Напайки на резцы: Токарная оснастка напайки купить, цена в интернет-магазине Вираж
Напайка твердосплавных пластин. | МеханикИнфо
Напайки твердосплавные. Напайка твердосплавных пластин.
Оцените запись
Содержание
- 3-й ЭТАП — НАПАЙКА ПЛАСТИНОК.
- ПРИПОИ.
- ФЛЮС.
- КОМПЕНСАЦИОННЫЕ ПРОКЛАДКИ.
- СПОСОБЫ ПАПАЙКИ.
- НАПАЙКА В ПЛАМЕННЫХ, ГАЗОВЫХ ИЛИ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ.
- НАПАЙКА КОНТАКТНЫМ СПОСОБОМ НА ЭЛЕКТРОСВАРОЧНЫХ АППАРАТАХ.
- ГАЗОВАЯ НАПАЙКА
3-й ЭТАП — НАПАЙКА ПЛАСТИНОК.
Этот этап является наиболее ответственным, так как при неправильном его проведении, во время работы резца, пластинки твердого сплава могут отскакивать или ломаться, вследствие образовавшихся при напайке трещин.
ПРИПОИ.
Припои, применяемые для напайки пластинок твердого сплава, должны иметь температуру плавления на ~ 300° выше температуры, возникающей в процессе резания, сохранять прочность и пластичность при температуре резания, обладать хорошей жыдкотекучестью и обеспечивать быстрый отвод тепла от пластинки твердого сплава к стержню резца.
Рекомендуется применять следующие припои:
| Наименование припоя | Состав | Температура плавления | Область применения |
| Медно-никелевый (мельхиоровый) | Медь — 68.7% Никель — 27,5% Алюминий — 0,8% Цинк — 3,0% | 1170° | Для работ с большими нагрузками и нагревом режущей части инструмента до 900° |
| Электролитическая медь | Медь — 99.9% Примеси — 0,1% | 1083° | Для работ с большими нагрузками и нагревом режущей части инструмента до 700° |
| Латунно-никелевый | Медь — 68,0% Цинк — 27,0% Никель — 5,0% | 1000° | |
| Латунь Л—62 | Медь — 62.0% Цинк — 38,0% | 900° | Для работ со средними нагрузками и нагревом режущей части инструмента до 600° |
| Серебрянный ПСР-45 (ОСТ—2982) | Серебро — 10% Медь — 53% Цинк — 37% | 720° | Для припайки пластинок из высокотитановых твердых сплавов марок Т30К4 |
ФЛЮС.
Чтобы обеспечить хорошую смачиваемость и растекание припоя по поверхностям спаиваемых деталей, для удаления окислов и предохранения от окисления, применяют флюс.
В качестве флюса рекомендуется бура, которую нужно предварительно расплавить, истолочь и просеять через мелкое сито. Хранить буру нужно в закрытых сосудах, предохраняющих ее от влаги и загрязнения.
Бура применяется либо в виде порошка, либо в виде пасты, состоящей из трех весовых частей буры и двух частей вазелина.
Латунные припои паяют с флюсом, который состоит на половину из борной кислоты и на половину из буры. Температура плавления таких флюсов 750 ºС.
При напайке серебряными припоями следует применять флюс, состоящий из 43% фтористого кальция и 57% борной кислоты.
КОМПЕНСАЦИОННЫЕ ПРОКЛАДКИ.
Компенсационные прокладки необходимы для уменьшения термических напряжений. Они возникают при напайке твердосплавных пластинок, различной толщины и размеров, на стержни резцов. Прокладки больших размеров применяют из низкоуглеродистых сортов стали или пермалоя (железо-никелевый сплав). Большим спросом пользуются прокладки при напайке наиболее хрупких высокотитановых твердых сплавов.
Прокладки больших размеров применяют из низкоуглеродистых сортов стали или пермалоя (железо-никелевый сплав). Большим спросом пользуются прокладки при напайке наиболее хрупких высокотитановых твердых сплавов.
Прокладки имеют вид тонкой сеточки или фольги, толщина которых составляет от 0,2 до 0,5 мм. На них имеются отверстия с диаметрами от 1 до 2 мм, расположенные в шахматном порядке.
Компенсационные прокладки имеют несколько достоинств:
Повышают прочность напайки;
Разгружают место спая от напряжений (возникающие при остывании резца).
СПОСОБЫ ПАПАЙКИ.
Нагрев стержня и пластинки и расплавление припоя могут осуществляться следующими способами:
а) в пламенных, газовых или электрических муфельных печах;
б) токами высокой частоты;
в) контактным способом, на стыковых сварочных аппаратах;
г) пламенем ацетилено-кислородной горелки.
Для уменьшения напряжений, возникающих в твердом сплаве при охлаждении после напайки, рекомендуется напаивать высокотитановые сплавы Т60К6 и Т30К4, особенно склонные к трещинообразованию, только по одной опорной плоскости; боковые поверхности пластинки предохраняются от припаивания применением прокладок из слюды или графита.
Напайки твердосплавные. Напайка твердосплавных пластин.
НАПАЙКА В ПЛАМЕННЫХ, ГАЗОВЫХ ИЛИ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ.
Предварительный нагрев стержня.
Головку резца медленно нагревают до температуры плавления буры ~ 800°С.
Подготовка резца к напайке.
Нагретое гнездо посыпают бурой, затем резец вынимают из печи и металлической щеткой очищают образовавшийся жидкий слой шлака на гнезде.
Затем гнездо вновь посыпают бурой, после чего в него устанавливают пластинку твердого сплава, сверху кладут соответствующее количество припоя и вновь посыпают бурой, так, чтобы бура покрыла сплошным слоем припой и всю пластинку.
Эту операцию нужно производить быстро, чтобы стержень не успел охладиться.
Расплавление припоя.
Головку подготовленного к напайке резца помещают в окно печи с температурой 1200° и выдерживают до расплавления припоя.
Прижим пластинки.
Как только припой расплавится и затечет под пластинку, резец быстро вынимают из печи, кладут на подставку, остроконечным стержнем поправляют пластинку в гнезде и плотно прижимают её к опорным поверхностям гнезда. Прижим длится несколько секунд, до затвердения припоя.
Охлаждение резца.
Во избежание резкого охлаждения, ведущего к появлению трещин в пластинке твердого сплава, резец помещают в ящик с крупкой древесного угля или с сухим подогретым песком, где резец медленно остывает.
Значительно лучше резцы, сейчас же после напайки, помещать в камерную печь, нагретую до температуры 250°. Резцы выдерживаются в печи в течение 5—6 часов, после чего охлаждаются вместе с печью.
Очистка резца.
После напайки резец очищают от окалины на пескоструйном аппарате.
НАПАЙКА КОНТАКТНЫМ СПОСОБОМ НА ЭЛЕКТРОСВАРОЧНЫХ АППАРАТАХ.
Контактная напайка производится на стыковых электросварочных аппаратах, которые оборудуются несложным приспособлением, состоящим из 2-х плоских контактных губок, набора торцевых контактов, блока с грузом и педальной кнопки к контактору аппарата. Контакт подводится на 2-3 мм ниже пластинки твердого сплава.
Контакт подводится на 2-3 мм ниже пластинки твердого сплава.
Операция напайки очень похожа на печную и заключается в следующем:
1.Стержень резца зажимается в контактных губках таким образом, чтобы обеспечить возможно большую поверхность соприкосновения торца резца с поверхностью торцевого контакта.
2.Торцевой контакт подводится и прижимается к стержню.
3.Гнездо для пластинки посыпают бурой, а затем путем периодического включения и выключения тока нагревают головку резца до температуры плавления буры (800°). После расплавления буры, металлической щеткой очищают гнездо от окислов и шлаков и опять посыпают бурой; сверху укладывают пластинку твердого сплава, поверх неё припой и сверху опять густо посыпают бурой.ПРАВИЛЬНО. Контакт не касается пластинки твердого сплава
НЕПРАВИЛЬНО. Контакт касается пластинки твердого сплава.
4.Включается ток для расплавления припоя, после чего ток выключается, а пластинка прижимается к гнезду остроконечным металлическим стержнем.
5.Резец освобождается от зажимов и помещается в ящик с крупкой древесного угля или с сухим подогретым песком для медленного остывания.
6.Остывающий резец очищается от окалины на пескоструйном аппарате.
ГАЗОВАЯ НАПАЙКА
При этом способе источником тепла является ацетилено-кислородная горелка. Следует отметить, что этот способ применяется лишь в
случае отсутствия других, описанных выше, источников тепла, либо когда необходимо напаять небольшое количество инструментов.
Пластинка из твердого сплава нагревается с помощью пламени, направленного на стержень резца. В пламени горелки должно присутствовать большое количество ацетилена.
Процесс напайки аналогичен описанному выше печному.
Напайка этим методом должна быть поручена сварщику с достаточным опытом работы.
При любом способе напайки, в результате её, припой в виде тонкой (до 0,1 мм) сплошной пленки должен соединять все поверхности соприкасания пластинки и гнезда.
Пластинка не должна быть смещена в гнезде.
ЧИТАЙТЕ ТАКЖЕ:
 ГОСТ.
ГОСТ.
Виды твердосплавных пластин — расшифровка маркировки, обозначений, классификация
Конструкция твердосплавных пластин и их применение
Сменная пластина из твердого сплава — инструмент, который напаивается на резец для проведения механической обработки заготовок. Такие пластины имеют разную геометрию, размеры и производятся из различных материалов. Изделия используются для работы на токарных, фрезерных и сверлильных станках с ЧПУ.
Пластины твердосплавные сменные необходимы:
- для обработки поверхностей заготовок;
- нарезки внутренних и наружных резьб;
- расточки внутренних поверхностей;
- развертки;
- раскроя стекла и цветных металлов;
- выборки канавок, выемок и пазов.
Резец со сменными пластинами
Использование сменных твердосплавных пластин для резцов повышает производительность оборудования, увеличивает скорость проведения операций, гарантирует предсказуемость и высокую точность результата. Резцы со сменными пластинами допускается использовать на высокой скорости, обрабатывать ими твердые материалы и не тратить время на замену режущей части и подточку кромок.
Резцы со сменными пластинами допускается использовать на высокой скорости, обрабатывать ими твердые материалы и не тратить время на замену режущей части и подточку кромок.
Подробнее о производстве твердосплавных пластин вы можете узнать в этой статье.
Преимущества применения твердосплавных пластин для резцов
Пластины для расточных или отрезных резцов могут быть выполнены из различных марок твердых сплавов, что очень удобно, так как это позволяет иметь целый набор режущих элементов для обработки заготовок из разных материалов.
Использование сменных пластин для режущего инструмента – это еще и экономически выгодное решение, так как в случае поломки или износа нет необходимости заменять весь резец новым инструментом: надо поменять только его режущую часть. Целесообразно использовать инструмент со сменными твердосплавными пластинами и в том случае, если стоит задача автоматизации технологических процессов, что особенно актуально в условиях мелко- и среднесерийного производства, где номенклатура выпускаемых изделий может меняться достаточно часто.
Резцы со сменными пластинами
Среди преимуществ, которыми обладают твердосплавные пластины, устанавливаемые на токарные резцы, следует выделить следующие.
- По сравнению с резцами цельного типа, пластины отличаются невысокой стоимостью.
- Замена твердосплавного режущего элемента не занимает много времени.
- О высокой надежности пластин из твердых сплавов можно говорить даже в условиях интенсивной эксплуатации.
- При необходимости такие сменные режущие элементы можно переналаживать.
- Все современные модели сменных режущих элементов для токарных резцов унифицированы, что дает возможность легко подобрать оптимальный вариант для определенного типа обработки и марки металла заготовки.
Благодаря применению сменных твердосплавных пластин с механическим креплением значительно увеличивается срок службы державки токарного резца, отпадает необходимость в осуществлении таких вспомогательных операций, как заточка режущей части и ее пайка. Что важно, при использовании такого режущего инструмента снижение температуры и силы резания может составить 40%. Благодаря характеристикам твердых сплавов, которые используются для изготовления пластин, с помощью последних можно выполнять обработку металла, изменяя режимы резания.
Что важно, при использовании такого режущего инструмента снижение температуры и силы резания может составить 40%. Благодаря характеристикам твердых сплавов, которые используются для изготовления пластин, с помощью последних можно выполнять обработку металла, изменяя режимы резания.
Некоторые виды форм твердосплавных пластин для резцов
Современной промышленностью выпускаются различные типы сменных пластин, изготовленных из твердосплавных материалов. Требования к параметрам каждого из этих типов оговорены в соответствующих государственных стандартах.
- ГОСТ 19086-80 определяет характеристики пластин режущего, опорного типов и стружколомов.
- ГОСТ 19042-80 оговаривает требования к классификации, форме и системе обозначений сменных пластин из твердосплавных материалов.
- ГОСТ 25395-90 распространяется на твердосплавные пластины типов 01, 02, 61, 62, которые фиксируются на державке токарного резца при помощи напайки. Требования этого нормативного документа распространяются на элементы, которые соединяются при помощи напайки с резцами расточного, проходного и револьверного типов.

Ознакомиться с ГОСТ 19086-80 «Пластины сменные многогранные твердосплавные» можно ниже:
Плюсы и минусы сменных пластин по металлу
Твердосплавные пластины для токарных резцов имеют больше преимуществ, чем недостатков.
- Прочность. Для изготовления пластин используют карбид вольфрама, кобальт, титан. Эти материалы гарантируют высокую стойкость инструмента на износ и стабильность при перепадах температур.
- Экономия. Если износилась напайка цельного резца, державку обычно тоже выбрасывают. У резцов с механическим креплением твердосплавных пластин достаточно только повернуть кромку, а когда износились все кромки — заменить пластину. Сам резец служит гораздо дольше сменной пластины, при аккуратном использовании его практически невозможно сломать.
- Универсальность. Достаточно одного резца и набора сменных пластин, покупать несколько инструментов разных размеров и геометрии нет необходимости.
- Стандартизированные размеры и формы.
 Пластины твердосплавные изготавливаются по ГОСТу и имеют стандартные размеры и формы, что особенно важно при работе на станках с ЧПУ.
Пластины твердосплавные изготавливаются по ГОСТу и имеют стандартные размеры и формы, что особенно важно при работе на станках с ЧПУ. - Быстрая замена затупившейся режущей части. На замену изношенной пластины уходит минимум времени, оборудование не простаивает, как это бывает при переточке и подгонке напайных элементов.
- Простое использование. В обозначениях токарных сменных твердосплавных пластин легко разобраться. Маркировка поможет понять, для какого резца предназначена оснастка, какие материалы ей можно обрабатывать и на какие обороты выставлять станок.
Минус у сменных пластин один — дороговизна, которой есть объяснение: изделия изготавливаются из высокопрочных сплавов и отличаются продолжительным сроком службы, поэтому не могут стоить дешево.
Классификация токарных резцов по металлу: твёрдосплавные, со сменными пластинами, легированные
Обработка металлов на токарном станке заключается в придании детали нужной формы методом снятия лишнего материала с заготовки. Операция выполняется резцами различных видов, приспособленных под определенную процедуру. Больше всего существует видов токарных резцов. Далее вы узнаете, какие они бывают и чем отличаются.
Операция выполняется резцами различных видов, приспособленных под определенную процедуру. Больше всего существует видов токарных резцов. Далее вы узнаете, какие они бывают и чем отличаются.
Конструкция токарного резца
конструкция токарного резца
Условно можно разделить любой резец по металлу на два элемента: головку и державку. Головка — это исполнительная часть, которая состоит из нескольких плоскостей и режущих кромок, заправленных под определенными углами. В зависимости от характера обработки материала подбирается и угол заточки.
Державка необходима для фиксации резца в держателе токарного станка. В срезе державка представляет собой прямоугольник или квадрат. Существует несколько стандартных размеров сечений каждой формы.
Различают следующие конструкции токарных резцов:
- прямые — державка и рабочая головка располагаются на одной или параллельных осях;
- изогнутые — державка согнута, если смотреть на нее сбоку;
- отогнутые — рабочая головка инструмента изогнута по отношению к державке, если смотреть на нее сверху;
- оттянутые — ширина головки меньше, чем державки.
 Головка может находиться на одной оси с державкой или быть смещенной относительно нее.
Головка может находиться на одной оси с державкой или быть смещенной относительно нее.
Классификация токарных резцов
Согласно общепринятой классификации ГОСТ все токарные резцы по металлу делятся на следующие категории:
- с режущей кромкой из легированной стали — весь инструмент выполнен из единого куска металла. Они могут изготавливаться и из инструментальных типов сталей. На сегодняшний день используются редко;
- с твёрдосплавными напайками — рабочая твёрдосплавная кромка-пластина приварена к основе — головке. Это наиболее распространенный тип инструмента;
- с фиксацией твёрдосплавных пластин механическим способом — режущая пластина фиксируется на головке с помощью винтов, прижимов. Сменные твёрдосплавные пластины изготавливают из металлических и металлокерамических материалов. Это самая редкая категория.
Существует классификация и по направлению подающего движения:
- левые — подаются слева: если взять его в левую руку, основная рабочая кромка располагается под большим пальцем;
- правые — подаются к станку справа: если взять в правую руку, основная рабочая кромка будет под большим пальцем, более распространены на практике.
.jpg)
Классификация твердосплавных пластин
Твердосплавные пластины для токарных резцов классифицируются по ряду параметров.
- Тип инструмента. Токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными. Для каждого инструмента требуются пластины разного профиля.
- Материал. Свойства твердосплавных пластин для токарной обработки зависят от того, в каком количестве в сплаве присутствует титан, вольфрам и другие компоненты. Изготавливают сменные пластины и из керамики. Такая оснастка подходит для обработки жаропрочных сплавов и непрерывной чистовой и получистовой обработки металлических заготовок.
- Размер. Твердосплавные пластины выбирают под размер обрабатываемых заготовок.
- Величина заднего угла. Этот параметр влияет на то, насколько чисто будет обработана заготовка. Чем больше задний угол, тем чище обработка. Пластины с большими задними углами применяют обычно для резания мягких металлов.
- Класс точности. Выпускаются токарные сменные твердосплавные пластины 5 классов точности.
 С их помощью обрабатывают изделия с разными допусками в зависимости от геометрических параметров заготовки.
С их помощью обрабатывают изделия с разными допусками в зависимости от геометрических параметров заготовки.
Преимущества использования токарных пластин
Пластины для отрезных либо расточных резцов производятся на основе разных марок твердых сплавов. Это весьма удобно, поскольку позволит вооружиться большим набором режущих элементов, которые будут обрабатывать заготовки из разных элементов.
А еще применение сменных токарных приспособлений для режущего инструмента можно уверенно назвать выгодным решением с экономической точки зрения, поскольку, если случится поломка или износ, не нужно будет менять весь резец целиком, только лишь его режущую часть. Лучше всего применять инструмент, оснащенный сменными твердосплавными пластинами, тогда, когда требуется автоматизировать технологические процессы. Это особенно важно при мелком и среднесерийном производстве разных изделий.
Твердосплавные изделия, которые ставят на токарные резцы, имеют ряд своих преимуществ:
- они стоят дешевле по сравнению с цельными резцами;
- заменить твердосплавный режущий элемент на новый можно очень быстро;
- пластины на основе твердых сплавов обладают высокой надежностью даже при интенсивной эксплуатации;
- если нужно, то подобные сменные режущие части можно переналаживать;
- все существующие модели данных режущих элементов для резцов унифицированы, поэтому можно без труда подобрать подходящий вариант для того или иного типа обработки, а также марки материала обрабатываемой заготовки.

А еще использование сменных твердосплавных пластин, оснащенных механическим креплением, можно значительно повысить срок эксплуатации державки токарного резца, а также не потребуется затачивать и паять режущую его часть. Кроме того, в условиях применения данного инструмента температура и сила резания может снизиться до 40 процентов. Твердые сплавы обладают такими свойствами, что их можно применять для производства пластин, а с их помощью можно обрабатывать металлы при условии изменения режимов резания.
В настоящее время выпускаются разные виды твердосплавных изделий. Требования к каждому типу прописаны в государственных стандартах. Они представлены ниже:
- ГОСТ 19086–80 — подразумевает характеристики опорных и режущих пластин, а также стружколомов;
- ГОСТ 19042–80 — прописывает требования к форме, классификации, а также к системе обозначений пластин сменного типа на основе твердосплавных материалов;
- ГОСТ 25395–90 — регулирует производство твердосплавных пластин нескольких типов, их фиксируют на державке резца посредством напайки.
 Это касается элементов, соединяющихся напайкой с резцами револьверного, проходного или расточного типа.
Это касается элементов, соединяющихся напайкой с резцами револьверного, проходного или расточного типа.
Маркировка твердосплавных пластин
Маркировка твердосплавной пластины информирует о материале изготовления, форме, величине заднего угла, длине режущей кромки и классе точности оснастки. Буквы и цифры в обозначении всегда расшифровывают слева направо.
Расшифровка маркировки твердосплавной пластины
Каждый символ в маркировке обозначает конкретный показатель. Первая буква дает информацию о форме твердосплавной пластины, вторая — о заднем угле, третья — о допусках по высоте, толщине и размеру вписанной окружности, четвертая — о наличии стружколома или отверстия.
Следом за буквами перечисляют цифры. Первыми двумя обозначают длину пластины, двумя следующими — толщину, двумя последними — радиус углы. Последние две буквы характеризуют тип стружколома или его отсутствие (в этом случае вместо двух букв пишут None). Последнее обозначение (две буквы и четыре цифры) говорят о сплаве, из которого изготовлена токарная сменная твердосплавная пластина.
Перейдем к обозначениям.
Форма пластины
Может быть абсолютно разной, от ромбовидной с углом при вершине 35 градусов до круглой. Пластины разной геометрии придают обрабатываемой детали разные свойства.
- H — шестигранная 120°.
- O — восьмигранная 135°.
- P — пятигранная 108°.
- R — круглая.
- S — квадратная 90°.
- T — треугольная 60°.
- C — ромбовидная 80°.
- D — ромбовидная 55°.
- E — ромбовидная 75°.
- M — ромбовидная 86°.
- V — ромбовидная 35°.
- W — треугольная 80° с увеличенным углом при вершине.
- L — прямоугольная 90°.
- A — параллелограмм 85°.
- B — параллелограмм 82°.
- N/K — параллелограмм 55°.
Некоторые формы твердосплавных пластин по металлу
Задний угол пластины
Пластины режущие твердосплавные используют для снижения усилия, прилагаемого при наружной и внутренней обработке.
- A — 3°.
- B — 5°.
- C — 7°.

- D — 15°.
- E — 20°.
- F — 25°.
- G — 30°.
- N — 0°.
- P — 11°.
- O — специальный угол.
Класс точности
Подразумевает допуски на теоретический диаметр вписанной в пластины окружности, толщины и других параметров. Допуски важно учитывать для пластин до подготовки кромки и нанесения покрытия.
Конструктивные особенности пластины
Описывают форму пластины: наличие или отсутствие крепежных отверстий, наличие одной или двух рабочих сторон, наличие или отсутствие стружколомающей геометрии.
Размер, толщина, радиус
В маркировке твердосплавной пластины цифрами зашифрованы:
- первые две цифры — длина режущей кромки;
- вторые две цифры — толщина пластины;
- третья пара цифр — радиус скругления при вершине.
Дополнительные обозначения
Дополнительно указывают тип исполнения пластины (правое, левое, нейтральное) и параметры режущей кромки (острая, со скруглением, с фаской).
Стружколом
Маркировка стружколомов разнится от производителя к производителю. При выборе следует опираться на рекомендации из каталога.
Конструкция
Токарный резец составляют две конструктивные части: державка, с помощью которой инструмент садится в посадочный паз станка, режущая головка. Держатель выполнен в прямоугольной или квадратной форме, является главной частью приспособления.
Головка состоит из заточенной под необходимым углом кромки и нескольких плоскостей, является рабочей частью приспособления, в процессе обработки придает заготовке требуемую форму. Угол заточки влияет на то, как снимет резец металл с заготовки.
По конструкции резцы разделяются на несколько видов:
- прямые: державка, рабочая головка расположены на одной оси, или на двух параллельных;
- изогнутые: при рассмотрении сбоку видна изогнутая державка;
- отогнутые: рассматривая инструмент сверху, отчетливо виден изгиб рабочей части;
- оттянутые: ширина державки больше рабочей, оттянутой влево или вправо, головки. Оси обеих частей детали при этом совпадают или смещены.
Выбор режущей пластины при обработке различных металлов
Выбирать твердосплавную пластину для токарного резца требуется с учетом следующих факторов.
- Материал заготовки, которую необходимо обработать.
- Вид обработки — черновой съем, чистовой и финишный проход, получистовая обработка.
- Размеры, радиус и класс точности пластины. К примеру, для черновой обработки нужно брать пластину с большим радиусом и небольшим классом точности.
- Форма и марка пластины, подходящие под имеющийся резец.
- Ширина канавки и пластины (для отрезной и канавочной пластин).
- Профиль, тип резьбы, правое или левое исполнение, шаг резьбы (для пластин, предназначенных для нарезания резьбы).
Резец с механическим креплением
Важно!
Для резцов некоторых производителей подходят только оригинальные твердосплавные пластины. В частности это касается отрезных и фрезерных изделий, а также пластин для сверл. Оснастка для точения чаще всего универсальная и совместима с державками разных брендов.
Важные требования для успешной стоматологической пайки
В зуботехнической лаборатории пайка является необходимой частью работы. Благодаря широкому спектру применения пайка сохранила свою актуальность в стоматологических технологиях, несмотря на развитие современных процедур сварки и склеивания. Ежедневное количество процедур пайки в зуботехнической лаборатории по-прежнему намного превышает количество других методов соединения.
В этой статье вы можете найти полезную информацию о том, как добиться успешного результата пайки.
Что такое пайка?
Пайка является наиболее распространенным процессом соединения металлических компонентов, и принципы, лежащие в его основе, не изменятся в будущем. Припой — это расплавленный присадочный металл, который используется для соединения металлических деталей. Температура обработки присадочного металла ниже точки солидуса соединяемых сплавов. При пайке припой смачивает, но не плавит эти сплавы.
При производстве стоматологического оборудования часто используется пайка. Большие частичные протезы обычно изготавливаются из частей и спаиваются вместе после тщательной подгонки к мастер-модели.
Каковы шесть требований для стоматологической пайки?
Полное понимание материалов, используемых в процессе пайки, и их надлежащего применения являются важными составляющими осторожного подхода к пайке.
1. Совместимость с металлами
Припой, используемый в процессе пайки, должен иметь температуру обработки, соответствующую спаиваемым сплавам. Стоматологический припой должен быть устойчив к среде полости рта и иметь состав, сравнимый со сплавляемыми сплавами. Это означает, что для успешного паяного соединения требуется металлургическая совместимость и равные коэффициенты теплового расширения припоев и сплавов.
2. Очистите металлические поверхности
Контактные поверхности должны быть очищены от жира и окислов, что может быть достигнуто с помощью шлифовки или пескоструйной обработки.
3. Предварительно подогретые компоненты каркаса
Для достижения достаточной текучести и оптимального смачивания сплава соединяемые компоненты каркаса должны быть соответствующим образом нагреты. Температура в месте пайки должна быть выше температуры обработки припоя, но не выше температуры солидуса сплава.
4. Смачиваемость
Если припой обладает отличными смачивающими свойствами, он будет равномерно растекаться по сплаву, смачивать обе поверхности и заполнять зазор при пайке. Он образует капли, если припой имеет низкую смачиваемость. Припой не течет, и в этом сценарии не происходит диффузии; другими словами, соединения металлов в сплаве и припое не соединяются.
5. Флюс для растворения оксидов
Флюс растворяет соединения кислорода на поверхности сплава. Флюс поглощает оксиды в процессе растворения и предотвращает дальнейшее окисление.
6. Параллельные стенки зазора для пайки
При снятии давления припой вдавливается в зазор для пайки только в том случае, если стенки компонентов каркаса параллельны друг другу. Стенки должны быть облицованы шириной от 0,05 мм до не более 0,2 мм с равным расстоянием между ними.
Если вы ищете
Надежная зуботехническая лаборатория Vitality Technologies — это зуботехническая лаборатория с полным спектром услуг, обслуживающая стоматологические кабинеты по всей стране. Мы специализируемся на имплантации зубов, несъемном протезировании, высококачественных съемных протезах и многом другом.
Запишитесь на бесплатную онлайн-консультацию, чтобы узнать больше о наших услугах и ценах.
Почему пайка по-прежнему важна в стоматологической технике
Как часто вы паяете? Вы когда-нибудь задавались вопросом, насколько важна пайка в общем контексте работы зуботехнической лаборатории и какие требования необходимы для достижения успешного результата пайки? Если да, то вы можете найти эту справочную информацию полезной. Отправляйтесь с нами в путешествие по прошлому, настоящему и будущему (стоматологической) техники пайки!
Пайка: незаменима в зуботехнической лаборатории
«Пайка» как метод соединения является важным аспектом повседневной работы в зуботехнической лаборатории. В стоматологической технике пайка используется уже более ста лет, однако метод пайки известен гораздо дольше. Пайка практиковалась еще в древности. Методы пайки тех дней включали медную руду и помогали ювелирам создавать сложные ювелирные изделия.
Пайка является наиболее распространенным методом соединения металлических материалов, и принципы, на которых основан этот метод, не изменятся в будущем.
Несмотря на современные методы сварки и склеивания, пайка не утратила своего значения в стоматологической технике из-за ее универсального применения. В зуботехнической лаборатории ежедневное количество процессов пайки по-прежнему явно превышает количество других методов соединения.
Что такое пайка?
Пайка — это процесс соединения металлических деталей с использованием расплавленного присадочного металла, известного как припой. Температура обработки присадочного металла ниже точки солидуса соединяемых сплавов. Припой смачивает эти сплавы, но не плавит их во время пайки.
В процессе пайки жидкий припой и твердо-горячие сплавы подвергаются процессу взаимной диффузии. Прочность соединения (= качество диффузионной структуры) и устойчивость к коррозии являются решающими факторами для долгосрочного успеха паяного соединения.
Припои: необходима устойчивость к среде полости рта!
В стоматологической технике используются только твердые припои, так как очень важна устойчивость к среде полости рта. В дополнение к предварительным припоям (основным припоям) доступны специально разработанные постприпои (вторичные припои), имеющие более низкие температуры обработки.
Припои подразделяются на тугоплавкие припои с диапазоном плавления от 950 до 1200 °C и низкоплавкие припои с диапазоном плавления прибл. 700 и 900 °С. Различные диапазоны плавления подходят для разных целей. Важно, чтобы припои и сплавы были совместимы друг с другом. Для получения надежного паяного соединения требуется высокая степень осторожности. Понимание материалов, используемых в процессе пайки, и знание того, как их правильно применять, являются частью тщательного подхода к пайке.
Ниже приведены наиболее важные требования для успешной стоматологической пайки:
1) Совместимость металлов
Припои, выбранные для процесса пайки, должны иметь температуру обработки, подходящую для спаиваемых сплавов. Стоматологические припои должны быть устойчивы к среде полости рта, а их состав должен быть аналогичен составу припаиваемых сплавов. Это означает, что (металлургическая) совместимость и близкие коэффициенты теплового расширения припоев и сплавов являются предпосылками для получения надежного паяного соединения.
2) Эффективная смачиваемость
Способность припоя эффективно смачивать сплав является еще одним требованием для успешного процесса пайки. Если припой обладает идеальными смачивающими свойствами, он равномерно распределяется по сплаву, смачивает обе поверхности и заполняет паяный зазор. Если припой имеет плохую смачиваемость, он образует капли. При этом припой не течет и не происходит диффузии; или, другими словами, соединения металлов, содержащиеся в сплаве и припое, не смешиваются. Идеальная диффузионная структура образуется, если разница между температурой обработки припоя и точкой солидуса сплава минимальна.
3) Чистые металлические поверхности
Чистота поверхностей припоя является основным требованием для адекватного смачивания. Контактные поверхности должны быть очищены от жира и окислов. Для подготовки контактных поверхностей для пайки можно использовать шлифовку и/или пескоструйную обработку.
4) Флюс, растворяющий оксиды
Рекомендуется использовать флюс для предотвращения образования оксидов. Флюс растворяет соединения кислорода на поверхности сплава. В процессе растворения флюс поглощает оксиды и предотвращает дальнейшее окисление. Процесс пайки следует завершить сразу после нанесения, так как растворимость оксидов, захваченных во флюсе, ограничена.

 на площадке НИТУ МИСиС прошла XVI Международная научно-практическая конференциия на тему: «(Ре)конструкция научных практик прошлого и настоящего»
на площадке НИТУ МИСиС прошла XVI Международная научно-практическая конференциия на тему: «(Ре)конструкция научных практик прошлого и настоящего» TOS
TOS Каковы были основные события в этой сфере в текущем году, что будет с производством и локализацией кассетных подшипников и ждать ли роста выпуска парка инновационных вагонов, а также как цифровые технологии могут помочь участникам рынка бороться с контрафактом и сэкономить время, обсуждали на деловом семинаре «Ремонт, эксплуатация и техническое обслуживание вагонов», организованном журналом «РЖД-Партнер». По итогам мероприятия подготовлен специальный проект, с которым вы можете ознакомиться по ссылке.
Каковы были основные события в этой сфере в текущем году, что будет с производством и локализацией кассетных подшипников и ждать ли роста выпуска парка инновационных вагонов, а также как цифровые технологии могут помочь участникам рынка бороться с контрафактом и сэкономить время, обсуждали на деловом семинаре «Ремонт, эксплуатация и техническое обслуживание вагонов», организованном журналом «РЖД-Партнер». По итогам мероприятия подготовлен специальный проект, с которым вы можете ознакомиться по ссылке. 25 октября 2022 года на сайте журнала РЖД-Партнер опубликован специальный проект, посвященный перевозкам зерна и удобрений.
25 октября 2022 года на сайте журнала РЖД-Партнер опубликован специальный проект, посвященный перевозкам зерна и удобрений. ru, мы используем файлы-куки (англ. cookies). Своё согласие на них Вы подтвердите оставаясь на веб-сайте для дальнейшего просмотра или нажимая «Я согласен».
ru, мы используем файлы-куки (англ. cookies). Своё согласие на них Вы подтвердите оставаясь на веб-сайте для дальнейшего просмотра или нажимая «Я согласен». Итак, вернемся к перечню причин задержки груза из Китайской Народной Республики:
Итак, вернемся к перечню причин задержки груза из Китайской Народной Республики:
 Таможенное оформление товаров строго регламентируется, однако задержка товаров из Китайской Народной Республики в силу неправильно или же спорно оформленных документов, может произойти и в порту отправки груза, и в порту назначения. Большинство китайских поставщиков получают от государства скидки на экспорт, размер скидки колеблется от 1% до 17%. Данные скидки рассчитываются исходя из размера прибыли, а не из прямого дохода, полученного от продажи. Соответственно некоторые производители заявляют неправильные коды ТН ВЭД, чтобы получить увеличение скидки. Вне всяких сомнений – это самое настоящее мошенничество. Однако бывают случаи, когда код ТН ВЭД неправильно указывают ненамеренно или вовсе из-за неуверенности в том, какой код к какой категории товаров относится или же вообще при элементарной опечатке при вводе данных (к слову, последнее является наиболее распространенным явлением).
Таможенное оформление товаров строго регламентируется, однако задержка товаров из Китайской Народной Республики в силу неправильно или же спорно оформленных документов, может произойти и в порту отправки груза, и в порту назначения. Большинство китайских поставщиков получают от государства скидки на экспорт, размер скидки колеблется от 1% до 17%. Данные скидки рассчитываются исходя из размера прибыли, а не из прямого дохода, полученного от продажи. Соответственно некоторые производители заявляют неправильные коды ТН ВЭД, чтобы получить увеличение скидки. Вне всяких сомнений – это самое настоящее мошенничество. Однако бывают случаи, когда код ТН ВЭД неправильно указывают ненамеренно или вовсе из-за неуверенности в том, какой код к какой категории товаров относится или же вообще при элементарной опечатке при вводе данных (к слову, последнее является наиболее распространенным явлением). Если же ваш поставщик вовсе не имеет опыта в международной торговле, воспользуйтесь услугами надежного экспедитора, который в свою очередь понимает все процессы и имеет опыт отправки конкретного товара.
Если же ваш поставщик вовсе не имеет опыта в международной торговле, воспользуйтесь услугами надежного экспедитора, который в свою очередь понимает все процессы и имеет опыт отправки конкретного товара. Помимо всего этого, зачастую вам нужно платить за аренду контейнера и, конечно же, за простой судна. Как правило, таможню больше волнует то, какие товары в страну импортируют, чем то, какие из нее экспортируют, так как импортные пошлины приносят больше дохода таможне. Тем не менее, то количество контейнеров, которые будут подвержены проверке, от момента к моменту меняется и это происходит в зависимости от влияния ряда некоторых факторов. К примеру, это может зависеть от изменения правил экспорта по конкретной товарной группе. В последнее время Китай активно препятствует вывозу сырьевых товаров низкой степени переработки путем отказа в возмещении НДС экспортерам. Те в свою очередь пытаются вывозить этот товар под другими кодами, а китайские таможенники пытаются это предотвратить.
Помимо всего этого, зачастую вам нужно платить за аренду контейнера и, конечно же, за простой судна. Как правило, таможню больше волнует то, какие товары в страну импортируют, чем то, какие из нее экспортируют, так как импортные пошлины приносят больше дохода таможне. Тем не менее, то количество контейнеров, которые будут подвержены проверке, от момента к моменту меняется и это происходит в зависимости от влияния ряда некоторых факторов. К примеру, это может зависеть от изменения правил экспорта по конкретной товарной группе. В последнее время Китай активно препятствует вывозу сырьевых товаров низкой степени переработки путем отказа в возмещении НДС экспортерам. Те в свою очередь пытаются вывозить этот товар под другими кодами, а китайские таможенники пытаются это предотвратить.
 К примеру – море сильно «волнуется», разумеется, при таких условиях заход судна в порт опасен.
К примеру – море сильно «волнуется», разумеется, при таких условиях заход судна в порт опасен. Казалось бы, что мы живем во время высоких технологий, казалось бы, что перепродажа мест на судне – все это давно кануло в лету и является пережитком прошлого. Увы, но подобное происходит и в наше время, а особую актуальность это приобретает в сезоны праздников, например в Китайский Новый Год, или же перед началом Рождества.
Казалось бы, что мы живем во время высоких технологий, казалось бы, что перепродажа мест на судне – все это давно кануло в лету и является пережитком прошлого. Увы, но подобное происходит и в наше время, а особую актуальность это приобретает в сезоны праздников, например в Китайский Новый Год, или же перед началом Рождества.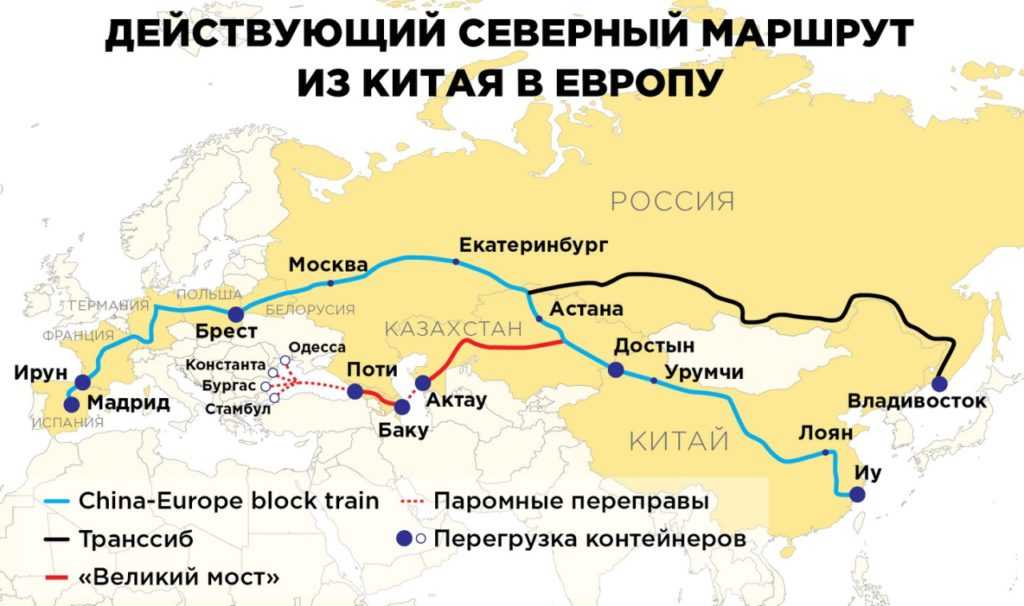 Для Китайской Народной Республики забастовки не являются серьезной проблемой, но если поразмыслить и о портах, через которые пролегают международные маршруты из Китая в Европу и Африку, то это можно приравнять к катастрофе. На самом деле забастовки случаются абсолютно везде, от Соединенных Штатах Америки до Индии, и т.д. Забастовка в силах привести не только лишь к задержке товара из Китайской Народной Республики, но так же и к увеличению ставок на фрахт по конкретному направлению.
Для Китайской Народной Республики забастовки не являются серьезной проблемой, но если поразмыслить и о портах, через которые пролегают международные маршруты из Китая в Европу и Африку, то это можно приравнять к катастрофе. На самом деле забастовки случаются абсолютно везде, от Соединенных Штатах Америки до Индии, и т.д. Забастовка в силах привести не только лишь к задержке товара из Китайской Народной Республики, но так же и к увеличению ставок на фрахт по конкретному направлению. Первый – это День образования Китайской Народной Республики, второй – это «самый любимый» для всех импортеров праздник-«Китайский Новый год». Празднование каждого из событий проходит длительностью не меньше недели, что может послужить к довольно серьезной задержке грузов из Китая. Так же в Китайской Народной Республике довольно часто производят объединение праздников с выходными, или же переносят выходные. Таким образом, многие китайские компании работают и по воскресениям, с целью устроить себе длинные выходные. Из-за таких длинных выходных, работа в компании останавливается.
Первый – это День образования Китайской Народной Республики, второй – это «самый любимый» для всех импортеров праздник-«Китайский Новый год». Празднование каждого из событий проходит длительностью не меньше недели, что может послужить к довольно серьезной задержке грузов из Китая. Так же в Китайской Народной Республике довольно часто производят объединение праздников с выходными, или же переносят выходные. Таким образом, многие китайские компании работают и по воскресениям, с целью устроить себе длинные выходные. Из-за таких длинных выходных, работа в компании останавливается. К сожалению неорганизованных поставщиков в Китайской Народной Республике намного больше, чем хотелось бы, поэтому в таких случаях следует быть весьма осведомленным обо всех мероприятиях в Китае. Если вы осведомлены об этом, то спокойно сможете правильно спланировать все нюансы со своим поставщиком и экспедитором, попросту избежать задержки грузов из Китая.
К сожалению неорганизованных поставщиков в Китайской Народной Республике намного больше, чем хотелось бы, поэтому в таких случаях следует быть весьма осведомленным обо всех мероприятиях в Китае. Если вы осведомлены об этом, то спокойно сможете правильно спланировать все нюансы со своим поставщиком и экспедитором, попросту избежать задержки грузов из Китая.
 Семь дней после праздника считаются национальным праздником.
Семь дней после праздника считаются национальным праздником. Но денежно-кредитная политика по борьбе с инфляцией идет по тонкой грани, поскольку перезагрузка спроса и предложения может обернуться рецессией. Все больше генеральных директоров ссылаются на риск рецессии, признаки ослабления потребителей и замедления продаж, а рынок по-прежнему не убежден в том, что ФРС может спровоцировать снижение инфляции, не вызывая «жесткой посадки» экономики.
Но денежно-кредитная политика по борьбе с инфляцией идет по тонкой грани, поскольку перезагрузка спроса и предложения может обернуться рецессией. Все больше генеральных директоров ссылаются на риск рецессии, признаки ослабления потребителей и замедления продаж, а рынок по-прежнему не убежден в том, что ФРС может спровоцировать снижение инфляции, не вызывая «жесткой посадки» экономики. Но Баер сказал: «Космос уже сократился, поэтому, хотя спрос невелик, пространство может быть в большом почете в январе и в течение всего первого квартала. С положительной стороны, истощение запасов и необходимость перезапуска цикла заказа и доставки, похоже, постепенно растут. .»
Но Баер сказал: «Космос уже сократился, поэтому, хотя спрос невелик, пространство может быть в большом почете в январе и в течение всего первого квартала. С положительной стороны, истощение запасов и необходимость перезапуска цикла заказа и доставки, похоже, постепенно растут. .»
 Альянс 2M, состоящий из Maersk и MSC, приостановил почти половину своих услуг на западном побережье США на декабрь. Ocean Alliance (CMA CGM, Cosco Shipping, OOCL и Evergreen) и THE Alliance (Ocean Network Express, Hapag-Lloyd, HMM и Yang Ming Line) сократили общую вместимость судов на 40-50% в преддверии китайского Нового года.
Альянс 2M, состоящий из Maersk и MSC, приостановил почти половину своих услуг на западном побережье США на декабрь. Ocean Alliance (CMA CGM, Cosco Shipping, OOCL и Evergreen) и THE Alliance (Ocean Network Express, Hapag-Lloyd, HMM и Yang Ming Line) сократили общую вместимость судов на 40-50% в преддверии китайского Нового года.

 Список стран, разрешенных к перевозке опасных грузов, был обновлен, чтобы отразить эти приостановки.
Список стран, разрешенных к перевозке опасных грузов, был обновлен, чтобы отразить эти приостановки.
 Клиенты с учетной записью UPS могут по-прежнему самостоятельно оплачивать свои отправления в центрах UPS на Тайване, и услуги по выдаче остаются неизменными для клиентов с учетной записью UPS или без нее.
Клиенты с учетной записью UPS могут по-прежнему самостоятельно оплачивать свои отправления в центрах UPS на Тайване, и услуги по выдаче остаются неизменными для клиентов с учетной записью UPS или без нее. 9Дополнительное время в пути, указанное здесь, не является дополнением к дням в пути, отраженным в системах UPS, включая Calculate Time & Cost, и других платформах доставки UPS, таких как WorldShip, CampusShip, UPS.com Shipping.
9Дополнительное время в пути, указанное здесь, не является дополнением к дням в пути, отраженным в системах UPS, включая Calculate Time & Cost, и других платформах доставки UPS, таких как WorldShip, CampusShip, UPS.com Shipping.

 5-8.9 м3/мин
5-8.9 м3/мин У компании имеется собственное производство на современном оборудовании, благодаря чему достигается широкий ассортимент продукции. Вся продукция изготавливается по стандарту ГОСТ Р, и подлежит обязательной сертификации.
У компании имеется собственное производство на современном оборудовании, благодаря чему достигается широкий ассортимент продукции. Вся продукция изготавливается по стандарту ГОСТ Р, и подлежит обязательной сертификации. Еще одна одобренная CE особенность — нейлоновая или кожаная накидка, которая защищает верхнюю часть тела от рикошетирующего абразива. Свежий воздух подается через дыхательный шланг, соответствующий требованиям CE. Подбородочный ремень удерживает шлем на уровне глаз и сохраняет положение независимо от движения. Многочисленные безопасные линзы, устойчивые к царапинам и очень прочные, закреплены слоями в оправе линзы и могут быть легко заменены.
Еще одна одобренная CE особенность — нейлоновая или кожаная накидка, которая защищает верхнюю часть тела от рикошетирующего абразива. Свежий воздух подается через дыхательный шланг, соответствующий требованиям CE. Подбородочный ремень удерживает шлем на уровне глаз и сохраняет положение независимо от движения. Многочисленные безопасные линзы, устойчивые к царапинам и очень прочные, закреплены слоями в оправе линзы и могут быть легко заменены. 1. Замок петли козырька18,75 €
1. Замок петли козырька18,75 € 1. Дыхательная трубка для подачи воздуха0,00 €
1. Дыхательная трубка для подачи воздуха0,00 € ч.19% НДС., (Пакет)
ч.19% НДС., (Пакет) Гайка0,40 €
Гайка0,40 €
 Винтовой козырек0,51 €
Винтовой козырек0,51 € Воздушный шланг 40 м с защитой219,32 €
Воздушный шланг 40 м с защитой219,32 € Линза майларовая 25 шт.15,94 €
Линза майларовая 25 шт.15,94 € Ремешок для накидки комплект 27,81 €
Ремешок для накидки комплект 27,81 € Майларовая линза 25 шт26,23 €
Майларовая линза 25 шт26,23 € ч.19% НДС, плюс (Пакет)
ч.19% НДС, плюс (Пакет) Акустический поролоновый фильтр12,77 €
Акустический поролоновый фильтр12,77 €

 ч.19% НДС, плюс (Пакет)
ч.19% НДС, плюс (Пакет) Пожалуйста, выберите желаемый вариант.
Пожалуйста, выберите желаемый вариант. 109,81 €
109,81 € ч.19% НДС, плюс (Пакет)
ч.19% НДС, плюс (Пакет) Кожаная накидка266,80 €
Кожаная накидка266,80 € ч.19% НДС, плюс (Пакет)
ч.19% НДС, плюс (Пакет) Включает 4 различных керамических сопла, 24-дюймовые резиновые перчатки, сверхмощный пескоструйный пистолет, отверстие для пылесборника, бункер и сито 125 макс. фунтов на кв. дюйм при 5-25 кубических футов в минуту. Питание 110 В. Трубка для прозрачной среды подсоединяется к дну бункера. Регулирующий клапан с ножным управлением. 2 боковых загрузочных люка. Автономная система сбора пыли. Картриджный фильтр. Нижняя заслонка для очистки. Отрывные оконные щитки. Габаритные размеры: 48″ Д x 36″ Ш x 64,5″ В.
Включает 4 различных керамических сопла, 24-дюймовые резиновые перчатки, сверхмощный пескоструйный пистолет, отверстие для пылесборника, бункер и сито 125 макс. фунтов на кв. дюйм при 5-25 кубических футов в минуту. Питание 110 В. Трубка для прозрачной среды подсоединяется к дну бункера. Регулирующий клапан с ножным управлением. 2 боковых загрузочных люка. Автономная система сбора пыли. Картриджный фильтр. Нижняя заслонка для очистки. Отрывные оконные щитки. Габаритные размеры: 48″ Д x 36″ Ш x 64,5″ В. Регулирующий клапан с ножным управлением. 2 боковых загрузочных люка. Автономная система сбора пыли. Картриджный фильтр. Нижняя заслонка для очистки. Отрывные оконные щитки. Габаритные размеры: 48″ Д x 36″ Ш x 64,5″ В.
Регулирующий клапан с ножным управлением. 2 боковых загрузочных люка. Автономная система сбора пыли. Картриджный фильтр. Нижняя заслонка для очистки. Отрывные оконные щитки. Габаритные размеры: 48″ Д x 36″ Ш x 64,5″ В. Давление 3, 650 фунтов на кв. дюйм, макс. Расход 5,5 гал/мин, вход 1/4 дюйма NPT, макс. Температура жидкости 194 градуса по Фаренгейту, материал латунь, включает 10-футовый шланг для песка, 2 зажима, сопло, зонд для песка, для использования с мойками высокого давления
Давление 3, 650 фунтов на кв. дюйм, макс. Расход 5,5 гал/мин, вход 1/4 дюйма NPT, макс. Температура жидкости 194 градуса по Фаренгейту, материал латунь, включает 10-футовый шланг для песка, 2 зажима, сопло, зонд для песка, для использования с мойками высокого давления




 В устройстве есть линейная балансировка и эргономичная ручка с вмонтированной мягкой накладкой. Регулировка стальной опорной подошвы позволяет сделать косые пропиливания под углом 45 градусов.
В устройстве есть линейная балансировка и эргономичная ручка с вмонтированной мягкой накладкой. Регулировка стальной опорной подошвы позволяет сделать косые пропиливания под углом 45 градусов.

 Легко просмотрите наш ассортимент и узнайте больше о ценах, спецификациях, наличии и предложениях в Интернете для лобзиков Bosch. Купите эти продукты по лучшим ценам и доставьте их к вашему порогу по всей Индии.
Легко просмотрите наш ассортимент и узнайте больше о ценах, спецификациях, наличии и предложениях в Интернете для лобзиков Bosch. Купите эти продукты по лучшим ценам и доставьте их к вашему порогу по всей Индии. Наша удобная для пользователя платформа упрощает поиск желаемого продукта без каких-либо проблем, поскольку вам не нужно прокручивать сотни продуктов, а сортировать их можно в соответствии с конкретными требованиями.
Наша удобная для пользователя платформа упрощает поиск желаемого продукта без каких-либо проблем, поскольку вам не нужно прокручивать сотни продуктов, а сортировать их можно в соответствии с конкретными требованиями. 11949
11949 org/ListItem»>
org/ListItem»>
 Кроме того, если продукцию получает представитель покупателя непосредственно на складе сбыта, бухгалтер проверяет подлинность доверенности покупателя и правильность ее оформления. Проверенные документы на отпуск изделий бухгалтер передает кладовщику скла-
[c.260]
Кроме того, если продукцию получает представитель покупателя непосредственно на складе сбыта, бухгалтер проверяет подлинность доверенности покупателя и правильность ее оформления. Проверенные документы на отпуск изделий бухгалтер передает кладовщику скла-
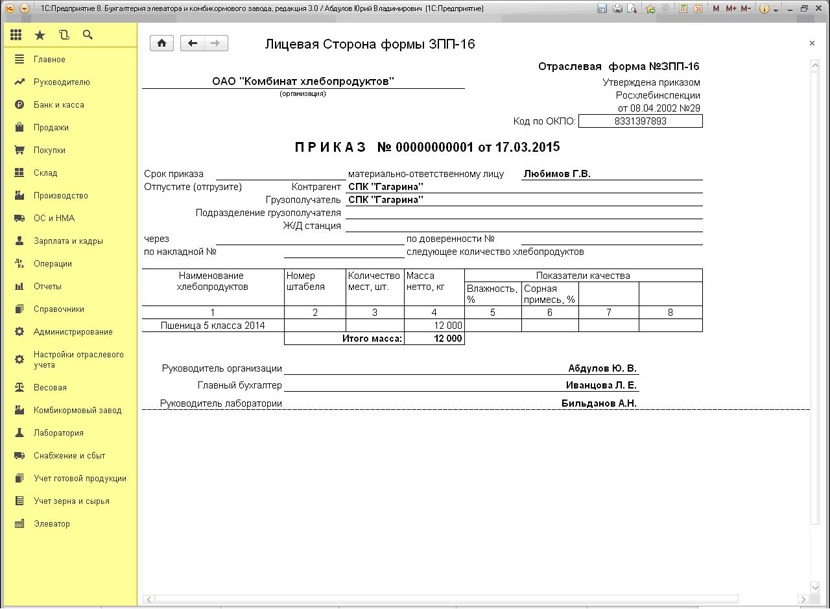
[c.260] Так, при отпуске и реализации товаров процесс формирования и обработки товарно-транспортных накладных состоит из трех этапов выписки приказа на отпуск, выписки товарно-транспортных накладных до отгрузки продукции, оформления и таксировки их после отгрузки продукции. Рассмотрим содержание технологического процесса формирования документов об отгрузке, представленного на схеме 8 и применяемого на ряде предприятий по поставкам продукции.
[c.89]
Так, при отпуске и реализации товаров процесс формирования и обработки товарно-транспортных накладных состоит из трех этапов выписки приказа на отпуск, выписки товарно-транспортных накладных до отгрузки продукции, оформления и таксировки их после отгрузки продукции. Рассмотрим содержание технологического процесса формирования документов об отгрузке, представленного на схеме 8 и применяемого на ряде предприятий по поставкам продукции.
[c.89] В конце рабочего дня приказы на отпуск включают в реестр, который с документами поступает в бухгалтерию.
[c.89]
В конце рабочего дня приказы на отпуск включают в реестр, который с документами поступает в бухгалтерию.
[c.89] е. на экране терминала оператора участка высвечивается информация, содержащаяся в приказе на отпуск. Поступление информации на терминал оператора возможно и в пакетированном режиме.
[c.100]
е. на экране терминала оператора участка высвечивается информация, содержащаяся в приказе на отпуск. Поступление информации на терминал оператора возможно и в пакетированном режиме.
[c.100] Они содержат распоряжение на оформление операции и подтверждают ее выполнение. Эти документы находят широкое распространение, так как, объединяя признаки ряда документов, сокращается их поток, упрощается работа бухгалтерского аппарата, экономится бумага. Большинство кассовых и банковских документов являются комбинированными. К ним относятся приходные и расходные кассовые ордера, платежные требования и поручения, наряды на сдельную работу, лимитно-заборные карты и требования на отпуск материалов, накладные на отпуск товарно-материальных ценностей на сторону, приказы-накладные на отпуск продукции со склада, товарно-транспортные накладные, авансовые отчеты подотчетных лиц и многие другие. Приводятся формы наиболее распространенных комбинированных кассовых документов (см. табл. 41, 42).
[c.149]
Они содержат распоряжение на оформление операции и подтверждают ее выполнение. Эти документы находят широкое распространение, так как, объединяя признаки ряда документов, сокращается их поток, упрощается работа бухгалтерского аппарата, экономится бумага. Большинство кассовых и банковских документов являются комбинированными. К ним относятся приходные и расходные кассовые ордера, платежные требования и поручения, наряды на сдельную работу, лимитно-заборные карты и требования на отпуск материалов, накладные на отпуск товарно-материальных ценностей на сторону, приказы-накладные на отпуск продукции со склада, товарно-транспортные накладные, авансовые отчеты подотчетных лиц и многие другие. Приводятся формы наиболее распространенных комбинированных кассовых документов (см. табл. 41, 42).
[c.149] Материально ответственное лицо отбирает и упаковывает продукцию. Если продукция отпускается со склада непосредственно представителю покупателя, то у него заведующий складом должен потребовать доверенность на получение груза, которую оставляет у себя как основание на отпуск. Представитель покупателя подтверждает своей подписью в приказе-накладной фактическое получение груза.
[c.321]
Материально ответственное лицо отбирает и упаковывает продукцию. Если продукция отпускается со склада непосредственно представителю покупателя, то у него заведующий складом должен потребовать доверенность на получение груза, которую оставляет у себя как основание на отпуск. Представитель покупателя подтверждает своей подписью в приказе-накладной фактическое получение груза.
[c.321] 210 в ред. Приказа Минфина РФ от 23.04.2002 N ЗЗн)
[c.251]
210 в ред. Приказа Минфина РФ от 23.04.2002 N ЗЗн)
[c.251] . [c.76]
. [c.76] [c.363]
[c.363] [c.373]
[c.373] На основании этих документов в бухгалтерии либо на машиносчетной установке выписывают платежное требование, которое передают в банк на инкассо.
[c.180]
На основании этих документов в бухгалтерии либо на машиносчетной установке выписывают платежное требование, которое передают в банк на инкассо.
[c.180] [c.378]
[c.378] В этих карточках делают записи о предстоящем поступлении, отгрузке, отпуске материалов на основании полученных от поставщиков счетов, выписываемых в товарных отделах нарядов и приказов на отгрузку и отпуск, используются также данные о фактически произведенных на складах оборотах. Благодаря этому работники товарных отделов своевременно могут получать сведения о фактическом наличии в местах хранения продукции в разрезе отдельных ее наименований и о продукции, подлежащей отпуску.
[c.79]
В этих карточках делают записи о предстоящем поступлении, отгрузке, отпуске материалов на основании полученных от поставщиков счетов, выписываемых в товарных отделах нарядов и приказов на отгрузку и отпуск, используются также данные о фактически произведенных на складах оборотах. Благодаря этому работники товарных отделов своевременно могут получать сведения о фактическом наличии в местах хранения продукции в разрезе отдельных ее наименований и о продукции, подлежащей отпуску.
[c.79] , 1979).
[c.154]
, 1979).
[c.154] Применяются унифицированные формы первичных документов, которые содержат обязательный перечень реквизитов наименование продукции, наименование и адрес покупателя, его реквизиты, количество продукции, цена за единицу продукции с НДС и без НДС, стоимость продукции, подписи лиц, ответственных за совершение данной хозяйственной операции. При оформ-лени отгрузки продукции используются приказ-накладная,
[c.227]
Применяются унифицированные формы первичных документов, которые содержат обязательный перечень реквизитов наименование продукции, наименование и адрес покупателя, его реквизиты, количество продукции, цена за единицу продукции с НДС и без НДС, стоимость продукции, подписи лиц, ответственных за совершение данной хозяйственной операции. При оформ-лени отгрузки продукции используются приказ-накладная,
[c.227] 186]
186] [c.207]
[c.207] Для учета отгруженных товаров служит счет Товаров отгруженных, выполненных работ и услуг, на к-ром, помимо фактич. себестоимости отгруженной продукции, учитывается прейскурантная стоимость тары,отправленной вместе с товаром, и транспортные расходы, оплаченные за счет покупателей. Транспортные расходы, оплаченные за счет поставщика, учитываются на счете Вне-производственных расходов (см. Учет внепроизвод-ственпых расходов). В бухгалтерском балансе сальдо счета Товаров отгруженных, выполненных работ и услуг, вместе с относящимися к ним суммами сбытовых расходов, расчленяется на 4 статьи 1) товары отгруженные, по к-рым расчетные документы не сданы в банк на инкассо 2) товары отгруженные и сданные работы по переданным в банк на инкассо расчетным документам, сроки оплаты к-рых не наступили 3) товары отгруженные и сданные работы по расчетным документам, не оплаченным в срок, и по документам, не переданным в банк в установленный срок на инкассо 4) товары на ответственном хранении у покупателей ввиду отказа от акцепта.
Для учета отгруженных товаров служит счет Товаров отгруженных, выполненных работ и услуг, на к-ром, помимо фактич. себестоимости отгруженной продукции, учитывается прейскурантная стоимость тары,отправленной вместе с товаром, и транспортные расходы, оплаченные за счет покупателей. Транспортные расходы, оплаченные за счет поставщика, учитываются на счете Вне-производственных расходов (см. Учет внепроизвод-ственпых расходов). В бухгалтерском балансе сальдо счета Товаров отгруженных, выполненных работ и услуг, вместе с относящимися к ним суммами сбытовых расходов, расчленяется на 4 статьи 1) товары отгруженные, по к-рым расчетные документы не сданы в банк на инкассо 2) товары отгруженные и сданные работы по переданным в банк на инкассо расчетным документам, сроки оплаты к-рых не наступили 3) товары отгруженные и сданные работы по расчетным документам, не оплаченным в срок, и по документам, не переданным в банк в установленный срок на инкассо 4) товары на ответственном хранении у покупателей ввиду отказа от акцепта. Первая из этих статей включается
[c.283]
Первая из этих статей включается
[c.283] Сам товар еще находится в ячейках;
Сам товар еще находится в ячейках;
 Состояние выполнения текущего распоряжения
Состояние выполнения текущего распоряжения 6).
6). В верхней части формы отображаются ордера на отгрузку, по которым необходимо создать задания на отбор из ячеек.
В верхней части формы отображаются ордера на отгрузку, по которым необходимо создать задания на отбор из ячеек. Если данная информация не заполнена, то ячейку для отбора указывает сотрудник склада.
Если данная информация не заполнена, то ячейку для отбора указывает сотрудник склада. 15).
15).
 2.
2.
 FOC подтверждает график дат, установленных CenturyLink для Предоставления запрошенной услуги.
FOC подтверждает график дат, установленных CenturyLink для Предоставления запрошенной услуги.

 Вот более глубокое погружение в различные этапы процесса доставки.
Вот более глубокое погружение в различные этапы процесса доставки. Оттуда статус заказа обновляется в режиме реального времени, и клиенты могут быть уведомлены о том, что заказ обрабатывается.
Оттуда статус заказа обновляется в режиме реального времени, и клиенты могут быть уведомлены о том, что заказ обрабатывается.
 Основные перевозчики – UPS, FedEx, USPS и DHL. Когда заказы находятся в руках перевозчика, вы по-прежнему можете использовать отслеживание заказов, чтобы делиться обновлениями со своими клиентами, чтобы они могли получать уведомления о предполагаемых датах доставки своих заказов.
Основные перевозчики – UPS, FedEx, USPS и DHL. Когда заказы находятся в руках перевозчика, вы по-прежнему можете использовать отслеживание заказов, чтобы делиться обновлениями со своими клиентами, чтобы они могли получать уведомления о предполагаемых датах доставки своих заказов. Для нас очень полезно иметь это и отслеживать заказ на каждом этапе пути».
Для нас очень полезно иметь это и отслеживать заказ на каждом этапе пути».  Еще более сложной задачей является возможность оправдать ожидания клиентов, отправляя заказы быстро, точно и по доступной цене.
Еще более сложной задачей является возможность оправдать ожидания клиентов, отправляя заказы быстро, точно и по доступной цене.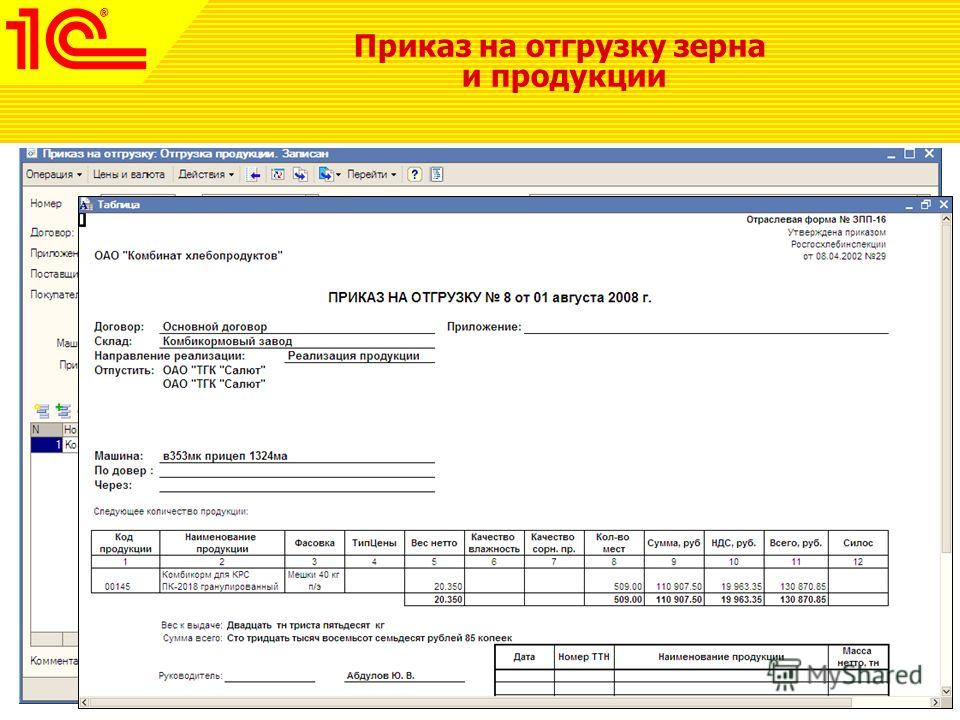 Для нас было бы огромным стрессом делать это самостоятельно, но тот факт, что ShipBob позаботится обо всем, как об экономии средств, так и о времени, имеет неоценимое значение для нашего бизнеса».
Для нас было бы огромным стрессом делать это самостоятельно, но тот факт, что ShipBob позаботится обо всем, как об экономии средств, так и о времени, имеет неоценимое значение для нашего бизнеса». 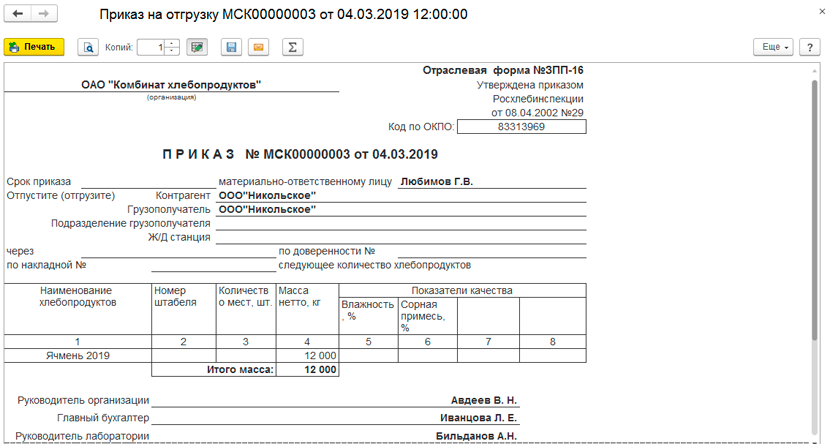 Или вы можете передать выполнение заказов на аутсорсинг, интегрировав Shopify с технологией ShipBob, чтобы ShipBob автоматически выполнял заказы по мере их размещения клиентами и автоматизировал процесс доставки.
Или вы можете передать выполнение заказов на аутсорсинг, интегрировав Shopify с технологией ShipBob, чтобы ShipBob автоматически выполнял заказы по мере их размещения клиентами и автоматизировал процесс доставки. Оттуда ShipBob собирает, упаковывает и отправляет заказы для вас.
Оттуда ShipBob собирает, упаковывает и отправляет заказы для вас.


 Таким образом, перемещение шариков происходит по замкнутому каналу, соединяющему первый и последний витки резьбы гайки.
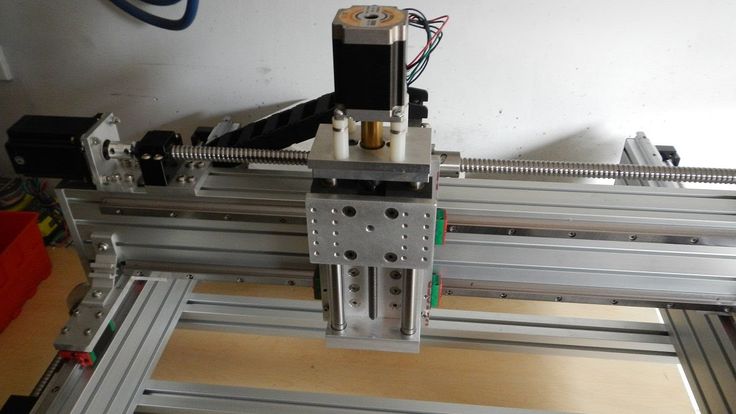
Таким образом, перемещение шариков происходит по замкнутому каналу, соединяющему первый и последний витки резьбы гайки. Дополнительно возможно приобретение адаптера USB-LPT для подключения управления станком по USB.
Дополнительно возможно приобретение адаптера USB-LPT для подключения управления станком по USB. Станки серии «Моделист» имеют невысокую цену и как следствие малый срок окупаемости, что позволяет при минимальных затратах достаточно быстро построить прибыльное дело.
Станки серии «Моделист» имеют невысокую цену и как следствие малый срок окупаемости, что позволяет при минимальных затратах достаточно быстро построить прибыльное дело. 
 Появляется возможность изготовления деталей цилиндрической формы, например: шахматные фигуры, декоративные резные элементы мебели и интерьера, игрушки, кольца и многое другое. При использовании алмазного гравера возможна гравировка на стеклянных стаканах именных авторучках.
Появляется возможность изготовления деталей цилиндрической формы, например: шахматные фигуры, декоративные резные элементы мебели и интерьера, игрушки, кольца и многое другое. При использовании алмазного гравера возможна гравировка на стеклянных стаканах именных авторучках.

 Также, наши товары можно приобрести в официальном магазине Мастер Кит на Озоне. Подробнее…
Также, наши товары можно приобрести в официальном магазине Мастер Кит на Озоне. Подробнее… п. (не входит в комплект поставки)
п. (не входит в комплект поставки) Собранный комплект. Дремель в комплект не входит.
Собранный комплект. Дремель в комплект не входит.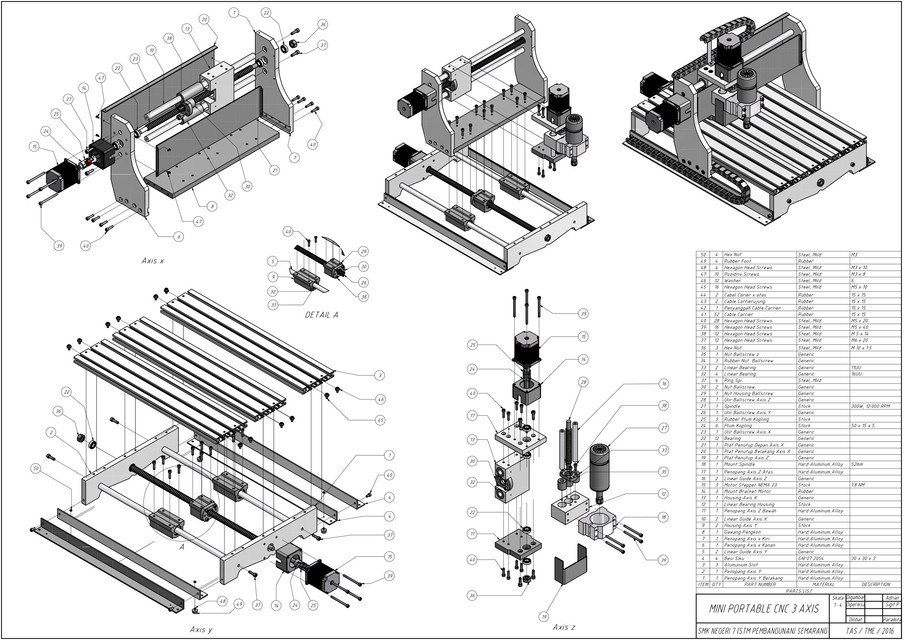 Из-за сложности этой машины студентам и преподавателям требуется консультация с нашими экспертами по изготовлению.
Из-за сложности этой машины студентам и преподавателям требуется консультация с нашими экспертами по изготовлению.
 В то время как сверло 1/8 дюйма может вырезать более мелкие детали, оно ограничено прибл. Глубина пропила 5/8 дюйма. Инструменты меньшего размера также значительно увеличивают время, необходимое для выполнения задания. Вы также ограничены в высоте вашей модели в зависимости от конструкции и длины реза выбранной оснастки
В то время как сверло 1/8 дюйма может вырезать более мелкие детали, оно ограничено прибл. Глубина пропила 5/8 дюйма. Инструменты меньшего размера также значительно увеличивают время, необходимое для выполнения задания. Вы также ограничены в высоте вашей модели в зависимости от конструкции и длины реза выбранной оснастки Фанера в зависимости от сорта — отличный материал для фрезера. Мы рекомендуем держаться подальше от слоя обшивки/пола, так как он редко бывает плоским, полным пустот и имеет тенденцию раскалываться на фрезере. Принимая во внимание, что фанера корпусного сорта и/или балтийской березы представляет собой плоский плотный продукт, который хорошо обрабатывается и обеспечивает хороший внешний вид продукта.
Фанера в зависимости от сорта — отличный материал для фрезера. Мы рекомендуем держаться подальше от слоя обшивки/пола, так как он редко бывает плоским, полным пустот и имеет тенденцию раскалываться на фрезере. Принимая во внимание, что фанера корпусного сорта и/или балтийской березы представляет собой плоский плотный продукт, который хорошо обрабатывается и обеспечивает хороший внешний вид продукта.
 их на заказ. Мы предлагаем варианты промышленных шпинделей с воздушным или водяным охлаждением и приводами с регулируемой скоростью (VFD), чтобы увеличить производительность и срок службы вашего станка.
их на заказ. Мы предлагаем варианты промышленных шпинделей с воздушным или водяным охлаждением и приводами с регулируемой скоростью (VFD), чтобы увеличить производительность и срок службы вашего станка. Эта стандартизация с использованием наиболее стабильной операционной системы и программного обеспечения для управления ЧПУ обеспечивает высокую надежность для критически важного производства и позволяет нам предоставлять нашим клиентам высочайший уровень поддержки.
Эта стандартизация с использованием наиболее стабильной операционной системы и программного обеспечения для управления ЧПУ обеспечивает высокую надежность для критически важного производства и позволяет нам предоставлять нашим клиентам высочайший уровень поддержки.




 Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения. При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.
При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.


 Обозначение такой стали начинается с буквы Р (Рапид), резцы из неё обладают повышенной производительностью.
Обозначение такой стали начинается с буквы Р (Рапид), резцы из неё обладают повышенной производительностью.


 Конструкция и размеры
Конструкция и размеры Типы и основные размеры
Типы и основные размеры Конструкция и размеры
Конструкция и размеры Конструкция и размеры
Конструкция и размеры Конструкция и размеры
Конструкция и размеры Конструкция и размеры
Конструкция и размеры Технические условия
Технические условия Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
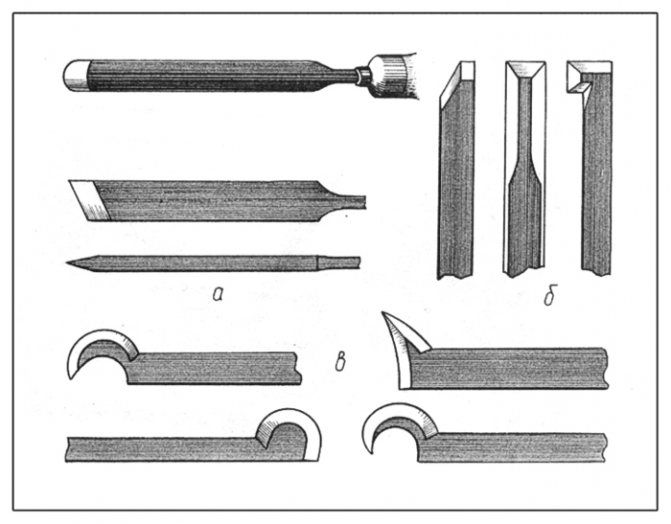
 Материал режущей части ‒ инструментальные (в т. ч. быстрорежущие) стали, твёрдые сплавы, минералокерамические материалы, искусственные алмазы, эльбор и др. Форму передней поверхности Р. (см. Геометрия резца) выбирают в зависимости от материала его режущей части, обрабатываемого материала, способа получения обрабатываемой заготовки и характера обработки (см. табл.).
Материал режущей части ‒ инструментальные (в т. ч. быстрорежущие) стали, твёрдые сплавы, минералокерамические материалы, искусственные алмазы, эльбор и др. Форму передней поверхности Р. (см. Геометрия резца) выбирают в зависимости от материала его режущей части, обрабатываемого материала, способа получения обрабатываемой заготовки и характера обработки (см. табл.). и заготовки, форму и направление схода стружки, деформацию поверхностного слоя, стойкость Р., силы резания, интенсивность и величину изнашивания Р., шероховатость обработанной поверхности и др.
и заготовки, форму и направление схода стружки, деформацию поверхностного слоя, стойкость Р., силы резания, интенсивность и величину изнашивания Р., шероховатость обработанной поверхности и др.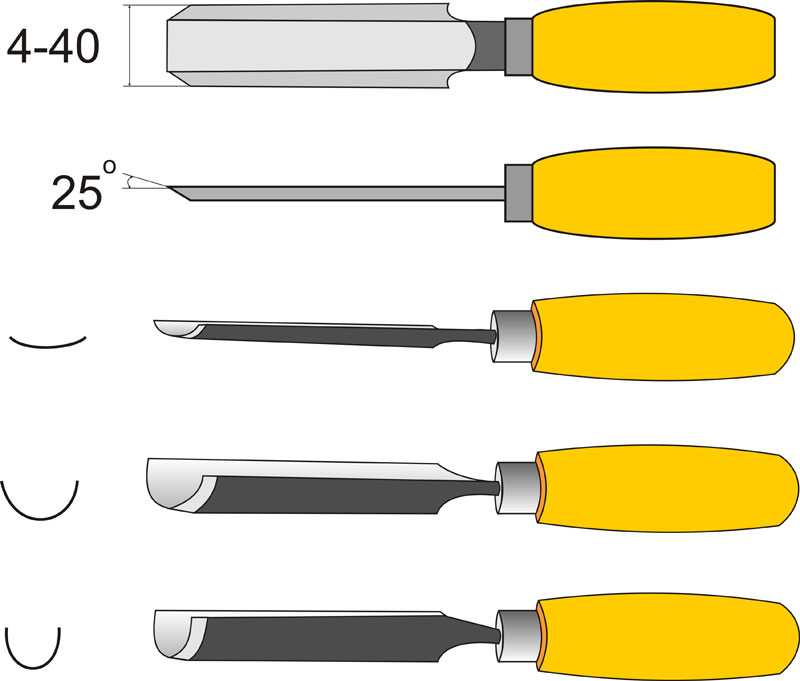
 Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ) разработан ряд конструкций Р. с многогранными режущими вставками и стружколомающими канавками. Широко применяются Р. с механическим закреплением пластин, Р. со вставками из композиционных материалов, поликристаллических алмазов и т. п. См. также Металлорежущий инструмент, Дереворежущий инструмент.
Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ) разработан ряд конструкций Р. с многогранными режущими вставками и стружколомающими канавками. Широко применяются Р. с механическим закреплением пластин, Р. со вставками из композиционных материалов, поликристаллических алмазов и т. п. См. также Металлорежущий инструмент, Дереворежущий инструмент. , М., 1973; Резание конструкционных материалов, режущие инструменты и станки, 2 изд., М., 1974.
, М., 1973; Резание конструкционных материалов, режущие инструменты и станки, 2 изд., М., 1974. Заканчивается 30 ноября 2022 г.
Заканчивается 30 ноября 2022 г. Модельный ряд
Модельный ряд 
 в флаере
в флаере  Истекает 28 февраля 2023 г.
Истекает 28 февраля 2023 г.
 com
com почта:
почта: 
 org/ListItem»>Монтаж. инструменты /
org/ListItem»>Монтаж. инструменты / 5, 5, 5.5, 6—14 мм
5, 5, 5.5, 6—14 мм 5, SL5, SL5.5, SL6, SL7
5, SL5, SL5.5, SL6, SL7


 Высококачественные ручные и садовые инструменты, генераторы, электроинструменты и машины HYUNDAI уже используются и ценятся клиентами более чем в 90 странах мира. Продукция отличается очень хорошим качеством и отличным соотношением цены и качества. При разработке и производстве ручных и садовых инструментов, генераторов, электроинструментов и машин HYUNDAI предъявляются самые строгие требования к качеству. Удовлетворение потребностей клиентов находится на первом месте в списке приоритетов HYUNDAI CORPORATION.
Высококачественные ручные и садовые инструменты, генераторы, электроинструменты и машины HYUNDAI уже используются и ценятся клиентами более чем в 90 странах мира. Продукция отличается очень хорошим качеством и отличным соотношением цены и качества. При разработке и производстве ручных и садовых инструментов, генераторов, электроинструментов и машин HYUNDAI предъявляются самые строгие требования к качеству. Удовлетворение потребностей клиентов находится на первом месте в списке приоритетов HYUNDAI CORPORATION.  Инструменты HYUNDAI идеально подходят как для профессионалов и мастеров, так и для любителей делать все своими руками. В зависимости от состава в наборы входят идеально подходящие торцевые и накидные гаечные ключи, ТРУБНЫЙ ключ и Башенный клещ, Стопорные плоскогубцы, Авиационный нож, Шприц для смазки, Лазерный дальномер и Лазерный уровень с высокой точностью. Все инструменты изготовлены из очень высококачественного сплава хромованадиевой стали. Инструменты HYUNDAI чрезвычайно износостойкие и долговечные. Инструменты доступны в большом разнообразии составов, так что для каждой потребности можно найти подходящий набор..
Инструменты HYUNDAI идеально подходят как для профессионалов и мастеров, так и для любителей делать все своими руками. В зависимости от состава в наборы входят идеально подходящие торцевые и накидные гаечные ключи, ТРУБНЫЙ ключ и Башенный клещ, Стопорные плоскогубцы, Авиационный нож, Шприц для смазки, Лазерный дальномер и Лазерный уровень с высокой точностью. Все инструменты изготовлены из очень высококачественного сплава хромованадиевой стали. Инструменты HYUNDAI чрезвычайно износостойкие и долговечные. Инструменты доступны в большом разнообразии составов, так что для каждой потребности можно найти подходящий набор.. Водяные насосы HYUNDAI идеально подходят для владельцев бассейнов и прудов. Эти насосы также предлагают решение во время неожиданного наводнения.
Водяные насосы HYUNDAI идеально подходят для владельцев бассейнов и прудов. Эти насосы также предлагают решение во время неожиданного наводнения.
 2кВт 380В для ЧПУ SKI780-2D2G-4
2кВт 380В для ЧПУ SKI780-2D2G-4 1 — 5 185 грн
1 — 5 185 грн 0кВт 230В и 12В
0кВт 230В и 12В
 Универсальный и удобный инвертор серии Cotek SP имеет входное напряжение 12 В постоянного тока и выходное напряжение 120 В переменного тока. Широкий диапазон рабочих температур…
Универсальный и удобный инвертор серии Cotek SP имеет входное напряжение 12 В постоянного тока и выходное напряжение 120 В переменного тока. Широкий диапазон рабочих температур… ..
.. Универсальный и удобный инвертор серии Cotek SP имеет вход 24 В постоянного тока и выход 230 В переменного тока. Широкий диапазон рабочих температур…
Универсальный и удобный инвертор серии Cotek SP имеет вход 24 В постоянного тока и выход 230 В переменного тока. Широкий диапазон рабочих температур… ..
.. Конструкция с параллельным резервированием позволяет подключать до 8 инверторов для…
Конструкция с параллельным резервированием позволяет подключать до 8 инверторов для… Конструкция с параллельным резервированием позволяет подключать до 8 инверторов для…
Конструкция с параллельным резервированием позволяет подключать до 8 инверторов для… ..
.. Обладая компактной и легкой конструкцией, SC2000-212 представляет собой высокочастотный источник питания 12 В постоянного тока, 240 В переменного тока…
Обладая компактной и легкой конструкцией, SC2000-212 представляет собой высокочастотный источник питания 12 В постоянного тока, 240 В переменного тока… ..
.. 00
00 Универсальные, простые в использовании и мощные инверторы серии RD-E обеспечивают надежную основу для автономной…
Универсальные, простые в использовании и мощные инверторы серии RD-E обеспечивают надежную основу для автономной…
 Мощность постоянного тока:
Мощность постоянного тока:
 Мощность постоянного тока
Мощность постоянного тока Напряжение постоянного тока для начала подачи
Напряжение постоянного тока для начала подачи Мощность переменного тока
Мощность переменного тока Эффективность
Эффективность Высота
Высота
 емкость заряжаемых аккумуляторов (А*ч)
емкость заряжаемых аккумуляторов (А*ч) ток зарядки (А)
ток зарядки (А) 7 Кб)
7 Кб) ток заряда ЗУ
ток заряда ЗУ
 Напряжение заряда
Напряжение заряда см)
см) Если в вашем автомобиле двигатель объемом 6 литров, вам придется выбирать только из двух вариантов.
Если в вашем автомобиле двигатель объемом 6 литров, вам придется выбирать только из двух вариантов.
 0Jump Starter: 5.0, Artway: 4.0, SPEC: 4.0, BERKUT: 3.0, Autostart: 3.0 количество функций и самый простой в эксплуатации. Подходит для автомобилистов, мало разбирающихся в устройстве автомобилей и способах зарядки аккумулятора или осуществления автономного запуска.
0Jump Starter: 5.0, Artway: 4.0, SPEC: 4.0, BERKUT: 3.0, Autostart: 3.0 количество функций и самый простой в эксплуатации. Подходит для автомобилистов, мало разбирающихся в устройстве автомобилей и способах зарядки аккумулятора или осуществления автономного запуска. Размер и вес
Размер и вес За консультацией следует обращаться к специалистам!
За консультацией следует обращаться к специалистам! 3MB )
3MB ) org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»>