Нагрев экструдера: Нагрев экструдера
Нагрев материала в потоке на экструдере
Сложность настройки температуры экструдера
Цилиндр условно разделяют на нагреваемые участки, требуемые определенных температур при обработке полимера. Длина каждого участка может составлять около 400 мм. Точных правил настройки температуры нет. Единственное условие, которое следует в точности соблюдать — это то, что температура первой зоны нагрева должна иметь те же значения, что и расплавленный материал в конце обработки. Температурные показатели зависят от качеств обрабатываемого полимера и конструктивных особенностей винта.
Регулирование нагрева выполняется в условиях эффективной теплопередачи для предотвращения перегрева. Отрегулировать температуру непросто. Это связано с невозможностью контролировать нагрев расплава от сдвиговых сил, возникающих на шнеке и от скорости подачи материала, а также изменения теплопроводности вдоль цилиндра.
После стабилизации процесса экструзии полимер также нагревается за счет внутренней силы трения и сдвига. Интенсивность тепловыделения зависит от структуры шнека, давления, развиваемого в головке, и вязкости расплава полимера.
Интенсивность тепловыделения зависит от структуры шнека, давления, развиваемого в головке, и вязкости расплава полимера.
На некоторых участках оборудования температура может превышать максимальные значения.
Корректировка температуры в цилиндре и головке осуществляется в пульсирующем режиме благодаря специальным предварительно запрограммированным контроллерам. Такие устройства обеспечивают энергосбережение и увеличивают продолжительность работы нагревателей.
Время работы нагревателей контролируется, а продолжительность их нагрева не изменяется. Для того, чтобы нагревание было равномерным, важно проверить работу и целостность греющих устройств перед запуском оборудования. Оператор должен проверить каждый нагревательный элемент отдельно.
Каждый экструдер нуждается в собственном температурном режиме для качественного нагрева. Температурные поля, подходящие для одного типа оборудования, будут неподходящими для другого. Причина – разная глубина погружения датчиков в цилиндр. В одном устройстве термопара может быть установлена не полностью, а в другом — на максимальной глубине. В таких случаях, даже если вы полностью подгоните настройку всех индикаторов нагрева, температура все равно будет другой. Если термопара вставлена в стенку цилиндра на половину глубины, наружная стенка цилиндра будет соответствовать данным измерения термопары, но только в тех случаях, когда нагрев или охлаждение не будут еще начаты. Когда термостат переключается в режим охлаждения, внутренняя поверхность цилиндра будет намного теплее, чем наружная. А в случае режима нагрева — наоборот.
В одном устройстве термопара может быть установлена не полностью, а в другом — на максимальной глубине. В таких случаях, даже если вы полностью подгоните настройку всех индикаторов нагрева, температура все равно будет другой. Если термопара вставлена в стенку цилиндра на половину глубины, наружная стенка цилиндра будет соответствовать данным измерения термопары, но только в тех случаях, когда нагрев или охлаждение не будут еще начаты. Когда термостат переключается в режим охлаждения, внутренняя поверхность цилиндра будет намного теплее, чем наружная. А в случае режима нагрева — наоборот.
Влияние движений шнека на термическую составляющую
Температурное поле цилиндра также зависит от давления, создаваемого в головке экструдера, износостойкости шнека и цилиндра, условий окружающей среды и физико-химических характеристик сырья, которое обрабатывает экструдер.
Установка максимально правильной температуры цилиндра определяется путем учета изменений температуры, скорости вращения и изменений в процессах экструзии. Увеличение скорости винта не всегда эффективно. С увеличением скорости шнека усилие сдвига возрастает, и, следовательно, температуры плавления полимера увеличиваются. Расплав, который потребляет меньше времени на контакт с нагретой поверхностью цилиндра, с меньшей вероятностью будет дополнительно охлаждаться. При установке нового винта в оборудование требования к нагреву также меняются. Не сразу чувствуется необходимость корректирующих работ при настройке температуры.
Увеличение скорости винта не всегда эффективно. С увеличением скорости шнека усилие сдвига возрастает, и, следовательно, температуры плавления полимера увеличиваются. Расплав, который потребляет меньше времени на контакт с нагретой поверхностью цилиндра, с меньшей вероятностью будет дополнительно охлаждаться. При установке нового винта в оборудование требования к нагреву также меняются. Не сразу чувствуется необходимость корректирующих работ при настройке температуры.
Изношенные детали экструдера также отрицательно влияют на температурное поле. Например: изношенный шнек и скопившаяся грязь на фильтрах. Когда увеличивается противодавление с увеличением скорости шнека, температура плавления возрастет.
Температурный режим зоны загрузки цилиндра при условиях сниженной нагрузки на шнек дает возможность значительно снизить перепады давления на экструзивную головку.
Нагревательные зоны
В зонах, где полимер гомогенизируется, температура должна соответствовать точкам плавления полимера, указанным производителем в технической документации. Однако в некоторых случаях температура материала на выходе может иметь значительно более высокие значения.
Однако в некоторых случаях температура материала на выходе может иметь значительно более высокие значения.
Если заданные поставщиком температуры по умолчанию не обеспечивают высококачественный процесс экструзии, они должны быть независимо отрегулированы.
В одноступенчатом экструзивном оборудовании, не имеющем дегазационной зоны, первый и второй участок цилиндра настраивают под показатели загрузочного отдела.
Температура в зоне гомогенизации должна быть отрегулирована с учетом температур двух последних горячих зон. Переходные области должны иметь промежуточные тепловые значения. Температурные поля в областях терморегуляции имеют существенные различия, особенно в случае обработки полимеров, имеющих разные маркировки. Различия также будут наблюдаться и при использовании разных конфигураций шнека. Полукристаллические полимеры обрабатывают при температуре 50-75 °С сверх значений плавления. Например, ПЭВП расплавляется при 130 °С и 180 °С или более. Разложившиеся полимеры обрабатывают при температурах, близких к плавлению. Аморфный пластик — при значениях на 100 °С выше их температуры стеклования.
Аморфный пластик — при значениях на 100 °С выше их температуры стеклования.
Низкие температуры в цилиндрических зонах ухудшают стабильность и эффективность расплава, а чрезмерно высокие температуры приводят к разложению полимеров или проблемам в процессе охлаждения.
Настройка термического профиля
Проводить контроль температуры плавления сложно, и в результате это даже бесполезное действие. В канале винтового шнека всегда происходит падение температуры. В таких условиях целесообразно измерять температуры расплава только на одном участке, в это же время температура остальных частей шнека будет другой. Лучше контролировать температуру на металлическом корпусе. Ее и стабилизировать легче. Управление нагревом цилиндра осуществляется с помощью специальных датчиков. Реальное влияние температуры поверхности металла на обрабатываемый материал опосредовано. Но в любом случае необходимо создать стабильный температурный контроль, выбранный для обработки существующей композиции. Фактически измеряется температура поверхности цилиндра, и поэтому также следует учитывать период стабилизации фактического воздействия на расплав.
Фактически измеряется температура поверхности цилиндра, и поэтому также следует учитывать период стабилизации фактического воздействия на расплав.
Экструзивные установки со шнеками одинаковой конфигурации, но с разными зонами нагрева требует индивидуального подбора температурного режима. Интенсивный нагрев зоны нагрузки шнека может происходить из-за высокого уровня сжатия или принудительного впрыска материала. И наоборот, холодный, неформованный материал скользит по стенкам и охлаждает цилиндр. При охлаждении определенной зоны через короткие промежутки времени экструзия вызывает чрезмерное локальное нагревание в этой же зоне. Здесь вам нужно отрегулировать температуру электронагревателя или заменить винт на более подходящую конструкцию. Иногда, для определенных видов материала приходится подбирать температуры ниже рекомендуемых. Причиной этого является сильный нагрев материала от винтов, силы трения и сдвига. В этом случае контроль температуры материала зависит от шнека и конструкции оборудования. Это особенно очевидно при использовании барьерного шнека.
Это особенно очевидно при использовании барьерного шнека.
При использовании барьерного винта/шнека требуются очень точные настройки. Стандартный экструдер с барьерным шнеком имеет зону нагрузки, барьер и гомогенизацию. Всего оборудование должно иметь 5 нагревательных секций.
Нагрев головки и участка перехода должны соответствовать рекомендациям указанным производителем полимера. В зоне нагрузки шнека температура должна достигать 50 °С. Гранулы достаточно будут нагреваться при выпуске в экструдер, и не будут слипаться.
Первая зона терморегуляции соответствует сегменту винта, на котором происходит внутреннее трение материала, трение с цилиндром и с самим винтом. Здесь производится максимальный эффект проталкивания твердого полимера. Основным условием является адгезия полимера к цилиндрической поверхности и его скольжение по шнеку. Для полиолефинов в этом сегменте температура установлена более чем на 150 °C. Чем выше рекомендуется устанавливать температуру на выходе, тем больше она должна быть в первой зоне.
Во второй зоне температура должна быть повышена до 50-80 °С по сравнению с первой зоной. Здесь полимер не должен еще доходить до стадии плавления. Гранулы могут получать тепло от трения и от нагревателей, поэтому остальные зоны должны быть отрегулированы. От второй зоны до дозировки температура должна постоянно снижаться.
В секции гомогенизации температура в среднем может быть на 10 °С ниже, чем необходимо для конкретного типа полимера. В переходных зонах и в основной секции он также падает соответственно на 5-15 ° C. Такие температурные режимы особенно рекомендуются для шлагбаумов для облегчения обработки определенных сортов линейного полиэтилена.
В точной настройке температуры большое значение имеют устройства, применяемые для нагрева. На сайте elemag-tpk.ru вы можете подобрать самые подходящие типы кольцевых нагревателей для экструдера, как в стандартной сборке, так и под заказ. При необходимости наши специалисты порекомендуют нужные электронагреватели и предоставят их с дополнительной оснасткой в виде термопары и других вспомогательных элементов.
Нагрев цилиндров экструдеров и термопластавтоматов для переработки полимеров :: информационная статья компании Полимернагрев
Правильный контроль температуры и нагрева пластика внутри экструзионного цилиндра очень важен для достижения высокого качества продукции, будь то экструдер или термопластавтомат. Если расплавленный пластик не имеет желаемых свойств, когда он попадает в область формования, вам будет трудно добиться качественного результата.
Давление в цилиндре экструдера и термопластавтомата
Давление внутри цилиндра экструдера во время процесса экструзии высокое. Цилиндры для большинства экструдеров спроектированы так, чтобы выдерживать рабочее давление до 700 бар. Нормальное рабочее давление обычно составляет от 70 до 350 бар.
Слишком большое давление может привести к разрыву ствола. Для защиты цилиндра экструдера от избыточного давления было разработано несколько методов. На распашные ворота можно установить срезной штифт. Разрывные диски могут быть установлены на головке цилиндра. Если давление расплава превышает номинальное значение разрывной мембраны, диск выходит из строя, и давление сбрасывается. В качестве предупредительного устройства также распространен датчик давления с сигнализацией. Это может быть установлено для предупреждения оператора или выключения экструдера. Использование качественных и правильно подобранных нагревателей цилиндра экструдера также помогают снизить давление, увеличив температуру пластика.
Разрывные диски могут быть установлены на головке цилиндра. Если давление расплава превышает номинальное значение разрывной мембраны, диск выходит из строя, и давление сбрасывается. В качестве предупредительного устройства также распространен датчик давления с сигнализацией. Это может быть установлено для предупреждения оператора или выключения экструдера. Использование качественных и правильно подобранных нагревателей цилиндра экструдера также помогают снизить давление, увеличив температуру пластика.
Регулировка температуры цилиндра
Контроллеры температуры регулируют температуру ствола с помощью кольцевых нагревателей и охлаждающих устройств. Экструдеры меньшего размера обычно имеют три или четыре зоны нагрева и охлаждения. Экструдеры большего размера часто имеют шесть или более зон. Каждая зона оснащена датчиками температуры термопарами и терморегулятором.
Нагрев цилиндра экструдера и термопластавтомата
Для работы цилиндр экструдера или термопластавтомата должен быть нагрет. Большинство нагревателей для цилиндра — электрические. Есть несколько видов. Литые нагреватели представляют собой разъемные полукольца из литого алюминия с заделанными внутри металлическими ТЭНами сопротивления. Самый простой тип нагревателя — это кольцевой миканитовый нагреватель. Миканитовые хомутовые нагреватели содержат резистивные провода с покрытием, зажатые между слюдяной изоляцией и стальным кожухом из нержавейки для поддержки. Керамические нагреватели используются в экструдерах с высокими требованиями к теплу, так как они могут нагреваться до 500 С.
Большинство нагревателей для цилиндра — электрические. Есть несколько видов. Литые нагреватели представляют собой разъемные полукольца из литого алюминия с заделанными внутри металлическими ТЭНами сопротивления. Самый простой тип нагревателя — это кольцевой миканитовый нагреватель. Миканитовые хомутовые нагреватели содержат резистивные провода с покрытием, зажатые между слюдяной изоляцией и стальным кожухом из нержавейки для поддержки. Керамические нагреватели используются в экструдерах с высокими требованиями к теплу, так как они могут нагреваться до 500 С.
Как литые алюминиевые, так и кольцевые миканитовые нагреватели нуждаются в плотном контакте с цилиндром, поэтому периодические проверки и подтяжка нагревателей, когда это необходимо, должны быть частью вашего регламентного обслуживания. Обогреватели перегорят, если не смогут передать свое тепло стволу.
Конструкция и оборудование для охлаждения цилиндров
Охлаждение цилиндра также является важной частью процесса экструзии. Охлаждение цилиндра экструдера и термопластавтомата необходимо, если пластик становится слишком горячим или оборудование необходимо быстро выключить. Цилиндры можно охлаждать воздухом или жидкостью. Цилиндры с воздушным охлаждением имеют нагнетательные агрегаты и водоотводящую камеру под цилиндром в каждой температурной зоне. Воздуходувка включается регулятором температуры цилиндра, когда достигается верхнее заданное значение. Полимернагрев может изготовить кольцевые нагреватели с охлаждающими кожухами и принудительной вентиляцией, так что вам не потребуется внешняя система охлаждения.
Охлаждение цилиндра экструдера и термопластавтомата необходимо, если пластик становится слишком горячим или оборудование необходимо быстро выключить. Цилиндры можно охлаждать воздухом или жидкостью. Цилиндры с воздушным охлаждением имеют нагнетательные агрегаты и водоотводящую камеру под цилиндром в каждой температурной зоне. Воздуходувка включается регулятором температуры цилиндра, когда достигается верхнее заданное значение. Полимернагрев может изготовить кольцевые нагреватели с охлаждающими кожухами и принудительной вентиляцией, так что вам не потребуется внешняя система охлаждения.
В цилиндрах, охлаждаемых жидкостью, жидкость циркулирует через трубки, залитые в блоки нагревателя, или через отдельные охлаждающие блоки. Это может быть закрытый контур, повторное использование той же жидкости или открытый контур. Литые алюминиевые нагреватели с водяным охлаждением – самый быстрый способ снизить температуру нагревателя при необходимости.
Очень важно поддерживать контроль температуры расплава во время процесса экструзии. Охлаждение ствола — один из способов борьбы с перегревом пластика. Однако, если экструдеру требуется значительное охлаждение во время обычного производства, это свидетельствует о несоответствии конструкции шнека и конкретного пластика или о проблеме с процессом экструзии.
Охлаждение ствола — один из способов борьбы с перегревом пластика. Однако, если экструдеру требуется значительное охлаждение во время обычного производства, это свидетельствует о несоответствии конструкции шнека и конкретного пластика или о проблеме с процессом экструзии.
Чем мощнее, тем лучше? Или. Для чего на самом деле нужны кольцевые нагреватели?
Кольцевые нагреватели для цилиндров экструдеров лишь совсем немного влияют на плавление — аспект обработки полимеров, который многие неправильно понимают. Недавно мы обсуждали переработку пластика с представителем компании, которая занимается экструзией почти 30 лет, и был задан вопрос, не нужны ли им нагреватели большей мощности для большей производительности. Даже такие опытные люди не всегда понимают, что большая часть плавления происходит за счет сдвигового нагрева и является результатом преобразования мощности привода в тепло через шнек.
Основное назначение нагревателей состоит в том, чтобы расплавить полимер, который остается в цилиндре при холодном запуске, помочь в образовании начального расплава и оптимизировать температуру цилиндра для определенных целей, таких как повышение скорости подачи. Кольцевые нагреватели на цилиндре позволяют повысить скорость расплавления пластика, однако очень важно не перегреть его, поэтому температура нагревателей для переработки полимеров наоборот ограничивается.
Кольцевые нагреватели на цилиндре позволяют повысить скорость расплавления пластика, однако очень важно не перегреть его, поэтому температура нагревателей для переработки полимеров наоборот ограничивается.
Типичная мощность нагрева цилиндра основана на плотности мощности на квадратный сантиметр внешней поверхности цилиндра и мало связана с производительностью экструдера. Типичные используемые значения составляют 3-6 Вт / см², в зависимости от того, насколько быстро производитель экструдера хочет достичь начальной температуры. Экструдеры меньшего размера обладают большей нагревательной способностью цилиндра, чем экструдеры большего размера, поскольку они имеют большую площадь поверхности цилиндра по сравнению с их производительностью.
Существует практический предел мощности, подаваемой на ствол. Слишком большая мощность приведет к нарушению желательного принципа устойчивого состояния, который имеет решающее значение для большинства операций экструзии, из-за создания чрезмерного теплового потока. Кроме того, чрезмерная мощность может вызвать возгорание полимера у стенки цилиндра до того, как материал в лопастях шнека полностью нагреется.
Кроме того, чрезмерная мощность может вызвать возгорание полимера у стенки цилиндра до того, как материал в лопастях шнека полностью нагреется.
Миканитовые кольцевые нагреватели
Нагревательная энергия сдвига, поступающая от привода, аналогична быстрому перемешиванию очень вязкой жидкости лопастью. Если применить аналогию к человеку, чтобы шевелить мышцами, потребуется много мускулов и энергии. Куда уходит вся эта энергия? Она превращается в тепло в жидкости и называется «вязкой диссипацией». Чтобы визуализировать это, представьте, что нужно сгибать проволоку вперед и назад, пока она не порвется. Область возле разрыва будет горячей, потому что механическая энергия, использованная для разрыва, превратилась в тепло в проводе. Чем более вязкая жидкость, тем больше энергии требуется для ее перемешивания и тем больше тепла будет выделяться.
То же самое и при экструзии: чем более вязкий полимер, тем больше энергии требуется для поворота шнека, в результате чего больше тепла передается полимеру. Это одна из основных причин того, что для разных полимеров требуются винты разной конструкции и разная мощность привода. Это также объясняет, почему температуры плавления разных полимеров различаются. Например, полиэтилен 2,0 MI будет иметь более низкую температуру плавления, чем полиэтилен 0,2 MI при тех же условиях и том же винте из-за вязкого рассеивания. Наконец, учтите, что вязкость некоторых полимеров значительно снижается с увеличением напряжения сдвига. Этим объясняется более быстрое повышение температуры расплава со скоростью вращения шнека для полимера, который не имеет значительно «тонкого сдвига», чем у полимера, у которого это есть.
Это одна из основных причин того, что для разных полимеров требуются винты разной конструкции и разная мощность привода. Это также объясняет, почему температуры плавления разных полимеров различаются. Например, полиэтилен 2,0 MI будет иметь более низкую температуру плавления, чем полиэтилен 0,2 MI при тех же условиях и том же винте из-за вязкого рассеивания. Наконец, учтите, что вязкость некоторых полимеров значительно снижается с увеличением напряжения сдвига. Этим объясняется более быстрое повышение температуры расплава со скоростью вращения шнека для полимера, который не имеет значительно «тонкого сдвига», чем у полимера, у которого это есть.
Самая эффективная регулировка, которую разработчик шнека должен регулировать для контроля температуры расплава, — это удельная мощность или производительность на оборот шнека. По существу, чем меньше общее перемешивание и чем меньше время перемешивания испытывает полимер, тем ниже температура плавления. Это объясняет, например, почему экструдер с длинным L / D не подходит для низких уровней производительности. Однако разработчик шнека всегда должен работать в пределах доступного экструдера, его приводной мощности (крутящего момента) и пригодных для использования условий расплава без наличия не плавленого материала. Иногда это делает невозможным получение желаемого результата на каждом экструдере.
Однако разработчик шнека всегда должен работать в пределах доступного экструдера, его приводной мощности (крутящего момента) и пригодных для использования условий расплава без наличия не плавленого материала. Иногда это делает невозможным получение желаемого результата на каждом экструдере.
Керамические кольцевые нагреватели
Кольцевые нагреватели для экструдера и ТПА от компании Полимернагрев
Саморазогрев частиц пластика от трения при вращении шнека, безусловно, имеет значительную роль в процессе плавления полимеров, но он не является достаточным для качественной обработки, особенно на начальном этапе пуска. Для высокой производительности экструдера или термопластавтомата важно правильно подобрать качественные кольцевые нагреватели, которые будут максимально подходить для вашего случая.
Компания Полимернагрев производит промышленные кольцевые нагреватели для переработки пластика уже много лет. Несмотря на то, что за эти годы у нас накопилось множество вариантов готовых решений для экструзии, к каждой задаче мы подходим индивидуально, привнося в ее решение свой опыт. Помочь с выбором типа нагревателя для цилиндра экструдера вам поможет краткое описание их особенностей.
Помочь с выбором типа нагревателя для цилиндра экструдера вам поможет краткое описание их особенностей.
Типы кольцевых нагревателей от компании Полимернагрев:
Кольцевые нагреватели цилиндра экструдера с миканитовой изоляцией.
-
Доступная цена -
Срок изготовления всего 2-3 дня -
Возможно срочное изготовление за 1 день -
Высокая вариативность конструкции: вырезы, отверстия, крепежные элементы, варианты подключения, нестандартные формы -
Температура нагрева до 350 С -
Плотность мощности до 4 Вт/см2
Кольцевые нагреватели экструдера с керамической изоляцией
-
Большая температура работы до 500 С -
Высокая плотность мощности до 9 Вт/см2 -
Не требуется максимально плотная посадка и идеально ровная поверхность, так как часть энергии передается излучением -
Срок изготовления 2-5 дней -
Возможно изготовление с утепляющим кожухом для экономии электроэнергии -
Количество вырезов и варианты подключения ограничены
Литые алюминиевые и медные нагреватели
Литые алюминиевые нагреватели цилиндра экструдера
-
Высокая надежность -
Литая конструкция -
Не боятся попадания расплава и влаги -
Температура работы до 400°C -
Плотность мощности до 4-х Вт/cм2 -
Срок изготовления 3-7 дней -
Количество вырезов и варианты подключения ограничены
Медные кольцевые нагреватели экструдера
-
Самая высокая температура работы до 650 С -
Высокая теплоотдача -
Длительный срок службы -
Надежность -
Не боятся попадания расплава и влаги -
Количество вырезов и варианты подключения ограничены
Проблемы с нагревом экструдера — это только у меня? — 3D-принтеры — Talk Manufacturing
Don_Sadlier
#1
У меня СТС Гигант. Cura используется для печати. У меня проблема в том, что когда начинается печать, она нагревается. Как только он нагреется, платформа опустится (= сопло поднимется), затем экструдер начнет двигаться в положение для начала печати. Проблема в том, что температура экструдера сразу падает примерно на 50 градусов, а затем снова начинает подниматься. К сожалению, эта температура слишком низкая, чтобы расплавить нить (я использовал PLA), поэтому она начинается только с выполнения движений печати, пока температура снова не поднимется. До печати может пройти около 3 слоев, прежде чем температура станет достаточно высокой, чтобы расплавить нить.
Я подумал, что это может быть неисправный нагреватель экструдера, поэтому его проверили. Он составляет 9,1 Ом при 18 вольтах, что составляет около 36 Вт. Это кажется близким. Напряжение измерялось во время работы, чтобы убедиться, что оно достигает 18 вольт.
Также по светодиоду на плате управления было замечено, что как только температура падает, плата дает полную мощность. К сожалению, прежде чем достичь нужной температуры, он начнет модулировать и никогда не достигнет заданного значения. Похоже, что настройка PID неверна, но я не знаю, где она должна быть.
Эта проблема уникальна для меня или она есть у всех?
zx81
#2
Вы можете попробовать установить температуру кровати, дождавшись, пока она нагреется, а затем нагреть хот-энд. Когда они достигнут температуры начала печати, вы захотите удалить gcode нагрева стола из процедуры запуска… Этого блока питания достаточно для кровати и хотэнда?
Дон_Садлер
#3
Блок питания работает с нагрузкой. Он падает всего около 0,1 вольта от холостого хода до нагрева стола и экструдера.
Сначала я попробую нагреть кровать.
Дон_Садлер
#4
Я нашел проблему. Производитель заземлил один провод термопары, и, кроме того, его электрическое соединение было ослаблено. Температура теперь нормальная.
zx81
#5
рад, что вы все исправили!
Дон_Садлер
#6
Измеренная температура экструдера оказалась примерно на 40 градусов ниже, чем показывала машина. Я вспомнил, как производитель чипа термопары предупреждал о случайных смещениях каждый раз, когда выполняется другое соединение, например, если провод термопары подключается к клеммной колодке. CTC обжала подковообразные разъемы на проводе термопары, поэтому они были отрезаны, провод зачищен и выполнено более прямое соединение с платой управления. Это привело термопару к разнице в 20 градусов. Я предполагаю, что если я удалю клеммную колодку на плате и выполню прямое соединение пайкой, то значение улучшится, но я думаю, что с этим можно работать.
Экструдер не нагревается при печати — 3D-принтеры — Talk Manufacturing
deannaiferris
#1
У меня проблема с тем, что мой экструдер не нагревается или удерживает тепло после предварительного нагрева принтера. Я использую Simplify 3D, у меня есть FFCP, и я не могу думать о том, что я мог непреднамеренно изменить в настройках. Я новичок в 3D-печати, поэтому для меня не очевидно, что могло произойти.
Я использую Simplify 3D, у меня есть FFCP, и я не могу думать о том, что я мог непреднамеренно изменить в настройках. Я новичок в 3D-печати, поэтому для меня не очевидно, что могло произойти.
Марк_Уокер
#2
Очень распространенная проблема заключается в прерывистом соединении проводов, ведущих к каретке, из-за постоянного изгиба, поэтому провод для радиатора вашего нагревателя может оборваться, так что в некоторых положениях он не получает полного тока.
Шаг10
#3
Дважды проверьте, чтобы убедиться, что ваши настройки нагрева в Simple 3d имеют правильный номер инструмента. Левый должен быть инструментом 0, а правый должен быть инструментом 1.
Левый должен быть инструментом 0, а правый должен быть инструментом 1.
lkauf
#4
У меня была точно такая же проблема с упрощением 3D! Это происходит после того, как вы по какой-то причине используете мастер двойного экструдера. Все, что вам нужно сделать, это убедиться, что на каждой вкладке настроек выбран правильный экструдер. Вверху выберите левый или правый экструдер, затем на первой вкладке убедитесь, что вы выбрали основной экструдер, на вкладке поддержки выберите тот же экструдер, а на вкладке заполнения также выберите этот экструдер. Последнее, что нужно убедиться, это правильность установки температуры на вкладке температуры.
У меня по-прежнему возникала проблема с тем, что правый экструдер предварительно нагревался, но как только он начинал печатать, он пытался печатать на левом экструдере, в котором не было нити. Мне потребовался целый час, чтобы понять, почему он нагревается, но не печатает. Ключевым моментом является выбор правильного экструдера на каждой вкладке!
Мне потребовался целый час, чтобы понять, почему он нагревается, но не печатает. Ключевым моментом является выбор правильного экструдера на каждой вкладке!
деаннаферрис
#5
Спасибо за ответ. Он хорошо нагревается во время предварительного нагрева, но не когда я иду на печать.
Марк_Уокер
#6
Возможно, это неправильная конфигурация вашего начального gcode, из-за чего он переключается на неправильную форсунку.
Но также работа во время предварительного прогрева не означает, что у вас нет прерывистого соединения.


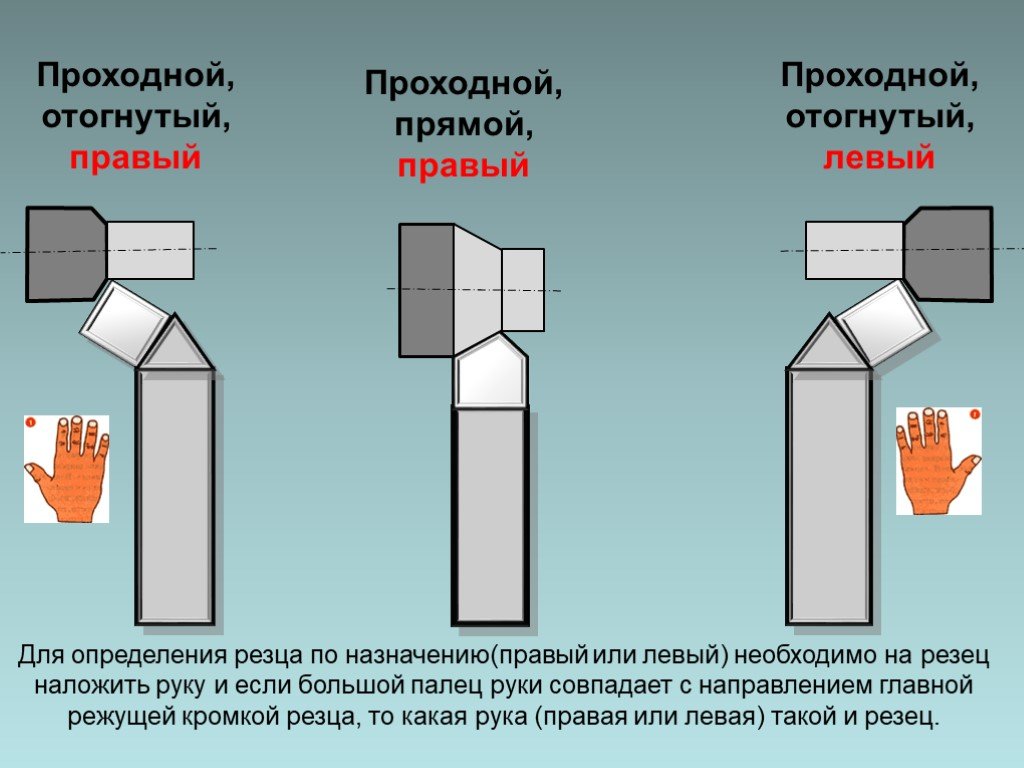
 В отличие от прямых, резцы проходные отогнутые получили большее распространение, так как они обладают универсальными возможностями в работе. У них более высокая жесткость и благодаря своей форме, они могут обрабатывать детали даже в сложнодоступных местах. Они применяются для создания деталей, черновой и чистовой обработки заготовок в машиностроении и станкостроении, практически в каждой профессиональной токарной мастерской резец проходной отогнутый является незаменимым инструментом для обработки.
В отличие от прямых, резцы проходные отогнутые получили большее распространение, так как они обладают универсальными возможностями в работе. У них более высокая жесткость и благодаря своей форме, они могут обрабатывать детали даже в сложнодоступных местах. Они применяются для создания деталей, черновой и чистовой обработки заготовок в машиностроении и станкостроении, практически в каждой профессиональной токарной мастерской резец проходной отогнутый является незаменимым инструментом для обработки.
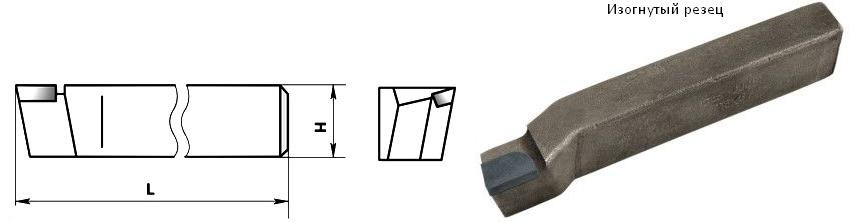
 На передней поверхности головки имеется поверхность, которая обеспечивает сход стружки. Также существует две задние кромки вспомогательная и основная. Ими называют те поверхности, которые обращены к детали, подвергающейся обработке.
На передней поверхности головки имеется поверхность, которая обеспечивает сход стружки. Также существует две задние кромки вспомогательная и основная. Ими называют те поверхности, которые обращены к детали, подвергающейся обработке. При выборе следует обращают внимание на то, с какими заготовками придется иметь дело. Если в производстве используется широкий круг деталей, то следует иметь не один резец проходной изогнутый, а целый набор для различных случаев.
При выборе следует обращают внимание на то, с какими заготовками придется иметь дело. Если в производстве используется широкий круг деталей, то следует иметь не один резец проходной изогнутый, а целый набор для различных случаев.
 В худшем случае это смертельно. Эмрис Баррелл тестирует семь резаков для веревки, чтобы выяснить, действительно ли они могут заставить ваш винт вращаться. Я дождался, пока линь утонет, и включил передачу вперед, чтобы покинуть наш причал в Средиземном море. Я должен был ждать дольше. Внезапно двигатель заглох, так как стационарная швартовка теперь была плотно обмотана вокруг трехлопастного гребного винта нашего Gib’Sea 32. Вернувшись к нашему причалу, я отрезал 8 футов от конца шланга, прикрепив один конец к стойке. , засунул другой мне в рот и сошел с кормы, чтобы исследовать [ЭТО НЕ РЕКОМЕНДУЕТСЯ].
В худшем случае это смертельно. Эмрис Баррелл тестирует семь резаков для веревки, чтобы выяснить, действительно ли они могут заставить ваш винт вращаться. Я дождался, пока линь утонет, и включил передачу вперед, чтобы покинуть наш причал в Средиземном море. Я должен был ждать дольше. Внезапно двигатель заглох, так как стационарная швартовка теперь была плотно обмотана вокруг трехлопастного гребного винта нашего Gib’Sea 32. Вернувшись к нашему причалу, я отрезал 8 футов от конца шланга, прикрепив один конец к стойке. , засунул другой мне в рот и сошел с кормы, чтобы исследовать [ЭТО НЕ РЕКОМЕНДУЕТСЯ].
 Он состоит из вращающегося резака, прикрепленного к валу, с двумя или более лезвиями, а также неподвижного резака, прикрепленного болтами к П-образному кронштейну. Когда винт вращается, препятствия втягиваются в лезвия ножниц и разрезаются или измельчаются.
Он состоит из вращающегося резака, прикрепленного к валу, с двумя или более лезвиями, а также неподвижного резака, прикрепленного болтами к П-образному кронштейну. Когда винт вращается, препятствия втягиваются в лезвия ножниц и разрезаются или измельчаются. Ножничный резак — единственный вариант для сейлдрайва.
Ножничный резак — единственный вариант для сейлдрайва. Кормовые трубы из стеклопластика могут нуждаться в некотором усилении, в зависимости от качества сборки. Пластиковая катушка или цилиндр надевается на вал и прикрепляется к передней втулке опоры, проходя под режущими лезвиями. При встрече с веревкой или мусором они вдавливаются в зазор между лопастями и опорой. По мере вращения лопастей веревка постепенно срезается.
Кормовые трубы из стеклопластика могут нуждаться в некотором усилении, в зависимости от качества сборки. Пластиковая катушка или цилиндр надевается на вал и прикрепляется к передней втулке опоры, проходя под режущими лезвиями. При встрече с веревкой или мусором они вдавливаются в зазор между лопастями и опорой. По мере вращения лопастей веревка постепенно срезается. Plastimo не мог предоставить нам устройство, поэтому мы купили его. Нам не удалось протестировать бритву Quickutter — ее производитель отказался участвовать, сославшись на опасения по поводу пригодности нашего испытательного резервуара и установки для оценки производительности бритвы. Мы были бы рады узнать об опыте читателей с бритвенными резаками. Стоит отметить, что RNLI оснастила Quickutters всем своим флотом спасательных шлюпок класса Tamar.
Plastimo не мог предоставить нам устройство, поэтому мы купили его. Нам не удалось протестировать бритву Quickutter — ее производитель отказался участвовать, сославшись на опасения по поводу пригодности нашего испытательного резервуара и установки для оценки производительности бритвы. Мы были бы рады узнать об опыте читателей с бритвенными резаками. Стоит отметить, что RNLI оснастила Quickutters всем своим флотом спасательных шлюпок класса Tamar. Если у вас есть какие-либо сомнения, найдите верфь, которая подойдет для вас.
Если у вас есть какие-либо сомнения, найдите верфь, которая подойдет для вас.
 мотор.
мотор.
 Иногда веревки останавливали мотор, поэтому мы меняли его направление, что опять же вы сделали бы в реальной жизни. Следует отметить, что мы использовали только двигатель мощностью 3 л.с. На самом деле, большая мощность сделает режущее действие более эффективным. Те же методы применялись к сетке и брезенту, но проволока подавалась во вращающийся резак спереди.
Иногда веревки останавливали мотор, поэтому мы меняли его направление, что опять же вы сделали бы в реальной жизни. Следует отметить, что мы использовали только двигатель мощностью 3 л.с. На самом деле, большая мощность сделает режущее действие более эффективным. Те же методы применялись к сетке и брезенту, но проволока подавалась во вращающийся резак спереди.
 Изготовлен из незакаленной нержавеющей стали марки 316. Стриппер доступен в версиях с 2, 3 или 4 лезвиями, в зависимости от количества лезвий на вашей опоре. Он также может иметь трубку Вентури, прикрепленную к P-образному кронштейну, которая, как утверждается, уменьшает кавитацию над винтом, продлевая срок его службы и снижая потери производительности. Еще один вариант — это подъемные винты на фиксированном блоке, которые позволяют подогнать его форму под П-образные кронштейны разного радиуса.
Изготовлен из незакаленной нержавеющей стали марки 316. Стриппер доступен в версиях с 2, 3 или 4 лезвиями, в зависимости от количества лезвий на вашей опоре. Он также может иметь трубку Вентури, прикрепленную к P-образному кронштейну, которая, как утверждается, уменьшает кавитацию над винтом, продлевая срок его службы и снижая потери производительности. Еще один вариант — это подъемные винты на фиксированном блоке, которые позволяют подогнать его форму под П-образные кронштейны разного радиуса.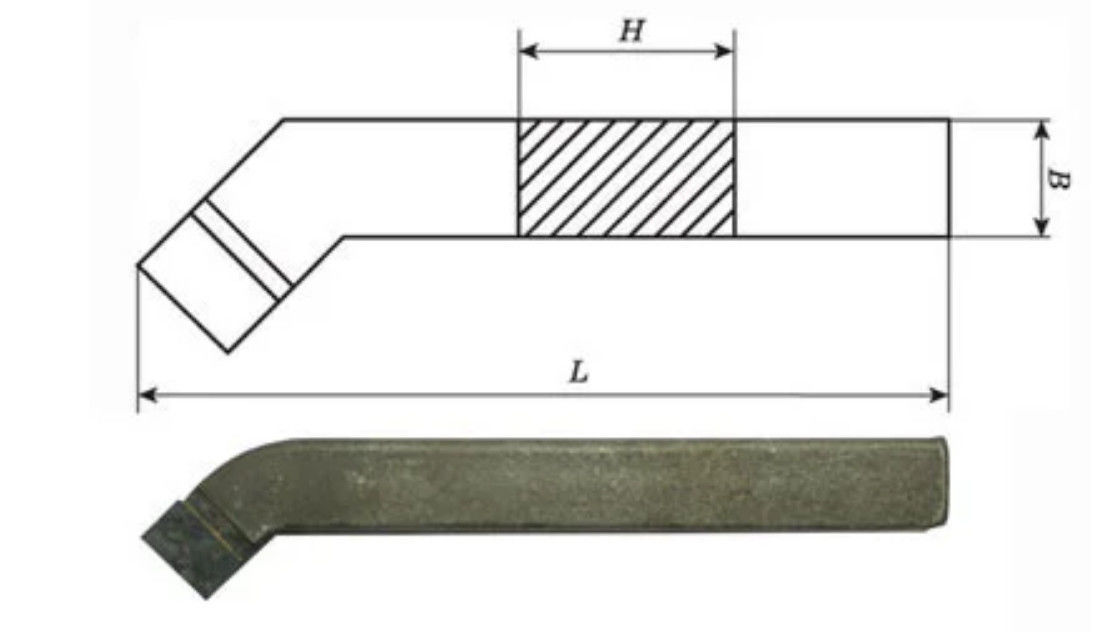 Они посмотрели на текущие проекты и утверждают, что внесли улучшения. Gator ножничного типа имеет три лезвия, зазубренные и имеющие форму ласточкина хвоста. Утверждается, что это зацепляет веревки и предотвращает их выбрасывание наружу. Они также усилили ключевые участки конструкции, усилив секции колец и их запорный механизм, а также добавив ребра жесткости на тыльной стороне лопастей. Он изготовлен из незакаленной нержавеющей стали марки 316. Неподвижный блок также имеет три домкратных винта.
Они посмотрели на текущие проекты и утверждают, что внесли улучшения. Gator ножничного типа имеет три лезвия, зазубренные и имеющие форму ласточкина хвоста. Утверждается, что это зацепляет веревки и предотвращает их выбрасывание наружу. Они также усилили ключевые участки конструкции, усилив секции колец и их запорный механизм, а также добавив ребра жесткости на тыльной стороне лопастей. Он изготовлен из незакаленной нержавеющей стали марки 316. Неподвижный блок также имеет три домкратных винта.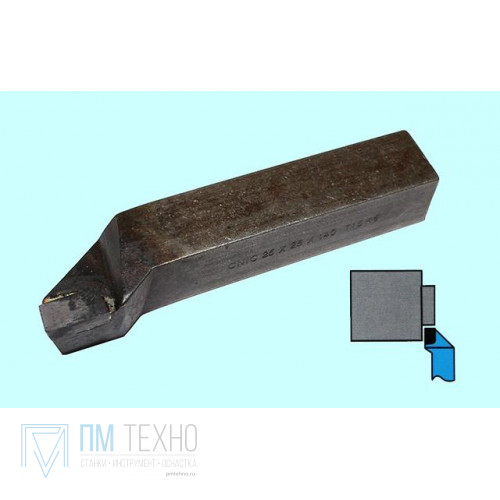 Секция диска была тоньше, чем у конкурентов, и, несмотря на то, что поставлялась как подходящая для 1½-дюймового вала, она казалась свободной. Однако установить его было просто, как только вы сняли опору.
Секция диска была тоньше, чем у конкурентов, и, несмотря на то, что поставлялась как подходящая для 1½-дюймового вала, она казалась свободной. Однако установить его было просто, как только вы сняли опору.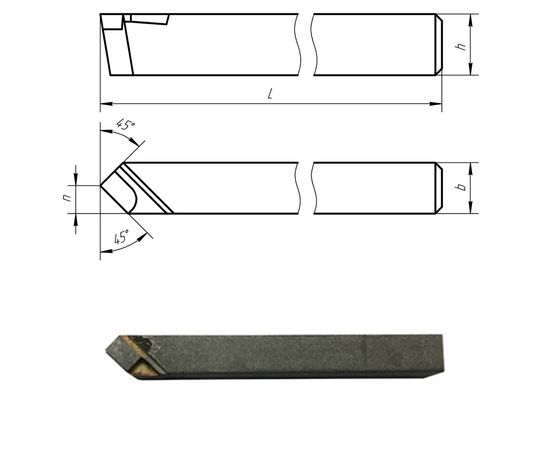 Преимущество этого заключается в том, что он закрывает кронштейн, предотвращая затягивание веревки в зазор между ним и резаком. Другие особенности включают отверстия в диске, которые, как утверждается, улучшают поток воды к опоре. Изготовленный из нержавеющей незакаленной стали 316, он имеет более тяжелые секции, чем его конкуренты.
Преимущество этого заключается в том, что он закрывает кронштейн, предотвращая затягивание веревки в зазор между ним и резаком. Другие особенности включают отверстия в диске, которые, как утверждается, улучшают поток воды к опоре. Изготовленный из нержавеющей незакаленной стали 316, он имеет более тяжелые секции, чем его конкуренты. Просто просверлите углубление в валу, затем соедините две половинки вместе и затяните резьбовой штифт. Он изготовлен из незакаленной нержавеющей стали 316. У него был самый острый край из всех устройств, и он поставлялся с пластиковым кольцом, чтобы вы не порезались во время установки, и предупреждением.
Просто просверлите углубление в валу, затем соедините две половинки вместе и затяните резьбовой штифт. Он изготовлен из незакаленной нержавеющей стали 316. У него был самый острый край из всех устройств, и он поставлялся с пластиковым кольцом, чтобы вы не порезались во время установки, и предупреждением.

 2 шт.3 шт.4 шт.5 шт.6 шт.7 шт.8 шт.9 шт.10 шт.11 шт.12 шт.13 шт. .14 шт.15 шт.16 шт.17 шт.18 шт.19 шт.20 шт.21 шт.22 шт.23 шт.24 шт.25 шт.26 шт.27 шт.28 шт.29 шт.30 31 шт.32 шт.33 шт.34 шт.35 шт.36 шт.37 шт.38 шт.39 шт.40 шт.41 шт.42 шт.43 шт.44 шт.45 шт.46 шт. 47 шт.48 шт.49 шт.50 шт.51 шт.52 шт.53 шт.54 шт.55 шт.56 шт.57 шт.58 шт.5960 шт.61 шт.62 шт.63 шт.64 шт.65 шт.66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт.73 шт.74 шт.75 шт. 76 шт.77 шт.78 шт.79 шт.80 шт.81 шт.82 шт.83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 шт.90 шт.91 шт.92 шт 93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт.103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109 110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119 шт.120 шт.121 шт.122 шт.123 шт.124 шт.125 шт. 126 шт.127 шт.128 шт.129130 шт.131 шт.132 шт.133 шт.134 шт.135 шт.136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт.143 шт.144 шт.145 шт. 146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт.153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 шт.160 шт.
2 шт.3 шт.4 шт.5 шт.6 шт.7 шт.8 шт.9 шт.10 шт.11 шт.12 шт.13 шт. .14 шт.15 шт.16 шт.17 шт.18 шт.19 шт.20 шт.21 шт.22 шт.23 шт.24 шт.25 шт.26 шт.27 шт.28 шт.29 шт.30 31 шт.32 шт.33 шт.34 шт.35 шт.36 шт.37 шт.38 шт.39 шт.40 шт.41 шт.42 шт.43 шт.44 шт.45 шт.46 шт. 47 шт.48 шт.49 шт.50 шт.51 шт.52 шт.53 шт.54 шт.55 шт.56 шт.57 шт.58 шт.5960 шт.61 шт.62 шт.63 шт.64 шт.65 шт.66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт.73 шт.74 шт.75 шт. 76 шт.77 шт.78 шт.79 шт.80 шт.81 шт.82 шт.83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 шт.90 шт.91 шт.92 шт 93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт.103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109 110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119 шт.120 шт.121 шт.122 шт.123 шт.124 шт.125 шт. 126 шт.127 шт.128 шт.129130 шт.131 шт.132 шт.133 шт.134 шт.135 шт.136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт.143 шт.144 шт.145 шт. 146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт.153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 шт.160 шт. 161 шт.162 шт 163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 шт.170 шт.171 шт.172 шт.173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 180 шт.181 шт.182 шт.183 шт.184 шт.185 шт.186 шт.187 шт.188 шт.189 шт.190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт.206 шт.207 шт.208 шт 209 шт.210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт.223 шт.224 шт.225 226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 шт.240 шт.241 шт. 242 шт.243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт.256 шт.257 шт.258 шт. 0,259260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт. 293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.
161 шт.162 шт 163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 шт.170 шт.171 шт.172 шт.173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 180 шт.181 шт.182 шт.183 шт.184 шт.185 шт.186 шт.187 шт.188 шт.189 шт.190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт.206 шт.207 шт.208 шт 209 шт.210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт.223 шт.224 шт.225 226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 шт.240 шт.241 шт. 242 шт.243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт.256 шт.257 шт.258 шт. 0,259260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт. 293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт. 305 шт.306 шт.307 шт.308 шт.309 310 шт.311 шт.312 шт.313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт. 326 шт.327 шт.328 шт.329330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349 шт.350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт. 363 шт.364 шт.365 шт.366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 380 шт.381 шт.382 шт.383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 шт.400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт 409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт.416 шт.417 шт.418 шт.419 шт.420 шт.421 шт.422 шт.423 шт.424 шт.425 426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт.436 шт.437 шт.438 шт.439 шт.440 шт.441 шт. 442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.
305 шт.306 шт.307 шт.308 шт.309 310 шт.311 шт.312 шт.313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт. 326 шт.327 шт.328 шт.329330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349 шт.350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт. 363 шт.364 шт.365 шт.366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 380 шт.381 шт.382 шт.383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 шт.400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт 409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт.416 шт.417 шт.418 шт.419 шт.420 шт.421 шт.422 шт.423 шт.424 шт.425 426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт.436 шт.437 шт.438 шт.439 шт.440 шт.441 шт. 442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.
 ..
.. Слой 0.2 мм. Сопло 0.5 мм. ПЛА и АБС пластик.
Слой 0.2 мм. Сопло 0.5 мм. ПЛА и АБС пластик. Сравниваем жесткость рамы принтеров, от которой зависит качество печати.
Сравниваем жесткость рамы принтеров, от которой зависит качество печати.
 Сопло 0.5 мм. Высота слоя 0.2 мм. На данном принтере установлен старый ремень Т5, на продаваемых принтерах установлен ремень GT2. В качестве покрытия стола используется 3D-лак нашей разработки.
Сопло 0.5 мм. Высота слоя 0.2 мм. На данном принтере установлен старый ремень Т5, на продаваемых принтерах установлен ремень GT2. В качестве покрытия стола используется 3D-лак нашей разработки. Проверьте это место, чтобы узнать, созрел ли ваш авокадо
Проверьте это место, чтобы узнать, созрел ли ваш авокадо Вот почему
Вот почему
 Каждый этап производства контролируется в соответствии с международными стандартами. Головки и комбинированные ключи изготовлены из хромованадиевой стали, придающей инструменту исключительную твердость в сочетании с легкостью. Биты, биты-вставки и отвёртки производятся из стали S2, улучшающей свойства инструмента. Все наборы упакованы в кейс, изготовленный из жесткого противоударного пластика, с металлическими застёжками. Наборы инструмента STELS пригодятся вам не только в автомобиле. С их помощью можно проводить бытовой ремонт дома и на даче, ремонт бытовых конструкций и садовой техники. На все наборы инструментов STELS предоставляется пожизненная гарантия (подробнее об условиях гарантии вы можете узнать из гарантийного талона).
Каждый этап производства контролируется в соответствии с международными стандартами. Головки и комбинированные ключи изготовлены из хромованадиевой стали, придающей инструменту исключительную твердость в сочетании с легкостью. Биты, биты-вставки и отвёртки производятся из стали S2, улучшающей свойства инструмента. Все наборы упакованы в кейс, изготовленный из жесткого противоударного пластика, с металлическими застёжками. Наборы инструмента STELS пригодятся вам не только в автомобиле. С их помощью можно проводить бытовой ремонт дома и на даче, ремонт бытовых конструкций и садовой техники. На все наборы инструментов STELS предоставляется пожизненная гарантия (подробнее об условиях гарантии вы можете узнать из гарантийного талона). 5мм, 2.0мм, 3мм, 3.5 мм, 5 мм, 6 мм, 7мм;
5мм, 2.0мм, 3мм, 3.5 мм, 5 мм, 6 мм, 7мм;

 размер, мм
размер, мм

 Хотя Desertcart прилагает разумные усилия, чтобы показывать только товары, доступные в вашей стране, некоторые товары могут быть отменены, если они запрещены к ввозу в Индию. Для получения более подробной информации посетите нашу страницу поддержки.
Хотя Desertcart прилагает разумные усилия, чтобы показывать только товары, доступные в вашей стране, некоторые товары могут быть отменены, если они запрещены к ввозу в Индию. Для получения более подробной информации посетите нашу страницу поддержки. 14104 в города Индии и другие города. Получите неограниченную бесплатную доставку в более чем 164 странах с членством в Desertcart Plus. Мы можем быстро доставить Stels Tool Kit 1 2 1 4 Cr V Plastic Case 76 Pcs 14104 без проблем с доставкой, таможней или пошлинами.
14104 в города Индии и другие города. Получите неограниченную бесплатную доставку в более чем 164 странах с членством в Desertcart Plus. Мы можем быстро доставить Stels Tool Kit 1 2 1 4 Cr V Plastic Case 76 Pcs 14104 без проблем с доставкой, таможней или пошлинами.
 Группа осуществляет свою деятельность на всех европейских рынках и на международном внешнем рынке.
Группа осуществляет свою деятельность на всех европейских рынках и на международном внешнем рынке.


 Например, если ваша машина имеет компоненты, смазываемые разбрызгиванием, важно, чтобы масло оставалось жидким, поскольку для разбрызгивания масла и смазки различных деталей внутри отсека потребуется определенная степень текучести. Поскольку вязкость масла увеличивается при более низких температурах, разбрызгивание сводится к минимуму и может привести к преждевременному износу машины.
Например, если ваша машина имеет компоненты, смазываемые разбрызгиванием, важно, чтобы масло оставалось жидким, поскольку для разбрызгивания масла и смазки различных деталей внутри отсека потребуется определенная степень текучести. Поскольку вязкость масла увеличивается при более низких температурах, разбрызгивание сводится к минимуму и может привести к преждевременному износу машины. Если часть оборудования будет работать в очень холодных условиях и рабочая температура также низкая, вы можете помочь сохранить текучесть масла, используя более низкий класс вязкости, который больше соответствует температуре окружающей среды.
Если часть оборудования будет работать в очень холодных условиях и рабочая температура также низкая, вы можете помочь сохранить текучесть масла, используя более низкий класс вязкости, который больше соответствует температуре окружающей среды. В частности, обратите внимание на одно свойство — температуру застывания. Во время этого испытания образец масла постепенно охлаждают и измеряют его расход. Как только через пять секунд движения не наблюдается, температура застывания записывается как предыдущая температура, когда наблюдали течение.
В частности, обратите внимание на одно свойство — температуру застывания. Во время этого испытания образец масла постепенно охлаждают и измеряют его расход. Как только через пять секунд движения не наблюдается, температура застывания записывается как предыдущая температура, когда наблюдали течение.
 Сажа является распространенным загрязняющим веществом в дизельных двигателях, которое может увеличить вязкость масла.
Сажа является распространенным загрязняющим веществом в дизельных двигателях, которое может увеличить вязкость масла. Первым и, вероятно, наиболее распространенным для промышленных применений, связанных с резервуаром, является погружной нагреватель (также известный как погружной нагреватель) с зондом, который входит в масло.
Первым и, вероятно, наиболее распространенным для промышленных применений, связанных с резервуаром, является погружной нагреватель (также известный как погружной нагреватель) с зондом, который входит в масло.



 tab_name}}
tab_name}}
 2
2

 Соликамск
Соликамск Износоустойчивые параллельно расположенные зажимные колодки-щеки гарантируют щадящий охват тягового каната благодаря равномерному распределению силы давления на его поверхность. Усилие прилагается через две пары самосрабатывающих кулачковых креплений, усилие сжатия которых регулируется в зависимости от нагрузки. Телескопическая рукоятка управления с возможностью прямого и обратного хода передает усилие на кулачковый зажим. Колодки разблокируются специальным рычагом для заправки каната. Защита от перегрузки гарантируется срезным штифтом в рычаге тяги. Каждый механизм поставляется в комплекте с телескопической рукояткой управления и с 20-метровым специальным тросом, оснащенным крюком и намотанным на металлический барабан.
Износоустойчивые параллельно расположенные зажимные колодки-щеки гарантируют щадящий охват тягового каната благодаря равномерному распределению силы давления на его поверхность. Усилие прилагается через две пары самосрабатывающих кулачковых креплений, усилие сжатия которых регулируется в зависимости от нагрузки. Телескопическая рукоятка управления с возможностью прямого и обратного хода передает усилие на кулачковый зажим. Колодки разблокируются специальным рычагом для заправки каната. Защита от перегрузки гарантируется срезным штифтом в рычаге тяги. Каждый механизм поставляется в комплекте с телескопической рукояткой управления и с 20-метровым специальным тросом, оснащенным крюком и намотанным на металлический барабан. (812) 436-48-79, 436-48-81, 436-48-93;
(812) 436-48-79, 436-48-81, 436-48-93; Лебедки можно использовать для лодок, якорей, жилых домов и прицепов, а также крепить к стенам, полу и автомобилям. Электрические подъемники бывают портативными и легкими на 110, 120 и 12 вольт.
Лебедки можно использовать для лодок, якорей, жилых домов и прицепов, а также крепить к стенам, полу и автомобилям. Электрические подъемники бывают портативными и легкими на 110, 120 и 12 вольт. Существует множество различных типов этих машин, в том числе ручные, портативные, ручные, лодочные, мини и сверхмощные. Лебедки используются в различных приложениях, где необходимо перемещать или буксировать тяжелые предметы, такие как лебедка для прицепа
Существует множество различных типов этих машин, в том числе ручные, портативные, ручные, лодочные, мини и сверхмощные. Лебедки используются в различных приложениях, где необходимо перемещать или буксировать тяжелые предметы, такие как лебедка для прицепа  груза тормоз автоматически срабатывает, чтобы остановить перемещение груза.
груза тормоз автоматически срабатывает, чтобы остановить перемещение груза.





 США
США
 США
США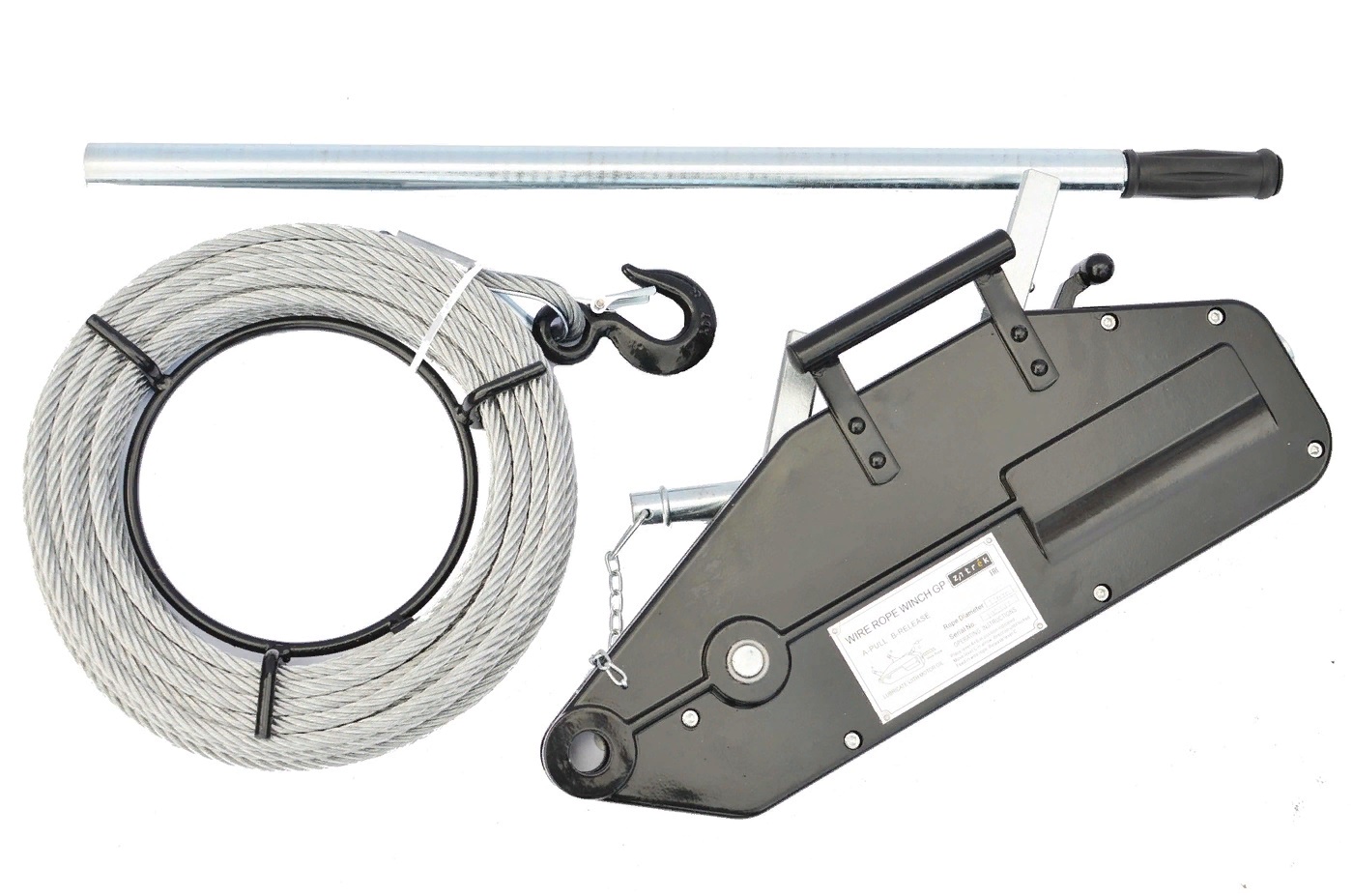



 80 грн
80 грн Пыль и взвешенные в воздухе частицы от механической обработки, химические пары, грязь и мусор, а также другие переносимые по воздуху загрязняющие вещества могут быть чрезвычайно опасными, приводя к снижению качества воздуха ниже допустимых санитарных норм или увеличивая риск внезапного воспламенения и возгорания. Найдите подходящие фильтры для сжатого воздуха и фильтры для вакуумных насосов, чтобы поддерживать или улучшать качество воздуха на вашем предприятии при поддержке Filpro.
Пыль и взвешенные в воздухе частицы от механической обработки, химические пары, грязь и мусор, а также другие переносимые по воздуху загрязняющие вещества могут быть чрезвычайно опасными, приводя к снижению качества воздуха ниже допустимых санитарных норм или увеличивая риск внезапного воспламенения и возгорания. Найдите подходящие фильтры для сжатого воздуха и фильтры для вакуумных насосов, чтобы поддерживать или улучшать качество воздуха на вашем предприятии при поддержке Filpro.
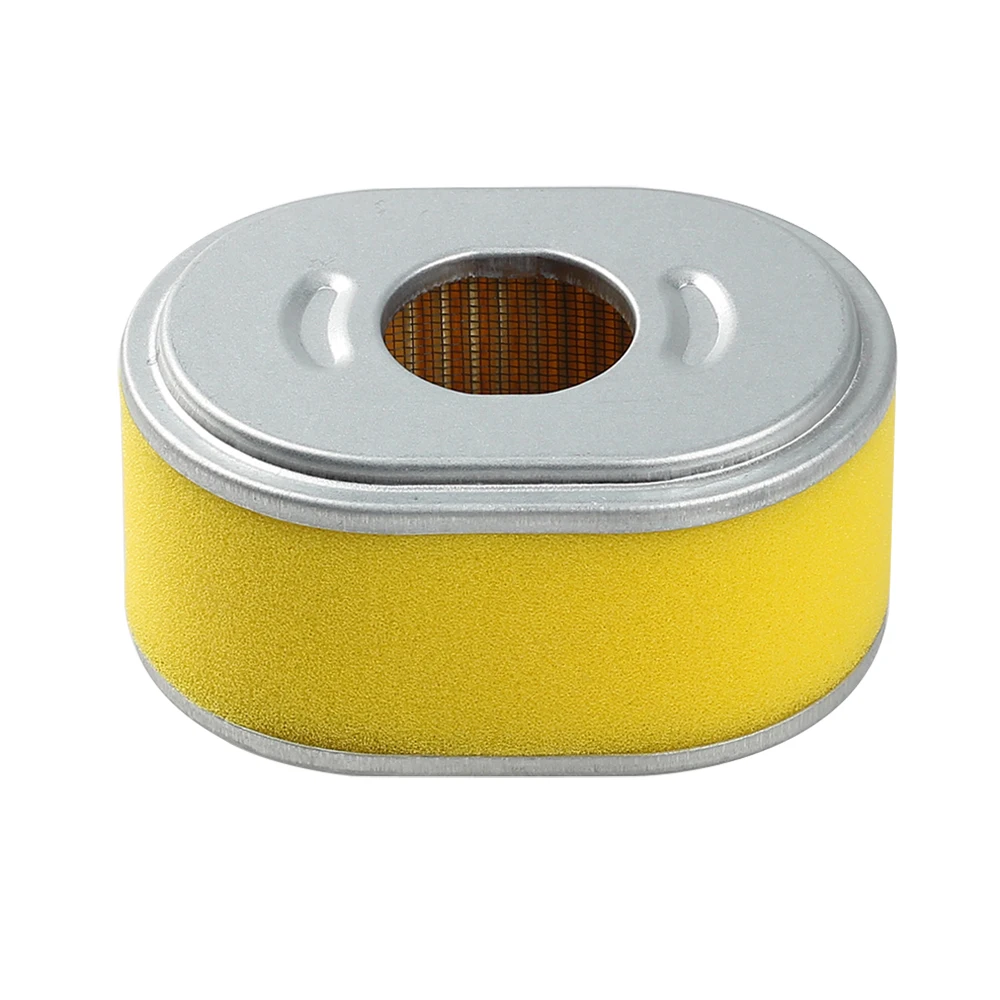 Мы производим широкий ассортимент фильтров для вакуумных насосов, чтобы наши клиенты могли выбрать правильный продукт в зависимости от тонкости фильтрации, пределов потери давления, требований к энергоэффективности и т. д.
Мы производим широкий ассортимент фильтров для вакуумных насосов, чтобы наши клиенты могли выбрать правильный продукт в зависимости от тонкости фильтрации, пределов потери давления, требований к энергоэффективности и т. д.

 Возможность присоединения блоков с шести сторон.
Возможность присоединения блоков с шести сторон. 5
5 HUNA KICKY Senior. (35 роботов в наборе)
HUNA KICKY Senior. (35 роботов в наборе)
 Вручение Премии состоялось 21 октября 2015 г. В ГК «Президент-Отель» Управления делами Президента (г.Москва) на церемонии награждения в рамках признания достижений «ЭКОНОМИЧЕСКАЯ ОПОРА РОССИИ» с присуждением предприятию почетного звания «ВЫСОКИЙ СТАНДАРТ КАЧЕСТВА», руководителю КОМПАНИИ БАБЕНКОВОЙ НАДЕЖДЕ ЕВГЕНЬЕВНЕ – почетного знака «За качество управленческих решений».
Вручение Премии состоялось 21 октября 2015 г. В ГК «Президент-Отель» Управления делами Президента (г.Москва) на церемонии награждения в рамках признания достижений «ЭКОНОМИЧЕСКАЯ ОПОРА РОССИИ» с присуждением предприятию почетного звания «ВЫСОКИЙ СТАНДАРТ КАЧЕСТВА», руководителю КОМПАНИИ БАБЕНКОВОЙ НАДЕЖДЕ ЕВГЕНЬЕВНЕ – почетного знака «За качество управленческих решений». В ГК «Президент-Отель» Управления делами Президента (г. Москва) в рамках работы XXXVI Конференции Международного Форума «Инновации и развитие». На Пленарном заседании выступили: лётчик-космонавт СССР, дважды герой Советского Союза Борис Валентинович Волынов; академик Российской академии естественных наук, Международной Академии профессионалов и Российской академии транспорта Евгений Алексеевич Жуков, Борис Александрович Астафьев, доктор медицинских наук, гранд доктор философии, профессор, академик Международной Академии Информатизации.
В ГК «Президент-Отель» Управления делами Президента (г. Москва) в рамках работы XXXVI Конференции Международного Форума «Инновации и развитие». На Пленарном заседании выступили: лётчик-космонавт СССР, дважды герой Советского Союза Борис Валентинович Волынов; академик Российской академии естественных наук, Международной Академии профессионалов и Российской академии транспорта Евгений Алексеевич Жуков, Борис Александрович Астафьев, доктор медицинских наук, гранд доктор философии, профессор, академик Международной Академии Информатизации. («Норвежская» или «Компания») (NYSE: NCLH), ведущая мировая круизная компания, управляющая брендами Norwegian Cruise Line, Oceania Cruises и Regent Seven Seas Cruises, сегодня объявила, что передает в дар свою незастроенную прибрежную недвижимость в Джуно, Аляска, местной корпорации Huna Totem Corporation, давнему партнеру и местному лидеру в развитии туризма на Аляске. Взаимодействуя с другими корпорациями коренных жителей Аляски и заинтересованными сторонами, Huna Totem возглавит усилия по созданию нового пирса и соответствующей инфраструктуры на этом участке и планирует представить планы круглогодичного объекта до конца года. Благодаря этому пожертвованию компания получит льготные права на причал у причала после завершения разработки. Ожидается, что проект принесет значительную пользу каждому аспекту опыта местных жителей и посетителей за счет устранения тендерных операций, улучшения транспортного потока и приема посетителей на специально построенном объекте. Будущий прибрежный комплекс, принадлежащий и управляемый местными жителями, будет стимулировать экономику за счет увеличения доходов от туризма и создания рабочих мест круглый год.
(«Норвежская» или «Компания») (NYSE: NCLH), ведущая мировая круизная компания, управляющая брендами Norwegian Cruise Line, Oceania Cruises и Regent Seven Seas Cruises, сегодня объявила, что передает в дар свою незастроенную прибрежную недвижимость в Джуно, Аляска, местной корпорации Huna Totem Corporation, давнему партнеру и местному лидеру в развитии туризма на Аляске. Взаимодействуя с другими корпорациями коренных жителей Аляски и заинтересованными сторонами, Huna Totem возглавит усилия по созданию нового пирса и соответствующей инфраструктуры на этом участке и планирует представить планы круглогодичного объекта до конца года. Благодаря этому пожертвованию компания получит льготные права на причал у причала после завершения разработки. Ожидается, что проект принесет значительную пользу каждому аспекту опыта местных жителей и посетителей за счет устранения тендерных операций, улучшения транспортного потока и приема посетителей на специально построенном объекте. Будущий прибрежный комплекс, принадлежащий и управляемый местными жителями, будет стимулировать экономику за счет увеличения доходов от туризма и создания рабочих мест круглый год.
 «В соответствии с моделью развития порта Huna Totem дизайн и разработка нового направления будут отражать наши руководящие принципы как коренных жителей Аляски, защищая и сохраняя природную красоту Джуно, расширяя возможности нашего сообщества и полностью поддерживая экономику региона, основанную на туризме».
«В соответствии с моделью развития порта Huna Totem дизайн и разработка нового направления будут отражать наши руководящие принципы как коренных жителей Аляски, защищая и сохраняя природную красоту Джуно, расширяя возможности нашего сообщества и полностью поддерживая экономику региона, основанную на туризме». До 2027 года у компании запланирована поставка восьми дополнительных судов общей вместимостью более 20 000 причалов.
До 2027 года у компании запланирована поставка восьми дополнительных судов общей вместимостью более 20 000 причалов. com
com  Будучи воротами в пролив Принца Уильяма, Уиттиер позволяет приезжим гостям насладиться нетронутой природой и многими классическими местами и впечатлениями, которые можно найти на юге центральной части Аляски, включая ледник Портедж, Колледж-фьорд и Мемориальный туннель Антона Андерсона — самый длинный автомобильный туннель на севере. Америка.
Будучи воротами в пролив Принца Уильяма, Уиттиер позволяет приезжим гостям насладиться нетронутой природой и многими классическими местами и впечатлениями, которые можно найти на юге центральной части Аляски, включая ледник Портедж, Колледж-фьорд и Мемориальный туннель Антона Андерсона — самый длинный автомобильный туннель на севере. Америка. «Этот проект объединяет природную красоту пролива Принца Уильяма, его богатую историю и разнообразный культурный опыт в дизайн нового поворотного порта в южно-центральной части Аляски. Приверженность Norwegian порту Уиттиер способствует развитию устойчивого туризма на всей Аляске, и Huna Totem рада быть частью этого видения».
«Этот проект объединяет природную красоту пролива Принца Уильяма, его богатую историю и разнообразный культурный опыт в дизайн нового поворотного порта в южно-центральной части Аляски. Приверженность Norwegian порту Уиттиер способствует развитию устойчивого туризма на всей Аляске, и Huna Totem рада быть частью этого видения». С объединенным флотом из 28 судов с почти 60 000 причалов эти бренды предлагают маршруты в более чем 490 пунктов назначения по всему миру. До 2027 года у компании запланирована поставка еще девяти судов общей вместимостью около 24 000 причалов.
С объединенным флотом из 28 судов с почти 60 000 причалов эти бренды предлагают маршруты в более чем 490 пунктов назначения по всему миру. До 2027 года у компании запланирована поставка еще девяти судов общей вместимостью около 24 000 причалов.
 8”)
8”)
 Возможен заказ
Возможен заказ На изделия Stahlwille с крутящим моментом распространяется отдельная гарантия, в которой содержатся инструкции и правила для ремонтных лабораторий, уполномоченных Stahlwille выполнять обслуживание и калибровку. Гарантия как на изделия с крутящим моментом, так и на изделия без крутящего момента аннулируется, если инструмент подвергся несанкционированному вмешательству, неправильному использованию или использованию не по назначению производителем (например, с использованием хромированных головок на ударном пистолете).
На изделия Stahlwille с крутящим моментом распространяется отдельная гарантия, в которой содержатся инструкции и правила для ремонтных лабораторий, уполномоченных Stahlwille выполнять обслуживание и калибровку. Гарантия как на изделия с крутящим моментом, так и на изделия без крутящего момента аннулируется, если инструмент подвергся несанкционированному вмешательству, неправильному использованию или использованию не по назначению производителем (например, с использованием хромированных головок на ударном пистолете).

