ПКУ-16 пресс-клещи усиленные для медных наконечников и гильз 1,5
Пресс-клещи ЗУБР 45458, предназначены для опрессовки изолированных и неизолированных кабельных наконечников и штекеров. Изготовлены из высококачественной стали. Обладают повышенным ресурсом, обеспечивает наивысшее качество электромонтажных работ.
Преимущества
Качественный обжим кабельных наконечников.
Рычажная конструкция обеспечивает удобство в процессе работы.
Применение
Ручные пресс-клещи предназначены для обжима кабельных наконечников и гильз.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
С этим товаром покупают
В наличии
Купить в 1 клик
5 900 ₽
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
Распродажа
67 819 ₽
30 760 ₽
В наличии
Купить в 1 клик
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 010 ₽
В наличии
Купить в 1 клик
19 511 ₽
9 040 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 210 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Купить в 1 клик
Пресс-клещи усиленные KRAFTOOL PKF-16, для медных наконечников и гильз / 45466
БЕНЗОПИЛЫ, ЭЛЕКТРОПИЛЫ + РАСХОДКА
БЕТОНОМЕШАЛКИ
МОТОБЛОКИ + КУЛЬТИВАТОРЫ
МОТОБУКСИРОВЩИКИ (МОТОСОБАКИ) И КОМПЛЕКТУЮЩИЕ
МОТОБУРЫ, РУЧНЫЕ БУРЫ, ШНЕКИ
СНЕГОУБОРОЧНИКИ
СТАБИЛИЗАТОРЫ
ТЕПЛОВОЕ ОБОРУДОВАНИЕ
ТРИММЕРЫ + КУСТОРЕЗЫ
ЭЛЕКТРОГЕНЕРАТОРЫ
АВТОМОЙКИ
АКСЕССУАРЫ ДЛЯ АВТОМОБИЛЯ
ВСЁ ДЛЯ ВАШЕГО ОГОРОДА
ВЫСОТОРЕЗЫ
ГАЗОНОКОСИЛКИ И СКАРИФИКАТОРЫ
ДВИГАТЕЛИ БЕНЗИНОВЫЕ И ЭЛЕКТРИЧЕСКИЕ
ЗАПЧАСТИ
КОМПРЕССОРЫ И ПНЕВМАТИЧЕСКИЙ ИНСТРУМЕНТ
КРЕПЕЖНЫЕ ПРИСПОСОБЛЕНИЯ
ЛЕСТНИЦЫ, СТРЕМЯНКИ
ЛОДОЧНЫЕ МОТОРЫ
МОТОПОМПЫ
НАСОСЫ
ОБОРУДОВАНИЕ ДЛЯ ФЕРМЕРОВ
ОПРЫСКИВАТЕЛИ БЕНЗИНОВЫЕ и РУЧНЫЕ
ПОДМЕТАЛЬНЫЕ МАШИНЫ И АКСЕССУАРЫ
ПОДЪЁМНЫЕ МЕХАНИЗМЫ, РАСХОДКА
ПРОМСЫРЬЕ
ПУСКО-ЗАРЯДНЫЕ УСТРОЙСТВА
РАСХОДНЫЕ МАТЕРИАЛЫ
САДОВЫЕ ИЗМЕЛЬЧИТЕЛИ, ДРОБИЛКИ
САДОВЫЕ НОЖНИЦЫ
САДОВЫЕ ПЫЛЕСОСЫ И ВОЗДУХОДУВЫ
СВАРОЧНОЕ ОБОРУДОВАНИЕ
СЛЕСАРНО-СТРОИТЕЛЬНЫЙ ИНСТРУМЕНТ
СПЕЦОДЕЖДА
СТАНКИ
СТРОИТЕЛЬНАЯ ТЕХНИКА
ТУРИЗМ, СПОРТ, ОТДЫХ, СУВЕНИРЫ
ШТУКАТУРНО-МАЛЯРНЫЙ ИНСТРУМЕНТ
ЭЛЕКТРОИНСТРУМЕНТ
ЭЛЕКТРООБОРУДОВАНИЕ
ХОЗТОВАРЫ
ТРАКТОРА И РАЙДЕРЫ
Описание
Характеристики
Отзывы (0)
Описание
Пресс-клещи KRAFTOOL 45466, предназначены для опрессовки изолированных и неизолированных кабельных наконечников и штекеров. Обладает повышенным ресурсом, обеспечивает наивысшее качество электромонтажных работ. Профиль обжима: клиновидный.
Характеристики
Винторез:
нет
Длина, мм:
245
Сечение неизолир. наконечников (Сu), кв.мм:
1.5-16
Снятие изоляции:
есть
Тип:
пресс-клещи
Чехлы-рукоятки:
удлиненные нескользящие
Напишите свой отзыв о «Пресс-клещи усиленные KRAFTOOL PKF-16, для медных наконечников и гильз / 45466»
Имя / Псевдоним
Плюсы
Минусы
Комментарий
Оценка товара
Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных
Пресс-фитинги — Conklin Metal Industries
RLS = система быстрого запирания
Пресс-фитинги представляют собой решение для соединения труб без использования припоя/пламени в системах с хладагентами под высоким давлением
корректировщики пожара, отсутствие разрешений на огневые работы и отсутствие необходимости продувки азотом
Пресс-фитинги RLS предлагают простой, эффективный и экономичный метод создания герметичных соединений медных труб. Изготовленные из мягкой меди для легкого обжима, пресс-фитинги RLS могут соединяться как с трубкой из мягкой меди, так и с жесткотянутой трубой ACR. Процесс жима СБН очень прост и может быть выполнен с минимальной подготовкой. Концы медных трубок предварительно подготавливаются так же, как и при пайке. Всего за 10 секунд пресс-инструмент создает прочное и надежное механическое соединение без опасностей тепла или горючего газа. Идеально подходит для объектов, где владельцы зданий не хотят открытого огня в своих зданиях (например, в больницах и центрах обработки данных).
1. Вставьте трубку в фитинг2. Выровняйте губки 3. Включите инструмент с питанием от батареи. Чтобы убедиться, что цикл прессования выполнен правильно, на обжимных полосах появится контрольная метка (RLS). Метка будет более выраженной при обжатии жесткой трубки по сравнению с трубкой ACR, но будет видна. Неспособность создать контрольную метку означает либо использование несанкционированной губки, либо использование губки неправильного размера. Если фитинг запрессован неправильно, его необходимо удалить и повторить процедуру с новым фитингом.
Пожалуйста, следуйте всем инструкциям по технике безопасности, описанным в Инструкции по установке RLS.
Установка и ремонт выполняются намного быстрее и проще при использовании медных пресс-фитингов RLS
Преимущества использования пресс-фитингов
• Соединение за 10 секунд • Внесен в список UL до 700 psi • Значительная экономия труда и времени • Требуется меньше оборудования • Безопасность условиях, пожароопасных нет • Без разрешения на проведение огневых работ • Без корректировщика огня • Без продувки азотом • Более гибкий доступ к рабочим площадкам
Хотя твердая медь приемлема в сантехнике, ее использование в качестве прессованных фитингов для хладагента может быть проблематичным, поскольку при прессовании в системе из твердой меди появляются очень маленькие микроскопические трещины, что сокращает жизненный цикл два года.
О компанииКлиенты и проектыДемозалГосзакупкиДоставкаСервисЭнциклопедия 3D
Блог
Контакты
Каталог систем 3D-печати Farsoon от официального дилера в России: характеристики, материалы, фото, примеры использования, цены
Как выбрать 3D-принтер
Фильтры
Фильтры
Farsoon
Материал
Пластик
0
Фотополимер
0
Металл
6
Воск
0
Композитный порошок
0
Песок
0
Производитель
Picaso
7
Stereotech
2
Total Z
8
3DLAM
3
UnionTech
9
Farsoon
12
Stratasys
10
3D Systems
6
SLM Solutions
5
Trumpf
4
BigRep
3
Flashforge
2
FHZL
4
Chamlion
3
Raise3D
1
Технология 3D-печати
Globatek — официальный дилер продукции Farsoon в России
Найдено моделей: 12
Farsoon eForm
Технология: SLS
Камера: 250×250×320 мм
Температура камеры: до 190°C
Мощность лазера: 30 Вт
Цена по запросу
До 3 месяцев
Подробнее
Farsoon 252P
Технология: SLS
Камера: 250×250×320 мм
Температура камеры: до 280°C
Мощность лазера: 55/100 Вт
Цена по запросу
До 3 месяцев
Подробнее
Farsoon Flight 252P
Технология: SLS
Камера: 250×250×320 мм
Температура камеры: до 280°C
Мощность лазера: 300 Вт
Цена по запросу
До 3 месяцев
Подробнее
Farsoon 403P
Технология: SLS
Камера: 400×400×540 мм
Температура камеры: до 220°C
Мощность лазера: 55/100 Вт
Цена по запросу
До 3 месяцев
Подробнее
Farsoon Flight 403P
Технология: SLS
Камера: 400×400×540 мм
Мощность лазера: 500 Вт
Производительность: до 6 л/час
Цена по запросу
До 3 месяцев
Подробнее
Farsoon HT1001P
Технология: SLS
Камера: 1000×500×450 мм
Мощность лазера: 2×100 Вт
Производительность: до 15 л/час
Цена по запросу
До 6 месяцев
Подробнее
Farsoon FS121M
Материал: металл
Камера: 120x120x100 мм
Количество лазеров: 1
Страна: Китай
Цена по запросу
До 3 месяцев
Подробнее
Farsoon FS273M
Материал: металл
Камера: 275x275x355 мм
Количество лазеров: 1 / 2
Страна: Китай
Цена по запросу
До 3 месяцев
Подробнее
Farsoon FS301M
Материал: металл
Камера: 305x305x400 мм
Количество лазеров: 1 / 2
Страна: Китай
Цена по запросу
До 3 месяцев
Подробнее
Farsoon FS421M
Материал: металл
Камера: 425x425x420 мм
Количество лазеров: 1 / 2
Страна: Китай
Цена по запросу
До 3 месяцев
Подробнее
Farsoon FS621M
Материал: металл
Камера: 620x620x1100 мм
Количество лазеров: 1 / 4
Страна: Китай
Цена по запросу
До 3 месяцев
Подробнее
Farsoon FS721M
Материал: металл
Камера: 720x420x420 мм
Количество лазеров: 2 / 4
Страна: Китай
Цена по запросу
До 3 месяцев
Подробнее
Позвоните +7 495 646-15-33
Написать в WhatsApp
Оставьте заявку на звонок
Приходите в наш демозал
Узнать больше
Я подтверждаю достоверность введенных мною сведений и даю согласие на обработку моих персональных данных в соответствие c политикой конфиденциальности и пользовательским соглашением.
2010–2022, АО «Глобатэк» (Globatek JSC). Все права защищены.
Политика конфиденциальности и обработки персональных данныхЦены на сайте указаны для ознакомления. Не является офертой.
华曙 高科 _ Farsoon_ 增材 制造 制造 & 3d 打印 解决 方案
Продукты + Решения
Металлические решения
Пластические решения
Программное обеспечение
Сервис + поддержка
Metal Solutions.
Farsoon предлагает широкий ассортимент высокопроизводительных систем лазерной сварки металла в порошковом слое, подходящих для широкого спектра рынков и областей применения. Разработанные и изготовленные с четким акцентом на качество, производительность и масштабируемость, металлические системы Farsoon производят детали с превосходными механическими свойствами, точностью, качеством поверхности, и все это с лучшей на рынке рентабельностью инвестиций.
Широкоформатная металлическая платформа.
Качество + Эффективность. Производительность следующего уровня.
Объем сборки | 720×420×420 мм
ФС721М
Производительность + универсальность.
Расширенные операции пользователя. Компактная конструкция машины.
Объем сборки | 305×305×400 мм
ФС301М
Предназначен для непрерывного производства.
Конверт промышленного масштаба. Расширенное обращение с порошком.
Объем сборки | 425×425×420 мм
ФС421М
ПОСМОТРЕТЬ ВСЕ МЕТАЛЛИЧЕСКИЕ МАШИНЫ
Plastic Solutions Highlights
Farsoon предлагает высококачественные, действительно открытые и экономичные лазерные системы PBF и порошковые материалы для нужд аддитивного производства. Наш обширный портфель машин с различными рабочими зонами, скоростями сканирования, температурными режимами и открытыми наборами параметров поможет вам достичь оптимальной производительности при снижении себестоимости детали, а также с лучшей на рынке гибкостью, когда это необходимо.
к применению и материальным инновациям.
Надежный промышленный волоконный лазер.
Сверхвысокая скорость производства. Мелкие детали.
Объем сборки | До 400×400×540 мм
Серия Flight® 403P
Способность к сверхвысоким температурам.
Мощный + универсальный. Компактный след.
Объем сборки | 250×250×320 мм
Серия 252P
Самая большая в мире платформа SLS.
Предназначен для непрерывного серийного производства. Открытый + Модульный.
Объем сборки | 1000×500×450 мм
ХТ1001П
ПОСМОТРЕТЬ ВСЕ ПЛАСТИКОВЫЕ МАШИНЫ
Программное обеспечение
Farsoon предлагает полный пакет программного обеспечения, который позволяет пользователю управлять цифровыми файлами от подготовки сборки, настройки параметров, управления машиной и мониторинга сборки для достижения наилучшей производительности своей машины для аддитивного производства.
Машина Farsoon также может работать с передовым программным обеспечением сторонних производителей от крупных промышленных поставщиков, таких как Siemens и Autodesk, улучшая интеграцию предприятия и оптимизируя рабочий процесс.
Подготовка файла перед сборкой.
Поддержка дизайна. Оптимизация процесса.
BuildStar ТМ
Мониторинг в реальном времени + анализ.
Механизм автоматической компенсации. Технологическая документация.
Мониторинг
Мощное управление процессом.
Редактор основных параметров. Добавление и удаление деталей «на лету».
MakeStar ТМ
ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ
Сервис + поддержка
Благодаря постоянным инвестициям в клиентоориентированное обслуживание и инфраструктуру технической поддержки Farsoon быстро расширяет свои глобальные сервисные группы в США, Европе и странах Ближнего Востока и Африки, предлагая профессиональную и местную поддержку, а также специализированные услуги и обучение, чтобы помочь клиентам.
добиться успеха в бизнесе.
Работа машины.
Обучение техническому обслуживанию. Поддержка приложений.
Обучение
Профессионал + Эффективность.
Сравнительный анализ. Открыт для сотрудничества.
Техническая поддержка
Индивидуальные программы обслуживания.
Местная группа обслуживания. Снижение стоимости владения.
Служба
ПОДРОБНЕЕ
Ваш промышленный партнер AM
Farsoon Technologies — глобальный поставщик решений для промышленного аддитивного производства для технологии лазерной сварки металла и пластика в порошковом слое. Компания Farsoon, основанная пионером и новатором в области технологий доктором Сюй Сяошу, предлагает высококачественные, производительные и надежные AM-решения, которым доверяют клиенты по всему миру.
Благодаря нашей философии «Открыто для промышленности» и техническому опыту Farsoon готова облегчить и улучшить ваш процесс аддитивного производства, от концепции до готовых деталей.
СВЯЖИТЕСЬ С НАМИ СЕГОДНЯ
Открыт для промышленности
Основанные на стремлении создавать системы с открытой платформой, системы Farsoon предоставят пользователям свободу для инноваций и расширения возможностей промышленного аддитивного производства. Пользователи систем Farsoon имеют доступ ко всем наборам ключевых параметров для настройки решений по обработке, которые могут быть адаптированы для их специализированных приложений.
Инновационный подход
Farsoon как технологический лидер продолжает инвестировать в инновации для промышленного аддитивного производства. Обладая по-настоящему открытым мышлением для сотрудничества и роста вместе с нашими клиентами и партнерами, Farsoon может работать над техническим решением в различных контекстах, опираясь на команду экспертов мирового класса с компетенциями в области электрики/механики, лазера, сканирования и оптики.
, температурный контроль, разработка материалов и разработка приложений.
Лучшее отраслевое ноу-хау
Тесно сотрудничая с партнерами и клиентами, Farsoon разработала сильные и интегрированные ноу-хау в 3 основных секторах аддитивного производства — системы, материалы и обработка, чтобы предложить клиентам высококачественное производство деталей и оптимизированный промышленный рабочий процесс.
Клиентоориентированное партнерство
Farsoon отлично подходит для того, чтобы стать вашим партнером по аддитивному производству. Понимая болевые точки и требования промышленных клиентов, Farsoon может предложить решения и услуги, ориентированные на клиента, которые могут быть адаптированы к вашим потребностям: независимо от того, рассматриваете ли вы приложения для конкретных материалов, серийное производство или встраиваете систему 3D-печати в существующую. производственный процесс – мы здесь, чтобы помочь!
Применение в промышленности
Аэрокосмическая промышленность + авиация
Автомобильная промышленность
Пресс-формы + инструменты
Здравоохранение
Стиль жизни
Аэрокосмическая промышленность + авиация
Производство очень сложных деталей с непревзойденными характеристиками — это золотой стандарт аддитивного производства.
Интеграция 3D-печати в аэрокосмическую и авиационную промышленность обеспечивает конкурентное преимущество при производстве самых современных компонентов. Производители аэрокосмической отрасли также видят больше преимуществ в мелкосерийном производстве ранее невозможных или дорогостоящих деталей благодаря гибкости и адаптируемости аддитивного производства. Все эти преимущества просто переводятся в более высокую прибыльность бизнеса, и это всегда правильное решение.
ПОКАЗАТЬ БОЛЬШЕ
Аддитивное производство жаровых труб камеры сгорания
ПРОЧИТАТЬ ПОЛНЫЙ ПРИМЕР
Автомобильная промышленность
В условиях растущего конкурентного давления и быстрого развития отрасли аддитивное производство хорошо подходит для автомобильного рынка. Высокоскоростное аддитивное производство сложных деталей создает поток идей, которые нужно развивать и воплощать в жизнь еще до того, как будет отлита первая литейная форма.
От производителей серийных автомобилей, команд по производству высокопроизводительных автомобилей до поставщиков функциональных деталей — все увидели преимущества аддитивного производства. Многие OEM-производители и их поставщики в настоящее время используют технологию лазерной сварки в порошковом слое для решения проблем и расширения внутренних возможностей для будущих возможностей.
УЗНАТЬ БОЛЬШЕ
Цельный автомобильный кожух HVAC Farsoon, напечатанный на 3D-принтере
ПРОЧИТАТЬ ПОЛНЫЙ ПРИМЕР
Пресс-формы + оснастка
От проектирования до производства традиционные инструменты требовали затрат времени, денег и ресурсов, к чему нельзя было относиться легкомысленно. Технология лазерной сварки металлов в порошковом слое помогает ускорить цикл разработки новых форм и оснастки, а также мелкосерийное производство полной оснастки со значительным снижением затрат и упрощением рабочего процесса.
Кроме того, возможность интеграции конформных каналов охлаждения с помощью аддитивного производства металлов дает огромные преимущества для улучшения функциональных характеристик и уникального конкурентного преимущества на рынке.
УЗНАТЬ БОЛЬШЕ
Повышение производительности форм для вейпинга на 60 % с помощью 3D-печати Farsoon Metal
ПРОЧИТАТЬ ПОЛНЫЙ ПРИМЕР
Здравоохранение
Компания Farsoon расширяет возможности аддитивного производства, тесно сотрудничая с партнерами из медицинской отрасли, предлагая высокопроизводительные решения для 3D-печати в медицинской и стоматологической областях. 3D-печать позволяет создавать уникальные геометрические структуры с полностью настраиваемым дизайном, которые идеально подходят для широкого спектра сложных условий. Хирурги и клиенты также получают выгоду от значительно более быстрого цикла «дизайн-до-аддитивное производство по запросу» для получения высококачественного, идеально подходящего продукта с сокращенным временем производства и затратами.
УЗНАТЬ БОЛЬШЕ
Каркас из пористого титана для сплавления позвоночника, изготовленный на Farsoon Metal Systems получил допуск NMPA
Развитие 3D-печати открыло новые горизонты для дизайнеров и инженеров. Идеи теперь можно перенести с экрана на тактильный объект. Инженер, архитектор, художник, обувной дизайнер или ювелир могут создать любую мыслимую форму и аддитивно производить на месте по требованию без форм или инструментов. Экономическая эффективность, гибкость производства и высокая скорость производства — системы Farsoon AM могут дать вам возможности и потенциал, которые вам только предстоит открыть.
УЗНАТЬ БОЛЬШЕ
Подводный ROV с приводом от Farsoon Flight Technology
ПРОЧИТАТЬ ПОЛНЫЙ ПРИМЕР
Присоединяйтесь к нашей промышленной экосистеме AM
Тесно сотрудничая с нашими глобальными партнерами и клиентами над техническими решениями для промышленной 3D-печати для конкретных материалов и областей применения, мы можем расширить применение аддитивных технологий и создать более взаимосвязанную и эффективную экосистему аддитивного производства.
Посмотрите, что наши промышленные партнеры и клиенты говорят о Farsoon:
«Farsoon является для нас настоящим партнером, а не просто поставщиком оборудования. Благодаря неоценимой технической поддержке и профессиональному обслуживанию Farsoon мы можем продолжить изучение ряда ключевых аэрокосмических и медицинских приложений с помощью нашей расширяющейся фабрики Super AM, которая нацелена на 50 станков Farsoon для больших и средних платформ. Все это не может быть достигнуто без непредубежденности».
Ю Джун | Фальконтек ПОСМОТРЕТЬ ИСТОРИИ УСПЕХА
«Машины Farsoon спроектированы так, чтобы выполнять свою работу и быть надежными. Каждая деталь создана для обеспечения качества. Машины Farsoon имеют открытый исходный код, что позволяет нам гибко искать материал с наилучшей ценой, хотя нам это и не нужно, поскольку предложения Farsoon на их собственных материалах на основе PA12 также конкурентоспособны в этом отношении.
В целом оборудование Farsoon более выгодно покупать, обслуживать и эксплуатировать».
Тресса Гарднер | СимТ ПОСМОТРЕТЬ ИСТОРИИ УСПЕХА
«Благодаря расширенным возможностям 3D-печати Farsoon мы можем тесно сотрудничать с хирургами для создания хирургических инструментов и имплантатов, адаптированных к потребностям пациентов. Наша многолетняя тяжелая работа недавно была вознаграждена получением разрешения NMPA на использование клетки для слияния пористых позвоночников, изготовленной на металлических системах Farsoon. Мы очень ценим стабильность и качество машин Farsoon как настоящего производственного инструмента, на который мы можем положиться в нашей будущей технологической дорожной карте».
Синхуа Ли | Группа Хуасян ПОСМОТРЕТЬ ИСТОРИИ УСПЕХА
«Благодаря растущим преимуществам и расширенным возможностям применения технологии лазерного спекания Farsoon мы теперь интенсивно используем HT403P во всех процессах разработки новых моделей, включая проектирование прототипов и производство функциональных деталей.
В настоящее время мы прототипируем более 5000 деталей каждый год с помощью HT403P».
Ву Хунтао | ФАВ-Фольксваген ПОСМОТРЕТЬ ИСТОРИИ УСПЕХА
«Всеобъемлющие ноу-хау Farsoon в области производства пластиковых добавок позволяют нам быстро адаптировать последние технологические инновации для увеличения объемов производства, сокращения оборотных циклов и снижения себестоимости детали. Благодаря улучшенному промышленному рабочему процессу мы теперь получаем больше крупномасштабных проектов, и наши 11 машин SLS Farsoon работают почти на полную мощность».
Энди Чжан | Следующий ПОСМОТРЕТЬ ИСТОРИИ УСПЕХА
«Благодаря высококачественным деталям, производимым на станках Farsoon, мы можем полностью внедрить аддитивное производство в производство автомобильных запчастей. Объединив в общей сложности 9Компоновка машин Farsoon из металла и пластика позволяет нам ускорить цикл проектирования и производства, сохраняя при этом конкурентное преимущество на автомобильном рынке».
Сяодун Цзян | SAPW Автомобилестроение ПОСМОТРЕТЬ ИСТОРИИ УСПЕХА
Новости + Медиа
03 ноября 2022 г.
Farsoon объявляет о разработке технологии Quad-laser Flight® на широкоформатной платформе для лазерного спекания
УЗНАТЬ БОЛЬШЕ
21 октября 2022 г.
Farsoon присоединяется к альянсу ColdMetalFusion Alliance, чтобы объединить агломерационную промышленность и аддитивное производство для обеспечения надежных производственных стандартов
УЗНАТЬ БОЛЬШЕ
12 октября 2022 г.
Farsoon представляет мультилазерную крупномасштабную систему аддитивного производства металлов FS621M Pro и FS621M-U-4
УЗНАТЬ БОЛЬШЕ
10 октября 2022 г.
Wibu-Systems и Daimler Buses запускают революционный магазин запчастей, напечатанных на 3D-принтере
УЗНАТЬ БОЛЬШЕ
ПОСМОТРЕТЬ ВСЕ НОВОСТИ
15-18 ноября 2022 г. Выставка Франкфурт, Германия Стенд: зал 11.1, стенд D29
Формаследующая
19-23 марта 2023 г. Хилтон Чикаго, Иллинойс Стенд: TBD
АМУГ 2023
2-4 мая 2023 г. Маккормик Плейс, Чикаго, Иллинойс, Стенд: 2224
Рапид+TCT
ПОСМОТРЕТЬ ВСЕ СОБЫТИЯ
Свяжитесь с нами
Свяжитесь с нами сегодня! Узнайте о наиболее эффективных решениях и услугах для 3D-печати, адаптированных для вашей области применения.
Металлические 3D-принтеры Farsoon: обзор
В этой статье мы поговорим о промышленных металлических 3D-принтерах Farsoon, используемых технологиях печати, материалах, возможностях и областях применения.
Узнайте больше из обзора.
О Farsoon
Farsoon Technologies — один из крупнейших производителей и поставщиков промышленных систем селективного лазерного спекания и плавки металлов, основанный в 2009 году. Основатель компании, доктор Сюй Сяошу, обладает уникальным опытом в этой области. Он был техническим директором корпорации DTM, ныне известной как 3D Systems, одного из пионеров рынка промышленной 3D-печати.
Farsoon постоянно занимается разработкой и усовершенствованием оборудования, в научно-исследовательских проектах задействовано до 40% персонала. Команда специалистов компании, специализирующихся в области аддитивных и смежных технологий, включая разработку программного обеспечения и материалов, позволяет Farsoon сохранять лидирующие позиции в отрасли.
Сегодня на базе мощностей Farsoon работает Китайская национальная лаборатория аддитивного производства, а США и страны Европы входят в число основных покупателей оборудования компании.
Технология 3D-печати металлом Farsoon
Промышленные 3D-принтеры Farsoon по металлу используют технологию селективного лазерного синтеза. Материал (мелкодисперсный сферический порошок из металла или сплава) послойно подается в печатающую камеру и на опорную плиту. Лазер проецирует рисунок на каждый слой, сплавляя частицы порошка вместе. Данная технология позволяет изготавливать детали, не уступающие по своим механическим свойствам литым. Такие детали также могут иметь гораздо более сложную форму по сравнению с литьем или фрезерованием. Как правило, процесс печати осуществляется в среде инертного газа, что позволяет использовать высокореактивные материалы без окисления и ухудшения свойств.
Металлические материалы для 3D-печати Farsoon
FS CoCrMo: кобальт-хром + молибден
Кобальт-хром сохраняет отличные механические свойства при высоких температурах и хорошо известен своей биосовместимостью.
FS 17-4PH: нержавеющая сталь
Нержавеющая сталь с хорошей технологичностью и устойчивостью к намагничиванию.
FS 316L: нержавеющая сталь
Стандартная нержавеющая сталь с исключительной свариваемостью и хорошей коррозионной стойкостью.
FS TA15: титан
Титановый сплав. Исключительное соотношение прочности и веса с выдающейся устойчивостью к коррозии, нагреву и намагничиванию.
FS Gh4536: инконель
Хорошая стойкость к окислению и коррозии, отличные механические свойства; различные свойства могут быть получены путем термической обработки.
FS CoCrMoW: кобальт-хром + молибден + вольфрам
Отличные механические свойства и биосовместимость, исключительная коррозионная стойкость.
FS 15-5PH: нержавеющая сталь
Замечательные механические свойства, хорошая коррозионная стойкость; различные свойства могут быть получены путем термической обработки.
FS IN718: инконель
Сплав с высоким содержанием никеля с отличными механическими свойствами, устойчивостью к окислению и коррозии при высоких температурах и нагрузках.
FS IN625: инконель
Хромоникелевый сплав с превосходной прочностью на растяжение, текучестью при ползучести и сопротивлением усталости. Хорошая стойкость к окислению и коррозии. Поддается горячей и холодной штамповке, легко сваривается.
FS CuSn10: бронза (медь + олово)
Медный сплав с превосходной коррозионной стойкостью, тепло- и электропроводностью.
FS 420: нержавеющая сталь
Нержавеющая сталь повышенной твердости и стойкости к истиранию.
ФС 18Н300: мартенситная сталь
Инструментальная сталь с хорошими механическими и сварочными свойствами.
FS AlSi10Mg: алюминий
Алюминиевый сплав с хорошей коррозионной стойкостью и высокой тепло- и электропроводностью.
FS Ti6Al4V: титан
Титановый сплав. Исключительное соотношение прочности и веса с выдающейся коррозионной и термостойкостью, а также немагнитными свойствами.
О линейке Farsoon для 3D-печати металлом
Текущая линейка Farsoon для 3D-печати металлом включает шесть промышленных систем и их модификации. Модели отличаются размером печатной камеры и функциями.
Фарсун FS621M
Печатная камера: 620 x 620 x 1100 мм
Лазеры: волоконный лазер мощностью 1000 Вт или 4 лазера по 500 Вт принтеров на рынке оборудования для лазерной сварки металлов.
Металлическая 3D-печать изделий такого масштаба открывает новые возможности для производства. Он используется в аэрокосмической отрасли, нефтегазовой и многих других отраслях промышленности.
FS621M поставляется с одним лазером мощностью 1000 Вт или четырьмя лазерами мощностью 500 Вт для повышения производительности. Это открытая платформа, которая позволяет пользователю настраивать параметры печати и использовать практически любой доступный металлический порошок. Он также имеет все основные преимущества предыдущих моделей, описанных ниже, такие как система обработки печатных деталей, модуль просеивания порошка и эффективная система фильтрации воздуха.
Farsoon FS721M
Печатная камера: 720 × 420 × 420 мм
Лазеры: 2 × 500 Вт или 4 × 500 Вт
с зоной печати 720 x 420 x 420 мм, объединен с два или четыре лазера мощностью 500 Вт, FS721M способен значительно повысить производительность при крупносерийном производстве деталей и крупномасштабной 3D-печати.
Усовершенствованное управляющее программное обеспечение и система точного сканирования Farsoon обеспечивают стабильную работу в нескольких зонах перекрытия лазеров.
Непрерывная подача порошка, оптимизированный поток газа и встроенный фильтрующий модуль обеспечивают равномерность плавления металлического порошка.
Расширенные средства управления процессом печати и мониторинг в режиме реального времени обеспечивают эффективность и высокое качество печати.
Встроенная конвейерная система, станция очистки и усовершенствованная система сбора порошка FS721M обеспечивают эффективное и безопасное перемещение цилиндров сбора (сменных печатных камер) и полностью герметичный процесс удаления порошка.
Усовершенствованная калибровка и электрическое нивелирование упрощают рабочий процесс. FS721M — это открытая платформа, предлагающая пользователю гибкость настройки параметров печати для промышленных приложений и экономичного аддитивного производства.
с 425 x 425 x 420 -мм -камерой, палата FS4214 425 x 425 x 420 мм. Система спекания способна производить крупные металлические детали из широкого спектра порошковых материалов, металлов и сплавов.
Большой объем камеры печати в сочетании с мультилазерной и полностью цифровой оптической системой обеспечивает повышенную скорость производства, а система внутренних направляющих позволяет быстро заменять сменные цилиндры камеры печати, обеспечивая непрерывное производство даже во время очистки.
Модель FS421M оснащена новой передовой промышленной системой обработки порошка. Подача порошка, 3D-печать и растрирование осуществляются в инертной атмосфере. Мощная и высокоэффективная система фильтрации воздуха FS421M работает с химически активными материалами и использует сменные фильтры.
Как и все системы Farsoon, FS421M предоставляет пользователям полную свободу действий. Это означает, что все настройки машины разблокированы для пользователя, а система совместима со сторонними материалами, а не только разработанными Farsoon.
Запатентованное программное обеспечение Farsoon легко использовать как благодаря расширенному пользовательскому интерфейсу, так и производственному интерфейсу на основе сенсорного экрана для повседневной работы.
Farsoon FS301M
Печатная камера: 305 × 305 × 400 мм
Лазеры: волоконные лазеры, 2×500 Вт или 1×500 Вт
Модель FS301M получила высокую оценку заказчика из американской авиастроительной компании:
«С шероховатостью поверхности менее 5 мкм, что превышает контрольные показатели пластичности металла. и испытания на усталость, высокая производительность FS301, наконец, позволяет выполнять экономичную 3D-печать металлом без ущерба для качества деталей».
Алгоритмы двойного лазерного проецирования и калибровки повышают эффективность сборки за счет контроля точности лазеров при печати одной крупной детали, состоящей из нескольких мелких. Оба лазера могут покрывать всю область печати и могут использоваться по одному или для выбора специального лазера для конкретного объекта.
Лучшая в отрасли скорость передачи сигнала и высокая скорость нанесения порошка обеспечивают минимальную задержку между слоями. Увеличенный объем высокопроизводительной цилиндрической печатной камеры составляет 305 х 305 х 400 мм.
Благодаря встроенной платформе для загрузки порошка подача материала FS301M может осуществляться в среде инертного газа, что упрощает рабочий процесс и решает экологические проблемы. При загрузке, разгрузке и просеивании используется общий контейнер для материала, что обеспечивает более удобную работу с порошком и перемещение между станциями.
Удобные функции, такие как предварительный нагрев опорной плиты, электрическое выравнивание и передовые системы технического зрения, обеспечивают стабильность процесса и контроль качества.
Блок FS301M занимает площадь всего 3,64 кв. Система фильтрации может работать до 1500 часов без технического обслуживания. Настройки позволяют создавать макеты высокой плотности с минимальным поперечным интервалом для максимальной производительности.
Farsoon FS273M
Печатная камера: 275 × 275 × 355 мм
Лазеры: волоконные лазеры, 2×500 Вт или 1×500 Вт
FS273M — это высокопроизводительная промышленная производственная платформа. Усовершенствованная система цифровой оптики, надежное оборудование и открытое управление настройками предоставляют пользователю беспрецедентную свободу для создания высокодетализированных металлических 3D-отпечатков.
FS273M оснащен встроенной системой фильтрации с длительным сроком службы, что увеличивает время безотказной работы и снижает затраты на замену фильтров. Съемные контейнеры для материала вмещают достаточное количество порошка для полного тиража и обеспечивают простоту использования и удобство обслуживания.
FARSOON FS121M
ПРИНЦА. , что в сочетании с небольшой площадью основания и меньшей потребностью в дополнительном оборудовании позволяет FS121M соответствовать требованиям пользователей к рабочему пространству и материалам, а также приложениям.
FS121M оснащен волоконным лазером мощностью 200 Вт и полностью цифровой проекционной системой. Эти особенности, наряду с небольшим размером лазерного пятна, позволяют создавать сложные детали и сложные формы.
Farsoon предоставляет пользователям полную свободу в управлении своими машинами. Настройки 3D-принтера и выбор порошка не привязаны к запатентованным решениям Farsoon, что обеспечивает невообразимый ранее уровень гибкости в 3D-печати MLS.
Область применения и возможности печати Farsoon metals
Промышленные металлические 3D-принтеры Farsoon используются во всех областях, где требуется точная и быстрая 3D-печать металлических изделий с повышенной прочностью и стабильностью конструкции. Это особенно заметно в авиационной и автомобильной промышленности, где высочайшее качество деталей традиционно имеет ключевое значение.
Многие производители аэрокосмической и автомобильной промышленности используют это оборудование. Примеры фотографий говорят сами за себя.
Нарезание внутренней резьбы метчиком: технология, инструмент, диаметр отверстия
Перед нарезанием внутренней резьбы метчиком, предварительно готовится соответствующее отверстие. В штампованных либо литых отверстиях процесс нарезания резьбы осуществлять сложно. Они не могут обеспечить необходимые размеры допусков в пределах, обозначенных техническими условиями по нарезке внутренней резьбы. Легче нарезается внутренняя резьба в отверстиях заготовок, получаемых в процессе литья под давлением либо по выплавляемым моделям.
Максимально удобные условия по нарезанию резьбы метчиком предоставляются после подготовки отверстия методами зенкерования либо сверления. Вырезаемый металл в процессе изготовления резьбы частично выдавливается метчиком. Сечение внутри резьбы выходит больше сечения отверстия, которое образовалось от сверления. В момент подготовки отверстий способом сверления, перед нарезанием резьбы метчиком, сечения сверл выбираются по ГОСТ 19257 – 73.
Рис. 2. Нарезание резьбы метчиком:
а – установка метчика и воротка для нарезания резьбы; б – проверка положения метчика угольником; в – приемы нарезания внутренней резьбы; г – проверка качества резьбы соответствующим винтом
В случае, когда сечение просверленного для резьбы отверстия окажется меньше регламентированного ГОСТом, усилие на метчик резко увеличится. Резьба при этом будет рваной, метчик заклинит и он сломается. При сечении отверстия, большем, чем рекомендованное, получится неполный профиль резьбы.
Нарезая внутреннюю резьбу на сверлильных станках, придерживаются таких общих правил:
нежелательно производить нарезку резьбы внутри отверстий, полученных в результате штамповки либо литья. Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
на станках для сверления при нарезании резьбы метчики необходимо закрепить в предохранительных плавающих, качающихся, самоцентрирующих, реверсивных патронах;
в готовящихся отверстиях, где будет нарезаться резьба, со стороны захода метчика необходимо снять фаски под углом 60° на высоту не менее одного шага резьбы;
в момент нарезания резьб с помощью сверлильных станков особо пристальное внимание уделяется регулировка передвижения шпинделя. Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
нарезая резьбу, используется смазка инструмента и его интенсивное охлаждение, поскольку на метчик в это время воздействуют большие нагрузочные режимы.
После окончания операции по нарезанию резьбы в отверстиях на сверлильных станках метчик из нарезанного отверстия выкручивается.
Рис. 3. Формы заборной части метчиков:
форма А — длинная заборная часть для обработки сквозных отверстий; форма В — средняя заборная часть и спиральная подточка для обработки сквозных отверстий; форма С — короткая заборная часть для обработки глухих отверстий; форма D — средняя заборная часть для обработки сквозных и глухих отверстий с длинным сбегом резьбы; форма Е — короткая заборная часть для обработки сквозных и глухих отверстий с коротким сбегом резьбы
Нарезание резьб в сквозных и глухих отверстиях технологически различны.
Закончив нарезание резьбы глухого отверстия, метчик из него удаляется только выкручиванием. Исходя из этого, резьба в нем нарезается только на станке, где есть возможность его реверсирования. Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
Нарезая глухую резьбу на станке без реверса, используют для крепления метчиков специальный реверсивный патрон. В нем устроено предохранительное устройство соответствующего типа.
С целью предотвращения разрушения метчика при нарезании глухой резьбы, когда он достигнет края отверстия и упрется в дно, на станках с реверсивным механизмом используется специальный патрон, предохраняющий метчик. Глухие резьбы нарезаются машинными метчиками. У них малая заборная часть, равная трем шагам нарезаемой резьбы. Эта техника дает возможность нарезать резьбу максимально близко ото дна отверстия.
Нарезать резьбы в легированных пластичных сталях, у которых аустенитный состав и которые нелегко поддаются резанию, а также в легких, титановых, жаропрочных сплавах необходимо с учетом следующих специфических условий:
если деталь, изготовленная из жаропрочного сплава, имеет нормальную жесткость, а после монтажа на станину станка она перпендикулярна к оси резьбы базовой поверхности, резьба в ней нарезается без использования кондуктора. Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов;
нарезание резьбы в заготовках из жаропрочных сплавов сопровождается использованием метчиков с шахматным расположением зубьев. В сквозных отверстиях резьбу нарезают одним метчиком, в глухих – комплектами, состоящими из двух либо трех метчиков;
метчик обязательно подлежит охлаждению, если резьба нарезается в деталях из жаропрочных сплавов. Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость;
чтобы успешно нарезать резьбу в деталях из цинковых либо алюминиевых сплавов, мягких и пластичных, используются станки, где принудительная скорость подачи шпинделя по шагу резьбы. В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению;
скорость нарезания резьбы в деталях из силуминовых сплавов рекомендуется в 1,2…1,5 раза больше, а охлаждение во столько же раз интенсивнее, чем стали;
охлаждать метчики при нарезании резьб в деталях из легкосплавных материалов лучше всего керосином. Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;
бесканавочными метчиками, изготовленными из быстрорежущей стали, рекомендуется обрабатывать резьбу от М4 до М30 в деталях из титановых сплавов и труднообрабатываемых сталей аустенитного класса. Их стойкость намного выше по сравнению со стандартным.
Вернуться к списку
Нарезание внутренней резьбы в сквозном отверстии автомобиля
В практике авторемонта часто встречается необходимость нарезания резьбы в сквозном отверстии. Рассмотрим как нарезать резьбу качественно и быстро. На примере восстановления отверстия под болт крепления защиты картера двигателя автомобиля Рено Логан.
Необходимые инструменты
— Метчик нужного диаметра
— Вороток для метчика
— Новый болт
— Проникающая жидкость на основе керосина (например, вд-шка)
Подготовительные работы
— Высверливаем обломанный болт
Подробнее: «Как высверлить обломанный болт».
— Производим необходимые замеры
Если отверстие под болт М6, то метчик выбираем тоже №6. При условии, что оно было высверлено сверлом 5 мм.
Порядок нарезания резьбы в сквозном отверстии
1. Устанавливаем метчик в вороток и фиксируем его.
Один край метчика имеет форму квадрата и им он вставляется в отверстие воротка. Зажимается вращением одной из ручек воротка (либо, если вороток не регулируемый, он должен иметь отверстие необходимого диаметра).
2. Устанавливаем метчик в отверстие.
Перед нарезанием впрыскиваем в отверстие немного проникающей жидкости. Вдавливаем метчик одной рукой в отверстие, другой вращаем по часовой стрелке вороток. Нужно сделать 1-2 оборота, чтобы метчик закрепился в отверстии. Далее выравниваем его перпендикулярно плоскости с отверстием под нарезку. Можно использовать угольник.
Нарезаем резьбу метчиком
3. Нарезаем резьбу в сквозном отверстии.
Вращаем метчик за вороток по часовой стрелке в следующем порядке: два оборота вперед, пол-оборота назад (так стружка, образующаяся при нарезке будет крошиться и не будет создавать препятствие резцам метчика). После двух-трех оборотов имеет смысл залить в отверстие еще немного вд-шки. Постоянно контролируем перпендикулярное положение метчика относительно плоскости с отверстием. Таким способом проходим метчиком все отверстие и нарезаем в нем резьбу.
4. Дорабатываем новую резьбу.
После нарезания выворачиваем метчик и проходим им отверстие еще раз (уже без смазки). Далее окончательно извлекаем метчик и удаляем стружку из отверстия продув его сжатым воздухом.
Проверяем резьбу, ввернув в отверстие новый болт.
Примечания и дополнения
— Аналогичным образом восстанавливается и нарезается резьба в гайках.
— Для нарезания резьбы в «глухих» отверстиях применяется схожая, но несколько иная технология. Она подробно изложена в статье: «Нарезание резьбы в «глухих» отверстиях».
Еще статьи по слесарному делу в авторемонте
— Нарезание наружной резьбы
— Как вывернуть обломавшийся метчик
Подписывайтесь на нас!
Автор MechanikОпубликовано Рубрики РазноеМетки метчик, нарезание, отверстие, резьбы 762 views
Секреты нарезания резьбы в глухих отверстиях [Хватит ломать метчики! ]
Что такое глухие отверстия?
Глухие отверстия не проходят через весь материал. Изображение Роберта Хьюитта
Глухие отверстия не проходят через весь материал. В результате стружка, образующаяся при сверлении, развертывании, нарезании резьбы или других операциях, не может просто так выпасть из днища. Они должны быть удалены с помощью спирали режущего инструмента или каким-либо другим способом.
Это делает нарезание резьбы в глухих отверстиях более прочным, чем нарезание резьбы в сквозных отверстиях, и, следовательно, повышает вероятность поломки метчиков. В этой статье вы найдете советы, необходимые для сведения к минимуму поломки метчика в глухих отверстиях.
Научитесь нарезанию резьбы в глухие отверстия с помощью руки для нарезки резьбы от гениев, разработавших руку для нарезки резьбы Flex Arm, на этом специальном видео-мероприятии в прямом эфире.
Выберите оптимальный размер отверстия для начала
Давайте с самого начала опередим игру, выбрав правильный размер отверстия. Вы можете удивиться, узнав, что размер , рекомендуемый на упаковке крана или в стандартных таблицах, обычно НЕ является оптимальным для использования!
Полная информация здесь, но, как правило, вы хотите выбрать размер отверстия, который соответствует хорошему балансу между удерживающей силой резьбы и крутящим моментом, необходимым для нарезания резьбы. Этот крутящий момент представляет собой силу на вашем метчике, которая сломает его, если будет слишком много, поэтому снижение крутящего момента сэкономит метчики.
Для этого есть диаграммы, но наш калькулятор G-WIzard имеет удобную встроенную справочную информацию прямо на вкладке «Потоки», которая вычислит его для любой используемой вами нити.
Используйте правильный тип метчика
Помните, что при нарезке глухих отверстий стружке некуда идти, кроме как вверх. У дыры твердое дно, из которого они не могут выпасть. Из-за этого вы хотите использовать метчики, предназначенные для глухих отверстий. У нас есть полное руководство по типам ответвителей, из которого вы узнаете, что лучше всего подходит для вашего приложения.
Обычный ответ: вам нужен нижний кран. Это довольно старая технология для станков с ЧПУ. На самом деле, если вы посмотрите на раздел «Максимальная глубина резьбы в глухих отверстиях» ниже, вы увидите, что нижняя резьба не имеет значения. Лишняя нить на них никогда не доходит до дна отверстия. Правда в том, что нижние метчики действительно предназначены для ручного нарезания резьбы.
Для ЧПУ я предпочитаю метчики со спиральной стружечной канавкой:
У этих плохих парней есть серьезная спираль, которая будет вытягивать стружку вверх и из отверстия. Как раз то, что нужно при нарезании резьбы в глухих отверстиях.
Недавно я снял одно из своих видео CNC Chef для журнала Cutting Tool Engineering Magazine. Тема — 7 способов избежать поломки кранов. Одним из наиболее важных является Учитывайте глубину глухих отверстий .
Я никогда серьезно не задумывался о том, насколько глубоко можно вбить метчик для глухого отверстия. Я знал, что он должен останавливаться не доходя до дна ямы, но оказалось, что есть подробные расчеты, которые вы можете сделать, чтобы точно определить, какой зазор оставить.
Вот слайд из моего видео, на котором приведены все формулы:
Одна из ключевых вещей, которую я обнаружил, это то, что зазор, который вам нужно оставить, немного больше, чем я думал. Для метчика с накатной резьбой 1/4-20 это 0,214 — почти четверть дюйма!
Эту информацию я получил от людей из Tapmatic, которые, конечно же, много знают о тэппинге.
Вычисления несложные, но, учитывая их необходимость всякий раз, когда нужно нарезать резьбу в глухом отверстии, я подумал, что было бы удобно сделать для вас расчеты в G-Wizard Calculator.
Выяснение подобных вещей, чтобы вам не приходилось этого делать, — вот почему существует G-Wizard. Итак, появился новый калькулятор зазора для глухих отверстий, расположенный на вкладке «Резьба» в G-Wizard:
Просто нажмите кнопку «Зазор для глухих отверстий» под таблицей резьбонарезных сверл, чтобы вызвать его. Как только вы его получите, сообщите ему, какой кран вы используете, и он рассчитает остальное на основе потока, который вы выбрали в данный момент.
Кстати, в G-Wizard гораздо больше возможностей, связанных с потоками. Вкладка потоков имеет следующие возможности:
Дает все ключевые измерения для каждого потока как в графической диаграмме, так и в столбчатом отчете. Угол подъема, большой и малый диаметр, диаметр делителя, допуски и многое другое. Потоки — это сложные звери с множеством измерений!
Информация о полном измерении по проводам (MOW), чтобы вы могли проверить, с какими потоками вы работаете.
Выбор сверла для нарезания резьбы. Сверло, указанное на упаковке или в таблице хозяйственного магазина, почти никогда не является лучшим выбором. Узнайте больше в этой статье.
Есть даже вкладка с полным рецептом нарезания резьбы на ручном токарном станке.
В общем, незаменимый ресурс для всех, кто много работает с потоками. Но становится лучше. Дополнительный модуль G-Wizard Thread Calculator приносит на вечеринку огромный ассортимент дополнительных семейств нитей. Вам больше никогда не придется ломать голову и копаться в непонятных ссылках на темы.
Не забудьте нарезать резьбу
Если вам нужно нарезать резьбу в прочных материалах, особенно если вы не можете позволить себе утилизировать дорогую деталь, не забудьте нарезать резьбу. Резьбовые фрезы генерируют гораздо меньшие силы резания, и даже если вы сломаете одну из них, она будет меньше отверстия, поэтому деталь, вероятно, все еще в порядке.
Резьбовые отверстия: типы, рекомендации по резьбовым отверстиям
Нарезание резьбы — это процесс модификации детали, который включает использование штампа или других соответствующих инструментов для создания резьбового отверстия на детали. Эти отверстия служат для соединения двух частей. Следовательно, резьбовые компоненты и детали важны в таких отраслях, как автомобилестроение и производство медицинских деталей.
Нарезание резьбы требует понимания процесса, его требований, машин и т. д. В результате этот процесс может быть сложным. Таким образом, эта статья поможет людям, которые хотят нарезать резьбу, поскольку в ней подробно обсуждается нарезание резьбы, как нарезать резьбу и другие связанные с этим вещи.
Что такое резьбовые отверстия?
Резьбовое отверстие — это круглое отверстие с внутренней резьбой, полученной путем сверления детали с помощью штампа. Создание внутренней резьбы возможно с помощью нарезания резьбы, что важно, когда нельзя использовать болты и гайки. Резьбовые отверстия также называются резьбовыми отверстиями, то есть отверстиями, подходящими для соединения двух деталей с помощью крепежных деталей .
Отверстие с резьбой производителя для следующих функций:
· Соединительный механизм
Служат в качестве механизма соединения деталей с помощью болтов или гаек. С одной стороны, резьба предотвращает потерю застежки во время использования. С другой стороны, они позволяют снимать застежку при необходимости.
· Удобство транспортировки
Просверливание отверстия в детали может ускорить упаковку и сделать ее более компактной. В результате это уменьшает проблемы с доставкой, такие как соображения габаритов.
Типы Резьбовые отверстия
В зависимости от глубины отверстия и отверстия существует два основных типа резьбы. Вот их характеристики:
· Глухие отверстия
Глухие отверстия не проходят через деталь, которую вы просверливаете. Они могут иметь плоское дно при использовании концевой фрезы или конусообразное дно при использовании обычного сверла.
· Сквозные отверстия
Сквозные отверстия полностью проникают в заготовку. В результате эти отверстия имеют два отверстия на противоположных сторонах заготовки.
Как сделать Резьбовые отверстия
При наличии соответствующих инструментов и знаний нарезание резьбы может быть очень простым процессом. С помощью приведенных ниже шагов вы можете легко нарезать внутреннюю резьбу в ваших деталях:
· Шаг 1. Создание отверстия с кернением
спиральное сверло с ушками для достижения нужного диаметра отверстия. Здесь вы должны убедиться, что используете правильное сверло для достижения не только диаметра на требуемую глубину.
Примечание. Вы также можете улучшить чистоту поверхности отверстия, нанеся спрей для резки на сверлильный инструмент перед тем, как сделать отверстие для резьбы.
· Шаг 2. Снятие фаски с отверстия
Снятие фаски – это процесс, при котором сверло слегка перемещается в патроне, пока не коснется края отверстия. Этот процесс помогает выровнять болт и добиться плавного процесса нарезания резьбы. В результате снятие фаски может увеличить срок службы инструмента и предотвратить образование выступающих заусенцев.
· Шаг № 3. Выпрямление отверстия путем сверления
При этом используется дрель и двигатель для выпрямления созданного отверстия. На этом этапе следует обратить внимание на несколько моментов:
Размер болта и размер отверстия: Размер болта будет определять размер отверстия перед нарезанием резьбы. Как правило, диаметр болта больше, чем просверленное отверстие, потому что нарезание резьбы впоследствии увеличит размер отверстия. Также обратите внимание, что в стандартной таблице размер сверла соответствует размеру болта, что может помочь вам избежать ошибок.
Слишком глубокое: Если вы не хотите создавать глубокое отверстие с резьбой, вы должны быть осторожны с глубиной отверстия. В результате вам следует следить за типом используемого метчика, так как он будет влиять на глубину отверстия. Например, конический метчик не дает полной резьбы. В результате при использовании одного отверстие должно быть глубоким.
· Шаг № 4. Нарезание резьбы в просверленном отверстии
Нарезание резьбы помогает создать внутреннюю резьбу в отверстии, чтобы крепеж оставался прочным. Он включает в себя поворот биты по часовой стрелке. Однако при каждом повороте на 360° по часовой стрелке делайте поворот на 180° против часовой стрелки, чтобы предотвратить накопление стружки и освободить место для режущих зубьев.
В зависимости от размера фаски для нарезания резьбы при изготовлении деталей используются три метчика.
– Конический метчик
Конический метчик благодаря своей прочности и давлению резания подходит для работы с твердыми материалами. Это наиболее перспективный инструмент для нарезания резьбы, характеризующийся шестью-семью режущими зубьями, сужающимися от кончика. Конические метчики также подходят для обработки глухих отверстий. Однако использовать этот метчик для завершения заправки не рекомендуется, поскольку первые десять витков могут быть сформированы не полностью.
– Метчик-пробка
Метчик-пробка больше подходит для глубокого и основательного резьбового отверстия. Его механизм включает в себя поступательное режущее движение, которое постепенно обрезает внутреннюю резьбу. Следовательно, он используется машинистами после конусного метчика.
Примечание: не рекомендуется использовать метчики-пробки, если просверленное отверстие находится близко к краю заготовки. Это может привести к поломке, когда режущие зубья достигают кромки. Кроме того, метчики не подходят для очень маленьких отверстий.
– Метчик забойный
Метчик забойный имеет один или два режущих зуба в начале метчика. Вы используете их, когда яма должна быть очень глубокой. Использование донного крана зависит от желаемой длины отверстия. Машинисты обычно начинают с конусного или пробкового метчика и заканчивают донным метчиком, чтобы добиться хорошей нарезки резьбы.
Для нарезания резьбы или резьбы требуется понимание необходимых процессов и механизмов, а также сотрудничество с соответствующими службами. В RapidDirect, с нашим современным оборудованием и заводами, а также экспертными группами, мы можем помочь вам изготовить нестандартные детали с резьбовыми отверстиями
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Соображения по правильному изготовлению Резьбовое отверстие
Правильное выполнение резьбового отверстия зависит от свойств материала, с которым вы работаете, характеристик отверстия и некоторых других параметров, описанных ниже:
· Твердость Материал
Чем тверже заготовка, тем большее усилие необходимо для сверления и нарезания резьбы. Например, для нарезания резьбы в закаленной стали можно использовать метчик из твердого сплава благодаря его высокой жаропрочности и износостойкости. Чтобы проделать отверстие в твердом материале, вы можете впитать следующее:
Уменьшите скорость резания
Медленно режьте под давлением
Нанесите смазку на метчик, чтобы облегчить нарезание резьбы и предотвратить повреждение инструмента и материала используемый размер резьбы может повлиять на весь процесс нарезания резьбы. Эти стандартные размеры облегчают точное прилегание резьбы к детали.
Можно использовать британский стандарт, национальный (американский) стандарт или стандарт метрической резьбы (ISO). Стандарт метрической резьбы является наиболее распространенным, при этом размеры резьбы соответствуют шагу и диаметру. Например, M6×1,00 имеет диаметр болта 6 мм и диаметр 1,00 между витками резьбы. Другие распространенные метрические размеры включают M10×1,50 и M12×1,75.
· Обеспечение оптимальной глубины отверстия
Достижение желаемой глубины отверстия может быть затруднено, особенно для резьбовых глухих отверстий (сквозное отверстие проще из-за нижнего ограничения). В результате вам необходимо уменьшить скорость резания или скорость подачи , чтобы избежать слишком глубокого или недостаточного углубления.
· Выберите подходящее оборудование
Использование правильного инструмента может определить успех любого производственного процесса.
Вы можете использовать метчик для резки или формовки, чтобы сделать резьбовое отверстие. Хотя оба могут создавать внутреннюю резьбу, их механизм отличается, и ваш выбор зависит от факторов текстуры материала и диаметра болта.
Метчик для резки: Эти инструменты отрезают материал для создания внутренней резьбы, оставляя пространство, в которое могла бы поместиться резьба.
Метчик для формовки: В отличие от метчиков, они скручивают материал для создания резьбы. В результате не образуется стружка, и процесс является высокоэффективным. Кроме того, он применим для нарезания резьбы на деталях из мягких материалов, таких как алюминий и латунь .
· Наклонные поверхности
При работе с наклонными поверхностями инструмент для нарезания резьбы может соскользнуть с поверхности или сломаться, так как он не выдерживает напряжения изгиба. Поэтому работать с наклонными поверхностями следует с осторожностью. Например, при работе с наклонной поверхностью следует фрезеровать карман, чтобы обеспечить необходимую плоскую поверхность для инструмента.
· Правильное расположение
Нарезание резьбы должно происходить в правильном положении для эффективного и результативного процесса. Положение заправки может быть любым, например, посередине и близко к краю. Тем не менее, было бы лучше быть осторожным во время нарезания резьбы близко к краю, так как ошибки во время нарезания резьбы могут испортить качество поверхности детали и сломать инструмент для нарезания резьбы.
Сравнение Резьбовых отверстий и Резьбовых отверстий
Резьбовое отверстие похоже на резьбовое, хотя для них используются разные инструменты. С одной стороны, нарезание резьбы в отверстии возможно с помощью инструмента для нарезания резьбы. С другой стороны, вам понадобится плашка, чтобы нарезать резьбу в отверстии. Ниже представлено сравнение обоих отверстий:
· Скорость
С точки зрения скорости работы резьбовые отверстия требуют меньше времени для нарезания резьбы. Однако для нарезания резьбы могут потребоваться разные типы метчиков только для одного отверстия. Следовательно, такие отверстия, требующие переключения отводов, будут иметь более длительное время изготовления.
· Гибкость
С одной стороны, нарезание резьбы имеет меньшую гибкость, поскольку невозможно изменить посадку резьбы после завершения процесса. С другой стороны, Threading более гибок, так как вы можете изменить размер потока. Это означает, что резьбовое отверстие имеет фиксированное положение и размер после нарезания резьбы.
· Стоимость
Процесс создания резьбы на поверхности помогает сэкономить затраты и время. С помощью фрезерования одной резьбы можно делать отверстия разного диаметра и глубины. С другой стороны, использование разных метчиков для одного отверстия приведет к увеличению затрат на инструмент. Кроме того, стоимость инструмента может увеличиться из-за повреждения. Помимо стоимости, повреждение инструмента также может привести к поломке метчиков, хотя в настоящее время существуют способы удаления сломанных метчиков .0094 и продолжите создание цепочки.
· Материал
Хотя вы можете создавать резьбовые и резьбовые отверстия на многих инженерных материалах, инструмент для нарезания резьбы имеет преимущество в очень твердых материалах. С помощью подходящего инструмента вы можете делать отверстия даже в закаленной стали.
Получение прототипов и деталей с Резьбовые отверстия
Нарезание резьбы возможно с использованием нескольких машин и процессов. Тем не менее, обработка с ЧПУ является распространенным производственным процессом для изготовления резьбового отверстия. RapidDirect предлагает услуги по обработке с ЧПУ, которые удовлетворят ваши потребности в производстве деталей, от прототипирования до полного производства. Наши специалисты могут работать со многими материалами для создания резьбовых отверстий разного диаметра и глубины. Кроме того, у нас есть опыт и склад ума, чтобы воплотить ваши идеи в реальность и легко изготовить детали на заказ.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
С нами в RapidDirect механическая обработка стала проще. Используя наше руководство по проектированию для станков с ЧПУ, вы обязательно получите все преимущества наших производственных услуг. Кроме того, вы можете загрузить свои файлы дизайна на нашу платформу мгновенного цитирования. Мы проверим дизайн и бесплатно предоставим отзыв о нем в DFM. Сделайте нас своим производителем нестандартных деталей и получите изготовленные на заказ детали в течение нескольких дней по конкурентоспособной цене.
Заключение
Нарезание резьбы – это соединительный механизм, позволяющий нарезать резьбу в отверстиях, когда шуруп не может легко прорезать материал. Процесс может быть сложным. В результате в этой статье обсуждался процесс и моменты, которые необходимо учитывать при изготовлении деталей. Не стесняйтесь обращаться к нам, если у вас есть дополнительные вопросы относительно процесса нарезания резьбы.
Часто задаваемые вопросы
Для чего нужна резьба?
Нарезание резьбы применяется для создания дополнительного захвата крепежа для соединения двух деталей. Он подходит для работы с твердыми материалами, когда резьба не может разрезать их напрямую.
Можно ли нарезать резьбу в существующем отверстии?
Да, вы можете нарезать резьбу в существующем отверстии.
Ender 3, 3 V2, 3 pro, 3 max, двойной 40 мм осевой вентилятор hot end duct / fang.
CR-10, прямой привод Micro Swiss и совместимость с боуденом. Для печати не требуется поддержка
1,62 €
Держатель дисплея FLSUN v400
4,99 €
3D напечатанная волновая передача (гармонический привод)
4,99 €
Grinder | Grinder
1,50 €
УНИВЕРСАЛЬНЫЙ ИНДИКАТОР ДЛЯ ВЫРАВНИВАНИЯ ЛОЖА ПРАКТИЧЕСКИ ДЛЯ ВСЕХ ПРИНТЕРОВ
2,87 €
Cut-Man — резак для ПЭТ-бутылок с ручкой!
3,49 €
Стойка для бутылок с краской с быстрой печатью (6 размеров)
2,91 €
-20%
2,33 €
Система охлаждения Minimus Hotend
2,38 €
-30%
1,67 €
Armadillo — гибкий проволочный кабелепровод
1,72 €
-30%
1,20 €
Контейнер для хранения пожарного гидранта
1,92 €
ТОЧНЫЙ ЦИФЕРБЛАТНЫЙ ИНДИКАТОР 3D ПЕЧАТЬ DIY
1,90 €
ИНДИКАТОР ДЛЯ ЛУЧШЕГО ВЫРАВНИВАНИЯ КРОВАТИ ДЛЯ ENDER 3 V2
2,87 €
Вы хотите поддержать Cults?
Вам нравятся Cults и вы хотите помочь нам продолжить наш путь самостоятельно? Обратите внимание, что мы — маленькая команда из 3 человек, поэтому поддержать нас в поддержании деятельности и создании будущих разработок очень просто. Вот 4 решения, доступные для всех:
РЕКЛАМА: Отключайте блокировщик баннеров AdBlock и кликайте на наши рекламные баннеры.
АФФИЛИАЦИЯ: Совершайте покупки онлайн, переходя по нашим партнерским ссылкам здесь Amazon.
ДОНАТЫ: Если хотите, то можно сделать пожертвование через PayPal здесь.
*ПРИГЛАШЕНИЕ ДРУЗЕЙ: * Приглашайте своих друзей, откройте для себя платформу и великолепные 3D-файлы, которыми делится сообщество!
20 простых и действительно полезных вещей, которые можно напечатать на персональном 3D-принтере
Не знаете, что еще напечатать на своем 3D-принтере? Предлагаем вам напечатать 20 полезных в быту вещей.
3D-печать открывает безграничные возможности создания уникальных изделий, но что делать, когда на своем домашнем 3D-принтере вы уже распечатали всевозможные игрушки, фигурки и модельки? Правильный ответ – напечатать действительно полезные в повседневной жизни вещи!
Предлагаем вам 20 идей для полезных вещей:
1. Пластиковый молоток
Такой молоток можно использовать для банального забивания гвоздей, он отлично справится с подобной задачей.
Скачать подобную модель можно по ссылке: https://www.thingiverse.com/thing:34404
2. Копилка
Соберите мелочь из всех карманов и положите ее в эту милую свинью-копилку
Скачать подобную модель можно по ссылке: http://3dshook.com/catalog/trial-gallery/mr-piggy-trial
3. Полочка для телефона
Теперь во время зарядки вы можете класть свой телефон не на пол, а на полочку. На полочке также есть желоб, который можно использовать в качестве подставки для телефона.
Скачать подобную модель можно по ссылке: https://www.myminifactory.com/object/wall-outlet-shelf-6382
4. Мыльница
Удобная и простая, всем понятная и привычная мыльница, которая состоит из двух частей, поддон и сеточка.
Скачать подобную модель можно по ссылке: https://www. thingiverse.com/thing:404028
5. Дверные ручки, ручки для мебели с надписями
Хранение вещей не должно быть скучным. Дверные ручки и ручки для мебели могут быть мегафункциональными и яркими, распечатайте ручки разного цвета, поместите на них надписи, которые будут говорить об их содержимом. Очень удобная вещь для сортировки вещей и содержания своего пространства в порядке.
Скачать подобную модель можно по ссылке: https://www.thingiverse.com/thing:34410
6. Подставки под горячее
Простые, функциональные и полезные, распечатайте подставки под горячее со своим собственным дизайном.
Скачать подобную модель можно по ссылке: https://pinshape.com/items/12270-3d-printed-three-geometric-coaster-designs
7. Шарнирный светильник
Модульный шарнирный светильник состоит из следующих частей: основа, корпус, верхняя часть, куда устанавливается светодиод. Вы можете использовать больше составных частей, чтобы сделать Лампу на столько длинной, на сколько вам хочется.
Скачать подобную модель можно по ссылке: https://www.myminifactory.com/object/articulated-lamp-6790
8. Открывашка для одной руки
Одно движение и бутылка открыта.
Скачать подобную модель можно по ссылке: https://www.thingiverse.com/thing:403031
9. Насадка для душа
Напечатайте разные насадки на душ и меняйте их в зависимости от вашего настроения.
Скачать подобную модель можно по ссылке: https://www.thingiverse.com/thing:40903
10. Тайная полка
Спрячьте свои ценные вещи подальше от любопытных глаз, используйте потайную полку.
Скачать подобную модель можно по ссылке: https://www.myminifactory.com/object/secret-shelf-3504
11. Ручка на банку
Сделайте ручку на банку и используйте ее как кружку
Скачать подобную модель можно по ссылке: https://www.youmagine.com/designs/project-re_-mug-from-bonne-maman-jar
12. Пластиковый гаечный ключ
Используйте его для бытовых нужд по дому.
Скачать подобную модель можно по ссылке: https://www.thingiverse.com/thing:139268
13. Кейс для визиток
Храните ваши визитки в удобном чехле. Дополните его своим логотипом.
Скачать подобную модель можно по ссылке: https://pinshape.com/items/8792-3d-printed-business-card-case
14. Держатель для туалетной бумаги в виде космического захватчика
Разнообразьте вашу ванную комнату интересным держателем для туалетной бумаги.
Скачать подобную модель можно по ссылке: https://www.youmagine.com/designs/space-invader-toilet-paper-holder
15. Маленький домкрат
Небольшой домкрат, который можно использовать для несложных бытовых задач по дому.
Скачать подобную модель можно по ссылке: https://www.thingiverse.com/thing:925556
16. Автоматизированная лейка для цветов
Вы забываете поливать домашние растения? Теперь это не повторится. Распечатайте автоматизированную лейку для цветов и забудьте о поливе цветов.
Скачать подобную модель можно по ссылке: https://www.youmagine.com/designs/automatic-plant-waterer-2
17. Пенал для наушников
Проблема со спутанными наушниками есть у всех, распечатайте кейс для наушников и забудьте о необходимости распутывать их снова и снова.
Скачать подобную модель можно по ссылке: https://www.thingiverse.com/thing:36321
18. Ручка для пластиковых пакетов
Самая практичная и простая вещь из данного списка. Больше ваши руки не будут болеть от неудобных пластиковых пакетов. Используйте эти пластиковые ручки, и нести тяжелые сумки станет куда легче.
Скачать подобную модель можно по ссылке: https://www.thingiverse.com/thing:597043
19. Подставка под планшет
С подставкой под планшет смотреть видео будет удобней.
Скачать подобную модель можно по ссылке: https://pinshape.com/items/7478-3d-printed-tablet-stand
20. Еще одна автоматическая лейка
На этот раз лейка идеально подойдет для зелени, чтобы продлить ее жизнь, ведь никто не хочет делать салат из увядшей петрушки. Данный девайс поможет продлить жизнь зелени на неделю. Просто пересадите зелень в этот небольшой контейнер.
Скачать подобную модель можно по ссылке: https://cults3d.com/en/home/self-watering-planter-small
Мыльница с 3D-печатью — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(177 релевантных результатов)
▷ 3d модели мыльницы для ванной 【STLFinder 】
крючок для мыльницы для ванной
вещьвселенная
крючок для держателя мыла для ванной Посетите мою торговую площадку по адресу https://www. cgtrader.com/free-3d-print-models/house/bathroom/bathroom-soap-holder-hook
Держатель для мыла для ванной
вещьвселенная
Держатель мыла для ванной комнаты с упором для раковины и мылом. … Включая модель Fusion CAD.
Держатель для мыла для ванной
вещьвселенная
Это мыльница, в которую можно вставить присоски в 4 прорези с каждой стороны.
Держатель для мыла для ванной
прусапринтеры
Этот принт должен помочь с дренажом по сравнению с другими полками для мыла, которые я видел, и позволит вашему мылу высохнуть, а не сидеть в луже воды и промокать! . ..Надеюсь, вам понравится этот принт, хорошего дня и, пожалуйста, поделитесь своим мнением и лайком…
Держатель мыльницы для ванной комнаты
вещьвселенная
Держатель мыльницы для душа
Держатель мыла Ванная — Держатель мыла — Модель для 3D-печати мыла
cgtrader
Простой и элегантный держатель для мыла
Держатель для мыла для раковины
вещьвселенная
Этот держатель для мыла является частью набора аксессуаров, который я разработал для своей раковины. Я напечатал их мраморной нитью и очень доволен результатом. Я рассчитал его для мыла Mercadona, которое можно найти на фото, но, вероятно, многие мыла продаются в…
Миниатюрный держатель для салфеток и мыло (для ванной)
вещьвселенная
Я буду загружать stl файлы каждой ванной комнаты. …Спасибо. Без поддержки Миниатюрное видео для ванной
Миниатюрный держатель для салфеток и мыло (для ванной)
игольчатый
Нет поддержки Я буду загружать stl файлы каждой ванной комнаты. Спасибо. … Миниатюрное видео в ванной!!
Органайзер для ванной комнаты Держатель для зубных щеток Поддон для слива мыла
вещьвселенная
. .. высота слоя 0,3 с заполнением 10%. ОБНОВЛЕНИЕ 25.08.2020 Добавлен новый файл stl: toothbrush_holder. Он крепится к вставке и удерживает 3 зубные щетки (или любой длинный тонкий предмет) и увеличивает высоту секции вставки. …Дополнительное изображение прилагается.
Sudsy the Whale — мыльница для ванной и держатель для зубных щеток
вещьвселенная
Эта мыльница/держатель для зубных щеток станет отличным и забавным аксессуаром для вашей ванной комнаты, который может эффективно высушивать и удалять лишнюю воду и мыльные пузыри. Идеально подходит для маленьких детей или любителей животных.
Изображенная модель была напечатана в…
Держатель для шампуня или мыла для ванной
вещьвселенная
Держатель для шампуня, предназначенный для ванной комнаты или для использования рядом с ванной. Он разделен на две части для лучшей производительности печати и для защиты основного корпуса от растрескивания при установке в ванной комнате. Расстояние между отверстиями составляет 56 мм, а расстояние между ними составляет 6 мм…
Держатель для мыла настенный, держатель для школьного мыла, вращающийся держатель для мыла, держатель для мыла SNCF, мыло, ванная комната
культы3d
… 2 гаек в шестигранный корпус. «Мыло для стенного мыла» или мыло для «школьной мыльницы» очень легко найти в интернете: (цвет и состав). Размеры: длина 10см, диаметр 6см, внутреннее углубление 10мм. …(около 3,5 € плюс почтовые расходы).
Набор для ванной Держатель для мыльницы Мыльный насос Держатель для зубной щетки 3D модель
cgtrader
Высокодетализированные модели гаджетов для ванной со всеми текстурами, шейдерами и материалами. Он готов к использованию, просто поместите его в свою сцену. модель от: Архмодели об. …46 Форматы: объект простой объект без текстур и материалов (с включенным отображением) …
Держатель для зубных щеток и мыла — серия для ванной комнаты
мояминифабрика
Этот комплект загружается исключительно для конкурса IKEA Challenge.
Простой держатель для мыла — Полезные 3D-принты: № 1 Ванная
вещьвселенная
Instructables: https://www.instructables.com/id/Useful-3D-Prints-Bathroom/ Лучший 3D-принтер, который у меня есть: https://goo.gl/XtDZft и купон на него: DTech4D10 3D-принтер большего размера что у меня есть: https://goo. gl/RyWHeL Моя Анет E10: https://goo.gl/a1B1P4 JG…
Простой держатель для мыла — Полезные 3D-принты: № 1 Ванная комната
культы3d
Instructables: https://www.instructables.com/id/Useful-3D-Prints-Bathroom/ Лучший 3D-принтер, который у меня есть: https://goo.gl/XtDZft и купон на него: DTech4D10 3D-принтер большего размера что у меня есть: https://goo.gl/RyWHeL My Anet E10: https://goo.gl/a1B1P4 JG…
держатель для бутылочки с мылом для ванной 78 мм настенное крепление
вещьвселенная
D(in)=78 мм для конусообразных бутылок; Используйте винт 3,5 мм 2 шт.;
Держатель для мыла
вещьвселенная
Использование на кухне или в ванной Держатель для мыла
Держатель для мыла
грабкад
Мыльница из недавнего путешествия. …Мне нравится, что я сделал это по памяти несколько дней спустя.
Держатель мыла для настенного монтажа
вещьвселенная
Держатель мыла для ванной комнаты для настенного монтажа, напечатанный PLA.
Мыльное дерево
вещьвселенная
Мыльница для ванной, созданная в Grasshopper с помощью оптимизации кратчайшего пути. …
Минимум точек соприкосновения для идеального высыхания после использования.
Настенный держатель для мыла
вещьвселенная
Этот держатель для мыла можно закрепить на любой стене ванной комнаты с помощью двух винтов. В соответствии с этим вам нужно будет просверлить отверстия. Он имеет дренажный канал для удаления лишней воды. Он предназначен для легкой печати на задней панели без какой-либо поддержки. …
Почувствуй…
МЫЛО ДЛЯ ВАННОЙ 3D модель
cgtrader
МЫЛО ДЛЯ ВАННОЙ КОМНАТЫ 3DS MAX 2014 RENDER ENGINE VRAY 3 TYPE 3DS POLIGON
Мыльница — серия для ванной
мояминифабрика
Подставка для мыла состоит из двух частей, поэтому вы можете печатать разными цветами. …Легко собирается, легко печатается.
Мыльница для ванной Zen
культы3d
Достигните Нирваны в самом подходящем месте, в ванной, с этим трансцендентным блюдом.
Мыльница для ванной Zen
вещьвселенная
Достигните Нирваны в самом подходящем месте, в ванной, с этим трансцендентным блюдом.
инструкции Печатайте с заполнением 50–75 %, чтобы придать тарелке достаточный вес, чтобы оставаться на месте. Имеются крошечные дренажные отверстия…
Мыльница — Мыльница
культы3d
Держатель мыла. Функциональный и минималистичный. Украсьте ванную комнату тем цветом, который вам нравится больше всего. Печатать легко и быстро. В наличии простая модель и другая с морскими деталями. Три модели: обычный контейнер, контейнер с декором и контейнер для воды…
Мыльница — мыльница
прусапринтеры
Мыльница, напечатанная на 3D-принтере, может стать украшением вашей ванной комнаты.
Все товарыКабель и проводМодульное электрооборудованиеРозетки/ выключатели и комплектующиеСветильникиЛампыКабель-каналЛоток металлическийСчетчики электроэнергииТруба и металлорукавЭлектромонтажные изделияЭлектрооборудованиеЩиты
0Корзина
0 р.
0
Отложенные
0
Сравнение
Главная
Каталог
ЭЛЕКТРОМОНТАЖНЫЕ ИЗДЕЛИЯ
Молниезащита и заземление
Молниезащита Jupiter ДКС
Молниеприемный стержень, 4 м NL4000
Молниеприемный стержень, 4 м NL4000
Характеристики
Описание товара
Наличие в магазинах
Отзывы (0)
Вопрос-ответ
Производитель:
ДКС
Наличие на складе:
Нет
Артикул:
NL4000
Вес:
2,52
Объем:
0,002
Материал:
Алюминий
Диаметр, мм:
16
Подключение:
Провод круглого сечения
Внешний склад:
161
Модель/исполнение:
Молниеприемник с резьбой
Длина/высота, мм:
4000
Молниеприемный стержень применяется для установки стержневого молниеприемника на бетонном основании на кровле. Резьба М16 позволяет ввинтить стержень в бетонное основание. Длина стержня — 4000 мм, диаметр 16 мм. Материал — алюминий.
г. Краснодар, ул Онежская, 60
Под заказ0
г. Краснодар, ул. Кр. Партизан, 194
Под заказ0
г. Краснодар, ул. Солнечная, 25
Под заказ0
г. Краснодар, ул. Дзержинского, 98/3
Под заказ0
г. Краснодар, ул. Уральская, 87
Под заказ0
г. Краснодар, ул. Российская, 252
Под заказ0
г. Краснодар Центральный склад
Под заказ0
г. Краснодар, ул. Западный обход, 34
Под заказ0
г. Краснодар, ул. К. Россинского, 7
Под заказ0
Внешний склад
В наличии161
Нет отзывов к товару
Оставить отзыв
Пожалуйста, авторизуйтесь чтобы иметь возможность оставить вопрос
Стержень молниеприемный 4 м (NL4000).
Компания АТМ
29.03.2018 Подробнее
Повышение цен на полисервис!
20.03.2018 Подробнее
20.02.2018 Подробнее
Представляем оптимальное решение для деревянного домостроительства
19.01.2018 Подробнее
ИПР55К ИЗВЕЩАТЕЛЬ ПОЖАРНЫЙ РУЧНОЙ
10.01.2018 Подробнее
Акция: Конца света не будет!
20.12.2017 Подробнее
Снижение цен на промышленный коммутатор и БП Faraday
Охрана здания, объекта или территории производится различными способами. Один из самых востребованных и эффективных среди них — современные системы безопасности, которые включают в себя целый класс оборудования и устройств, нацеленных на обнаружение, ограничение и подавления очагов возгорания. Первоочередная задача таких систем — обнаружить возгорание на охраняемой зоне. Для этого на участке устанавливаются различные датчики, которые и реагируют на появление дыма, повышение температуры в зоне их действия.
Датчики передают соответствующие сигналы в контрольно-приемный пункт, а дальнейшие действия зависят от особенностей установленной системы. Как правило, незамедлительно срабатывает сигнализация, которая оповещает находящихся поблизости людей о возникновении чрезвычайной ситуации. Главная цель оповещения — спасти людей, которые, услышав тревожный сигнал, должны покинуть территорию. Оповещение о пожаре, как правило, является автоматическим. Но в некоторых случаях встречаются варианты с ручным управлением. Автоматические системы, хоть и более дорогие и сложные в обслуживании, гораздо эффективнее справляются с поставленными перед ними задачами.
Следующий этап работы системы пожарной безопасности — дымоудаление. Оно нацелено на оперативное удаление продуктов горения из помещения. Это позволит минимизировать риск отравления для граждан, которые по какой-либо причине не успели вовремя покинуть опасный объект. Важный аспект этого этапа — обеспечение свежего воздуха в здании. Как правило, в таких системах используют естественные приспособления, к которым относятся дымовые люки, шахты.
Системы пожарной безопасности
В основе любой системы безопасности — эффективные автоматические и полуавтоматические приборы подавления огня. По набору характеристик они существенно различаются между собой. Но цель у них одна — максимально быстро устранить возгорание, предотвратить тление и продвижение огня за пределы контролируемой зоны.Главная градация, которая обеспечивает существенное отличие этих систем, это вид используемого вещества. В этой связи различают:
Водные. Традиционные и распространенные конструкции, которые борются с пламенем с помощью распыления воды. Системы эффективны, но имеют большой недостаток: после их включения выходит из строя техника, портится мебель и предметы интерьера, страдает документация и др. Этот вариант не подходит для подавления химических пожаров.
Пенные. Позволяет быстро остановить возгорание. Безопасны для человека. Подходят для тушения воспламеняющихся жидкостей, предотвращает распространение ядовитых продуктов горения.
Газовые. Привлекательны тем, что помимо подавления пламени быстро охлаждается помещение, уменьшая тем самым вред, нанесенный огнем. Однако такие системы нельзя использовать в помещении, где находятся люди.
Аэрозольные. Прекрасно подходят для тушения электрических приборов, оборудования и техники. Подходящий вариант для установки на складах, в торговых залах. Используются для тушения сложных возгораний.
Существуют также комбинированные системы пожарной безопасности, которые сочетают в себе два или три эффективных способа подавления пламени. Подбор подходящего варианта зависит от функционального назначения помещения, в которое оно устанавливается. Один из основных факторов правильного выбора — забота о здоровье человека. Некоторые системы недопустимо использовать на объектах, где подразумевается одновременное нахождение большого количества человек. Это важно учитывать, чтобы не допустить вредного воздействия на здоровье человека.
Популярные разделы:
Видеокамеры AHD
Адресная система рубеж
Рубеж 2оп
Видеодомофоны CTV
Кабель ВВГнг-LS 3х2,5
Novec 1230 — средство для подавления возгораний
Извещатель пожарный дымовой 212 45
Delta Electronics частотный преобразователь
Видеокамеры Dahua
Кабель КПСЭнг-FRLS
Объемное пожаротушение
Smart NL 4000 Box Way Turning Center 18 ”Chuck
Home
Используемое оборудование
Продайте свой механизм
Запасные части
Финансирование
Документ (1)
NL-Series-Brochure-4.12.22.pdf.
Обзор
Тип:
2-осевая с ЧПК планы
Производитель:
Smart Sticken Tool
Модель:
NL 4000-1200 (18 «Chuck)
Состояние:
на продажу
.0033
Горизонтальные токарные центры HEAVY DUTY • Коробка передач – модели NL2500, 3000, 4000, 5000 и NL 6000 оснащены двухступенчатой рядной коробкой передач. NL 7000 оснащен стандартной трехступенчатой коробкой передач. • Шпиндель – Двухрядные цилиндрические роликоподшипники спереди и сзади в сочетании с радиально-упорными подшипниками обеспечивают высокую жесткость для тяжелой резки и отличное качество поверхности. • Револьверная головка с 12 позициями – 3-компонентная муфта Curvic большого диаметра для превосходной жесткости и увеличения срока службы инструмента. Серводвигатель переменного тока с высоким крутящим моментом обеспечивает быстрое индексирование, отличное позиционирование и повторяемость (время индексирования 0,15 секунды). • Жесткая станина с наклоном под углом 45 градусов — конструкция станины с торсионной трубкой с наклоном под углом 45 градусов и широкие направляющие направляющие. Легкий доступ к заготовке и превосходный отвод стружки. • Программируемый корпус задней бабки и пиноль — Направляющие с большим расстоянием между ними и прочная конструкция корпуса задней бабки обеспечивают жесткость обработки, а встроенная конструкция пиноли шпинделя обеспечивает более высокую жесткость.
Технические характеристики
Размер патрона (в)
18
Бар. 22.8
MAX TURNING LENGTH (in)
47.76
TAILSTOCK
Yes
SPINDLE SPEED
2000
SPINDLE NOSE
A2-11
Двигатель шпинделя HP
60
Контроль
CNC (FANUC)
ВМЕСТИМОСТЬ Качели над кроватью 31,10” Качели над поперечными салазками 23,62” Максимальный диаметр поворота 22,83 дюйма Максимальная длина поворота 47,76 дюйма ГЛАВНЫЙ ШПИНДЕЛЬ Размер патрона 18” Носик шпинделя А2-11 (АСА) Двигатель главного шпинделя (макс. 60 л.с. Скорость шпинделя 2000 об/мин Диаметр отверстия 5,20 дюйма Внутренний диаметр тянущей трубы 4,63 дюйма Крутящий момент шпинделя (макс.) 2421 фут-фунт. Метод привода шпинделя 2-ступенчатый КРОВАТЬ, ГОРКА И ПЕРЕВОЗКА Ход по оси X 12,6 дюйма Перемещение по оси Z 51,2 дюйма Ускоренный ход (X / Z) 630 дюймов в минуту / 787 дюймов в минуту Направляющие (X / Z) Box Way Структура кровати 45o Наклонная кровать Диаметр ШВП (X / Z) 1,57 дюйма / 2 дюйма Осевое усилие подачи, макс. (X / Z) 10 170 фунтов. / 10 550 фунтов Повторяемость (X / Z) +0,00008 дюйма / +0,00012 дюйма БАШНЯ Количество инструментальных станций 12 Инструменты Скорость поворота револьверной головки (1 станция) 0,25/шаг Соединение Curvic 3-компонентный гидравлический зажим / индекс сервопривода Диаметр соединения / сила зажима 90,96 дюйма / 18 524 фунта. Размер инструмента (точение и торцовка) 1-1/4” – клиновой зажим Размер инструмента (максимальный диаметр борштанги) 2-1/2”” Повторяемость индекса башни +0,00020”
ЗАДНЯЯ БАБКА Центр задней бабки (конус) MT #5 (встроенный) Диаметр пиноли 5,51 дюйма Ход пиноли (гидравлический) 4,72 дюйма Максимальная тяга пиноли 5895 фунтов. СИСТЕМА ОХЛАЖДЕНИЯ Двигатель насоса охлаждающей жидкости 3,4 л.с. (145 фунтов на кв. дюйм) Емкость бака охлаждающей жидкости 63,4 галлона. Тип системы Съемная/Независимая ГИДРАВЛИКА / СМАЗКА Емкость гидравлического бака 6,3 галлона. Требуемое гидравлическое масло (или эквивалентное) ISO VG32 Емкость бака смазки пути 0,79гал. Требуемое масло для смазки путей (или эквивалентное) ISO VG68 РАЗМЕР МАШИНЫ Требования к площади пола (Д x Ш) (без CC) 175,2 x 77,8 дюймов Вес машины 23 589 фунтов. Потребляемая мощность 55 кВА Напряжение 220В±10%, 60 Гц, 3 фазы ЧПУ Модель ЧПУ Fanuc 0i-TF Дисплей 10,4-дюймовый цветной ЖК-монитор TFT ТРАНСПОРТИРОВОЧНЫЕ РАЗМЕРЫ (Д x Ш x В, Вес) Ящик №1 (машина) 189 дюймов x 91 дюйм x 97 дюймов, 25 022 фунта. Ящик №2 (конвейер для стружки) 167 дюймов x 37 дюймов x 59 дюймов, 1918 фунтов. КОНСТРУКЦИЯ И ХАРАКТЕРИСТИКИ МАШИНЫ: • Цельная жесткая наклонная станина под углом 45 градусов из чугуна Meehanite. • Коробчатая конструкция направляющих с антифрикционными контактными поверхностями. • Конструкция шпинделя и передней бабки с защитой от перегрева • Ультраточные и высокопрочные подшипники шпинделя класса P4 • Мощные и надежные двигатели и приводы Fanuc • Высокоточные предварительно натянутые шарико-винтовые пары с двойным анкерным креплением — упорные подшипники класса P4 • Жесткая револьверная головка на 12 станций с высокой точностью индексации и жестким изогнутым соединением • Стандартное устройство предварительной настройки инструмента для сокращения времени настройки и измерения инструмента • Электрический ограничитель крутящего момента защищает шарико-винтовые пары • Отдельная система охлаждения • Дозируемая смазка поршневого распределителя • Система разделения пути смазки СТАНДАРТНЫЙ ПАКЕТ ИНСТРУМЕНТА: • Клиновой зажим в сборе 5 комплектов • Держатель удлинителя (1-1/4 дюйма) 1 шт. • Лицевой держатель (1-1/4 дюйма) 1 шт. • Держатель U-образного сверла (2-1/2 дюйма) 5 шт. • Втулка расточной оправки (1/2 дюйма) 1 шт. • Втулка расточной оправки (5/8 дюйма) 1 шт. • Втулка расточной оправки (3/4 дюйма) 1 шт. • Втулка расточной оправки (1 дюйм) 1 шт. • Втулка расточной оправки (1-1/4 дюйма) 1 шт. • Втулка расточной оправки (1-1/2 дюйма) 1 шт. • Втулка расточной оправки (2 дюйма) 1 шт. • Головка сверла МТ №2 1 шт. • Головка сверла МТ №3 1 шт. • Головка сверла МТ №4 1 шт. • Головка сверла МТ №5 1 шт. • Центр задней бабки MT #5 1 шт.
Оснащен
УМНЫМ ПАКЕТОМ • Устройство предварительной настройки инструмента • Нефтяной скиммер • Программируемая задняя бабка (корпус и пиноль) • Встроенные подшипники задней бабки MT #5 • Интерфейс загрузчика • Руководство i
2-осевые токарные станки с ЧПУ
169 900,00 долларов США
Есть на продажу?
SMART NL 4000 КОРОБОЧНЫЙ ТОКАРНЫЙ ЦЕНТР 18″ ПАТРОН
2-осевые токарные станки с ЧПУ
169 900,00 долларов США
Рекомендуемое оборудованиеПросмотреть все
Микроножницы Yasargil — NL4000
Обзор
Характеристики
eIFU и ресурсы
Часто задаваемые вопросы
Уведомления о продукте
Обзор
О компании V. Mueller™
В течение 120 лет инструменты V. Mueller разрабатывались с использованием первоклассных технологий и высококачественного дизайна, чтобы гарантировать успешные результаты для хирургов и пациентов.
true
Особенности и преимущества
КАРТЫ ВОЗМОЖНОСТЕЙ И ПРЕИМУЩЕСТВ НЕДОСТУПНЫ
КАРТЫ ВОЗМОЖНОСТЕЙ И ПРЕИМУЩЕСТВ НЕДОСТУПНЫ
Рекламная история
Ссылки
Спецификация
GTIN — каждый
10885403075315
1
GTIN — каждый
10885403075315
1
Ссылки
Электронные инструкции по эксплуатации (eIFU)
Ресурсы
Коллекция литературы BD по промышленности и нашим предложениям содержит информацию, которую вы можете использовать, чтобы продолжать стремиться к совершенству.
Узнайте больше
BD предлагает учебные ресурсы, которые помогут улучшить вашу клиническую практику в рамках нашей цели продвижение мира здоровья ™.
Узнать больше
Компания BD поддерживает отрасль здравоохранения, предоставляя лидирующие на рынке продукты и услуги, направленные на повышение качества лечения при одновременном снижении затрат. Мы проводим и принимаем участие в мероприятиях, которые преуспевают в , продвигая мир здоровья ™.
Узнать больше
BD продвигает клиническое превосходство, предоставляя различные ресурсы, посвященные передовому опыту, клиническим инновациям и отраслевым тенденциям в области здравоохранения.
République Centrafricaine, Ködörösêse tî Bêafrîka (Central African Republic)
République Gabonaise (Gabon)
Rwanda
Sao Tome and Principe
Sénégal (Senegal)
Seychelles, Sesel (Seychelles)
Sierra Leone
Soomaaliya aş-Şūmāl, الصومال (Somalia)
South Africa
Tanzania, United Republic of
Tchad, تشاد (Chad)
Togo
Tunes, تونس (Tunisia)
Uburundi (Burundi)
Uganda
Western Sahara
Zambia
Zimbabwe
جزر القمر Comores Koromi (Comoros)
Aorōkin M̧ajeļ (Marshall Islands)
Aotearoa (New Zealand)
Australia
Azərbaycan (Azerbaijan)
Bangladesh বাংলাদেশ (Bangladesh)
Belau (Palau)
Brunei Darussalam
Druk Yul, འབྲུག་ཡུལ (Bhutan)
Dhivehi Raajje (Maldives)
Fiji, Viti, फ़िजी (Fiji)
Hayastán (Armenia)
Kampuchea កម្ពុជា (Cambodia)
Kyrgyzstan Кыргызстан (Kyrgyzstan)
India
Indonesia
South Korea
Mǎláixīyà 马来西亚, Malaysia, மலேசியா (Malaysia)
Micronesia (Federated States of)
Mongol Uls Монгол Улс (Mongolia)
Mueang Thai เมืองไทย (Thailand)
Myanma မြန်မာ (Myanmar)
Продукция и решения
Сварочное оборудование
Оборудование TIG
Оборудование промышленное
x
x
Loading. .
Аппарат аргонно-дуговой сварки ESAB CADDY Tig 2200i AC/DC [0460150882] Панель управления TA33 AC/DC, горелка TXH™ 200 4м и комплект MMA – 1001Сварка
Как купить сварочное оборудование
Рекомендации по техническому обслуживанию
Рекомендации по использованию сварочного оборудования
FAQ
Описание
Характеристики
Установки Caddy оснащены соединительными разъемами OKC 50 для работы с большими нагрузками. Благодаря компактной конструкции и поглощающему удары полимерному корпусу это устройство отличается легкостью и удобством транспортировки. Большой блок охлаждения и тщательно выполненная конструкция обеспечивают длительный срок службы и позволяют работать даже в самых сложных условиях. Аппарат Caddy Tig 2200i AC/DC разработан так, что все основные компоненты в машине поддерживаются чистыми и без осаждения пыли. Аппарат Caddy® соответствует требованиям класса IP 23 и поэтому подходит для использования вне помещений. Долговечная конструкция и отличные сварочные свойства машины обеспечивают ее надежное повседневное использование.
Аппарат Caddy® Tig оснащен блоком автоматической коррекции коэффициента мощности (ККМ), который минимизирует помехи в сети. Кроме того, устройство менее чувствительно к колебаниям в сети, поэтому может работать от генератора.
Панель управления TA33 AC/DC:
Выбор параметров TIG по вводу значения толщины листа
Можно установить продолжительность повышения/снижениятока
Можно установить время предварительной и последующей подачи газа
Настройка минимального тока для дистанционного контроллера
Может управляться дистанционно / цифровой дисплей
Панель управления TA34 AC/DC:
Графическое отображение хода выполнения процесса
Отслеживание частоты и сбалансированности переменного тока для оптимального использования сварочной ванны
Импульсная сварка TIG с использованием постоянного тока
Микроимпульсы постоянного тока до 0,001 с
Предварительный нагрев электрода для лучшего возбуждения дуги и большего срока эксплуатации электродов при сварке с использованием переменного тока
Можно установить продолжительность повышения/снижения тока
Можно установить время предварительной и последующей подачи газа
2 ячейки памяти можно вызвать при выполнении сварки с помощью кнопки на горелке
Настройка минимального тока для дистанционного контроллера
Может управляться дистанционно / цифровой дисплей
Возможные дополнительные комплектации:
0460150880: панель управления TA34 AC/DC
0460150882: панель управления TA33 AC/DC, горелка TXH™ 200 4 м и комплект MMA
0460150883: панель управления TA34 AC/DC, горелка TXH™ 200 4м и комплект MMA
0460150884: панель управления TA34 AC/DC, горелка TXH™ 200 4м, CoolMini, комплект MMA и двухколесная тележка
Caddy® Tig 2200i AC/DC — ESAB — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Для мастеров и широкого спектра работ по ремонту и техническому обслуживанию Caddy® уже является классическим источником питания в области мобильного сварочного оборудования. С введением серии Caddy® Tig 2200i AC/DC и полного набора принадлежностей вы найдете оптимальное решение для широкого круга задач сварки TIG. Предлагая настоящую портативность, Caddy® Tig 2200i AC/DC имеет не только небольшие размеры и малый вес. Благодаря продуманному компактному дизайну его легко брать с собой на различные внутренние и наружные рабочие площадки, а также складывать, когда он не используется, что делает его удобным как в мастерской, так и в дороге. Подключение к однофазной сети позволяет легко найти источник питания для устройства, и оно одинаково хорошо работает при питании от портативного генератора. * Благодаря встроенной схеме PFC аппарат может работать с очень длинными сетевыми кабелями, более 100 м, что дает сварщику очень большой рабочий радиус. Ударопрочная конструкция Композитные материалы в сочетании с продуманными конструктивными решениями обеспечивают прочную и ударопрочную машину, адаптированную к суровым условиям. Панель управления утоплена, что обеспечивает дополнительную защиту и долговечность. Caddy® Tig 2200i AC/DC имеет прочные и ударопрочные кабельные разъемы с OKC 50. Улучшение качества сварки В версии TA33 вам нужно только установить толщину листа. Аппарат контролирует все остальное, и ему можно доверять, поскольку он всегда помогает сварщику добиваться стабильных и высококачественных результатов сварки. Более горячие или более холодные сварные швы можно легко получить, отрегулировав ручку. Версия TA34 предназначена для поддержки и повышения квалификации сварщика и позволяет достигать отличных результатов сварки в широком диапазоне материалов и толщин. Версия TA34 поставляется с регулируемым наклоном вверх и вниз. Он также поставляется с функцией Micro Pulse, что позволяет легко контролировать подачу тепла и сводит к минимуму зону теплового воздействия. Это особенно полезно при обработке тонких листов и высокопрочных сталей. Caddy® Tig 2200i AC/DC обеспечивает настоящую возможность MMA с такой же производительностью и функциями, что и машины ESAB MMA с тем же диапазоном напряжения, включая функции горячего старта, настройки силы дуги, Arc Plus II* и, кроме того, переключатель полярности. *Для получения полной мощности используйте портативный генератор на 12 кВА с автоматической регулировкой напряжения. **Arc Plus II создает интенсивную, но плавную и стабильную дугу, которой легко управлять. Образуются более мелкие капли, дуга горит плавно, нет необходимости останавливаться на краях при плетении. Arc Plus II предлагает еще лучшие характеристики сварки, упрощает вашу работу и обеспечивает лучшее качество сварки с меньшей потребностью в обработке после сварки. Области применения • Ремонт и техническое обслуживание • Общее легкое и гражданское строительство • Обрабатывающая промышленность • Судостроение и оффшорное строительство • Транспортные и мобильные машины XA00132320 Поддержка сварщика Аппарат имеет истинный номинал переменного тока, при котором фактический сварочный ток всегда равен заданному току. Панель управления удобна для обзора и оснащена цифровым дисплеем для точной настройки параметров сварки, высокого контроля и обратной связи. Его легко понять и настроить, в перчатках или без них. Версия TA34 поставляется с двумя блоками памяти для предварительных настроек, что позволяет быстро и точно вернуться к предварительно заданным настройкам. Caddy® Tig 2200i AC/DC поставляется с удобной эргономичной горелкой с шаровым шарниром, который снижает нагрузку на запястье сварщика и помогает сварщику получить доступ к материалу в ограниченном пространстве. Он также может быть легко (ретро) оснащен кулером для воды. • Предназначен для качественной сварки TIG всех типов материалов. • Простота использования – все параметры сварки представлены в простой для понимания форме. • QWave™ — обеспечивает сварку на переменном токе с высокой стабильностью дуги и низким уровнем шума. • Контроль частоты и баланса переменного тока (TA34 AC/DC) – оптимизирует сварочную ванну. • Предварительный нагрев электрода – отличный пуск и увеличенный срок службы электрода (TA34 AC/DC) • Функция ESAB с двумя программами – возможность предварительного программирования и изменения программы во время фактической сварки. (TA34 AC/DC) • Импульсная сварка TIG на постоянном токе — простое управление подачей тепла и сварочной ванной. (TA34 AC/DC) • Микроимпульс постоянного тока — сводит к минимуму зону теплового воздействия, особенно на тонких листах (TA34 AC/DC) • Истинные характеристики сварки MMA в режиме переменного и постоянного тока — горячий старт, сила дуги и переключение полярности (постоянный ток).
Технические характеристики Tig 2200i AC/DC Питание от сети, В/Ф Гц Предохранитель (медленный), A Рекомендуемая мощность генератора, кВА Сетевой кабель, мм2 Максимальная мощность при ПВ 20 %, TIG, A/V при ПВ 60 %, ВИГ, А/В Диапазон настройки ВИГ AC/DC, А Диапазон настройки ММА, А Напряжение холостого хода, В пост. мм Масса, кг Класс корпуса Класс применения Стандарты Рабочая температура, °C Блок водяного охлаждения CoolMini : Холодопроизводительность, Вт, л/мин при 40°C Объем хладагента, л Макс. расход, л/мин Макс. давление,…
Все каталоги и технические брошюры ЭСАБ
Каталог по сварке и резке
92 страницы
Rebel™ EMP 215ic
4 страницы
Тандем A6
1 стр.
Heliarc™ 283i 353i AC/DC
2 страницы
Фартук для одежды
3 страницы
SUPRAREX HDX
12 страниц
ОДЕЖДА
1 стр.
Справочник по сварке присадочного металла
556 страниц
Инвертор 161S
2 страницы
WF-100
20 страниц
Питатели и источники питания ESAB
6 страниц
REBEL AC/DC
1 стр.
Fabricator 3 в 1 Многофункциональные сварочные системы
Горелки TIG TXH™ с функциями дистанционного управления
2 страницы
Горелки TXH™ TIG для качественной сварки
2 страницы
Origo™ Tig 4300iw AC/DC, TA24 AC/DC
2 страницы
Origo™ Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy™ Tig 2200i AC/DC
2 страницы
Aristo™ Tig 4000i
2 страницы
Origo™Tig 3001i, TA24
2 страницы
Origo™Tig 3001i, TA23
2 страницы
Caddy™Tig 1500i/2200i
2 страницы
WeldPoint™
2 Страницы
QSet™
1 стр.
MXH™ 300/400 Вт, полипропилен
2 страницы
PSF™ Centrovac
2 страницы
PSF™
2 страницы
MXH™300/400w ПП
2 страницы
Резаки MXL™
2 страницы
MobileFeed 200 / 300 AVS
2 страницы
Aristo™ YardFeed 2000
2 страницы
Origo™ YardFeed 200
2 страницы
Пакет роботов Aristo™ для модернизации ввода-вывода
2 страницы
Упаковка робота Aristo™
4 страницы
Aristo™RoboFeed3004w / FeedMech5804w
2 страницы
Aristo™U8 / W8
2 страницы
Aristo™ Feed 3004 / 4804
2 страницы
Origo™ FeedAirmatic
2 страницы
Origo™ Feed 302 M11 Origo™ Feed 304 и 484 M12
2 страницы
Origo™Mig L305, L405 Origo™Feed L302, L304
2 страницы
Origo™/ Aristo™Mig5000i Aristo™MigU4000i/U5000i
2 страницы
MMA
2 страницы
TIG
2 страницы
MIG/MAG — источники питания с отдельными механизмами подачи проволоки
2 страницы
Компактные сварочные аппараты MIG/MAG
2 страницы
Suprarex SXE BIG
9 страниц
ESP 150 Plasma
6 страниц
Автоматизация ESAB — максимальное повышение эффективности сварки
16 страниц
Импульсная сварка MIG
20 страниц
Ручные электродуговые электроды
64 страницы
Шлемы NewTech
4 страницы
Origo™ Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy™ Tig 1500i, 2200i
2 страницы
MobileFeed 200, 300 AVS
2 страницы
Origo™ Mig C3000i, L3000i Origo™Feed L3004
2 страницы
Origo™ Mag C171, C201, C251,
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ 3000
2 страницы
ПОЗИЦИОНЕРЫ И РОЛИКОВЫЕ СТАНКИ ESAB AHMA 250-35000 Позиционеры
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ Источники питания LAF
2 страницы
A2 Multitrac SAW
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ Miggytrac 1001
2 страницы
Блок подачи проволоки
2 страницы
Инструмент для сварки труб A21 Сварочные головки PRB и PRC
2 страницы
ОРБИТАЛЬНАЯ СВАРКА MechTig C2002iw
2 страницы
Каталог продукции
105 страниц
Сравнить
Удалить все
Сравнить до 10 продуктов
Caddy TIG 2200i AC/DC| Оборудование для ММА | СВАРОЧНОЕ ОБОРУДОВАНИЕ | Наша продукция
Caddy Tig 2200i AC/DC
Caddy® уже является классическим источником питания в области мобильного сварочного оборудования. С выпуском серии CaddyTig 2200i AC/DC и полного набора принадлежностей вы найдете оптимальное решение для широкого круга задач сварки TIG.
Мобильность
Мало того, что Caddy Tig 2200i AC/DC маленький и легкий. Благодаря продуманному компактному дизайну его легко брать с собой на различные внутренние и наружные рабочие площадки, а также складывать, когда он не используется, что делает его удобным как в мастерской, так и в дороге.
Подключение к однофазной сети позволяет легко найти источник питания для устройства, и оно одинаково хорошо работает при питании от портативного генератора. *
Благодаря встроенной схеме PFC аппарат может работать с очень длинными сетевыми кабелями, более 100 м, что дает сварщику очень большой рабочий радиус.
Ударопрочная конструкция
Композитные материалы в сочетании с продуманными конструктивными решениями обеспечивают прочную и ударопрочную машину, адаптированную к суровым условиям. Панель управления утоплена, что обеспечивает дополнительную защиту и долговечность. Caddy Tig 2200i AC/DC имеет прочные и ударопрочные кабельные разъемы с OKC 50.
Улучшение качества сварки
В версии TA33 вам нужно только установить толщину листа. Аппарат контролирует все остальное, и ему можно доверять, поскольку он всегда помогает сварщику добиваться стабильных и высококачественных результатов сварки. Более горячие или более холодные сварные швы можно легко получить, отрегулировав ручку.
Версия TA34 предназначена для поддержки и повышения квалификации сварщика и позволяет достигать отличных результатов сварки в широком диапазоне материалов и толщин. Версия TA34 поставляется с регулируемым наклоном вверх и вниз. Он также поставляется с функцией Micro Pulse, что позволяет легко контролировать подачу тепла и сводит к минимуму зону теплового воздействия. Это особенно полезно при обработке тонких листов и высокопрочных сталей.
Caddy Tig 2200i AC/DC обеспечивает настоящие возможности ММА с такой же производительностью и функциями, что и машины ESAB MMA с тем же диапазоном напряжения, включая функции горячего старта, настройки силы дуги, Arc Plus II* и, кроме того, переключатель полярности.
3д печать возможна только по 3д модели определенных форматов, зачастую это формат STL. Мы принимаем и другие форматы (STP, STEP, IGS, OBJ), однако впоследствии они конвертируются в STL. Для того, чтобы избежать возможных ошибок и изменения (автоматического) модели при конвертации, мы рекомендуем сразу присылать нам формат STL. Ниже Вы найдете информацию о том, как экспортировать/конвертировать Вашу 3d модель в формат STL в самых популярных программах для 3д моделирования. Обратите внимание, что Ваши модели должны быть спроектированы в соответствии с требованиями моделирования для 3д печати.
При выборе из ASCII и Binary .stl рекомендуется выбирать Binary, так как размер файла будет меньше. Как правило, размера до 20 мб более чем достаточно. После экспорта мы настоятельно рекомендуем посмотреть Вашу модель в одной из программ для просмотра STL, например viewstl, Autodesk 123D Make или 3DViewerOnline, чтобы убедиться, что все экспортировалось правильно.
Как экспортировать STL для 3D печати из Autodesk AutoCAD:
Экспорт в формат STL возможен только для цельных (замкнутых) 3D объектов
* Введите в командной строке DISPSILH и установите параметр DISPSILH — 1.
* Введите в командной строке ISOLINES и установите параметр ISOLINES — 0.
* Введите в командной строке FACETRES и установите параметр FACETRES — 10.
* Переместите объект экспорта в положительный октант (все 3 координаты: X-Y-Z должны быть положительными).
* Выберите объект экспорта и введите в командной строке STLOUT (Для файлов AutoCAD Desktop — AMSTLOUT). Расширение .stl.
* Выберите место, введите имя и сохраните файл.
Как экспортировать STL для 3D печати из Autodesk 3D Studio MAX:
* В первую очередь Вам нужно объединить все нормали и сделать их положительными. В графе Surface properties нажмите Unify и убедитесь в правильном положении нормалей.
* Удалите лишние вершины. Выберите все вершины и в меню Edit Mesh выберите Weld.
* Проверьте модель. Запустите команду STL check из Modifier list. Если в модели есть ошибки, она может не экспортироваться правильно. Для проверки нужно выйти из режима редактирования.
* File > Export>выберите тип файла “StereoLitho [*.STL]”
* Введите имя файла и место сохранения
* Выберите тип файла Binary и сохраните файл
Как экспортировать STL для 3D печати из Autodesk Inventor:
* File > Save as > Save Copy as
* Выберите формат STL
* Назначьте имя сохраняемому файлу
* Формат Binary
* Выберите inch (дюймы) или mm (милиметры). Последнее предпочтительно. во избежании путаницы
* Выберите высокое разрешение (Resolution > High)
* Нажмите кнопку сохранить
Как экспортировать STL для 3D печати из Blender:
* File> Export > STL
* Назначьте имя сохраняемому файлу
* Выберите место сохранения
* Нажмите кнопку сохранить (экспортировать STL)
Как экспортировать STL для 3D печати из Catia:
* Для того, чтобы экспортировать всю сборку, как единый файл STL, Вам нужно будет сделать следующее:
* Выберите всю ветку файлов целиком
* Tools >Generate CATPart from product
* Назначьте имя
* Объедените все объемы отдельных файлов в один объем, не проверяя.
* Нажмите Ок
* Точность (разрешение), файла STL соответствовать точности настроек рабочего окна
* Tools > Options > General > Display
* Выберите вкладку Performance
* В графе 3D accuracy выберите Fixed
* Установите параметр на 0.02mm (.0008in)
* Установите параметр Curve accuracy на 0.2
* File > Save As
* Назначьте имя сохраняемому файлу
* Выберите формат STL
* Нажмите кнопку сохранить
Как экспортировать STL для 3D печати из Google Sketchup:
* Google Sketchup не может сохранять в STL без установки специального плагина (например здесь)
* После установки расширения формат STL будет поддерживаться как для экспорта так и для импорта
* Выберите объект (без выбора будет экспортирована вся модель)
* File> Export > STL
* Назначьте имя сохраняемому файлу
* Нажмите кнопку сохранить
Как экспортировать STL для 3D печати из Rhino:
* File > Save As
* Выберите формат STL
* Назначьте имя сохраняемому файлу
* Сохранить
* В окне STL Mesh Export Options значение Enter Tolerance установите 0. 02 мм (0.0008 inch), нажмите OK.
* Выберите тип Binary
* Снимите галочку с параметра Uncheck Export Open Objects
* Ok
Как экспортировать STL для 3D печати из Solidworks:
* Tools > Options > Export или File > Save As
* Выберите формат STL
* Откройте Options
* Выберите формат Binary
* Выберите хорошее разрешение (Resolution > Fine >Ok)
* Назначьте имя сохраняемому файлу
* Нажмите кнопку сохранить
Как экспортировать STL для 3D печати из Solid Edge:
* File > Save As
* Выберите формат STL
* Откройте Options
* Conversion Tolerance установите 0.0254 мм (0.001 inch)
* Surface Plane Angle установите 45.00
* Сохраните файл
Как экспортировать STL для 3D печати из Pro Engineer:
* File > Export > Model
* Выберите формат STL
* Установите стандартную систему координат Coordinate System Standard
* Установите Chord Height 0
* Установите Angle Control 1
* Сохраните файл
Как экспортировать STL для 3D печати из ZBRUSH:
* Для конвертации Вам понадобиться установить плагин, например 3D Print Hub
* После установки плагина необходимо убедиться, что Ваша модель PolyMesh 3D
* Выберите модель ZPlugin >3D Print Hub
* Нажмите Update Size Ratios, появиться окно с несколькими вариантами размеров рабочего поля, выберите тот, который подходит Вам.
* Выберите мм или дюймы (inch)
* Выберите 1 координату для определения размера объекта для экспорта
* В графе Export options выберите то. что хотите экспортировать (все объекты, видимые объекты или выбранные объекты)
* Выберите формат STL
* Сохраните файл
Как экспортировать STL для 3D печати из Maya:
* Напрямую STL из Maya экспортировать нельзя, однако можно экспортировать формат OBJ (используя плагин), который так же подойдет для 3д печати.
* В первую очередь убедитесь, что модель имеет замкнутый объем (watertight) без дыр, и все нормали «смотрят» в одном направлении
* Windows > Settings/Preferences > Plug-in Manager
* В Plug-in Manager найдите OBJExport и убедитесь что плагин загружен, поставьте галочку для автоматической загрузки
* Убедившись в загрузке нажмите Refresh и закройте окно
* Выберите файл для экспорта
* File > Export Selection
* В появившимся окне выберите тип файла и прокрутите до OBJexport
* Нажмите Export Selection
что такое формат 3MF и чем он лучше STL
Новости
Подпишитесь на автора
Подписаться
Не хочу
12
3MF — это формат файлов, созданный на замену STL и отличающийся повышенным удобством и расширенным функционалом. Кратко объясняем преимущества.
STL считается самым популярным форматом файлов для 3D-печати, но постепенно заменяется форматом 3MF. Формат STL появился еще в 1987 году благодаря компании 3D Systems. Само название — это сокращение от stereolithography, то есть фирменного, тогда еще запатентованного метода стереолитографической 3D-печати. Данные в STL-файлах преобразуются в машинный код для 3D-принтеров с помощью программ, называемых «слайсерами». Сами STL-файлы содержат информацию об объектах в виде полигональных сеток. Чем сложнее и детальнее структура, тем больше в сетке треугольников.
Проблема в том, что при трансформации твердотельных моделей на основе NURBS и BREP в STL фактически создаются не очень точные имитации оригинальных 3D-моделей, но на то есть веская причина: использование полигональных сеток обусловлено тем, что попытки трансформировать кривые в машинный код приводили бы к образованию файлов колоссальных размеров.
Даже в таком виде STL-файлы зачастую много «весят», особенно в случаях с высокополигональными моделями, и к тому же не содержат какие-либо данные об оборудовании или параметрах 3D-печати, поэтому сторонним пользователям необходима дополнительная информация в виде производственных спецификаций. Несмотря на все свои недостатки STL остается наиболее популярным форматом, и на то есть ряд банальных причин:
многие распространенные слайсеры поддерживают только файлы с полигональными сетками;
для большинства пользователей STL остается стандартным форматом в силу привычки;
альтернатив мало, а их популярность невысока.
3MF — это относительно новый формат, созданный в 2015 году и развиваемый целым консорциумом — компаниями Autodesk, Dassault Systèmes, PTC, HP, Shapeways, Microsoft, Materialise, 3D Systems, Siemens, Stratasys, Prusa, Ultimaker и другими — в качестве более удобной и способной альтернативы. Разница между STL и 3MF столь же существенна, как между BMP и PDF: новый формат содержит больше информации, включая единицы измерения, данные по цветам и текстурам, поддержкам, относительному положению в пространстве, использованию разных материалов, и так далее. Ко всему прочему, 3MF занимает меньше места, даже если в нем содержится тот же объем информации, что и в STL.
Деталь в формате 3MF: обратите внимание, что в правой вкладке отсутствует окно для ввода единиц измерений, так как эти данные уже включены в файл
Та же деталь в формате STL: здесь необходимо вручную вводить единицы измерения, а информация по цветам вообще отсутствует
Файлы 3MF используют удобочитаемый формат XML (Extensible Markup Language), позволяющий хранить большие объемы информации о том, что требуется от 3D-принтера, без необходимости в отдельных файлах с параметрами 3D-печати. Например, при работе с 3D-принтерами по технологии селективного лазерного спекания (SLS) вся информация о количестве деталей и их расположении в плотном рабочем объеме может быть добавлена в тот же файл, чтобы любой пользователь мог в точности воспроизвести процесс на своем оборудовании. Более того, пользователи имеют возможность открывать XML и вручную редактировать содержимое. Благодаря XML при работе с Fusion 360 также переносится информация о параметрах адаптивных сеток.
3MF-файл, импортированный во Fusion 360: 3D-модель и опорные структуры представлены отдельными мешами
Интеграция метаданных дает еще одно интересное преимущество: так как 3MF может содержать всю необходимую информацию об оборудовании и параметрах 3D-печати, снижается зависимость от проприетарных слайсеров. Заодно появляется возможность полноценно управлять процессом построения опорных структур, и эта информация тоже содержится в одном файле с 3D-моделью, но отдельным мешем, что удобно. Наконец, 3MF поддерживает протоколы безопасности, позволяя, например, ограничивать количество копий изделий на отдельных 3D-принтерах, а это играет на руку, когда необходимо обеспечить защиту авторских прав.
Как заказать 3D-печать или обработку на станках с ЧПУ
PCBWay делает услуги промышленного прототипирования максимально доступными всем желающим, опираясь на богатый опыт а прототипировании и производстве печатных плат, а также постоянно модернизируя оборудование в сторону повышения качества и производительности.
Оформить заказ можно через удобный сайт: например, если вам требуется 3D-печать, необходимо лишь заполнить форму, выбрать параметры и залить CAD-файлы.
Партнерский материал
А у вас есть интересные новости? Поделитесь с нами своими разработками, и мы расскажем о них всему миру! Ждем ваши идеи по адресу [email protected]
Объяснение всех форматов файлов для 3D-печати
При печати в 3D нам приходится управлять 3D-моделями, для которых мы можем использовать множество различных форматов. Каждая дизайнерская программа по умолчанию использует тот или иной формат, но почти все они позволяют нам выбирать, в какой из них мы хотим экспортировать наши модели. Существует множество различных форматов: STL, OBJ, 3MF…
Если вы всю жизнь используете STL и не знаете преимуществ каждого формата… продолжайте читать, потому что эта статья будет вам интересна.
📖 Что вы хотите прочитать?
Из чего состоят файлы для 3D-печати?
Модели, которые мы используем для 3D-печати, представляют собой не что иное, как файл, содержащий в том или ином формате определение геометрии детали. Это так просто. В зависимости от того, какой формат мы используем, способ кодирования этой геометрии в файле будет различаться в дополнение к другим функциям, которые мы увидим позже.
STL: наиболее распространенный формат
Формат STL является наиболее популярным форматом 3D-моделей (в области 3D-печати), а также одним из старейших. Он был создан компанией 3D Systems для 3D-печати с использованием стереолитографии. Этот формат содержит координаты треугольников, составляющих трехмерную геометрию объекта, за исключением других свойств, таких как цвет, масштаб или структура модели.
Существует несколько типов файлов STL, но наиболее распространенными являются ASCII и двоичные файлы. В работе каждого есть несколько нюансов, но имейте в виду, что бинарные STL несколько меньше и появились как ответ на увеличение размера ASCII STL. Несмотря на то, что они легче, бинарные STL все же слишком велики, если мы хотим придать объекту большое разрешение, поскольку нам нужно будет включить много треугольников.
Этот формат в настоящее время чаще всего используется для обмена моделями для 3D-печати, хотя он определенно не самый лучший, поскольку существуют более современные форматы, которые занимают меньше места и добавляют больше информации.
Формат OBJ
Формат OBJ, хотя и менее известен, чем STL, также очень популярен, и почти любое программное обеспечение, связанное с проектированием или 3D-печатью, поддерживает его. Этот формат намного сложнее и имеет несколько режимов работы: точный режим и приблизительный режим:
Файл OBJ, в котором используется кодирование , точное , не будет разбивать модель на треугольники, как это делает STL. Вместо этого он сохранит исходную геометрию модели, используя трехмерные линии, известные как NURBS (неоднородный рациональный B-сплайн). Это означает, что с помощью OBJ мы можем получить «исходную» геометрию модели, а не приближение, построенное из треугольников.
Файл OBJ, в котором используется приблизительное кодирование , создает упрощенную версию поверхности модели посредством тесселяции, как это происходит с STL. В этом случае мы не ограничены треугольниками, но можем использовать и другие многоугольники, поэтому, несмотря на то, что это всего лишь приближение к исходной геометрии, мы можем получить более гладкую отделку.
Точный режим с использованием NURBSПриближенный режим с использованием нетреугольной тесселяции
В обоих случаях, помимо геометрии самой 3D-модели, OBJ-файл включает в себя множество дополнительной информации, основными из которых являются:
Карта текстуры: по сути, двухмерное изображение, представляющее «кожу» модели. Эта карта текстуры понимается другими программами, поэтому мы можем восстановить исходную текстуру и цвета модели.
Другие метаданные модели.
Формат 3MF
Другая проблема с файлами STL заключается в том, что они совершенно неструктурированы, поскольку содержат только список координат ребер треугольников, составляющих поверхность объекта. Ничто в файле STL не предотвращает ошибки в определении объекта, такие как:
Отверстия
Пересекающиеся треугольники
Перевернутые треугольники
Не общие вершины
3МФ. Модели, которые мы экспортируем как 3MF, будут проверены, чтобы избежать всех этих ошибок, поэтому мы можем быть уверены, что наш файл можно распечатать в 3D.
Помимо предотвращения ошибок, файл 3MF содержит гораздо больше информации, так как он может сжимать другие файлы и инкапсулировать их в один пакет, как мы это делаем при использовании ZIP-файла:
Информация о масштабе: Модели имеют масштаб и единицы измерения, поэтому у нас всегда будет один и тот же размер, независимо от используемого слайсера.
Информация о композиции сцены: Файл 3MF может содержать несколько отдельных моделей и сохранять их как разные модели, принадлежащие одной и той же сцене.
Информация о цвете и текстуре , например OBJ.
Миниатюра: Вы можете изменить миниатюру файла, используя, например, рендер модели.
Параметры печати: Параметры печати могут быть включены вместе с моделями (например, с помощью Prusa Slicer). Таким образом, мы гарантируем, что мы разделяем не только модель, но и то, как мы хотим, чтобы она была напечатана.
Кроме того, файл 3MF сжимается и занимает гораздо меньше места, чем файл STL. В качестве сравнения мы оставляем вам изображение из блога парней Prusa:
Короче говоря, 3MF — один из наиболее рекомендуемых форматов для 3D-печати . Подробнее о формате 3MF для 3D-печати можно прочитать в блоге Prusa.
Другие форматы
Есть несколько других форматов, которые мы не упомянули, но которые также представляют интерес.
Формат STP
Формат STP является стандартным форматом для обмена 3D-моделями в соответствии с ISO 10303. Этот формат очень удобен для обмена моделями между программами САПР, поскольку файл в этом формате можно легко редактировать в обычных программах САПР, таких как Фьюжн360.
Формат Collada
Этот формат больше не используется, но ранее он широко использовался для обмена файлами между такими программами, как 3D Maya или 3DSmax. Он может включать геометрию, цвет, текстуру, а также информацию о кинематике моделей.
Формат FBX
Формат FBX, широко используемый в киноиндустрии, включает информацию о «скелете» фигур, что важно для их анимации.
Какой формат мы используем в Bitfab?
Мы в Bitfab знаем, что не существует единого формата, подходящего для всех ситуаций. Как говорится, для каждой работы нужен свой инструмент.
Мы работаем с множеством различных технологий, и каждая из них требует использования своего формата: Обмен файлами из одной САПР в другую? СТП; Сохранить модель для правильной нарезки? 3МФ; Поделитесь 3D-файлом, чтобы он был совместим с любой программой? СТЛ…
Мы являемся экспертами в области цифрового производства, поэтому не стесняйтесь обращаться к нам!
Контактар с Bitfab
Как выбрать лучшие форматы файлов для 3D-принтеров?
Опубликовано Kat Plewa 17 октября 2018 г. |
В этом посте мы поговорим о наиболее часто используемых форматах файлов для 3D-принтеров. Поскольку вариантов много, важно, чтобы вы знали, каковы ваши производственные потребности. Все ли форматы файлов 3D можно распечатать? И какой формат файла 3D-принтера лучше всего подходит для вас? Давайте узнаем.
Очень важно выбрать правильный формат файла для 3D-принтера, поскольку от него зависит, какую информацию будет получать 3D-принтер. Мы познакомим вас с лучшими форматами файлов и объясним особенности каждого из них, чтобы вам было проще подготовить идеальный файл для 3D-печати.
Что такое файл 3D-принтера?
Файл 3D-принтера — это способ хранения информации о вашей 3D-модели для чтения 3D-принтером. Все файлы 3D-принтера содержат данные о форме вашей 3D-модели, их геометрии. Некоторые файлы также содержат больше деталей, таких как цвет, текстура и материалы. Существует множество вариантов форматов файлов для 3D-принтеров, только на нашем веб-сайте онлайн-сервиса 3D-печати мы принимаем более 30 различных типов.
Большинство форматов 3D-файлов можно распечатать. Однако важно помнить, что не все форматы 3D-файлов являются форматами файлов 3D-принтеров . Как правило, 3D-файлы также могут хранить анимацию или визуализацию, которые, конечно же, нельзя распечатать. Форматы файлов 3D-принтеров используются только для целей аддитивного производства. Что еще делает их непечатными? Узнайте из нашего блога на эту тему. А чтобы узнать, хорошо ли подготовлен ваш 3D-файл для 3D-печати, ознакомьтесь с нашими ответами на 6 основных вопросов по этой теме.
Вам также следует принять решение о том, какой формат файла 3D-принтера вы хотели бы использовать, поскольку не все программы для 3D-печати используют одни и те же форматы файлов . Вы можете закончить процесс проектирования своих деталей и не сможете сохранить свою работу в нужном формате файла. Чтобы избежать такой ситуации, продолжайте читать и сделайте лучший выбор для своего производства.
Лучшие варианты форматов файлов 3D-принтеров
Отец всех форматов 3D-файлов: STL
Формат файла 3D-принтера STL (Standard Triangle Language или «Standard Tessellation Language») — это самый первый файл для 3D-печати. Разработанный Чаком Халлом в 1987 году, он до сих пор служит своим целям спустя 30 лет. Это наиболее часто используемый формат файла 3D-принтера во всем мире. Он легко стал стандартным файлом для 3D-печати.
Файл
STL сохраняет вашу 3D-модель в виде поверхности геометрических фигур, превращая ее в треугольную сетку. Однако он не может нести информацию о цвете или текстуре вашей 3D-модели. Этот формат файла 3D-принтера гарантирует, что ваша модель не будет иметь отверстий или перекрытий, что очень важно для 3D-печати. Этот процесс называется «тесселяция», поскольку 3D-модель состоит из геометрических фигур.
Очень важно помнить об этом процессе, так как слишком малое количество этих «плиток» повлияет на вашу 3D-печать, она может быть не такой гладкой, как 3D-модель. Это связано с разрешением файла STL, которому мы посвятили запись в блоге.
Этот формат файла 3D-принтера был очень быстро и легко адаптирован всеми программами для 3D-моделирования, слайсерами и 3D-принтерами. Некоторое программное обеспечение даже дошло до того, что предоставило вам возможность не только «сохранить как…», но и прямо «Сохранить .STL». STL — это стандартный файл для сохранения любой 3D-модели для отправки на 3D-печать.
По всем этим причинам мы настоятельно рекомендуем использовать формат STL. Этот формат файла 3D-принтера может не содержать информацию о цвете, но в большинстве случаев это не проблема. Вы по-прежнему можете выбрать цвет материала, из которого вы будете печатать свою модель на 3D-принтере. А для инженерных деталей или полнофункциональных прототипов цвет не самая важная часть, важна надежность, и это то, что вам даст STL.
Могут возникнуть проблемы с сохранением 3D-модели в формате STL. Ознакомьтесь с нашими 6 наиболее распространенными часто задаваемыми вопросами об исправлении файлов STL. Формат STL является настолько популярным и широко используемым файлом для 3D-принтеров, что для его редактирования и восстановления существует целый ряд бесплатных редакторов.
Чтобы предоставить вам лучший онлайн-сервис 3D-печати, у нас также есть несколько собственных автоматических инструментов для восстановления файлов STL, доступных вам в любое время на нашем веб-сайте. Все, что вам нужно сделать, это загрузить свой файл, и вы можете найти там некоторые редакторы, такие как выемка или утолщение детали. Затем мы напечатаем ваши детали на 3D-принтере и отправим их прямо к вашей двери.
Если вы хотите узнать еще больше об этом формате файла 3D-принтера, прочитайте наши 9 фактов о STL, а если вы ищете более специализированную информацию о том, как его можно восстановить, узнайте, как исправить файлы STL с помощью программного обеспечения Meshlab.
Крупнейший конкурент STL: формат файла OBJ
OBJ (Object) — второй по популярности формат файлов для 3D-принтеров в мире 3D-печати. Почему? Потому что он хранит данные о цвете, материале и текстуре, что позволяет печатать многоцветные изображения. Сначала формат файла использовался для 3D-графики, а затем был принят в индустрии аддитивного производства, когда принтеры были разработаны и стали способны к цветной 3D-печати.
Формат файла
OBJ также дает возможность выбрать способ преобразования поверхности вашего объекта в модель для 3D-печати. Вы можете использовать тесселяцию, как с файлами STL, но OBJ также предоставляет вам более продвинутые параметры, такие как кривые и поверхности произвольной формы.
Однако есть причина, по которой формат файла 3D-принтера STL по-прежнему намного популярнее, чем OBJ. Последний гораздо сложнее, и ремонтировать его не так просто. Кроме того, чтобы сохранить информацию о цвете, файл OBJ поставляется с файлом MTL, и при передаче обоих файлов может быть сложно отследить.
Этот тип файлов для 3D-принтеров больше используется в машиностроительных отраслях, требующих высочайшего уровня точности и аккуратности, таких как аэрокосмическая и автомобильная промышленность, где малейшая разница может сломать весь компонент. Формат файла аддитивного производства удобен для очень сложных конструкций, однако это также означает, что файл намного больше, что снова может вызвать проблемы при его перемещении.
Формат файла
OBJ имеет лицензию с открытым исходным кодом, что упрощает его принятие производителями программного и аппаратного обеспечения по сравнению с другими форматами файлов многоцветных 3D-принтеров, такими как COLLADA или FBX. Однако в Sculpteo мы принимаем все эти форматы файлов для 3D-печати.
В Sculpteo мы следим за самыми инновационными технологиями 3D-печати, и, конечно же, вы можете 3D-печать в полноцветном режиме с нами. Мы предоставляем вам широкий спектр из 390 000 цветов, чтобы придать вашей 3D-модели максимально реалистичный вид. Откройте для себя бесконечную цветную технологию 3D-печати прямо сейчас!
Предполагается, что это STL 2.0: формат файла AMF
AMF (файл расширенного модуля) был впервые представлен ASTM в 2013 году. Это первый файл для 3D-принтера, предназначенный только для того, чтобы догнать развивающуюся технологию аддитивного производства. Он хранит информацию о геометрии вашей 3D-модели, цвете, материалах, решетках, дубликатах и ориентации.
Файл
AMF работает так же, как файл STL, превращая поверхность вашей 3D-модели в треугольную сетку, но разница в том, что он позволяет изогнуть треугольники, что придает им более гладкий вид. Это позволяет использовать меньшее количество фигур для описания кривых, что влияет на размер файла меньшего размера.
AMF — хороший формат файлов для 3D-принтеров, но он даже близко не так популярен, как формат STL. Это вызывает проблемы с программным обеспечением для 3D-моделирования, слайсерами, а также с 3D-печатью.
Разработка Microsoft: формат файла 3MF
3MF — это еще один формат файла, разработанный специально для нужд аддитивного производства. Он был разработан Microsoft, и компания действительно инвестировала в формат файла 3D-принтера: они создали специальный орган под названием 3MF Consortium для работы над 3MF. Консорциум 3MF объединяет крупнейшие компании в области 3D-печати: Autodesk, Stratasys, Ultimaker, Siemens, HP или GE.
У любого радиолюбителя часто скапливается не мало различной оргтехники, которая вышла из строя. Выбрасывать я её ни кто не решается, так как из ее внутренностей можно сделать что ни будь полезное или выпаять некоторые детали. К примеру: шаговый двигатель, который так распространен, обычно используется любителями самоделок как мини генератор для фонарика или для чего то ещё. Но я практически никогда не видел, чтобы его использовали именно как двигатель для преобразования электрической энергии в механическую. Это и понятно: для управления шаговым двигателем нужна электроника и его просто так к напряжению не подключишь.
Но оказывается что данное мнение является ошибочным.Шаговый двигатель от принтера или от другого устрой устройства, можно легко запустить от переменного тока.
Для эксперимента использовался вот такой шаговый двигатель:
Обычно у них четыре вывода и две обмотки, в большинстве случаев, но есть и другие конечно. В данном случае будет рассмотрен самый ходовой двигатель.
Схема шагового двигателя
Схема обмоток данного двигателя выглядит вот так:
Она очень похожа на схему обычного асинхронного двигателя.
Для запуска двигателя понадобится:
Электролитический конденсатор 470-3300 мкФ.
Источник переменного тока 12 Вольт.
Замыкаем обмотки последовательно, как на схеме ниже.
Середину проводов нужно скрутить и спаять.
Подключаем конденсатор одним выводом к середине обмоток, а вторым выводом к источнику питания на любой контакт. Фактически электролитический конденсатор будет параллелен одной из обмоток.
Подаем питание и двигатель начинает крутиться.
Если перекинуть вывод конденсатора с одного выхода питания на другой, то вал двигателя начнет вращаться в другую сторону.
Все достаточно просто. Принцип работы этой схемы очень прост: конденсатор формирует сдвиг фаз на одной из обмоток, в результате обмотки работают почти попеременно и шаговый двигатель крутится.
Единственные минус заключается в том, что обороты двигателя невозможно регулировать. Увеличение или уменьшение питающего напряжения ни к чему не приведет, так как обороты задаются частотой сети.
Хотелось бы добавить, что в данном примере используется конденсатор постоянного тока, что является не совсем правильным вариантом. И если вы решитесь использовать такую схему включения, берите конденсатор переменного тока. Его так же можно сделать самому, включив два конденсатора постоянного тока встречно-последовательно.
Сморите видео
Рейтинг
( 2 оценки, среднее 4 из 5 )
0
15 714 просмотров
двигатели электроника
Источник
Понравилась статья? Поделиться с друзьями:
Как подключить шаговый двигатель с 4, 6, 8 выводами
Новости
Поздравляем с Днем народного единства! Уважаемые покупатели! Поздравляем с Днем народного единства!
3 ноября — сокращенный рабочий день с 8.00 до 15.30, 4, 5, 6 ноября — выходные дни. Поздравляем с Днем России! Уважаемые покупатели, сердечно поздравляем вас с праздником — Днем России! Обращаем ваше внимание, что 13 июня у нас выходной день. Информация о текущих ценах Уважаемые покупатели! В связи с экономической и политической нестабильностью в мире высокий уровень цен по-прежнему сохраняется. Мы делаем все от нас зависящее, чтобы поддерживать весь необходимый ассортимент и сохранять цены на минимально возможном уровне. Можем заверить, что снижение цен будет произведено сразу, как только начнется товародвижение на глобальных маршрутах. Читать все новости
Как подключить шаговый двигатель с 4, 5, 6 и 8 выводами к драйверу.
В предыдущих статьях мы рассматривали процесс выбора шагового электродвигателя (см. статью«Как выбрать шаговый двигатель») в зависимости от способа его применения. В данной статье мы подробно рассмотрим как подключить шаговый двигатель.
Шаговые электродвигатели могут поставляться с несколькими вариантами схем подключения. Выбор схемы будет определяться типом двигателя. Большинство наиболее распространенных шаговых двигателей имеют схемы, предполагающие использование 4-х, 5-ти, 6-ти или 8-ми проводов.
КАК ПОДКЛЮЧИТЬ ШАГОВЫЙ ДВИГАТЕЛЬ С 4 ВЫВОДАМИ
Если в вашем распоряжении имеется шаговый двигатель, подключаемый при помощи только четырех проводов, это означает, что в нем две обмотки, это биполярный мотор и вы сможете использовать его только с биполярным драйвером. Обратите внимание на то, что каждая из фазных обмоток содержит пару проводов — для идентификации каждого провода используйте тестер (мультиметр).
Найдите замкнутые между собой провода(которые прозваниваются) и подключите их к шаговому двигателю. Лучше сразу свяжите их вместе, чтобы не повторять операцию постоянно
КАК ПОДКЛЮЧИТЬ УНИПОЛЯРНЫЙ ШАГОВЫЙ ДВИГАТЕЛЬ С 6 ВЫВОДАМИ
Также, как и шаговый двигатель с четырехконтактным соединением, униполярный двигатель с 6 проводами имеет пару проводов для каждой обмотки. Однако, он также имеет центральный вывод для каждой обмотки, что дает возможность подключать его как в качестве биполярного шагового двигателя, так и в качестве однополярного.
Для того, чтобы подключить шаговый двигатель с 6 выводами, с помощью тестера разделите все провода на три группы, замкнутые между собой, а затем найдите центральные выводы, измеряя сопротивление между проводами. Если вы хотите подключить ваш электродвигатель к униполярному драйверу, используйте все шесть проводов.
Подключение к биполярному драйверу(коих подавляющее большинство) потребует от вас использования только одного конца провода с одним выводом и одного центрального вывода для подключения к каждой обмотке.
Схема подключения шагового электродвигателя с 5-ю выводами очень похожа на схему подключения с 6-ю контактами. Главное ее отличие состоит в том, что центральные выводы замкнуты между собой внутри, соединяясь в один провод. Это обеспечивает работу электродвигателя только по однополярной схеме.
Кроме того, определить обмотки можно только методом проб и ошибок; лучше всего попытаться найти центральный вывод, так как его сопротивление составляет половину от сопротивления других проводов.
КАК ПОДКЛЮЧИТЬ ШАГОВЫЙ ДВИГАТЕЛЬ С 8 ВЫВОДАМИ
Наконец, существуют шаговые электродвигатели, подключаемые при помощи 8-ми проводов. Для того, чтобы понять, как подключить шаговый двигатель с 8 выводами, мы должны вернуться к инструкциям выше.Их схема подключения во многом схожа со схемой, предполагающей использование 6-ти проводов. Разница между ними состоит в том, что две фазы разделены на две отдельных обмотки. Имея указанную схему, вы сможете подключить шаговый двигатель по однополярной схеме, а также иметь три различные комбинации для биполярного подключения.
Последовательно соединив обмотки(увеличится индуктивное и активное сопротивление, а также момент, упадет максимальная скорость)
Параллельно (из-за меньшей индуктивности будет меньше момент и выше скорость)
Соединив обмотки параллельно, можно использовать униполярное подключение, как для 6-выводного шагового мотора
Ссылки:
Как настроить ЧПУ станок
Униполярный и биполярный шаговый двигатель
DARXTON
Новости
Поздравляем с Днем народного единства! Уважаемые покупатели! Поздравляем с Днем народного единства!
3 ноября — сокращенный рабочий день с 8. 00 до 15.30, 4, 5, 6 ноября — выходные дни. Поздравляем с Днем России! Уважаемые покупатели, сердечно поздравляем вас с праздником — Днем России! Обращаем ваше внимание, что 13 июня у нас выходной день. Читать все новости
Основы шагового двигателя
Каждый двигатель преобразует энергию. Электродвигатели преобразуют электричество в движение. Шаговые двигатели преобразуют электричество во вращение. Шаговый двигатель не только преобразует электрическую энергию во вращение, но и может очень точно контролировать, насколько далеко он будет вращаться и как быстро.
Шаговые двигатели названы так потому, что каждый импульс электричества поворачивает двигатель на один шаг. Шаговые двигатели управляются драйвером, который посылает импульсы в двигатель, заставляя его вращаться. Количество импульсов, которые вращает двигатель, равно количеству импульсов, подаваемых на драйвер. Двигатель будет вращаться со скоростью, равной частоте тех самых импульсов.
Шаговые двигатели очень просты в управлении. Большинство драйверов ищут 5-вольтовые импульсы, которые являются уровнем напряжения большинства интегральных схем. Вам просто нужно разработать схему для вывода импульсов или использовать один из импульсных генераторов ORIENTAL MOTOR.
Одной из наиболее замечательных особенностей шаговых двигателей является их способность очень точного позиционирования. Это будет подробно рассмотрено позже. Шаговые двигатели не идеальны, всегда есть небольшие неточности. Стандартные шаговые двигатели ORIENTAL MOTOR имеют точность ± 3 угловых минуты (0,05°). Однако замечательной особенностью шаговых двигателей является то, что эта ошибка не накапливается от шага к шагу. Когда стандартный шаговый двигатель проходит один шаг, он будет двигаться на 1,8° ± 0,05°. Если тот же мотор пройдет миллион шагов, он пройдет 1 800 000° ± 0,05°. Ошибка не накапливается.
Шаговые двигатели могут быстро реагировать и ускоряться. У них низкая инерция ротора, поэтому они могут быстро набирать скорость. По этой причине шаговые двигатели идеально подходят для коротких и быстрых перемещений.
Система шагового двигателя
На приведенной ниже схеме показана типичная система на основе шагового двигателя. Все эти части должны присутствовать в той или иной форме. Производительность каждого компонента будет влиять на другие.
Первым компонентом является компьютер или ПЛК. Это мозг системы. Компьютер не только управляет системой шагового двигателя, но и остальной частью машины. Он может поднимать лифт или продвигать конвейер. Он может быть как сложным, как ПК или ПЛК, так и простым, как кнопка оператора.
Вторая часть — индексатор или карта ПЛК. Это говорит шаговому двигателю, что делать. Он выдаст правильное количество импульсов, которое двигатель будет перемещать, и изменяет частоту, чтобы двигатель ускорялся, работал на скорости, а затем замедлялся.
Это может быть отдельный компонент, например индексатор ORIENTAL MOTOR SG8030 или плата генератора импульсов, которая вставляется в ПЛК. Форма нематериальна, но она должна присутствовать, чтобы двигатель двигался.
Следующие четыре блока составляют драйвер двигателя. Логика фазового управления принимает импульсы от индексатора и определяет, какая фаза двигателя должна быть включена. Фазы должны быть под напряжением в определенной последовательности, и логика управления фазами позаботится об этом. Источник питания логики представляет собой низкоуровневый источник питания, который питает ИС в драйвере. Это зависит от набора микросхем или дизайна приложения, но большинство источников питания логики находятся в диапазоне 5 вольт. Источник питания двигателя — это напряжение питания для питания двигателя. Этот уровень напряжения обычно находится в диапазоне 24 В постоянного тока, но может быть намного выше. Наконец, усилитель мощности представляет собой набор транзисторов, который позволяет току питать фазы. Они постоянно включаются и выключаются, чтобы двигатель работал в правильной последовательности.
Все эти компоненты дают команду двигателю перемещать нагрузку. Нагрузкой может быть ходовой винт, диск или конвейер.
Типы шаговых двигателей
В настоящее время существует три основных типа шаговых двигателей.
Переменное сопротивление (VR)
Постоянный магнит (ПМ)
Гибрид
ORIENTAL MOTOR производит только гибридные шаговые двигатели.
Шаговые двигатели с переменным сопротивлением имеют зубья на роторе и статоре, но не имеют магнита. Поэтому он не имеет фиксирующего момента. Постоянный магнит имеет магнит для ротора, но не имеет зубцов. Обычно магнит PM имеет грубые углы шага, но у него есть фиксирующий крутящий момент.
Гибридные шаговые двигатели сочетают в себе магнит от постоянного магнита и зубья от двигателей с переменным сопротивлением. Магнит намагничен в осевом направлении, что означает, что на диаграмме справа верхняя половина представляет собой северный полюс, а нижняя половина — южный полюс. На магните две зубчатые чашки ротора с 50 зубьями. Две чашки смещены на 3,6°, так что если мы посмотрим вниз на ротор между двумя зубцами на чашке северного полюса, мы увидим один зубец на чашке южного полюса прямо посередине.
Эти двигатели имеют двухфазную конструкцию с 4 полюсами на фазу. Полюса, отстоящие друг от друга на 90°, составляют каждую фазу. Каждая фаза намотана так, что полюса на 180° имеют одинаковую полярность, а полюса на 90° — противоположную полярность. Если бы ток в этой фазе был изменен на противоположный, то изменилась бы и полярность. Это означает, что мы можем сделать любой полюс статора либо северным, либо южным полюсом.
На роторе 50 зубьев. Шаг между зубьями составляет 7,2°. При движении двигателя некоторые зубья ротора смещаются с зубьями статора на 3/4 шага зубьев, 1/2 шага зубьев и 1/4 шага зубьев. Когда двигатель шагает, он выбирает самый простой маршрут, поскольку 1/4 от 7,2° составляет 1,8°, двигатель перемещается на 1,8° каждый шаг.
Наконец, крутящий момент и точность зависят от количества полюсов (зубьев). Чем больше полюсов, тем лучше крутящий момент и точность. ORIENTAL MOTOR предлагает шаговые двигатели высокого разрешения. Шаг зубьев этих двигателей вдвое меньше, чем у нашего стандартного двигателя. Ротор имеет 100 зубьев, поэтому угол между зубьями составляет 3,6°. Когда двигатель перемещается на 1/4 шага зуба, он перемещается на 0,9°. Разрешение наших моделей с высоким разрешением в два раза больше, чем у стандартных моделей: 400 шагов на оборот против 200 шагов на оборот.
Меньшие углы шага означают меньшую вибрацию, поскольку мы не делаем так далеко с каждым шагом.
Структура
На рисунке ниже показано поперечное сечение 5-фазного шагового двигателя. Шаговый двигатель состоит в основном из двух частей: статора и ротора. Ротор, в свою очередь, состоит из трех компонентов: стакана ротора 1, стакана ротора 2 и постоянного магнита. Ротор намагничен в осевом направлении, так что, например, если чашка ротора 1 поляризована на север, чашка ротора 2 будет поляризована на юг.
Статор имеет 10 магнитных полюсов с маленькими зубьями, каждый полюс снабжен обмоткой.
Каждая обмотка соединена с обмоткой противоположного полюса, так что оба полюса намагничиваются с одинаковой полярностью, когда ток проходит через пару обмоток. (Пропускание тока через данную обмотку намагничивает противоположную пару полюсов той же полярности, то есть северной или южной.)
Противоположная пара полюсов составляет одну фазу. Поскольку имеется 10 магнитных полюсов, или пять фаз, в этом конкретном двигателе называется 5-фазным шаговым двигателем.
По внешнему периметру каждого ротора имеется 50 зубьев, при этом зубья чашки ротора 1 и чашки ротора 2 механически смещены друг относительно друга на половину шага зубьев.
Скорость-момент
Очень важно, чтобы вы знали, как читать кривую скорость-момент, так как она скажет нам, что двигатель может и не может делать. Кривые скорость-момент представляют данный двигатель и данный привод. Когда двигатель работает, его крутящий момент зависит от типа привода и напряжения. Один и тот же двигатель может иметь очень разную кривую скорости вращения при использовании с другим приводом.
ORIENTAL MOTOR приводит кривые скорость-момент для справки. Если двигатель используется с аналогичным приводом, с аналогичным напряжением и током, вы должны получить аналогичные характеристики. См. приведенную ниже интерактивную кривую скорость-момент:
Чтение кривой скорость-момент
Удерживающий момент Величина крутящего момента, создаваемого двигателем в состоянии покоя, когда через его обмотки протекает номинальный ток.
Пуск/Стоп Область Значения, при которых двигатель может мгновенно запускаться, останавливаться или реверсировать.
Момент втягивания Значения крутящего момента и скорости, которые двигатель может запускать, останавливать или реверсировать синхронно с входными импульсами.
Момент вытягивания Значения крутящего момента и скорости, при которых двигатель может работать синхронно с входными фазами. Максимальные значения, которые двигатель может обеспечить без остановки.
Максимальная начальная скорость Максимальная скорость, с которой двигатель может запуститься, измеренная без нагрузки.
Максимальная рабочая скорость Максимальная скорость вращения двигателя, измеренная без нагрузки.
In order to operate in the region between the pull-in и вытягивании, двигатель должен сначала запуститься в зоне пуска/останова. Затем частота пульса увеличивается до тех пор, пока не будет достигнута желаемая скорость. Для остановки скорость двигателя снижается до тех пор, пока она не станет ниже кривой крутящего момента.
Крутящий момент пропорционален току и количеству витков провода. Если мы хотим увеличить крутящий момент на 20%, мы должны увеличить ток примерно на 20%. Точно так же, если мы хотим уменьшить крутящий момент на 50%, уменьшим ток на 50%.
Из-за магнитного насыщения нет смысла увеличивать ток более чем в 2 раза от номинального. В этот момент увеличение тока не увеличит крутящий момент. При токе, примерно в 10 раз превышающем номинальный, вы рискуете размагнитить ротор.
Все наши двигатели имеют изоляцию класса B и могут выдерживать температуру 130°C до разрушения изоляции. Если мы допускаем разницу температур внутри и снаружи в 30°, температура корпуса не должна превышать 100°C.
Индуктивность влияет на крутящий момент на высоких скоростях. Индуктивность является причиной того, что двигатели не имеют высокой степени крутящего момента до бесконечности. Каждая обмотка двигателя имеет определенное значение индуктивности и сопротивления. Индуктивность в генри, деленная на сопротивление в омах, дает нам значение секунд. Это количество секунд (постоянная времени) представляет собой количество времени, которое требуется катушке для зарядки до 63% от ее номинального значения. Если двигатель рассчитан на 1 ампер, через 1 постоянную времени катушка будет на 0,63 ампер. После примерно 4 или 5 постоянных времени катушка будет до 1 ампер. Поскольку крутящий момент пропорционален току, если ток заряжается только до 63%, двигатель будет иметь только около 63% своего крутящего момента после 1 постоянной времени.
На низких скоростях это не проблема. Ток может входить и выходить из катушек достаточно быстро, поэтому двигатель имеет номинальный крутящий момент. Однако на высоких скоростях ток не может пройти достаточно быстро, пока не переключится следующая фаза. Крутящий момент уменьшается.
Напряжение драйвера играет большую роль в быстродействии. Чем выше отношение напряжения привода к напряжению двигателя, тем лучше производительность на высоких скоростях. Высокие напряжения вызывают ток в обмотках с большей скоростью, чем 63%, упомянутые выше.
Вибрация
Когда шаговый двигатель совершает переход от одного шага к другому, ротор не останавливается мгновенно. ротор фактически проходит конечное положение, оттягивается назад, проходит конечное положение в противоположном направлении и продолжает двигаться вперед и назад, пока, наконец, не остановится (см. интерактивную диаграмму ниже). Мы называем это «звоном», и он возникает при каждом шаге двигателя. Подобно шнуру для банджи, импульс переносит ротор за точку его остановки, затем он «подпрыгивает» вперед и назад, пока, наконец, не остановится. Однако в большинстве случаев двигатель получает команду перейти к следующему шагу, прежде чем он остановится.
На приведенных ниже графиках показан звон при различных условиях нагрузки. Без нагрузки двигатель сильно стучит. Много звонка означает много вибрации. Двигатель часто глохнет, если он не нагружен или слегка нагружен, потому что вибрация настолько высока, что теряется синхронность. При тестировании шагового двигателя обязательно добавляйте нагрузку.
На двух других графиках показан двигатель с нагрузкой. Правильная загрузка двигателя сгладит его работу. Нагрузка должна составлять от 30% до 70% крутящего момента, который может создать двигатель, а отношение инерции нагрузки к инерции ротора должно составлять от 1:1 до 10:1. Для более коротких и быстрых движений соотношение должно быть ближе к 1:1–3:1.
Специалист по применению ORIENTAL MOTOR и инженеры могут помочь в выборе правильного размера.
Двигатель будет демонстрировать гораздо более сильные вибрации, если частота входных импульсов соответствует собственной частоте двигателя. Это называется резонансом и обычно происходит на частоте около 200 Гц. В резонансе превышение и недорегулирование становятся намного больше, и вероятность пропуска шагов намного выше. Резонанс меняется в зависимости от инерции нагрузки, но обычно он составляет около 200 Гц.
2-фазные шаговые двигатели могут пропускать шаги только группами по четыре. Если вы пропускаете шаги, кратные четырем, вибрация вызывает потерю синхронизма или нагрузка слишком велика. Если количество пропущенных шагов не кратно четырем, велика вероятность того, что проблемы вызваны неправильным количеством импульсов или электрическими помехами.
Есть несколько способов обойти резонанс. Самый простой способ — вообще избежать такой скорости. 200 Гц — это не очень быстро для двухфазного двигателя со скоростью 60 об/мин. Большинство двигателей имеют максимальную начальную скорость около 1000 импульсов в секунду или около того. Таким образом, в большинстве случаев вы можете запустить двигатель на более высокой скорости, чем резонансная скорость.
Если вам нужно начать со скорости ниже резонансной скорости, быстро ускорьтесь через резонансный диапазон.
Другим решением является уменьшение угла шага. Двигатель всегда будет промахиваться и промахиваться больше для больших углов шага. Если двигателю не нужно далеко перемещаться, он не создаст достаточной силы (крутящего момента), чтобы выйти за пределы допустимого диапазона. Каждый раз, когда угол шага уменьшается, мотор не будет так сильно вибрировать. Вот почему полушаговые и микрошаговые системы так эффективно снижают вибрацию.
Убедитесь, что мощность двигателя соответствует нагрузке. Выбрав правильный двигатель, вы можете улучшить производительность.
Также доступны демпферы. Демпферы устанавливаются на задний вал двигателя и поглощают часть энергии колебаний. Они часто сглаживают вибрирующий двигатель недорого.
5-фазные шаговые двигатели
Относительно новая технология шаговых двигателей — 5-фазные. Наиболее очевидная разница между 2-фазным и 5-фазным (см. интерактивную схему ниже) заключается в количестве полюсов статора. В то время как двухфазные двигатели имеют 8 полюсов, по 4 на фазу, пятифазный двигатель имеет 10 полюсов, по 2 на фазу. Ротор такой же, как у двухфазного двигателя.
В то время как двухфазный двигатель перемещается на 1/4 шага зубьев каждую фазу. 5-фазный из-за своей конструкции перемещается на 1/10 шага зуба. Поскольку шаг по-прежнему составляет 7,2°, угол шага равен 0,72°. Просто исходя из конструкции, разрешение 5-фазного датчика составляет 500 шагов на оборот, а двухфазного — 200 шагов на оборот. Пятифазный предлагает разрешение в 2,5 раза лучше, чем двухфазный.
При более высоком разрешении вы получаете меньший угол шага, что, в свою очередь, снижает вибрацию. Поскольку угол шага у 5-фазного в 2,5 раза меньше, чем у 2-фазного, звон, вибрации значительно ниже. Как в 2-фазном, так и в 5-фазном режиме ротор должен промахиваться или опускаться более чем на 3,6°, чтобы пропускать шаги. Поскольку угол шага 5-фазного двигателя составляет всего 0,72°, для двигателя почти невозможно превышение или недорегулирование на 3,6°. Вероятность потери синхронизма с 5-фазным шаговым двигателем очень мала.
Методы привода
Существует четыре различных метода привода шаговых двигателей:
Волновой привод (полный шаг)
2 фазы включены (полный шаг)
1-2 фазы включены (половина шага)
Микрошаг
Волновой привод
На приведенной ниже диаграмме метод волнового привода упрощен для лучшей иллюстрации теории. На иллюстрации каждый поворот на 90° соответствует 1,8° поворота ротора в реальном двигателе.
В методе волнового привода (также называемом методом однофазного включения) одновременно включается только одна фаза. Когда мы запитываем фазу А от южного полюса, она притягивает северный полюс ротора. Выключаем А и включаем В, ротор поворачивается на 90° (1,8°) и так далее. Каждый раз подается питание только на одну фазу.
Волновой привод имеет четырехступенчатую электрическую последовательность вращения двигателя.
2 фазы включены
В методе «2 фазы включены» две фазы всегда находятся под напряжением.
Еще раз на приведенном ниже рисунке каждые 90° представляют собой поворот на 1,8°. Если обе фазы A и B запитаны как южные полюса, северный полюс ротора будет одинаково притягиваться к обоим полюсам и выстраиваться прямо посередине. По мере того, как на фазы подается питание, ротор будет вращаться, чтобы выровняться между двумя полюсами, находящимися под напряжением.
Метод «двухфазного включения» включает четырехступенчатую электрическую последовательность вращения двигателя.
Стандартные 2-фазные и 2-фазные двигатели типа M компании ORIENTAL MOTOR используют метод «2 фазы вкл».
Какое преимущество имеет метод «2 фазы» по сравнению с методом «1 фаза»? Ответ — крутящий момент. В методе «1 фаза включена» одновременно включается только одна фаза, поэтому мы имеем одну единицу крутящего момента, действующую на ротор. В методе «2 фазы включены» у нас есть две единицы крутящего момента, действующие на ротор: 1 в положении на 12 часов и 1 в положении на 3 часа. Если мы сложим эти два вектора крутящего момента вместе, мы получим результат под углом 45°, а величина увеличится на 41,4%. Используя метод «2 фазы вкл.», мы можем получить тот же угол шага, что и метод «1 фаза вкл.», но с крутящим моментом на 41% больше.
Пятифазные двигатели немного отличаются. Вместо того, чтобы использовать метод «две фазы», мы используем метод «четыре фазы». Каждый раз мы включаем 4 фазы и мотор делает шаг.
Пятифазный двигатель проходит 10-ступенчатую электрическую последовательность.
1-2 фазы включены (полушаг)
Метод «1-2 фазы включен» или полушаг объединяет два предыдущих метода. В этом случае мы запитываем фазу А. Ротор выровняется. В этот момент мы держим фазу А включенной и активируем фазу В. Теперь ротор одинаково притягивается к обеим линиям вверх посередине. Ротор повернулся на 45° (0,9°). Теперь отключаем фазу А, но оставляем включенной фазу В. Мотор делает еще один шаг. И так далее. Чередуя одну фазу и две фазы, мы сократили угол шага вдвое. Помните, что при меньшем угле шага уменьшается вибрация.
(Для 5-фазного двигателя мы чередуем 4 фазы и 5 фаз.)
Полушаговый режим имеет восьмиступенчатую электрическую последовательность. Для пятифазного двигателя в методе «4-5 фаз включено» двигатель проходит 20-ступенчатую электрическую последовательность.
Микрошаг
Микрошаг — это способ сделать маленькие шаги еще меньше. Чем меньше шаг, тем выше разрешение и лучше характеристики вибрации. В микрошаге фаза не полностью включена или полностью выключена. Он частично включен. Синусоидальные волны применяются как к фазе A, так и к фазе B, на расстоянии 90° друг от друга (0,9° в пятифазном шаговом двигателе).
Когда максимальная мощность находится в фазе A, фаза B равна нулю. Ротор выровняется с фазой A. По мере того, как ток в фазе A уменьшается, он увеличивается в фазе B. Ротор будет делать крошечные шаги к фазе B, пока фаза B не достигнет своего максимума, а фаза A не станет нулевой. Процесс продолжается вокруг других фаз, и у нас есть микрошаг.
Есть некоторые проблемы, связанные с микрошагом, в основном с точностью и крутящим моментом. Поскольку фазы являются только фазами, только частично запитаны, крутящий момент двигателя снижается, как правило, примерно на 30%. Кроме того, из-за того, что разница крутящего момента между ступенями настолько мала, двигатель иногда не может справиться с нагрузкой. В таких случаях двигателю можно дать команду двигаться на 10 шагов, прежде чем он действительно начнет движение. Во многих случаях необходимо замкнуть цикл с помощью энкодеров, которые увеличивают цену.
Системы шаговых двигателей
Системы с открытым контуром
Системы с замкнутым контуром
Сервосистемы
Разомкнутый контур
Шаговые двигатели спроектированы как система разомкнутого контура. Генератор импульсов посылает импульсы в схему чередования фаз. Секвенсор фаз определяет, какие фазы необходимо отключить или включить, как описано в информации о полном шаге и полушаге. Секвенсор управляет полевыми транзисторами большой мощности, которые затем вращают двигатель.
Однако в системе с разомкнутым контуром нет проверки положения и невозможно узнать, выполнил ли двигатель заданное движение.
Замкнутый контур
Самый популярный метод замыкания контура — установка энкодера на задний вал двухвального двигателя. Кодер представляет собой тонкий диск с линиями на нем. Диск проходит между передатчиком и приемником. Каждый раз, когда между ними появляется линия, на сигнальные линии выводится импульс. Эти импульсы возвращаются на контроллер, который ведет их подсчет. Обычно в конце перемещения контроллер сравнивает количество импульсов, отправленных водителю, с количеством импульсов, отправленных энкодером обратно. Обычно записывается процедура, согласно которой, если два числа различны, разница затем компенсируется. Если числа совпадают, ошибки не произошло и движение продолжается.
Этот метод имеет два недостатка: стоимость (и сложность) и отклик. Дополнительная стоимость энкодера, наряду с увеличением сложности контроллера, увеличивает стоимость системы. Кроме того, поскольку исправление (если оно есть) выполняется в конце хода, в систему может быть добавлено дополнительное время.
Сервосистема
Другим вариантом является сервосистема. Сервосистема, как правило, представляет собой двигатель с малым числом полюсов, обеспечивающий высокую скорость, но не имеющий встроенной функции позиционирования. Чтобы сделать его устройством положения, требуется обратная связь, обычно и энкодер или резольвер, и контуры управления. Сервопривод по существу включается и выключается, пока счетчик резольвера не достигнет определенной точки. Следовательно, сервопривод работает на основе ошибки. Например, сервопривод получает команду двигаться на 100 оборотов. Счетчик резольвера показывает ноль, и двигатель включается. Когда счетчик резольвера достигает 100 оборотов, двигатель выключается. Если положение отклоняется, двигатель снова включается, чтобы вернуть его в исходное положение. Как сервопривод реагирует на ошибку, зависит от настройки усиления. Если настройка усиления высока, двигатель будет очень быстро реагировать на любые изменения ошибки. Если настройка коэффициента усиления низкая, двигатель не будет так быстро реагировать на изменения ошибки. Задействованы любые настройки усиления по времени, временные задержки вводятся в систему управления движением.
AlphaStep Системы шаговых двигателей с замкнутым контуром
AlphaStep — революционный шаговый двигатель компании Oriental Motor. AlphaStep имеет встроенный резольвер, обеспечивающий обратную связь по положению. В любой момент времени мы знаем, где находится ротор.
Драйвер AlphaStep имеет входной счетчик. Подсчитываются все импульсы, поступающие на привод. Обратная связь резольвера поступает на счетчик положения ротора. Любое отклонение присутствует в счетчике отклонений. Обычно двигатель работает в разомкнутом контуре. Мы делаем векторы крутящего момента, и двигатель следует за ними. Если счетчик отклонения показывает что-то большее, чем ± 1,8°, то фазовращатель включает вектор крутящего момента в верхней части кривой смещения крутящего момента, генерируя максимальный крутящий момент, чтобы вернуть ротор в синхронизм. Если двигатель отключен на несколько ступеней, секвенсор активирует несколько векторов крутящего момента в верхней части кривой смещения крутящего момента. Водитель выдерживает перегрузку до 5 секунд. Если он не может вернуть двигатель в синхронизм в течение 5 секунд, водитель выдаст ошибку и отправит сигнал тревоги.
Отличительной особенностью AlphaStep является то, что он корректирует пропущенные шаги на лету. Он не ждет до конца движения, чтобы внести исправления. Как только ротор возвращается в пределах 1,8 °, драйвер возвращается в режим разомкнутого контура и посылает правильные фазы питания.
На приведенном ниже графике показана кривая смещения крутящего момента, когда блок находится в режиме разомкнутого или замкнутого контура. Кривая смещения крутящего момента представляет собой крутящий момент, создаваемый одной фазой. Он создает максимальный крутящий момент, когда зубья ротора смещены на 1,8°. Двигатель может пропустить шаг только в том случае, если он промахивается более чем на 3,6°. Поскольку водитель берет на себя управление вектором крутящего момента, когда он отклоняется на 1,8°, двигатель не может пропускать шаги, за исключением случаев, когда он перегружен более чем на 5 секунд.
Многие думают, что точность шага AlphaStep составляет ± 1,8°. Точность шага AlphaStep составляет 5 угловых минут (0,083°). Водитель управляет векторами крутящего момента за пределами 1,8°. Оказавшись внутри 1,8°, зубья ротора выровняются с вектором создаваемого крутящего момента. AlphaStep следит за тем, чтобы правильный зуб совпадал с вектором крутящего момента.
AlphaStep доступен во многих версиях. ORIENTAL MOTOR предлагает версии с круглым валом и редуктором с несколькими передаточными числами для увеличения разрешения и крутящего момента или для уменьшения отраженной инерции. Почти все версии могут быть оснащены отказоустойчивым магнитным тормозом. ORIENTAL MOTOR также имеет версию 24 В постоянного тока, называемую серией ASC.
Заключение
Таким образом, шаговые двигатели отлично подходят для позиционирования. Шаговые двигатели можно точно контролировать как по расстоянию, так и по скорости, просто изменяя количество импульсов и их частоту. Их большое количество полюсов дает им точность, и в то же время они работают без обратной связи. Если размер шагового двигателя подобран правильно для приложения, шаговый двигатель никогда не пропустит ни одного шага.
Амортизатор передній SKODA OCTAVIA II, SUPERB II; VW CADDY ALLTRACK, CADDY ALLTRACK/MINIVAN, CADDY III, CADDY IV, CADDY IV/MINIVAN, CC B7, EOS, GOLF PLUS V, GOLF V, PASSAT B6 1.0-3.6 08.03-
Оригинальные номера (OEM) для Sachs 317 578 Амортизатор, перед
Важно отметить: большинство компаний, официальным поставщиком продукции которых является Inter Cars Ukraine, производят детали для вторичного рынка, которые по качеству не уступают оригинальным!
Данная автозапчасть может с легкостью заменить / использоватся вместо оригинальных запчастей / товаров для следующих производителей и моделей авто:VW TIGUAN (5N_), VW CADDY IV minivan (SAA, SAH), SKODA SUPERB II (3T4), VW GOLF V (1K1), VW PASSAT B7 (362), VW GOLF PLUS V (5M1, 521), VW PASSAT B6 (3C2), VW CADDY IV (MPV) (SAB, SAJ), SKODA SUPERB II Kombi (3T5), VW EOS (1F7, 1F8), VW CADDY III (MPV) (2KB, 2KJ, 2CB,, VW PASSAT B6 Variant (3C5), VW CADDY ALLTRACK (MPV) (SAB), VW GOLF V Variant (1K5), SKODA OCTAVIA II (1Z3), VW SCIROCCO III (137, 138), VW TOURAN (1T1, 1T2), VW CC B7 (358), VW PASSAT CC B6 (357), VW CADDY ALLTRACK minivan (SAA)
Официальные поставки и гарантия для SACHS 317 578
Важная деталь: все товары сертифицированы, поскольку Inter Cars Ukraine является официальным дистрибьютером автозапчастей ведущих мировых компаний-производителей. Мы выполняем все гарантийные обязательства, предоставляя возможность обмена и возврата товара.
Точки видачи автозапчастей
SACHS 317 578 вы можете приобрести практически в каждом регионе Украины – благодаря широкой сети филиалов Inter Cars Ukraine. Все товары в наличии во всех точках выдачи, поэтому (в большинстве случаев!) забрать их можно в тот же день, когда оформлен заказ. Сеть точек выдачи предварительно оформленного заказа Inter Cars Ukraine:
Опытные и знающие адвокаты штата Индиана. Ваши адвокаты на всю жизнь.
Бесплатная консультация ¡Hablamos Español!
Без сомнения, нанять адвоката в Индиане может быть трудным решением. Откуда вы знаете, какому адвокату доверять, когда так много зависит от исхода вашего дела? Возможно, вы никогда раньше не разговаривали с адвокатом. Возможно, вы знаете их только по фильмам и сериалам.
Вы можете задаться вопросом: «Кто в моем сообществе настоящие профессионалы в области права, которые могут обеспечить опытное и компетентное представительство во всех жизненных событиях?»
Мы думаем, что у нас есть ответ. Это юристы Hocker Law, LLC.
Как только вы поговорите с нами, вы обнаружите, что мы практичные хузеры, которые заботятся о том, чтобы делать правильные вещи для таких клиентов, как вы. Мы верим, что однажды наняв нас для решения одной из ваших юридических задач, вы будете продолжать обращаться к нам за другой поддержкой.
Делайте то, что лучше для вашей семьи
Надежное юридическое сопровождение на всех этапах жизни
В Hocker Law, LLC мы будем вашими юристами на всю жизнь. Мы обеспечим надежное юридическое сопровождение на всех этапах. Независимо от того, покупаете ли вы дом, женитесь или разводитесь, начинаете бизнес, нуждаетесь в иммиграционной помощи или вам нужна помощь в судебном процессе, вы можете рассчитывать на нашу юридическую команду для необходимой вам поддержки.
Адвокат Джанет Дэвис Хокер основала свою юридическую фирму более 20 лет назад с одной целью: всесторонне обслуживать юридические потребности людей в Индианаполисе и по всей Индиане. Она и ее команда, включая Вики Л. Фортино, Рэйчел А. Ист и Кэтлин С. Кребо, являются высококвалифицированными юристами с успешным послужным списком получения результатов и поиска нестандартных решений.
Помощь в вопросах недвижимости, семейного права, коммерческого права и других вопросах
В жизни бывает много моментов, когда вам нужен адвокат. Для многих людей первая встреча с юристом может быть связана с покупкой недвижимости. Наши юристы по недвижимости имеют большой опыт в решении вопросов, связанных с закрытием сделок и правами собственности. Мы позаботимся о полной защите ваших прав и интересов при всех видах сделок с недвижимостью.
По мере продвижения по жизни вам может понадобиться помощь в вопросах семейного права. Адвокат по семейным делам в Hocker Law, LLC может оказать юридическую поддержку, если вы переживаете развод или вам нужна помощь с усыновлением или составлением завещания.
Оценка ситуации без обязательств
Возможно, вы готовы осуществить свою мечту и открыть собственный бизнес. Мы поможем вам в этом процессе, чтобы убедиться, что вы стоите на твердом правовом основании.
К сожалению, хорошие люди иногда переживают трудные времена. Вы можете попасть в аварию не по своей вине и вам нужен опытный адвокат по травмам. Мы постараемся помочь вам вернуться на правильный путь.
Адвокаты на всю жизнь: коммерческое право
Начать бизнес? Нужна юридическая консультация для вашей существующей компании? Урегулировать спор по контракту? Узнайте, как Hocker Law, LLC может вам помочь. Наши опытные юристы по разрешению споров помогут решить следующие вопросы:
Организация бизнеса
Деловые контракты
Соглашения об отказе от конкуренции
Неразглашение
Мы с вами на каждом шагу
Компания Hocker Law, LLC готова помочь вам. И мы будем рядом с вами в будущем. Мы ваши адвокаты на всю жизнь.
Свяжитесь с нами сегодня для бесплатной и конфиденциальной консультации. Мы можем встретиться с вами в одном из наших трех офисов по адресу Indianapolis и Greenwood, Indiana 9.0060 .
6626 E 75th St Suite 410 Индианаполис, Индиана 46250 (317) 578-1630
2629 Waterfront Pkwy E Dr #110 Indianapolis, IN 46214 (317) 489-3643
3209 W. Smith Valley Road Suite 233 Greenwood, в 46142 (317) 215-5045
Отправьте заявку на e-mail: [email protected], и менеджеры нашей компании свяжутся с Вами в ближайшее время.
Описание
Характеристики
Размеры
Схемы
Частотный преобразователь Schneider Electric Altivar 312 ATV312H055N4 (0.55 кВт ) — компактное устройство, разработанное с учетом простоты использования, адаптированно для плавного регулирования скорости двигателя в промышленных установках. Делает оборудование (текстильные машины, фасовочное оборудование, насосные и вентиляционные установки) более конкурентоспособными по сравнению с конструкциями аналогичного типа.
Основные характеристики компактных частотных преобразователей типа Altivar 312 компании Schneider Electric: — Концептуальный подход при взаимодействии с другими устройствами с легкостью не только расширяет функциональные возможности, определяя общую направленность при достижении поставленных целей, но и совершенствует существующую систему управления. — Открытый стандарт ModBus обеспечивает бесперебойную связь между электрическими устройствами с программируемой логикой. Благодаря возможности поддержки основных шин (CANopen Daisy Chain, DeviceNet, Profibus DP) производительность системы автоматизации значительно увеличена. — Фильтр ЭМС (от С1 до С3, в зависимости от комплектации) выступает в качестве интегрированного элемента системы. — Высококачественные электронные компоненты системы гарантируют долговечную и надежную работу аппарата. — Доступно качественное использование при прямом подключении, через Ethernet, с помощью модема или по беспроводной технологии Bluetooth. — Лицевая поверхность преобразователя позволяет получить быстрый доступ к компонентам системы и функциям подключения. — Настройка привода осуществляется навигационной ручкой. — Функциональные возможности не ограничены стандартным набором обязанностей и включают такие параметры как: работа в режиме “быстрее-медленнее”, управление тормозом, элементом дистанционного управления, работа при пониженом напряжении, пропорционально-интегральный регулятор. — Стойкость к сетевым возмущениям обеспечена лакированными картами. — Уникальностью электронных устройств данного типа является их разработка с учетом соблюдения электромагнитной совместимости, при воздействии на них непреднамеренных электромагнитных помех. Уменьшение гармонических составляющих тока достигается при использовании дросселей, позволяющих снижать на определенный период времени влияние токов определенного диапазона частот.
Монтаж — При любых применениях изделие готово к работе в кратчайшие сроки. — Быстро вводится в эксплуатацию экономя ваше время за счет интуитивного и понятного программирования. — Преобразователи частоты предназначены для двигателей асинхронного типа.
Инструкции:
Техническое описание
Свойство
Значение
Назначение изделия
Асинхронные электродвигатели
Применение изделия
Простая машина
Стиль сборки
С радиатором
Наименование компонента
ATV312
Мощность двигателя, л. с.
0.75 лс
[Us] номинальное напряжение питания
380…500 V (- 15…10 %)
Частота сети питания
50…60 Hz (- 5…5 %)
Число фаз сети
3 фазы
Линейный ток
2.8 А для 380 V, 5 кА
2.2 А для 500 V
Фильтр помех
Встроенный
Полная мощность
1.8 кВ·А
Макс. переходной ток
2.9 А для 60 с
Диапазон скоростей
1…50
Профиль управления асинхронным электродвигателем
Заводская настройка: постоянный момент
Бессенсорное векторное управление двигателем с помощью сигнала ШИМ
В зависимости от применения ПЧ его установка потребует соблюдение некоторых мер предосторожности и использование соответствующих принадлежностей.
— Преобразователь устанавливается в вертикальном положении ±10°. — Запрещается устанавливать ПЧ рядом с нагревательными элементами. — Оставьте достаточно места, чтобы воздух, необходимый для охлаждения устройства, мог циркулировать снизу вверх.
Похожие товары
Частотный преобразователь Schneider Electric Altivar 312 ATV312H018M2
Цена по запросу
Частотный преобразователь Schneider Electric Altivar 312 ATV312H018M3
Цена по запросу
Частотный преобразователь Schneider Electric Altivar 312 ATV312H037M2
Цена по запросу
Частотный преобразователь Schneider Electric Altivar 312 ATV312H037M3
Распределение среднего напряжения и автоматизация сети
Критическая мощность, охлаждение и стойки
Промышленная автоматизация и управление
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Диапазоны: 77
Диапазоны: 57
Диапазоны: 39
Ассортимент: 24
Откройте для себя широкий выбор кнопок, переключателей и сигнальных ламп для большинства промышленных применений. Ассортимент Harmony, доступный по всему миру в версиях из металла и пластика, отвечает вашим потребностям в надежной…
Диапазоны: 33
Диапазоны: 57
Диапазоны: 27
Системы привода с регулируемой скоростью предлагают широкий спектр полностью протестированных и готовых к подключению решений для управления двигателем. Начиная от компактных предварительно спроектированных систем и заканчивая комплексными решениями, спроектированными по индивидуальному заказу…
Диапазоны: 34
Являясь крупнейшей в мире линейкой контакторов, серия TeSys предлагает высокую надежность с длительным механическим и электрическим сроком службы, а также полную линейку принадлежностей для управления двигателем и нагрузкой…
 Обладает повышенным ресурсом, обеспечивает наивысшее качество электромонтажных работ. Профиль обжима: клиновидный.
Обладает повышенным ресурсом, обеспечивает наивысшее качество электромонтажных работ. Профиль обжима: клиновидный. Метка будет более выраженной при обжатии жесткой трубки по сравнению с трубкой ACR, но будет видна. Неспособность создать контрольную метку означает либо использование несанкционированной губки, либо использование губки неправильного размера. Если фитинг запрессован неправильно, его необходимо удалить и повторить процедуру с новым фитингом.
Метка будет более выраженной при обжатии жесткой трубки по сравнению с трубкой ACR, но будет видна. Неспособность создать контрольную метку означает либо использование несанкционированной губки, либо использование губки неправильного размера. Если фитинг запрессован неправильно, его необходимо удалить и повторить процедуру с новым фитингом.

 к применению и материальным инновациям.
к применению и материальным инновациям. Машина Farsoon также может работать с передовым программным обеспечением сторонних производителей от крупных промышленных поставщиков, таких как Siemens и Autodesk, улучшая интеграцию предприятия и оптимизируя рабочий процесс.
Машина Farsoon также может работать с передовым программным обеспечением сторонних производителей от крупных промышленных поставщиков, таких как Siemens и Autodesk, улучшая интеграцию предприятия и оптимизируя рабочий процесс. добиться успеха в бизнесе.
добиться успеха в бизнесе. Благодаря нашей философии «Открыто для промышленности» и техническому опыту Farsoon готова облегчить и улучшить ваш процесс аддитивного производства, от концепции до готовых деталей.
Благодаря нашей философии «Открыто для промышленности» и техническому опыту Farsoon готова облегчить и улучшить ваш процесс аддитивного производства, от концепции до готовых деталей. , температурный контроль, разработка материалов и разработка приложений.
, температурный контроль, разработка материалов и разработка приложений. Интеграция 3D-печати в аэрокосмическую и авиационную промышленность обеспечивает конкурентное преимущество при производстве самых современных компонентов. Производители аэрокосмической отрасли также видят больше преимуществ в мелкосерийном производстве ранее невозможных или дорогостоящих деталей благодаря гибкости и адаптируемости аддитивного производства. Все эти преимущества просто переводятся в более высокую прибыльность бизнеса, и это всегда правильное решение.
Интеграция 3D-печати в аэрокосмическую и авиационную промышленность обеспечивает конкурентное преимущество при производстве самых современных компонентов. Производители аэрокосмической отрасли также видят больше преимуществ в мелкосерийном производстве ранее невозможных или дорогостоящих деталей благодаря гибкости и адаптируемости аддитивного производства. Все эти преимущества просто переводятся в более высокую прибыльность бизнеса, и это всегда правильное решение. От производителей серийных автомобилей, команд по производству высокопроизводительных автомобилей до поставщиков функциональных деталей — все увидели преимущества аддитивного производства. Многие OEM-производители и их поставщики в настоящее время используют технологию лазерной сварки в порошковом слое для решения проблем и расширения внутренних возможностей для будущих возможностей.
От производителей серийных автомобилей, команд по производству высокопроизводительных автомобилей до поставщиков функциональных деталей — все увидели преимущества аддитивного производства. Многие OEM-производители и их поставщики в настоящее время используют технологию лазерной сварки в порошковом слое для решения проблем и расширения внутренних возможностей для будущих возможностей. Кроме того, возможность интеграции конформных каналов охлаждения с помощью аддитивного производства металлов дает огромные преимущества для улучшения функциональных характеристик и уникального конкурентного преимущества на рынке.
Кроме того, возможность интеграции конформных каналов охлаждения с помощью аддитивного производства металлов дает огромные преимущества для улучшения функциональных характеристик и уникального конкурентного преимущества на рынке.
 Посмотрите, что наши промышленные партнеры и клиенты говорят о Farsoon:
Посмотрите, что наши промышленные партнеры и клиенты говорят о Farsoon: В целом оборудование Farsoon более выгодно покупать, обслуживать и эксплуатировать».
В целом оборудование Farsoon более выгодно покупать, обслуживать и эксплуатировать». В настоящее время мы прототипируем более 5000 деталей каждый год с помощью HT403P».
В настоящее время мы прототипируем более 5000 деталей каждый год с помощью HT403P».

 Основатель компании, доктор Сюй Сяошу, обладает уникальным опытом в этой области. Он был техническим директором корпорации DTM, ныне известной как 3D Systems, одного из пионеров рынка промышленной 3D-печати.
Основатель компании, доктор Сюй Сяошу, обладает уникальным опытом в этой области. Он был техническим директором корпорации DTM, ныне известной как 3D Systems, одного из пионеров рынка промышленной 3D-печати. Материал (мелкодисперсный сферический порошок из металла или сплава) послойно подается в печатающую камеру и на опорную плиту. Лазер проецирует рисунок на каждый слой, сплавляя частицы порошка вместе. Данная технология позволяет изготавливать детали, не уступающие по своим механическим свойствам литым. Такие детали также могут иметь гораздо более сложную форму по сравнению с литьем или фрезерованием. Как правило, процесс печати осуществляется в среде инертного газа, что позволяет использовать высокореактивные материалы без окисления и ухудшения свойств.
Материал (мелкодисперсный сферический порошок из металла или сплава) послойно подается в печатающую камеру и на опорную плиту. Лазер проецирует рисунок на каждый слой, сплавляя частицы порошка вместе. Данная технология позволяет изготавливать детали, не уступающие по своим механическим свойствам литым. Такие детали также могут иметь гораздо более сложную форму по сравнению с литьем или фрезерованием. Как правило, процесс печати осуществляется в среде инертного газа, что позволяет использовать высокореактивные материалы без окисления и ухудшения свойств.
 Хорошая стойкость к окислению и коррозии. Поддается горячей и холодной штамповке, легко сваривается.
Хорошая стойкость к окислению и коррозии. Поддается горячей и холодной штамповке, легко сваривается. Модели отличаются размером печатной камеры и функциями.
Модели отличаются размером печатной камеры и функциями.
 Система спекания способна производить крупные металлические детали из широкого спектра порошковых материалов, металлов и сплавов.
Система спекания способна производить крупные металлические детали из широкого спектра порошковых материалов, металлов и сплавов.

 Усовершенствованная система цифровой оптики, надежное оборудование и открытое управление настройками предоставляют пользователю беспрецедентную свободу для создания высокодетализированных металлических 3D-отпечатков.
Усовершенствованная система цифровой оптики, надежное оборудование и открытое управление настройками предоставляют пользователю беспрецедентную свободу для создания высокодетализированных металлических 3D-отпечатков.
 Материал: AlSi10Mg. Принтер: FS271M
Материал: AlSi10Mg. Принтер: FS271M  Материал: 316L
Материал: 316L 
 Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
 Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
 Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов;
Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов; В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению;
В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению; Их стойкость намного выше по сравнению со стандартным.
Их стойкость намного выше по сравнению со стандартным.
 Таким способом проходим метчиком все отверстие и нарезаем в нем резьбу.
Таким способом проходим метчиком все отверстие и нарезаем в нем резьбу. Изображение Роберта Хьюитта
Изображение Роберта Хьюитта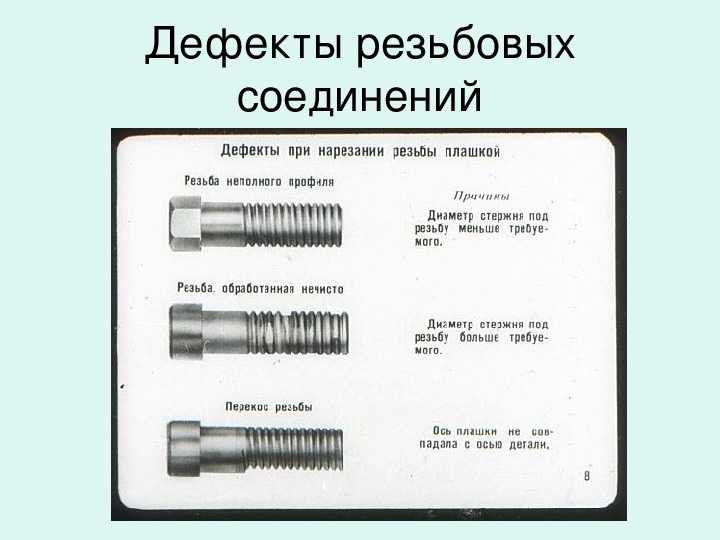 Этот крутящий момент представляет собой силу на вашем метчике, которая сломает его, если будет слишком много, поэтому снижение крутящего момента сэкономит метчики.
Этот крутящий момент представляет собой силу на вашем метчике, которая сломает его, если будет слишком много, поэтому снижение крутящего момента сэкономит метчики. Правда в том, что нижние метчики действительно предназначены для ручного нарезания резьбы.
Правда в том, что нижние метчики действительно предназначены для ручного нарезания резьбы. Для метчика с накатной резьбой 1/4-20 это 0,214 — почти четверть дюйма!
Для метчика с накатной резьбой 1/4-20 это 0,214 — почти четверть дюйма!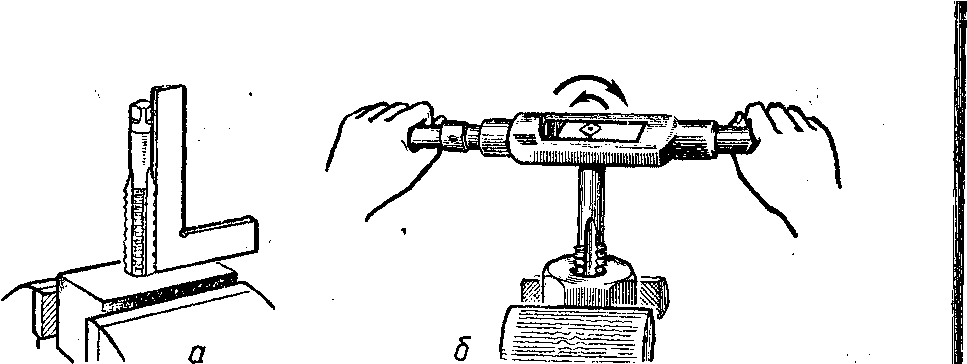 Угол подъема, большой и малый диаметр, диаметр делителя, допуски и многое другое. Потоки — это сложные звери с множеством измерений!
Угол подъема, большой и малый диаметр, диаметр делителя, допуски и многое другое. Потоки — это сложные звери с множеством измерений! Резьбовые фрезы генерируют гораздо меньшие силы резания, и даже если вы сломаете одну из них, она будет меньше отверстия, поэтому деталь, вероятно, все еще в порядке.
Резьбовые фрезы генерируют гораздо меньшие силы резания, и даже если вы сломаете одну из них, она будет меньше отверстия, поэтому деталь, вероятно, все еще в порядке. Создание внутренней резьбы возможно с помощью нарезания резьбы, что важно, когда нельзя использовать болты и гайки. Резьбовые отверстия также называются резьбовыми отверстиями, то есть отверстиями, подходящими для соединения двух деталей с помощью крепежных деталей .
Создание внутренней резьбы возможно с помощью нарезания резьбы, что важно, когда нельзя использовать болты и гайки. Резьбовые отверстия также называются резьбовыми отверстиями, то есть отверстиями, подходящими для соединения двух деталей с помощью крепежных деталей . Вот их характеристики:
Вот их характеристики: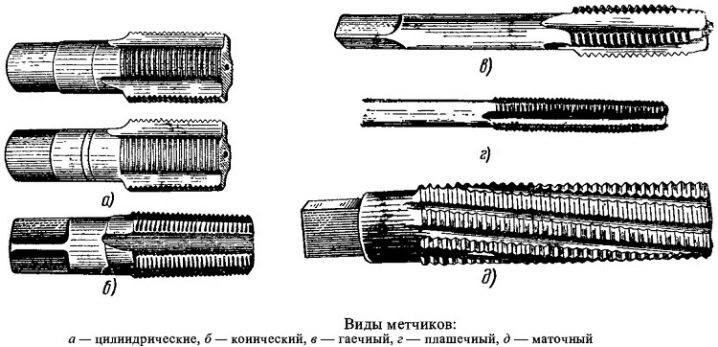 Здесь вы должны убедиться, что используете правильное сверло для достижения не только диаметра на требуемую глубину.
Здесь вы должны убедиться, что используете правильное сверло для достижения не только диаметра на требуемую глубину. Как правило, диаметр болта больше, чем просверленное отверстие, потому что нарезание резьбы впоследствии увеличит размер отверстия. Также обратите внимание, что в стандартной таблице размер сверла соответствует размеру болта, что может помочь вам избежать ошибок.
Как правило, диаметр болта больше, чем просверленное отверстие, потому что нарезание резьбы впоследствии увеличит размер отверстия. Также обратите внимание, что в стандартной таблице размер сверла соответствует размеру болта, что может помочь вам избежать ошибок.
 Это может привести к поломке, когда режущие зубья достигают кромки. Кроме того, метчики не подходят для очень маленьких отверстий.
Это может привести к поломке, когда режущие зубья достигают кромки. Кроме того, метчики не подходят для очень маленьких отверстий. Например, для нарезания резьбы в закаленной стали можно использовать метчик из твердого сплава благодаря его высокой жаропрочности и износостойкости. Чтобы проделать отверстие в твердом материале, вы можете впитать следующее:
Например, для нарезания резьбы в закаленной стали можно использовать метчик из твердого сплава благодаря его высокой жаропрочности и износостойкости. Чтобы проделать отверстие в твердом материале, вы можете впитать следующее: В результате вам необходимо уменьшить скорость резания или скорость подачи , чтобы избежать слишком глубокого или недостаточного углубления.
В результате вам необходимо уменьшить скорость резания или скорость подачи , чтобы избежать слишком глубокого или недостаточного углубления.
 Вот 4 решения, доступные для всех:
Вот 4 решения, доступные для всех: Пластиковый молоток
Пластиковый молоток thingiverse.com/thing:404028
thingiverse.com/thing:404028
 Пластиковый гаечный ключ
Пластиковый гаечный ключ Распечатайте автоматизированную лейку для цветов и забудьте о поливе цветов.
Распечатайте автоматизированную лейку для цветов и забудьте о поливе цветов. Еще одна автоматическая лейка
Еще одна автоматическая лейка cgtrader.com/free-3d-print-models/house/bathroom/bathroom-soap-holder-hook
cgtrader.com/free-3d-print-models/house/bathroom/bathroom-soap-holder-hook ..Надеюсь, вам понравится этот принт, хорошего дня и, пожалуйста, поделитесь своим мнением и лайком…
..Надеюсь, вам понравится этот принт, хорошего дня и, пожалуйста, поделитесь своим мнением и лайком… Я напечатал их мраморной нитью и очень доволен результатом. Я рассчитал его для мыла Mercadona, которое можно найти на фото, но, вероятно, многие мыла продаются в…
Я напечатал их мраморной нитью и очень доволен результатом. Я рассчитал его для мыла Mercadona, которое можно найти на фото, но, вероятно, многие мыла продаются в… .. высота слоя 0,3 с заполнением 10%.
.. высота слоя 0,3 с заполнением 10%. Он разделен на две части для лучшей производительности печати и для защиты основного корпуса от растрескивания при установке в ванной комнате.
Он разделен на две части для лучшей производительности печати и для защиты основного корпуса от растрескивания при установке в ванной комнате. Он готов к использованию, просто поместите его в свою сцену.
Он готов к использованию, просто поместите его в свою сцену. gl/RyWHeL Моя Анет E10: https://goo.gl/a1B1P4 JG…
gl/RyWHeL Моя Анет E10: https://goo.gl/a1B1P4 JG… …Мне нравится, что я сделал это по памяти несколько дней спустя.
…Мне нравится, что я сделал это по памяти несколько дней спустя. В соответствии с этим вам нужно будет просверлить отверстия. Он имеет дренажный канал для удаления лишней воды. Он предназначен для легкой печати на задней панели без какой-либо поддержки.
В соответствии с этим вам нужно будет просверлить отверстия. Он имеет дренажный канал для удаления лишней воды. Он предназначен для легкой печати на задней панели без какой-либо поддержки.

 Компания АТМ
Компания АТМ Первоочередная задача таких систем — обнаружить возгорание на охраняемой зоне. Для этого на участке устанавливаются различные датчики, которые и реагируют на появление дыма, повышение температуры в зоне их действия.
Первоочередная задача таких систем — обнаружить возгорание на охраняемой зоне. Для этого на участке устанавливаются различные датчики, которые и реагируют на появление дыма, повышение температуры в зоне их действия. Это позволит минимизировать риск отравления для граждан, которые по какой-либо причине не успели вовремя покинуть опасный объект. Важный аспект этого этапа — обеспечение свежего воздуха в здании. Как правило, в таких системах используют естественные приспособления, к которым относятся дымовые люки, шахты.
Это позволит минимизировать риск отравления для граждан, которые по какой-либо причине не успели вовремя покинуть опасный объект. Важный аспект этого этапа — обеспечение свежего воздуха в здании. Как правило, в таких системах используют естественные приспособления, к которым относятся дымовые люки, шахты. Этот вариант не подходит для подавления химических пожаров.
Этот вариант не подходит для подавления химических пожаров. Некоторые системы недопустимо использовать на объектах, где подразумевается одновременное нахождение большого количества человек. Это важно учитывать, чтобы не допустить вредного воздействия на здоровье человека.
Некоторые системы недопустимо использовать на объектах, где подразумевается одновременное нахождение большого количества человек. Это важно учитывать, чтобы не допустить вредного воздействия на здоровье человека.
 Легкий доступ к заготовке и превосходный отвод стружки.
Легкий доступ к заготовке и превосходный отвод стружки. 60 л.с.
60 л.с.


 Mueller™
Mueller™

 Благодаря компактной конструкции и поглощающему удары полимерному корпусу это устройство отличается легкостью и удобством транспортировки. Большой блок охлаждения и тщательно выполненная конструкция обеспечивают длительный срок службы и позволяют работать даже в самых сложных условиях.
Благодаря компактной конструкции и поглощающему удары полимерному корпусу это устройство отличается легкостью и удобством транспортировки. Большой блок охлаждения и тщательно выполненная конструкция обеспечивают длительный срок службы и позволяют работать даже в самых сложных условиях. С введением серии Caddy® Tig 2200i AC/DC и полного набора принадлежностей вы найдете оптимальное решение для широкого круга задач сварки TIG. Предлагая настоящую портативность, Caddy® Tig 2200i AC/DC имеет не только небольшие размеры и малый вес. Благодаря продуманному компактному дизайну его легко брать с собой на различные внутренние и наружные рабочие площадки, а также складывать, когда он не используется, что делает его удобным как в мастерской, так и в дороге. Подключение к однофазной сети позволяет легко найти источник питания для устройства, и оно одинаково хорошо работает при питании от портативного генератора. * Благодаря встроенной схеме PFC аппарат может работать с очень длинными сетевыми кабелями, более 100 м, что дает сварщику очень большой рабочий радиус. Ударопрочная конструкция Композитные материалы в сочетании с продуманными конструктивными решениями обеспечивают прочную и ударопрочную машину, адаптированную к суровым условиям. Панель управления утоплена, что обеспечивает дополнительную защиту и долговечность.
С введением серии Caddy® Tig 2200i AC/DC и полного набора принадлежностей вы найдете оптимальное решение для широкого круга задач сварки TIG. Предлагая настоящую портативность, Caddy® Tig 2200i AC/DC имеет не только небольшие размеры и малый вес. Благодаря продуманному компактному дизайну его легко брать с собой на различные внутренние и наружные рабочие площадки, а также складывать, когда он не используется, что делает его удобным как в мастерской, так и в дороге. Подключение к однофазной сети позволяет легко найти источник питания для устройства, и оно одинаково хорошо работает при питании от портативного генератора. * Благодаря встроенной схеме PFC аппарат может работать с очень длинными сетевыми кабелями, более 100 м, что дает сварщику очень большой рабочий радиус. Ударопрочная конструкция Композитные материалы в сочетании с продуманными конструктивными решениями обеспечивают прочную и ударопрочную машину, адаптированную к суровым условиям. Панель управления утоплена, что обеспечивает дополнительную защиту и долговечность. Caddy® Tig 2200i AC/DC имеет прочные и ударопрочные кабельные разъемы с OKC 50. Улучшение качества сварки В версии TA33 вам нужно только установить толщину листа. Аппарат контролирует все остальное, и ему можно доверять, поскольку он всегда помогает сварщику добиваться стабильных и высококачественных результатов сварки. Более горячие или более холодные сварные швы можно легко получить, отрегулировав ручку. Версия TA34 предназначена для поддержки и повышения квалификации сварщика и позволяет достигать отличных результатов сварки в широком диапазоне материалов и толщин. Версия TA34 поставляется с регулируемым наклоном вверх и вниз. Он также поставляется с функцией Micro Pulse, что позволяет легко контролировать подачу тепла и сводит к минимуму зону теплового воздействия. Это особенно полезно при обработке тонких листов и высокопрочных сталей. Caddy® Tig 2200i AC/DC обеспечивает настоящую возможность MMA с такой же производительностью и функциями, что и машины ESAB MMA с тем же диапазоном напряжения, включая функции горячего старта, настройки силы дуги, Arc Plus II* и, кроме того, переключатель полярности.
Caddy® Tig 2200i AC/DC имеет прочные и ударопрочные кабельные разъемы с OKC 50. Улучшение качества сварки В версии TA33 вам нужно только установить толщину листа. Аппарат контролирует все остальное, и ему можно доверять, поскольку он всегда помогает сварщику добиваться стабильных и высококачественных результатов сварки. Более горячие или более холодные сварные швы можно легко получить, отрегулировав ручку. Версия TA34 предназначена для поддержки и повышения квалификации сварщика и позволяет достигать отличных результатов сварки в широком диапазоне материалов и толщин. Версия TA34 поставляется с регулируемым наклоном вверх и вниз. Он также поставляется с функцией Micro Pulse, что позволяет легко контролировать подачу тепла и сводит к минимуму зону теплового воздействия. Это особенно полезно при обработке тонких листов и высокопрочных сталей. Caddy® Tig 2200i AC/DC обеспечивает настоящую возможность MMA с такой же производительностью и функциями, что и машины ESAB MMA с тем же диапазоном напряжения, включая функции горячего старта, настройки силы дуги, Arc Plus II* и, кроме того, переключатель полярности. *Для получения полной мощности используйте портативный генератор на 12 кВА с автоматической регулировкой напряжения. **Arc Plus II создает интенсивную, но плавную и стабильную дугу, которой легко управлять. Образуются более мелкие капли, дуга горит плавно, нет необходимости останавливаться на краях при плетении. Arc Plus II предлагает еще лучшие характеристики сварки, упрощает вашу работу и обеспечивает лучшее качество сварки с меньшей потребностью в обработке после сварки. Области применения • Ремонт и техническое обслуживание • Общее легкое и гражданское строительство • Обрабатывающая промышленность • Судостроение и оффшорное строительство • Транспортные и мобильные машины XA00132320 Поддержка сварщика Аппарат имеет истинный номинал переменного тока, при котором фактический сварочный ток всегда равен заданному току. Панель управления удобна для обзора и оснащена цифровым дисплеем для точной настройки параметров сварки, высокого контроля и обратной связи. Его легко понять и настроить, в перчатках или без них.
*Для получения полной мощности используйте портативный генератор на 12 кВА с автоматической регулировкой напряжения. **Arc Plus II создает интенсивную, но плавную и стабильную дугу, которой легко управлять. Образуются более мелкие капли, дуга горит плавно, нет необходимости останавливаться на краях при плетении. Arc Plus II предлагает еще лучшие характеристики сварки, упрощает вашу работу и обеспечивает лучшее качество сварки с меньшей потребностью в обработке после сварки. Области применения • Ремонт и техническое обслуживание • Общее легкое и гражданское строительство • Обрабатывающая промышленность • Судостроение и оффшорное строительство • Транспортные и мобильные машины XA00132320 Поддержка сварщика Аппарат имеет истинный номинал переменного тока, при котором фактический сварочный ток всегда равен заданному току. Панель управления удобна для обзора и оснащена цифровым дисплеем для точной настройки параметров сварки, высокого контроля и обратной связи. Его легко понять и настроить, в перчатках или без них. Версия TA34 поставляется с двумя блоками памяти для предварительных настроек, что позволяет быстро и точно вернуться к предварительно заданным настройкам. Caddy® Tig 2200i AC/DC поставляется с удобной эргономичной горелкой с шаровым шарниром, который снижает нагрузку на запястье сварщика и помогает сварщику получить доступ к материалу в ограниченном пространстве. Он также может быть легко (ретро) оснащен кулером для воды. • Предназначен для качественной сварки TIG всех типов материалов. • Простота использования – все параметры сварки представлены в простой для понимания форме. • QWave™ — обеспечивает сварку на переменном токе с высокой стабильностью дуги и низким уровнем шума. • Контроль частоты и баланса переменного тока (TA34 AC/DC) – оптимизирует сварочную ванну. • Предварительный нагрев электрода – отличный пуск и увеличенный срок службы электрода (TA34 AC/DC) • Функция ESAB с двумя программами – возможность предварительного программирования и изменения программы во время фактической сварки.
Версия TA34 поставляется с двумя блоками памяти для предварительных настроек, что позволяет быстро и точно вернуться к предварительно заданным настройкам. Caddy® Tig 2200i AC/DC поставляется с удобной эргономичной горелкой с шаровым шарниром, который снижает нагрузку на запястье сварщика и помогает сварщику получить доступ к материалу в ограниченном пространстве. Он также может быть легко (ретро) оснащен кулером для воды. • Предназначен для качественной сварки TIG всех типов материалов. • Простота использования – все параметры сварки представлены в простой для понимания форме. • QWave™ — обеспечивает сварку на переменном токе с высокой стабильностью дуги и низким уровнем шума. • Контроль частоты и баланса переменного тока (TA34 AC/DC) – оптимизирует сварочную ванну. • Предварительный нагрев электрода – отличный пуск и увеличенный срок службы электрода (TA34 AC/DC) • Функция ESAB с двумя программами – возможность предварительного программирования и изменения программы во время фактической сварки. (TA34 AC/DC) • Импульсная сварка TIG на постоянном токе — простое управление подачей тепла и сварочной ванной. (TA34 AC/DC) • Микроимпульс постоянного тока — сводит к минимуму зону теплового воздействия, особенно на тонких листах (TA34 AC/DC) • Истинные характеристики сварки MMA в режиме переменного и постоянного тока — горячий старт, сила дуги и переключение полярности (постоянный ток).
(TA34 AC/DC) • Импульсная сварка TIG на постоянном токе — простое управление подачей тепла и сварочной ванной. (TA34 AC/DC) • Микроимпульс постоянного тока — сводит к минимуму зону теплового воздействия, особенно на тонких листах (TA34 AC/DC) • Истинные характеристики сварки MMA в режиме переменного и постоянного тока — горячий старт, сила дуги и переключение полярности (постоянный ток).



 С выпуском серии CaddyTig 2200i AC/DC и полного набора принадлежностей вы найдете оптимальное решение для широкого круга задач сварки TIG.
С выпуском серии CaddyTig 2200i AC/DC и полного набора принадлежностей вы найдете оптимальное решение для широкого круга задач сварки TIG. Caddy Tig 2200i AC/DC имеет прочные и ударопрочные кабельные разъемы с OKC 50.
Caddy Tig 2200i AC/DC имеет прочные и ударопрочные кабельные разъемы с OKC 50.


 02 мм (0.0008 inch), нажмите OK.
02 мм (0.0008 inch), нажмите OK.
 Кратко объясняем преимущества.
Кратко объясняем преимущества. Несмотря на все свои недостатки STL остается наиболее популярным форматом, и на то есть ряд банальных причин:
Несмотря на все свои недостатки STL остается наиболее популярным форматом, и на то есть ряд банальных причин:
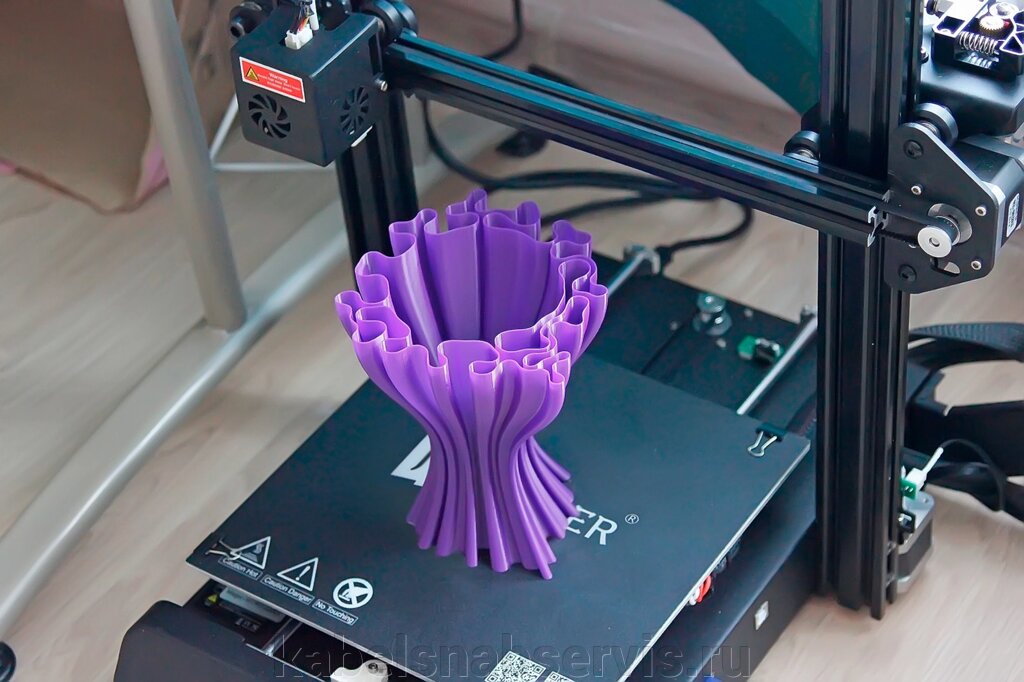

 Это так просто. В зависимости от того, какой формат мы используем, способ кодирования этой геометрии в файле будет различаться в дополнение к другим функциям, которые мы увидим позже.
Это так просто. В зависимости от того, какой формат мы используем, способ кодирования этой геометрии в файле будет различаться в дополнение к другим функциям, которые мы увидим позже.
 В этом случае мы не ограничены треугольниками, но можем использовать и другие многоугольники, поэтому, несмотря на то, что это всего лишь приближение к исходной геометрии, мы можем получить более гладкую отделку.
В этом случае мы не ограничены треугольниками, но можем использовать и другие многоугольники, поэтому, несмотря на то, что это всего лишь приближение к исходной геометрии, мы можем получить более гладкую отделку.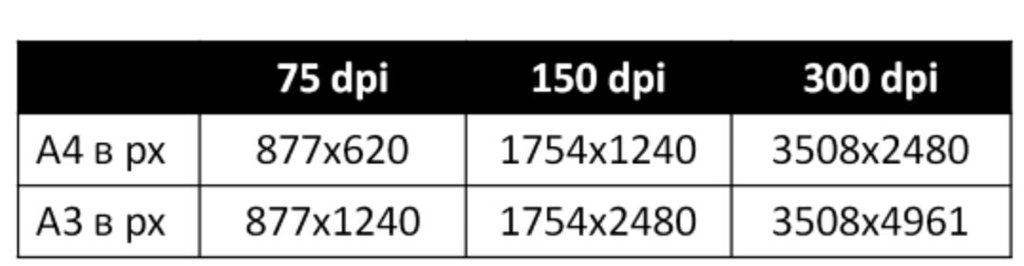 Модели, которые мы экспортируем как 3MF, будут проверены, чтобы избежать всех этих ошибок, поэтому мы можем быть уверены, что наш файл можно распечатать в 3D.
Модели, которые мы экспортируем как 3MF, будут проверены, чтобы избежать всех этих ошибок, поэтому мы можем быть уверены, что наш файл можно распечатать в 3D.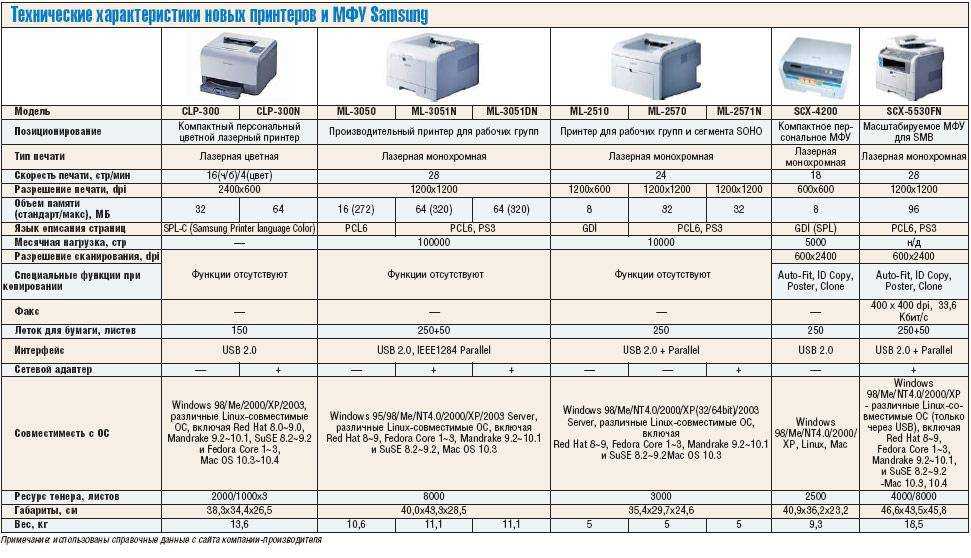 Таким образом, мы гарантируем, что мы разделяем не только модель, но и то, как мы хотим, чтобы она была напечатана.
Таким образом, мы гарантируем, что мы разделяем не только модель, но и то, как мы хотим, чтобы она была напечатана.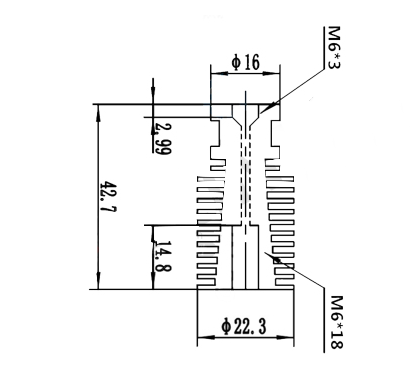 Он может включать геометрию, цвет, текстуру, а также информацию о кинематике моделей.
Он может включать геометрию, цвет, текстуру, а также информацию о кинематике моделей. Поскольку вариантов много, важно, чтобы вы знали, каковы ваши производственные потребности. Все ли форматы файлов 3D можно распечатать? И какой формат файла 3D-принтера лучше всего подходит для вас? Давайте узнаем.
Поскольку вариантов много, важно, чтобы вы знали, каковы ваши производственные потребности. Все ли форматы файлов 3D можно распечатать? И какой формат файла 3D-принтера лучше всего подходит для вас? Давайте узнаем. Однако важно помнить, что не все форматы 3D-файлов являются форматами файлов 3D-принтеров . Как правило, 3D-файлы также могут хранить анимацию или визуализацию, которые, конечно же, нельзя распечатать. Форматы файлов 3D-принтеров используются только для целей аддитивного производства. Что еще делает их непечатными? Узнайте из нашего блога на эту тему. А чтобы узнать, хорошо ли подготовлен ваш 3D-файл для 3D-печати, ознакомьтесь с нашими ответами на 6 основных вопросов по этой теме.
Однако важно помнить, что не все форматы 3D-файлов являются форматами файлов 3D-принтеров . Как правило, 3D-файлы также могут хранить анимацию или визуализацию, которые, конечно же, нельзя распечатать. Форматы файлов 3D-принтеров используются только для целей аддитивного производства. Что еще делает их непечатными? Узнайте из нашего блога на эту тему. А чтобы узнать, хорошо ли подготовлен ваш 3D-файл для 3D-печати, ознакомьтесь с нашими ответами на 6 основных вопросов по этой теме. Разработанный Чаком Халлом в 1987 году, он до сих пор служит своим целям спустя 30 лет. Это наиболее часто используемый формат файла 3D-принтера во всем мире. Он легко стал стандартным файлом для 3D-печати.
Разработанный Чаком Халлом в 1987 году, он до сих пор служит своим целям спустя 30 лет. Это наиболее часто используемый формат файла 3D-принтера во всем мире. Он легко стал стандартным файлом для 3D-печати. Некоторое программное обеспечение даже дошло до того, что предоставило вам возможность не только «сохранить как…», но и прямо «Сохранить .STL». STL — это стандартный файл для сохранения любой 3D-модели для отправки на 3D-печать.
Некоторое программное обеспечение даже дошло до того, что предоставило вам возможность не только «сохранить как…», но и прямо «Сохранить .STL». STL — это стандартный файл для сохранения любой 3D-модели для отправки на 3D-печать.

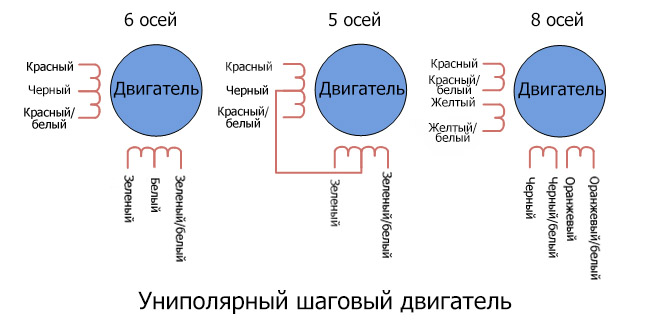
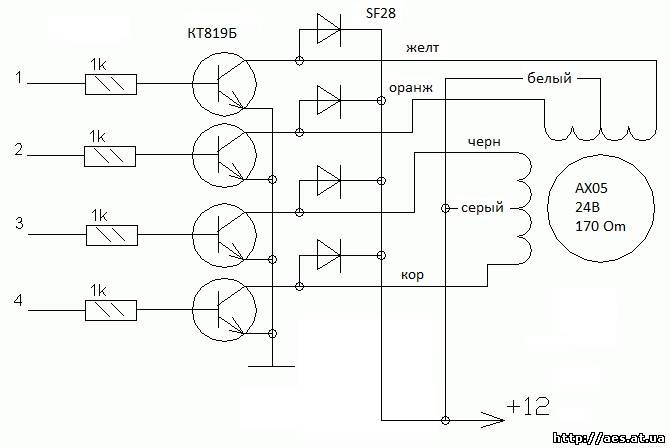
 Большинство наиболее распространенных шаговых двигателей имеют схемы, предполагающие использование 4-х, 5-ти, 6-ти или 8-ми проводов.
Большинство наиболее распространенных шаговых двигателей имеют схемы, предполагающие использование 4-х, 5-ти, 6-ти или 8-ми проводов.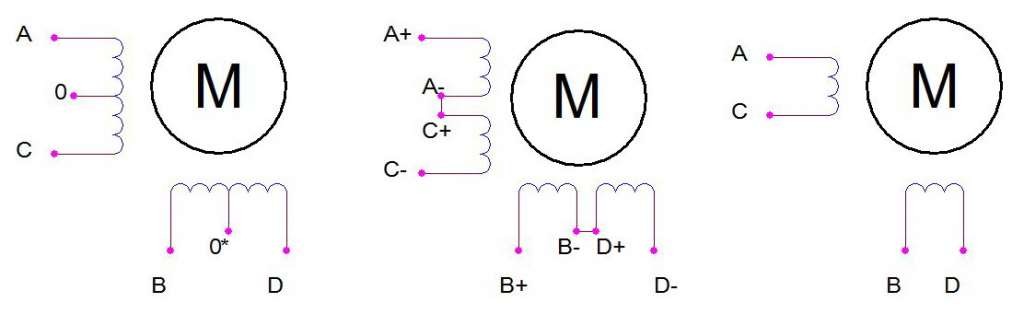 Однако, он также имеет центральный вывод для каждой обмотки, что дает возможность подключать его как в качестве биполярного шагового двигателя, так и в качестве однополярного.
Однако, он также имеет центральный вывод для каждой обмотки, что дает возможность подключать его как в качестве биполярного шагового двигателя, так и в качестве однополярного.
 Это обеспечивает работу электродвигателя только по однополярной схеме.
Это обеспечивает работу электродвигателя только по однополярной схеме. 00 до 15.30, 4, 5, 6 ноября — выходные дни.
00 до 15.30, 4, 5, 6 ноября — выходные дни.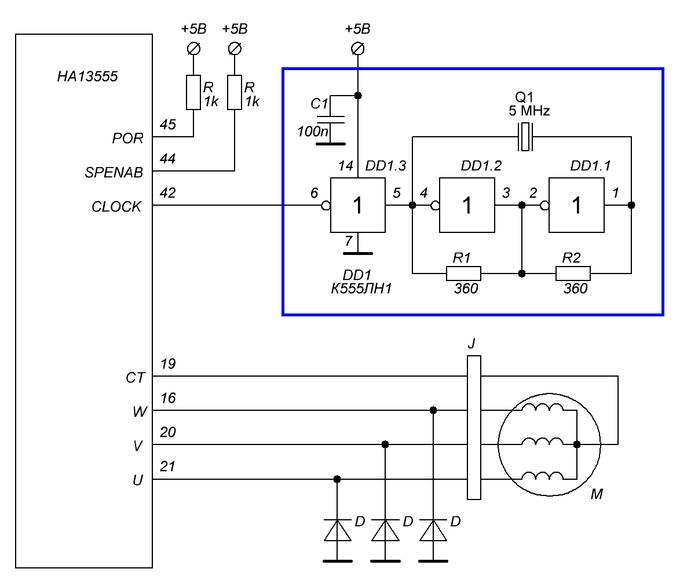 Двигатель будет вращаться со скоростью, равной частоте тех самых импульсов.
Двигатель будет вращаться со скоростью, равной частоте тех самых импульсов.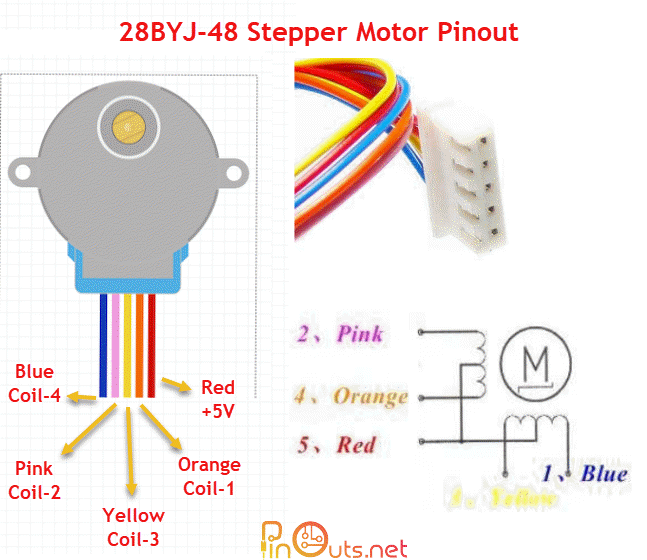 У них низкая инерция ротора, поэтому они могут быстро набирать скорость. По этой причине шаговые двигатели идеально подходят для коротких и быстрых перемещений.
У них низкая инерция ротора, поэтому они могут быстро набирать скорость. По этой причине шаговые двигатели идеально подходят для коротких и быстрых перемещений.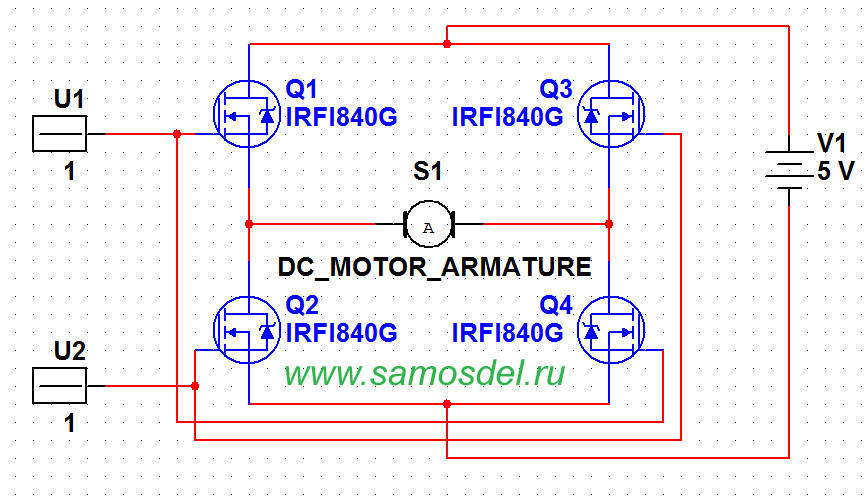 Форма нематериальна, но она должна присутствовать, чтобы двигатель двигался.
Форма нематериальна, но она должна присутствовать, чтобы двигатель двигался.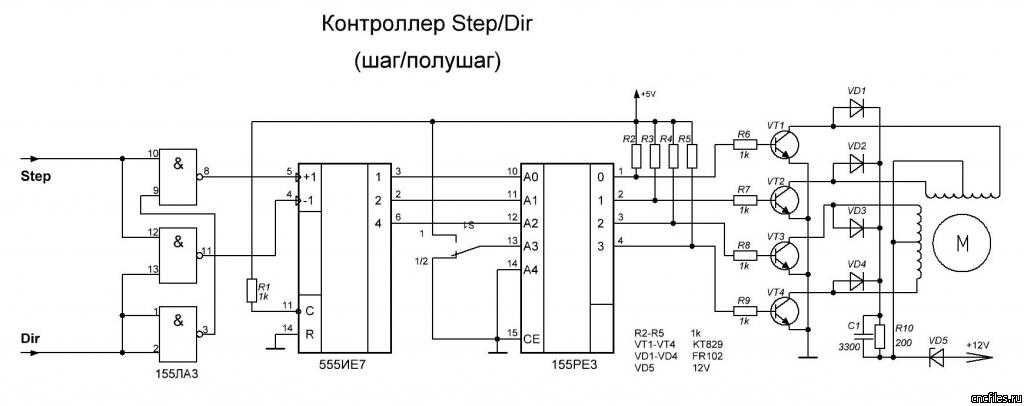 Нагрузкой может быть ходовой винт, диск или конвейер.
Нагрузкой может быть ходовой винт, диск или конвейер. Две чашки смещены на 3,6°, так что если мы посмотрим вниз на ротор между двумя зубцами на чашке северного полюса, мы увидим один зубец на чашке южного полюса прямо посередине.
Две чашки смещены на 3,6°, так что если мы посмотрим вниз на ротор между двумя зубцами на чашке северного полюса, мы увидим один зубец на чашке южного полюса прямо посередине.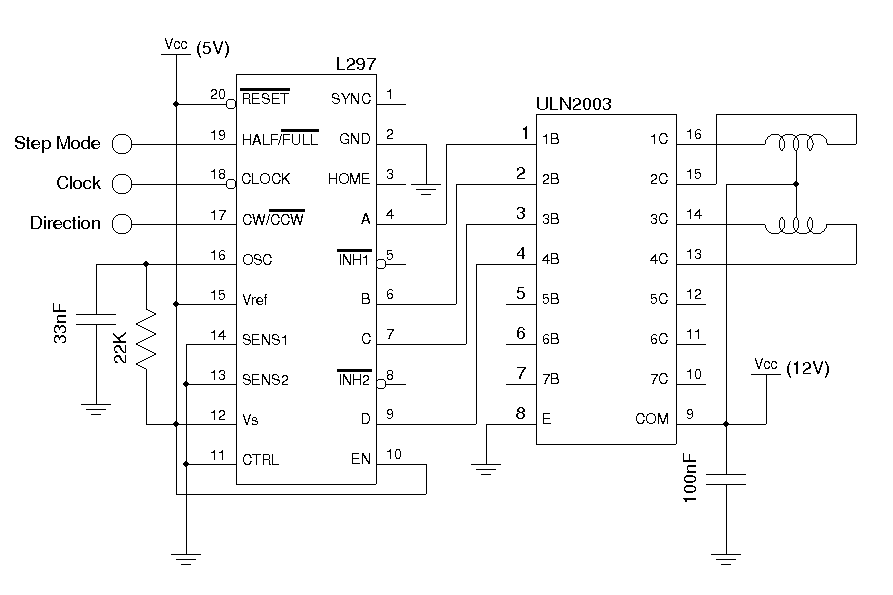 Чем больше полюсов, тем лучше крутящий момент и точность. ORIENTAL MOTOR предлагает шаговые двигатели высокого разрешения. Шаг зубьев этих двигателей вдвое меньше, чем у нашего стандартного двигателя. Ротор имеет 100 зубьев, поэтому угол между зубьями составляет 3,6°. Когда двигатель перемещается на 1/4 шага зуба, он перемещается на 0,9°. Разрешение наших моделей с высоким разрешением в два раза больше, чем у стандартных моделей: 400 шагов на оборот против 200 шагов на оборот.
Чем больше полюсов, тем лучше крутящий момент и точность. ORIENTAL MOTOR предлагает шаговые двигатели высокого разрешения. Шаг зубьев этих двигателей вдвое меньше, чем у нашего стандартного двигателя. Ротор имеет 100 зубьев, поэтому угол между зубьями составляет 3,6°. Когда двигатель перемещается на 1/4 шага зуба, он перемещается на 0,9°. Разрешение наших моделей с высоким разрешением в два раза больше, чем у стандартных моделей: 400 шагов на оборот против 200 шагов на оборот.
 Когда двигатель работает, его крутящий момент зависит от типа привода и напряжения. Один и тот же двигатель может иметь очень разную кривую скорости вращения при использовании с другим приводом.
Когда двигатель работает, его крутящий момент зависит от типа привода и напряжения. Один и тот же двигатель может иметь очень разную кривую скорости вращения при использовании с другим приводом.
 Для остановки скорость двигателя снижается до тех пор, пока она не станет ниже кривой крутящего момента.
Для остановки скорость двигателя снижается до тех пор, пока она не станет ниже кривой крутящего момента.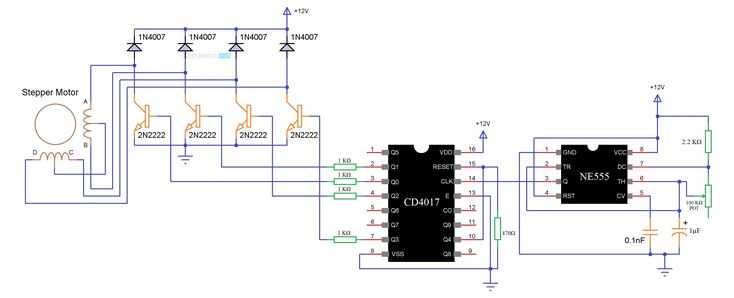 Индуктивность в генри, деленная на сопротивление в омах, дает нам значение секунд. Это количество секунд (постоянная времени) представляет собой количество времени, которое требуется катушке для зарядки до 63% от ее номинального значения. Если двигатель рассчитан на 1 ампер, через 1 постоянную времени катушка будет на 0,63 ампер. После примерно 4 или 5 постоянных времени катушка будет до 1 ампер. Поскольку крутящий момент пропорционален току, если ток заряжается только до 63%, двигатель будет иметь только около 63% своего крутящего момента после 1 постоянной времени.
Индуктивность в генри, деленная на сопротивление в омах, дает нам значение секунд. Это количество секунд (постоянная времени) представляет собой количество времени, которое требуется катушке для зарядки до 63% от ее номинального значения. Если двигатель рассчитан на 1 ампер, через 1 постоянную времени катушка будет на 0,63 ампер. После примерно 4 или 5 постоянных времени катушка будет до 1 ампер. Поскольку крутящий момент пропорционален току, если ток заряжается только до 63%, двигатель будет иметь только около 63% своего крутящего момента после 1 постоянной времени. Высокие напряжения вызывают ток в обмотках с большей скоростью, чем 63%, упомянутые выше.
Высокие напряжения вызывают ток в обмотках с большей скоростью, чем 63%, упомянутые выше.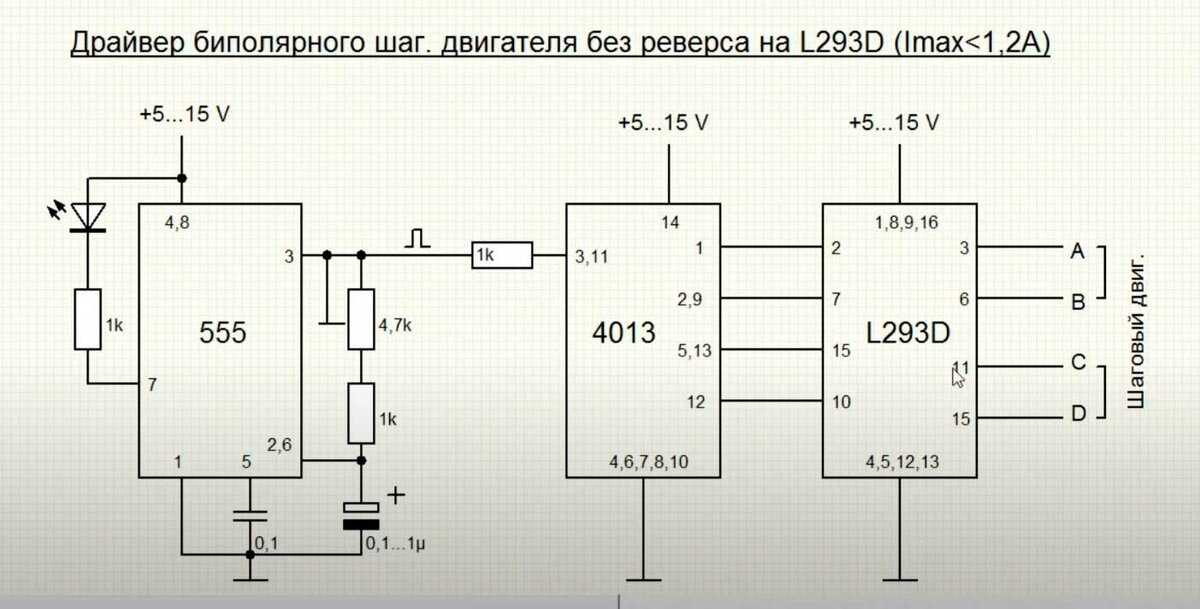 При тестировании шагового двигателя обязательно добавляйте нагрузку.
При тестировании шагового двигателя обязательно добавляйте нагрузку.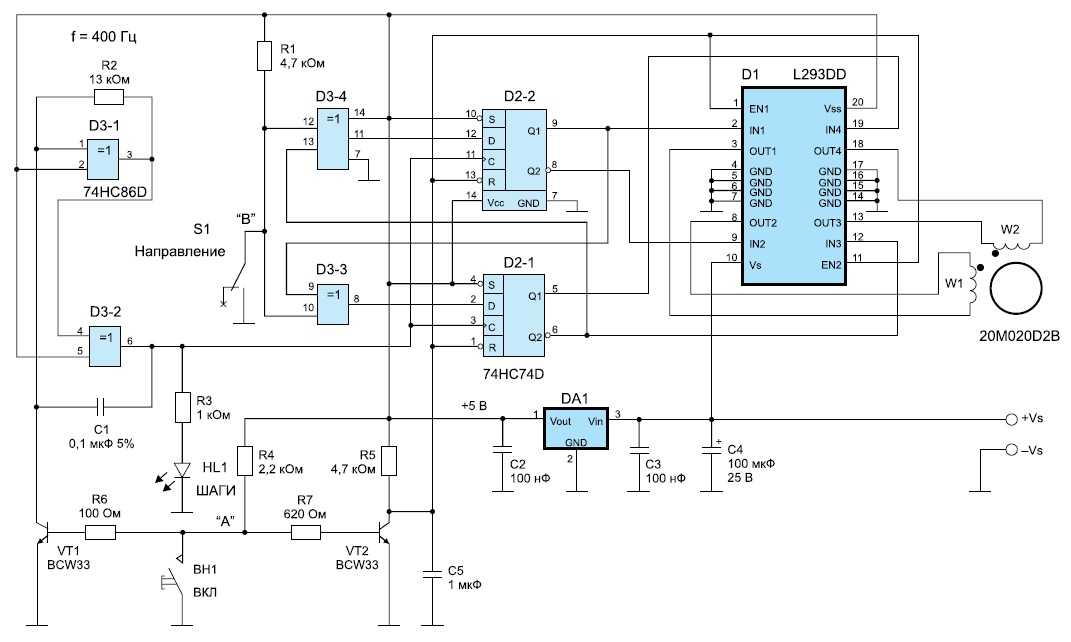 Если вы пропускаете шаги, кратные четырем, вибрация вызывает потерю синхронизма или нагрузка слишком велика. Если количество пропущенных шагов не кратно четырем, велика вероятность того, что проблемы вызваны неправильным количеством импульсов или электрическими помехами.
Если вы пропускаете шаги, кратные четырем, вибрация вызывает потерю синхронизма или нагрузка слишком велика. Если количество пропущенных шагов не кратно четырем, велика вероятность того, что проблемы вызваны неправильным количеством импульсов или электрическими помехами. Каждый раз, когда угол шага уменьшается, мотор не будет так сильно вибрировать. Вот почему полушаговые и микрошаговые системы так эффективно снижают вибрацию.
Каждый раз, когда угол шага уменьшается, мотор не будет так сильно вибрировать. Вот почему полушаговые и микрошаговые системы так эффективно снижают вибрацию.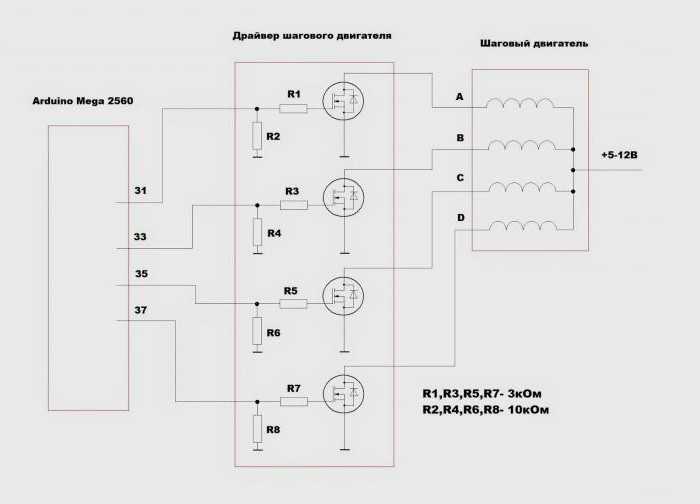 Поскольку шаг по-прежнему составляет 7,2°, угол шага равен 0,72°. Просто исходя из конструкции, разрешение 5-фазного датчика составляет 500 шагов на оборот, а двухфазного — 200 шагов на оборот. Пятифазный предлагает разрешение в 2,5 раза лучше, чем двухфазный.
Поскольку шаг по-прежнему составляет 7,2°, угол шага равен 0,72°. Просто исходя из конструкции, разрешение 5-фазного датчика составляет 500 шагов на оборот, а двухфазного — 200 шагов на оборот. Пятифазный предлагает разрешение в 2,5 раза лучше, чем двухфазный. На иллюстрации каждый поворот на 90° соответствует 1,8° поворота ротора в реальном двигателе.
На иллюстрации каждый поворот на 90° соответствует 1,8° поворота ротора в реальном двигателе.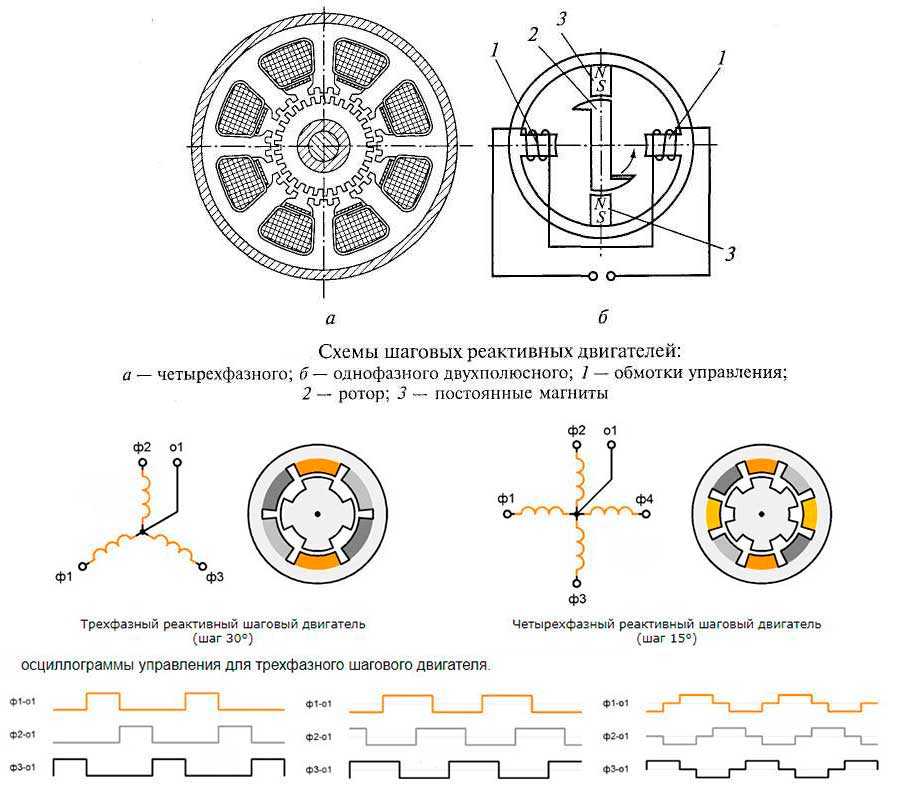
 Каждый раз мы включаем 4 фазы и мотор делает шаг.
Каждый раз мы включаем 4 фазы и мотор делает шаг.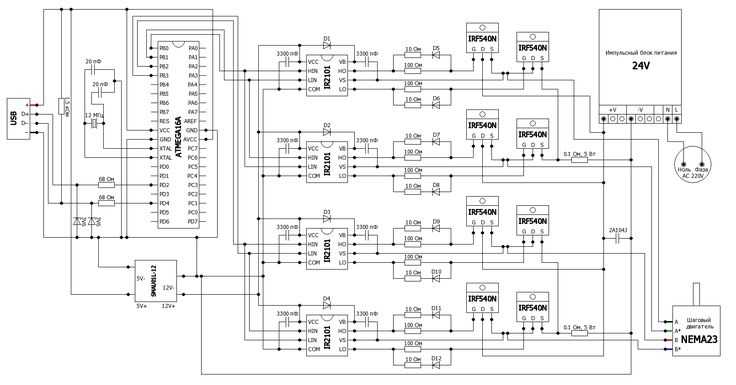 Чем меньше шаг, тем выше разрешение и лучше характеристики вибрации. В микрошаге фаза не полностью включена или полностью выключена. Он частично включен. Синусоидальные волны применяются как к фазе A, так и к фазе B, на расстоянии 90° друг от друга (0,9° в пятифазном шаговом двигателе).
Чем меньше шаг, тем выше разрешение и лучше характеристики вибрации. В микрошаге фаза не полностью включена или полностью выключена. Он частично включен. Синусоидальные волны применяются как к фазе A, так и к фазе B, на расстоянии 90° друг от друга (0,9° в пятифазном шаговом двигателе).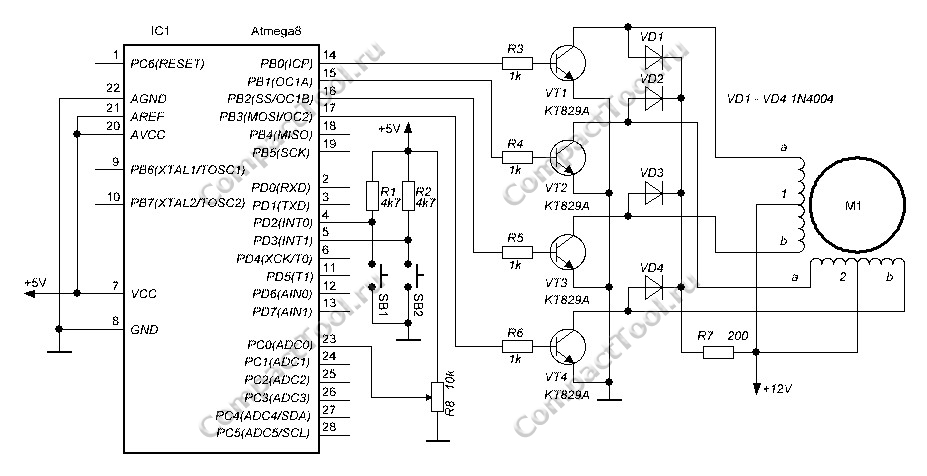 В таких случаях двигателю можно дать команду двигаться на 10 шагов, прежде чем он действительно начнет движение. Во многих случаях необходимо замкнуть цикл с помощью энкодеров, которые увеличивают цену.
В таких случаях двигателю можно дать команду двигаться на 10 шагов, прежде чем он действительно начнет движение. Во многих случаях необходимо замкнуть цикл с помощью энкодеров, которые увеличивают цену.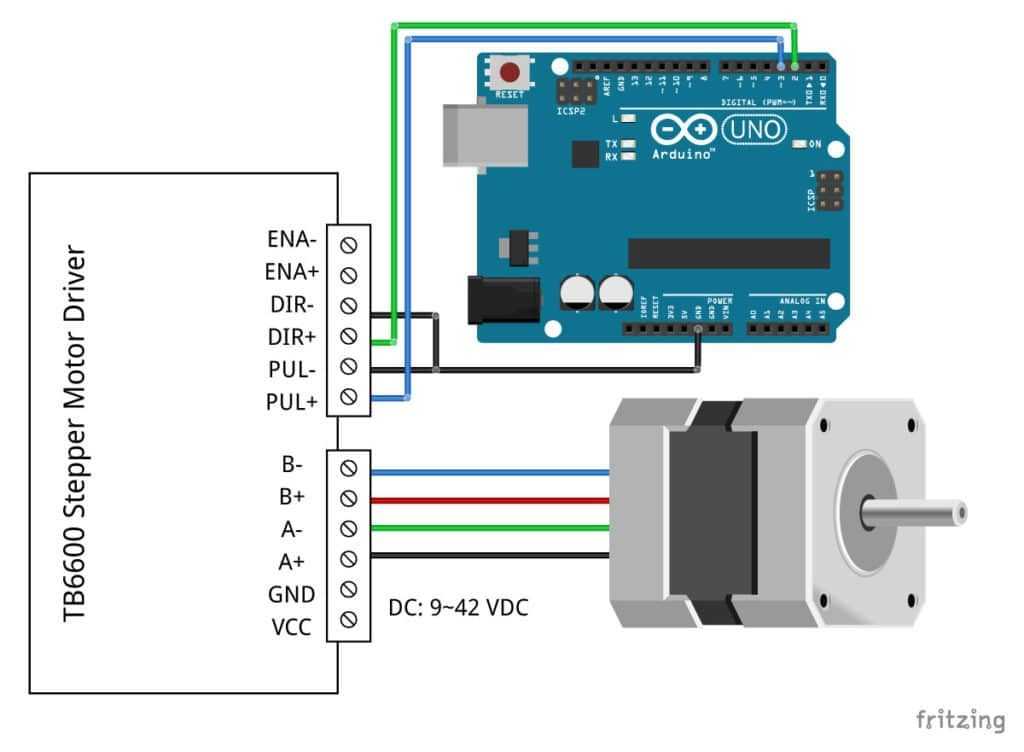 Кодер представляет собой тонкий диск с линиями на нем. Диск проходит между передатчиком и приемником. Каждый раз, когда между ними появляется линия, на сигнальные линии выводится импульс. Эти импульсы возвращаются на контроллер, который ведет их подсчет. Обычно в конце перемещения контроллер сравнивает количество импульсов, отправленных водителю, с количеством импульсов, отправленных энкодером обратно. Обычно записывается процедура, согласно которой, если два числа различны, разница затем компенсируется. Если числа совпадают, ошибки не произошло и движение продолжается.
Кодер представляет собой тонкий диск с линиями на нем. Диск проходит между передатчиком и приемником. Каждый раз, когда между ними появляется линия, на сигнальные линии выводится импульс. Эти импульсы возвращаются на контроллер, который ведет их подсчет. Обычно в конце перемещения контроллер сравнивает количество импульсов, отправленных водителю, с количеством импульсов, отправленных энкодером обратно. Обычно записывается процедура, согласно которой, если два числа различны, разница затем компенсируется. Если числа совпадают, ошибки не произошло и движение продолжается. Чтобы сделать его устройством положения, требуется обратная связь, обычно и энкодер или резольвер, и контуры управления. Сервопривод по существу включается и выключается, пока счетчик резольвера не достигнет определенной точки. Следовательно, сервопривод работает на основе ошибки. Например, сервопривод получает команду двигаться на 100 оборотов. Счетчик резольвера показывает ноль, и двигатель включается. Когда счетчик резольвера достигает 100 оборотов, двигатель выключается. Если положение отклоняется, двигатель снова включается, чтобы вернуть его в исходное положение. Как сервопривод реагирует на ошибку, зависит от настройки усиления. Если настройка усиления высока, двигатель будет очень быстро реагировать на любые изменения ошибки. Если настройка коэффициента усиления низкая, двигатель не будет так быстро реагировать на изменения ошибки. Задействованы любые настройки усиления по времени, временные задержки вводятся в систему управления движением.
Чтобы сделать его устройством положения, требуется обратная связь, обычно и энкодер или резольвер, и контуры управления. Сервопривод по существу включается и выключается, пока счетчик резольвера не достигнет определенной точки. Следовательно, сервопривод работает на основе ошибки. Например, сервопривод получает команду двигаться на 100 оборотов. Счетчик резольвера показывает ноль, и двигатель включается. Когда счетчик резольвера достигает 100 оборотов, двигатель выключается. Если положение отклоняется, двигатель снова включается, чтобы вернуть его в исходное положение. Как сервопривод реагирует на ошибку, зависит от настройки усиления. Если настройка усиления высока, двигатель будет очень быстро реагировать на любые изменения ошибки. Если настройка коэффициента усиления низкая, двигатель не будет так быстро реагировать на изменения ошибки. Задействованы любые настройки усиления по времени, временные задержки вводятся в систему управления движением. AlphaStep имеет встроенный резольвер, обеспечивающий обратную связь по положению. В любой момент времени мы знаем, где находится ротор.
AlphaStep имеет встроенный резольвер, обеспечивающий обратную связь по положению. В любой момент времени мы знаем, где находится ротор.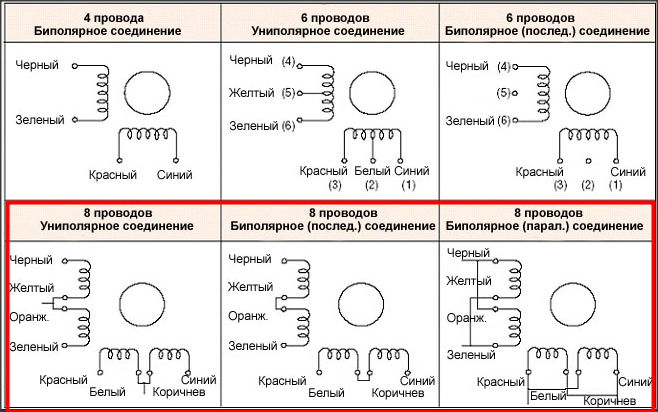
 Водитель управляет векторами крутящего момента за пределами 1,8°. Оказавшись внутри 1,8°, зубья ротора выровняются с вектором создаваемого крутящего момента. AlphaStep следит за тем, чтобы правильный зуб совпадал с вектором крутящего момента.
Водитель управляет векторами крутящего момента за пределами 1,8°. Оказавшись внутри 1,8°, зубья ротора выровняются с вектором создаваемого крутящего момента. AlphaStep следит за тем, чтобы правильный зуб совпадал с вектором крутящего момента.
 ..
.. 2008-01.2012
2008-01.2012 2008-01.2012
2008-01.2012 2008-01.2011
2008-01.2011 8 TSI
8 TSI 2008-01.2012
2008-01.2012 2010-01.2012
2010-01.2012


 Мы ваши адвокаты на всю жизнь.
Мы ваши адвокаты на всю жизнь.
 55 кВт )
55 кВт )

 с.
с. ..LI6 зажим 2.5 мм² AWG 14
..LI6 зажим 2.5 мм² AWG 14 
 se.com/ww/en/work/products/residential-and-small-business/»>
se.com/ww/en/work/products/residential-and-small-business/»> se.com/ww/en/work/products/access-to-energy/»>
se.com/ww/en/work/products/access-to-energy/»> Ассортимент Harmony, доступный по всему миру в версиях из металла и пластика, отвечает вашим потребностям в надежной…
Ассортимент Harmony, доступный по всему миру в версиях из металла и пластика, отвечает вашим потребностям в надежной… se.com/in/en/work/products/low-voltage-products-and-systems/»>
se.com/in/en/work/products/low-voltage-products-and-systems/»>