Гравер ЗУБР электрический с набором насадок, цанг, державок, вал, штатив в кейсе, 41предмет ЗГ-160 КН41
Преимущества
Многофункциональное изделие с мощным двигателем способно выполнить любую работу
Малогабаритный и незаменимый инструмент, воплощающий идеи в реальность. Идеален для творческих работ, обработки мелких элементов и работы в труднодоступных местах
Эргономичный дизайн, благодаря которому инструмент удобно лежит в руке
Электронная регулировка оборотов позволяет подобрать оптимальный режим для каждого вида работы и материалов
Гибкий вал и штатив с кронштейном облегчают нанесение гравировки, позволяя использовать естественный хват ручки
Передняя часть корпуса совместима с насадками Dremel
Блокировка вала для быстрой замены инструмента
Быстрый доступ к щеткам для удобства замены
Мягкие накладки на корпусе позволяют надежно удерживать изделие в работе при любом хвате
Большой набор расходных материалов в комплекте
Фирменный удобный кейс для хранения и переноски
Описание
Гравер ЗУБР — универсальное устройство для широкого спектра работ (резка, сверление, полирование, гравирование, шлифование). Расширенная комплектация включает в себя базовый набор насадок для начала работы сразу после покупки.
Применение
Для шлифования, полирования, сверления, фрезерования и гравирования поверхностей различных материалов (дерево, сталь, камень, плитка и т.д.).
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Гравер электрический, ЗУБР ЗГ-160 КН41, 220В, 160 Вт, 3.2 мм, 15000-35000 об/мин, набор насадок, цанг и державок, гибкий вал, штатив, 41 предмет, кейс — универсальное устройство для широкого спектра работ (резка, сверление, полирование, гравирование, шлифование). Расширенная комплектация включает в себя базовый набор насадок для начала работы сразу после покупки. Мощный двигатель позволяет эффективно работать даже при большой нагрузке. ЗУБР — реализуя Ваши мечты
Малогабаритный и незаменимый инструмент, воплощающий идеи в реальность. Идеален для творческих работ, обработки мелких элементов и работы в труднодоступных местах
Эргономичный дизайн, благодаря которому инструмент удобно лежит в руке
Электронная регулировка оборотов позволяет подобрать оптимальный режим для каждого вида работы и материалов
Гибкий вал и штатив с кронштейном облегчают нанесение гравировки, позволяя использовать естественный хват ручки
Передняя часть корпуса совместима с насадками Dremel
Блокировка вала для быстрой замены инструмента
Быстрый доступ к щеткам для удобства замены
Мягкие накладки на корпусе позволяют надежно удерживать изделие в работе при любом хвате
Большой набор расходных материалов в комплекте
Фирменный удобный кейс для хранения и переноски
org/PropertyValue» itemprop=»additionalProperty»>
Тип двигателя — щеточный
Мощность, Вт — 160
Размер цанги, мм — 3.2
Частота вращения шпинделя, об/мин — 15000-35000
Электронная регулировка оборотов — есть
Длина кабеля, м — 1.5
Гибкий вал в комплекте — да
org/PropertyValue» itemprop=»additionalProperty»>
Комплектация — чемодан/кейс
Габариты без упаковки, мм — 340x240x92
Вес нетто, кг — 0,8
Кол-во аксессуаров в комплекте, шт — 41
Бренд
ЗУБР
Тип
Гравер
Название модели
ЗГ-160 КН41
Вес
2,15
Родина бренда
Россия
Страна-изготовитель
Китай
CDEK, BoxBerry, почта России:
Стоимость доставки рассчитывается автоматический — после ввода населенного пункта Вашего местонахождения.
Сварочный выпрямитель ВД – аппарат, используемый для трансформации переменного тока в постоянный, который создает оптимальные условия для ведения сварочного процесса. Сварка постоянным током обеспечивает: отсутствие или сведение к минимуму разбрызгивания металла, стабильную дугу, ровный и аккуратный шов, возможность качественно соединять элементы из легированных сталей, чугунов, цветных металлов и сплавов.
Конструкция сварочного выпрямителя ВД
Аппараты серии ВД – однопостовые, то есть предназначенные для подсоединения одного кабеля, в их состав входят:
Силовой понижающий одно- или трехфазный трансформатор. Более эффективным считается трехфазный трансформатор, поскольку он обеспечивает точные параметры тока, облегчающие проведение сварочного процесса и повышающие его качество.
Выпрямительный блок, состоящий из группы полупроводниковых элементов. Служит для выпрямления синусоидального переменного тока.
Пусковое устройство. Выполняет две важные функции – включает аппарат и автоматически отключает его при выходе из строя.
Панель управления. На ней смонтированы устройства, предназначенные для регулирования и проведения измерений параметров тока, температуры.
Система охлаждения. Воздушный поток, создаваемый с помощью вентилятора, охлаждает аппарат, предотвращая его перегрев.
Принцип работы сварочных выпрямителей ВД
Ток от одно- или трехфазной сети поступает на первичную обмотку силового трансформаторного оборудования, далее:
на трансформаторе переменный ток приобретает требуемые значения напряжения и силы тока;
измененный переменный ток передается на выпрямительный блок, где трансформируется в условно постоянный с небольшими пульсациями;
во время процесса датчики перегрева подают сигналы на включение системы охлаждения;
при превышении входного напряжения датчик подает сигнал на выключение аппарата;
TIG – сварки с использованием неплавящихся электродов.
Сварочные выпрямители востребованы для резки и сварки «черных» и коррозионностойких сталей, цветных металлов и сплавов, чугунов.
Модели сварочных выпрямителей серии ВД
Разновидности аппаратов ВД:
ВД-306. Универсальное сварочное оборудование, подходящее для резки, наплавки и сварки широкого ассортимента материалов, в том числе высоколегированных сталей. Работают с электродами с различными видами покрытий. Imax – 300 А.
ВД-309. Рассчитан на выполнение небольших объемов строительных и производственных работ. Как и ВД-306, отличается универсальностью применения.
ВД-313. Хорошо подходит для работы с цветными металлами и сплавами. В конструкции предусмотрен электролитический конденсатор, решающий задачу фильтрования остаточных пульсаций. Обеспечивает максимально сглаженный переменный ток, а, следовательно, оптимальные характеристики выходного напряжения.
ВД-413. В конструкции модели имеется клиновой магнитный шунт, с помощью которого можно легко и оперативно изменять режим работы.
Подготовка выпрямителя к эксплуатации
Перед использованием однопостового СВ необходимо:
Получить техническое задание от ответственного лица и расписаться в журнале.
Надеть спецодежду и другие СИЗ. При производстве спецодежды для сварщика используются материалы из натуральных негорючих волокон.
Осуществить заземление разъема аппарата, к которому подсоединяется обратный провод.
Освободить рабочее место от предметов, не имеющих отношения к процессу, проверить работоспособность осветительных приборов.
Проверить исправность оборудования и приспособлений, заземления, плотность соединений проводов с зажимными болтами, состояние изоляционных материалов, рабочие характеристики вентиляционной системы.
Выбрать режим процесса в соответствии с характеристиками соединяемых металлов.
Требования безопасности
При эксплуатации однопостового сварочного выпрямителя серии ВД необходимо:
Подключать оборудование к отдельному АВ на щитке через УЗО.
Использовать провод длиной не более 10 м, при его разрыве соединять части с применением соединительных муфт.
Прокладывать провод на высоте 2,5 м, к оборудованию он должен подводиться по стальной заземленной трубе.
При проведении сварочных процессов на открытом пространстве аппарат устанавливать под навесом. Не использовать при неблагоприятных погодных условиях.
К выходу из строя выпрямителя могут привести: резкое повышение напряжения в централизованной электросети, питающей оборудование, высокий уровень статического электричества, искрение, интенсивное электромагнитное излучение.
Однопостовый сварочный выпрямитель ВД 306Б
Главная / Сварочные выпрямители / Однопостовый сварочный выпрямитель ВД 306Б
Артикул: нет
Описание
Характеристики
Отзывы
Выполнение строительно-монтажных работ на объектах промышленного назначения и социальной инфраструктуры неразрывно связано с применением сварки. Качество и долговечность сварных соединений зависят от технических характеристик и возможностей применяемого оборудования. Широкую популярность не только на производстве, но и в быту, получили сварочные выпрямители различных модификаций. Для небольшого объёма работ, либо на участках, где невозможно организовать работу двух сварщиков одновременно, идеально подходит сварочный однопостовый выпрямитель ВД 306Б с подключением к трёхфазной силовой цепи номиналом 380 В. Конструктивной особенностью данного аппарата является постоянный сварочный ток, позволяющий выполнять качественные и прочные соединения изделий из всех видов сталей. Применение электролитического конденсатора в качестве фильтра, позволяет снижать колебания в цепи постоянного тока, способствует устойчивому горению дуги, что в свою очередь, облегчает работу сварщика при выполнении сварных швов в любом пространственном положении.
Сварочный однопостовый выпрямитель ВД 306Б: Универсальный сварочный аппарат, предназначенный для всех видов работ: сварка и наплавка высоколегированных и антикоррозийных сталей, резка металла. Высокое качество сварных стыков, достигается применением широкого спектра электродов с любым покрытием. Предусмотрены все необходимые виды защит: от перегрева корпуса и перенапряжения в питающей сети. Компактная конструкция, придающая мобильность и манёвренность установке, а также простота и удобство в эксплуатации прекрасно характеризуют выпрямитель с точки зрения повсеместного использования.
Преимущества:
• принудительное воздушное охлаждение корпуса;
• неподвижные алюминиевые обмотки трансформатора;
• малые габариты и небольшой вес;
• доступная цена.
Гарантия на товар 2 года. Срок службы более 20 лет.
Питающая сеть
380 В, 50 Гц, 3 фазы
Номинальный сварочный ток, А
300 А
Пределы регулирования сварочного тока, А
60…300
Номинальное рабочее напряжение, В
32
Напряжение холостого хода, В
58–70
Продолжительность нагрузки при заданном цикле
Ø4 мм. — 70,
сварки по диаметру электрода, %
Ø5 мм. — 25
Номинальная первичная мощность, кВА
21
Класс изоляции обмоток
В
Степень защиты корпуса
IP23
Габаритные размеры, мм
690*360*640
Масса, кг
86
Сечение жилы сетевого кабеля, мм кв.
4
Сечение сварочных проводов, мм кв.
25
Воздушное охлаждение
Принудительное
Диаметр электрода, мм
2…5
Материал обмоток трансформатора
Алюминий
Сварочные выпрямители
Назад
индуктор — Выбор выпрямителей для сварочного аппарата
спросил
Изменено 5 лет назад
Просмотрено 3к раз
\$\начало группы\$
У меня есть сварочный аппарат с номинальной мощностью 230 ампер на выходе переменного тока. Выход постоянного тока составляет 140 ампер. Я был немного озадачен, почему это так, но из того, что я могу сказать, они используют отвод более низкого напряжения на выходе трансформатора. Поскольку выходной ток рассчитан на 140 ампер, они, вероятно, выбрали автомобильный выпрямитель вместо генератора, чтобы снизить производственные затраты.
Я собираюсь установить мостовой выпрямитель, чтобы использовать полную выходную мощность 230 А при сварке постоянным током. Частота переменного тока 60 Гц от сети. Так что время переключения вряд ли будет проблемой. Хотя сварочный аппарат рассчитан на 230 ампер, пиковый выходной ток может быть намного выше. Ближе к 300 ампер. Напряжение, указанное на передней панели устройства, составляет 38 В переменного тока без нагрузки.
Дополнительным конструктивным ограничением является то, что на выходе имеется катушка индуктивности, включенная последовательно с ним. Это делается для того, чтобы на заготовку подавался более плавный ток. Это может вызвать сильный скачок напряжения при остановке сварки.
Другое ограничение заключается в том, что я хочу добавить высокочастотный источник высокого напряжения параллельно сварочным проводам. Я намереваюсь использовать шунтирующий конденсатор, чтобы попытаться не допустить, чтобы выпрямители видели это, но они все равно могли видеть часть напряжения.
Как выбрать выпрямители для этого устройства? Какой запас прочности я должен выбрать в номинальном пиковом токе выпрямителя? Дешевле вообще найти интегральный блок (4 диода в упаковке) или надо покупать четыре независимых диода.
имитация этой цепи – схема создана с помощью CircuitLab
V1 – ток сети
D1-D4 — это диоды, которые мне нужно добавить
L1 — токоограничивающая катушка индуктивности на первичной стороне
L2 дроссель сглаживания тока на выходе
V2 представляет собой ВЧ высоковольтный источник питания. Это известно как «запуск дуги»
.
R1 представляет собой сварочные провода и заготовку. Фактический импеданс равен сумме проводов, зажимов и дуги.
дроссель
высокочастотный
мост-выпрямитель
\$\конечная группа\$
3
\$\начало группы\$
Вы можете установить так называемый «обратноходовой диод» или «демпфирующий диод» параллельно L2 для предотвращения всплесков обратной ЭДС. Стартер высоковольтной дуги следует подключать через трансформатор, включенный последовательно со сварочными проводами, а не параллельно. Шунтирующий конденсатор не поможет, независимо от того, где вы хотите его установить — он будет иметь бесконечный импеданс для постоянного тока, поэтому вы не сможете включить его последовательно с L2, и он создаст крошечный импеданс (и, следовательно, не будет никакого эффекта), если вы поместите его последовательно с вашим источником HF. Взгляните на эту ссылку для некоторых разъяснений. Еще одна вещь, которую вы можете сделать, чтобы облегчить запуск дуги, это поставить электролитическую крышку (обратите внимание на полярность и напряжение) на выходе выпрямителя (но она должна быть подключена до L2). 4700 мкФ будет достаточным значением емкости, но это может снизить коэффициент мощности вашего сварочного аппарата.
\$\конечная группа\$
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Выпрямитель
против инвертора
03-03-2006
#1
Я ищу, чтобы открыть мастерскую / студию. Я ищу машину для выполнения точных сварных швов с широким спектром допусков на тонкие материалы, а также способную изготавливать в больших структурных масштабах. Работаю со сталью, бронзой, алюминием и нержавеющей сталью. Самое главное, я ищу хорошую покупку профессионального сварщика; машина, которой я смогу пользоваться всю жизнь.
Итак, я хочу сделать значительную долгосрочную инвестицию. Я смотрю на Miller Syncrowave 250/350 и Miller Dynasty 300. Мой основной вопрос: есть ли какое-либо преимущество (кроме цены) у выпрямителя перед инвертором? Один надежнее? Стоит ли Dynasty своих денег по сравнению с Syncro? Есть ли больше контролируемых переменных в одном или другом? Меня очень интересует фактор переносимости в автолинке Dynasty. Легко ли династия перемещается из локации в локацию? Станет ли модель Dynasty устаревшей, как компьютер всего за 6 лет? Какая машина является лучшей долгосрочной инвестицией?
Ответить с цитатой
03-03-2006
#2
Я думаю, что вам будет лучше с инвертором. Они более регулируемы, легче, потребляют меньше энергии, требуют меньше электрической инфраструктуры, часто имеют больше возможностей, чем выпрямительные машины. Я не уверен в разнице в стоимости ремонта. Вы можете потратить немного больше на инвертор, но его гораздо проще отправить в ремонтный центр.
Я бы не стал сравнивать сварщиков с компьютерами. Компьютер может делать многое, и этот список продолжает расти… сварщик просто сваривает (однако я видел, как заводится машина от прыжка)… так что, если у вас есть хорошее представление о том, что вы хотите сварить, вероятно, есть сварщик, который будет служить вам долгие годы… а может и всю жизнь.
Кстати, мой папа всегда говорил, что всех зовут кузнецами… пока они не попали в беду… ты должен быть одним из хороших или тем, кого не поймали.
Последний раз редактировалось smithboy; 03-03-2006 в 14:50.
Смитбой… если он не сломался, вы не пытаетесь.
Ответить с цитатой
03-03-2006
#3
Smithboy
Спасибо за ответ и содержательный совет
Этот Смит так много передвигался, что они меня еще не поймали!
Вы правы, что сварщики созданы для того, чтобы просто сваривать, хорошая мысль, аналогия с компьютером быстро ломается. Я действительно ценю мысли. Я думаю, что я просто ищу уверенности перед тем, как совершить большую покупку. Мне в значительной степени указали в направлении династии, и я остановился на ней.
Ответить с цитатой
03-03-2006
#4
Первоначально Послано smithjr
Smithboy Вы правы в том, что сварщики созданы для того, чтобы просто сваривать, хорошая мысль, аналогия с компьютером быстро ломается. Я действительно ценю мысли. Я думаю, что я просто ищу уверенности перед тем, как совершить большую покупку. Мне в значительной степени указали в направлении династии, и я остановился на ней.
Не будем так спешить с аналогией. Хотя существует определенная разница между промышленной электроникой и той, что присутствует в современных ПК, действуют одни и те же силы. А именно быстрое развитие полупроводниковых технологий и методов управления.
Да, кривая разработки отличается, но не следует предполагать, что твердотельный продукт всегда будет ремонтопригоден. Теперь мой опыт с промышленными контроллерами двигателей немного отличается, но факт остается фактом: некоторые аппаратные средства не могут быть легко отремонтированы из-за отсутствия деталей. Это просто реальность технологии.
Если вы приобрели такое оборудование, возможно, стоит обратиться в сервисную службу и выяснить, нет ли нехватки запчастей. Как хороший повар, производитель знает, что входит в его оборудование, и имеет отношения с поставщиками для поддержки этого оборудования. Однако эта поддержка не вечна.
Все это в стороне, если вы получаете хорошую сделку на полупроводниковый сварочный аппарат (инвертор), считайте себя счастливчиком. Возможно, он прослужит не так долго, как так называемый выпрямительный блок, но ни один из известных мне на данный момент не достиг точки невозможности ремонта.
Спасибо Дэйв
Ответить с цитатой
03-03-2006
#5
Вот еще один момент, который следует учитывать. У меня есть инверторный сварочный аппарат (Powcon 400SM с фидером Miller S-64), которому 13-14 лет. Он использует тиристоры вместо IGBT, и я могу легко найти запасные части. Он также сваривает круги вокруг современных сварочных аппаратов на базе трансформаторов. Когда он был новым, он не принадлежал к тому же классу или ценовому диапазону, что и MM210, но я потратил на него и фидер на пару сотен меньше. У него более приятная дуга, почти вдвое большая мощность, и он работает от одной или трех фаз. Я довольно много путешествую, делая вещи здесь и там для друзей. Одна из приятных вещей в этом заключается в том, что я могу загрузить блок питания, фидер и цилиндр 125CF C25 в багажник моей Honda Accord. Это избавляет меня от необходимости сжигать бензин, чтобы вести свой грузовик.
— Хит
Ответить с цитатой
03-04-2006
#6
Волшебник, Вы как бы подтверждаете мою мысль об инверторах. Компьютеры устаревают почти в ту же минуту, как вы их покупаете. Программное обеспечение — это то, что вы действительно используете… машина — это только то, на чем она работает. Изменения в этой области были и продолжают быть быстрыми … настолько быстрыми, что у Windows есть график, когда они планируют прекратить поддержку различных версий ОС (на самом деле это не ново).
Miller, lincoln и многие другие производители сварочных аппаратов поддерживают машины, которым уже несколько десятков лет. У меня также есть сварщики powcon, которым, наверное, 15-20 лет. Теперь с поддержкой немного сложнее, потому что компания была съедена, но сварочный аппарат работает нормально, и я смог найти большинство необходимых мне деталей в магазине электроники, таком как mouser.com.
Я не могу спорить с тем фактом, что машины на основе трансформатора/выпрямителя, вероятно, имеют гораздо более длительный срок службы, при прочих равных условиях, но теперь они также имеют довольно сложное компьютерное оборудование, которое сталкивается с теми же проблемами, что и инверторные устройства. Пока инверторная линия продолжает превосходить трансформаторную линию по характеристикам дуги, гибкости, размеру и весу, я не вижу проблем с обслуживанием этих инверторных блоков в большей или меньшей степени, чем для трансформаторных блоков (от той же компании). . Фактически, по мере того, как инверторы продолжают увеличивать свою долю на рынке, проблемы с доступностью запчастей могут быть связаны с машинами с трансформаторами/выпрямителями.
По аналогии с компьютером вы можете думать о больших трансформаторных блоках как о мэйнфреймах/большом железе, а об инверторах как о легких и адаптируемых ПК.
Теперь имейте в виду, что это всего лишь мой взгляд на вещи и не основанный ни на чем, кроме чистой догадки/BS, которую я придумал… Кроме того, я должен сказать, что у меня также есть dialarc 250, и он мне нравится.
Смитбой… если он не сломался, вы не пытаетесь.
Ответить с цитатой
03-04-2006
#7
У меня есть по одному каждого, вроде. У меня есть синхронизатор, который я купил новым примерно в 88 году. Однажды на нем вышла из строя печатная плата, ремонт стоил более 500 долларов. В другой раз вырвал главный выключатель — 75 баксов. Так что старики не пуленепробиваемые.
то в этом углу у меня стоит 304xmt — это не совсем династия, так как это машина cc/cv, только DC — но она очень тесно связана с династией. Я предпочитаю его во многих отношениях, как и в случае с функцией CC / CV, вы можете выполнять сварку MIG, TIG или сварку стержнем с помощью встроенной подъемной дуги, которая намного лучше, чем TIG с нуля. Он не работает с алюминием, но для этого у меня есть синхронизатор.
Во всяком случае, инвертор дает более качественные сварные швы в любом режиме, чем старые машины. Лучше TIG, лучше сварка стержнем, потрясающая сварка MIG. Я купил свой в качестве арендной платы со строительной площадки — должно было быть побито, верно? Затем я использовал его в течение примерно 4 лет. Никогда не проблема. Нравится небольшой размер, нравится универсальность, требуется меньший прерыватель (для синхронизатора требуется прерыватель на 100 ампер).
Насадка Болгарка на бензопилу используется с отрезными, алмазными или шлифовальными кругами для резки всех видов металла, камня, кирпича, бетона, зачистки сварочных швов, шлифовки, полировки и т.д. Используется с бензопилами серийного производства и предназначена для абразивной резки разных металлов, в зависимости от типа отрезного круга, превращая стандартную бензопилу в небольшой бензорез. С данной насадкой используются алмазные или армированные отрезные круги, а также циркулярная пила для продольной обрезки досок и поперечного пиления или шлифовальный круг. Крутящий момент от двигателя бензопилы на отрезной круг Болгарки передаётся с помощью клиноременного привода. Вся конструкция собирается на трубчатой шине насадки. Ведущий шкив вращается на 2-х радиальных шарикоподшипниках. Отрезной круг крепится к фланцу ведомого шкива с помощью планшайбы и гайки с левой резьбой.
Технические характеристики насадки на бензопилу Болгарка
Вес насадки: 1,9 кг.
Диаметр отрезного круга: 180 мм.
Посадочное отверстие: 22 мм.
Ремень: Z670.
Передаточное отношение: 1:1.
Цвет: оранжевый.
Состояние: новое.
Производитель: завод НМЗ или ИТМ.
Насадка на бензопилу Болгарка, чтобы насадку на бензопилу Болгарка купить в магазине Насадки. В этой группе инструмента также можно узнать цену насадки на бензопилу для резки металла и купить насадку УШМ на бензопилу. В описании товара насадка на бензопилу Болгарка видео есть. Насадку для бензопилы по металлу можно купить насадку на бензопилу Болгарка в Украине.
Установка насадки Болгарка на бензопилу
Для установки насадки на бензопилу, надо слить масло из масляного бака пилы, снять шину бензопилы и барабан сцепления, установить барабан насадки (ведущий шкив Болгарки), выкрутить шпильки шины бензопилы (они короткие) и заменить их на шпильки из комплекта насадки Болгарка, установить шину насадки Болгарка, как показано на видео, натянуть ремень, зажать гайки, установить и затянуть кожух Болгарки, установить и затянуть отрезной круг насадки Болгарка.
Насадка Болгарка предназначена для использоваться с бензопилами:
STIHL MS180-230-250, шкив 68/66/13 мм.
STIHL MS361-440;
HUSQVARNA 136-137-141-142-236-240, шкив 68/63/13 мм.
PARTNER 350-352-371;
ECHO CS-3050, ECHO CS-3500;
КИТАЙСКИЕ GOOD LUCK и CARVER 45-52, шкив 71/68/15 мм.
КИТАЙСКИЕ CARVER 3800, шкив 71/68/13 мм.
Самой популярной насадкой на бензопилу Болгарка является насадка Болгарка на бензопилу Штиль и насадку на бензопилу Штиль болгарка купить можно. Насадка Болгарка на бензопилу Штиль 180 цена в интернет магазине Насадки. Сюда же относится насадка Болгарка на бензопилу Stihl MS180 или насадка Болгарка на бензопилу Штиль МС180. Вы можете насадку на бензопилу Болгарка купить в магазине Насадки.
Комплектация насадки Болгарка для бензопилы
Шина насадки в сборе со шкивом ведомым и фланцем для крепления отрезного круга.
Шкив ведущий 58х21х14 мм (комплектуется в зависимости от марки безопилы).
Шпильки (в некоторых комплектах не поставляются — используются те, что на бензопиле).
Кожух.
Ремень.
Ключ (не во всех).
Руководство по эксплуатации.
Стабильным спросом, после насадки Болгарка на бензопилу Штиль, пользуется насадка Болгарка на бензопилу Хускварна, конечно, насадку на бензопилу Хускварна болгарка купить можно, а также насадка Болгарка на бензопилу Хускварна 142 и насадка Болгарка на бензопилу Партнер. Также насадку на бензопилу Эхо Болгарка и можно насадку на бензопилу Эхо Болгарка купить. Кроме того, всем известная марка Чемпион: насадка Болгарка на бензопилу Чемпион, можно купить насадку на бензопилу Болгарка Чемпион — это всё насадки на бензопилу Болгарка.
Широкий ассортимент насадок, который позволяет подобрать насадку, практически, на любую бензопилу: насадка Болгарка на бензопилу Штиль, насадка Болгарка на бензопилу Хускварна, насадка Болгарка на бензопилу Калибр, насадка Болгарка для бензопилы Калибр купить в магазине Насадки. Также можно заказать насадку Болгарка на китайскую бензопилу, насадку на бензопилу Карвер Болгарка или насадку Болгарка на бензопилу Carver, насадка болгарка на бензопилу Олео Мак, насадка болгарка на бензопилу Хутер БС52. Насадка болгарка на бензопилу Макита и насадка болгарка на бензопилу Патриот. И, конечно, насадку на бензопилу Болгарка купить можно в этом магазине.Код товара: 0190 Цена товара: 2700 грн. Вид оплаты: предоплата. Способ оплаты: на карту ПриватБанка. Способ доставки: в отделение Новая Почта. Срок доставки: 3-4 дня (доставка, около 70 грн, оплачивается отдельно). Телефон для заказа: +380664541731 (или оформить заказ через Корзину на странице товара).
Насадка болгарка на бензопилу HUSQVARNA 137; HUSQVARNA 142
БЕНЗОПИЛЫ, ЭЛЕКТРОПИЛЫ + РАСХОДКА
БЕТОНОМЕШАЛКИ
МОТОБЛОКИ + КУЛЬТИВАТОРЫ
МОТОБУКСИРОВЩИКИ (МОТОСОБАКИ) И КОМПЛЕКТУЮЩИЕ
МОТОБУРЫ, РУЧНЫЕ БУРЫ, ШНЕКИ
СНЕГОУБОРОЧНИКИ
СТАБИЛИЗАТОРЫ
ТЕПЛОВОЕ ОБОРУДОВАНИЕ
ТРИММЕРЫ + КУСТОРЕЗЫ
ЭЛЕКТРОГЕНЕРАТОРЫ
АВТОМОЙКИ
АКСЕССУАРЫ ДЛЯ АВТОМОБИЛЯ
ВСЁ ДЛЯ ВАШЕГО ОГОРОДА
ВЫСОТОРЕЗЫ
ГАЗОНОКОСИЛКИ И СКАРИФИКАТОРЫ
ДВИГАТЕЛИ БЕНЗИНОВЫЕ И ЭЛЕКТРИЧЕСКИЕ
ЗАПЧАСТИ
КОМПРЕССОРЫ И ПНЕВМАТИЧЕСКИЙ ИНСТРУМЕНТ
КРЕПЕЖНЫЕ ПРИСПОСОБЛЕНИЯ
ЛЕСТНИЦЫ, СТРЕМЯНКИ
ЛОДОЧНЫЕ МОТОРЫ
МОТОПОМПЫ
НАСОСЫ
ОБОРУДОВАНИЕ ДЛЯ ФЕРМЕРОВ
ОПРЫСКИВАТЕЛИ БЕНЗИНОВЫЕ и РУЧНЫЕ
ПОДМЕТАЛЬНЫЕ МАШИНЫ И АКСЕССУАРЫ
ПОДЪЁМНЫЕ МЕХАНИЗМЫ, РАСХОДКА
ПРОМСЫРЬЕ
ПУСКО-ЗАРЯДНЫЕ УСТРОЙСТВА
РАСХОДНЫЕ МАТЕРИАЛЫ
САДОВЫЕ ИЗМЕЛЬЧИТЕЛИ, ДРОБИЛКИ
САДОВЫЕ НОЖНИЦЫ
САДОВЫЕ ПЫЛЕСОСЫ И ВОЗДУХОДУВЫ
СВАРОЧНОЕ ОБОРУДОВАНИЕ
СЛЕСАРНО-СТРОИТЕЛЬНЫЙ ИНСТРУМЕНТ
СПЕЦОДЕЖДА
СТАНКИ
СТРОИТЕЛЬНАЯ ТЕХНИКА
ТУРИЗМ, СПОРТ, ОТДЫХ, СУВЕНИРЫ
ШТУКАТУРНО-МАЛЯРНЫЙ ИНСТРУМЕНТ
ЭЛЕКТРОИНСТРУМЕНТ
ЭЛЕКТРООБОРУДОВАНИЕ
Котлы и отопительное оборудование
ХОЗТОВАРЫ
ТРАКТОРА И РАЙДЕРЫ
Описание
Характеристики
Отзывы (0)
Описание
Насадка на бензопилы HUS 137 и HUS 142. Пилит лучше любой болгарки! Экономит Ваши деньги и время! Вам не придется покупать электрогенератор и болгарку! У Вас есть под рукой Ваша надежная и проверенная временем бензопила, Вам стоит только слить масло для смазки цепи, надеть насадку и приступить к работе! Вес, кг — 2 кг.
Характеристики
Напишите свой отзыв о «Насадка болгарка на бензопилу HUS 137; HUS 142»
Имя / Псевдоним
Плюсы
Минусы
Комментарий
Оценка товара
Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных
Плазменный и газовый станок с ЧПУ: газокислородный резак
Болгарский лев лвЕвро €
Горелка для газокислородной резки с прямой полосой специально изготовлена для установки на портативный плазменный/кислородный резак с ЧПУ. Может использоваться для резки ацетиленом и пропаном, но с другим режущим соплом, для резки пропаном используется сопло G03, а для ацетилена используется сопло G02.
Цена без налога:166,95 €
Задайте вопрос по этому товару Вернуться к: THC za Plazmu & Gas
Детали
Подробная информация
Горелка для газокислородной резки с прямой полосой специально разработана для установки на портативный плазменный/кислородный резак с ЧПУ. Чтобы иметь возможность резать металлические листы различной толщины, необходимо выбрать подходящее режущее сопло. Газокислородный резак имеет три регулирующих клапана, два клапана для кислорода со шлангом синего цвета и один клапан для топлива с шлангом красного цвета. Может использоваться для резки ацетиленом и пропаном, но с другим режущим соплом, для резки пропаном используется сопло G03, а для ацетилена используется сопло G02.
Газовый резак без сопла (слева) и с соплом (справа)
Размер/типы сопла
Этот газовый резак можно использовать для резки ацетилена и пропана, но с другим режущим соплом, для резки пропана используется сопло G03, а для ацетилена используется сопло G02.
Артикул
Модель №
Диаметр резки кислорода
Толщина резки [мм]
Скорость резания
Давление газа [MPA]
Потребление газа
77
777
777
777
7
Форсунка G03 для пропана
[мм]
[мм/мин]
Кислород
Пропан
Кислород (м3/ч)
Пропан (л/ч)
00
0,8
5-10
600-450
0,2-0,3
>0,03
0,9-1,3
340
0
1,0
10-20
480-380
0,2-0,3
>0,03
1,3-1,8
340
1
1,2
20-30
400-320
0,25-0,35
>0,03
2,5-3,0
470
2
1,4
30-50
350-280
0,25-0,35
>0,03
3,0-4,0
470
3
1,6
50-70
300-240
0,3-0,4
>0,04
4,5-6,0
620
4
1,8
70-90
260-200
0,3-0,4
>0,04
5,5-7,0
620
5
2,0
90-120
210-170
0,4-0,6
>0,04
8,5-10,5
620
6
2,4
120-160
180-140
0,5-0,8
>0,05
12,0-15,0
780
7
2,8
160-200
150-110
0,6-0,9
>0,05
21,0-24,5
1000
8
3,2
200-270
120-90
0,6-1,0
>0,05
26,5-32,0
1000
9
3,6
270-350
90-60
0,7-1,1
>0,05
40,0-46,0
1300
10
4,0
350-400
70-50
0,7-1,2
>0,05
49,0-58,0
1600
Примечание: Условия резания 1. Чистота кислорода выше 99,5 % 2. Содержание углерода в стальном материале ≤0,45% 3. Способ резки: вертикальная резка 4. Давление кислорода относится к давлению резки перед подачей на резак.
SKU
Модель №
Диаметр резки
.0025
Сопло G02 для ацетилена
[мм]
[мм/мин]
Кислород
Ацетилен
Кислород (м3/ч)
Ацетилен (л/ч)
00
0,8
5-10
600-450
0,2-0,3
>0,03
0,9-1,3
340
0
1,0
10-20
480-380
0,2-0,3
>0,03
1,3-1,8
340
1
1,2
20-30
400-320
0,25-0,35
>0,03
2,5-3,0
470
2
1,4
30-50
350-280
0,25-0,35
>0,03
3,0-4,0
470
3
1,6
50-70
300-240
0,3-0,4
>0,04
4,5-6,0
620
4
1,8
70-90
260-200
0,3-0,4
>0,04
5,5-7,0
620
5
2,0
90-120
210-170
0,4-0,6
>0,04
8,5-10,5
620
6
2,4
120-160
180-140
0,5-0,8
>0,05
12,0-15,0
780
7
2,8
160-200
150-110
0,6-0,9
>0,05
21,0-24,5
1000
8
3,2
200-270
120-90
0,6-1,0
>0,05
26,5-32,0
1000
9
3,6
270-350
90-60
0,7-1,1
>0,05
40,0-46,0
1300
10
4,0
350-400
70-50
0,7-1,2
>0,05
49,0-58,0
1600
ПРИМЕЧАНИЕ. резак.
Газокислородная резка с ЧПУ
Газокислородная резка с ЧПУ представляет собой процесс сжигания с использованием пламени кислорода/топливного газа. Пламя нагрева доводит материал до температуры воспламенения. Затем на нагретое место подается струя кислорода чистотой не менее 99,5 %. Струя кислорода окисляет металл. Горелка перемещается, и создается узкий пропил, удаляя шлак из пропила. Качество резки зависит от состояния поверхности материала, скорости резки и толщины. Газокислородная резка с ЧПУ представляет собой процесс горения с использованием пламени кислорода/топливного газа. Пламя нагрева доводит материал до температуры воспламенения. Затем струю кислорода не менее 9На нагретое место выдувают 9,5 % чистоту. Струя кислорода окисляет металл. Горелка перемещается, и создается узкий пропил, удаляя шлак из пропила. Качество реза зависит от состояния поверхности материала, скорости реза и толщины.
С помощью этого процесса можно резать все низколегированные стали с толщиной материала до нескольких дециметров. Несмотря на растущее значение других процессов резки, таких как плазменная и лазерная резка, кислородно-пламенная резка по-прежнему остается очень экономичным процессом. Для тяжелых материалов толщиной до 35 дюймов (900 мм) нет альтернативы газопламенной резке.
Машинная газопламенная резка обеспечивает надежную пробивку отверстий, высокую скорость резки и позволяет изготавливать детали по готовым размерам без необходимости дальнейшей обработки. Для подготовки сварного шва могут быть выполнены разрезы V, Y и K.
Выбор систем газокислородной и плазменной резки
Резка металла является обычным этапом многих работ, связанных со сваркой, независимо от того, применяется ли она в производственном цехе или на стройплощадке. Можно выбрать один из двух популярных процессов металлообработки: плазменно-дуговая и газокислородная резка. Обе системы имеют свои преимущества и недостатки, поэтому выбор наиболее подходящего инструмента зависит от множества факторов, включая тип и толщину металла, доступные энергоресурсы, стоимость и место работы.
Газокислородные резаки давно пользуются популярностью при резке металла на стройплощадке или в полевых условиях благодаря преимуществам портативности. Однако технологические достижения делают плазму более портативной, чем когда-либо прежде. В этой статье будут затронуты основы каждого процесса, а также плюсы и минусы плазмы по сравнению с кислородом в различных приложениях.
Плазма — это ионизированный газ, который проводит электричество и создается путем добавления энергии к электрически нейтральному газу. Энергия — это электричество, а газ — обычно сжатый воздух. Оба эти элемента объединены в камере между электродом и соплом, в результате чего газ становится несбалансированным, создавая плазменный газ. Давление воздуха заставляет плазмообразующий газ проходить через отверстие в сопле, создавая компактный суженный поток, обладающий электропроводностью. Чем больше энергии добавляется через плазменный резак, тем горячее становится плазменная дуга, обеспечивая большую производительность и эффективность резки.
Плазменные резаки используются для выполнения операций резки и строжки, при этом средняя ручная система способна резать металл максимальной толщиной около 1 дюйма. Для плазмы обычно требуется источник сжатого воздуха и значительное количество электроэнергии. Это вопросы, которые следует учитывать, когда приложение требует портативности, хотя уменьшенный размер и вес плазменных машин — некоторые машины меньшего размера весят около 20 фунтов — делают их более портативными, чем когда-либо. Кроме того, потребность в электроэнергии не является проблемой на многих рабочих площадках, где обычно доступны сварочные аппараты/генераторы с приводом от двигателя.
Одним из самых больших преимуществ плазменной резки является ее способность резать цветные металлы, такие как алюминий, нержавеющая сталь и чугун, материалы, которые становятся все более распространенными во многих областях. Скорость и точность резки также являются преимуществами плазменной резки, которая обычно производит резку с минимальным образованием шлака и может обеспечить гладкую резку с более узким пропилом, чем при использовании кислородно-топливной горелки. Плазменная резка не требует предварительного нагрева металла перед резкой, что экономит время, а плазменные резаки также превосходят кислородно-топливные горелки при резке штабелированных металлов. Более высокие скорости могут быть достигнуты на более тонких металлах с помощью плазмы с минимальным искажением металла или без него. Кроме того, плазменные системы относительно просты в использовании по сравнению с кислородно-топливными системами и требуют минимальной очистки.
Кислородно-топливные резаки лучше подходят для резки более толстых металлов, а в определенных ситуациях они могут быть более портативными. Кислородно-топливные горелки также универсальны, поскольку они могут выполнять резку, сварку, пайку, нагрев и строжку. Средняя ручная система может резать сталь толщиной от 6 до 12 дюймов. Однако некоторые ручные кислородные резаки способны резать сталь толщиной более 20 дюймов. Кислородное топливо не зависит от основного источника питания или источника сжатого воздуха, поэтому оно может предложить преимущества для работ, требующих высокой степени мобильности. Некоторые небольшие кислородно-топливные системы весят около 35 фунтов, поэтому с кислородно-топливными баллонами и резаком можно резать сталь практически в любом месте.
Газокислородные горелки обычно используются для резки только черных или железосодержащих металлов и по большей части не используются для резки чугуна, алюминия или нержавеющей стали. Для более толстых сталей толщиной более 1 дюйма кислородно-топливные горелки способны работать с более высокими скоростями резки по сравнению с типичными 100-амперными ручными системами плазменной резки. Кроме того, некоторые операции являются эксклюзивными для кислородно-топливных систем, включая сварку плавлением черных металлов, термообработку, термоформование, резку стояка, пайку и пайку.
При газокислородной резке пламя кислородно-топливного газа предварительно нагревает сталь до температуры воспламенения. Затем на металл направляется мощная кислородная струя, вызывая химическую реакцию между кислородом и металлом с образованием оксида железа, также известного как шлак. Мощная кислородная струя удаляет шлак из пропила.
При использовании газокислородных горелок качество резки, время предварительного нагрева и толщина металла могут зависеть от типа используемого топливного газа. В этом процессе чаще всего в сочетании с кислородом используются четыре основных горючих газа: ацетилен, пропан, пропилен и природный газ. Топливные газы обычно выбирают в зависимости от области применения, стоимости, тепловыделения и потребления кислорода.
Кислородно-топливные резаки доступны с увеличенной длиной, чтобы держать оператора на расстоянии от тепла, пламени и шлака, образующихся при резке. Большинство шлангов горелки подсоединяются к набору цилиндров на переносной тележке или, в некоторых случаях, к системе стационарного коллектора. Использование длинных шлангов обеспечивает большую мобильность, чем плазменная резка, для которой требуется электроэнергия и источник сжатого воздуха. Кислородно-топливные горелки чаще всего используются со шлангами длиной от 75 до 100 футов, хотя в некоторых операциях могут использоваться шланги горелки длиной до 200 футов.
Системы плазменной резки могут быть полезны при резке более тонких черных и цветных металлов, включая фасонные металлы, например уголки, швеллеры и трубы. Плазменные резаки также способны лучше резать большие объемы тонкого листового металла и обеспечивают самую быструю резку на решетке. Плазменные системы также не требуют хранения или обращения с взрывоопасными газами или работы с открытым огнем, что делает рабочую площадку более безопасной.
Первоначальные инвестиции в плазменные машины часто обходятся дороже, чем в другие методы резки. Типичный ручной блок плазменной резки будет стоить от 1500 до 3500 долларов, а замена плазменных наконечников и электродов стоит от 15 до 20 долларов за комплект. Стоимость электроэнергии также необходимо учитывать при использовании плазмы, хотя в долгосрочной перспективе электричество, вероятно, будет дешевле по сравнению с газами, необходимыми для питания кислородно-топливных горелок.
Оборудование для газокислородной резки будет стоить от 250 до 900 долларов, а сменные режущие наконечники — от 10 до 20 долларов. Также существуют текущие расходы, связанные с заправкой кислородных и топливных баллонов, а также с обращением с баллонами.
При выборе между инструментами для плазменной и газокислородной резки необходимо задать два важных вопроса: что необходимо резать ежедневно и какой самый толстый металл необходимо резать? Если работа постоянно требует резки более толстых металлов, время и деньги, сэкономленные за счет быстрой резки толстого металла с помощью кислородно-топливной системы, имеют значение. С другой стороны, если важна точная резка нержавеющей стали и алюминия, плазменная дуговая система — это то, что вам нужно. Для быстрого просмотра сравнения систем см. прилагаемую таблицу.
Обе системы находят свое применение в большинстве операций металлообработки, и многие операции выиграют от использования обеих систем в своем арсенале. Кислородно-топливный метод уже давно широко используется для многих приложений, но плазма продолжает набирать популярность по мере того, как оборудование совершенствуется и становится дешевле.
ПЛАЗМЕННО-ДУГОВАЯ РЕЗКА
КИСЛОРОДНАЯ/ТОПЛИВНАЯ РЕЗКА
Металлы
Плазменная резка любого электропроводящего металла (сталь, алюминий, медь, нержавеющая сталь и т. д.) от очень тонкого (<3/8 дюйма) до 2 дюймов.
Кислородно-топливная резка черных (железосодержащих) сталей толщиной до 24 дюймов. Такие металлы, как алюминий и нержавеющая сталь, нельзя резать кислородом/топливом из-за образования оксида, который предотвращает полное окисление.
Промышленность
Применяется в металлообработке, строительстве, сельском хозяйстве, техническом обслуживании, ремонте автомобилей, художественных работах с металлом, скульптуре, домашнем хобби и применении в домашних условиях.
Сельское хозяйство, производство, строительство, техническое обслуживание, ремонт, горнодобывающая промышленность, автомобилестроение, хобби, применение в домашних условиях.
Подогрев
Не требуется
Требуется
Производительность
Плазменная резка исключительно хорошо работает на более тонких материалах (<1/2 дюйма), в зависимости от выходной мощности источника питания. Он также может резать штабелированный материал и хорошо работает с просечно-вытяжным листом. Время приготовления минимальное и не требует предварительного нагрева. Обеспечивает небольшую и точную ширину пропила. Имеет небольшую зону термического воздействия, которая предотвращает деформацию и повреждение. Очистка требуется редко, так как окалина чисто сдувается.
Oxy/fuel способен эффективно резать металлы толщиной до 24 дюймов. Он не зависит от основного источника питания. Варианты конструкции топливного газа и наконечника повышают производительность.
Портативность
Портативность зависит от технологии, размера источника питания и размера воздушных резервуаров (если не используется встроенный воздушный компрессор). Многие устройства могут эффективно работать в полевых условиях от генераторов с приводом от двигателя и различных первичных источников энергии благодаря технологиям управления первичным питанием, предлагаемым в некоторых плазменных резаках.
Высокая портативность, не зависящая от основного источника питания или сжатого воздуха, позволяет резать в любом месте с помощью газовых баллонов и резаков.
Универсальность
С помощью плазменных резаков можно выполнять пакетную резку, снятие фаски, фигурную резку, строжку и прокалывание металлов.
Основные виды токарных резцов, плюс видео анимация обработки!
Главная » SolidWorks — Строим вместе! » Режущий инструмент
Рубрика: Режущий инструмент
Всем привет! Данная статься посвящена типам токарных резцов по металлу. В ней будут рассмотрены универсальные токарные резцы, которыми работали еще наши деды на токарно-винторезных станках.
Токарно-винторезный станок
А также современные токарные резцы, с помощью которых производится обработка металлов на токарных станках с ЧПУ.
Токарный станок с ЧПУ
И конечно мы разберёмся как самым простым способом можно получить модель токарного резца в SolidWorks.
Переродим к видам резцов. На данной странице мы разберём основный свойства каждой группы резцов, а более подробней про каждый вид уже в отдельной статье.
В конце статьи будет видео анимация токарной обработки представленных на данной странице токарных резцов.
Начинаем с проходных резцов.
Содержание
1 Проходные токарные резцы
2 Расточные токарные резцы
3 Резьбовые токарные резцы
4 Канавочные и отрезные токарные резцы
Проходные токарные резцы
Проходные токарные резцы служат для наружной токарной обработки цилиндрических поверхностей и подрезки торца.
Проходные токарные резцы
Подробнее про проходные резцы в отдельной статье: «Проходные токарные резцы».
Расточные токарные резцы
Данный тип резцов используют для обработки отверстий и внутренних поверхностей.
Расточные токарные резцы
Подробнее про расточные токарные резцы в статье: «Расточные токарные резцы».
Резьбовые токарные резцы
Резьбовые токарные резцы, как понятно из названия, служат для нарезания различных резьб. Левой или правой, метрической или дюймовой, замковой, конической и др.
Резьбовые токарные резцы
Подробнее про резьбовые токарные резцы в статье: Резьбовые токарные резцы.
Канавочные и отрезные токарные резцы
Канавочные резцы используются для обработки различных канавок, внутренних и наружных торцевых и отрезки детали от заготовки.
Канавочные токарные резцы
Подробнее про канавочные резцы в статье: Канавочные токарные резцы.
В отдельных статья по видам токарных резцов, представленных на этой странице вы найдете:
Более подробное описание каждого типа резца.
Как простым способом получить 3D-модель токарного резца для SolidWorks.
3D модели современных резцов, представленных статье.
Видео анимацию токарной обработки, где представлены все виды резцов, перечисленные на этой странице можно посмотреть на видео ниже.
Виды токарных резцов. Видео анимация токарной обработки.
Теперь мы получили представления о основных типах токарных резцов. Далее на сайте также будут появляется статьи про различный режущий инструмент.
До встречи в следующих статьях. Всем пока!
0
Понравилась статья? Поделиться с друзьями:
Виды токарных резцов по металлу
Огромное количество самых разных работ, которые постоянно выполняются с помощью токарных станков, привело к созданию ряда резцов позволяющих производительно выполнять технологические операции. Все они имеют разную конструкцию и назначение, для которого создавались.
Каждый токарный резец, в зависимости от того, какую геометрическую форму он имеет, получил свое отдельное название. Оно зависит не только от формы, но также от его свойств и назначения. Все они будут указаны ниже.
Проходные прямые резцы используются, если нужно обточить внешнюю поверхность цилиндрической формы.
Проходные упорные резцы используются для протачивания цилиндрических поверхностей и валов с небольшими уступами. Если обратить внимание на форму резца, то главный угол подобного инструмента ровен девяносто градусам. Это позволит уменьшить вибрацию, которая появится во время выполнения работы.
Проходной отогнутый резец считается более универсальным инструментом. Не меняя его положение в резцедержателе, можно обтачивать, как цилиндрические поверхности, так и подрезать торцы заготовки. Этот резец часто используют, чтобы обрабатывать ступенчатые валы или какие либо другие детали, которые в результате технологического процесса требуют подрезки небольшого уступа.
Подрезной резец используют, чтобы обработать торцевые наружные поверхности. В процессе работы подача движения инструмента должна быть такой, чтобы её движение было перпендикулярно оси вращения детали, которая будет обрабатываться.
Расточные резцы используют, чтобы растачивать различные сквозные отверстия, предварительно обработанные сверлом.
Расточные упорные резцы так же используют для расточки детали после сверления. Обычно этот инструмент используется для обработки глухих отверстий.
Отрезные резцы используют, чтобы разрезать материал. Обычно чтобы получить желаемый результат при выполнении работ подобными резцами, нужно выбирать такой инструмент, у которого длина головки будет больше, чем радиус самой обрабатываемой детали. При этом соблюдается правило, когда толщина головки по направлению к телу резца постепенно уменьшается. Это делается, чтобы минимизировать трение, которое образуется во время резки детали, между торцевыми плоскостями и вспомогательными режущими кромками.
Резьбовые резцы используют, чтобы нарезать внутреннюю резьбу или наружную. При этом профилю резьбы, которая нарезается, должна соответствовать форма режущей части инструмента.
Канавочные резцы используют для обработки технологических канавок различного профиля и назначения.
Фасонные резцы используют, чтобы обрабатывать специальные фасонные поверхности. При этом важно соблюсти профиль, который будет у режущей кромки инструмента. Он должен быть таким, чтобы отвечать профилю заготовки и ее поверхности, которая будет обрабатываться. Затачивают такие резцы исключительно по передней поверхности. По этой причине не меняется профиль кромки.
Современное эффективное производство отличается использованием специальных резцов, которые оснащаются неперетачиваемыми и часто многогранными твердосплавными пластинками. Когда лезвие изнашивается, то пластинка достается и переставляется таким образом, чтобы закрепить следующую не сработанную грань лезвия.
На токарном станке могут использовать самые разные режущие инструменты, каждый из которых будет работать в более тяжелых условиях по сравнению с любыми деталями машин. По этой причине к материалу, из которого они изготовляются, предъявляются повышенные требования.
Твердость инструмента всегда должна оказываться выше, чем она же у обрабатываемой заготовки. Если это не соблюдать, то вместо резания будет наблюдаться смятие режущей кромки.
Высокая износостойкость наиважнейшая требование, предъявляемое к металлорежущему инструменту от которого зависит время на обработку до последующей переточки.
Высокая теплостойкость подразумевает такое качество инструмента, при котором он способен выполнять обработку без потери режущих свойств не смотря на высокую температуру.
Высокая механическая прочность влияет на устойчивость инструмента к воздействию силы резания, которая в процессе обработки достигает высоких значений. Материал, из которого изготавливается режущий инструмент, должен хорошо работать, как на изгиб, так и на сжатие.
Основные токарные инструменты: токарные инструменты и их применение
Краткий обзор
Достаточно поискать в Google, чтобы понять, что доступны десятки токарных инструментов. Но что вам действительно нужно ?
Мы здесь, чтобы познакомить вас с 7 инструментами, необходимыми для начала токарной обработки дерева. Мы разделили наши рекомендации на две большие категории: токарная обработка планшайбы и токарная обработка шпинделя .
Токарная обработка шпинделя выполняется между центрами, распространенными проектами являются ручки и мельницы для перца. В работе с лицевой панелью в основном преобладает популярная деревянная чаша.
Долото для черновой обработки: первый шаг
Долото для шпинделя: формирователь
Наклон: стекловидный рез
Отрезной инструмент: окончательный рез
Долото для чаши: рабочая лошадка
Скребок: финишер
Для быстрого поиска нужно только Google в наличии десятки токарных инструментов. Но что вам действительно нужно ?
Мы здесь, чтобы познакомить вас с 7 инструментами, необходимыми для начала токарной обработки дерева. Мы разделили наши рекомендации на две большие категории: токарная обработка планшайбы и токарная обработка шпинделя .
Токарная обработка шпинделя выполняется между центрами, распространенными проектами являются ручки и мельницы для перца. В работе с лицевой панелью в основном преобладает популярная деревянная чаша.
Грубоваловая выпадка: первый шаг
Gouge: Shaper
Ockw: Glassy Cut
Инструмент прощания: окончательный срез
Bow
Наклон: стекловидный рез
Разделительный инструмент: окончательный рез
Долото: рабочая лошадка
Скребок: финишер
Инструменты 1-4: инструменты для токарной обработки вашего шпинделя
1. Шпиндель Черновое долото
0 0 3 030050 первый шаг
Повернуть деталь
Не обязательно оставляет лучшую отделку, но быстро удаляет запас
Увесистый инструмент, оптимальный для поворота квадратной или нецентральной детали. Широкая U-образная канавка быстро снимает припуск, хотя и не оставляет лучшего финиша. (Примечание: использование шпиндельной черновой выемки для обработки лицевой панели может привести к опасным зацепам.)
Какой размер? Мы предлагаем универсальный размер 7/8 дюйма для черновых работ среднего и крупного размера.
Придает форму шпинделю и создает детали
Неглубокая флейта
Используемые для придания формы заготовке и создания бухт, валиков и других деталей, шпиндельные выемки отличаются неглубокой канавкой и доступны в широком диапазоне размеров. Большинство выемок шпинделя имеют заточку «под ноготь», что означает, что края отшлифованы для универсальности и зазора.
Какой размер? Мы рекомендуем 1/2″, отличный размер как для придания формы, так и для точной работы.
Сложный в освоении, но универсальный
Отлично подходит для строгания, для гладкой поверхности
Скью печально известны своей кривой обучения, но они невероятно универсальны. Они оптимальны для строгания древесины и оставляют гладкую, ровную поверхность. Закругленная верхняя и нижняя кромка, а не плоская, добавляет маневренности. Совет: режущая кромка перекоса должна встречаться с древесиной под углом примерно 45º над центральной линией и должна идти от одного конца заготовки к другому.
Какой размер? Мы рекомендуем 1/2 дюйма, это универсальный размер для решения широкого круга задач.
4. Пробор Инструмент: окончательный рез
Отделяет работу от ненужного материала
При точении между центрами разделительный инструмент отделяет или разделяет вашу работу от обрезков или ненужного материала. Как правило, инструмент для разделения вводится в древесину врезным пропилом.
Какой размер? Мы предлагаем 1/8″, это универсальный размер для выполнения самого широкого круга проектов.
Инструменты 5-7: инструменты для токарной обработки лицевой панели
5-6. Чаша Долото: рабочая лошадка
Глубокая канавка
Придает форму чаше внутри и снаружи
Долото с нижней подачей предназначено для чистовой обработки внутренней части чаши
Долото для чаши имеет глубокие канавки и может формировать как внутреннюю, так и внешнюю часть чаши.
Существуют две стандартные формы канавки для выдалбливания чаши: «U» и «V». Выемки в форме буквы «U» часто используются для глубокого проникновения в дно чаши с гладкими прорезями. Долота в форме буквы «V», оснащенные шлифовальной головкой (как показано выше), универсальны и могут использоваться для черновой, чистовой и точной обработки чаши.
Какой размер? Мы предлагаем 1/2″ и 5/8″. Это позволяет обтачивать чаши разных размеров, а меньший (1/2 дюйма) долот для чаши также оптимален для точной работы.
7. Скребок : финишер
Оптимально для получения гладкой поверхности
Они царапают жерновом вместо того, чтобы резать
Скребки обычно используются для удаления следов резца, оставленных выемкой чаши.
По этой причине новички часто находят скребки очень полезными. Вместо того, чтобы резать, скребок для точения по дереву «царапает» заусенцем. Этот заусенец должен быть острым, чтобы быть эффективным. Инструмент встречается с древесиной чуть ниже центральной линии заготовки. При использовании скребка его держат под углом вниз – инструмент ниже рукоятки. Как правило, эффективно держать инструмент под углом около 30º к подручнику.
Скребок с круглым носом (также называемый скребком для чаши) удаляет следы с внутренней стороны чаши, а скребок с квадратным носом используется для очистки внешней части чаши, а также коробок и других плоских поверхностей.
Какой размер? Мы обнаружили, что 1 дюйм является наиболее универсальным и обеспечивает надежность.
@carterandsontoolworks
Древесная щепа в вашем почтовом ящике
Лучшие советы по токарной обработке, вдохновение и продажа инструментов. Мы ценим вашу конфиденциальность. Никаких уловок , просто древесная стружка.
Щепа уже в пути!
Это поле обязательно для заполнения
Древесная стружка в вашем почтовом ящике
Лучшие советы по токарной обработке дерева, вдохновение и продажа инструментов. Мы ценим вашу конфиденциальность. Никаких трюков, только древесная стружка.
Щепа уже в пути!
Это поле обязательно для заполнения
Различные типы токарных инструментов, которые можно использовать при токарной обработке с ЧПУ
Токарные режущие инструменты — это инструменты, которые можно использовать с токарным станком для изготовления токарных деталей и придания материалам желаемой формы. Они являются важной частью обработки с ЧПУ. Однако о них мало что известно об их использовании, поскольку существует множество типов режущих инструментов.
Таким образом, в этой статье мы подробно остановимся на различных типах токарных инструментов, применяемых при токарной обработке с ЧПУ. Из этого руководства вы также можете узнать, как выбрать правильные типы режущих инструментов, что такое токарный станок и различные операции по резке на токарном станке. Давайте начнем.
Что такое токарный станок?
Токарный станок — это обрабатывающий инструмент, который может вращать металл или дерево до нужной формы. Он использует стационарные режущие инструменты токарного станка для выполнения нескольких операций, таких как токарная обработка, подрезка, накатка, сверление, торцовка, растачивание и резка. А токарный станок часто используется для удаления лишнего материала с заготовки для достижения заданного размера и формы заготовки.
Стандартные операции по резке токарных станков
В зависимости от токарного станка существуют различные операции по резке, которые можно выполнить, чтобы получить желаемую форму. Ниже приведено краткое объяснение общих операций, которые вы используете в своем проекте обработки с ЧПУ.
·
Торцовка
Торцовка является первым этапом большинства токарных операций. Он включает в себя резку металла с конца, чтобы он подходил под прямым углом к оси.
·
Сужение
Конусность включает в себя резку металла до формы конуса с помощью составного суппорта. В зависимости от требований вы также можете изменить угол, отрегулировав составной суппорт.
·
Параллельное точение
Параллельное точение предполагает резку материала параллельно оси. Это важная операция, используемая для уменьшения диаметра материала.
·
Разделение
Разделение — это удаление детали так, чтобы она была обращена к концу. Это включает в себя использование инструмента разделения, который мы представим позже. Вы можете сделать разрез глубже, вытащив инструмент для разделения и перенеся его на сторону разреза.
Существуют три основные категории классификации режущих инструментов токарных станков: материал, использование и способ подачи. Ниже приводится подробное введение в три различные классификации и распространенные типы режущих инструментов.
Классификация по материалу
·
Инструмент из быстрорежущей стали
Как звучит его название, токарные станки изготовлены из быстрорежущей стали (HSS), которая может сохранять твердость даже при эксплуатации температура до 1000°F (588°C). Поэтому они идеально подходят для черновой и получистовой обработки.
·
Твердосплавный инструмент
Режущая кромка твердосплавного инструмента изготовлена из карбида. Поэтому они идеально подходят для резки железа, пластика, стекла, камня, стали и других сложных материалов.
·
Алмазный диск
Алмаз — очень твердый и износостойкий материал. Он имеет низкий коэффициент трения, высокий модуль упругости, высокую теплопроводность и низкий коэффициент теплового расширения. Следовательно, токарные инструменты с алмазной режущей кромкой идеально подходят для точной обработки хрупких, износостойких, податливых и твердых материалов, таких как графит.
·
Другие материалы
Режущая кромка этих типов токарных станков изготавливается из других материалов, таких как кубический нитрид бора и керамика. Поэтому они идеально подходят для черновой обработки и резки твердых сплавов.
Классификация токарных режущих инструментов по использованию
·
Токарный инструмент
Существует два основных типа токарных режущих инструментов с точки зрения их использования: инструменты для черновой обработки и инструменты для чистовой обработки.
Инструменты для чернового точения
Инструменты для чернового точения используются для удаления больших частей заготовки за очень короткое время. Они имеют шлифованный угол резания, который позволяет выполнять удаление, и они могут выдерживать максимальное давление резания.
Инструменты для чистовой токарной обработки
Инструменты для чистовой токарной обработки — это типы токарных станков, используемые для удаления мелких деталей заготовки. Уголок шлифуется и, судя по его названию, конечный продукт имеет гладкую и аккуратную поверхность.
·
Расточной инструмент
Расточный инструмент — это тип токарного инструмента, используемый для увеличения отверстия. Эти токарные режущие инструменты вставляются в уже существующее отверстие и используются для расширения диаметра отверстия.
·
Инструмент для снятия фаски
Инструмент для снятия фаски — это режущий инструмент для токарной обработки, используемый для создания борозды на детали. Его также можно использовать для создания гладких или опасных кромок на заготовке.
·
Накатной инструмент
Накатной инструмент — это тип токарного инструмента, который может производить токарные детали с накаткой путем создания определенного шаблона в круглом сечении. Поэтому Вы можете использовать их в качестве захвата для ручек или крепежных элементов, таких как гайки.
·
Отрезной инструмент
Отрезной инструмент — это инструмент с узким лезвием, используемый для отрезания кусков материала от заготовки. Он имеет множество форм и популярных применений, что указывает на то, что он работает как токарный и режущий инструмент.
·
Инструмент для нарезания резьбы
Инструмент для нарезания резьбы применяется для нарезания резьбы на детали токарного станка. Существуют две основные формы: нарезание внутренней и наружной резьбы. Нарезание наружной резьбы заключается в том, что заготовка удерживается в патроне или устанавливается между двумя центрами. Однако при нарезании внутренней резьбы деталь удерживается в патроне, в то время как инструмент перемещается по ней в линейном формате, снимая стружку с заготовки по мере ее прохождения.
·
Торцовочный инструмент
Торцовочный инструмент — это тип токарного станка, используемый для обработки плоской поверхности, перпендикулярной оси вращения заготовки. Держатель инструмента, расположенный на каретке токарного станка, удерживает инструмент во время процесса таким образом, чтобы он мог подавать перпендикулярно оси вращения детали.
Классификация режущих инструментов токарных станков по способу подачи
·
Правосторонний инструмент
Правосторонний инструмент удаляет материал при движении справа налево (занимается только вид сверху, сохраняя переднюю поверхность вверху) . Название инструмента для правой руки было использовано на основе аналогии с человеческой рукой. Используя правую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на левой стороне инструмента.
·
Левосторонний инструмент
В отличие от правостороннего инструмента, левосторонний режущий инструмент удаляет материал при движении слева направо (вид сверху с видимой передней поверхностью). Используя левую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на правой стороне инструмента.
·
Инструмент с круглым концом
Токарный инструмент с круглым концом не имеет заднего или бокового угла. Таким образом, инструмент подается слева направо или справа на левый конец станины токарного станка. Однако в некоторых случаях инструмент с круглым наконечником может иметь небольшой задний угол. Из-за круглой кромки токарные инструменты с круглым концом являются популярными инструментами для чистовой токарной обработки.
Как выбрать токарные станки
Выбор режущего инструмента для токарного станка требует понимания определенных факторов, касающихся оборудования, и ниже приведены очень важные факторы, которые необходимо учитывать.
Тип материала
Тип материала, который вы режете на станке с ЧПУ, является одним из важных факторов, поскольку он определяет тип токарного инструмента, который вы можете использовать. Важные свойства, на которые следует обратить внимание перед выбором токарного станка, включают твердость, износостойкость, ударную вязкость и жесткость. Эти свойства могут определять тип режущего инструмента, используемого в токарных станках. Например, для очень твердых материалов требуются твердосплавные или алмазные инструменты.
Форма инструмента
Форма инструмента также является еще одним фактором, который следует учитывать при выборе. Расположение режущей кромки также определяет направление, в котором инструмент будет резать (правосторонние инструменты, левосторонние инструменты и инструменты с круглым концом).
Желаемая форма
Все типы токарных инструментов, перечисленные в классификации по использованию, могут привести к заданной форме. Следовательно, вы должны интегрировать желаемую форму в необходимые токарные станки. Из-за сложности большинства изделий с ЧПУ вам может потребоваться выбрать несколько режущих инструментов.
Выбор правильных типов инструментов, используемых на токарных станках, может быть немного проблематичным, если вы новичок в процессах токарной обработки с ЧПУ. Однако вместо того, чтобы беспокоиться о том, как много вам нужно знать, почему бы не воспользоваться услугами профессионалов в такой области. В RapidDirect работают инженеры с многолетним опытом работы с ЧПУ, которые разбираются в различных типах режущих инструментов токарных станков и их применении. Выбирая нас, вы получаете доступ к многолетнему опыту и отношение к качественной доставке. Просто свяжитесь с нами. Мы к вашим услугам!
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Заключение
Режущие инструменты токарного станка являются важной частью любой обработки с ЧПУ или токарной обработки с ЧПУ. Тем не менее, существует множество типов режущих инструментов на токарных станках, доступных для многих инженеров. Чтобы упростить его, в этой статье продемонстрированы различные классификации токарных инструментов и способы их выбора. Если вы все еще не уверены, какой тип токарных станков может привести к желаемой форме, вы можете загрузить свой файл САПР, чтобы получить профессиональные предложения от нашей команды экспертов, или свяжитесь с нами по электронной почте сейчас.
Загрузите файл CAD здесь
Часто задаваемые вопросы
Для чего используются режущие инструменты?
Режущие инструменты, также известные как фрезы, представляют собой инструменты, используемые для удаления частей заготовки.
3д-принтеры в строительстве: перспективы применения
На первый взгляд, конструкции 3д-печати кажутся какой-то скорлупой здания, законченного наполовину. Но при близком рассмотрении вы не обнаружите и кирпичика. Слои материала как бы наращиваются один поверх другого — так и создается сложная конструкция. Это футуристический мир 3D-печати, где роботизированные руки автоматически наслаивают и сжимают слои бетона, или пластика, или любого другого материала в фундамент и выстраивают конструкцию.
Подобный метод строительства сегодня достаточно нишевый — в мире напечатано всего несколько прототипов 3д-домов и офисов. Тем не менее, эта технология представляет собой потрясающее и потенциально сильное решение для перемен в строительстве.
Что же такое 3D-печать в строительстве, в чем потенциал, и будем ли мы работать над 3D-печатными проектами в ближайшем будущем?
Что такое 3d-печать в строительстве?
3д-принтеры в строительстве: как это делается?
5 примеров инноваций
Как проекты с 3d печатью могут помочь строительным компаниям?
Распространение 3D-печати
3д-печать в гражданском строительстве
Технология Wiki House — проект открытым кодом для 3D-печати: что стоит за концептом
Обратная сторона медали
Как можно интегрировать 3D-печать в строительство
О PlanRadar
3D-печать в строительстве — что за технология?
3D-печать для строительства применяет как 3D-принтер, у которого есть роботизированный «кран-рука», который строит конструкции прямо на строительной площадке, так и создание определенных элементов принтерами на заводе, которые уже собираются в конструкцию на объекте.
Концепция 3D-печати не нова: впервые она появилась в 80-х. Но только за последние десятилетие эту технологию достаточно усовершенствовали (и снизили стоимость существенно) и она стала настоящим мейнстримом.
3D-принтеры не сильно отличаются от обычных струйных офисных принтеров. Программное обеспечение сообщает принтеру о размерах конечного продукта. И потом принтер начинает выводить материал на платформу согласно плану. В 3D-принтерах часто используют жидкие металлы, пластик, цемент и вариации разных материалов, которые когда остывают и высыхают, формируя конструкцию.
В 3D-принтере для строительства программы CAD или BIM сообщают устройству, что надо печатать, и машина начинает наслаивать материал слоями, согласно плану конструкции.
3D-принтеры в строительстве: как они работают?
Концепция 3D-печати — принтер выдавливает послойно определенную жидкую смесь, уровень за уровнем, создавая конструкцию, основываясь на трехмерной модели. Подготовленный микс из бетона, наполнителя, пластификатора и других компонентов загружается в бункер устройства и подается на печатающую головку. Смесь наносится на поверхность площадки или на предыдущие отпечатанные слои. Таков принцип работы большинства 3D-принтеров. Среди них существует три вида устройств для 3D-печати:
Роботизированный принтер
Читайте также: Новые технологии в строительстве 2021
5 инновационных примеров 3D-печати
На сегодняшний день в строительной сфере реализовано всего несколько проектов в 3D-печати. Вот пять наиболее впечатляющих и многообещающих проектов:
Офисное здание муниципалитета Дубая, ОАЭ
1. Офисное здание муниципалитета Дубая, ОАЭ
В декабре 2019 фирма Apis Cor, занимающаяся роботами для 3D печати объявила о завершении самого крупного в мире частного здания, напечатанного при помощи 3D-печати. Офисный блок, построенный в ОАЭ, представляет собой 9,5 метровой сооружение в высоту и площадью в 640 m2.
3D-принтер Apis Cor перемещался по стройплощадке под открытым небом при помощи крана и возводил разные части конструкции.
2. Офис будущего, ОАЭ
Офис будущего, ОАЭ
Еще одно впечатляющее здание в ОАЭ, созданное 3D-печатью — Офис будущего — уникальная, довольно большая, конструкция, в котором в настоящее время размещается временная штаб-квартира организации Дубайский фонд будущего.
Для этого здания элементы создавались не на стройплощадке, и их напечатали за 17 дней, а само здание было собрано за 48 часов.
3.Дома, созданные 3D-принтером компании ВинСун, Китай
Дома, созданные 3D-принтером компании ВинСун, Китай
Китайская компания 3D-печати WinSun также применила заводские 3D- принтеры для строительства жилых домов. Компания создала несколько проектов домов, в том числе и небольшое многоэтажное здание. Все детали конструкции можно быстро и дешево напечатать и потом быстро их собрать уже на стройплощадке.
Компания подсчитала, что постройка-печать их пятиэтажного здания может стоить всего $161,000.
4. 3D-напечатанный номер в Льюис Гранд Хотел, Филиппины
3D-напечатанный номер в Льюис Гранд Хотел, Филиппины
Планируя поездку на Филиппины, подумайте о том, чтобы остановиться в отеле Lewis Grand Hotel в Анхелес-Сити, Пампанга, где посетителей встретят первым в мире гостиничным люксом, напечатанным на 3D-принтере. Номер в отеле был разработан Льюисом Якичем, владельцем отеля и инженером по материаловедению, в сотрудничестве со специалистом по 3D-печати Энтони Руденко. Они создали массивный 3D-принтер, который выводит песок и бетон на основе вулканического пепла. Комната была напечатана за 100 часов.
5. Двухэтажный особняк в Бекуме, Германия
Двухэтажный особняк в Бекуме, Германия
Первый 3D-напечатанный жилой дом площадью около 80 квадратных метров — детище немецкой строительной компании PERI GmbH и архитектурно-дизайнерским бюро MENSE-KORTE ingenieure+architekten. Чтобы напечатать один квадратный метр двойной обшивки стены за 5 минут, использовали 3D-принтер BOD2. Здание представляет собой сооружение с трехслойными полыми стенами, заполненными изоляционной массой. Установка полых труб и соединений во время печати осуществлялась вручную.
3D-печать в строительстве кажется действительно впечатляющей, но каковы реальные выгоды такой технологии?
Как 3D-печатные проекты могут быть полезны строительным компаниям?
Сторонники 3D-печати домов и коммерческих офисов указывают на несколько преимуществ такого метода строительства:
Безотходное строительство
В Великобритании почти треть отходов — это от строительной отрасли. По данным Transparency Market Research Group, строительная индустрия к 2025 году во всем мире будет производить 2,2 млрд тонн строительного мусора. И хотя большая часть отходов относится к сносу сооружений, сами строительные площадки продуцируют немало отходов.
И напротив, 3D-печать может сократить отходы практически до нуля. 3D-принтер использует четко определенное количество материала, которое требуется для печати конструкции — ни больше ни меньше. Это может стать большой экономией.
Сниженное потребление энергии
3D-печать в строительстве стимулирует применение местных доступных материалов и натуральных компонентов. Такая практика может сократить энергозатраты на транспортировке, возведении и производстве, поскольку для большинства местных материалов требуется меньше энергопотребления для обработки или установки. Если традиционные материалы с токсичными химическими примесями заменить на натуральные, то можно снизить токсичность всего строительства. Кроме того, местные материалы часто лучше подходят для локальных климатических условий и могут снизить нагрузку для отопления или охлаждения здания, что также снижает затраты на строительство.
Экономия времени и денег
Как и в случае с ИИ в строительстве, 3D-принтер может работать 24 часа в сутки, 7 дней в неделю. Это означает, что строительные проекты имеют потенциал быть завершенными намного быстрее, и можно избежать ряда затрат на низкоквалифицированную рабочую силу. Более того, благодаря 3D-печати отпадает необходимость во временных конструкциях, таких как опалубка и леса, которые обычно используются в традиционном строительстве. Исследования бетонных конструкций, напечатанных на 3D-принтере, выявили значительное снижение требований к опалубке — это снижает затраты на 35–60%.
Может реализовывать необычные формы дизайна
Одна из самых привлекающих характеристик 3D-принтеров — их способность создавать сложный и необычный дизайн конструкций, в том числе и единственный, уникальный. Поскольку работа 3д-принтера заключается в наслаивании материала, то их можно запрограммировать на абсолютно любую необычную форму, которую будет намного труднее создать традиционными техниками.
Минимизация человеческих ошибок и повышение безопасности
Опубликованная статистика травм на рабочем месте американским агентством BLS в 2020 году свидетельствует, что строительство- одно из травмоопасных сфер и высоким уровнем частоты заболеваний. Каждый день, около 5333 рабочих гибнет на стройплощадке. А с появлением 3D-печати количество производственных травм и смертельных случаев очевидно снизится, поскольку она делает строительство более программируемым и автоматизированным. Роботизированное строительство требует стандартизированной, точной и полной цифровой информации по зданию, что делает эту технологию более точной и эффективной, с минимальными доработками из-за человеческих ошибок или любых информационных несостыковок. Обычные проблемы с материалами и комплектующими, которые нужно где-то хранить, беречь от повреждения — нивелируются, также исчезают проблемы с монтажом и незавершенной работы из-за повреждений — 3D-элементы создаются по мере строительства, их не нужно перемещать и хранить.
Освоение новых рынков
Применение 3D-принтера также позволяет строительным компаниям заходить на новые секторы рынков, ранее им недоступные. А для начинающих стартапов-компаний, наличие 3D-принтера будет конкурентным преимуществом. Более того, 3D-печать — это блестящий способ поднять или улучшить репутацию бренда строительной компании среди тех, кто считает, что производство бетона влияет на окружающую среду планеты.
Распространение структурной 3D-печати
3D-печать для усиления конструкции, маломасштабных компонентов и структурной стали может произвести настоящую революцию в сфере дизайна, строительства и освоения космоса. Кроме того, Европейское Космическое Агентство (ЕКА) считает, что используя металлы для 3D-печати для создания высококачественных сложных форм, можно существенно снизить их стоимость, и они станут весьма распространенными.
ЕКА вместе с Европейской Комиссией разработали проект по усовершенствованию печатания металлических компонентов, которые можно использовать в космосе. Всего объединилось 28 европейских партнеров для совместного проекта AMAZE (Additive Manufacturing Aiming Towards Zero — послойная 3D-печать для нулевых отходов от производства и эффективное производство высокотехнологичной металлической продукции).
Практически все можно спроектировать на компьютере, так что в планах AMAZE установить 3D-принтер на борт космического корабля, и как только астронавту потребуется какая-либо деталь, инструмент — он сможет просто ее распечатать.
Структурная 3D-печать
3D-печать в гражданском строительстве
3D-печать в гражданском строительстве набирает популярность за последнее десятилетие, как и в аэрокосмической и биомедицинских отраслях. Эта революционная производственная техника основана на ее уникальной возможности создавать любую геометрическую форму без каких-либо формальных ограничений, сводя к минимуму отходы, но повышая производительность и результаты. Активное движение строительной отрасли навстречу автоматизации за последнее время достигло важных рубежей, включая создание первых конструкций при помощи роботизированных «рук» и технологии 3D-печати.
Применение метода 3D-печати в создании структурных элементов из полимерных материалов, бетона и металлов становится все распространеннее.
Эти техники в гражданском проектировании могут создавать свободные формы и инновационные архитектурные конструкции благодаря использованию программному обеспечению, интегрированному в СAD.
Однако несмотря на значительные исследования в аэрокосмической отрасли и биоинженерии по оценке и анализу этого механизма, по прежнему недостаточно понимания по его использованию, воздействия 3D-напечатанных материалов в гражданских сооружениях, как с точки зрения свойств материалов, так и структурной реакции.
Императорский колледж Лондона
Читайте также: Лучшие приложения для стройки в 2021
WIKI HOUSE — 3D печать в строительстве: что в основе концепта
Wiki House — это инновационный проект, созданный небольшой группой архитекторов в Лондоне в 2011 году. Он предлагает цифровую систему с открытым кодом для проектирования домов, что позволяет пользователям создавать, загружать и делиться разным дизайном и печатать свои собственные дома.
Комплект набора не требует каких-то специальных знаний и обучения и может быть создан за 1 день. Элементы в цифровом виде вырезаются из обычного листового материала, наподобие фанеры, применяя станок с ЧПУ. И это намного быстрее, менее затратно и не требует участия экспертов, как в обычном традиционном строительстве.
Стандартный дом с двумя спальнями может быть построен менее чем за £50,000, а к основному каркасу сооружения можно добавить дополнительные компоненты, такие как облицовка, изоляция, окна и прочее. Первым домом, который был построен на базе технологии Wiki House с открытым кодом, стал двухэтажное здание. 3D-напечатанный дом был представлен на Лондонском фестивале дизайна в 2014 году.
Движение Wiki House возглавил Аластер Парвин, чья презентация на TED «Архитектура для людей, созданная людьми» рассказала о перспективах 3D-печати в строительстве. Создатель этого проекта верит, что Wiki House может помочь в решении жилищного вопроса, особенно в чрезвычайных ситуациях, таких как землетрясения (есть уже доказательство, что 3D-напечатанные дома могут выдерживать толчки до 8 баллов).
В будущем это может стать реальной альтернативой недорогих домов, одновременно позволяя заказчику контролировать дизайн проекта.
3D-здание, построенное с использованием Wiki House
Станет ли 3D- печать экологическим будущим строительства?
3D-печать способна коренным образом изменить цепочку и структуру поставок, благодаря новому методу проектирования и производства. Согласно исследованию, 3D-печать может помочь строительной отрасли стать более экономичной, более эффективной и экологичной.
Ученые из Саксонского Университета Прикладных наук Иво Котман и Нейлс Фабер утверждают, что технология 3D печати «изменят правила игры». Они исследовали возможности 3D-печати бетона, и их выводы таковы:
3D-печать сокращает цепочку поставок и в целом сам процесс проектирования. 3D-печать прямо на стройплощадке исключает трудоемкие этапы процесса проектирования. Архитекторы, инженеры, подрядчики, клиенты и руководители, которые обычно должны активно участвовать в проекте, в 3D-печати больше не нужны. Поскольку все задачи могут совмещаться в одной фигуре архитектора, который использует метод моделирования и воспроизводит точные целостные конструкции.
Монтаж труб и проводка электричества становятся проще и более эффективнее. Системы отопления, изоляция, водопровод и электричество — все это требует трудоемкого монтажа на месте при традиционном строительстве. Однако при 3D-печати некоторые из этих функций могут быть включены в процесс 3D-печати. Печать полых стен требует меньше ресурсов, улучшает изоляцию и она дает возможность использовать напечатанные на 3D-принтере каналы для подачи горячей или холодной воды. Более того, нивелируется необходимость установки на стройплощадке, что напрямую влияет на сокращение отходов.
Лучшая логистика. 3D-печать устраняет 3 проблемы, связанных с логистикой и доставкой. Во-первых, много материалов и элементов часто портятся при доставке, а если печатать все на площадке, то повреждения минимизируются
Во-вторых, чтобы выдерживать транспортировку, части должны быть с повышенными техническими характеристиками, что по умолчанию удорожает их, а значит, и весь проект. Избежать таких дополнительных затрат поможет 3D-печать прямо на строительной площадке.
Создание индивидуальных проектов домов, доступных для широкого рынка. Обычно строительство дома с привлечением к проекту архитектора дорогое удовольствие для большинства потребителей. Но с 3D-печатью из бетона вы можете не беспокоится о выбранной форме, это не будет стоить дороже. Фактически, это значит, что в будущем больше людей смогут покупать дома по их собственному проекту в соответствии с их индивидуальными потребностями
Обратная сторона медали
Несмотря на определенно привлекательную инновационность 3D-печати, все же важно рассмотреть ее беспристрастно, убрав некоторую стимуляцию популяризации. Скептики отмечают несколько недостатков этой технологии.
Стоимость исследований и разработок
Большинство строительных компаний работают с относительно невысокой рентабельностью. Чтобы повсеместно начать применять 3D-печать, потребуются немалые инвестиции.
Будут ли потребители рассматривать это как маркетинговый ход?
3D-напечатанные дома, офисы, магазины и прочие сооружения инфраструктуры часто здорово впечатляют. Но действительно ли хотят большинство людей жить или работать в таких? Для большинства людей все же кирпичные дома гораздо привычнее и привлекательнее. Другие технологии, такие как сборные дома также некоторое время назад казались привлекательной технологией будущего, однако так и не получила широкого распространения, несмотря на то, что во многих случаях она была дешевле традиционной.
Сложность с интеграцией с другими составляющими
3D-принтеры могут выполнить уникальный и интересный дизайн. Однако, если вам нужно здание, в котором будут использоваться разные материалы или разные элементы, которые не подойдут для 3D-печати, то это будет сложной задачей включить 3D-принтер для строительного процесса.
Нехватка квалифицированной рабочей силы
При существующей проблеме недостатка квалифицированной рабочей силы в строительном секторе в целом, 3D-печать потребует еще большего набора специализированных знаний и навыков, который придется выбирать из и без того небольшой ниши кандидатов. Так что поиск специалистов для работы в 3D печати для строительства может стать еще одной трудной задачей в будущем.
Контроль качества строительства
Погодные условия могут замедлять традиционный процесс строительства, но для 3D-печати дела обстоят еще хуже. Фактор окружающей среды для коммерческого строительства может снизить востребованность 3D-печать. Более того, контроль качества может быть намного серьезнее задачей, требующей постоянного мониторинга процесса реальными людьми на стройке.
Отсутствие стандартов и правил
Несмотря на регулярное упоминание 3D-печати в СМИ, она все же еще не оказала существенного влияния на строительный сектор. Существует очевидная проблема ответственности при использовании таких принтеров, даже больше, чем человеческая ответственность при выполнении некоторых строительных работ. И довольно много других неясностей в отношении этой технологии. Так что пока не будут установлены нормы и стандарты, а также правила в этой области, 3D-печать вряд ли станет мейнстримом в строительной индустрии.
Читайте также: Новые технологии в строительстве 2021
Как 3D-печать может интегрироваться со строительством?
На данный момент есть веские доказательства, что 3D-печать заслуживает внимания и может применяться в строительном сегменте, и скорее всего, что эта технология будет больше применяться в ближайшие годы. Правда, неизвестно, насколько широко будут применяться эти устройства на стройплощадке, или они останутся лишь инструментом для изготовления блоков-элементов для сборных конструкций. Но для определенных проектов резонно предполагать, что 3D-принтеры и эта технология в строительстве будут обязательным инструментом в арсенале строителей.
О PLANRADAR
PlanRadar была основана в 2013 году и предоставляет инновационное мобильное программное решение для строительства и недвижимости. Наше приложение доступно на всех устройствах iOS, Android и Windows и уже помогло более 13 000 клиентов оцифровать свой рабочий процесс в более чем 55 странах. Узнайте больше о приложении здесь.
Читать статью — Строительная 3D-печать. 8 причин, по которым она станет достижением
3D-печать уже давно переросла свои первоначальные возможности быстрого прототипирования и превратилась в полноценный производственный процесс, известный в отрасли как аддитивное производство. Он используется для производства все более широкого спектра изделий, от зубных имплантатов до деталей реактивных двигателей. Действительно, это был лишь вопрос времени, когда она доберется до строительной отрасли.
Проще говоря, дома, построенные с помощью строительного 3D-принтера, строятся путем послойного нанесения материала. Пастообразная бетонная смесь выдавливается через сопло, создавая стены с нуля по одному слою за раз.
На первый взгляд, это не кажется сложным, но на самом деле это не так. При том, что перспективы такого процесса строительства огромны, он все еще находится на самых ранних стадиях разработки, но уже показал многообещающие результаты и быстро привлек внимание средств массовой информации.
Вопрос в том, действительно ли шумиха вокруг строительной 3D-печати заслужена? В этой статье мы углубимся в эту тему и покажем, почему мы считаем, что 3D-печатные дома могут стать следующим большим достижением.
Скорость строительства
3D-печать дома происходит значительно быстрее по сравнению с традиционными методами строительства. Хотя фактические сроки в значительной степени зависят от размера проекта, в большинстве случаев строительство занимает всего несколько дней.
Возьмем, к примеру, первый полностью 3D-печатный дом в Америке, построенный строительной компанией ICON для некоммерческой организации New Story в 2018 году. На создание дома площадью 33 квадратных метра в Техасе ушло около 47 часов печатного времени, растянувшегося на несколько дней.
Всего два года спустя другая американская компания построила огромный дом площадью 177 квадратных метра всего за 8 дней, что заняло всего 48 часов общего времени печати. Однако помните, что 3D-принтеры могут создавать только внешние и внутренние стены.
Тем не менее, по данным SQ4D, компании, ответственной за проект, это на 40% меньше по сравнению с обычными строительными технологиями. На первый взгляд это может показаться незначительным, строительная 3D-печать все еще является развивающейся технологией, которой еще многое предстоит усовершенствовать. Так что, скорее всего, сроки строительства сократятся еще больше.
Меньшее количество строителей
На строительных площадках для 3D-печати требуется меньше рабочих, чем на традиционных площадках, поскольку печатное оборудование выполняет большую часть работы.
Традиционное строительство требует много этапов, включая целую бригаду из пяти-шести человек, которые разгружают, транспортируют и смешивают материалы перед укладкой конструкций. После настройки бетонному 3D-принтеру требуется всего несколько человек для мониторинга и контроля процесса.
Например, для вышеупомянутого дома площадью 177 кв. метров от SQ4D потребуется всего 3 человека на месте, что, по данным компании, заменит бригаду из более чем 20 чернорабочих. Это показывает, насколько хорошо автоматизирован весь этот процесс, и почему строительные 3D-принтеры являются такой многообещающей альтернативой.
Кроме того, меньшее количество работников на месте также приводит к меньшему количеству связанных с работой травм и смертельных исходов. Согласно статистике OSHA, только строительство является причиной смерти каждого пятого работника в США. Если подходить к делу ответственно, 3D-принтеры могут помочь значительно сократить эти цифры.
Ниже стоимость строительства
Считается, что дома 3D-печные дома дешевле строить, но это несколько спорно, поскольку 3D-принтеры для массового строительства являются дорогостоящим оборудованием и по-прежнему имеют много ограничений. Но давайте ограничимся фактами и цифрами.
Мы уже установили, что 3D-печать дома происходит быстрее, чем традиционное строительство, и, как говорится, время — деньги. Меньшее время, затрачиваемое на стройплощадку, означает, что и оборудование, и рабочие будут быстрее доступны для других проектов, что теоретически вдвое увеличит объем строительства по сравнению с сегодняшними показателями.
Добавьте это к значительно сокращенному количеству требуемых рабочих. Кроме того, сырье, используемое некоторыми 3D-принтерами, может быть частично собрано на месте, что снижает затраты, связанные с поиском, хранением и транспортировкой его на место.
Теперь перейдем к цифрам: дом Apis Cor площадью 40 кв. м в России, по слухам, стоил примерно 10 000 долларов, включая все окна, кровлю, проводку и внутреннюю отделку. Это ошеломляюще мало. В настоящее время ICON работает над домами площадью 60 квадратных метров, которые, как планируется, будут стоить всего 4000 долларов.
Да, строительное оборудование для 3D-печати по-прежнему очень дорого, как и любая другая передовая технология, но здесь есть много возможностей для совершенствования, и по мере развития технологии затраты, связанные с оборудованием и эксплуатацией, несомненно, сократятся.
Уникальные строительные возможности
3D-печать открывает уникальные возможности для строительства, которые были бы либо невозможны, либо слишком дороги в реализации с помощью обычных строительных технологий.
Некоторые говорят, что для того, чтобы получить максимальную отдачу от любого процесса 3D-печати, необходимо учитывать высокую степень свободы проектирования, обеспечиваемую этими технологиями. Это также относится к строительству и архитектуре, где инновации и творчество особенно поощряются.
3D-печать позволяет создавать сложные формы и формы без дополнительных усилий. Например, бетонный 3D-принтер может создавать причудливо изогнутые стены так же легко, как и прямые. Нетрадиционная архитектура может улучшить внешний вид зданий и даже оптимизировать внутреннее пространство.
Возьмем, к примеру, «Офис будущего» в Дубае, напечатанный в 3D китайской компанией Winsun, в котором размещается Фонд Dubai Futures Foundation. Внешний вид изогнутой формы потребовал бы чрезмерного объема работ для воссоздания с использованием традиционных строительных технологий.
Инженеры также могут проявить творческий подход, поскольку исходные материалы для печати могут быть тщательно настроены для достижения лучших свойств. Из готовой партии бетон уже является первоклассным строительным материалом, устойчивым к большинству воздействий окружающей среды, таких как огонь и влажность, а также отличным теплоизолятором для холодной и теплой погоды.
Высокая эффективность материалов
Процесс 3D-печати более эффективен с точки зрения использования энергии и материалов по сравнению с традиционным строительством.
3D-принтеры производят меньше отходов, поскольку они используют только необходимое количество материала для создания конструкций: нет отходов от резки или вырезания материалов. Кроме того, поскольку исходные материалы на основе бетона не имеют формы, любые остатки можно и нужно использовать в следующем здании.
Кроме того, сырье может быть изготовлено из переработанных материалов. Еще в 2014 году китайская компания Winsun смогла построить не менее 10 домов за один день, используя только переработанный бетонный материал, в то время как итальянская компания по 3D-печати WASP изготовила дом из натуральной грязи, смешанной с отходами местного производства риса, которые включали измельченную солому и рисовую шелуху.
3D-принтеры также потребляют меньше энергии по сравнению со всей производственной цепочкой обычного строительства. Учитывайте всю энергию, необходимую для транспортировки сырья и ежедневного перемещения целых бригад рабочих на строительную площадку. За счет сокращения трудоемкости и поиска материалов на месте 3D-печать может быть более устойчивой в долгосрочной перспективе.
Ситуационная применимость
В целом, 3D-принтеры могут играть центральную роль в различных сценариях по всему миру. Все ключевые моменты, которые мы рассмотрели до сих пор – сокращение времени, затрат, рабочей силы, расширение уникальных возможностей и эффективность – показывают, как эта технология может быть очень полезна в определенных ситуациях.
Развивающиеся страны постоянно сталкиваются с жилищными проблемами. Способность обеспечить достаточное количество качественных домов по доступным ценам является ключевым фактором устойчивого экономического развития. Относительно быстрый процесс создания 3D-принтеров потенциально может решить проблемы бездомных в краткосрочной перспективе.
Это именно то, чего New Story и ICON пытаются достичь в Мексике, в Табаско. Идея состоит в том, чтобы создать самое первое сообщество жителей 3D-печатных домов для местных семей, которые в настоящее время живут в крайней нищете. Всего будет построено 50 полностью напечатанных на 3D-принтере домов площадью 50 квадратных метров.
Дома, напечатанные на 3D-принтере, также могут быть полезны в ситуациях гуманитарного кризиса, особенно после стихийных бедствий, когда дома трагически уничтожаются в результате землетрясений, пожаров или цунами. Общины, пострадавшие от таких событий, в конечном итоге сталкиваются с нехваткой рабочей силы и материалов, не говоря уже о логистических проблемах. Восстановление с помощью 3D-печати может стать эффективным и дешевым решением, по крайней мере, для начала восстановления этих сообществ.
И последнее, 3D-печать также может сделать возможным освоение космоса, подобного Марсу. Идея состоит в том, чтобы отправить автоматизированное оборудование для 3D-печати на красную планету, и, поскольку сырье можно было бы собирать на месте, принтеры могли бы начать строить жилые помещения задолго до прибытия первых людей. Неудивительно, что НАСА так заинтересовано в этой технологии.
Отраслевой сдвиг и инвестиции
Строительная 3D-печать привлекает не только внимание лидеров отрасли и инвесторов: она привлекает и их деньги!
Рынок строительной 3D-печати в последние годы неуклонно растет. В 2019 году производитель 3D-принтеров для бетона COBOD сообщил о прибыли всего за второй год своей работы, что является огромным достижением для любой компании и даже больше, учитывая, насколько сырым все еще остается этот специфический рынок.
После 2020 года кризис с коронавирусом затронул большинство отраслей промышленности по всему миру, и строительная 3D-печать не является исключением. Тем не менее, она представляется подходящим решением для таких случаев, учитывая сокращение количества рабочих на месте. По этой и другим причинам ожидается, что мировой рынок строительной 3D-печати вырастет с 350 млн долларов в 2022 году до 11 млрд. долларов в 2027 году.
Не нужно верить нам на слово. Просто помните, что лидеры отрасли находятся на вершине, потому что они понимают рынок, в то время как крупные инвесторы вкладывают свои деньги только в реальные и действительно перспективные технологии. Дома, напечатанные на 3D-принтере — это следующий большой прорыв в технологиях.
Глобальное распространение
3D-печатные дома уже стали реальностью, и они быстро распространяются по всему миру.
В то время, как дома, напечатанные на 3D-принтере, часто можно увидеть на архитектурных конкурсах или в качестве концептуальных проектов, существует множество реальных жилых сооружений, которые уже используются. Возьмем, к примеру, Lewis Grand Hotel на Филиппинах с виллами площадью 140 кв. метров, полностью выполненным с помощью 3D-печати, включая спальни и гостиные.
Правительства также принимают в этом участие. В 2019 году российская компания Apis Cor построила самое большое на сегодняшний день 3D-печатное здание. Двухэтажное здание площадью 640 кв. м в настоящее время является домом для муниципалитета Дубая, являясь вторым правительственным зданием, напечатанным на 3D-принтере, после уже упомянутого «Офиса будущего».
В Европе Yhnova House, напечатанный на 3D-принтере, стал одним из первых жилых домов в мире в 2018 году, когда туда переехала семья Рамдани. Конструкция была разработана Университетом Нанта с использованием собственного запатентованного оборудования, и на 3D-печать конструкции площадью 92 кв. метра ушло не более 54 часов.
В следующий раз, когда вы услышите о 3D-печатных домах, помните, что, хотя это все еще развивающаяся технология, она показала отличные результаты и уже используется по всему миру.
На нашем сайте Вы можете выбрать и заказать строительный 3D-принтер как для строительства здания, так и малых строительных форм. Для этого перейдите в каталог строительных 3D-принтеров. «Цветной мир» — надежный поставщик 3D-принтеров с многолетним опытом работы, осуществляющий поставки напрямую от производителей и гарантирующий их качество.
3D-печать в строительстве: рост, преимущества и проблемы
3D-печать открывает большие перспективы для строительства. Оправдает ли новинка шумиху?
3D-печать стала широко использоваться в последнее десятилетие, и на то есть веские причины. Хотя изначально технология 3D-печати была разработана для целей прототипирования продуктов, она продвинулась до такой степени, что стала ключевым игроком в различных отраслях промышленности.
Хотя очевидно, что технология 3D-печати с момента своего появления доказала свою эффективность в области медицины, аэрокосмической промышленности и производства инструментов, есть еще одна область, которая потенциально может прорваться: строительный сектор.
Теперь, когда 3D-принтеры способны печатать стены зданий и обрабатывать цемент, эта технология может помочь изменить конструкцию в том виде, в каком мы ее знаем. Но является ли 3D-печать в строительстве просто мимолетной тенденцией или у нее есть реальная стойкость как технология, которая может служить ключевым долгосрочным решением? Ниже мы рассмотрим, как 3D уже произвело фурор в строительстве и как выглядит будущее.
История 3D-печати в строительстве
Прежде чем мы углубимся в историю 3D-печати в строительной отрасли, важно сделать шаг назад во времени, к истокам самой 3D-печати.
Корни 3D-печати восходят к середине 1980-х годов, когда была задумана стереолитография, или SLA. SLA работает как мощный лазер и превращает жидкую смолу в твердый материал. SLA — это аддитивная технология, что означает создание продукта с нуля послойным способом. Сегодня SLA по-прежнему является одной из самых популярных технологий 3D-печати, хотя 3D-печатью обычно считают любую технологию, которая создает детали аддитивным способом. Некоторые другие популярные аддитивные технологии включают селективное лазерное спекание (SLS), моделирование наплавления (FDM) и прямое напыление металла (DMD).
Первоначально 3D-печать использовалась для быстрого и точного создания прототипов деталей. Однако по мере совершенствования аддитивных процессов возможности его практического применения начали расширяться. До принятия информационного моделирования зданий (BIM) 3D-печать даже использовалась архитектурными фирмами для создания масштабных моделей. Вскоре его использовали для более амбициозных строительных целей.
Уже более десяти лет 3D-печать используется в нескольких амбициозных инициативах и проектах в области строительства, в том числе:
В 2004 профессор Университета Южной Калифорнии попытался напечатать стену на 3D-принтере, что считается первым применением технологии в строительстве.
В 2014 в Амстердаме был построен полностью построенный с помощью 3D-печати дом на канале.
В 2016 особняк был напечатан на 3D-принтере в Китае.
Также в 2016 Фонд будущего Дубая построил свой офис будущего с помощью 3D-печати, что стало важной вехой для технологии в секторе коммерческого строительства. Полностью функционирующее здание площадью 2700 квадратных футов было построено на большом 3D-принтере размером 120 x 40 x 20 футов. Строительство заняло всего 17 дней.
Сегодня рынок 3D-печати в строительстве быстро растет, и ожидается, что к 2024 году он достигнет 1,5 миллиарда долларов. роста, чем другие.
Бетон для 3D-печати
Бетон, в частности, является одним из них. На самом деле, рынок бетонной 3D-печати, по прогнозам, к 2021 году будет оцениваться в 56,4 миллиона долларов, и этот рост в значительной степени обусловлен количеством новых инновационных проектов, которые планируются в строительстве. 3D-печать в бетоне, похоже, не просто массовое движение. В феврале 2017 года Vinci, одна из ведущих строительных фирм Франции, приобрела долю в XtreeE, французском стартапе, который специализируется на 3D-печати бетонных структурных элементов.
В 2019 году компания BAM открыла первый в Европе центр печати на бетоне в Нидерландах. Перед заводом уже поставлена задача поставить несколько 3D-печатных мостов по всему региону. Посмотрите видео ниже, чтобы увидеть, как BAM и Saint-Gobain меняют будущее инфраструктуры с помощью устойчивых, масштабируемых и доступных решений для 3D-печати бетоном.
Хотя 3D-печать бетона показывает большой потенциал, стоит отметить, что общая технология, когда речь идет о бетонном материале, все еще находится в зачаточном состоянии. На самом деле, большинство 3D-принтеров, которые обрабатывают бетон, сегодня все еще тестируются и настраиваются и еще не предназначены для производственных целей. Однако, как видно из приведенного выше видео, существует потенциал для аддитивного строительства всего, от фундаментов и стен до отдельных шлакоблоков и мостов, более быстрым, доступным и экологически безопасным способом, поскольку технология продолжает развиваться.
Преимущества 3D-печати в строительстве
Почему 3D-печать так популярна в строительном секторе? По мере того, как отрасль сталкивается с растущим давлением, требующим соблюдения жестких графиков и бюджетов, компании ищут новые инновации, которые помогут заполнить пробелы. 3D-печать в строительстве предлагает значительный потенциал для повышения эффективности в строительном секторе, в том числе следующими способами.
Рекомендуемое чтение: Ознакомьтесь с ключевыми выводами из наш выпуск подкаста об использовании возможностей 3D-печати в строительстве. В этом глубоком погружении со Стефаном Мансуром, консультантом по 3D-печати и новым технологиям в MaRiTama Ltd, он рассказывает о больших преимуществах, распространенных заблуждениях и значительных возможностях для тех, кто использует 3D-печать.
Скорость
3D-печать уже показала, что с ее помощью можно построить дом или здание с нуля за считанные дни. Это значительно более быстрые сроки, чем обычное строительство, которое может занять месяцы и годы, чтобы полностью построить коммерческое здание. По словам Марко Вонка, менеджера по маркетингу в Saint-Gobain Weber Beamix, «вы экономите около 60 % времени на строительной площадке и 80 % на рабочей силе».
Сокращение отходов
В настоящее время во всем мире строительный мусор составляет более 1 миллиарда тонн в год, и, по данным Construction Dive, к 2025 году это число удвоится. Хотя 3D-печать не сможет решить все проблемы строительного мусора. , это может помочь. Во многом это связано с тем, что 3D-печать — это процесс аддитивного производства, в котором используется ровно столько материала, сколько необходимо для создания структуры. В сочетании с другими процессами сокращения отходов и методами строительства, такими как сборные конструкции и бережливое строительство, потенциал безотходного здания кажется все более вероятным.
Свобода дизайна
Одна из замечательных особенностей 3D-печати — это свобода дизайна, которую она предлагает. Архитекторы могут создавать сложные проекты, которые иначе недостижимы, слишком дороги или трудоемки для создания с помощью обычных строительных средств. Это может позволить гораздо больше инноваций и творчества в коммерческом строительстве. Вонк добавляет: «3D-печать бетона позволяет создавать любые формы. Вы можете согнуть его, вы можете сделать углы, вы можете создать практически любую органичную форму, которую захотите, и это точная копия того, что вы нарисовали на бумаге».
Сокращение числа человеческих ошибок
По данным OSHA, каждый день на работе погибает более 5000 рабочих. Поскольку строительство будет более программируемым и автоматизированным, количество травм и смертельных случаев среди рабочих, вероятно, уменьшится, если 3D-печать будет внедрена на строительной площадке.
Проблемы 3D-печати в строительстве
Несмотря на преимущества и потенциал 3D-печати в строительном секторе, существует ряд факторов, которые могут помешать распространению этой технологии. Ниже мы рассмотрим некоторые из этих проблем.
Высокая стоимость
Возможно, самой большой проблемой для широкого внедрения технологии 3D-печати на строительных площадках является высокая стоимость покупки или аренды такого оборудования и логистика, связанная с доставкой этих больших 3D-принтеров на рабочую площадку. 3D-принтеры стоят дорого, и в эти первоначальные затраты не входят материалы или техническое обслуживание. В настоящее время многим профессионалам в области строительства трудно оправдать стоимость 3D-печати преимуществами технологии.
Нехватка рабочей силы
Строительный сектор находится на подъеме, и квалифицированные рабочие пользуются большим спросом. Проблема только в том, что их мало.
Даже принимая во внимание нехватку рабочей силы, 3D-печать требует еще более специфического набора навыков, который должен быть получен от более тонкой и более узкой группы кандидатов. Нехватка рабочей силы в строительстве уже является проблемой, и поиск квалифицированных рабочих для работы в 3D-печати в строительстве может оказаться еще более сложной задачей в будущем.
Контроль качества
Погода уже может замедлить ход строительства, но проблемы с матерью-природой могут быть усилены 3D-печатью. Погода, факторы окружающей среды и многое другое — все это условия, которые могут сделать 3D-печать в коммерческом строительстве скорее провалом, чем бумом. Кроме того, контроль качества в строительстве уже может быть непростым делом. Если не осуществлять постоянный контроль и надзор со стороны реальных людей, качество 3D-печати может оказаться очень дорогим беспорядком.
Правила
Один недостаток, который может не сразу прийти в голову, — это регулирование 3D-печати. Хотя регулирование 3D-печати в последнее время попало в новостной цикл, оно все еще не полностью повлияло на строительную отрасль. Однако существует также ответственность, связанная с использованием принтеров, а не людей для выполнения определенных строительных задач. В настоящее время существует большая неопределенность в отношении этого аспекта 3D-печати в строительстве. Пока законы и правила не будут четко определены, маловероятно, что 3D-печать будет иметь большое значение в строительном секторе.
Многообещающее будущее для 3D в строительстве
Обладает ли 3D-печать в строительстве реальной выносливостью? Судя по тому, что мы видели, перспективы сильны, пока такие компании, как BAM и Saint-Gobain, продолжают внедрять инновации и расширять границы.
В целом потенциал 3D-печати слишком велик, чтобы его игнорировать. Хотя отрасль, возможно, никогда не достигнет точки, когда она будет использоваться исключительно, это только вопрос времени, когда технология будет улучшена и значительно продвинется вперед. В целом, 3D-печать может стать жизнеспособным решением, которое предлагает ключевые преимущества в плане экономии средств и экологичности для будущего нашего здания.
3D-печать для строительства и архитектуры: Полное руководство 2021
Центр обучения 3D
Посмотреть все категории
Комплектация:
Введение
Почему вы должны начать использовать 3D-программное обеспечение для архитектуры
Преимущества 3D-печати для строительства
Чем отличаются технологии
Лучшие строительные проекты, напечатанные на 3D-принтере
Каково будущее 3D-печати для архитектуры?
Введение
Почему вам следует начать использовать 3D-программное обеспечение для архитектуры
Преимущества 3D-печати начинаются с использования правильного 3D-программного обеспечения. Поиск подходящего программного обеспечения для архитектуры может быть сложным. Многие программы, от ArchiCAD до Revit, посвящены архитектуре и предлагают отличные наборы инструментов.
Почему эти программы так полезны? Даже если вы не планируете использовать 3D-печать, эти программы могут помочь вам лучше визуализировать ваши проекты для себя и своих клиентов. Вы сможете производить фотореалистичную визуализацию и создавать и переделывать свои 3D-модели до тех пор, пока они не будут соответствовать вашим ожиданиям.
Благодаря этому передовому программному обеспечению вы можете воплотить любые свои идеи в подробные модели и проекты. Кроме того, программное обеспечение для 3D-моделирования с использованием облака позволит вам оптимизировать совместную работу и общение вашей команды. Ваша работа будет доступна для всех, и вы все сможете работать над одной и той же моделью.
Преимущества 3D-печати для строительства
Теперь, когда вы немного знаете, как это делается, давайте обсудим, почему мы это делаем. Казалось бы, у нас есть подходящие технологии для строительства разных сооружений, мы делаем стабильные дома, квартиры и офисы, есть ли что еще улучшать? О, да. Восстановление целых городов после стихийного бедствия, предоставление приюта бездомным и создание более устойчивых мест обитания — вот лишь несколько проблем, с которыми может помочь 3D-печать.
Быстрое производство
3D-печать в строительной отрасли позволяет значительно сократить время производства. Это потому, что сами машины являются высокоскоростными, некоторые из них могут производить дома площадью от 600 до 800 квадратных футов (от 55 до 75 квадратных метров) всего за 24 часа. Звучит впечатляюще, не так ли?
3D-принтеры также полностью автоматизированы, что исключает человеческий фактор. За машиной нужно следить, но большая часть производственного процесса не требует помощи человека. Кроме того, 3D-принтеры не используют дополнительные инструменты. У них запрограммировано строительство, и они его производят. Нет необходимости в дополнительной поддержке, различных материалах и других аспектах, которые требуют традиционные методы.
Основное преимущество использования 3D-печати в строительной отрасли заключается в значительной экономии производственных затрат на материалы напрасно тратить. Это потому, что 3D-принтер, такой как роботы-манипуляторы, использует именно то количество материала, которое им нужно. Производство зданий послойно и с решетчатыми конструкциями внутри позволяет значительно снизить затраты. Мало того, они также могут использовать переработанные материалы. Оптимизация топологии позволяет создавать еще более экономичные модели. Это программное обеспечение помогает выбрасывать из модели ненужные участки материала, не нарушая функциональность.
Этот фактор также полезен для окружающей среды. 3D-печать оказывает гораздо меньшее влияние, чем традиционные способы производства. Итальянская компания WASP сделала значительный шаг вперед в развитии 3D-печати и разработала один из крупнейших 3D-принтеров в мире, способный строить дома из местных материалов и использовать экологически чистую энергию (гидроэнергию, энергию ветра или солнечную энергию). Это означает гораздо меньшие выбросы, что является большой проблемой в современной строительной отрасли.
В прошлом году мы рассказывали о первой семье, переехавшей в дом, напечатанный на 3D-принтере. Рассматриваемый дом был произведен в Нанте, Франция, и называется проектом Yhnova. На печать дома ушло всего 54 часа, а общая стоимость была примерно на 20% дешевле, чем строительство традиционного дома. Аддитивное производство может помочь построить лучшее будущее для строительной отрасли.
Рентабельность 3D-печати в строительной отрасли
Как упоминалось выше, использование аддитивного производства позволяет использовать меньше материалов и вовлекает в строительство меньше людей. 3D-печать также является гораздо более быстрой технологией. Эти факторы радикально снижают затраты на создание любой 3D-печатной конструкции.
При 3D-печати конструкций мы используем ровно столько материала, сколько нам нужно, поэтому мы заботимся об окружающей среде и экономим деньги. Этот аспект действительно может снизить затраты. 3D-технологии также снижают затраты на поставку. Мы также можем сэкономить много времени, 3D-принтерам не нужно есть или спать, их рабочие часы более регулируемы, и они намного быстрее, чем люди. И чем быстрее вы строите, тем больше денег вы экономите.
Последнее, но не менее важное преимущество использования 3D-печати в строительной отрасли: все инновационные решения, которые он предлагает. 3D-технологии могут улучшить планирование вашего проекта, поскольку их можно использовать уже на этапе проектирования. Они начинают с CAD-планов зданий, которые представляют собой технические чертежи со всеми параметрами. На основе этих чертежей можно сделать 3D-модель конструкции, чтобы удовлетворить ожидания клиентов и показать им лучшие проектные решения.
Крайне важно решать проблемы клиента и давать правильные ответы на его вопросы. Здесь помогает аддитивное производство. Как мы только что упоминали, с помощью 3D-технологий вы можете представить своим клиентам 3D-визуализацию конструкции, но эту 3D-модель можно распечатать на 3D-принтере. Один из наших клиентов, Валоптим, сделал именно это! Семья могла представить себя уже живущей в доме. Эти модели обеспечивают высокую персонализацию конструкции.
Переходя к крупномасштабным проектам, аддитивное производство дает нам новую свободу проектирования, позволяя производить новые формы и решения для наших нужд. У нас никогда не было такой выдающейся возможности персонализировать конструкции. Не только сами строения, но и локации. Настроить где-нибудь 3D-принтер на несколько дней доступнее, чем переселить туда всех рабочих. Кроме того, некоторым машинам не требуется электричество, поскольку они работают на экологически чистой энергии, чтобы нам было легче добраться до неосвоенных районов.
Какие существуют технологии
Чтобы начать говорить о приложениях аддитивного производства для строительства, мы должны сначала взглянуть на доступные технологии. Тогда мы можем обсудить преимущества. Прямо сейчас у нас есть несколько вариантов 3D-печати в строительной отрасли.
Экструдеры для роботов-манипуляторов
Одним из них является экструдер для роботов-манипуляторов. Эта технология называется контурным крафтингом. Это очень похоже на то, как работают настольные 3D-принтеры FDM. Рельсы устроены так, чтобы манипулятор мог двигаться, и в пределах рельсов манипулятор будет строить дом слой за слоем, выдавливая бетонный материал из сопла. Это самая популярная технология 3D-печати, используемая для создания XL-структур.
Кредит: XtreeE
Песочная 3D-печать
Следующая 3D-техника аналогична промышленной 3D-печати, такой как SLS или Jet Fusion. Первопроходцем, испытавшим его, был итальянский архитектор Энрико Дини, создавший свой 3D-принтер D-Shape. Машина насыпает слой песчаного порошка, а затем затвердевает форму конструкции с помощью связующего. Точно так же работают и наши металлические 3D-принтеры!
Источник: 3dnatives
Технология металлов
И последнее, но не менее важное: для таких конструкций, как мосты, которые должны выдерживать более высокие нагрузки, голландская компания MX3D разработала аддитивное производство с дуговой сваркой (WAAM). Команда описала технологию: «Мы объединили промышленного робота со сварочным аппаратом, чтобы превратить его в 3D-принтер, который работает с нашим программным обеспечением». Робот позволяет печатать металлические конструкции в 3D по 6 осям.
Источник: 3dnatives
Лучшие строительные проекты, напечатанные на 3D-принтере
Мы много говорили о преимуществах аддитивного производства в строительной отрасли. 3D-печать открывает новые возможности дизайна, снижает затраты и позволяет создавать устойчивые строительные проекты с минимальным воздействием на окружающую среду. Мы уже говорили о теории. Теперь давайте перейдем к тому, как преимущества AM применяются на практике!
Мы уже рассказывали вам о семье, переезжающей в 3D-печатный дом во Франции, и о многих проектах 3D-печатных домов. В других примерах из реальной жизни мы познакомим вас с некоторыми потрясающими проектами из Нидерландов, 3D-офисами в Дубае и первым в мире мостом, напечатанным на 3D-принтере. Как насчет того, чтобы построить дом за один день? Является ли это возможным? Давайте посмотрим, как далеко продвинулись 3D-технологии для строительной отрасли.
Построить дом за 24 часа?
Почему бы и нет! Apis Cor — российская компания, специализирующаяся на 3D-принтерах, которые могут изготовить контурный дом всего за 24 часа. Мало того, машины могут работать и зимой. Они должны быть покрыты. 3D-принтеры можно легко доставить на строительную площадку, и уже через 30 минут они готовы построить ваш будущий дом! Бетон представляет собой уникальную смесь, которая быстро затвердевает, что позволяет принтеру работать быстро. Компания также хотела продемонстрировать, что форма зданий не обязательно должна быть квадратной. Мы можем открыть архитектуру для принятия новых форм. Подобные эксперименты показывают, что аддитивное производство может стать серьезным решением жилищного кризиса в ближайшие годы.
3D-печать — новая жизнь
New Story — некоммерческая организация, цель которой — обеспечить жильем самых бедных. Они построили 850 домов по всему миру за 3 года, но знали, что нужно работать быстрее. Бретт Хаглер, генеральный директор и соучредитель New Story, увидел потенциал аддитивного производства. Они разработали новые конструкции и строительные решения, улучшив процесс строительства и снизив затраты. Благодаря 3D-печати они смогли изготовить 100 контурных домов всего за восемь месяцев. Это более 12 домов в месяц, а для организации это означает, что 12 семей наконец-то получили жилье.
New Story во многом стала результатом сотрудничества с Icon, разработавшей мобильный 3D-принтер Vulcan. Машина может быть легко перемещена в развивающиеся страны и может работать без электричества. Принтер может построить дом площадью от 600 до 800 квадратных футов (55–75 квадратных метров) всего за 24 часа. Благодаря 3D-технологиям стоимость составляет всего 4 000$. Это действительно может изменить будущее жилья и борьбы с бездомностью.
Инновационная форма офисов: строительство офисов будущего
3D-печать привносит в строительство новые формы. Благодаря аддитивному производству архитекторы больше не ограничиваются абстрактными формами офисного здания, и новые офисы в Дубае доказали это. Они изготовили новые футуристические конструкции всего за 17 дней силами 17 профессионалов. Они оснащены энергосберегающими устройствами, которые очень экономичны. Но кроме того, 3D-печать для строительства уже снизила трудозатраты на 50%! Использование аддитивного производства позволило значительно снизить затраты и было намного быстрее, чем традиционный процесс строительства.
В 2016 году Нидерланды председательствовали в Совете Европейский Союз, и в честь такого важного лидерства, для политиков было построено новое помещение. Это было не просто обычное, безвкусное здание. Получив новую свободу дизайна благодаря 3D-печати, архитекторы построили элегантный фасад, напоминающий парус, натянутый над зданием.
Прорези, похожие на занавески, обнажают синие скамейки, геометрически смоделированные в 3D и изготовленные на местном строительном 3D-принтере. Эта инновационная конструкция изготовлена из биопластика, разработанного специально для этого случая. Когда голландское председательство в ЕС закончилось, здание было разобрано, а биопластик был переработан для повторного использования в будущих проектах 3D-печати. Это доказывает, что строительная отрасль может оказывать минимальное воздействие на окружающую среду благодаря 3D-технологиям.
Аддитивное производство в строительной отрасли не только о зданиях. Применение 3D-печати также может быть очень полезным для изготовления мостов. Благодаря возможности создавать сложные конструкции, а также строить прочные и долговечные конструкции. Мы только что писали о самом длинном напечатанном на 3D-принтере мосте в мире, опубликованном недавно в Китае!
Но это был не первый пешеходный мост. Пионерами в области 3D-печатных мостов были Нидерланды. Рассматриваемое сооружение было построено для велосипедистов. Благодаря аддитивному производству он может выдержать вес 40 грузовиков, а благодаря аддитивному производству он устойчив! Нидерланды, кажется, видят потенциал 3D-технологий, поскольку следующий проект также голландский.
Этот мост появился благодаря 3D-технологиям и был разработан MX3D. Компания разработала уникальную роботизированную руку, способную выполнять 3D-печать сталью. Эта впечатляющая конструкция имеет абстрактный и вдохновленный биографией дизайн, а мост строится сам благодаря разработанному инженерами 3D-программному обеспечению.
3D-печать домов из риса?
Аддитивное производство — отличный способ воплотить в жизнь более экологичную архитектуру. Wasp, итальянский производитель 3D-принтеров, разработал проект Gaia. Они производят контурные здания практически без отходов материала. Используемый материал — необработанная земля и рисовые отходы, и того, и другого у нас предостаточно. Структура стен обеспечивает теплоизоляцию и естественную вентиляцию. Этот проект прекрасно демонстрирует возможную экологичную и полнофункциональную архитектуру благодаря 3D-печати.
3D-печать бетона
Эйндховен известен своими многочисленными экспериментами по 3D-печати бетона. Но знаете ли вы, что в Эйндховене планируется проект 3D-печатных бетонных домов? Этот проект начнется с 3D-печати в Эйндховенском университете с использованием бетонных 3D-принтеров и постепенно переместится на строительную площадку. Цель здесь состоит в том, чтобы разрешить строительство тонких архитектурных проектов, учитывая некоторые аспекты устойчивости, избегая отходов материалов и выбросов CO2.
Каково будущее 3D-печати для архитектуры?
Как видите, использование 3D-печати в строительной отрасли дает множество преимуществ, и компании, использующие ее, уже очень успешны. 3D-технологии помогают управлять всем производственным процессом, от ранних стадий проекта до его производства. Конструкции печатаются на 3D-принтере за небольшую часть обычных затрат и времени, они гораздо более экологичны благодаря почти нулевому отходу материала.
Но помимо этих невероятных экспериментов, расширяющих границы технологий, вы можете получить доступ к некоторым удивительным технологиям, таким как SLS, для создания ваших следующих архитектурных моделей и переосмысления того, как вы разрабатываете свои макеты и строительные проекты.
Инновации, которые приносит аддитивное производство, доступны не только в строительной отрасли, вы также можете улучшить свое производство сегодня с нами.
Сварочный аппарат Telwin ADVANCE 227 XT MV/PFC VRD TIG DC-LIFT+ACX+ALU C. CASE
В МАГАЗИНЕще цены и похожие товары
26 272
Сварочный аппарат с инвертором Telwin INFINITY 180 ACX
В МАГАЗИНЕще цены и похожие товары
85 226
Сварочный аппарат Telwin MAXIMA 270
В МАГАЗИНЕще цены и похожие товары
68 886
Сварочный аппарат Telwin TECHNOMIG 210 DUAL SYNERGIC
В МАГАЗИНЕще цены и похожие товары
83 624
Cварочный аппарат с инвертором Telwin TECHNOMIG 215 DUAL SYNERGIC
В МАГАЗИНЕще цены и похожие товары
34 443
Аппарат для очистки швов Telwin CLEANTECH 100
В МАГАЗИНЕще цены и похожие товары
16 500
Сварочный аппарат с инвертором Telwin INFINITY 170 ACX
В МАГАЗИНЕще цены и похожие товары
58 000
Сварочный аппарат с инвертором Telwin SUPERIOR 250
В МАГАЗИНЕще цены и похожие товары
142 658
Сварочный аппарат с инвертором Telwin SUPERIOR TIG 251 DC-HF/LIFT VRD + ACC.
В МАГАЗИНЕще цены и похожие товары
334 337
Сварочный аппарат с инвертором Telwin SUPERIOR TIG 322 AC/DC HF/LIFT + ACC.
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
Сварочный аппарат Telwin (Телвин): технические характеристики, популярные модели
Сварочный аппарат Telwin на протяжении многих лет держит высокие рейтинги популярности, так как бренд предоставляет клиентам продукцию высокого качества. При доступной цене детища этой итальянской компании обеспечивают покупателей надежной техникой, обладающей современными характеристиками.
Сварочные аппараты Телвин, по большей своей части, выпускаются специально для строительной отрасли, промышленности, а также автомобилестроения. Соответственно, специализация компании предрасполагает к производству надежного оборудования, которое можно использовать в течение длительного времени без перерыва. На рынке все больше распространяются модели для частного применения. Они значительно дешевле, но при этом не уступают по характеристикам промышленным аналогам.
В среднем, ценовой диапазон моделей сварочных полуавтоматов Telwin и других видов сварочного оборудования выше, чем у стандартных бюджетных брендов, но разница является не столь существенной, тем более что покупатель получает действительно высокий уровень качества. Техника представлена практически во всех востребованных на сегодняшний день сегментах сварочного оборудования.
Сварочный аппарат Телвин
Преимущества и недостатки
Мировую популярность бренд «Телвин» получил вполне заслуженно, так как он обладает рядом важных преимуществ перед прямыми конкурентами. С учетом длительного времени пребывания на рынке, мировая известность является сочетанием всех этих факторов. Но для покупателя более существенными будут практические достоинства, на которые стоит обратить внимание. У каждой модели могут быть особенности, однако можно выделить определенные характеристики, прослеживающиеся во всех аппаратах. Так, сварочный инвертор Телвин обладает следующими преимуществами:
Высокая надежность работы. Техника рассчитана на промышленное использование, так что время беспрерывной эксплуатации, в течение которой аппарат не будет достигать критического перегрева, у нее выше, чем у конкурентов. Это относится даже к бюджетным моделям.
Стабильная электрическая дуга. Параметр достигается за счет стабильности поддержания рабочих величин. Выставленные пользователем нормы эксплуатации поддерживаются даже при колебаниях напряжения в сети. Внутренняя начинка поддерживает силу тока и другие важные параметры на нужном уровне.
Многие модели комплектуются дополнительными аксессуарами, такими как щитки, зажимы, горелки, щетки и прочие важные элементы. Все зависит от конкретной модели.
Техника сопровождается фирменной гарантией на 1 год.
Отличная сборка корпуса, которая выгодно отличается от более дешевых моделей. Вдобавок к этому, все элементы сделаны гармонично и удобно для использования. Тяжелые аппараты снабжены специальными устройствами для транспортировки, более легкие – имеют надежные ручки.
Выбор моделей для домашнего и промышленного использования. Здесь в ассортименте представлены как дорогостоящие аппараты для применения на заводах и в ремонтных мастерских, так и простая и доступная техника для домашней эксплуатации.
К недостаткам практически все пользователи относят стоимость сварочного оборудования. В современных условиях рынка, где очень много конкурентов с доступными ценами при практически идентичных параметрах, подобной техники немало. Стоимость – выше средней рыночной, но бренд предлагает множество преимуществ, которые оправдывают большие затраты покупателей.
Функциональные возможности
Функциональные возможности аппарата во многом зависят от модели. К основным функциям сварочного оборудования торговой марки «Телвин» можно отнести:
сварку металлов электрической дугой;
сварку в среде защитных газов;
плазменную резку;
точечную сварку.
Сами аппараты поддерживают функцию автоматической подстройки параметров, стабилизации параметров сети, автоматическое отключение при достижении критической температуры нагрева и многое другое.
«Важно!
В каждой модели будет свой набор автоматических функций».
Технические характеристики
Сварочный инвертор Telwin Force 165 дает высокую устойчивость сварочного тока во время изменения напряжения питания. Он обладает защитой от перегрева и спада напряжения во время работы. При перегрузках по току он может автоматически отключаться для безопасности устройства. Присутствует мотогенератор.
Сварочный инвертор Telwin Force 165
Параметры
Значения
Вид устройства
сварочный инвертор
Тип электрического тока
постоянный
Потребляемая мощность кВт/кВА
6
Входное напряжение В
230
Напряжение холостого хода В
72
Сварочный ток (минимальное) A
10
Сварочный ток (максимальное) A
150
Диаметр электрода (минимальное) мм
1,6
Диаметр электрода (максимальное) мм
4
Цикл работы
60% – 150, 7% – 140
Класс изоляции
H
Класс защиты
IP 21
Предохранитель сети A
16
Комплект
кейс, аксессуары
Масса кг
5. 5
Размеры мм
380 x 420 x 170
Сварочный аппарат Telwin Nordica 4.181 является стандартным сварочным трансформатором. Это однофазная переносная модель, которая работает на переменном токе. В ней используется воздушное охлаждение. Присутствует функция термической защиты. В комплекте представлен весь необходимый набор аксессуаров для начала работы.
Сварочный аппарат Telwin Nordica 4.181
Параметры
Значения
Вес, кг
15.8
Напряжение, В
220
Габаритные размеры, мм
370 х 250 х 310
Мощность, кВт
2.5
Диаметр электрода максимальный, мм
4
Диаметр электрода минимальный, мм
2
Сварочный ток максимальный, А
160
Сварочный ток минимальный, А
55
Напряжение холостого хода, В
49
Сварочный аппарат Telwin Tecnika 164 обладает стабилизатором, защищающим от скачков напряжения, а также функциями защиты от залипания электрода, форсированным стартом и автоматическим регулятором силы дуги.
Сварочный аппарат Telwin Tecnika 164
Параметры
Значения
Тип
сварочный инвертор
Количество фаз
1
Тип электрического тока
постоянный
Потребляемая мощность кВт/кВА
6
Входное напряжение В
230
Напряжение холостого хода В
91
Сварочный ток (минимальный) A
5
Сварочный ток (максимальный) A
150
Диаметр электрода (минимальный) мм
1,6
Диаметр электрода (максимальный) мм
3,2
Цикл работы
15% – 125, 65% – 125
Класс изоляции
H
Класс защиты
IP 23
Предохранитель сети A
16
Комплект
зажим с кабелем, газовый рукав, кейс, аксессуары
Масса кг
3,4
Габариты
310 х 120 х 225 мм
Инструкция по эксплуатации
У каждого аппарата есть особенности работы, заключающиеся в максимально и минимально допустимом токе и напряжении, при котором он будет нормально функционировать. Сюда относится и время беспрерывной эксплуатации. Для каждой модели нужно внимательно изучать инструкцию, которая идет в комплекте, и специфику ее применения.
Заключение
Несмотря на высокую стоимость сварочной техники, торговая марка предлагает пользователям высокий уровень стабильности работы и надежность. Сварочный аппарат Телвин 250а инверторный и сварочный полуавтомат Телвин Бимакс в своем сегменте становятся лучшими вариантами, которые имеются на рынке. При немалой стоимости не все готовы приобрести их для домашнего пользования, но для тех, кто занимается сваркой профессионально и часто использует инвертор, высокий уровень качества окупит цену.
Telwin INVERTER Сварочный аппарат Нидерланды
Сортировать по —Цена: Сначала самая низкая Цена: Сначала самая высокаяНазвание продукта: от A до ZНазвание продукта: от Z до AНа складеСсылка: Сначала самая низкаяСсылка: Сначала самая высокая
Рынок инверторных сварочных аппаратов чрезвычайно неоднороден, с широкий ассортимент товаров, и в некоторых ситуациях бывает очень сложно сделать правильный выбор. На самом деле необходимо учитывать множество параметров, начиная с того, как будут использоваться эти сварочные аппараты: домашние, профессиональные или промышленные. Поэтому в этой статье мы сосредоточимся на Инверторный сварочный аппарат Telwin модели , пытаясь понять, какие из них лучше и как их оценить.
Как упоминалось выше, на рынке представлено множество инверторных сварочных аппаратов. Каждый из них имеет свои особенности, и у них разные цены и характеристики. Инверторные сварочные аппараты Telwin являются одними из наиболее подходящих и используемых, поскольку они предлагают правильный компромисс между хорошей производительностью и ценой как с однофазными, так и с трехфазными моделями. В отличие от традиционных моделей инверторные модели работают за счет постоянного потока энергии, которая получается благодаря преобразованию тока. Более того, последнее поколение Инверторные сварочные аппараты Telwin очень легко настраиваются благодаря функции синергетической сварки, которая автоматически устанавливает идеальные параметры сварки в зависимости от толщины основного материала.
На этом преимущества инверторных сварочных аппаратов Telwin не заканчиваются. По сути, без трансформатора сварочный аппарат такого типа компактен, удобен в транспортировке и имеет небольшой вес. Каждая представленная на рынке модель имеет определенные характеристики, некоторые из которых могут быть полезны как любителям, так и профессионалам.
Каждая рассматриваемая модель может включать или не включать определенные специальные устройства. Инверторные сварочные аппараты Telwin оснащены защитой от превышения и понижения мощности и поэтому способны предотвращать повышение или понижение напряжения для защиты от повреждений.
Принимая во внимание все эти допущения, мы теперь рассмотрим инверторные сварочные аппараты TELWIN , лидера рынка, который на протяжении более 50 лет является настоящим ориентиром для инверторных сварочных аппаратов, а также для дуговой сварки MIG MAG, MMA и TIG. , а также все-итальянское превосходство.
Несмотря на небольшой размер и малый вес, технические характеристики инверторного сварочного аппарата Telwin всегда превосходны, в том числе с учетом термостатической защиты, защищающей сварочный аппарат в случае чрезмерного накопления тепла во время работы.
Многие инверторные сварочные аппараты TELWIN можно считать «готовыми к запуску», поскольку они продаются с полным комплектом принадлежностей, включая кабель и зажим заземления, кабель и зажим держателя электрода или горелку MIG MAG, например, модельный ряд Technomig. .
Инверторный сварочный аппарат Telwin : защитные устройства
Анализируя характеристики некоторых моделей инверторных сварочных аппаратов TELWIN , мы упомянули некоторые защитные или вспомогательные устройства. К ним относятся Anti Stick, Hot Start и Arc Force.
Инверторный сварочный аппарат Telwin : руководство по покупке
Что касается цены, то невозможно указать однозначную цену, действительную для каждого инверторного сварочного аппарата TELWIN , из-за большого количества вариантов.
При покупке в любой ситуации необходимо оценить предполагаемое использование продукта.
Инверторные сварочные аппараты TELWIN являются одними из самых универсальных на рынке. По этой причине, после того как вы сделали необходимые оценки необходимых вам функций, выбор известного бренда может быть лучшим вариантом.
TELWIN означает качество для пользователя с упором на безопасность и надежность. Не забывайте, что компания имеет разветвленную сеть сервисных центров, расположенных по всей стране, куда вы можете обратиться за любой технической помощью.
Инверторный сварочный аппарат TELWIN : в заключение
Новая инверторная технология позволяет легко сваривать даже обычные электроды. Традиционные сварочные аппараты переменного тока не обладают этим преимуществом. На самом деле, помимо основных электродов, также можно использовать рутиловые электроды из мягкой стали, чугуна, нержавеющей стали и другие электроды.
Одним из основных преимуществ инверторных сварочных аппаратов TELWIN является коэффициент безопасности. В некоторых ситуациях сварка также может быть опасной, поэтому сварочный аппарат должен обеспечивать высочайший уровень безопасности и защиты. Каждая Инверторный сварочный аппарат TELWIN оснащен термостатической защитой, защитой от пониженного напряжения, перенапряжения и перегрузки по току, поэтому его можно легко подключить к мотор-генератору достаточной мощности.
Top-welding предлагает следующие модели Telwin для бесплатной доставки:
— Telwin Infinity 170
— Telwin Infinity 228 CE
— Telwin Technomig 210 Dual Synergic
— Telwin Technology 222 AC/DC 900 предоставляет помощь по телефону, чтобы помочь вам в использовании приобретенного вами устройства, а также обеспечивает послепродажное обслуживание любых производственных дефектов или повреждений.
Свяжитесь с нами, если вы ищете продукт, которого нет на нашем сайте, или для индивидуального предложения.
TELWIN MMA сварочный аппарат на переменном токе.
поиск
Торговая марка: TELWIN
Артикул: 817019
Состояние: Новый продукт
СНЯТ С ПРОИЗВОДСТВА
Фаза: Однофазная / Трехфазная Частота: 50/60 Гц Напряжение: 230/400 В Тип сварочного тока: переменный ток Тип сварки: ММА Напряжение холостого хода: 55 В Ток регулирования: 70–250 А Максимальный ток: 200 А Диаметр электродов: 2–5 мм Длина: 690 мм Ширина : 390 мм Высота: 480 мм Вес: 26 кг
Технические характеристики
Фаза
Однофазный / трехфазный
Частота (Гц)
50/60
Напряжение (В)
230/400
Степень защиты
IP22
Напряжение холостого хода (В)
55
Ток регулирования (А)
70 — 250
Диаметр электродов (мм)
2 — 5
Тип сварочного тока
переменный ток
Тип сварки
ММА
Максимальный ток (А)
200
Длина (мм)
690
Ширина (мм)
390
Высота (мм)
480
Вес (кг)
26
Подробнее
Аппарат для сварки штучными электродами ММА на переменном токе (AC). Бесступенчатая регулировка сварочного тока. С термостатической защитой. Использование с широким спектром электродов: рутиловые.
Атлас Инвест — измерительный инструмент и оборудование
АТЛАС ИНВЕСТ — средства измерений, КИПиА, поверка и калибровка СИ
о компании
Компания АТЛАС ИНВЕСТ основана 15 ноября 1993 года. Мы специализируемся на продаже измерительных приборов, геодезического оборудования, КИПиА, средств неразрушающего контроля, испытательного оборудования, средств контроля в строительстве и т.п. Оказываем услуги по поверке и калибровке средств измерений. подробнее
новости и статьи
Режим работы ОДО «АТЛАС ИНВЕСТ» 29.12.22 и 30.12.22
Уважаемые коллеги! 29.12.22 мы работаем до 14-30. 30.12.22 компания не работает. 03.01.2023 мы работаем в обычном режиме. … подробнее
Поверка манометров
Уважаемые коллеги! Метрологическая лаборатория ОДО «АТЛАС ИНВЕСТ» расширила область аккредитации на поверку СИ. Мы рады предложить Вам услуги по поверке манометров показывающих, напоромеров, мановакуумметров на самых выгодных условиях! В случае … подробнее
Метрологический сервис
Уважаемые коллеги, напоминаем, работает сервис по оказанию метрологических услуг. Вы можете заказать поверку или калибровку самых различных СИ, при этом Вам предлагается удобный и простой сервис: Вы можете отследить исполнение Вашей заявки на … подробнее
Подтверждена квалификация метрологической лаборатории
Метрологическая лаборатория ОДО «АТЛАС ИНВЕСТ» приняла успешное участие в программах проверки квалификации поверочных и калибровочных лабораторий , или иначе говоря, в процедуре межлабораторных сличений результатов поверки и калибровки установочных … подробнее
Метрологическая лаборатория подтвердила квалификацию в поверке манометров
Метрологическая лаборатория ОДО «АТЛАС ИНВЕСТ» приняла успешное участие в программе проверки квалификации «Поверка манометров», провайдером выступил РУП БелГИМ. Проведенные сличения подтвердили квалификацию и уровень нашей … подробнее
Режим работы 31.12.2021
Уважаемые коллеги! Сердечно поздравляем Вас с наступающим Новым Годом и желаем в будущем году всем нам удачи! 31.12.2021 мы не работаем, 03.01.2021 работаем в обычном … подробнее
Переход на новый стандарт ГОСТ ISO/IEC 17025-2019
Метрологическая лаборатория ОДО «АТЛАС ИНВЕСТ» осуществила переход на новый стандарт ГОСТ ISO/IEC … подробнее
ещё новости и статьи…
новое на сайте
Доставка товаров
Если Вы хотите приобрести у нас товары с доставкой, Вам необходимо сообщить об этом при заказе продукции, затем заполнить, подписать и передать нам любым удобным для Вас способом Заявку на доставку с указанием адреса и контактных данных. Доставка …
Индикаторы часового типа ИЧ-10
производитель: ATLAS
Измерительные головки с диапазоном измерений 0-10 мм, цена деления 0,01 мм, производства КНР. Конструктивно выполнены «с ушком» для дополнительного крепления с отверстием диаметром 6 мм. Диаметр гильзы для крепления прибора в штативе или …
Манометры (вакуумметры, мановакуумметры) ТМ серии 10 стандартное исполнение
производитель: Росма
Манометр ТМ серии 10 стандартного исполнения предназначен для измерения избыточного, вакууметрического давления жидких и газообразных с температурой до 150 °C. В зависимости от измеряемого давления подразделяются на манометры, вакууметры и …
Штангенциркуль ШЦ-II 250 0.05, ШЦ-II 300 0.05
производитель: ATLAS
Штангенциркули ШЦ-II с диапазонами измерений 0…250 мм и 0…300 мм, с ценой деления 0,05 мм производства КНР. Штангенциркули ШЦ-II 250 0,05 и ШЦ-II 300 0,05 в основном соответствуют ГОСТ 166-89, изготовлены из углеродистой стали. Штангенциркули …
Если Вы хотите купить недорогой и надежный оптический нивелир, то нивелиры серии ATLAS KL — это наилучший выбор Нивелиры ATLAS KL предназначены для измерения превышений методом геометрического нивелирования при нивелировании III и IV классов, а . ..
Лазерный уровень Bosch GLL 3-80 + кейс
Лазерный нивелир BOSCH GLL 3-80 – это уникальная разработка компании BOSCH, занимающей лидирующие позиции на рынке лазерных уровней.
Особенность нивелира и его преимущества
Построение трёх плоскостей, одной горизонтальной и двух вертикальных, с полной развёрткой на 360°, позволяет эффективно использовать лазерный уровень BOSCH GLL 3-80 при выполнении таких работ, как:
Укладка плитки.
Отделка стен и монтаж перегородок.
Установка гипсокартонных конструкций.
Разметка коробов для коммуникаций, дверных и оконных коробок.
Построение плоскостей может осуществляться как трёх одновременно, так и каждой по отдельности. Вы также сможете строить наклонные плоскости под любым углом, отключив автоматический компенсатор.
Высокая точность выравнивания: ±0,2 мм на 1 м расстояния.
Высокая скорость выравнивания: через 4 секунды после включения вы получите идеально горизонтированную линию.
Диапазон работы компенсатора составляет ±4°.
Дальность действия BOSCH GLL 3-80 достигает 40 м без специального оборудования и до 80 м с приёмником лазерного излучения.
Для обеспечения автогоризонтирования лазерный уровень BOSCH GLL 3-80 оснащён встроенным магнитно-маятниковым компенсатором, который за считанные секунды производит установку уровня в горизонт и сохраняет рабочее положение оси прибора при толчках и вибрациях. Для построения наклонных линий и при транспортировке прибора маятник можно зафиксировать.
Особенности установки при эксплуатации
Компактный, лёгкий лазерный построитель BOSCH GLL 3-80 крайне комфортен в использовании. Благодаря прорезиненным вставкам на пластиковом корпусе лазерный уровень удобно лежит в руке и легко перемещается с места на место. Конструкция прибора предполагает несколько вариантов установки:
На профессиональный штатив – для этого предусмотрено отверстие с резьбой 5/8 дюйма.
На фирменный держатель ¼ дюйма, оснащенный микролифтом с фиксатором положения, который может навешиваться на стену, крепиться на трубе с помощью мощных магнитов и устанавливаться на ровную поверхность, опираясь на выдвигаемые опоры.
Лазерный нивелир, размещенный на кронштейне, может вращаться вокруг своей оси, что значительно повышает удобство и функциональность в эксплуатации. Купить лазерный уровень BOSCH GLL 3-80 целесообразно для выполнения комплексных строительных, разметочных, ремонтных и монтажных работ в помещениях любой площади.
Лазерный нивелир
Батарейки
Мишень
Карман
Кейс
Внимание! Производитель оставляет за собой право изменить комплект поставки.
Лазерный диод
Линия: 630-650 нм, < 10 мВт
Рабочая температура
от -10 °C до +40 °C
Температура хранения
от -20 °C до +70 °C
Класс лазера
2
Рабочий диапазон
30 м
Рабочий диапазон с приемником
120 м (диаметр)
Рабочий диапазон без мишени
30 м (радиус)
Точность
± 0,2 мм на 1 м
Диапазон самонивелирования
± 4°
Время нивелирования
4 с
Защита от пыли и водяных брызг
IP 54
Элементы питания
4 x 1,5-V-LR6 (AA)
Время работы элементов питания (макс. )
4 ч в 3-лучевом режиме
Резьба штатива
1/4″, 5/8″
Вес, ок.
0.82 кг
Цвет лазерного луча
красный
Проекция
3 линии 360°
Внимание! Технические характеристики могут быть изменены производителем без предварительного уведомления.
Отзывы на данный товар отсутствуют. Ваш отзыв может стать первым.
GLL3-330CG | 12 В Макс. 360⁰ Подключенный трехплоскостной лазерный комплект для нивелирования и юстировки Green-Beam с (1) батареей 2,0 Ач
Поделиться с
Включает
Преимущества
Технические характеристики
Аксессуары и приспособления
Обзоры
Включает
Количество
Включить
1
GLL3-330CG 12 В Макс. 360⁰ Подключенный трехплоскостной лазерный нивелир с зеленым лучом
1
Литий-ионный аккумулятор емкостью 2,0 Ач, макс. 12 В
1
Зарядное устройство для литий-ионных аккумуляторов макс. 12 В
1
BM 1 Устройство позиционирования
1
Лазерная мишень
1
Адаптер для щелочных батарей AA1
1
Сумка для тяжелых условий эксплуатации
1
Жесткий футляр для переноски
Преимущества
Универсальный лазерный нивелир и юстировка «все в одном»
облегчает настройку работы одним человеком благодаря возможности подключения, технологии двойного питания и большому рабочему диапазону лучей, нивелирный лазер имеет рабочий диапазон до 200 футов. диаметр
Встроенная технология VisiMax™
отслеживает энергопотребление, обеспечивая максимальную видимость линии и продлевая срок службы батареи
Возможность подключения по Bluetooth®
управляет работой лазера с другого конца комнаты с помощью своего смартфона и бесплатного приложения Bosch Leveling Remote App
Приложение Bosch Leveling Remote
можно бесплатно загрузить и использовать, это приложение поворачивает нивелирный лазер включение и выключение режима приемника, выбор лазерных плоскостей, регулировка видимости линии и предоставление предупреждений о заряде батареи и уровне заряда
Технология двойного питания
использует входящую в комплект литий-ионную батарею Bosch 12 В Max или четыре щелочные батареи AA
Импульсный режим
расширяет рабочий диапазон до 330 футов. (диаметр) и/или при ярком освещении с использованием дополнительного приемника LR8
Smart Pendulum System
автоматическое нивелирование и индикация отклонения от уровня до ±4°
Ручной режим
блокирует линии для использования под любым углом
BM 1 позиционирующее устройство
крепится к различным поверхностям, стоит на полу с помощью выдвижных ножек и крепится к гипсокартону или дереву с помощью винтов для быстрой и легкой установки
CAL Guard
контролирует лазерный нивелир на наличие проблем с калибровкой, таких как капли или сильный нагрев
Прочная литая конструкция на рабочей площадке
выдерживает дождь или пыль на рабочей площадке и имеет степень защиты IP54
(1) GLL3-330CG, 12 В, макс. 360⁰, подключенный трехплоскостной лазер для нивелирования и юстировки с зеленым лучом, (1) литий-ионный аккумулятор, 12 В, макс. 2,0 А·ч, (1) зарядное устройство для литий-ионного аккумулятора, 12 В, (1) Устройство позиционирования BM 1, (1) лазерная мишень, (1) адаптер для щелочных батарей AA1, (1) сверхпрочный чехол, (1) жесткий футляр для переноски
Читать больше
Показывай меньше
Руководство пользователя
GLL3-330C
Загрузить
Включает
(1) GLL3-330CG, 12 В, макс. 360⁰, трехплоскостной нивелирно-линейный лазер с зеленым лучом, (1) литий-ионный аккумулятор, 12 В, макс. 2,0 А·ч, (1) зарядное устройство для литий-ионного аккумулятора, 12 В, макс., (1) Устройство позиционирования BM 1, (1) Лазерная мишень, (1) Адаптер для щелочных батарей AA1, (1) Прочный чехол, (1) Жесткий футляр для переноски
Масса
2,0 фунта
Включает
(1) GLL3-330CG 12 В Макс. 360⁰ Подключенный трехплоскостной нивелирно-линейный лазер с зеленым лучом, (1) 12 В Макс. литий-ионный аккумулятор 2,0 Ач, (1) Зарядное устройство для литий-ионных аккумуляторов макс. 12 В, (1) устройство позиционирования BM 1, (1) лазерная мишень, (1) адаптер для щелочных аккумуляторов AA1, (1) сверхпрочный чехол, (1) жесткий футляр для переноски
Вес
2,0 lb
Включает
(1) GCL100-80C, макс. 12 В, подключаемый перекрестный лазер с точками отвеса, (1) крепление RM 2, (1) литий-ионный аккумулятор, макс. 12 В, 2,0 Ач, (1) литий-ионный, макс. 12 В Зарядное устройство для аккумулятора, (1) зажим для крепления к потолку, (1) лазерная мишень, (1) сверхпрочный чехол, (1) жесткий футляр для переноски
Масса
1,4 фунта
Включает
(1) GCL100-80CG Макс. 12 В подключенный перекрестный лазер зеленого луча с точками отвеса, (1) крепление RM 2, (1) 12 В макс. литий-ионный аккумулятор 2,0 Ач , (1) зарядное устройство для литий-ионных аккумуляторов макс. 12 В, (1) зажим для крепления к потолку, (1) лазерная мишень, (1) сверхпрочный чехол, (1) жесткий чехол для переноски
Вес
1,4 фунта
Включает
(1) GLL3-330C 12 В макс. 360⁰ Подключенный трехплоскостной нивелирно-линейный лазер, (1) литий-ионный аккумулятор 12 В макс. 2,0 Ач, (1) зарядное устройство литий-ионного аккумулятора 12 В макс., (1) BM 1 Устройство позиционирования, (1) лазерная мишень, (1) адаптер для щелочных батарей AA1, (1) сверхпрочный чехол, (1) жесткий футляр для переноски
Вес
2,0 фунта
Accessories and Attachments For GLL3-330CG
12V Max Batteries, Chargers & Starter Kits
Laser Receivers
Levels/Leveling Rods
Mounts
Pole System
Устройства позиционирования/потолочные зажимы
Штативы
Опора
Служба поддержки клиентов
У вас есть вопрос по инструменту, аксессуару, приложению или обслуживанию? Позвоните нам по телефону 1-877-BOSCH99 (1-877-267-2499) или посетите раздел часто задаваемых вопросов.
Схема поиска деталей
Найдите и загрузите схему деталей для своего инструмента.
Регистрация продукта
Защита ваших инвестиций в электроинструменты Bosch поможет вам сэкономить время и деньги в будущем.
Заказ запасных частей
Закажите оригинальные запчасти Bosch здесь.
Отправьте нам SMS
Введите свой номер телефона
Предоставляя информацию в этой форме, я даю свое согласие на то, чтобы связаться со мной по СМС/СМС для решения этого вопроса.
Отправить успешно
Ваше сообщение успешно отправлено
Ошибка
Ошибка
GLL 3-15 X Line Laser
GLL 3-15 X Line Laser | Бош Профессионал
Линейный лазер
Линейный лазер
Ваш выбор
в сумке для переноски с 4 батареями (AA)
Показать вариант
Доступно в 1 интернет-магазине
Купить сейчас
Линейные лазеры
GLL 3-15 X
Подробные цены
Сумка для переноски
1 х плечевой ремень
4 батарейки 1,5 В LR6 (AA)
Номер заказа: 0601063M80
Ваш выбранный вариант
Ваш выбранный вариант
в сумке для переноски с 4 батареями (AA)
0 601 063 М80
Купить сейчас
GLL 3-15 X Professional
Ваш выбор
в сумке для переноски с 4 батареями (AA)
Номер заказа: 0 601 063 M80
Select Variant 90903
Select Variant 90903 90903
Купить
GLL 3-15 X
Подробные цены
Сумка для переноски
1 х плечевой ремень
4 батарейки 1,5 В LR6 (AA)
Номер заказа: 0601063M80
Этот продукт включает
Сумку для переноски
1 х плечевой ремень 2 608 000 706
4 батарейки 1,5 В LR6 (AA)
Показать меньше
Показать больше
Дополнительные данные
Точность
Горизонтальная лазерная линия: ± 0,2 мм/м*; Вертикальные лазерные линии: ± 0,3 мм/м* (*плюс отклонение в зависимости от использования)
МЕЖРАЙОННАЯ ИНСПЕКЦИЯ ФЕДЕРАЛЬНОЙ НАЛОГОВОЙ СЛУЖБЫ № 20 ПО САМАРСКОЙ ОБЛАСТИ
с 16.04.2014
Основной вид деятельности
Торговля оптовая машинами и оборудованием для добычи полезных ископаемых и строительства (46.63) Все виды деятельности (52)
Сведения Росстата
ОКПО:
21305873
9 баллов
Низкая надёжность
Данные сформированы с учетом общепринятых методологий на базе собственной нейросети TenChat и не носят рекомендательный характер
Расскажите о надёжности компании своим партнерам и клиентам
Индекс финансового доверия
Уникальный инструмент для оценки риска дефолта и принятия управленческих решений о сотрудничестве с компанией на основании рекомендованного лимита аванса. Данные сформированы с учетом общепринятых методологий на базе собственной нейросети и не носят рекомендательный характер.
Оцените лимит аванса с компанией
Вероятность риска —Сумма аванса —
Ликвидация
Актуально на 15.12.2022
ООО «ПРОФИНСТРУМЕНТ» ИНН 6312137964 ОГРН 1146312003298 создано 16.04.2014 по юридическому адресу 443035, Самарская область, Г. САМАРА, УЛ. МИРНАЯ, Д. 3, ЛИТЕР И, ЭТАЖ 1 1. Статус организации: ликвидация. Данные о руководителе: Медведева Анастасия Николаевна. Уставный капитал организации: 10000. Основной вид деятельности — Торговля оптовая машинами и оборудованием для добычи полезных ископаемых и строительства. Организация состоит на учете в налоговом органе МЕЖРАЙОННАЯ ИНСПЕКЦИЯ ФЕДЕРАЛЬНОЙ НАЛОГОВОЙ СЛУЖБЫ № 20 ПО САМАРСКОЙ ОБЛАСТИ с 16.04.2014. Регистрационный номер в ПФР — 077002113347, в ФСС — 630221435063021
Искали другую одноименную компанию? Можете посмотреть все организации с названием ООО «ПРОФИНСТРУМЕНТ»
Финансы
Данные по финансовым показателям приведены на основании бухгалтерской отчетности за 2012–2020 годы
2001000201420152016201720182019млн. , ₽
Госконтракты
Организация ООО «ПРОФИНСТРУМЕНТ» выступила поставщиком в 58 госконтрактах на сумму 25,14 млн ₽
ООО «ГАЗПРОМ ДОБЫЧА ОРЕНБУРГ»
17 контрактов на сумму 8 549 451 ₽
МБУ «БЛАГОУСТРОЙСТВО»
13 контрактов на сумму 3 584 896 ₽
МП Г.О. САМАРА «СПЕЦРЕМСТРОЙЗЕЛЕНХОЗ»
4 контракта на сумму 6 024 371 ₽
МБУ «СБСК»
4 контракта на сумму 1 255 361 ₽
Компания зарегистрирована в едином реестре участников закупок под номером №19191411 от 13.07.2019
РНП
По данным ФАС организация не внесена в реестр недобросовестных поставщиков.
Проверки
Плановые и внеплановые проверки в отношении компании не проводились.
Исполнительные производства
Не найдены сведения о наличии исполнительных производств в отношении ООО «ПРОФИНСТРУМЕНТ».
Жалобы ФАС
Данные о жалобах в отношении организации в ФАС отсутствуют.
Лицензии
Сведения о лицензиях в отношении ООО «ПРОФИНСТРУМЕНТ» отсутствуют.
Конкуренты по величине баланса
Наименование компании
Баланс, ₽
ООО «РОТОРИКА-УРАЛ»8 878 000
ООО «ЧМПЗ»8 870 000
ООО «ЗАВОД «УРАЛ»8 869 000
ООО «КОМПРЕССОР ПК»8 849 000
Учредители
Согласно данным ЕГРЮЛ учредителями ООО «ПРОФИНСТРУМЕНТ» являются: 1 физическое лицо
Медведева Анастасия Николаевна
Доля:
5 000 ₽ (50%)
ИНН:
631224328518
Все учредители
Связи
Сведения о связях в отношении ООО «ПРОФИНСТРУМЕНТ» отсутствуют.
Арбитражные дела
Сведения об арбитражных делах отсутствуют.
Филиалы и представительства
Сведения о филиалах для ООО «ПРОФИНСТРУМЕНТ» отсутствуют.
Одноименные компании
Наименование компании и руководитель
ООО «ПРОФИНСТРУМЕНТ» , Вячеслав Николаевич Фролов
ООО «ПРОФИНСТРУМЕНТ» , Мовсес Каренович Котанчян
ООО «ПРОФИНСТРУМЕНТ» , Ольга Викторовна Чернова
ООО «ПРОФИНСТРУМЕНТ» , Александр Александрович Чередник
Выражаем благодарность «ООО «ПРОФИНСТРУМЕНТ»» за выполненые услуги по соглашению «приобретение слесарного инструмента» от 25.11.2019.
МБУ «КУЙБЫШЕВСКИЙ» (Клиент)
Контракт «Поставка инструментов» был завершён без всяких нюансов. Крайне признательны вашей команде за оперативность и взятые на себя обязательства. Никаких минусов
МКУ «ЦЕНТР ОБЕСПЕЧЕНИЯ» (Клиент)
Подрядчики оперативно вовремя выполнили контракт 3631117037318000023 «Поставка хозяйственных инструментов и комплектующих». Все сделали как надо. Очень вам благодарны!
Благодарность подрядчику «ООО «ПРОФИНСТРУМЕНТ»» за оказанные услуги по заявке 3632505710618000030 от 10.07.2018.
Все отзывы
События
Смена адреса
| Регистрационные сведения
Изменен юридический адрес c 443035 ОБЛАСТЬ САМАРСКАЯ Г. САМАРА УЛ. МИРНАЯ Д. 3 ЛИТЕР И, ЭТАЖ 1 1 на 443035 Самарская область Г. САМАРА УЛ. МИРНАЯ Д. 3 ЛИТЕР И, ЭТАЖ 1 1
Изменение статуса
| Деятельность
Регистрирующим органом принято решение о предстоящем исключении юридического лица из ЕГРЮЛ (недействующее юридическое лицо).
Смена адреса
| Регистрационные сведения
Изменен юридический адрес c 443035 ОБЛАСТЬ САМАРСКАЯ ГОРОД САМАРА УЛИЦА МИРНАЯ ДОМ 3 ЛИТЕР И, ЭТАЖ 1 1 на 443035 ОБЛАСТЬ САМАРСКАЯ Г. САМАРА УЛ. МИРНАЯ Д. 3 ЛИТЕР И, ЭТАЖ 1 1
Удален учредитель
| Регистрационные сведения
Физическое лицо ЛАРИОНОВ ПЕТР ЮРЬЕВИЧ больше не является учредителем.
Исторические сведения (49 изменений)
ООО «ПРОФИНСТРУМЕНТ» ИНН 5837064249 в г Пенза – выписка из ЕГРЮЛ и проверка ОГРН 1155835006909, отзывы и контакты на Выписка-Налог
ООО «ПРОФИНСТРУМЕНТ» ИНН 5837064249 в г Пенза – выписка из ЕГРЮЛ и проверка ОГРН 1155835006909, отзывы и контакты на Выписка-Налог
Главная
> Юридические лица
> Пе́нзенская о́бласть
> г Пенза
> 46.74
> ООО «ПРОФИНСТРУМЕНТ» ИНН 5837064249
ИНН: 5837064249, Адрес: 440031, ОБЛАСТЬ ПЕНЗЕНСКАЯ, ГОРОД ПЕНЗА, УЛИЦА КРИВОЗЕРЬЕ, ДОМ 19Г, ЛИТЕР Б, ОФИС 1
org/PostalAddress»>
Сводка Надежность Выручка Проверки Контакты Генеральный директор Суды Отзывы Реквизиты
Сводка
Организация ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «ПРОФИНСТРУМЕНТ» из г Пенза по которой в сервисе Выписка Налог можно получить выписку с эцп или проверить организацию на надежность и платежеспособность, имеет реквизиты для проверки в нашей базе фирм ИНН 5837064249, ОГРН 1155835006909 и официальный офис компании находится по адресу 440031, ОБЛАСТЬ ПЕНЗЕНСКАЯ, ГОРОД ПЕНЗА, УЛИЦА КРИВОЗЕРЬЕ, ДОМ 19Г, ЛИТЕР Б, ОФИС 1. Так же можно узнать данные о регистрации в налоговой инспекции и дату создания компании, сведения о постановке в ПФР и ФСС, прибыль организации и бухгалтерский баланс ООО «ПРОФИНСТРУМЕНТ» по данным Росстата, аффилированные лица ООО, ФИО директора и учредителей и их участия в управлении сторонними компаниями, реквизиты фирмы, фактический адрес местонахождения учредителя, основной вид деятельности и дополнительные коды ОКВЭД. С данными для проверки организации по ИНН и информации о ООО «ПРОФИНСТРУМЕНТ» можно ознакомиться ниже или сразу заказать платную выписку в форме документа pdf с электронной подписью на вашу почту.
Данные юридического лица ИНН 5837064249 ОГРН 1155835006909
Общие сведения
Наименование компании
ООО «ПРОФИНСТРУМЕНТ»
Адрес одной строкой (может отличаться от записанного в ЕГРЮЛ)
440031, ОБЛАСТЬ ПЕНЗЕНСКАЯ, ГОРОД ПЕНЗА, УЛИЦА КРИВОЗЕРЬЕ, ДОМ 19Г, ЛИТЕР Б, ОФИС 1
Адрес одной строкой как в ЕГРЮЛ
440031, ОБЛАСТЬ ПЕНЗЕНСКАЯ, ГОРОД ПЕНЗА, УЛИЦА КРИВОЗЕРЬЕ, ДОМ 19Г, ЛИТЕР Б, ОФИС 1
Количество филиалов
0
Тип подразделения
Головная организация
Тип организации
Юридическое лицо
ИНН Что это?
5837064249
КПП Что это?
583701001
ОГРН Что это?
1155835006909
Код ОКВЭД Что это?
46. 74
Версия справочника ОКВЭД
2014
Дата выдачи ОГРН
2013-08-08
Руководитель
ФИО руководителя
Чернова Ольга Викторовна
Должность руководителя
ГЕНЕРАЛЬНЫЙ ДИРЕКТОР
Наименование
Полное наименование с ОПФ
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «ПРОФИНСТРУМЕНТ»
Краткое наименование с ОПФ
ООО «ПРОФИНСТРУМЕНТ»
Полное наименование
ПРОФИНСТРУМЕНТ
Краткое наименование
ПРОФИНСТРУМЕНТ
Организационно-правовая форма
Код ОКОПФ Что это?
12300
Полное название ОПФ
Общество с ограниченной ответственностью
Краткое название ОПФ
ООО
Версия справочника ОКОПФ
2014
Состояние
Дата актуальности сведений
2020-03-24
Дата регистрации
2015-12-30
Статус организации
Действующая
Коды ОКВЭД
46. 74 (осн)
Торговля оптовая скобяными изделиями, водопроводным и отопительным оборудованием и принадлежностями
46.49 (доп)
Торговля оптовая прочими бытовыми товарами
46.62 (доп)
Торговля оптовая станками
46.62.3 (доп)
Торговля оптовая станками для обработки прочих материалов
46.66 (доп)
Торговля оптовая прочей офисной техникой и оборудованием
46.69 (доп)
Торговля оптовая прочими машинами и оборудованием
ИФНС регистрации
Код отделения
5835
Наименование отделения
Инспекция Федеральной налоговой службы по Октябрьскому району г. Пензы
Адрес отделения
,440066,,, Пенза г,, Стасова ул, д 14,,
ИФНС отчётности
Код отделения
5837
Наименование отделения
Инспекция Федеральной налоговой службы по Первомайскому району г.Пензы
Отделение Пенсионного фонда
Код отделения
068004
Наименование отделения
Управление Пенсионного фонда Российской Федерации по Первомайскому району г.Пензы
Отделение Фонда соц. страхования
Код отделения
5800
Наименование отделения
Государственное учреждение — Пензенское региональное отделение Фонда социального страхования Российской Федерации
ООО «ПРОФИНСТРУМЕНТ» на Карте России
Получить полный отчет по компании ООО «ПРОФИНСТРУМЕНТ»
Получено %
Численность сотрудников
Руководители
Бух отчетность
Возраст на рынке
Положение на рынке
Финансовое положение
Связанные компании
Участие в торгах
Штрафы
1 декабря заканчивается срок представления отчетов по зарубежным счета.
..
До 1 декабря физические лица-резиденты должны представить в налоговые органы отчеты о движении денеж…
2022-11-23 09:30:42
На сайте ФНС России актуализированы адреса проведения ВКС с налоговыми…
В разделе «Досудебное урегулирование споров» актуализирован перечень налоговых орга…
2022-12-01 10:54:31
Заключено первое инвестиционное соглашение с использованием новой инфо…
С использованием государственной информационной системы «Капиталовложения» зак…
2022-12-06 13:43:53
Смотреть все новости
Источники информации для сбора данных
Образец полного отчета по компании
Скачать/открыть отчет
Банковские операции
Информация об оборотных суммах, количеству и дате прихода-ухода денежных средств. Оценка рискованности.
Бухгалтерская отчетность
Сведения о лицензиях, виды деятельности. Сводные планы проверок Генпрокуратуры.
Наличие гос.контрактов
Номера контрактов, суммы и сроки исполнения. Информация об участии в гос.закупках, реестр опубликованых заказов
Информация об учредителях
Адреса, телефоны, наименования держателей реестра акционеров. Информация об учрежденных организациях и руководстве.
Вносимые изменения в реестре
Список арбитражных управляющих и арбиртажная практика
Наличие задолженностей
Информация о задолженностях по заработной плате, задолженностях по платежам в бюджет, черный список работодателей
ООО «ПРОФИНСТРУМЕНТ»
5837064249, 440031, ОБЛАСТЬ ПЕНЗЕНСКАЯ, ГОРОД ПЕНЗА, УЛИЦА КРИВОЗЕРЬЕ, ДОМ 19Г, ЛИТЕР Б, ОФИС 1
+ Выписка из ЕГРЮЛ/ЕГРИП c ЭЦП
Email
Телефон
Я прочитал и согласен с пользовательским соглашением
Оплата при помощи удобного сервиса
Похожие на ООО «ПРОФИНСТРУМЕНТ» компании
ООО «ИНКОМСНАБ» 5837063990
ООО «ОЛИМП» 5837063485
ООО «СТРОЙХОЛДИНГ» 5836654020
ООО «МАКСДЕН» 5836649950
ООО «КАРАТ» 5836641214
ООО «РЕГИОНСТРОЙ» 5836654291
ООО «ПАЙПМАРКЕТ» 5836652248
ООО «ИНСТРУМЕНТАЛЬЩИК» 5836650177
ООО «ПРОМСЕРВИС» 5836623832
Другие компании в г Пенза
ООО «МАШЭКСПОРТ» 5837051722
ООО «АГРОБИЗНЕС» 5837064961
ООО «КУХНИКУХНИ» 5837058774
ООО «ПРОФДЕТАЛЬ» 5837052645
ООО «ЯСНОЕ ДЕЛО 1» 5837061270
ООО «АРТ-КАР58» 5837052557
Пе́нзенская о́бласть популярные компании с выпиской ЕГРЮЛ
ООО «МАШЭКСПОРТ» 5837051722
ООО «АГРОБИЗНЕС» 5837064961
ООО «КУХНИКУХНИ» 5837058774
ООО «ПРОФДЕТАЛЬ» 5837052645
ООО «ЯСНОЕ ДЕЛО 1» 5837061270
ООО «АРТ-КАР58» 5837052557
Все данные о интересующей вас компании вы можете получить в полном отчете ФНС у нас на странице
Стоит ли использовать адаптеры аккумуляторных батарей для инструментов?
Аккумуляторные адаптеры и усилители напряжения
К настоящему моменту вы, возможно, уже видели видеоролики, демонстрирующие переделанный литий-ионный аккумулятор DeWalt или Makita, работающий от беспроводного клеевого пистолета Snap-On с адаптером для аккумулятора инструмента. Если нет, взгляните ниже на тот, который демонстрирует возможность и предстоящий запуск продукта. На первый взгляд может показаться, что это хорошая идея. Возможности использования аккумуляторных адаптеров для электроинструментов огромны. Выясните, кто производит лучшие литий-ионные аккумуляторы на планете, и соедините их с лучшим аккумуляторным ударным шуруповертом или другими инструментами в каждом классе, независимо от производителя, просто используя аккумуляторный интерфейс.
Оставьте эту идею на минутку.
Возможные проблемы с адаптерами аккумуляторных батарей для инструментов
Итак, какие потенциальные проблемы могут возникнуть при смешивании и подборе аккумуляторов и инструментов, использующих адаптер для аккумуляторных батарей?
Другое видео, которое я видел (от компании, имя которой я не упомяну, поскольку я не хочу, чтобы вы обвиняли меня в последствиях вашего юношеского изобилия), создает систему, позволяющую запускать инструменты при напряжении выше номинального. Инструменты на 9,6 В работают от 14,4 В или даже 18 В! Кто бы не хотел, чтобы это было в их руках?
В то время как некоторые из вас, автолюбителей, оживляются, остальные сомневаются, что электроинструменты так хорошо себя зарекомендовали.
Макита, ДеУолт, Милуоки — о боже!
Так что там за проблемы? Ну, если бы мы говорили о NiCd или NiMH аккумуляторных батареях… наверное, ничего. Но когда имеешь дело с текущими инструментами , в которых используются литий-ионные аккумуляторы… это совсем другая история.
1 – Больше нет электронной связи между аккумулятором и электроинструментом
Производители разрабатывают большинство современных инструментов – особенно бесщеточные модели – таким образом, чтобы аккумулятор и инструмент общались друг с другом. Думайте об этом как о животном мире. Собаки могут спариваться с другими собаками, даже другой породы. Точно так же аккумуляторы Ryobi 18 В работают с инструментом, который вы купили вместе с ним, или с любым другим аккумуляторным электроинструментом Ryobi 18 В.
Однако он не обязательно будет работать, если вы подключите его к инструменту Ridgid с помощью адаптера аккумулятора инструмента. Собаки не могут, или, скажем так, не должны, спариваться с кошками.
Это DeWalt. Нет, подождите… это Макита!
Когда ученые экспериментировали с возможностью генетической модификации путем спаривания репродуктивных клеток обычно несовместимых животных, угадайте, что… у них ничего не вышло. Иногда они задерживаются ненадолго. Иногда у них даже есть какая-то форма продолжительности жизни, но она, к сожалению, короче, чем то, что любое животное могло бы наслаждаться само по себе.
Это относится и к нашим аккумуляторным инструментам. Аккумуляторные адаптеры похожи на лабораторную вязку. Если вы заставите это неестественное несоответствие напряжения работать, это ограничит количество зарядок батареи, срок службы инструмента или и то, и другое.
Вероятно, это потому, что есть некоторые «умные» инструменты… некоторые «умные» батареи… некоторые с обоими. Удалите некоторые из этих предохранителей, и инструмент может просто не выключиться, когда он слишком сильно нагревается от упаковки… или наоборот.
Хорошо, давайте рассмотрим еще один вопрос.
2 – Использование блока с более высоким напряжением может сжечь двигатель. Это происходит из-за сильного тепловыделения в двигателе и/или блоке. Как и в случае с автомобилем, существует оптимальный рабочий диапазон. Да, мы можем довести инструмент и аккумулятор до предела, на который они рассчитаны, но ненадолго и не без последствий. Адаптеры аккумуляторов для инструментов в значительной степени игнорируют правила, регулирующие безопасное использование инструмента.
Попробуйте нажать на педаль газа в машине. Посмотрите, сколько времени потребуется, чтобы ваш датчик температуры поднялся и загорелись дурацкие лампочки. То же самое касается и этих усилителей напряжения. Вы просто говорите инструменту нажать педаль газа дальше. Как и в случае с адаптером батареи, для этого вы обходите электронные средства связи. Ваш автомобиль, скорее всего, выключится до того, как произойдет необратимое повреждение, и ваш беспроводной инструмент делает то же самое.
К сожалению, когда вы обошли его с помощью адаптера батареи или преобразователя напряжения, вы, вероятно, лишили его способности защищать себя. В обоих случаях вся встроенная защита, которая не дает инструменту и аккумулятору выйти из строя настолько, что он сам себя повредит. Более того, если литий-ионный аккумулятор «тупой», потому что инструмент умный, то установка его на «тупой» инструмент означает, что теперь вы можете разряжать аккумулятор до уровня ниже его номинального уровня. Теперь вы создали потенциальную стаю «кирпичей», которая больше не может заряжаться.
Никому не нравятся ни севшая батарея, ни сгоревший инструмент.
Хотите верьте, хотите нет, но производители действительно заботятся о том, как вы используете их инструменты и аккумуляторы. Ударьте этой дрелью с крыши на бетон, и вы вряд ли получите ее обслуживание по гарантии. Аналогичный эффект может иметь использование инструмента со сторонними адаптерами батареи. Производителям не нравится, когда вы обходите протоколы безопасной связи, встроенные в их аккумуляторы и/или инструменты. Эта электроника существует не просто так.
Если инструмент не может правильно связаться с аккумулятором, вы можете оказаться в ситуации, когда он потребует слишком много энергии. Это может создать проблему и привести к тому, что инструмент будет нагреваться сильнее, чем ожидалось. Это может даже сократить срок службы инструмента. Хотя производитель может не знать, использовали ли вы батареи сторонних производителей с его продуктом, вы все равно рискуете аннулировать гарантию, если он узнает об этом.
Аккумуляторный адаптер DeWalt DCA1820
Просто чтобы прикрыть наши основания — да, мы знаем, что некоторые аккумуляторные адаптеры работают без проблем. Например, адаптер батареи DeWalt DCA1820 (39 долларов США). .99) заявлена совместимость с большинством инструментов DeWalt 18V. Он позволяет использовать аккумуляторы 20V Max в большинстве их 18-вольтовых инструментов. Однако они дают достаточно большой список исключений — вероятно, по некоторым из причин, изложенных выше. Адаптер также не будет работать с аккумуляторами FlexVolt.
Но я делал это без проблем!
Возможно, вы уже используете адаптеры аккумуляторов для инструментов сторонних производителей без каких-либо проблем. Мы определенно сделали это с камерами (заметьте, никогда не с большим долгосрочным успехом). Возможно, вы еще не сталкивались с какими-либо проблемами. Большой! Однако я не знаю, воспользуюсь ли я этой удачей и воспользуюсь ею для продвижения политики использования любого другого инструмента, человека и ситуации.
Возможно, вы просто играете с огнем и пока у вас все хорошо. Возможно, вам еще предстоит толкнуть инструмент за пределы его возможностей. В любом случае, связь с инструментами и обеспечение гарантийной поддержки остаются важными частями головоломки, которые мы предпочитаем сохранять!
Завершение дела против использования адаптеров аккумуляторов для инструментов
Послушайте, я знаю, что вы ищете более доступный способ получить инструменты в свои руки. Если вы действительно хотите быть дешевым, сделайте это с ударным шуруповертом Harbour Freight за 40 долларов, а не с первоклассной дрелью, за которую вы когда-то заплатили хорошие деньги. Использование сторонних аккумуляторных адаптеров для инструментов просто создает слишком много потенциальных проблем, чтобы мы их рассматривали. Время — деньги, и мы хотим, чтобы наши инструменты всегда работали, позволяя нам выполнять как можно больше работы.
С другой стороны, может быть, вы можете заменить его, включив в видео на YouTube и монетизировав с помощью рекламы… в конце концов, что может пойти не так?
Наша команда в Ready 2 Brand в Нортфилде, штат Огайо, имеет большой опыт.
В команду Ready2Brand входят следующие ветераны отрасли:
Берни Боттум
Берни работал на всех этапах бизнеса бытовой электроники. Его опыт работы в отрасли начался в 1970-х годах, когда он основал независимую торговую фирму, для которой ее отдел продаж получил множество наград «Представитель года», охватывающих территорию ERA Огайо. Среди них были Sony, Marantz, Sherwood, Phase Linnear, SAE, Thorens, Stanton, Rabco, Akai, EPI, RTR, Dahlquist, Micro Acoustics, AR, Jamo, Design Acoustics, Tannoy и другие, которые сформировали нашу раннюю индустрию. Несколько лет спустя он стал соучредителем Audio Warehouse , которая за несколько лет стала крупнейшей аудио сетью в Огайо. Затем Берни занялся производством/импортом, запустив марку громкоговорителей Synergistics и вскоре после этого приобрел Sherwood , линию, которую он представлял и которая была последним независимым американским брендом ресиверов. В конечном итоге Sherwood был продан корейской компании Inkel, нынешнему владельцу Sherwood America . Затем в качестве исполнительного директора Берни присоединился к Гэри Маккормик из Ovation, Джо Пиччирилли из Sound Advice, Линда Верин из Sound Track и Тригве Свенсон из Sound Trek запускают PEM , первую группу по закупкам дилеров, специализирующихся на аудио. Основатели PEM сформировали нынешнюю PRO Group .
В последние годы Берни координировал разработку продукции и производство в Китае для многих известных американских брендов. Берни получил патент на высоко оцененную технологию Hsu Ventriloquist Technology (получил около дюжины восторженных отзывов и наград «Продукт года»), лицензию на которую он передал компании Hsu Research. Он также получил патент на 7-канальную технологию пассивной звуковой панели, получившую наивысший рейтинг и выбранную редактором, лицензию на которую он передал компаниям Atlantic Technology и Clements/Solus Loudspeakers, а Фил Клементс разработал панель для обоих брендов. Совсем недавно Берни решил, что настало подходящее время, чтобы создать возможность для более мелких брендов и основных дилеров по продаже кирпича и строительных растворов извлекать высокотехнологичные продукты по ценам OEM из нефирменных запасов в США… готовы к собственному бренду. Это также позволит доверенным розничным торговцам запустить собственный бренд SELECT.
Фил Клементс
Фил заинтересовался аудиотехникой, когда был студентом Техасского университета. Его исследования в аспирантуре привели к тому, что Фил подал заявку на свой первый патент на оптимизацию баса, и примерно в то же время (1978 г.) он запустил Phase Research. Всего за пару лет дистрибуция в США выросла до 250 специалистов по звуку и 15 зарубежных дистрибьюторов. Несколько лет спустя он продал Phase Research и посвятил свое время разработке «бестрансформаторных планарных ленточных средне-высокочастотных драйверов». Затем он представил громкоговорители Clements, отличающиеся не только выдающимися басами, но и новой ленточной технологией, на которую он получил несколько дополнительных патентов. В конце 80-х канадский конгломерат Audiosphere сделал предложение о покупке Clements, которое Фил принял. Некоторое время спустя Orion воспользовалась опытом Фила для запуска своего нового подразделения домашней аудиотехники под названием SOLUS, которое в конечном итоге они продали ADS. Как это часто бывает в нашей индустрии, и Audiosphere, и ADS потерпели неудачу, поэтому Фил выкупил оба имени и за последние 19лет работает с громкоговорителями SOLUS/CLEMENTS. Попутно они получили множество «восторженных» отзывов. На выставке CES 2017 компания Solus/Clements получила награду Sound&visions «Лучший 2-канальный канал» за Entre II и первое место в списке 10 лучших продуктов для умного дома от Electronic House.
Берни начал совместно координировать оффшорное производство некоторых продуктов Фила в 2006 году. Продукты были настолько хороши, что он убедил Фила на основе лицензионных отчислений позволить Берни использовать разработки Клементса для других торговых марок. Последними запатентованными изобретениями Фила являются H-PAS, а совсем недавно I-PAShd, которые ведущие обозреватели назвали новой эталонной конструкцией корпуса для воспроизведения басов. Описывая (лучший выбор) Atlantic Technology AT-1 H-PAS с (2) 5,25-дюймовыми башнями НЧ-динамиков, Sound&Vision пришла к выводу, что «технология H-PAS может извлекать больше низкочастотного выходного сигнала из движения НЧ-динамика среднего размера, чем любая предыдущая пассивная технология. , неравномерный дизайн …. общие характеристики / ценность трудно переоценить ». В июле / августе 2017 г. Sound&Vision в описании I-PAShd SOLUS Entrée II «В целом это было так хорошо, как я когда-либо слышал орган Сен-Санса. Симфонический звук в демо. Баланс и общее ощущение были правильными. Единственный лучший опыт был вживую» …и это книжные полки, а не башни! Теперь Фил готов и хочет разработать что-то такое же хорошее для ваших продуктов SELECT.
Лу Мелилло
Лу Мелилло — уважаемый инженер-консультант, который разрабатывает и координирует производство для некоторых из самых престижных брендов отрасли. Его формальное образование , чуть меньше докторской степени , по специальности химия, математика и физика в Политехническом институте Ренсселера в Нью-Йорке. Во время учебы в аспирантуре Лу проявил большой интерес к громкоговорителям и акустике, изучая теорию волн и распространение звука от диафрагм и поведение звуковых волн в помещениях. Работа Лу в отрасли началась с 9 лет. 0078 Технический директор по исследованиям и продажам Ferrofludics Corporation . Находясь там, он стал соавтором исчерпывающих исследований поведения феррожидкости в динамиках и системах громкоговорителей, опубликованных в Journal of the Audio Engineering Society. Позже Лу присоединился к U.S. Pioneer в качестве вице-президента подразделения OEM, где он разработал и запатентовал первый низкочастотный динамик из углеродного волокна и первый твитер из PEI. Лу покинул Pioneer, чтобы занять должность исполнительного вице-президента по OEM-маркетингу, продажам и инжинирингу на заводе Onkyo America 9.0079 в Колумбусе, штат Индиана, управляя несколькими вице-президентами, отделом продаж и почти 20 инженерами. Когда производство Onkyo переместилось в Китай, Лу стал независимым инженером-консультантом.
В последние годы он участвовал в разработке первых в отрасли магнитных решеток для встраиваемых в стену/потолке громкоговорителей . В настоящее время он поставляет ведущим брендам современные драйверы и компоненты в дополнение к готовым динамикам и усилителям. По нашему опыту, Лу обладает непревзойденной способностью добиваться ровного глубокого баса от небольших драйверов …результатом которых стали одни из самых популярных пассивных и активных акустических систем, продаваемых под известными национальными брендами. В 2016 году Лу спроектировал и координировал производство 48 ультрасовременных (2,5-дюймовых полнодиапазонных) динамиков для модели Epique CBT24 по цене 1995 долларов США за штуку. Дон Кил разработал Epique CBT24. дизайн как «уникальный… обеспечивает исключительную производительность… исключительный стереофонический образ… и удивительную постоянную направленность». Несколько лет назад Лу спроектировал и координировал производство 4-дюймовых низкочастотных динамиков в высокорейтинговой платформе Atlantic Technology PB-235 (79 долларов США).9) Громкоговоритель с питанием от H-PAS, который журнал Home Theater Magazine отметил: «Бас был завораживающе супергладким и, опять же, совершенно поразительным по своей глубине, учитывая размер коробки, из которой он исходил».
Перед нами популярная задача — угловое соединение из профильной трубы 25х25 мм. Нержавеющая сталь, аргонодуговая сварка.
Первым шагом зачищаем сварной шов. Чтобы сделать это аккуратно и не испортить плоскость детали используем круги на липучке ZK P120 на плотной основе и мягкую опорную тарелку 50099/1.
Шлифовальные круги XZ 677 d125, на липучке, зерно P120
Аккуратно зачищаем шов, не оказываем большого давления.
Зачистка шва кругом на липучке Р120.
Нужно позволить абразиву самому выполнить свою работу. Вот что получаем.
После зачистки сварного шва липучкой ZK P120.
Теперь нам нужно выровнять всю поверхность шва рядом в один тон и подготовить деталь к полировке.
Используем круги на липучке с Оксидом алюминия на прочной, но гибкой пленочной основе.Благодаря равномерной однослойной насыпке такие круги обеспечивают очень равномерный финиш.
После Р180.
Используем круги в такой последовательности:
Р180
Р320
Р600
Теперь деталь готова к полировке.
Чтобы получить идеальный финиш будем полировать в два этапа.
Первичная полировка плотным войлочным кругом и предварительной твердой пастой.
Такая полировка хорошо удаляет следы от последнего этапа шлифовки, а так же может удалить более грубые царапины. Но после самого войлока на поверхности остаются следы, так называемая “паутинка”. Её видно только под определенными углами.
После предварительной полировки.
И чтобы убрать эти следы или сделать их более ровными и красивыми нужно проводить финишную полировку.
1 Вариант. Направленная полировка.
Используем ХБ круги 150 мм набором из 3-х штук и ту же твердую пасту на нашей УШМ с регулировкой оборотов.
ХБ круги Gtool
С помощью этих кругов мы можем “направить” следы полировки. То есть “паутинка” будет выглядеть не дугами или круговыми сегментами в разные стороны, а прямыми линиями смотрящими в одну сторону.
Это особенно удобно, когда вы работаете с металлом на котором уже есть направленный рисунок полировки.
Направленная полировка.
Эта полировка не с самым лучшим из возможных качеств, но она превосходно смотрится на изделиях с направленной полировкой, например торговое оборудование или мебель.
2 Вариант. Полировка ОШМ.
Здесь для финишной полировки мы используем уже другую машину — эксцентриковую. И другие полировальные материалы:
Круг полировальный Finesse-it d125 мягкий фетровый
Полировальная паста 3M Marine 09019
Фетр и финишная паста 3М
Наносим пасту равномерно на круг, затем растираем немного по детали и начинаем полировать на самых низких оборотах. После того как паста распределится по поверхности можем увеличить скорость.
Когда вы полируете с помощью ОШМ и жидкой пасты, вся поверхность покрыта тонким слоем этой пасты и вы не можете полностью видеть результат полировки. Поэтому чтобы делать детали с повторяемой степенью полировки полируйте ориентируясь на время.
Полировка ОШМ
Например этот уголок мы полируем в течение 30 секунд. Затем протираем деталь от остатков пасты с помощью венской известии салфетки.
Вот что получаем в итоге.
Обработанная и необработанная деталь.
И вот пара видео как это сделать:
Самые актуальные новости в наших соцсетях и на нашем канале:
404 — страница не найдена
Ошибка 404 — страница не найдена
Ваш город Москва?
При выборе изменится адрес и контакты представительства в вашем городе, а также актуальный ассортимент товаров.
Россия
Казахстан
Белоруссия
Кыргызстан
Узбекистан
Таджикистан
Выберите ваш город
Россия
Россия
Казахстан
Белоруссия
Кыргызстан
Узбекистан
Таджикистан
А
АктауАктобеАлматыАтырауАшхабад
Д
Душанбе
Ж
Жезказган
К
КарагандаКокшетауКостанайКызылорда
Н
Нур-Султан (Астана)
П
ПавлодарПетропавловск
С
Семей
Т
ТалдыкорганТаразТуркестан
У
УральскУсть-Каменогорск
Ш
Шымкент
Б
Брест
В
Витебск
Г
ГомельГродно
М
МинскМогилёв
Б
БаткенБишкек
Д
Джалал-Абад
К
Каракол
Н
Нарын
О
Ош
Т
Талас
А
Андижан
Б
Бухара
Н
Нукус
С
Самарканд
Т
Ташкент
Ф
Фергана
Б
БохтарБустон
В
Вахдат
Г
ГиссарГулистон
Д
Душанбе
И
ИстаравшанИстиклолИсфара
К
КанибадамКулябКурган-Тюбе
Л
Левакант
Н
Нурек
П
Пенджикент
Р
Рогун
Т
Турсунзаде
Х
ХорогХуджанд
Обратный звонок
Введите имя
Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Оформление заказа
Введите имя
Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Запрос цены
Введите имя Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Товар добавлен!
Шлифовка и измельчение труб и профилей| Продукт
Ваш опытный партнер в области методов измельчения и обработки
Экономичные решения для производства труб и профилей из ПВХ, включая трубы из ПВХ / профиль / лист / направляющие.
Гранулятор труб – обзор
Применение
Для измельчения труб и профилей из жесткого ПВХ
Характеристики
Ножевая мельница имеет прочную стальную сварную конструкцию. Корпус машины состоит из нижней и верхней частей, которые шарнирно закреплены и могут открываться с помощью гидроцилиндра. Это гарантирует легкую замену грохота, быструю замену роторных ножей и интенсивную очистку за очень короткое время. Ножи статора и ротора можно отрегулировать вне машины с помощью приспособления, входящего в комплект поставки.
Звукоизоляция
Эффективной звукоизоляции можно добиться, установив машину в приямке со звукоизолирующим покрытием.
Измельчение из ПВХ
Экран/сито
Установка ножей необходима
В грануляторах измельчение осуществляется между вращающимися и стационарными ножами. Чем точнее отрегулирован режущий зазор между ножами, тем выше качество продукции и ниже эксплуатационные расходы.
Грануляторы PALLMANN всегда имеют то преимущество, что роторные и стационарные ножи точно устанавливаются в приспособлении снаружи машины, в то время как второй комплект ножей устанавливается и работает в машине. Таким образом, время простоя станка для смены ножей сокращается до времени, необходимого для удаления затупленных ножей и установки только острых ножей. Внутри машины нет необходимости выполнять настройку или регулировку.
Техника быстрой и эффективной установки ножей – еще одно типичное достижение PALLMANN.
Технические данные
Размер камеры
мм
300X400
400X500
500X700
Ротор (диаметр)
мм
300
400
500
Ротор (длина)
мм
400
500
700
Тип ротора
—
Косой / Когти / Гильотина
Косой / Когти / Гильотина
Косой / Когти / Гильотина
Главный двигатель
кВт
11 / 15
30/37/45
45 / 55
Пропускная способность*
кг/ч
100-250
200-400
300-500
*Выпуск зависит от толщины и размера подаваемого материала.
Гульотин -ротор
РОЖДЕ СЛОННЫЙ КОЖЕТ
Clawe — Type Motor
Decisive Advantes
FEED CHUUTE для 3M Pipes, 400 ММ. Максимум.
Трубы стандартной длины 6 м необходимо разрезать пополам только один раз
Разборный корпус машины обеспечивает хороший доступ к камере измельчения для легкой очистки
Конструкция из стали, прочная и надежная
Ножи ротора и статора, установленные на приспособлении — без регулировки ножей внутри машины
Сито зажато только в нижнем корпусе машины — без крепежных болтов
Установка в приямке для удобства кормления и хорошей звукоизоляции
Оптимальное качество гранул для дальнейшего измельчения в мельницах PMMI
Короткие сроки поставки и очень конкурентоспособная цена
Технические характеристики
Старший №
Модель
Главный двигатель
Всего подключено Нагрузка (кВт)
Диаметр ротора (мм)
Диапазон вывода (кг/ч) *
1
ПММИ 300
22
28
300
130 — 170
2
ПММИ 450
37
45
450
200 — 275
3
ПММИ 500
55
65
500
275 — 350
4
ПММИ 600
75
87
600
400 — 500
5
ПММИ 800
90
109
800
600 — 800
*Срок службы ножей зависит от чистоты, типа, содержания наполнителя и размера подаваемого материала.
Системы измельчения для лома труб и профилей
Гранулированные производственные отходы производства труб и профилей из ПВХ во всем мире измельчаются с помощью систем измельчения PALLMANN с дисковой мельницей. Эти переработанные порошки смешиваются с новым ПВХ-материалом и повторно используются для экструзии труб и профилей. Системы измельчения доступны с просеиванием или без него, чтобы удовлетворить требования клиентов по крупности.
PMMI-300S
PMMI-500S
Решающие преимущества
Полностью автоматическая система регулирования температуры и нагрузки
Система водяного или воздушного охлаждения не требуется
Высокая производительность при низком удельном энергопотреблении
Легкий доступ для обслуживания и замены быстроизнашивающихся деталей
Компактная конструкция, занимающая минимум места
Экономичный и экономичный
Повышение производительности абразива при резке или шлифовке труб
При резке квадрата трубы, максимизируйте производительность резки, входя из угла.
Термины «труба» и «трубка» часто используются взаимозаменяемо, но существуют различия в способах их изготовления, размеров и использования. Труба по определению используется для транспортировки и доставки газов и жидкостей, поэтому внутренний диаметр является критическим размером. В дополнение к внутреннему диаметру размер трубы определяется ее спецификацией, которая относится к толщине стенки и связана с номинальным давлением. Независимо от размера, труба всегда круглая.
Трубка доступна в различных формах и размерах. Поскольку труба используется в механических, конструкционных и декоративных целях, наружный диаметр имеет решающее значение, как и толщина стенки, которая соответствует ее прочности.
Как и при любой другой операции по резке и шлифовке, работа с трубами сопряжена с определенными трудностями, поэтому для достижения наилучших результатов необходимо применять некоторые передовые методы. Толщина стенки, профиль и материал являются важными факторами, которые следует учитывать при выборе правильного абразива для работы и оптимизации его производительности.
Трубы обычно поставляются и изготавливаются с использованием труб малого диаметра, обычно всего несколько дюймов, тогда как трубы диаметром в несколько футов не являются редкостью. Поскольку наружный диаметр трубы обычно мал, ее резка абразивными кругами более эффективна и экономична, чем резка трубы. Абразивы также широко используются для различных операций шлифования, смешивания и отделки.
Выбор подходящего абразива
Первый вопрос, который следует задать при резке или шлифовке труб: «Чего я пытаюсь достичь?» Выбор абразивного продукта, который лучше всего подходит для твердости и толщины материала, является ключом к оптимизации производительности и срока службы продукта.
Абразивы выделяют тепло, что может повлиять на общий результат и отделку. При работе с тонкостенными трубами рассмотрите возможность использования менее грубых абразивов, чтобы свести к минимуму нагрев и агрессию. Лепестковый диск с зернистостью 60 или 80 или шлифовальный круг были бы хорошим вариантом в этом случае вместо шлифовального круга с твердой связкой. Лепестковые диски, например, легче контролировать, и они снижают риск удаления слишком большого количества материала и нарушения целостности пробирки.
При резке или шлифовке твердого материала рассмотрите более мягкие продукты, которые, следовательно, более удобны для использования оператором. Движение жесткого колеса по твердому материалу может привести к тому, что колесо будет вибрировать и прыгать, что усложнит управление и снизит производительность колеса. Вместо этого отрезной круг с более мягкой связкой обеспечивает более быструю и гладкую резку более твердого материала.
Еще одним фактором является размер продукта. При резке трубы диаметром более 1 1/4 или 2 дюймов необходимо использовать трубку диаметром 4 1/2 дюйма. режущий диск делает свою работу, но модернизация до 6-дюймового. режущий диск — лучший выбор. Использование колеса большего диаметра на трубе большего диаметра помогает сократить время простоя на переналадку и максимально увеличить срок службы изделия, что снижает эксплуатационные расходы.
Важно понимать, для чего предназначен абразивный продукт, и потенциальные преимущества выбора одного продукта вместо другого, а не пытаться заставить неправильный продукт работать там, для которого он не предназначен.
Опции для резки и шлифовки труб
Абразивы с покрытием обычно более эффективны для шлифовки труб, чем твердые шлифовальные круги, поскольку трубы обычно имеют тонкие стенки. Следующие три типа продуктов обычно используются при шлифовании труб:
Шлифование под меньшими углами продлевает срок службы круга, но снижает скорость резания. И наоборот, шлифовка под более крутыми углами режет намного быстрее, но быстрее изнашивает круг.
Лепестковые круги можно использовать для удаления покрытия, удаления заусенцев, добавления фасок или окончательной отделки. Этими колесами легко управлять, они, как правило, менее агрессивны, чем лепестковые диски, и используются на 90-градусном крае. Однако, если толщина стенки материала слишком мала, он может образовать острую кромку и повредить абразивные лепестки лепесткового круга.
Лепестковые круги более агрессивны, чем лепестковые круги, и доступны во многих вариантах размеров, зернистости и профилей. Они шлифуют и заканчивают за один шаг, экономя время и деньги.
Диски из полимерного волокна довольно агрессивны для шлифования и дешевле, чем лепестковые диски; однако они менее долговечны и требуют более частой замены. Диски соединены с опорными подушками — мягкими, средними и жесткими — что позволяет оператору адаптировать их к конкретной детали или применению для достижения наилучших результатов.
Другим фактором, который может существенно повлиять на производительность, является профиль или форма. Отрезные круги, например, доступны в профилях Тип 1 и Тип 27. Круги типа 27 имеют вогнутый центр, и хотя их можно использовать для резки труб, они, как правило, не являются наиболее эффективным выбором для любого экструдированного или радиусного материала. Вдавленный центр уменьшает эффективную режущую поверхность и создает потенциальную точку помех.
Круги типа 1 с плоским профилем обычно более эффективны для резки труб. Они обеспечивают универсальность, долговечность и максимальную режущую поверхность, что может продлить их общий срок службы.
Рекомендации по обработке труб
Следующие основные рекомендации могут помочь оптимизировать производительность при резке и шлифовке труб:
Используйте соответствующее давление . Если абразив выполняет свою работу без слишком сильного давления, это помогает продлить срок службы изделия и оптимизировать его производительность. Чрезмерное давление на инструмент приводит к более быстрому затуплению абразива и может привести к выходу изделия из строя из-за повышенного нагрева, трения и напряжения. Это также увеличивает риск связывания, что является потенциальной угрозой безопасности. Когда оператор чувствует необходимость приложить больше усилий для выполнения работы, возможно, для этой работы используется не тот продукт. Для резки используйте легкое давление и последовательное раскачивающее движение через разрез. Это сводит к минимуму трение и позволяет колесу проходить через материал.
Следите за углом въезда . Отрезные круги предназначены для использования под углом 90 градусов к заготовке. Слишком большое отклонение от этой ориентации может вызвать трение и накопление тепла, что приведет к поломке колеса.
Шлифовальные круги отличаются разнообразием угла наклона. Шлифовка под меньшими углами продлевает срок службы круга, но снижает скорость резания. И наоборот, шлифовка под более крутым углом режет намного быстрее, но быстрее изнашивает круг. При выборе лепесткового диска важно, чтобы лепесток по всей ширине соприкасался с заготовкой для достижения максимальной производительности. Меньшие углы шлифования — от 5 до 10 градусов — рекомендуются при использовании лепесткового диска типа 27 для смешивания и финишной обработки с меньшим давлением. Однако более крутые углы — от 15 до 25 градусов — больше подходят для снятия приклада и агрессии.
 Расширенная комплектация включает в себя базовый набор насадок для начала работы сразу после покупки.
Расширенная комплектация включает в себя базовый набор насадок для начала работы сразу после покупки. 
 org/PropertyValue» itemprop=»additionalProperty»>
org/PropertyValue» itemprop=»additionalProperty»>
 org/PropertyValue» itemprop=»additionalProperty»>
org/PropertyValue» itemprop=»additionalProperty»>


 В конструкции предусмотрен электролитический конденсатор, решающий задачу фильтрования остаточных пульсаций. Обеспечивает максимально сглаженный переменный ток, а, следовательно, оптимальные характеристики выходного напряжения.
В конструкции предусмотрен электролитический конденсатор, решающий задачу фильтрования остаточных пульсаций. Обеспечивает максимально сглаженный переменный ток, а, следовательно, оптимальные характеристики выходного напряжения.
 Качество и долговечность сварных соединений зависят от технических характеристик и возможностей применяемого оборудования. Широкую популярность не только на производстве, но и в быту, получили сварочные выпрямители различных модификаций. Для небольшого объёма работ, либо на участках, где невозможно организовать работу двух сварщиков одновременно, идеально подходит сварочный однопостовый выпрямитель ВД 306Б с подключением к трёхфазной силовой цепи номиналом 380 В. Конструктивной особенностью данного аппарата является постоянный сварочный ток, позволяющий выполнять качественные и прочные соединения изделий из всех видов сталей. Применение электролитического конденсатора в качестве фильтра, позволяет снижать колебания в цепи постоянного тока, способствует устойчивому горению дуги, что в свою очередь, облегчает работу сварщика при выполнении сварных швов в любом пространственном положении.
Качество и долговечность сварных соединений зависят от технических характеристик и возможностей применяемого оборудования. Широкую популярность не только на производстве, но и в быту, получили сварочные выпрямители различных модификаций. Для небольшого объёма работ, либо на участках, где невозможно организовать работу двух сварщиков одновременно, идеально подходит сварочный однопостовый выпрямитель ВД 306Б с подключением к трёхфазной силовой цепи номиналом 380 В. Конструктивной особенностью данного аппарата является постоянный сварочный ток, позволяющий выполнять качественные и прочные соединения изделий из всех видов сталей. Применение электролитического конденсатора в качестве фильтра, позволяет снижать колебания в цепи постоянного тока, способствует устойчивому горению дуги, что в свою очередь, облегчает работу сварщика при выполнении сварных швов в любом пространственном положении. Высокое качество сварных стыков, достигается применением широкого спектра электродов с любым покрытием. Предусмотрены все необходимые виды защит: от перегрева корпуса и перенапряжения в питающей сети. Компактная конструкция, придающая мобильность и манёвренность установке, а также простота и удобство в эксплуатации прекрасно характеризуют выпрямитель с точки зрения повсеместного использования.
Высокое качество сварных стыков, достигается применением широкого спектра электродов с любым покрытием. Предусмотрены все необходимые виды защит: от перегрева корпуса и перенапряжения в питающей сети. Компактная конструкция, придающая мобильность и манёвренность установке, а также простота и удобство в эксплуатации прекрасно характеризуют выпрямитель с точки зрения повсеместного использования. — 70,
— 70, Выход постоянного тока составляет 140 ампер. Я был немного озадачен, почему это так, но из того, что я могу сказать, они используют отвод более низкого напряжения на выходе трансформатора. Поскольку выходной ток рассчитан на 140 ампер, они, вероятно, выбрали автомобильный выпрямитель вместо генератора, чтобы снизить производственные затраты.
Выход постоянного тока составляет 140 ампер. Я был немного озадачен, почему это так, но из того, что я могу сказать, они используют отвод более низкого напряжения на выходе трансформатора. Поскольку выходной ток рассчитан на 140 ампер, они, вероятно, выбрали автомобильный выпрямитель вместо генератора, чтобы снизить производственные затраты.
 Фактический импеданс равен сумме проводов, зажимов и дуги.
Фактический импеданс равен сумме проводов, зажимов и дуги. Еще одна вещь, которую вы можете сделать, чтобы облегчить запуск дуги, это поставить электролитическую крышку (обратите внимание на полярность и напряжение) на выходе выпрямителя (но она должна быть подключена до L2). 4700 мкФ будет достаточным значением емкости, но это может снизить коэффициент мощности вашего сварочного аппарата.
Еще одна вещь, которую вы можете сделать, чтобы облегчить запуск дуги, это поставить электролитическую крышку (обратите внимание на полярность и напряжение) на выходе выпрямителя (но она должна быть подключена до L2). 4700 мкФ будет достаточным значением емкости, но это может снизить коэффициент мощности вашего сварочного аппарата.

 Они более регулируемы, легче, потребляют меньше энергии, требуют меньше электрической инфраструктуры, часто имеют больше возможностей, чем выпрямительные машины. Я не уверен в разнице в стоимости ремонта. Вы можете потратить немного больше на инвертор, но его гораздо проще отправить в ремонтный центр.
Они более регулируемы, легче, потребляют меньше энергии, требуют меньше электрической инфраструктуры, часто имеют больше возможностей, чем выпрямительные машины. Я не уверен в разнице в стоимости ремонта. Вы можете потратить немного больше на инвертор, но его гораздо проще отправить в ремонтный центр.
 Мне в значительной степени указали в направлении династии, и я остановился на ней.
Мне в значительной степени указали в направлении династии, и я остановился на ней. Я действительно ценю мысли. Я думаю, что я просто ищу уверенности перед тем, как совершить большую покупку. Мне в значительной степени указали в направлении династии, и я остановился на ней.
Я действительно ценю мысли. Я думаю, что я просто ищу уверенности перед тем, как совершить большую покупку. Мне в значительной степени указали в направлении династии, и я остановился на ней. Однако эта поддержка не вечна.
Однако эта поддержка не вечна. У меня есть инверторный сварочный аппарат (Powcon 400SM с фидером Miller S-64), которому 13-14 лет. Он использует тиристоры вместо IGBT, и я могу легко найти запасные части. Он также сваривает круги вокруг современных сварочных аппаратов на базе трансформаторов. Когда он был новым, он не принадлежал к тому же классу или ценовому диапазону, что и MM210, но я потратил на него и фидер на пару сотен меньше. У него более приятная дуга, почти вдвое большая мощность, и он работает от одной или трех фаз. Я довольно много путешествую, делая вещи здесь и там для друзей. Одна из приятных вещей в этом заключается в том, что я могу загрузить блок питания, фидер и цилиндр 125CF C25 в багажник моей Honda Accord. Это избавляет меня от необходимости сжигать бензин, чтобы вести свой грузовик.
У меня есть инверторный сварочный аппарат (Powcon 400SM с фидером Miller S-64), которому 13-14 лет. Он использует тиристоры вместо IGBT, и я могу легко найти запасные части. Он также сваривает круги вокруг современных сварочных аппаратов на базе трансформаторов. Когда он был новым, он не принадлежал к тому же классу или ценовому диапазону, что и MM210, но я потратил на него и фидер на пару сотен меньше. У него более приятная дуга, почти вдвое большая мощность, и он работает от одной или трех фаз. Я довольно много путешествую, делая вещи здесь и там для друзей. Одна из приятных вещей в этом заключается в том, что я могу загрузить блок питания, фидер и цилиндр 125CF C25 в багажник моей Honda Accord. Это избавляет меня от необходимости сжигать бензин, чтобы вести свой грузовик. Компьютеры устаревают почти в ту же минуту, как вы их покупаете. Программное обеспечение — это то, что вы действительно используете… машина — это только то, на чем она работает. Изменения в этой области были и продолжают быть быстрыми … настолько быстрыми, что у Windows есть график, когда они планируют прекратить поддержку различных версий ОС (на самом деле это не ново).
Компьютеры устаревают почти в ту же минуту, как вы их покупаете. Программное обеспечение — это то, что вы действительно используете… машина — это только то, на чем она работает. Изменения в этой области были и продолжают быть быстрыми … настолько быстрыми, что у Windows есть график, когда они планируют прекратить поддержку различных версий ОС (на самом деле это не ново). Пока инверторная линия продолжает превосходить трансформаторную линию по характеристикам дуги, гибкости, размеру и весу, я не вижу проблем с обслуживанием этих инверторных блоков в большей или меньшей степени, чем для трансформаторных блоков (от той же компании). . Фактически, по мере того, как инверторы продолжают увеличивать свою долю на рынке, проблемы с доступностью запчастей могут быть связаны с машинами с трансформаторами/выпрямителями.
Пока инверторная линия продолжает превосходить трансформаторную линию по характеристикам дуги, гибкости, размеру и весу, я не вижу проблем с обслуживанием этих инверторных блоков в большей или меньшей степени, чем для трансформаторных блоков (от той же компании). . Фактически, по мере того, как инверторы продолжают увеличивать свою долю на рынке, проблемы с доступностью запчастей могут быть связаны с машинами с трансформаторами/выпрямителями.



 Также можно заказать насадку Болгарка на китайскую бензопилу, насадку на бензопилу Карвер Болгарка или насадку Болгарка на бензопилу Carver, насадка болгарка на бензопилу Олео Мак, насадка болгарка на бензопилу Хутер БС52. Насадка болгарка на бензопилу Макита и насадка болгарка на бензопилу Патриот. И, конечно, насадку на бензопилу Болгарка купить можно в этом магазине.Код товара: 0190
Также можно заказать насадку Болгарка на китайскую бензопилу, насадку на бензопилу Карвер Болгарка или насадку Болгарка на бензопилу Carver, насадка болгарка на бензопилу Олео Мак, насадка болгарка на бензопилу Хутер БС52. Насадка болгарка на бензопилу Макита и насадка болгарка на бензопилу Патриот. И, конечно, насадку на бензопилу Болгарка купить можно в этом магазине.Код товара: 0190 Пилит лучше любой болгарки! Экономит Ваши деньги и время! Вам не придется покупать электрогенератор и болгарку! У Вас есть под рукой Ваша надежная и проверенная временем бензопила, Вам стоит только слить масло для смазки цепи, надеть насадку и приступить к работе! Вес, кг — 2 кг.
Пилит лучше любой болгарки! Экономит Ваши деньги и время! Вам не придется покупать электрогенератор и болгарку! У Вас есть под рукой Ваша надежная и проверенная временем бензопила, Вам стоит только слить масло для смазки цепи, надеть насадку и приступить к работе! Вес, кг — 2 кг. Может использоваться для резки ацетиленом и пропаном, но с другим режущим соплом, для резки пропаном используется сопло G03, а для ацетилена используется сопло G02.
Может использоваться для резки ацетиленом и пропаном, но с другим режущим соплом, для резки пропаном используется сопло G03, а для ацетилена используется сопло G02.
 Чистота кислорода выше 99,5 %
Чистота кислорода выше 99,5 %  резак.
резак. Несмотря на растущее значение других процессов резки, таких как плазменная и лазерная резка, кислородно-пламенная резка по-прежнему остается очень экономичным процессом. Для тяжелых материалов толщиной до 35 дюймов (900 мм) нет альтернативы газопламенной резке.
Несмотря на растущее значение других процессов резки, таких как плазменная и лазерная резка, кислородно-пламенная резка по-прежнему остается очень экономичным процессом. Для тяжелых материалов толщиной до 35 дюймов (900 мм) нет альтернативы газопламенной резке.

 Плазменная резка не требует предварительного нагрева металла перед резкой, что экономит время, а плазменные резаки также превосходят кислородно-топливные горелки при резке штабелированных металлов. Более высокие скорости могут быть достигнуты на более тонких металлах с помощью плазмы с минимальным искажением металла или без него. Кроме того, плазменные системы относительно просты в использовании по сравнению с кислородно-топливными системами и требуют минимальной очистки.
Плазменная резка не требует предварительного нагрева металла перед резкой, что экономит время, а плазменные резаки также превосходят кислородно-топливные горелки при резке штабелированных металлов. Более высокие скорости могут быть достигнуты на более тонких металлах с помощью плазмы с минимальным искажением металла или без него. Кроме того, плазменные системы относительно просты в использовании по сравнению с кислородно-топливными системами и требуют минимальной очистки. Некоторые небольшие кислородно-топливные системы весят около 35 фунтов, поэтому с кислородно-топливными баллонами и резаком можно резать сталь практически в любом месте.
Некоторые небольшие кислородно-топливные системы весят около 35 фунтов, поэтому с кислородно-топливными баллонами и резаком можно резать сталь практически в любом месте. Мощная кислородная струя удаляет шлак из пропила.
Мощная кислородная струя удаляет шлак из пропила.
 Также существуют текущие расходы, связанные с заправкой кислородных и топливных баллонов, а также с обращением с баллонами.
Также существуют текущие расходы, связанные с заправкой кислородных и топливных баллонов, а также с обращением с баллонами.

 Он не зависит от основного источника питания. Варианты конструкции топливного газа и наконечника повышают производительность.
Он не зависит от основного источника питания. Варианты конструкции топливного газа и наконечника повышают производительность.

 Видео анимация токарной обработки.
Видео анимация токарной обработки.


 Если это не соблюдать, то вместо резания будет наблюдаться смятие режущей кромки.
Если это не соблюдать, то вместо резания будет наблюдаться смятие режущей кромки. Мы разделили наши рекомендации на две большие категории: токарная обработка планшайбы и токарная обработка шпинделя .
Мы разделили наши рекомендации на две большие категории: токарная обработка планшайбы и токарная обработка шпинделя . В работе с лицевой панелью в основном преобладает популярная деревянная чаша.
В работе с лицевой панелью в основном преобладает популярная деревянная чаша.


 Инструмент встречается с древесиной чуть ниже центральной линии заготовки. При использовании скребка его держат под углом вниз – инструмент ниже рукоятки. Как правило, эффективно держать инструмент под углом около 30º к подручнику.
Инструмент встречается с древесиной чуть ниже центральной линии заготовки. При использовании скребка его держат под углом вниз – инструмент ниже рукоятки. Как правило, эффективно держать инструмент под углом около 30º к подручнику. Мы ценим вашу конфиденциальность. Никаких трюков, только древесная стружка.
Мы ценим вашу конфиденциальность. Никаких трюков, только древесная стружка.  Он использует стационарные режущие инструменты токарного станка для выполнения нескольких операций, таких как токарная обработка, подрезка, накатка, сверление, торцовка, растачивание и резка. А токарный станок часто используется для удаления лишнего материала с заготовки для достижения заданного размера и формы заготовки.
Он использует стационарные режущие инструменты токарного станка для выполнения нескольких операций, таких как токарная обработка, подрезка, накатка, сверление, торцовка, растачивание и резка. А токарный станок часто используется для удаления лишнего материала с заготовки для достижения заданного размера и формы заготовки.
 Поэтому они идеально подходят для черновой и получистовой обработки.
Поэтому они идеально подходят для черновой и получистовой обработки.
 Его также можно использовать для создания гладких или опасных кромок на заготовке.
Его также можно использовать для создания гладких или опасных кромок на заготовке. Однако при нарезании внутренней резьбы деталь удерживается в патроне, в то время как инструмент перемещается по ней в линейном формате, снимая стружку с заготовки по мере ее прохождения.
Однако при нарезании внутренней резьбы деталь удерживается в патроне, в то время как инструмент перемещается по ней в линейном формате, снимая стружку с заготовки по мере ее прохождения. Следовательно, основная режущая кромка инструмента находится на левой стороне инструмента.
Следовательно, основная режущая кромка инструмента находится на левой стороне инструмента.
 Расположение режущей кромки также определяет направление, в котором инструмент будет резать (правосторонние инструменты, левосторонние инструменты и инструменты с круглым концом).
Расположение режущей кромки также определяет направление, в котором инструмент будет резать (правосторонние инструменты, левосторонние инструменты и инструменты с круглым концом). Выбирая нас, вы получаете доступ к многолетнему опыту и отношение к качественной доставке. Просто свяжитесь с нами. Мы к вашим услугам!
Выбирая нас, вы получаете доступ к многолетнему опыту и отношение к качественной доставке. Просто свяжитесь с нами. Мы к вашим услугам!
 Смесь наносится на поверхность площадки или на предыдущие отпечатанные слои. Таков принцип работы большинства 3D-принтеров. Среди них существует три вида устройств для 3D-печати:
Смесь наносится на поверхность площадки или на предыдущие отпечатанные слои. Таков принцип работы большинства 3D-принтеров. Среди них существует три вида устройств для 3D-печати: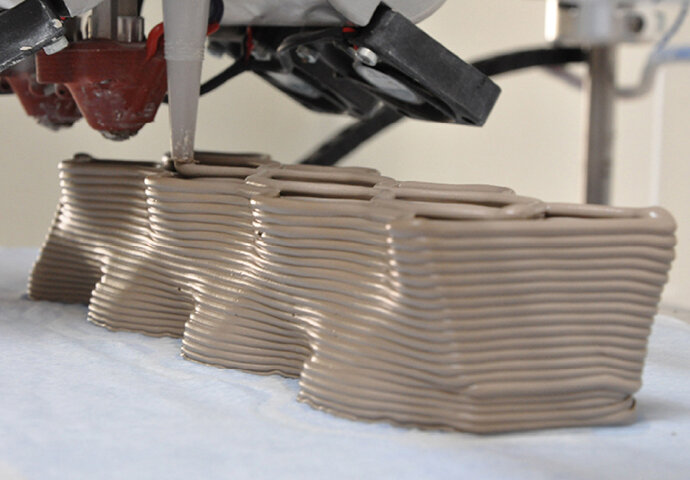
 Номер в отеле был разработан Льюисом Якичем, владельцем отеля и инженером по материаловедению, в сотрудничестве со специалистом по 3D-печати Энтони Руденко. Они создали массивный 3D-принтер, который выводит песок и бетон на основе вулканического пепла. Комната была напечатана за 100 часов.
Номер в отеле был разработан Льюисом Якичем, владельцем отеля и инженером по материаловедению, в сотрудничестве со специалистом по 3D-печати Энтони Руденко. Они создали массивный 3D-принтер, который выводит песок и бетон на основе вулканического пепла. Комната была напечатана за 100 часов. По данным Transparency Market Research Group, строительная индустрия к 2025 году во всем мире будет производить 2,2 млрд тонн строительного мусора. И хотя большая часть отходов относится к сносу сооружений, сами строительные площадки продуцируют немало отходов.
По данным Transparency Market Research Group, строительная индустрия к 2025 году во всем мире будет производить 2,2 млрд тонн строительного мусора. И хотя большая часть отходов относится к сносу сооружений, сами строительные площадки продуцируют немало отходов. Кроме того, местные материалы часто лучше подходят для локальных климатических условий и могут снизить нагрузку для отопления или охлаждения здания, что также снижает затраты на строительство.
Кроме того, местные материалы часто лучше подходят для локальных климатических условий и могут снизить нагрузку для отопления или охлаждения здания, что также снижает затраты на строительство. Поскольку работа 3д-принтера заключается в наслаивании материала, то их можно запрограммировать на абсолютно любую необычную форму, которую будет намного труднее создать традиционными техниками.
Поскольку работа 3д-принтера заключается в наслаивании материала, то их можно запрограммировать на абсолютно любую необычную форму, которую будет намного труднее создать традиционными техниками.
 Всего объединилось 28 европейских партнеров для совместного проекта AMAZE (Additive Manufacturing Aiming Towards Zero — послойная 3D-печать для нулевых отходов от производства и эффективное производство высокотехнологичной металлической продукции).
Всего объединилось 28 европейских партнеров для совместного проекта AMAZE (Additive Manufacturing Aiming Towards Zero — послойная 3D-печать для нулевых отходов от производства и эффективное производство высокотехнологичной металлической продукции).

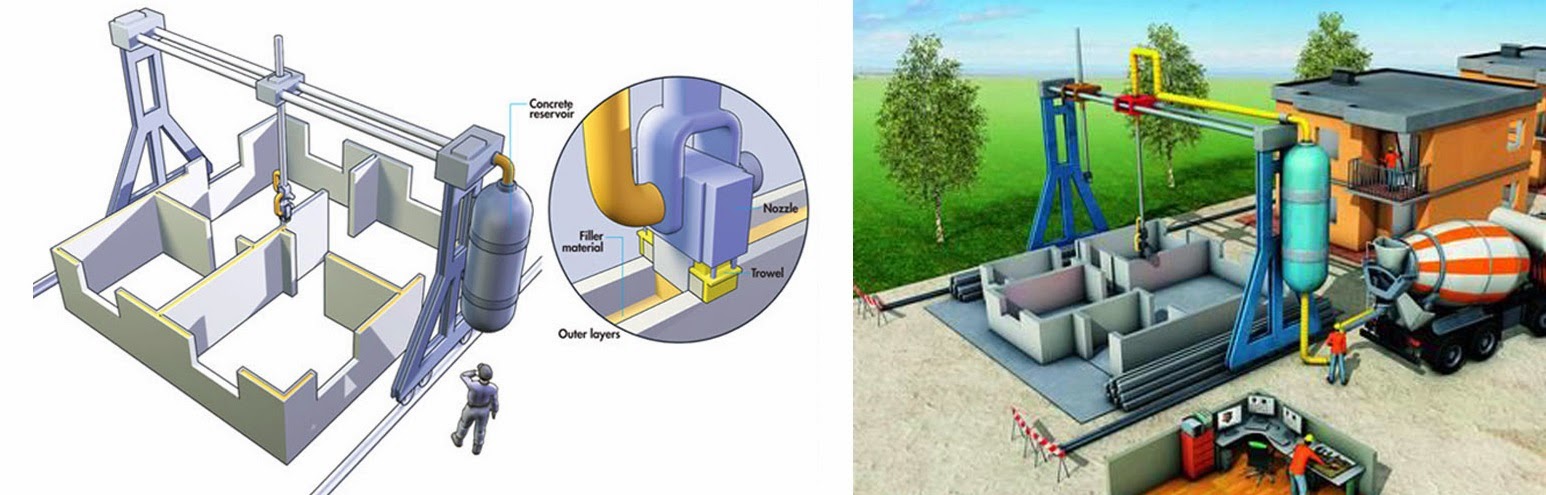
 Поскольку все задачи могут совмещаться в одной фигуре архитектора, который использует метод моделирования и воспроизводит точные целостные конструкции.
Поскольку все задачи могут совмещаться в одной фигуре архитектора, который использует метод моделирования и воспроизводит точные целостные конструкции.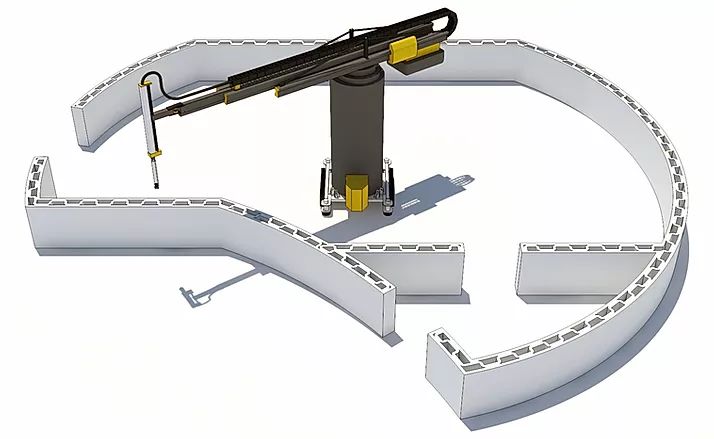 Избежать таких дополнительных затрат поможет 3D-печать прямо на строительной площадке.
Избежать таких дополнительных затрат поможет 3D-печать прямо на строительной площадке.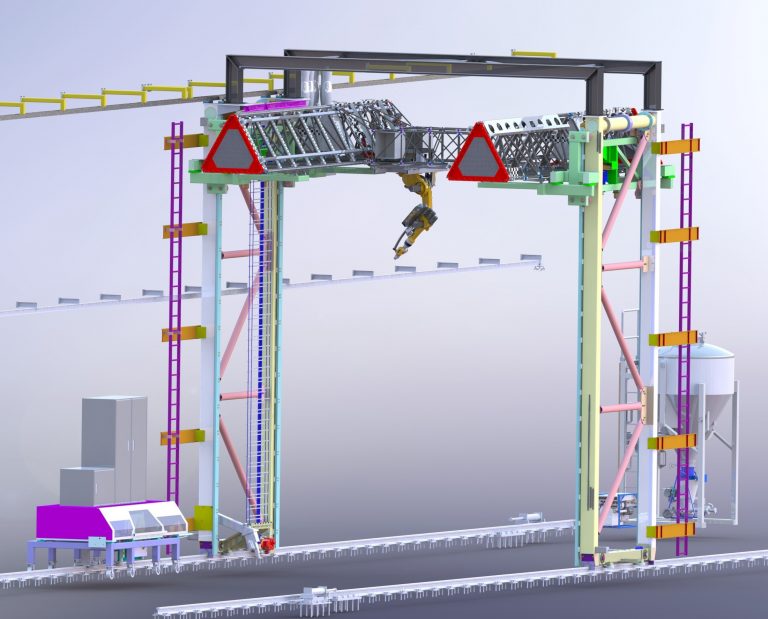 Скептики отмечают несколько недостатков этой технологии.
Скептики отмечают несколько недостатков этой технологии. Однако, если вам нужно здание, в котором будут использоваться разные материалы или разные элементы, которые не подойдут для 3D-печати, то это будет сложной задачей включить 3D-принтер для строительного процесса.
Однако, если вам нужно здание, в котором будут использоваться разные материалы или разные элементы, которые не подойдут для 3D-печати, то это будет сложной задачей включить 3D-принтер для строительного процесса.
 Но для определенных проектов резонно предполагать, что 3D-принтеры и эта технология в строительстве будут обязательным инструментом в арсенале строителей.
Но для определенных проектов резонно предполагать, что 3D-принтеры и эта технология в строительстве будут обязательным инструментом в арсенале строителей.
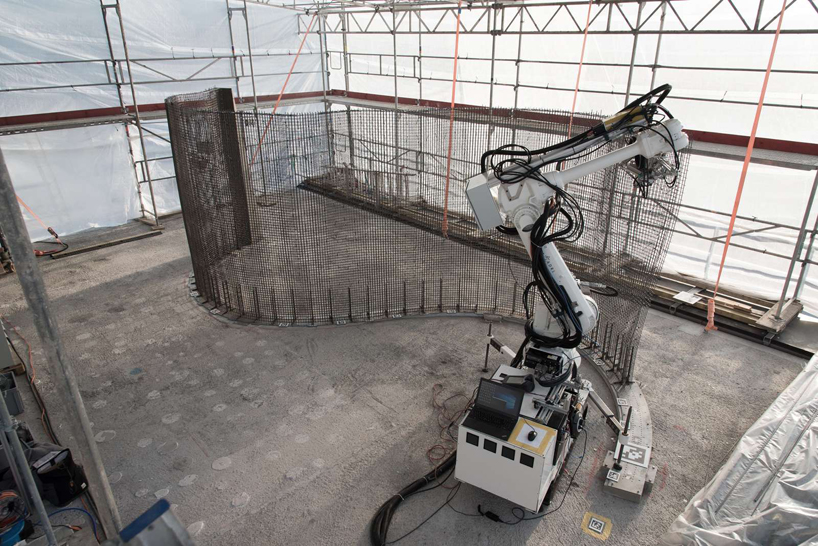
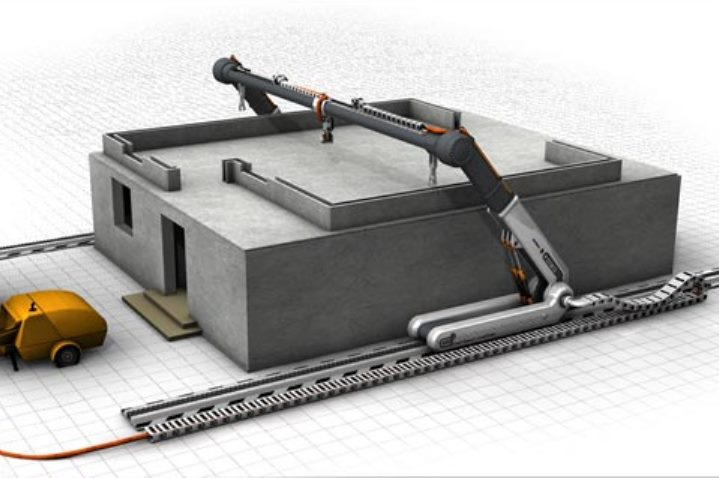
 м в России, по слухам, стоил примерно 10 000 долларов, включая все окна, кровлю, проводку и внутреннюю отделку. Это ошеломляюще мало. В настоящее время ICON работает над домами площадью 60 квадратных метров, которые, как планируется, будут стоить всего 4000 долларов.
м в России, по слухам, стоил примерно 10 000 долларов, включая все окна, кровлю, проводку и внутреннюю отделку. Это ошеломляюще мало. В настоящее время ICON работает над домами площадью 60 квадратных метров, которые, как планируется, будут стоить всего 4000 долларов.
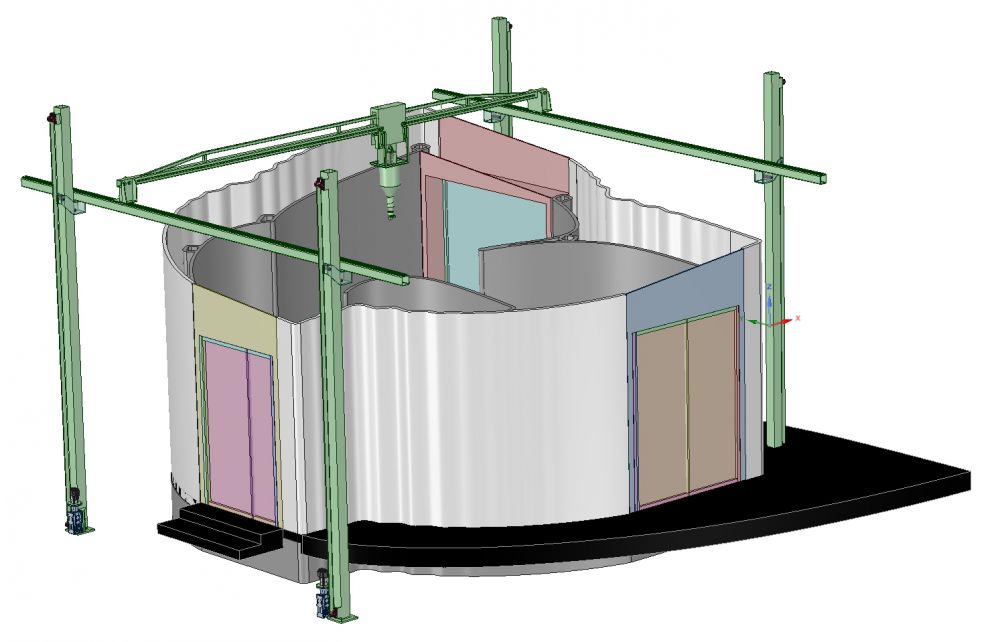 Это также относится к строительству и архитектуре, где инновации и творчество особенно поощряются.
Это также относится к строительству и архитектуре, где инновации и творчество особенно поощряются.

 Учитывайте всю энергию, необходимую для транспортировки сырья и ежедневного перемещения целых бригад рабочих на строительную площадку. За счет сокращения трудоемкости и поиска материалов на месте 3D-печать может быть более устойчивой в долгосрочной перспективе.
Учитывайте всю энергию, необходимую для транспортировки сырья и ежедневного перемещения целых бригад рабочих на строительную площадку. За счет сокращения трудоемкости и поиска материалов на месте 3D-печать может быть более устойчивой в долгосрочной перспективе.

 Неудивительно, что НАСА так заинтересовано в этой технологии.
Неудивительно, что НАСА так заинтересовано в этой технологии.
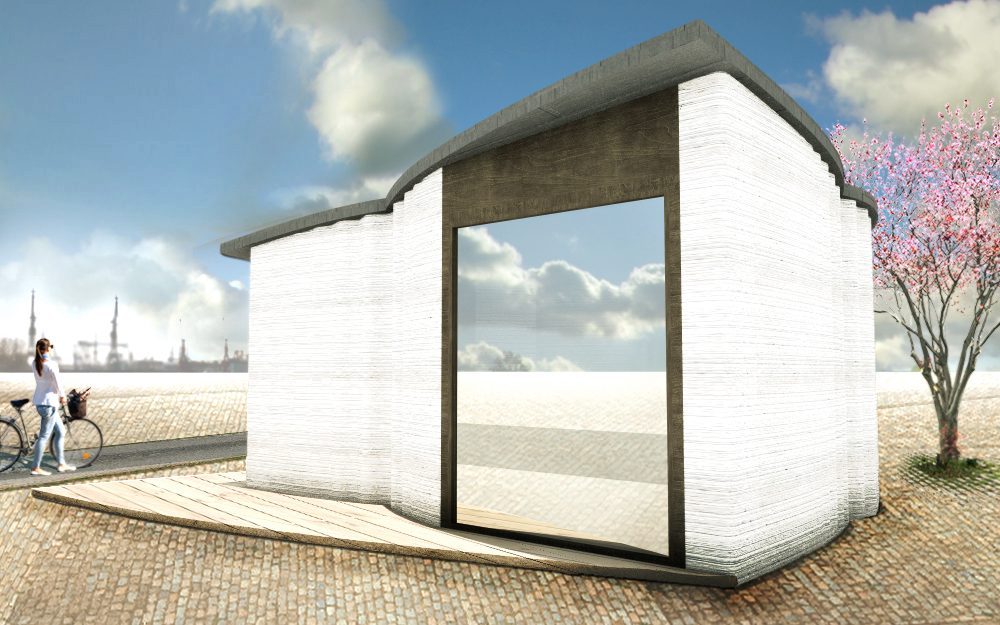
 Двухэтажное здание площадью 640 кв. м в настоящее время является домом для муниципалитета Дубая, являясь вторым правительственным зданием, напечатанным на 3D-принтере, после уже упомянутого «Офиса будущего».
Двухэтажное здание площадью 640 кв. м в настоящее время является домом для муниципалитета Дубая, являясь вторым правительственным зданием, напечатанным на 3D-принтере, после уже упомянутого «Офиса будущего».


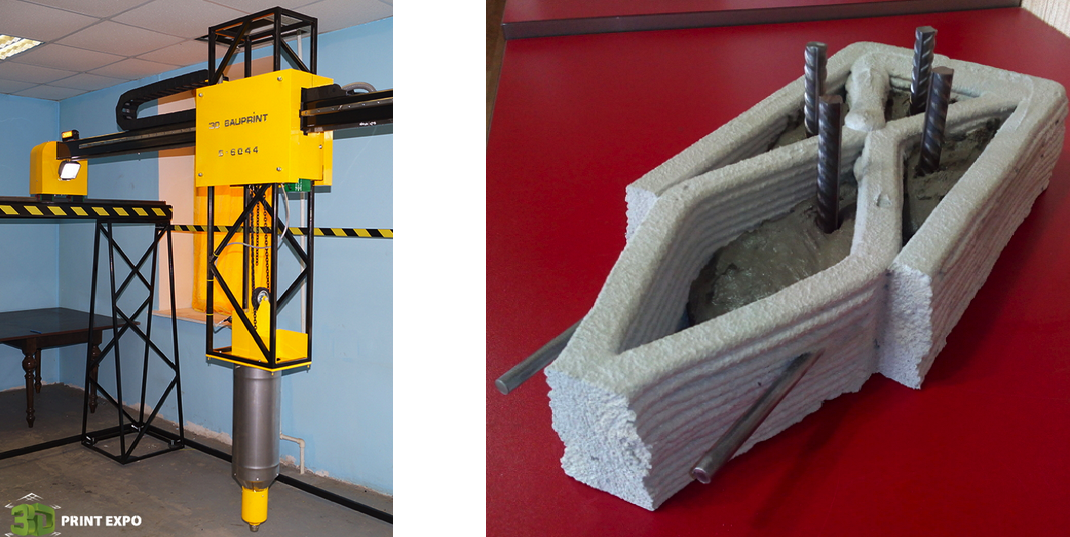 До принятия информационного моделирования зданий (BIM) 3D-печать даже использовалась архитектурными фирмами для создания масштабных моделей. Вскоре его использовали для более амбициозных строительных целей.
До принятия информационного моделирования зданий (BIM) 3D-печать даже использовалась архитектурными фирмами для создания масштабных моделей. Вскоре его использовали для более амбициозных строительных целей.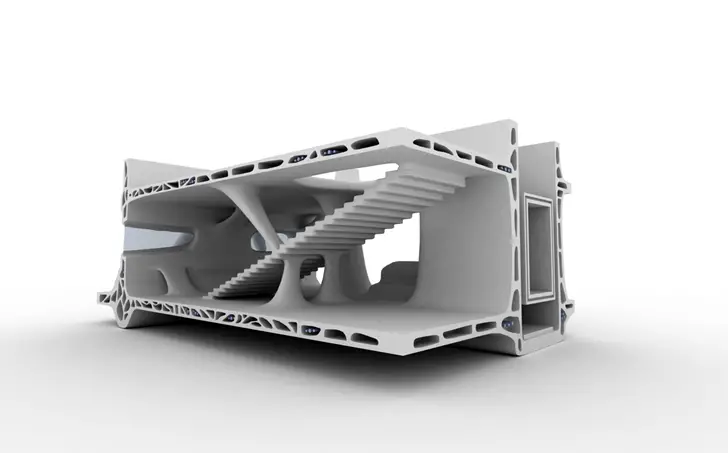 Строительство заняло всего 17 дней.
Строительство заняло всего 17 дней.

 Хотя 3D-печать не сможет решить все проблемы строительного мусора. , это может помочь. Во многом это связано с тем, что 3D-печать — это процесс аддитивного производства, в котором используется ровно столько материала, сколько необходимо для создания структуры. В сочетании с другими процессами сокращения отходов и методами строительства, такими как сборные конструкции и бережливое строительство, потенциал безотходного здания кажется все более вероятным.
Хотя 3D-печать не сможет решить все проблемы строительного мусора. , это может помочь. Во многом это связано с тем, что 3D-печать — это процесс аддитивного производства, в котором используется ровно столько материала, сколько необходимо для создания структуры. В сочетании с другими процессами сокращения отходов и методами строительства, такими как сборные конструкции и бережливое строительство, потенциал безотходного здания кажется все более вероятным.
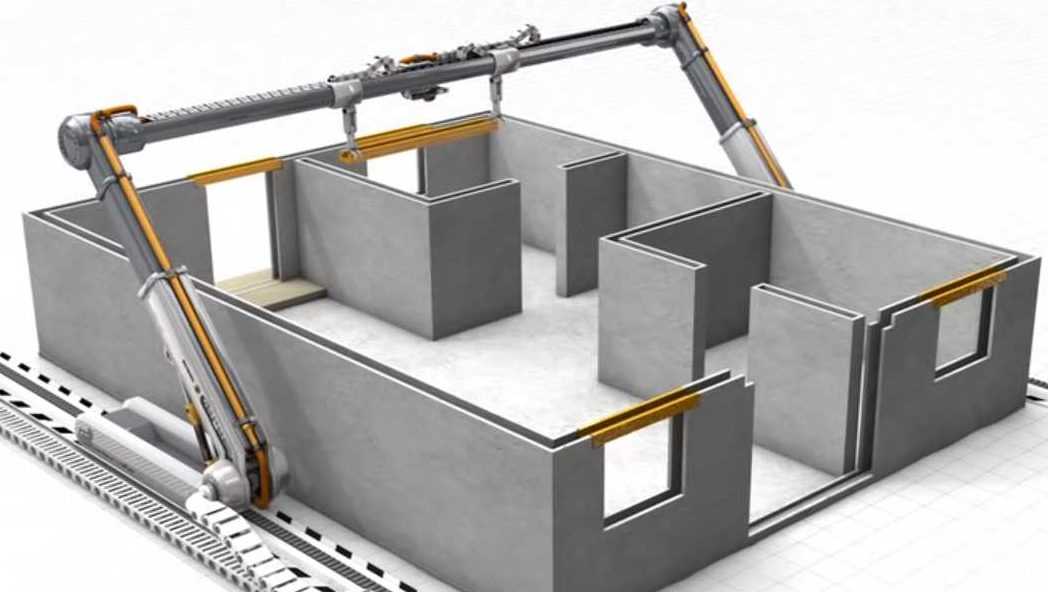 В настоящее время многим профессионалам в области строительства трудно оправдать стоимость 3D-печати преимуществами технологии.
В настоящее время многим профессионалам в области строительства трудно оправдать стоимость 3D-печати преимуществами технологии. Кроме того, контроль качества в строительстве уже может быть непростым делом. Если не осуществлять постоянный контроль и надзор со стороны реальных людей, качество 3D-печати может оказаться очень дорогим беспорядком.
Кроме того, контроль качества в строительстве уже может быть непростым делом. Если не осуществлять постоянный контроль и надзор со стороны реальных людей, качество 3D-печати может оказаться очень дорогим беспорядком.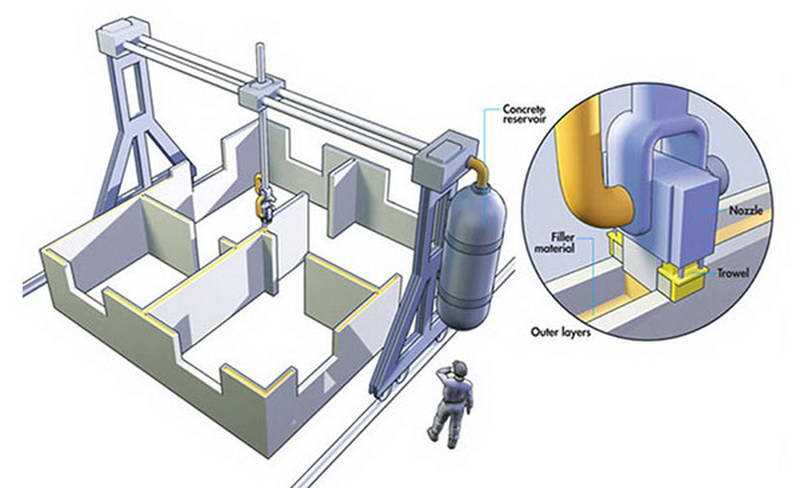
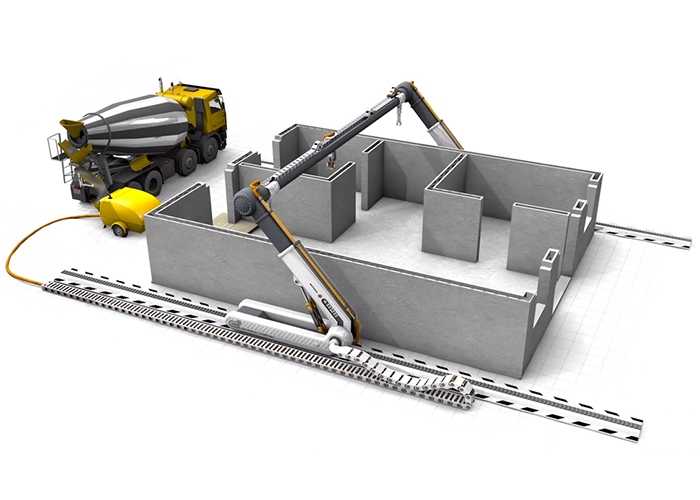 Поиск подходящего программного обеспечения для архитектуры может быть сложным. Многие программы, от ArchiCAD до Revit, посвящены архитектуре и предлагают отличные наборы инструментов.
Поиск подходящего программного обеспечения для архитектуры может быть сложным. Многие программы, от ArchiCAD до Revit, посвящены архитектуре и предлагают отличные наборы инструментов. Казалось бы, у нас есть подходящие технологии для строительства разных сооружений, мы делаем стабильные дома, квартиры и офисы, есть ли что еще улучшать? О, да. Восстановление целых городов после стихийного бедствия, предоставление приюта бездомным и создание более устойчивых мест обитания — вот лишь несколько проблем, с которыми может помочь 3D-печать.
Казалось бы, у нас есть подходящие технологии для строительства разных сооружений, мы делаем стабильные дома, квартиры и офисы, есть ли что еще улучшать? О, да. Восстановление целых городов после стихийного бедствия, предоставление приюта бездомным и создание более устойчивых мест обитания — вот лишь несколько проблем, с которыми может помочь 3D-печать. Нет необходимости в дополнительной поддержке, различных материалах и других аспектах, которые требуют традиционные методы.
Нет необходимости в дополнительной поддержке, различных материалах и других аспектах, которые требуют традиционные методы.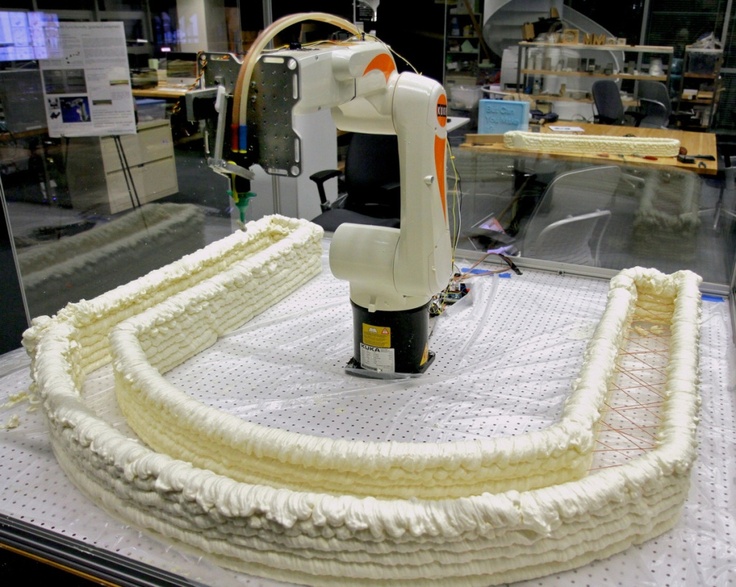 Итальянская компания WASP сделала значительный шаг вперед в развитии 3D-печати и разработала один из крупнейших 3D-принтеров в мире, способный строить дома из местных материалов и использовать экологически чистую энергию (гидроэнергию, энергию ветра или солнечную энергию). Это означает гораздо меньшие выбросы, что является большой проблемой в современной строительной отрасли.
Итальянская компания WASP сделала значительный шаг вперед в развитии 3D-печати и разработала один из крупнейших 3D-принтеров в мире, способный строить дома из местных материалов и использовать экологически чистую энергию (гидроэнергию, энергию ветра или солнечную энергию). Это означает гораздо меньшие выбросы, что является большой проблемой в современной строительной отрасли. Эти факторы радикально снижают затраты на создание любой 3D-печатной конструкции.
Эти факторы радикально снижают затраты на создание любой 3D-печатной конструкции.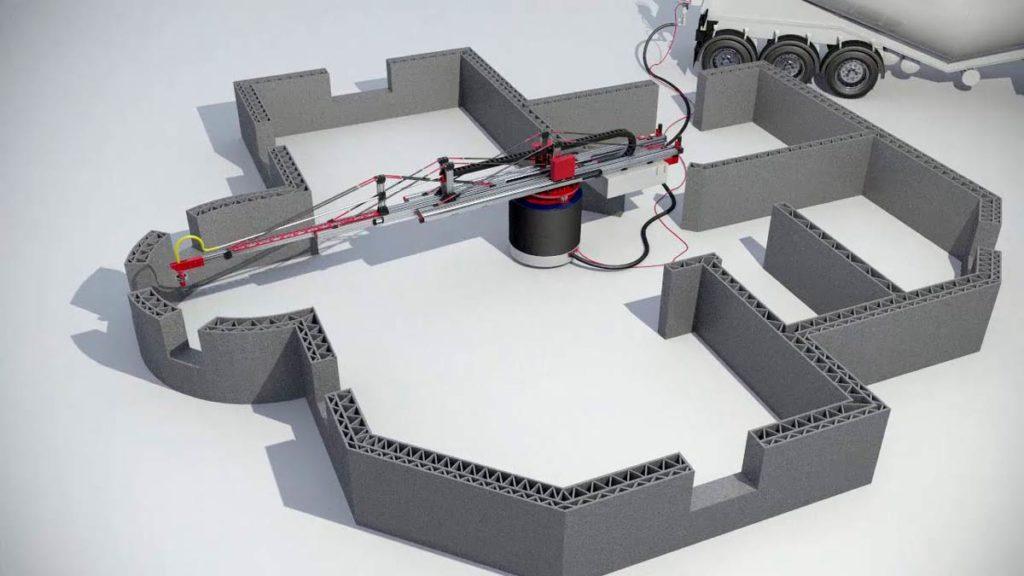 На основе этих чертежей можно сделать 3D-модель конструкции, чтобы удовлетворить ожидания клиентов и показать им лучшие проектные решения.
На основе этих чертежей можно сделать 3D-модель конструкции, чтобы удовлетворить ожидания клиентов и показать им лучшие проектные решения. Настроить где-нибудь 3D-принтер на несколько дней доступнее, чем переселить туда всех рабочих. Кроме того, некоторым машинам не требуется электричество, поскольку они работают на экологически чистой энергии, чтобы нам было легче добраться до неосвоенных районов.
Настроить где-нибудь 3D-принтер на несколько дней доступнее, чем переселить туда всех рабочих. Кроме того, некоторым машинам не требуется электричество, поскольку они работают на экологически чистой энергии, чтобы нам было легче добраться до неосвоенных районов.
 3D-печать открывает новые возможности дизайна, снижает затраты и позволяет создавать устойчивые строительные проекты с минимальным воздействием на окружающую среду. Мы уже говорили о теории. Теперь давайте перейдем к тому, как преимущества AM применяются на практике!
3D-печать открывает новые возможности дизайна, снижает затраты и позволяет создавать устойчивые строительные проекты с минимальным воздействием на окружающую среду. Мы уже говорили о теории. Теперь давайте перейдем к тому, как преимущества AM применяются на практике! Компания также хотела продемонстрировать, что форма зданий не обязательно должна быть квадратной. Мы можем открыть архитектуру для принятия новых форм. Подобные эксперименты показывают, что аддитивное производство может стать серьезным решением жилищного кризиса в ближайшие годы.
Компания также хотела продемонстрировать, что форма зданий не обязательно должна быть квадратной. Мы можем открыть архитектуру для принятия новых форм. Подобные эксперименты показывают, что аддитивное производство может стать серьезным решением жилищного кризиса в ближайшие годы. Машина может быть легко перемещена в развивающиеся страны и может работать без электричества. Принтер может построить дом площадью от 600 до 800 квадратных футов (55–75 квадратных метров) всего за 24 часа. Благодаря 3D-технологиям стоимость составляет всего 4 000$. Это действительно может изменить будущее жилья и борьбы с бездомностью.
Машина может быть легко перемещена в развивающиеся страны и может работать без электричества. Принтер может построить дом площадью от 600 до 800 квадратных футов (55–75 квадратных метров) всего за 24 часа. Благодаря 3D-технологиям стоимость составляет всего 4 000$. Это действительно может изменить будущее жилья и борьбы с бездомностью.

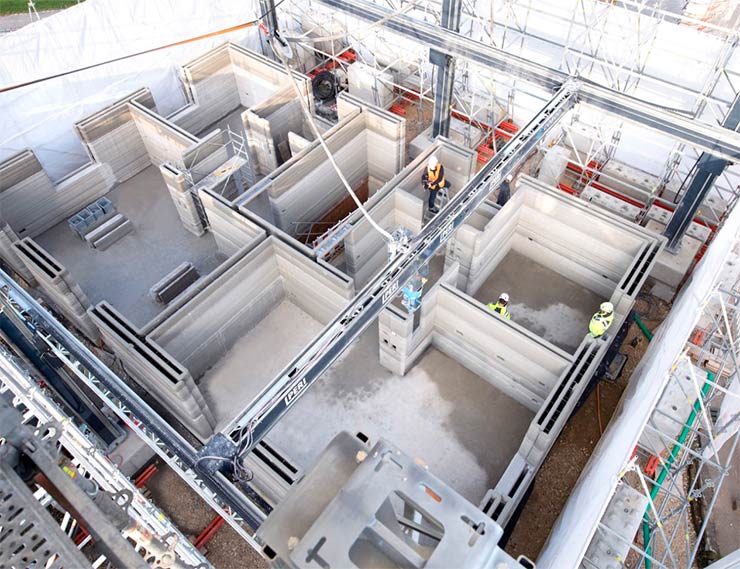 Эта впечатляющая конструкция имеет абстрактный и вдохновленный биографией дизайн, а мост строится сам благодаря разработанному инженерами 3D-программному обеспечению.
Эта впечатляющая конструкция имеет абстрактный и вдохновленный биографией дизайн, а мост строится сам благодаря разработанному инженерами 3D-программному обеспечению. Цель здесь состоит в том, чтобы разрешить строительство тонких архитектурных проектов, учитывая некоторые аспекты устойчивости, избегая отходов материалов и выбросов CO2.
Цель здесь состоит в том, чтобы разрешить строительство тонких архитектурных проектов, учитывая некоторые аспекты устойчивости, избегая отходов материалов и выбросов CO2.
 CASE
CASE
 Они значительно дешевле, но при этом не уступают по характеристикам промышленным аналогам.
Они значительно дешевле, но при этом не уступают по характеристикам промышленным аналогам. Так, сварочный инвертор Телвин обладает следующими преимуществами:
Так, сварочный инвертор Телвин обладает следующими преимуществами: Тяжелые аппараты снабжены специальными устройствами для транспортировки, более легкие – имеют надежные ручки.
Тяжелые аппараты снабжены специальными устройствами для транспортировки, более легкие – имеют надежные ручки.
 На самом деле необходимо учитывать множество параметров, начиная с того, как будут использоваться эти сварочные аппараты: домашние, профессиональные или промышленные. Поэтому в этой статье мы сосредоточимся на Инверторный сварочный аппарат Telwin модели , пытаясь понять, какие из них лучше и как их оценить.
На самом деле необходимо учитывать множество параметров, начиная с того, как будут использоваться эти сварочные аппараты: домашние, профессиональные или промышленные. Поэтому в этой статье мы сосредоточимся на Инверторный сварочный аппарат Telwin модели , пытаясь понять, какие из них лучше и как их оценить.


 В некоторых ситуациях сварка также может быть опасной, поэтому сварочный аппарат должен обеспечивать высочайший уровень безопасности и защиты. Каждая Инверторный сварочный аппарат TELWIN оснащен термостатической защитой, защитой от пониженного напряжения, перенапряжения и перегрузки по току, поэтому его можно легко подключить к мотор-генератору достаточной мощности.
В некоторых ситуациях сварка также может быть опасной, поэтому сварочный аппарат должен обеспечивать высочайший уровень безопасности и защиты. Каждая Инверторный сварочный аппарат TELWIN оснащен термостатической защитой, защитой от пониженного напряжения, перенапряжения и перегрузки по току, поэтому его можно легко подключить к мотор-генератору достаточной мощности. Бесступенчатая регулировка сварочного тока.
Бесступенчатая регулировка сварочного тока.  /макс. (В)
/макс. (В) 0
0
 Маркет
Маркет
 Проведенные сличения подтвердили квалификацию и уровень нашей … подробнее
Проведенные сличения подтвердили квалификацию и уровень нашей … подробнее Конструктивно выполнены «с ушком» для дополнительного крепления с отверстием диаметром 6 мм. Диаметр гильзы для крепления прибора в штативе или …
Конструктивно выполнены «с ушком» для дополнительного крепления с отверстием диаметром 6 мм. Диаметр гильзы для крепления прибора в штативе или … ..
..

 )
) 360⁰ Подключенный трехплоскостной лазерный нивелир с зеленым лучом
360⁰ Подключенный трехплоскостной лазерный нивелир с зеленым лучом диаметр
диаметр диаметр
диаметр 360⁰, трехплоскостной нивелирно-линейный лазер с зеленым лучом, (1) литий-ионный аккумулятор, 12 В, макс. 2,0 А·ч, (1) зарядное устройство для литий-ионного аккумулятора, 12 В, макс., (1) Устройство позиционирования BM 1, (1) Лазерная мишень, (1) Адаптер для щелочных батарей AA1, (1) Прочный чехол, (1) Жесткий футляр для переноски
360⁰, трехплоскостной нивелирно-линейный лазер с зеленым лучом, (1) литий-ионный аккумулятор, 12 В, макс. 2,0 А·ч, (1) зарядное устройство для литий-ионного аккумулятора, 12 В, макс., (1) Устройство позиционирования BM 1, (1) Лазерная мишень, (1) Адаптер для щелочных батарей AA1, (1) Прочный чехол, (1) Жесткий футляр для переноски 12 В подключенный перекрестный лазер зеленого луча с точками отвеса, (1) крепление RM 2, (1) 12 В макс. литий-ионный аккумулятор 2,0 Ач , (1) зарядное устройство для литий-ионных аккумуляторов макс. 12 В, (1) зажим для крепления к потолку, (1) лазерная мишень, (1) сверхпрочный чехол, (1) жесткий чехол для переноски
12 В подключенный перекрестный лазер зеленого луча с точками отвеса, (1) крепление RM 2, (1) 12 В макс. литий-ионный аккумулятор 2,0 Ач , (1) зарядное устройство для литий-ионных аккумуляторов макс. 12 В, (1) зажим для крепления к потолку, (1) лазерная мишень, (1) сверхпрочный чехол, (1) жесткий чехол для переноски


 Данные сформированы с учетом общепринятых методологий на базе собственной нейросети и не носят рекомендательный характер.
Данные сформированы с учетом общепринятых методологий на базе собственной нейросети и не носят рекомендательный характер. , ₽
, ₽
 счетов:
счетов:
 org/PostalAddress»>
org/PostalAddress»> С данными для проверки организации по ИНН и информации о ООО «ПРОФИНСТРУМЕНТ» можно ознакомиться ниже или сразу заказать платную выписку в форме документа pdf с электронной подписью на вашу почту.
С данными для проверки организации по ИНН и информации о ООО «ПРОФИНСТРУМЕНТ» можно ознакомиться ниже или сразу заказать платную выписку в форме документа pdf с электронной подписью на вашу почту. 74
74 74 (осн)
74 (осн) Пензы
Пензы ..
..
 Если нет, взгляните ниже на тот, который демонстрирует возможность и предстоящий запуск продукта. На первый взгляд может показаться, что это хорошая идея. Возможности использования аккумуляторных адаптеров для электроинструментов огромны. Выясните, кто производит лучшие литий-ионные аккумуляторы на планете, и соедините их с лучшим аккумуляторным ударным шуруповертом или другими инструментами в каждом классе, независимо от производителя, просто используя аккумуляторный интерфейс.
Если нет, взгляните ниже на тот, который демонстрирует возможность и предстоящий запуск продукта. На первый взгляд может показаться, что это хорошая идея. Возможности использования аккумуляторных адаптеров для электроинструментов огромны. Выясните, кто производит лучшие литий-ионные аккумуляторы на планете, и соедините их с лучшим аккумуляторным ударным шуруповертом или другими инструментами в каждом классе, независимо от производителя, просто используя аккумуляторный интерфейс. Инструменты на 9,6 В работают от 14,4 В или даже 18 В! Кто бы не хотел, чтобы это было в их руках?
Инструменты на 9,6 В работают от 14,4 В или даже 18 В! Кто бы не хотел, чтобы это было в их руках?
 Удалите некоторые из этих предохранителей, и инструмент может просто не выключиться, когда он слишком сильно нагревается от упаковки… или наоборот.
Удалите некоторые из этих предохранителей, и инструмент может просто не выключиться, когда он слишком сильно нагревается от упаковки… или наоборот. То же самое касается и этих усилителей напряжения. Вы просто говорите инструменту нажать педаль газа дальше. Как и в случае с адаптером батареи, для этого вы обходите электронные средства связи. Ваш автомобиль, скорее всего, выключится до того, как произойдет необратимое повреждение, и ваш беспроводной инструмент делает то же самое.
То же самое касается и этих усилителей напряжения. Вы просто говорите инструменту нажать педаль газа дальше. Как и в случае с адаптером батареи, для этого вы обходите электронные средства связи. Ваш автомобиль, скорее всего, выключится до того, как произойдет необратимое повреждение, и ваш беспроводной инструмент делает то же самое. Ударьте этой дрелью с крыши на бетон, и вы вряд ли получите ее обслуживание по гарантии. Аналогичный эффект может иметь использование инструмента со сторонними адаптерами батареи. Производителям не нравится, когда вы обходите протоколы безопасной связи, встроенные в их аккумуляторы и/или инструменты. Эта электроника существует не просто так.
Ударьте этой дрелью с крыши на бетон, и вы вряд ли получите ее обслуживание по гарантии. Аналогичный эффект может иметь использование инструмента со сторонними адаптерами батареи. Производителям не нравится, когда вы обходите протоколы безопасной связи, встроенные в их аккумуляторы и/или инструменты. Эта электроника существует не просто так. .99) заявлена совместимость с большинством инструментов DeWalt 18V. Он позволяет использовать аккумуляторы 20V Max в большинстве их 18-вольтовых инструментов. Однако они дают достаточно большой список исключений — вероятно, по некоторым из причин, изложенных выше. Адаптер также не будет работать с аккумуляторами FlexVolt.
.99) заявлена совместимость с большинством инструментов DeWalt 18V. Он позволяет использовать аккумуляторы 20V Max в большинстве их 18-вольтовых инструментов. Однако они дают достаточно большой список исключений — вероятно, по некоторым из причин, изложенных выше. Адаптер также не будет работать с аккумуляторами FlexVolt. Если вы действительно хотите быть дешевым, сделайте это с ударным шуруповертом Harbour Freight за 40 долларов, а не с первоклассной дрелью, за которую вы когда-то заплатили хорошие деньги. Использование сторонних аккумуляторных адаптеров для инструментов просто создает слишком много потенциальных проблем, чтобы мы их рассматривали. Время — деньги, и мы хотим, чтобы наши инструменты всегда работали, позволяя нам выполнять как можно больше работы.
Если вы действительно хотите быть дешевым, сделайте это с ударным шуруповертом Harbour Freight за 40 долларов, а не с первоклассной дрелью, за которую вы когда-то заплатили хорошие деньги. Использование сторонних аккумуляторных адаптеров для инструментов просто создает слишком много потенциальных проблем, чтобы мы их рассматривали. Время — деньги, и мы хотим, чтобы наши инструменты всегда работали, позволяя нам выполнять как можно больше работы. Среди них были Sony, Marantz, Sherwood, Phase Linnear, SAE, Thorens, Stanton, Rabco, Akai, EPI, RTR, Dahlquist, Micro Acoustics, AR, Jamo, Design Acoustics, Tannoy и другие, которые сформировали нашу раннюю индустрию. Несколько лет спустя он стал соучредителем Audio Warehouse , которая за несколько лет стала крупнейшей аудио сетью в Огайо. Затем Берни занялся производством/импортом, запустив марку громкоговорителей Synergistics и вскоре после этого приобрел Sherwood , линию, которую он представлял и которая была последним независимым американским брендом ресиверов. В конечном итоге Sherwood был продан корейской компании Inkel, нынешнему владельцу Sherwood America . Затем в качестве исполнительного директора Берни присоединился к Гэри Маккормик из Ovation, Джо Пиччирилли из Sound Advice, Линда Верин из Sound Track и Тригве Свенсон из Sound Trek запускают PEM , первую группу по закупкам дилеров, специализирующихся на аудио. Основатели PEM сформировали нынешнюю PRO Group .
Среди них были Sony, Marantz, Sherwood, Phase Linnear, SAE, Thorens, Stanton, Rabco, Akai, EPI, RTR, Dahlquist, Micro Acoustics, AR, Jamo, Design Acoustics, Tannoy и другие, которые сформировали нашу раннюю индустрию. Несколько лет спустя он стал соучредителем Audio Warehouse , которая за несколько лет стала крупнейшей аудио сетью в Огайо. Затем Берни занялся производством/импортом, запустив марку громкоговорителей Synergistics и вскоре после этого приобрел Sherwood , линию, которую он представлял и которая была последним независимым американским брендом ресиверов. В конечном итоге Sherwood был продан корейской компании Inkel, нынешнему владельцу Sherwood America . Затем в качестве исполнительного директора Берни присоединился к Гэри Маккормик из Ovation, Джо Пиччирилли из Sound Advice, Линда Верин из Sound Track и Тригве Свенсон из Sound Trek запускают PEM , первую группу по закупкам дилеров, специализирующихся на аудио. Основатели PEM сформировали нынешнюю PRO Group .
 Его исследования в аспирантуре привели к тому, что Фил подал заявку на свой первый патент на оптимизацию баса, и примерно в то же время (1978 г.) он запустил Phase Research. Всего за пару лет дистрибуция в США выросла до 250 специалистов по звуку и 15 зарубежных дистрибьюторов. Несколько лет спустя он продал Phase Research и посвятил свое время разработке «бестрансформаторных планарных ленточных средне-высокочастотных драйверов». Затем он представил громкоговорители Clements, отличающиеся не только выдающимися басами, но и новой ленточной технологией, на которую он получил несколько дополнительных патентов. В конце 80-х канадский конгломерат Audiosphere сделал предложение о покупке Clements, которое Фил принял. Некоторое время спустя Orion воспользовалась опытом Фила для запуска своего нового подразделения домашней аудиотехники под названием SOLUS, которое в конечном итоге они продали ADS. Как это часто бывает в нашей индустрии, и Audiosphere, и ADS потерпели неудачу, поэтому Фил выкупил оба имени и за последние 19лет работает с громкоговорителями SOLUS/CLEMENTS.
Его исследования в аспирантуре привели к тому, что Фил подал заявку на свой первый патент на оптимизацию баса, и примерно в то же время (1978 г.) он запустил Phase Research. Всего за пару лет дистрибуция в США выросла до 250 специалистов по звуку и 15 зарубежных дистрибьюторов. Несколько лет спустя он продал Phase Research и посвятил свое время разработке «бестрансформаторных планарных ленточных средне-высокочастотных драйверов». Затем он представил громкоговорители Clements, отличающиеся не только выдающимися басами, но и новой ленточной технологией, на которую он получил несколько дополнительных патентов. В конце 80-х канадский конгломерат Audiosphere сделал предложение о покупке Clements, которое Фил принял. Некоторое время спустя Orion воспользовалась опытом Фила для запуска своего нового подразделения домашней аудиотехники под названием SOLUS, которое в конечном итоге они продали ADS. Как это часто бывает в нашей индустрии, и Audiosphere, и ADS потерпели неудачу, поэтому Фил выкупил оба имени и за последние 19лет работает с громкоговорителями SOLUS/CLEMENTS. Попутно они получили множество «восторженных» отзывов. На выставке CES 2017 компания Solus/Clements получила награду Sound&visions «Лучший 2-канальный канал» за Entre II и первое место в списке 10 лучших продуктов для умного дома от Electronic House.
Попутно они получили множество «восторженных» отзывов. На выставке CES 2017 компания Solus/Clements получила награду Sound&visions «Лучший 2-канальный канал» за Entre II и первое место в списке 10 лучших продуктов для умного дома от Electronic House. , неравномерный дизайн …. общие характеристики / ценность трудно переоценить ». В июле / августе 2017 г. Sound&Vision в описании I-PAShd SOLUS Entrée II «В целом это было так хорошо, как я когда-либо слышал орган Сен-Санса. Симфонический звук в демо. Баланс и общее ощущение были правильными. Единственный лучший опыт был вживую» …и это книжные полки, а не башни! Теперь Фил готов и хочет разработать что-то такое же хорошее для ваших продуктов SELECT.
, неравномерный дизайн …. общие характеристики / ценность трудно переоценить ». В июле / августе 2017 г. Sound&Vision в описании I-PAShd SOLUS Entrée II «В целом это было так хорошо, как я когда-либо слышал орган Сен-Санса. Симфонический звук в демо. Баланс и общее ощущение были правильными. Единственный лучший опыт был вживую» …и это книжные полки, а не башни! Теперь Фил готов и хочет разработать что-то такое же хорошее для ваших продуктов SELECT. 0078 Технический директор по исследованиям и продажам Ferrofludics Corporation . Находясь там, он стал соавтором исчерпывающих исследований поведения феррожидкости в динамиках и системах громкоговорителей, опубликованных в Journal of the Audio Engineering Society. Позже Лу присоединился к U.S. Pioneer в качестве вице-президента подразделения OEM, где он разработал и запатентовал первый низкочастотный динамик из углеродного волокна и первый твитер из PEI. Лу покинул Pioneer, чтобы занять должность исполнительного вице-президента по OEM-маркетингу, продажам и инжинирингу на заводе Onkyo America 9.0079 в Колумбусе, штат Индиана, управляя несколькими вице-президентами, отделом продаж и почти 20 инженерами. Когда производство Onkyo переместилось в Китай, Лу стал независимым инженером-консультантом.
0078 Технический директор по исследованиям и продажам Ferrofludics Corporation . Находясь там, он стал соавтором исчерпывающих исследований поведения феррожидкости в динамиках и системах громкоговорителей, опубликованных в Journal of the Audio Engineering Society. Позже Лу присоединился к U.S. Pioneer в качестве вице-президента подразделения OEM, где он разработал и запатентовал первый низкочастотный динамик из углеродного волокна и первый твитер из PEI. Лу покинул Pioneer, чтобы занять должность исполнительного вице-президента по OEM-маркетингу, продажам и инжинирингу на заводе Onkyo America 9.0079 в Колумбусе, штат Индиана, управляя несколькими вице-президентами, отделом продаж и почти 20 инженерами. Когда производство Onkyo переместилось в Китай, Лу стал независимым инженером-консультантом. По нашему опыту, Лу обладает непревзойденной способностью добиваться ровного глубокого баса от небольших драйверов …результатом которых стали одни из самых популярных пассивных и активных акустических систем, продаваемых под известными национальными брендами. В 2016 году Лу спроектировал и координировал производство 48 ультрасовременных (2,5-дюймовых полнодиапазонных) динамиков для модели Epique CBT24 по цене 1995 долларов США за штуку. Дон Кил разработал Epique CBT24. дизайн как «уникальный… обеспечивает исключительную производительность… исключительный стереофонический образ… и удивительную постоянную направленность». Несколько лет назад Лу спроектировал и координировал производство 4-дюймовых низкочастотных динамиков в высокорейтинговой платформе Atlantic Technology PB-235 (79 долларов США).9) Громкоговоритель с питанием от H-PAS, который журнал Home Theater Magazine отметил: «Бас был завораживающе супергладким и, опять же, совершенно поразительным по своей глубине, учитывая размер коробки, из которой он исходил».
По нашему опыту, Лу обладает непревзойденной способностью добиваться ровного глубокого баса от небольших драйверов …результатом которых стали одни из самых популярных пассивных и активных акустических систем, продаваемых под известными национальными брендами. В 2016 году Лу спроектировал и координировал производство 48 ультрасовременных (2,5-дюймовых полнодиапазонных) динамиков для модели Epique CBT24 по цене 1995 долларов США за штуку. Дон Кил разработал Epique CBT24. дизайн как «уникальный… обеспечивает исключительную производительность… исключительный стереофонический образ… и удивительную постоянную направленность». Несколько лет назад Лу спроектировал и координировал производство 4-дюймовых низкочастотных динамиков в высокорейтинговой платформе Atlantic Technology PB-235 (79 долларов США).9) Громкоговоритель с питанием от H-PAS, который журнал Home Theater Magazine отметил: «Бас был завораживающе супергладким и, опять же, совершенно поразительным по своей глубине, учитывая размер коробки, из которой он исходил».

 После того как паста распределится по поверхности можем увеличить скорость.
После того как паста распределится по поверхности можем увеличить скорость.






 Лепестковые диски, например, легче контролировать, и они снижают риск удаления слишком большого количества материала и нарушения целостности пробирки.
Лепестковые диски, например, легче контролировать, и они снижают риск удаления слишком большого количества материала и нарушения целостности пробирки.
 Однако, если толщина стенки материала слишком мала, он может образовать острую кромку и повредить абразивные лепестки лепесткового круга.
Однако, если толщина стенки материала слишком мала, он может образовать острую кромку и повредить абразивные лепестки лепесткового круга. Вдавленный центр уменьшает эффективную режущую поверхность и создает потенциальную точку помех.
Вдавленный центр уменьшает эффективную режущую поверхность и создает потенциальную точку помех. Для резки используйте легкое давление и последовательное раскачивающее движение через разрез. Это сводит к минимуму трение и позволяет колесу проходить через материал.
Для резки используйте легкое давление и последовательное раскачивающее движение через разрез. Это сводит к минимуму трение и позволяет колесу проходить через материал.