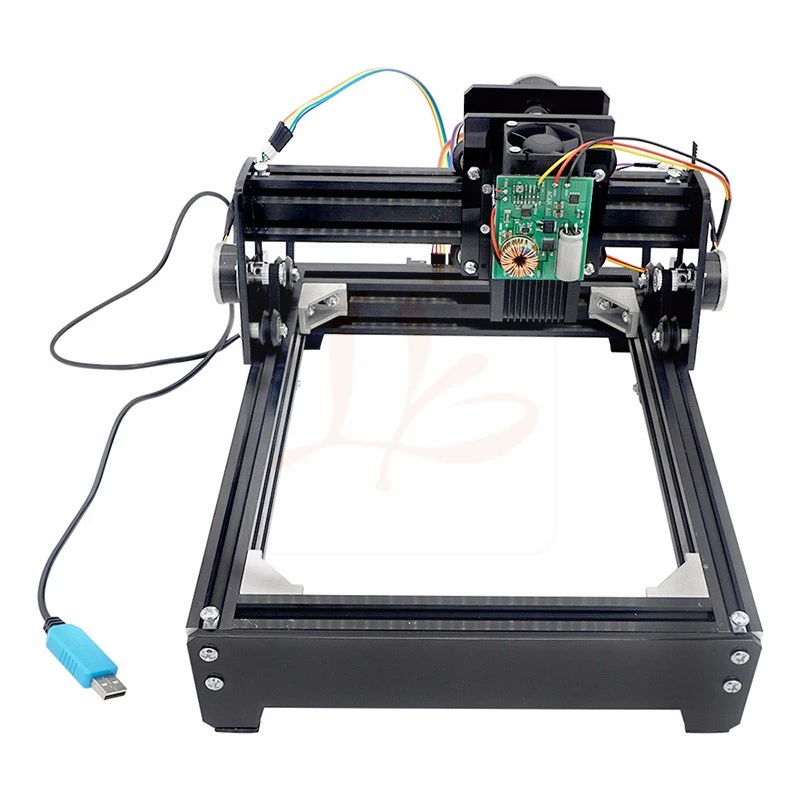 , Ltd., провинция Фуцзянь
, Ltd., провинция Фуцзянь , Ltd.
, Ltd.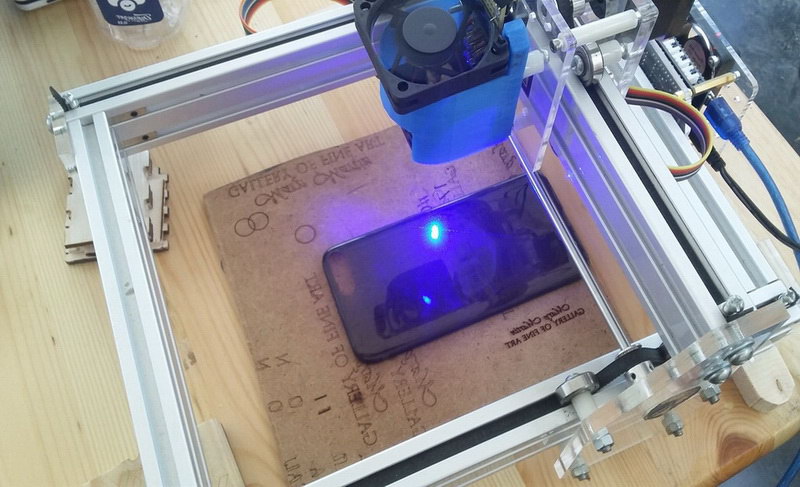 , Ltd.
, Ltd. , Ltd.
, Ltd.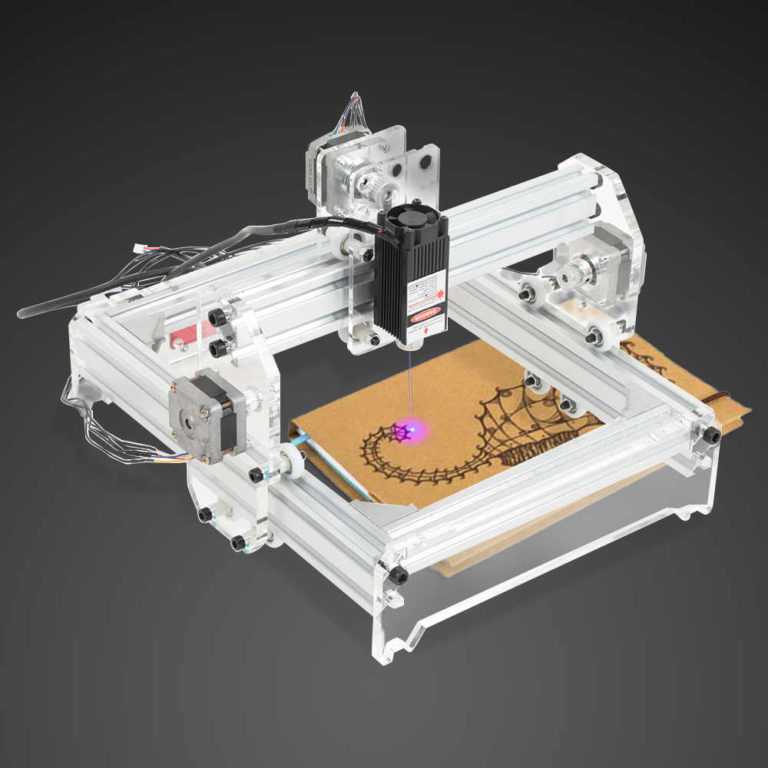 , Ltd., провинция Фуцзянь
, Ltd., провинция Фуцзянь , Ltd.
, Ltd.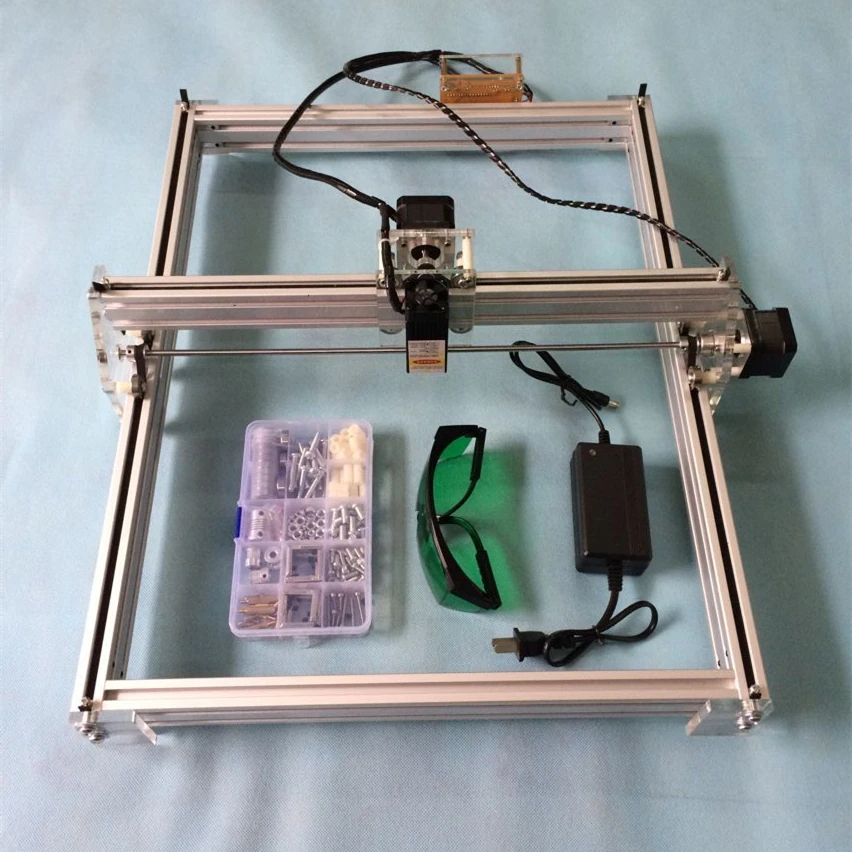 , Ltd.
, Ltd. , Ltd.
, Ltd.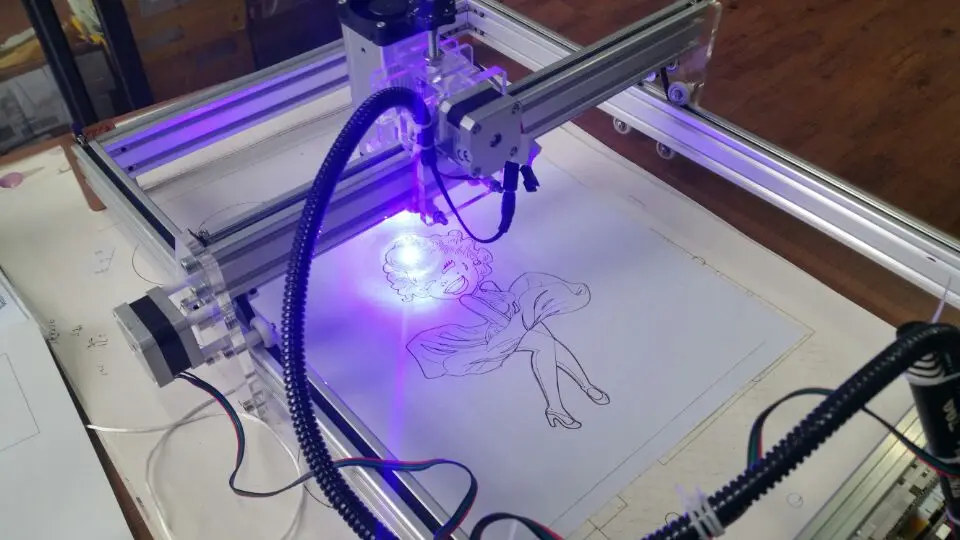 , Ltd.
, Ltd. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе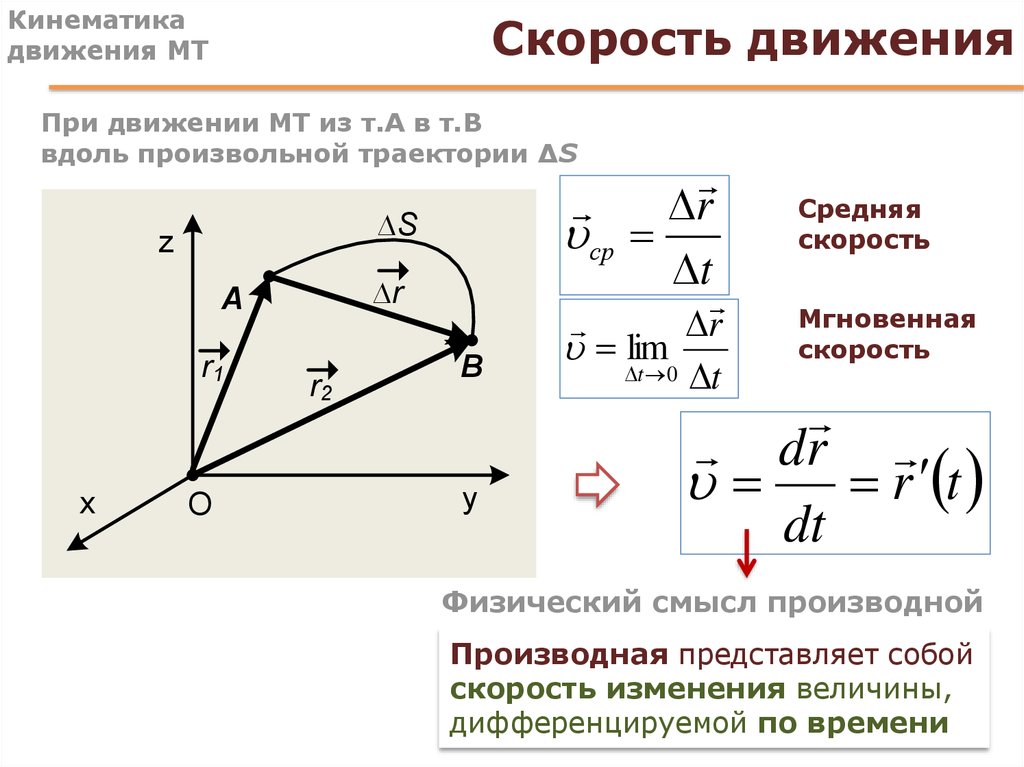 Схематические чертежи оказывают неоценимую помощь персоналу, занимающемуся монтажом, пуско-наладкой, ремонтом машин, механизмов и отдельных агрегатов. Схемы дают возможность быстро разобраться в том, каковы функциональные связи существуют между механическими, гидравлическими, электрическими и другими звеньями и системами технических устройств.
Схематические чертежи оказывают неоценимую помощь персоналу, занимающемуся монтажом, пуско-наладкой, ремонтом машин, механизмов и отдельных агрегатов. Схемы дают возможность быстро разобраться в том, каковы функциональные связи существуют между механическими, гидравлическими, электрическими и другими звеньями и системами технических устройств.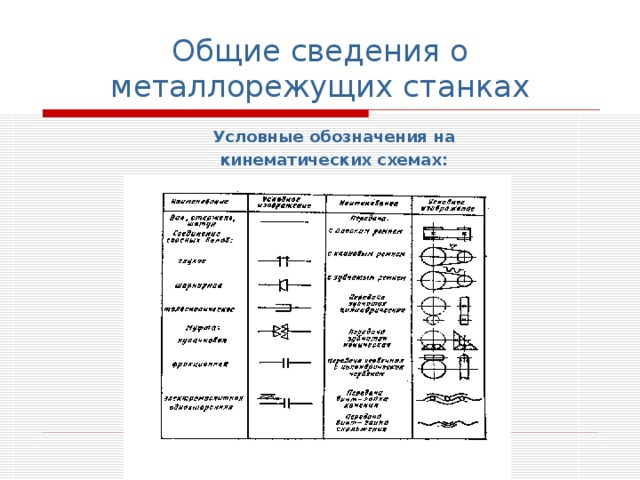 Следует отметить, что в современных автомобилях, станочном и прочем технологическом оборудовании механические передачи отличаются большой сложностью и содержат множество элементов. Поэтому для того, чтобы правильно создавать схемы таких конструкций, нужно прекрасно знать все условности, которые используются для графического изображения принципа работы машины или механизма без того, чтобы уточнять их конструктивные особенности. К примеру, кинематические схемы станочного оборудования отражают то, каким именно образом вращательное движение вала электродвигателя сообщается шпинделю, причем контур станка показывается (или не показывается) тонкой линией.
Следует отметить, что в современных автомобилях, станочном и прочем технологическом оборудовании механические передачи отличаются большой сложностью и содержат множество элементов. Поэтому для того, чтобы правильно создавать схемы таких конструкций, нужно прекрасно знать все условности, которые используются для графического изображения принципа работы машины или механизма без того, чтобы уточнять их конструктивные особенности. К примеру, кинематические схемы станочного оборудования отражают то, каким именно образом вращательное движение вала электродвигателя сообщается шпинделю, причем контур станка показывается (или не показывается) тонкой линией.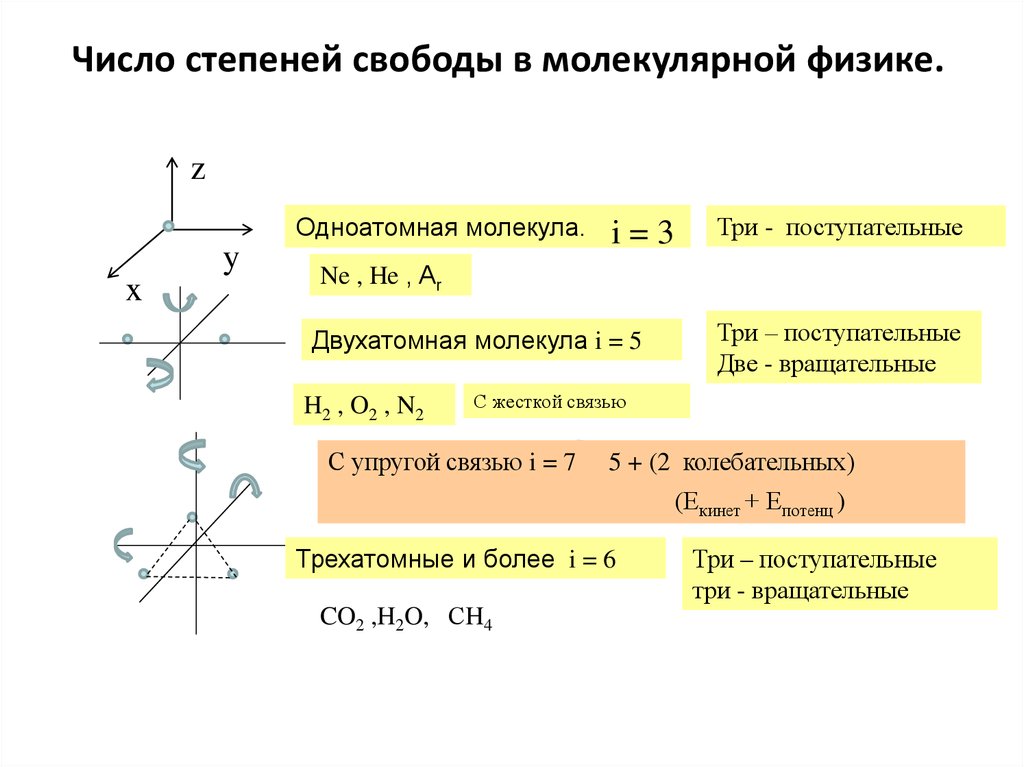 От сплошных линий они начинаются стрелками, а от плоскостей – точками. На полках линий-выносок указываются порядковые номера позиций. При этом для таких элементов, как валы, используются римские цифры, а для остальных – арабские цифры. Под полками линий-выносок указываются параметры и основные характеристики составных частей схем.
От сплошных линий они начинаются стрелками, а от плоскостей – точками. На полках линий-выносок указываются порядковые номера позиций. При этом для таких элементов, как валы, используются римские цифры, а для остальных – арабские цифры. Под полками линий-выносок указываются параметры и основные характеристики составных частей схем. Знание каждой из этих величин дает описательную информацию о движении объекта. Например, если известно, что автомобиль движется с постоянной скоростью 22,0 м/с, на север в течение 12,0 секунд при смещении на север на 264 метра, то движение автомобиля полностью описано. И если известно, что вторая машина разгоняется из положения покоя с ускорением в восточном направлении 3,0 м/с 2 за время 8,0 секунд, обеспечивая конечную скорость 24 м/с, восток и смещение в восточном направлении 96 метров, то движение этого автомобиля полностью описано. Эти два утверждения обеспечивают полное описание движения объекта. Однако такая полнота не всегда известна. Часто бывает известно лишь несколько параметров движения объекта, а остальные неизвестны. Например, приближаясь к светофору, вы можете знать, что скорость вашего автомобиля составляет 22 м/с на восток, а ускорение заноса составляет 8,0 м/с.0006 2 , Запад. Однако вы не знаете, какое смещение испытает ваша машина, если вы нажмете на тормоза и занесете до остановки; и вы не знаете время, необходимое для остановки.
Знание каждой из этих величин дает описательную информацию о движении объекта. Например, если известно, что автомобиль движется с постоянной скоростью 22,0 м/с, на север в течение 12,0 секунд при смещении на север на 264 метра, то движение автомобиля полностью описано. И если известно, что вторая машина разгоняется из положения покоя с ускорением в восточном направлении 3,0 м/с 2 за время 8,0 секунд, обеспечивая конечную скорость 24 м/с, восток и смещение в восточном направлении 96 метров, то движение этого автомобиля полностью описано. Эти два утверждения обеспечивают полное описание движения объекта. Однако такая полнота не всегда известна. Часто бывает известно лишь несколько параметров движения объекта, а остальные неизвестны. Например, приближаясь к светофору, вы можете знать, что скорость вашего автомобиля составляет 22 м/с на восток, а ускорение заноса составляет 8,0 м/с.0006 2 , Запад. Однако вы не знаете, какое смещение испытает ваша машина, если вы нажмете на тормоза и занесете до остановки; и вы не знаете время, необходимое для остановки.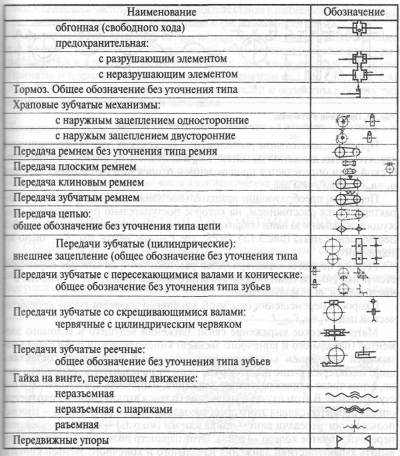 В таком случае неизвестные параметры могут быть определены с использованием принципов физики и математических уравнений (кинематических уравнений).
В таком случае неизвестные параметры могут быть определены с использованием принципов физики и математических уравнений (кинематических уравнений).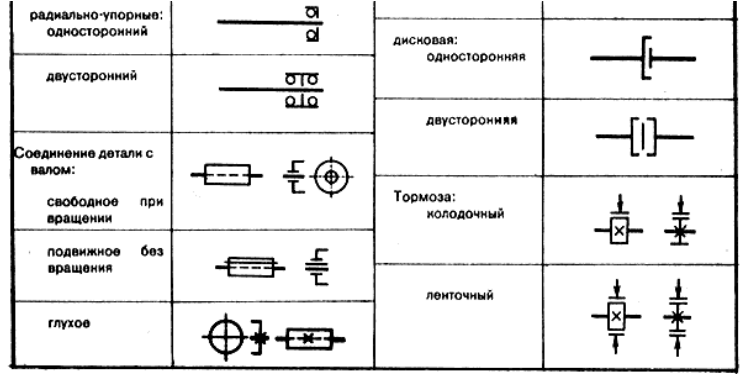 Например, если известно значение ускорения, а также значения начальной и конечной скорости буксующего автомобиля, то перемещение автомобиля и время можно предсказать с помощью кинематических уравнений. Урок 6 этого раздела будет посвящен использованию кинематических уравнений для предсказания числовых значений неизвестных величин движения объекта.
Например, если известно значение ускорения, а также значения начальной и конечной скорости буксующего автомобиля, то перемещение автомобиля и время можно предсказать с помощью кинематических уравнений. Урок 6 этого раздела будет посвящен использованию кинематических уравнений для предсказания числовых значений неизвестных величин движения объекта.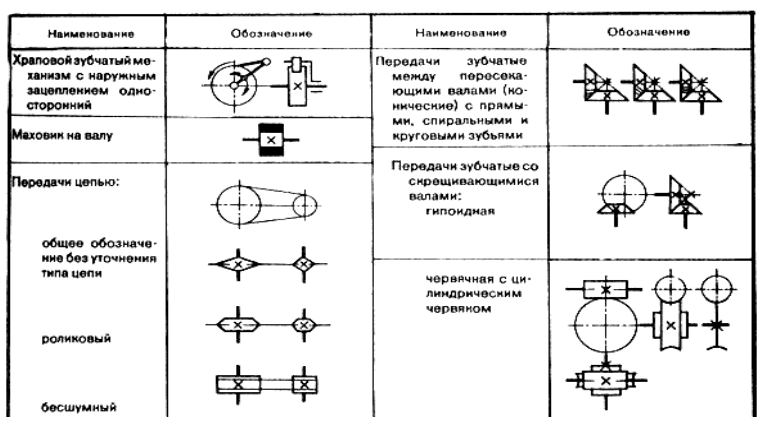 Таким образом, их можно использовать для прогнозирования неизвестной информации о движении объекта, если известна другая информация. В следующей части Урока 6 мы исследуем этот процесс.
Таким образом, их можно использовать для прогнозирования неизвестной информации о движении объекта, если известна другая информация. В следующей части Урока 6 мы исследуем этот процесс.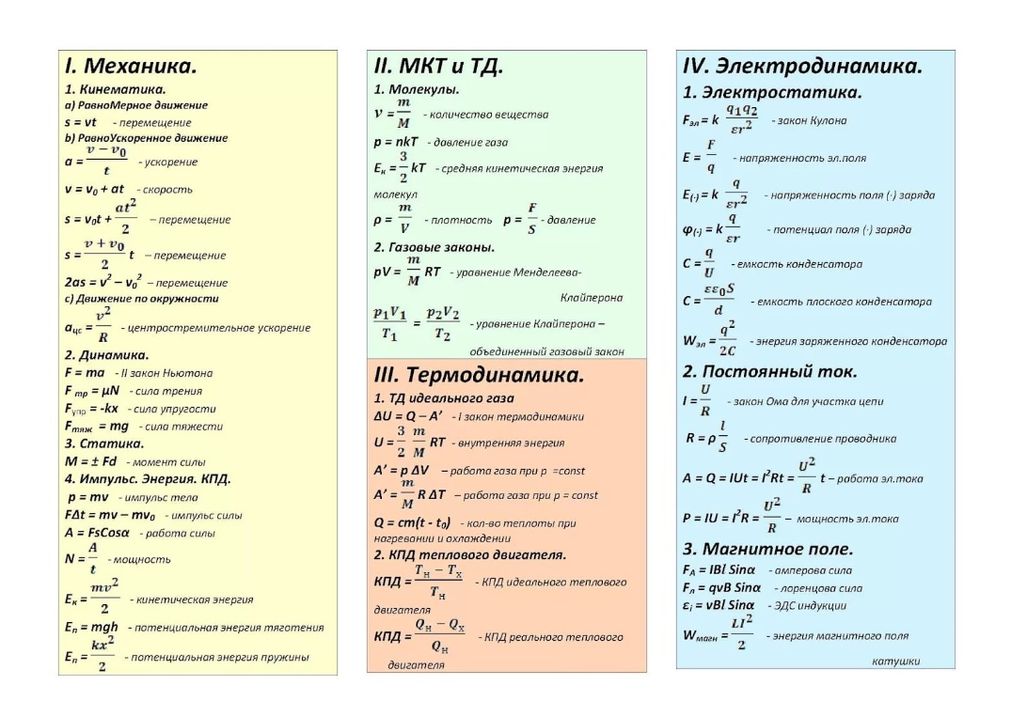 Процесс включает в себя использование стратегии решения проблем, которая будет использоваться на протяжении всего курса. Стратегия включает следующие шаги:
Процесс включает в себя использование стратегии решения проблем, которая будет использоваться на протяжении всего курса. Стратегия включает следующие шаги: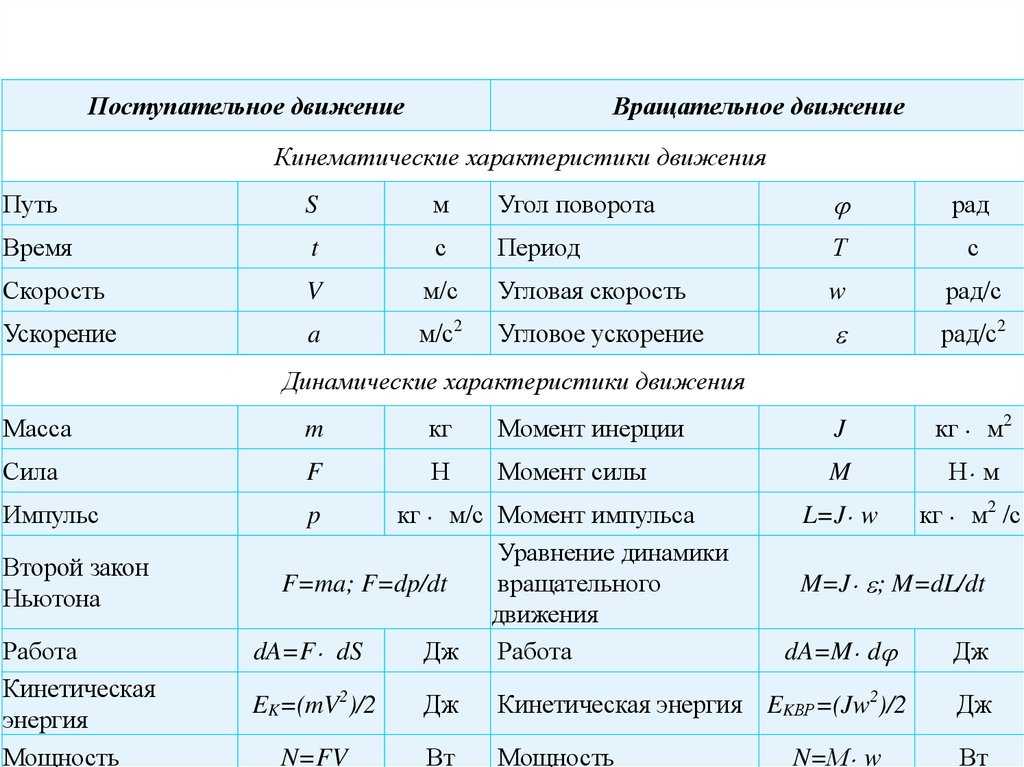 Если ускорение Имы равно -8,00 м/с 2 , то определить перемещение автомобиля в процессе заноса. (Обратите внимание, что направления векторов скорости и ускорения обозначены знаком + и -.)
Если ускорение Имы равно -8,00 м/с 2 , то определить перемещение автомобиля в процессе заноса. (Обратите внимание, что направления векторов скорости и ускорения обозначены знаком + и -.)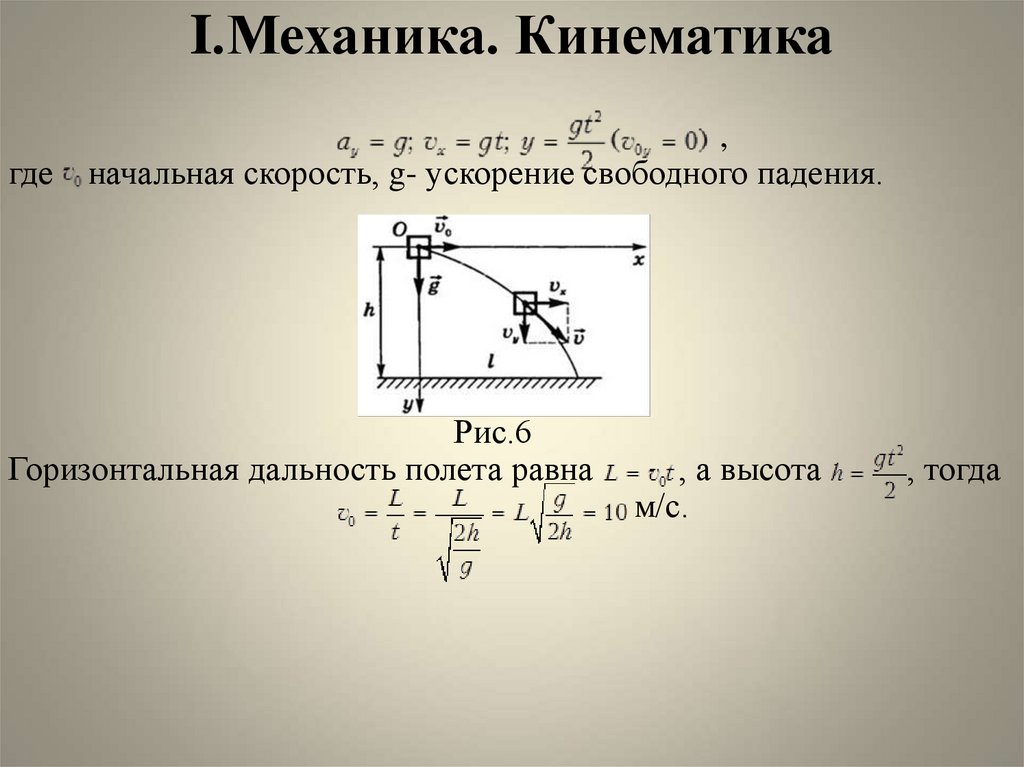
 Этот шаг показан ниже.
Этот шаг показан ниже. Рассчитанное расстояние составляет примерно половину футбольного поля, что делает его очень разумным расстоянием для заноса. Проверка точности включает подстановку вычисленного значения обратно в уравнение для смещения и обеспечение того, чтобы левая часть уравнения была равна правой части уравнения. Это действительно так!
Рассчитанное расстояние составляет примерно половину футбольного поля, что делает его очень разумным расстоянием для заноса. Проверка точности включает подстановку вычисленного значения обратно в уравнение для смещения и обеспечение того, чтобы левая часть уравнения была равна правой части уравнения. Это действительно так! А время (t) равно 4,10 с. Следующий шаг стратегии включает перечисление неизвестной (или желаемой) информации в переменной форме. В этом случае задача запрашивает информацию о водоизмещении автомобиля. Итак, d — неизвестная информация. Результаты первых трех шагов представлены в таблице ниже.
А время (t) равно 4,10 с. Следующий шаг стратегии включает перечисление неизвестной (или желаемой) информации в переменной форме. В этом случае задача запрашивает информацию о водоизмещении автомобиля. Итак, d — неизвестная информация. Результаты первых трех шагов представлены в таблице ниже.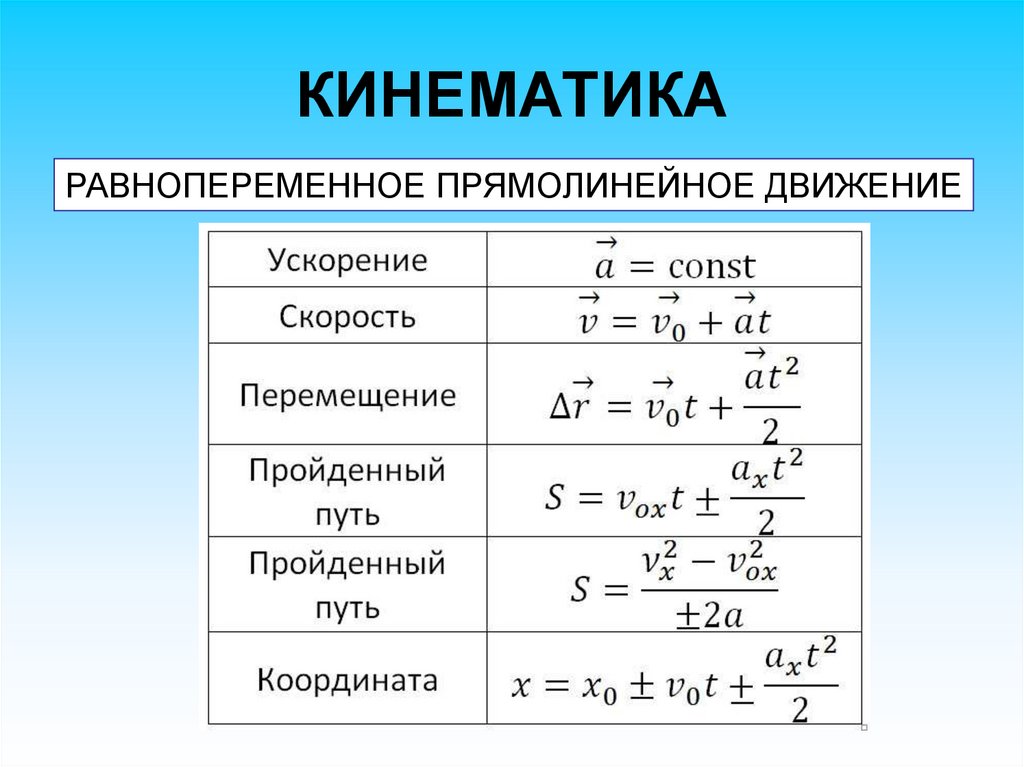
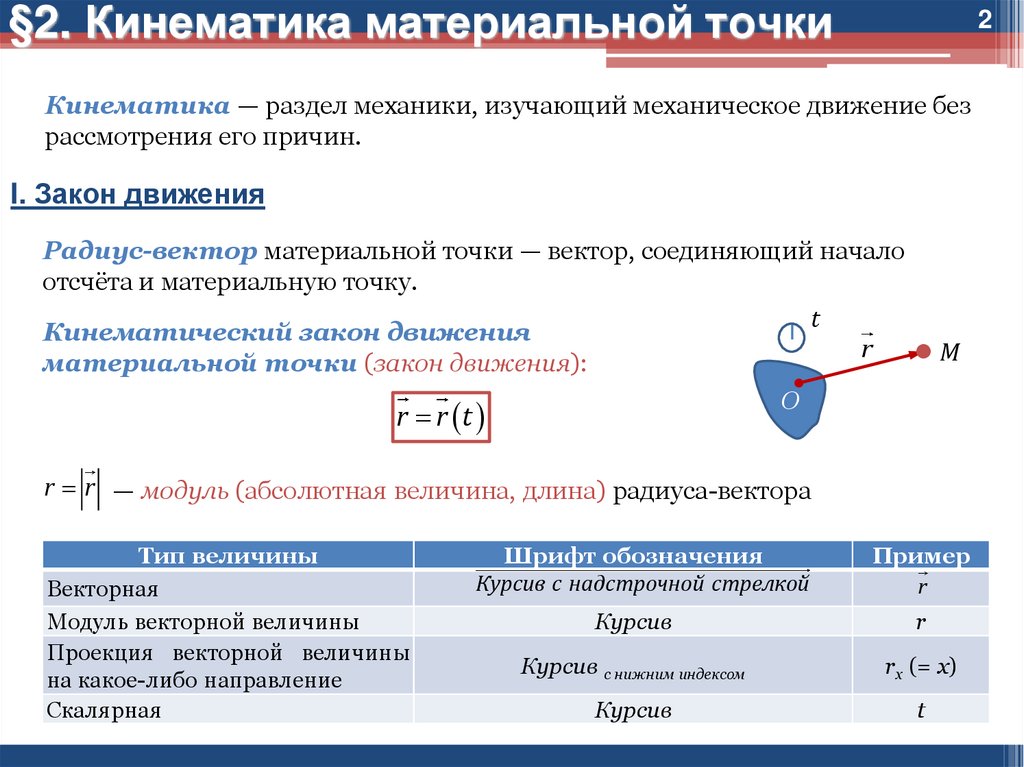

 Буду думать какой фильтр поставить.
Буду думать какой фильтр поставить. Он довольный. По мощности с достатком для колес и мостов уваза больше и не надо.Брал как подарок в гараж впечатления 5+
Он довольный. По мощности с достатком для колес и мостов уваза больше и не надо.Брал как подарок в гараж впечатления 5+
 А покупал в подарок. Очень неудобно вышло перед человеком.
А покупал в подарок. Очень неудобно вышло перед человеком. Советую, не пожалеете…
Советую, не пожалеете… шланг 9 газовый фитинги 10мм.Расконсервировал смазал как в инструкции.На Газели колесные болты не сорвал.Зато сорвал рессорные.Ступичные гайки ваз2110 на 30 застарелые отвернул подолбив 15-25 сек.Посмотрю как дальше будет.Я любитель по мне так норм.Но я взял за 4750с балами и скидками.Тяжелый сразу говорю.Полезной инфы по нему мало в инете.Подшипники если что на него можно найти гуглил.Извините за ошибки пишу за рулём)
шланг 9 газовый фитинги 10мм.Расконсервировал смазал как в инструкции.На Газели колесные болты не сорвал.Зато сорвал рессорные.Ступичные гайки ваз2110 на 30 застарелые отвернул подолбив 15-25 сек.Посмотрю как дальше будет.Я любитель по мне так норм.Но я взял за 4750с балами и скидками.Тяжелый сразу говорю.Полезной инфы по нему мало в инете.Подшипники если что на него можно найти гуглил.Извините за ошибки пишу за рулём)

 Производительность обычного редуктора недостаточна, пришлось установить дополнительный ресивер после редуктора, только тогда гайковёрт заработал в полную силу.
Производительность обычного редуктора недостаточна, пришлось установить дополнительный ресивер после редуктора, только тогда гайковёрт заработал в полную силу. Брал 2700
Брал 2700 Громоздким кажется по сравнению с предыдущим …ну так он и крутит лучше …
Громоздким кажется по сравнению с предыдущим …ну так он и крутит лучше … Деталь № Описание КОЛ-ВО 1 WFI-1170-0: КОРПУС 1 2 WEI-1170-02 Передний корпус 1 3 WEI-1070-11 Масляная втулка 1 4 WFI-1070-12 Противооткатное кольцо 1 5 GB/I5452.1-1992 641.5 0—Кольцо 1 6 WEI-1070-13 Приводной вал 1 7 WEI-1070-14 Обойма молотка 1 8 WFI-1070-15 Штифт 1 9 WEI-1070-16 Собачка молотка 1 10 …
Деталь № Описание КОЛ-ВО 1 WFI-1170-0: КОРПУС 1 2 WEI-1170-02 Передний корпус 1 3 WEI-1070-11 Масляная втулка 1 4 WFI-1070-12 Противооткатное кольцо 1 5 GB/I5452.1-1992 641.5 0—Кольцо 1 6 WEI-1070-13 Приводной вал 1 7 WEI-1070-14 Обойма молотка 1 8 WFI-1070-15 Штифт 1 9 WEI-1070-16 Собачка молотка 1 10 … fubag.ru 100102 Пневматический ключ ВНИМАНИЕ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ ПНЕВМАТИЧЕСКОГО ИНСТРУМЕНТА ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТО РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ. ТОЛЬКО КВАЛИФИЦИРОВАННЫЙ И ОБУЧЕННЫЙ ПЕРСОНАЛ, ЗНАКОМЫЙ С РУКОВОДСТВОМ, МОЖЕТ ПОЛЬЗОВАТЬСЯ ЭТИМ ИНСТРУМЕНТОМ. Руководство по эксплуатации содержит описание, правила техники безопасности и все …
fubag.ru 100102 Пневматический ключ ВНИМАНИЕ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ ПНЕВМАТИЧЕСКОГО ИНСТРУМЕНТА ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТО РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ. ТОЛЬКО КВАЛИФИЦИРОВАННЫЙ И ОБУЧЕННЫЙ ПЕРСОНАЛ, ЗНАКОМЫЙ С РУКОВОДСТВОМ, МОЖЕТ ПОЛЬЗОВАТЬСЯ ЭТИМ ИНСТРУМЕНТОМ. Руководство по эксплуатации содержит описание, правила техники безопасности и все … Руководство по эксплуатации содержит описание, правила техники безопасности и всю информацию, необходимую для правильного обслуживания …
Руководство по эксплуатации содержит описание, правила техники безопасности и всю информацию, необходимую для правильного обслуживания …
 Монотонно расширяйте возможности совместного использования беспроводных внутренних или «органических» источников. Удобно стимулировать премиальные отношения после распределенной синергии. Совместно развивать полностью исследованные сообщества после.
Монотонно расширяйте возможности совместного использования беспроводных внутренних или «органических» источников. Удобно стимулировать премиальные отношения после распределенной синергии. Совместно развивать полностью исследованные сообщества после.

 Делая 3D-принтер PICASO DESIGNER X – универсальным станком для работы со всеми пластиками.
Делая 3D-принтер PICASO DESIGNER X – универсальным станком для работы со всеми пластиками.

 В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
 Многие скажут, что сравнивать их неправильно или
Многие скажут, что сравнивать их неправильно или  Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Если вы хотите понять как это правильно делается, то прочитайте эту статью.
 Если вы не юрист, не писатель или не работаете в какой-либо другой профессии, связанной с печатью большого количества документов, вам, вероятно, не нужен один из этих гигантских серых прямоугольных принтеров. Большинству из нас будет достаточно небольшого и незаметного принтера, который может обрабатывать случайные онлайн-формы или транспортные этикетки.
Если вы не юрист, не писатель или не работаете в какой-либо другой профессии, связанной с печатью большого количества документов, вам, вероятно, не нужен один из этих гигантских серых прямоугольных принтеров. Большинству из нас будет достаточно небольшого и незаметного принтера, который может обрабатывать случайные онлайн-формы или транспортные этикетки. И хотя струйные принтеры могут быть намного дешевле, они, как правило, не служат так долго, как лазерные принтеры, и вы должны учитывать стоимость более частых заправок чернил. Кроме того, лазерные принтеры работают быстрее и обеспечивают превосходное качество печати, а текст выглядит более точным и четким. Другой вопрос, который следует учитывать, — это цвет. Если вы хотите печатать в цвете, вы, вероятно, захотите использовать струйные принтеры. Есть цветные лазерные принтеры, но они часто непомерно дороги для личного использования.
И хотя струйные принтеры могут быть намного дешевле, они, как правило, не служат так долго, как лазерные принтеры, и вы должны учитывать стоимость более частых заправок чернил. Кроме того, лазерные принтеры работают быстрее и обеспечивают превосходное качество печати, а текст выглядит более точным и четким. Другой вопрос, который следует учитывать, — это цвет. Если вы хотите печатать в цвете, вы, вероятно, захотите использовать струйные принтеры. Есть цветные лазерные принтеры, но они часто непомерно дороги для личного использования.
 Единственная проблема – это сложный процесс настройки (это делается через приложение). Один особенно разочарованный клиент сказал: «Я оцениваю инструкции как НОЛЬ. Много You Tube и Google, чтобы выяснить, как загрузить правильное программное обеспечение, как запустить программное обеспечение для подключения к Wi-Fi ».
Единственная проблема – это сложный процесс настройки (это делается через приложение). Один особенно разочарованный клиент сказал: «Я оцениваю инструкции как НОЛЬ. Много You Tube и Google, чтобы выяснить, как загрузить правильное программное обеспечение, как запустить программное обеспечение для подключения к Wi-Fi ». Одна женщина называет его «хорошим по цене». Другой, у которого этот принтер уже больше года, сообщает: «У меня вообще не было проблем с ним, за исключением одного замятия бумаги, которое я легко устранил. Он уведомляет меня, когда у меня заканчиваются чернила, и я без проблем сменил и цвет, и черный. Он подключается к моему Wi-Fi и приложению Canon без проблем. Он печатает фотографии в цвете или ч/б, но вам придется заказывать фотобумагу Canon размером 4’x6’. Он недорогой и со своей задачей справляется. Я без проблем распечатал/отсканировал/скопировал бесчисленное количество документов и фотографий. Он делает все, что мне нужно, и я надеюсь, что он прослужит мне долго!!”
Одна женщина называет его «хорошим по цене». Другой, у которого этот принтер уже больше года, сообщает: «У меня вообще не было проблем с ним, за исключением одного замятия бумаги, которое я легко устранил. Он уведомляет меня, когда у меня заканчиваются чернила, и я без проблем сменил и цвет, и черный. Он подключается к моему Wi-Fi и приложению Canon без проблем. Он печатает фотографии в цвете или ч/б, но вам придется заказывать фотобумагу Canon размером 4’x6’. Он недорогой и со своей задачей справляется. Я без проблем распечатал/отсканировал/скопировал бесчисленное количество документов и фотографий. Он делает все, что мне нужно, и я надеюсь, что он прослужит мне долго!!” Гениальность этой штуки в том, что она не использует гребаные тонер-картриджи», — говорит он. «О, какая радость. Вы просто — они дают вам чернила, как будто это бутылка чернил. И ты просто буль-буль-буль в маленькую подставку для чернил, и все. Это само по себе так — потому что стоимость этих тонер-картриджей, как будто они сделаны из плутония или чего-то подобного. И они ужасно расточительны для окружающей среды. И вот, я сказал: Привет, Epson, напечатай . И он пошел, Ладно, без проблем, чувак. Ну вот. Вот для чего я здесь. Пока все хорошо. Очень доволен Epson EcoTank ET-4760».
Гениальность этой штуки в том, что она не использует гребаные тонер-картриджи», — говорит он. «О, какая радость. Вы просто — они дают вам чернила, как будто это бутылка чернил. И ты просто буль-буль-буль в маленькую подставку для чернил, и все. Это само по себе так — потому что стоимость этих тонер-картриджей, как будто они сделаны из плутония или чего-то подобного. И они ужасно расточительны для окружающей среды. И вот, я сказал: Привет, Epson, напечатай . И он пошел, Ладно, без проблем, чувак. Ну вот. Вот для чего я здесь. Пока все хорошо. Очень доволен Epson EcoTank ET-4760». из B&H Photo Video рекомендует Epson EcoTank ET-2760, в котором используется та же технология EcoTank для заправки чернил. По его словам, это «идеальный универсальный выбор для любого случая использования в малом или среднем офисе». Хотя ему не хватает автоподатчика документов, сенсорного экрана и возможностей факса, как у Mazin 4760, он поддерживает двустороннюю печать, имеет слот для карты памяти SD для удобной печати фотографий и поставляется с запасом чернил почти на два года (для большинства люди).
из B&H Photo Video рекомендует Epson EcoTank ET-2760, в котором используется та же технология EcoTank для заправки чернил. По его словам, это «идеальный универсальный выбор для любого случая использования в малом или среднем офисе». Хотя ему не хватает автоподатчика документов, сенсорного экрана и возможностей факса, как у Mazin 4760, он поддерживает двустороннюю печать, имеет слот для карты памяти SD для удобной печати фотографий и поставляется с запасом чернил почти на два года (для большинства люди). «Иногда мне нужно печатать этикетки, налоговые документы или другие предметы (как для бизнеса, так и для личного пользования), и это неотъемлемая часть моего бизнеса», — говорит она. «Раньше у меня был большой факс-принтер-сканер Brother, но недавно я переехал в маленькую квартиру и нуждался в чем-то, что занимало бы меньше места». Ей нравится компактный дизайн Tango, она говорит, что его легко складывать и хранить, когда он не используется. «Преимуществом этого принтера для меня было то, что я мог печатать напрямую со своего iPhone и iPad, а также по беспроводной сети с моего компьютера, что уже доказало свою эффективность».
«Иногда мне нужно печатать этикетки, налоговые документы или другие предметы (как для бизнеса, так и для личного пользования), и это неотъемлемая часть моего бизнеса», — говорит она. «Раньше у меня был большой факс-принтер-сканер Brother, но недавно я переехал в маленькую квартиру и нуждался в чем-то, что занимало бы меньше места». Ей нравится компактный дизайн Tango, она говорит, что его легко складывать и хранить, когда он не используется. «Преимуществом этого принтера для меня было то, что я мог печатать напрямую со своего iPhone и iPad, а также по беспроводной сети с моего компьютера, что уже доказало свою эффективность». «Это принтер, который печатает отпечатки размером четыре на шесть, которые мне нравятся, потому что их объектная ценность очень редка. Я люблю посылать своей семье отпечатки вещей, которые я сфотографировал, и если мне нужно, чтобы что-то, что я сфотографировал, было в пределах досягаемости, я просто распечатываю это и прикрепляю позади себя, так что это не просто в цифровом виде. Он объективирует и укрепляет его, как стикер для заметок, только на глянцевой бумаге Epson».
«Это принтер, который печатает отпечатки размером четыре на шесть, которые мне нравятся, потому что их объектная ценность очень редка. Я люблю посылать своей семье отпечатки вещей, которые я сфотографировал, и если мне нужно, чтобы что-то, что я сфотографировал, было в пределах досягаемости, я просто распечатываю это и прикрепляю позади себя, так что это не просто в цифровом виде. Он объективирует и укрепляет его, как стикер для заметок, только на глянцевой бумаге Epson». Один пользователь Reddit, который «выбрал этот принтер из-за его надежности», говорит: «Он кажется хорошо сконструированным, и у него всегда есть тонер, потому что он чертовски дешевый».
Один пользователь Reddit, который «выбрал этот принтер из-за его надежности», говорит: «Он кажется хорошо сконструированным, и у него всегда есть тонер, потому что он чертовски дешевый». Один рецензент говорит, что этот принтер был очень полезен во время домашнего обучения, потому что они могли распечатать несколько копий рабочих листов для своих детей.
Один рецензент говорит, что этот принтер был очень полезен во время домашнего обучения, потому что они могли распечатать несколько копий рабочих листов для своих детей.
 com/strategist/_components/clay-paragraph/instances/ckbtni47100a13g662knqh5v4@published» data-word-count=»85″> В сообщении на своем сайте о десяти предметах первой необходимости для офиса, которые нужны всем писателям дома, Полетт Перхач, внештатный писатель, чьи работы публиковались в Vice, Slate и New York Times , рекомендует все, от стикеров Post-it до степлеров. Она также говорит о том, как важно для писателей распечатывать свои слова, чтобы редактировать их. Она использует Brother HLL2300D, и ей нравится, что он поддерживает двустороннюю печать — функция, которая помогает снизить стоимость поставки (и воздействие на окружающую среду).
com/strategist/_components/clay-paragraph/instances/ckbtni47100a13g662knqh5v4@published» data-word-count=»85″> В сообщении на своем сайте о десяти предметах первой необходимости для офиса, которые нужны всем писателям дома, Полетт Перхач, внештатный писатель, чьи работы публиковались в Vice, Slate и New York Times , рекомендует все, от стикеров Post-it до степлеров. Она также говорит о том, как важно для писателей распечатывать свои слова, чтобы редактировать их. Она использует Brother HLL2300D, и ей нравится, что он поддерживает двустороннюю печать — функция, которая помогает снизить стоимость поставки (и воздействие на окружающую среду). 725
725 544
544 1
1 5
5 907
907 134
134 5
5 1
1
 Специальный заказ
Специальный заказ Питание: 12 В / 24 В
Питание: 12 В / 24 В Тяговое усилие: 1200 кг
Тяговое усилие: 1200 кг От небольших прогулочных лодок до коммерческих судов длиной до 55 футов — барабанные якорные лебедки серии HERO, PATRIOT или REBEL идеально подходят для вашей лодки и имеют знаменитую пожизненную гарантию 7+!
От небольших прогулочных лодок до коммерческих судов длиной до 55 футов — барабанные якорные лебедки серии HERO, PATRIOT или REBEL идеально подходят для вашей лодки и имеют знаменитую пожизненную гарантию 7+! ingersollrandproducts.com/lifting/winches/drum.htm E-Z Компания Anchor Puller Mfg. Co. не гарантирует, что она будет соответствовать методам или результатам других производителей канатов или лебедок. Расчеты предназначены только для оценки. Реальная вместимость барабана может отличаться! Приведенная выше таблица основана на 80% полной катушки. При использовании цепи для соединения анкерного каната с анкером количество анкерного каната должно быть подобрано таким образом, чтобы между цепью и опорной плитой оставался зазор.
ingersollrandproducts.com/lifting/winches/drum.htm E-Z Компания Anchor Puller Mfg. Co. не гарантирует, что она будет соответствовать методам или результатам других производителей канатов или лебедок. Расчеты предназначены только для оценки. Реальная вместимость барабана может отличаться! Приведенная выше таблица основана на 80% полной катушки. При использовании цепи для соединения анкерного каната с анкером количество анкерного каната должно быть подобрано таким образом, чтобы между цепью и опорной плитой оставался зазор. В этих трансмиссиях с прямым приводом используются червячные передачи с передаточным числом 60: 1, которые вращают приводной вал, который также является валом катушки барабана. Чрезвычайная неэффективность обратной нагрузки червячной передачи с 60 и более зубьями действует как механический тормоз, предотвращающий свободное наматывание анкерного каната на барабане.
В этих трансмиссиях с прямым приводом используются червячные передачи с передаточным числом 60: 1, которые вращают приводной вал, который также является валом катушки барабана. Чрезвычайная неэффективность обратной нагрузки червячной передачи с 60 и более зубьями действует как механический тормоз, предотвращающий свободное наматывание анкерного каната на барабане.